11 советов по сварке алюминия в отрасли судостроения
11 советов по сварке алюминия в отрасли судостроения
Автор: Фрэнк Г. Армао (Frank G. Armao), директор по технологиям сварки алюминия
Компания Lincoln Electric
Алюминиевые сплавы отличаются низким весом и коррозионной устойчивостью в морской среде, и благодаря этому они получили широкое распространение в отрасли судостроения.
Есть две особенности, которые отличают сварку судостроительного алюминия от сварки стали, и обе они связаны с тем, что в большинстве случаев она происходит под открытым небом:
- во избежание окисления алюминиевых пластин и прессованных профилей важно обеспечить их правильное хранение;
- особенно внимательно нужно следить за тем, чтобы на сварочном участке не было ветра.
Ниже мы обсудим эти особенности более подробно.
Вы должны знать, что за алюминий вы свариваете
Недостаточно знать, что это алюминий.
Большинство сплавов алюминия легко поддаются дуговой сварке. Практически все сплавы серий 1XXX, 3XXX, 4XXX, 5XXX и 6XXX пригодны для сварки в режимах TIG и MIG/MAG. Однако большинство сплавов серий 2XXX и 7XXX дуговой сварке не поддаются. Единственные исключения из этого правила в серии 2XXX — это сплавы 2219 и 2519. Практически все остальные сплавы 2XXX во время сварки подвержены сильному трещинообразованию. Аналогичным образом в семействе 7XXX для сварки пригодны только сплавы 7003, 7004, 7005 и 7039.
Особенно остерегайтесь сплавов 2024 и 7075. Они имеют высокие механические характеристики и широко распространены, поэтому часто возникает соблазн использовать эти сплавы для ремонтных работ. Тем не менее, при дуговой сварке они очень склонны к образованию трещин.
Тем не менее, при дуговой сварке они очень склонны к образованию трещин.
Сварка «несвариваемых сплавов» или использование неподходящих присадочных прутков могут привести к немедленному растрескиванию или преждевременной поломке во время эксплуатации.
Зачем нужен предварительный подогрев?
Многие считают, что для сварки алюминия, как в режиме TIG, так и MIG/MAG, обязательно требуется предварительный подогрев. Это не всегда так. Более того, при использовании подходящего оборудования предварительный подогрев требуется достаточно редко.
Ненужный предварительный подогрев даже может привести к падению механических характеристик. Последний этап термообработки алюминия — это старение, которое проводится при температурах от 160 до 200°C. Если температура предварительного подогрева достигнет или превысит температуру старения, вы испортите механические характеристики металла.
Конечно, нельзя сказать, что предварительный подогрев — это обязательно плохо. Например, при высокой температуре и влажности окружающей среды для удаления влаги допускается предварительный подогрев до 90°C. Но не увлекайтесь.
Например, при высокой температуре и влажности окружающей среды для удаления влаги допускается предварительный подогрев до 90°C. Но не увлекайтесь.
Хранение алюминиевых листов, пластин и прессованных деталей
В большинстве случаев алюминий перед использованием рекомендуют хранить в помещении. Хотя это действительно хороший совет, в судостроительной отрасли это малореализуемо, потому что сварка обычно проводится под открытым небом. Поэтому в судостроении предъявляются более реалистичные требования к хранению.
Во-первых, по возможности алюминиевые пластины не нужно укладывать горизонтальными штабелями прямо на земле. Так между штабелями будет скапливаться влага, которая приведет к усилению коррозии. Вместо этого складывайте пластины диагонально на края друг друга, чтобы с них могла стекать вода. Если их все же нужно сложить горизонтально, снимите всю прокладочную бумагу и упаковку между пластинами. Если ее оставить, она будет впитывать и накапливать влагу между пластинами. Если листы укладываются горизонтально, старайтесь не располагать их прямо один на другой. Вместо этого вставьте между листами деревянные или алюминиевые «закладки», которые дали бы воде стекать.
Если листы укладываются горизонтально, старайтесь не располагать их прямо один на другой. Вместо этого вставьте между листами деревянные или алюминиевые «закладки», которые дали бы воде стекать.
Все эти меры призваны снизить интенсивность коррозии, т. е. образование слоя оксида между хранящимися листами. Если толщина слоя оксида станет слишком большой, перед сваркой его придется удалить механическими средствами.
Перед сваркой обязательно произведите зачистку деталей
Предсварочная зачистка алюминия состоит из двух отдельных операций. Сначала удаляются остатки масел, смазки, охлаждающей жидкости и других углеводородов, которые могли использоваться на производстве. Оставшиеся на поверхности углеводороды попадут в сварочную дугу и выделят газообразный водород, который вызывает пористость в наплавленном металле.
Углеводороды удаляются одним из двух способов. Чаще всего поверхность протирают чистой тканью, пропитанной хорошим обезжиривающим растворителем, например, ацетоном, толуолом, метилэтилкетоном или очистителем для карбюраторов. Спирты не относятся к хорошим очистителям и не должны использоваться для чистки алюминия. Менее распространен способ с погружением алюминия в резервуар с умеренным щелочным раствором с последующим ополаскиванием и сушкой.
Спирты не относятся к хорошим очистителям и не должны использоваться для чистки алюминия. Менее распространен способ с погружением алюминия в резервуар с умеренным щелочным раствором с последующим ополаскиванием и сушкой.
Во-вторых, перед сваркой с алюминия следует удалить все тяжелые оксиды. Обычно это делают вручную или механически с помощью щетки из нержавеющей стали. Если материалы хранились снаружи и на них появился слой серого оксида большой толщины, его может понадобиться удалить пескоструйной обработкой или шлифовальным диском.
Используйте подходящее оборудование
Перед каждой сменой нужно проверять, что сварочное оборудование настроено именно для сварки алюминия. Это особенно важно, если этим оборудованием поочередно пользуются для сварки разных материалов.
Особенно в режиме MIG/MAG:
- Проверьте, что тормозной механизм кассеты отрегулирован не слишком туго. Слишком сильное натяжение может затруднить подачу проволоки. Усилия тормозного механизма просто должно быть достаточно, чтобы предотвратить прокручивание кассеты при остановке проволоки.

- Также проверьте, что ролики механизма привода предназначены для алюминиевой проволоки и имеют подходящий диаметр. Ролики с V-образными канавками для стальной проволоки могут деформировать алюминиевую и вызвать перебои с подачей проволоки.
- Натяжение роликов должно быть отрегулировано так, чтобы его едва хватало для того, чтобы проволока не проскальзывала на роликах. Слишком сильное натяжение приведет к деформациям проволоки.
- Убедитесь в наличии входных и выходных пластиковых направляющих втулок подходящего типа. Стальные детали, которые используются для подачи стальной проволоки, также могут вызвать перебои в подаче проволоки.
- Убедитесь, что гусак горелки изготовлен из подходящего пластика для подачи алюминиевой проволоки. Спиральные гусаки горелки, которые часто используются для подачи стальной проволоки, будут соскребать стружку с мягкой алюминиевой проволоки, что может привести к засору.
- Также убедитесь, что используете контактный наконечник подходящего размера для проволоки данного диаметра.


Правильный расход защитного газа
Расход аргона должен составлять минимум 16,5 л/мин. для MIG/MAG и 11,8 л/мин. для TIG-сварки. В обоих режимах при использовании сопла большого диаметра расход защитного газа следует увеличить. Если сварка проводится под открытым небом, расход защитного газа должен быть еще выше — мин. 21,2 л/мин. для MIG/MAG и 16,5 л/мин. для TIG — потому что аргон легче воздуха и более подвержен воздействию ветра и сквозняков.
После чистки зоны сварки она должна оставаться чистой
После зачистки и подгонки деталей нужно постараться как можно быстрее провести сварку. Это вызвано даже не тем, что детали могут окислиться — при комнатной температуре в сухих условиях алюминий окисляется достаточно медленно. Главная проблема заключается в том, что в цеховых условиях очищенный материал может оказаться покрыт грязью, маслом, водными парами и т. д. После зачистки, подгонки и сборки не оставляйте открытые детали на ночь или выходные. Если до сварки все же должно пройти некоторое время, накройте соединение крафт-бумагой и закрепите ее скотчем.
Правильное хранение сварочной проволоки
Алюминиевую сварочную проволоку следует хранить в чистом, сухом помещении, желательно в исходной упаковке. В таких условиях проволока может храниться несколько лет.
В таких условиях проволока может храниться несколько лет.
Хотя для хранения проволоки необязательно требуется вентиляция, будет полезно обеспечить низкую относительную влажность. Не допускайте отсыревания проволоки.
Самый простой способ сделать это — хранить проволоку в исходной упаковке в закрытых металлических шкафах с включенной 60-ваттной лампочкой. Тепло от лампочки повысит температуру внутри шкафа примерно на 10°C и снизит относительную влажность.
Частично израсходованные кассеты проволоки нельзя оставлять на ночь в сварочном аппарате. Их следует вернуть в исходную упаковку. В противном случае можно воспользоваться пластиковыми крышками для кассет, которые совместимы с большинством подающих механизмов. Кассету проволоки можно оставить в подающем механизме
до полного израсходования.
Хранение проволоки в кондиционируемом помещении также может быть связано со сложностями. Если в горячий, влажный день относительно холодную проволоку занести в цех и сразу вскрыть упаковку, из-за влажного воздуха на проволоке может образоваться конденсат.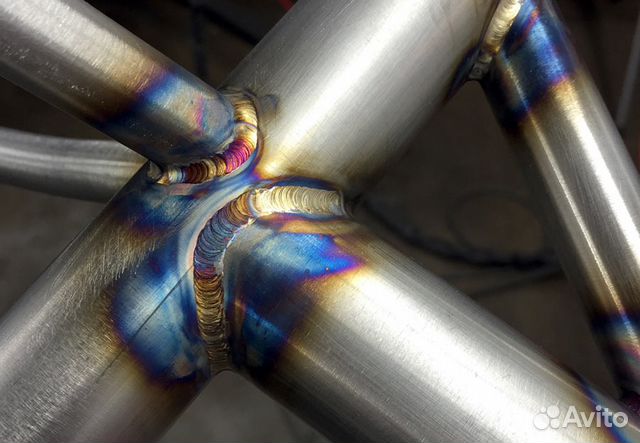 Если проволока хранилась в кондиционируемом помещении, выдержите ее некоторое время в цеху перед вскрытием упаковки, чтобы она согрелась. Более того, хранение в комнате с низкой влажностью будет более полезно, чем в кондиционируемой. Тем не менее, при правильных условиях хранения ни то, ни другое не обязательно.
Если проволока хранилась в кондиционируемом помещении, выдержите ее некоторое время в цеху перед вскрытием упаковки, чтобы она согрелась. Более того, хранение в комнате с низкой влажностью будет более полезно, чем в кондиционируемой. Тем не менее, при правильных условиях хранения ни то, ни другое не обязательно.
Продольные и поперечные колебания
В то время как все сходятся на мнении, что поперечные колебания горелкой приводят к чрезмерному увеличению тепловложения, в некоторых отраслях сварщики прибегают к продольным колебаниям, или «копательным» движениям горелки. Задача такой техники сварки — добиться равномерного образования валиков при небольшой ширине соединения. Главное преимущество этого метода — очень равномерная «рябь» из валиков, похожая на внешний вид швов от аргонодуговой сварки. Однако такая техника никак не влияет на глубину проплавления или очищающее воздействие дуги. Она имеет чисто косметический эффект.
Сварка с «копательными» движениями электрода вполне допустима, но при этом нужно контролировать амплитуду колебаний. Она должна составлять около 3-5 мм. При большей амплитуде между валиками могут оказаться промежутки. Это может привести к уменьшению глубины проплавления и не является допустимым.
Она должна составлять около 3-5 мм. При большей амплитуде между валиками могут оказаться промежутки. Это может привести к уменьшению глубины проплавления и не является допустимым.
Используйте подходящую сварочную проволоку
Сварка в области судостроения чаще всего подразумевает соединение листов и пластин серии 5XXX Al-Mg, например, 5052, 5154, 5454 или 5083, между собой или с прессованными деталями 6XXX.
Для сварки сплавов серии 5ХХХ между собой для 5154 и 5454 в качестве присадочного материала используется сплав 5554. Для 5052 используется сплав 5356. Для сварки 5083, который имеет более высокие механические характеристики, рекомендуются сплавы 5556 или 5183, потому что 5356 не способен обеспечить механические характеристики, равные 5083. 4043 нельзя использовать в качестве присадочного металла при сварке сплавов 5ХХХ за исключением 5052, который имеет низкое содержание Mg.
Для соединения листов или пластин серии 5ХХХ с прессованными деталями серии 6ХХХ, например, 6061-T6, в качестве присадочного металла рекомендуются сплавы 5356 или 5554. 4043 используется как присадочный металл в области судостроения довольно редко из-за своей подверженности коррозии. В этой области использование высокопрочных сплавов 5183 или 5556 в качестве присадочного материала не дает никакой дополнительной пользы. Некоторые поставщики стараются продать именно эти более дорогостоящие сплавы, но они себя не оправдывают.
4043 используется как присадочный металл в области судостроения довольно редко из-за своей подверженности коррозии. В этой области использование высокопрочных сплавов 5183 или 5556 в качестве присадочного материала не дает никакой дополнительной пользы. Некоторые поставщики стараются продать именно эти более дорогостоящие сплавы, но они себя не оправдывают.
Итак, в этой небольшой статье мы попробовали дать рекомендации, которые были бы полезны сварщикам, работающим в области судостроения. Мы надеемся, что вы сможете почерпнуть из нее новые идеи и улучшить свои навыки по сварке судостроительного алюминия.
Оригинал статьи
Учебник по TIG-сварке алюминия — Aргонодуговая сварка — TIG
Всем доброго времени суток.
Очень часто мне приходят письма подобного смысла и содержания. Мне трудно отвечать всем индивидуально поэтому я попытаюсь создать и потянуть эту тему.
Писателей и пИсателей прошу жестко придерживаться темы топика.
Цитирую письмо одного из наших форумчан-сограждан:
«Константин, здравствуйте.
Дело в том, что я хочу начать постигать АДС алюминия. Есть вопрос как к спецу. Пошел на охоту за присадкой и увидел их разнообразие по диаметрам и маркам. Если с размерами и так понятно, да и марки можно классифицировать на магниевые и кремнистые… Чаще всего попадаются типа АМг-5 и АК-5 Так вот и вопрос, для какого металла или условий нужны одни и для чего другие?
___________
С уважением, +++++++++++++++++»
Мой ответ:
Добрый день.
Это похвальное начинание.
Все, что возникло в голове, по прочтению вашего сообщения, выкладываю непрерывной нитью… Без обид пожалуйста….
Для тренировок возьмите оба типа присадок Ф2мм, в пачке обычно 5кг. Выбор диаметра таков именно для учебы, на толстом металле её надо очень быстро подавать, тренирует глаз и руку.
Надо еще кучу РАЗНЫХ алюминек от РАЗНЫХ аппаратов и устройств…. И пару баллонов аргона, желательно Максимально чистого, дабы понять что из себя представляют идеальные условия в сварке.
Дальше жжете металл, присадку, курите форум, опять жжете присадку и металл, жрете стакан водки курите форум и жжете металл… Можно пнуть стол, но аккуратно, вам еще до баллона и аппарата бегать много придется, расход крутить, крутилки-вертелки аппаратные всякие. :rolleyes:
Водки тоже много не пейте, всетаки крутилки тоже осознавать нужно… :rolleyes:
Вобщем все, что вам нужно это почувствовать душу плавящегося люминя, а мы попробуем вам в этом помочь…
От всей души удачи.
Алюминий если вы его прочувствуете, это очень интересный, капризный и офигенный материал с которым можно творить все, что душе угодно.
Вы просто пока неумеете его готовить.
Как начнете жечь первый баллон и начнут возникать вопросы, пишите.
PS: Было бы неплохо если бы ВЫ создали тему на форуме, ведь не только у вас вопросы возникают, да и ваши фотографии выложенные в ветку будут стимулировать ваши старания.
Хотя, думаю создам я её сам, процитировав вашу просьбу (такие просьбы приходят регулярно) и этот свой ответ.
Заодно попрошу «Папу» Дать мне статус модератора в этом топике, дабы чистить этот топик нещадно.
А вы присоединяйтесь, да и Профи думаю с советами подтянуться.»
«Конец цитаты»
Обязательное условие для обучающихся, обучающих и задающих вопросы:
Условия описанны выше***, если вы готовы писать в эту ветку, будьте любезны предьявить общественности:
1) Ваше оборудование: Марка и фотография
2) Фотографии перечисленных выше материалов:
а) Минимум один баллон аргона. Забыл сказать самое главное: Мы все здесь учимся.
Забыл сказать самое главное: Мы все здесь учимся.
Сварка алюминия и его сплавов в аргоне, покрытыми электродами и полуавтоматом
Известный всем алюминий отличается такими уникальными свойствами, как лёгкость, хорошая теплопроводность и устойчивость к химическим и механическим воздействиям. Специфика структуры этого материала является причиной того, что сварка алюминия и его сплавов имеет ряд сложностей, которые должны приниматься во внимание при организации сварных работ.
Сложности процесса
Свойства алюминия должны учитываться и при проведении сварки в домашних условиях, независимо от того, будет ли металл свариваться газовой горелкой, инвертором или полуавтоматом.
Проблемы в сплавлении этого материала с другими металлами (сварка алюминия и сталью, в частности) объясняются следующими причинами:
- сложность тепловой обработки поверхности заготовок, так как она постоянно покрыта тугоплавкой окисной плёнкой, мешающей формированию качественного шва;
- высокая текучесть металла в расплавленном состоянии, затрудняющая процесс образования сварочной ванны из алюминиевых сплавов;
- наличие в структуре материала водорода и кремния, которые при остывании шва пытаются вырваться наружу и образуют поры и трещины;
- высокий коэффициент линейного расширения алюминия, также способствующий образованию трещин.

Для исключения нежелательных последствий принимаются определённые меры защиты зоны сплавления, такие например, как сварка в аргоне, ограничивающем доступ кислорода к месту контакта.
Помимо аргона для этих целей могут применяться и другие газы, замедляющие процесс окисления алюминия и относящиеся к категории инертных (углекислота, например).
Кроме того, для компенсации эффекта текучести расплавленного металла в жидкой ванне специалистами разработаны особые технологии сварки. Они предполагают применение при работе с алюминием специальных подкладок для отвода тепла.
В связи с высокой теплопроводностью материала, согласно требованиям нормативов, сварка алюминия должна осуществляться при больших величинах тока дугового разряда.
В домашних условиях ко всем описанным трудностям добавляется сложность точного определения марки свариваемых материалов и учёта соответствующих требований ГОСТ 14806-80. Последнее обстоятельство заметно затрудняет выбор подходящего режима их обработки, а также используемых при этом методов теплового воздействия.
Известные способы
Сварка сплавов алюминия может быть организовано самыми различными способами, выбор которых определяется условиями работы и особенностями сочленяемых заготовок или изделий. Чаще всего сварка проводится по следующим методикам:
- сваривание алюминия в инертной среде посредством электродов с покрытием из вольфрама;
- сварка полуавтоматом в среде углекислого газа с автоматической подачей сварочной проволоки;
- простое сплавление электродами, обработанными специальным составом (MMA).
Всем желающим сравнить эти методы в части рабочих параметров сварки рекомендуем ознакомиться с таблицей:
Из таблицы следует, что метод сваривания с применением вольфрамовых электродов носит название AC TIG (в переводе на русский язык – просто тиг).
Уже отмечалось, что для получения надежного сочленения алюминия с другими металлами, важно помнить о необходимости разрушения оксидной плёнки, всегда имеющейся на поверхности.
Для решения этой важной задачи в процессе сварки используют постоянный ток, полярность которого меняют на обратный знак. Тем самым добиваются так называемого «катодного» распыления, под воздействием которого тугоплавкое плёночное покрытие постепенно разрушается. При работе на постоянном токе, полярность которого не меняется, указанного эффекта добиться не удаётся.
Подготовка металла
Независимо от способа, которым заготовки из алюминия будут свариваться (посредством инвертора или обычного выпрямителя) – их срезы и кромки перед этим тщательно подготавливают.
При этом, во-первых, с поверхностей всех свариваемых деталей (включая и присадочный материал) удаляют следы масла, жира и грязи. Для этих целей могут применять уайт-спирит, бензин, ацетон или любую другую обезжиривающую жидкость из класса растворителей.
Во-вторых, на этом этапе работ при необходимости осуществляется разделка контактной части свариваемых заготовок. Потребность в дополнительной обработке возникает лишь в тех случаях, когда сваривание алюминиевых деталей толщиной не более 4-х миллиметров организуется с помощью обычных (непокрытых) электродов.
При необходимости сварки листов из алюминия и сплавов толщиной не более чем 1,5 миллиметра – их торцы перед соединением обязательно разделывают.
В-третьих, непосредственно перед сваркой с обрабатываемых поверхностей удаляется имеющаяся на них оксидная плёнка. Для этих целей используют простой напильник или специальную металлическую щётку.
Покрытыми электродами
При проведении особо ответственных сварочных операций (с заготовками толщиной более 4-х миллиметров) применяются специальные электроды по алюминию, обеспечивающие надежность и прочность образующегося соединения.
К недостаткам этого метода сочленения деталей следует отнести сравнительно высокую пористость сварного шва, а также сложность отделения шлака во время работы, нередко приводящую к его коррозии.
Ещё одним минусом такого процесса является сильное разбрызгивание частиц расплавленного металла во время дуговой сварки.
Для организации сварочных работ по алюминию желательно пользоваться хорошо проверенными на практике марками электродов, такими, например, как «УАНА» и «ОЗАНА».
Указанные типы стержней могут применяться как для работы по чистому алюминию, так и при сваривании заготовок из его соединений с кремнием (АЛ-4, 9,11).
При применении «УАНА» и «ОЗАНА» сварные операции по алюминию проводятся на постоянном токе, включаемом в цепь в обратной полярности. Этот факт должен учитываться при выборе оборудования для сварки в любых условиях (производственных или бытовых). При этом специалисты пользуются несложным подсчётом, согласно которому на миллиметр диаметра стержня должно приходиться 25–30 ампер постоянного тока.
При инверторной сварке деталей значительной толщины может потребоваться предварительный локальный прогрев заготовок, осуществляемый посредством обычной газовой горелки. Такая предусмотрительность позволяет минимизировать риски деформаций и образования кристаллизационных трещин в уже готовой конструкции из алюминия.
Ко всему перечисленному следует добавить, что из-за высокой скорости плавления алюминиевых электродов работать с ними следует по возможности быстро, обеспечивая тем самым непрерывность сварочного процесса. Также обращаем внимание на то, что при сварке алюминия не допускается производить электродом какие-либо поперечные колебательные движения.
Также обращаем внимание на то, что при сварке алюминия не допускается производить электродом какие-либо поперечные колебательные движения.
С применением инертного газа
Согласно ГОСТ 7871 при сварке алюминия в среде защитного газа должна применяться проволока соответствующего состава, предназначенная специально для этих целей. В нём подробно оговариваются марки используемого материала, а также особые условия его применения в процессе работы.
Такая сварка реализуется за счёт использования вольфрамовых электродов соответствующего диаметра, а также специальной присадочной проволоки в виде прутков (так называемого «присадка»). В качестве защитной среды, ограничивающей доступ кислорода, применяются химически чистый гелий или аргон.
При этом для облегчения удаления с алюминия оксидной плёнки используется сварочная дуга, формируемая источником переменного напряжения. Расход аргона, токовые режимы, а также параметры электродов и сварочной проволоки выбираются согласно специальным таблицам.
При наличии собственного расходного материала этот вид монтажных операций вполне реализуем и в домашних условиях с возможностью получения качественного и достаточно надежного соединения.
При этом всегда следует помнить о том, что в процессе сварки алюминия в инертной газовой среде между электродом и поверхностью деталей должен выдерживаться угол, равный примерно 70-80-ти градусам. Сварочная проволока и вольфрамовый электрод располагаются относительно друг друга под углом 90 °, а длина дуги выдерживается в пределах 1,5-2,5 миллиметра.
Полуавтоматом
Хороших результатов при самостоятельной сварке деталей из алюминия и стали можно добиться и при помощи импульсных полуавтоматов. При работе с таким оборудованием оксидная плёнка разбивается за счет воздействия высоковольтного импульса, который к тому же удерживает в границах сварочной ванны частицы расплавленного металла.
Стоимость импульсного аппарата достаточно велика, так что частники нередко используют обычное оборудование, переделывая его в полуавтомат.
Надо отметить, что при работе с алюминием в любых режимах сварки необходимо учитывать два важных момента, связанных с подачей проволоки в зону сочленения.
Во-первых, относительно мягкий проволочный материал при поступлении в зону сварки по направляющему рукаву может образовывать петли. Для предотвращения этого припой поступает к рабочему месту через укороченный подающий канал с вкладышем из тефлона, заметно снижающим эффект трения.
Во-вторых, скорость перемещения алюминиевой проволоки, порог плавления которой ниже нормы, в режиме сварки без аргона должна быть больше, чем у обычной стальной. При нарушении этого условия она будет расплавляться прежде, чем достигнет рабочей зоны.
Сварка алюминия аргоном: технология, инструкция, видео
Сварка алюминия – достаточно актуальная технология как в домашних условиях, так и на производстве. Чаще всего применяют два способа – TIG и MIG. Первый метод ручной, для него используют наплавляющийся электрод, второй – полуавтоматический. В данном материале будет рассмотрен первый вариант, так как именно он является наиболее доступным для начинающих пользователей.
Чаще всего применяют два способа – TIG и MIG. Первый метод ручной, для него используют наплавляющийся электрод, второй – полуавтоматический. В данном материале будет рассмотрен первый вариант, так как именно он является наиболее доступным для начинающих пользователей.
Технология аргонной сварки
Методика ТИГ применима в любых отраслях промышленности, используется дома, в автосервисах. Чтобы освоить данный метод, нужно хорошо понимать особенности работ с оборудованием и металлом.
Работать с таким металлом, как алюминий, достаточно сложно, в частности из-за образования оксидной пленки, которая появляется при температуре около 2000 градусов. Расплавление начинается при 660 С. Однако под воздействием кислородной среды быстро появляется оксид алюминия Al2O3. Для того чтобы эта проблема не возникала, металл нужно очень тщательно очищать перед началом работ. Еще одним важным моментом является отсутствие изменение цвета при нагревании, никогда нельзя определить наверняка, до какой степени деталь успела прогреться. Из-за этого неопытный мастер может прожечь деталь.
Из-за этого неопытный мастер может прожечь деталь.
Теплопроводность у летучих металлов выше, чем у стали, поэтому затрата энергии при работе с ними намного выше. Если приходится соединять крупные детали, не помешает прогреть их заранее. В противном случае велик риск прожечь изделие в каком-либо одном месте.
Сплав очень быстро твердеет, именно поэтому в конце шва обязательно появление кратера. Чтобы избежать этой проблемы, сварочный аппарат должен работать в специальном режиме, благодаря которому, когда сварка подходит к концу, на электрод подается увеличенный постоянный ток. Это позволяет не только пробить оксидную пленку, но и заварить кратер.
Подготовка материалов перед сваркой
Для того чтобы соединение стало качественным, детали необходимо предварительно тщательно подготовить. Для этого их очищают от грязи, масла, жира, краски, иных следов, которые могут мешать работе. Удобнее всего применять растворитель, подходит любой. Для толстого листа более 4 мм, выполняется разделка кромок, варить придется встык. Для того чтобы на кромках не образовывалась оксидная пленка, их обрабатывают при помощи напильника, можно использовать металлическую щетку или болгарку.
Для толстого листа более 4 мм, выполняется разделка кромок, варить придется встык. Для того чтобы на кромках не образовывалась оксидная пленка, их обрабатывают при помощи напильника, можно использовать металлическую щетку или болгарку.
Если пренебречь подготовкой, добиться качественного соединения деталей не получится. Существует два метода очистки:
- Механический. В этом случае применима наждачная бумага, шабера, насадка для или дрели с проволочной щеткой из нержавеющей стали толщиной не больше 0,15 мм. При обработке наждаком возможно загрязнение металла, поэтому щетка должна быть новой или использоваться исключительно для деталей из алюминия. На металл по инструкции нельзя оказывать большое давление, иначе его структура будет разрушена, туда попадет кислород, вызывающий быстрое окисление. Кроме этого, возможно образование пор, которое создаст помеху при сварке.
- Химический метод. Оксидную пленку можно разрушить при помощи травления. Для этого на нее нужно воздействовать не менее 1 минуты следующим составом: 1 л воды, 45 фтористого натрия, 50 г едкого натра. После этого заготовки тщательно промываются холеной водой и освещаются ультрафиолетом. Последнее важно для химической реакции. После такой обработки свойства металла будут сохраняться 4 дня.
 После этого заготовки тщательно промываются холеной водой и освещаются ультрафиолетом. Последнее важно для химической реакции. После такой обработки свойства металла будут сохраняться 4 дня.
После этого заготовки тщательно промываются холеной водой и освещаются ультрафиолетом. Последнее важно для химической реакции. После такой обработки свойства металла будут сохраняться 4 дня.Обратить внимание требуется и на то, что в обработке нуждаются не только детали, но и присадочный пруток, для этого, как правило, применяют алюминиевую проволоку. Если выполнить промывку раствором, обезжиривать детали необязательно. Само травление должно проходить при температуре не ниже 60 и не выше 70 °С. Раствор технического натрия должен быть 15%.
После промывки проточной водой требуется тщательная просушка деталей. Затем их прокаливают в печи при температуре 300 °С, процедура занимает 15-30 минут. Посмотреть процесс можно на видео.
Оборудование для сварки
Чтобы обработка деталей из алюминия стала возможной, требуется использование специального сварочного аппарата, цена его сравнительно невысока. Сначала потребуется приобрести инвертор TIG AC, он является основным источником переменного тока, подходящего для процедур с этим видом металла. Обязательно обустроить качественную систему заземления, так как использоваться будет большой ток, опасный для жизни. Для работы применяют вольфрамовые электроды, проволока из алюминия.
Обязательно обустроить качественную систему заземления, так как использоваться будет большой ток, опасный для жизни. Для работы применяют вольфрамовые электроды, проволока из алюминия.
Кроме этого, аппарат имеет горелку TIG, она нуждается в специальном охлаждающем блоке. Также конструкция включает цанги, сопла, подключаемый газовый баллон. Большое внимание уделяют надежности и гибкости шланга. Баллон для аргона должен оснащаться специальным редуктором, при помощи которого давление газа можно регулировать.
Работник должен использовать средства индивидуальной защиты, к которым относится сварочная маска, специальный щиток, затемненное стекло, краги из натуральной кожи. При профессиональном подходе для управления током можно использовать специальную педаль, которая является дополнительным оборудованием, обеспечивающим большее удобство при настройке и работе.
Пошаговое описание процесса
Чтобы варить алюминий аргонной сваркой, требуется применение оборудования, обеспечивающего подачу переменного тока. Работа происходит следующим образом:
Работа происходит следующим образом:
- Пластины выставляют в позицию, наиболее комфортную для мастера. Разделываются кромки, параметры едины для всех металлов.
- Материал заранее прогревают до 150 градусов, что позволит удалить влагу, сделать прогрев равномерным.
- Тугоплавкий слой, находящийся сверху, снимают при помощи специальной щетки или растворителя.
- Горелку аккуратно подносят к изделию, следует обратить внимание, что между металлом и электродом должен быть зазор около 3 мм. После этого можно нажать кнопку, образуется электродуга. Насколько алюминий будет текучим, зависит от того, что входит в его состав.
- Если начала образовываться лужа из расплавленного металла, можно использовать присадку в этом месте.
- Перемещение горелки должно быть равномерным, справа налево. Если шов широкий и расход увеличился, движения должны быть колебательными.
После того как шов будет завершен, кнопку нажимают снова, чтобы дуга плавно затухла. Убрать горелку от шва можно только после того, как продувка газом прекратится.
Убрать горелку от шва можно только после того, как продувка газом прекратится.
Как варить алюминий полуавтоматом
При сваривании алюминия полуавтоматом следует использовать специальную алюминиевую проволоку, которая подается в зону сваривания через сварочный рукав. Подача происходит с помощью специального пистолета с роликов, которые установлены в подающем механизме. Если Вы имеете опыт сваривания стали полуавтоматической сваркой, то при сваривании алюминия Вам следует немного сменить тактику.
Алюминий является мягким металлом, и скорость подачи проволоки должна быть достаточно высокой. Алюминий еще и хороший проводник тепла и поэтом для качественного провара и хорошего сварного шва, требуется производить сваривание детали из алюминия на большем токе, чем при сваривании обычного металла. Начиная сваривание с большего сварочного тока, Вы можете потом его постепенно сбавлять. На большом сварочном токе производить сваривание алюминия еще проще.
На большом сварочном токе производить сваривание алюминия еще проще.
Для сваривания алюминия стоит использовать более мощный сварочный аппарат для проведения сварочных работ с толстым металлом. Если Вы будете регулярно проводить сваривание алюминия, то полуавтоматический сварочный аппарат должен быть мощностью не менее 200 Ампер. Идеальным режимом для сваривания является режим импульсивного сваривания. Данный режим необходим для исключения возможности перегрева и прожога детали. Также сваривание импульсом обеспечивает высокую чешуйчатость и высокое качество сварочного шва.
Сваривание алюминия требует среду защитного газа в виде чистого аргона или же смеси аргона для листов большой толщины. Как правило, для сварки алюминия применяется смесь аргона и углекислого газа. Такая технология не требует использования новых шлангов или специальных рукавов.
При выборе сварочной проволоки требуется правильно подходить к этому делу. Если хотите применять проволоку 0,8, то сопло для подачи должно быть не менее 1 миллиметра. Такой подбор необходим, потому что алюминий при нагревании расширяется больше, чем сталь. Это значит, что для работы потребуются контактные наконечники с большими отверстиями, чем отверстия, которые используются для стальной проволоки такого же диаметра.
Если хотите применять проволоку 0,8, то сопло для подачи должно быть не менее 1 миллиметра. Такой подбор необходим, потому что алюминий при нагревании расширяется больше, чем сталь. Это значит, что для работы потребуются контактные наконечники с большими отверстиями, чем отверстия, которые используются для стальной проволоки такого же диаметра.
Канавки у роликов для подачи сварочной проволоки в подающем механизме должны быть U-образной формы, чтобы алюминиевая проволока не заминалась в них. Для идеального сваривания нужно использовать сварочный аппарат с 4-х роликовым прижимным механизмом. Подача проволоки будет намного больше, чем при сваривании стали. Все меры, которые были перечислены выше, необходимы для того, чтобы сварочный аппарат при сваривании не закусывал мягкую алюминиевую проволоку при ее подаче во время сварочного процесса.
Для того чтобы уменьшить трение алюминиевой проволоке в горелке требуется применять неметаллический кабельный канал. В основном такие каналы изготавливают из графита или тефлона. Также при сваривании стоит обратить внимание на горелку. Шланг горелки не должен быть длиннее 3 метров и не иметь скручиваний, а быть прямым.
В основном такие каналы изготавливают из графита или тефлона. Также при сваривании стоит обратить внимание на горелку. Шланг горелки не должен быть длиннее 3 метров и не иметь скручиваний, а быть прямым.
Сварка алюминия полуавтоматом
Сварка алюминия полуавтоматом
В этой статье речь пойдёт о сварке алюминия полуавтоматом. Можно ли сваривать алюминий обычным полуавтоматом? Требует ли такая сварка дополнительных навыков? Об этом вы узнаете из данной статьи.
Сварка алюминия полуавтоматом
Все чаще люди, которые хотят купить сварочное оборудование, задают вопрос: «А алюминий этим аппаратом сваривать можно?». Почему людей волнует вопрос о возможности сварки алюминия тем или иным сварочным аппаратом? Человек не исключает вероятность того, что ему рано или поздно понадобится приварить какие-нибудь алюминиевые детали, и ему хотелось бы, чтобы его сварочный агрегат был к этому способен. Какая сварочная машина будет иметь такую возможность? Если говорить о сварке алюминия в целом, то этот процесс отличается от сварки стали, и требует специального сварочного оборудования и дополнительных навыков. В этой статье речь пойдет о полуавтоматической сварке, а точнее о том, можно ли использовать полуавтомат для сварки алюминия, как выглядит этот процесс и что для этого нужно.
В этой статье речь пойдет о полуавтоматической сварке, а точнее о том, можно ли использовать полуавтомат для сварки алюминия, как выглядит этот процесс и что для этого нужно.
При сварке алюминия полуавтоматом (в среде инертных газов в режиме MIG) используется специальная алюминиевая проволока, которая так же, как и обычная омедненная проволока, подается к зоне сварки через сварочный рукав с пистолетом (горелку) при помощи роликов подающего механизма. Если у вас был опыт в сварке полуавтоматом обычных металлов, то при сварке алюминия нужно будет немного поменять тактику. Алюминий – мягкий металл, поэтому скорость подачи сварочной проволоки должна быть быстрей, чем при сварке стали. Алюминий – хороший проводник тепла и для того, чтобы получился достаточный провар и хороший сварной шов, нужно сваривать алюминиевые детали на токе большем чем, в тех же условиях, необходим для сварки обычного металла. Начав сварку с большего тока, потом можно его постепенно сбавлять. На больших токах варить алюминий проще и легче.
Выбор оборудования и материалов
Используйте более мощный сварочный аппарат для сварки толстого металла. Если вы будете регулярно заниматься сваркой алюминия, то полуавтомат, который вы хотите купить должен иметь мощность более 200 ампер. В идеале, для сварки алюминия полуавтоматом нужен режим PULSE (режим импульсной сварки). Этот режим нужен для того, чтобы пробить окисную пленку, а так же для того, чтобы исключить возможность перегрева детали и ее прожога. Еще сварка импульсом обеспечивает хорошую «чешуйчатость» и качество сварного шва.
Выбор правильного защитного газа
Алюминий требует защитного газа в виде чистого аргона или смесь аргона и гелия (для толстых листов) в отличие от стали, для сварки которой, как правило, используется смесь аргона и углекислого газа (CO2). Это не требует применения каких-либо новых шлангов или рукавов, хотя вам, возможно, потребуется заменить редуктор и регуляторы, если они были разработаны специально для CO2.
Выбор сварочной проволоки и ее подача
Используется специальная алюминиевая проволока. Если вы хотите использовать проволоку 0,8, то сопло лучше всего подобрать с диаметром 1, 0. Это необходимо, потому что алюминий при нагреве расширяется больше чем сталь. Это означает, что потребуется контактные наконечники с большим отверстий, чем те, которые используются для стальной проволоки такого же размера.
Если вы хотите использовать проволоку 0,8, то сопло лучше всего подобрать с диаметром 1, 0. Это необходимо, потому что алюминий при нагреве расширяется больше чем сталь. Это означает, что потребуется контактные наконечники с большим отверстий, чем те, которые используются для стальной проволоки такого же размера.
Канавки у роликов в подающем механизме должны быть U-образной формы, для того, чтобы алюминиевая проволока в них не заминалась (для стальной проволоки используются V-образные канавки). Для идеальной сварки алюминия сварочный полуавтомат должен иметь 4-х роликовый прижимной механизм. Подача проволоки будет больше, чем при сварке стали. Все вышеперечисленные меры нужны, чтобы сварочный полуавтомат для сварки алюминия не закусывал мягкую алюминиевую проволоку при ее подаче во время сварки.
Для уменьшения трения алюминиевой проволоки в горелке, необходимо использовать неметаллический кабельный канал. Обычно он изготовлен из графита или тефлона.
Сварочная горелка
Особое внимание следует уделить горелке полуавтомата. Не забывайте об этой важной детали! Так как алюминиевая проволока очень мягкая, шланг горелки не должен превышать 3 метра и должен быть прямым, без скручиваний.
Не забывайте об этой важной детали! Так как алюминиевая проволока очень мягкая, шланг горелки не должен превышать 3 метра и должен быть прямым, без скручиваний.
Процесс сварки алюминия полуавтоматом
В процессе сварки важно поддерживать постоянную длину дуги, для сварки алюминия длина дуги обычно составляет 12-15 мм. Если длина дуги меньше необходимого — будет прожог, если больше — несплавление. Этот параметр зависит от толщины детали и химического состава алюминиевого сплава. Параметры сварки будут отличаться при различных марках сплавов, имеющих различную теплопроводность. Заварка кратера в конце сварного шва вызывает сложности, потому что алюминий быстро остывает и твердеет. Это можно решить с помощью высококвалифицированного опытного сварщика или путем использования на полуавтоматах 4-тактного режима работы сварочной горелки. Для сварки алюминия 4-тактный режим позволяет установить большой сварочный ток в начале сварки, разогревая деталь и пробивая окисную пленку, и малый сварочный ток в конце сварки для заварки кратера шва.
Подведем итоги. Если вы подбираете и хотите купить обычный сварочный полуавтомат, который варит классической стальной проволокой, но изредка хотите сваривать и алюминий, то, скорее всего ваш выбор правильный. Но с обычным полуавтоматом для сварки алюминия потребуется смекалка и дополнительные навыки. В случае если сварка алюминия – это часть вашей повседневной работы – позаботьтесь о том, чтобы купить сварочный полуавтомат соответствующего профиля, в котором есть все необходимые опции для сварки алюминия.
- < Назад
- Вперёд >
сварка алюминия нержавеющей стали под аргоном сварка легковых автомобилей сварка грузовых автомобилей спецтехники Новосибирск
Работаем с физическими и юридическими лицами. Выполняем сварочные работы , как в своей мастерской так и на выезде. От мелких и простых работ , до сложных восстановительных мероприятий. Виды сварочных работ, которые готова предложить наша компания:
Виды сварочных работ, которые готова предложить наша компания:
Aргонная сварка — данный вид работ применяется, когда необходим неразъемный сварной шов, совмещает в себе использование электрической дуги и газа
Газовая сварка — метод отличается долгим нагревом металлов, мощность удобно контролировать, в составе газосварки применяется горючий газ и кислород
Полуавтоматическая сварка — принцип работы полуавтоматом заключается в том, что защитный газ подается в зону сварки с электродной подвижной проволокой
Ручная дуговая сварка (MMA, РД, РДС) — в данном случае сварное соединение формируется при помощи электрической дуги, которая образуется между электродом и металлом
Сборочно-сварочные работы — сборка изделий перед сваркой по шаблонам, чертежам или первоначальной модели
Сварочно-ремонтные работы — необходимы при деформации конструкций и деталей из металла, помогают избежать крупных аварий
Сварочно-слесарные работы — комплексный вид работ, который включает в себя изготовление и установку изделий
Производим обслуживание спецтехники с применением сварочных работ:Сварка ковшей, рам, кузовов, стрел
Изготовление металлоизделий, ремон системы охлаждения (радиаторы,интеркулеры, трубки), слесарно-сварочный ремонт
Изготовление металлоконструкций, оружейных комнат, монтажные работы.

Изготовление и монтаж лестничных маршей из металла, перегородок из проф.листа, промышленных ворот, ограждений, стеллажей
Изготовление быстровозводимых ангаров из сэндвич панелей, монтаж пищевого оборудования
Обслуживание спецтехники, сварочные, токарные, фрезерные работы
Аргонная сварка
-
- Аргонная сварка чугуна
- Аргонная сварка нержавейки
- Аргонная сварка стали
- Аргонная сварка низколегированных сталей
-
Газовая сварка- Газовая сварка алюминия
- Газовая сварка легированных сталей
- Газовая сварка стали
- Газовая сварка латуни
- Газовая сварка конструкционных сталей
- Газовая сварка нержавейки
- Газовая сварка стальных труб
- Газовая сварка деталей
- Газовая сварка меди
- Газовая сварка углеродистых сталей
-
Дуговая сварка- Ручная дуговая сварка
- Дуговая сварка нержавейки
- Дуговая сварка труб
- Дуговая сварка чугуна
- Дуговая сварка меди
- Дуговая сварка стали
- Дуговая сварка углеродистых сталей
- Электрическая дуговая сварка
-
Ручная сварка- Ручная сварка чугуна
- Ручная сварка арматуры
- Ручная сварка труб
- Ручная сварка низколегированных сталей
- Ручная сварка стали
- Ручная сварка нержавеющей стали
- Ручная сварка металлоконструкций
-
Сварка металлов и сплавов- Сварка алюминия
- Сварка дюралюминия
- Сварка бронзы
- Сварка меди
- Сварка латуни
- Сварка чугуна
- Сварка нержавеющей стали
- Сварка разнородных сталей
- Сварка углеродистых сталей
- Сварка низколегированных сталей
- Сварка низкоуглеродистых сталей
- Сварка легирующих сталей
- Сварка высоколегированных сталей
- Сварка конструкционных сталей
- Сварка оцинкованной стали
- Сварка листового металла
- Сварка металлоконструкций
-
Сварка полуавтоматом- Сварка толстого металла полуавтоматом
- Сварка профиля полуавтоматом
- Полуавтоматическая сварка стали
- Сварка нержавеющей стали полуавтоматом
- Сварка листового металла полуавтоматом
- Полуавтоматическая сварка труб
- Сварка оцинкованной стали полуавтоматом
- Сварка металлоконструкций полуавтоматом
- Сварка чугуна полуавтоматом
- Сварка высокоуглеродистых сталей полуавтоматом
-
- Сварка оцинкованных труб
- Сварка стальных труб
- Сварка нержавеющих труб
- Сварка профильных труб
- Сварка медных труб
- Сварка алюминиевых труб
Сварка в среде аргона
Пайка-ремонт радиаторов, интеркуллеров, печек, кондиционеров
Изготовление и ремонт выхлопной системы
Сварка легковых автомобилей
Сварка грузовых автомобилей и спецтехники
Изготовление металлоконструкций>
авито сварочные работы,
автономная сварка,
автосервис сварочные работы,
аргон дуговая сварка,
аргон цена,
аргонная сварка ,
аргонная сварка алюминия,
аргонно дуговая сварка,
аргоно дуговая сварка,
аргоновая сварка ,
аргоновая сварка алюминия,
аргоновая сварка услуги,
аргоновая сварка цены,
аргоновая сварка,
аргонодуговая сварка,
ворота для дачи,
ворота распашные ,
выездная сварка аргоном в Барнауле,
выездной сварщик в Барнауле,
выполнение сварочных работ,
выполним сварочные работы,
выполню сварочные работы,
гаражные ворота ,
где можно запаять радиатор,
гофра замена ,
дуговая сварка,
замена гофры глушителя,
замена катализатора +в Барнаул,
замена катализатора +на пламегаситель,
запаять радиатор охлаждения Барнаул,
здания +из металлоконструкций,
изготовление +и монтаж металлоконструкций,
изготовление баков ,
изготовление ворот ,
изготовление гаражных ворот,
изготовление емкостей,
изготовление калиток,
изготовление металлических конструкций,
изготовление металлоизделий,
изготовление металлоизделий +на заказ,
изготовление металлоконструкций,
изготовление решеток ,
изготовление решеток +на окна,
изделия +из алюминия,
ищу сварочные работы,
ищу сварщика,
конструкция металлического каркаса,
легкие металлические конструкции,
металлические строительные конструкции,
металлоконструкции +на заказ,
металлоконструкции Барнаул,
металлоконструкции сварочные работы,
металлоконструкций цена,
монтаж металлических конструкций ,
монтаж металлоконструкций,
монтаж металлоконструкций цена,
новосибирск тюнинг выхлопной системы,
нужен сварщик,
нужны сварочные работы,
объявления сварочные работы,
пайка алюминиевых радиаторов автомобилей,
пайка алюминия,
пайка бензобака,
пайка радиатор ,
пайка радиатора охлаждения двигателя,
пайка радиаторов ,
пайка радиаторов +в Барнауле,
пайка радиаторов автомобиля ,
пайка радиаторов в Барнауле,
пайка ремонт радиаторов,
прайс +на сварочные работы,
прайс лист +на сварочные работы ,
прайс расценок +на сварочные работы,
проведение сварочных работ,
производим сварочные работы,
производство металлических конструкций,
производство сварочных работ,
работа +по сварке,
работа металлоконструкции,
работа сварка аргоном,
работы металлические конструкции,
радиатор охлаждения двигателя ремонт,
распашные гаражные ворота,
расценки +на сварочные работы,
расценки сварочных работ прайс лист,
ремонт автомобилей сварочные работы,
ремонт автомобильных рам ,
ремонт алюминиевых радиаторов,
ремонт бензобака ,
ремонт ворот гаража,
ремонт выхлопной системы +в Барнауле,
ремонт выхлопной системы автомобиля,
ремонт выхлопной трубы,
ремонт выхлопных систем ,
ремонт гаражных ворот сварка,
ремонт глушителей ,
ремонт глушителей Барнаул,
ремонт глушителей резонаторов,
ремонт глушителя автомобиля,
ремонт глушителя гофра,
ремонт горловины бензобака,
ремонт грузовых рам ,
ремонт железных гаражей,
ремонт замена катализаторов,
ремонт масляных радиаторов,
ремонт металлических гаражей,
ремонт пластиковых бензобаков,
ремонт пластиковых топливных баков,
ремонт радиатора автомобиля в Барнауле ,
ремонт радиаторов ,
ремонт радиаторов в новосибирске ,
ремонт радиаторов грузовых автомобилей,
ремонт радиаторов кондиционера,
Ремонт радиаторов охлаждения автомобилей в Барнауле,
ремонт рам грузовых автомобильных рам,
ремонт рамы авто,
ремонт рамы автомобиля ,
ремонт рамы велосипеда,
ремонт рамы внедорожника,
ремонт рамы газ,
ремонт рамы газель,
ремонт рамы грузовика,
ремонт рамы грузового автомобиля,
ремонт рамы камаз,
ремонт топливных баков ,
ремонт трубы глушителя,
ремонтно сварочные работы,
сайт сварочные работы,
сборочно сварочные работы,
сварить выхлоп для автомобиля Барнаул,
сварка +в аргоне,
сварка +в среде аргона,
сварка +с выездом,
сварка автомобильных рам,
сварка автономная,
сварка алюминия,
сварка алюминия аргоном,
сварка алюминия цена,
сварка алюминия цена +за 1 см,
сварка алюминия цена +за см,
сварка алюминия,
сварка аргон см,
сварка аргоном,
сварка аргоном +в Барнауле,
сварка аргоном в Барнауле с выездом,
сварка аргоном выезд,
сварка аргоном за см. ,
,
сварка аргоном Барнаул,
сварка аргоном услуги,
сварка аргоном цена,
сварка аргоном цена +за см,
сварка аргоном,
сварка бака аргоном,
сварка велосипедной рамы,
сварка ворот ,
сварка выхлопной системы Барнаул,
сварка выхлопной трубы,
сварка гаража ,
сварка гаража +для гаража ,
сварка гаражных ворот ,
сварка грузового автомобиля ,
сварка дисков,
сварка дисков аргоном,
сварка кондиционера на автомобиле,
сварка латуни ,
сварка латуни аргоном,
сварка литых дисков,
сварка литых дисков аргоном,
сварка меди,
сварка меди аргоном,
сварка металла аргоном,
сварка металлических ворот,
сварка металлических конструкций ,
сварка металлов,
сварка металлоконструкций,
сварка навесов,
сварка нержавейки,
сварка нержавейки +Барнаул +в Барнауле,
сварка нержавейки аргоном,
сварка нержавеющей стали,
сварка нск,
сварка петель +на ворота,
сварка полуавтоматом,
сварка полуприцепов ,
сварка прицепов,
сварка радиатора аргоном в Барнауле,
сварка радиаторов,
сварка рам грузовиков,
сварка рамы ,
сварка рамы автомобиля,
сварка рамы велосипеда,
сварка рамы газель,
сварка рамы грузового автомобиля,
сварка рамы камаз,
сварка рамы полуприцепа,
сварка сварочные работы,
сварка силумина ,
сварка силумина аргоном,
сварка силумина в Барнауле,
сварка стали аргоном,
сварка титана,
сварка титана аргоном,
сварка топливного бака,
сварка труб аргоном,
сварка трубы аргоном,
сварка услуги сварщика,
сварка цветных металлов,
сварка цена,
сварка чугуна,
сварка чугуна аргоном,
сварка чугунного блока двигателя в Барнауле,
сварка шарниров,
сварные работы,
сварочно монтажные работы,
сварочно наплавочные работы,
сварочные работы,
сварочные работы +в Барнауле,
сварочные работы +с выездом,
сварочные работы автомобиля,
сварочные работы ворота,
сварочные работы выхлопной системы,
сварочные работы купить,
сварочные работы металлоконструкции,
сварочные работы навесы,
сварочные работы новосибирск ,
сварочные работы полуавтоматом,
сварочные работы прайс лист,
сварочные работы ремонт ,
сварочные работы сварка,
сварочные работы срочно,
сварочные работы сто,
сварочные работы услуги,
сварочные работы услуги сварщика ,
сварочные работы услуги сварщика цены,
сварочные работы услуги сварщика цены прайс,
сварочные работы фирма,
сварочные работы цена,
сварочные работы цена прайс,
сварочные услуги ,
сварочный цена ,
сварщик сварочные работы,
слесарно сварочные работы,
слесарные сварочные работы,
срочные сварочные работы,
сто аргонная сварка,
сто сварка аргоном,
стоимость металлоконструкций,
стоимость монтажа металлоконструкций,
стоимость сварки алюминия,
стоимость сварочных работ,
строительные металлоконструкции,
строительство +из металлоконструкций,
строительство сварочные работы,
требуются сварочные работы,
тюнинг выхлопной системы ,
услуги +по сварке ,
услуги +по сварке металла,
услуги аргонной сварки,
услуги аргоновой сварки,
услуги газовая сварка,
услуги сварки,
услуги сварки аргоном,
услуги сварки Барнаул ,
услуги сварки труб,
услуги сварки цена,
услуги сварочные работы,
услуги сварочных работ цена,
услуги сварщика ,
установка гаражных замков,
установка замков +на гаражные ворота,
установка металлических конструкций,
цена металлических конструкций,
электро сварочные работы,
авито сварочные работы,
автономная сварка,
автосервис сварочные работы,
аргон дуговая сварка,
аргон цена,
аргонная сварка ,
аргонная сварка алюминия,
аргонно дуговая сварка,
аргоно дуговая сварка,
аргоновая сварка ,
аргоновая сварка алюминия,
аргоновая сварка услуги,
аргоновая сварка цены,
аргоновая сварка,
аргонодуговая сварка,
ворота для дачи,
ворота распашные ,
выездная сварка аргоном в Новосибирске,
выездной сварщик в новосибирске,
выполнение сварочных работ,
выполним сварочные работы,
выполню сварочные работы,
гаражные ворота ,
где можно запаять радиатор,
гофра замена ,
дуговая сварка,
замена гофры глушителя,
замена катализатора +в новосибирске,
замена катализатора +на пламегаситель,
запаять радиатор охлаждения Новосибирск,
здания +из металлоконструкций,
изготовление +и монтаж металлоконструкций,
изготовление баков ,
изготовление ворот ,
изготовление гаражных ворот,
изготовление емкостей,
изготовление калиток,
изготовление металлических конструкций,
изготовление металлоизделий,
изготовление металлоизделий +на заказ,
изготовление металлоконструкций,
изготовление решеток ,
изготовление решеток +на окна,
изделия +из алюминия,
ищу сварочные работы,
ищу сварщика,
конструкция металлического каркаса,
легкие металлические конструкции,
металлические строительные конструкции,
металлоконструкции +на заказ,
металлоконструкции новосибирск,
металлоконструкции сварочные работы,
металлоконструкций цена,
монтаж металлических конструкций ,
монтаж металлоконструкций,
монтаж металлоконструкций цена,
новосибирск тюнинг выхлопной системы,
нужен сварщик,
нужны сварочные работы,
объявления сварочные работы,
пайка алюминиевых радиаторов автомобилей,
пайка алюминия,
пайка бензобака,
пайка радиатор ,
пайка радиатора охлаждения двигателя,
пайка радиаторов ,
пайка радиаторов +в новосибирске,
пайка радиаторов автомобиля ,
пайка радиаторов в Новосибирске,
пайка ремонт радиаторов,
прайс +на сварочные работы,
прайс лист +на сварочные работы ,
прайс расценок +на сварочные работы,
проведение сварочных работ,
производим сварочные работы,
производство металлических конструкций,
производство сварочных работ,
работа +по сварке,
работа металлоконструкции,
работа сварка аргоном,
работы металлические конструкции,
радиатор охлаждения двигателя ремонт,
распашные гаражные ворота,
расценки +на сварочные работы,
расценки сварочных работ прайс лист,
ремонт автомобилей сварочные работы,
ремонт автомобильных рам ,
ремонт алюминиевых радиаторов,
ремонт бензобака ,
ремонт ворот гаража,
ремонт выхлопной системы +в новосибирске,
ремонт выхлопной системы автомобиля,
ремонт выхлопной трубы,
ремонт выхлопных систем ,
ремонт гаражных ворот сварка,
ремонт глушителей ,
ремонт глушителей новосибирск,
ремонт глушителей резонаторов,
ремонт глушителя автомобиля,
ремонт глушителя гофра,
ремонт горловины бензобака,
ремонт грузовых рам ,
ремонт железных гаражей,
ремонт замена катализаторов,
ремонт масляных радиаторов,
ремонт металлических гаражей,
ремонт пластиковых бензобаков,
ремонт пластиковых топливных баков,
ремонт радиатора автомобиля в новосибирске ,
ремонт радиаторов ,
ремонт радиаторов в новосибирске ,
ремонт радиаторов грузовых автомобилей,
ремонт радиаторов кондиционера,
Ремонт радиаторов охлаждения автомобилей в новосибирске,
ремонт рам грузовых автомобильных рам,
ремонт рамы авто,
ремонт рамы автомобиля ,
ремонт рамы велосипеда,
ремонт рамы внедорожника,
ремонт рамы газ,
ремонт рамы газель,
ремонт рамы грузовика,
ремонт рамы грузового автомобиля,
ремонт рамы камаз,
ремонт топливных баков ,
ремонт трубы глушителя,
ремонтно сварочные работы,
сайт сварочные работы,
сборочно сварочные работы,
сварить выхлоп для автомобиля новосибирск,
сварка +в аргоне,
сварка +в среде аргона,
сварка +с выездом,
сварка автомобильных рам,
сварка автономная,
сварка алюминия,
сварка алюминия аргоном,
сварка алюминия цена,
сварка алюминия цена +за 1 см,
сварка алюминия цена +за см,
сварка алюминия,
сварка аргон см,
сварка аргоном,
сварка аргоном +в новосибирске,
сварка аргоном в Новосибирске с выездом,
сварка аргоном выезд,
сварка аргоном за см. ,
,
сварка аргоном новосибирск,
сварка аргоном услуги,
сварка аргоном цена,
сварка аргоном цена +за см,
сварка аргоном,
сварка бака аргоном,
сварка велосипедной рамы,
сварка ворот ,
сварка выхлопной системы новосибирск,
сварка выхлопной трубы,
сварка гаража ,
сварка гаража +для гаража ,
сварка гаражных ворот ,
сварка грузового автомобиля ,
сварка дисков,
сварка дисков аргоном,
сварка кондиционера на автомобиле,
сварка латуни ,
сварка латуни аргоном,
сварка литых дисков,
сварка литых дисков аргоном,
сварка меди,
сварка меди аргоном,
сварка металла аргоном,
сварка металлических ворот,
сварка металлических конструкций ,
сварка металлов,
сварка металлоконструкций,
сварка навесов,
сварка нержавейки,
сварка нержавейки +новосибирск +в новосибирске,
сварка нержавейки аргоном,
сварка нержавеющей стали,
сварка нск,
сварка петель +на ворота,
сварка полуавтоматом,
сварка полуприцепов ,
сварка прицепов,
сварка радиатора аргоном в Новосибирске,
сварка радиаторов,
сварка рам грузовиков,
сварка рамы ,
сварка рамы автомобиля,
сварка рамы велосипеда,
сварка рамы газель,
сварка рамы грузового автомобиля,
сварка рамы камаз,
сварка рамы полуприцепа,
сварка сварочные работы,
сварка силумина ,
сварка силумина аргоном,
сварка силумина в новосибирске,
сварка стали аргоном,
сварка титана,
сварка титана аргоном,
сварка топливного бака,
сварка труб аргоном,
сварка трубы аргоном,
сварка услуги сварщика,
сварка цветных металлов,
сварка цена,
сварка чугуна,
сварка чугуна аргоном,
сварка чугунного блока двигателя в Новосибирске,
сварка шарниров,
сварные работы,
сварочно монтажные работы,
сварочно наплавочные работы,
сварочные работы,
сварочные работы +в новосибирске,
сварочные работы +с выездом,
сварочные работы автомобиля,
сварочные работы ворота,
сварочные работы выхлопной системы,
сварочные работы купить,
сварочные работы металлоконструкции,
сварочные работы навесы,
сварочные работы новосибирск ,
сварочные работы полуавтоматом,
сварочные работы прайс лист,
сварочные работы ремонт ,
сварочные работы сварка,
сварочные работы срочно,
сварочные работы сто,
сварочные работы услуги,
сварочные работы услуги сварщика ,
сварочные работы услуги сварщика цены,
сварочные работы услуги сварщика цены прайс,
сварочные работы фирма,
сварочные работы цена,
сварочные работы цена прайс,
сварочные услуги ,
сварочный цена ,
сварщик сварочные работы,
слесарно сварочные работы,
слесарные сварочные работы,
срочные сварочные работы,
сто аргонная сварка,
сто сварка аргоном,
стоимость металлоконструкций,
стоимость монтажа металлоконструкций,
стоимость сварки алюминия,
стоимость сварочных работ,
строительные металлоконструкции,
строительство +из металлоконструкций,
строительство сварочные работы,
требуются сварочные работы,
тюнинг выхлопной системы ,
услуги +по сварке ,
услуги +по сварке металла,
услуги аргонной сварки,
услуги аргоновой сварки,
услуги газовая сварка,
услуги сварки,
услуги сварки аргоном,
услуги сварки новосибирск ,
услуги сварки труб,
услуги сварки цена,
услуги сварочные работы,
услуги сварочных работ цена,
услуги сварщика ,
установка гаражных замков,
установка замков +на гаражные ворота,
установка металлических конструкций,
цена металлических конструкций,
электро сварочные работы,
авито сварочные работы,
автономная сварка,
автосервис сварочные работы,
аргон дуговая сварка,
аргон цена,
аргонная сварка ,
аргонная сварка алюминия,
аргонно дуговая сварка,
аргоно дуговая сварка,
аргоновая сварка ,
аргоновая сварка алюминия,
аргоновая сварка услуги,
аргоновая сварка цены,
аргоновая сварка,
аргонодуговая сварка,
ворота для дачи,
ворота распашные ,
выездная сварка аргоном в Новосибирске,
выездной сварщик в новосибирске,
выполнение сварочных работ,
выполним сварочные работы,
выполню сварочные работы,
гаражные ворота ,
где можно запаять радиатор,
гофра замена ,
дуговая сварка,
замена гофры глушителя,
замена катализатора +в новосибирске,
замена катализатора +на пламегаситель,
запаять радиатор охлаждения Новосибирск,
здания +из металлоконструкций,
изготовление +и монтаж металлоконструкций,
изготовление баков ,
изготовление ворот ,
изготовление гаражных ворот,
изготовление емкостей,
изготовление калиток,
изготовление металлических конструкций,
изготовление металлоизделий,
изготовление металлоизделий +на заказ,
изготовление металлоконструкций,
изготовление решеток ,
изготовление решеток +на окна,
изделия +из алюминия,
ищу сварочные работы,
ищу сварщика,
конструкция металлического каркаса,
легкие металлические конструкции,
металлические строительные конструкции,
металлоконструкции +на заказ,
металлоконструкции новосибирск,
металлоконструкции сварочные работы,
металлоконструкций цена,
монтаж металлических конструкций ,
монтаж металлоконструкций,
монтаж металлоконструкций цена,
новосибирск тюнинг выхлопной системы,
нужен сварщик,
нужны сварочные работы,
объявления сварочные работы,
пайка алюминиевых радиаторов автомобилей,
пайка алюминия,
пайка бензобака,
пайка радиатор ,
пайка радиатора охлаждения двигателя,
пайка радиаторов ,
пайка радиаторов +в новосибирске,
пайка радиаторов автомобиля ,
пайка радиаторов в Новосибирске,
пайка ремонт радиаторов,
прайс +на сварочные работы,
прайс лист +на сварочные работы ,
прайс расценок +на сварочные работы,
проведение сварочных работ,
производим сварочные работы,
производство металлических конструкций,
производство сварочных работ,
работа +по сварке,
работа металлоконструкции,
работа сварка аргоном,
работы металлические конструкции,
радиатор охлаждения двигателя ремонт,
распашные гаражные ворота,
расценки +на сварочные работы,
расценки сварочных работ прайс лист,
ремонт автомобилей сварочные работы,
ремонт автомобильных рам ,
ремонт алюминиевых радиаторов,
ремонт бензобака ,
ремонт ворот гаража,
ремонт выхлопной системы +в новосибирске,
ремонт выхлопной системы автомобиля,
ремонт выхлопной трубы,
ремонт выхлопных систем ,
ремонт гаражных ворот сварка,
ремонт глушителей ,
ремонт глушителей новосибирск,
ремонт глушителей резонаторов,
ремонт глушителя автомобиля,
ремонт глушителя гофра,
ремонт горловины бензобака,
ремонт грузовых рам ,
ремонт железных гаражей,
ремонт замена катализаторов,
ремонт масляных радиаторов,
ремонт металлических гаражей,
ремонт пластиковых бензобаков,
ремонт пластиковых топливных баков,
ремонт радиатора автомобиля в новосибирске ,
ремонт радиаторов ,
ремонт радиаторов в новосибирске ,
ремонт радиаторов грузовых автомобилей,
ремонт радиаторов кондиционера,
Ремонт радиаторов охлаждения автомобилей в новосибирске,
ремонт рам грузовых автомобильных рам,
ремонт рамы авто,
ремонт рамы автомобиля ,
ремонт рамы велосипеда,
ремонт рамы внедорожника,
ремонт рамы газ,
ремонт рамы газель,
ремонт рамы грузовика,
ремонт рамы грузового автомобиля,
ремонт рамы камаз,
ремонт топливных баков ,
ремонт трубы глушителя,
ремонтно сварочные работы,
сайт сварочные работы,
сборочно сварочные работы,
сварить выхлоп для автомобиля новосибирск,
сварка +в аргоне,
сварка +в среде аргона,
сварка +с выездом,
сварка автомобильных рам,
сварка автономная,
сварка алюминия,
сварка алюминия аргоном,
сварка алюминия цена,
сварка алюминия цена +за 1 см,
сварка алюминия цена +за см,
сварка алюминия,
сварка аргон см,
сварка аргоном,
сварка аргоном +в новосибирске,
сварка аргоном в Новосибирске с выездом,
сварка аргоном выезд,
сварка аргоном за см. ,
,
сварка аргоном новосибирск,
сварка аргоном услуги,
сварка аргоном цена,
сварка аргоном цена +за см,
сварка аргоном,
сварка бака аргоном,
сварка велосипедной рамы,
сварка ворот ,
сварка выхлопной системы новосибирск,
сварка выхлопной трубы,
сварка гаража ,
сварка гаража +для гаража ,
сварка гаражных ворот ,
сварка грузового автомобиля ,
сварка дисков,
сварка дисков аргоном,
сварка кондиционера на автомобиле,
сварка латуни ,
сварка латуни аргоном,
сварка литых дисков,
сварка литых дисков аргоном,
сварка меди,
сварка меди аргоном,
сварка металла аргоном,
сварка металлических ворот,
сварка металлических конструкций ,
сварка металлов,
сварка металлоконструкций,
сварка навесов,
сварка нержавейки,
сварка нержавейки +новосибирск +в новосибирске,
сварка нержавейки аргоном,
сварка нержавеющей стали,
сварка нск,
сварка петель +на ворота,
сварка полуавтоматом,
сварка полуприцепов ,
сварка прицепов,
сварка радиатора аргоном в Новосибирске,
сварка радиаторов,
сварка рам грузовиков,
сварка рамы ,
сварка рамы автомобиля,
сварка рамы велосипеда,
сварка рамы газель,
сварка рамы грузового автомобиля,
сварка рамы камаз,
сварка рамы полуприцепа,
сварка сварочные работы,
сварка силумина ,
сварка силумина аргоном,
сварка силумина в новосибирске,
сварка стали аргоном,
сварка титана,
сварка титана аргоном,
сварка топливного бака,
сварка труб аргоном,
сварка трубы аргоном,
сварка услуги сварщика,
сварка цветных металлов,
сварка цена,
сварка чугуна,
сварка чугуна аргоном,
сварка чугунного блока двигателя в Новосибирске,
сварка шарниров,
сварные работы,
сварочно монтажные работы,
сварочно наплавочные работы,
сварочные работы,
сварочные работы +в новосибирске,
сварочные работы +с выездом,
сварочные работы автомобиля,
сварочные работы ворота,
сварочные работы выхлопной системы,
сварочные работы купить,
сварочные работы металлоконструкции,
сварочные работы навесы,
сварочные работы новосибирск ,
сварочные работы полуавтоматом,
сварочные работы прайс лист,
сварочные работы ремонт ,
сварочные работы сварка,
сварочные работы срочно,
сварочные работы сто,
сварочные работы услуги,
сварочные работы услуги сварщика ,
сварочные работы услуги сварщика цены,
сварочные работы услуги сварщика цены прайс,
сварочные работы фирма,
сварочные работы цена,
сварочные работы цена прайс,
сварочные услуги ,
сварочный цена ,
сварщик сварочные работы,
слесарно сварочные работы,
слесарные сварочные работы,
срочные сварочные работы,
сто аргонная сварка,
сто сварка аргоном,
стоимость металлоконструкций,
стоимость монтажа металлоконструкций,
стоимость сварки алюминия,
стоимость сварочных работ,
строительные металлоконструкции,
строительство +из металлоконструкций,
строительство сварочные работы,
требуются сварочные работы,
тюнинг выхлопной системы ,
услуги +по сварке ,
услуги +по сварке металла,
услуги аргонной сварки,
услуги аргоновой сварки,
услуги газовая сварка,
услуги сварки,
услуги сварки аргоном,
услуги сварки новосибирск ,
услуги сварки труб,
услуги сварки цена,
услуги сварочные работы,
услуги сварочных работ цена,
услуги сварщика ,
установка гаражных замков,
установка замков +на гаражные ворота,
установка металлических конструкций,
цена металлических конструкций,
электро сварочные работы,
Успешная сварка толстого алюминия с правильной подготовкой материала, выбором присадки и оборудованием
Начните с чистой основы и присадочных материалов, чтобы избежать загрязнения водородом, которое вызывает пористость сварного шва. Фото любезно предоставлено AlcoTec Wire Corp.
Фото любезно предоставлено AlcoTec Wire Corp.
Алюминий — прочный. Он прокладывает себе путь в сварные изделия, традиционно заполненные сталью. Его преимущества, заключающиеся в высоком соотношении прочности и веса, коррозионной стойкости, отличных механических свойствах при низких температурах и возможности вторичной переработки, ставят его на первое место в списке материалов для изготовления, в том числе многих материалов с большим объемом.Два отраслевых эксперта делятся советами о том, как добиться превосходства при сварке толстого алюминия. Это действительно не так уж и сложно, просто немного другое.
Что такое толстое?
Карл Хоуз, инструктор по сварке в Школе сварки Линкольна в Кливленде, штат Огайо, определяет толщину, как «когда вы начинаете получать от 3⁄16 до 1⁄4 дюйма толщины алюминия. Именно здесь вам нужно начать использовать тяжелое оборудование, особенно для производственной сварки ».
По словам Тома Бернса, директора по техническому обслуживанию AlcoTec Wire Corp. , Траверс-Сити, штат Мичиган, толстый — термин относительный. «Хотя 1/2 дюйма и более обычно считается толстым алюминием, возможности оборудования, положение сварного шва, сплав, ручной или автоматический режим, а также количество необходимых проходов также являются факторами».
, Траверс-Сити, штат Мичиган, толстый — термин относительный. «Хотя 1/2 дюйма и более обычно считается толстым алюминием, возможности оборудования, положение сварного шва, сплав, ручной или автоматический режим, а также количество необходимых проходов также являются факторами».
FABRICATOR: Что нужно знать об оборудовании?
Burns: Большинство людей рассматривают возможность использования механизированных систем и проволоки диаметром более 1⁄16 дюйма при проектировании или использовании толстого алюминия. Конечно, материалы, размер которых превышает 1 дюйм, требуют большей проволоки и оборудования, которое может выдерживать высокие значения тока и рабочие циклы, необходимые для этого типа сварки.
Струбцины : Горелки GTAW [газовая вольфрамовая дуговая сварка] с водяным охлаждением и горелки GMAW [газовая дуговая сварка металла] следует рассматривать для производственной сварки алюминия, когда сила тока превышает 150. Более легкие горелки GTAW с воздушным охлаждением, катушки GMAW и Двухтактные системы иногда работают для прерывистой сварки в этом диапазоне, но будут перегреваться при работе с более высокими токами и нагрузками. циклы, необходимые для производственной работы.
циклы, необходимые для производственной работы.
FABRICATOR: Как вы готовите основные материалы и присадочные материалы?
Ожоги: Материалы не должны содержать масел, жиров и влаги.Кромки должны быть более закругленными, чем у тонких материалов, чтобы предотвратить преждевременное плавление, которое вызывает отсутствие плавления (LOF) и непровар (LOP). Часто для получения хорошего сплавления у корня используются расширенные площадки, и канавка может иметь U-образную форму.
Присадочные материалы обычно имеют толщину от 3⁄32 до 3⁄16 дюйма. Они требуют специального оборудования и обращения из-за упругости проволоки. При использовании проволоки большого диаметра обратите внимание на рабочий цикл и имейте в виду, что большинство сварочного оборудования, такого как горелки и источники питания, рассчитаны на использование CO2, а не аргона или смесей аргона и гелия, которые увеличивают тепло, выделяемое пистолетом, и снижают рабочий цикл.
Шланги: Удаление оксидов также имеет решающее значение. При хранении алюминия оксидный слой утолщается, поглощает водород и улавливает примеси, которые могут попасть в сварочную ванну. Водород, легко абсорбируемый жидким алюминиевым металлом сварного шва, при затвердевании превращается в пористость.
При хранении алюминия оксидный слой утолщается, поглощает водород и улавливает примеси, которые могут попасть в сварочную ванну. Водород, легко абсорбируемый жидким алюминиевым металлом сварного шва, при затвердевании превращается в пористость.
Удалите оксид чистой щеткой из нержавеющей стали. Будьте осторожны, не прилагайте слишком больших усилий при использовании электроинструмента. Электрическая щетка может врезаться в алюминий, переворачивать его и полировать, задерживая загрязнения под поверхностью.Используйте шлифовальные круги и шлифовальные диски, предназначенные для алюминия, чтобы минимизировать загрязнение. Обработка вместо шлифования может привести к более чистой поверхности, но удалите
все охлаждающие жидкости или смазки перед сваркой. Краску и покрытия также нужно удалить с места сварки. Перед чисткой очистите и обезжирьте ацетоном, нехлорированными очистителями тормозов или обезжиривающими средствами для цитрусовых, чтобы избежать распространения загрязнений. На рынке есть более сильные чистящие растворители, но будьте осторожны, чтобы использовать их безопасно.
На рынке есть более сильные чистящие растворители, но будьте осторожны, чтобы использовать их безопасно.
Тросовый сварной шов может быть вызван потерей защитного газа. Фото любезно предоставлено AlcoTec Wire Corp.
Алюминиевые сварочные материалы следует хранить надлежащим образом, чтобы избежать загрязнения цеховой грязью и чрезмерного образования оксидов. Это особенно важно для расходных материалов GMAW, поскольку изолирующий оксидный слой может вызвать проблемы с электрическим контактом между алюминиевым электродом и медным контактным наконечником. Кроме того, большая площадь поверхности на проводах малого диаметра приводит к увеличению количества загрязняющих веществ. в наплавленный металл.Расходные детали для резки на нужную длину GTAW можно очистить, но с помощью проволоки GMAW это невозможно.
ФАБРИКАТОР: Что вызывает растрескивание? Что этому мешает?
Ожоги: Горячие или твердые трещины вызывают две причины. Первый связан со стрессом. Когда присадочный материал затвердевает при температуре, равной или ниже температуры основного материала, напряжение, вызванное усадкой металла, воздействует на расплавленную ванну или металл сварного шва и вызывает растрескивание. Второй вопрос больше касается химии.Сплавы, такие как серия 6ХХХ, которые имеют широкий
Температурный диапазон ликвидуса / солидуса более склонен к растрескиванию. Разница температур создает мягкий диапазон во время затвердевания, образуя когерентные взаимосвязанные дендриты, которые приводят к образованию пустот между зернами. По мере расширения диапазона когерентности он становится более склонным к тому, что может напоминать микротрещины в сварном шве.
Первый связан со стрессом. Когда присадочный материал затвердевает при температуре, равной или ниже температуры основного материала, напряжение, вызванное усадкой металла, воздействует на расплавленную ванну или металл сварного шва и вызывает растрескивание. Второй вопрос больше касается химии.Сплавы, такие как серия 6ХХХ, которые имеют широкий
Температурный диапазон ликвидуса / солидуса более склонен к растрескиванию. Разница температур создает мягкий диапазон во время затвердевания, образуя когерентные взаимосвязанные дендриты, которые приводят к образованию пустот между зернами. По мере расширения диапазона когерентности он становится более склонным к тому, что может напоминать микротрещины в сварном шве.
Коррозионное растрескивание под напряжением (SCC) — это, по сути, химическая проблема, при которой некоторые элементы сплава, часто ускоряемые нагреванием, гальванически реагируют друг с другом.Это называется металлургической восприимчивостью. Атмосфера и температура окружающей среды способствуют этой реакции, которая может привести к отказу при добавлении напряжения.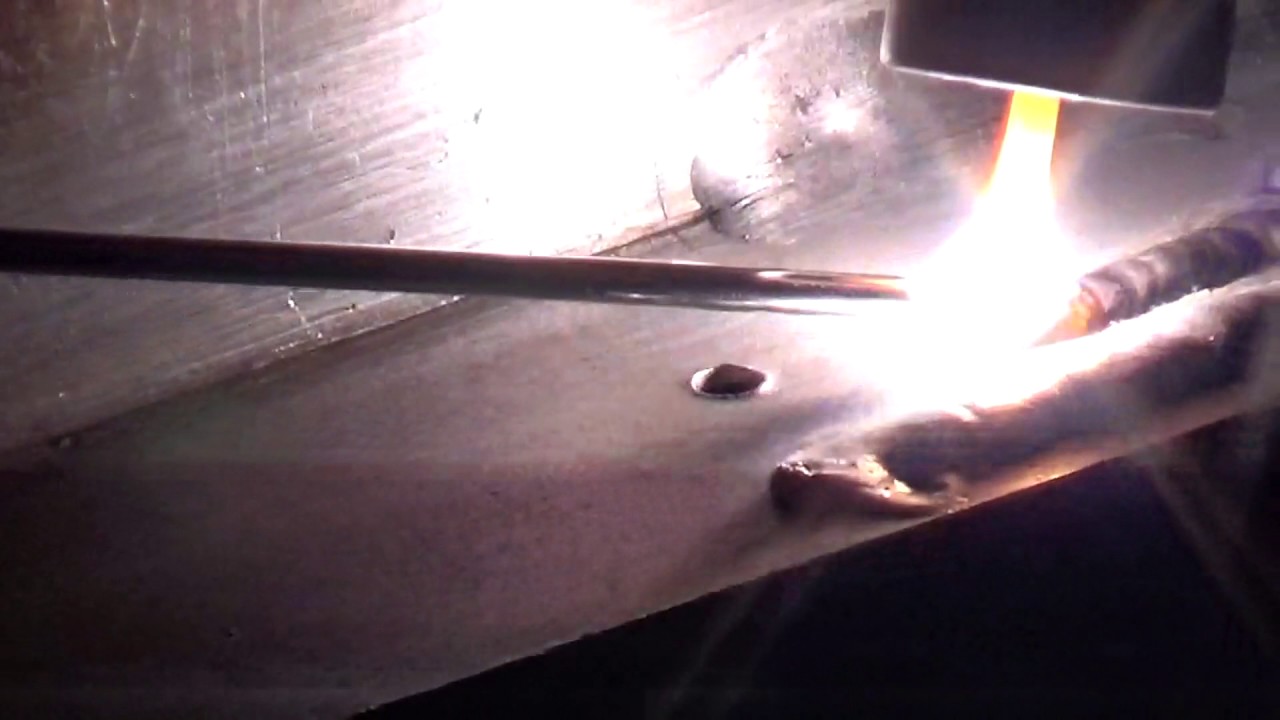
Штыри: Когда в конце сварного шва быстро отключают силу тока, лужа быстро затвердевает и оставляет вогнутую кратер, которая разрывается и трескается при усадке. Некоторые усовершенствованные машины GMAW имеют функцию заполнения кратера, благодаря которой машина продолжает сварку при пониженном токе в течение определенного периода времени после отпускания спускового крючка.Это заполняет кратер и заканчивает сварку. с выпуклым валиком, не склонным к растрескиванию. При использовании оборудования без функции заполнения кратера поверните конец шва назад, чтобы на сварном шве оставалась кратер. При ручной GTAW отключение тока ножной педалью и добавление немного дополнительного присадочного металла в конце сварного шва также могут заполнить кратер.
Сварные швы TIG часто имеют тенденцию к растрескиванию, если недостаточно присадочного металла, особенно при работе со сплавами, чувствительными к трещинам, такими как серия 6XXX.Разведите в ванне достаточно присадочного металла, чтобы изменить химический состав сварного шва. Загрязнение лужи из-за недостаточного количества присадочного металла часто приводит к образованию трещин. Сплавы 6ХХХ никогда не следует сваривать автогенным способом (без присадки). Легированный кремнием 4XXX
присадочный металл менее чувствителен к трещинам, чем обычно используемые сплавы 5XXX, но не должен использоваться со сплавами, которые содержат более 21⁄2% магния. Обычно используемый сплав 5052 — один из немногих в семействе легированных магнием, который можно сваривать с присадочными металлами 4XXX.
ИЗГОТОВИТЕЛЬ: Какие видимые признаки указывают на хорошую сварку? Плохой сварной шов?
Ожоги: Иногда красивый сварной шов не является хорошим сварным швом. К сожалению, лучший способ оценить сварной шов — это разрезать его на части, посмотреть на глубину проплавления, сплавления и уровень пористости. Хотя мы не можем использовать этот метод без разрушения каждого сварного шва, использование известных правил сварки, таких как опубликованные CWB и AWS, и следование квалификационным процедурам увеличивают вероятность
достижение качественных результатов.
Штыри: Посмотрите на форму борта. Хороший сварной шов будет от плоского до слегка выпуклого, без вогнутых форм или впадин между волнами или в кратере, и с хорошей смывкой на пальцах ног. Тщательно проверьте наличие трещин с помощью дефектоскопии красителя. Если сварные швы являются канатными или выпуклыми, это обычно указывает на то, что сварке и холодным процедурам было передано недостаточно энергии или что сварные швы недостаточного размера. использовалось оборудование. Часто это указывает на возможный LOF.
FABRICATOR: Как сварщик может минимизировать зону термического влияния (HAZ)?
Burns : больший диаметр проволоки, высокая скорость перемещения и меньшее количество проходов снижают HAZ.
Сапоги : высокие токи и добавка гелия к защитному газу добавляют энергии при сварке для увеличения скорости движения, что снижает HAZ. Используйте стрингеры, без плетения.The FABRICATOR: Как сварщик может избежать проблем с подачей проволоки?
Ожоги: Сварка толстого материала проволокой большого диаметра может вызвать перегрев контактного наконечника, если сварочный пистолет или горелка недостаточно охлаждаются. Результатом может быть потеря контакта с проводом, а также чрезмерное скопление на выходе из контактного наконечника.Используйте подходящее оборудование.
Результатом может быть потеря контакта с проводом, а также чрезмерное скопление на выходе из контактного наконечника.Используйте подходящее оборудование.
Лапы: При проталкивании проволоки большего размера подавать легче, чем проволоки меньшего размера. Используйте алюминиевые контактные наконечники, размер которых немного больше, чтобы компенсировать расширение алюминиевой проволоки при нагревании. Убедитесь, что направляющая трубка сделана из пластика, а ведущие ролики с U-образной канавкой отполированы, чтобы предотвратить повреждение проволоки. Тормоз должен быть достаточно ослаблен, чтобы рулон мог свободно вращаться без сброса проволоки. когда сварка прекращается. Натяжение приводных роликов должно быть уменьшено по сравнению с тем, что используется для стали.
Использование слишком большого количества проволоки может привести к возникновению агрессивной сильной дуги, которая отталкивает защитный газ и выходит из лужи, создавая эффект капустного листа. Фото любезно предоставлено AlcoTec Wire Corp.
Фото любезно предоставлено AlcoTec Wire Corp.
FABRICATOR: Как защитный газ влияет на толстый сварной шов?
Burns: При сварке толстого алюминия гелий часто добавляют к аргону для увеличения погонной энергии. Это может сгладить сварной шов, увеличить глубину проплавления корня и уменьшить пористость.
Стыки : газовые смеси гелий / аргон, часто используемые при GTAW для материалов толщиной более 1⁄4 дюйма и GMAW на материалах толщиной более 1⁄2 дюйма, передают больше тепла сварному шву, чем аргон, что способствует сварке более толстых секции из алюминия. Более широкий профиль шарика в результате добавления гелия не такой глубокий посередине, но он затвердевает медленнее и позволяет некоторой части водорода стекать. ускользать, уменьшая пористость.
Убедитесь, что нет сквозняков или ветров, удаляющих газ из зоны сварки, утечек в системе, незакрепленных фитингов или скопившихся брызг в сопле.Проверить чистоту газа. Загрязненный газ действительно обнаруживается при сварке алюминия. Баки низкого давления, менее 500 фунтов, могут вызвать проблемы. Измените их.
Баки низкого давления, менее 500 фунтов, могут вызвать проблемы. Измените их.
ИЗГОТОВИТЕЛЬ: Какие дополнительные меры необходимо предпринять, чтобы обеспечить безопасную среду?
Ожоги : Помните, что для выполнения толстых сварных швов ток должен значительно увеличиваться. При таком увеличении силы тока тепло и свет, выделяемые как побочные продукты, могут привести к ожогам как от температуры, так и от ультрафиолета. Для обоих должна быть достаточная защита.
Мотыги : Необходимо принять дополнительные меры для защиты глаз, кожи и окружающего персонала. Окружающий персонал должен носить одобренные ANSI защитные очки с боковыми щитками, а также в качестве дополнительной защиты от УФ-излучения под капюшоном. Более высокий уровень озона возникает в результате сварки толстого алюминия и попадает в зону дыхания. Должна быть обеспечена соответствующая вентиляция.
используется для поддержания уровня дыма в соответствии со стандартами OSHA, соблюдая осторожность, чтобы не выпускать защитный газ из сварного шва. Ссылка ANSI Z49.1.
Ссылка ANSI Z49.1.
Сварка алюминия TIG: советы и методы
TIG Aluminium WeldДля сварки алюминия методом TIG требуется защитный газ (обычно аргон), вольфрамовый неплавящийся электрод и чистая поверхность для удаления любых отложений оксидов.
Оксид имеет более высокую температуру плавления, чем сам алюминий, поэтому его необходимо удалить перед сваркой.
Сварочный аппарат должен быть сконструирован для сварки TIG (например, эти) или иметь необходимые аксессуары.
Ножное управление током важно, поскольку в начале сварки происходит нагревание, и требуется меньше тепла от электрода к концу сварного шва.
Для достижения наилучших результатов используйте переменный ток (переменный ток) на высокой частоте (при высокой частоте вольфрамовый электрод не должен контактировать с алюминием, что снижает риск загрязнения).
Постоянный ток используется как ограниченная альтернатива, но приводит к более высокому уровню нагрева электрода и плохой очистке оксидов.
Сопло резака также должно быть выбрано для работы с алюминием. При изменении диаметра электрода можно использовать более широкий диапазон подводимого тепла при различной толщине металла.
В руках опытного сварщика TIG выглядит лучше и обеспечивает лучшее уплотнение, чем сварка алюминия MIG. Сварка алюминия методом MIG предпочтительна для более толстых металлических частей.
Новые алюминиевые сплавы, такие как HTS-2000, предлагают более дешевый метод сварки алюминия. Его можно использовать с любым источником тепла.
Сварка TIG на переменном токе
- Форма наконечника электрода для сварки TIG на переменном токе представляет собой «шарик»
- Этот «шар» = 1–1½ диаметра вольфрама Сварку
- TIG можно регулировать силой тока различными способами, включая AMPtrol на самой горелке, педальное управление и простое использование настроек аппарата. Дистанционное управление позволяет пользователю разогреться и уменьшить силу тока по мере выполнения сварки.
- Устройство с воздушным охлаждением, указанное выше, просто использует поток газа для охлаждения резака, поэтому необходимо соблюдать осторожность, чтобы не перегреть внутренние части резака, особенно при использовании высоких токов.Эти фонари обычно меньше по размеру и дешевле.
- Устройство с водяным охлаждением работает так же, как радиатор в автомобиле. Вода проходит через горелку и циркулирует через охладитель с помощью насоса. Эти устройства могут работать при более высоких токах и более длительном использовании.
- Небольшой передний угол позволяет пользователю видеть лужу, особенно при добавлении наполнителя.
- Наполнитель можно окунуть в лужу или поместить в стык и перемещать вперед и назад.
Алюминиевые сплавы
Многие алюминиевые сплавы были разработаны для сварки алюминия методом TIG.
Самым популярным сварочным алюминием является либо чистый алюминий 1xxx, либо алюминиево-марганцевый сплав 3003.
Ремонт или изготовление алюминия выполняется пайкой алюминия (более низкая стоимость, более прочные сварные швы) с использованием прутков для пайки HTS-2000.
Они обозначаются в четырехзначной системе с первой цифрой, обозначающей металл, легированный алюминием:
- 1xxx — алюминий с чистотой 99%, без сплава
- 2xxx — алюминиево-медный сплав
- 3xxx — алюминиево-марганцевый сплав
- 4xxx — алюминиево-кремниевый сплав
- 5xxx — алюминиево-магниевый сплав
- 6xxx — сплав магния, кремния и алюминия
- 7xxx — сплав цинка и алюминия
- 8xxx — олово или другие металлы и алюминий
Рекомендуемые присадочные металлы
Присадочные металлы для сварки алюминия TIG должны быть высокого качества и без загрязнений.
Рекомендуемые присадочные металлы для различных алюминиевых сплавов:
| Основной металл | Рекомендуемый присадочный металл (1) | |
|---|---|---|
| Для максимальной прочности после сварки | для максимального удлинения | |
| EC 1100 | 1100 1100, 4043 | EC 1260 1100, 4043 |
| 2219 3003 3004 5005 | 2319 5183, 5356 5554, 5356 5183, 4043, 5356 | (2) 1100, 4043 5183, 4043 5183, 4043 |
| 5051 5052 5083 5086 | 5356 5356, 5183 5183, 5356 5183, 5356 | 5183, 4043 5183, 4043, 5356 5183, 5356 5183, 5356 |
| 5050 5052 5083 5086 | 5356, 5183 5554, 5356 5356, 5554 5556 | 5183, 5356, 5654 5356 5554, 5356 5183, 5356 |
| 6061 6063 7005 7039 | 4043, 5183 4043, 5183 5356, 5183 5356, 5183 | 5356 (3) 5356 (3) 5183, 5356 5183, 5356 |
Примечания:
(1) Рекомендации относятся к пластине со статусом «0».
(2) Присадочный металл не оказывает заметного влияния на пластичность сварных деталей из этих основных металлов. Относительное удлинение этих основных металлов обычно ниже, чем у других перечисленных сплавов.
(3) Для сварных соединений 6061 и 6063, требующих максимальной электропроводности, используйте присадочный металл 4043. Однако, если требуются и прочность, и проводимость, используйте присадочный металл 5356 и увеличьте усиление сварного шва, чтобы компенсировать более низкую проводимость 5356.
Источник: (1) Lincoln Electric
Пример диаграммы силы тока
Сила тока присадочного стержня из вольфрама основного металла для сварки алюминия методом TIG
0.010 ″ — 0,035 ″ 0,040 ″ 0,024 ″ — 0,030 ″ 5 — 25
0,035 ″ — 1/8 ″ 1/16 ″ 0,030 ″ — 0,045 ″ 20 — 85
3/32 ″ — 1/4 ″ 3/32 ″ 1/16 ″ — 3/32 ″ 50 — 180
3/16 ″ — 3/8 ″ 1/8 ″ 3/32 ″ — 1/8 ″ 171 — 250
5/16 ″ — 1/2 ″ 5/32 ″ 1/8 ″ — 3/16 ″ 200 — 320
Банкноты
- Отломите вольфрам и дайте ему покоробиться, когда начнется сварка, или используйте медную пластину к шарику
- Алюминий становится зеркальным в расплавленном состоянии
- Алюминий требует большей силы тока, чем сталь такой же толщины, из-за рассеивания тепла
- Обязательно определите тип алюминиевого основания перед сваркой
- Некоторое количество алюминия не поддается сварке методом сварки TIG
- Добавьте больше присадки к алюминиевым швам
Преимущества и недостатки сварки алюминия TIG
Преимущества
- Заполняющий стержень может или не может быть необходим
- Полярность переменного тока для алюминия и магния
- Сварные швы высокого качества
- Сварка во всех положениях
- Может использоваться с различными металлами
- Отлично для очень тонких материалов
- Сварка плавлением возможна
- Без шлака
- Без брызг
- Высокая эффективность
Недостатки
- Отсутствие портативности (баллон защитного газа и шланги)
- Не идеально подходит для сварки на открытом воздухе — защитный газ чувствителен к ветру и сквознякам
- Требуется чистый основной материал
- Низкая скорость осаждения
- Необходимы высокие навыки оператора
- Часто Медленно
Методы очистки металла
Общие методы очистки алюминиевых поверхностей под сварку| Типы очистки | ||
|---|---|---|
| Удаленные соединения | Только сварочные поверхности | Деталь в сборе |
| Масло, жир, влага и пыль (используйте любой из перечисленных методов ) | — Протрите слабым щелочным раствором и просушите. — Протрите углеводородным растворителем, например ацетоном или спиртом. — Протирать фирменными растворителями. — Обогните края, используя любую из вышеперечисленных. | — Обезжиривание паром — Обезжиривание распылением — Обезжиривание паром — Погрузить в щелочной растворитель — Погрузить в фирменные растворители |
| Оксиды (используйте любой из перечисленных методов ) | — Окунуть кромку в сильный щелочной раствор, затем воду, затем азотную кислоту. Обработайте водой, ополосните и просушите. — Протрите специальными раскислителями. — Удалите механически, например щеткой, опиловкой или шлифованием.В критических случаях очистите все соединения и прилегающие поверхности непосредственно перед сваркой | — Погрузить в сильный щелочной раствор, затем воду, затем азотную кислоту. — Завершите промывку водой и высушите — Погрузите в собственные растворы |
Прутки для пайки в качестве альтернативы алюминиевой сварке TIG
Недавно была разработана новая технология, которая позволяет сварщикам изготавливать или ремонтировать алюминий, более прочный, чем сварочный аппарат TIG, с использованием более простого процесса.
Теперь все, что требуется, — это источник тепла, такой как газ или пропан, наконечник турбонагнетателя и пруток для пайки.
Эта процедура работает с алюминием или любым из алюминиевых сплавов.
Как правильно сваривать алюминий
Что действительно важно при сварке алюминия
Рамы велосипедов или мотоциклов, прицепы для грузовиков, профили рельсовых транспортных средств, материалы для космических путешествий — алюминий — это ТОЧНЫЙ материал, когда речь идет о снижении веса и сохранении устойчивости.Кроме того, привлекает внимание красиво сваренный алюминиевый шов.
Благодаря низкой плотности и хорошей прочности алюминий стал неотъемлемой частью современного производства. Помимо всех преимуществ при обработке этого металла есть еще и свои хитрости. Любой, кто когда-либо случайно прожег дыру в алюминиевом листе, знает, о чем мы говорим. Сварка алюминия требует специальных знаний и навыков. Узнайте больше о том, что важно для сварки алюминия и как правильно сваривать алюминий, в этом блоге.
Что делает сварку алюминия такой сложной
Алюминий обладает одним свойством, затрудняющим сварку этого металла: как только алюминий подвергается воздействию окружающего воздуха, он образует тонкий слой оксида алюминия. И именно этот слой придает металлу безошибочный серебристо-серый вид. Но это также делает алюминий коррозионно-стойким к воздействию воды, кислорода и даже многих химикатов. Он, так сказать, защищает алюминий. Эта защита в первую очередь должна быть буквально «взломана», потому что, как и сплошная броня, оксидный слой препятствует образованию соединения дуги и сварочной ванны.
Оксидный слой имеет температуру плавления 2050 ° C, сам алюминий плавится прибл. 660 ° C. Таким образом, вам придется нагреть поверхность до температуры в три раза выше, чтобы растрескать оксидный слой только сваркой. При таком высоком потреблении энергии существует большой риск того, что алюминий расплавится, как только оксидный слой разрушится. По этой причине очень важно подготовить алюминий к процессу сварки: необходимо удалить оксидный слой.
Если вы соблюдаете и выполняете следующие 5 пунктов, вы делаете все правильно при сварке алюминия
1.Подготовить правильно
Перед тем, как добраться до оксидного слоя, с заготовки необходимо удалить любые загрязнения, такие как жир или масло. При сварке алюминия чистая поверхность заготовки является основным требованием для хорошего результата сварки. Лучше всего использовать ткань из микрофибры, предварительно пропитанную растворителями, такими как бутанол, ацетон или растворитель для краски. Следите за тем, чтобы не осталось грязи, так как она легко пригорит в процессе сварки и ее будет труднее удалить после. После удаления всей консистентной смазки и остатков консистентной смазки приступайте к удалению слоя оксида алюминия . С одной стороны, это хорошо работает с кистью или флисом, т.е. е. механически. Щетка оставляет на мягком алюминии царапины, которые часто нежелательны и к тому же не выглядят красиво. Вместо этого мы рекомендуем использовать синтетический флис, содержащий частицы, связанные с синтетикой, с помощью которых слой можно удалить сравнительно аккуратно. Поскольку алюминий снова окисляется через несколько минут, в зависимости от условий окружающей среды, возможно, вам придется пройти всю процедуру подготовки несколько раз.Черные, сажистые остатки после сварки на металле указывают на загрязнения из газа, основного материала или сварочной проволоки. Чистота при сварке алюминия очень важна.
Поскольку алюминий снова окисляется через несколько минут, в зависимости от условий окружающей среды, возможно, вам придется пройти всю процедуру подготовки несколько раз.Черные, сажистые остатки после сварки на металле указывают на загрязнения из газа, основного материала или сварочной проволоки. Чистота при сварке алюминия очень важна.
С другой стороны, оксидный слой также может быть разрушен в процессе сварки при сварке переменным током, когда есть изменение между положительной и отрицательной полуволнами. Оксидный слой разрушается положительной полуволной. Глубина сварки, так называемое проплавление, достигается за счет отрицательной полуволны.Электрод также снова остывает. В результате получается идеальная комбинация двух полуволн при сварке на переменном токе.
Особенно при сварке на переменном токе необходимо учитывать еще одну вещь: электродом вы привариваете шар спереди, так называемый calotte. Таким образом, вы можете протолкнуть расплавленный оксидный слой вперед, как комья, чтобы они не попали в сварной шов.
Если вы хотите сваривать более толстые алюминиевые листы — чуть более 10 мм -, мы рекомендуем предварительно нагреть заготовку.Без предварительного нагрева во время сварки в заготовку будет уходить слишком много тепла, что значительно затруднит формирование сварного шва.
2. Выбор сварочной горелки
Алюминий можно сваривать с помощью различных процессов, а именно TIG, MIG и плазменной сварки. Сварка TIG на переменном токе в основном используется для более тонких листов. В частности, стыковые соединения можно хорошо сваривать с помощью горелки TIG. Например, если вы хотите соединить два алюминиевых листа толщиной 2 мм, вы должны убедиться, что край на обратной стороне сломан.Только тогда будет хороший корень, хорошее смачивание металла шва и качественная сварка. Более толстые листы предпочтительно обрабатываются с использованием процесса сварки MIG , поскольку с помощью этих горелок можно добиться более высокой скорости плавления проволоки.
 Горелки MIG особенно подходят для угловых сварных швов, чтобы правильно ввести присадку. Плазменная сварка на постоянном токе имеет то преимущество, что тепло может целенаправленно подводиться к заготовке, но это очень сложный процесс.
Горелки MIG особенно подходят для угловых сварных швов, чтобы правильно ввести присадку. Плазменная сварка на постоянном токе имеет то преимущество, что тепло может целенаправленно подводиться к заготовке, но это очень сложный процесс.Другой совет: При сварке алюминия сварочной горелкой MIG выгодно использовать изогнутую шейку горелки с изгибом не менее 22 градусов. Это означает, что у вас всегда есть принудительный контакт, который позволяет проводу лучше работать и обеспечивает хорошую передачу тока.
Алюминий также можно сваривать, используя гибридный процесс лазера и лазерной сварки MIG. Однако наиболее широко используемый процесс сварки алюминия — это процесс TIG на переменном токе.
3. Специальное оборудование для сварки алюминия
Для процесса сварки MIG / MAG:
Не следует забывать и о оснащении горелки подходящими изнашиваемыми деталями для сварки алюминия.Распространенная ошибка — используется лайнер из стали.
 Однако, если проволока будет подана, она будет тереться о сталь гильзы и случайно попадет в сварочную ванну. Для сварки алюминиевой проволокой мы рекомендуем специальный лайнер из углеродного PTFE , который благодаря содержанию графита обеспечивает лучшую смазывающую способность. Используемый контактный наконечник должен иметь больший диаметр по сравнению со сваркой других материалов, поскольку алюминий, как очень хороший проводник тепла, расширяется больше, чем, например, стальная проволока.С другой стороны, это может привести к затруднениям подачи проволоки или возгоранию. В случае сварки алюминия такое возгорание присутствует постоянно, что связано с окислами на поверхности. Это потому, что они действуют как изолятор, который прерывает ток от проволоки к заготовке. Если проволока будет непрерывно проходить через головку горелки, это приведет к разрушению изнашиваемых деталей. Еще одна причина, по которой необходимо удалить оксидный слой.
Однако, если проволока будет подана, она будет тереться о сталь гильзы и случайно попадет в сварочную ванну. Для сварки алюминиевой проволокой мы рекомендуем специальный лайнер из углеродного PTFE , который благодаря содержанию графита обеспечивает лучшую смазывающую способность. Используемый контактный наконечник должен иметь больший диаметр по сравнению со сваркой других материалов, поскольку алюминий, как очень хороший проводник тепла, расширяется больше, чем, например, стальная проволока.С другой стороны, это может привести к затруднениям подачи проволоки или возгоранию. В случае сварки алюминия такое возгорание присутствует постоянно, что связано с окислами на поверхности. Это потому, что они действуют как изолятор, который прерывает ток от проволоки к заготовке. Если проволока будет непрерывно проходить через головку горелки, это приведет к разрушению изнашиваемых деталей. Еще одна причина, по которой необходимо удалить оксидный слой.
В процессе сварки TIG:
При сварке алюминия на переменном токе методом TIG важно правильно выбрать вольфрамовый электрод , поскольку в него не могут входить оксиды.По этой причине вы должны использовать нелегированный зеленый электрод из чистого вольфрама, особенно для сварки алюминиевых сплавов, который обеспечивает хорошую стабильность дуги. Однако вольфрамовые компоненты электрода могут излучать, что, в свою очередь, может загрязнять основной материал, вызывая накопление небольшого количества остатков в сварном шве. Вы можете увидеть это через маленькие белые точки, что указывает на ошибку привязки. Именно здесь вступает в игру упомянутая ранее сварка сферической крышки, чтобы вытеснить оксиды, как комья, вперед.Пурпурный E3 ® , изготовленный из редкоземельных элементов или смешанных оксидов, является альтернативой электродам из чистого вольфрама. Он состоит из вольфрама в качестве материала носителя и лантана в качестве легирующего элемента. Кроме того, существуют редкоземельные элементы, такие как итрий, которые придают E3 ® исключительную стабильность.
Кроме того, существуют редкоземельные элементы, такие как итрий, которые придают E3 ® исключительную стабильность.
4. Проволока и подача проволоки
Поскольку металлический алюминий очень мягкий, необходимо использовать не только специальные изнашиваемые детали для сварки алюминия, но и специальные транспортные ролики для подачи проволоки от сварочного аппарата.Они должны иметь U-образную канавку для предотвращения риска деформации. Провести алюминиевую проволоку более трех метров и более сложно. Двухтактные системы очень подходят для механизированной сварки, при которой сварочная горелка имеет привод и тянет проволоку, а двигатель подачи в сварочном аппарате перемещает проволоку вперед.В зависимости от основного материала и желаемых свойств шва выбирается дополнительный материал. Сплавы AlMg имеют более высокую прочность, чем, например, присадочная проволока из AlSi.
5. Правый защитный газ
Инертные газы — аргон или смеси аргона — используются в качестве защитных газов при сварке алюминия. Чистый аргон используется при толщине листа прибл. 12,5 мм. В случае более толстого материала аргон смешивается с гелием, чтобы получить более высокую температурную связь в процессе сварки. Доля гелия в защитном газе варьируется от 25% до 75% в зависимости от рекомендации.
Чистый аргон используется при толщине листа прибл. 12,5 мм. В случае более толстого материала аргон смешивается с гелием, чтобы получить более высокую температурную связь в процессе сварки. Доля гелия в защитном газе варьируется от 25% до 75% в зависимости от рекомендации.
Еще одно примечание о газе:
Вы всегда должны помнить о точке росы защитного газа.Для сварки в основном используется аргон 4.6, его чистота составляет 99,996% и, следовательно, точка росы -62 ° C. Если поставщик газа соответствует этим требованиям, у вас не будет проблем с газом, который идет прямо из баллона. Однако влага всегда может проникнуть через газопровод, например, в процесс сварки, что в свою очередь увеличивает точку росы. Поэтому регулярно проверяйте газовые трубы на предмет конденсации. Если влажность слишком высока, углеводороды могут попасть в сварной шов и сделать его пористым или дефектным.
Наши рекомендации по сварке алюминия
После того, как сварочная станция была настроена для сварки алюминия, мы рекомендуем оставить ее настроенной исключительно для сварки алюминия и настроить другую станцию для сварки стали. Конечно, только там, где это возможно. Таким образом, вы можете быстро перейти со стали на алюминий, не меняя все и не настраивая заново. Вы просто меняете рабочее место.
Конечно, только там, где это возможно. Таким образом, вы можете быстро перейти со стали на алюминий, не меняя все и не настраивая заново. Вы просто меняете рабочее место.
А после сварки алюминия
После сварки некоторые алюминиевые сплавы должны пройти процесс закалки, на степень которого можно повлиять.Таким образом, вы можете напрямую влиять на прокаливаемость при выборе алюминиевого сплава. К упрочняемым сплавам относятся AlZnMgCu, AlZnMg, AlMgSi и AlCuMg, тогда как AlMn, AlMgMn, AlMg, AlSi и AlSiCu относятся к незакалываемым алюминиевым сплавам. В зависимости от состава алюминиевого сплава, вводимой температуры и температуры во время процесса старения структура решетки этого металла изменяется и, следовательно, механические свойства. Чтобы предотвратить преждевременное выпадение растворенных элементов сплава и контролировать их распределение, необходимо обеспечить правильную температуру старения после сварки упрочняемого алюминия.Поскольку температура старения также влияет на уровень прочности, в принципе применимо следующее: достижимая прочность уменьшается с повышением температуры. Это означает, что наивысшая прочность достигается при холодном отверждении, которое обычно происходит при комнатной температуре. Любая диффузия подавляется внезапным охлаждением. На данный момент это лишь небольшая справочная информация об аутсорсинге алюминия после сварки. Если вы хотите узнать больше, вы можете найти хорошую специализированную литературу в Интернете, например www.hochschule-technik.de или www.maschinenbau-wissen.de.
Это означает, что наивысшая прочность достигается при холодном отверждении, которое обычно происходит при комнатной температуре. Любая диффузия подавляется внезапным охлаждением. На данный момент это лишь небольшая справочная информация об аутсорсинге алюминия после сварки. Если вы хотите узнать больше, вы можете найти хорошую специализированную литературу в Интернете, например www.hochschule-technik.de или www.maschinenbau-wissen.de.
Следует признать, что сварка алюминия немного сложнее, чем сварка стали. Но если вы будете реализовывать наши советы и рекомендации, то вскоре станете настоящим специалистом по сварке алюминия.
Удаление дыма также является важной проблемой при сварке алюминия. Узнайте больше по этой теме в нашей бесплатной электронной книге:
How to TIG Weld Aluminium
Если вы планируете попробовать свои силы в сварке алюминия TIG, первый вопрос, который вы можете задать — и, возможно, самый важный — это , какой газ подходит для сварки алюминия TIG ? Но прежде чем приступить к выбору правильных газов и настроек для вашего проекта, следует отметить кое-что очень важное: сварка TIG и любая сварка алюминием может быть очень сложной задачей!
Действительно, сварка TIG представляет собой довольно сложный процесс, сам по себе, а алюминий — один из самых сложных металлов для сварки. Итак, прежде чем мы пойдем дальше, мы должны упомянуть, что сварка алюминия методом TIG, вероятно, не лучшее место для начала, если вы начинающий сварщик. Но, если у вас есть некоторый опыт и у вас уже есть надежный аппарат для сварки TIG , то это руководство определенно для вас.
Итак, прежде чем мы пойдем дальше, мы должны упомянуть, что сварка алюминия методом TIG, вероятно, не лучшее место для начала, если вы начинающий сварщик. Но, если у вас есть некоторый опыт и у вас уже есть надежный аппарат для сварки TIG , то это руководство определенно для вас.
Какой защитный газ следует использовать для сварки алюминия TIG?
Ответ на вопрос, какой сварочный газ TIG следует использовать для сварки алюминия, прост: чистый аргон.
На самом деле, для сварки алюминия следует использовать чистый аргон, независимо от того, используете ли вы процесс сварки TIG или , даже метод сварки MIG.Почему для газовой сварки алюминия лучше всего подходит аргон?
Это просто: он добавляет дуге намного больше возможностей очистки, чем гелий. Но есть еще одна большая причина . То есть чистый аргон часто значительно дешевле гелия.
Теперь этот совет для вас, если вы планируете сваривать алюминиевые недрагоценные металлы толщиной ½ дюйма или меньше. Тем не менее, если вы свариваете алюминиевые компоненты или пытаетесь сваривать алюминиевую лодку или другие проекты, в которых используются материалы толщиной более ½ дюйма, вы можете добавить в смесь немного гелия.
Тем не менее, если вы свариваете алюминиевые компоненты или пытаетесь сваривать алюминиевую лодку или другие проекты, в которых используются материалы толщиной более ½ дюйма, вы можете добавить в смесь немного гелия.
В зависимости от толщины основного материала вы можете добавить от 25 до 75 процентов гелия. Это обеспечит более высокую температуру дуги, что улучшит проплавление сварного шва. Итак, если вы используете более толстые куски алюминия, вам обязательно понадобится смесь, содержащая некоторое количество гелия, в зависимости от толщины основного металла.
Но помните, гелий может быть немного дороже чистого аргона. Итак, вам нужно принять во внимание этот экономический фактор, прежде чем начинать свой проект по сварке алюминия.Просто убедитесь, что вы знаете о затратах, связанных с любым вариантом, и изучите, сколько именно гелия вам нужно для получения качественных сварных швов на более толстых металлических компонентах.
Можно ли сваривать алюминий TIG на постоянном токе?
Вы можете быть удивлены, узнав, что возможность сваривать алюминий с использованием TIG на постоянном токе является одной из наиболее горячих тем в сварочном сообществе. Безусловно, использование переменного тока с вашим бюджетным сварочным аппаратом TIG для алюминия обеспечит значительно более чистый сварной шов.Но стоит ли рассматривать возможность использования постоянного тока для сварки алюминия методом TIG?
Безусловно, использование переменного тока с вашим бюджетным сварочным аппаратом TIG для алюминия обеспечит значительно более чистый сварной шов.Но стоит ли рассматривать возможность использования постоянного тока для сварки алюминия методом TIG?
Короткий ответ: возможно. Хотя вы определенно можете сваривать алюминий TIG с помощью источника постоянного тока, , вероятно, лучше спросить: следует ли использовать источник постоянного тока для сварки алюминия TIG?
То есть, хотя в большинстве случаев сварка TIG на переменном токе будет вашим лучшим выбором при сварке или обучении сварке алюминия TIG, существуют определенные редкие обстоятельства, при которых эксперименты со сваркой TIG на постоянном токе могут быть полезны, когда дело доходит до сварке алюминия.
Например, наиболее вероятная причина, по которой вы могли бы рассмотреть возможность использования источника постоянного тока для алюминия, заключается в том, что основной металл более толстый, то есть, вероятно, толще ½ дюйма. Если вы будете сваривать алюминий толщиной более ½ дюйма с помощью переменного тока, вы рискуете деформировать основной материал. Это связано с тем, что для получения прочного проплавления сварного шва потребуется достаточно мощности. Действительно, более толстые куски алюминия подвержены короблению, деформации и даже прожиганию металла при сварке от сети переменного тока.
Если вы будете сваривать алюминий толщиной более ½ дюйма с помощью переменного тока, вы рискуете деформировать основной материал. Это связано с тем, что для получения прочного проплавления сварного шва потребуется достаточно мощности. Действительно, более толстые куски алюминия подвержены короблению, деформации и даже прожиганию металла при сварке от сети переменного тока.
Выберите правильный защитный газ
Выбор подходящего защитного газа имеет решающее значение, когда речь идет о сварке алюминия методом TIG. Вы можете выбрать один из двух основных вариантов. Вы можете использовать чистый аргон или смесь аргона и гелия. Выбор защитного газа будет зависеть от двух вещей: во-первых, какой толщины будет основной материал, с которым вы планируете работать? Во-вторых, вы планируете использовать питание переменного или постоянного тока? Ответы на эти два вопроса помогут вам принять правильное решение о том, какой газ использовать для ваших конкретных целей.В этой статье мы рассмотрим последствия этих вариантов.
Фактически, именно в этих проблемах с источником постоянного тока при сварке TIG алюминия и играет роль правильный выбор защитного газа. Если вы планируете сваривать более толстые куски алюминия (то есть куски толщиной более ½ дюйма), вам определенно понадобится смесь газов аргон-гелий. Это позволит вашему сварному шву глубже проникнуть в сварное соединение.
Следует также отметить, что, хотя аргон является наиболее часто используемым защитным газом для сварки алюминия методом TIG, а смесь аргона и гелия будет следующей наиболее распространенной, существует также третий вариант: чистый гелий.Однако мы не будем обсуждать использование чистого гелия в качестве защитного газа для сварки алюминия, поскольку он в основном используется в очень сложных и специализированных сварочных процессах. Может использоваться для газо-вольфрамовых дуговых машин с отрицательными электродами постоянного тока. В частности, он чаще всего используется в качестве защитного газа при газовой дуговой сварке металла, что не является нашей целью в этой статье.
Аргон — наиболее распространенный и универсальный газ для сварки алюминия TIG
Чистый аргон, как мы уже упоминали, является наиболее распространенным газом, используемым для сварки алюминия методом TIG.Он очень эффективен для большинства процессов сварки TIG алюминия. Однако, как мы уже упоминали, бывают ситуации, когда для достижения наилучших результатов вам необходимо добавить смесь, содержащую гелий.
Следует отметить, однако, что никогда не должен использовать смесь защитного газа, содержащую диоксид углерода или кислород. Как и следовало ожидать, это может привести к окислению алюминия, чего вы не хотите для вашего сварочного проекта!
Также вы можете отметить, что добавление гелия к сварочной газовой смеси может потенциально ускорить процесс сварки.
Таким образом, в некотором смысле более высокая стоимость газообразного гелия может в конечном итоге компенсироваться временем, которое вы можете сэкономить, используя его вместо чистого аргона. Конечно, скорость не должна быть вашей главной заботой при принятии решения, какой газ использовать. Основными факторами при выборе защитного газа для сварки алюминия TIG всегда должна быть толщина материала, с которым вы работаете, и то, будете ли вы использовать питание переменного или постоянного тока.
Конечно, скорость не должна быть вашей главной заботой при принятии решения, какой газ использовать. Основными факторами при выборе защитного газа для сварки алюминия TIG всегда должна быть толщина материала, с которым вы работаете, и то, будете ли вы использовать питание переменного или постоянного тока.
Вопросы, которые следует учитывать при сварке TIG алюминия на постоянном токе
Поскольку при работе от источника постоянного тока вы будете выделять большое количество тепла в сустав, это отличный метод, когда вам нужно глубоко проникнуть в основной материал.Но крайне важно, чтобы вы делали это с большой осторожностью, так как вещи могут очень легко стать слишком горячими, слишком быстро. Это может привести к очень неровным и довольно неаккуратным швам. Хотя эти сварные швы, вероятно, будут оставаться в хорошем состоянии, они не выглядят хорошо и с меньшей вероятностью пройдут проверку.
Также важно учитывать сварочный аппарат TIG, с которым вы работаете. Новые сварочные аппараты TIG часто поставляют готовую продукцию, совершенно отличную от старых.
Кроме того, мы обнаружили, что при использовании более толстых электродов мы получаем гораздо лучшие результаты, используя сварочные аппараты TIG стоимостью менее 1000 долларов на постоянном токе.
Для получения качественных сварных швов при сварке TIG алюминия рекомендуется сделать небольшой предварительный нагрев перед началом работы. Но будьте осторожны. Если вы предварительно нагреете слишком сильно, вы потенциально можете столкнуться с некоторыми серьезными проблемами, когда начнете фактический процесс сварки.
Но самое главное, что нужно учитывать при принятии решения об использовании постоянного тока при сварке алюминия методом TIG, — это опыт и навыки. Если вы ( еще! ) не являетесь квалифицированным сварщиком — и особенно если вы не совсем уверены в сварке TIG — вам, вероятно, не следует переходить к сварке алюминия — даже не думайте об использовании горелки.
Сама по себе сварка TIG затруднена. Сварка алюминия тоже очень сложная задача. Это означает, что сварка алюминия TIG на постоянном токе невероятно трудна для . Итог: этот процесс не для начинающих сварщиков. Подождите, пока у вас не появится больше опыта, прежде чем пытаться выполнить эту более сложную процедуру, и пока оставьте этот сложный процесс экспертам.
Итог: этот процесс не для начинающих сварщиков. Подождите, пока у вас не появится больше опыта, прежде чем пытаться выполнить эту более сложную процедуру, и пока оставьте этот сложный процесс экспертам.
В конечном итоге вам придется принять собственное решение относительно того, готовы ли вы сделать этот шаг в сварке алюминия TIG.Это, безусловно, один из самых сложных сварочных процессов, который вы можете попробовать, но если у вас есть оборудование, если вы освоили сварочных позиций и готовы к небольшому испытанию, мы надеемся, что это руководство помогло вам сделать первые шаги.
Советы по сварке алюминия TIG на постоянном токе — Baker’s Gas & Welding Supplies, Inc.
Каждый сварщик знает, что вы получите гораздо более чистый сварной шов, который с большей вероятностью пройдет проверку, если вы будете использовать переменный ток при сварке алюминия методом TIG. По большей части там нет дебатов.Однако в Интернете вы найдете гораздо более оживленные дискуссии о том, можно ли сваривать алюминий TIG с помощью постоянного тока или даже следует ли это. Это возможно? Это желательно?
Это возможно? Это желательно?
Во многих случаях AC прекрасно справляется с этой задачей, зачем рисковать другим методом? Однако есть особые ситуации, когда сварщик может захотеть поэкспериментировать с TIG-сваркой на постоянном токе.
Выберите подходящее приложение для сварки TIG для источника постоянного тока
Самая распространенная причина попробовать питание постоянного тока на алюминии — это ситуация, когда металл толстый, в большинстве случаев обычно толще ½ дюйма.Алюминий может покоробиться, если вы работаете с переменным током, и вам нужно обеспечить достаточное проплавление для прочного шва.
Если вы попытаетесь сварить на переменном токе более толстый кусок алюминия, есть вероятность, что вы можете деформировать, исказить или прожечь металл. Алюминий, как известно, сложен, так как небольшой предварительный нагрев может помочь, но слишком сильный предварительный нагрев может вызвать большие проблемы при начале сварки.
Правильный выбор защитного газа
Сварщики TIG обычно используют чистый аргон в качестве защитного газа, особенно для металлов толщиной ½ дюйма или меньше..jpg) Однако, если вы работаете с более толстым алюминием, вам понадобится газовая смесь гелия и аргона, чтобы достаточно глубоко проникнуть в сварной шов. Если вы собираетесь испытать сварку TIG на постоянном токе, вам нужно будет добавить в смесь подходящий газ, и для начала лучше всего подойдет гелий-аргон. Некоторые сварщики предлагают использовать 100% гелий в качестве защитного газа для сварки TIG более толстых металлов.
Однако, если вы работаете с более толстым алюминием, вам понадобится газовая смесь гелия и аргона, чтобы достаточно глубоко проникнуть в сварной шов. Если вы собираетесь испытать сварку TIG на постоянном токе, вам нужно будет добавить в смесь подходящий газ, и для начала лучше всего подойдет гелий-аргон. Некоторые сварщики предлагают использовать 100% гелий в качестве защитного газа для сварки TIG более толстых металлов.
Вопросы, которые следует учитывать при сварке алюминия TIG на постоянном токе
При подаче постоянного тока на сварное соединение будет выделяться много тепла.Это замечательно, если вам нужно много проникновения, но все может очень быстро выйти из-под контроля. Сварщики, которые экспериментировали с этим, отметили, что они создали неаккуратные сварные швы, и это нормально, если вам нужно что-то сделать в крайнем случае. Однако, если вас собираются обследовать, возможно, вы не захотите идти этим путем, если у вас нет опыта.
Аппараты для сварки TIG и сварочные материалы также дадут разные результаты. Новые машины и инверторы могут дать другие результаты, чем старые машины.Кроме того, некоторые сварщики отмечают, что они добились большего успеха при сварке алюминия методом TIG на постоянном токе благодаря использованию более толстых, гораздо более толстых электродов для своих сварных швов.
Новые машины и инверторы могут дать другие результаты, чем старые машины.Кроме того, некоторые сварщики отмечают, что они добились большего успеха при сварке алюминия методом TIG на постоянном токе благодаря использованию более толстых, гораздо более толстых электродов для своих сварных швов.
Стоит ли вам попробовать сварку алюминия TIG от источника постоянного тока?
В Интернете вы найдете единодушное мнение о том, что сварщики, которые наилучшим образом выполняют сварку TIG постоянным током алюминия, являются сварщиками с большим опытом. В этот процесс не стоит погружаться, если вы только начинаете разбираться в сварке TIG. Сосредоточьтесь на правильной очистке металла, используя ножную педаль, и внимательно следите за сварочной лужей; алюминий может плавиться очень и очень быстро, если не соблюдать осторожность!
Две ситуации, которые наиболее подходят для этого типа сварки, — это толстый кусок алюминия, который вы не хотите деформировать, и аварийная ситуация, когда вам нужна быстрая сварка, и источник постоянного тока — ваш единственный вариант. Имейте в виду, что некоторые сварщики могут создать чистый сварной шов, но есть большая вероятность, что ваши первые проходы с помощью этого метода не пройдут проверку!
Имейте в виду, что некоторые сварщики могут создать чистый сварной шов, но есть большая вероятность, что ваши первые проходы с помощью этого метода не пройдут проверку!
Смеси аргона и гелия для сварки стали с покрытием
Смеси аргона и гелия Praxair HeliStar ® используются в широком спектре применений газовой вольфрамовой дуговой сварки (GTAW или TIG), где желательно повышенное тепловложение основного материала при сохранении благоприятные характеристики зажигания дуги и стабильности. Смеси Praxair HeliStar A-75, A-50 и A-25 также могут использоваться для газовой дуговой сварки металлов (GMAW или MIG) толстых алюминиевых профилей и других цветных металлов, где увеличивается дополнительный подвод тепла к основному материалу. производительность сварки.
Основные приложения
Смеси Praxair HeliStar используются для сварки TIG легкой стали, нержавеющей стали и алюминия, таких как рамы велосипедов, оборудование для общественного питания и прогулочные лодки. Более тяжелые алюминиевые и медные профили, используемые в резервуарах и электрическом оборудовании, соединяются с использованием процесса MIG и газовых смесей HeliStar.
Более тяжелые алюминиевые и медные профили, используемые в резервуарах и электрическом оборудовании, соединяются с использованием процесса MIG и газовых смесей HeliStar.
Ключ к повышению производительности и прибыли при сварке
Если вы хотите обеспечить прецизионную высококачественную сварку в самых тяжелых условиях, вам нужны защитные газы с улучшенным содержанием гелия Praxair ® HeliStar ™.Эти обогащенные гелием смеси доступны в различных точных рецептурах. Это означает, что существует газовая смесь Praxair HeliStar, которая подходит для вашей дуговой сварки в газовой среде (GMAW или MIG / MAG), газовой вольфрамовой дуговой сварки (GTAW), плазменно-дуговой сварки (PAW) и Применение лазерной сварки. См. Брошюру.
| Смесь | AR Состав% | He Состав% | Тип цилиндра | Объем (футы 3 ) | Давление (фунт / кв. Дюйм) | Номер детали | Дополнительная информация |
|---|---|---|---|---|---|---|---|
| HeliStar ® A-25 | 25 | 75 | Т К | 280 212 | 2,640 2,200 | HE STAR25-T HE STAR25-K | Смеси MIG и TIG для сварки алюминия Смеси MIG и TIG для сварки углеродистой стали, нержавеющей стали, алюминия и других цветных металлов Технический паспорт |
| HeliStar ® A-50 | 50 | 50 | Т К | 288 217 | 2,640 2,200 | HE STAR24-T HE STAR24-K | Смеси MIG и TIG для сварки алюминия Смеси MIG и TIG для сварки углеродистой стали, нержавеющей стали, алюминия и других цветных металлов Технический паспорт |
| HeliStar ® A-75 | 75 | 25 | Т К | 304 228 | 2,640 2,200 | HE STAR21-T HE STAR21-K | Смеси MIG и TIG для сварки алюминия Лист данных Смеси MIG и TIG для сварки углеродистой стали, нержавеющей стали, алюминия и других цветных металлов Технический паспорт |
Газовая смесь HeliStar A-25
Эта смесь используется для сварки основных цветных металлов, когда требуется увеличение тепловложения и внешний вид сварного шва имеет первостепенное значение.
Газовая смесь HeliStar A-50
Эта смесь в основном используется для высокоскоростной механизированной сварки цветных металлов толщиной менее 3/4 дюйма.
Газовая смесь HeliStar A-75
Эта смесь используется для механизированной сварки алюминия толщиной более одного дюйма в плоском положении. Это увеличивает тепловложение и снижает пористость сварных швов в меди.
11 советов по сварке алюминия TIG на постоянном токе — Welding Mastermind
При сварке TIG алюминия переменный ток (или «AC») используется почти всегда.Переменный ток очищает поверхность, разрушая оксиды, ухудшающие качество сварки. Однако это можно сваривать алюминий TIG постоянным током (также называемым «постоянным током»). Иногда для сварки алюминия методом TIG лучше использовать постоянный ток. Как и когда вам следует использовать постоянный ток для сварки алюминия TIG?
TIG сварка алюминия постоянным током
Это будет сложно, но эти уловки помогут вам в этом.
- Знать разницу постоянного тока и переменный ток для сварки TIG
- Знайте, когда использовать постоянный ток, а когда — переменный ток для алюминия
- Используйте подходящие материалы
- Соберите нужный электрод, стержни и защитный газ
- Настройте сварочный аппарат для сварки постоянным током с полярность
- Используйте ножную педаль или ручное управление для сила тока
- Сделайте алюминий как можно более чистым
- Практикуйтесь перед началом сварки
- Используйте правильную технику
- Знайте свои пределы — постоянный ток не является всегда правильный выбор для алюминия
- Объедините сварку постоянным и переменным током, чтобы получить лучший стык
В этой статье я расскажу вам обо всех
советы, которые вам нужно знать, чтобы начать сварку алюминия методом TIG на постоянном токе.
переменного или постоянного тока — в чем разница?
Полярность описывает направление электричества. течет. При постоянном токе (обычно называемом DC) полярность электрический ток всегда течет в одном направлении. Нормальный поток — отрицательный электрод, Это означает, что электричество течет от сварочного аппарата через электрод к заготовку и обратно к сварщику. Обратная полярность меняет положение и пропускает ток от сварочного аппарата через заготовку к электроду.
Постоянный ток больше всего подходит для сварки TIG. металлы, потому что проникает глубоко.Сварка алюминия — один из немногих этот переменный ток предпочтительнее.
Переменный ток или переменный ток, меняет полярность.
между стандартным и обратным быстро, от шестидесяти до ста двадцати раз
каждую секунду. Алюминий обычно сваривают TIG на переменном токе. Быстрый
Переворот полярности имеет пескоструйный эффект, который разрушает поверхностные оксиды до
произвести чистый сварной шов. Недостатки сварки на переменном токе состоят в том, что сварной шов не
проникают глубоко и оставляют на поверхности большой шарик.
Недостатки сварки на переменном токе состоят в том, что сварной шов не
проникают глубоко и оставляют на поверхности большой шарик.
Зачем нужен постоянный ток для алюминия
Проблема с Сварка переменным током заключается в том, что ток не проникает глубоко в соединение и производит неглубокий сварной шов. Если вы соединяете алюминиевые детали толщиной ¼ дюйма или больше, переменный ток не обеспечит прочного сварного шва всего за один проход.
Для производства прочного сваривать толстый алюминий переменным током, сварка выполняется поэтапно. Ты необходимо скосить края стыка, уложить корневой валик, затем вернуться с один или несколько проходов присадочных и заглушек для получения прочного соединения.Это требует три или четыре прохода со сварщиком до завершения соединения.
Обратная полярность
Сварочные швы постоянным током не имеют этой проблемы. Вы можете получить хороший и глубокий сварной шов за один
пройти с использованием сварки постоянным током. Это экономит время и обеспечивает более прочный сварной шов.
Это экономит время и обеспечивает более прочный сварной шов.
сварных швов постоянным током также полезен для устранения глубоких ямок и выбоин в алюминии. Вы можете быстро заполнить полость с помощью сварки постоянным током и получить прочное соединение, которое удерживает заливку на месте. Один раз отверстие залито, загладить поверхность шлифовальной машиной, деталь как новый.Это помогает исправить дорогие обработанные алюминиевые детали, которые стали слегка поврежден.
Используйте правильные материалы
Не каждый сорт из алюминия подходит для сварки TIG на постоянном токе. Лучшие марки алюминия для этого процесс 6061, 2219 и чистый алюминий (все в серии 1100). Если вы работаете с другими категориями алюминия, вам может потребоваться сделать сварной шов.
В дополнение к
При использовании алюминия правильного сорта необходимы правильные размеры.ОКРУГ КОЛУМБИЯ
сварка нагревает заготовку. Если вы попытаетесь сваривать тонким
шток, он может перегреться и покоробиться. Сварка постоянным током лучше всего работает с деталями
толщиной не менее дюйма. Помимо проблемы коробления, преимущества сварки постоянным током
алюминий в любом случае не вступит в игру, пока не появится ваш склад. Придерживайтесь переменного тока для
вещь штука.
Сварка постоянным током лучше всего работает с деталями
толщиной не менее дюйма. Помимо проблемы коробления, преимущества сварки постоянным током
алюминий в любом случае не вступит в игру, пока не появится ваш склад. Придерживайтесь переменного тока для
вещь штука.
Оборудование для сварки алюминия постоянным током
Использование правильного оборудования важно для с использованием постоянного тока для сварки алюминия методом TIG. Имея правильные стержни, электрод, а газ имеет большое значение для качества сварки.Если вы не получите права снаряжение, вы не сможете образовать хорошую лужу и применить удилище, чтобы покрыть соединение.
Стержни
Стержни из чистого алюминия необходимы для сварки алюминия методом TIG на постоянном токе. 4043 работает лучше всего и дает чистый валик. Вы также можете использовать стержни 5356, но сварные швы, как правило, грубые и не будут выглядеть хорошо. Не используйте стержни из сплавов или другие металлы для сварки постоянным током.
Электрод
Лучшими электродами для сварки TIG на постоянном токе являются стержни из 2% вольфрама лантана.У них синий наконечник. В отличие от сварки на переменном токе для сварки на постоянном токе вам понадобится острый наконечник электрода. Доступны предварительно заточенные стержни, или вы можете заточить их самостоятельно болгаркой. Стандартные вольфрамовые и торированные стержни также подойдут.
Из-за высокая температура, связанная с сваркой алюминия TIG, с использованием стандартного 1/16 дюйма диаметр электрода может привести к его перегреву и загрязнению сварка. Чтобы справиться с дополнительным нагревом, выберите электрод чуть больше 3/32 дюйма.
Газ
Лучший газ для сварки на постоянном токе — сверхчистый гелий.Он производит более горячую дугу, чем смесь гелия с аргоном или чистый аргон. Высокая температура от дуги помогает разрушить оксидный слой и создает более прочный сварной шов. Дополнительная очистка от тепла важна для сварки постоянным током, потому что у вас нет такой очищающей способности, которую обеспечивает переменный ток.
Выбор сверхчистый по сравнению со стандартным гелием гарантирует отсутствие загрязнений в защитный газ. Даже небольшое количество кислорода, смешанного с гелием, может вызвать окисление сварного шва, которое приводит к растрескиванию.
Установка сварщика
Разумеется, вам необходимо настроить постоянный ток сварочного аппарата. Ты также необходимо поменять полярность сварщика, чтобы электрод был положительный вывод, а поверхность сварного шва — отрицательный вывод. Обеспечить регресс полярность создаст сварочную лужу под окисленным слоем с плавающим оксидом. наверху. Обратитесь к руководству сварщика, чтобы узнать рекомендованную силу тока и другие параметры. настройки для сварки постоянным током.
Переменная сила тока
Вместо того, чтобы использовать ту же силу тока для
весь сварной шов, настройте сварщика с помощью регулятора переменного тока.С
переменная сила тока, уровень мощности регулируется ножной педалью или скользящей
включить электродную горелку. Переменная сила тока очень важна для постоянного тока
сварка алюминия. Использование фиксированной силы тока может вызвать серьезные проблемы с суставом.
Переменная сила тока очень важна для постоянного тока
сварка алюминия. Использование фиксированной силы тока может вызвать серьезные проблемы с суставом.
Тепло быстро рассеивается через алюминий. К когда вы дойдете до конца стыка, материал нагреется от сваривать, и теплу больше некуда деваться. Это нагревает алюминий достаточно, чтобы покоробиться или расплавиться. Использование переменной силы тока позволяет снизить тепловыделение. во избежание повреждений от перегрева.
Процесс сварки алюминия постоянным током
Чтобы получить хороший сварной шов на алюминии постоянным током, вам нужно следовать правильному процессу. Некоторые шаги такие же, как и у вас применяются для сварки на переменном токе, но некоторые другие. Обязательно относитесь к сварке постоянным током как вместо того, чтобы пытаться использовать все шаги для сварки на переменном токе.
Практика первая
Прежде чем пытаться
сварить готовое изделие, потренироваться в сварке детали за несколько минут
лома алюминия. Сварка алюминия на постоянном токе отличается от сварки переменным током
и нелегко получить бусинку с видом «стопки пятаков» хорошего TIG
сварка.Небольшая практика поможет вам нащупать сварной шов и надолго
способ красиво сварить готовый продукт.
Get It Clean
Вы всегда должны как можно тщательнее очистите свариваемый металл, прежде чем возникнет дуга. Этот Шаг особенно важен для сварки алюминия постоянным током. Температура плавления оксид на поверхности намного выше, чем температура плавления алюминиевой основы металл. Если вы попытаетесь сварить оксидированный алюминий, оксид загрязнит сварить и предотвратить его застывание.В результате получится некрасивая, ломкая бусинка.
Алюминий должен
очищаться независимо от того, какой процесс вы используете, но это особенно важно с
постоянный ток. Дуга от сварки алюминия переменным током обладает некоторой очищающей способностью. ОКРУГ КОЛУМБИЯ
не хватает очищающей способности, поэтому вам нужно все довести до совершенства, прежде чем начать
сварка.
Начать с очистки Удалите краску, жир и масло с помощью растворителя. Обезжиривающие средства удаляют масло и жир, а разбавитель снимает краску. Ацетон удалит и то, и другое.Этот ступенька необходима для любого вида сварки и любого металла.
Следующий шаг к подготовка алюминия — это соскабливание оксидного слоя. Этот слой сложно удалите, но вы должны снять как можно больше перед сваркой алюминия постоянным током.
Скраб подальше
Один способ удалить оксидный слой — щетка из нержавеющей стали. Используйте кисть с мелкой щетиной и используйте это только для алюминия. Грубая щетина скорее поцарапает алюминий, чем очистка оксидного слоя. Используя кисть с другими материалами, можно добавить загрязнений на поверхности и ухудшают сварочный процесс вместо лучше.
Если вы чистите щеткой, потрите металл, пока он не станет ярким и блестящим. Не торопитесь и снимите оксидный слой.
Лучшая химическая очистка
Если у вас большой
или оксидное покрытие является значительным, необходим химический очиститель. Используйте
кислотная ванна или промышленный очиститель алюминия, чтобы удалить оксидный слой с
поверхность вашей заготовки. Химические вещества, удаляющие оксид алюминия
неприятны, поэтому обязательно прочтите и следуйте указаниям на этикетке и носите
надлежащее защитное снаряжение.Эти очистители удаляют весь оксид с
поверхность, хотя.
Используйте
кислотная ванна или промышленный очиститель алюминия, чтобы удалить оксидный слой с
поверхность вашей заготовки. Химические вещества, удаляющие оксид алюминия
неприятны, поэтому обязательно прочтите и следуйте указаниям на этикетке и носите
надлежащее защитное снаряжение.Эти очистители удаляют весь оксид с
поверхность, хотя.
Не позволяй этому сидеть
Как только твоя поверхность чистый, обязательно сварите его в течение дня или около того; в противном случае кислород в воздух вступает в реакцию с поверхностью и образует новый слой оксида, который необходимо удалить. Если твой деталь сидит слишком долго, очистите ее перед сваркой.
Когда ты чистка, не забывайте стержни и электрод. Сварка постоянным током не имеет естественный эффект очистки, который производит сварка на переменном токе, поэтому все, что нужно перед началом сварки будьте идеально чистыми.
Методика сварки алюминия TIG на постоянном токе
Техника
важен для большинства видов сварки. Вы должны изменить свой стиль работы, чтобы соответствовать
потребности в металле, наполнителе и настройке, которые вы используете. Сварка постоянным током
алюминий ничем не отличается. Несколько советов, которые помогут вам использовать постоянный ток для
Алюминий для сварки TIG:
Вы должны изменить свой стиль работы, чтобы соответствовать
потребности в металле, наполнителе и настройке, которые вы используете. Сварка постоянным током
алюминий ничем не отличается. Несколько советов, которые помогут вам использовать постоянный ток для
Алюминий для сварки TIG:
- Будьте осторожны. Как и другие виды сварки, сварка TIG требует высокой температуры и яркого света. Делать обязательно наденьте сварочную маску, перчатки и длинные рукава.
- Используйте правильный метод резки. Плазменные резаки и высокоскоростные дисковые пилы оставляют хороший чистая поверхность для сварки. Избегайте низкоскоростных ленточных пил, которые могут размазать загрязнения. в разрез, и избегайте кислородно-ацетиленовых горелок, которые приводят к окислению разреза поверхность.
- Используйте
плотная дуга — гораздо плотнее, чем при сварке алюминия переменным током. Жара
течет вверх от заготовки, а не вниз от электрода. Свести к минимуму
распространение дуги, чтобы получить максимальное количество тепла в лужу. Держите кончик
электрод в пределах одной восьмой дюйма от поверхности.
- Держите резак под углом 90 градусов к заготовке и держите наконечник близко к поверхности. Этот обеспечивает равномерную лужу и чистый сварной шов. Держать электрод в вертикальном положении обеспечивает лучшую газовую защиту сварного шва и обеспечивает лучший контроль дуга.
- Держите глаз на кончике электрода. Сварка с обратной полярностью может закруглить кончик электрод и вызовет распространение дуги. Если это произойдет, остановитесь и повторно заточите кончик.
- Удерживайте стержень почти плоский. Ткните стержнем в лужу посередине дуги, затем потяните обратно. Вы можете получить чистую сварку стопки монет с помощью постоянного тока, но вы должны быть осторожно со стержнем.
- алюминий плавится при гораздо более низкой температуре, чем оксидное покрытие. Обратная полярность прогоняет тепло сквозь металл и образует лужу под оксидом. В оксид всплывает на поверхность лужи; старайтесь не беспокоить его удочкой. Работа под оксидным слоем.
- Перемещение быстро, чтобы изделие не сильно нагрелось.Используйте переменный элемент управления, чтобы уменьшить тока и предотвратить точечную коррозию, деформацию или плавление детали.
 Держите кончик
электрод в пределах одной восьмой дюйма от поверхности.
Держите кончик
электрод в пределах одной восьмой дюйма от поверхности.Когда использовать AC
Если ваша заготовка сильно загрязнен или окислен, DC может быть не лучшим выбором. С тех пор не обладает очищающей способностью переменного тока, постоянному току требуются чистые поверхности, чтобы получить хороший сварной шов. Если вы работаете с деталями двигателя, имеющими углеродное покрытие, или старые детали, которые сильно окислены, сварка переменным током может быть лучшим выбором.
Сварка постоянным током также плохой выбор для соединения деталей из литого алюминия.Процесс литья производит большее окисление поверхности, чем другие производственные процессы, такие как механическая обработка. Поверхностный оксид затрудняет получение хорошего сварного шва, поэтому прямой ток — плохой выбор для сварки литых деталей.
Вам также следует Избегайте сварки алюминия постоянным током, если важен внешний вид сварного шва. это сложнее получить традиционный вид стопки монет при сварке постоянным током, поэтому придерживайтесь переменного тока, если важен внешний вид окончательного сварного шва.
Лучшее из двух миров
Для некоторых проекты, использующие как переменный, так и постоянный ток, могут быть победителями.Для очень толстой ложи вы можете нужно комбинировать приемы, чтобы получить лучший результат. Чтобы получить лучший сварной шов толстый материал, выполните следующие действия:
- Сделайте фаску края деталей, которые нужно соединить, чтобы они образовали V-образную форму.
- Сделать корневой валик с использованием постоянного тока. Это основной сварной шов, который заполняет дно V-канала. Постоянный ток обеспечит глубокое проплавление и прочную основу для сварного шва.
- Почистить начисто сварите, чтобы удалить как можно больше окислов и загрязнений.