Сварка угловых швов. Особенности соединений и техника их выполнения.
Екатерина
В настоящее время в строительстве и при монтаже различных деталей, очень часто используется сварка угловых швов. Металлические изделия, соединяющиеся посредством такого соединения, отличаются высокой прочностью и надежностью. Однако, угловые швы при сварке требуют от человека, выполняющего работу определенных знаний и умений. Поскольку процесс сварки – трудоемкий и затратный по времени, т.к. в нем много нюансов. Рассмотрим, что же представляет собой сварка углового шва, в чем ее специфика и как ее осуществить в домашних условиях.
Содержание статьи
- Виды угловых швов
- Сложности в процессе образования углового соединения
- Подготовка сторон шва
- Угловые швы при сварке. Отличительные особенности.
Виды угловых швов
Сварка углового шва представляет собой соединение двух металлических изделий или профильных труб, под углом менее 180°. Однако, зачастую в конструкциях из метала создаются штыки, где стороны находятся пол углом в 90°. Такое расстояние нужно выдерживать для того, чтобы в процессе сварки, обе стороны подвергались одинаковой нагрузке и сама конструкция была более прочной.
Однако, зачастую в конструкциях из метала создаются штыки, где стороны находятся пол углом в 90°. Такое расстояние нужно выдерживать для того, чтобы в процессе сварки, обе стороны подвергались одинаковой нагрузке и сама конструкция была более прочной.
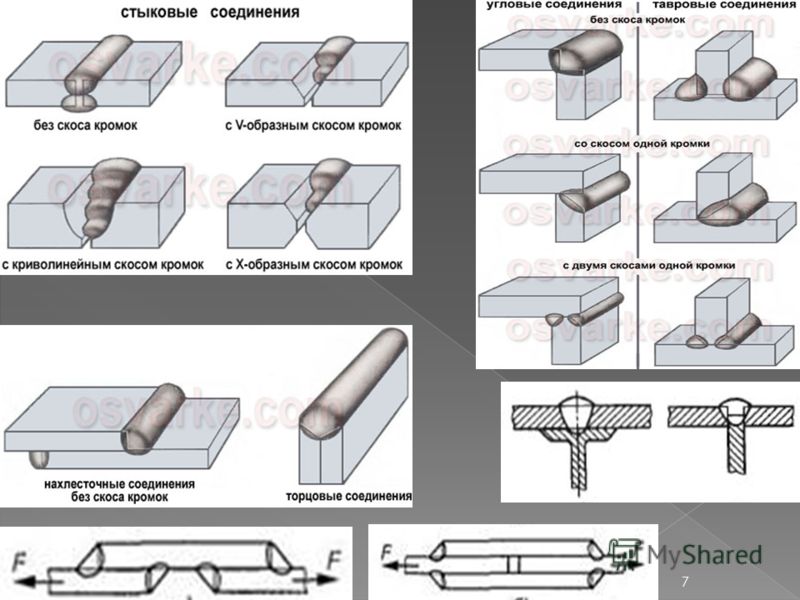
Угловые швы при сварке дифференцируются на несколько типов. Выделяются:
- нахлесточное соединение,
- шов с примыканием краев в точке соединения,
- шов с прикладыванием одного конца к ровной плоскости, также подобный тип соединения называется тавровым,
- соединение с разделкой кромок и без нее.
Угловой сварочный шов классифицируется в зависимости от того, как производится его укладка. Исход из этого критерия выделяются: сплошные и прерывистые соединения. Также выделяются разновидности швов по длине: короткие (до 250 мм), средние ( они образуются от точки сопряжении поверхностей обоих металлических изделий до краев свариваемой детали, величина такого соединения варьируется в промежутке от 250 до 1000 мм).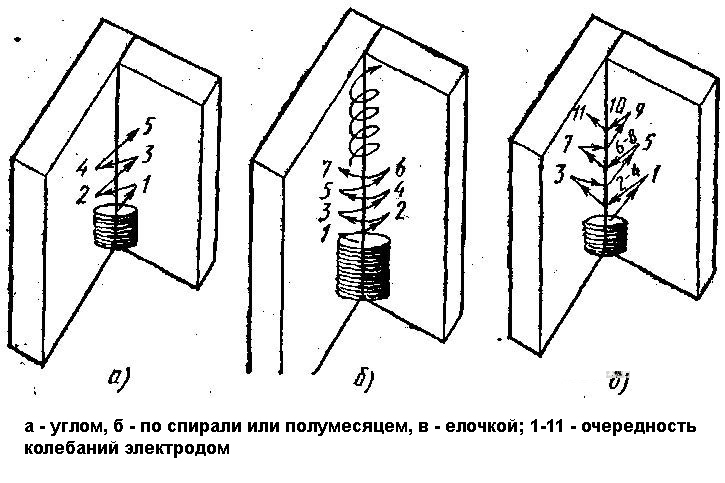 Длинные угловые швы создаются протяженностью в 1000 мм и более.
Длинные угловые швы создаются протяженностью в 1000 мм и более.
Сложности в процессе образования углового соединения
Для того, чтобы шов при сварке получился максимально прочным и качественным, нужно быть готовым к тому, что в процессе выполнения работы можно столкнуться с рядом дефектов. Рассмотрим основные из них:
- Подрезы. В процессе создания углового соединения, под воздействием электрической дуги, на поверхности металлических изделий образуются углубления. Если речь идет о сварочной работе, осуществляемой в нижнем положении, то задерживая электрод можно наплавлять присадочный материал на поврежденный участок. Но угловое соединение выполняется намного сложнее и придется потрудиться, чтобы «загнать» частицы раскаленного металла на боковую стенку. В связи с этим, обычно сварной угловой шов имеет выемки только с одного бока.
- Образование непроваренных отрезков шва. Из-за недостаточного опыта, многие сварщики, выполняющие технику углового шва, для того чтобы заполнить место соединения, начинают слишком сильно двигать концом электрода по сторонам.
 Подобные манипуляции приводят к тому, что металл оседает по бокам и корень шва не проваривается.
Подобные манипуляции приводят к тому, что металл оседает по бокам и корень шва не проваривается. - Выбран неверный катет углового шва. Чтобы сварка углового шва получилась качественной, важно научиться выбирать правильные параметры напряжения и вести электрод с нужной скоростью, не превышая ее. Если ток будет недостаточным, а электроды будут проходить с маленькой скоростью, то катет будет слишком выпуклым, а значит основной металл плохо проплавится. Чрезмерная сила тока и высокая скорость ведения электрода приведут к образованию вогнутой формы катета.
- Неправильный угол. Сварочные соединения обычно имеют определенную форму относительно градуса угла. Нюанс состоит в том, чтобы выдержать точные размеры. Если приставная пластина будет проходить, наклонившись к одному боку, то она попросту испортит качество конструкции.
- Еще одним негативный момент может возникнуть в случае неравномерного распределения наплавляемого металла по сторонам соединения. В связи с тем, что под воздействием высоких температур и силой тяжести от электрода и кромок, расплавленное железо направляется вниз, то основная часть шва оказывается на нижней пластине. Верхняя кромка может только слегка проплавиться и в итоге такой шов может сразу деформироваться, а то и вовсе распасться при нагрузке.
 Подобные манипуляции приводят к тому, что металл оседает по бокам и корень шва не проваривается.
Подобные манипуляции приводят к тому, что металл оседает по бокам и корень шва не проваривается. Верхняя кромка может только слегка проплавиться и в итоге такой шов может сразу деформироваться, а то и вовсе распасться при нагрузке.
Верхняя кромка может только слегка проплавиться и в итоге такой шов может сразу деформироваться, а то и вовсе распасться при нагрузке.Помимо вышеописанных дефектов выделяются еще и некоторые недочеты, которые могут возникнуть в процессе выполнения работы: лунки, пустоты, кратеры, трещины, свищи, образование твердых посторонних включений.
Подготовка сторон шва
Обратите внимание! Прежде чем начать выполнять сварной шов, надо произвести подготовку сторон и стыков.
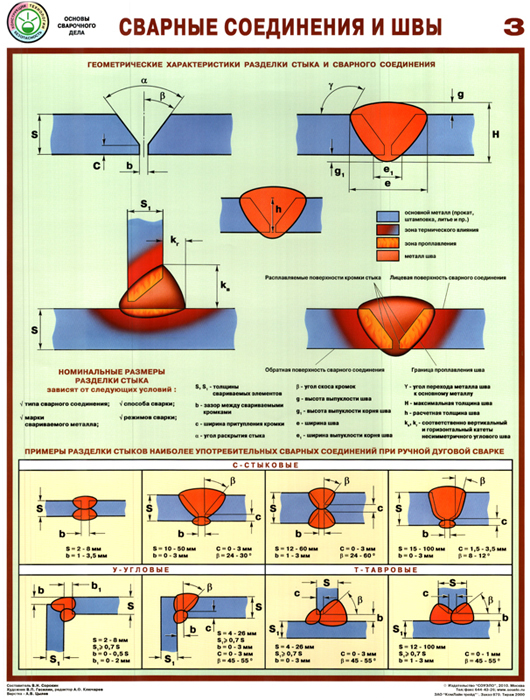
Осуществляя подготовку поверхностей для тавровых соединений, следует учитывать, что одна из сторон конструкции, подвергающейся сварке, образует горизонтальную плоскость, а другая – вертикальную. Таким образом, между обеими плоскостями образуется прямой угол.
При Т-образном (тавровом) соединении, подготавливать кромку вертикальной плоскости нужно исходя из толщины листов, которые выбраны для сварки. Если толщина металлического листа не превышает показатель в 12 мм, то ему подготовка и вовсе не нужна. Если же толщина варьируется в промежутке от 12 до 25 мм, то на ее кромке надо сделать V-образную подготовительную обрезку. Если же толщина заготовки, предусмотренной для вертикальной поверхности составляет 25-40 мм, то в данном случае нужно создать U-образные скосы кромок в одну сторону. При толщине листа более 40 мм, выполняются скосы кромок с обеих сторон в виде буквы V.
Если же толщина варьируется в промежутке от 12 до 25 мм, то на ее кромке надо сделать V-образную подготовительную обрезку. Если же толщина заготовки, предусмотренной для вертикальной поверхности составляет 25-40 мм, то в данном случае нужно создать U-образные скосы кромок в одну сторону. При толщине листа более 40 мм, выполняются скосы кромок с обеих сторон в виде буквы V.
В отличие от таврового, никакой подготовки кромок не требуют нахлесточные угловые соединения. Швы нужно наложить на обе стороны в углах, образующихся после того, как металлические листы будут совмещены, посредством накладки один на одного.
В случае создания классического углового соединения (две соединенные детали из металла образую угол), надо обрезать торец лишь одного из элементов.
Угловые швы при сварке. Отличительные особенности.
Процесс угловой сварки характеризуется рядом отличительных особенностей. Рассмотрим наиболее приемлемые способы, при помощи которых осуществляется сварка угловых соединений.
Если плоскость шва расположена внизу, то сваривать детали лучше по способу «лодочки». Такой метод позволит получить максимально качественный шов и он хорошо подходит для новичков в выполнении сварочных работ. Изделие ставится в V-образную форму, напоминающую лодку, отсюда и название метода.
При сварке «лодочкой», риск образования таких дефектов как: подрез кромок или непровар, практически сведен к нулю.
Однако, такие подходящие условия для создания углового шва, не всегда присутствуют. Зачастую, в месте соединения металлических изделий посредством «лодочки», тавровые сварные швы образуются таким образом, что одна из поверхностей находится строго в вертикальном положении, другая – в горизонтальном.
В подобной ситуации непросто получить качественное соединение, т.к. в верхней части угла и в горизонтальной плоскости шва деталь может не провариться. На плоскости, расположенной вертикально, могут появиться подрезы. Причиной их возникновения может стать стекающий вниз расплавленный металл.
Для того, чтобы избежать появления вышеуказанных дефектов, важно вести электрод по линии сварки легкими колебательными движениями.
Совет! Проводку электрода осуществляйте одинарным швом с катетом 8 мм.
Чтобы исключить риск непровара, возбуждение сварочной дуги должно начинаться на дистанции 3-4 мм от кромки катета на нижней горизонтальной плоскости. После, дугу надо направить на верхнюю точку шва и задержать ее там. Таким образом, вы получите хорошо проваренную деталь.
Для получения качественного и прочного углового сварного шва, нужно четко придерживаться последовательности действий. Для создания углового соединения подойдет любой сварочный аппарат. Не забывайте о мерах предосторожности и выполняйте сварочные работы в защитном костюме и маске.
Похожие публикации
Сварка углового соединения в вертикальном положении
- |
- Азбука сварки — Справочный раздел
- |
- Практические советы по сварке
 org/ListItem»>Главная
org/ListItem»>Главная Сварочные работы выполняются в разных положениях. Некоторые швы выполнять сложнее других. В этом отношении сварка углового соединения в вертикальном положении является одним из самых сложных видов сварки. Сложность процесса заключается и сложности самого углового шва, и в сложности работы в вертикальном положении.
Угловым сварочным швом считается любой шов в месте соединения свариваемых изделий, угол которых меньше 180o. Самым распространенным является угол 90o. Именно такой угол обеспечивает надежную фиксацию элементов и устойчивость конструкции. К таким швам также относят тавровые (Т-образные) швы.
При сварке угловых швов в вертикальном положении приходится работать в неудобном положении с поднятыми вверх руками. Если требуется сварка длинных соединений, то сварщик быстро устает. Это может повлиять на качество шва. В ходе работы могут возникнуть следующие проблемы:
Если требуется сварка длинных соединений, то сварщик быстро устает. Это может повлиять на качество шва. В ходе работы могут возникнуть следующие проблемы:
- неравномерное нанесение металла на свариваемые кромки,
- сложность контроля подрезов по краям шва,
- непровар корневого участка шва,
- неправильный выбор скорость и угла перемещения электрода,
- неправильный выбор угла соединения.
Также могут возникнуть и другие проблемы шва: пустоты, лунки, возникновение трещин и многие другие. Поэтому по возможности сварщики стараются отказаться от выполнения угловых швов в вертикальном положении. Но во многих случаях это невозможно. В такой ситуации нужно строго следовать технике выполнения угловых соединений:
- более тщательно готовить материал к работе,
- точно подбирать свойства тока в соответствии с характеристиками металла и выбранного электрода,
- работать по заданным чертежам без отклонений,
- соблюдать плавность хода электрода без хаотичных движений,
- соблюдать равномерность наплавки металла,
- избегать остановок электрода при выполнении сварки.
Для облегчения труда сварщика рекомендуется перед началом работ разместить область сварки. Это поможет лучше контролировать процесс и избежать многих проблем.
Сварка углового соединения в вертикальном положении выполняется поэтапно с каждой стороны. Для большей точности лучше использовать прихватки. Лучше выполнять работы короткими этапами – до 250 мм. Как правило, используется не слишком большой сварочный ток обратной полярности.
Различают сварку однопроходным и многопроходным швом. Однопроходной шов предполагает однократное прохождение электродом по месту соединения. Соответственно при многопроходном шве делается несколько наплавок металла за несколько проходов электрода.
При однопроходном шве рекомендуется держать электрод под углом 20-30 градусов от вертикальной оси. Электрод должен двигаться обратно-поступательно. Важно поддерживать короткую дугу без обрывов при перемещении электрода. Сварка угловых швов в вертикальном положении в несколько проходов производится без колебаний электрода.
Многие молодые сварщики проявляют интерес к различным видам сварки. Команда Kemppi записала видео для демонстрации сварки углового соединения в вертикальном положении без подреза:
Понимание символов сварки: Угловой сварной шов
Угловой сварной шов определяется в Стандартных терминах и определениях сварки AWS A3.0 Американского общества сварщиков (AWS) как «сварной шов приблизительно треугольного поперечного сечения, соединяющий две поверхности приблизительно под прямым углом к каждой из них». другое в соединении внахлестку, Т-образном соединении или угловом соединении». (Фигура 1).
Угловой шов состоит из ног, пальцев, лицевой стороны, горловины и корня (рис. 2). Горловина углового шва, которая используется при расчете его прочности, определяется как расстояние между корнем и лицевой стороной шва. Участок углового сварного шва используется для указания его размера в символе сварного шва.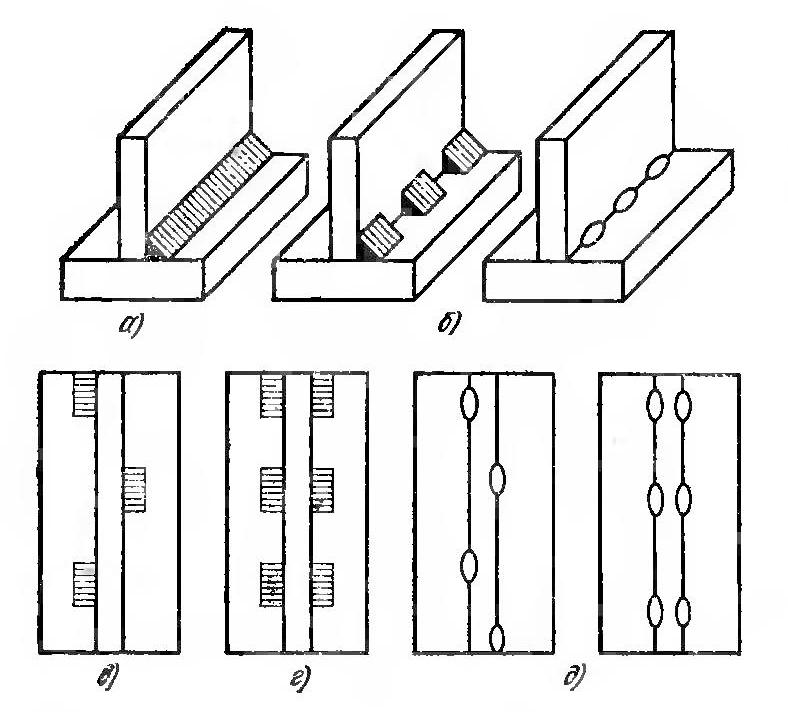
Базовое обозначение углового сварного шва состоит из контрольной линии, линии стрелки, хвостовой части, информации о спецификации процедуры сварки (WPS) и обозначения углового сварного шва, включая размер стороны. Некоторые из наиболее распространенных дополнительных элементов обозначения углового сварного шва показаны на рис. 3.
Базовая линия всегда рисуется горизонтально, она содержит информацию о типе сварного шва и соединяет линию стрелки и конец. Линия стрелки указывает на место сварки. Нижняя сторона контрольной линии называется стороной стрелки, символы сварки, нарисованные на этой стороне контрольной линии, размещаются на стороне стрелки компонентов; символы сварки, расположенные выше опорной линии, размещаются на компонентах со стороны, противоположной стрелке. На самом деле хвост является необязательным элементом и содержит информацию о сварном шве. В Meyer Tool мы используем хвост, чтобы указать, как минимум, Спецификацию процедуры сварки (WPS). WPS определяет процедуры и параметры, которые сварщик использует для выполнения сварки. Примечания и другая информация о сварке могут быть включены в хвост. Символ углового шва представлен в виде треугольника. Размер стороны углового сварного шва указывается слева от символа углового шва. Большинство, но не все угловые сварные швы имеют равные катеты. Если стороны не равны, размеры сторон указываются, например, как 1 x 1,25. На стыке опорной линии и хвоста кружок указывает на то, что угловые сварные швы полностью охватывают элемент, на который указывает линия стрелки. Эта инструкция обычно применяется к круглым элементам, но не ограничивается ими. Затемненный флажок на стыке опорной линии и хвоста указывает на то, что сварку следует выполнять в полевых условиях.
Примечания и другая информация о сварке могут быть включены в хвост. Символ углового шва представлен в виде треугольника. Размер стороны углового сварного шва указывается слева от символа углового шва. Большинство, но не все угловые сварные швы имеют равные катеты. Если стороны не равны, размеры сторон указываются, например, как 1 x 1,25. На стыке опорной линии и хвоста кружок указывает на то, что угловые сварные швы полностью охватывают элемент, на который указывает линия стрелки. Эта инструкция обычно применяется к круглым элементам, но не ограничивается ими. Затемненный флажок на стыке опорной линии и хвоста указывает на то, что сварку следует выполнять в полевых условиях.
Угловые швы не обязательно должны быть непрерывными, длина и шаг между центрами прерывистого углового шва показаны справа от символа углового шва. Угловые сварные швы не обязательно ограничиваются одной стороной соединяемых компонентов. Угловые сварные швы могут выполняться как со стороны стрелки, так и с противоположной стороны компонентов.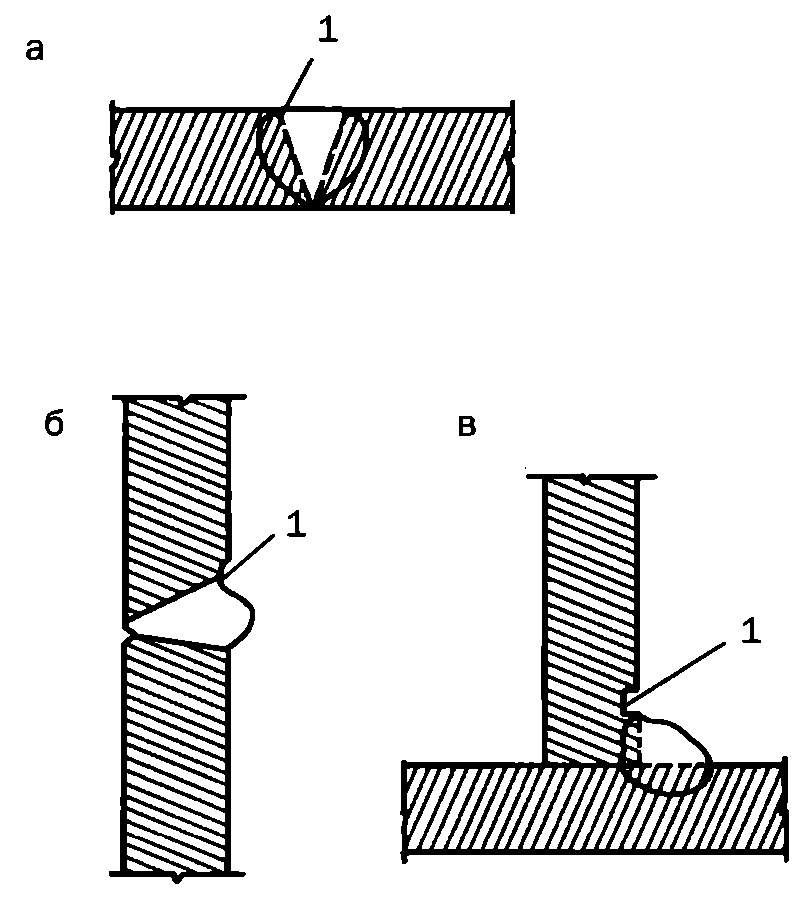 Эти угловые швы могут быть непрерывными или прерывистыми, если они прерывистые, они также могут располагаться в шахматном порядке.
Эти угловые швы могут быть непрерывными или прерывистыми, если они прерывистые, они также могут располагаться в шахматном порядке.
Поверхность углового сварного шва может быть плоской, выпуклой или вогнутой. Если поверхность требует окончательной обработки, она может быть отколота (C), отшлифована (G), обработана молотком (H), обработана (M), прокатана (R) или зачищена (P).
Чертежи — язык изготовления. Подобно изучению второго языка, наши сотрудники обучены интерпретировать и переводить эти символы в физическую реальность. Правильное понимание и интерпретация специального языка символов сварки нашими инженерами и техниками по сварке — это лишь один из многих способов, с помощью которых Meyer Tool гарантирует, что мы снизим риск вашего проекта, чтобы помочь вам достичь самой низкой стоимости владения.
Типы сварных швов и соединений
Любое обсуждение типов сварных швов начинается с идеи о том, что важно различать соединение и сварной шов.
Каждое из них должно быть описано для полного описания сварного соединения.
Существует много различных типов сварных швов, которые лучше всего описываются их формой, когда они показаны в поперечном сечении.
Наиболее популярным является угловой шов, названный в честь формы поперечного сечения.
Другие типы сварных швов включают фланцевые сварные швы, сварные швы, швы с прорезями, шовные швы, наплавочные швы и подварочные швы.
Соединения в сочетании со сварными швами образуют сварные соединения.
Если вы новичок в сварке MIG и хотели бы получить простое обучение, чтобы научиться быстро и без головной боли, загрузите мое БЕСПЛАТНОЕ руководство для начинающих по сварке MIG.
Типы соединений
При сварке используются 5 основных соединений. Это:
- Стыковое соединение
- Угловое соединение
- Краевое соединение
- Соединение внахлестку
- Тройник
Типы сварных швов
Угловой сварной шов
Угловой сварной шов соединяет две поверхности примерно под прямым углом друг к другу.
- Полный угловой шов – это сварной шов, размер которого равен толщине более тонкого объекта, соединяемого вместе.
- Ступенчатый прерывистый угловой шов – относится к двум линиям прерывистой сварки на стыке. Примером может служить тройниковое соединение (см. ниже), в котором приращения скругления на одной линии расположены в шахматном порядке по сравнению с другой линией.
- Цепной прерывистый угловой шов – относится к двум линиям прерывистого углового шва в соединении внахлестку или Т-образному соединению, где сварные швы в одной линии приблизительно противоположны сварным швам в другой линии.
Другие термины, связанные с угловыми сварными швами, включают:
- Бокс : относится к продолжению углового сварного шва вокруг угла элемента. Является продолжением основного сварного шва.
- Выпуклость : Относится к максимальному перпендикулярному расстоянию от поверхности выпуклого углового шва до линии, соединяющей выступы сварного шва.

Сварные швы с разделкой
Вторым по популярности типом сварного шва является сварка с разделкой кромок. Существует семь основных типов сварных швов с разделкой кромок, которые показаны на рис. 6-25.
Сварной шов с канавкой относится к валикам, которые наносятся в канавку между двумя соединяемыми элементами.
Иллюстрации основных сварных швов с разделкой кромокДополнительные примеры показаны на рис. 6-26 выше.
Тип используемого сварного шва определяет способ подготовки шва, соединения или поверхности.
Стандартные типы сварных швов с разделкой кромок см. на рис. 6-27.
Иллюстрации типов сварных швов с разделкой кромокНаплавочный сварной шов
Это сварные швы, состоящие из одной или нескольких нитей или плетеных валиков, нанесенных на сплошную поверхность для получения желаемых свойств или размеров.
Этот тип сварки используется для наращивания поверхностей или замены металла на изношенных поверхностях.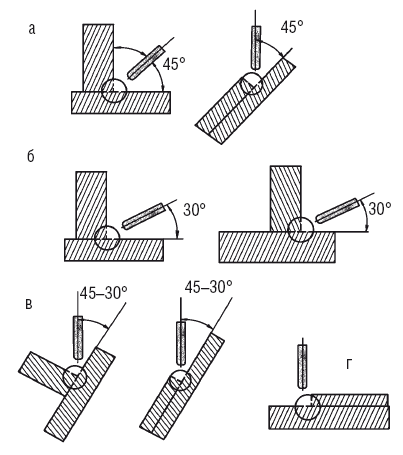 Он также используется с квадратными стыковыми соединениями.
Он также используется с квадратными стыковыми соединениями.
См. примеры на рис. 6-28 ниже.
Сварка внахлестку
Сварка внахлестку представляет собой круговые сварные швы, выполненные через один элемент соединения внахлестку или таврового соединения, соединяющего этот элемент с другим.
Сварка может выполняться или не выполняться через отверстие в первом элементе; если используется отверстие, стенки могут быть или не быть параллельными, и отверстие может быть частично или полностью заполнено металлом сварного шва.
Такие сварные швы часто используются вместо заклепок.
ПРИМЕЧАНИЕ. Отверстие, сваренное угловым швом, или точечная сварка не соответствуют этому определению.
См. примеры на рис. 6-28 ниже.
Если вы новичок в сварке MIG и хотели бы получить простое обучение, чтобы научиться быстро и без головной боли, загрузите мое БЕСПЛАТНОЕ руководство для начинающих по сварке MIG.
Сварной шов с прорезью
Это сварной шов, выполненный в удлиненном отверстии в одном элементе соединения внахлестку или таврового соединения, соединяющего этот элемент с поверхностью другого элемента, которая видна через отверстие.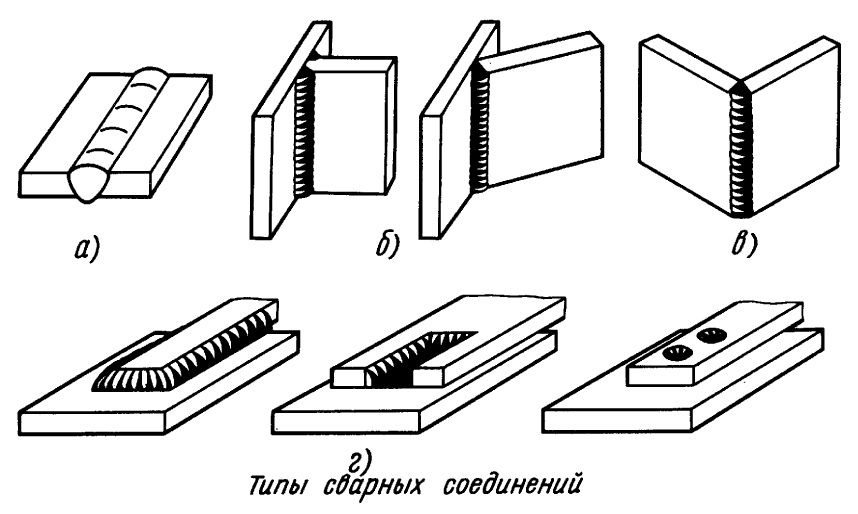
Это отверстие может быть открытым с одной стороны и может быть частично или полностью заполнено наплавленным металлом.
ПРИМЕЧАНИЕ. Шлиц, сваренный угловым швом, не соответствует этому определению.
Иллюстрации поверхностных, пробочных и щелевых сварных швовСварка оплавлением
Сварка оплавлением относится к процессу контактной сварки, при котором плавление производится по всей стыкуемой поверхности.
Тепло создается сопротивлением току, протекающему между двумя поверхностями, и приложением давления после того, как нагрев в основном завершен.
Оплавление сопровождается выбросом металла из стыка.
См. Рисунок 6-29 ниже для примера сварки оплавлением.
Подробнее : Символы сварки оплавлением и фланцем
Шовная сварка
Сварка, выполненная дуговой шовной сваркой или контактной шовной сваркой, где процесс сварки не указан.
Этот термин подразумевает контактную шовную сварку.
На рис.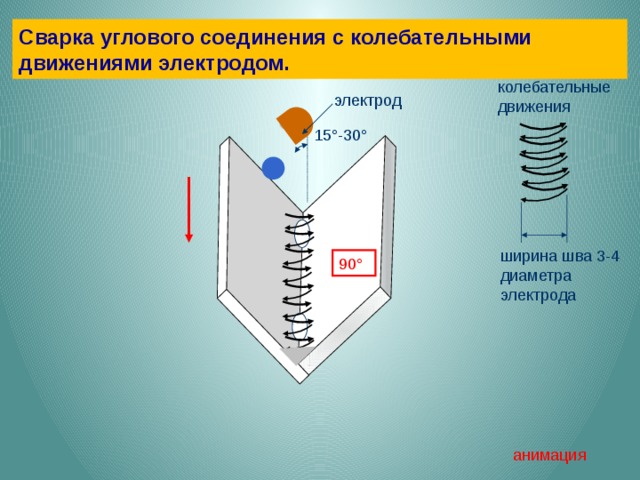 6-29 ниже показан пример сварного шва.
6-29 ниже показан пример сварного шва.
Точечная сварка
Точечная сварка – это сварка, выполненная дуговой точечной сваркой или контактной точечной сваркой, где процесс сварки не указан.
Этот термин означает контактную точечную сварку.
Подробнее : Символы точечной и дуговой сварки
Сварка с осадкой
Сварка с осадкой представляет собой процесс контактной сварки, при котором сплавление происходит постепенно вдоль стыка или по всей стыкуемой поверхности.
Приложение давления перед нагревом требуется и происходит во время отопительного периода.
Тепло возникает из-за сопротивления протеканию электрического тока в области контакта между поверхностями.
Иллюстрации оплавлением, фальцевой, точечной сваркой и сваркой внахлестПоложения сварки
Сварка часто выполняется на конструкциях в том положении, в котором они находятся.
Были разработаны методы, позволяющие выполнять сварку в любом положении.