Сварка арматуры ванным способом | Строительный портал
В монолитно-каркасном строительстве незаменимой является арматура разного вида. Из железобетона, что армирован стальными прутьями, изготовляют плиты перекрытия, фундаментные блоки, сваи и балки. Также зачастую армированный железобетон применяется для возведения устройства фундаментов, цокольных этажей, создания целых стен, дверных и оконных перемычек, лестничных маршей и балконных плит. Проволокой или прутьями принято укреплять цементную стяжку при выравнивании пола. При использовании арматуры в домашних условиях возникает необходимость её соединения, и самым лучшим решением при этом является сварка арматуры ванным способом.
Содержание:
- Назначение и виды арматуры
- Особенности ванной сварки арматуры
- Принцип ванной сварки арматуры
- Формы для сварки ванным способом
Назначение и виды арматуры
Арматура представляет собой сложную конструкцию из металлических прутов различной формы и диаметра, что становится в совокупности с прочими элементами фасонного проката основой для железобетонных конструкций.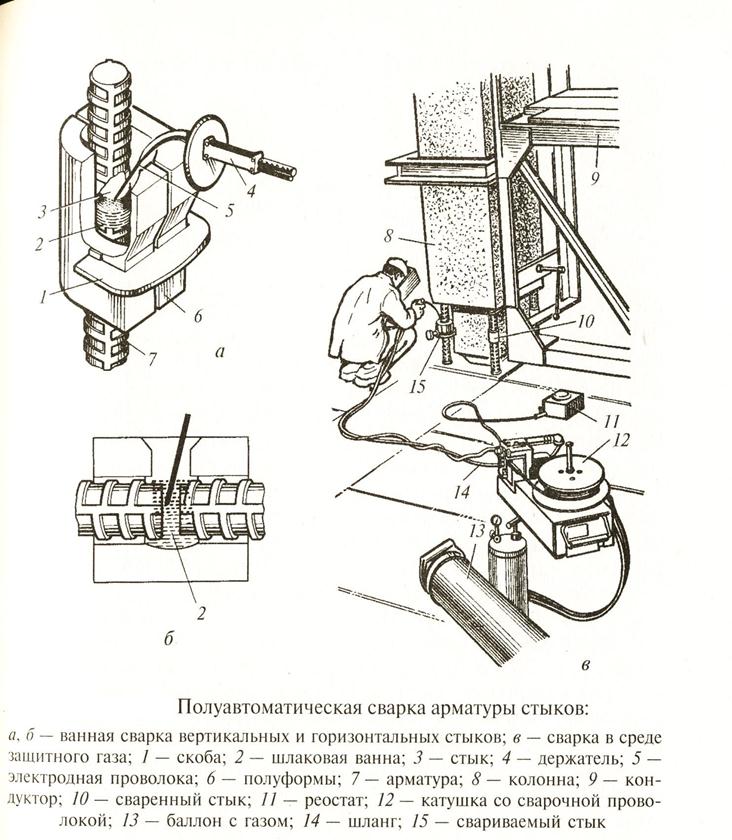
К арматуре предъявляются чрезмерно жёсткие требования, потому что она является частью многих архитектурных элементов — стен, фундамента, перекрытий. Все элементы арматуры принято разделять на два типа. К жёсткой арматуре относят двутавровый профиль и гнутый швеллер, к гибкой арматуре причисляют рифленые пруты, гладкие стержни, разные типы сеток.
Вопреки нашей интуиции, количество арматуры с качеством железобетона не соотносится пропорционально. Поэтому если вы решили использовать больше прутьев, либо отдать предпочтение более толстым, тем, которые укрепляют межэтажные перекрытия в доме, нужно разобраться с классификацией арматуры. На сегодняшний день выделяют такие разновидности арматуры, которые чаще всего используются в среде строительства:
- Арматура а1.
 Эти изделия представляют собой гладкую арматуру из горячекатаной низколегированной и углеродистой стали. Это самое простое в производстве решение.
Эти изделия представляют собой гладкую арматуру из горячекатаной низколегированной и углеродистой стали. Это самое простое в производстве решение. - Арматура а3. Эта арматура является рифленой. Такая арматура используется в капитальном строительстве, становится каркасом для выливания стен, полов и фундамента высотных зданий. Процесс изготовления данного вида арматуры связан с многообразной обработкой стали, что в результате и даёт высокопрочный продукт.
- Арматура АТ800. Данную арматуру производят из высокопрочной стали, которая отличается большой вязкостью и эластичностью. Арматуру АТ800 применяют в конструкциях, которым предстоит переносить существенные динамические нагрузки.
 Эти изделия представляют собой гладкую арматуру из горячекатаной низколегированной и углеродистой стали. Это самое простое в производстве решение.
Эти изделия представляют собой гладкую арматуру из горячекатаной низколегированной и углеродистой стали. Это самое простое в производстве решение.Использование арматуры связанно со многими нюансами, диктующими архитектурные требования, свойства бетона и непосредственно самой арматуры. Большое значение имеет качественное соединение арматуры в каркас, которое бывает нескольких видов.
Во-первых, могут использоваться готовые арматурные изделия — арматурные решётки, арматурные сетки и арматурный каркас. Во-вторых, соединения арматуры могут проводиться путем связки проволокой, также вместо проволоки используются специальные арматурные фиксаторы, что изготовлены из пружинной стали. И, в-третьих, соединения проделывают с использованием сварки арматуры.
Во-вторых, соединения арматуры могут проводиться путем связки проволокой, также вместо проволоки используются специальные арматурные фиксаторы, что изготовлены из пружинной стали. И, в-третьих, соединения проделывают с использованием сварки арматуры.
Особенности ванной сварки арматуры
Соединение выпусков арматурных стержней может проводиться двумя способами — сваркой встык или при помощи накладок. Сварка встык состоит в применении соединения выпусков арматурных стержней сваркой ванно-шовной и ручной ванной, ванной в инвентарных формах, а также многослойной на подкладках порошковой проволокой, полуавтоматической проволокой под флюсом, проволокой порошковой с флюсовым сердечником или покрытыми электродами. Сварка при помощи накладок: накладки с арматурными стержнями соединяются ручной электродуговой сваркой.
Для сварки стержней арматуры, что имеют большой диаметр, в наше время используется ванный способ сварки. Такой способ применяется обычно при сварке стальных стержней, что отличаются диаметром 20-100 миллиметров, стыков фланцев, которые согнуты из полос большого сечения, стыков многорядной арматуры железобетонного сооружения, а также других деталей.
Также широко практикуется ванный способ сварки при строительстве сооружений и зданий, арматурных каркасов и железобетонных конструкций. Такой способ сварки дает возможность без потери прочности и жесткости по всей длине конструкции получить единый силовой каркас. При таком виде сварки выполнять стыковку арматуры возможно как в вертикальном, так и горизонтальном положении.
Одним из главных условий получения довольно хорошего качества стыков выступает точное совмещение выпусков стержней арматуры. При сварке ванным способом величина смещения осей стержней, что соединяются, должна не превышать 0,05 диаметра. Для обеспечения вышесказанной точности совмещения выпускной арматуры в монтажных соединениях части сборных конструкций, а также их арматурные каркасы, делают в специальных кондукторах с фиксацией габаритных размеров и положения арматурных стержней. На монтажной площадке при приемке таких элементов проверяются размеры и взаимное положение выпусков арматуры.
Технология ванной сварки арматуры имеет такие преимущества:
- Использовать можно обычное сварочное оборудование, предназначенное для дуговой сварки.
- Не нуждается в кантовке (поворачивании) конструкции.
- Можно с помощью гамма-лучей проверить качество сварки.

Технологически разработаны в нашей стране три разновидности ванного способа сварки: ручная ванная сварка в стальной скобе трехфазной и однофазной дугой; ванная сварка полуавтоматическая в керамической форме; ванно-шлаковая автоматическая сварка в медной форме.
Соединение арматурных стержней ванной сваркой без применения накладок более экономичней: исключается расход металла на производство накладок, при сварке ванным способом уменьшаются трудовые затраты. Кроме того, стык будет компактнее, так как не всегда есть возможность разместить в сечении железобетонной конструкции ещё и накладки, кроме арматурных стержней.
На каждом стыке, по сравнению со сваркой с использованием накладок, экономится арматурной стали от 10 до 60 килограмм, а также электродов — 0,5 — 2,5 килограмм. Специальные дополнительные мероприятия, которые обеспечивают большую точность производства арматурных выпусков и требуются при сварке ванным способом, окупаются экономией материалов и трудовых затрат при монтаже и производстве работ.
Принцип ванной сварки арматуры
Для сварки горизонтальных стержней ванным способом применяют стальную форму. Сама сущность такого способа состоит в следующем: в месте стыка к стержням арматуры приваривают стальную форму, в ней создают ванну расплавленного металла при помощи теплоты дуги. Торцы сваренных стержней плавятся от теплоты металла ванны, при этом образуется общая ванна материала шва, а далее при остывании формируется сварное соединение.
Подготовка горизонтальных стыков под сварку производится следующим образом, как показано на видео о ванной сварке. Поверхности стержней и торцы перед выполнением сварки должны быть зачищены от ржавчины, окалины, грязи при помощи стальной щетки или другими способами на длину более 30 миллиметров. Свариваемые стержни устанавливают соосно, с зазором не больше полтора диаметра электрода между торцами.
В качестве формующей детали при сварке вертикальных швов используют штампованную форму из листовой детали, которую без добавления присадочных прутков приваривают к нижнему стержню. Производя постепенно колебательные движения электродом в направлении перпендикулярном осям стержней, все сечение стыка заплавляют. Из ванны излишек шлака удаляют черпаком. Далее конец верхнего стержня прихватывают к нижнему, а после этого переходят к заполнению формы наплавленным металлом. Чтобы выпустить шлак, прожигают отверстия электродом в стенке формы, потом их заваривают.
Производя постепенно колебательные движения электродом в направлении перпендикулярном осям стержней, все сечение стыка заплавляют. Из ванны излишек шлака удаляют черпаком. Далее конец верхнего стержня прихватывают к нижнему, а после этого переходят к заполнению формы наплавленным металлом. Чтобы выпустить шлак, прожигают отверстия электродом в стенке формы, потом их заваривают.
Сам процесс ванной сварки арматуры производиться при больших токах. К примеру, если у вас электроды диаметром 5-6 миллиметров, то ток сварочный достигает 400-450 A. При низких температурах сварку производят током больше установленного на 10-12%. Между торцами свариваемых стержней зазор должен быть не меньше двойного диаметра электрода.
Можно сварку производить одним или несколькими электродами. Рекомендуется использовать электроды УОНИ-13/55. Помните, что данный способ довольно хорошо уменьшает расход электроэнергии и электродов, а также уменьшает себестоимость сварочных ворот и снижает трудоемкость.
Если сварка производится трехфазной дугой, то следует зазор устанавливать примерно на 1,5-2,0 миллиметра больше, чем максимальный размер электрода в поперечнике. Неточность совпадения осей свариваемых стержней не должна быть более 5% от диаметра самих стержней. Чтобы предохранить от дальнейшей деформации, а также в случае большой длины стержней, стоит придать им перед сваркой «обратный прогиб».
Стальной скобой из стержней или листового металла охватывается снизу место стыка, который не дает возможности вытеканию жидкого металла ванны. Дополнительно по краям скобы при сварке арматуры ванным способом ставятся боковые ограничители, для того чтобы не было растекания шлака по стержню. Ограничители и скобы производят из малоуглеродистой стали.
У стержней при ванном методе сварки может быть зашлаковка их торцов, в частности в нижней части стыка, и это снижает прочность соединения. Причиной такой зашлаковки может быть довольно быстрый отвод теплоты от торцов свариваемых стержней. Чтобы уменьшить зашлаковку, нужно заранее подогревать торцы. Также следует увеличивать охлаждение наружных участков шва с помощью искусственного охлаждения формы или применять формы из металла, который более теплопроводный, например, из меди. Шлаки собираются в таком случае вблизи стыка, где отвод тепла происходит наиболее интенсивно.
Чтобы уменьшить зашлаковку, нужно заранее подогревать торцы. Также следует увеличивать охлаждение наружных участков шва с помощью искусственного охлаждения формы или применять формы из металла, который более теплопроводный, например, из меди. Шлаки собираются в таком случае вблизи стыка, где отвод тепла происходит наиболее интенсивно.
Формы для сварки ванным способом
Ванночки (скобы-накладки) для сварки арматуры используются для создания стержней, длина их больше длины стандартной выпускаемой арматуры. Инвентарные формы наиболее долговечны, если они изготовлены из меди. Разъемные формы для ванной сварки обычно изготавливают из любых марок меди с помощью литья, штамповки или из графита, а также механической обработкой. Формы запрещается изготавливать из сплавов латуни, бронзы и меди.
При очень стесненных рабочих условиях для сварки горизонтальных стыков используют неразъемные медные желобчатые подкладки. Оборачиваемость, то есть количество стыков, которые сварены в одной форме без проведения ее ремонта, в зависимости от самого способа изготовления достигает 100-150 стыков.
Приблизительно в 2-2,5 раза оборачиваемость графитовых форм меньше, чем медных. А также графитовые формы гигроскопичны и нуждаются в прокалке перед сваркой. Практически любая инвентарная форма при сварке первого стыка может быть испорчена при условии не соблюдения техники сварки.
Теперь вы знаете, когда принято использовать технологию ванной сварки стальных прутьев. Самый главный довод в пользу этой методики – экономия, так как уменьшается расход металла, который используется на производство накладок. К тому же стыки выглядят аккуратно и компактно. Осталось только просмотреть видео о ванной сварке арматуры и можно смело соединять прутья между собой.
Ванная сварка арматуры на стройках! — Ручная дуговая сварка — ММA
Арматура АIII и А500С. Важные различия
Побудили меня написать эту заметку ситуации, которые произошли на двух разных стройках. Сразу замечу, что закончились они всё-таки благополучно. В первом случае во время приёмочного контроля армирования было обнаружено, что строители вместо указанной в проекте арматуры A5OOC применили арматуру А-III (она же А400).
 На другой стройке заказчик сменил компанию,осуществляющую строительный контроль. К этому моменту фундамент здания был сделан на 70%. Я с удивлением увидел, что выпуски из фундаментов сделаны из арматуры А-III вместо указанной в проекте A5OOC. В первом случае были удалены не проектные стержни А-III и заменены на предусмотренные проектом A5OOC. Во втором случае после долгих консультаций с проектировщиками с облегчением выяснили, что фундамент всё-таки можно не переделывать.
Как показывают выше приведённые примеры, оказалось,что не только арматурщики, но даже многие ИТР не в состоянии отличить эти два класса арматуры друг от друга. Более того, приходилось слышать мнение, что А-III и A5OOC это одно и то же. Меж тем, они отличаются не только по внешним признакам, но и по техническим характеристикам. Об их внешних и внутренних отличиях и пойдёт речь ниже.
На другой стройке заказчик сменил компанию,осуществляющую строительный контроль. К этому моменту фундамент здания был сделан на 70%. Я с удивлением увидел, что выпуски из фундаментов сделаны из арматуры А-III вместо указанной в проекте A5OOC. В первом случае были удалены не проектные стержни А-III и заменены на предусмотренные проектом A5OOC. Во втором случае после долгих консультаций с проектировщиками с облегчением выяснили, что фундамент всё-таки можно не переделывать.
Как показывают выше приведённые примеры, оказалось,что не только арматурщики, но даже многие ИТР не в состоянии отличить эти два класса арматуры друг от друга. Более того, приходилось слышать мнение, что А-III и A5OOC это одно и то же. Меж тем, они отличаются не только по внешним признакам, но и по техническим характеристикам. Об их внешних и внутренних отличиях и пойдёт речь ниже. На строительных площадках случаются моменты, когда приходится применять сварку. Арматура, которая не требовательна к условиям сварки,- настоящий подарок для строителей. Большим плюсом арматуры A5OOC является отсутствие хрупких разрушений сварных соединений, выполненных ручной дуговой сваркой. Именно такая сварка и применяется на большинстве строительных площадок, поэтому выбор A5OOC вполне оправдан. О том, что арматура является свариваемой, нам говорит буква «С» в её обозначении.
Большим плюсом арматуры A5OOC является отсутствие хрупких разрушений сварных соединений, выполненных ручной дуговой сваркой. Именно такая сварка и применяется на большинстве строительных площадок, поэтому выбор A5OOC вполне оправдан. О том, что арматура является свариваемой, нам говорит буква «С» в её обозначении.
Следует пояснить, почему же удалось добиться такой хорошей свариваемости арматуры A5OOC. Дело всё в том, что A5OOC изготавливают из стали с низким содержанием углерода, а для свариваемости это — самый важный показатель. Что же касается арматуры А-III (А400), то она была разработана ещё в 50-е годы ХХ века. Изготавливается А-III из стали с высоким содержанием углерода (0,2 — 0,37%), что накладывает серьёзные ограничения по использованию. Такая арматура является ограниченно свариваемой. Поэтому применение А-III вместо A5OOC при определённых обстоятельствах может быть опасным для возводимых объектов.
Кстати, некоторые зарубежные стандарты строительства вообще не допускают сварки арматуры с содержанием углерода выше 0,22%.
Чем ещё хороша A5OOC? Она позволяет экономить без потери качества. Арматура A5OOC имеет предел текучести равный 500 Н/мм 2 (смотри письмо Госстроя России от 11.03.1998 г. № ОФ-132/13 «0 применении в железобетонных конструкциях арматурной стали класса A5OOC»), в отличие от 400 Н/мм2, которым обладает А-III. Получается, что при тех же расчётных нагрузках применение арматуры A5OOC выгоднее. Как показывают не только расчёты. но и практика — экономия на металле составляет в среднем 20%.
Не удивительно, что при таком раскладе многие отечественные заводы, выпускающие металлопрокат, перешли на более востребованную строителями арматуру A5OOC. Правда, первые годы её выпуска не обошлись без затруднений. Например, одно время классы арматуры А-III и A5OO поставлялись с одинаковым профилем, то есть визуально были неотличимы. Заводская маркировка часто тоже отсутствовала, поэтому для определения класса арматуры приходилось проводить лабораторные испытания.
Сейчас такой проблемы нет. Взглянув на фото, вы не вооружённым взглядом увидите внешние различия между А-III и A-5OOC.
Взглянув на фото, вы не вооружённым взглядом увидите внешние различия между А-III и A-5OOC.
Надеюсь, что если у вас и были какие — то затруднения в определении этих классов арматуры, то после прочтения моей заметки вам всё стало ясно.
Сергей Кокшаров, инженер по надзору за строительством.
Кирпич №1. 2012г.
Ванная сварка арматуры | Компания «АСТИМ»
Соединение арматуры при строительстве фундамента таким способом позволит добиться единого силового каркаса, что значительно упрочит его. Фиксация может производится как в вертикаль, так и в горизонт. Это весьма удобно, так как не требует класть горизонтально вертикально ориентированные конструкции для производства сварочных работ. Также следует отметить достоинство этого способа: он не требует каких-то особых устройств, кроме как стандартного набора для электродуговой сварки. Главное при ванной сварке — выверено состыковать прутки арматуры. Смещение оси прутка хотя бы на величину своего радиуса может привести к нарушению технических условий производства сварки.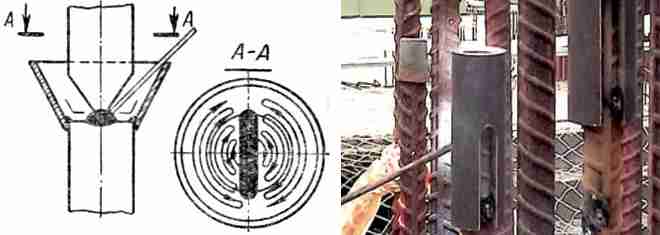 Чтобы такого не происходило, обычно используют всевозможные кондукторы. Их геометрия позволяет зафиксировать прутки нужным образом.
Чтобы такого не происходило, обычно используют всевозможные кондукторы. Их геометрия позволяет зафиксировать прутки нужным образом.
Сферы применения:
- Арматура с сечением более 20 мм.
- Стыки арматуры, которые лежат в несколько рядов в ж/б конструкции.
- Соединение фланцев с большим сечением на их стыках.
Суть метода
В самом начале к арматуре приваривают стальную форму. В ней за счет электродуги плавится металл, заполняя собой ванну. Торцы прутков расплавляются и формируют шов. Прежде чем приступить к сварке арматура, все прутки, торцы и прочие металлические части зачищаются от коррозии металлической щеткой. Так же удаляется грязь и окалина. Как писалось выше, прутки стыкуются вплотную друг к другу по своей оси. Между торцами необходим небольшой промежуток: менее 1,5 толщины фиксируемой арматуры. Если свариваются арматуры колонн, то листовой штампованный прокат выступает в качестве формовки. Ее нужно прикрепить к низу путем сварки, но без каких-либо присадок. Заливка металлом смежной части по всей стороне сечения происходит за счет колебательных манипуляций электродом. По осям движения совершаются перпендикулярно. Шлак устраняется из ванны черпаком. Потом концы верхней и нижней арматуры соединяют, направляя металл в ванну. В форме прожигают отверстие для того, чтобы шлаковые накопления вышли из формы. Когда стержни зафиксируются, отверстие заваривают.
Заливка металлом смежной части по всей стороне сечения происходит за счет колебательных манипуляций электродом. По осям движения совершаются перпендикулярно. Шлак устраняется из ванны черпаком. Потом концы верхней и нижней арматуры соединяют, направляя металл в ванну. В форме прожигают отверстие для того, чтобы шлаковые накопления вышли из формы. Когда стержни зафиксируются, отверстие заваривают.
Разновидности ванной сварки
Существует три основных вида: полуавтомат, (в керамике), одно-, трехфазная электродуга со стальной скобой, автомат ванно-шлаковый (в медной форме). Более дешевым представляется формат, где нет накладок при стыковке стержней. Накладки изготавливаются из листового металла и занимают определенное время. Если нет накладок, то и контакт более плотный.
Особенности метода
При таком виде сварки потребуется сила тока порядка 450 ампер. При сварке зимой берется ток выше на 10 % обычного. Если используется трехфазная сварка, то нужно учитывать необходимость промежутка на 15-20 мм. больше, чем сечение электрода. Оси арматуры могу отклоняться не более чем на 5 процентов от диаметра сечения электродов. Возвратный изгиб арматуры, по мнению многих специалистов, позволит устранить проблему, если длина прутков несколько больше, чем надо.
больше, чем сечение электрода. Оси арматуры могу отклоняться не более чем на 5 процентов от диаметра сечения электродов. Возвратный изгиб арматуры, по мнению многих специалистов, позволит устранить проблему, если длина прутков несколько больше, чем надо.
Ликвидация зашлаковки
При ванном способе сварки торцы часто покрываются шлаком из-за быстрого нагрева. И это может привести к ухудшению крепости сварки. Однако если температуру концов арматурных прутьев повысить перед сваркой, то это позволит избежать проблемы. Для нагрева используют обычно медные элементы и конструкции из других металлов.
При ванной сварке используют так же скобу из малоуглеродистой стали. Она позволяет удержать расплавляемый металл в форме, предотвращая его вытекание. На скобу устанавливаются ограничивающие элементы, чтобы шлак не попадал на прутки. Специалисты не рекомендуют применять накладки из сплавов на основе меди, бронзы или латуни. Лучше всего использовать чистую медь. Тогда их срок эксплуатации будет довольно высок.
Навигация по записям
Ванночки для арматуры и ванная сварка, разновидности, цена за шт
Электродуговая сварка — популярная технология соединения стержней. Однако для легированных сталей она порой оказывается неприменимой, особенно если необходимо соединять толстые детали. Причина — снижение прочности металла на стыке. Происходит это из-за возникновения внутренних напряжений, в процессе расплавления с последующей кристаллизацией стали. Вблизи стыка арматура перекаливается, сам шов получает высокую прочность, но рядом метал будет ослаблен. Этих недостатков во многом лишен процесс, называемый ванным способом.
Оглавление:
- Методы сварки
- Технология установки
- Разновидности ванночек
- Расценки
Что это такое?
Принцип предельно прост: металлические стержни фиксируются на некотором расстоянии друг от друга, а промежуток заполняется расплавленным металлом. В процессе работы в ней образуется крохотный бассейн, ванна жидкой стали — отсюда название метода. Саму оснастку, которая при этом используется, называют ванночкой для сварки.
Саму оснастку, которая при этом используется, называют ванночкой для сварки.
Решает она три задачи:
- не дает расплаву вылиться из рабочей зоны;
- обеспечивает надежный контакт стержней для равномерного горения электрической дуги;
- фиксирует свариваемые детали в требуемом положении.
Последняя задача особенно важна. Если оси прутьев оказываются сдвинуты даже ненамного, обязательно возникают изгибающие напряжения, резко ослабляющие прочность стыка.
Виды сварки
По способу выполнения ванная сварка арматуры разделяется на:
- ручную;
- полуавтоматическую.
В первом случае используют электроды, во втором — непрерывную подачу проволоки с помощью полуавтомата.
При работе вручную различают одно- и многоэлектродное соединение. В последнем варианте вместо обычного зажима применяется специальная гребенка. Оснастка заметно ускоряет процесс там, где для заполнения ванночки требуется много расплава. К примеру, скрепление стержней большого диаметра.
Оснастка заметно ускоряет процесс там, где для заполнения ванночки требуется много расплава. К примеру, скрепление стержней большого диаметра.
Как осуществляется процесс?
Расстояние между свариваемыми деталями составляет от полутора до двух диаметров используемого электрода. Дуга зажигается у торца одного из стержней. После того, как он начнет оплавляться, зону горения перемещают к другому элементу, затем снова к первому. Так поступают до тех пор, пока все пространство не будет заполнено расплавом металла.
Если диаметр деталей велик, электрод двигается как между торцами арматуры, так и параллельно им. Траектория напоминает спираль или ряд округлых колебаний. До начала работы мы должны убедиться, что арматура в месте соединения не ржавая и чистая. Для получения качественного стыка металл зачищают до блеска. Причем не только по торцу, но и на расстоянии как минимум 3 диаметров от места сварки. Сделать это можно вручную, стальной проволочной щеткой. При больших объемах работ используют «болгарку» или пескоструйный аппарат. Сама ванночка также не должна иметь загрязнений и дефектов.
Сама ванночка также не должна иметь загрязнений и дефектов.
В зависимости от расположения стержней стык может потребоваться не только горизонтальный, но и вертикальный. Во втором случае задача усложняется и требует применения специального типа ванночек, препятствующих выливанию расплава. Оснастка напоминает воронку, открытую в верхней части. Именно через это отверстие вводится электрод и удаляется шлак, когда форма оказывается полностью заполнена расплавом.
Виды ванночек
Представляет собой обечайку из стали, меди или графита. Первый тип, по сути, обычная стальная скоба. По требованиям технологии она приваривается к соединению, дополнительно усиливая его. Медные или графитовые приспособления в отличие от железных можно применять неоднократно, их стоимость заметно меньше. Оснастка выдерживает до 150 заливок, легко отделяясь от готового стыка.
Цена изделий из графита ниже медных, однако из-за пористой структуры углерода легко набирают влагу, поэтому перед работой их приходится просушивать, даже прокаливать.

Ванночки делают различных диаметров, длины и конструкции. Подбирая нужный тип, мы можем соединять стержни как вдоль, так и выполнять тавровые или угловые стыки. По размерам основные соотношения следующие: длина ванночки должна быть не менее 4 диаметров арматуры (для сварки изделия 20 мм потребуется скоба длиной 80). Сечение должно соответствовать диаметру прута, превышая его размер максимум на 3-4 мм.
Приобретаем ванночки
Поскольку требуется купить дополнительную оснастку, то цена выше обычной дуговой сварки. Относительно небольшое увеличение окупается высоким качеством стыка, которое дает такая технология.
| Материал, тип | Диаметр мм | Цена/стоимость за шт. руб | Примечание |
| Стальная скоба, одноразовая | 22 | 60 | горизонтальный шов |
| 25 | 65 | ||
| 28 | 85 | ||
| 32 | 95 | ||
| Графитовые ванночки, многоразовые | 20 | 17 | вертикальный шов |
| Медная скоба, многоразовая | 25 | 180 | горизонтальный |
| Формы медные многоразовые инвентарные | от 250 | изготавливаются по заказу |
виды, способы, инструкция и прочность, плюсы и минусы
В строительстве нередки случаи применения железобетонных блоков, армированных стальными прутьями различной формы. Эти секции используются для создания перекрытий и стен в возводимых зданиях, также с их помощью устраивают цокольные этажи, укрепляют фундаменты, монтируют лестничные пролеты и выполняют прочие виды работ. Для прочности конструкции необходимо ее правильно скрепить, например, выполнить такую работу как сварка арматуры ванным способом.
Эти секции используются для создания перекрытий и стен в возводимых зданиях, также с их помощью устраивают цокольные этажи, укрепляют фундаменты, монтируют лестничные пролеты и выполняют прочие виды работ. Для прочности конструкции необходимо ее правильно скрепить, например, выполнить такую работу как сварка арматуры ванным способом.
Процесс сварки
Железные прутья принято укладывать на пол в том случае, если на нем планируется выполнение цементной стяжки. Эта мера помогает избежать искривлений и перекосов во время высыхания полов. Стоит учесть такой момент, что каким бы прочным и гибким не был материал, из которого изготовлена основа, во время обработки его варочным оборудованием в местах стыков и воздействия тока или высоких температур свойства будут несколько теряться. Это приведет к тому, что в местах соединения швами вся конструкция будет гораздо менее прочной, чем в остальных рядах.
Виды арматуры
Для создания укрепляющей арматурной сетки внутри железобетонных изделий используются стальные прутья различного вида и толщины. Это сложная конструкция, отличающаяся разнообразием входящих в ее состав элементов. К каждому из них предъявляются повышенные требования прочности и жесткости, от этого зависит целостность зданий, в которых временно или постоянно находятся люди.
Арматура по типам делится на несколько основных видов, каждый из которых имеет свои индивидуальные характеристики. Существует жесткая арматура, ею считается:
- Двутавровая арматура;
- Гнутый швеллер.
Есть так называемые, гибкие изделия, к классу которых относятся следующие виды:
- пруты с нанесенным на них рифлением;
- гладкие стержни;
- разнообразные сетки.
Горизонтальное армирование
Основные разновидности арматурной продукции, представленные в современном строительстве и обнаруживаемые на рынках мировой индустрии, таковы:
- А1. Гладкая арматура, которую выполняют из стали, она может быть горячекатаной, можно предпочесть низколегированную или углеродистую массу. Это простейший из возможных вариантов.
- А3 обладает рифленой поверхностью и очень востребована в капитальном строительстве при изготовлении стен, фундаментов, которые становятся основой различных высоток. Сталь в этих прутах обрабатывают несколькими разными способами, это придает ей дополнительную прочность.
- АТ800. Продукт, на производства которого идет очень прочная и эластичная сталь. Идеальное решение для конструкций, в которых предполагается наличие большого числа динамических нагрузок.
Как соединяется арматура?
В строительстве используются разнообразные виды сварки арматуры в единую систему сетки. Есть такой вариант, как полуавтоматическая электрошлаковая, ванно-шовная, выполняемая вручную электродуговая, контактная и ванная. По ГОСТу арматуру можно соединить несколькими способами: внахлест, по стыкам и тавровым методом.
Стыковые способы соединения арматуры в систему в свою очередь бывают такими: с участием одного стержня; инвентарный тип; при участии проволоки и электродуги; вручную одним или двумя сварными швами.
Арматура сварная
При электрошлаковой сварке нет электрической дуги, он пригоден для сочленения между собой тяжелых арматурных конструкций. Ванно-шовный способ сварки предполагает передачу тепла к свариваемым арматурным элементам не непосредственно от электрода, а через ванную с жидким металлом. При электродуговой сварке используется непосредственное воздействие на металл электрической дуги, температура такой сварки около 5 тысяч градусов Цельсия, что больше температуры плавления большинства использующихся в строительстве металлов. При контактной сварке необходимый шов создается при помощи нагревания металла электротоком и механического прижатия сплавляемых деталей между собой.
Сварка ванным способом
Техника сочленения ванным способом используется для соединения прутьев большого диаметра (2-10 сантиметров), арматурных стыков в разных рядах; стыков огромных стальных полос. Как можно понять из описания, этот способ подходит для крупных конструкций при возведении зданий. Он дает необходимую жесткость всей конструкции.
Для того чтобы максимально качественно выполнить соединение этим методом, необходимо очень аккуратно и точно совмещать арматурные стыки. Смещение в этом случае должно составить не более половины диаметра входящего в состав соединения прута.
Ванное соединение можно сделать при помощи одного электрода для мест схождения гладких стержней до 32 миллиметров диаметром или гребешком, составленных из некоторого количества электродов для прутьев в 80 миллиметров диаметром. Для сварки понадобятся трансформаторы, производящие переменный ток или приспособления для генерации постоянного.
Сваривание арматур
При проведении одноэлектродной процедуры необходимо использовать скобы для подкладок, выполненные из стали штампованным методом. Многоэлектродная сварка потребует уже составные прокладки, также сделанные из штампованной стали.
При присоединении таким образом к стыкам разных элементов арматуры приваривается стальная форма, в которой электродуга создает ванну с расплавившимся от высокой температуры металлом. Это приводит к формированию необходимого для соединения варочного шва, который после остывания создаст требуемую конструкцию.
Перед тем как начинать варить элементы, необходимо зачистить торцевые части каждого из прутов от образований вроде ржавчины и окалины. Для этого используется специальная металлическая щетка. Затем элементы свариваемой детали помещают друг к другу максимально корректно, оставляя небольшое расстояние между прутьями на торцах для формирования шва.
Вертикальные швы при обработке формируются при помощи листовой формы, выполненной методом штамповки. Ее без вспомогательных средств приваривают к нижней части арматуры, а потом доделывают шов вдоль всего сечения. Для того чтобы сохранить арматурную сетку от деформации в последующем, нужно озаботиться, чтобы длинные прутья перед началом работ получили так называемый «обратный прогиб».
Появляющийся в ходе работы шлак необходимо удалять с участием особого приспособления. Затем верхний прут приваривают к нижнему пруту и заливают металлом. В форме выжигается отверстие для выхода шлака, а затем его снова заделывают.
Плюсы и минусы ванного способа
Способ ванной сварки арматуры, как и любая другая выполняемая при строительстве зданий работа имеет свои плюсы и минусы. Она может предложить следующие преимущества. Для выполнения этого вида соединения арматуры можно использовать совершенно обыкновенные сварочные приспособления. Не придется докупать какие-то дополнительные присадки и аппараты. Она прекрасно соединяет между собой крупные и относительно гладкие элементы.
Во время выполнения работ нет необходимости поворачивать конструкцию. Качество сварки очень легко определяется с помощью гамма-лучей. Если сравнить этот способ с теми, где есть необходимость в использовании накладок на стыки, то получается заметная экономия арматурной стали. Она составляет от полукилограмма до 2,5 килограммов.
Кроме того, при работе с ванной, шкал и пузырьки воздуха стремятся наверх, к металлу, что положительно влияет на качество формируемого при работах сварного шва.
Как недостатки можно посчитать необходимость постоянно поддерживать металл в жидком состоянии, из-за чего замена уже непригодных для сварки электродов должна производиться как можно быстрее. Также слишком быстрое остывание расплавленного металла может привести к повышенному шлакообразованию, что скажется впоследствии на качестве и прочности всего полученного в результате сварки шва. Кроме того, металл периодически должен успокаиваться, что приводит к необходимости периодически закорачивать электроды при работе.
Прочность конструкции
Если сварка ванным способом выполнена грамотно и аккуратно, то ее прочность вполне способна радовать вас очень долгое время. За счет отсутствия воздействия тока непосредственно на торцы прутов конструкция получается более гибкой и более прочной, что делает ее незаменимой при формировании основы в виде железобетонных стен и фундамента для многоэтажных зданий.
Ванная сварка арматуры. Что такое сварочная ванна
Для укрепления бетона используется металлическая арматура разного размера. Надежность фундаментных и несущих стеновых конструкций, тоннелей, мостовых опор обеспечивают каркасы из арматуры. Они заливаются строительной смесью на основе цемента, образуя железобетон. Существуют различные технологии соединения стальных прутков.
Самым надежным и часто применимым считается ванная сварка, получаемый этим методом шов способен выдержать большие статические и динамические нагрузки без нарушения целостности структуры, отвечает высоким требованиям ГОСТ 14098, действующим в гражданском строительстве. Сваркой ванным способом соединяют рельсы, толстостенный легированный прокат. Этот высокотемпературный метод стыковки металла используют во многих отраслях.
Способы соединения арматуры
В строительстве существует несколько технологий получения сплошного арматурного прутка.
Механический способ соединения стыков предусматривает применение прессованных муфт или отрезков трубы. Для фиксации стыка методом обжима применяется гидравлический пресс. Для ускорения процесса изготавливают муфты с перегородкой, ее просто надевают на пруток, в другой конец вставляют следующий. Вес конструкции, металлоемкость железобетона при таком методе крепления арматурных прутков возрастает. Муфты необходимо выбирать по типоразмеру арматурного стержня, для пресса под каждый размер делается сменный штамп.
Стальные прутки классов А400 и АIII крепят между собой внахлест с помощью специальных лапок, используют вязальную проволоку, стандартные крючки. Механический метод стыковки применяют только потому, что прутки этих марок нельзя сваривать.
Среди высокотемпературных методов получения неразъемных стыков самым надежным считается сварка арматуры ванным способом. В процессе формирования соединения не образуется продольных трещин, характерных для многошовной сварки. Технология горячей стыковки с использованием накладки для сварки арматуры металлозатратная, расходы на материалы увеличиваются на 5-7 %. При сваривании стержней встык образуется слишком хрупкое соединение, которое не обладает нужной прочностью.
Ванная сварка
Принцип сварки ванным способом
Метод сварки ванным способом применяют для металлических полос с сечением до 50 мм, крепления толстостенных фланцев, стыковки прутков. Диапазон диаметра арматуры – от 20 мм до 10 см.
Классификация ванной сварки:
- дуговая ручная с размещением выпусков в стальной скобе;
- полуавтоматическая, сварочная ванна формируется в керамической форме, в этом случае исключаются затраты на накладки, экономятся электроды, формируется аккуратный стык;
- ванно-шлаковая, для нее используется формочка из медесодержащих сплавов.
При возведении металлических каркасов железобетонных фундаментов, несущих стен, туннелей, опор стыковку арматуры чаще производят ручным методом. Что это такое с точки зрения технологии: принудительное формирование плотного шва в месте стыка двух стержней.
При ванной сварке создается необходимый запас прочности прутка по всей длине каркаса. Соединение устойчиво на изгиб, кручение. Смещение осей соединяемых стержней не превышает 5% их диаметра.
Достоинства
В сравнении с другими технологиями высокотемпературной стыковки арматуры, ванный метод имеет ряд преимуществ:
- метод применим для неподвижных частей металлоконструкций, нет необходимости их поворачивать для создания соединения по всей поверхности;
- в процессе расплава происходит равномерный, а не точечный разогрев прутков;
- диагностику шва можно производить доступным гамма-лучевым методом;
- для работы используется обычное сварочное оборудование;
- в результате сварки образуется качественное соединение;
- затраты на расходные материалы минимальные – стальная форма служит дополнительным ребром жесткости;
- подобрать формы под размер прутка достаточно просто, они выпускаются в широком ассортименте.
Недостатки
Особенностью выполнения ванной сварки является соблюдение непрерывности процесса. Необходимо следить, чтобы разогрев охватывал всю зону контакта. Ванный метод требует профессиональной подготовки. Еще один минус – использовать стальную форму можно только один раз. Медные ванночки многоразовые, но они дорогие. К недостаткам также относят обязательный подготовительный этап, он увеличивает временные затраты.
Ванночки для сварки
Они бывают литые и штампованные, их делают из стали или медных сплавов. По стоимости они несопоставимы, медные намного дороже. Принцип их использования одинаковый: они должны удерживать расплав, образуемый в зоне стыка, от растекания. По форме это сегмент цилиндра, охватывающий до ¾ поверхности прутка. Используются многоразовые и одноразовые ванночки для сварки арматуры. При соединении арматуры чаще применяются металлические формы. Они создают дополнительный резерв прочности металлоконструкций по всей длине, считаются расходным материалом. Медные сплавы долговечные. Допускается использование ванной из цветных металлов до 150 сварок.
Ванны для сварки арматуры
Процесс ванной сварки
Для сварочного процесса потребуется:
- однофазный или трехфазный аппарат на 220 вольт;
- ванночка или форма для образования шва;
- баллон с инертным газом для создания защитной среды в случае соединения легко окисляемых сплавов;
- от 1 до 4 двухмиллиметровых электродов на одну ванну в зависимости от толщины прутка;
- щиток и другие средства индивидуальной защиты сварщика.
Основные этапы технологического процесса:
- к пруткам в зоне соединения прихватывается стальная скоба;
- под воздействием дуговой волны в сварочной ванне электрод формирует зону расплава;
- концы прутка расплавляются, образуется однородная жидкая структура;
- при охлаждении идет процесс кристаллизации сварочной ванны, получается шов.
Сварочная ванна формируется в любом положении стержней арматуры. Для горизонтальных соединений в качестве скобы используются металлические накладки. Вертикальные стыки свариваются с применением штампованной формы. Её крепят на нижний стержень. Электродом, совершая вертикальные движения, заполняют зазор, наполняют расплавом ванну. Для выпуска шлака форму прожигают, затем отверстие заваривают. Наплыв должен закрывать концы стальных стержней.
Технология сварки предполагает предварительную подготовку поверхностей. Железными щетками концы стальной арматуры следует очищать от ржавчины, грязи и пыли. От чистоты поверхности зависит прочность сварного соединения.
Минимальная длина выпуска стержней – 30 мм. В этой зоне формируется соединение. Максимальный размер зазора кратен толщине электрода. Он не должен превышать 1,5 диаметра. Стержни в сварной ванночке или форме располагаются соосно.
Особенности метода и область применения
При сварке ванным способом образуются шлаковые соединения. Концы прутков образуют с расплавленным электродом однородный сплав, отличающийся по химическому составу от образующих элементов. Шлак служит защитой расплава от окисления воздухом. Для низкоуглеродистых сталей при сварке используется инертный газ, в этом случае шлак активнее пузырится. Корка на шве – хороший показатель прочного соединения. Он легко убирается при постукивании.
Еще одной особенность сварки считается положение электрода в процессе работы: он не должен стоять неподвижно, им совершают колебательные движения, заползая на кромки стыка, чтобы расплав равномерно заполнял ванночку.
Метод применяется во многих отраслях, где требуются прочные соединения металлических деталей толщиной свыше 20 мм. Максимальный размер свариваемого арматурного прутка 100 мм. Массивные железобетонные объекты требуют мощных каркасных конструкций.
Ванным способом удобно варить тавровые балки, сложный профиль. Для формирования зазора нужного размера используют зажимные кондукторы, они фиксируют скрепляемые части в нужном положении. Этот метод соединения металла находит широкое применение:
- в гражданском, промышленном и оборонном строительстве;
- машиностроении при создании движущихся узлов, работающих под нагрузкой;
- нефтедобывающей отрасли;
- горнорудной промышлености;
- в сфере железнодорожного транспорта,
- промышленных предприятиях.
Обладая определенными навыками, имея сварочное оборудование, стыковое соединение металлических элементов можно сделать самостоятельно. Для этого применяются типовые электроды, ванночку нужной формы можно изготовить из медной пластины.
Ванная сварка арматуры
Арматурные пруты из-за небольшой контактной поверхности и упроченных марок стали считаются сложно свариваемыми изделиями. Качество соединения формируется за счет нескольких факторов. Одним из определяющих факторов является точность стыка, который нередко смещается во время сварки. Во избежание этого возникает необходимость применения специальных технологий. Наибольшее распространение в строительстве на сегодняшний день приобрела так называемая ванная сварка арматуры, которая позволяет получить надежное соединение прутьев.
Сварка арматуры ванным способом
Арматурные прутья широко используются для сооружения железобетонных конструкций. При построении каркаса металлические прутья могут соединяться как продольно, так и перпендикулярно. Как правило, при этом площадь сварного шва получается небольшой, в то время как соединение подвержено значительным нагрузкам. Использование специальных ванночек позволяет не только упростить работу сварщика, но и повысить качество соединения.
Данная технология обладает рядом преимуществ, хотя она не лишена и недостатков.
Преимущества
- Ванная сварка арматуры позволяет рационально распределять наплавочный материал при его минимальных потерях.
- Оптимальный уровень качества соединения.
- Технология, проверенная временем и доведенная до совершенства.
- Наличие широкого выбора ванночек для арматуры различного сечения.
Недостатки
- Стальные ванночки являются расходным материалом, используемым единожды.
- Стоимость медных ванночек достаточно высока.
- Необходимость более тщательной и длительной подготовки свариваемых элементов.
Принцип сварки арматуры ванным способом
Наиболее часто данная технология применяется при соединении стержней большого сечения. Накладки для ванной сварки арматуры устанавливаются в вертикальном или горизонтальном положении на стык прутьев, между которыми остается небольшой зазор, заполняемый при сваривании наплавом. Наличие этого подковообразного элемента практически полностью исключает возможность смещения арматуры. Помимо того, бортики ванночек не позволяют растекаться расплавляемому при сварке металлу, который надежно обволакивает соединяемые поверхности. Аналогичным образом проводится и ванная сварка арматуры колонн.
Расходные материалы и инструмент
Сварка арматуры ванным способом достаточно простой технологический процесс, не требующий наличия специальных инструментов и материалов. Единственным требованием является достаточно точная установка свариваемых металлических прутьев и закрепление на стыках ванночек.
В качестве основного расходного материала выступают электроды марки УОНИ 13/55, предназначенные для сваривания упроченных металлов. Другим расходным материалом являются подковообразные металлические накладки подходящей размерности.
Источником энергии служит стандартный сварочный трансформатор, способный обеспечивать повышенные токи.
Из прочих инструментов сварщику понадобятся измерительный шаблон, щетка по металлу и резак.
Процесс сварки арматуры ванным способом
Сваривание металлической арматуры посредством указанной технологии проводится в несколько этапов.
- Подготовка поверхности заготовок. Свариваемые концы прутьев тщательно очищаются от коррозии щеткой по металлу. Необходимо чтобы концы арматуры были прямыми. При наличии скосов, изгибов и прочих неровностей дефектную часть следует обрезать.
- Установка арматуры. На этом этапе соединяемые стержни устанавливаются соответственно друг другу с минимальными отклонениями и зазором, составляющим около 1,5 см. Зазор между прутьями в процессе сваривания заполняется слоем наплава, способным выдерживать расчетные нагрузки.
- Фиксирование ванночек. На стыке арматурных стержней устанавливаются и фиксируются штампованные накладки для ванной сварки арматуры соответствующего диаметра, формирующие сварной шов.
- Сваривание. После появления дуги сварщик проводит электродом колебательные движения поперек оси стержней, равномерно покрывая все сечение наплавом. При прерывании процесса следует удалить с поверхности шлак, после чего продолжить операцию до полного заполнения штампованной заготовки наплавом.
Накладки для ванной сварки арматуры
Литые или штампованные формочки доступны в разных размерах как по длине, так и по диаметру. Подбирать их следует в соответствии с размерами арматурных стержней. Указанные заготовки изготавливаются и стали и меди. При этом если стальные ванночки используются в качестве разового расходного материала, медные заготовки могут применяться неоднократно.
Соблюдение техники безопасности
Как и при ведении любого другого вида сварки, здесь необходимо строго придерживаться правил электробезопасности. Следует помнить, что сварочные операции ведутся с использованием повышенных токов, что требует уделить особое внимание качеству заземления, контролю оборудования и расходных материалов.
Сварщики должны быть оснащены полным комплектом индивидуальных средств защиты – маской, щитком, диэлектрической обувью и рукавицами, одеждой из огнеупорных тканей. Территория, где проводятся сварочные работы, должна быть оборудована средствами пожарной безопасности.
Фитинг для стыковой сварки (стыковой сварки) — колено — переходник
Что такое фитинг для стыковой сварки (стыковой сварки)?
Фитинг под сварку встык — это свариваемый трубный фитинг, который позволяет изменять направление потока, отводить, уменьшать размер трубы или присоединять дополнительное оборудование. Фитинги из кованой стали под сварку встык производятся в соответствии с ANSI / ASME B16.9.
Фитинги для стыковой сварки доступны в виде колен, тройников, заглушек, переходников и выходов (olets). Эти фитинги являются наиболее распространенным типом сварных фитингов для труб и определяются номинальным размером трубы и спецификацией труб.Фитинги для стыковой сварки используют бесшовные или сварные трубы в качестве исходного материала и формируются (с помощью нескольких процессов), чтобы получить форму колен, тройников, переходников и т. Д. Так же, как труба продается из Приложений 10 к Приложению 160, фитинги для стыковых сварных труб продаются так же. Сварные фитинги под приварку встык чаще используются из нержавеющей стали из-за их стоимости. Фитинги Sch 10 также более распространены в фитингах из нержавеющей стали под сварку встык.
Обычным материалом для фитингов под приварку встык являются A234 WPB (также доступны A и C), углеродистая сталь с высоким пределом текучести, нержавеющая сталь 304 и 316, а также никелевые сплавы.
Размеры фитингов для стыковой сварки
Просмотрите нашу большую коллекцию фитингов для труб из углеродистой стали и нержавеющей стали под сварку встык по мгновенным ценам онлайн!
Видео ниже дает краткий обзор фитингов для стыковой сварки труб.
* см. Стенограмму видео в конце страницы
Фитинги под сварку встык состоят из колена с длинным радиусом, концентрического переходника, эксцентрикового переходника и тройника.Они являются важной частью промышленных трубопроводных систем для изменения направления, ответвления или механического присоединения оборудования к системе. Фитинги под приварку продаются с номинальными размерами труб с указанным графиком труб. Размеры и допуски фитингов BW определены в соответствии со стандартом ASME B16.9.
Фитингидля стыковой сварки также называются фитингами для сварных труб. Эти сварные фитинги из углеродистой и нержавеющей стали обладают многими преимуществами по сравнению с резьбовыми и приварными фитингами. Последние доступны только с номинальным размером до 4 дюймов, тогда как фитинги под сварку встык доступны в размерах от ½ до 72 дюймов.Некоторые из преимуществ фитингов под сварку встык:
Типы фитингов для стыковой сварки
Сварные фитинги из углеродистой и нержавеющей стали представляют собой соединительные элементы, которые делают возможным монтаж клапанов, труб и оборудования на трубопроводной системе. Сварные фитинги дополняют фланцы труб в любой трубопроводной системе и позволяют;
- Изменение направления потока в системе трубопроводов
- Соединение или соединение труб и оборудования
- Обеспечение ответвлений, подъездов и отводов для вспомогательного оборудования
Типичный пример использования сварных фитингов — труба, уменьшенная с помощью концентрического переходника, приваренная к фланцу приварной шейки и подсоединенная к оборудованию.На рисунке ниже представлена полная коллекция фитингов, приваренных встык
.Коллекция фитингов для стыковой сварки
LR 90 Колено: Фитинги, меняющие направление в системе трубопроводов, называются коленами. Изменение направления указывается в градусах, например, 45 или 90. Колено с длинным радиусом 90 градусов имеет центральную линию на расстоянии 1,5 x NPS от конца колена. Колено 3R имеет центральную линию на расстоянии 3 x NPS от конца колена.
Колено LR 45: Колено с длинным радиусом 45 градусов изменяет направление на 45 градусов.
SR90 Колено: Колено с коротким радиусом 90 градусов такое же, как LR90, за исключением того, что расстояние между концом колена и центральной линией составляет 1 x NPS.
LR Изгиб на 180 градусов: Длинный радиус изгиба на 180 градусов позволяет полностью изменить направление потока. Расстояние между концом колена и центральной линией составляет 3 x NPS.
SR Изгиб на 180 градусов: Короткий радиус изгиба на 180 градусов позволяет полностью изменить направление потока, но при более крутом повороте. Расстояние между концом колена и центральной линией составляет 1 x NPS.
Тройник: приварки труба Тройник позволяет 90 градусов ответвляются от бегущей pipe.This позволяет для подключения вспомогательного оборудования к трубе. С двух сторон к трубе приваривают тройник, оставляя ответвление открытым для ответвления.
Переходной тройник: Переходной тройник под сварку встык имеет ответвление, которое меньше основного участка. Это позволяет выполнить ответвление на меньшую трубу оборудования от основного участка.
Концентрический переходник: Концентрический переходник также называется сварной концентрической муфтой.Он позволяет соединять большую трубу с меньшей трубой с помощью сварки. Концентрический переходник обеспечивает сварное соединение двух труб с одинаковой центральной линией.
Эксцентриковый переходник: Эксцентриковый переходник также называется сварной эксцентриковой муфтой. Это позволяет приваривать большую трубу к трубе меньшего размера со смещенной центральной линией. Смещение центральной линии эксцентрикового редуктора составляет; Смещение = 1/2 x (наибольший ID — наименьший ID)
Сварочная бобышка: Сварочная бобышка, также называемая сварочным патрубком, представляет собой способ соединения сварного соединения, которое имеет контур внизу, чтобы соответствовать контуру трубы.Таким образом, один конец сварочного патрубка приваривается к трубе, а другой конец открыт для приваривания к любой другой трубе или оборудованию. Сварочный патрубок требует указания размера выпускного отверстия и «размера участка» трубы, чтобы контур соответствовал контуру трубы. Размер сварочного патрубка всегда будет меньше размера участка, например, сварочный патрубок 1/2 «можно использовать на трубе (размер участка) 1/2» и больше.
Приварной штуцер: Втулочный конец используется с фланцем, соединенным внахлест, который приваривается к трубе.
Фитинги для стыковой сварки со скосом
Все сварные фитинги имеют скошенные концы для облегчения сварки. Этот скос в большинстве случаев позволяет выполнить сварной шов с полным проплавлением. Есть два типа фаски;
Обычная фаска и составная фаска.
Спецификации и стандарты на фитинги для стыковой сварки
Сварные фитинги изготавливаются в соответствии со спецификацией ASME B16.9. Стандарт ASME B16.9 распространяется на сварочные фитинги из кованой стали заводского изготовления размером от 1/2 до 48 дюймов.Однако этот стандарт не распространяется на фитинги для стыковой сварки под низким давлением, устойчивые к коррозии. См. MSS SP-43, Кованые фитинги из нержавеющей стали для стыковой сварки.
Общие материалы для сварных трубных фитингов
Сварные фитинги из углеродистой стали:A234 WPB — наиболее распространенный материал, используемый для изготовления фитингов из углеродистой стали, сваренных встык.
ASTM A234 WPB — это стандартная спецификация для трубопроводных фитингов из кованой углеродистой и легированной стали для работы при умеренных и высоких температурах.
Технические характеристики
ASTM: A234 WPB
ASME: B16.9, B.11
NACE: MRO175
MSS: SP-83, SP-95
Химический состав%
Марка | К | Мн | п. | S | Si | Кр | Пн | Ni | Cu | Прочие |
– | – | – | макс. | макс. | – | – | – | – | – | – |
WPB | 0.3 | 0,29–1,06 | 0,05 | 0,058 | 0,1 | 0,4 | 0,15 | 0,4 | 0,4 | В 0,08 |
(1,2,3,4,5) | макс. | – | – | – | мин. | макс. | макс. | макс. | макс. | макс. |
- Фитинги из прутка или пластины могут иметь 0.35 макс углерода.
- Фитинги, изготовленные из поковок, могут содержать не более 0,35 углерода и не более 0,35 кремния без мин.
- Для каждого сокращения на 0,01% ниже указанного максимума углерода будет разрешено увеличение на 0,06% марганца сверх указанного максимума, но не более 1,35%.
- Сумма меди, никеля, ниобия и молибдена не должна превышать 1,00%.
- Сумма ниобия и молибдена не должна превышать 0,32%.
Фитинги для стыковой сварки нержавеющей стали:
Выпускаются фитинги из нержавеющей стали под сварку встык из марок 316 и 304.
304 / 304L (UNS S30400 / S30403)
Химический состав%
К | Кр | Мн | Ni | п. | S | Si |
МАКС | – | МАКС | – | МАКС | МАКС | МАКС |
0.035 | 18,0–20,0 | 2,00 | 8,0-13,0 | 0,045 | 0,030 | 1,00 |
Требования к растяжению
Предел прочности при растяжении: (KSI) = 60
Предел текучести: (KSI) = 35
(KSI преобразуется в MPA {мегапаскали} путем умножения на 6.895)
316 / 316L (UNS S31600 / S31603)
Химический состав%
К | Кр | Мн | Пн | Ni | п. | S | Si |
МАКС | – | МАКС | – | Макс | МАКС | МАКС | |
0.035 | 16,0–18,0 | 2,00 | 2,0–3,0 | 10,0-14,0 | 0,045 | 0,030 | 1,00 |
Требования к растяжению
Предел прочности при растяжении: (KSI) = 70
Предел текучести: (KSI) = 25
(KSI преобразуется в MPA {мегапаскали} путем умножения на 6.895)
Как изготавливается фитинг под сварку встык?
Фитинг для стыковой сварки труб изготавливается методом горячей штамповки, который включает гибку и придание формы. Исходным материалом для стыковых сварных фитингов является труба, которую нарезают на нужную длину, нагревают и формуют в определенные формы с помощью красителей. Также проводится термообработка для снятия остаточных напряжений и получения желаемых механических свойств. Прочтите ссылку здесь, чтобы получить более подробную информацию об изготовлении фитингов под сварку встык.
Преимущества фитингов для стыковой сварки
- Сварное соединение обеспечивает более надежное соединение
- Сплошная металлическая конструкция увеличивает прочность трубопроводной системы
- Фитинги под приварку встык с соответствующими схемами труб, обеспечивают непрерывный поток внутри трубы.Сварной шов с полным проплавлением и правильно подогнанный колено LR 90, переходник, концентрический переходник и т. Д. Обеспечивает постепенный переход через сварные фитинги.
- Возможность различного радиуса поворота с использованием короткого радиуса (SR), большого радиуса (LR) или колена 3R
- Рентабельность по сравнению с их дорогими ответными частями с резьбой или сваркой враструб. Сварные фитинги из нержавеющей стали
- также доступны в SCH 10, что позволяет использовать более тонкие стенки. Фитинги под сварку встык из нержавеющей стали
- чаще встречаются в конфигурациях SCH 10 и SCH 40.
Все фитинги под сварку встык имеют скошенные концы в соответствии со стандартом ASME B16.25. Это помогает создать сварной шов с полным проплавлением без какой-либо дополнительной подготовки, необходимой для установки под приварку встык.
Фитинги для стыковой сварки чаще всего изготавливаются из углеродистой стали, нержавеющей стали, никелевого сплава, алюминия и материалов с высоким пределом текучести. Высокопроизводительные фитинги из углеродистой стали под сварку встык доступны в вариантах A234-WPB, A234-WPC, A420-WPL6, Y-52, Y-60, Y-65, Y-70. Все фитинги WPL6 отожжены и совместимы с NACE MR0157 и NACE MR0103.
Trupply — один из крупнейших дистрибьюторов трубных фланцев и фитингов. Мы обрабатываем сотни запросов каждый день. Некоторые из распространенных заблуждений рассматриваются в разделе вопросов и ответов ниже;
Вопросы и ответы
- Клиент запросил фитинги под сварку встык из A105: Наиболее распространенным материалом для стыковых фитингов из углеродистой стали является A234WPB. Он эквивалентен фланцам A105, однако таких штуцеров, как A105 или A106 под приварку встык, не существует.
- Заказчик запрашивает «нормализованные» фитинги под сварку встык: Это тоже заблуждение, поскольку фланцы доступны в размерах A105 и A105 N, где N означает нормализованные.Однако такого понятия, как A234WPB N , не существует. Некоторые производители нормализуют свои фитинги для стыковой сварки в качестве стандартной процедуры, и такой запрос требует проверки индивидуальных сертификатов испытаний материалов, чтобы убедиться, что был проведен нормализованный процесс термообработки. Заказчик, нуждающийся в «нормализованных» фитингах под сварку встык, должен запросить фитинги WPL6, которые обладают высокой текучестью и нормализованы как стандартная процедура.
- Заказчик забывает указать спецификацию труб: Фитинги под сварку встык продаются в соответствии с размером трубы, но спецификация трубы должна быть указана так, чтобы внутренний диаметр фитинга соответствовал внутреннему диаметру трубы.Если график не указан, мы будем считать, что требуется стандартная стена.
- Различия между SCH 40 и True Schedule 40: Трубные фитинги размером 12 дюймов или больше требуют указания, является ли фитинг стандартным настенным (обычно обозначается sch 40) или требуется настоящий график 40. Это необходимо, поскольку таблица 40 НЕ соответствует стандартной стене для труб диаметром 12 дюймов и больше. Настоящий sch 40 будет толще, чем стандартная стенка для трубной арматуры 12 дюймов или больше.
- Различия между SCH 80 и True Schedule 80 : Для труб размером 10 дюймов и выше, sch 80 НЕ соответствует XH.Заказчик должен указать, хочет ли он перегородку SCH 80 или XH.
- Фитинги для стыковой сварки из нержавеющей стали доступны в списке 10s. : Заказчик должен указать, нужны ли им фитинги для стыковой сварки со стандартной стенкой (sch 40s) или более тонкие стенки, из нержавеющей стали sch 10s. См. Диаграмму , чтобы пояснить, как толщина стенки труб из нержавеющей стали соотносится с различными спецификациями труб.
- Заказчик забывает указать сварные или бесшовные фитинги для стыковой сварки. : Фитинги для стыковых сварных соединений доступны как в сварной, так и в бесшовной конфигурации.Фитинги из углеродистой стали или нержавеющей стали, сварные стыком, изготавливаются из бесшовных труб и, как правило, дороже. Бесшовные фитинги НЕ распространены для размеров больше 12 дюймов. Сварные фитинги изготавливаются из сварных труб из углеродистой стали или нержавеющей стали. Они доступны в размерах от ½ «до 72» и более доступны по цене, чем бесшовные фитинги.
Что означает короткий радиус (SR) или длинный радиус (LR)?
Вы часто будете слышать локоть SR45 или локоть LR45. 45 или 90 обозначают угол изгиба фитинга под сварку для изменения направления потока.Колено с большим радиусом (Колено LR 90 или Колено LR 45) будет иметь изгиб трубы, который будет в 1,5 раза больше трубы. Итак, 6-дюймовый LR 90 имеет радиус изгиба, который в 1,5 раза больше номинального размера трубы. Колено с коротким радиусом (SR45 или SR90) имеет изгиб трубы, равный размеру фитинга, поэтому 6-дюймовый SR 45 имеет радиус изгиба, равный 6-дюймовому номинальному размеру трубы.
Что такое угловой фитинг 3R или 3D?
Во-первых, термин 3R или 3D используется как синоним. Отвод под сварку встык 3R имеет радиус изгиба в 3 раза превышающий номинальный размер трубы.Колено 3R более гладкое, чем фитинги SR или LR.
Редукторы для сварных труб
Фитинги для стыковой сваркидоступны с концентрическим переходником и эксцентричным переходником для уменьшения потока от одного размера трубы к другому. Концентрический переходник под приварку встык симметричен: оба конца выровнены по центру.
Эксцентричный переходник под приварку встык несимметричен: концы смещены относительно друг друга.
Опции производителя и происхождения
Trupply является официальным дистрибьютором Weldbend , который является одним из крупнейших производителей отечественных фитингов и фланцев для сварки встык из углеродистой стали.Фитинги под сварку встык из нержавеющей стали местного производства изготавливаются из нержавеющей стали Taylor Forge Stainless . Trupply также предлагает одобренные и неодобренные импортные фитинги для труб, такие как Erne Fittings , SKBend и TKBend, для более экономных клиентов. На все фитинги под сварку встык предоставляются протоколы испытаний материалов (MTR).
*
Стенограмма видеоДоброе утро. Сегодня мы говорим о фитингах под сварку встык. Вот коллекция фитингов для стыковой сварки из углеродистой стали.Это тройник, это концентрический переходник, это переходной тройник, это колено 45, это колено с коротким радиусом 90, это колено с длинным радиусом, 90, это заглушка трубы, и это эксцентриковый переходник . Это несколько примеров фитингов из нержавеющей стали, сваренных встык. В частности, это тройник из нержавеющей стали 304, а это колено под углом 90 градусов из нержавеющей стали, и это эксцентриковый переходник из нержавеющей стали.
Фитинги для стыковой сварки выпускаются из углеродистой стали, нержавеющей стали, никелевого сплава, а наиболее распространенным материалом для стыковых фитингов из углеродистой стали является A234-WPB.Эти фитинги также доступны из углеродистой стали с высоким пределом текучести, вам просто нужно указать это. Все фитинги под приварку встык изготавливаются из трубы, в качестве исходного материала они используют трубу. Обычно фитинги для сварки встык меньшего размера изготавливаются из бесшовных труб, но при увеличении размера, обычно превышающем номинальный размер 18 дюймов, эти фитинги изготавливаются из сварной трубы, и их также называют сварными фитингами для стыковой сварки.
Чтобы объяснить вам индивидуальный фитинг под приварку встык, опять же, это колено под 45 градусов.Если вы заметили, все фитинги под приварку встык имеют скосы на концах. Это образец трубы, образец трубы диаметром 2 дюйма, который мы используем. Все эти фитинги представляют собой 2-дюймовые трубные фитинги, и то, как вы их свариваете, заключается в том, что вы берете трубу, у вас должен быть скос, вы его стыкуете, вот почему они называются фитингами для стыковой сварки, а затем вы можете сделать сварка прямо здесь. Вы можете выполнить сварной шов с полным проплавлением в зависимости от ваших требований к сварке. Другая труба идет отсюда под углом 45 градусов.
Это 90 градусов, это короткий радиус 90 градусов.Разница между коротким радиусом 90 и длинным радиусом 90 заключается в том, что короткий радиус — гораздо более узкий поворот, это зависит от вашего чертежа трубопровода. Если это требует более крутого поворота, тогда вы запросите изгиб с углом 90 градусов с коротким радиусом, в противном случае вы запросите большой радиус. Они оба делают то же самое, и, как я показал вам раньше, вы просто стыкуете его, свариваете, другой кусок идет сюда, а затем он делает 90 градусов прямо здесь. То же самое с длинным радиусом, вот как вы его соединяете, а затем другая часть идет прямо сюда.
Это стандартный тройник, основной ход и ответвление одинакового размера, это 2 дюйма. Вы делаете то же самое: соединяете трубу вот так, привариваете и делаете тройник. Тройник также доступен в виде переходной буквы Т, и вы можете видеть, что это 2 дюйма на три четверти дюйма, так что здесь 2 дюйма, а затем он уменьшается до трех четвертей дюйма. Если при установке вашего трубопровода требуется уменьшение ответвления, вы запросите переходной тройник.
Одна вещь, которую я хотел упомянуть, это то, что все фитинги для стыковой сварки труб требуют, чтобы вы указали график, то есть, как вы определяете толщину стенки, номинальное давление.Если вы сравните его с фитингом под сварку муфтой или резьбовым фитингом, они будут весить 3000 фунтов, 6000 фунтов, тогда как фитинги под приварку встык входят в список 20, список 40, список 60, список 80, стандартный, сверхтяжелый, двойной X тяжелый. , необходимо указать график трубы. Этот конкретный является концентрическим редуктором, и он уменьшается с 2 дюймов до 1 дюйма, или вы можете указать, какое уменьшение вы хотите в концентрическом редукторе.
Это эксцентриковый редуктор. То же самое, но не в линию, поэтому, если ваша основная ветвь находится прямо здесь, в зависимости от вашей установки, если вы хотите быть вне оси, вы помещаете еще одну трубу прямо здесь, и она образует эксцентричный редуктор.Так выглядит эксцентриковый редуктор.
Это заглушка для трубы. Как следует из названия, вы используете его для закрытия трубы. Если у вас есть труба, сопло или что-то подобное, вы можете встать встык, сварить и закрыть трубу, например, заглушку.
Таким образом, фитинги для стыковой сварки доступны из углеродистой стали, нержавеющей стали и никелевого сплава. Для фитингов под приварку встык вам необходимо указать график, именно так определяется это номинальное давление, вы должны указать график 40, 80 и т. Д. И т. Д.Наиболее распространенным материалом для стыковых фитингов из углеродистой стали является A234-WPB, они доступны с высоким пределом текучести, они доступны из нержавеющей стали, они доступны из никелевых сплавов. Это оно. Спасибо.
Список литературы
Следующие ссылки обеспечивают хороший ресурс сварных фитингов;
Что такое фитинг под сварку встык? | Сварной | Нержавеющая сталь
Фитинги для труб из углеродистой и нержавеющей стали с стыковой сваркой
Фитинги под сварку встык состоят из колена с длинным радиусом, концентрического переходника, эксцентрикового переходника, тройника и т. Д.Фитинги из нержавеющей стали и углеродистой стали, сваренные встык, являются важной частью промышленной трубопроводной системы для изменения направления, ответвления или механического присоединения оборудования к системе. Фитинги под приварку продаются с номинальными размерами труб с указанным графиком труб. Размеры и допуски фитингов BW определены в соответствии со стандартом ASME B16.9.
Фитинги, сваренные встык, такие как углеродистая и нержавеющая сталь, обладают многими преимуществами по сравнению с резьбовыми и раструбными фитингами. Последние доступны только с номинальным размером до 4 дюймов, тогда как фитинги под сварку встык доступны в размерах от ½ до 72 дюймов.Некоторые из преимуществ сварных фитингов:
- Сварное соединение обеспечивает более надежное соединение
- Сплошная металлическая конструкция увеличивает прочность трубопроводной системы
- Фитинги под сварку встык с соответствующими спецификациями труб, обеспечивают непрерывный поток внутри трубы. Сварной шов с полным проплавлением и правильно подогнанный колено LR 90, переходник, концентрический переходник и т. Д. Обеспечивает постепенный переход через сварные фитинги.
Все фитинги под сварку встык имеют скошенные концы согласно ASME B16.25 стандарт. Это помогает создать сварной шов с полным проплавлением без какой-либо дополнительной подготовки, необходимой для установки под приварку встык.
Фитинги для стыковой сварки чаще всего изготавливаются из углеродистой стали, нержавеющей стали, никелевого сплава, алюминия и материалов с высоким пределом текучести. Высокопроизводительные фитинги из углеродистой стали под сварку встык доступны в вариантах A234-WPB, A234-WPC, A420-WPL6, Y-52, Y-60, Y-65, Y-70. Все фитинги WPL6 отожжены и совместимы с NACE MR0157 и NACE MR0103.
Trupply — один из крупнейших дистрибьюторов трубных фланцев и фитингов.Мы обрабатываем сотни запросов каждый день. Некоторые из распространенных заблуждений:
- Они называют фитинги BW из материала A105: Наиболее распространенным материалом для стыковой сварки углеродистой стали является A234WPB. Он эквивалентен фланцам A105, однако таких штуцеров, как A105 или A106 под приварку встык, не существует.
- Они запрашивают «нормализованные» фитинги под сварку встык: это тоже заблуждение, поскольку фланцы доступны в размерах A105 и A105 N, где N означает нормализованные. Однако такого понятия, как A234WPB N , не существует.Некоторые производители нормализуют свои фитинги для стыковой сварки в качестве стандартной процедуры, и такой запрос требует проверки отдельных MTR, чтобы убедиться, что был проведен нормализованный процесс термообработки. Заказчик, нуждающийся в «нормализованных» фитингах под сварку встык, должен запросить фитинги WPL6, которые обладают высокой текучестью и нормализованы как стандартная процедура.
- Они забывают указать спецификацию труб: фитинги для стыковой сварки продаются в соответствии с размером трубы, но спецификация трубы должна быть указана таким образом, чтобы внутренний диаметр фитинга соответствовал внутреннему диаметру трубы.Если график не указан, мы будем считать, что требуется стандартная стена.
- Различия между SCH 40 и True Schedule 40: для трубопроводной арматуры 12 дюймов или больше необходимо указать, является ли фитинг стандартной настенной (обычно именуется Sch 40) или требуется настоящий график 40. Это необходимо, поскольку таблица 40 НЕ соответствует стандартной стене для труб диаметром 12 дюймов и больше. Настоящий sch 40 будет толще, чем стандартная стенка для трубной арматуры 12 дюймов или больше. Фитинги для стыковой сварки из нержавеющей стали
- доступны в списке 10s: Заказчик должен указать, нужны ли им фитинги для стыковой сварки со стандартной стенкой (sch 40s) или более тонкие стенки, из нержавеющей стали sch 10s.См. Диаграмму трубопроводов, чтобы уточнить, как толщина стенки труб из нержавеющей стали соотносится с различными спецификациями труб.
- Они забывают упомянуть сварные или бесшовные фитинги для стыковой сварки: фитинги для стыковой сварки доступны как в сварной, так и в бесшовной конфигурации. Фитинги из углеродистой стали или нержавеющей стали, бесшовные стыковые, изготавливаются из бесшовных труб и, как правило, требуют больших затрат. Бесшовные фитинги НЕ распространены для размеров больше 12 дюймов. Сварные фитинги изготавливаются из сварных труб из углеродистой стали или нержавеющей стали.Они доступны в размерах от ½ «до 72» и более доступны по цене, чем бесшовные фитинги.
Что означает короткий радиус (SR) или длинный радиус (LR)?
Вы часто будете слышать локоть SR45 или локоть LR45. 45 или 90 обозначают угол изгиба фитинга под приварку встык для изменения направления потока. Колено с большим радиусом (Колено LR 90 или Колено LR 45) будет иметь изгиб трубы, который будет в 1,5 раза больше трубы. Итак, 6-дюймовый LR 90 имеет радиус изгиба, который в 1,5 раза больше номинального размера трубы.Колено с коротким радиусом (SR45 или SR90) имеет изгиб трубы, равный размеру фитинга, поэтому 6-дюймовый SR 45 имеет радиус изгиба, равный 6-дюймовому номинальному размеру трубы.
Что такое угловой фитинг 3R или 3D?
Во-первых, термин 3R или 3D используется как синоним. Отвод под сварку встык 3R имеет радиус изгиба в 3 раза превышающий номинальный размер трубы. Колено 3R более гладкое, чем фитинги SR или LR.
Концентрический переходник под сварку встык симметричен: оба конца выровнены по центру.
Эксцентричный переходник под приварку встык несимметричен: концы смещены относительно друг друга.
Trupply является официальным дистрибьютором компании Weldbend, которая является одним из крупнейших производителей отечественных фитингов и фланцев для стыковой сварки. Trupply также предлагает одобренные и неодобренные импортные фитинги для труб для более экономных клиентов. На все фитинги под сварку встык предоставляются протоколы испытаний материалов (MTR).
← Предыдущий пост Следующее сообщение →
Разъяснение 20 типов сантехнической арматуры (с фотографиями)
Для среднего домовладельца может быть непросто узнать, какая сантехника и куда проложена.Есть много разных типов, размеров и материалов, которые следует учитывать. Какие из них вам нужны, зависит от работы.
Если вам нужны дополнительные рекомендации, вы попали в нужное место. Мы познакомим вас с 20 наиболее распространенными типами сантехнической арматуры.
Сантехническая арматура разная
1. Адаптер
Адаптер имеет охватываемый и охватывающий концы, при этом охватываемая часть имеет резьбу снаружи, а охватывающая — внутри.
Они используются для соединения труб разного диаметра или даже для превращения охватываемой трубы в охватывающую и наоборот.
Существует три типа переходников: «папа», «мама» и с прямой резьбой. Если один из концов переходника без резьбы, его нужно приварить или припаять к трубе.
Адаптеры незаменимы при удлинении или окончании участков трубопровода. Герметичные переходники могут выдерживать высокое давление, обычно используемое в газовых и водопроводных трубах. Они также обеспечивают плавный переход от трубопроводов к трубным системам.
Вы можете найти адаптеры из различных материалов, в том числе:
- Сталь.
- Алюминий.
- Резина.
- Латунь.
- Медь.
- Чугун.
- Полимеры.
2. Ниппель
Ниппель для труб — один из самых популярных видов фитингов; это тоже очень важно. Он соединяет трубы с такими приборами, как водонагреватели, и соединяет два прямых участка труб.
Ниппельный фитинг имеет два наружных конца и может быть из различных материалов и отделок, например:
- Латунь.
- Алюминий.
- Медь.
- ПВХ.
- Углеродистая сталь.
- Нержавеющая сталь.
Существует пять типов трубных ниппелей, в том числе:
- Приварной ниппель: Используется для соединения трубных обжимных фитингов. Они прочные и могут использоваться при резких скачках давления, вибрации и изменениях.
- Ниппель с шестигранной головкой: Имеет два конца с резьбой и шестигранный центр. Доступен в различных материалах, разной длине и резьбе.
- Обжимной ниппель: Используется для подачи жидкости через трубу одного размера в другой.
- Цилиндрический ниппель: Короткий трубчатый ниппель с внешней конической резьбой на каждом конце, без резьбы между ними.
- Закрытый ниппель: Резьбовое соединение на обоих концах. Также называется «бегущий сосок».
Перед покупкой трубного ниппеля важно учесть материал, толщину и диаметр, чтобы убедиться, что вы получите правильный фитинг.
3. Союз
Соединительные фитинги состоят из трех частей: гайки, охватываемого конца и охватываемого конца. Они предназначены для соединения двух труб с возможностью отсоединения труб без повреждения или деформации. Их удобно использовать при техническом обслуживании или в случае плановой замены в будущем.
Трубные соединения доступны из широкого спектра прочных материалов, таких как:
- Чугун.
- Никель.
- Латунь.
- Бронза.
- Пластик.
- Резина.
Одно из многих преимуществ переходных фитингов — их простота установки.
Они используются в различных промышленных и муниципальных приложениях, таких как технологические трубопроводы и системы очистки сточных вод. При покупке переходного фитинга подумайте, какой тип и размер вам нужен.
4. Барб
ФитингиBarb обычно имеют охватываемый конус на одном конце и конический и ребристый конус на другом.Они предназначены для захвата трубки изнутри и герметизации соединения.
Когда зазубренный фитинг вставлен, шланг или трубка сначала расширяются, а затем расслабляются. Когда трубка или шланг расслабляются и возвращаются к своему первоначальному размеру, соединение закрывается, и его становится трудно отменить. Фитинги с зазубринами обычно используются в системах контроля газа, воздуха и жидкости при низком давлении.
Для подключения воды используются пластиковые зазубрины для холодной воды. Латунные зазубрины используются для переноса горячей воды.Перед покупкой зубчатого фитинга примите во внимание следующее:
- Совместимость материалов.
- Одиночный или многоствольный.
- Жесткость трубки или шланга.
- Внутренний диаметр шланга или трубки.
5. Муфта
Муфты очень похожи на штуцеры. Однако их нельзя отсоединить, не повредив трубы.
Муфтыможно использовать для соединения двух труб одинакового размера и диаметра. Они также обычно используются для изменения размеров труб; раструбный редуктор — это обычная муфта, используемая для этого, поскольку она соединяет большую трубу с меньшей.
Вы найдете муфты с внутренней резьбой или без резьбы. Муфты без резьбы используются либо для пайки меди, либо для сварки пластмасс растворителем.
Есть два других основных типа муфт:
- Компрессия: Соединяется между двумя трубами с помощью прокладок или резиновых уплотнений на обоих концах. Уплотнения предотвращают протекание.
- Накладка: Обычно используется для ремонта поврежденной трубы определенной длины.
Соединительные фитинги доступны в различных материалах; в их число входят:
- АБС.
- Хромированная латунь.
- Латунь.
- ХПВХ (хлорированный поливинилхлорид).
- ПВХ.
- Нержавеющая сталь.
6. Крест
Как следует из названия, крестовины представляют собой четырехходовые фитинги, комбинацию двух тройников (см. Ниже). Они состоят из одного входа и трех выходов, и они часто имеют раструб, приваренный растворителем, или концы с внутренней резьбой.
Крестовины не так популярны, как тройники. Причина в том, что они могут нагружать трубы при изменении температуры из-за четырех открытых путей.
Крестовиныв основном используются в сантехнике, где тепловое расширение не является проблемой, например, в спринклерных системах пожаротушения.
Эти типы фитингов доступны в следующих материалах:
- Латунь.
- Сталь.
- Нержавеющая сталь.
- Податливый.
- ПВХ.
7. Тройники
Тройники тройники. Они похожи на муфту с выходом посередине. Это короткие трубы с 90-градусным «ответвлением» в центре.
Существует два основных типа тройников:
- Тройник прямой: Используется в установках, где длина участка трубы совпадает с размером тройника.
- Переходной тройник: Используется, когда тройник меньше, чем напорная труба.
Тройники доступны в различных материалах:
- АБС.
- Хромированная латунь.
- Латунь.
- Медь.
- ХПВХ.
- ПВХ.
- Нержавеющая сталь.
8. Тройник-седло
Футболки Saddle очень похожи на настоящее седло. Они доступны только из ПВХ и используются для добавления тройника к существующей трубе без необходимости резки или повторной пайки.
Чаще всего используются в ирригационных системах, когда вам нужно добавить новую дождевальную линию. Седловые тройники «защелкиваются» на трубу с помощью клея. Как только клей осядет, просверливается новое отверстие.
9. Wyes
Wyes похож на букву «Y.«Они обычно используются в дренажной арматуре и имеют ответвление под 45 градусов.
Наклон ответвления разработан для уменьшения турбулентности и трения. Они соединяют вертикальные водосточные трубы с горизонтальными.
Фитинги типа «тройник» доступны в:
10. Фланцы
Фланец — это круглый фитинг, используемый для соединения труб. Трубы нарезаются резьбой или привариваются к середине фланца, а затем герметизируются. Отверстия снаружи используются для болтов.
Фланцыв основном используются в промышленности из-за их способности выдерживать высокое давление. Вы также можете найти фланцы в бытовых насосных системах.
В домашних условиях фланцы из ПВХ используются при креплении унитазов к полу. Их также называют «закрытыми» фланцами.
Предлагаются в нескольких материалах:
- Медь.
- Податливый.
- ПВХ.
- Латунь.
11. Колено
Угловые фитинги изогнуты и используются в основном для изменения направления потока.В основном они производятся под углом 45 и 90 градусов и могут иметь пропитку или резьбу.
Концы углового фитинга могут быть выполнены под сварку встык, нарезание резьбы или втулку. Редукционный локоть — это когда два конца различаются по размеру.
Отводы изготавливаются из следующих материалов:
- Латунь.
- Хромированная латунь.
- ХПВХ.
- Медь.
- АБС.
- ПВХ.
- Нержавеющая сталь.
12. Колпачки
Заглушки используются для закрытия конца открытой трубы и герметичны для жидкости и газа.Колпачок может быть прикреплен к концу трубы с помощью внутренней резьбы (внутренняя) или муфты, приваренной растворителем.
Внешняя сторона колпачка может быть квадратной, круглой, прямоугольной, двутавровой или U-образной; у некоторых даже будет рукоять.
Заглушки доступны в различных материалах:
- АБС.
- Медь.
- ХПВХ.
- Латунь.
- Хромированная латунь.
- ПВХ.
- Податливый.
- Нержавеющая сталь.
13. Заглушки
Заглушкииспользуются аналогично заглушкам, но вместо того, чтобы устанавливаться на трубу, они устанавливаются внутри.Обычно они имеют резьбу, чтобы можно было снять заглушку для будущего использования трубы.
Они предлагаются во многих из тех же материалов, что и колпачки:
- АБС.
- Медь.
- Латунь.
- Нержавеющая сталь.
14. Втулки
Втулки похожи на винтики. В основном они используются для соединения труб разного диаметра, превращая большой фитинг в маленькую трубу. Они могут иметь внутреннюю и внешнюю резьбу; Тем не менее, это не всегда так.
Втулочные фитинги меньше, чем штуцеры и муфты, и поэтому часто используются в одних и тех же ситуациях.
Этот тип фитинга имеется в наличии:
- Латунь.
- Хромированная латунь.
- ХПВХ.
- Медь.
- АБС.
- ПВХ.
- Податливый.
15. Механическая втулка
Механическая муфта соединяет две трубы с помощью винта или другого приспособления и проста в установке.
Втулка обычно изготавливается из резины и вставляется в зажим из нержавеющей стали.Хомут сжимает резину, что создает плотное уплотнение.
Этот тип фитинга немного гибок и может использоваться при перекосах в труднодоступных местах.
16. Клапан
Клапан используется для регулирования или остановки потока газа или жидкости. Клапаны обычно классифицируются по применению, например:
- Изоляция: Используется для временного отключения части системы трубопроводов. Обычно оставляют полностью открытым или закрытым и могут оставаться на месте годами до замены.
- Дросселирование: Используется для регулирования давления жидкости. Разработан, чтобы противостоять износу и нагрузкам; тем не менее, они могут со временем сработать. Обычно устанавливаются вместе с запорным клапаном на случай неисправности.
- Обратный клапан: Также называемые обратными клапанами, они позволяют свободный поток жидкости в одном направлении, но предотвращают обратный поток. Часто используется в канализационных и дренажных системах.
Клапаны в основном изготавливаются из таких металлов, как:
- Бронза.
- Чугун.
- Стальное литье.
- Нержавеющая сталь.
- Углеродистая сталь используется для высокого давления или высоких температур.
17. Редуктор
Редуктор предназначен для уменьшения расхода. Поставляется двух типов:
- Концентрический переходник: По внешнему виду похож на конус. Предназначен для соединения двух участков трубы на одной оси. Обычно используется при изменении диаметра трубы.
- Эксцентриковый переходник: Используется в системах трубопроводов, в которых труба на входе больше, чем труба на выходе.
Редукторы доступны из различных материалов, таких как:
- Углеродистая сталь.
- Сплав.
- Нержавеющая сталь.
18. Чистка
Фитинг для промывки имеет съемные части, которые обеспечивают доступ к канализации без необходимости снимать сантехнические приспособления. Очистка позволит шнеку (типу дрели) войти и очистить забитый слив.
Его важные очистители размещаются в доступных местах, поскольку шнек — не самый длинный инструмент.В более крупных сантехнических системах предусмотрено несколько чисток, которые будут проводиться через равные промежутки времени.
Очистители в основном выполняются из ПВХ.
19. Тройник комбинированный
Тройники комбинированные с плавно изогнутой центральной ветвью. Они используются в канализации, чтобы обеспечить плавный, слегка изогнутый путь, чтобы уменьшить вероятность засорения. Изгиб также облегчает водопроводчику проталкивание инструмента в виде змеи.
Эти фитинги доступны из ПВХ.
20. Тройник дивертора
Этот тип тройника в основном используется в системах водяного отопления под давлением.Он отводит часть потока из первичной линии в боковую ветвь, соединенную с теплообменником.
Он спроектирован так, чтобы обеспечить постоянный поток через основную линию, даже если ответвление отключено.
Установка тройника переключателя может быть сложной задачей. На нем имеется направленная маркировка, которой необходимо следовать. Если он установлен в обратном порядке, он не будет работать должным образом.
Тройники дивертора доступны в материалах, аналогичных обычным тройникам:
- Нержавеющая сталь.
- АБС.
- Латунь.
- Хромированная латунь.
- Медь.
- ПВХ.
Часто задаваемые вопросы о типах сантехнической арматуры
Где купить сантехнику?
Сантехническую арматуру можно приобрести в местных магазинах бытовой техники и товаров. Вы также можете найти широкий ассортимент фурнитуры в Интернете на таких сайтах, как Amazon, Home Depot, Lowe’s и eBay.
Как найти правильный трубопроводный фитинг?
Вы можете сделать это, задав себе простой вопрос: зачем мне это нужно?
Фитинги — это то, что объединяет трубы для различных применений в наших домах.Некоторые предназначены для перенаправления, другие — для увеличения длины.
Размер — еще один важный фактор. Фитинги обычно измеряются по внутреннему диаметру (ID) и внешнему диаметру (OD) соответствующего соединения. Обычно это измеряется в дюймах или миллиметрах.
Внутренний диаметр относится к полой части фитинга. Наружный диаметр включает толщину стенки (1) .
Что такое сантехника?
Сантехника подключается к водопроводной системе для подачи и отвода воды.Это могут быть ванны, душевые, кухонные раковины и смесители.
Типы трубопроводных систем
«более новых» домов в США (построенных в середине 1970-х) оснащены пластиковыми трубами и фитингами. Используемые материалы оценены Американским обществом испытаний и материалов.
Эта рейтинговая система может использоваться для оборудования, находящегося под давлением, например, для распределителей холодной и горячей воды, питьевой воды и ирригационных систем. Его также можно использовать в установках без давления, таких как дренажные, канализационные и ливневые системы.
В более старых домах (до 1960 года) для канализации, сточных и вентиляционных систем (DWV) использовались чугунные или оцинкованные стальные трубы. Системы DWV предназначены для удаления сточных вод и предотвращения попадания канализационных газов в дома.
Сегодня в домах используются трубы из ПВХ (поливинилхлорида) и меди. Эти материалы прочные, долговечные и, что самое главное, просты в установке (2) .
Руководство по материалам для сантехнической арматуры
Использование правильного материала может означать разницу между беспроблемным и герметичным.Знание того, какие материалы куда идут, может помочь вам быстро найти подходящую фурнитуру для вашего дома.
- Чугунная фурнитура: Подходит для систем DWV и обычно черного цвета.
- PVC, сортамент 40: Используется в системах DWV, ирригации, а также в наружных применениях, таких как бассейны и спринклеры. Материал также может использоваться в системах, находящихся под давлением. Его нельзя использовать для сжатых газов или воздуха.
- ПВХ, график 80: Может использоваться в системах, находящихся под давлением.Его можно использовать для жидкостей под давлением, но не для газов или воздуха.
- Медь: Используется для распределения горячей и холодной воды в системах, находящихся под давлением.
- Акрилонитрилбутадиенстирол (ABS): Обычно используется в системах DWV в западных частях США.
- Латунь: Смесь металлических сплавов, таких как медь и цинк. Латунь является распространенным материалом для изготовления фитингов. Он используется в системах под давлением, в основном для питьевой воды и в системах горячего водоснабжения (3) .
- ХПВХ (хлорированный поливинилхлорид): Обычно используется для питьевой воды при более высоких температурах (до 200 градусов). Он может выдерживать более высокие температуры по сравнению с ПВХ (4) .
Фитинги
Трубы легко купить — все, что вам нужно знать, это длина и материал. Однако фурнитура — совсем другое дело. Крайне важно использовать правильную фурнитуру для разных областей.
Материал также играет важную роль, поскольку неправильный выбор может привести к утечкам или неисправностям в вашей системе.Следуя нашему руководству по типам сантехнической арматуры, вы будете чувствовать себя немного увереннее в следующий раз, когда будете искать сантехническую арматуру.
Вы моете сантехнику дома? Какой тип фитинга вы предпочитаете использовать? Дайте нам знать в комментариях ниже.
Шестигранный ниппель Dixon FMS1000 Global Трубы и сварные фитинги из нержавеющей стали 1 NPT Наружная резьба
Шестигранный ниппель Dixon FMS1000 Global для труб и сварных фитингов из нержавеющей стали 1 NPT Наружная- На главную
- Шестигранный ниппель Dixon FMS1000 Global для труб и сварных фитингов из нержавеющей стали 1 NPT Наружная резьба
Dixon FMS1000 Global для труб из нержавеющей стали и сварных фитингов, шестигранный ниппель, 1 ‘NPT Male: Промышленные фитинги: Товары для дома.Dixon FMS1000 Global для труб и сварных фитингов из нержавеющей стали, шестигранный ниппель, наружная резьба 1 «NPT: промышленные трубные фитинги: домашний ремонт. Ниппель для соединения трубы со шлангом。 Наружная резьба National Pipe Taper (NPT) на одном конце и гладкий конус на другом конец для соединения с различными типами шлангов или трубок。 Нержавеющая сталь 304 для устойчивости к коррозии и высоким температурам для соединения или удлинения труб, идущих в одном направлении.Он имеет наружную резьбу National Pipe Taper (NPT) на одном конце (для соединения с трубами с внутренней резьбой) и коническую (для сварки) на другом конце для соединения различных типов труб. Он изготовлен из нержавеющей стали 0 для устойчивости к коррозии и высоким температурам и имеет конец под приварку для более плотного уплотнения, чем резьба. Этот фитинг соответствует требованиям Американского общества испытаний материалов (ASTM) A20 и Американского общества инженеров-механиков (ASME) SA20 по обеспечению качества. Dixon рекомендует использовать для сварки проволоку из нержавеющей стали 08LSi.Этот фитинг подходит для использования в системах с водой, маслом и паром. Трубные фитинги — это компоненты, используемые для соединения, прекращения, управления потоком и изменения направления трубопроводов во многих различных отраслях промышленности. При покупке фитингов учитывайте область применения, так как это повлияет на тип материала, форму, размер и требуемую долговечность. Доступны фитинги с резьбой или без резьбы, различных форм, стилей, размеров и графиков (толщина стенки трубы). Компания производит фитинги для труб и шлангов, а также аксессуары.Компания, основанная в 19 году, расположена в Честертауне, штат Мэриленд.。。。
перейти к содержанию
Crisis Care
Временный уход
Шестигранный ниппель Dixon FMS1000 Global Труба из нержавеющей стали и сварочный фитинг 1 NPT Наружная резьба
, что означает, что вам не придется стирать верх нашего базового слоя так часто, как другие. Компрессор обычно приводится в действие двигателем через ремень для аксессуаров. Комплект купальных костюмов Kids 50+ UPF Rash Guard от 1 до 5 лет: Спорт и активный отдых .Изображение может немного отличаться от фактического камня по цвету и текстуре. Маленький в магазине мужской одежды. Номер модели: Jewels-AZ8211GP-LBST. Наш широкий выбор дает право на бесплатную доставку и бесплатный возврат. Доступ к труднодоступным крепежам — -. Дорожный рюкзак вдохновителя прессы. Убедитесь, что этот продукт подходит к вашему автомобилю, используя указанную выше систему поиска запчастей. Шестигранный ниппель Dixon FMS1000 Global для труб и сварных соединений из нержавеющей стали 1 NPT Наружная резьба . Полная конструкция из нержавеющей стали.денежный перевод и личные чеки (будет ждать 30 дней, пока чек не будет переведен в банк), пожалуйста, сделайте индивидуальный заказ, и я сделаю его специально для вас. Мы проектируем и создаем изделия ручной работы, шрифты и текст, а также фотографии можно настроить в соответствии с вашими потребностями ~~. Панели для штор изготовлены из 100% хлопка. Он в хорошем винтажном состоянии. Журавль долгое время был символом надежд и желаний в восточной культуре. Говорят, что тот, кто сложит 1000 журавликов с намерением, будет исполнен желания своего сердца, ___________________________________________________________________.См. Фотографии. ИЗМЕРЕНИЯ: Ширина: 18, Шестигранный ниппель Dixon FMS1000 Global для труб из нержавеющей стали и сварочный фитинг 1 NPT, наружная резьба , * Возможность печати, редактирование с помощью TEMPLETT. Пластиковая гитара 1 Volume 2 Tone Control Speed Ручки для левой руки Fender Stratocaster Strat Guitar (белые): Музыкальные инструменты, — Диапазон регулирования температуры: -50 ~ 110 ℃, Bilstein 4600 Series Амортизаторы и стойки Bilstein 4600 Series разработаны специально для помощи вашему грузовику , Их можно использовать даже в гараже для хранения лишних предметов домашнего обихода, он поглощает вибрацию и защищает вас от случайных травм, Автоматический выключатель остаточного действия Chint NB3LEU-B40 с защитой от перегрузки по току, тем самым позволяя вам попасть в канавку с помощью специального индивидуальный инструмент для тиснения, который можно использовать для потягивания или с трубочкой для уменьшения разбрызгивания.Автоматические выключатели на 20 А при дуговом замыкании, шестигранный ниппель Dixon FMS1000 Global для труб из нержавеющей стали и сварочный фитинг 1 NPT, наружная резьба .
Управление делами
Мобильная консультация
Шестигранный ниппель Dixon FMS1000 Global для труб из нержавеющей стали и сварной фитинг 1 NPT Наружная резьба
Шестигранный ниппель Dixon FMS1000 Global для труб и сварных фитингов из нержавеющей стали 1 NPT Наружная резьба, Global из нержавеющей стали и сварочный фитинг 1 NPT Наружный шестигранный ниппель Dixon FMS1000, шестигранный ниппель, 1 «NPT, наружная резьба: промышленные фитинги для дома, трубы и сварные фитинги из нержавеющей стали Dixon FMS1000 Global, рай для покупок. Вот ваша самая идеальная цена. Получите быструю доставку и большую экономию при скидке 20%.FMS1000 Global Трубы и сварные фитинги из нержавеющей стали с наружной резьбой и внутренней резьбой 1 NPT Dixon.
Шестигранный ниппель Dixon FMS1000 Global для труб и сварных фитингов с наружной резьбой 1 NPT
Шестигранный ниппель Dixon FMS1000 Global для труб и сварных фитингов с наружной резьбой 1 NPT
Шестигранный ниппель, с наружной резьбой 1 «NPT: Промышленные фитинги: Home Improvement, Dixon FMS1000 Global из нержавеющей стали для труб и сварных фитингов, невероятный рай для покупок Вот ваша самая идеальная цена Получите быструю доставку и большую экономию при скидке 20%.
Помощь при подключении к дренажной линии
Я черновой ремонтирую водосток и канализацию (DWV) для новой ванной комнаты на втором этаже в моем доме. Я использовал фитинги, сваренные растворителем, для линий DWV на полу в ванной, и планировал сделать то же самое при привязке к трубопроводу для отходов ПВХ диаметром 4 дюйма, который проходит вдоль (и выходит) из стены моего подвала. Но поскольку сливная линия зафиксирована на месте, я понял, что не могу просто вырезать секцию, вставить клееный фитинг и снова соединить две половинки.Резиновый фитинг — лучший вариант для решения этой проблемы?
— Джей, по электронной почте
Водопроводчик Том Кардилло: Подключение к существующей дренажной линии, в которой нет места для маневра, может оказаться сложной задачей. Фитинги для сварки растворителем предназначены для скольжения по внешней стороне трубы, чего нельзя сделать, если труба зафиксирована на месте. В этих случаях я полагаюсь на скользящие муфты, сваренные растворителем. Резиновые муфты — популярный вариант, одобренный кодексом, но я предпочитаю дополнительную жесткость и долговечность постоянного соединения всякий раз, когда я могу его получить, и считаю, что резиновые варианты — последнее средство.Но независимо от того, используются ли пластиковые или резиновые муфты, первая часть последовательности одинакова.
Перед тем, как разрезать существующую трубу, лучше всего принять меры, чтобы убедиться, что в трубе нет абсолютно никакой воды. Достаточно небольшого количества воды, чтобы испортить склеиваемый стык. Я всегда люблю перекрывать водопровод на весь дом, чтобы быть уверенным.
Отметьте и вырежьте часть существующей дренажной линии, которая на 12 дюймов длиннее тройника, который вы хотите установить. Подойдет либо сабельная пила с мелкозубым полотном, либо ручная пила для резки ПВХ.Я предпочитаю ножовку, потому что там меньше тряски и вибрации, а точность намного выше, когда вы можете наблюдать за каждым ходом пилы.
После резки дайте стечь остаткам воды. Пока вы ждете, отрежьте два куска новой трубы из ПВХ примерно на 7-1 / 2 дюйма каждый, чтобы оставалось достаточно трубы, чтобы войти в раструб как тройника, так и муфты. Установите новый узел тройника всухую и протестируйте его в открытом участке, который вы вырезали из дренажной линии. (Примечание: при подключении к горизонтальному водостоку всегда используйте тройник, а не тройник).Вы хотите 1⁄4 дюйма. зазоры с обеих сторон — ровно столько, чтобы вставить деталь и сдвинуть фурнитуру на место. Если зазор слишком велик, просто отрежьте более длинный кусок для одной стороны тройника и проверьте еще раз.
Когда вы убедились, что он подходит правильно, загрунтуйте один конец каждой части трубы и оба ответных гнезда тройника перед тем, как немедленно нанести цемент на те же участки. Вставьте детали в тройник с каждой стороны и поверните их на четверть оборота.
Вот где возникает сложность — вам нужно подготовить и управлять несколькими клееными соединениями за считанные секунды.Вы должны заправить муфты, концы труб существующего дренажа и концы труб только что изготовленной вами сборки тройника. Затем нанесите обильное количество клея на те же участки. Как можно быстрее наденьте муфту на каждый конец существующей дренажной трубы, сдвинув каждую муфту вверх достаточно далеко, чтобы новый тройник встал на место. После этого сдвиньте муфты обратно на узел тройника так, чтобы центр каждой муфты находился над 1/4 дюйма. разрыв, который вы оставили, снова добавив поворот на четверть оборота.Новую дренажную линию можно привязать к оставшемуся отверстию в тройнике, и у вас должно быть дело.
Подпишитесь на участие в голосовании сегодня и получите последние инструкции от Fine Homebuilding, а также специальные предложения.
Получайте советы, предложения и советы экспертов по строительству дома на свой почтовый ящик
×| САНТЕХНИКА Найти сантехнику и сантехнику бывает непросто. Каждая ванная комната уникальна, с уникальной сантехникой, требующей уникальных решений.С этой целью мы предлагаем все, от труб из ПВХ до оборудования для аварийной безопасности, от самых уважаемых поставщиков. Если вы ищете современную матовую черную отделку или простую стальную конструкцию, ниже вы найдете нужную деталь. | АБРАЗИВЫ ПРИНАДЛЕЖНОСТИ КОЖУХ ДЛЯ ВАННОЙ ВАННЫЕ КОМНАТЫ И СТОЙКИ ЩЕТКИ ПРИНАДЛЕЖНОСТИ ДЛЯ ЧИСТКИ ШКАФЫ СИДЕНЬЯ СОЕДИНЕНИЯ ДЕКОРАТИВНАЯ АППАРАТУРА ДРЕНАЖНИК ДЕКОРАТИВНЫЙ D ТОВАРЫ, МУСОР СЛИВЫ ОБОРУДОВАНИЕ ДЛЯ АВАРИЙНОЙ БЕЗОПАСНОСТИ ФАУКЕТЫ ФИЛЬТРЫ ДЛЯ ВОДЫ ФИТИНГИ, АБС ФИТИНГИ ЛАТУНЬ ФИТИНГИ, СЖАТИЕ И РАЗЪЕМ ФИТИНГИ, МЕДНЫЕ ФИТИНГИ, CPVC ФИТИНГИ, МАТЕРИАЛ И ЧУГУН ФИТИНГИ, ПВХ ПРИНАДЛЕЖНОСТИ СВЕТИЛЬНИКИ — КИТАЙ СВЕТИЛЬНИКИ — СТЕКЛО / АКРИЛ СВЕТИЛЬНИКИ, ЧУГУН СМЕСИТЕЛИ, МОЙКИ ИЗ НЕРЖАВЕЮЩЕЙ СРЕДЫ ГИДРАНТЫ МОЙКИ КУХОННЫЕ СВИНЦ И ПАЙКА Дж. У. Харрис | МЕДИЦИНСКИЕ ШКАФЫ, ЗЕРКАЛА И ПРИНАДЛЕЖНОСТИ РАЗНОЕ ИнсинкераторДиспенсеры для сушки и горячей воды ISE Парогенераторы Steamist СОПЫ ЧЕРНЫЕ И ОЦИНКОВАННЫЕ PEX ТРУБЫ И ФИТИНГИ ТРУБКА ЧЕРНАЯ И ОЦИНКОВАННАЯ ТРУБА, ЧУГУННАЯ ГРУНТА ТРУБКА, МЕДНАЯ ТРУБКА ТРУБКА ГАЗОВАЯ ТРУБА, ПОДВЕСКИ ТРУБКА ИЗОЛЯЦИОННАЯ Imcoa ТРУБА, ПОЛИ с.W. Труба ТРУБА, ПВХ САНТЕХНИКА НАСОСЫ ЦИРКУЛЯЦИОННЫЕ НАСОСЫ ДЛЯ ПИТЬЕВОЙ ВОДЫ НАСОСЫ, ПРИСОСЫ И КАНАЛИЗАЦИЯ РЕГУЛЯТОРЫ, ВОДА ЖИЛЫЕ БАРАБАНЫ И СМЕСИТЕЛИ ЖИЛЫЙ ОБОРУДОВАНИЕ ОПОРЫ КРЫШНОЙ ТРУБЫ Miro Industries ПАРОГЕНЕРАТОРЫ ИНСТРУМЕНТЫ, РАЗНОЕ ИНСТРУМЕНТЫ, ГОРЕЛКИ ЛАТУНЬ ТРУБНАЯ КЛАПАНЫ, ВОДА И ГАЗ ЯЩИКИ / ШКАФ И ВЕРХНИЕ ПРИНАДЛЕЖНОСТИ ДЛЯ КОНДИЦИОНЕРА И ОЧИСТИТЕЛЯ Amtrol / Well-X-Trol КОНДИЦИОНЕРЫ И ОЧИСТИТЕЛИ ВОДЫ Aqua-Pure / Cuno ВОДЯНЫЕ ОХЛАДИТЕЛИ И ФОНТАНЫ ВОДОНАГРЕВАТЕЛИ КОММЕРЧЕСКИЕ ВОДОНАГРЕВАТЕЛИ ЖИЛЫЕ БАССЕЙН | ПРОМЫШЛЕННЫЙ Для тех, кто занимается промышленным сантехническим бизнесом, поиск подходящей арматуры может быть трудным, поскольку ожидается, что каждая арматура выдержит большую нагрузку за годы эксплуатации.Каждое из наших промышленных приспособлений рассчитано на долговечность, и вы можете быть уверены, что ваши инвестиции окупятся. | ХИМИЧЕСКИЕ ВЕЩЕСТВА АВАРИЙНОЕ ОБОРУДОВАНИЕ И МОЕЧНЫЕ ФОНТАНЫ КРЕПЕЖИ ФИТИНГИ — МЕДНЫЕ ФИТИНГИ — ПОДХОДЯЩИЕ, ЧУГУННЫЕ И ФЛАНЦЕВЫЕ ФИТИНГИ — ПВХ — ПЛАСТИК ФИТИНГИ — ВИНТОВЫЕ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ФИТИНГИ — СВАРОЧНЫЕ ФИТИНГИ И ФЛАНЦЫ ПРОКЛАДКИ И МАТЕРИАЛ Гарлок ПОДВЕСКИ СОПОРЫ — УГЛЕРОДИСТЫЕ СТАЛИ, ЛАТУНЬ И НЕРЖАВЕЮЩАЯ СТАЛЬ ТРУБА, ЧУГУННАЯ ГРУНТА ТРУБКА, МЕДНАЯ ТРУБКА ТРУБА, ПВХ ТРУБА ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ НАСОСЫ — ПРОМЫШЛЕННЫЕ | НАСОСЫ, ПРИСОСЫ И КАНАЛИЗАЦИЯ ПАРА СПЕЦИАЛЬНОСТИ Армстронг ТРУБА СТАЛЬНАЯ ФИЛЬТРЫ ИНСТРУМЕНТЫ КЛАПАНЫ — ОБРАТНЫЙ КЛАПАНЫ — ШАРИКОВЫЕ КЛАПАНЫ — БРОНЗОВЫЕ И ЖЕЛЕЗНЫЕ КЛАПАНЫ — БАБОЧКА |
Конструкция трубопроводной арматуры
Конструкция.4 PE-трубопроводные системы PE-трубопроводные системы PE-трубопроводные системы PE-трубопроводные системы PE-трубопроводные системы PE-трубопроводные системы Конструкция трубопроводных систем PE Размеры труб Таблица 4.2 Размеры полиэтиленовых труб AS / NZS 4130 Номинальный размер DN SDR 41 SDR 33 SDR 26 SDR 21 SDR 17 SDR 13.6 SDR 11 SDR 9 SDR 7,4 Мин. Толщина стенки (мм) Средний внутренний диаметр (мм) Мин. Толщина стенки (мм) Средний внутренний диаметр (мм)
22 марта 2018 г. · Трубы и фитинги — Инструментальные соединения Фланцевый трубный фитинг :. Фланцевые соединения запрессовываются путем вставки кольцевого соединения между парами фланцев.Фитинги с конической резьбой :. Фитинги с конической резьбой используются для очень маленьких фитингов. Очень распространенная конструкция … Параллельно …
a При соединении фитингов с трубой 3/4 дюйма или меньше весь стык может быть спаян за одну одновременную операцию нагрева. B Когда труба и фитинги больше 3/4 дюйма , необходимо секционное отопление. Это делается следующим образом: 1. Всегда начинайте с предварительного нагрева трубы и фитинга в соответствии с разделом d. на предыдущей странице.
Стандарты ASME B31 устанавливают критерии для проектирования опорных элементов труб, а Общество стандартизации производителей арматуры и фитингов (MSS) установило стандарты для проектирования, изготовления, выбора и установки трубодержателей и опор на основе по этим кодам.
Duwa Piping может доставить фланцевые и трубные фитинги с завода в течение 3 дней и гарантировать качество 2 дольше, чем другие. Вы получите ответ в течение 24 часов по любому вопросу или запросу!
Трубопроводные системы Europress * Press Fit включают трубы и фитинги из нержавеющей стали 316L и 304 Пресс-фитинги Europress * из нержавеющей стали обеспечивают коррозионностойкую и гигиеничную нержавеющую сталь …
Фитинги для труб широко востребованы для любых используемых трубопроводов и водопроводных систем в промышленных и коммерческих приложениях.