Современные виды наплавки
Наплавка является самым распространенным способом восстановления деталей на судоремонтных и машиностроительных предприятиях. Её широкое применение объясняется высокими технико-экономическими показателями. Наплавкой можно нарастить слой практически любой толщины, различного химического состава и физико-механических свойств. Возможности наплавки ещё более расширяются с применением различных методов упрочнения.
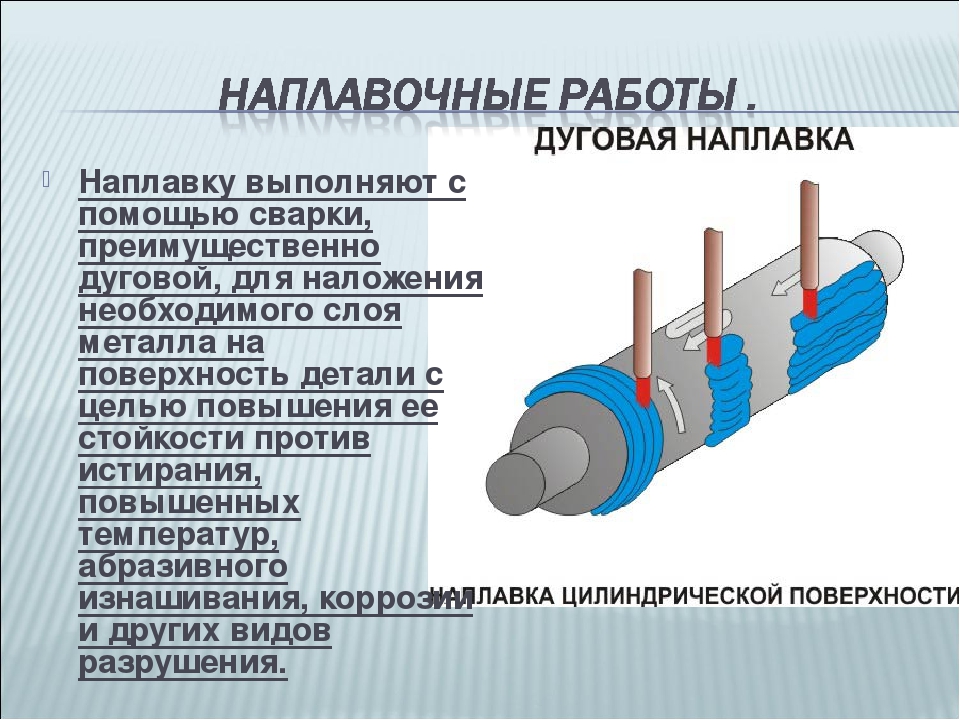
Основными разновидностями способа наплавки, нашедших широкое применение в практике восстановления деталей являются: электродуговая, электроконтактная, вибродуговая, газовая, плазменная и лазерная.
Электродуговая наплавка
включает в себя виды: под слоем флюса, в среде защитных газов и открытой дугой. Наплавка под слоем флюса рекомендуется для восстановления деталей со значительным износом. Она обеспечивает стабильное качество наплавленного металла и высокую производительность.
Наплавка в среде защитных газов, в основном углекислого газа (CO2), применяется для восстановления различных деталей и обладает рядом преимуществ. Основными из них являются: простота, возможность наплавлять слой метала небольшой толщины, хорошая видимость зоны горения дуги и др. В качестве материала широко используются электродная проволока и лента. Для получения износостойких поверхностей применяют также порошковую проволоку. Основным недостатком наплавки в углекислом газе является значительное разбрызгивание металла.
Наплавка открытой дугой имеет следующие преимущества перед способами наплавки под слоем флюса и в среде защитного газа в том, что отпадает необходимость в специальной защите сварочной ванны. Это обеспечивается применением специальных материалов, например порошковой проволоки, в состав которой входят защитные газо- и шлакообразующие вещества.
Электроконтактная наплавка
сущность которой заключается в совместном деформировании наплавляемого металла и поверхностного слоя детали, нагретых в месте деформации до пластического состояния короткими импульсами тока.
Вибродуговая наплавка
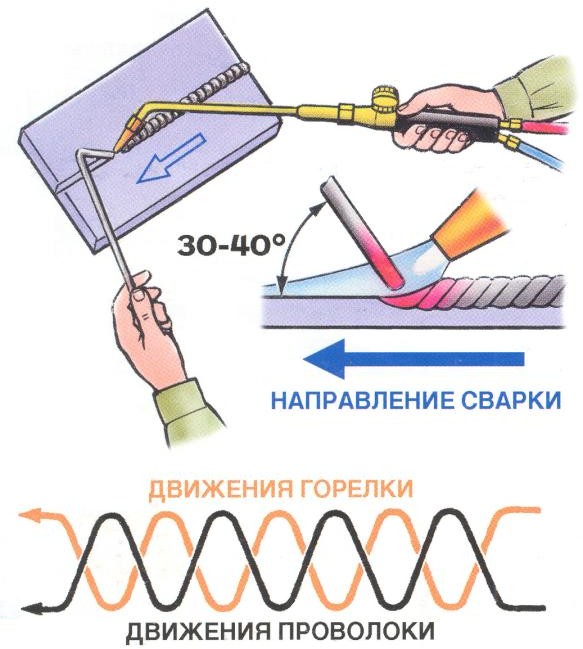
основана на использовании теплоты кратковременной дуги, возникающей в момент разрыва цепи между вибрирующим с постоянной частотой и амплитудой электродом и наплавляемой поверхностью. По сравнению с электродуговой она имеет меньшую зону термического влияния и значения деформаций, позволяет получать тонкие слои наплавляемого металла (0,5 – 1,0 мм).Газовую наплавку
проводят путём расплавления пруткового или порошкового наплавочного материала в газокислородном пламени горелки. При восстановлении и упрочнении деталей широкое применение находит газовая наплавка твёрдых порошкообразных самофлюсующихся материалов.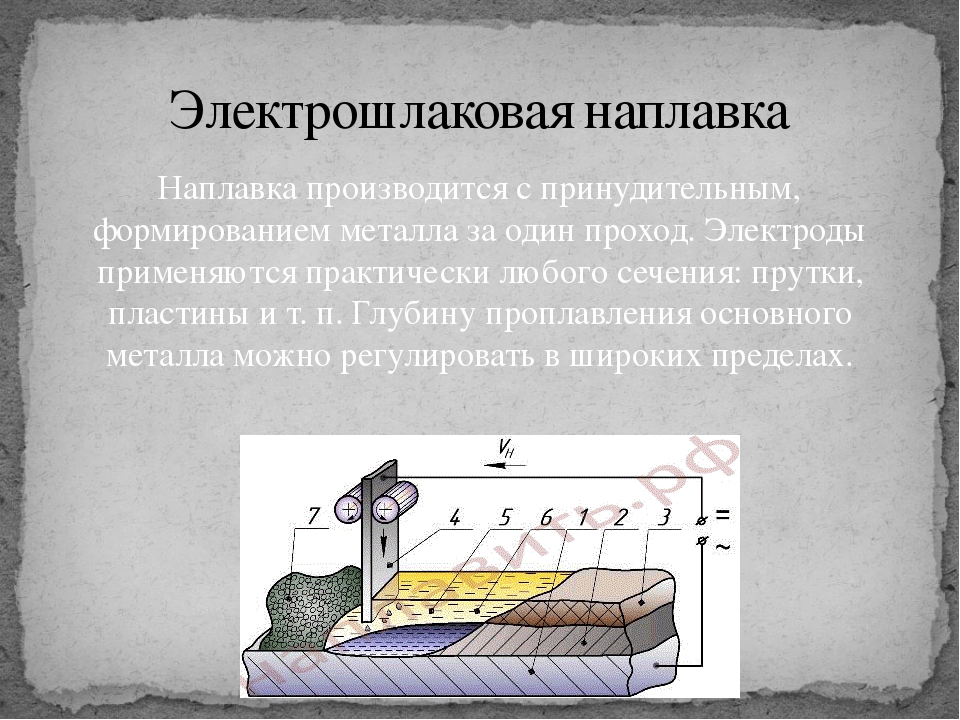
Плазменная наплавка
при таком методе в качестве источника теплоты используют струю плазмы, представляющую собой сильно ионизированный газ с температурой до 15000-20000 градусов по Цельсию. Плазма образуется путём вдувания в электрическую дугу плазмообразующего газа и обжатия его струи водоохлаждаемым соплом. Может использоваться другой поток газа, окружающий струю плазмы для защиты наплавляемого слоя от воздействия атмосферы. В качестве присадочного материала используют проволоку или металлический порошок. Последний нашёл широкое применение, способствуя значительному повышению износостойкости и увеличению срока службы восстановленных деталей.Лазерная наплавка
данный способ восстановления деталей осуществляют с помощью светового лазерного луча, излучаемого оптическим квантовым генератором.
Виды наплавки — Сварка металлов
Категория:
Сварка металлов
Виды наплавки
Ручную дуговую наплавку применяют при восстановлении изношенных поверхностей, восстановлении брака литья и для наплавки поверхностей со специальными свойствами.
Ручную дуговую наплавку выполняют покрытым плавящимся и неплавящимся электродами. Перед наплавкой плавящимся электродом поверхность детали должна быть тщательно зачищена, после чего приступают к наплавке металла отдельными валиками. При этом каждый последующий валик должен расплавлять предыдущий на 1/3—1/2 ширины. Электроды выбирают, исходя из условий эксплуатации наплавляемой поверхности.
Порошковые смеси наплавляют угольным (графитовым) электродом постоянным током прямой полярности. На очищенную от загрязнений поверхность насыпают тонкий слой флюса (0,2—0,3 мм), чаще всего прокаленную буру, затем слой шихты высотой 3—5 мм и шириной 20—60 мм. Дугу возбуждают на основном металле, затем переносят на шихту, шихта расплавляется с минимальным проплав-лением основного металла.
Автоматическую наплавку под флюсом производят проволоками сплошного сечения и порошковыми. Наплавку можно выполнять одним электродом отдельными валиками, одновременно несколькими электродами и электродной лентой. Используют ленты сплошного сечения и порошковые.
Используют ленты сплошного сечения и порошковые.
Наплавка плавящимся и неплавящимся электродом в среде защитных газов. Наплавку вольфрамовым электродом проводят в среде аргона. Необходимые свойства наплавленного металла обеспечиваются применением присадочных проволок специального состава или вдуванием легирующих порошков в зону дуги.
Можно производить наплавку в инертных газах и плавящимся электродом. Однако применение той же технологии, что и для сварки, ведет к повышенному содержанию основного металла в наплавке. Поэтому используют дополнительную присадочную проволоку. Этот способ широко используют при наплавке высоколегированных хромоникелевых сталей и сплавов.
Плазменная наплавка осуществляется несколькими способами: – плазмой прямого действия с подачей присадочной наплавочной проволоки; – с подачей присадочного порошка в плазменную струю; – по слою легирующего материала, нанесенного на поверхность изделия; – с токоведущей присадочной проволокой; – с двумя плавящимися электродами.
Электрошлаковая наплавка производится на плоские и цилиндрические поверхности для создания поверхностных слоев с особыми свойствами и для создания промежуточных слоев на кромках заготовок для последующей сварки. Техника электрошлаковой наплавки принципиально не отличается от техники сварки.
Вибродуговую наплавку применяют в основном как средство восстановления быстроизнашивающихся деталей станочного, металлургического, сельскохозяйственного оборудования. Этому виду наплавки могут подвергаться детали диаметром 8— 10 мм и выше. Сущность вибродуговой наплавки заключается в том, что наплавку осуществляют с помощью специальной головки, обеспечивающей подачу и вибрацию электродной проволоки. Вибрация электрода облегчает возбуждение дуги и повышает стабильность процесса. При наплавке электрические разряды чередуются с короткими замыканиями. В зону наплавки и дуги подается щелочная эмульсия, в некоторой степени защищающая металл от воздействия воздуха в процессе наплавки и охлаждающая детали, в связи с чем уменьшаются зона термического влияния и сварочные деформации и повышается твердость наплавленного слоя.
Наплавку газокислородным пламенем применяют редко из-за относительно больших деформаций наплавляемых деталей. Газокислородное пламя используют главным образом для наплавки литыми твердыми сплавами.
Реклама:
Читать далее:
Дуговая резка металлов
Статьи по теме:
Наплавка металлов
ОБЩИЕ СВЕДЕНИЯ О НАПЛАВКЕ
Наплавка предусматривает нанесение расплавленного металла на оплавленную металлическую поверхность с последующей его кристаллизацией для создания слоя с заданными свойствами и геометрическими параметрами. Наплавку применяют для восстановления изношенных деталей, а также при изготовлении новых деталей с целью получения поверхностных слоев, обладающих повышенными твердостью, износостойкостью, жаропрочностью, кислотостойкостью или другими свойствами. Она позволяет значительно увеличить срок службы деталей и намного сократить расход, дефицитных материалов при их изготовлении. При большинстве методов наплавки, так же как и при сварке, образуется подвижная сварочная ванна. В головной части ванны основной металл расплавляется и перемешивается с электродным металлом, а в хвостовой части происходят кристаллизация расплава и образование металла шва. Наплавлять можно слои металла как одинаковые по составу, структуре и свойствам с металлом детали, так и значительно отличающиеся от них. Наплавляемый металл выбирают с учетом эксплуатационных требований и свариваемости.
При большинстве методов наплавки, так же как и при сварке, образуется подвижная сварочная ванна. В головной части ванны основной металл расплавляется и перемешивается с электродным металлом, а в хвостовой части происходят кристаллизация расплава и образование металла шва. Наплавлять можно слои металла как одинаковые по составу, структуре и свойствам с металлом детали, так и значительно отличающиеся от них. Наплавляемый металл выбирают с учетом эксплуатационных требований и свариваемости.
Наплавка может производиться на плоские, цилиндрические, конические, сферические и другие формы поверхности в один или несколько слоев. Толщина слоя наплавки может изменяться в широких пределах — от долей миллиметра до сантиметров. При наплавке поверхностных слоев с заданными свойствами, как правило, химический состав наплавленного металла существенно отличается от химического состава основного металла. Поэтому при наплавке должен выполняться ряд технологических требований. В первую очередь таким требованием является минимальное разбавление направленного слоя основным металлом, расплавляемым при наложении валиков. Поэтому в процессе наплавки необходимо получение наплавленного слоя с минимальным проплавлением основного металла, так как в противном случае возрастает доля основного металла в формировании наплавленного слоя. Это приводит к ненужному разбавлению наплавленного металла расплавляемым основным. Далее при наплавке необходимо обеспечение минимальной зоны термического влияния и минимальных напряжений и деформации. Это требование обеспечивается за счет уменьшения глубины проплавления регулированием параметров режима, погонной энергии, увеличением вылета электрода, применением широкой электродной ленты и другими технологическими приемами.
Поэтому в процессе наплавки необходимо получение наплавленного слоя с минимальным проплавлением основного металла, так как в противном случае возрастает доля основного металла в формировании наплавленного слоя. Это приводит к ненужному разбавлению наплавленного металла расплавляемым основным. Далее при наплавке необходимо обеспечение минимальной зоны термического влияния и минимальных напряжений и деформации. Это требование обеспечивается за счет уменьшения глубины проплавления регулированием параметров режима, погонной энергии, увеличением вылета электрода, применением широкой электродной ленты и другими технологическими приемами.
Рис.1 СХЕМА НАПЛАВКИ СЛОЕВ Рис.2 НАПЛАВКА ТЕЛ ВРАЩЕНИЯ
Технология наплавки различных поверхностей предусматривает ряд приемов нанесения наплавленного слоя: ниточными валиками с перекрытием один другого на 0,3-0,4 их ширины, широкими валиками, полученными за счет поперечных к направлению оси валика колебаний электрода, электродными лентами и др.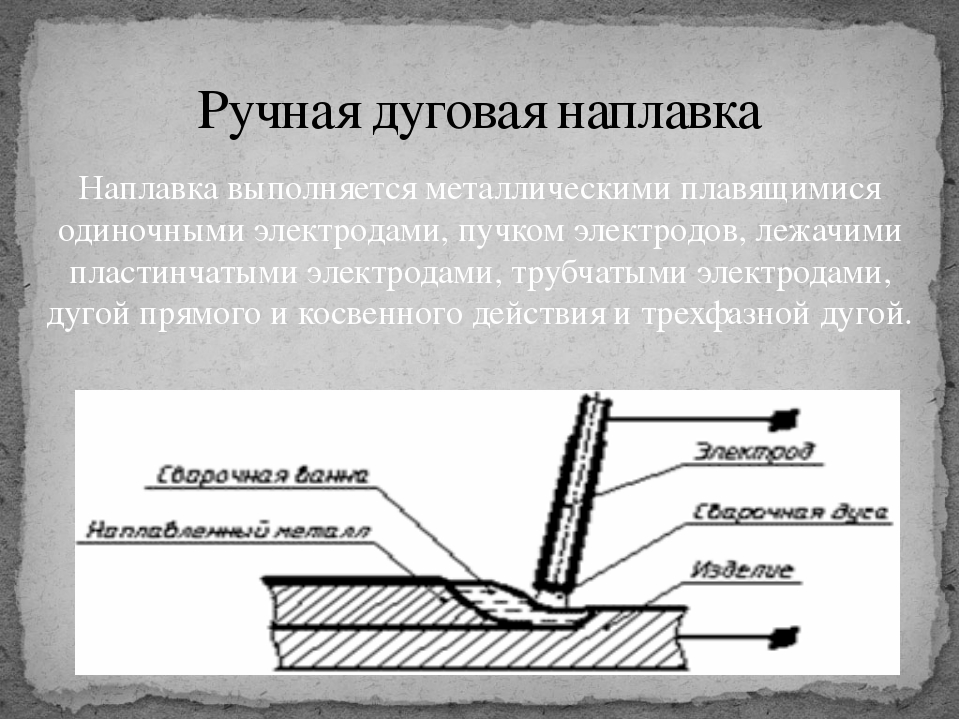 Расположение валиков с учетом их взаимного перекрытия характеризуется шагом наплавки (рис.1).
Расположение валиков с учетом их взаимного перекрытия характеризуется шагом наплавки (рис.1).
Рис.3 СМЕЩЕНИЕ ЭЛЕКТРОДА ПРИ
НАПЛАВКЕ ТЕЛ ВРАЩЕНИЯ
а — наклонно расположенным электродом
б — вертикально расположенным электродом
Наплавку криволинейных поверхностей тел вращения выполняют тремя способами (рис.2): наплавкой валиков вдоль образующей тела вращения, по окружностям и по винтовой линии. Наплавку по образующей выполняют отдельными валиками так же, как при наплавке плоских поверхностей. Наплавка по окружностям также выполняется отдельными валиками до полного замыкания начального и конечного участков их со смещением на определенный шаг вдоль образующей. При винтовой наплавке деталь вращается непрерывно, при этом источник нагрева перемещается вдоль оси тела со скоростью, при которой одному обороту детали соответствует смещение источника нагрева, равное шагу наплавки.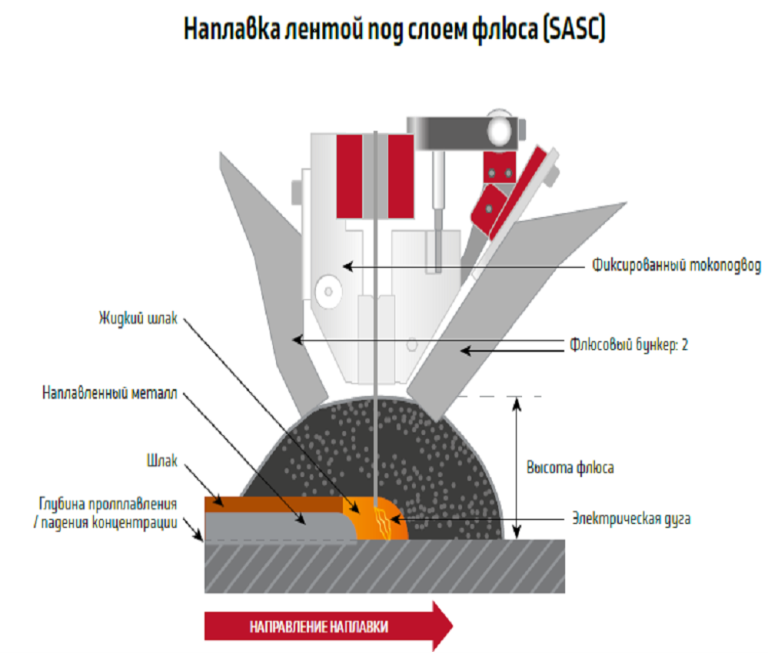 При наплавке тел вращения необходимо учитывать возможность стекания расплавленного металла в направлении вращения детали. В этом случае целесообразно источник нагрева смещать в сторону, противоположную направлению вращения, учитывая при этом длину сварочной ванны и диаметр изделия (рис.3).
При наплавке тел вращения необходимо учитывать возможность стекания расплавленного металла в направлении вращения детали. В этом случае целесообразно источник нагрева смещать в сторону, противоположную направлению вращения, учитывая при этом длину сварочной ванны и диаметр изделия (рис.3).
Выбор технологических условий наплавки производят, исходя из особенностей материала наплавляемой детали. Наплавку деталей из низкоуглеродистых и низколегированных сталей обычно производят в условиях без нагрева изделий. Наплавка средне- и высокоуглеродистых, легированных и высоколегированных сталей часто выполняется с предварительным нагревом, а также с проведением последующей термообработки с целью снятия внутренних напряжений.
Нередко такую термообработку (отжиг) выполняют после наплавки для снижения твердости перед последующей механической обработкой слоя. Для выполнения наплавки в основном применяют способы дуговой и электрошлаковой сварки. При выборе наиболее рационального способа и технологии наплавки следует учитывать условия эксплуатации наплавленного слоя и экономическую эффективность процесса.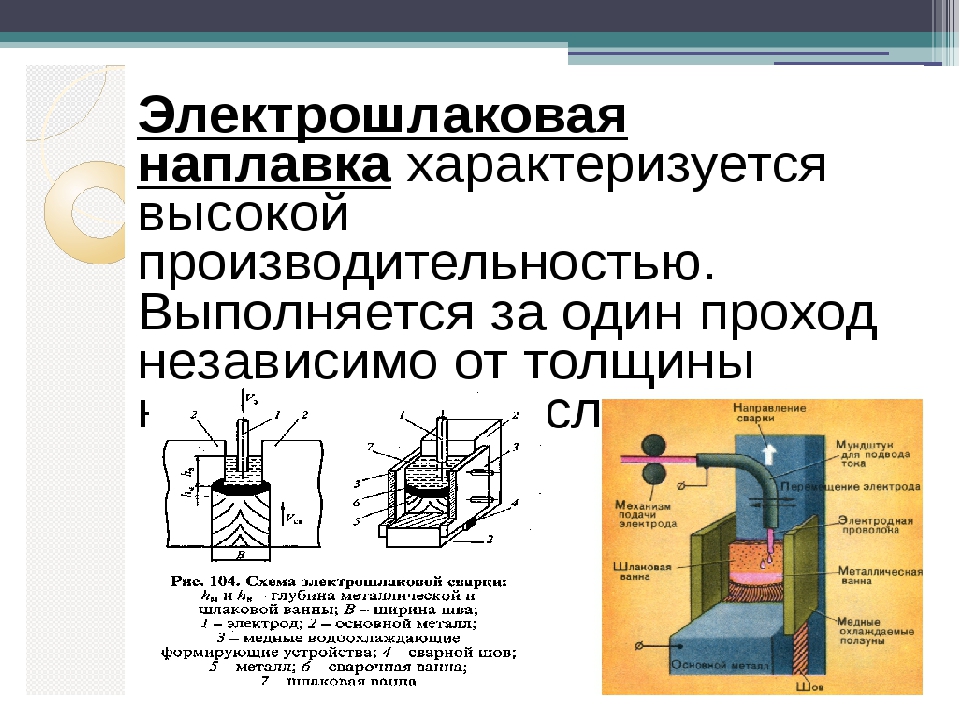
СПОСОБЫ И ТЕХНОЛОГИЯ НАПЛАВКИ
Дуговая наплавка под флюсом. Нагрев и расплавление металла, так же как при сварке, осуществляются теплом дуги, горящей между плавящимся электродом и основным металлом под слоем флюса. Наплавка под флюсом является одним из основных видов механизированной наплавки. Основными преимуществами являются непрерывность и высокая производительность процесса, незначительные потери электродного металла, отсутствие открытого излучения дуги. Отличительной особенностью наплавки под флюсом является хороший внешний вид наплавленного слоя (гладкая поверхность и плавный переход от одного наплавленного валика к другому). В процессе наплавки возможны четыре основных способа легирования наплавленного металла (рис.4).
Р и с. 4. СПОСОБЫ ЛЕГИРОВАНИЯ НАПЛАВЛЕННОГО МЕТАЛЛА:
a — через сварочную проволоку, б — порошковую проволоку,
в — керамический флюс, г — укладка легированной присадки
1. Применение легированной проволоки или ленты и обычных плавленных флюсов. Для наплавки используют легированные сварочные проволоки, специальные наплавочные проволоки и легированные ленты, в том числе спеченные. Наплавка производится под флюсами АН-20, АН-26 и др., которые выбирают в зависимости от состава электродного металла.
Применение легированной проволоки или ленты и обычных плавленных флюсов. Для наплавки используют легированные сварочные проволоки, специальные наплавочные проволоки и легированные ленты, в том числе спеченные. Наплавка производится под флюсами АН-20, АН-26 и др., которые выбирают в зависимости от состава электродного металла.
2. Применение порошковой проволоки или порошковой ленты и обычных плавленных флюсов. Порошковая проволока или лента расплавляется в дуге и образует однородный жидкий расплав. Этотспособ позволяет получить наплавленный металл с общим содержанием легирующих примесей до 40-50%. Марка порошковойпроволоки или ленты выбирается в зависимости от необходимого типа наплавленного металла и его требуемой твердости.
3. Применение обычной низкоуглеродистой проволоки или ленты и легирующих наплавленных флюсов (керамических). Этот способ позволяет ввести в наплавленный металл до 35% легирующих примесей. При наплавке наибольшее применение получили керамические флюсы АНК-18 и АНК-19, обеспечивающие хорошее формирование наплавленного металла, легкую отделимость шлаковой корки, высокую стойкость наплавленного металла против образования пор и трещин.
4. Применение обычной низкоуглеродистой проволоки или ленты и обычных плавленных флюсов с предварительной укладкой легирующих материалов на поверхность наплавляемого изделия. Здесь возможна предварительная засыпка или дозированная подача легирующих порошков, а также предварительная укладка прутков или полосок легированной стали, намазывание специальных паст на место наплавки и др. Во всех случаях нанесенный легирующий материал расплавляется дугой и переходит в наплавленный металл.
В связи с тем что в технологии выполнения между наплавкой и сваркой много общего, для наплавки применяется то же оборудование, что и при сварке соответствующими способами.
Наплавку углеродистых и низколегированных сталей выполняют под плавленными флюсами ОСЦ-45, АН-348-А. Флюс АН-60 пригоден для одно- и многоэлектродной наплавки низкоуглеродистых и низколегированных сталей на нормальных и повышенных скоростях, а также для наплавки электродными лентами.
Наплавку легированных сталей производят под низкокремнистыми плавленными флюсами АН-22, АН-26 и др. , а высоколегированные хромоникеливые стали и стали других типов с легкоокис-ляющимися элементами (титан, алюминий) — под фторидными флюсами АНФ-1 и АНФ-5.
, а высоколегированные хромоникеливые стали и стали других типов с легкоокис-ляющимися элементами (титан, алюминий) — под фторидными флюсами АНФ-1 и АНФ-5.
Для предупреждения образования шлаковых включений и не-проваров в наплавленном слое при многослойной наплавке необходимо тщательно удалять шлаковую корку с предыдущих слоев.
Дуговая наплавка в защитных, газах. Наплавку в защитных газах применяют в тех случаях, когда невозможны или затруднены подача флюса и удаление шлаковой корки. Преимуществами данного вида наплавки являются визуальное наблюдение за процессом и возможность его широкой механизации и автоматизации с использованием серийного сварочного оборудования. Ее применяют при наплавке деталей в различных пространственных положениях, внутренних поверхностей, глубоких отверстий, мелких деталей и сложных форм и т. п. Технология выполнения наплавки в защитных газах во многом сходна с технологией наплавки под флюсом, отличие лишь в том, что вместо флюсовой применяют газовую защиту зоны сварки. Помимо перечисленных преимуществ это освобождает сварщика от необходимости засыпки флюса и удаления шлака. С целью уменьшения разбрызгивания металла наплавка в защитном газе производится самой короткой дутой. Наплавку плоских поверхностей во избежание коробления деталей производят отдельными участками «вразброс». Цилиндрические детали можно наплавлять по винтовой линии как непрерывным валиком, так и с поперечными колебаниями электрода: Короткие участки могут наплавляться продольными валиками вдоль оси цилиндрической детали, но здесь возможно возникновение деформаций, которые в процессе наплавки следует уравновешивать. Для этого наплавка каждого последующего валика должна производиться с противоположной стороны по отношению к уже наплавленному. При наплавке внутренних цилиндрических и конических поверхностей применяют специальные удлиненные мундштуки.
Помимо перечисленных преимуществ это освобождает сварщика от необходимости засыпки флюса и удаления шлака. С целью уменьшения разбрызгивания металла наплавка в защитном газе производится самой короткой дутой. Наплавку плоских поверхностей во избежание коробления деталей производят отдельными участками «вразброс». Цилиндрические детали можно наплавлять по винтовой линии как непрерывным валиком, так и с поперечными колебаниями электрода: Короткие участки могут наплавляться продольными валиками вдоль оси цилиндрической детали, но здесь возможно возникновение деформаций, которые в процессе наплавки следует уравновешивать. Для этого наплавка каждого последующего валика должна производиться с противоположной стороны по отношению к уже наплавленному. При наплавке внутренних цилиндрических и конических поверхностей применяют специальные удлиненные мундштуки.
Наплавка может производиться в углекислом газе, аргоне, гелии и азоте. Высоколегированные стали, а также сплавы на алюминиевой и магниевой основе наплавляются в аргоне или гелии. Наплавка меди и некоторых ее сплавов может производиться в азоте, который ведет себя по отношению к ней нейтрально. При наплавке углеродистых и легированных сталей используют более дешевый углекислый газ. Наплавка может производиться как плавящимся, так и неплавящимся электродами. Неплавящийся вольфрамовый электрод обычно применяют при наплавке в аргоне и гелии. Наибольшее распространение получила наплавка в углекислом газе плавящимся электродом на постоянном токе обратной полярности. Учитывая, что углекислый газ окисляет расплавленный металл, в наплавочную проволоку обязательно вводят раскислители (марганец, кремний и др.). При наплавке применяют как проволоку сплошного сечения, так и-порошковую. Для наплавки деталей из углеродистых и низколегированных сталей с целью восстановления их размеров применяют сварочные проволоки сплошного сечения Св-08ГС, Св-08Г2С, Св-12ГС, а также наплавочные Нп-40, Нп-50, Нп-ЗОХГСА и др. При необходимости получения наплавленного слоя с особыми свойствами применяют порошковые проволоки.
Наплавка меди и некоторых ее сплавов может производиться в азоте, который ведет себя по отношению к ней нейтрально. При наплавке углеродистых и легированных сталей используют более дешевый углекислый газ. Наплавка может производиться как плавящимся, так и неплавящимся электродами. Неплавящийся вольфрамовый электрод обычно применяют при наплавке в аргоне и гелии. Наибольшее распространение получила наплавка в углекислом газе плавящимся электродом на постоянном токе обратной полярности. Учитывая, что углекислый газ окисляет расплавленный металл, в наплавочную проволоку обязательно вводят раскислители (марганец, кремний и др.). При наплавке применяют как проволоку сплошного сечения, так и-порошковую. Для наплавки деталей из углеродистых и низколегированных сталей с целью восстановления их размеров применяют сварочные проволоки сплошного сечения Св-08ГС, Св-08Г2С, Св-12ГС, а также наплавочные Нп-40, Нп-50, Нп-ЗОХГСА и др. При необходимости получения наплавленного слоя с особыми свойствами применяют порошковые проволоки.
Недостатком способа является то, что в процессе наплавки в углекислом газе наблюдается сильное разбрызгивание жидкого металла, приводящее к налипанию брызг на мундштук и засорению сопла горелки. Кроме того, возможность сдувания газовой струи ветром затрудняет наплавку на открытом воздухе.
Дуговая наплавка порошковыми проволоками. Наплавка порошковой проволокой с внутренней защитой основана на введении в сердечник проволоки кроме легирующих компонентов также шла-кообразующих и газообразующих материалов. Применение флюсовой и газовой защиты при наплавке такой проволокой не требуется. Легирующие элементы порошковой проволоки переходят в шов, а газо- и шлакообразующие материалы создают защиту металла от азота и кислорода воздуха. В дуге тонкая пленка расплавленного шлака покрывает капли жидкого металла и изолирует их от воздуха. Разложение газообразующих материалов создает поток защитного газа. После затвердевания на поверхности наплавленного валика образуется тонкая шлаковая корка, которая может не удаляться при наложении последующих слоев.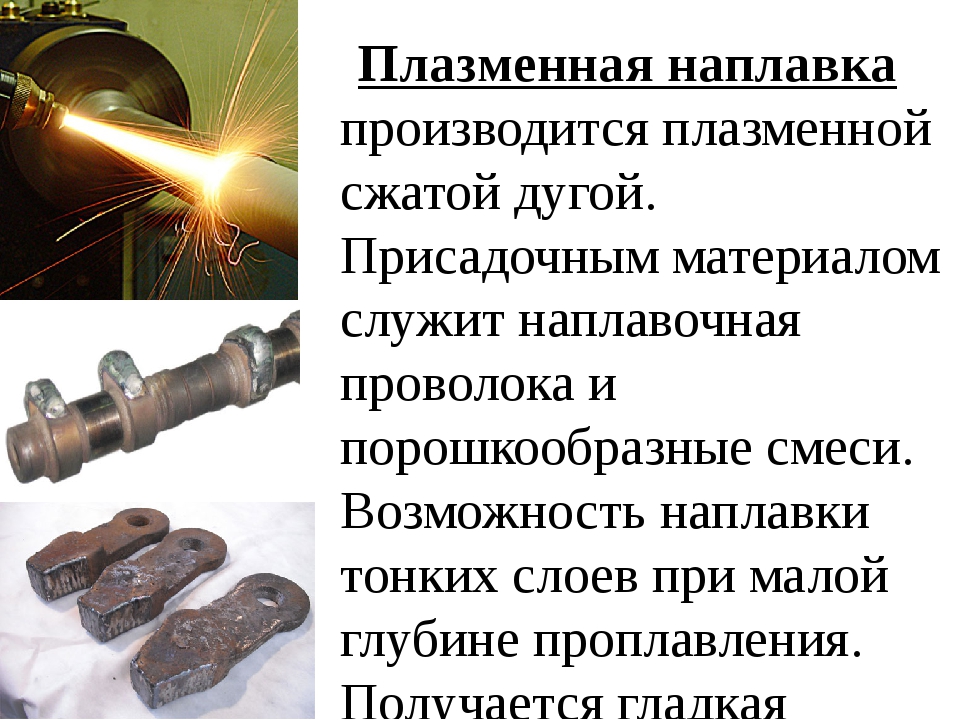 При наплавке используют различные самозащитные порошковые проволоки. Для наплавки низко-углеродистых слоев используют сварочные проволоки типа ПП-АНЗ и др. Для получения слоев с особыми свойствами применяют специальные проволоки. Так, для наплавки деталей, работающих при больших давлениях и повышенных температурах, применяют порошковую проволоку ПП-ЗХВЗФ-О, наплавку деталей, подвергающихся интенсивному абразивному износу, производят самозащитной порошковой проволокой ПП-У15Х12М-6 (буква О в обозначении марки порошковой проволоки указывает, что данная порошковая проволока предназначена для наплавки открытой дугой).
При наплавке используют различные самозащитные порошковые проволоки. Для наплавки низко-углеродистых слоев используют сварочные проволоки типа ПП-АНЗ и др. Для получения слоев с особыми свойствами применяют специальные проволоки. Так, для наплавки деталей, работающих при больших давлениях и повышенных температурах, применяют порошковую проволоку ПП-ЗХВЗФ-О, наплавку деталей, подвергающихся интенсивному абразивному износу, производят самозащитной порошковой проволокой ПП-У15Х12М-6 (буква О в обозначении марки порошковой проволоки указывает, что данная порошковая проволока предназначена для наплавки открытой дугой).
Технология выполнения наплавки самозащитной порошковой проволокой в основном ничем не отличается от технологии наплавки в углекислом газе. Открытая дуга дает возможность точно направлять электрод, наблюдать за процессом формирования наплавляемого слоя, что имеет большое значение при наплавке деталей сложной формы. Одним из преимуществ этого способа является применение менее сложной аппаратуры по сравнению с аппаратурой, применяемой при наплавке под флюсом и защитном газе, а также возможность выполнять наплавочные работы на открытом воздухе; увеличивается производительность по сравнению с наплавкой под флюсом и в защитных газах, снижается себестоимость наплавляемого металла.
Наплавка металла: виды, технология
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 103548
[~ID] => 103548
[NAME] => Наплавка металла: виды, технология
[~NAME] => Наплавка металла: виды, технология
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Те, кто занимается эксплуатацией различных механизмов, иногда сталкиваются с необходимостью выполнить наплавку на поверхности детали в конкретном месте. Разбитый крепеж, истертая в процессе эксплуатации детали частично или полностью, кромка, изношенная втулка. Каждый из этих случаев предполагает восстановление детали с применением наплавки нового прочного слоя металла на изношенный участок. Такая обработка позволяет не только выполнить восстановление, но и придать детали новые, более ценные свойства. К примеру, выполнив наплавку при помощи твердосплавного слоя на основании детали из низкоуглеродистой стали, можно получить деталь с повышенной износоустойчивостью или другими эксплуатационными свойствами.
К примеру, выполнив наплавку при помощи твердосплавного слоя на основании детали из низкоуглеродистой стали, можно получить деталь с повышенной износоустойчивостью или другими эксплуатационными свойствами.
Такой наиболее простой, но в то же время эффективный способ подходит не только для восстановления пригодности (работоспособности) металлических деталей. При помощи наплавки металла электродом можно видоизменить образец, придав ему форменные особенности, усилить свойства поверхностного слоя, поработать над прочностью и износостойкостью.
Особенности и терминология: основное о понятии «наплавка»
В чем кроется секрет такой технологии, какими особенностями она обладает и как реализовать ее в быту, постараемся понять вместе. Промышленными технологиями читатель вряд ли интересуется, тем более с использованием роботизированных машин. Потому дальше разберемся с особенностями наплавки металла вручную, то есть при помощи электродов для сварки.
В повседневной жизни под понятием металл человек может иметь ввиду и сплав, к примеру, сталь. Если словесно эти названия можно обобщить, то в работе использование технологий для конкретного металла/сплава и рабочие детали отличаются. Рассмотреть тему подробно просто нереально из-за объема предлагаемого материала, потому приступая к ознакомлению с таким процессом, сначала уточните детали, касающиеся работы с металлом выбранного типа. Все, что мы вам предлагаем в статье, - рекомендации при проведении наплавки.
В целом наплавка металла имеет схожие черты со сваркой, не помешает ознакомиться с последними технологиями, применяемыми к обработке сплавов и металлов: меди, алюминия, чугуна, нержавейки и других в плане специфики предполагаемых работ. Под наплавкой подразумевают соединение металлов разнородного характера посредством нанесения одного расплавленного металла на поверхность другого. Присадочным материалом зовется тот, который наносится, основным – подвергающийся поверхностной обработке по методике наплавки металла.
Технологические особенности проведения процедуры
Взаимопроникновение раскаленных металлов друг в друга происходит на уровне молекул.
Для этого поверхностный слой основный разогревают до степени расплавления на небольшую глубину, а присадку до жидкого состояния. К преимуществам сварки металла наплавкой относят возможность регулирования толщины слоя и нанесение присадки на образец независимо от его формы.
Название сплава с английского происходит от слова смешивание и в терминологии употребляется как гомогенное соединение. К основным характеристикам сплава относят повышенную надежность, поскольку при помощи механического воздействия поддать металлы разъединению к исходному состоянию невозможно.
Основные правила наплава
В работе выделяют основоположные правила наплавки металла. Глубина расплава верхнего слоя основной детали должна быть минимальной. Достичь такого эффекта можно при элементарном наклоне электрода, делающемся в сторону, противоположную направлению его движения. При минимальном перемешивании металлов разнородного характера остаточное напряжение снижается, что исключает риск деформации деталей на отдельных участках. При проведении процедуры следите за количеством присадки, ведь ее избыток может привести к осложнениям в дальнейшей работе, что сопровождается еще большими трудозатратами и сроками выполнения.
Технология наплава при помощи электродов
Прежде чем приступать к работе, проводят предварительную очистку металла, которая состоит из двух этапов: зачистки и обезжиривания.
Наплавка металла электродом - самый распространенный метод получения гомогенного слоя. Простота технологии делает его основным в применении и в условиях производства, и дома. Электрод со специальным покрытием подбирают исходя из преследуемых целей обработки. Этот выбор также зависит от типа металла, из которого выплавлена основа. В зависимости от марки электрода полученный слой приобретает необходимые характеристики.
Подключение схемы – прямое или обратное. Второй вариант применяется чаще, так как отличается удобством. Для проведения работы необходимо постоянное напряжение «+» на покрытом электроде.
Особенности процедуры
Форменные особенности и толщина слоя зависят от сечения электрода. Чтобы обеспечить качественный наплав, напряжение и силу тока дуги необходимо свести к минимуму, но это требует корректного согласования. Практические навыки приобретаются с опытом и в дальнейшем не вызывают у рабочего сложностей.
Наплавка: маленькие секреты
При повышении напряжения рубец начинает увеличиваться не в объеме, а в ширину, что способствует увеличению длины дуги. У каждого из видов электродов свои особенности использования. К примеру, знаете ли вы, насколько важно предварительно нагревать основу? При работе с низкоаллергенной сталью такое условие соблюдать не всегда обязательно. В каком из режимов лучше всего охлаждать деталь? А какой уровень тока установить? Все технологические детали наплавки отмечены в сопроводительной документации к выбранному вами типу электродов. Что касается качества наплавки, то оно повышается вместе с температурой разогрева, значение которой для всех типов электродов примерно одинаковое и составляет + 300 ºС. Проводя работы, связанные с наплавкой дома, придется обзавестись термопечью, к примеру, электрической камерной.
Особенности плазменной наплавки металла
Прочные практически неразрывные под любой силой давления узлы производятся при помощи плазменной наплавки. При помощи подобной обработки каждое из прошедших процедуру изделий приобретает необходимые диэлектрические, тепловые, физические и другие свойства. Другими словами, изделия закаляются в процессе наплавки. Резка металла, а также его обработка совершается при использовании специального резака с раскаленным плазменным потоком.
Изделия, изготовленные при помощи наплавки плазменной дугой, отличаются износостойкостью, жаростойкостью, кислотоупорностью и т.д.
По сравнению с наплавкой при помощи электрода плазменная наплавка обладает рядом преимуществ, но может применяться только в условиях производства. Монтировать специальную установку и закупать оборудование для работы с такими агрегатами дома как минимум дорогостоящее удовольствие. Потому еще раз подумайте, есть ли необходимость в приобретении инструмента для редкого использования в домашних условиях или есть место применению старого доброго электрода, что окажется более выгодным в финансовом плане, но никак не худшим вариантом.
Наплавочные швы и их виды
Чтобы получить качественное покрытие основной детали другим сплавом, начните укладку следующего рубца с противоположной стороны изделия. При этом слои наплавки накладываются не последовательно (один за другим), а произвольно – то на одном, то на другом участке. Применение такой технологии наплавки металла поможет избежать частичной деформации основы при перегреве. Наплавочные швы в зависимости от технологии и предназначения разделяют на несколько категорий.
В зависимости от типа обрабатываемой детали используют одну из схем расположения рубцов:
 К примеру, выполнив наплавку при помощи твердосплавного слоя на основании детали из низкоуглеродистой стали, можно получить деталь с повышенной износоустойчивостью или другими эксплуатационными свойствами.
К примеру, выполнив наплавку при помощи твердосплавного слоя на основании детали из низкоуглеродистой стали, можно получить деталь с повышенной износоустойчивостью или другими эксплуатационными свойствами.


 Достичь такого эффекта можно при элементарном наклоне электрода, делающемся в сторону, противоположную направлению его движения. При минимальном перемешивании металлов разнородного характера остаточное напряжение снижается, что исключает риск деформации деталей на отдельных участках. При проведении процедуры следите за количеством присадки, ведь ее избыток может привести к осложнениям в дальнейшей работе, что сопровождается еще большими трудозатратами и сроками выполнения.
Достичь такого эффекта можно при элементарном наклоне электрода, делающемся в сторону, противоположную направлению его движения. При минимальном перемешивании металлов разнородного характера остаточное напряжение снижается, что исключает риск деформации деталей на отдельных участках. При проведении процедуры следите за количеством присадки, ведь ее избыток может привести к осложнениям в дальнейшей работе, что сопровождается еще большими трудозатратами и сроками выполнения.
 Этот выбор также зависит от типа металла, из которого выплавлена основа. В зависимости от марки электрода полученный слой приобретает необходимые характеристики.
Этот выбор также зависит от типа металла, из которого выплавлена основа. В зависимости от марки электрода полученный слой приобретает необходимые характеристики.
 К примеру, знаете ли вы, насколько важно предварительно нагревать основу? При работе с низкоаллергенной сталью такое условие соблюдать не всегда обязательно. В каком из режимов лучше всего охлаждать деталь? А какой уровень тока установить? Все технологические детали наплавки отмечены в сопроводительной документации к выбранному вами типу электродов. Что касается качества наплавки, то оно повышается вместе с температурой разогрева, значение которой для всех типов электродов примерно одинаковое и составляет + 300 ºС. Проводя работы, связанные с наплавкой дома, придется обзавестись термопечью, к примеру, электрической камерной.
К примеру, знаете ли вы, насколько важно предварительно нагревать основу? При работе с низкоаллергенной сталью такое условие соблюдать не всегда обязательно. В каком из режимов лучше всего охлаждать деталь? А какой уровень тока установить? Все технологические детали наплавки отмечены в сопроводительной документации к выбранному вами типу электродов. Что касается качества наплавки, то оно повышается вместе с температурой разогрева, значение которой для всех типов электродов примерно одинаковое и составляет + 300 ºС. Проводя работы, связанные с наплавкой дома, придется обзавестись термопечью, к примеру, электрической камерной.
 Резка металла, а также его обработка совершается при использовании специального резака с раскаленным плазменным потоком.
Резка металла, а также его обработка совершается при использовании специального резака с раскаленным плазменным потоком.
 При этом слои наплавки накладываются не последовательно (один за другим), а произвольно – то на одном, то на другом участке. Применение такой технологии наплавки металла поможет избежать частичной деформации основы при перегреве. Наплавочные швы в зависимости от технологии и предназначения разделяют на несколько категорий.
При этом слои наплавки накладываются не последовательно (один за другим), а произвольно – то на одном, то на другом участке. Применение такой технологии наплавки металла поможет избежать частичной деформации основы при перегреве. Наплавочные швы в зависимости от технологии и предназначения разделяют на несколько категорий.
- винтовую линию, сформированную из валиков гомогенного сплава;
- ряд окружностей замкнутого типа, создаваемых из наплавленных рубцов;
- располагающиеся вдоль образующей металлические штрихи.
С первым из методов чаще всего работают при проведении работ в условиях механизированного производства. Потому углубляться в этот процесс не будем. С остальными методиками обработки плоских и объемных деталей ознакомимся детальнее, изучив их специфику и область применения.
Швы для плоских поверхностей
При обработке плоскостей используют одну из технологий нанесения гомогенного слоя: узкими или широкими рубцами, сплошным слоем. Ознакомимся с этими видами наплавки металла.
Ознакомимся с этими видами наплавки металла.
Узкая штриховка
Способ нанесения – узкими рубцами. Их укладывают с перекрытием около 1/3 от всей длины шва.
Нанесение широких валиков
Методика обработки при помощи широких валиков заключается в плавном перпендикулярном перемещении электрода относительно оси наплава. При этом выполняют колебательные движения, конфигурацию которых подбирают исходя из объемов основной детали.
Комбинированная наплавка
Применение комбинированной обработки уместно в тех случаях, когда требуется получить сплошной гомогенный слой. Для этого наплав производят узкими рубцами, располагающимися друг от друга на расстоянии чуть меньше, чем их ширина. После нанесения первого слоя проводят зачистку основы, избавляясь от шлаков, а на оставшиеся пустоты наносят еще один слой расплавленного металла.
Для цилиндрических поверхностей
Кроме перечисленных выше, используют еще одну популярную технологию наплавки при использовании электродов – в защищенной газовой среде. Принцип обработки не отличается сложностью. На самом деле она в другом – приобретении баллона, заправленного специальной газовой смесью: аргоновой, гелиевой, любой другой в зависимости от типа присадочного материала, использующегося при наплавке. Такой вариант лучше всего подходит для небольшой домашней мастерской. Хотя покупка газового баллона для работы с металлами в домашних условиях вряд ли окажется целесообразной. Своими руками проще выполнить наплавку при помощи электродов так, как мы рассмотрели в статье. Хочется надеяться, что здесь вы нашли все ответы на интересующие вопросы, разобрались с понятием технологического процесса и уточнили для себя, как правильно проводить наплавку в домашних условиях.
Принцип обработки не отличается сложностью. На самом деле она в другом – приобретении баллона, заправленного специальной газовой смесью: аргоновой, гелиевой, любой другой в зависимости от типа присадочного материала, использующегося при наплавке. Такой вариант лучше всего подходит для небольшой домашней мастерской. Хотя покупка газового баллона для работы с металлами в домашних условиях вряд ли окажется целесообразной. Своими руками проще выполнить наплавку при помощи электродов так, как мы рассмотрели в статье. Хочется надеяться, что здесь вы нашли все ответы на интересующие вопросы, разобрались с понятием технологического процесса и уточнили для себя, как правильно проводить наплавку в домашних условиях.
Источник: fb.ru
[~DETAIL_TEXT] =>
Те, кто занимается эксплуатацией различных механизмов, иногда сталкиваются с необходимостью выполнить наплавку на поверхности детали в конкретном месте. Разбитый крепеж, истертая в процессе эксплуатации детали частично или полностью, кромка, изношенная втулка. Каждый из этих случаев предполагает восстановление детали с применением наплавки нового прочного слоя металла на изношенный участок. Такая обработка позволяет не только выполнить восстановление, но и придать детали новые, более ценные свойства. К примеру, выполнив наплавку при помощи твердосплавного слоя на основании детали из низкоуглеродистой стали, можно получить деталь с повышенной износоустойчивостью или другими эксплуатационными свойствами.
Каждый из этих случаев предполагает восстановление детали с применением наплавки нового прочного слоя металла на изношенный участок. Такая обработка позволяет не только выполнить восстановление, но и придать детали новые, более ценные свойства. К примеру, выполнив наплавку при помощи твердосплавного слоя на основании детали из низкоуглеродистой стали, можно получить деталь с повышенной износоустойчивостью или другими эксплуатационными свойствами.
Такой наиболее простой, но в то же время эффективный способ подходит не только для восстановления пригодности (работоспособности) металлических деталей. При помощи наплавки металла электродом можно видоизменить образец, придав ему форменные особенности, усилить свойства поверхностного слоя, поработать над прочностью и износостойкостью.
Особенности и терминология: основное о понятии «наплавка»
В чем кроется секрет такой технологии, какими особенностями она обладает и как реализовать ее в быту, постараемся понять вместе. Промышленными технологиями читатель вряд ли интересуется, тем более с использованием роботизированных машин. Потому дальше разберемся с особенностями наплавки металла вручную, то есть при помощи электродов для сварки.
Промышленными технологиями читатель вряд ли интересуется, тем более с использованием роботизированных машин. Потому дальше разберемся с особенностями наплавки металла вручную, то есть при помощи электродов для сварки.
В повседневной жизни под понятием металл человек может иметь ввиду и сплав, к примеру, сталь. Если словесно эти названия можно обобщить, то в работе использование технологий для конкретного металла/сплава и рабочие детали отличаются. Рассмотреть тему подробно просто нереально из-за объема предлагаемого материала, потому приступая к ознакомлению с таким процессом, сначала уточните детали, касающиеся работы с металлом выбранного типа. Все, что мы вам предлагаем в статье, — рекомендации при проведении наплавки.
В целом наплавка металла имеет схожие черты со сваркой, не помешает ознакомиться с последними технологиями, применяемыми к обработке сплавов и металлов: меди, алюминия, чугуна, нержавейки и других в плане специфики предполагаемых работ. Под наплавкой подразумевают соединение металлов разнородного характера посредством нанесения одного расплавленного металла на поверхность другого. Присадочным материалом зовется тот, который наносится, основным – подвергающийся поверхностной обработке по методике наплавки металла.
Под наплавкой подразумевают соединение металлов разнородного характера посредством нанесения одного расплавленного металла на поверхность другого. Присадочным материалом зовется тот, который наносится, основным – подвергающийся поверхностной обработке по методике наплавки металла.
Технологические особенности проведения процедуры
Взаимопроникновение раскаленных металлов друг в друга происходит на уровне молекул.
Для этого поверхностный слой основный разогревают до степени расплавления на небольшую глубину, а присадку до жидкого состояния. К преимуществам сварки металла наплавкой относят возможность регулирования толщины слоя и нанесение присадки на образец независимо от его формы.
Название сплава с английского происходит от слова смешивание и в терминологии употребляется как гомогенное соединение. К основным характеристикам сплава относят повышенную надежность, поскольку при помощи механического воздействия поддать металлы разъединению к исходному состоянию невозможно.
Основные правила наплава
В работе выделяют основоположные правила наплавки металла. Глубина расплава верхнего слоя основной детали должна быть минимальной. Достичь такого эффекта можно при элементарном наклоне электрода, делающемся в сторону, противоположную направлению его движения. При минимальном перемешивании металлов разнородного характера остаточное напряжение снижается, что исключает риск деформации деталей на отдельных участках. При проведении процедуры следите за количеством присадки, ведь ее избыток может привести к осложнениям в дальнейшей работе, что сопровождается еще большими трудозатратами и сроками выполнения.
Технология наплава при помощи электродов
Прежде чем приступать к работе, проводят предварительную очистку металла, которая состоит из двух этапов: зачистки и обезжиривания.
Наплавка металла электродом — самый распространенный метод получения гомогенного слоя. Простота технологии делает его основным в применении и в условиях производства, и дома. Электрод со специальным покрытием подбирают исходя из преследуемых целей обработки. Этот выбор также зависит от типа металла, из которого выплавлена основа. В зависимости от марки электрода полученный слой приобретает необходимые характеристики.
Простота технологии делает его основным в применении и в условиях производства, и дома. Электрод со специальным покрытием подбирают исходя из преследуемых целей обработки. Этот выбор также зависит от типа металла, из которого выплавлена основа. В зависимости от марки электрода полученный слой приобретает необходимые характеристики.
Подключение схемы – прямое или обратное. Второй вариант применяется чаще, так как отличается удобством. Для проведения работы необходимо постоянное напряжение «+» на покрытом электроде.
Особенности процедуры
Форменные особенности и толщина слоя зависят от сечения электрода. Чтобы обеспечить качественный наплав, напряжение и силу тока дуги необходимо свести к минимуму, но это требует корректного согласования. Практические навыки приобретаются с опытом и в дальнейшем не вызывают у рабочего сложностей.
Наплавка: маленькие секреты
При повышении напряжения рубец начинает увеличиваться не в объеме, а в ширину, что способствует увеличению длины дуги. У каждого из видов электродов свои особенности использования. К примеру, знаете ли вы, насколько важно предварительно нагревать основу? При работе с низкоаллергенной сталью такое условие соблюдать не всегда обязательно. В каком из режимов лучше всего охлаждать деталь? А какой уровень тока установить? Все технологические детали наплавки отмечены в сопроводительной документации к выбранному вами типу электродов. Что касается качества наплавки, то оно повышается вместе с температурой разогрева, значение которой для всех типов электродов примерно одинаковое и составляет + 300 ºС. Проводя работы, связанные с наплавкой дома, придется обзавестись термопечью, к примеру, электрической камерной.
У каждого из видов электродов свои особенности использования. К примеру, знаете ли вы, насколько важно предварительно нагревать основу? При работе с низкоаллергенной сталью такое условие соблюдать не всегда обязательно. В каком из режимов лучше всего охлаждать деталь? А какой уровень тока установить? Все технологические детали наплавки отмечены в сопроводительной документации к выбранному вами типу электродов. Что касается качества наплавки, то оно повышается вместе с температурой разогрева, значение которой для всех типов электродов примерно одинаковое и составляет + 300 ºС. Проводя работы, связанные с наплавкой дома, придется обзавестись термопечью, к примеру, электрической камерной.
Особенности плазменной наплавки металла
Прочные практически неразрывные под любой силой давления узлы производятся при помощи плазменной наплавки. При помощи подобной обработки каждое из прошедших процедуру изделий приобретает необходимые диэлектрические, тепловые, физические и другие свойства. Другими словами, изделия закаляются в процессе наплавки. Резка металла, а также его обработка совершается при использовании специального резака с раскаленным плазменным потоком.
Другими словами, изделия закаляются в процессе наплавки. Резка металла, а также его обработка совершается при использовании специального резака с раскаленным плазменным потоком.
Изделия, изготовленные при помощи наплавки плазменной дугой, отличаются износостойкостью, жаростойкостью, кислотоупорностью и т.д.
По сравнению с наплавкой при помощи электрода плазменная наплавка обладает рядом преимуществ, но может применяться только в условиях производства. Монтировать специальную установку и закупать оборудование для работы с такими агрегатами дома как минимум дорогостоящее удовольствие. Потому еще раз подумайте, есть ли необходимость в приобретении инструмента для редкого использования в домашних условиях или есть место применению старого доброго электрода, что окажется более выгодным в финансовом плане, но никак не худшим вариантом.
Наплавочные швы и их виды
Чтобы получить качественное покрытие основной детали другим сплавом, начните укладку следующего рубца с противоположной стороны изделия. При этом слои наплавки накладываются не последовательно (один за другим), а произвольно – то на одном, то на другом участке. Применение такой технологии наплавки металла поможет избежать частичной деформации основы при перегреве. Наплавочные швы в зависимости от технологии и предназначения разделяют на несколько категорий.
При этом слои наплавки накладываются не последовательно (один за другим), а произвольно – то на одном, то на другом участке. Применение такой технологии наплавки металла поможет избежать частичной деформации основы при перегреве. Наплавочные швы в зависимости от технологии и предназначения разделяют на несколько категорий.
В зависимости от типа обрабатываемой детали используют одну из схем расположения рубцов:
- винтовую линию, сформированную из валиков гомогенного сплава;
- ряд окружностей замкнутого типа, создаваемых из наплавленных рубцов;
- располагающиеся вдоль образующей металлические штрихи.
С первым из методов чаще всего работают при проведении работ в условиях механизированного производства. Потому углубляться в этот процесс не будем. С остальными методиками обработки плоских и объемных деталей ознакомимся детальнее, изучив их специфику и область применения.
Швы для плоских поверхностей
При обработке плоскостей используют одну из технологий нанесения гомогенного слоя: узкими или широкими рубцами, сплошным слоем. Ознакомимся с этими видами наплавки металла.
Ознакомимся с этими видами наплавки металла.
Узкая штриховка
Способ нанесения – узкими рубцами. Их укладывают с перекрытием около 1/3 от всей длины шва.
Нанесение широких валиков
Методика обработки при помощи широких валиков заключается в плавном перпендикулярном перемещении электрода относительно оси наплава. При этом выполняют колебательные движения, конфигурацию которых подбирают исходя из объемов основной детали.
Комбинированная наплавка
Применение комбинированной обработки уместно в тех случаях, когда требуется получить сплошной гомогенный слой. Для этого наплав производят узкими рубцами, располагающимися друг от друга на расстоянии чуть меньше, чем их ширина. После нанесения первого слоя проводят зачистку основы, избавляясь от шлаков, а на оставшиеся пустоты наносят еще один слой расплавленного металла.
Для цилиндрических поверхностей
Кроме перечисленных выше, используют еще одну популярную технологию наплавки при использовании электродов – в защищенной газовой среде. Принцип обработки не отличается сложностью. На самом деле она в другом – приобретении баллона, заправленного специальной газовой смесью: аргоновой, гелиевой, любой другой в зависимости от типа присадочного материала, использующегося при наплавке. Такой вариант лучше всего подходит для небольшой домашней мастерской. Хотя покупка газового баллона для работы с металлами в домашних условиях вряд ли окажется целесообразной. Своими руками проще выполнить наплавку при помощи электродов так, как мы рассмотрели в статье. Хочется надеяться, что здесь вы нашли все ответы на интересующие вопросы, разобрались с понятием технологического процесса и уточнили для себя, как правильно проводить наплавку в домашних условиях.
Принцип обработки не отличается сложностью. На самом деле она в другом – приобретении баллона, заправленного специальной газовой смесью: аргоновой, гелиевой, любой другой в зависимости от типа присадочного материала, использующегося при наплавке. Такой вариант лучше всего подходит для небольшой домашней мастерской. Хотя покупка газового баллона для работы с металлами в домашних условиях вряд ли окажется целесообразной. Своими руками проще выполнить наплавку при помощи электродов так, как мы рассмотрели в статье. Хочется надеяться, что здесь вы нашли все ответы на интересующие вопросы, разобрались с понятием технологического процесса и уточнили для себя, как правильно проводить наплавку в домашних условиях.
Источник: fb.ru
[DETAIL_TEXT_TYPE] => html [~DETAIL_TEXT_TYPE] => html [PREVIEW_TEXT] => Те, кто занимается эксплуатацией различных механизмов, иногда сталкиваются с необходимостью выполнить наплавку на поверхности детали в конкретном месте. Разбитый крепеж, истертая в процессе эксплуатации детали частично или полностью, кромка, изношенная втулка. Каждый из этих случаев предполагает восстановление детали с применением наплавки нового прочного слоя металла на изношенный участок.
[~PREVIEW_TEXT] => Те, кто занимается эксплуатацией различных механизмов, иногда сталкиваются с необходимостью выполнить наплавку на поверхности детали в конкретном месте. Разбитый крепеж, истертая в процессе эксплуатации детали частично или полностью, кромка, изношенная втулка. Каждый из этих случаев предполагает восстановление детали с применением наплавки нового прочного слоя металла на изношенный участок.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 03.09.2019 14:07:31
[~TIMESTAMP_X] => 03.09.2019 14:07:31
[ACTIVE_FROM] => 03.09.2019
[~ACTIVE_FROM] => 03.09.2019
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/103548/
[~DETAIL_PAGE_URL] => /news/115/103548/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => naplavka_metalla_vidy_tekhnologiya
[~CODE] => naplavka_metalla_vidy_tekhnologiya
[EXTERNAL_ID] => 103548
[~EXTERNAL_ID] => 103548
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 03.
Разбитый крепеж, истертая в процессе эксплуатации детали частично или полностью, кромка, изношенная втулка. Каждый из этих случаев предполагает восстановление детали с применением наплавки нового прочного слоя металла на изношенный участок.
[~PREVIEW_TEXT] => Те, кто занимается эксплуатацией различных механизмов, иногда сталкиваются с необходимостью выполнить наплавку на поверхности детали в конкретном месте. Разбитый крепеж, истертая в процессе эксплуатации детали частично или полностью, кромка, изношенная втулка. Каждый из этих случаев предполагает восстановление детали с применением наплавки нового прочного слоя металла на изношенный участок.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 03.09.2019 14:07:31
[~TIMESTAMP_X] => 03.09.2019 14:07:31
[ACTIVE_FROM] => 03.09.2019
[~ACTIVE_FROM] => 03.09.2019
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/103548/
[~DETAIL_PAGE_URL] => /news/115/103548/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => naplavka_metalla_vidy_tekhnologiya
[~CODE] => naplavka_metalla_vidy_tekhnologiya
[EXTERNAL_ID] => 103548
[~EXTERNAL_ID] => 103548
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 03.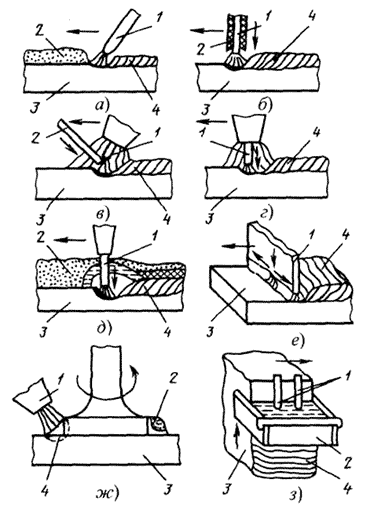 09.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Наплавка металла: виды, технология
[SECTION_META_KEYWORDS] => наплавка металла: виды, технология
[SECTION_META_DESCRIPTION] => Те, кто занимается эксплуатацией различных механизмов, иногда сталкиваются с необходимостью выполнить наплавку на поверхности детали в конкретном месте. Разбитый крепеж, истертая в процессе эксплуатации детали частично или полностью, кромка, изношенная втулка. Каждый из этих случаев предполагает восстановление детали с применением наплавки нового прочного слоя металла на изношенный участок.
[SECTION_PAGE_TITLE] => Наплавка металла: виды, технология
[ELEMENT_META_TITLE] => Наплавка металла: виды, технология
[ELEMENT_META_KEYWORDS] => наплавка металла: виды, технология
[ELEMENT_META_DESCRIPTION] => Те, кто занимается эксплуатацией различных механизмов, иногда сталкиваются с необходимостью выполнить наплавку на поверхности детали в конкретном месте.
09.2019
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Наплавка металла: виды, технология
[SECTION_META_KEYWORDS] => наплавка металла: виды, технология
[SECTION_META_DESCRIPTION] => Те, кто занимается эксплуатацией различных механизмов, иногда сталкиваются с необходимостью выполнить наплавку на поверхности детали в конкретном месте. Разбитый крепеж, истертая в процессе эксплуатации детали частично или полностью, кромка, изношенная втулка. Каждый из этих случаев предполагает восстановление детали с применением наплавки нового прочного слоя металла на изношенный участок.
[SECTION_PAGE_TITLE] => Наплавка металла: виды, технология
[ELEMENT_META_TITLE] => Наплавка металла: виды, технология
[ELEMENT_META_KEYWORDS] => наплавка металла: виды, технология
[ELEMENT_META_DESCRIPTION] => Те, кто занимается эксплуатацией различных механизмов, иногда сталкиваются с необходимостью выполнить наплавку на поверхности детали в конкретном месте. Разбитый крепеж, истертая в процессе эксплуатации детали частично или полностью, кромка, изношенная втулка. Каждый из этих случаев предполагает восстановление детали с применением наплавки нового прочного слоя металла на изношенный участок.
[ELEMENT_PAGE_TITLE] => Наплавка металла: виды, технология
[SECTION_PICTURE_FILE_ALT] => Наплавка металла: виды, технология
[SECTION_PICTURE_FILE_TITLE] => Наплавка металла: виды, технология
[SECTION_DETAIL_PICTURE_FILE_ALT] => Наплавка металла: виды, технология
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Наплавка металла: виды, технология
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Наплавка металла: виды, технология
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Наплавка металла: виды, технология
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Наплавка металла: виды, технология
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Наплавка металла: виды, технология
) [FIELDS] => Array
(
[TAGS] =>
) [DISPLAY_PROPERTIES] => Array
(
) [IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.
Разбитый крепеж, истертая в процессе эксплуатации детали частично или полностью, кромка, изношенная втулка. Каждый из этих случаев предполагает восстановление детали с применением наплавки нового прочного слоя металла на изношенный участок.
[ELEMENT_PAGE_TITLE] => Наплавка металла: виды, технология
[SECTION_PICTURE_FILE_ALT] => Наплавка металла: виды, технология
[SECTION_PICTURE_FILE_TITLE] => Наплавка металла: виды, технология
[SECTION_DETAIL_PICTURE_FILE_ALT] => Наплавка металла: виды, технология
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Наплавка металла: виды, технология
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Наплавка металла: виды, технология
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Наплавка металла: виды, технология
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Наплавка металла: виды, технология
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Наплавка металла: виды, технология
) [FIELDS] => Array
(
[TAGS] =>
) [DISPLAY_PROPERTIES] => Array
(
) [IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[~TMP_ID] => c83b747129a532c27a029fc5ccf0d07c
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
) [SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
) ) ) ) [SECTION_URL] => /news/115/
)
Наплавка металла: виды, технология
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
) [SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ [CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
) ) ) ) [SECTION_URL] => /news/115/
)
Наплавка металла: виды, технология03. 09.2019
09.2019
Те, кто занимается эксплуатацией различных механизмов, иногда сталкиваются с необходимостью выполнить наплавку на поверхности детали в конкретном месте. Разбитый крепеж, истертая в процессе эксплуатации детали частично или полностью, кромка, изношенная втулка. Каждый из этих случаев предполагает восстановление детали с применением наплавки нового прочного слоя металла на изношенный участок. Такая обработка позволяет не только выполнить восстановление, но и придать детали новые, более ценные свойства. К примеру, выполнив наплавку при помощи твердосплавного слоя на основании детали из низкоуглеродистой стали, можно получить деталь с повышенной износоустойчивостью или другими эксплуатационными свойствами.
Такой наиболее простой, но в то же время эффективный способ подходит не только для восстановления пригодности (работоспособности) металлических деталей. При помощи наплавки металла электродом можно видоизменить образец, придав ему форменные особенности, усилить свойства поверхностного слоя, поработать над прочностью и износостойкостью.
Особенности и терминология: основное о понятии «наплавка»
В чем кроется секрет такой технологии, какими особенностями она обладает и как реализовать ее в быту, постараемся понять вместе. Промышленными технологиями читатель вряд ли интересуется, тем более с использованием роботизированных машин. Потому дальше разберемся с особенностями наплавки металла вручную, то есть при помощи электродов для сварки.
В повседневной жизни под понятием металл человек может иметь ввиду и сплав, к примеру, сталь. Если словесно эти названия можно обобщить, то в работе использование технологий для конкретного металла/сплава и рабочие детали отличаются. Рассмотреть тему подробно просто нереально из-за объема предлагаемого материала, потому приступая к ознакомлению с таким процессом, сначала уточните детали, касающиеся работы с металлом выбранного типа. Все, что мы вам предлагаем в статье, — рекомендации при проведении наплавки.
В целом наплавка металла имеет схожие черты со сваркой, не помешает ознакомиться с последними технологиями, применяемыми к обработке сплавов и металлов: меди, алюминия, чугуна, нержавейки и других в плане специфики предполагаемых работ. Под наплавкой подразумевают соединение металлов разнородного характера посредством нанесения одного расплавленного металла на поверхность другого. Присадочным материалом зовется тот, который наносится, основным – подвергающийся поверхностной обработке по методике наплавки металла.
Под наплавкой подразумевают соединение металлов разнородного характера посредством нанесения одного расплавленного металла на поверхность другого. Присадочным материалом зовется тот, который наносится, основным – подвергающийся поверхностной обработке по методике наплавки металла.
Технологические особенности проведения процедуры
Взаимопроникновение раскаленных металлов друг в друга происходит на уровне молекул.
Для этого поверхностный слой основный разогревают до степени расплавления на небольшую глубину, а присадку до жидкого состояния. К преимуществам сварки металла наплавкой относят возможность регулирования толщины слоя и нанесение присадки на образец независимо от его формы.
Название сплава с английского происходит от слова смешивание и в терминологии употребляется как гомогенное соединение. К основным характеристикам сплава относят повышенную надежность, поскольку при помощи механического воздействия поддать металлы разъединению к исходному состоянию невозможно.
Основные правила наплава
В работе выделяют основоположные правила наплавки металла. Глубина расплава верхнего слоя основной детали должна быть минимальной. Достичь такого эффекта можно при элементарном наклоне электрода, делающемся в сторону, противоположную направлению его движения. При минимальном перемешивании металлов разнородного характера остаточное напряжение снижается, что исключает риск деформации деталей на отдельных участках. При проведении процедуры следите за количеством присадки, ведь ее избыток может привести к осложнениям в дальнейшей работе, что сопровождается еще большими трудозатратами и сроками выполнения.
Технология наплава при помощи электродов
Прежде чем приступать к работе, проводят предварительную очистку металла, которая состоит из двух этапов: зачистки и обезжиривания.
Наплавка металла электродом — самый распространенный метод получения гомогенного слоя. Простота технологии делает его основным в применении и в условиях производства, и дома. Электрод со специальным покрытием подбирают исходя из преследуемых целей обработки. Этот выбор также зависит от типа металла, из которого выплавлена основа. В зависимости от марки электрода полученный слой приобретает необходимые характеристики.
Простота технологии делает его основным в применении и в условиях производства, и дома. Электрод со специальным покрытием подбирают исходя из преследуемых целей обработки. Этот выбор также зависит от типа металла, из которого выплавлена основа. В зависимости от марки электрода полученный слой приобретает необходимые характеристики.
Подключение схемы – прямое или обратное. Второй вариант применяется чаще, так как отличается удобством. Для проведения работы необходимо постоянное напряжение «+» на покрытом электроде.
Особенности процедуры
Форменные особенности и толщина слоя зависят от сечения электрода. Чтобы обеспечить качественный наплав, напряжение и силу тока дуги необходимо свести к минимуму, но это требует корректного согласования. Практические навыки приобретаются с опытом и в дальнейшем не вызывают у рабочего сложностей.
Наплавка: маленькие секреты
При повышении напряжения рубец начинает увеличиваться не в объеме, а в ширину, что способствует увеличению длины дуги. У каждого из видов электродов свои особенности использования. К примеру, знаете ли вы, насколько важно предварительно нагревать основу? При работе с низкоаллергенной сталью такое условие соблюдать не всегда обязательно. В каком из режимов лучше всего охлаждать деталь? А какой уровень тока установить? Все технологические детали наплавки отмечены в сопроводительной документации к выбранному вами типу электродов. Что касается качества наплавки, то оно повышается вместе с температурой разогрева, значение которой для всех типов электродов примерно одинаковое и составляет + 300 ºС. Проводя работы, связанные с наплавкой дома, придется обзавестись термопечью, к примеру, электрической камерной.
У каждого из видов электродов свои особенности использования. К примеру, знаете ли вы, насколько важно предварительно нагревать основу? При работе с низкоаллергенной сталью такое условие соблюдать не всегда обязательно. В каком из режимов лучше всего охлаждать деталь? А какой уровень тока установить? Все технологические детали наплавки отмечены в сопроводительной документации к выбранному вами типу электродов. Что касается качества наплавки, то оно повышается вместе с температурой разогрева, значение которой для всех типов электродов примерно одинаковое и составляет + 300 ºС. Проводя работы, связанные с наплавкой дома, придется обзавестись термопечью, к примеру, электрической камерной.
Особенности плазменной наплавки металла
Прочные практически неразрывные под любой силой давления узлы производятся при помощи плазменной наплавки. При помощи подобной обработки каждое из прошедших процедуру изделий приобретает необходимые диэлектрические, тепловые, физические и другие свойства. Другими словами, изделия закаляются в процессе наплавки. Резка металла, а также его обработка совершается при использовании специального резака с раскаленным плазменным потоком.
Другими словами, изделия закаляются в процессе наплавки. Резка металла, а также его обработка совершается при использовании специального резака с раскаленным плазменным потоком.
Изделия, изготовленные при помощи наплавки плазменной дугой, отличаются износостойкостью, жаростойкостью, кислотоупорностью и т.д.
По сравнению с наплавкой при помощи электрода плазменная наплавка обладает рядом преимуществ, но может применяться только в условиях производства. Монтировать специальную установку и закупать оборудование для работы с такими агрегатами дома как минимум дорогостоящее удовольствие. Потому еще раз подумайте, есть ли необходимость в приобретении инструмента для редкого использования в домашних условиях или есть место применению старого доброго электрода, что окажется более выгодным в финансовом плане, но никак не худшим вариантом.
Наплавочные швы и их виды
Чтобы получить качественное покрытие основной детали другим сплавом, начните укладку следующего рубца с противоположной стороны изделия. При этом слои наплавки накладываются не последовательно (один за другим), а произвольно – то на одном, то на другом участке. Применение такой технологии наплавки металла поможет избежать частичной деформации основы при перегреве. Наплавочные швы в зависимости от технологии и предназначения разделяют на несколько категорий.
При этом слои наплавки накладываются не последовательно (один за другим), а произвольно – то на одном, то на другом участке. Применение такой технологии наплавки металла поможет избежать частичной деформации основы при перегреве. Наплавочные швы в зависимости от технологии и предназначения разделяют на несколько категорий.
В зависимости от типа обрабатываемой детали используют одну из схем расположения рубцов:
- винтовую линию, сформированную из валиков гомогенного сплава;
- ряд окружностей замкнутого типа, создаваемых из наплавленных рубцов;
- располагающиеся вдоль образующей металлические штрихи.
С первым из методов чаще всего работают при проведении работ в условиях механизированного производства. Потому углубляться в этот процесс не будем. С остальными методиками обработки плоских и объемных деталей ознакомимся детальнее, изучив их специфику и область применения.
Швы для плоских поверхностей
При обработке плоскостей используют одну из технологий нанесения гомогенного слоя: узкими или широкими рубцами, сплошным слоем. Ознакомимся с этими видами наплавки металла.
Ознакомимся с этими видами наплавки металла.
Узкая штриховка
Способ нанесения – узкими рубцами. Их укладывают с перекрытием около 1/3 от всей длины шва.
Нанесение широких валиков
Методика обработки при помощи широких валиков заключается в плавном перпендикулярном перемещении электрода относительно оси наплава. При этом выполняют колебательные движения, конфигурацию которых подбирают исходя из объемов основной детали.
Комбинированная наплавка
Применение комбинированной обработки уместно в тех случаях, когда требуется получить сплошной гомогенный слой. Для этого наплав производят узкими рубцами, располагающимися друг от друга на расстоянии чуть меньше, чем их ширина. После нанесения первого слоя проводят зачистку основы, избавляясь от шлаков, а на оставшиеся пустоты наносят еще один слой расплавленного металла.
Для цилиндрических поверхностей
Кроме перечисленных выше, используют еще одну популярную технологию наплавки при использовании электродов – в защищенной газовой среде.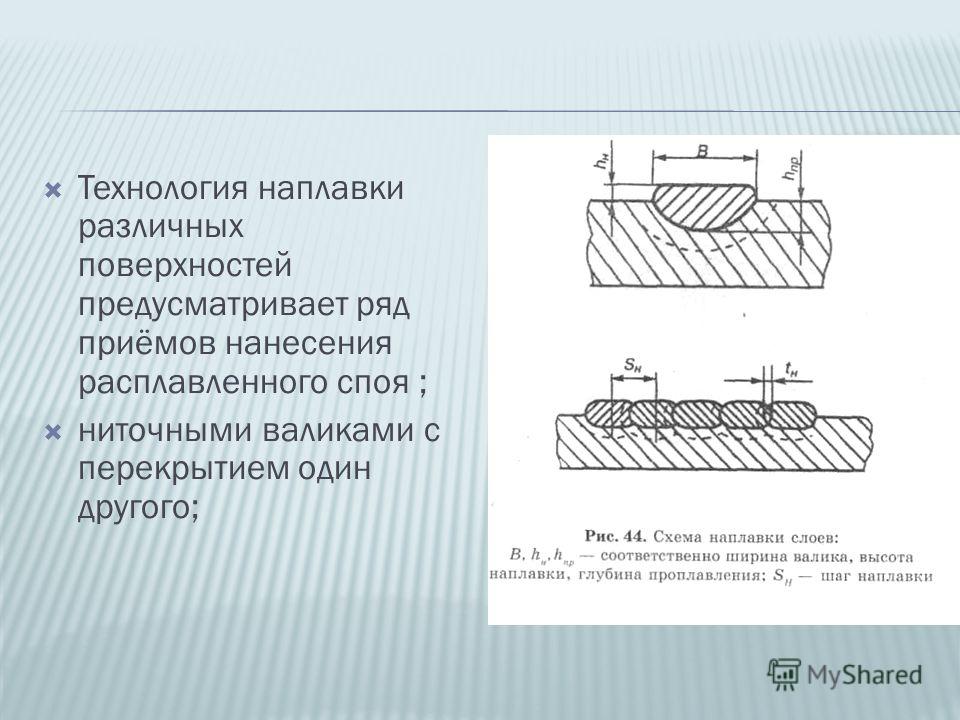 Принцип обработки не отличается сложностью. На самом деле она в другом – приобретении баллона, заправленного специальной газовой смесью: аргоновой, гелиевой, любой другой в зависимости от типа присадочного материала, использующегося при наплавке. Такой вариант лучше всего подходит для небольшой домашней мастерской. Хотя покупка газового баллона для работы с металлами в домашних условиях вряд ли окажется целесообразной. Своими руками проще выполнить наплавку при помощи электродов так, как мы рассмотрели в статье. Хочется надеяться, что здесь вы нашли все ответы на интересующие вопросы, разобрались с понятием технологического процесса и уточнили для себя, как правильно проводить наплавку в домашних условиях.
Принцип обработки не отличается сложностью. На самом деле она в другом – приобретении баллона, заправленного специальной газовой смесью: аргоновой, гелиевой, любой другой в зависимости от типа присадочного материала, использующегося при наплавке. Такой вариант лучше всего подходит для небольшой домашней мастерской. Хотя покупка газового баллона для работы с металлами в домашних условиях вряд ли окажется целесообразной. Своими руками проще выполнить наплавку при помощи электродов так, как мы рассмотрели в статье. Хочется надеяться, что здесь вы нашли все ответы на интересующие вопросы, разобрались с понятием технологического процесса и уточнили для себя, как правильно проводить наплавку в домашних условиях.
Источник: fb.ru
Просмотров: 440
Наплавка металла – изучаем технологию металлургической коррекции + видео
Технология наплавки металла может быть самой различной – ручной, автоматизированной, с использованием защитных сред и без них. Так что рассмотрим основные виды подобных работ, их плюсы и минусы, а также необходимое оборудование.
Так что рассмотрим основные виды подобных работ, их плюсы и минусы, а также необходимое оборудование.
1 Занимаемся наплавкой металла – суть процесса
В общем, наплавкой металла называют попросту нанесение на поверхность какого-либо изделия слоя раскаленного металла либо же сплава посредством сварки плавлением. Эта технологическая операция позволяет восстановить первоначальные размеры элементов, износившихся вследствие эксплуатации. Однако это не единственное предназначение вышеуказанного процесса, также с помощью наплавки металла можно получить необходимые свойства, например, повысить твердость покрытия, увеличить его износостойкость и т. д.
В зависимости от того, какого же результата вы желаете добиться, и подбирается наплавочный материал. Когда необходимо просто восстановить габариты изделия, то он будет схож по составу с металлом основы, а вот с целью получения особенных характеристик берется уже и соответствующий, более прочный наносимый сплав, чаще всего легированный.
Теперь же поговорим о требованиях и преимуществах данного процесса. Глубина проплавления основного металла, а также перемешивание основного и наплавляемого слоя должны быть минимальными. Кроме того, необходимо чтобы и остаточные деформации с припусками для последующей обработки тоже соответствовали наименьшим значениям. Ну а дальше уже поговорим обо всех плюсах и минусах, присущих конкретному способу.
2 Технологии наплавки металла
Выяснив, когда необходимо проводить наплавочные работы, и что это такое, следует разобраться с видами этой операции. Начнем с дуговой технологии. В этом случае с помощью одноименной сварки наносят на поверхность изделия слой металла. Для этого используются либо покрытые электроды, либо же специальные сварочные пасты. Достоинством первого варианта является низкая стоимость расходных материалов, а вот к недостаткам стоит отнести большую глубину провара и низкую степень автоматизации процесса. Во втором же случае достаточно высокая производительность, минимальная глубина провара и опять-таки способ довольно экономичный, но при этом очень сильная тепловая нагрузка.
Во втором же случае достаточно высокая производительность, минимальная глубина провара и опять-таки способ довольно экономичный, но при этом очень сильная тепловая нагрузка.
Существует еще техника дуговой наплавки металла в инертных газах, в этом случае могут использовать как плавящиеся, так и неплавящиеся электроды. Плюсами первых можно назвать возможность автоматизировать процесс и относительно небольшие затраты энергии. А вторых – небольшой провар и экономичность. Что же насчет недостатков, так он для обоих вариантов одинаковый – ограниченные затраты мощности. В основном наплавкой металла в среде защитных газов пользуются тогда, когда нет возможности осуществить следующий вид.
Наплавка под флюсом отличается довольно высокой производительностью, а также минимальными потерями электродного металла. Кроме того, отсутствует необходимость в дополнительных средствах защиты, так как ни светового излучения, ни разбрызгивания металла нет. Да и сделать это сможет сварщик без особой квалификации. Правда, есть и свои нюансы, например, оборудование является весьма дорогостоящим, так что вряд ли кто-то захочет приобретать его для домашнего использования. А из-за достаточно большой зоны нагрева данный способ неприменим для мелких деталей. Также стоит отметить и значительное снижение усталостной прочности металла.
Правда, есть и свои нюансы, например, оборудование является весьма дорогостоящим, так что вряд ли кто-то захочет приобретать его для домашнего использования. А из-за достаточно большой зоны нагрева данный способ неприменим для мелких деталей. Также стоит отметить и значительное снижение усталостной прочности металла.
Если же выделение тепла происходит в шлаковой ванне в результате пропускания через нее сварочного тока, при этом там же и осуществляется расплавление основного и присадочного металлов, то речь идет об электрошлаковой наплавке металлов (ЭШН). Данный процесс отличается великолепными показателями производительности, возможностью получения слоя практически любой толщины и небольшой глубиной проплавления металла основы. Кроме того, он не слишком дорогой, при этом осуществляется очистка материала от всех вредных примесей. Однако ни в коем случае не допускается прерывание наплавки, также нужно потратить время на предварительную подготовку технологической оснастки. И велика вероятность, что шов, а также зона термического влияния будут иметь крупнозернистую структуру.
В принципе, основные виды наплавки уже рассмотрели кроме электроконтактной, так что скажем еще пару слов и о ней. Сущность этого метода заключается в нагреве присадочного материала за счет пропускания через него импульсов тока и одновременного сдавливания. Так и получается надежное соединение. К преимуществам следует отнести высокую производительность, минимальную зону термического влияния, так как время воздействия тока незначительно. Также отсутствует необходимость в дополнительной защите, ведь в атмосферу не выделяются вредные испарения, да и нет столь вредного для органов зрения излучения. Однако машины, на которых осуществляется подобное наращивание металла, весьма громоздкие и дорогие, что, естественно, относится к минусам данной технологии.
Основные методы наплавки: дуговая, под флюсом, в инертных газах, электрошлаковая и электроконтактная.
3 Оборудование для наплавки металла
Ну что же, пришло время поговорить и про оборудование для наплавки. Для ручного способа понадобится, в принципе, все то же самое, что и для РДС (ручной дуговой сварки). То есть, источник питания, сварочные провода, стол, где будет установлено обрабатываемое изделие, и расходные материалы. Не забывайте о технике безопасности, так что вам еще понадобятся защитные очки, роба, рукавицы и т. д.
Для ручного способа понадобится, в принципе, все то же самое, что и для РДС (ручной дуговой сварки). То есть, источник питания, сварочные провода, стол, где будет установлено обрабатываемое изделие, и расходные материалы. Не забывайте о технике безопасности, так что вам еще понадобятся защитные очки, роба, рукавицы и т. д.
Наплавки металлов под флюсом, электрошлаковая и электроконтактная осуществляются на специальных машинах. Поэтому для проведения наплавочных работ под слоем флюса основными узлами являются головки, конструкция которых зависит от вида обрабатываемой детали, а также токарный станок, на его суппорте и фиксируется вышеуказанный элемент. Наплавочная головка состоит из механизма подачи проволоки, а также мундштука и бункера для флюса. В большинстве случаев пользуются источником постоянного тока.
Установка для электрошлаковой наплавки металла также состоит из сварочной головки, механизмов, которые отвечают за перемещение аппарата, и непосредственно электродов.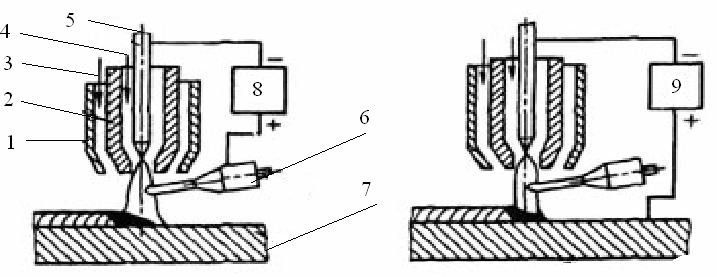 Еще необходимо и специальное устройство, обеспечивающее удержание сварочной ванны в нужном зазоре, и, естественно, источник питания. Вспомогательными элементами выступают бункер, в который засыпается флюс, катушки под проволоки и устройства управления. Машины для электроконтактной наплавки металла бывают точечными и шовными, в зависимости от вида соединения. Основной их узел – вращающийся привод, в котором фиксируется электрод, механизм сжатия и источник питания. В комплекте также есть пульт, с помощью которого задаются нужные параметры. Вот так можно представить основные устройства для наплавки металла различного типа.
Еще необходимо и специальное устройство, обеспечивающее удержание сварочной ванны в нужном зазоре, и, естественно, источник питания. Вспомогательными элементами выступают бункер, в который засыпается флюс, катушки под проволоки и устройства управления. Машины для электроконтактной наплавки металла бывают точечными и шовными, в зависимости от вида соединения. Основной их узел – вращающийся привод, в котором фиксируется электрод, механизм сжатия и источник питания. В комплекте также есть пульт, с помощью которого задаются нужные параметры. Вот так можно представить основные устройства для наплавки металла различного типа.
Защита оборудования от различных видов износа — Техноинком
Защита оборудования от различных видов износа — Техноинком ВИДЕО О НАСНаплавка на базовую поверхность
Наши технологии и накопленный опыт позволяют подобрать оптимальный наплавочный материал, который защитит ваше оборудование от износа и увеличит срок эксплуатации ваших деталей и узлов.
Технология наплавки износостойкого металла на базовую поверхность является одной из самых эффективных технологий защиты оборудования от износа и увеличения срока службы изделия.
Виды износов
Абразивный износ
Термический износ
Кавитационный износ
Ударный износ
Химический износ
Адгезионный износ
Защита от одного вида износа
В зависимости от условий эксплуатации изделия и ваших пожеланий по сроку его службы мы можем подобрать и нанести износостойкое покрытие, защищающее деталь от определенного вида износа
Защита от комбинированного вида износа
Наши технологии позволяют подобрать или разработать необходимый состав наплавленного металла, который защитит поверхность от любых сочетаний комбинированного износа
Восстановление изношенных деталей и узлов
Если ваша деталь или узел износились — совсем необязательно приобретать новые.
Технологические возможности нашей компании позволяют полностью восстановить качественные свойства изделия.
В зависимости от вашего технического задания, мы можем не только восстановить исходные свойства, но и повысить эксплуатационную надежность, увеличив срок эксплуатации.
Выгоды потребителей, применяющих продукты и услуги ООО «Техноинком»
Улита вентилятора
Улита без наплавки
8 улит без упрочняющей наплавки в год
Цена одной улиты около 60 000 ₽
60 000 × 8 = 480 000 ₽
Вы тратите 480 000 ₽ в год
— Затраты на проведение ремонтных работ
— Простой
Улита производства «Техноинком»
1 улита с наплавкой служит весь год
Цена улиты около 160 000 ₽
1 × 160 000 = 160 000 ₽
Вы экономите 320 000 ₽
+ Сокращение затрат на проведение ремонтных работ
+ Сокращение времени простоя
Свяжитесь с нами одним из способов
Посетите наш офис
Россия, 308013 Белгород, улица Дзгоева, дом 2 Схема проездаи мы сами свяжемся с вами
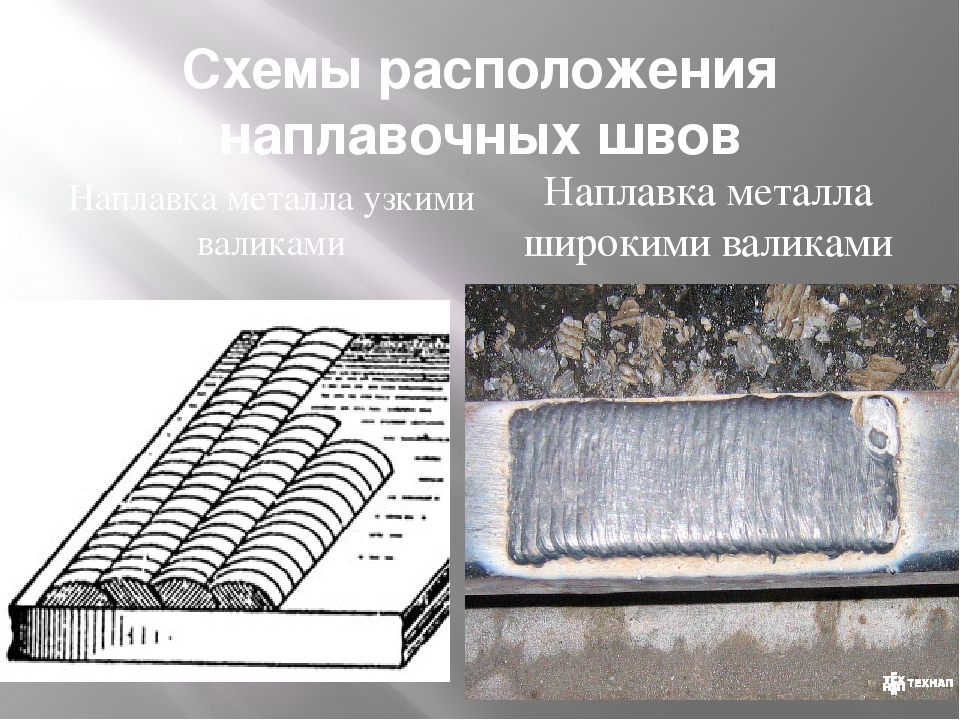
Реализовано проектов на
дальнее зарубежье
2
Заполните заявку на проект
и мы сами свяжемся с вами
Наплавка как один из методов восстановительных работ при ремонте техники Текст научной статьи по специальности «Механика и машиностроение»
УДК 131.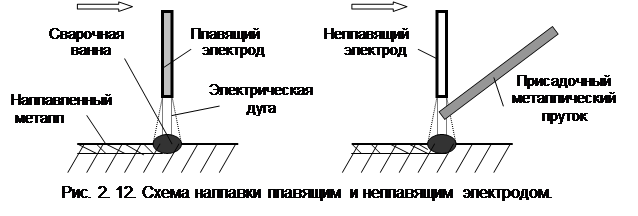 3
3
В. В. КУПАЕВ
НАПЛАВКА КАК ОДИН ИЗ МЕТОДОВ ВОССТАНОВИТЕЛЬНЫХ РАБОТ ПРИ РЕМОНТЕ ТЕХНИКИ
Ключевые слова: наплавка, наплавочная головка, ручная дуговая наплавка, сварочный автомат, сварочный полуавтомат.
Аннотация. Дано описание наплавки как одного из методов восстановительных работ при ремонте. Приведена сравнительная характеристика ручной и автоматической наплавки. Кратко описана характеристика наплавочного станка, разработанного на кафедре «Технический сервис»
Детали машин и механизмов выходят из строя в процессе эксплуатации вследствие ударных нагрузок, истирания и т. д. Современная техника располагает различными методами восстановления и упрочнения деталей для повышения срока их службы [2, с. 350].
Одним из методов восстановления деталей является наплавка. Наплавка — это нанесение слоя металла на поверхность заготовки или изделия посредством сварки плавлением. Различают сварку восстановительную и изготовительную.
Наплавка — это нанесение слоя металла на поверхность заготовки или изделия посредством сварки плавлением. Различают сварку восстановительную и изготовительную.
При ремонтных работах любых видов техники в основном используется восстановительная наплавка. Восстановительная наплавка применяется для получения первоначальных размеров изношенных или поврежденных деталей. В этом случае наплавленный металл близок по составу и механическим свойствам основному металлу.
Наиболее широко наплавка применяется при ремонтных работах по восстановлению корпусных деталей различных двигателей внутреннего сгорания, распределительных и коленчатых валов, клапанов, шкивов, маховиков, ступиц колес и т. д. Наплавку можно производить почти всеми известными способами сварки плавлением. Важнейшие требования, предъявляемые к наплавке, заключаются в следующем:
© Купаев В. В., 2013
В., 2013
— минимальное проплавление основного металла;
— минимальное значение остаточных напряжений и деформации металла в зоне наплавки;
— снижение до приемлемых значений припусков на последующую обработку деталей.
Выбор способа наплавки определяется возможностью получения наплавленного слоя требуемого состава и механических свойств, а также характером и допустимой величиной износа. На выбор способа наплавки оказывают влияние размеры и конфигурация деталей, производительность и доля основного металла в наплавленном слое. Основные виды наплавок: аргонно-дуговая неплавящимся электродом, плавящимся электродом в защитном газе, ручная дуговая покрытыми электродами, дуговая самозащитной проволокой, плазменная порошком.
Ручная дуговая наплавка штучными электродами является наиболее универсальным способом, пригодным для наплавки деталей различных сложных форм, и может выполняться в различных пространственных положениях. Для наплавки используют электроды диаметром 3-6 мм. Для обеспечения минимального проплавления основного металла при достаточной устойчивости дуги плотность тока составляет 11-12 А/мм.
Для наплавки используют электроды диаметром 3-6 мм. Для обеспечения минимального проплавления основного металла при достаточной устойчивости дуги плотность тока составляет 11-12 А/мм.
Основными достоинствами ручной дуговой наплавки являются универсальность и возможность выполнения сложных наплавочных работ в труднодоступных местах. Для выполнения ручной дуговой наплавки используется обычное оборудование сварочного поста.
К недостаткам ручной дуговой наплавки можно отнести относительно низкую производительность, тяжелые условия труда из-за повышенной загазованности зоны наплавки, а также сложность получения необходимого качества наплавленного слоя и большое проплавление основного металла.
Для ручной дуговой наплавки применяют как специальные наплавочные электроды, так и обычные сварочные, предназначенные для сварки легированных сталей. Выбор электрода для наплавки определяется составом основного металла.
Выбор электрода для наплавки определяется составом основного металла.
Для восстановления размеров изношенных деталей помимо электродов и присадочных прутков применяют наплавочные проволоки. Для износостойкой наплавки широкое применение находят порошковые проволоки, например, для наплавки деталей, работающих в условиях абразивного изнашивания с умеренными ударными нагрузками.
При наплавке неплавящимися электродами применяются литые присадочные прутки.
Для плазменной наплавки комбинированной дугой вольфрамовым электродом широко применяются наплавочные порошки. Порошки изготавливаются на основе железа, никеля и кобальта.
В качестве источников плазменной дуги при наплавочных работах чаще всего применяются серийные выпрямители. При элек-тродуговой наплавке в качестве источников питания могут быть использованы и сварочные трансформаторы.
Для реконструкции или реставрации цилиндрических как внутренних, так и наружных поверхностей, существует несколько различных модификаций сварочных наплавочных аппаратов, но они, в основном, узкоспециализированы по способу наплавки или применяемому расходному материалу.
Наплавочная головка ОКС-6569М-ГОСНИТИ устанавливается на суппорт токарного станка вместо резцедержателя. Уменьшение скорости подачи осуществляется редуктором типа РЧН-120. В качестве источника сварочного тока используется сварочный выпрямитель ВДУ-506 УЗ. На этом станке можно производить наплавочные работы на цилиндрических деталях сварочной проволокой в среде защитных газов, с вибрацией и без нее, под слоем флюса, при установке дополнительного бункера, а также можно дополнительно применять охлаждение зоны шва водой. Бункер под флюс и подача воды — отдельные системы, независимые от работы головки. Скорость подачи проволоки регулируется ступенчато, заменой шестерен редуктора. Амплитуда колебания электрода 0-2,4 мм, частота постоянна — 75 раз в секунду [1, с. 28].
Амплитуда колебания электрода 0-2,4 мм, частота постоянна — 75 раз в секунду [1, с. 28].
На кафедре «Технический сервис» инженерного факультета Нижегородского государственного инженерно-экономического института создан и запущен в работу наплавочный станок, созданный по характеристикам станка ОКС-6569М-ГОСНИТИ. В отличие от промышленной наплавочной головки была создана собственная конструкция, обладающая теми же возможностями, а по некоторым характеристикам более совершенная. В нашей конструкции имеется возможность плавной регулировки подачи сварочной проволоки без реконструкции головки. Регулировка амплитуды осуществляется в пределах 0-3 мм, а частота колебания горелки 0-120 раз в секунду. Все это было осуществлено на базе сварочного полуавтомата ПДГ-250-3 и разработанного привода горелки. Привод вибрации горелки осуществляется эксцентриковым механизмом с плавной регулировкой частоты. Амплитуда вибрации также регулируется. Изменение входной скорости
привода станка осуществлено через коробку перемены передач автомобиля ГАЗ-51.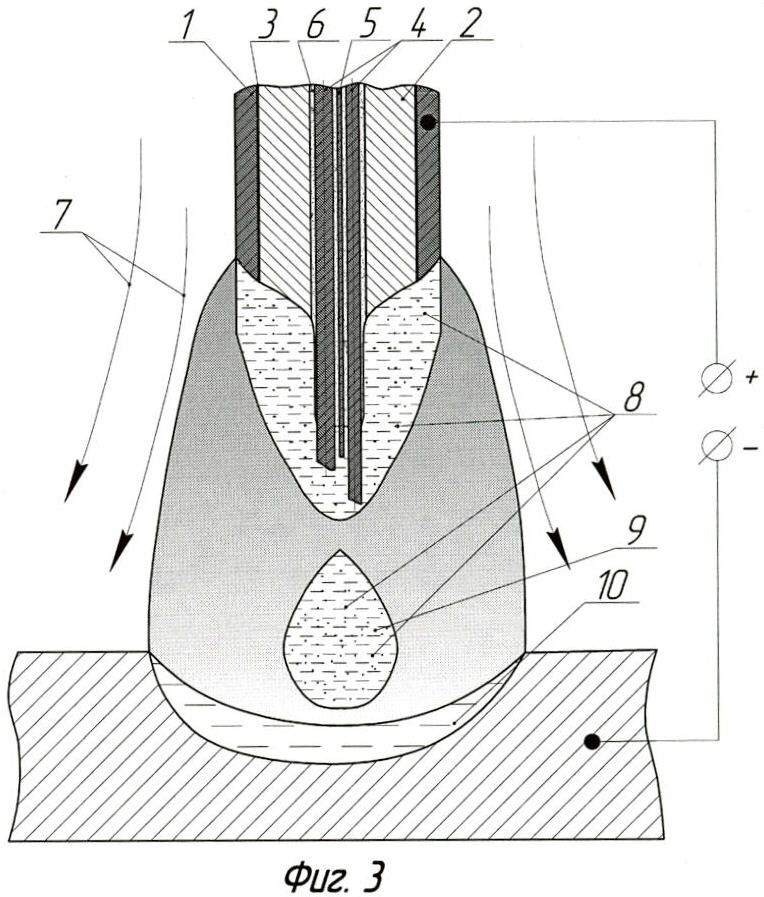 Этот станок можно считать наплавочным автоматом.
Этот станок можно считать наплавочным автоматом.
На данном станке можно выполнять наплавочные сварочные работы внутренних и наружных цилиндрических поверхностей диаметром от 10 до 150 мм. Наплавка производится сварочной проволокой различных марок в режимах с вибрацией или без нее и в защитном газе. Также можно дополнительно установить системы подачи флюса и охлаждающей жидкости в сварочную зону. Все эти усовершенствования позволяют получить более качественное выполнение наплавочных работ.
Порядок работы на станке. Включается сварочный полуавтомат ПДГ-250-3 согласно технического описания и инструкции по его эксплуатации, предварительно устанавливается сварочная проволока требуемой марки в кассету. Устанавливается требуемое расстояние от электрода до детали при помощи ограничительного опорного винта. Выбирается требуемый сварочный ток и скорость подачи проволоки. При необходимости согласно технологических требований включается вибрация горелки, подача защитного газа, флюса и охлаждающей жидкости.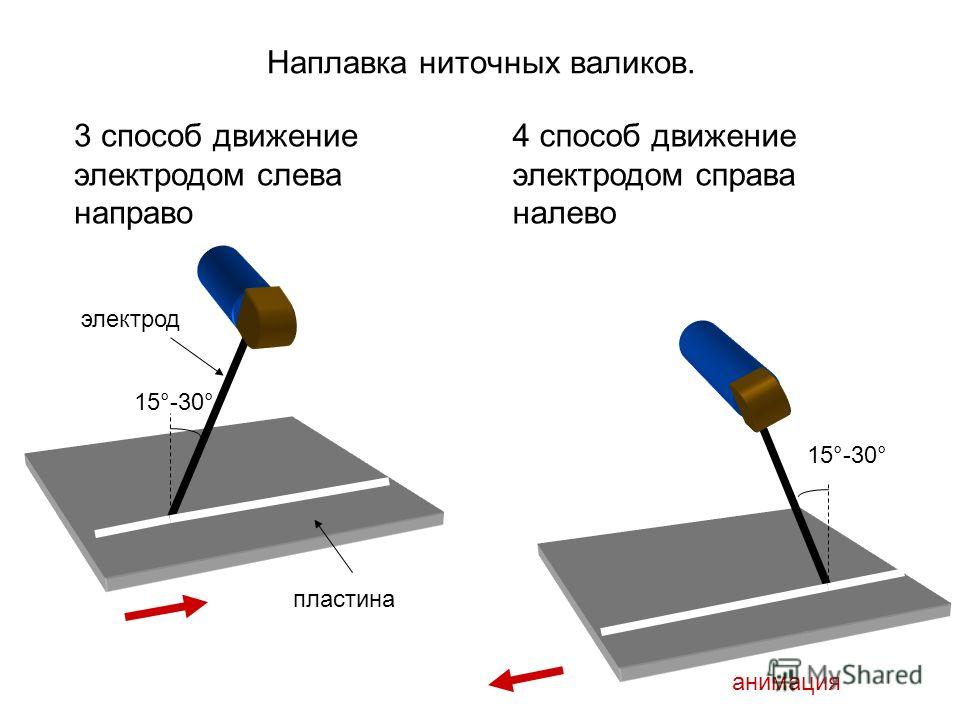 Электрод устанавливается в стартовую позицию. Включается токарный станок с выбранной скоростью подачи и движения суппорта, одновременно с включением наплавки кнопкой, находящейся на ручке сварочной головки. Наплавочная зона контролируется визуально. Режим наплавки по окончании работы или при необходимости останавливается отпусканием кнопки «ПУСК».
Электрод устанавливается в стартовую позицию. Включается токарный станок с выбранной скоростью подачи и движения суппорта, одновременно с включением наплавки кнопкой, находящейся на ручке сварочной головки. Наплавочная зона контролируется визуально. Режим наплавки по окончании работы или при необходимости останавливается отпусканием кнопки «ПУСК».
Если наплавочная головка ОКС-6569М устанавливается на базу токарного станка на место резцедержателя, то наша головка расположена вместе с ним, на одном суппорте, имеет те же передвижные возможности. Сохранив суппорт с резцедержателем, базовую скорость привода станка, у нас осталась возможность использовать токарный станок по прямому назначению, т. е. за одну установку детали в патрон производить наплавку и токарную обработку. В резцедержатель можно сконструировать и установить обдирочную подсистему с наждачным кругом, это позволит получить дополнительную экономию против использования дорогостоящих резцов повышенной прочности. Применение этого станка сокращает время работы с деталью и повышает точность ее восстановления, также токарный станок можно использовать по прямому назначению, что сокращает требуемую рабочую зону мастерской.
Применение этого станка сокращает время работы с деталью и повышает точность ее восстановления, также токарный станок можно использовать по прямому назначению, что сокращает требуемую рабочую зону мастерской.
ЛИТЕРАТУРА
1. Техническое описание, головка наплавочная вибродуговая ОКС-6569-м. 1982. 35 с.
2. Пучин А. Е. Технология ремонта машин. Москва, «Колос». 2GG7 г. 488 с.
BUILDING-UP — AS A METHOD OF REHABILITATION FOR REPAIR EQUIPMENT
Keywords: manual arc welding, the influx of welding machine, welding machine, welding.
Annotation. Article contains the description of the building-up, as a method of rehabilitation for repair. The comparative characteristics of manual and automatic welding are analyzed. Briefly described the characteristics of welding machine developed at the chair technical support.
Briefly described the characteristics of welding machine developed at the chair technical support.
КУПАЕВ ВЛАДИМИР ВАЛЕРЬЕВИЧ — заведующий лабораторией сварки и наплавки кафедры технического сервиса, Нижегородский государственный инженерно-экономический институт, Россия, Княгинино ([email protected])
KUPAEV VLADIMIR VALERIEVICH — Head of the laboratory of welding and cladding of the Department of Technical Services, Nizhniy Novgorod State Engineering and Economic Institute, Russia, Knyaginino ([email protected])_________________________________
8 типов покрытия детских площадок
Когда дело доходит до покрытия детских площадок, существует множество различных типов покрытия, каждый из которых имеет свои сильные и слабые стороны.
При создании стимулирующей среды для игр детей, будь то школа, детский сад или общественная игровая площадка, важно использовать различные текстуры и поверхности.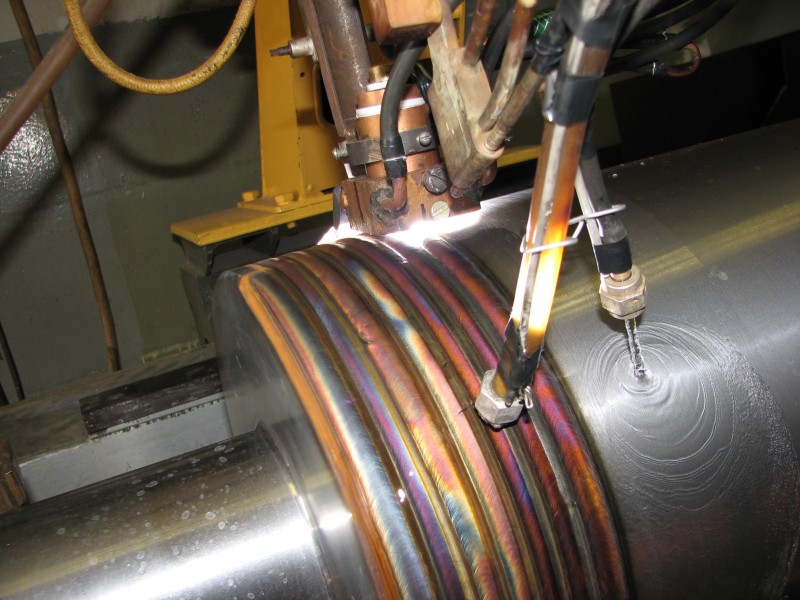
Выбор типа покрытия для установки часто зависит от бюджета.Однако важно выбрать поверхность, которая окажется хорошей финансовой инвестицией, выдержав испытание временем, а не просто выбрать самый дешевый из доступных вариантов.
При планировании любой формы детской площадки безопасность должна быть главным приоритетом, и, конечно же, каждая форма покрытия обеспечивает разный уровень амортизации и абразивности.
Прежде чем сделать решительный шаг, важно рассмотреть плюсы и минусы каждой формы покрытия, чтобы найти идеальный материал.
Сегодня мы рассмотрим различные варианты, доступные при планировании детской площадки. Мы рассмотрим 8 типов покрытий, а также некоторые преимущества и недостатки каждого из них.
1. Мокрая заливка
Одним из самых безопасных видов покрытия детских площадок и детских садов является мокрое покрытие.
Мокрая заливка — это сплошная резиновая поверхность, которую «выливают» на существующую поверхность, такую как MOT типа 1 или асфальт, а затем наносят с помощью шпателя.
Обычно влажная отливочная поверхность состоит из двух слоев; слой износа, состоящий из каучука EDPM, и базовый слой, обычно сформированный из переработанной черной резины, который обеспечивает амортизацию, связанную с мокрой заливкой поверхности.
Использование мокрой поверхности для заливки дает несколько преимуществ.
Во-первых, обработанная поверхность мягкая на ощупь, что помогает смягчить удар при спотыкании и падении на игровой площадке. Это также пористая поверхность, которая предотвращает скопление стоячей воды на игровой площадке.
Доступен в бесконечном разнообразии цветов и дизайнов, и вы даже можете включить дополнительные функции, такие как игры со змеями и лестницами, числовые узоры и замысловатую графику, которые могут улучшить образовательный опыт для детей, использующих игровую площадку.
Одним из недостатков мокрой заливки поверхностей является то, что она может быть дорогостоящей, особенно при нанесении на большие площади.
Это потому, что необходимо нанести несколько слоев заполнителя и резины, что делает процесс довольно трудоемким.
2. Гудрон
Tarmac — это обычно используемая поверхность для создания игровых площадок в школах и детских садах.
В основном это связано с тем, что это одно из наиболее экономически эффективных решений, доступных, особенно на больших территориях, где оно является незаменимым вариантом в большинстве школ и детских площадок.
Гудрон также может быть пористым, что дает преимущество в предотвращении стоячей воды, которая может привести к тому, что поверхность станет скользкой при намокании или при замерзании луж воды в зимние месяцы.
Его также можно использовать как поверхность, подходящую для движения транспортных средств, что является большим преимуществом для школ или детских садов, которым не хватает места.
Tarmac, однако, не самая привлекательная поверхность, особенно в школе или на игровой площадке, и, как правило, она не улучшает игровую среду.
Кроме того, Tarmac не обеспечивает амортизации, а готовая поверхность также абразивна, что означает, что спотыкания и падения часто приводят к порезам и царапинам.
3. Плитка
Резиновая плитка, свойства которой очень похожи на свойства мокрой заливки, — еще один популярный вариант покрытия игровых площадок.
Резиновые плитки обычно укладываются на бетонное основание с помощью специального клея и, как правило, укладываются быстрее, чем влажная заливка.
Плитка также противоскользящая и обладает хорошими амортизирующими свойствами.
Они доступны во многих разных цветах, но есть предел для различных рисунков и стилей, которые могут быть достигнуты.
4. Мульча из рассыпчатой резины
Резиновая мульча изготавливается из измельченной переработанной резины и, опять же, доступна в различных цветах и размерах.
Обладает отличными впитывающими качествами и в основном используется на игровых площадках с альпинистским снаряжением или на небольших игровых площадках.
Резиновая мульча — более чистая альтернатива песочнице с дополнительным преимуществом: она менее привлекательна для местных кошек.
Поскольку этот тип покрытия очень быстрый и простой в установке, он делает его одним из самых экономичных в нашем списке.
Установка зависит от уровня использования, но для небольших игровых площадок процесс установки обычно включает только удаление существующей поверхности, затем установку мембраны от водорослей, а затем резиновой мульчи, что делает процесс очень быстрым.
Недостатком рыхлой резины является то, что по ней может быть очень трудно ходить, что делает ее плохим выбором для больших площадей, а также требуется высокий уровень обслуживания, так как поверхность будет нуждаться в регулярном сгребании для обеспечения ровного уровня. покрытие.
5. Клееная резиновая мульча
Связанная резиновая мульча включает смешивание рыхлой резиновой мульчи со специально разработанным полиуретановым связующим, которое затем укладывается на твердую, уплотненную землю.
Он обладает такими же впитывающими и противоскользящими свойствами, что и покрытие для мокрой заливки, что делает его хорошим выбором для игровых площадок с игровым оборудованием.
По сравнению с мокрой заливкой, процесс укладки намного быстрее и проще, так как этот тип покрытия не требует установки основания перед окончательной отделкой.Это резко снижает общие расходы.
Доступен в широком диапазоне цветов и форм, которые можно комбинировать для образования различных узоров.
Окончательная толщина установки зависит от области применения и высоты возможного падения.
Если вы выбираете мульчу из клееной резины, важно, чтобы вы выбирали качественную резину и вяжущие материалы, поскольку некачественные продукты могут потенциально привести к разрушению поверхности при интенсивном использовании.
6. Искусственная трава
В последние годы одним из самых популярных видов покрытия детских площадок является искусственная трава.
Использование искусственной травы в школе или детском саду дает множество преимуществ.
Одним из основных преимуществ этого покрытия перед другими видами покрытий из этого списка является то, что он выглядит намного естественнее.
Дети любят играть на искусственной траве, потому что она приятна на ощупь и выглядит как настоящая.
Однако, в отличие от настоящей травы, на ней можно играть круглый год, так как здесь нет грязи или беспорядка, о которых следует беспокоиться. Он также полностью пористый, что позволяет дождю свободно стекать через материал основы.
Он также обеспечивает наилучшие характеристики с точки зрения амортизации, так как прокладка из вспененного материала может быть установлена непосредственно под дерном, чтобы обеспечить сверхмягкие ощущения под ногами, а также защитить детей от спотыканий и падений с высоты.
Его неабразивный характер также предотвращает порезы и ссадины.
На выбор предлагаются разные цвета, стили и высота ворса, которые подойдут для любого помещения, большого или маленького.
Для чего-то более необычного, многие школы и игровые площадки теперь включают газоны разного цвета, такие как синий, красный или желтый, что вызывает дополнительный интерес.
7. Кора мульча
Мульча из рыхлой коры — альтернатива резиновой мульче.
Мульча из коры — это натуральный материал, который обеспечивает очень дешевую форму покрытия детских площадок.Процесс установки такой же, как и у его кузена из резиновой мульчи; при необходимости просто удалите имеющуюся поверхность, затем установите сорную мембрану и, наконец, разложите сверху мульчу.
Мульча из натуральной коры отличается от каучуковой тем, что не имеет такой мягкой поверхности, на которой можно играть.
Идеально подходит для природных территорий, таких как леса и вокруг деревьев, для создания естественной среды для игры.
Обслуживание, как правило, довольно интенсивное, так как мульчу необходимо регулярно сгребать, чтобы предотвратить ее перемещение с намеченной площади.
Не рекомендуется использовать в местах, где есть риск падения с игрового оборудования.
8. Гравий на связующей смоле
В последнее время щебень, связанный смолой или связанный смолой, стал более популярным выбором для широкого спектра применений, включая игровые площадки.
Эта форма покрытия включает смешивание гравия со смолой в смесителе принудительного действия с последующим ручным затиркой материала на обычно проницаемую асфальтовую поверхность.
Опять же, существует большое разнообразие форм, размеров и цветовых сочетаний на выбор, и вы можете комбинировать разные стили, чтобы сформировать широкий спектр узоров.
Основным недостатком является то, что это довольно абразивная поверхность и ничего не дает в виде амортизации, что делает ее непригодной для использования в местах, где есть риск падения с высоты.
Однако это проницаемая поверхность, которая также подходит для движения транспортных средств, идеально подходит для школ и детских садов, которым не хватает места для парковки.
Заключение
Если вы планируете новую игровую площадку или реконструкцию существующей игровой площадки, будь то школа, детский сад или общественная игровая площадка, вы обнаружите, что избалованы выбором, когда дело доходит до выбора готового покрытия.
При выборе наилучшего покрытия важно учитывать плюсы и минусы каждого из них, а также бюджет, поэтому часто бывает разумно оценивать разные типы покрытий.
По нашему опыту, лучший способ создать стимулирующую и обучающую среду для игр маленьких детей — это использовать разные типы покрытий, чтобы придать им разные текстуры и интерес.
Если вас интересует наш ассортимент искусственного газона, который идеально подходит для школ и детских площадок, вы можете просмотреть наши продукты здесь.
Вы также можете запросить бесплатные образцы, чтобы вы могли убедиться, насколько реалистичен наш синтетический газон и насколько он великолепен.
Если у вас есть какие-либо вопросы по искусственной траве для детских площадок, оставьте их в разделе комментариев ниже или позвоните нам сегодня по телефону 01245 931200.
Наплавка металлов: значение, типы и выбор
Прочитав эту статью, вы узнаете: — 1.Значение наплавки 2. Типы наплавки 3. Выбор процесса наплавки 4. Материал основы 5. Выбор наплавочного материала 6. Применение.
Типы наплавки 3. Выбор процесса наплавки 4. Материал основы 5. Выбор наплавочного материала 6. Применение.
Наплавка — это процесс нанесения одного металла или сплава на другой (основной металл или основу) для улучшения его износостойких свойств, таких как сопротивление истиранию, коррозии, трению, или для достижения контроля размеров и металлургических нужд.
Обычно для наплавки используются процессы сварки плавлением, такие как газовая сварка, дуговая сварка и т. Д.Процесс наплавки, по-видимому, первоначально был разработан для нужд индустрии бурения нефтяных скважин, но в настоящее время широко используется на всех типах оборудования, приспособлений и контейнеров для увеличения срока их службы от износа и химического воздействия.
Покрытие одинаково применимо как для производства новых продуктов, так и для утилизации изношенных продуктов. В обоих случаях это продлевает срок службы изделия и экономит дорогой материал. Это дает значительную экономическую выгоду.
Это дает значительную экономическую выгоду.
Наплавка бывает разных видов, а именно., плакирование, наплавку, наплавку и нанесение масла для достижения коррозионной стойкости (для химического износа), износостойкости (для физического износа), контроля размеров (для восстановления изношенных компонентов) и металлургических нужд соответственно.
Эти четыре типа методов наплавки кратко рассматриваются в этом разделе:
1. Облицовка :
При плакировании толстый слой сварочного металла, например нержавеющей стали, укладывается на пластину из углеродистой или низколегированной стали, чтобы сделать ее устойчивой к коррозии.Оболочка должна также противостоять локальной коррозии, такой как точечная коррозия, щелевая коррозия, межкристаллитная коррозия и коррозионное растрескивание под напряжением.
Для плакирования обычно используется нержавеющая сталь или один из сплавов на основе никеля, хотя сплавы на основе меди, серебра и свинца также используются для некоторых специальных применений.
Хотя основным преимуществом плакирования является создание недорогой коррозионно-стойкой поверхности, оно также сочетает в себе высокопрочный материал, такой как низколегированные стали, для основы с коррозионно-стойким материалом, таким как нержавеющая сталь.Однако, как правило, прочность материала оболочки не учитывается при проектировании компонента.
В основном оболочка используется при производстве корпусов для химических, бумажных фабрик, нефтепереработки и атомных электростанций. Реакторы с медной футеровкой используются для производства пива, которое также является коррозионным, в то время как на предприятиях по переработке пищевых продуктов и упаковке широко используется нержавеющая сталь, чтобы избежать коррозионного воздействия пищевых продуктов.
2. Наплавка:
При наплавке металл наносят на другую поверхность, чтобы увеличить твердость поверхности и сделать ее устойчивой к истиранию, ударам, эрозии, истиранию и кавитации. Как и в случае облицовки, прочность наплавочного слоя не входит в конструкцию компонента.
Как и в случае облицовки, прочность наплавочного слоя не входит в конструкцию компонента.
Устойчивость к истиранию — наиболее важное применение наплавки. Как правило, наносится максимум три слоя наплавочных сплавов. Поскольку чрезмерное разбавление снижает эффективность наплавки, важно избегать чрезмерного проникновения и плохого связывания соседних валиков. Конструкция должна быть такой, чтобы обеспечивать адекватную опору для покрытия, и, насколько это возможно, она должна быть нагружена сжатием, а не растяжением или сдвигом.В этих условиях наплавка может эффективно доказать свои экономические преимущества.
Наплавканаходит широкое применение в строительном оборудовании, включая бульдозерные отвалы, скребки и желоба для камней, а также для текстильного оборудования и облицовки клапанов двигателей.
3. Наращивание:
Наложение наложения — это восстановление изношенных деталей для восстановления их первоначальной формы и размеров. В отличие от плакирования и наплавки, прочность металла сварного шва, образующего нарост, является необходимым фактором при проектировании компонента, потому что материал должен заменить часть первоначальной части компонента, которая изношена.
В отличие от плакирования и наплавки, прочность металла сварного шва, образующего нарост, является необходимым фактором при проектировании компонента, потому что материал должен заменить часть первоначальной части компонента, которая изношена.
Вот почему наплавленный металл шва по составу и свойствам обычно не отличается от наплавленного основного металла.
Наращивание методом наплавки широко используется в землеройном оборудовании, например, зубья ковшей драглайна, кромки бульдозерных отвалов и скребков восстанавливаются путем налипания. Железные дороги также используют наращивание для восстановления износа железнодорожных колес, а также железнодорожных узлов и узлов.
4. Масло:
Масло — это процесс нанесения одного или нескольких слоев материала между теми металлургически несовместимыми материалами, которые индивидуально совместимы с материалом, образующим слой масла.Он используется, в частности, для соединения нержавеющей стали с основным металлом из углеродистой или низколегированной стали.
Если слой масла не используется, коррозионная стойкость нержавеющей стали будет снижена, но если слой материала с высоким содержанием никеля или Ni-Cr нанесен на низкопробный металл перед нанесением высоколегированной нержавеющей стали, ухудшения коррозионной стойкости не наблюдается.
Типичный пример этого процесса можно найти на атомной электростанции для соединения плакированной нержавеющей стали с соплом из низколегированной стали, смазанным сплавом Ni-Cr-Fe, с трубами из нержавеющей стали с использованием присадочного металла Ni-Cr-Fe.Его также можно использовать для соединения углеродистой стали с низколегированной сталью, когда необходимо избежать снятия напряжения готового сварного шва.
Деталь может подвергаться термообработке после нанесения масла. При проектировании стыка необходимо учитывать прочность масляного слоя.
Хотя «нарост» и «намазывание маслом» — это широко используемые термины, но они не имеют официального статуса; Предполагается, что наплавка или более часто употребляемый термин «облицовка» включает их.
Выбор процесса наплавки зависит от материала подложки, типа и характера требуемого наплавления, производительности, размера и формы обрабатываемого компонента, условий эксплуатации, в которых он должен работать, и наличия оборудования. .
Кислородно-ацетиленовая наплавка используется во многих областях, как в цехах, так и на местах, где улавливание углерода не является проблемой. Этот процесс приводит к медленному нагреву и охлаждению основы, поэтому вероятность возникновения напряжений и растрескивания меньше. Стоимость оборудования невысокая. Обычно используется для нанесения специализированных кобальтовых сплавов на относительно тонкую кромку; Наплавку долот угольных резцов, например, часто производят методом окси-ацетиленовой наплавки.
Наплавка с помощью дуговой сварки в защитном металле происходит быстрее и в целом дешевле, если задействовано большое количество компонентов.Требуемая квалификация ниже, чем в случае наплавки кислородным газом. Однако из-за более высоких скоростей нагрева и охлаждения термические напряжения, возникающие в основном металле и покрытии, довольно высоки, что приводит к повышенной склонности к растрескиванию.
Однако из-за более высоких скоростей нагрева и охлаждения термические напряжения, возникающие в основном металле и покрытии, довольно высоки, что приводит к повышенной склонности к растрескиванию.
Этот процесс широко используется для ремонта и восстановления общего назначения, для которых имеются необходимые электроды. Этот процесс экономичен и легко доступен в большинстве магазинов и полевых мастерских. Он находит широкое применение при наплавке фасонных деталей, землеройных деталей, фрезерных головок земснаряда, валов, инструментов и т. Д.
Наплавка под флюсом применяется в цехах, а не в поле. Он лучше всего подходит для отмены работ, когда одинаковые или аналогичные детали покрываются на регулярной основе, например, башмаки роликовых гусениц, барабаны, зубчатое колесо экскаватора. Процесс подводной дуги с использованием ленточных электродов из нержавеющей стали часто используется для наплавки ядерных сосудов, чтобы продлить срок их службы и снизить начальную стоимость.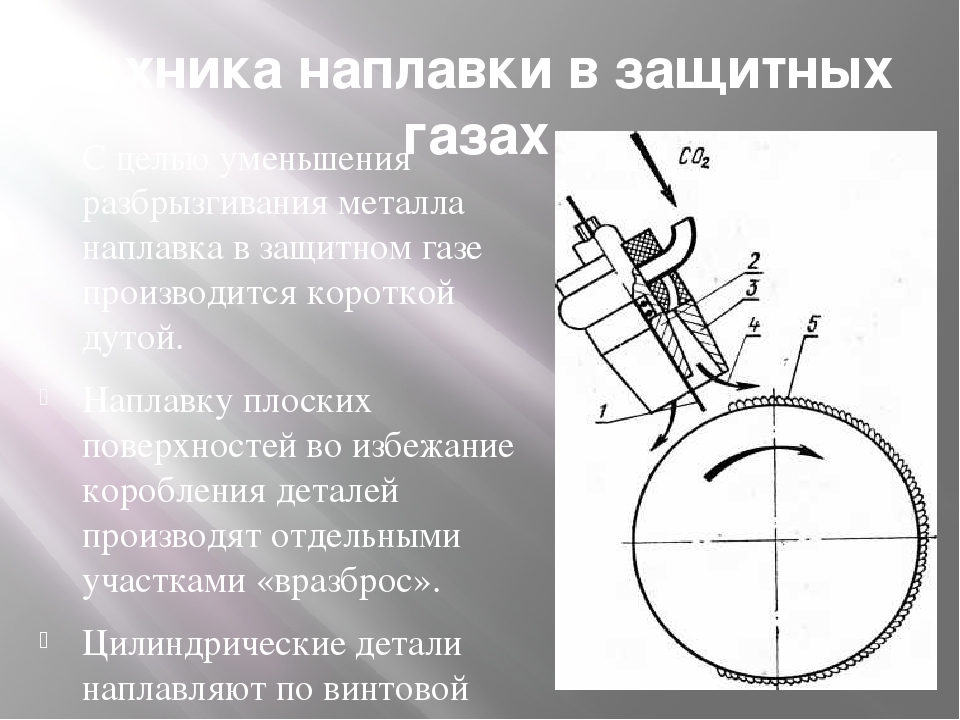
методом FCAW может использоваться для применений, где обычно используется SMAW, однако для этого требуется наличие трубчатой порошковой проволоки в намотанной форме.Его можно использовать как в магазине, так и в полевых условиях, например, для наплавки кромки ковша.
GMAW часто используется для наращивания, например, малых валов, как в полуавтоматическом, так и в автоматическом режимах. Он также в основном используется для наплавки небольших деталей сложной формы, с которыми трудно обращаться, если необходимо удалить шлак между разными циклами. Наплавку с помощью короткозамкнутой дуги, т.е. метод переноса погружением, можно преимущественно применять к цилиндрическим компонентам диаметром от 8 до 200 мм.
ПроцессGTAW используется для наплавки с целью укладки высококачественных отложений, требующих минимальной постобработки, например, инструментов и штампов.
Метод плазменно-дуговой наплавки используется для приложений, аналогичных тем, которые выполняются при GTAW. Однако из-за очень высокой температуры плазмы его можно использовать в тех случаях, когда наплавка методом GTAW невозможна.
Однако из-за очень высокой температуры плазмы его можно использовать в тех случаях, когда наплавка методом GTAW невозможна.
Электрошлаковый метод наплавки используется для наплавки большого количества металла или для специальных применений, например, он широко используется для восстановления молотков дробилок.Для этого приложения используются специальные приспособления, чтобы ускорить завершение работы в короткие сроки.
Аварийные работы лучше всего выполнять с помощью плавки печи, если имеется подходящая печь для выполнения операции.
Материал основы в наплавке:В то время как выбор материала покрытия зависит от его предполагаемой службы, выбор основного материала, который выступает в качестве подложки, диктуется не только его свариваемостью и механическими свойствами, но также конструктивным дизайном или соображениями формования.
Для общего применения лучшим основным материалом обычно является нелегированная углеродистая сталь с содержанием углерода от 0,20 до 0,95 процента, которая покрывает большую часть низко- и среднеуглеродистых сталей и низкоуглеродистые стали.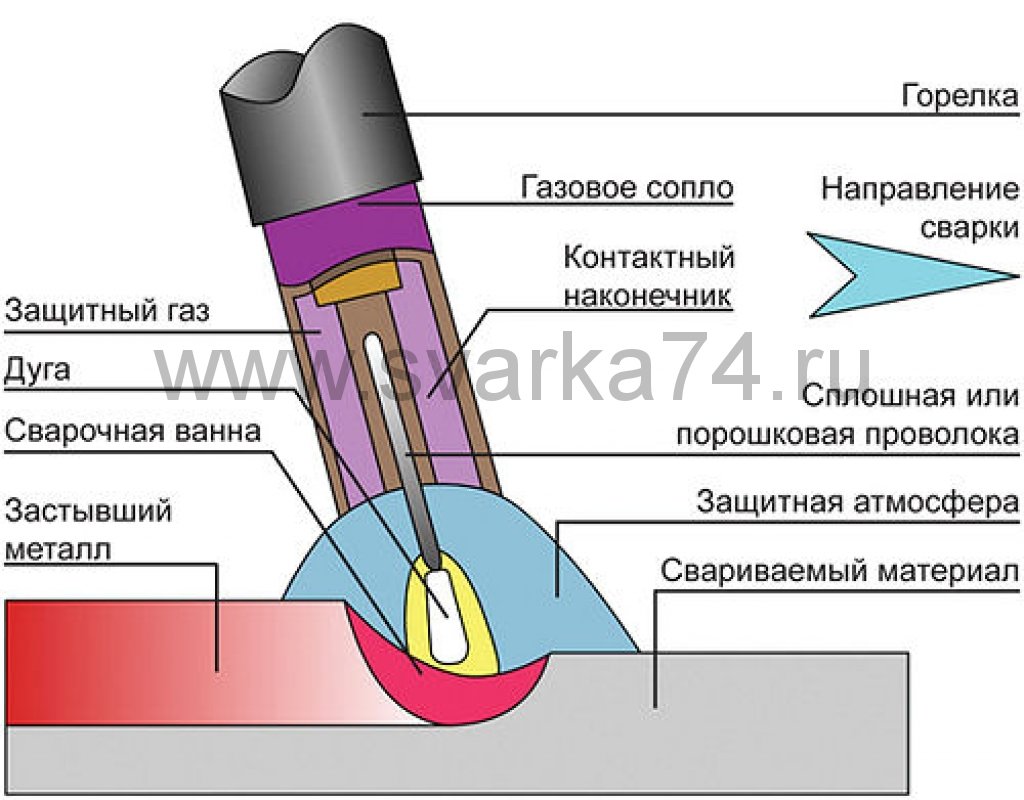 Основной металл из углеродистой стали с содержанием углерода 0,45% довольно популярен благодаря хорошей свариваемости и прочности после наплавки.
Основной металл из углеродистой стали с содержанием углерода 0,45% довольно популярен благодаря хорошей свариваемости и прочности после наплавки.
Сталь с содержанием углерода 0,50% или выше может быть удовлетворительно наплавлена кислородно-ацетиленовым процессом из-за низкого подводимого тепла и продолжительного цикла охлаждения из-за распространения тепла.Предварительный нагрев до температуры от 260 до 315 ° C необходим для предотвращения теплового шока при начальном нагреве и быстрого рассеивания тепла, когда наплавка выполняется с помощью процесса дуговой сварки защищенным металлом.
На детали из низколегированной стали можно наплавить поверхность, следуя почти той же процедуре, что и для гладких углеродистых сталей, имеющих аналогичную тенденцию к затвердеванию.
Для очень прочной основы аустенитная марганцовистая сталь, широко известная как сталь Гадфилда, вероятно, является самой прочной из имеющихся и довольно дешева в виде отливок.Он поддается сварке и имеет предел текучести около 380 МПа.
Серый чугун из-за своей хрупкости требует особых мер предосторожности при наплавке сплавами на основе стали; однако применимы некоторые из аустенитных сплавов с низкой температурой плавления, сплавов на основе кобальта и сплавов на основе никеля и меди.
Белый чугун и ковкий чугун не рекомендуется использовать в качестве основы для наплавки, так как они теряют свои основные характеристики из-за нагрева. Медь, латунь и бронза также не подходят для наплавки.
Выбор материала покрытия:Выбор сплава для наплавки зависит от характера износа, которому подвергается наплавленный компонент во время эксплуатации.
Эти условия, вызывающие износ, обычно возникают в результате следующих шести типов комбинаций:
1. Истирание без сильных ударов,
2. Комбинированное истирание и сильное воздействие,
3. Катание, скольжение и контакт металл-металл,
4.Эрозия и коррозия,
5. Режущие кромки, работающие при нормальных температурах, и
6. Поверхности, подвергающиеся эксплуатации при повышенных температурах.
Поверхности, подвергающиеся эксплуатации при повышенных температурах.
Поверхности, подверженные абразивному истиранию без сильных ударов, такие как лемехи плуга, лопаты, тракторные катки, роторные долота для нефтяных скважин, отвал, зажимы шипов земснаряда и желоба для транспортировки сыпучих материалов, покрываются таким материалом, как карбид хрома.
Сочетание истирания и сильных ударов встречается в таком оборудовании, как ковшы и зубья экскаваторов, конусы камнедробилки, выступ бульдозера, зубья раковины моллюска и желоба, по которым сбрасываются тяжелые предметы.Для наплавки этих компонентов лучше всего подходят полуаустенитные и марганцевые стали.
Винтовые конвейеры и инструменты для земляного бурения обычно защищены твердыми материалами, такими как карбиды. Нержавеющие стали используются для обеспечения коррозионной стойкости и защиты от эрозии в водяных насосах и других условиях, требующих хорошей ударопрочности.
Поверхности, подверженные качению, скольжению и контакту металла по металлу в таких частях, как зубья звездочки, втулки и втулки, поверхности валков, крановые колеса и валы, которые должны работать со смазкой, могут быть покрыты аустенитной марганцевой сталью или аустенитной нержавеющей сталью.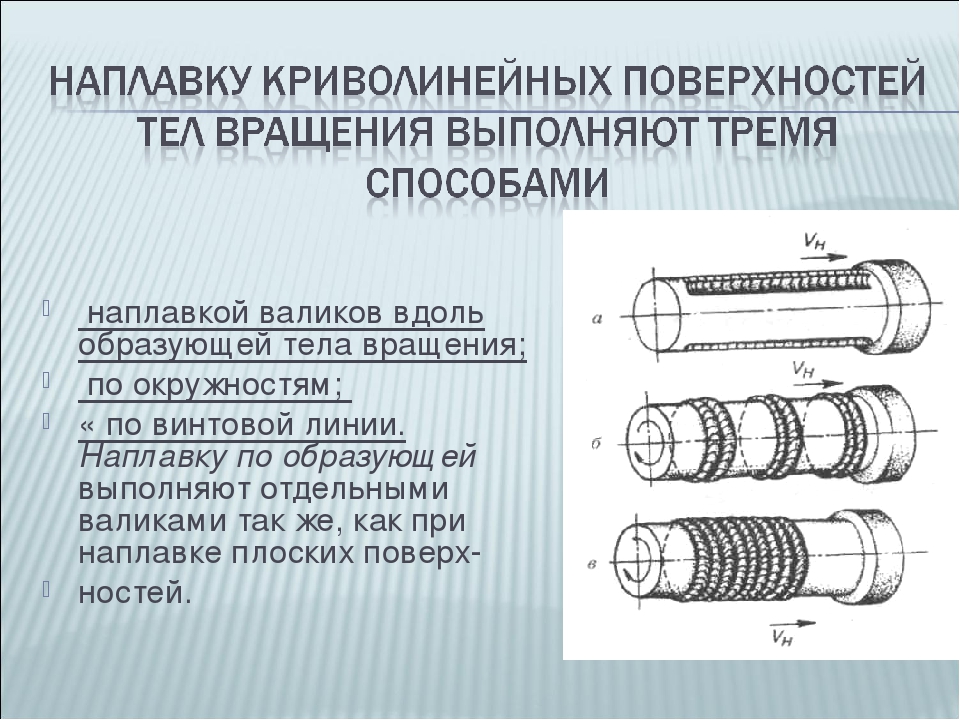 Стали, в то время как подшипники, эксплуатируемые при высоких температурах, покрываются карбидом хрома, нержавеющими сталями, а также сплавами с высоким содержанием хрома и никеля.
Стали, в то время как подшипники, эксплуатируемые при высоких температурах, покрываются карбидом хрома, нержавеющими сталями, а также сплавами с высоким содержанием хрома и никеля.
Комбинированный эффект эрозии и коррозии, который наблюдается в клапанах и их седлах для регулирования пара, воды, масла и т. Д., Может быть уменьшен и компенсирован отложениями, образованными при наплавке аустенитными сплавами нержавеющей стали.
Режущие кромки, работающие при нормальных температурах, такие как ножницы по металлу, пуансоны, измельчители корма (для кормов), инструменты для зачистки земли, долота для бурения земли, лезвия измельчителей и т. Д., Должны быть покрыты материалом, обладающим самозатачивающимися свойствами; Этому условию хорошо служат отложения карбида вольфрама.
Поверхности, подвергаемые воздействию высоких температур, например, седла клапанов двигателя, горячее волочение или штампы для горячей штамповки и т. Д., Требуют ударной вязкости, прочности в горячем состоянии, сопротивления ползучести, стойкости к окислению и стойкости к эрозии выхлопных газов. В качестве наплавочного материала для этих целей лучше всего подходят сплавы Cr-Co-W, аустенитные стали, мартенситные среднеуглеродистые стали и сплавы типа Ni-Cr-Mo.
В качестве наплавочного материала для этих целей лучше всего подходят сплавы Cr-Co-W, аустенитные стали, мартенситные среднеуглеродистые стали и сплавы типа Ni-Cr-Mo.
Покрытие одинаково применимо как для изготовления новых, так и для восстановления изношенных деталей.В обоих случаях это продлевает срок службы продукта и экономит дорогостоящие материалы.
Существует бесчисленное множество инженерных продуктов, которые регулярно обрабатываются, чтобы поддерживать их в рабочем состоянии до тех пор, пока они не станут экономически жизнеспособными.
В частности, наплавка используется при производстве или утилизации следующих типов оборудования:
1. Части сельскохозяйственного и землеройного оборудования, такие как опорные валки тракторов, зубья ковша, лапы плуга, конусы бурового станка, цапфа бульдозера, ковши драглайна, щетки культиватора, задний проход для копания и т. Д.
2. Оборудование для дробления угля и цемента, а также металлургические заводы, такие как формы, челюсти дробилки, конусы доменных печей, дробильные валки и молотки, конвейерные шнеки, шнеки для сбора угля, лопасти асфальтосмесителя и т. Д.
Д.
3. Кузнечные и прессовые детали, такие как штампы, пуансоны и т. Д.
4. Буровые установки и угольные фрезы, например буровые долота, резцы и т. Д.
5. Режущие инструменты, такие как обжимные лемехи, инструменты для резки, сверления, развёртывания и фрезерования и т. Д.
6. Валки прокатных станов.
7. Ободья железнодорожных колес, острия рельсов, соединения и крестовины.
8. Клапаны и седла клапанов двигателей внутреннего сгорания.
9. Сосуды под давлением и резервуары для хранения.
10. Ножи и ножи, такие как измельчитель кормов (для кормов), лезвия грейдера, ножи для мельниц и т. Д.
Типы покрытия игровых площадок | Landscape Structures, Inc.
Доступное покрытие детской площадки
Когда дело доходит до выбора поверхности для общественных игровых площадок, таких как школы или парки, есть несколько вариантов, которые следует учитывать, которые являются одновременно безопасными и инклюзивными. Эти варианты сгруппированы в две основные категории наплавки: насыпные и унитарные.
Эти варианты сгруппированы в две основные категории наплавки: насыпные и унитарные.
Насыпной материал: резиновая мульча, щепа, песок, гравий и многое другое
Материал насыпного типа обычно укладывается вручную для создания ровной поверхности на всей игровой площадке. Резиновая мульча, инженерное древесное волокно (EWF), песок для детских площадок, мелкий гравий и другие сыпучие материалы считаются сыпучими материалами. Несмотря на то, что материал с сыпучим наполнителем имеет наименьшие начальные затраты и прост в установке, он также требует более частого обслуживания, чтобы соответствовать требованиям безопасности и рекомендациям ADA.
Материал с неплотным наполнителем сжимается не менее чем на 25 процентов с течением времени из-за использования и погодных условий, и его необходимо пополнять, чтобы покрытие оставалось на соответствующей глубине для адекватной амортизации падений. Вообще говоря, под игровым оборудованием и вокруг него рекомендуется 12 дюймов рыхлого материала. Такие вещи, как осколки стекла, другие острые предметы или отходы животноводства, могут быть захоронены в рыхлом материале, создавая потенциальную опасность, требующую пополнения и / или замены материала время от времени.
Такие вещи, как осколки стекла, другие острые предметы или отходы животноводства, могут быть захоронены в рыхлом материале, создавая потенциальную опасность, требующую пополнения и / или замены материала время от времени.
Унитарные материалы: резиновые коврики, плитки, заливочные материалы и др.
Унитарные материалы представляют собой резиновые маты и плитки или комбинацию энергопоглощающих материалов, удерживаемых на месте связующим, которое можно заливать на место на площадке игровой площадки, а затем отверждать для образования единой амортизирующей поверхности.
Унитарные поверхности включают заливную резину, склеиваемую резину, сцепляющуюся упругую плитку и синтетический газон или траву с защитной подкладкой для защиты от падений.Хотя первоначальные затраты выше, чем у насыпных покрытий, унитарные покрытия могут быть дешевле в долгосрочной перспективе из-за их высокой прочности и низких затрат на обслуживание. Унитарное покрытие также чрезвычайно безопасно и гарантирует полную доступность и простоту использования для детей и взрослых с ограниченными возможностями.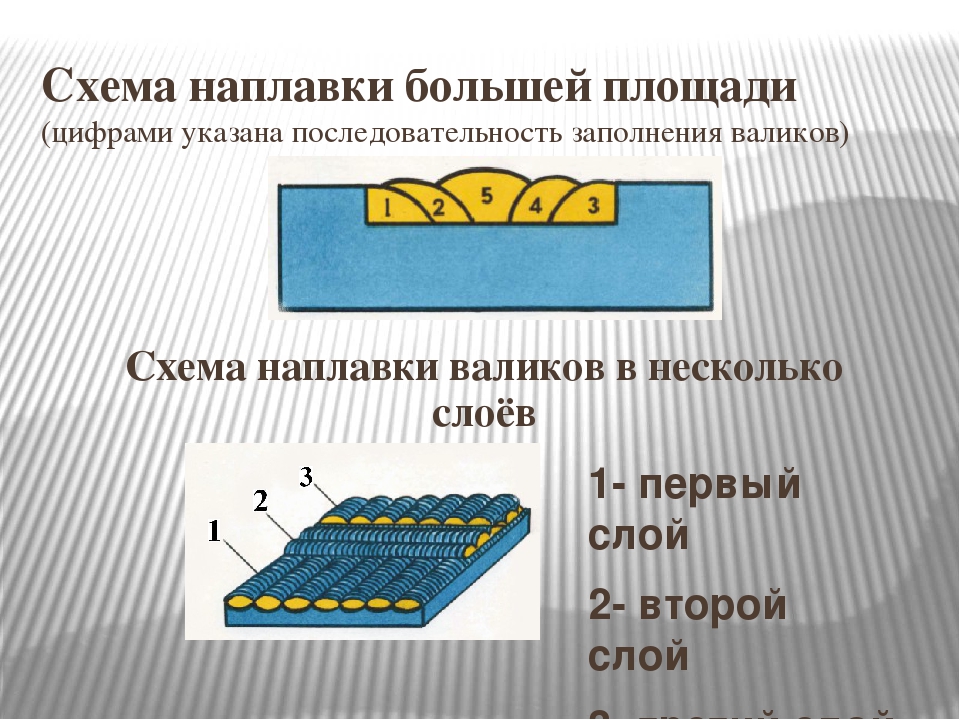 Прорезиненное покрытие для заливки и приклеивания также доступно в широком разнообразии цветов и форм, чтобы сделать игровые площадки более привлекательными для детей и родителей.
Прорезиненное покрытие для заливки и приклеивания также доступно в широком разнообразии цветов и форм, чтобы сделать игровые площадки более привлекательными для детей и родителей.
Все, что вам нужно знать о дорожных покрытиях | by Mac Surfacing
Дорожное покрытие или тротуар — это прочный поверхностный материал, размещаемый на участке, предназначенном для движения босиком или транспортных средств, например на пешеходной дорожке или дороге.В последние годы широко использовались гранитные покрытия, дорожные покрытия из булыжника и гравия, но эти поверхности заменяются бетоном и асфальтом, уложенным на утрамбованном грунте.
Drive выполняет важную функцию в развитии экономики и общества, выступая в качестве неотъемлемого сектора транспортной отрасли. Дороги нуждаются в шлифовке для поддержания хорошего состояния. Поверхность дороги всегда должна иметь нужный уровень гладкости и сцепления с дорогой, при этом необходимо заботиться о грунте.Идеально выполненное дорожное покрытие необходимо для дорог с большим объемом, чтобы поддерживать плавный поток движения. В большинстве случаев автомобилисты уязвимы для ДТП, если дорожное покрытие не в хорошем состоянии.
В большинстве случаев автомобилисты уязвимы для ДТП, если дорожное покрытие не в хорошем состоянии.
В этой статье автор акцентирует внимание на методах наплавки и используемых материалах.
Асфальт
Асфальт, иногда называемый гибким покрытием, является одним из популярных видов строительства с момента его появления в начале 1920-х годов.В этой технике покрытия толстый слой асфальта укладывается поверх столь же массивного гравийного основания. Преимущества этого типа дорожного покрытия заключаются в том, что тротуар производит относительно незначительный шум. Он имеет относительно небольшую стоимость по сравнению с другими материалами, а также его легко обслуживать и ремонтировать. Однако асфальт имеет некоторые недостатки. Он значительно менее прочен и прочен, чем другой тип выбора.
Бетон
Бетон — еще один предпочтительный выбор для дорожного покрытия, хотя он в основном используется для местных дорог и других видов строительства. Бетонное покрытие выполняется с использованием смеси крупного заполнителя, портландцемента, песка и воды. Существует несколько типов реальных бетонных дорожных покрытий CRCP, JPCP и JRCP. Единственная отличительная особенность — это система стыков, которая предотвращает образование трещин. Бетон долговечнее асфальта, но его установка и уход довольно дороги.
Бетонное покрытие выполняется с использованием смеси крупного заполнителя, портландцемента, песка и воды. Существует несколько типов реальных бетонных дорожных покрытий CRCP, JPCP и JRCP. Единственная отличительная особенность — это система стыков, которая предотвращает образование трещин. Бетон долговечнее асфальта, но его установка и уход довольно дороги.
Композитное
Композитное дорожное покрытие сочетает в себе асфальт с подслоем портландцементного бетона. Этот тип строительства в основном связан с переработкой, обслуживанием и восстановлением дорог.Композитное дорожное покрытие используется двумя способами. Слои асфальта укладываются на поврежденную поверхность для восстановления гладкой поверхности износа. Недостатком метода покрытия асфальта является то, что любое движение между швами всегда вызывает трещины в асфальте. В качестве альтернативы тротуар можно сломать и усадить, образуя новую поверхность.
Битумные решения
Битумные покрытия дорог и другие временные решения подходят для использования в условиях небольшого движения. Есть несколько вариантов битумной поверхности, они включают герметизацию Otta, технологию герметизации стружки и покрытие тонкой мембраной.Их чаще используют в качестве уплотнительных покрытий, чем в качестве полных дорожных покрытий.
Есть несколько вариантов битумной поверхности, они включают герметизацию Otta, технологию герметизации стружки и покрытие тонкой мембраной.Их чаще используют в качестве уплотнительных покрытий, чем в качестве полных дорожных покрытий.
Переработка
Проблемные материалы повторно используются при ремонте проезжей части. Существует три классических строительных метода утилизации поврежденного покрытия. Это горячая / холодная переработка на месте, рекультивация на всю глубину и шлифовка. Растирание — это процесс доведения дороги до уровня гравия с последующим нанесением нового покрытия. Как горячая, так и холодная переработка предполагает использование битумного покрытия при разных температурах, чтобы укрепить дорогу.Рекультивация на полную глубину включает добавление вяжущих и полное измельчение.
В зависимости от предполагаемой дороги могут применяться различные методы дорожного покрытия.
Источник: Щелкните здесь
Параметры поверхности | UltraPlay
Варианты покрытия
Почему важна безопасная облицовка?
Детские площадки — это веселые места, где дети учатся и растут физически и умственно. Всем скалолазания и скольжения присущ тот факт, что игровые площадки также могут быть опасными местами, где дети могут случайно упасть и получить травму.Таким образом, использование эластичного, смягчающего удар защитного покрытия просто направлено на снижение вероятности того, что ребенок может получить серьезные травмы в результате падения в условиях коммерческой игры. Важно помнить, что ребенок может использовать только два или три разных игрового инвентаря, но каждый ребенок, выходящий на игровую площадку, взаимодействует с поверхностью.
Всем скалолазания и скольжения присущ тот факт, что игровые площадки также могут быть опасными местами, где дети могут случайно упасть и получить травму.Таким образом, использование эластичного, смягчающего удар защитного покрытия просто направлено на снижение вероятности того, что ребенок может получить серьезные травмы в результате падения в условиях коммерческой игры. Важно помнить, что ребенок может использовать только два или три разных игрового инвентаря, но каждый ребенок, выходящий на игровую площадку, взаимодействует с поверхностью.
Совершенно очевидно, что падение на амортизирующую поверхность с меньшей вероятностью приведет к серьезной травме, чем падение на твердую поверхность.Поскольку травмы головы при падении потенциально опасны для жизни, чем больше амортизирующая поверхность может быть сделана, тем больше вероятность уменьшения тяжести травмы. Однако следует понимать, что все травмы в результате падений на детской площадке невозможно предотвратить независимо от того, какой тип материала покрытия игровой площадки используется.
Мощеные поверхности, такие как асфальт, бетон, гравий или дерн, не подходят для использования под игровым оборудованием или где-либо в пределах игрового пространства.Коммерческое игровое оборудование, такое как конструкции UPlay Today ™, нельзя устанавливать на твердых, неупругих поверхностях, подобных этим, без использования защитной поверхности. Владелец игровой площадки несет ответственность за обеспечение того, чтобы область непосредственно под и вокруг любого игрового оборудования содержала соответствующее количество упругого материала для защиты от случайных падений.
Типы наплавок
Есть две категории защитных наплавок: унитарные и с неплотным заполнением.
Унитарные материалы — это материалы, которые обычно устанавливаются как постоянное решение и имеют гладкую и бесшовную поверхность.Этот тип покрытия включает резиновую плитку, заливную резину, склеенную резину и некоторые изделия из синтетического дерна нового поколения. Эти материалы обычно требуют установки обученными профессионалами в области покрытия поверхностей и могут быть довольно дорогими, а в некоторых случаях стоить столько же или больше, чем фактическое оборудование. Ухоженная цельная поверхность, по которой легко ходить или переворачиваться, часто является лучшим выбором для доступной игровой площадки.
Ухоженная цельная поверхность, по которой легко ходить или переворачиваться, часто является лучшим выбором для доступной игровой площадки.
Наполнитель со свободным заполнением, как следует из названия, относится к мелким, рыхлым или мелко измельченным материалам, которые обычно закупаются оптом.Эти материалы включают древесное волокно, мелкий гравий, песок и измельченную / переработанную резину. Эти материалы выкладываются в игровом пространстве с помощью небольшого погрузчика или вручную. Покрытие с неплотным заполнением является рентабельным, а его относительная простота в обращении делает его идеальным выбором для игровых площадок, где бюджет важен, и добровольцы будут выполнять большую часть работы по установке. Рыхлое покрытие обычно удерживается на месте за счет использования бордюров игровой площадки, размещаемых по периметру игрового пространства.Эти бордюры относительно дешевы, не требуют обслуживания, долговечны и, что наиболее важно, предотвращают вымывание сыпучих материалов заполнения. Покрытие с неплотным заполнением требует периодической «доливки» в течение всего срока службы из-за естественного осаждения.
Покрытие с неплотным заполнением требует периодической «доливки» в течение всего срока службы из-за естественного осаждения.
Три типа защитных покрытий рекомендуются для использования с оборудованием UPlay Today ™ и наиболее эффективно работают с регулируемой системой нижнего колонтитула системы. К ним относятся инженерное древесное волокно, резиновая плитка или резина, заливаемая на месте. Ниже приводится краткое описание каждого из них:
Engineered Wood Fibre
|
 рекомендуемая глубина и соответствие стандартам и гарантии
рекомендуемая глубина и соответствие стандартам и гарантииРезиновая плитка
|
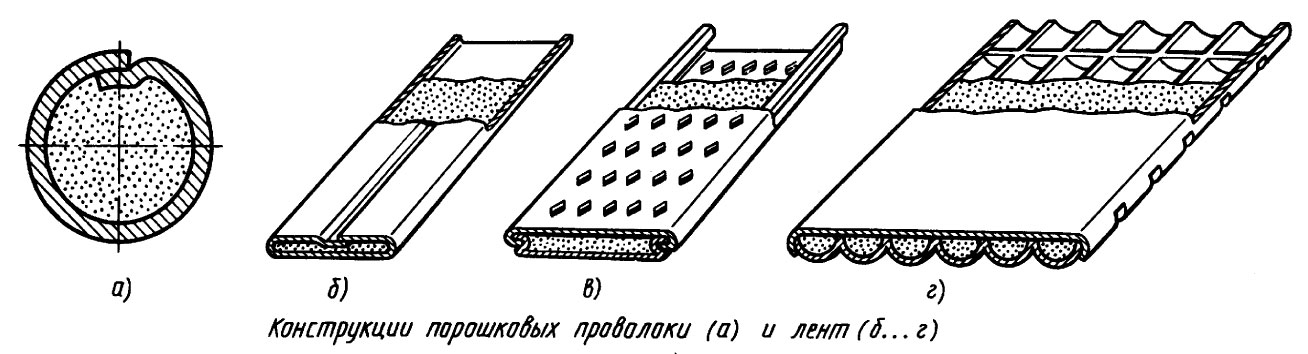 Этот продукт в нашей Галерее продуктов
Этот продукт в нашей Галерее продуктовЗаливка по месту
|
Глубина покрытия
Самая высокая игровая поверхность или элемент игрового оборудования, на котором может стоять ребенок, определяет критическую высоту падения оборудования. Защитное покрытие должно соответствовать минимальным требованиям к эффективности в отношении амортизации ударов с учетом этой критической высоты падения. Это известно как ослабление удара. Различная глубина или толщина защитных покрытий должны соответствовать требованиям по ослаблению ударов в зависимости от используемого оборудования.
Защитное покрытие должно соответствовать минимальным требованиям к эффективности в отношении амортизации ударов с учетом этой критической высоты падения. Это известно как ослабление удара. Различная глубина или толщина защитных покрытий должны соответствовать требованиям по ослаблению ударов в зависимости от используемого оборудования.
При использовании рыхлых наплавочных материалов рекомендуется минимальная глубина 9 дюймов. UPlay Today ™ рекомендует дополнительные 3 дюйма, в общей сложности 12 дюймов, чтобы помочь снизить характеристики быстрого уплотнения этих материалов.Поверхности необходимо проверять не реже одного раза в неделю на предмет уплотнения, что значительно снизит упругость материала и его амортизационные характеристики. Изношенные поверхности вокруг оборудования следует восстанавливать, а бетонные опоры никогда не должны открываться. Проверьте поверхность под качелями, горками и участками с интенсивным движением на предмет эрозии и кратеров и при необходимости восстановите поверхность.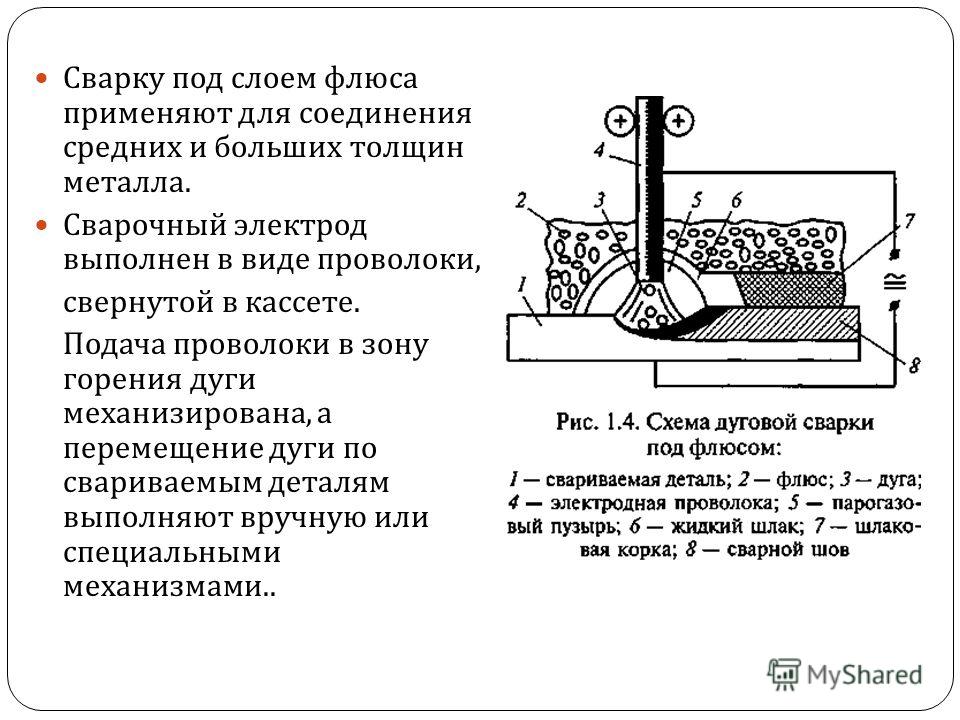 Ежегодная «доливка» рыхлого покрытия должна быть регулярной частью любого графика обслуживания игровой площадки. Рекомендуется отметить вертикальные стойки с идеальной высотой, необходимой для размещения рыхлого заполнителя, в качестве быстрого визуального ориентира.
Ежегодная «доливка» рыхлого покрытия должна быть регулярной частью любого графика обслуживания игровой площадки. Рекомендуется отметить вертикальные стойки с идеальной высотой, необходимой для размещения рыхлого заполнителя, в качестве быстрого визуального ориентира.
Резиновые плитки и заливная резина также должны соответствовать различным требованиям к толщине, чтобы обеспечить необходимое ослабление удара, определяемое критической высотой падения оборудования. Эта требуемая толщина изготавливается для резиновых плиток и указывается при покупке на основе самой высокой обозначенной игровой поверхности оборудования. Резиновые плитки UPlay Today ™ имеют толщину 2 ½ дюйма, что обеспечивает необходимое смягчение ударов с высоты 6 футов, самой высокой игровой поверхности на этом оборудовании.Толщина литой резины, используемой с игровыми системами UPlay Today ™, также должна быть не менее 2 ½ дюйма.
Что такое наплавка? — TWI
Наплавка, или инженерия поверхности, используются для описания процесса изменения характеристик поверхности компонента для достижения улучшения свойств поверхности. Одна из целей состоит в том, чтобы сделать возможной разработку и производство компонентов с сочетанием объемных и поверхностных свойств, недостижимых для компонента из единого монолитного материала.
Одна из целей состоит в том, чтобы сделать возможной разработку и производство компонентов с сочетанием объемных и поверхностных свойств, недостижимых для компонента из единого монолитного материала.
Существует множество способов наплавки, которые можно использовать для нанесения покрытия или изменения структуры поверхности. Они варьируются от более традиционных гальванических покрытий, наплавки, термического напыления и термохимической обработки (науглероживание, азотирование) до новых технологий, таких как физическое осаждение из паровой фазы (PVD), химическое осаждение из паровой фазы (CVD), ионная имплантация, лазерная модификация поверхности, плазма. термохимическая диффузионная обработка и холодное напыление.
Толщина покрытия варьируется от нескольких миллиметров для наплавленных покрытий до нескольких микрон для покрытий PVD и CVD; в то время как глубина модификации поверхности может варьироваться от 0.5 микрон или меньше для ионной имплантации, до более миллиметра для азотирования. Точно так же свойства покрытия могут значительно различаться. Например, поверхностная твердость может быть изменена до 1000 HV для азотированных сталей и до 3500 HV с нанесением покрытия TiN PVD.
Точно так же свойства покрытия могут значительно различаться. Например, поверхностная твердость может быть изменена до 1000 HV для азотированных сталей и до 3500 HV с нанесением покрытия TiN PVD.
Доступных покрытий и обработок настолько много, и их количество продолжает расти, что делает выбор сложной задачей для неспециалистов. Несколько альтернативных способов обработки поверхности часто могут обеспечить приемлемые решения в данной области применения.Окончательный выбор должен учитывать стоимость и практичность обработки, принимая во внимание состав, размер и форму соответствующего компонента.
Дополнительная информация
Что такое физическое осаждение из паровой фазы (PVD)?
Что такое химическое осаждение из паровой фазы (CVD)?
Что такое покрытие?
Что такое опрыскивание?
Что такое наплавка?
Проектирование поверхностей в TWI
См. Дополнительную информацию о материалах и управлении коррозией или свяжитесь с нами.
Какие бывают типы игровых поверхностей?
Когда дело доходит до вариантов поверхности игровой площадки, имеет значение, какой материал вы выберете.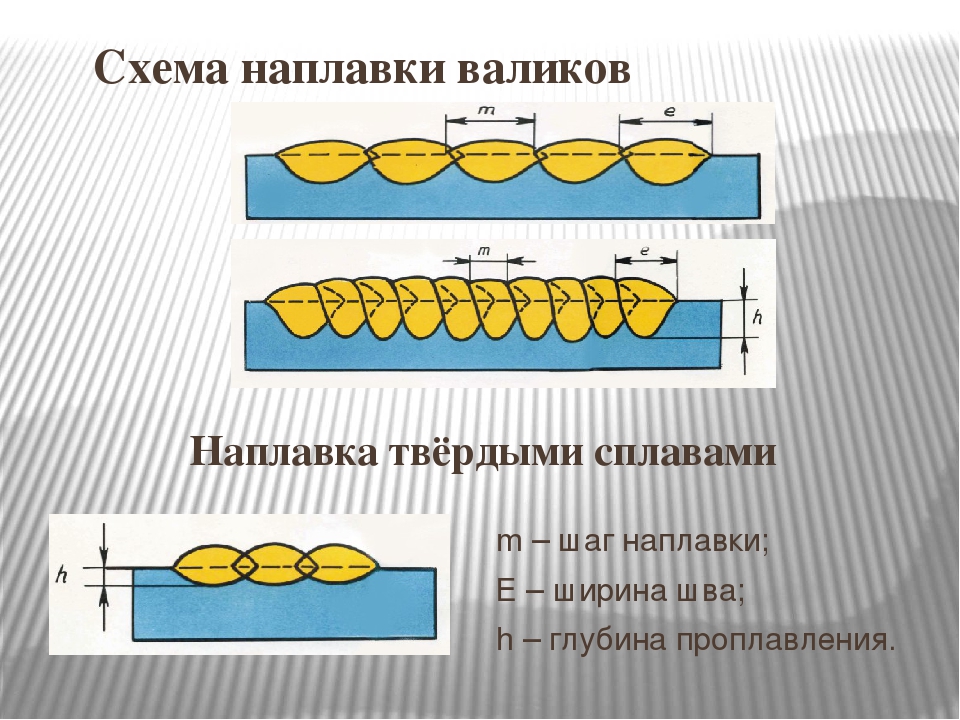 Некоторые поверхности обеспечивают превосходную защиту от падений на игровой площадке, в то время как другие материалы просто небезопасны. Вы хотите установить на игровую площадку материал, который смягчит падение и впишется в ваш бюджет.
Некоторые поверхности обеспечивают превосходную защиту от падений на игровой площадке, в то время как другие материалы просто небезопасны. Вы хотите установить на игровую площадку материал, который смягчит падение и впишется в ваш бюджет.
Свяжитесь с нами сегодня
Падения на игровые площадки — это причина номер один, по которой детей отправляют в отделение неотложной помощи.Хотя царапина на колене может не беспокоить, некоторые травмы, связанные с падением, серьезны. Например, по данным Центров по контролю и профилактике заболеваний (CDC), более 20 000 детей ежегодно проходят лечение от черепно-мозговой травмы (ЧМТ) на игровой площадке.
Правильно установленная амортизирующая поверхность жизненно важна для создания безопасной игровой площадки. Вероятность получения травмы на поверхности, поглощающей удары, составляет менее половины по сравнению с поверхностью, не поглощающей удары. Дети должны чувствовать себя в безопасности и счастливы во время игры, и качественный материал поверхности является важной частью этого.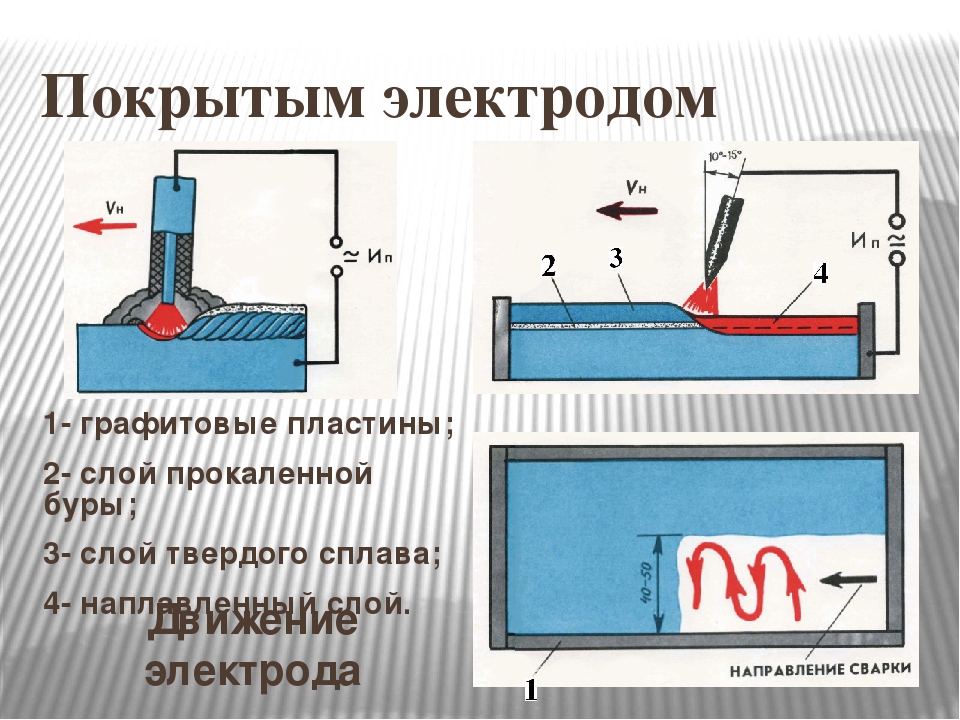
Выбрать подходящее покрытие для игровой площадки не так сложно, как может показаться. Однако вам нужно будет учитывать определенные факторы, такие как ваш бюджет, размер вашей игровой площадки и видение вашего сообщества. Когда дело доходит до этого, безопасность всегда должна быть приоритетом при выборе поверхности.
В Zeager Bros., Inc. мы десятилетиями помогаем владельцам детских площадок выбрать лучшее покрытие для игровых площадок. Если вам интересно, какой тип материала покрытия игровой площадки выбрать, позвольте нам помочь вам начать работу.Мы покажем вам различные типы игровых поверхностей для игровых площадок и разберем каждый из них, чтобы изучить плюсы и минусы. К тому времени, как вы закончите читать этот пост, вы будете лучше понимать идеальную поверхность для вас и детей, которым не терпится поиграть на вашей игровой площадке.
Варианты покрытия игровой площадки
Существует два основных типа материалов покрытия игровых площадок — цельнолитые и насыпные. Все типы игровых поверхностей должны быть протестированы и соответствовать ASTM F1292 — стандарту по снижению ударов.Мы покажем вам, что представляет собой каждая категория, включая преимущества и недостатки.
Все типы игровых поверхностей должны быть протестированы и соответствовать ASTM F1292 — стандарту по снижению ударов.Мы покажем вам, что представляет собой каждая категория, включая преимущества и недостатки.
- Сыпучая насыпь: Мелкий гравий, песок, сыпучая резина руля (LFR) и древесное волокно (EWF) — все это примеры сыпучих материалов. Эти материалы являются натуральными (кроме LFR) и не содержат химикатов или связующих, удерживающих их вместе. Как правило, рекомендуется устанавливать и поддерживать толщину 12 дюймов со всеми сыпучими материалами поверхности заполнения из-за естественного уплотнения и рассыпания.
- Унитарная: Унитарная поверхность — это связанные элементы, сформированные в плитку или прокат, например, газон. Эти поверхности включают резиновую плитку, искусственный газон, наливную резину (PIP) или ковровые покрытия. Унитарные поверхности могут быть изготовлены из переработанных шин, нейлона или других синтетических элементов.

Сыпучий наполнитель по сравнению с унитаром для наружных игровых площадок
Сыпучие и цельные поверхности могут быть безопасным выбором, поэтому легко застрять, выбирая между ними.Возможно, вы захотите поговорить с экспертом, чтобы точно знать, что вы получаете.
В противном случае, вот несколько плюсов и минусов, которые помогут вам принять решение. Помните, что у вас также есть возможность комбинировать на детской площадке как рыхлые, так и цельные поверхности, если это соответствует вашим потребностям.
A) Узнайте больше о вариантах покрытия игровой площадки с сыпучим наполнением
Профили со свободным заполнением
Каковы преимущества поверхностей с неплотным заполнением? Поверхности игровых площадок с неплотным заполнением обычно доступны по цене, просты в установке, обеспечивают хороший дренаж и обычно обеспечивают исключительную защиту от падений.
Кроме того, сыпучие материалы, такие как EWF, прекрасно вписываются в окружающую природу и дополняют экологичные игровые площадки. Например, легко представить дорожки EWF и наземное пространство на детской площадке, окруженной деревьями. В отличие от ландшафтной мульчи, EWF изготавливается из чистой древесной щепы, поэтому она намного чище и безопасна.
Например, легко представить дорожки EWF и наземное пространство на детской площадке, окруженной деревьями. В отличие от ландшафтной мульчи, EWF изготавливается из чистой древесной щепы, поэтому она намного чище и безопасна.
Сыпучие минусы
Недостаток поверхностей с рыхлым заполнением заключается в том, что они требуют большего ухода, поскольку их часто выбрасывают из часто используемых зон.В результате поверхности с неплотным заполнением необходимо регулярно разгребать, пополнять и уплотнять, чтобы обеспечить безопасность и доступность, что также может увеличить расходы на техническое обслуживание. Тем не менее, вы можете установить изнашиваемые коврики различных размеров, чтобы предотвратить смещение незакрепленного материала.
Техническое обслуживание по-прежнему требуется даже с износостойкими ковриками, но они помогут сократить время, необходимое для заполнения поверхностных материалов на часто используемых игровых площадках. Они также помогают обеспечить безопасность и доступность участков между проверками технического обслуживания.
Некоторые производители имеют сертифицированные маты для работы при определенной высоте падения. Перед установкой изнашиваемых ковриков узнайте у своего поставщика результаты работы и убедитесь, что коврики не снизят безопасность игровой площадки. Рабочие по обслуживанию должны по-прежнему проводить регулярные проверки, чтобы убедиться, что коврик гладкий и ровный, а также соответствует Закону об американцах с ограниченными возможностями (ADA).
Мы также рекомендуем устанавливать защитные коврики не только под качелями и у выходов из горки, но и под оборудованием, таким как переходные платформы и игровые панели, чтобы помочь детям с ограниченными возможностями легко получить доступ ко всем игровым площадкам.
Типы материалов для поверхностей игровых площадок с сыпучим наполнением
Существует всего несколько основных типов поверхностей игровых площадок с сыпучим заполнением — например, EWF, мелкий гравий и песок. Однако, несмотря на то, что они считаются безопасными материалами для поверхности игровой площадки, все же есть причины внимательно изучить каждый из них, чтобы вы могли выбрать материал пола для игровой площадки, который лучше всего подойдет для вашей игровой площадки. Давайте посмотрим на каждый тип, чтобы увидеть различия.
Давайте посмотрим на каждый тип, чтобы увидеть различия.
1. EWF
EWF — безусловно, самый безопасный сыпучий материал для детской площадки.Наш EWF полностью натурален, сплетен для уплотнения и создания гладкой, доступной поверхности и более доступен по цене, чем цельные поверхности. EWF также обеспечивает отличное поглощение ударов, прост в установке и лучше удерживается на месте, чем другие сыпучие материалы, что делает его популярным. EWF требует регулярного обслуживания, особенно в зонах интенсивного использования, таких как под качелями, где крошечные ножки часто отбрасывают сыпучие материалы. Также важно убедиться, что вы держите EWF на нужной глубине — не менее 9 дюймов — и чтобы в этом месте был хороший дренаж, чтобы максимально продлить срок службы EWF.
Свяжитесь с нами сегодня
Персонал объекта может установить, отремонтировать и обслуживать EWF, при этом профессиональная помощь не требуется. Износостойкие коврики могут помочь предотвратить смещение, и вы можете легко установить изнашиваемые коврики под качелями, горками, альпинистами или в других местах с интенсивным использованием.
2. Мелкий гравий
Мелкий гравий недорогой, простой в установке и обычно не привлекает насекомых. Также он дренирует лучше, чем песок. Однако дети в инвалидных колясках или с мобильными устройствами не могут перемещаться по гравию так же легко, как по другим материалам.Кроме того, хотя гравий может смягчить падение, он не очень безопасен для маленьких детей, потому что они могут есть мелкий гравий или класть его себе в нос, уши или рот. Наконец, мелкий гравий требует постоянного ухода, чтобы поддерживать его на безопасном уровне и проверять наличие скрытых предметов.
3. Песок
Как и гравий, песок также доступен по цене, прост в установке и обеспечивает хорошую амортизацию. Однако он может скрывать острые предметы, отходы животного происхождения и другой мусор. У детей может возникнуть соблазн поесть или бросить песок, и они могут унести его домой на своей одежде и обуви.Песок требует постоянного ухода и сгребания для пополнения уровней и проверки на предмет скрытых предметов или вредителей. Как и мелкий гравий, он тоже не считается доступным.
Как и мелкий гравий, он тоже не считается доступным.
EWF — лучший вариант для сыпучих материалов
Все дети должны иметь возможность использовать свою общественную или школьную игровую площадку. По этой причине EWF является идеальным вариантом покрытия игровой площадки, поскольку он экономичен, безопасен, отлично выглядит и доступен при правильной установке и обслуживании.
B) Узнайте больше о вариантах покрытия вашей унитарной игровой площадки
Унитарные Профи
Унитарные поверхности не требуют большого ухода, поэтому они желательны для тех, у кого большой бюджет, но меньше обслуживающего персонала.Унитарные поверхности также обычно имеют более длительную гарантию, за исключением случаев, когда они размещаются в зонах интенсивного использования. Наконец, унитарные поверхности доступны во множестве цветов, поэтому вы можете создавать оригинальные темы на своей игровой площадке.
Унитарные Минусы
К недостаткам унитарных поверхностей относятся более высокие затраты на установку и материалы, необходимость в профессиональном монтаже, летом они могут сильно нагреваться, и они, как правило, не такие эластичные, как сыпучие материалы. Всегда просите показать результаты тестов или сертификаты, чтобы убедиться, что вы получаете поверхность, которая защитит вас и детей, использующих игровую площадку.Рекомендуется посмотреть фактические результаты испытаний Gmax и HIC (Head Injury Criteria) на определенной высоте вашего наибольшего падения с оборудованием игровой площадки, чтобы убедиться, что показания по крайней мере на 20% ниже критериев прохождения 200 Gs / 1000 HIC, потому что унитарные поверхности со временем станут тверже. Обратитесь к своему поставщику за их гарантией производительности.
Всегда просите показать результаты тестов или сертификаты, чтобы убедиться, что вы получаете поверхность, которая защитит вас и детей, использующих игровую площадку.Рекомендуется посмотреть фактические результаты испытаний Gmax и HIC (Head Injury Criteria) на определенной высоте вашего наибольшего падения с оборудованием игровой площадки, чтобы убедиться, что показания по крайней мере на 20% ниже критериев прохождения 200 Gs / 1000 HIC, потому что унитарные поверхности со временем станут тверже. Обратитесь к своему поставщику за их гарантией производительности.
Мы также рекомендуем проверять единые поверхности на амортизацию ударов время от времени или, по крайней мере, в течение трех лет.С унитарными поверхностями вы не можете увидеть, что происходит под верхним слоем, в отличие от поверхности с неплотным заполнением. Поверхность может казаться неповрежденной, но возможно, что она начала затвердевать или разрушаться под первым слоем, и она не будет работать должным образом. Чтобы определить безопасность унитарной поверхности после установки, вам нужно будет попросить профессионала провести тест. Ознакомьтесь с нашей брошюрой, чтобы узнать больше об услугах по тестированию игровых площадок, которые мы предоставляем в Zeager.
Ознакомьтесь с нашей брошюрой, чтобы узнать больше об услугах по тестированию игровых площадок, которые мы предоставляем в Zeager.
Некоторые эксперты также предполагают, что переломы длинных костей, такие как травмы запястья и голеностопного сустава, более вероятны при использовании унитарного продукта, чем у продукта с неплотным наполнением, потому что свободные поверхности будут двигаться при ударе, а не оставаться на месте, как унитарные поверхности.Для
Для подтверждения этого необходимо провестиисследований mal.
Варианты облицовки унитарных детских площадок
Существуют три основных типа унитарных покрытий игровых площадок — PIP, резиновая плитка и синтетический газон. Каждый тип предлагает уникальные особенности и проблемы.
1. PIP
PIP выглядит фантастически, потому что доступен в различных цветах и дизайнах. Этот материал состоит из слоя износа из частиц каучука и верхнего отделочного слоя из зернистых частиц. PIP имеет очень гладкую поверхность, что облегчает доступ детей с мобильными устройствами к оборудованию. Обычно он требует низких затрат на техническое обслуживание и обеспечивает отличную амортизацию.
PIP имеет очень гладкую поверхность, что облегчает доступ детей с мобильными устройствами к оборудованию. Обычно он требует низких затрат на техническое обслуживание и обеспечивает отличную амортизацию.
Однако, если у вас нет большого бюджета, PIP определенно не является mos
.т доступный выбор. Установка PIP является дорогостоящей и требует, чтобы профессионалы залили резину на месте. Обученные или сертифицированные установщики должны при необходимости восстанавливать PIP — никто не может это сделать. Распространенные проблемы включают растрескивание или отслаивание после многих лет использования или воздействия элементов и твердение со временем.Иногда неправильная установка может привести к поломке. Однако в целом поддерживать PIP несложно.
Вы можете добавить резиновые покрытия на свою игровую площадку за небольшую часть стоимости. Например, вы можете установить поверхность EWF на большей части игровой площадки и разместить наши маты TuffMats® под часто используемым оборудованием, чтобы получить лучшее из обоих миров.
2. Плитка резиновая
Резиновые плитки изготовлены из склеенной резины и сформированы в виде квадратов размером 2 на 2 фута со смежными сторонами.Резиновая плитка также является отличным выбором с точки зрения доступности, но, как и поверхности PIP, дороже, чем сыпучие материалы, и требует профессиональной установки. Кроме того, резиновые плитки могут со временем скручиваться по краям, вызывая опасность споткнуться, или между трещинами может скапливаться грязь. Все единичные поверхности необходимо подметать и регулярно чистить.
3. Синтетический газон
Синтетический газон чаще всего встречается на спортивных площадках по всей стране, но его также можно использовать на детских площадках или в закрытых игровых площадках.В общем, синтетический газон изготавливается из искусственных травинок и резиновых наполнителей, чтобы создать вид настоящей травы, но с гораздо лучшим смягчением ударов. За синтетическим покрытием легко ухаживать, и вам не нужно беспокоиться о том, что предметы потеряются в «траве». Синтетический газон также является доступным материалом для покрытия игровой площадки.
Синтетический газон также является доступным материалом для покрытия игровой площадки.
Как и другие унитарные покрытия, синтетический газон дороже поверхностей с сыпучим наполнителем и требует профессиональной укладки. Кроме того, на синтетическом газоне может накапливаться статическое электричество, и для покрытия может потребоваться антистатический раствор
.ед.Мы предлагаем синтетическую траву RecBase®, чтобы вы могли создать внешний вид настоящей травы без хлопот по уходу. Наша база данных RecBase также соответствует стандартам ADA и методам полевых испытаний ASTM F1292 и F3313 для ослабления ударов.
Факторы, которые следует учитывать при выборе поверхности игровой площадки
Давайте будем честными — идеальной поверхности не бывает. Тем не менее, поверхность должна быть полным комплектом — безопасной, доступной, доступной, доступной по цене и, конечно же, вписываться в ваш бюджет.Давайте рассмотрим все наиболее важные факторы, которые необходимо учитывать перед покупкой.
1. Безопасность
Как владелец игровой площадки, главный фактор, который следует учитывать при выборе поверхности, — это уровень защиты детской площадки от падения с высоты, который вы хотите получить. Некоторые поверхности небезопасны для открытых игровых площадок. Как убедиться, что желаемый продукт безопасен? Вам нужно только спросить продавца или производителя.
Спросите у поставщика результаты испытаний ASTM F1292 и проверяли ли они поверхность в полевых условиях (ASTM F3313).Выясните, почти не работают ли цифры или достаточно места. Иногда суровые погодные условия могут повлиять на устойчивость поверхности, поэтому вы должны учитывать это при просмотре результатов испытаний.
Если вы планируете установить EWF, получите результаты испытаний для ASTM F2075, который является стандартной спецификацией для EWF для использования в качестве поверхности игровой площадки. При использовании LFR вы также можете запросить ASTM F3012, стандартную спецификацию для резины с сыпучим наполнителем, которая ищет опасные металлы, такие как ртуть, свинец и мышьяк, а также случайные металлы, которые могут застрять внутри резиновых гранул, которые могут проткнуть резину и нанести вред детской коже.
Когда придет время покупать и устанавливать поверхность по вашему выбору, помните следующие советы по безопасности:
- Поверхности падения должны иметь глубину не менее 12 дюймов.
- Защитные поверхности должны выступать не менее чем на 6 футов во всех направлениях от игрового оборудования. (Кроме того, в поворотных зонах. Проверьте ASTM F1487 на предмет требований к поверхности зоны использования.)
- Устранение опасностей, связанных с путешествием, например камней или пней.
- Выберите поверхность, за которой можно правильно ухаживать. Обратитесь к производителю или поставщику за соответствующими документами, которые помогут вам в этом.
2. Доступность
Ищете поверхности, совместимые с ADA? Согласно ADA, недавно построенные или измененные общественные или коммерческие игровые площадки должны соответствовать правилам доступности. Эти правила гарантируют, что все дети имеют доступ к игровому оборудованию и пользуются им в равной степени. Поверхности грунта должны соответствовать ASTM F1951, который является стандартом доступности для поверхностей под и вокруг игрового оборудования. Этот стандарт измеряет количество силы, которое человек должен использовать для передвижения по поверхности с использованием инвалидной коляски или устройства для передвижения.Чтобы соответствовать требованиям ADA, поверхности также должны соответствовать ASTM F1292, стандарту снижения ударов.
Поверхности грунта должны соответствовать ASTM F1951, который является стандартом доступности для поверхностей под и вокруг игрового оборудования. Этот стандарт измеряет количество силы, которое человек должен использовать для передвижения по поверхности с использованием инвалидной коляски или устройства для передвижения.Чтобы соответствовать требованиям ADA, поверхности также должны соответствовать ASTM F1292, стандарту снижения ударов.
Получите обновленный результат теста ASTM F1951, демонстрирующий, что желаемая поверхность доступна. Также узнайте, есть ли у продавца какие-либо предложения по обслуживанию или инструкции по установке, которые помогут вам поддерживать доступную поверхность. Если вы будете следовать инструкциям производителя, правильно установить поверхность и не забывать о ее уходе, поверхность вашей игровой площадки будет соответствовать требованиям ADA. Доступность — это больше, чем тестирование F1951.Вы можете узнать больше, посетив веб-сайт US Access Board.
3. Наличие
Мы не имеем в виду, есть ли поверхность или нет. Любой поставщик может продать поверхностный материал. Мы имеем в виду, получите ли вы поддержку, когда почувствуете затруднение, и будет ли продавец доступен, когда у вас возникнут вопросы или проблемы с гарантией?
У большинства владельцев игровых площадок нет времени на поиски продавца, а затем на обходные маневры, когда дело доходит до вопросов и ответов о приобретенном продукте.Они хотят, чтобы их продавец или производитель был доступен, когда что-то всплывает. В Zeager Bros. мы никогда не оставим вас в затруднительном положении в поисках ответов. Мы всегда готовы ответить на ваши вопросы или проблемы.
4. Бюджет — поиск доступных игровых площадок
Ваш бюджет, вероятно, будет решающим фактором при выборе безопасного покрытия для игровой площадки. Затраты на покрытие игровой площадки сильно различаются в зависимости от материала, и вам также необходимо учитывать затраты на обслуживание.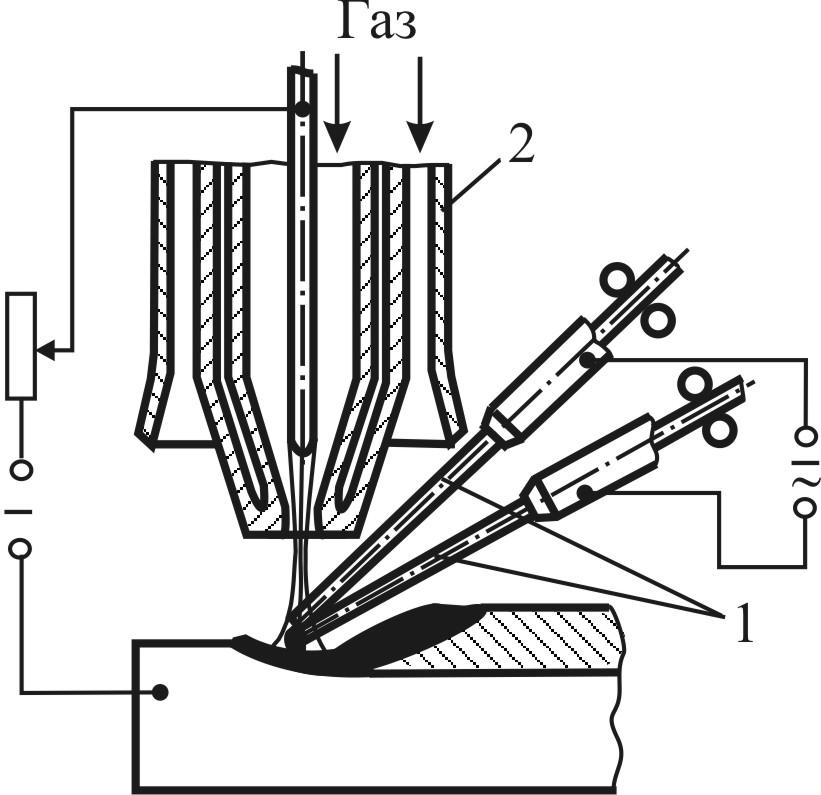 Вот быстрое сравнение стоимости поверхности игровой площадки, не включая затраты на установку, в соответствии со средней рыночной стоимостью с 2009 по 2012 год, чтобы указать вам правильное направление:
Вот быстрое сравнение стоимости поверхности игровой площадки, не включая затраты на установку, в соответствии со средней рыночной стоимостью с 2009 по 2012 год, чтобы указать вам правильное направление:
- PIP: от 6,59 до 19 долларов за квадратный фут
- Резиновая плитка: от 8,96 до 21 доллара за квадратный фут
- EWF: 0,074–2,50 доллара за квадратный фут
- Синтетический газон: 7,50–12,65 долларов за квадратный фут
Желать, чтобы поверхность была единой, можно было сократить расходы на техническое обслуживание, легко.Однако, как видите, сыпучие материалы, такие как EWF, намного более доступны, чем материалы с цельной поверхностью.
Для некоторых муниципалитетов и школьных округов, в которых есть десятки игровых площадок, имеет больше смысла добавлять покрытие и регулярно обслуживать игровую площадку, чем отдавать большую сумму авансом и истощать бюджет. Однако, если у вас недостаточно сотрудников, чтобы поддерживать игровую площадку, вы можете рассмотреть вариант PIP или другую унитарную поверхность. Вам по-прежнему необходимо поддерживать целостность поверхности, поддерживая ее в чистоте или заделывая некоторые неровности в часто используемых областях, но в целом они определенно менее нужны.
Однако, если у вас недостаточно сотрудников, чтобы поддерживать игровую площадку, вы можете рассмотреть вариант PIP или другую унитарную поверхность. Вам по-прежнему необходимо поддерживать целостность поверхности, поддерживая ее в чистоте или заделывая некоторые неровности в часто используемых областях, но в целом они определенно менее нужны.
Также подумайте о размере детской площадки и о том, как это повлияет на ваш бюджет. Например, небольшая игровая площадка может быть лучше с синтетическим покрытием или PIP, чтобы сэкономить время на частое обслуживание. Однако было бы более рентабельно установить EWF на большой игровой площадке. Кроме того, хотя вам придется часто поддерживать EWF, вам не нужно просить профессионала сделать это за вас.
5. Качество
Некоторые поверхности просто созданы, чтобы служить долго, а другие — нет.Вам нужны продукты, которым можно доверять для вашей игровой площадки, потому что качественное покрытие может предотвратить превращение небольшого падения в серьезную травму. Имея это в виду, не лучше использовать наименее дорогой материал. Убедитесь, что в вашем бюджете есть место для качества.
Имея это в виду, не лучше использовать наименее дорогой материал. Убедитесь, что в вашем бюджете есть место для качества.
Как узнать, качественный ли товар? Сначала обратитесь в уважаемую компанию. Вы хотите работать с компанией, которая знает свое дело и имеет опыт. Прочтите последние отзывы и поговорите с другими покупателями. Кроме того, задайте множество вопросов перед покупкой продукта, чтобы знать, чего ожидать.Обязательно спросите следующее:
- Какой материал используется: Спросите производителя или продавца, какое сырье используется в продукте, так как это может иметь большое значение в том, как долго прослужит поверхность.
- Есть ли гарантия: Спросите, предоставляет ли производитель резервную копию продукта с гарантией. При покупке товары не должны иметь дефектов. Для унитарных поверхностей запросите гарантию производительности, поскольку, как мы обсуждали ранее, со временем это станет труднее.Всегда спрашивайте детали гарантии перед покупкой любого материала для покрытия детской площадки.
- Где находятся другие клиенты: Спросите список других клиентов игровых площадок в этом районе, которые устанавливали продукт в последние 5-10 лет, чтобы узнать, с какими проблемами при обслуживании или установке они могли столкнуться.

6. Требования к техническому обслуживанию
Наконец, вам нужно подумать о том, сколько ухода вы чувствуете комфортно, потому что, если вы не ухаживаете за поверхностью должным образом, она не будет работать должным образом.Также подумайте о расходах на техническое обслуживание и о том, что вы можете себе позволить. Например, EWF требует регулярного обслуживания для обеспечения соответствия требованиям ADA. Мы предоставляем следующие рекомендации для нашего WoodCarpet® EWF:
- Ежедневно: Осмотрите игровую площадку на предмет мусора, веток деревьев или другого мусора.
- Еженедельно: При необходимости разгребите деревянный ковер, чтобы обеспечить достаточную глубину всей игровой площадки и твердую ровную поверхность.
- Ежемесячно: Проверьте работу дренажной системы.Выкопайте дренажную систему, чтобы измерить глубину и убедиться, что она достаточна для высоты падения конструкций оборудования.

PIP & плитка, с другой стороны, предполагает только подметание или использование воздуходувки для регулярной очистки. Однако при возникновении таких повреждений, как растрескивание или вандализм, вам необходимо обратиться к профессионалу или производителю для ремонта. Это может увеличить расходы на техническое обслуживание. Не забывайте периодически проверять его на удар (мы предлагаем 3 года), чтобы убедиться, что он сохраняет свое ослабление удара.
Имейте в виду, что вы можете добавить изнашиваемые коврики, чтобы упростить обслуживание EWF в зонах интенсивного использования. Как всегда, не стесняйтесь обращаться к нам, если у вас возникнут вопросы или проблемы с техническим обслуживанием.
Некоторые поверхности больше подходят для разных климатических условий?
Как упоминалось выше, вам следует запросить результаты испытаний на удар у вашего производителя. Эти результаты испытаний должны соответствовать лабораторному методу испытаний ASTM F1292 и / или методу полевых испытаний F3313. Эти методы испытаний имитируют удар головы ребенка о поверхность.Для количественной оценки воздействия используются такие термины, как «g-max», называемые «пиковыми g-max», и баллы по критериям травмы головы (HIC). Испытание проводится при трех температурах — окружающей, отрицательной и горячей или температуре окружающей среды. Это помогает покупателю определить, как покрытие будет работать при экстремальных температурах. Помните, что при укладке поверхности необходимо учитывать другие факторы, такие как дренаж.
Дренаж имеет большое значение, когда речь идет о безопасности поверхности. Например, если поверхность не дренируется должным образом, замерзшая влага сделает материал поверхности жестким и снизит ослабление ударов.Если вы хотите, чтобы поверхность работала долгое время, вам нужно убедиться, что дренажная система находится в хорошем состоянии. Владельцы детских площадок также должны убедиться, что поверхность была протестирована и правильно установлена. Кроме того, им необходимо убедиться, что результаты тестирования соответствуют продукту, который они хотят приобрести.
Есть ли какие-либо тенденции в сфере производства или монтажа поверхностей?
Мы заметили тенденцию, которая подчеркивает природу и включает природные элементы, такие как камни и деревья, в тему игровой площадки.Дети любят строить форты из веток или лазить по валунам. Естественно выглядящие игровые площадки помогают детям использовать свое воображение. EWF — отличный выбор для популярных игровых площадок, потому что он полностью натуральный и соответствует необходимым стандартам безопасности.
Обратитесь в Zeager Bros. сегодняСвяжитесь с нами сегодня
В Zeager мы понимаем, что выбор подходящего покрытия для игровой площадки — сложный процесс. Вам нужно
взвесит все «за» и «против» и рассмотрит множество различных факторов, прежде чем принять важное финансовое решение.Детская площадка — это серьезное вложение, и ее следует строить на долгие годы. Мы здесь, чтобы помочь вам сделать лучший выбор.
Как компания, работающая в трех поколениях, мы знаем, как решать сложные вопросы и проблемы. Мы также верим в то, что все делаем правильно. Мы поддерживаем нашу продукцию и наших клиентов на каждом этапе пути, от поставки качественных и долговечных материалов до обслуживания клиентов, на которые вы можете положиться. С нами вам не нужно беспокоиться, если вы покупаете безопасное покрытие.Наши покрытия для игровых площадок сертифицированы на соответствие стандартам безопасности ADA и ASTM. Чтобы узнать больше о наших вариантах покрытия для отдыха, свяжитесь с нами сегодня.
.