Схема кинематики токарного станка
Токарные станки составляют основную часть станочного парка многих металлообрабатывающих предприятий. Токарные станки используются для обработки внутренних и наружных поверхностей тел вращения. Режущим инструментом выступают резцы, сверла, развертки, зенкера, метчики и плашки. При помощи специальных приспособлений, таких как планшайбы, на токарных станках можно обрабатывать сложные и неправильные формы. Использование специальных устройств расширяет возможности оборудования, позволяет выполнять многие другие операции машинной обработки металла.
Расположение шпинделя — вала, на котором закрепляется патрон с обрабатываемой заготовкой, определяет всю конструкцию станка. Более распространены станки с горизонтальным расположением шпинделя, ими являются токарно-винторезные, револьверные, лоботокарные станки. Вертикальный шпиндель имеют токарно-карусельные станки, они предназначены для обработки низких заготовок большого диаметра.
Строение токарно-винторезного станка
Токарно-винторезные станки имеют максимальные технологические возможности из всего оборудования этой группы, что позволяет их эффективно использовать для изготовления небольших серий изделий. Конструкция этих станков была разработана в первой половине XIX века и с тех пор были внесены только небольшие изменения, касающиеся автоматизации оборудования.
Конструкция этих станков была разработана в первой половине XIX века и с тех пор были внесены только небольшие изменения, касающиеся автоматизации оборудования.
Рис.: 1 – передняя бабка с коробкой скоростей, 2 – гитара сменных колес, 3 – коробка подач, 4 – станина, 5 – фартук, 6 – суппорт, 7 – задняя бабка, 8 – шкаф с электрооборудованием.
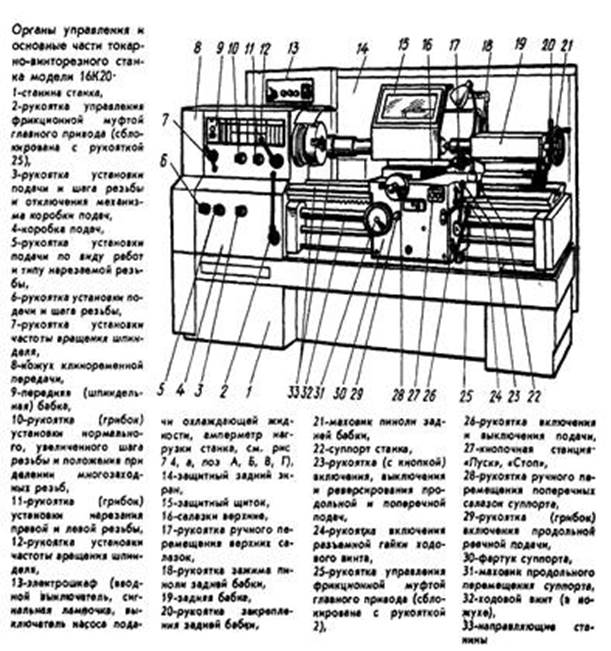
Как и у большинства промышленного оборудования, основой этого станка выступает станина. Она выполняется литьем или сваркой и обязательно крепится к полу анкерными болтами. С левой стороны относительно рабочего на станине располагается передняя или шпиндельная бабка. Она представляет собой пустотелый корпус, в котором находятся, шестерни, шпиндель, подшипники, система смазки и переключения диапазонов. На передней панели бабки находятся многочисленные элементы управления станком. Шпиндель выходит из передней бабки в рабочую зону. На шпиндель устанавливаются приспособления для удержания заготовки, основная часть которых — патроны с разным количеством кулачков.
Ниже передней бабки располагается коробка подач. На её передней панели находятся регуляторы для управления подачей. Коробка подач передает вращение на фартук, располагающийся в центральной зоне станка, при помощи вала при обработке поверхностей или винта при нарезке резьбы. Винт располагается над валом, на большей части его длины нарезана червячная спираль. Вал имеет более короткую спираль червячной передачи, но большего диаметра. В фартуке находится механизм, который преобразует вращательное движение вала или винта в возвратно-поступательное движение суппорта.
Суппорт является элементом станка, на котором устанавливается основной инструмент. Нижние салазки суппорта перемещаются по продольным направляющим, расположенным на станине. Сверху находятся верхние салазки, они расположены перпендикулярно к нижним. Перемещающаяся по ним резцовая каретка имеет возможность повтора в горизонтальной плоскости. На ней находится резцедержатель, в котором закрепляется инструмент.
На противоположной стороне станка, с правой стороны, располагается задняя бабка. При обработке длинных заготовок она используется как вторая точка опора, помимо шпинделя. Также на ней размещается инструмент, выполняющий сверление или обработку осевого отверстия в заготовке.
Кинематическая схема токарно-винторезного станка
Главное движение станка осуществляется односкоростным асинхронным трехфазным двигателем, в редких случаях многоскоростным.
Движение с двигателя передается на коробку скоростей посредством клиноременной передачи. В коробке скоростей находится 6-8 валов с зубчатыми колесами. Валы для удобства нумеруются римскими цифрами, первым идет вал со шкивом, далее по кинематике.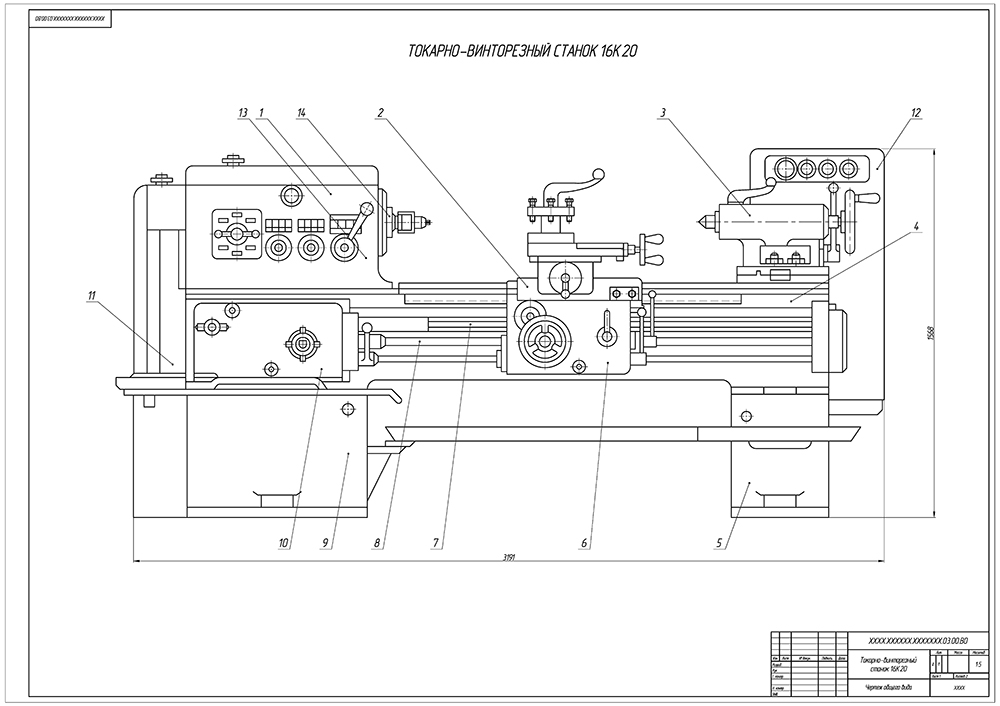
Перемещение фартука через коробку подач производится либо напрямую от шпинделя, либо через звено повышения шага, которое находится в коробке скоростей. Оно состоит из трех зубчатых передач, понижающих частоту вращения. Далее находится механизм реверса, который обеспечивает возможность перемещения фартука с суппортом в оба направления.
Коробка подач обладает двумя кинематическими схемами. Первая предназначена для формирования дюймовой резьбы, она содержит одну фрикционную муфту и передает вращение на ходовой винт. Вторая схема предназначена для обработки поверхностей, нарезки метрических резьб. Она передает вращение на ходовой вал. Управление второй цепью производится тремя фрикционными муфтами.
Ряд зубчатых передач находится в фартуке. Они преобразуют вращение вала и винта в передвижение суппорта. Отдельной частью кинематической схемы станка выступает механизм быстрого перемещения суппорта. Он приводится в действие дополнительным электродвигателем посредством ременной передачи.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Токарный станок — принцип работы, описание :: ТОЧМЕХ
Современные токарные станки и токарные обрабатывающие центры.
Настольный токарный станок.
Все части токарного станка установлены на прочной основе — станине. Та часть станка, которая держит и вращает деталь, называется передней бабкой. В ее корпусе имеется шпиндель со ступенчатым шкивом на одном конце и патроном — на другом. У мощных скоростных станков, которыми оснащены наши заводы, шкив заменен коробкой скоростей. На другом конце станины находится задняя бабка, которая удерживает правый конец детали при обработке в центрах. В верхней части корпуса задней бабки находится пиноль, двигающаяся влево и вправо с помощью маховичка с винтом и гайки.
Задняя бабка токарного станка.
В коническое отверстие в передней части пиноли вставляется центр. В случае надобности сюда же можно устанавливать сверла, развертки и другой инструмент. Заднюю бабку можно передвигать по направляющим станины, устанавливая ее на нужное расстояние, в зависимости от размеров обрабатываемой детали.
Между передней и задней бабками помещается суппорт с резцедержателем. Нижняя часть суппорта, называемая кареткой или продольными салазками, скользит по направляющим станины, перемещая резец вдоль обрабатываемой детали. Поперечное движение резца осуществляется с помощью поперечных салазок, в верхней части которых помещается поворотная часть суппорта. Она, как и станина, имеет направляющие, по которым двигаются верхние салазки суппорта с резцедержателем. Резцедержатель может быть устроен по-разному, это зависит от величины нагрузки, действующей на резец.
На рисунке изображены резцедержатели, употребляемые для легких и средних работ. Обычно же на станках средних размеров ставятся резцовые головки, позволяющие закреплять одновременно четыре резца. Для поворота головки нужно отвернуть рукоятку или гайку в верхней ее части. В качестве двигателя для станка используют электромотор, соединенный со ступенчатым шкивом приводным ремнем из кожи или прорезиненной материи.
Для хорошего натяжения ремня у легкого настольного станка можно сделать приспособление, изображенное на рисунке. Ролик удерживает ремень в натянутом состоянии с помощью сильной пружины. Длина шпилек, соединяющих основание приспособления, должна быть несколько больше ширины шкива или равна ей. Ролик с боковинами перемещается по одной из шпилек, как по оси.
Современные токарные станки и токарные обрабатывающие центры
Токарные станки уже много веков являются основным производственным оборудованием. По статистике более 60% всех обрабатываемых деталей проходят через токарные станки. В последнее время эта доля стала еще больше — теперь на токарных станках проводится полная обработка деталей, включая фрезерование, сверление, нарезание резьбы и многое другое (например, гидростатическое накатывание). Таким образом, фактически на рынке начинают доминировать токарные обрабатывающие центры.
Токарные центры предназначены для комплексной обработки современным режущим инструментом с высокой скоростью сложных деталей различного профиля за одну установку: токарная, сверлильная, фрезерная обработка в одной операции. В автоматическом цикле на них можно обрабатывать наружные и внутренние поверхности деталей типа тел вращения со ступенчатым и криволинейным профилем: точение, растачивание конических и фасонных поверхностей, подрезка торцов, точение канавок, нарезание резьбы резцами, метчиками, плашками и др. в деталях типа крышек, фланцев, втулок, валиков, коротких осей, мелких корпусов, стаканов. Кромеобычной токарной обработки позволяют обрабатывать внецентровые отверстия (с продольным и поперечным расположением оси), фрезеровать канавки, лыски, криволинейные поверхности и др.
Основные технологические параметры токарных центров
Для современных токарных центров характерно:
- наибольший диаметр и длина обрабатываемой заготовки;
- наибольший диаметр проката, проходящего через отверстие шпинделя;
- диапазоны регулирования главного привода и подач.


Что такое токарный станок и как он работает
Сегодня мы собираемся ответить на популярный вопрос по механической обработке:
Что такое токарный станок?
Если вы подумываете о работе на токарном станке и хотите узнать больше о том, что делает этот инструмент, вы обратились по адресу. Вот некоторые основы токарного станка, которые помогут вам понять, что это такое, как он работает и почему он может быть полезен в вашем следующем проекте:
1. Токарный станок 101: Что такое токарный станок?Токарный станок — это обрабатывающий инструмент, который используется в основном для обработки металла или дерева. Он работает путем вращения заготовки вокруг неподвижного режущего инструмента. Основное применение — удаление ненужных частей материала, оставляя после себя заготовку красивой формы.
Существует множество типов токарных станков, предназначенных для обработки различных материалов и технологий. Здесь, в All Metals Fabricating, у нас есть четыре различных типа токарных станков, в том числе токарный станок с инструментами для работы в многозадачном режиме.
Люди использовали токарные станки для изготовления деталей для других механизмов, а также специальных предметов, таких как чаши и музыкальные инструменты. Независимо от типа и функции, все они работают с использованием этого основного удерживающего и вращающегося механизма.
2. Детали токарного станкаОсновными частями токарного станка являются станина, передняя и задняя бабки, шпиндели, подручник и двигатель. Вот как это работает:
Станина удерживает все вместеВсе части токарного станка крепятся к станине. Это формирует основу токарного станка и является одним из факторов, определяющих размер детали. То есть расстояние от основного шпинделя до станины подскажет вам предел максимального диаметра.
Правильная ориентацияПередняя бабка должна быть слева, а задняя — справа. Если вы видите обратное, проверьте и убедитесь, что вы не стоите не с той стороны станка.
Передняя бабка — это место, где происходит основное действие. Здесь мощность двигателя передается на заготовку. Частью его назначения является удержание основного шпинделя, так что вы должны увидеть и этот шпиндель здесь.
Здесь мощность двигателя передается на заготовку. Частью его назначения является удержание основного шпинделя, так что вы должны увидеть и этот шпиндель здесь.
Двигатель можно найти на нижней стороне станины станка, слева возле передней бабки. Часто это какой-то тип электродвигателя, но токарный станок может иметь и гидравлический двигатель.
Регулируемые деталиПодручник можно отрегулировать по высоте и повороту, но из соображений безопасности это следует делать только при выключенном станке. После того, как вы ослабите его для регулировки, дважды проверьте, чтобы убедиться, что он снова затянут, прежде чем продолжить.
Задняя бабка также регулируется, и вы, вероятно, сможете полностью ее снять. Как и в случае с подручником, вы никогда не должны выполнять эти регулировки во время работы токарного станка. Подробнее об этом читайте в разделе «Безопасность токарного станка» этого поста.
Приспособления и принадлежности Шпиндели, включая вращающийся главный шпиндель, удерживающий заготовку, могут быть оснащены различными приспособлениями и принадлежностями. Чтобы учесть эти фитинги, главный шпиндель часто является полым и имеет резьбу снаружи.
Чтобы учесть эти фитинги, главный шпиндель часто является полым и имеет резьбу снаружи.
Некоторые полезные приспособления для главного шпинделя включают центры, патроны и планшайбы. Вы можете использовать их, чтобы расположить заготовку и удерживать ее на месте.
3. Кто должен использовать токарный станок?Токарные станки, известные как «матери обрабатывающих инструментов», могут использоваться для самых разных целей. К ним относятся формование, сверление, шлифование, накатка, токарная обработка, резка и деформация. Такую универсальность инструмента трудно превзойти, и именно поэтому так много рабочих по металлу и дереву полагаются на токарные станки в качестве основы своей работы.
Если вам нужен прецизионный инструмент для резки и формовки, токарный станок может идеально подойти для вашего проекта. Токарные станки хороши для команд, которым требуется универсальное оборудование, способное выполнять работу нескольких инструментов.
4. Безопасность токарного станка
Безопасность токарного станка Вы должны освоиться с токарным станком, если хотите хорошо им пользоваться, но не слишком.
Вы знаете момент, когда вы используете машину, выполняете какое-то повторяющееся движение, и ваш мозг медленно переключается на автопилот? Как вы, возможно, знаете из опыта, именно в такие моменты случаются ошибки.
В этих руководствах по технике безопасности для токарных станков Университета Пердью и Университета Западной Вирджинии приведены некоторые важные моменты, на которые следует обратить внимание:
Носите правильное снаряжение протекторы или, может быть, даже лицевой щиток. Если нет, то правильное время для снаряжения — до токарной операции. Соберите волосы, если они длинные, и закатайте длинные рукава. Никогда не надевайте перчатки, кольца или часы при работе на токарном станке. Если какой-либо из этих предметов попадет в сверло или шпиндель, вы быстро окажетесь в смертельной ситуации.
Перед началом использования станка убедитесь, что все находится на своих местах. Если что-то выглядит не так, четко обозначьте это, прежде чем покинуть это место. Вы можете написать что-то вроде «Не работает». Вы же не хотите, чтобы кто-нибудь, пришедший после вас, столкнулся с проблемами, которые вы могли бы предотвратить.
Держите инструменты острымиТупые и поврежденные токарные инструменты не только неэффективны, но и опасны в использовании. Пометьте и зафиксируйте, прежде чем двигаться вперед.
Выключите питание перед регулировкой Никогда не регулируйте токарный станок во время его работы. Если вы заметили что-то, что хотите переместить, подождите, пока токарный станок полностью не выключится, прежде чем делать это. Аналогичным образом, если вам необходимо выполнить какое-либо техническое обслуживание токарного станка, вы должны заранее полностью отключить источник питания.
Самым большим преимуществом, когда речь идет о безопасности токарного станка, является то, что нелегко исправить: опыт и навыки. Если вы обнаружите, что вам не хватает собственных отбивных, не волнуйтесь. Все, что вам нужно сделать, это найти хорошую механическую мастерскую, которая знает, что они делают, и создать прочное партнерство, чтобы выполнить работу.
Вы готовы использовать токарный станок!Итак, что такое токарный станок?
Токарный станок — это, помимо прочего, формовщик, резец, шлифовальный станок и деформатор. Он использует навесное оборудование для выполнения специальных работ и создает достаточно точные результаты, чтобы их можно было использовать на другом оборудовании. Короче говоря, токарный станок является важной частью металло- и деревообрабатывающего оборудования и одним из самых универсальных инструментов.
Свяжитесь с нами, если у вас есть какие-либо вопросы об этом удивительном инструменте, и узнайте, что мы можем сделать для вас!
Что такое токарный станок по металлу? Использование, определение, операции, детали, схема
Токарный станок Введение
Токарный станок является наиболее широко используемым типом станков в механическом производстве. Есть много областей, где нужны токарные станки, их можно использовать в пластиковых формах, металлических инструментах и другой промышленности. На токарный станок приходится около 20–35 % от общего числа станков. Он в основном обрабатывает различные поверхности вращения (внутренние и внешние цилиндры, конические поверхности, фасонные поверхности вращения и т. д.) и торцевые поверхности тел вращения. Некоторые токарные станки также могут обрабатывать резьбовые поверхности.
Есть много областей, где нужны токарные станки, их можно использовать в пластиковых формах, металлических инструментах и другой промышленности. На токарный станок приходится около 20–35 % от общего числа станков. Он в основном обрабатывает различные поверхности вращения (внутренние и внешние цилиндры, конические поверхности, фасонные поверхности вращения и т. д.) и торцевые поверхности тел вращения. Некоторые токарные станки также могут обрабатывать резьбовые поверхности.
Инструменты, используемые на токарном станке, в основном токарные. Их также можно использовать для обработки отверстий, таких как сверла, развертки, ножи для клецок, а также инструменты с резьбой, такие как метчики и пластинчатые зубья.
Горизонтальный токарный станок по металлу имеет широкий спектр технологий. Он может обрабатывать многие виды поверхностей, такие как внутренний и внешний цилиндр, конус, кольцевая канавка, образующая вращающуюся поверхность, торцевая плоскость и различные резьбы. Он также может сверлить, увеличивать, сравнивать отверстия и накатывать. Типичная поверхность, которую может обрабатывать горизонтальный токарный станок, показана на рисунке.
Типичная поверхность, которую может обрабатывать горизонтальный токарный станок, показана на рисунке.
Основным движением токарного станка является вращательное движение шпинделя, а движение подачи — линейное движение инструмента. Подача обычно выражается движением инструмента на шпиндель, в M/R. При точении резьбы есть только одно составное основное движение, а именно винтовое движение, которое можно разложить на движение вращения шпинделя и движение инструмента. Если вам нужна более быстрая обработка резьбы или вам необходимо массовое производство большого количества заготовок, то токарно-винторезный станок с ЧПУ является хорошим выбором. Кроме того, на токарном станке есть некоторые необходимые вспомогательные движения. Например, чтобы обработать шерсть до нужного размера, токарный станок также должен иметь режущее движение (движение резания обычно перпендикулярно направлению движения подачи, и рабочий вручную перемещает резцедержатель на горизонтальном токарном станке). . Некоторые токарные станки также имеют быстрое продольное и поперечное перемещение резцедержателя.
Основным параметром токарно-карусельного станка является максимальный диаметр вращения заготовки на станине, а вторым — максимальная длина заготовки. Эти два параметра указывают на максимальный предельный размер заготовки, обрабатываемой токарным станком, а также отражают размер станка, поскольку основные параметры определяют высоту оси шпинделя от направляющей станка, а также Вторые основные параметры определяют длину станины токарного станка.
Состав токарных станков
Горизонтальный токарный станок в основном обрабатывает различные виды деталей оси, втулки и диска. Его форма показана на рисунке, а его основная группа состоит из трех частей.
Компоненты включают коробку шпинделя, держатель инструмента, заднюю бабку, коробку подачи, направляющую коробку и станину и т. д.
Форма горизонтального токарного станка
1 передняя бабка
2 держатель ножа
3 задняя бабка
4 станина
5 правые ножки станины
6 световая балка
7 винт
8 выдвижная коробка
9 левая ножка
10 коробка подачи
11 Механизм подвесного колеса
I.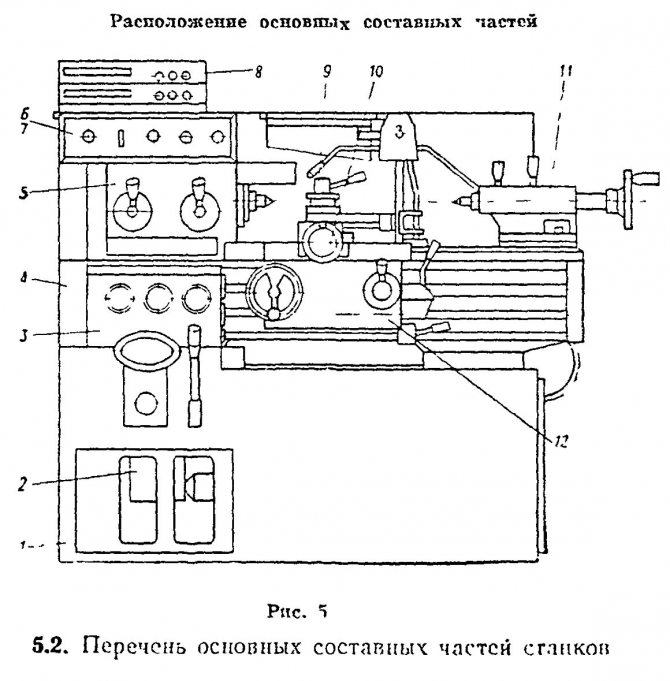 Коробка шпинделя
Коробка шпинделя
Передняя бабка крепится к левому концу станины, а внутри устанавливается основной вал и механизм вариатора, а заготовка крепится к переднему концу шпинделя через патрон. Функция передней бабки состоит в том, чтобы поддерживать главный вал и передавать мощность на главный вал через механизм трансмиссии с регулируемой скоростью, так что главный вал приводит заготовку во вращение с заданной скоростью для реализации основного движения.
2. Держатель инструмента
Держатель инструмента устанавливается на направляющую держателя станины и может перемещаться в продольном направлении вдоль направляющей. Компонент держателя инструмента состоит из нескольких слоев держателей инструмента. Его функция заключается в фиксации токарного инструмента при продольном, поперечном или наклонном движении подачи.
3. Задняя бабка
Задняя бабка устанавливается на направляющую держателя станины и может регулироваться в продольном направлении вдоль направляющей. Его функция состоит в том, чтобы поддерживать длинную заготовку верхним концом или устанавливать инструмент для обработки отверстий, такой как сверло или нож для клецок, для обработки отверстий. Установите сверло на заднюю бабку. Заготовку можно просверлить, чтобы токарный станок работал здесь как радиально-сверлильный станок.
Установите сверло на заднюю бабку. Заготовку можно просверлить, чтобы токарный станок работал здесь как радиально-сверлильный станок.
4. Кровать
Кровать устанавливается на левой и правой ножках и служит для поддержки основных компонентов и сохранения точного относительного положения или траектории во время работы.
5. Подвижная коробка
Подвижная коробка закреплена в нижней части резцедержателя для совместного перемещения резцедержателя в продольном направлении. Его роль состоит в том, чтобы передать коробку подачи через световую планку.
Движение от (или ходового винта) передается на держатель инструмента, позволяя держателю инструмента выполнять продольную подачу, боковую подачу, быстрое перемещение или нарезание резьбы. Джойстик оснащен различными джойстиками или кнопками.
6. Коробка подачи
Коробка подачи закреплена на левой передней стороне станины и имеет механизм изменения механизма подачи для изменения подачи моторной подачи или шага обрабатываемой резьбы.
Этапы работы токарного станка
1. Проверка перед началом движения
1.1 Заполните схему смазки станка соответствующей смазкой.
1.2 Проверить комплектность и надежность электрооборудования каждого отдела, рукоятки, деталей трансмиссии, защитных и ограничительных устройств.
1.3 Каждая шестерня должна находиться в нулевом положении, а ремень должен быть натянут.
1.4 Не допускается прямое хранение металлических предметов на поверхности кровати во избежание повреждения поверхности кровати.
1.5 Обрабатываемая заготовка, без грязного песка, предотвращает попадание грязевого песка в каретку и шлифует направляющую.
1.6 Перед тем, как заготовка будет закреплена, необходимо выполнить пробный запуск пустого станка, чтобы убедиться, что все в порядке, прежде чем заготовку можно будет загрузить.
2. Операционные процедуры
2.1 Когда заготовка готова, сначала запустите насос смазочного масла, чтобы перед запуском давление масла соответствовало требованиям станка.
2.2 При регулировке обменного держателя при регулировке колеса питание должно быть отключено. После регулировки все болты должны быть затянуты, ключ вовремя вынут, а заготовка снята для пробной эксплуатации.
2.3 Сразу после загрузки и выгрузки заготовки снимите плавающий ключ патронного ключа и заготовку.
2.4 Задняя бабка и рукоятка станка должны быть отрегулированы в соответствующее положение в соответствии с потребностями обработки и затянуты или зажаты.
2.5 Заготовка, инструмент и приспособление должны быть надежно закреплены. Инструмент с плавающей силой должен ввести ножевую часть в заготовку, чтобы запустить станок.
2.6 При использовании центральной рамы или держателя инструмента центр должен быть отрегулирован, хорошо смазан и закреплен.
2.7 При обработке длинных материалов выступающая часть за шпинделем не должна быть слишком длинной. Если он слишком длинный, следует установить загрузочную раму и повесить знак опасности.
2.8 При подаче нож должен находиться близко к работе, чтобы избежать столкновения; скорость каретки должна быть равномерной.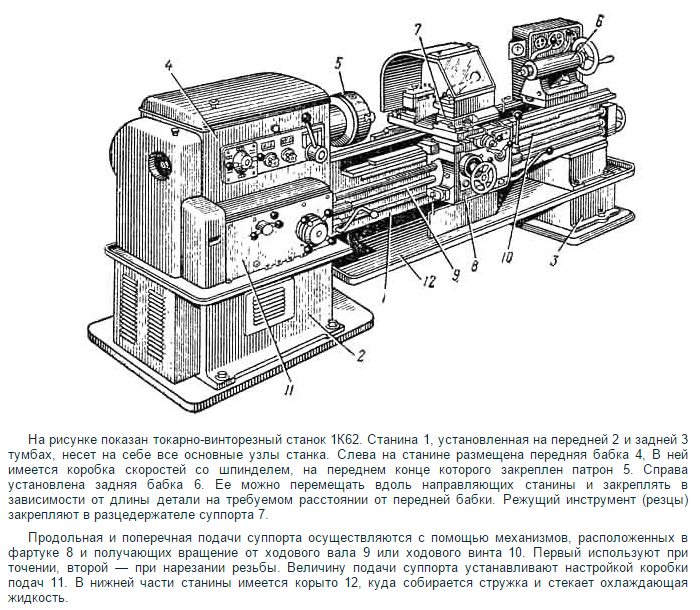 При смене инструмента инструмент должен находиться на соответствующем расстоянии от заготовки.
При смене инструмента инструмент должен находиться на соответствующем расстоянии от заготовки.
2.9 Режущий инструмент должен быть закреплен, а длина токарного инструмента, как правило, не более чем в 2,5 раза превышает толщину ножа.
2.1.0 При обработке эксцентриковых деталей необходимо иметь соответствующий противовес, чтобы сбалансировать центр тяжести патрона, и скорость транспортного средства должна быть соответствующей.
2.1.1. Если карта выходит за пределы заготовки за пределы фюзеляжа, необходимо принять защитные меры.
2.1.2 Регулировка настройки инструмента должна быть медленной. Когда вершина инструмента находится на расстоянии 40-60 мм от места обработки заготовки, вместо прямой подачи следует использовать ручную или рабочую подачу.
2.1.3 При хонинговании заготовки напильником держатель инструмента должен быть отведен в безопасное положение. Оператор должен стоять лицом к патрону, держа правую руку впереди, а левую сзади. Заготовку со шпоночным пазом на поверхности не допускается обрабатывать напильником.