Дефекты сварных соединений: виды, причины и исправление
Соединение сваркой состоит из нескольких этапов, часто сопровождающихся возникновением дефектов. На это существуют как объективные причины, например, качество материалов, так и субъективные — отступление от технологического процесса, недостаточный профессионализм сварщика. Существуют официальные документы, где определены дефекты и контроль качества сварных соединений и швов. Поскольку в дальнейшем дефекты сварного шва способны вызвать разрушение конструкций, выполнение требований строго обязательно.
Нормативными материалами предусмотрены виды дефектов сварных соединений, внешний вид, характеристики и качество швов, получаемых при помощи сварки. В них также указаны необходимые допуски от идеального состояния. Отклонения от требований являются дефектами. Классификация дефектов сварных швов определена в ГОСТе-5264.
На существующие виды дефектов сварных швов имеется много методов контроля, в результате которых будет получено заключение о состоянии сварных швов. При многочисленных отклонениях соединение признается браком и подлежит переделке. Иногда может потребоваться изменение не всего шва, а только его части.
Дефекты сварочных швов, их размер и количество, которые допустимы для конкретного соединения, указаны на чертежах. Дефекты сварочных швов и причины их образования должны знать все работники, участвующие в этом процессе — от разработчиков конструкций до непосредственных исполнителей работ.
Причины возникновения
Дефекты сварочных соединений возникают по следующим причинам:
- Нарушение технологии.
- Недостаточная квалификация исполнителя.
- Неисправность оборудования.
- Включение неправильного режима.
- Электроды неподходящего размера.
- Колебания и изменение электрического напряжения.
- Несоблюдение рекомендуемой скорости процесса.
- Отсутствие предварительной подготовки.
- Неблагоприятная погода при сварке не свежем воздухе.
Существуют рекомендации, определяющие особенности различных видов сварки. Они основаны на практическом опыте применения технологии соединения металлических деталей сваркой. Перед началом процесса необходимо проверять работоспособность применяемого оборудования. Периодически проводится его поверка, дата проведения и результаты которой указываются в техническом паспорте.
Виды дефектов
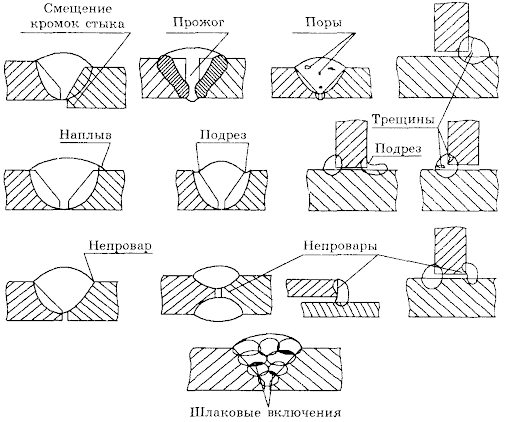
Все дефекты сварки подразделяют на три крупные группы: находящиеся снаружи соединения, внутри него и сквозные. Наружные дефекты контактной сварки легко обнаружить при визуальном осмотре. Он является обязательным при контроле всех швов, независимо от того, какие требования к ним предъявляются.
Одни из наиболее характерных признаков внешних дефектов — различная ширина отдельных участков в продольных швах, а также катетов в угловых соединениях. Достаточно хорошо заметны существующие наплавы поверх основного шва. К внешним возможным дефектам сварных швов принадлежат: углубления и выпуклости, трещины, кратеры, подрезы, наплывы, свищи.
Внутренние дефекты сварных швов при визуальном осмотре не видны. Основные причины их появления — некачественный материал и нарушение технологии процесса сварки. Внутри также могут образоваться невидимые трещины. Если их вовремя не обнаружить, то из-за растущего напряжения начнется постепенное разрушение конструкции. Причиной возникновения трещин может быть чересчур быстрое охлаждение. К внутренним изъянам относятся металлургические дефекты сварных швов — вредные примеси.
Если сплавление деталей недостаточно, то образуется непровар. Это происходит, когда пренебрегают подготовкой к работе кромок деталей и на них остаются ржавчина и окалины. К другим причинам возникновения непровара относятся недостаточно большая величина тока, несовпадение электрода с осью плавления. Если этот дефект имеет большую протяженность, то потребуется переплавка.
Внутри сварного шва могут образовываться поры. Внутри они заполнены газом. Причиной, по которой появляются поры, является наличие посторонних примесей в материалах, подлежащих сварке, излишняя влага. Если допустимые концентрации превышены, то предстоит переделка. При нарушении правил технологии внутри шва могут появиться различные включения: оксидные, вольфрамовые, а также шлаковые.
Под сквозными дефектами понимают поры, которые находятся не внутри, а проходят сквозь всю толщину шва. Этот дефект наблюдают визуально. При незначительной скорости и большом токе появляются прожоги.
Методы контроля
Все сварные соединения обязаны проходить контроль. Особенно это касается конструкций, эксплуатация которых несет повышенную ответственность. Контроль с применением специального оборудования позволяет узнать, насколько серьезные изъяны имеются в сварных соединениях. Большинство дефектов приводит к уменьшению плотности. Последствием может служить наступившая неспособность выдерживать тяжелые нагрузки.
Чтобы обнаружить дефекты сварных швов и соединений применяют различные методы контроля:
- Визуальный осмотр. Является обязательным для первоначального выявления отклонений от нормы. Для более точного анализа применяют лупу с большим увеличением.
- Дефектоскопия. Основой является свойство материала изменять свой цвет при взаимодействии с различными жидкостями, в частности с керосином. К преимуществам относятся безопасность метода и быстрота проверки.
- Магнитный метод. Проходящие магнитные волны при встрече с дефектами искажаются. Измерение искажений позволит судить о наличии дефектов.
- Ультразвук. Дефектоскопы, основанные на использовании ультразвуковых волн, измеряют их отражение.
- Радиационный метод. Сварные швы просвечивают рентгеновскими лучами. Полученный снимок проявляют и подвергают расшифровке. Необходимо специальное оборудование. Оно может быть стационарным и мобильным. Недостатком является возможное влияние на здоровье сварщика. Требуется защита в виде специального костюма и маски.
Все применяемые способы контроля должны принадлежать к группе неразрушающих. Механические повреждения и разрушения не приемлемы. Допустимо использование не одного метода, а их совокупности.
При обнаружении брака, если имеется возможность, необходимо его исправить. Для этого используются такие способы:
- заварка способна убрать большие трещины;
- полной зачистке или вырубке подвергают находящиеся внутри небольшого размера трещинки, непроваренные участки и различные посторонние включения;
- наплавка устранит неполноту швов и подрезы;
- абразивом убирают наплывы;
- термическая обработка устранит негативные последствия перегрева металла.
Такими методами убирается практически неизбежное возникновение дефектов.
Группы дефектов
Дефекты и контроль качества сварных соединений строго регламентированы. В ГОСТе 30242 все дефекты сварных соединений разделены на группы. Всего таких групп насчитывается шесть. К первой группе межгосударственный стандарт отнес трещины, ко второй поры, к третьей твердые включения. Четвертую группу несплавление разделяет с непроваром. В пятой находятся все нарушения, которые имеют формы швов. Наконец, в шестой собраны все остальные сварочные дефекты.
Каждому из дефектов присвоено обозначение в виде числа из трех чисел. Добавление еще одной цифры означает уточнение, например, что данный дефект возник при определенном положении шва. Большинство из дефектов имеет еще и буквенное обозначение, которое можно увидеть в справочниках по сварке. Так, например, трещины имеют цифровое обозначение в виде числа 100 и буквенное в виде буквы Е.
Трещины
Цифровое обозначение 100, буквенное Е. Нормативным стандартом дано определение, что называют трещиной в сварке. Они позиционируются как разрывы или несплошности в сварном шве. Причинами возникновения названы охлаждение и нагрузки.
Трещины относятся к недопустимым дефектам. Это обусловлено тем, что они служат центром напряжений и являются очагом возможных разрушений. Трещины в сварных швах признаны наиболее опасным изъяном, встречающимся в соединениях сварным способом, который в перспективе может привести к разрушению.
Борьба с этим видом дефекта целесообразна, потому что маленькая вначале трещинка вследствие действия напряжения быстро увеличивается в размерах. В зоне риска находятся легированная сталь, а также высокоуглеродистая. Чем жестче закреплены между собой детали, тем выше возможность появления трещин. Многое зависит от марки металла и от содержания в нем примесей, таких как никель, фосфор, кремний, водород.
К основным причинам образования трещин относят несоблюдение требований существующих режимов сварки и нарушение технологии. Это вызывает большие напряжения в соединениях, приводящие к появлению трещин. Существует разница между способами ликвидации трещин в зависимости от того, где они расположены. В трещинах, находящихся на поверхности, вначале сверлят их окончания, чтобы предотвратить дальнейшее распространение. Затем происходит удаление механическим способом. Внутренние трещины удаляют механически, а затем заваривают.
Трещины разделяются на холодные и горячие. Холодные появляются сразу после того, как шов застынет. Горячие трещины появляются при высоких температурах. В зависимости от размера трещины делятся на макроскопические, которые хорошо видны визуально или при незначительном увеличении, и микроскопические. Микротрещины имеют обозначение 1001. Чтобы их увидеть потребуется увеличение в 50 крат.
В зависимости от расположения трещины бывают продольными с обозначением 101 и поперечными 102. Их буквенные обозначения соответственно Ea и Eb. Кроме этого они бывают разветвленными, радиальными, раздельными, находящимися в кратере. К радиальным относятся трещины, расходящиеся из точки. Трещины в кратере делятся на поперечные, продольные и с красивым необычным названием звездоподобные. Разветвленные получили свое название за то, что они возникают из одной трещины.
Поры
Относятся ко второй группе дефектов и имеют обозначение 201. Пора — слово известное, но необходимо понимать, что такое пора в сварке. Это поможет при ее контроле и ликвидации. Поры при сварке — это полости, внутри которых находится газ. Возникают как результат образования газов, проходящих с большой скоростью. Не всем пузырькам газа хватает времени, чтобы выйти наружу до того, как затвердеет металл.
Поры в сварном шве бывают разных размеров, что зависит от размера пузырьков внутри. Помимо отдельных пор бывают целые скопления. Поры могут иметь форму круга или овала.
Причины, почему образуются поры при сварке, бывают следующими:
- плохая зачистка кромок, при которой были оставлены ржавчина, окалины и подобные загрязнения;
- увеличенная скорость процесса сварки, в результате чего пузырьки газа не успели выбраться наружу;
- большое содержание углерода в основном и в присадочных материалах;
- увеличенная влажность, оказывающая влияние на покрытия электродов и флюс.
Основные причины появления пор при сварке под флюсом — посторонние включения в него, наличие ржавчины на проволоке, оставшиеся следы смазки или жира, поглощенный флюсом из влаги водород.
Наличие пор понижает прочность металла и герметичность соединения. Наряду с порами бывают газовые полости, отличающиеся другой формой. Кроме отдельной поры, встречаются: группа равномерно распределенных пор, цепочки в одну линию, скопления в одном месте, свищи, продолговатые полости.
Свищ в сварном шве образуется при непреднамеренном коротком замыкании электрода из вольфрама или же быстром внезапном обрыве дуги. Еще одна причина — неправильно произведенное гашение дуги. Для исправления свища сварного шва приходится удалять участок, где он был обнаружен.
Следствием усадки при затвердевании металла является усадочная раковина. Если она находится в конце валика, то это будет называться кратер сварного шва. Он, как правило, является результатом неправильных действий исполнителя. Наличие кратера автоматически уменьшает площадь торца шва, что приводит к снижению прочности. Для исправления ситуации приходится вырубать окончания шва с кратером.
Включения твердые
Третья группа с обозначением 300. Сначала надо выяснить, что называют включением в сварке. Это присутствие внутри затвердевшего после сварки металла частичек другого материала. Такие зоны становятся центрами напряжений, что понижает прочность соединения сваркой. Методом борьбы с дефектом является вырубка пораженного участка шва и последующее заваривание. Включению с острым углом присваивают название остроугольного. В зависимости от того, каким образом они образовались, инородные включения разделяются на линейные, разобщенные и другие.
При нормальном прохождении процесса образующийся шлак всплывает в сварочной ванне наверх. При нарушении технологии — большой скорости, неточного угла наклона электрода и его смещения, недостаточно хорошо выполненной зачистке — он остается внутри и становится инородным телом. Он может иметь значительный размер, что представляет опасность для надежности шва. Их наличие делает меньше размер торца шва и становится источником напряжения. При превышении допусков участки со шлаком вырубают и переваривают.
Если в металле находится флюс, то это приводит к образованию включений, называемых флюсовыми. Они разделяются на линейные, отдельные и другие. Причина возникновения — флюс, который не всплыл на поверхность и остался внутри. Это может возникать при наличии слишком больших гранул или увеличенной скорости происходящего процесса.
Металлический оксид, попавший внутрь, вызывает оксидное включение. При загрязнении поверхностей и недостаточной защите ванны образуются пленки, являющиеся труднорастворимыми. Внутри шва они станут прослойкой, которая снижает прочность соединения и способна привести к разрушению.
В включениях металлов выделяют вольфрам и медь, как наиболее вероятные. Не исключено образование и иных металлов. Включения могут возникнуть при использовании вольфрамового электрода. При этом кончик электрода дает брызги, которые попадают в металл. Если шов уже затвердел, то вольфрамовые включения остаются на поверхности. Иные причины — слишком большая плотность тока или короткое замыкание.
Электрод может замкнуться при нарушениях, вызванных неудобной позой сварщика, например, при потолочной сварке. Кусочек вольфрама внутрь затягивает жидкий металл. Наиболее часто такие дефекты появляются при сварке алюминия, а также сплавов с его содержанием, поскольку вольфрам в них не растворяется. Наличие включений из вольфрама можно узнать по треску и вспышкам сварочной дуги.
Несплавление
Дефект четвертой группы, имеющий обозначение 401. Несплавление — это, соответственно названию, отсутствие прочного соединения между металлом и швом. Различаются по местоположению: боковому на поверхности, между валиками и находящимися в корне. Несплавление может образоваться вследствие: неправильного угла сварки, не зачищенных кромок, неоднородности материала, неправильно выбранных режимов, небольшого значения тока, большой скорости процесса.
Непровар
Также входит в четвертую группу с обозначением 401. Непровары в сварных швах, по сути, тоже являются несплавлениями. Определением, что такое непровар в сварном соединении, является следующее: отсутствие сплавления металла, которое возникло из-за неспособности проникновения его в корень. Возникает по всей длине шва или на его отдельных участках, а также между слоями при многопроходном способе.
Причины образования непроваров при ручной дуговой сварке разные в зависимости от положения:
в корне — из-за недостаточно большого значения силы тока и значительной скорости процесса;
непровар кромки может происходить вследствие смещения с оси стыкования электрода;
между слоями — когда предыдущий слой не слишком хорошо зачищен.
Непровар сварного шва также может появляться из-за некачественного очищения металла от грязи, окалин, ржавчины, маленького зазора, большой величины притупления, маленького угла кромочных скосов, недостаточного тока, увеличенной скорости процесса, смещения электрода от нужного положения. В соединениях стыковым методом непровар возникает: при одностороннем виде в корне, а при двустороннем — в центре торцевого сечения.
Характерная особенность неполного проплавления — трещины большого размера на его окончаниях. При наличии непроваров уменьшается размер торца шва, возникают очаги напряженности. Если в дальнейшем конструкция будет подвергаться вибрации, то даже небольшого размера непровары способны значительно понизить прочность. Особенно большой вред прочности наносят непровары большого размера. Компенсация разрушающего действия непроваров — проплав или усиление. Еще один вид борьбы с этим дефектом — вырубание непроваренных участков шва, зачищение поверхностей и последующее заваривание.
Нарушение формы
Дефекты сварные включают в себя большую группу нарушений внешней формы соединений сварным способом, включенных в группу под номером 5 и имеющих обозначение 501. К ним относятся отклонения от принятого значения наружной формы шва и его геометрических параметров. Несоответствие формы и размеров принятым параметрам приводит к снижению прочности. Внешний вид соединений становится хуже, что тоже является немаловажным обстоятельством.
Наружные дефекты сварных швов имеют многочисленные причины:
- нестабильность сетевого напряжения;
- скольжение проволоки;
- неравномерность скорости прохождения сварочного процесса как следствие зазоров в узле перемещения при использовании сварочного автомата;
- неправильно выбранный угол, под которым наклоняют электрод;
- затекание жидкого металла в имеющиеся промежутки;
- неодинаковое расположение зазоров на протяженности стыка.
Указанный список можно дополнить многими другими причинами. Косвенно наружные дефекты сварных швов указывают на вероятное наличие внутренних.
Подрезы
Объяснение, что такое подрез в сварке, заключается в следующем определении: это изъян, представляющий собой углубление, находящееся около шва. Уменьшение толщины шва приводит к снижению надежности соединения. Внешне подрез смотрится как усадочная канавка. Они могут располагаться на отдельном участке или по всему протяжению шва.
Начинающие сварщики должны хорошо понимать, что называют подрезом в сварке, поскольку этот изъян происходит часто по их вине при неправильно выбранном значении тока. Другие основные причины появления этого изъяна:
- материал деталей имеет плохую смачиваемость;
- при стыковке — отклонение от оси электрода;
- расположение соединения, вызывающее неудобную позу сварщика;
- недостаточное качество подготовки кромок перед свариванием;
- завышенная скорость проведения работ;
- наклон электрода под неправильным углом.
Ошибочно выбранный угол электрода при сварке часто вызывает такой дефект. Иногда бывает, что угол выбран правильно, но при напряженном положении сварщика у него может устать рука и в положении угла произойдет изменение. При неправильном угле происходит неправильное распределение тепла. Большая его часть достается краям, что ведет к появлению усадочных канавок. Чтобы этого не произошло, более значительная часть тепла должна быть направлена на компоненты соединения, имеющих большую толщину, чем края.
Скорость сварки должна быть умеренной. При повышенном значении часть металла вдавливается в сварочную ванну и, быстро остывая, оставляет углубления. Слишком медленная скорость принесет свои недостатки, поэтому следует выбирать среднее значение.
К способам предотвращения появления подрезов при сварке относятся:
- Улучшить смачиваемость материалов можно предварительным нагревом. Это будет способствовать хорошему растеканию расплавленного металла по канавке и снижает появление очагов напряжения.
- Если соединяются детали разной толщины, то большее количество тепла должно доставаться более толстой.
- Выбор оптимального значения скорости в зависимости от марки свариваемых металлов.
- Если сварка производится в защитном газе, то большую роль играет его правильный выбор. Так, например, углеродистую сталь целесообразно сваривать в смеси их углекислого и инертного газов.
- Выбор диаметра электрода в зависимости от ширины шва. Когда диаметр электрода намного меньше, то придется совершать поперечные движения, имеющие большую амплитуду. Образование подрезов при этом становится неизбежным. Если уменьшение шва невозможно, то сваривать его следует за несколько проходов.
- Чтобы избежать перегрева, ток выбирают в соответствии с толщиной материалов.
- Сварку следует осуществлять короткой дугой.
- Выбранная скорость не должна изменяться.
- Угловые швы выполнять методом «лодочкой».
- Применение инверторов уменьшает появления подрезов.
Образованию трещин способствует повышенное содержание углерода в расплавленном металле, а также кремния, никеля и особенно вредных примесей серы, фосфора и водорода.
Причинами образования трещин чаще всего является несоблюдение технологии и режимов сварки. Это может проявляться, например, в неправильном расположении швов в сварной конструкции, что приводит к высокой концентрации напряжений. Большие напряжения в сварных конструкциях могут возникнуть также при несоблюдении заданного порядка наложения сварных швов.
Подрез сварного шва устраняют путем очищения от загрязнений и шлаков, а затем завариванием тонким швом. После контроля устранения соединение может быть направлено на доработку. Исправлять участок допустимо ограниченное количество раз. Если размеры подрезов не превышают пределы, указанные в нормативных документах, то изделие может быть введено в эксплуатацию.
Превышение выпуклости
Бывает в стоковых и угловых швах. У стокового шва обозначение 502, а у углового — 503.
Дефект представляет собой чересчур большое количество наплавки. На ответственных конструкциях дефект недопустим. Причинами появления служат: низкая скорость, неправильно выбранный режим, недостаточная предварительная подготовка, неудобное расположение шва. Превышающую нормы выпуклость удаляют методом шлифования.
Превышение проплава
К внешнему признаку при визуальном контроле относится чересчур большая выпуклость на корне шва.
Наиболее вероятная причина — плохая подготовка кромок к сварке, а также наличие разного химического состава свариваемых материалов.
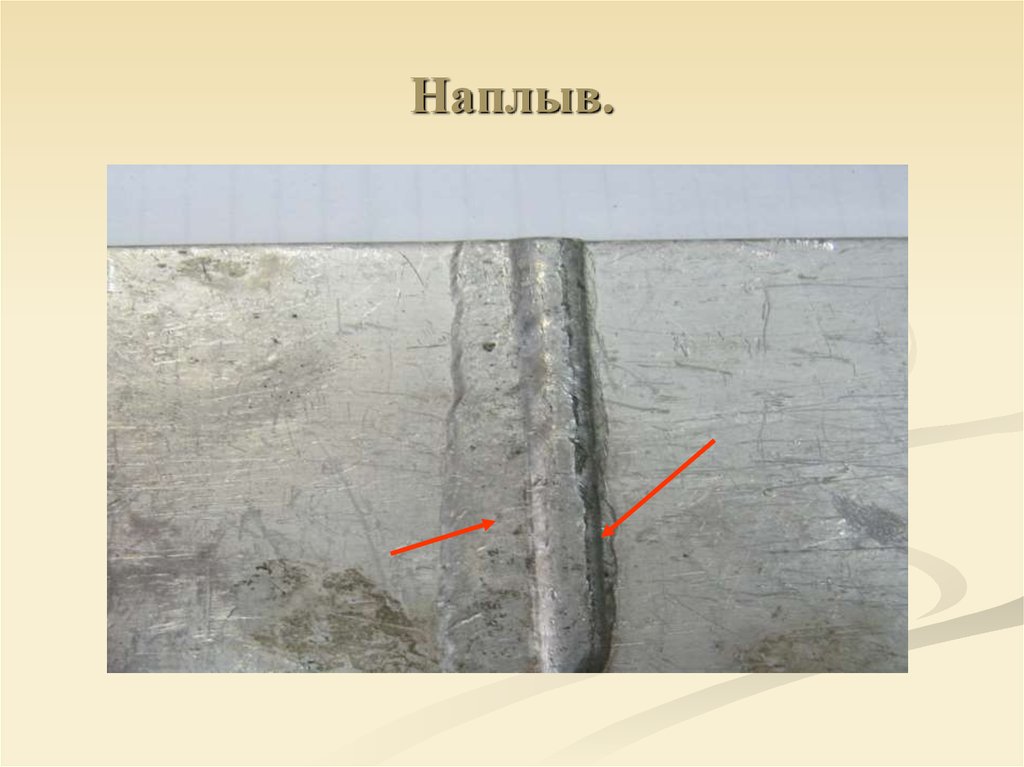
Наплыв
Несмотря на вроде бы знакомое слово, необходимо разъяснение, что такое наплыв в сварке.
По сути, наплыв — это избыток металла после того, как произошло натекание на основной материал. При этом сплавления наплыва с основным металлом не осуществляется. Наплыв хорошо виден при внешнем осмотре. Бывает местным и протяженным. Оставлять этот дефект можно только для конструкций, не имеющих особой важности. Излишек металла устраняют методом шлифовки.
Линейное смещение
Другое название — депланация. Обозначение 507. Заключается в наличие смещения в плоскостях параллельных, но находящихся на разных уровнях.
Применение на конструкциях ответственного значения линейное смещение недопустимо.
Угловое смещение
Дефект является отклонением от нужного угла межу двумя свариваемыми элементами.
Натек
Название этого сварочного дефекта достаточно красноречиво и в особых объяснениях не нуждается. Существует градация в зависимости от пространственного положения: горизонтальном, вертикальном, нижнем, потолочном. А также натек, находящий в углу шва и в соединении нахлестом.
Наиболее часто ему подвержены горизонтальные швы на вертикальной поверхности.
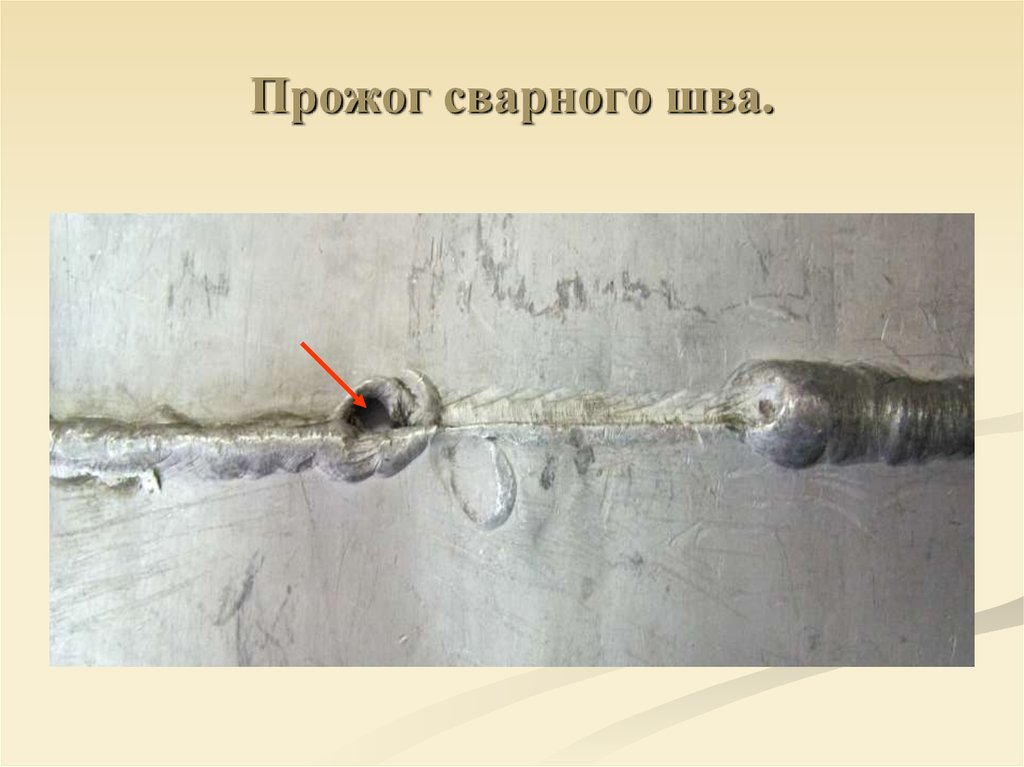
Прожог
Когда в сварочной ванне содержится чересчур большое количество раскаленного металла, он начинает вытекать из нее. При попадании на шов в нем образуются отверстия — то, что называют прожогом. Внешне он выглядит как полость или сквозное отверстие.
В местах, где имеется прожог сварного шва, окислившийся металл приобретает рыхлость, а плотность его понижается, что не идет на пользу сварному соединению. Такой дефект характерен для тонких стенок и первого слоя в многопроходных соединениях.
Причинами возникновения прожога являются:
- неоднородность металла;
- большая скорость процесса;
- большие зазоры;
- нарушение техпроцесса;
- низкая квалификация исполнителя.
Выявить прожег можно визуальным осмотром. Исправление прожогов происходит путем их вырубки, зачистки и заваривания.
Отсутствие симметрии углового шва
Такой вариант признается дефектом, если разница между катетами имеет значительную величину. Характерен для сварки металлов, обладающих разной теплопроводностью. Неудобное положение при сварке также может спровоцировать появление асимметрии. Допускается для неответственных конструкций. Чтобы выровнять катеты на меньшем из них делают подварку.
Неравномерность шва
Заметна при внешнем контроле. Может возникнуть при колебании напряжения, длинной дуге, изменении направления электрода. Чтобы ликвидировать этот дефект более узкие места подваривают, а широкие шлифуют.
К остальным дефектам этой группы относятся: неровная поверхность шва, вогнутость корня, наличие пор в корне, неровность в месте, где сварка была прекращена, а потом продолжилась.
Прочие дефекты
Группа под номером 6, в которой находятся все дефекты, не нашедшие себе место в предшествующих группах. Их общее обозначение — 600.
Случайная дуга
Является местным повреждением поверхности металла, которая прилегает к сварному шву. Случайной названа потому, что вызывается непреднамеренным и непредусмотренном горении дуги.
На ответственных конструкциях является недопустимой, поскольку в дальнейшем при эксплуатации изделия может возникнуть коррозия. Для устранения место ожога зачищают методом шлифования.
Брызги металла
Во время сварки на поверхность материала попадают брызги расплавленного металла и застывают там. Они портят внешний вид соединения. Особенно это важно, когда сваривают такие изделия, как металлическую мебель. Появление брызг возможно при высоком значении тока, длинной дуги. В качестве предупреждения появления этого дефекта производят нанесение на поверхность материала защитного покрытия. Исправляется с помощью шлифовального инструмента. Частным случаем являются брызги вольфрама.
Поверхностные задиры
Появляются при удалении приспособлений, временно закрепленных на металле.
Задир может стать причиной возникновения трещины, особенно, если материал обладает низкой пластичностью. На неответственных конструкциях допустимы. Исправляется зачисткой с помощью шлифовки.
Утонение металла
Дефектом является изменение толщины металла в сторону уменьшения.
Является недопустимым, поскольку при его наличие происходит уменьшение прочности. Изъян хорошо виден, но для уточнения размеров делают измерения. Для ликвидации выполняют наплавку и производят зачистку.
Критичность дефектов
Помимо того, что надо знать дефекты сварных соединений и причины их возникновения, необходимо быть в курсе того, какое влияние они оказывают в дальнейшем на всю конструкцию при ее эксплуатации. Полная классификация дефектов сварных соединений содержит сведения об их критичности. Под этим словом понимается, допустимо ли применение конструкции с обнаруженным дефектом для эксплуатации, необходимо ли предварительное исправление или эксплуатация невозможна в принципе.
Многое зависит от условий, в которых будет использоваться конструкция. Так, например, один и тот же дефект не окажет особого влияния, если изделие будет находиться в помещение, и приведет к разрушению при эксплуатации на улице во время неблагоприятных погодных условиях. Поэтому вопрос, заданный в форме «допускаются ли подрезы сварных швов», будет некорректным. Необходимо точно указать, где планируется использовать конструкцию с таким дефектом.
Допустимые дефекты сварных соединений, как правило, предполагают их исправление. Разработаны многочисленные способы их устранения. Недопустимые дефекты сварных соединений исправлению не подлежат. Часто в требованиях упоминается «ответственность». Это означает, что конкретный дефект не может применяться только в ответственных конструкциях, в других его использование возможно.
По значимости виды дефектов сварных разделяются на:
- критические;
- значительные;
- малозначительные.
Это разделение, в частности, оказывает влияние на выбор метода контроля. Для малозначительных дефектов применять дорогое оборудование нецелесообразно. Зато затраты на критические будет экономически оправданы. Имеет значение и квалификация контролера. Начинающим следует поручить исследование незначительных изъянов.
Дефекты при сварке будут влиять на работоспособность всей конструкции. Поэтому при решении вопроса о годности сварного шва необходимо учесть все факторы, влияющие на допустимость его применения. Во внимание принимаются напряжения, которые возникнут в конструкции, физические характеристики материалов, условия эксплуатации, функции изделия. Основные дефекты сварных швов, признанные допустимыми, подлежат измерению, чтобы правильно выбрать оборудование и режимы на нем.
Интересное видео
Дефекты сварочных швов и причины их образования | Строительный справочник | материалы — конструкции
Все отклонения от технологических параметров, вызванные небрежностью в работе, нарушением режимов и внешними причинами, часто не зависящими от сварщика, могут привести к возникновению дефектов в сварочном шве и околшовной зоне, попадающей в область термического воздействия. К дефектам приводит и нарушение технологических приемов как самого процесса сварки, так и некачественная подготовка, неисправность оборудования, отклонения от норм качества сварочных материалов, влияние погодных условий, низкая квалификация сварщика.
Возникновение дефектов часто связано с металлургическими и тепловыми явлениями, возникающими в процессе образования сварочной ванны и ее кристаллизации (горячие и холодные трещины, поры, шлаковые включения и т.д.; Эти дефекты снижают прочность и надежность сварного соединения, его герметичность и коррозионную стойкость. Все это может оказать значительное влияние на эксплуатационные возможности всей конструкции и даже вызвать ее разрушение.
Дефекты сварочных швов могут быть наружными и внутренними.
Наружные дефекты сварочных швов
К наружным дефектам сварных швов (рис.1) относят нарушение размеров и формы шва, подрезы и другие отклонения, которые могут быть обнаружены при внешнем осмотре сварного соединения.
Нарушение формы и размеров сварного шва чаще всего вызваны колебаниями напряжения в электрической сети, небрежностью в работе или низкой квалификацией сварщика, проявляющейся в неправильном выборе режимов, неточном направлении электрода и методике его перемещения. Дефекты проявляются в неодинаковой ширине сварочного шва по его длине, в неравномерности катета угловых швов, чрезмерной выпуклости и резких переходах от основного металла к наплавленному. Отклонения от размеров и формы сварного соединения, проявляющиеся в угловых швах, связаны с неправильной подготовкой кромок, неравномерной скоростью сварки, а также с несвоевременным контрольным обмером шва. При автоматической и полуавтоматической сварке эти дефекты чаще всего связаны с колебаниями напряжения, проскальзыванием проволоки в подающих роликах, нарушениями режимов сварки.
Непровар — местное отсутствие сплавления между свариваемыми элементами, между основным и наплавленным металлом или отдельными слоями шва при многослойной сварке. Причинами непровара являются некачественная подготовка свариваемых кромок (окалина, ржавчина, малый зазор, излишнее притупление и т.д.), большая скорость сварки, смещение электрода с оси стыка, недостаточная сила тока. В результате непровара снижается сечение шва и возникает местная концентрация напряжений, что в конечном итоге снижает прочность сварного соединения. При вибрационных нагрузках даже мелкие непровары могут снижать прочность соединения до 40%. Большие непровары корня шва могут снизить прочность до 70%. Поэтому если непровар превышает допустимую величину, участок шва подлежит удалению с последующей переваркой.
Подрез — дефект, наиболее часто встречающийся при сварке. Он выражен в виде углубления по линии сплавления сварного шва с основным металлом. В результате подреза происходит местное уменьшение толщины основного металла, что приводит к снижению прочности. Особенно опасен подрез в случаях, когда он расположен перпендикулярно действующим рабочим напряжениям. Подрез возникает обычно при повышенном напряжении дуги с завышенной скоростью сварки, когда одна из кромок проплавляется глубже, жидкий металл стекает на горизонтальную плоскость и его не хватает для заполнения канавки. При сварке угловых швов подрезы возникают в основном из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный разогрев, плавление и стекание металла на горизонтальную полку. В стыковых швах подрезы образуются при сварке на больших токах и при неправильном положении присадочного материала. К подрезу могут привести увеличенные углы разделки кромок. Этот дефект обнаруживается визуально и при отклонениях выше установленной нормы полежит переварке с предварительной зачисткой. Подрезы небольшой протяженности, ослабляющие сечение шва не более чем на 5% в конструкциях, работающих под действием статических нагрузок можно считать допустимыми. В конструкциях, работающих на выносливость, подрезы недопустимы.
Наплыв — проявляется в виде натекания металла шва на поверхность основного металла без сплавления с ним. Наплывы резко изменяют очертания швов и тем самым снижают выносливость констукции. Причиной этого дефекта может стать пониженное напряжение дуги, наличие окалины на свариваемых кромках, медленная сварка, когда появляются излишки расплавленного присадочного металла. Чаще всего наплывы возникают при сварке горизонтальных швов на вертикальной плоскости. При сварке кольцевых поворотных стыков наплывы могут возникать при неправильном расположении электрода относительно оси шва. Наплывы большой протяженности недопустимы.
Прожог — сквозное проплавление обычно возникает из-за большого тока при малой скорости сварки. Проявляется он в виде сквозного отверстия в сварочном шве, которое возникает в результате утечки сварочной ванны. При многослойной сварке прожог возникает в процессе выполнения первого прохода шва. Причинами прожога могут стать — завышенный зазор между свариваемыми кромками, недостаточная толщина подкладки или неплотное ее прилегание к основному металлу, что создает предпосылку для утечки сварочной ванны. Прожог может образоваться при внезапной остановке подачи защитного газа. При сварке поворотных кольцевых стыков прожоги вызываются неправильным расположением электрода относительно зенита. Дефект обнаруживается визуально и переваривается после предварительной зачистки. Ожоги вызываются попаданием жидкого металла на участки, которые находятся вне сварного шва.
Незаваренный кратер — дефект сварного шва, который образуется в виде углублений в местах резкого отрыва дуги в конце сварки. В углублениях кратера могут появляться усадочные рыхлости, часто переходящие в трещины. Кратеры обычно появляются в результате неправильных действий сварщика. При автоматической сварке кратер может появляться в местах выводных планок, где обрывается сварочный шов. Кратеры часто являются причиной начала развития трещин и поэтому недопустимы. Их зачищают и заваривают.
Поверхностное окисление — окалина или пленка оксидов на поверхности сварного соединения. Поверхностное окисление зависит от плохой защиты сварочной ванны, качества подготовки свариваемых кромок, неправильной регулировки подачи защитного газа, его составом, большим вылетом электрода.
Свищ — воронкообразное углубление в сварочном шве, развивающееся из раковины или большой поры. Причиной развития свища чаще всего является некачественная подготовка поверхности и присадочной проволоки под сварку. Дефект обнаруживается визуально и подлежит переварке.
| Рис. 1 Наружные дефекты сварных швов, выявляемые внешним осмотром: А — подрез; Б — наплыв; В — прожог; Г — незаваренный кратер; Д —свищ. | Рис. 2. Трещины в сварном шве и околошовной зоне: А — продольная горячая трещина; Б — холодная трещина в околошовной зоне. |
Внутренние дефекты сварочных швов
Трещины бывают холодные и горячие (рис. 2). Трещины могут быть как наружными, так и внутренними. Это самые опасные дефекты сварного соединения, часто приводящие к его разрушению. Проявляются они в виде разрыва в сварном шве или в прилегающих к нему зонах. Сначала трещины образуются с очень малым раскрытием, но под действием напряжений их распространение может быть соизмеримо со скоростью звука, в результате чего происходит разрушение конструкции. Причинами образования трещин являются большие напряжения, возникающие при сварке. Чаще всего трещины проявляются при сварке высокоуглеродистых и легированных сталей в результате быстрого охлаждения сварочной ванны. Вероятность появления трещин увеличивается при жестком закреплении свариваемых деталей.
Горячие трещины — появляются в процессе кристаллизации металла при температурах 1100 —1300°С вследствие резкого снижения пластических свойств и развития растягивающих деформаций. Появляются горячие трещины на границах зерен кристаллической решетки. Появлению горячих трещин способствует повышенное содержание в металле шва углерода, кремния, водорода, никеля, серы и фосфора. Горячие трещины могут возникать как в массиве шва, так и в зоне термического влияния. Распространяться горячие трещины могут как вдоль, так и поперек шва. Они могут быть внутренними или выходить на поверхность.
Холодные трещины — возникают при температурах ниже 120°С, то есть сразу после остывания сварочного шва. Кроме того, холодные трещины могут возникнуть и через длительный промежуток времени. Причиной появления холодных трещин являются сварочные напряжения, возникающие во время фазовых превращений, приводящих к снижению прочностных свойств металла. Причиной появления холодных трещин может стать растворенный атомарный водород, не успевший выделиться во время сварки. Причинами попадания водорода могут служить непросушенные швы или сварочные материалы, нарушения защиты сварочной ванны.
Поры — представляют собой полости внутри шва, заполненные не успевшим выделиться газом (в первую очередь водородом). Они могут быть округлой или вытянутой формы, а их размеры зависят от размеров пузырьков образовавшихся газов. Поры могут быть одиночными или развиваться целой цепочкой вдоль сварочного шва. Основными причинами появления пор являются: присутствие вредных примесей в основном или присадочном металлах, ржавчина или другие загрязнения, не удаленные со свариваемых кромок перед сваркой. Повышенное содержание углерода также способствует появлению пор. Поры могут появляться при нарушениях защиты сварочной ванны, повышенной скорости сварки. Основной причиной появления пор при сварке плавящимся электродом является отсыревшее покрытие. Одиночные поры не опасны, но их цепочка влияет на прочность сварного соединения. Участок сварочного шва, в котором присутствуют поры, подлежит переварке предварительной механической зачисткой.
Шлаковые включения — это дефекты сварного шва, выраженные в наличии полостей, заполненных не успевшим всплыть шлаком. Образование шлаковых включений происходит при некачественной подготовке свариваемых кромок и присадочного материала, завышенной скорости сварки или плохой защите ванны. При сварке в защитных газах шлаковые включения встречаются редко. Шлаковые включения могут иметь размер до нескольких десятков миллиметров и поэтому являются очень опасными. Участок шва, на котором шлаковые включения превышают допустимые нормы, подлежит вырубке переварке.
Вольфрамовые включения — возникают при нарушении защиты сварочной ванны при сварке неплавящимся вольфрамовым электродом. Кроме этого вольфрамовые включения возникают при коротких замыканиях или завышенной плотности тока. Особенно часто встречаются вольфрамовые включения при сварке алюминия и его сплавов, в которых вольфрам нерастворим.
Оксидные включения — образуются в результате образования труднорастворимых тугоплавких пленок. Чаще всего они возникают вследствие значительных поверхностных загрязнений или при нарушениях защиты сварочной ванны. Являясь прослойкой в массиве шва, оксидные включения резко снижают прочность сварного соединения могут привести к его разрушению под приложенной в процессе эксплуатации нагрузкой.
виды, способы контроля и устранения
Сварные металлоконструкции активно используются в разных сферах жизнедеятельности. Но в процессе сваривания отдельных элементов в цельные конструкции могут возникать дефекты сварных швов и соединений, которые негативно сказываются на прочности и безопасности эксплуатации готовых металлоизделий.
Что такое дефекты сварных соединений
Размерные параметры сварного соединения четко определены государственными стандартами, при этом свой ГОСТ есть у каждого вида сварки. Любые отклонения от установленных нормативно-техническими документами показателей считаются дефектами. Возникают они как при проведении сварочных работ, так и при нарушении требований в процессе подготовки соединяемых элементов и сборке конструкций в единое целое.
Виды дефектов сварочных швов
В силу разных обстоятельств сварочные стыки могут иметь повреждения, влияющие на их прочностные характеристики. Все виды дефектов сварных соединений разделяются на три основные группы:
- наружные дефекты. К данной группе относят неравномерность формы стыкового соединения, наплывы, трещины, прожоги металла, подрезы шва, кратеры и другие изъяны, возникающие на поверхности. Обнаружить их можно при визуальном осмотре;
- внутренние дефекты. Это может быть некачественное сплавление металла, пористость и трещины, сторонние включения (оксидные, шлаковые и неметаллические) и другие, находящиеся внутри шовного соединения;
- сквозные дефекты. Сюда относят трещины, подрезы, прожоги и другие повреждения, которые изнутри проходят на внешнюю поверхность сквозь шовное соединение.
Дефекты любого вида не допускаются в сварных соединениях и подлежат устранению, особенно касается это случаев, когда металлоконструкции выступают составляющими элементами несущих конструкций и должны выдерживать интенсивные нагрузки.
Характеристики и причины основных дефектов сварки
Не в каждом случае качество сварки соответствует установленным требованиям. Классификация дефектов сварных соединений в полном составе изложена в ГОСТ 30242-97. Но среди всех обозначенных в документе изъянов выделяют основные, которые чаще обычного выявляются при контроле и обследовании соединительных стыков.

Трещины

Для сварочных швов наибольшую опасность представляют трещины. Они способны спровоцировать мгновенное разрушение металлических конструкций и привести к трагическим последствиям.
Причинами появления трещин могут быть:
- неправильное расположение стыков;
- резкое охлаждение места сварки;
- неправильный выбор материалов;
- кристаллизация металла вследствие чрезмерно высоких температур.
По размеру различают микро- и макротрещины, по типу образования – поперечные, продольные и радиальные.
Вне зависимости от видов и причин возникновения трещины – это недопустимые дефекты сварных соединений металла.
Подрезы

Это образующиеся на наружной поверхности шовного валика продольные углубления. Если на шве есть подрез, то в месте его появления уменьшается сечение шва, а также образуется очаг концентрации напряжения.
Превышенная величина сварочного тока – основная причина появления таких дефектов. Довольно часто наблюдаются подрезы в горизонтальных швах.
Наплывы
Это натекший на поверхность избыток металла, который не имеет должного сплавления с соединяемой поверхностью. Часто наплыв возникает при сварке стыковых или угловых швов в горизонтальном положении. Образуется при недостаточном прогреве основного металла, избытка присадочного материала, наличия окалин на соединяемых кромках.
Прожоги
Такие дефекты являют собой сквозное отверстие, возникшее вследствие вытекания из сварочной ванны расплавленного металла. В данном случае с другой стороны отверстия как правило образуется натек.
Прожог может быть вызван слишком медленным передвижением электрода по линии сваривания, повышенным сварочным током, неплотным прилеганием к основному металлу прокладки или же недостаточной ее толщиной, большим зазором между соединяемыми кромками.
Непровары

Если на сварочном шве обнаружены локальные несплавления между основным и наплавленным металлом, то дефект такого типа называют непровар. Он существенно понижает прочностные свойства шва и соответственно всей конструкции.
Причины непроваров состоят в следующем: чрезмерно высокая скорость сваривания, некачественная подготовка кромок к сварному процессу, наличие ржавчины, окалин и других загрязнений на соединяемых поверхностях.
Кратеры

Образующиеся вследствие обрыва сварочной дуги углубления в соединительном валике называют кратерами. Такие изъяны существенно уменьшают сечение стыка, что негативно сказывается на прочности. Кратер опасен тем, что внутри него могут находиться усадочные рыхлости, приводящие к появлению трещин.
Свищи

Поверхностные дефекты в виде полости. Понижают прочность соединительного стыка и провоцируют образование трещин. Свищи имеют произвольную форму, могут возникать как на внешней поверхности, так и внутри шва.
Пористость

Поры – это заполненные газами полости, образующиеся при повышенном газообразовании внутри металла. Возникают при наличии разнообразных загрязнений на свариваемых поверхностях, при повышенной скорости сварки, а также повышенной вместительности углерода в используемом присадочном материале.
Посторонние включения
Качество шва существенно ухудшают сторонние включения – оксидные, шлаковые, вольфрамовые, флюсовые и другие включения. Главная ошибка, приводящая к их наличию – неправильный режим сварки. Любое из присутствующих включений понижает прочность и надежность соединения и подлежит устранению.
Причины появления дефектов
Каждый из всех встречающихся дефектов возникает вследствие конкретных факторов. При этом выделяют причины образования дефектов сварных соединений общего характера:
- использование некачественных расходных материалов для сваривания элементов;
- несоблюдение сварочных технологий;
- низкое качество металла, из которого создаются конструкции;
- некачественное или неисправное оборудование;
- неправильный режим сварки;
- технологические ошибки, вызванные низкой квалификацией сварщика.
Чтобы металлоконструкции получались качественными и выносливыми, следует строго соблюдать нормы сваривания и доверять работы профессиональным сварщикам.
Методы выявления дефектов
Выявление дефектов сварных соединений осуществляется следующими способами:
- визуальный осмотр и обмер стыковочных швов;
- испытания стыков на непроницаемость;
- определение дефекта сварного соединения специальными приборами;
- испытания образцов на прочность в лабораторных условиях.
Осмотр сварочного шва осуществляется только после очистки его от шлака, устранения застывших брызг металла и других типов загрязнений. Проверке подлежат размеры и правильность формы соединений, наличие или отсутствие прожогов, кратеров, трещин, свищей и других погрешностей.
Испытание непроницаемости позволяет выявить дефекты сварных соединений трубопроводов, например, поры, трещины, сквозные непровары. Проверяются конструкции несколькими способами:
- обдуванием или заполнением швов воздухом;
- поливом струей воды или наполнение отсеков водой под давлением;
- смазыванием швов керосином.
Если в ходе проверки обнаружен дефект, то деталь возвращается на дополнительную обработку.
Способы устранения дефектов
Любой сварочный процесс сопровождается образованием дефектов, вне зависимости выполняется он инвертором, полуавтоматом, трансформатором или другим оборудованием. При этом выделяют недопустимые и допустимые дефекты сварных соединений, по сложности которых определяется пригодность или непригодность конструкции к дальнейшей эксплуатации.
Способы устранения дефектов сварных соединений выбираются с учетом типа обнаруженного повреждения:
- прожоги исправляют тщательной зачисткой стыка с последующей его заваркой;
- для устранения подрезов выполняется наплавка тонкого соединения по всей линии дефекта;
- исправление трещины осуществляется методом ее полного рассверливания, вырубкой шва на проблемном участке, очисткой поверхностей и повторным завариванием с соблюдением сварочной технологии и действующих нормативов;
- непровары удаляются путем их вырезания и повторного сваривания;
- свищи и кратеры вырезаются до достижения основного металла, после чего по-новому завариваются;
- наплывы аккуратно срезаются, но при этом обязательно следует проверить срез на предмет наличия непровара;
- деформация при сварке устраняется термическим или термомеханическим способом;
- все типы дефектов с посторонними включениями устраняют вырезкой и завариванием.
Если в ходе обследования обнаружены технологические дефекты сварных соединений труб, то устранять их следует строго в соответствии нормативных требований одним из методов:
- механическим без последующей заварки;
- механическим с завариванием места выборки;
- вырезкой участка трубы, на котором присутствует дефект;
- полным удалением шовного соединения и выполнением нового.
При проверке на прочность и герметичность газораспределительных сетей разрешается исправлять дефекты сварных соединений газопроводов в случае, когда сварочный процесс выполнялся дуговой сваркой и не допускается при сваривании газовой сваркой.
Методы контроля сварных соединений
Тот факт, что влияние дефектов на качество сварной металлоконструкции максимизирует риски разрушения изделий доказывать не нужно. Чтобы в процессе сваривания получать действительно надежные, прочные и выносливые конструкции, после завершения работ должен проводиться контроль качества сварных соединений.
Осуществляется контроль сварочных швов поэтапно:
- предварительный. Включает проверку марки металла, качества заготовок, кислорода, присадочной проволоки и других расходных материалов;
- контроль в ходе сварочных работ. Подразумевает постоянные проверки режима сварки, исправности оборудования, осмотр швов и измерение их специальными шаблонами. При выявлении отклонений от установленных стандартов сразу же можно провести удаление дефектов сварных соединений;
- контроль готовой конструкции. Внешние дефекты можно увидеть при обычном осмотре. При необходимости стыки проверяются на плотность, а также подвергаются другим испытаниям.
Все методы контроля сварных соединений разделяются на две группы – разрушающие и неразрушающие. Как правило для выявления дефектов применяются неразрушающие методы, к которым принадлежат:
- внешний осмотр:
- ультразвуковая дефектоскопия;
- магнитный контроль;
- цветная дефектоскопия;
- радиационная дефектоскопия;
- капиллярная дефектоскопия;
- контроль стыков на проницаемость и другие методы обнаружения дефектов сварных соединений.
Методы разрушающего контроля подразумевают испытания отобранных образцов и применяются в основном при необходимости получить параметры сварного шва и зоны термического влияния. Контроль осуществляется химическим анализом, механическими и металлографическими испытаниями.
Заключение
Чтобы сварочный шов по всем параметрам соответствовал стандартам качества и заданным требованиям, то начиная с подготовки подлежащих соединению элементов и до окончания сварочного процесса необходимо осуществлять контроль. Это позволит предотвратить основные дефекты сварных соединений или же оперативно их устранить.
ультразвуковая дефектоскопия и контроль соединений
На чтение 10 мин. Просмотров 23.1k. Опубликовано Обновлено
Дефекты негативно влияют на качество и долговечность изготовленной металлоконструкции, провоцируя ее деформацию и разрушение со временем.
Поэтому сварку нужно выполнять таким образом, чтобы созданные соединения получались максимально качественными и аккуратными, лишенными недостатков.
Если же справиться с этой задачей мастерски не вышло, стоит поинтересоваться, существуют ли надежные способы устранения дефектов при сварке и изучить их.
Что такое дефекты сварочных соединений?
Дефекты сварных швов ‒ это изъяны на поверхности или внутри созданного путем применения сварочного оборудования шва.
Они могут иметь разную степень выраженности, форму, размер и приводят к снижению полезного срока , могут влиять на ее эксплуатационные параметры, поэтому крайне нежелательны в работе.
Внешние дефекты сварных швов.Появление сварочных изъянов можно объяснить разными причинами:
- Созданные соединения могут иметь низкое качество, если мастер не обладает большим опытом выполнения сварочных операций: нарушает технологию электродуговой, аргоновой, лучевой сварки, пренебрегает подготовительным процессом, термообработкой узлов, путает схему сборки деталей, выбирает неверный режим функционирования сварочного аппарата при лазерной сварке и т. п.
- Также неважные показатели швов могут являться следствием применения кустарно изготовленного или неисправного оборудования при ручной электродуговой сварке, низкокачественного металла, дешевых расходных материалов.
Все шовные дефекты называются по-разному и условно делятся на несколько групп, каждая из которых отличается определенным видом и особенностями:
- наружные;
- внутренние;
- сквозные.
Особенности недостатка определят наиболее подходящий способ его исправления. Для предупреждения подобных проблем в дальнейшем сварщику важно провести работу над ошибками и уяснить, что в его работе повлекло столь печальные результаты.
[box type=”info”]Важно! Не каждый проблемный участок шва считается недопустимым недостатком. Исходя из перечня требований, предъявляемых к сварным соединениям и металлоконструкции в целом, существуют допустимые дефекты.[/box]Это такие изъяны, которые не способны влиять на качество сварочного соединения. Но их количество в любом варианте должно быть минимальным, чтобы срок службы изделия был максимальным.
https://youtu.be/g8DD8I_lemQ
Видовое разнообразие дефектов
Неопытный сварщик в процессе создания сварных стыков полуавтоматом может столкнуться с разными видами дефектов сварки. Они отличаются внешними характеристиками и появляются вследствие нарушения технологии сварки: , электродуговая ручная сварка, автомат и т.п.
Причины дефектов сварных швов.Такие проблемы важно хорошенько изучить, что позволит не допускать порчу свариваемых деталей при ручной дуговой сварке и реализации иных технологий создания соединений металлоконструкций в дальнейшем.
- наружные: трещины, подрезы, наплывы, кратеры, окалины, сварные раковины;
- внутренние: пористая структура, недостаточная провариваемость, посторонние включения;
- сквозные: трещины, прожоги.
Наружные недостатки имеют такое название, так как находятся на лицевой стороне соединения и видимы глазу. Для их обнаружения достаточно провести визуальный осмотр детали. Внутренние дефекты располагаются внутри сварочного соединения, поэтому сразу не заметны.
Определить наличие данной проблемы можно с помощью дефектоскопии сварных швов, включая ультразвуковую, механическую и рентген обработку. Наиболее катастрофичны сквозные изъяны, поскольку их устранение не всегда осуществляется на 100%.
Наружные дефекты
При нарушении технологии сварки и применении расходного материала неважного качества можно получить следующие дефекты сварки: наплывы, подрезы, незаваренные кратеры, поверхностные поры, прожоги, трещины и т.п.
Наплывы являются результатом стекания расплавленного металла сварной проволоки на нерасплавленный основной металл конструкции или предварительно осуществленный валик.
Такие недостатки могут иметь местный характер и проявляться отдельными зонами, а могут приобретать вытянутую форму и занимать приличную площадь на металлоизделии.
Основная причина появления наплывов заключаются в следующем:
- сварщик неверно выставил силу тока при длинной дуге и ошибся с подбором скорости работы оборудования;
- был выбран чрезмерно большой наклон плоскости, на которую накладывался сварной шов;
- электрод неправильно вели, или он изменил свое первоначальное положении при выполнении кольцевых швов под флюсом;
- сварщик имел недостаточный опыт или работал в неудобном пространственном положении: вертикальном или горизонтальном.
Подрезы являются углублениями на поверхности основного , идущими по краям сварного шва. Глубина подреза может колебаться в пределах 0,1-1 мм.
Причинами, по которым образуются такие дефекты сварных соединений, являются:
- ток чрезмерно высокой силы;
- напряжение дуги свыше нормы;
- неудобная поза сварщика в пространственном плане;
- небрежно выполненная сварка.
Наличие такой погрешностей опасно, поскольку подрезы способны уменьшить рабочую толщину металла в местах соединения металлических деталей, спровоцировать появление местной концентрации напряжений от рабочих нагрузок и стать причиной деформации сварных швов со временем.
 Наименования дефектов сварного шва.
Наименования дефектов сварного шва.Также отметим, что подрезы стыковых и угловых швов, располагающиеся поперек действующих на них сил, могут вызвать резкое снижение вибрационной прочности соединений.
Кратер ‒ вмятина, появляющаяся в случае резкого обрыва дуги в конце сварки. Очень часто такая проблема возникает при создании коротких швов.
Размер кратера определяется величиной сварного тока:
- при ручном методе сварки его диаметр составляет 3-20 мм;
- при автоматической сварке кратер приобретает форму удлиненной канавки.
Прожоги представляют собой проплавление основного или наплавленного металла, на котором иногда образуются сквозные отверстия.
Причиной возникновения данных дефектов являются:
- недостаточное притупление кромок, большой зазор между ними;
- завышенный сварочный ток или мощность горелки на фоне невысоких скоростей сварки;
- недостаточного поджатия флюсовой подушки, медной подкладки при автоматической сварке;
- при чрезмерно длительной сварке, недостаточном усилии сжатия, при наличии загрязнений на поверхностях сварных деталей, проволоки при точечной и шовной контактной сварке.
Особенно часто можно наблюдать прожоги при сварке тонкого металла, при организации первого прохода многослойного сварного шва. Такие дефекты можно устранить, но даже после этого соединение не приобретает удовлетворительные характеристики и эстетический вид.
Поэтому стоит изначально прилагать все усилия, чтобы не допустить появления подобных дефектов на поверхности сварного шва.
На заметку! Отдельно стоит отметить такой дефект, как трещина сварного соединения. Ответим, что называют трещиной: нарушение плоскости металла, спровоцированное охлаждением, воздействием нагрузок. Она может относиться и к наружным, и к внутренним дефектам сварки.
Обнаружить наружные дефекты на сварных швах можно с помощью визуально-измерительного контроля, капиллярной дефектоскопии, а также иными способами неразрушающего контроля: рентген, ультразвук.
Внутренние дефекты
 Разновидности сварных соединений.
Разновидности сварных соединений.К внутренним дефектам сварки причисляют:
- Холодные трещины.
Появляются исключительно после остывания и затвердевания сварного соединения вследствие его несоответствия действующим нагрузкам. - Горячие трещины.
Проявляются в момент нахождения металла сварного соединения в состоянии между температурой плавления и отвердевания ввиду применения низкокачественной присадки, неверной технологии заварки кратера, из-за резкой остановки сварочного процесса, вследствие прожогов при сварке. Такие дефекты могут иметь несколько типов расположения: вдоль и поперек соединения металлических деталей. - Поры.
Могут возникнуть при любой технологии сварки из-за наличия загрязнений на поверхности соединяемых деталей, неважной защиты сварной ванны потоком газа, маслом, краской, сварки несовместимых сплавов, ржавчины и окисления металла. Поры различаются по размерам и, зачастую, имеют хаотичное распределение по сварному шву: располагаются как внутри соединения, так и на его поверхности.
Устранение выявленных дефектов сварочных швов, незаметных глазу, необходимо осуществлять после определения основных причин, спровоцировавших появление дефекта, вне зависимости от того факта, осуществлялась технология или применялся иной вид выполнения сварочных операций.
Это позволит подобрать наиболее эффективный метод борьбы с проблемой и не допустить таких ошибок в будущем.
Сквозные
Сквозные дефекты представляют собой отверстия в металлической детали, которое образуется вследствие неправильной сварки. Мастер выбирает неверный режим работы сварочного аппарата и прожигает металл насквозь.
[box type=”warning”]Также такие проблемы возникают при резкой остановке сварки, выполнении операций на сквозняках, работе с тонким металлом.[/box]Дефекты контактной сварки сквозного типа – это:
- подрез при выполнении сварки;
- трещина;
- прожог.
Как обнаружить сварные дефекты?
Обнаружить дефект сварного соединения можно следующими способами:
- визуальный осмотр осуществляется при помощи увеличительного прибора и позволяет обнаружить даже крохотные дефекты точечной сварки;
- дефектоскопия сварных швов – метод диагностирования качества сварного шва, основанный на склонности специального материала менять свой цвет в момент, когда он соприкасается с текучим материалом, к примеру, с керосином;
- метод – выполнение измерений искажения магнитных волн;
- УЗК – проверка ультразвуком предполагает использование специальных ультразвуковых дефектоскопов, способных измерить степень отражения звуковых волн;
- радиационный метод осуществляется путем просвечивания сварного шва рентгеном, получением снимка, описывающего все детали проблемного участка.
 Наплывы на внутренней и внешней стороне сварного шва.
Наплывы на внутренней и внешней стороне сварного шва.Цветная дефектоскопия и ультразвуковой контроль сварных соединений считаются наиболее эффективными методами выявления дефектных сварных соединений, но осуществить их в бытовых условиях практически невозможно.
Устранение недостатков сварных швов
Практически все дефекты сварных соединений, за исключением наиболее незначительных по размеру, требуют устранения.
Если этого не сделать, эксплуатационные параметры швов и самой металлоконструкции значительным образом ухудшатся: наличие дефектов сварки может привести к деформации металла, его скорого разрушения при механическом давлении.
Разновидности недостатков определят методы борьбы с ними.
 Виды дефектов сварных соединений.
Виды дефектов сварных соединений.Поэтому охарактеризуем самые распространенные дефекты сварки и способы их устранения:
- Отклонения параметров швов от норм по ширине, высоте, катету, перетяжки соединений.
Выявляются путем осуществления внешнего осмотра швов, анализ их размеров при помощи шаблонов. Устранить дефект можно путем срубания излишков металла, зачистки швов, подварки узких мест соединения. - Подрезы представляют собой углубление по линии сплавления рабочего и основного металла.
Найти проблему поможет внешний осмотр швов, а устранить ее получится, если выполнить качественную зачистку места подреза и подварку самого шва. - Пора сварного шва представляет собой полость округлой формы с газом.
Иногда несколько пор соединяются в цепочку. Способ выявления и методы устранения дефектов такого рода: визуальный осмотр, осмотр излома шва. - Свищи в форме воронкообразного углубления выявляются при внешнем осмотре, удаляются рубкой, строжкой с дальнейшей зачисткой и подваркой.
- Непровар появляется из-за недостаточного расплавления кромок сварного соединения.
Устранить дефект можно после визуального выявления, выяснения причины образования непроваров. Не допустить использование бракованной детали позволит метод контроля при лазерной сварке, а устраняется непровар вырубкой и выстрагиванием, зачищением и подваркой. - Наплывы на сварных швах имеют вид натекания металла сварного шва на поверхность рабочего металла.
Эффективно выявляются и устраняются путем проведения внешнего осмотра, подрубки и удаления наплыва, а непроваренные участки потребуется подварить. - Шлаковые включения ‒ дефекты в виде вкрапления шлака.
Выявить такую проблему и устранить ее можно при помощи визуального анализа детали, рентгено- и гаммаконтроля, контроля ультразвуковым агрегатом, магнитографическим оборудованием. Шлак из дефектного участка потребуется удалить, зачистить, подварить.
Подведем итоги
Дефекты сварочных швов возникают при нарушении технологии сварки и ставят под угрозу стабильность сварочного шва и функциональность всей металлоконструкции.
По этой причине уважающему себя мастеру важно выучить основные дефекты швов ‒ появления пор, наплывов, прогаров и т.п ‒ и причины их образования при сварочном процессе.
Это позволит подобрать максимально эффективное решение для устранения недостатков соединений при точечной сварке, использовании лазера, электрической дуги, аргона и т.п.
подрез, свищ, непровар, наплыв, перегрев, трещина, прожог

Существуют несколько способов, помогающих отличить металл от шлака: Цвет. В процессе сварки под действием

Цветная дефектоскопия сварных швов относится к методу капиллярной дефектоскопии неразрушающего контроля. В ее основе

Тесты сварных соединений механическим методом используются для выявления их характеристик. Механические исследования чаще всего

Во время соединения металлов путем сваривания внутри шва или на его поверхности за счет

Радиография сварных соединений относится к методам неразрушающего контроля. Радиографический контроль предназначен для обнаружения в

Разрушающий контроль – исследование качества сварного соединения по воздействию на материал, при котором происходит
Дефекты сварных соединений, контроль сварочных швов и устранение недостатков
Сварка относится к числу основных процессов большинства машиностроительных производств. Кроме того, сварка часто применяется в быту для соединения металлических конструкций, поскольку имеет преимущества перед другими способами.
К плюсам метода стоит отнести:
- Обеспечивает лучшую герметичность при соединении трубопроводов, чем резьбовые соединения.
- Снижает материальные затраты на закупку метизов при изготовлении оград, лестниц и прочих металлических конструкций.
- Органично смотрится в составе сборных металлических изделий, поскольку качественно выполненный сварной шов всегда аккуратен. За счет этого сварка широко применяется при производстве высокохудожественных металлических конструкций, в том числе для соединения элементов, выполненных с помощью художественной ковки.
Но сварные швы не всегда бывают выполнены качественно. Это становится особенно заметно, если в сварке одного изделия вместе принимали участие мастер с большим производственным опытом и новичок. Профессионально выполненный шов при визуальном осмотре никогда не вызовет вопросов, в отличие от свисающих наплывов или непроваренных участков шва, сделанного новичком. А ведь это только внешняя картина. Важно и то, в каком состоянии находится металл внутри. От этого очень сильно зависит прочность сварного соединения и другие характеристики.
Рассмотрим дефекты, которые могут возникать в сварных швах, причины их возникновения, способы недопущения их появления, а также варианты устранения.
Причины возникновения дефектов
Есть два типа факторов, влияющих на качество сварочных работ:
- Объективные — имеющие отношение к свойствам свариваемых материалов, поведению металлов в условиях, диктуемых технологическим процессом. Недаром одной из важных характеристик любого сплава является свариваемость. Иногда возникает необходимость сварить материалы с плохой свариваемостью. Такие задачи иногда ставятся в мелкосерийном или единичном производстве. Даже при полном соблюдении требований технологического процесса может сохраняться определенный процент брака, который приходится официально считать допустимым.
- Субъективные — зависящие от исполнителей. Причем к исполнителям следует относить не только рабочих, выполняющих сварку, но и технологов, которые несут ответственность за правильность параметров технологического процесса, верный выбор оборудования и режимов сварки.
Основными субъективными причинами возникновения дефектов сварочных швов являются:
- ошибки при подготовке свариваемых поверхностей;
- применение инструмента, отличного от указанного технологом;
- неисправность сварочного инструмента;
- малый опыт работы и низкая квалификация сварщика;
- отступление от требуемых режимов сварки.
Виды дефектов сварных швов
Дефекты сварных соединений принято делить на две группы:
- Внешние, наличие которых становится очевидным при осмотре шва невооруженным глазом.
- Внутренние, выявление которых требует применения специальных приборов контроля.
В некоторых источниках сквозные дефекты выделяют в отдельную группу, однако с научной точки зрения они относятся к внешним, поскольку выявляются при осмотре.
Внешние недостатки
Поскольку внешние дефекты являются видимыми, они связаны с нарушением геометрии шва и прилегающих участков материала. При ручной сварке в подавляющем большинстве случаев брак связан с низкой квалификацией сварщика или небрежностью при выполнении работ. Часто можно наблюдать ошибки в направлении электрода и его перемещении. При автоматической сварке брак может быть вызван работой на неисправном сварочном оборудовании.
Наиболее часто встречаются следующие виды внешних дефектов:
- Отклонение по ширине и высоте. В качестве основных причин возникновения обычно выступают плохая подготовка свариваемых кромок и неудовлетворительная их подгонка, неравномерное перемещение электрода, отступление от необходимых режимов. Данный дефект не только портит внешний вид изделия, но и снижает механические характеристики, ведь наплавленный металл остывает неравномерно, что может приводить к возникновению внутреннего напряжения и даже пластическим деформациям.
- Наплывы. Являются основной проблемой многих новичков, недавно освоивших профессию сварщика. Возникают в процессе чрезмерного натекания металла электрода на стыкуемые поверхности без сплавления. Возникновению наплывов способствует наличие окалины на свариваемых элементах, что свидетельствует о плохой подготовке поверхностей. При недостаточной скорости перемещения электрода образуются излишки расплавленного металла, который затвердевает без соединения с основным материалом. Низкое напряжение дуги, длинная дуга, завышенный ток также могут стать причиной появления наплывов. Даже смещение электрода относительно оси выполняемого сварного шва может привести к этому распространенному дефекту. Стоит отметить, что наплывы не всегда влияют на механические свойства и герметичность соединения. Поэтому в отдельных случаях допускается эксплуатация сварных соединений с наплывами, если внешний вид изделия не имеет особой важности.
- Подрез — дефект, который можно считать противоположным наплыву. Представляет собой канавку по обе стороны от сварного шва. В результате происходит местное снижение толщины, отрицательно сказывающееся на прочностных характеристиках изделия. Подрез может возникать при завышении скорости сварки, большом напряжении. Если при выполнении углового шва между горизонтальной и вертикальной поверхностями сместить электрод выше оси шва, расплавленный металл будет интенсивно стекать вниз, а выше оси возникнет подрез.
- Непровар — еще один распространенный вид дефекта, возникающий чаще всего по вине неопытного сварщика. Непровар заключается в отсутствии сплавления между стыкуемыми элементами или между наплавленным металлом и основным материалом. При многослойной сварке возможно возникновение непровара между отдельными слоями. Основными причинами появления этого брака являются плохая подготовка поверхностей, наличие ржавчины или окалины, заниженный зазор между стыкуемыми поверхностями, завышенная скорость сварки, смещение электрода относительно выполняемого шва, заниженная сила тока. Непровар резко снижает прочность сварного соединения, а для герметичности часто является критичным.
- Незаплавленные углубления. Их называют кратерами. Представляют собой углубления, образующиеся обычно в местах резкого отрыва дуги. Могут сопровождаться усадочными рыхлостями, которые становятся причиной образования трещин.
- Наружные трещины. Могут располагаться как продольно, так и поперечно. Образуются не только в наплавленном, но и в основном металле. В последнем случае они располагаются в зоне термического влияния сварки, то есть близко к шву. Причиной образования трещин могут стать напряжения, возникающие при неравномерном нагреве и охлаждении. Наличие пор и непроваров может спровоцировать возникновение трещин.
- Прожог — сквозное проплавление, сопровождающееся вытеканием жидкого металла с изнаночной стороны выполняемого шва. Возникают прожоги обычно ввиду больших значений тока, увеличенного зазора между стыкуемыми кромками или плохой их подгонки, низкой скорости перемещения электрода.
Внутренние дефекты
Наличие в сварном шве внутренних дефектов не всегда является очевидным. Скрытый брак особенно опасен, поэтому все сварные соединения должны подвергаться тщательному контролю.
Рассмотрим основные виды внутренних дефектов:
- Поры. Появляются при поглощении расплавленным металлом водорода, окиси углерода и других газов, которые не успели выделиться на поверхность металла при его застывании. Поры представляют собой пузырьки, заполненные газом. Обычно возникают при неправильно подобранных электродах или их хранении во влажной среде, наличии в месте стыковки ржавчины или окалины.
- Окислы и включения шлака. Образуются при чрезмерно длинной дуге. Существенно снижают прочностные характеристики шва. В ответственных конструкциях допускаются лишь единичные включения.
- Непровар корня или кромки шва. По своей сути сходен с внешним непроваром, но визуально незаметен, так как находится в толще металла.
- Внутренние трещины. Механизм появления аналогичен возникновению наружных трещин.
- Перегрев. Суть дефекта — в крупнозернистом строении. Крупные зерна имеют меньшую поверхность сцепления между собой, вследствие этого снижаются прочность и пластичность. Иногда этот дефект поддается исправлению термообработкой.
- Пережог — появление окисленных зерен, сцепление которых между собой существенно ослабевает, что резко увеличивает хрупкость. Пережог, в отличие от перегрева, является неисправимым браком.
Методы контроля
Для предупреждения появления дефектов должен проводиться систематический контроль на всех этапах производства: до, в процессе сварки, и после окончания.
- Перед сваркой проверяется подготовка стыкуемых поверхностей, их геометрия.
- В процессе — тщательно контролируется соблюдение всех параметров технологического процесса, в том числе режимов сварки.
- После сварки следует контроль готового изделия.
Основные способы выявления дефектов сварных швов:
- Визуальный осмотр и проверка геометрии. Предполагается использование лупы для обнаружения мелких поверхностных трещин и пор. Участок металла зачищается наждачной бумагой и протравливается раствором азотной кислоты. Образуется матовая поверхность, на которой трещины более заметны. После осмотра остатки кислоты удаляют.
- Испытание механических свойств. Вместе с изделием производят сварку образцов, которые направляют в лабораторию для определения временного сопротивления, относительного удлинения, ударной вязкости.
- Контроль макроструктуры. Проводится на образцах, прошедших шлифовку и протравливание.
- Контроль микроструктуры. Проводят на образцах с применением микроскопа. Данный метод исследования позволяет обнаружить пережог, окислы границ зерен, изменение структуры металла, микротрещины.
- Гидравлические и пневматические испытания. Применяются для контроля сосудов и трубопроводов.
- Рентгеновский контроль. Просвечивание рентгеновскими лучами позволяет выявить поры, непровары, трещины, шлаковые включения.
- Ультразвуковой контроль. Производится с помощью ультразвукового дефектоскопа. Высокочастотные колебания проникают в металл и отражаются от трещин, пор и других дефектов.
- Контроль на наличие межкристаллитной коррозии. Проводят только для изделий, подвергающихся воздействию агрессивных сред.
Способы устранения дефектов
Зачастую выявленные дефекты сварочных швов не подлежат устранению и ведут к браковке изделия. Разумеется, никто не будет выбрасывать секцию ограды с наплывами, но для ответственных деталей контроль всегда необходим жесткий.
Некоторые дефекты вполне можно устранить:
- Наплывы удаляют механическим путем с применением абразивного инструмента.
- Крупные трещины подлежат заварке. Место появления трещины засверливается и зачищается с помощью абразива.
- Мелкие трещины и непровары ликвидировать сложнее. Обычно требуется полное разрушение выполненного шва, новая тщательная зачистка и повторная сварка.
- Подрезы устраняют наваркой тонких слоев металла.
- Перегрев возможно устранить при определенных режимах термической обработки.
После устранения всех недостатков деталь подлежит повторному, еще более тщательному контролю, который позволит удостовериться, что дефекты отсутствуют. В случае повторного обнаружения недостатков допускается произвести дополнительные исправления. Однако повторять такие процедуры можно не более трех раз, иначе высока вероятность резкого снижения механических свойств материала.
Зачастую трудно выполнить сварку совсем без дефектов. Однако постоянная практика и неукоснительное соблюдение технологии позволят свести их количество к минимуму. А знание теоретической базы поможет правильного организовать технологический процесс с целью получения изделий высокого качества.
причины их образования и способы устранения
Вопросы, рассмотренные в материале:
- Что такое дефекты дуговой сварки по ГОСТу
- Какие бывают дефекты ручной дуговой сварки
- Какие дефекты возникают при дуговой сварке изделий из чугуна
- Как исправить дефекты шва, выполненного дуговой сваркой
Сварка, наравне с другими способами обработки металлов, не исключает появления дефектов. На самом деле существует немало причин, которые могут привести к их образованию. Но ключевой из них принято считать химические процессы, протекающие в пограничных областях зоны обработки без контроля со стороны сварщика. Далее разберем основные дефекты дуговой сварки и их особенности.
Дефекты дуговой сварки по ГОСТу
В ГОСТе 30242-97 «Дефекты соединений при сварке металлов плавлением. Классификация, обозначение, определения» перечислены все изъяны, которые могут возникнуть на подобных соединениях. Однако этой информации недостаточно, чтобы понять причины их появления.
Дефектом называется отклонение от норм, установленных ГОСТами, техническими условиями, чертежами проектов.
В п. 2.1. ГОСТа 30242 говорится следующее: «Дефекты при сварке плавлением образуются вследствие нарушения требований нормативных документов к сварочным материалам, подготовке, сборке и сварке соединяемых элементов, термической, механической обработке сварных соединений и конструкции в целом». Иными словами, проблемы возникают, когда в процессе работы не соблюдается технология.
Рекомендовано к прочтению
ГОСТ 30242 предполагает шесть основных разновидностей дефектов:
- трещины;
- полости, поры;
- твердые включения;
- несплавления и непровары;
- нарушение формы шва;
- иные дефекты, не относящиеся к пяти первым группам.
ГОСТ 30242 устанавливает:
1. Трехзначное цифровое обозначение каждого дефекта либо цифровое обозначение его разновидностей, состоящее из четырех знаков.
Например: натек обозначается шифром 509, а натек при работе в горизонтальном положении – 5091.
2. Буквенное обозначение для большинства дефектов, которое используется в сборниках справочных радиограмм Международного института сварки (МИС).
Например: трещина – Е, газовая полость – А.
Основные дефекты ручной дуговой сварки
Качество сварочных швов зависит от трех ключевых факторов:
- качества, способа хранения всех используемых в процессе работы материалов;
- подготовки материалов;
- наличия у сварщика необходимого опыта.
Существует насколько видов дефектов ручной дуговой сварки:
1. Проблемы с нормальным зажиганием дуги.
Некачественное зажигание при дуговом методе обработки представляет собой залипание электрода, сильное увеличение длины дуги. В результате чего наблюдается непровар начала шва, зашлаковка, образование пор.
Если производитель электродов подошел халатно к своему делу и допустил слишком сильное оголение торца в зоне зажигания, в начале работы формируется пучок пор или «стартовые поры». В этом случае важно успеть остановиться, зачистить, произвести выборку либо вырубить зубилом некачественное начало электрода. Только устранив проблему, можно снова приступать к зажиганию дуги.
2. Слишком «выпуклые» валики.
Данный дефект возникает при работе с угловыми и стыковыми соединениями. При дуговой сварке последующих валиков может возникнуть зашлаковка, непровар между кромкой разделки и швом или между глубокими западаниями, образовавшимися между валиками.
Такой дефект дуговой сварки имеет несколько причин образования и ряд способов устранения:
- При недостаточной скорости работы и без манипулирования придется увеличить поступательное движение электрода.
- Если осуществляется манипулирование «дугой назад» при наложении вертикальных, потолочных швов, лучше выбрать метод «лестница» либо «дугой вперед».
- При работе с потолочными швами «углом назад» рекомендуется отдать предпочтение способу «углом вперед» либо действовать под прямым углом к направлению работы.
- Если чувствуется, что установлен малый сварочный ток для нижнего положения, его увеличивают.
- При избыточном сварочном токе во время работы с вертикальными и потолочными швами рекомендуется уменьшить этот показатель до минимального.
Чтобы не допустить появления дефектов дуговой сварки, в процессе работы важно следить за полнотой и геометрией шва, жидкой ванной и управлять всеми показателями за счет изменения скорости и угла наклона электрода. Обязательно нужно делать задержку на кромках, ведь чем сильнее кромка прогрета, тем лучше собирается на ней жидкий металл шва при уходе электрода по направлению другой кромке. Этот прием не позволяет металлу собираться в середине шва.
3. Подрезы.
Они ведут к зашлаковке и непровару и очень опасны подрезы в теле сечения шва, особенно, когда речь идет о работе с нержавеющими сталями. Есть несколько причин, по которым могут образовываться подрезы. В первую очередь, когда допущен ранний уход электрода от кромки, что приводит к незаполнению кратера электродным металлом. Также проблема может крыться в слишком короткой дуге, специалисты называют это «сварка опиранием». В таком случае кристаллизующийся металл шва подрезается «козырьком» обмазки.
Еще одна причина – это резкий уход от кромки, в результате чего жидкотекучий шлак заполняет подрез. При проплавлении другой кромки шлак застывает в подрезе и потом не всегда получается выплавить его.
Можно значительно упростить себе работу, если задерживаться на кромке до тех пор, пока весь кратер не заполнится электродным металлом. К другой кромке переходят плавно, не допуская резких колебаний.
4. Наплывы.
Слишком долгая задержка на кромке тоже приводит к образованию дефектов дуговой сварки – на изделии появляется подтек жидкого металла. Либо такой же результат возможен при сильном сварочном токе, когда сварщик просто не может справиться с жидким металлом шва. Чтобы решить проблемы, наплыв срубают и зачищают пострадавшую зону.
5. Непровары.
Чертежи, техпроцессы и справочники по дуговой сварке устанавливают зазор при сборке в пределах от 0 до 2-3 мм.
Если речь идет о дуговой сварке V-образной разделки (без подварки корня шва с обратной стороны), то сборка с недостаточным зазором или вовсе без него станет причиной непровара и зашлаковки корня шва. Если же допустить подобную ошибку во время двухсторонней дуговой сварки Х-образной и V-образной разделки (с подваркой с обратной стороны), придется потратить время на более глубокую выборку обратной стороны корня шва, частичный скос кромок. Кроме того, не избежать финансовых затрат, так как потребуется дополнительный расход электродов на заполнение глубокой выборки.
6. Свищи.
Свищи в кратере шва возникают после завершения работы, если использовался слишком сильный сварочный ток. Либо причина данного дефекта дуговой сварки может скрываться в отрыве дуги за счет ее удлинения.
7. Усадочная раковина.
Эта проблема обычно появляется, когда производится дуговая сварка корневого валика, металла большой толщины, при наличии большого зазора и во время работы с аустенитными сталями. Кроме того, усадочная раковина может образоваться при использовании слишком сильного тока и чрезмерной величине сварочной ванны.
Усадка в кратере валика иногда приводит к появлению трещины. Этот факт значительно снижает производительность труда, так как после окончания каждого электрода требуется механическая зачистка. Когда производится дуговая сварка сталей перлитного класса с жестким креплением деталей, обычно образуется раковина с трещиной. Тогда как при работе с аустенитными сталями раковины с трещинами появляются в результате низкой теплоотдачи и высокого линейного расширения. Это приводит к тому, что требуется выводить кратер обратно на шов либо на кромку разделки.
Чтобы избежать подобного дефекта дуговой сварки, необходимо выбрать среди таких способов работы, как:
- обратно-ступенчатый метод;
- непрерывный, осуществляемый двумя сварщиками, с перехватом дуги;
- метод «дуга в дугу».
8. Поры.
Поры могут появиться в сварном шве сразу по ряду причин:
- Некачественная подготовка кромок. В результате на них остаются грязь, окалина, ржавчина – кромки необходимо зачистить.
- Высокое содержание влаги. Требуется сделать предварительный подогрев свариваемых кромок и прокалку электродов.
- Сквозняки в зоне работы.
- Некачественные электроды. Ржавый металлический стержень, эксцентричное покрытие вызывает появление «козырька» и увеличение длины дуги.
- Сильное магнитное дутье. В данном случае длина дуги сильно увеличивается из-за большого отклонения дуги.
- Несовпадение химического состава основного и присадочного материала.
Существует и ряд других причин, требующих отдельной подготовки заготовок.
Поры могут образовываться по вине сварщика, а точнее – из-за его недостаточной квалификации. В этом случае возможны две причины:
- нечеткое зажигание дуги (залипание, подъем электрода после зажигания на очень высокую длину дуги) и попытка переплавить такое зажигание;
- работа длинной дугой.
Чтобы повысить качество сварочных операций при дуговой обработке, сварщики должны детально изучать практические рекомендации, отрабатывать приемы и использовать их на практике. Дело в том, что нередко им приходится изготавливать и осуществлять монтаж продукции на АЭС, ТЭЦ, химическом и других видах оборудования. Во всех перечисленных случаях к соединениям предъявляются особенно высокие требования.
Дефекты дуговой сварки изделий из чугуна
Главными показателями качества сварного соединения чугунных изделий, полученных дуговым способом, считаются структура, механические свойства и сплошность. Структуру оценивают, исходя из количества твердых структурных составляющих. Так, если в сварном соединении присутствует большая доля карбидов, это говорит о низком качестве дуговой сварки. Одним из основных показателей качества считается равнопрочность сварного соединения чугуна.
В равной степени оцениваются механические свойства металла шва и ЗТВ (зона термического влияния). Если в сварном соединении присутствуют трещины, его качество считается неудовлетворительным. Поры в шве и зоне сплавления приводят к ослаблению соединения, а значит, оно не может использоваться под давлением.
Все названные показатели качества сварного соединения зависят от свариваемости чугуна, особенностей сварочного материала, режимов и конкретной техники дуговой сварки. Если специалист учитывает сразу все факторы, в результате удается получить надежное сварное соединение.
Рассмотрим основные дефекты дуговой сварки изделий из чугуна. При несоблюдении технологии в процессе работы с чугуном и однотипным металлом первые трещины появляются на шве или наплавке, откуда расходятся по основному металлу. Если дуговая сварка ведется разнородным материалом, то трещины образуются на самой детали в непосредственной близости от шва. Отметим, что они располагаются поперек или вдоль швов. Нередко происходит отрыв стальной наплавки в месте сплавления с чугуном.
При использовании электродов на базе никеля при дуговой сварке чугуна в швах могут появляться горячие трещины. Кроме того, в соединениях чугуна можно обнаружить поры, несплавления, спель.
В некоторых отливках повышение твердости материала шва и ЗТВ по сравнению с основным металлом приравнивается к дефектам, поскольку осложняет обработку поверхностей и даже не позволяет эксплуатировать изделие. Например, это актуально, когда речь идет о направляющих и необходимости скольжения по плоскости сопряженных деталей.
Оценка качества соединения и допустимость выявленного дефекта производятся в соответствии с назначением изделия и требованиями к нему.
Исправление дефектов шва, выполненного дуговой сваркой
Вне зависимости от типа сварки, дефекты не во всех случаях приводят к выбраковке продукции. Ряд нарушений технологии либо отклонений от нормы может быть исправлен сразу после завершения работы.
Проще и эффективнее всего можно устранить сварочный дефект, вырубив забракованный участок и еще раз его заварив. При этом обязательно нужно учитывать возможные дефекты дуговой сварки стальных изделий и пользоваться известными способами их предупреждения и устранения. На самом деле, чтобы убрать некоторые дефекты либо вовсе избежать их появления, нужно только сменить положение рабочего инструмента с электродом.
Не стоит забывать, что дуговая сварка методом «на подъем» вызывает перераспределение жидкого металла в зоне ванны, а за счет принципа «углом вперед» сокращается глубина проплавления.
Нужно понимать, что на исправление брака расходуются лишние средства. Поэтому рекомендуется организовать сварочный процесс так, чтобы не пришлось сталкиваться с такими работами.
Легче всего избежать дефектов при дуговой сварке, добавив один из компонентов при работе в защитной среде. В результате повышается коэффициент заполняемости шва, предотвращаются возможные подрезы.
Чтобы сделать расплавленный металл, заполняющий корневую часть шва, более жидким, предварительно нагревают место обработки до определенной температуры при помощи специальных добавок, то есть флюсов.
Кроме того, добиться желаемого эффекта позволяет повышение силы тока. Снизить вероятность нарушения режима можно за счет тщательной зачистки сварных кромок и удаления с их поверхности окисных пленок.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Влияние старения на микроструктуру, механические свойства и характер разрушения сварного соединения из мартенситной стали 9Cr-1.5Mo-1Co-VNbBN для высокотемпературного применения
В этой статье рассматриваются эффекты длительного старения 9Cr-1.5Mo-1Co-VNbBN ( CB2) стальной сварной детали на ее ударную вязкость, характеристики разрушения при ползучести и твердость в зависимости от микроструктуры и характеристик разрушения. Сварные детали исследовали в состоянии послойной термообработки и после изотермических выдержек при 625 ° С в течение 10 000 и 30 000 часов.Эволюцию микроструктуры изучали с помощью аналитической сканирующей и просвечивающей электронной микроскопии. Испытания на ударную вязкость с V-образным надрезом по Шарпи проводились для всех термообработанных состояний с местоположением надреза в различных областях сварного шва, таких как металл шва (WM), зона термического влияния (HAZ) и основной материал (BM). Перегретая зона HAZ показала самую низкую ударную вязкость в результате сильной деградации микроструктуры, вызванной сваркой. Испытания на ползучесть проводились при 625 ° C в диапазоне напряжений от 80 до 120 МПа.При максимальном приложенном напряжении в WM возникло разрушение при ползучести, тогда как при более низких напряжениях место разрушения сместилось в сторону зоны сплавления на границе раздела WM / HAZ. Профили твердости испытали значительный разброс из-за неоднородности микроструктуры сварного шва. Основными механизмами разрушения являются трансгранулярный квазиразрыв и межкристаллитное растрескивание при ползучести в условиях ударного нагружения и ползучести, соответственно.
1. Введение
Сварные соединения из высокохромистой мартенситной жаростойкой стали часто используются при строительстве современных тепловых электростанций, работающих на ископаемом топливе, работающих в сверхкритических и сверхсверхкритических условиях [1].Основная область их применения — конструктивные элементы толстослойных элементов котла, включая высокотемпературный коллектор и главные паропроводы [2–4]. Обычно считается, что формирование локальной микроструктуры отдельных областей сварного шва, а именно металла шва (WM), зоны плавления (FZ) и зоны термического влияния (HAZ), зависит от их расположения в сварном шве и достижения максимальной температуры во время подготовки шва. . Из-за наличия микроструктурного градиента и связанных со сваркой остаточных напряжений в сварных соединениях мартенситной / ферритной стали для электростанций необходимо проводить их термообработку после сварки (PWHT).Помимо термостабилизации исходной микроструктуры сварного шва и снятия остаточных напряжений, нанесение PWHT снижает недопустимо высокую твердость в FZ и увеличивает вязкость сварных соединений [2, 5, 6]. Во всем мире все еще прилагаются постоянные усилия к разработке, направленной на улучшение сопротивления ползучести этих материалов. Помимо классических механизмов упрочнения, таких как твердый раствор, осаждение и субграничное упрочнение, Abe et al. [7] выявили специфический механизм упрочнения бором в сварных швах японской мартенситной стали 9Cr-3W-3Co-VNbBN (MARBN), легированной бором, на основе модификации микроструктуры ЗТВ за счет связанных с бором эффектов замедления укрупнения вторичных выделений и подавления диффузионного феррита. -фазовое превращение аустенита при сварке.Европейские исследовательские инициативы в рамках международного сотрудничества в рамках COST Action 536 привели к разработке серии модельных сплавов 9Cr-Mo-Co-B-VNbBN для производства толстых отливок и поковок, предназначенных для использования в сверхкритических условиях пара [8] . Одна из них — сталь 9Cr-1.5Mo-1Co-VNbBN (CB2) с регулируемым содержанием бора и азота.
Наши предыдущие работы [9, 10] были сосредоточены на предварительных исследованиях эффектов старения толстостенных сварных деталей CB2 в отношении термической стабильности их микроструктуры и локальных механических свойств в различных условиях нагружения.Настоящее исследование представляет собой расширенную и продолжающуюся исследовательскую работу, направленную на более глубокое изучение и интерпретацию эффектов длительного воздействия старения на изменения механических свойств и свойств ползучести одной и той же сварной детали из стали CB2 в отношении ее подробных микроструктурных характеристик и характеристик разрушения.
2. Экспериментальный материал и методика
Сварной шов литой стали 9Cr-1.5Mo-1Co-VNbBN (CB2) был получен сваркой вольфрамовым электродом в среде инертного газа (TIG) методом электродного плетения и модифицированного присадочного металла Thermanit MTS 5 Co1 at PHB Stahlguss International.Толщина свариваемых пластин составила около 98 мм. Химический состав
как основного материала (BM), так и присадочного металла (FM).Факты и информация о вырубке лесов
Ссылка
Вызванная человеком и естественная потеря деревьев — вырубка лесов — влияет на дикую природу, экосистемы, погодные условия и даже на климат.
Климат 101: Вырубка лесовЛеса покрывают около 30 процентов суши на планете, но люди вырубают их, массово очищая эти важные среды обитания.Что такое вырубка леса? Узнайте причины, следствия и решения.
Ссылка
Вызываемая человеком и естественная потеря деревьев — вырубка лесов — влияет на дикую природу, экосистемы, погодные условия и даже на климат.
Климат 101: Вырубка лесовЛеса покрывают около 30 процентов суши на планете, но люди вырубают их, массово очищая эти важные среды обитания. Что такое вырубка леса? Узнайте причины, следствия и решения.
ОПУБЛИКОВАНО
Поскольку мир стремится замедлить темпы изменения климата, сохранить дикую природу и поддержать миллиарды людей, деревья неизбежно являются важной частью ответа. Тем не менее массовое уничтожение деревьев — вырубка лесов — продолжается, принося в жертву долгосрочные выгоды от стоячих деревьев ради краткосрочной выгоды.
Леса по-прежнему покрывают около 30 процентов площади суши, но они исчезают с угрожающей скоростью. По данным Всемирного банка, с 1990 по 2016 год мир потерял 502 000 квадратных миль (1,3 миллиона квадратных километров) лесов — площадь больше, чем Южная Африка. Согласно исследованию 2015 года, опубликованному в журнале Nature, с тех пор, как люди начали вырубать леса, было вырублено 46 процентов деревьев. Около 17 процентов тропических лесов Амазонки было уничтожено за последние 50 лет, и в последнее время потери растут.
Деревья нужны нам по разным причинам, не в последнюю очередь из-за того, что они поглощают не только углекислый газ, который мы выдыхаем, но и удерживающие тепло парниковые газы, выделяемые в результате деятельности человека. По мере того, как эти газы попадают в атмосферу, глобальное потепление усиливается, что ученые теперь предпочитают называть изменением климата. Согласно одной из оценок, один только покров тропических деревьев может обеспечить 23% смягчения последствий изменения климата, необходимых в следующем десятилетии для достижения целей, поставленных в Парижском соглашении в 2015 году.
.Последствия обезлесения | Пачамама Альянс
Агентство по охране окружающей среды США определяет обезлесение как «окончательное удаление древостоя». Однако удаление происходит по разным причинам и имеет множество разрушительных последствий.
Что такое вырубка леса?
Обезлесение — это вырубка, уничтожение или удаление деревьев иным образом преднамеренными, естественными или случайными способами.Это может произойти в любой области, густо населенной деревьями и другими растениями, но большая часть этого в настоящее время происходит в тропических лесах Амазонки.
Утрата деревьев и другой растительности может вызвать изменение климата, опустынивание, эрозию почвы, сокращение урожая, наводнения, увеличение выбросов парниковых газов в атмосферу и множество проблем для коренных народов.
Вырубка лесов происходит по ряду причин, включая сельское хозяйство, при этом 80% вырубки лесов происходит в результате экстенсивного разведения крупного рогатого скота и вырубки леса для материалов и развития.Это происходило в течение тысяч лет, возможно, с тех пор, как человек начал превращаться из охотников / собирателей в общества, основанные на сельском хозяйстве, и требовал больших, беспрепятственных участков земли для размещения крупного рогатого скота, сельскохозяйственных культур и жилья. Только после наступления современной эры это стало эпидемией.
Воздействие обезлесения сверху на окружающую среду
Утрата среды обитания
Одним из наиболее опасных и тревожных последствий вырубки лесов является исчезновение видов животных и растений из-за утраты ими среды обитания.70% наземных животных и видов растений обитают в лесах. Вырубка лесов угрожает не только известным нам, но и неизвестным видам.
Деревья тропических лесов, которые служат укрытием для некоторых видов, также обеспечивают навес, регулирующий температуру. Вырубка лесов приводит к более резким колебаниям температуры от дня к ночи, как в пустыне, что может оказаться фатальным для многих жителей.
Повышенное содержание парниковых газов
Помимо потери среды обитания, отсутствие деревьев также приводит к выбросу большего количества парниковых газов в атмосферу.Здоровые леса поглощают двуокись углерода из атмосферы, действуя как ценный поглотитель углерода. Обезлесенные территории теряют эту способность и выделяют больше углерода.
Вода в атмосфере
Деревья также помогают контролировать уровень воды в атмосфере, регулируя круговорот воды. На обезлесенных территориях в воздухе остается меньше воды, которую нужно вернуть в почву. Это приводит к сушке почвы и невозможности выращивания сельскохозяйственных культур.
Влияние вырубки лесов снизу на окружающую среду
Эрозия почв и подтопление
Дальнейшие последствия обезлесения включают эрозию почвы и прибрежные наводнения.Деревья помогают земле удерживать воду и верхний слой почвы, которые обеспечивают богатые питательные вещества для поддержания жизни в лесу.
Без лесов почва выветривается и смывается, заставляя фермеров двигаться дальше и поддерживать цикл. Бесплодные земли, оставшиеся после этих нерациональных методов ведения сельского хозяйства, более подвержены наводнениям, особенно в прибрежных регионах.
Последствия обезлесения для коренных народов
Уничтожение Родины
Поскольку большое количество лесов вырубается, оставляя незащищенную землю куда-нибудь и умирает, а среды обитания бесчисленных видов уничтожаются, коренные общины, которые живут там и зависят от леса для поддержания своего образа жизни, также находятся под угрозой.
Утрата лесов оказывает непосредственное и прямое влияние на их образ жизни, о чем мы в высокоразвитых индустриальных частях мира, несмотря на нашу собственную зависимость от того, что дает тропический лес, никогда не узнаем. Уровень непосредственности для коренных народов экспоненциально выше.
Правительства стран, в границах которых есть тропические леса, часто пытаются изгнать коренные племена до того, как начнутся фактические вырубки. Это один из упреждающих эффектов вырубки лесов.
.8 типов проблем с поведением детей и их решения
Томми бесконтрольно громкий. Он упрям и грубо отвечает каждый раз, когда мать что-то говорит. Шейла поддерживает разговоры с мамой даже на публике. Это кошмар каждый раз, когда Дженни уводит своего семилетнего сына Майка к другу или на свидание. Он взволнован и помогает себе все, что ему «нравится», не спрашивая.
Звучит знакомо? Мы говорим о многих проблемах поведения детей, с которыми родителям приходится сталкиваться каждый день.MomJunction понимает затруднительное положение родителей, когда их дети плохо себя ведут. Чтобы сделать жизнь немного проще, мы даем вам информацию об общих проблемах поведения детей, а также о том, как вы можете их выявить и решить. Но перед этим, не думаете ли вы, что нам нужно знать, что такое нормальное поведение?
Каково нормальное поведение детей?
Не существует критерия нормального поведения. Это зависит от возраста ребенка, личности, эмоционального развития и среды воспитания.
В целом поведение ребенка считается нормальным, если оно приемлемо с точки зрения общества, развития и культуры.Вы можете считать поведение ребенка нормальным, даже если оно не соответствует общественным или культурным ожиданиям, но в остальном соответствует возрасту и не причиняет вреда.
Как отличить непослушного ребенка от нормального?
[Прочитано: Влияние словесного оскорбления на детей ]
Признаки и симптомы ненормального поведения у детей
Дети милы, когда капризничают. Несколько приступов истерики, споров и периодических криков — это нормально. Но если такое поведение становится повседневным явлением, то это повод для беспокойства.Вот некоторые признаки, указывающие на ненормальное поведение вашего ребенка.
- Кажется, вашему ребенку сложно управлять своими эмоциями. У него частые эмоциональные всплески, его беспокоят мелочи.
- Это ненормально, если ваша восьмилетняя девочка или мальчик становится импульсивным. Они могут демонстрировать деструктивное поведение, например, бить, бросать предметы, кричать и т. Д.
- Ваш в остальном разговорчивый ребенок замыкается в раковине, отвечает ему и кажется грубым без причины.
- Ваш маленький мальчик может лгать чаще, чем вы думали. Воровать или отбирать вещи, которые им не принадлежат, становится привычкой.
- Поведение вашего ребенка влияет на его успеваемость в школе. Например, ваш ребенок может драться, опаздывать на занятия или пропускать занятия.
- Ссоры и разногласия вашей семилетней девочки со сверстниками становятся проблемами, влияющими на ее социальную жизнь. Это ненормально.
- Не может сосредоточиться на чем-то одном, становится беспокойным, очень ленивым или дезориентируется.
- Занимается сексуальным поведением, не соответствующим возрасту.
- Ваш ребенок начинает сомневаться в ваших инструкциях и не реагирует на наказание. Он может нарушить правила, просто чтобы бросить вам вызов.
- Для детей ненормально причинять себе вред или даже думать о членовредительстве. Так что, если они причиняют себе физический вред и имеют суицидальные наклонности, вам следует беспокоиться.
Важно отметить, что у детей младше 3 лет рациональная часть мозга еще не развита и, следовательно, управляется их эмоциями.По мере взросления их рациональность улучшается, но им по-прежнему нужна наша поддержка в управлении своими эмоциями. Это нормально.
Кроме того, незначительные отклонения в поведении можно исправить с помощью поведенческой терапии и изменения стиля воспитания. Что такое поведенческие расстройства у детей, с которыми можно бороться?
[Читать: Как поступить с неуважительным ребенком ]
8 Распространенных поведенческих проблем у детей
Дети часто нарушают правила и идут против нормы, чтобы «проверить» авторитет.Только так они поймут, какое поведение уместно, а какое нет. Читайте дальше, чтобы узнать о поведении, которое дети, как правило, время от времени проявляют, и о том, как вы можете справиться с проблемами поведения ребенка.
1. Неуважение и перебранка
Когда ваша трехлетняя дочь отвечает вам, это может показаться забавным и очаровательным. Но когда ваша семилетняя девочка выкрикивает «нет» каждый раз, когда вы говорите ей что-то сделать, это может действовать вам на нервы. Если не обработать должным образом, обратная беседа может привести к спорам между родителями и детьми.
Итак, что вы делаете?
- Если ваш ребенок отвечает, но следует вашим инструкциям , проигнорируйте его. Игнорирование разговоров может быть нормальным, если поведение не является угрожающим или деструктивным.
- Если ребенок следует инструкциям, даже если он отвечает, оцените, что он сделал то, о чем вы просили, даже если он не хотел. Затем вы можете объяснить, что сердиться — это нормально, но нельзя говорить с вами неуважительно.
- Но если ребенок отвечает угрозой другим или себе , тогда вам нужно обращать внимание на то, что он говорит, и обращаться с этим осторожно.
- Не отвечайте импульсивно. Дайте ребенку успокоиться , а затем перескажите то, что он сказал. Спокойно расскажите им, какое поведение допустимо, а какое нет.
- Установите пределы и сообщите им о последствиях. Не угрожайте, просто констатируйте очевидные факты: если они ответят, они не получат мороженого или не пойдут в кино. Например, скажите им, что если они будут продолжать кричать и кричать, им придется отказаться от ужина.Однако если они перестанут кричать и будут слушать вас, то получат на ужин что-нибудь вкусное. Такие компромиссы будут выглядеть менее контролирующими, но оставляющими свободу выбора самому ребенку.
- Устанавливайте ожидания, но вы можете быть немного гибким иногда, если это делает их счастливыми.
- Наконец, быстро проверьте, как вы ведете себя с детьми или другими людьми, когда они рядом. Вы грубы или неуважительны? Если да, вам нужно начать с изменения своего поведения.
[Прочитано: Сильный ребенок ]
2. Оскорбительная лексика
Дети кричат и кричат, когда злятся. Но если они начнут ругаться еще до того, как им исполнится десять лет, стоит волноваться. Они могут начать кричать или использовать ненормативную лексику, чтобы вовлечь вас в спор или просто добиться своего. Вот что вам следует делать, когда ваш ребенок использует ненормативную лексику и ругается.
- Убедитесь, что вы не говорите на таком языке перед детьми.
- Имейте нулевую терпимость к словесным оскорблениям дома. Нет оправдания ругательствам или проклятиям. Так что, если они используют такой язык, есть последствия.
- Четко объясните последствия и убедитесь, что они на месте. Так что, если вашу девятилетнюю девочку посадят на один день за ненормативную лексику, ей придется пропустить тренировку по футболу или урок музыки. На этот счет не должно быть двух способов.
- Если ваш малыш использует такой язык, исправьте его немедленно.Скажите им, что это «плохое слово», и людям не нравится это слово или дети, которые его используют.
Если вы употребили это слово перед ребенком, немедленно извинитесь. Вы даже можете попросить ребенка напомнить вам, что это плохое слово, если вы когда-нибудь скажете его перед ним.
[Читать: Как поступить с лживым ребенком ]
3. Агрессивное или агрессивное поведение
Дети могут злиться. Но если этот гнев перерастает в насилие или переходит в агрессивное поведение у детей, это становится проблемой.Расстройства настроения, психозы, расстройства поведения, травмы, импульсивность или разочарование могут вызывать агрессию у маленьких детей. Иногда ваш ребенок может прибегать к насилию в целях самообороны.
Агрессию тоже можно научиться. Как обстановка дома? Или ребенок учится насилию в школе? Если ваш ребенок склонен реагировать на отрицательную реакцию ударами, укусами или пинками, вам следует поступить именно так.
- Самый простой способ ответить на агрессию у детей — это накричать на них.Но если вы это сделаете, вы в конечном итоге научите их неправильным вещам. Ваши дети смотрят на вас, чтобы научиться контролировать свои порывы и эмоции. Поэтому вместо того, чтобы повышать голос, понизьте ваш тон и попросите их успокоиться.
- Отражать их чувства, сочувствовать, , но дать понять, что бить, пинать или кусать нельзя. Вы можете сказать что-то вроде: «Я знаю, что вы злитесь. Но мы не кусаемся, не бьем и не пинаем. Никаких ударов! »
- Скажите им, каковы будут последствия , если они перейдут к насилию.Если вы имеете дело с младшим ребенком, скажите ему, что он может делать вместо этого. Предложите им альтернативу, но не оставляйте их в подвешенном состоянии. Например, научите их использовать такие слова и фразы, как «Я злюсь», «Мне это не нравится» или «Мне это не нравится», когда они расстроены, вместо того, чтобы прибегать к физическому насилию.
Самое главное, будьте хорошим образцом для подражания и избегайте физического наказания. Также поощряйте позитивное, неагрессивное поведение.
[Читать: Как остановить ребенка от ударов ]
4.Ложь
Дети часто лгут. Родители также часто беспокоятся, когда ловят детей на лжи. Вы можете почувствовать себя преданным, обиженным и даже задаться вопросом, сможете ли вы снова доверять ребенку. Но вот что нужно сделать, чтобы ребенок не солгал.
- Не принимайте это на свой счет. Подумайте об этом с точки зрения вашего ребенка, чтобы понять , что заставило его солгать.
- Дети могут лгать , когда они боятся , что правда может иметь негативные последствия.Цените положительные моменты, а не наказывайте за отрицательное поведение, чтобы предотвратить потребность вашего ребенка во лжи.
- Научите их быть честными . Начните с того, что станьте образцом для подражания.
- Имеют последствия за ложь. Никаких споров или дискуссий по этому поводу. Ваш ребенок лжет, ему предстоит разобраться с последствиями.
[Прочитано: Положительное наказание ]
5. Издевательства
Издевательства — серьезная проблема, которая может привести к эмоциональному и физическому насилию над жертвой.Дети склонны запугивать других, чтобы почувствовать себя сильными. Кроме того, издевательства легко решают их социальные проблемы. Когда становится трудно справиться с чувствами, дети, как правило, прибегают к издевательствам, чтобы исправить положение. Если вы обнаружите, что ваш ребенок издевался над другими, вы должны действовать немедленно.
[Прочитано: Нарушение обучаемости у детей ]
- Начните учить своих детей с раннего возраста, что издевательства — это неправильно . Что еще более важно, объясните им, кто такой хулиган, и приведите им примеры того, что делают хулиганы.Например, вы можете сказать: «Хулиган — это тот, кто называет людей по именам, что-то значит для них или насильно забирает их собственность».
- Установите правила и стандарты в доме как можно раньше. Сделайте заявление вроде «, мы не запугиваем в этом доме» или «Вам не сойдет с рук такое поведение в этом доме».
- Следите за признаками запугивания: посмотрите, не пытаются ли ваши старшие дети запугивать младших, и немедленно исправьте такое поведение.
6. Манипуляции
Манипуляции — сложное и очень утомительное занятие. Дети склонны действовать, лгать или плакать, чтобы получить то, что они хотят. Если вы поддаетесь плохому поведению детей, ваш ребенок почувствует себя оправданным. Например, если ваш ребенок публично устраивает истерику из-за шоколадного батончика, а вы покупаете его, значит, он просто манипулировал вами.
Проще говоря, когда ваш ребенок манипулирует вами, он имеет власть над вами. Став взрослым, вы всегда можете сломать шаблон и перестать поддаваться манипулятивному поведению вашего ребенка.
- Ожидайте, что ваш ребенок будет драться каждый раз, когда вы говорите «нет». Так вы сможете понять, как бороться с их поведением и не поддаться манипуляциям.
- Дайте понять, что когда вы говорите «нет», это означает «нет». Вы можете дать им краткое объяснение своей позиции, но не пытайтесь ее оправдать.
- Избегайте обсуждений, но не закрывайте их полностью. Старайтесь прислушиваться к их аргументам, если ребенок ведет себя уважительно, а не грубо или оскорбительно.
7. Отсутствие мотивации и лень
Кажется, ваш ребенок вообще ничем не заинтересован. Будь то учеба, искусство, музыкальные занятия или даже игра, он отказывается участвовать. Мотивировать детей непросто, особенно если они ленивы и склонны находить оправдание тому, что ничего не делают. Если у вашего сына или дочери нет мотивации, вот как вы можете помочь.
- Не беспокойтесь о поведении вашего ребенка. Когда вы это сделаете, вас могут посчитать настойчивым, и это может побудить их сопротивляться вам.
- Вы можете рассказать им истории о своем детстве и поделиться своим опытом, чтобы вдохновить и побудить их попробовать что-то новое.
- Не заставляйте ребенка заниматься хобби. Дайте им варианты и позвольте им выбирать. Детей больше интересует то, что они выбирают.
- Сделайте шаг назад и проверьте : заставляете ли вы своего ребенка что-то делать? Спросите, чего на самом деле хочет ваш ребенок и что его мотивирует? Смотрите на своего ребенка как на отдельную личность, чтобы понять, что его мотивирует.
- Попробуйте найти способы мотивировать своих детей самостоятельно. Самомотивация сильнее, чем движимость другими.
- Поощряйте детей младшего возраста заниматься повседневными делами, развлекая их. Вы можете установить соревнование : кто подберет с пола больше всего игрушек или кусочков бумаги или кто заправит постель первым.
- Для детей старшего возраста, возлагая на них ответственность за такие задачи, как мытье посуды, накрытие стола или уборка, чтобы прояснить ожидания.Установите ограничения, например , мы посмотрим фильм, как только вы закончите свою работу .
8. Проблемы с поведением в школе
«Ненавижу школу!» Вы слышите это каждое утро от своего пятилетнего ребенка? Дети часто затрудняют родителей, отказываясь идти в школу или вовремя выполнять домашние задания. Дети могут отказаться ходить в школу по многим причинам: издевательства, академические проблемы, сопротивление властям и правилам или страх разлучения с родителями.
- Начните с , чтобы найти корень проблемы. Узнайте, почему ваш ребенок ненавидит школу или отказывается делать уроки. Вы можете помочь ему с домашним заданием, если у него возникнут проблемы.
- Вашему ребенку может потребоваться время для успеваемости и успеваемости в школе. Поймите, что изменение не произойдет в одночасье.
- Предлагайте стимулы, а не взятки, чтобы поощрять позитивное поведение. Например, вы можете сказать: «Вы заработали сегодня мороженое, потому что сделали домашнее задание без напоминаний».
- Спросите ребенка, хотят ли они, чтобы вы поговорили с учителем о проблеме, с которой он столкнулся. Позвольте им почувствовать и понять, что вы доступны для них, когда они столкнутся с проблемой в школе. Поощряйте их, спрашивая, чем они любят заниматься в школе. Помогите им с домашним заданием и сделайте его более интересным.
Поведенческие проблемы не всегда достаточно просты для решения. В сложных случаях придется обращаться за помощью к профессионалу.
Когда обращаться за помощью
Если ненормальное поведение превращается в нечто неуправляемое дома, или если ваш ребенок постоянно совершает ошибку, вам пора обратиться к врачу.У него могла быть более глубокая причина вести себя определенным образом.
Специалист изучит физическое и психическое здоровье ребенка, прежде чем порекомендовать лекарства, специальную терапию или консультацию.
При каких обстоятельствах поведение ребенка может выйти из-под контроля?
[Прочитано: Как бороться с детьми Moody ]
Расстройства поведения у детей
Иногда ненормальное поведение может быть симптомом расстройства поведения, требующего внимания практикующего врача.Мы перечислили некоторые из распространенных поведенческих расстройств у детей.
1. Оппозиционно-вызывающее расстройство (ODD)
Оппозиционно-вызывающее расстройство — это подрывное поведение, которое обычно поражает детей. Симптомы этого расстройства включают:
- Гнев, истерики, частые вспышки гнева, низкая самооценка или ее отсутствие.
- Враждебен правилам.
- Умышленно раздражает окружающих.
- Винит других во всех проступках.
2.Расстройство поведения (CD)
Дети с CD известны своим преступным поведением и несоблюдением правил. Около 5% американских детей в возрасте до десяти лет имеют CD.
Типичные формы поведения:
3. Синдром дефицита внимания и гиперактивности (СДВГ)
Это связано с расстройством поведения. Общие характеристики расстройства — это проблемы с гиперактивностью, связанные с вниманием, импульсивное поведение у детей и т. Д. Симптомы включают:
- Проблемы с концентрацией внимания на чем-то одном.
- Вы дезориентируетесь, когда говорите с ними.
- Проблемы с запоминанием вещей, инструкций, указаний и т. Д.
- Невнимание к деталям.
4. Нарушения обучаемости
Существуют различные виды нарушений обучаемости с различными симптомами. Эти расстройства влияют на успеваемость ребенка и требуют опыта специальных педагогов, чтобы не сбиться с пути.
- Невозможно понять инструкции.
- Кратковременная память.
- Плохие коммуникативные способности.
- 5. Антисоциальное расстройство личности
Ребенок, страдающий этим расстройством, может стать безразличным к чужим проблемам. Это расстройство может обостриться на более поздних этапах жизни и привести к незаконным и неэтичным действиям людей.
6. Недостаточно развитые социальные навыки
Иногда это называют синдромом Аспергера, который представляет собой узкое нарушение развития.
- Названный в честь австрийского педиатра Ганса Аспергера, этот синдром обычно является результатом нарушения социального взаимодействия.
- Точная причина этого синдрома неизвестна. Однако психиатры считают это следствием ряда симптомов.
- Распространенным симптомом этого расстройства является трудность начала разговора на публике и случайные взаимодействия.
Расстройства поведения ребенка становятся более заметными по мере взросления. Однако вы можете определить ненормальное поведение, когда ваш ребенок еще совсем маленький. Это помогает пресечь их в зародыше.
Проблемы с поведением детей ясельного возраста
Плохое поведение детей ясельного возраста может быть проблемой.Рассуждения с ними не работают, а наказание только ухудшит их поведение. Ну так что ты делаешь? Продолжайте читать, чтобы узнать об общих проблемах поведения в дошкольном возрасте и о том, как вы можете им помочь.
1. Перебивать
Маленькие дети обычно быстро возбуждаются и не могут контролировать свое желание сказать то, что они хотят сказать. Они все время вам мешают. Итак, в следующий раз, когда вы поговорите со своим трехлетним ребенком, вот что вам следует сделать.
- Пусть дочитают то, что хотят сказать. Выслушайте их без перерыва и начните говорить.
- Когда они перебивают, объясняют, как мама не перебивала и слушала, когда они говорили. Скажите им, что у них будет возможность выступить после того, как вы закончите. Скажите: «Дай мамочке закончить, дорогая» или «мама не закончила говорить».
2. Кричать
Малыши, особенно младше трех лет, не могут выражать свои мысли вербально. Они склонны по-разному показывать свой гнев или разочарование, в том числе кричать.Итак, что вы делаете, когда ваш малыш кричит?
- Не кричите и не кричите на них. Он только повторяет, что кричать — это нормально.
- Научите их шептать или говорить спокойно, через игру. Например, вы можете начать со слов «давайте посмотрим, кто может кричать громче всех», а затем попробовать «кто может говорить спокойно или шептать».
- Признайте ее чувства и поговорите с ней. Хотя у вас может не быть правильного разговора с годовалым ребенком, слова могут успокоить ребенка, и он может перестать кричать.
3. Убегает
Ваш ребенок убегает и прячется, когда злится? Бегать опасно, особенно если она делает это по дорогам, в супермаркетах или других общественных местах. Но вы можете обезопасить ее:
- Следите, за движениями ребенка. Всегда держите ее за руку, когда находитесь в дороге или других людных местах.
- Показываем ребенку , где она может бежать, а где нет . Объясните, показывая людям, что они делают.Например, покажите детям, которые бегают в парке, чтобы сказать, что бегать там можно. Точно так же покажите, как люди не бегают по улицам.
4. Дергать за волосы
Малыши могут кричать, пинать и теребить волосы, чтобы исправить «плохие вещи». Единственный способ заставить их прекратить такое поведение — это дать им понять, что это не работает.
- Перебивайте своего ребенка , когда он дергает себя или кого-то еще за волосы, чтобы показать, что он не должен этого делать.
- Выговорите, а попытайтесь объяснить , что выдергивать волосы «плохо».
- Не тяните за волосы ребенка назад, чтобы показать, как он себя чувствует. Они могут рассматривать это как игру и делать это снова.
5. Бросание вещей
Дети в возрасте от 18 месяцев до трех лет обычно бросают вещи, чтобы показать свое разочарование. Они склонны бросать еду, игрушки или все, что попадает в их руки, просто из любопытства или разочарования.
- Чтобы не повредить ценные вещи, покажите, что ваш ребенок может бросить .Например, мяч, надувная игрушка или пушистая, которая не повреждается.
- Отговаривайте их бросать вещи, когда они злятся или агрессивны. Старайтесь игнорировать, когда они бросают вещи из-за гнева. Если они упорствуют или бросают вещи, которые могут причинить вред другим детям, немедленно прервите их и скажите: «Нет! Это плохо »или« Нет, это больно! » Скажите это спокойным голосом.
- Найдите способы не дать им бросить вещи. Например, в машине вы можете привязать игрушки к ее автокреслу.Таким образом, она не сможет их выбросить.
[Читать: Советы по управлению гневом для детей ]
Если вы смогли определить какие-либо из вышеперечисленных поведенческих проблем у своих малышей и детей старшего возраста, вам могут понадобиться несколько советов, чтобы справиться с ними дома.
8 советов по борьбе с плохим поведением детей
«Почему дети должны быть такими надоедливыми?»
Если вы задали себе этот вопрос, вы не одиноки. Плохое поведение детей может вызвать стресс у родителей.Мы собрали несколько советов и приемов, которые помогут вам справиться с плохим или деструктивным поведением детей.
- Не реагировать. Когда вы реагируете на плохое поведение вашего ребенка или отвечаете на него, вы поощряете его.
- Сохраняйте позитивный настрой. Когда вы считаете своего ребенка проблемой, вы не можете найти эффективных способов справиться с его поведением. Сосредоточьтесь на исправлении поведения.
- Будьте последовательны в своей реакции или реакции на поведение вашего ребенка.Что еще более важно, будьте последовательны в последствиях, чтобы довести дело до конца. Отвечайте одинаково на их поведение, и в конце концов они это поймут.
- Тем не менее, можно сказать, что иногда изменяет правила , чтобы изменить старые привычки, которые, возможно, вышли из-под контроля. Например, можно сократить время просмотра телевизора, видеоигр или других занятий в интересах ребенка.
- Будьте образцом для подражания . Измените свое плохое поведение, чтобы изменить поведение своих детей.Дети всех возрастов учатся на основе наблюдений и подражают вам, потому что они считают, что их родители знают лучше всех.
- Дисциплина необходима, , но действует только тогда, когда она действительна. Вы должны хорошо подумать, прежде чем определять последствия плохого поведения ваших детей.
- Relax . Не беспокойтесь о обычных криках, спорах и неповиновении. Не помешает время от времени расслабиться и отдохнуть от дисциплины.
- Используйте диаграмму поведения ребенка или диаграммы вознаграждения, чтобы отслеживать модели поведения вашего ребенка. Вы можете создать один для определенного поведения или нескольких вариантов поведения. У вас также может быть таблица хороших манер, в которой есть такие детали, как «сказал спасибо и пожалуйста», «помог маме по хозяйству», «ждал своей очереди говорить» и т. Д.
[Читать: Таблицы поведения детей ]
Мероприятия для детей с проблемами поведения
Очень эффективный способ решения проблем поведения у детей, особенно у детей ясельного возраста, — это упражнения.Вы можете попробовать несколько занятий, и вот некоторые из них, которые, по нашему мнению, будут для вас наиболее полезными.
- Упражнения или физическая активность, пожалуй, лучшее средство выпустить пар. Когда ваш ребенок взволнован или злится, поиграйте на улице, чтобы избавиться от энергии. Если энергия ребенка не высвобождается должным образом, они, как правило, высвобождают ее известными им способами — истерики, деструктивное поведение, отыгрывание и т. Д.
- Ролевые игры — отличное занятие, которое может научить ваших детей контролировать импульсы.Одним из основных факторов, влияющих на поведение детей, является недостаток самоконтроля.
- Попросите ребенка прочитать вслух книгу или то, что он пишет. Вы можете попробовать это перед сном, когда они еще полны энергии и нуждаются в активности, чтобы успокоиться и расслабиться.
- Рассказывание историй — это еще одно занятие, которое задействует их воображение и позволяет им использовать свою энергию в позитивном ключе. Это упражнение также поможет вам понять их настроение.
- Сыграйте игр в хорошее поведение, и прочтите книг о поведении детей , которые могут научить детей добрым делам, таким как доброта, совместное использование, ожидание и говорение друг другу приятных вещей. Когда они узнают, что хорошие вещи могут быть полезными, они не станут пробовать плохие.
Непредвиденное поведение — право ребенка. Не пытайтесь подавить это своими дисциплинарными методами. Однако, если вы видите постоянные и серьезные проблемы с поведением у своего ребенка, вам необходимо принять соответствующие меры.И если вы думаете, что ситуация не в ваших руках, не стесняйтесь обращаться к специалисту по детскому поведению, терапевту или психологу.
Помните, прежде чем заклеймить ребенка как плохого, постарайтесь понять его поведение, чтобы определить первопричину. При правильном подходе и профессиональной помощи можно исправить поведенческие проблемы у детей. Ведь вы же хотите, чтобы ваш ребенок вырос любящим, добрым, умным и разумным человеком, верно?
Есть ли у вас в рукаве какие-нибудь уловки для решения проблем с поведением детей? Расскажите нам об этом здесь.