Конструкция и технические характеристики токарного станка тв-6
Токарный станок марки ТВ-6 выпускается ростовским заводом станочного оборудования. Его применяют для изменения свойств предмета труда при выполнении определенного технологического процесса, например, размеров и форм. Они преобразовываются машинным либо ручным способом.
Назначение и область применения
Основное назначение металлорежущего станка ТВ-6 содержится в закреплении теоретических знаний на практике.
Он входит в число тренировочных производственных машин, на котором производится обучение азам токарного дела.
На нем выполняются рабочие операции:
- сверление просветов в предметах заданных размеров, из которых путем изменения форм, размера изготавливается деталь;
- обрезка торцов деталей;
- отрезание некой части с целью придания детали нужной формы;
- спиральная винтовая нарезка;
- обработка резцом внутренней либо внешней поверхности деталей, имеющих форму цилиндра либо конуса.


Приспособление успешно используется в мастерских средних школах, профессионально-технических училищах, колледжах, в цехах малых производственных и занимающихся ремонтом предприятий.
Технические характеристики
Токарно-винторезный станок ТВ-6 выделяется среди других незначительным габаритом – 144х47х11 см, что удобно для эксплуатации в целях обучения. На нем выполняется обработка металлических предметов диаметром до 200 мм при их установке над рабочей основой, держателем резца – 80 мм.
Отличительные признаки:
- масса – 300 кг;
- производительность электрического двигателя – 1,1 кВт;
- величина фазы требуемого развития скорости – 6;
- формат децимальной резьбы – 3;
- высота центральных частей – 10,8 см;
- предельное значение длины болванки – 350 мм;
- длина обтачки – 300 мм;
- предельный радиус обрабатываемой детали – 0,6 см;
- угол разворота каретки резца – 45;
- передвижка резцедержателя по отношению к значению лимба: продольное – 0,5 мм, поперечное – 0,025 мм. То же в зависимости от цикла лимба: продольное – 3 мм, поперечное – 2 мм;
- скорость кручения детали вокруг оси при движении прямо – 130-170 об/мин, при обратном ходе – 700 об/мин;
- постоянное передаточное число – ¼;
- шаг выполнения резьбы – 0,08, 0,1, 0,125 см.
- ширина и высота резца – 12х12 мм.
 То же в зависимости от цикла лимба: продольное – 3 мм, поперечное – 2 мм;
То же в зависимости от цикла лимба: продольное – 3 мм, поперечное – 2 мм;Школьник выполняет рабочие операции с точностью, отнесенной к классу – «нормальный». Она достигается за счет исправной работы суппорта.
Процедура точение деталей на нем осуществляется путем снятия резцом с крутящейся на валу детали металлической стружки.
Процедура вращения обеспечивается:
- асинхронным электродвигателем;
- механической энергии, которая передается гибкими элементами;
- коробкой скоростей;
- главным валом, на котором установлено приспособление, закрепляющее обрабатываемый предмет или инструмент;
- деталью, у которой необходимо изменить свойства путем выполнения определенного технологического процесса.
Отсчет передвижек станка ТВ-6 по металлу производится специфическое устройство – лимба. Болты на нем должны быть максимально зажаты, что увеличивает срок службы и позволяет снизить вибрацию.
Схема органов управления
Комплектация токарного станка ТВ-6
Основанием оборудования служит поставленная на 2 тумбах станина, изготовленная из чугуна методом литья. На ней закреплены передняя и задняя бабки, подвижное приспособление, на котором укреплен режущий инструмент.
В число основных элементов входят:
- электрический двигатель;
- механизм, передающий движение рабочим элементам;
- рабочий орган, представленный в виде шпинделя и система управления.
Тумба
У устройства для обработки различных видов металла предусмотрены две тумбы, зафиксированные спереди и сзади. Они имеют П-образную форму, прочность которой достигается ребрами жесткости.
Реверсивная кнопка установлена на лицевой стороне передней тумбы. Она предназначена для приведения в рабочее состояние электрического двигателя и его отключения. Щиток с электрооборудованием собран на тумбе, расположенной сзади.
Она предназначена для приведения в рабочее состояние электрического двигателя и его отключения. Щиток с электрооборудованием собран на тумбе, расположенной сзади.
Гитара и коробка передач
Под термином «гитара» подразумевается механизм, изготовленный в виде консоли с закрепленными на ней шестернями. Его основная функция заключается в передаче механической энергии от головки рабочего вала к коробке подач.
Она состоит из элементов:
- зубчатых колес, передающих вращательное движение;
- сливного устройства;
- фитинга;
- рукоятки;
- подвижного вала;
- блок-шестерни.
Коробка передач предназначена для изменения режима работы подвижных частей, что осуществляется при помощи рычагов и осуществления смазки шестеренок.
Фартук
Основное назначение фартука – одного из технических узлов заключается в механической подаче резца рычагами управления от главного вала или винта. Он передвигается по полозьям влево либо вправо в зависимости от заданной функции, срезая металлические стружки с подлежащей обработке детали.
На нем устанавливается:
- суппорт – узел, на котором крепится и перемещается инструмент;
- рычаги управления.
Суппорт
Назначение суппорта заключается в креплении и перемещения режущего инструмента, обрабатываемой детали. Он установлен на фартуке с целью подачи резца на протяжении всего технологического цикла по направлению к центру диаметра подлежащей обработке заготовки либо детали.
В его состав входят:
- три салазки – продольные, поперечные и верхние;
- резцедержатель.
Особенности и работа токарного станка ДИП300
Продольная каретка прикреплена к фартуку. Она двигается механически либо при помощи рукоятки по направляющим станины. Поперечные салазки перемещаются вручную. Верхние закреплены на поворотной плитке. С их помощью производится заточка конических поверхностей, что достигается за счет изменения угла до 40. Ее перемещение выполняется вручную.
Бабка
На станке ТВ-6 предусмотрены бабки – передняя и задняя.
Передняя бабка расположена на левой стороне станины, основными элементами которой являются шестерни. Они передают вращательное движение на обрабатываемую деталь, которая жестко закрепляется в головке. Их функциональное назначение заключается в производстве смены режима скоростей, для чего используется переключатель.
Задняя бабка расположена в правой части станины. Она удерживает обрабатываемую деталь в заданном положении. При производстве работ по сверлению отверстий функция задней бабки видоизменяется – осуществляет подачу обрабатываемой детали на сверло. В ее верхней части установлен пиноль, способная перемещаться при помощи маховика и фиксироваться.
Электрическая схема
Особенности эксплуатации
При эксплуатации направляющие металлорежущего токарного станка должны подвергаться регулярному осмотру с целью исключения неисправностей его отдельных элементов. Их износ повлечет за собой образование люфта и снижение точности обработки детали и заготовки.
Их износ повлечет за собой образование люфта и снижение точности обработки детали и заготовки.
Они должны быть чистыми, своевременно смазаны техническим маслом. При возникновении необходимости их следует заменить на новые, выполнив
- обращать на клиноременные передачи приводного механизма, у которых возникает ослабление ремней. Их необходимо периодически проверять, чтобы натяжение на одну ветку ремня соответствовало требуемому – 10 кг;
- устранять вибрации шпинделя, подтягивая гайкой шпиндельный узел. Если мера не приносит желаемых результатов, то нужно заменить подшипники;
- регулировкой гаек, шлифовкой торцов колец аннулировать незначительные зазоры, возникающие в ходе обработки деталей.
Механизмы
Кинематическая схема
Техника безопасности
При работе на токарном станке ТВ-6 необходимо строго соблюдать предъявленные к нему правила безопасности. Они позволяют избегнуть непредвиденных производственных ситуаций с непредсказуемыми последствиями.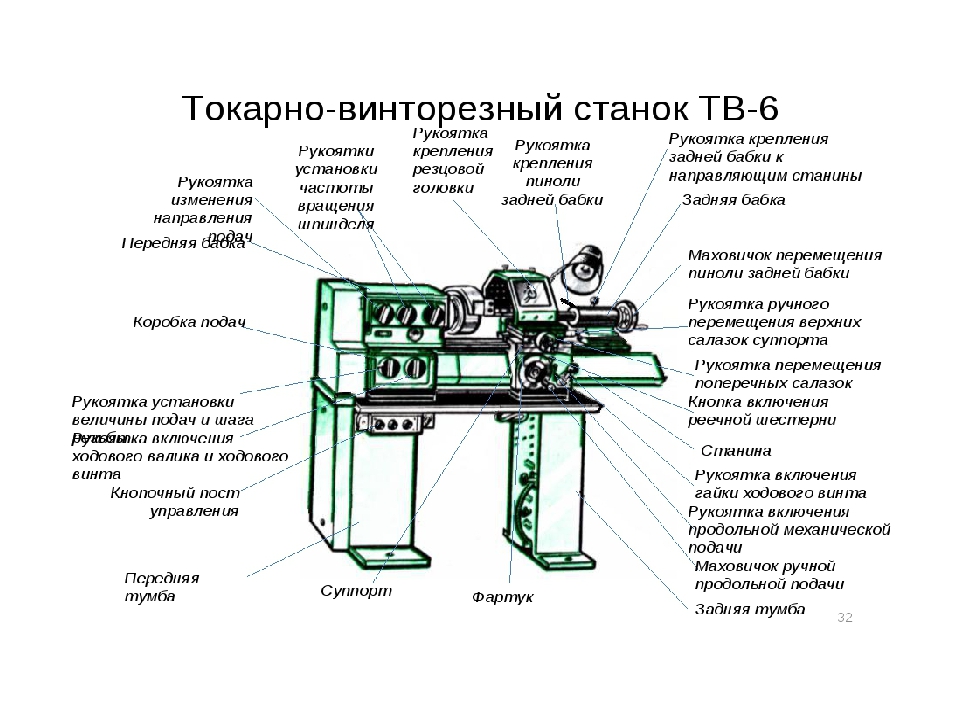
В их число входит:
- выполнение операций в спецодежде;
- осуществление проверки наличия требуемых инструментов, их состояния;
- использование инструментов соответственно назначения;
- закрепление обрабатываемой детали надлежащим образом;
- уборка рабочего места.
Источник: https://VseOChpu.ru/tokarnyj-stanok-tv-6/
Школьный токарный станок ТВ 6
фото:кинематическая схема токарного станка
фото:электрическая схема токарного станка
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.
Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
- фото:передняя бабка токарного станка
- Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
- Гитара состоит из кронштейна 1 и шестерен 2,4,7.

фото:гитара токарного станка
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.
Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.
фото:коробка подач токарного станка
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
фото:фартук токарного станка
Задняя бабка предназначена для поддержания конца заготовки, во избежание радиального биения. Кроме этого, в заднюю бабку устанавливается сверло для обработки отверстий.
Корпус 1 расположенный в основании 2 перемещается по направляющим станины.
Пиноль перемещается в осевом направлении в корпусе. В пиноли имеется коническое отверстие, в которое вставляется различные инструменты для выполнения токарных и сверлильных работ (упорный центр, сверло, развертки и т.д.). Осевое перемещение пиноли осуществляется при помощи маховика 4 и винта 5.
Регулировка сооснтости пиноли задней бабки и шпинделя осуществляется гайкой 12 и двумя винтами 11, расположенных с обеих сторон задней бабки.
Фиксация задней бабки в нужном положении выполняется поворотом вправо рукоятки 13.
фото:задняя бабка токарного станка
| Наибольший диаметр обрабатываемой заготовки,мм | 12 |
| Наибольший диаметр заготовки, устанавливаемый над станиной,мм | 200 |
| Наибольший диаметр заготовки, устанавливаемый над суппортом,мм | 80 |
| Наибольшая длина обтачивания,мм | 300 |
| Шаг нарезаемой резьбы,мм | 0,8;1;1,25 |
| Высота центров,мм | 108 |
| Расстояние между центрами,мм | 350 |
| Частота вращения шпинделя,об/мин | 130…170 |
| Суппорт | |
| Перемещение на одно деление лимба,мм: | |
| продольное | 0,5 |
| поперечное | 0,025 |
| Перемещение на один оборот лимба,мм: | |
| продольное | 30 |
| поперечное | 2 |
| Масса станка,кг | 300 |
| Габаритные размеры,мм: | |
| длина | 1100 |
| высота | 470 |
| ширина | 110 |
Видео:Токарный станок ТВ 6
Источник: http://www. metalstanki.com.ua/tokarnie-stanki/torarniy-stanok-tv-6
metalstanki.com.ua/tokarnie-stanki/torarniy-stanok-tv-6
Токарно-винторезный станок ТВ-6
Для качественного проведения токарных работ требуются определенные навыки.
Токарный станок ТВ-6 применяется для обучения азам профессии токаря, что определяет его широкое распространение в различных обучающих организациях.
Несмотря на то, что оборудование появилось в продаже в 80-х годах, сегодня школьный токарный станок встречается довольно часто. Рассмотрим особенности этого оборудования подробнее.
Технические характеристики станка
Тот момент, что токарный станок ТВ-6 разрабатывался для обучения, определяет весьма скромные параметры. При применении рассматриваемого оборудования можно проводить нижеприведенные операции:
- Сверление отверстий.
- Подрезку торцов.
- Нарезание метрической резьбы.
- Расточку и проточку деталей, которые имеют цилиндрическую форму или коническую поверхность.
- Отрезка части заготовки.

Распространенный станок токарный ТВ-6, технические характеристики которого не позволяют работать с закаленной сталью, может применяться для обработки металлов, при резании которых не образуется летучих соединений или пыли. Характеризуется ТВ-6 следующими характеристиками:
- Максимальный диаметр заготовки составляет 12 мм.
- Длина обтачиваемой поверхности составляет 300 мм.
- Высота расположения центров 108 мм.
- Частота вращения шпинделя варьирует в диапазоне от 130 до 170 об/мин.
- Расстояние между центрами составляет 350 мм.
При рассмотрении того, какой вес токарного станка школьник следует учитывать, что в минимальной комплектации вес составляет 300 килограмм.
Именно поэтому при монтаже и транспортировке следует учитывать довольно большой вес, установка модели проводится на фундаментной плите. За счет этого обеспечивается поглощение вибрации на момент работы.
Назначение оборудования
Рассматривая назначение токарного станка, следует уделить внимание тому, что он является учебным.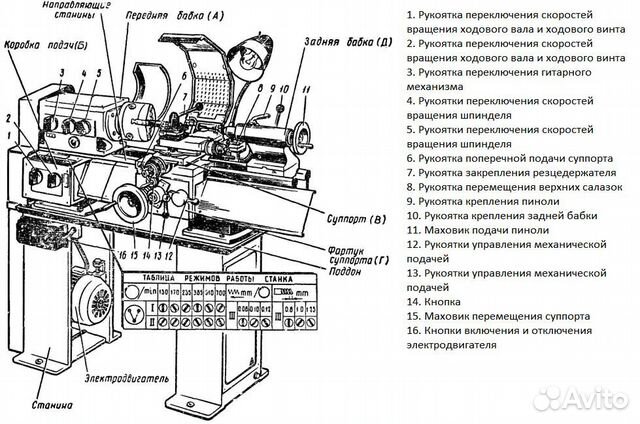 Несмотря на это, точение по металлу может проводится с высокой степенью точности. Определенные технические характеристики позволяют проводить установку оборудования в домашних или учебных мастерских. Рассматривая инструкцию (руководство) отметим следующие моменты:
Несмотря на это, точение по металлу может проводится с высокой степенью точности. Определенные технические характеристики позволяют проводить установку оборудования в домашних или учебных мастерских. Рассматривая инструкцию (руководство) отметим следующие моменты:
- Производитель рекомендует проводить время от времени натяжение ремня. Подобная профилактика позволяет добиться максимальной мощности и производительности на протяжении длительного периода.
- Для наладки достаточно провести ослабление гайки, после чего изменяется положение электрического двигателя. Устройство расположено на салазках, поэтому шкивы не смещаются относительно друг друга.
- Довольно распространенной проблемой можно назвать то, что во время работы возникает серьезная вибрация шпинделя. Происходит это из-за расслабления винтов.
В целом можно сказать, что модель не характеризуется высокой производительностью.
Именно поэтому модель в большинстве случаев устанавливается в учебных заведениях для получения требуемых навыков. При необходимости может проводится производственная деятельность.
При необходимости может проводится производственная деятельность.
Скачать паспорт (инструкцию по эксплуатации) токарного станка ТВ-6
Конструктивные элементы ТВ-6
Токарно-винторезный станок ТВ-6 обладает классической компоновкой, свойственной оборудованию токарной группы. Основными элементами можно назвать:
- Передняя и задняя бабка.
- Коробка передач.
- Защитный экран.
- Элемент, предназначенный для подачи смазывающего вещества.
- Несущая станина.
- Фартук.
- Элементы сменной гитары.
- Защитный кожух.
Все узлы расположены с высокой точностью относительно друг друга. Некоторые из них можно демонтировать для замены или обслуживания.
Основными элементами токарного станка можно назвать переднюю и заднюю бабку. Их особенностями назовем следующие моменты:
- Передняя бабка служит для расположения шпинделя и коробки скоростей.
- Задняя бабка применяется для крепления центров, которые могут использоваться для поддержки торцевой поверхности большого изделия. За счет применения центров можно существенно повысить точность обработки
 За счет применения центров можно существенно повысить точность обработки
За счет применения центров можно существенно повысить точность обработкиПередняя бабка ТВ-6 обеспечивает доступ к коробке передач и гитаре сменных колес, которые позволяют изменять параметры нарезаемой резьбы
Коробка подач и гитара сменных шестерней
Также важными элементами устройства можно назвать коробку подач и гитару сменных шестерней. Ключевыми моментами назовем:
- Гитара сменных колес позволяет изменить параметры нарезаемой на цилиндрической поверхности резьбы.
- Коробка подач не требует обслуживания, в зону соприкосновения шестерен подается смазка.
Рассматриваемая модель характеризуется высокой надежностью. Она может прослужить в течение многих лет при соответствующем обслуживании.
Станина
Для объединения всех узлов применяется станина. Она изготавливается при применении чугуна, характеризуется высокой жесткостью. Станина обладает следующими особенностями:
- Погашает вибрацию.
- Обеспечивает точное позиционирование всех узлов.
- На момент установки устройство надежно позиционируется.

Точное позиционирование всех узлов обеспечивает требуемое качество обработки. Станина окрашивается защитным составом для того, чтобы продлить срок службы.
Суппорт
Важным элементом является суппорт. Он применяется для закрепления инструмента во время обработки. Устанавливаемый суппорт обладает классическими характеристиками:
- Обеспечивает надежную фиксацию инструмента.
- Может располагаться под определенным углом относительно заготовки.
- Перемещается по салазкам в продольном и поперечном направлении.
Суппорт может использоваться для фиксации различных вариантов исполнения резцов. За счет этого существенно расширяется область применения токарного станка.
Фартук
В качестве фартука выступает часть конструкции, на которой расположены салазки для перемещения суппорта. При его изготовлении также применяется сталь.
Особенностями рассматриваемой модели можно назвать небольшие габаритные размеры.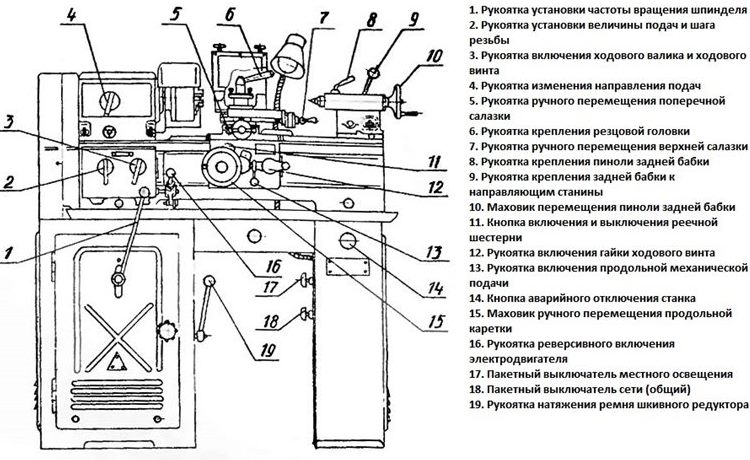 Кроме этого, устройство характеризуется относительно невысоким показателем энергопотребления.
Кроме этого, устройство характеризуется относительно невысоким показателем энергопотребления.
Для управления основными параметрами работы устройства и режимами обработки имеются различные переключатели, рычаги и клавиши.
Быстрое перемещение может применяться для быстрого позиционирования рабочего органа в требуемом положении.
Источник: https://stankiexpert.ru/stanki/tokarnye/tokarnyj-stanok-tv-6.html
Обзор учебного токарного станка ТВ-6
В 1980-х годах ушедшего столетия начал производиться токарный станок ТВ-6 станкостроительным предприятием КомТех-Плюс в Ростове.
Модель пришла на замену устаревшего агрегата ТВ-4 и используется для обучения молодых специалистов в условиях учебных заведений, а поэтому не отличается завышенными характеристиками и позволяет выполнять базовые токарные работы по холодной обработке резанием, среди которых: высверливание отверстий, подрезка торцов, обработка цилиндров и конусов, нарезка метрической резьбы, отрезка.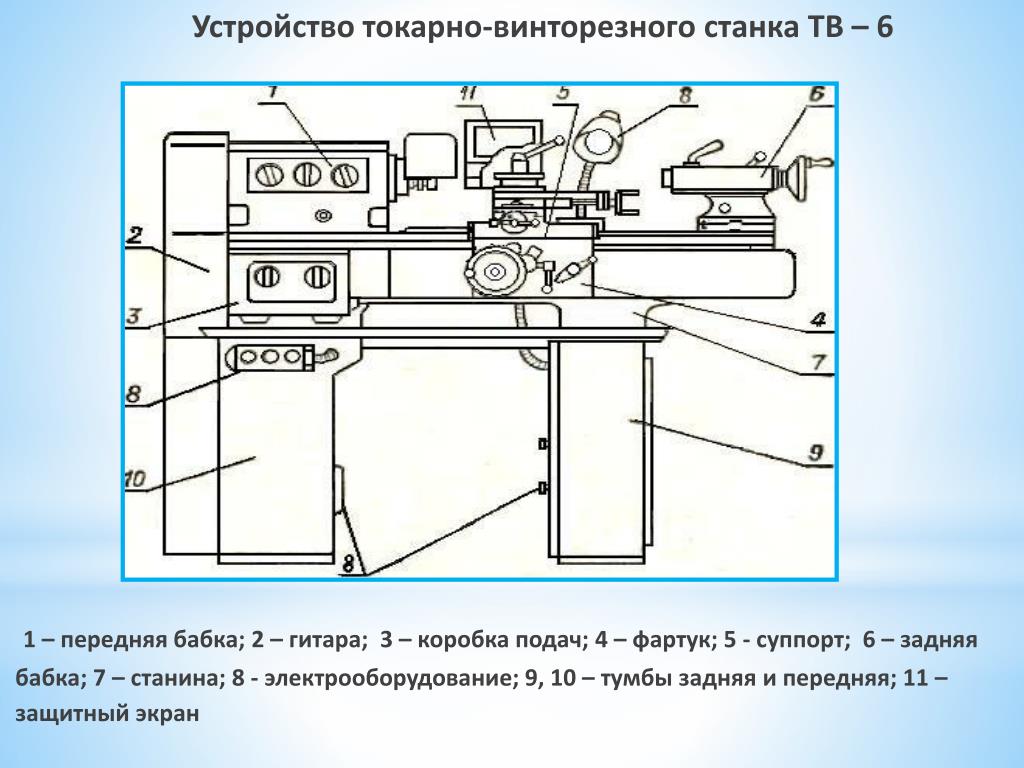
Агрегат предназначен для работы только со сталью и цветными металлами, в ходе работы с которыми не выделяются мелкодисперсная пыль или летучие соединения, способные оказать вредоносное воздействие на организм учащегося.
Технические характеристики токарного станка ТВ-6
Установка отличается небольшим размером, благодаря чему он идеально подходит для размещения в учебных мастерских. Его вес – 300 кг, а габариты составляют 144х47х11 см. Устройство позволяет производить обработку заготовок с максимальным диаметром:
- Над рабочей основой – 200 мм.
- Над резцедержателем – 80 мм.
Длина болванки, которая допустима для работы на устройстве, равняется 350 мм в максимальном значении, в то время, как длина обработки в максимальном значении составляет 300 мм. Согласно паспорту, оборудование обладает и другими основными характеристиками:
- высота центров – 10,8 см;
- расстояние между центрами – 35 см;
- передвижение резцедержателя на деление лимба: осевое – 0,5 мм, перпендикулярное – 0,025 мм;
- передвижение резцедержателя на оборот лимба: осевое – 3 см, перпендикулярное – 2 мм;
- количество резьб – 3 метрических;
- угол поворота резцовой каретки – 45°;
- скорость вращения – 130-170 об/мин;
- скорость вращения в обратном направлении – до 700 об/мин;
- сечение прутка – 12 мм;
- общее количество рабочих ступеней – 6;
- конус Морзе – №3;
- механизм блокировки рукоятей – отсутствует;
- устройство остановки главного вала – отсутствует;
- Мощность главного двигателя – 1,1 кВт.

В конструкции рассматриваемой модели передний узел представляет из себя шестиступенчатую коробку скоростей и поддерживает обрабатываемую болванку, передавая ей вращательный элемент. Передний узел устанавливается горизонтально по линии центров посредством пары фиксационных винтов. В конструкции вала переднего узла имеются два упорных подшипника и один радиальный, на которых он установлен.
На вал коробки скоростей от электрического двигателя передается вращательный элемент посредством ременной передачи. В коробке скоростей вращательный элемент передается на вал со статичными зубчатыми колесами и блоком зубчатых колес через вал и зафиксированную шестерню. Блок-шестерня задействуется только при реверсной подаче.
Болванка, которая укрепляется в трехкулачковом патроне или планшайбе, вращается под воздействием главного вала. Если болванка обрабатывается в центрах, то в главный вал монтируется неподвижный центр.
Направление резцедержателя изменяется благодаря специальному устройству, которое установлено в коробке скоростей. Данная операция осуществляется при помощи рукояти, которая перемещает шестерню в правое или левое положение.
Данная операция осуществляется при помощи рукояти, которая перемещает шестерню в правое или левое положение.
Прямое вращение осуществляется, если шестерня находится в левом положении и задействуется блок зубчатых колес. Обратное вращение осуществляется, если шестерня находится в правом положении и задействуется паразитное зубчатое колесо.
Задний узел служит для предотвращения радиального биения поддержанием заднего конца болванки и для обработки отверстий установленным сверлом. Корпус заднего узла передвигается по направляющим основы агрегата.
Внутри корпуса располагается пиноль, которая передвигается в продольном направлении при помощи винта и маховика на расстояние до 65 мм.
Режущие и сверлильные инструменты вставляются в коническое отверстие, которое имеется в пиноли.
Задний узел имеет следующие конструктивные элементы;
- Основа.
- Корпус.
- Фиксационные винты.
- Пиноль.
- Винт-шпонка.
- Маховик, управляющий перемещениями пиноли.
- Рукояти, фиксирующие положение пиноли и заднего узла.

Коробка подач и гитара сменных шестерней
Гитара сменных зубчатых колес (или передаточный механизм) выполняет функцию передачи элемента вращения от главного вала к коробке подач.
Гитара состоит из кронштейна, на котором установлены зубчатые колеса.
Гитара характеризуется передаточным отношением i = 24/60 * 40/64 = ¼, которое является постоянным для данной модели, поскольку сменные зубчатые колеса не включены в комплектацию оборудования.
Коробка подач, которая приводится в действие через гитару сменных зубчатых колес, имеет следующие составляющие:
- два вала;
- пять зубчатых колес, имеющих различные параметры;
- блок-шестерня;
- ходовой валик;
- муфта;
- круглая гайка;
- рукоять переключения;
- сливная пробка.
На лицевой стороне коробки расположена рукоять, положение которой определяет параметры резьбы. При повороте рукояти в одно из трех позиций блок-шестерня перемещается по шлицам и зацепляется с другими шестернями.
При повороте рукояти в одно из трех позиций блок-шестерня перемещается по шлицам и зацепляется с другими шестернями.
Другая рукоять, расположенная на панели коробки, осуществляет запуск ходового валика и винта. Учебная модель имеет систему безопасности, которая присуща промышленному оборудованию, не позволяющую осуществлять одновременный запуск ходового валика и винта.
Посредством специальных фитилей масло подается из специального корыта, благодаря чему обеспечивается смазка всех элементов коробки подач.
Устройство фартука
Фартук служит для осевой подачи резцедержателя от ходового винта и валика механическим способом и осевой подачи, осуществляющейся вручную.
Вращение маховика, расположенного на вал-шестерне и зацепляющегося с зубчатым колесом, которое расположено на валике реечного зубчатого колеса, осуществляет ручную подачу.
Реечная шестерня сцепляется с зубчатой рейкой, которая жестко зафиксирована на станине.
Червяк, который соединен скользящей шпонкой с валиком, отвечает за механическую подачу. Червяк заставляет вращаться червячную шестеренку, откуда элемент вращения передается на реечное зубчатое колесо через кулачковую муфту и шестерни.
Червяк заставляет вращаться червячную шестеренку, откуда элемент вращения передается на реечное зубчатое колесо через кулачковую муфту и шестерни.
Поворотом рукояти производится запуск кулачковой муфты и, следовательно, механической подачи. Другая рукоять, которая соединяет маточную гайку и ходовой винт, при повороте вниз осуществляет механическую подачу.
При нарезке резьбы необходимо вывести из зацепления реечное зубчатое колесо и рейку, что осуществляется оттягиванием рукояти на себя. А при механической подаче и ручной подаче резцедержателя другое реечное зубчатое колесо должно быть зацеплено с зубчатой рейкой, что осуществляется оттягиванием рукояти от себя.
Конструктивными особенностями узла предусмотрена система безопасности, которая предотвращает запуск механической подачи и маточной гайки одновременно.
Важные элементы фартука:
- Четыре зубчатых колеса (червячные и реечные).
- Рукояти управления.
- Маховик.
- Маточная гайка.
- Ходовой валик осевой подачи резцедержателя.
- Вал.

Конструкция суппорта
Суппорт отвечает за установку резцов и их перемещение в процессе работы агрегата и состоит из четырех кареток:
- каретка 1 осуществляет передвижение по направляющим основы агрегата в осевом направлении;
- каретка 2 располагается на первой каретке и перемещается по ее направляющим в перпендикулярном направлении;
- каретка 3 установлена на второй каретке и является поворотной;
- каретка 4 с расположенным на ней приспособлением для установки резцов передвигается по направляющим третьей каретки в осевом направлении.
Направляющие основы кареток и клиньев истираются в процессе работы и между ними возникают зазоры. Из-за их появления снижается точность обработки заготовок, поскольку режущий инструмент начинает вибрировать. Вибрация устраняется регулировкой прижимных планок салазок болтами. Клинья регулируются при помощи болтов, которые располагаются в торцах второй каретки.
Посредством рукояти и болта на четвертой каретке устанавливается механизм фиксации резцов, который отжимается вверх при отворачивании рукояти. Положение механизма устанавливается опорным штифтом. Конструкция резцедержателя позволяет одновременно устанавливать до 4 резцов, которые крепятся болтами.
- Видео: токарный станок ТВ-6.
Источник: https://metmastanki.ru/tokarnyy-stanok-tv-6
Токарный станок ТВ-6
Совершенствование способов обработки заготовок идет беспрерывно. При этом механическое резание металлов продолжает оставаться популярным.
Ведь основное преимущество этого метода никуда не исчезло – отсутствие каких бы то ни было ограничений в конфигурации изделия.
Ведь токарная обработка, шлифование и сверление – это подчас единственное, что может облегчить формообразование деталей в машиностроении и других промышленных отраслях.
Токарный станок ТВ 6 отличается небольшими габаритными размерами и весом.
 Это превращает его в незаменимого помощника в условиях авторемонтных и других производств малого и среднего масштаба. Такой агрегат занимает минимум площади помещения и потребляет немного электроэнергии.
Это превращает его в незаменимого помощника в условиях авторемонтных и других производств малого и среднего масштаба. Такой агрегат занимает минимум площади помещения и потребляет немного электроэнергии.Его устройство достаточно простое, а техническое обслуживание такого станка способен выполнить персонал даже со средним уровнем навыков. А вот к его ремонту следует все же привлекать специалистов с опытом подобной работы.
Такой агрегат считается младшим братом по отношению к полноценным промышленным станкам, но в состоянии качественно выполнить определенный набор операций.
Такие станки целесообразнее использовать для:
- Небольших производственных и ремонтных участков.
- Мелкосерийной и единичной обработки заготовок.
- Предварительных и чистовых работ (с нормальной точностью).
СОВЕТ: Решение о приобретении б/у станков принимайте только по результатам проверки их текущего технического состояния.
При этом особое внимание обратите на:
- Наличие в комплекте задней бабки, электропривода, зажимного патрона.
- Возможность вращения шпинделя и включение движения суппорта.
- Износ узлов трения, радиальный и осевой люфт пиноли задней бабки и шпинделя.

Все обнаруженные неисправности и поломки послужат весомым основанием для понижения стоимости станка. И, конечно же, покупать в первую очередь стоит оборудование со склада при наличии его заводской упаковки или после капитального ремонта.
Описание и назначение токарного станка ТВ 6
Токарно винторезный станок ТВ 6 в состоянии полностью удовлетворить большинству технологических требований к процессам обработки деталей. Его разработали как замену станка модели ТВ-4. Агрегат ТВ 6 несколько отличается от своего предшественника. Это большие мощность двигателя и перемещение резцовой каретки, меньшая длина самого станка и прочее.
Агрегат чаще всего используют в условиях частных СТО, а также в школьных производственных мастерских для обучения детей основам обработки металлов резанием. Станок ТВ 6 предназначен для выполнения относительно не сложных операций. Но специалист-токарь высокой квалификации вполне также сможет точно выточить на нем детали весьма сложной формы.
Но специалист-токарь высокой квалификации вполне также сможет точно выточить на нем детали весьма сложной формы.
Такие агрегаты применяют в основном в качестве учебного оборудования для работ по металлу, в т. ч. сталей и цветных сплавов. Для резания пластмасс и других подобных материалов станок использовать не рекомендуется, т.к. возможности подавать смазочно-охлаждающие жидкости (СОЖ) в зону резания нет.
Ведь в процессе таких работ может выделяться мелкая агрессивная пыль, вредно влияющая на организм учащихся.
Токарные станки ТВ 6 начали выпускать на Ростовском заводе малогабаритного станочного оборудования почти 40 лет назад. Агрегат до сих пор пользуется спросом, в особенности для небольших домашних мастерских. Все запчасти и комплектующие для него доступны для покупки по разумным ценам.
Конструкция токарного станка ТВ 6 сделана максимально простой. Тем не менее, он насчитывает большинство узлов, характерных для полновесных токарно винторезных агрегатов.
Это суппорт, коробки – передач и подач, ходовые – винт и вал, гитара. Возможности указанных коробок обеспечивают 3-и подачи в сочетании с 6-ю скоростями шпинделя.
Все это, к примеру, позволяет нарезать метрическую резьбы разного шага, выполнить другие операции.
Выход шпинделя из передней бабки выполнен резьбовым. Поэтому монтаж на него 3-х кулачкового патрона (диаметр 100 мм) делается через план-шайбу. В качестве привода станка использован электродвигатель.
Он передает крутящий момент по шкивам ременной передачи на вход коробки передач, а оттуда через зубчатые колеса – к шпинделю (его реверс за счет электропривода).
Далее вращение передается гитаре, а от нее – коробке подач.
Отсюда движение идет к ходовому винту/валу, в зависимости от выполняемой операции (нарезка резьбы или обтачивание).
Гайка в фартуке и проходящий через нее ходовой вал обеспечивают суппорту продольное перемещение вдоль направляющих станины. Масло на шестерни коробки передач попадает за счет разбрызгивания из поддона.
Масло на шестерни коробки передач попадает за счет разбрызгивания из поддона.
Направляющие станины, заднюю бабку, механизмы гитары, фартука и суппорта нужно смазывать в ручном режиме каждую смену.
Кинематическая схема токарного станка ТВ 6 облегчит освоение его внутреннего строения специалистами-ремонтниками, инженерно-техническим персоналом вспомогательных участков предприятий.
В паспорте токарного станка ТВ 6 приведен возможный перечень базовых операций по токарной обработки:
- Подрезание торцов и выполнение фасок.
- Сверление отверстий, их развертка и зенковка.
- Порезка заготовок.
- Нарезание метрической резьбы (три размера по шагу).
- Расточка и точение цилиндрических и конических деталей.
При этом можно достичь достаточно высокого класса шероховатости поверхности деталей. Для резания рекомендуется использовать инструмент, сделанный серийно и соответствующий нормативным документам.
Основные технические характеристики токарного станка ТВ 6
Ограничения по размерам обрабатываемых деталей:
- Диаметр до 200 (над станиной), 80 (над суппортом) и 12 мм (внутри шпинделя).
- Расстояние между центрами (РМЦ) 350 мм.

Частота вращении шпинделя находится в диапазоне 130 – 700 об/мин. Допустимая нагрузка на станину станка составляет 600 кг. Станок нарезает метрическую резьбу, ее шаг равен быть 0,8; 1,0 или 1,25 мм.
Вес и габаритные размеры агрегата:
- Длина х ширина х высота 1100 * 470 * 1100 мм.
- Вес 300 кг.
Двигатель токарного станка ТВ 6 развивает 1,1 кВт при 1440 об/мин.
Конструктивное устройство токарно винторезного станка ТВ 6
Указанный агрегат собран из таких основных частей:
- Задней/передней тумбы.
- Станины.
- Коробки подач.
- Передней/задней бабки.
- Суппорта.
- Фартука.
- Гитары.
- Защитных кожуха (для патрона) и экрана (резца).
- Шкафа электрической коммутации.
Обе тумбы в сечении имеют П-образную форму и усилены сверху и снизу ребрами жесткости. В передней тумбе смонтирован электродвигатель главного привода, рядом расположена реверсная кнопочная станция для его пуска и остановки. Электрический щиток станка размещен в задней тумбе.
Электрический щиток станка размещен в задней тумбе.
Станина является основным несущим элементом токарного станка ТВ 6 и опирается на обе тумбы. На станине монтируют и крепят, соединяя в общую конструкцию, все остальные механизмы станка. Для жесткости станине придается коробчатая форма, в ней есть проемы (окна).
В верхней части станины выполнены две направляющие призматического сечения. Причем по расположенной ближе к наблюдателю передней направляющей станка передвигается его каретка, а по задней – соответственно задняя бабка.
На передней плоскости станины расположен ходовой винт с рейкой.
Внутрь передней бабки токарного станка ТВ 6 помещена 6-ти ступенчатая коробка передач, которую через клиноременную передачу вращает электродвигатель (главный привод). Коробка передач приводит во вращение шпиндель, в патроне которого закреплена обрабатываемая заготовка.
Шпиндель опирается на три подшипника, один из которых – радиального типа, два других – упорные, и фиксируется при помощи винтов. Ниже коробки стоит подключенная к ней гитара. Этот зубчатый механизм передает вращательное движение от коробки передач на коробку подач.
Ниже коробки стоит подключенная к ней гитара. Этот зубчатый механизм передает вращательное движение от коробки передач на коробку подач.
Его передаточное отношение имеет для токарного станка ТВ 6 постоянную величину, равную ¼.
Коробка подач позволяет настроить процесс нарезания метрической резьбы с выбором шага из ряда 0,8; 1 или 1,25 мм или выполнять продольное движение суппорта. Управляют коробкой подач с помощью двух рукояток. Одна из них необходима для выбора требуемого шага резьбы путем включения ходового винта. Другая нужна для подключения ходового вала коробки подач при остальных токарных операциях. Т.
о. возможность одновременной работы ходовых вала и винта полностью исключены. В нижней части коробки подач есть поддон для сбора смазочного масла. Жидкая смазка в узлы трения и зубчатые колеса подается за счет капиллярных сил по специальным фитилям. При эксплуатации станка осевое смещение ходового винта должно отсутствовать. Для компенсации этого люфта нужно затянуть две круглые гайки.
Назначением фартука является организация продольного движения суппорта вдоль заготовки через вращение вала либо винта (ходового).
Суппорт можно перемещать двумя способами – вручную за счет вращения его маховика либо от ходового вала.
Для фартука предусмотрена блокировка, которая не допускает его одновременного перемещения от вала (механический способ) и через маточную гайку маховика. Управление фартуком производится посредством трех имеющихся на нем рукояток.
Суппорт отвечает за крепление и перемещение резца. Для последнего действия он снабжен 4-ма каретками. Они связаны между собой через направляющие, которые обеспечивают перемещение резца (продольное и поперечное) вращением винтов и гаек. Нужный для этого момент создается маховиком.
От нагрузки, которую испытывает резец при точении, изнашиваются поверхности направляющих, кареток и клиньев. Появляются зазоры, резец в процессе работы вибрирует, снижается точность обработки детали.
Чтобы избавиться от этого, регулируют прижимные планки каретки путем затягивания винтов.
Резцедержатель фиксируется опорным штифтом на самой верхней каретке. Он вмещает четыре резца с сечением державки до 12 * 12 мм. Резцы зажимаются болтами.
Основное назначение задней бабки – поддержка не закрепленного в патроне конца детали вращающимся центром в одной оси со шпинделем. Это способствует получению точных размеров и приличной шероховатости поверхности изделий.
Бабка состоит из корпуса с основанием, размещенным на направляющей станины. Пиноль задней бабки движется продольно в ее корпусе с помощью маховика и рукоятки. В пиноли выполнено конусное отверстие для упорного центра, сверлильного патрона или развертки.
Корпус бабки фиксируют на направляющей с помощью зажимной ручки.
Особенности технического обслуживания и ремонта токарного станка ТВ 6
В работе станка важную роль играет клиноременная передача. Для ее безаварийной работы важным является регулярный контроль величины натяжения ремня.
Такая несложная сервисная операция позволит увеличить ресурс оборудования и поможет получить максимальную мощность на валу электродвигателя главного привода. Если клиновидные ремни плохо натянуты, восстановить это достаточно просто.
Для этого несколько ослабляют гайки салазок двигателя, выставляют требуемое усилие натяжения (до 10 кг на каждую ветвь ремня) и снова зажимают соединения с гайками.
В случае, если при эксплуатации станка возникла сильная вибрация шпинделя, за этим стоят две основные причины. Первая – несколько раскрутились его винты, что достаточно легко устранить.
Вторая – поломка подшипников в опорных узлах, замену которых способен выполнить только квалифицированный и опытный специалист. Также во время обмера подшипников в них могут быть выявлены завышенные зазоры.
Устраняют эту неисправность шлифовкой торцов их колец или регулировкой момента затяжки с помощью пары гайка-контргайка.
Совет: Не пренебрегайте работами по техническому обслуживанию станка. Это позволит эксплуатировать его длительное время и выполнять на нем достаточно сложные работы с высокой точностью.
Это позволит эксплуатировать его длительное время и выполнять на нем достаточно сложные работы с высокой точностью.
Переделка питания электродвигателя станка ТВ 6 на 220 В
Часто при установке станка ТВ 6 приходится решать проблему с отсутствием в помещении питания напряжением 380 В. В таком случае выполняют переделку электродвигателя на 220 В, развиваемая им мощность уменьшится (на 30% для «треугольника» и 50 % для «звезды»), а частота вращения останется той же.
Для этого находят провода трех его статорных обмоток. Подключают их к электросети «треугольником» либо «звездой». Т. е. один из проводов соединен с фазой, второй – с нулем, а третий подсоединяют к схеме через конденсатор в металлическом корпусе.
Емкость подбирают из расчета 70 мкФ на каждый 1 кВт мощности, а его напряжение должно быть на 15% больше, чем номинальные 220 В.
Источник: https://MoiStanki.ru/metallooborabotka/tokarnye-metall/tokarnyj-stanok-tv-6
Токарный станок ТВ6 по металлу: описание конструкции, характеристики
Токарно-винторезный станок ТВ-6 стал выпускаться в серийном производстве только с 1980 года ростовским станкостроительным предприятием «КомТез-Плюс». Эта модель заменила предшествующую ТВ-4 и широко применяется в учебных целях для молодых специалистов по токарному делу. В связи с этим его возможности в техническом и эксплуатационном плане стандартны, поэтому он способен выполнять типовые работы по холодной механической обработке заготовок.
Эта модель заменила предшествующую ТВ-4 и широко применяется в учебных целях для молодых специалистов по токарному делу. В связи с этим его возможности в техническом и эксплуатационном плане стандартны, поэтому он способен выполнять типовые работы по холодной механической обработке заготовок.
Оглавление:
- Описание
- Технические параметры
- Главные узлы и детали
- Функциональные возможности
- Рекомендации по эксплуатации
Основное назначение станка
Данный вид оборудования разработан для проведения обучающей программы по базовым аспектам токарных работ, поэтому у него нет высокотехнологичных режимов. Как правило, его используют для таких стандартных операций, как:
- Высверливание и расточка отверстий.
- Обрезка лишних участков детали.
- Обработка торцевых частей.
- Создание резьбы метрического типа.
- Обточка изделий конусообразной и цилиндрической формы.
Станок ТВ6 или как его еще называют «школьник», применяется только для работы со сталью различной твердости и цветными металлами. Это связано с тем, что при обработке других материалов образуются летучие вещества, которые имеют в составе потенциально опасные включения, способные причинить вред здоровью человека. Также к числу вредных веществ относится мелкодисперсная пыль, которая небезопасна при точении изделий в учебных заведениях.
Это связано с тем, что при обработке других материалов образуются летучие вещества, которые имеют в составе потенциально опасные включения, способные причинить вред здоровью человека. Также к числу вредных веществ относится мелкодисперсная пыль, которая небезопасна при точении изделий в учебных заведениях.
Технические характеристики
Оборудование обладает достаточно небольшими размерами – 144х47х11 см и весом 300 кг, поэтому он отлично помещается в учебную мастерскую. При этом такие габариты позволяют обеспечить доступ к нему со всех сторон, что немаловажно для полноценной работы. Обработка изделий может производиться в том случае, если ее наибольший диаметр над резцедержателем равен 8 см, а над основанием – 20 см.
Максимальная длина детали, которая помещается в рабочую зону, равняется 35 см, однако участок, подвергающийся обработке, может быть всего 30 см. Не менее важно знать высоту центров станка ТВ-6, расположенных над опорной частью режущего приспособления – 12 мм. Габариты резцедержателя в стандартной комплектации равны 12х12 мм. На основе паспортных данных можно выделить следующие основные параметры:
Габариты резцедержателя в стандартной комплектации равны 12х12 мм. На основе паспортных данных можно выделить следующие основные параметры:
- Высота центров над направляющими основания – 108 мм.
- Расстояние между патроном и задней бабкой – 350 мм.
- Движение резцедержателя в параллельном направлении на деление лимба — 0,5 мм, в перпендикулярном – 0,025 мм.
- Движение резцедержателя в параллельном направлении на оборот лимба – 30 мм, в перпендикулярном – 2 мм.
- Есть 3 метрических резьбы.
- Скорость вращения в прямом и обратном направлении – 130, 170, 235, 385, 510,700 об/мин.
- Наибольший допустимый диаметр прутка – 12 мм.
- Количество ступеней вращения во всех направлениях – 6.
- Конус Морзе шпинделя — №3.
- Возможность остановки шпинделя – отсутствует.
- Возможность блокировки рукоятей – отсутствует.
- Мощность электрического двигателя – 110 Вт.
 youtube.com/embed/yKoS_orkTC4″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/yKoS_orkTC4″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Основные функции элементов
Токарный станок в базовой комплектации состоит из станины (основы) и ее направляющих, главного привода (двигателя), суппорта и фартука, передней и задней бабки, поддона, коробки подач.
Особенности бабок
Передняя бабка необходима для надежного закрепления детали, а также подачи крутящего момента на заготовку. Удержание детали осуществляется в патроне при помощи зажима специальным ключом. Этот элемент расположен в левой части станины и имеет шестерни, придающие вращательную функцию. Также они способны изменять скоростной режим благодаря трем переключателям, расположенным на лицевой части бабки.
Задняя бабка токарно-винторезного станка работает одновременно с передней, однако располагается с правой стороны от основы. Этот элемент обладает теми же функциями, однако в ней отсутствуют сложные механизмы из шестерней и прочего. При этом она может передвигаться по направляющим станины в осевом направлении.
При этом она может передвигаться по направляющим станины в осевом направлении.
Задняя бабка обеспечивает надежное удержание заготовки именно в вертикальном положении. Если ее убрать из комплектации, заготовка будет испытывать прецессию при вращении, что гарантирует ее неустойчивость. Стоит отметить, что для сверлильных работ бабка является элементом подачи детали на сверло.
Устройство станины и коробки подач
Для токарного станка модели ТВ-6, как и для любых токарно-фрезерных или винторезных агрегатов, станина служит несущей частью или основанием для всех основных элементов механизма. Однако она должна соответствовать определенным параметрам. Ее размеры достаточно компактные, а максимальный вес, который она способна выдержать составляет 600 кг, при этом масса самого станка всего 300 кг.
Функциональная принадлежность коробки подач заключается в своевременном переключении скорости винта и вала. Для проведения такой процедуры есть 2 рычага, которые относятся к каждому элементу соответственно.
 Также она обеспечивает доступ к шестерням для смазки.
Также она обеспечивает доступ к шестерням для смазки.Функции суппорта и его фартука
Фартук суппорта является одним из основных механизмов токарного станка. С его помощью обеспечивается подача режущего инструмента. В его основе лежит элемент, который передвигается перпендикулярно оси обрабатываемой заготовки. Дополнительно на нем установлены суппорт и рукоятки управления движением фартука. На практике работа заключается в следующем:
- при помощи рычагов на фартуке происходит подача резца к телу болванки;
- фартук передвигается параллельно оси заготовки по направляющим станины, осуществляя снятие необходимого слоя материала.
Суппорт в токарно-винторезном станке ТВ-6 является своего рода держателем резца и позволяет подавать режущую кромку перпендикулярно к центру детали. Стоит отметить, что этот элемент работает непрерывно на протяжении всего процесса токарных работ. Если суппорт находится в неисправном состоянии, то это существенно снижает качество обработки. Чтобы продлить его срок службы необходимо все болты туго зажать, исключая возникновение вибрации.
Чтобы продлить его срок службы необходимо все болты туго зажать, исключая возникновение вибрации.
Необходимость направляющих, двигателя и поддона
Полозья станины представляют собой рельсы, по которым передвигается суппортный механизм и задняя бабка токарного станка типа ТВ6. При этом, чем они ровнее, тем выше качество работы. Стоит отметить, что на протяжении всего времени эксплуатации этого оборудования не было замечено случаев неисправности направляющих, так как они обладают большим эксплуатационным сроком.
Поддон выглядит как столешница, которая располагается между станиной и основными элементами станка. Он играет роль сборщика смазочных материалов, которые попадают в него в процессе работы. Электродвигатель расположен между станиной и поддоном и является главным элементом, приводящим в движение все механизмы при помощи ременной передачи.
Чтобы работа осуществлялась максимально качественно, необходимо следить за исправностью всех механизмов. Своевременно проводить смазку составные детали и чистку токарного станка. Также нужно соблюдать правила эксплуатации электрических приборов.
Также нужно соблюдать правила эксплуатации электрических приборов.
Типы работ на станке
На токарном оборудовании модели ТВ-6 можно проводить следующие виды операций:
1. Обтачивание цилиндрических и конических деталей.
2. Подрезка уступных и торцевых участков.
3. Сверление, развертывание расточку отверстий.
4. Центрование заготовок и нарезка резьбы метчиком.
5. Расточка и обточка фасонных элементов.
В зависимости от длины обрабатываемой детали выбирается обтачивание в патроне или центрах. Если этот показатель превышает радиус изделия в 24 раза, то во избежание прогиба дополнительно устанавливается люнет. Он крепится на фартуке суппорта. Если длина маленькая, то практично использовать патроны с 2,3 и 4 кулачками, которые закрепляют заготовку. Также на станках по металлу существуют типы патронов с гидравлической или пневматической фиксацией. Если требуется подрезка торцевых частей, деталь может устанавливаться в шпиндельной части или задней бабке.
При изготовлении отверстий применяются различные сверлильные, метчиковые, зенкеровочные и разверточные приспособления. Их крепление происходит в заднюю бабку. При закреплении заготовки в патрон проводится передвижение инструмента в ее сторону.
Нюансы при эксплуатации станка
Станок модели ТВ6 согласно инструкции предназначен для обучающих целей. Однако, если работает опытный специалист, то на нем можно выполнять достаточно сложные операции отличного качества. По этой причине и по хорошим техническим параметрам его зачастую приобретают для обработки металлических заготовок в домашних условиях.
В процессе эксплуатации ТВ-6 необходимо следить за уровнем натяжения ремней двигателя и своевременно их регулировать. Это позволит использовать электрический двигатель мощностью 110 Вт и его возможности в полной мере. Для того чтобы провести коррекцию натяжения ремней следует корректировать положение гаек, которые соединяют двигатель и салазки.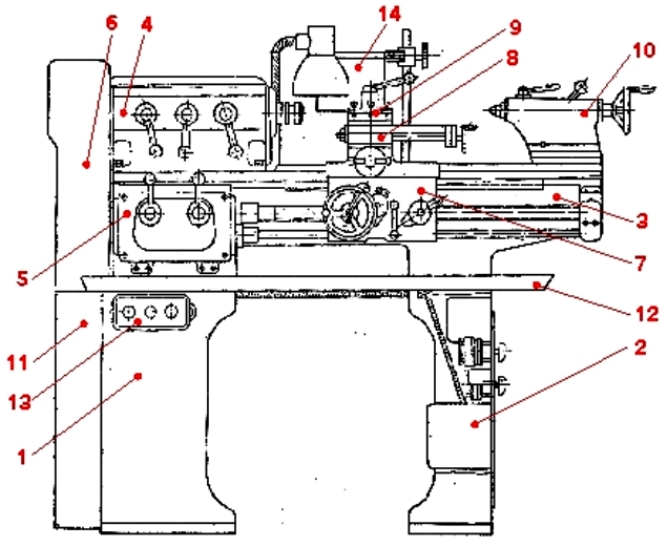 В среднем показатель натяжки одного ремня должен составлять 10 кг.
В среднем показатель натяжки одного ремня должен составлять 10 кг.
Когда при работе на токарно-винторезном станке возникает существенная вибрация шпиндельной части, следует провести затяжку всех гаек в этом узле. Если это не привело к положительному результату, стоит обратить внимание на состояние подшипников опоры шпинделя. При их неисправности потребуется проведение ремонта с применением специализированных инструментов в мастерской. Если в них есть зазор, то необходимо шлифование горцев в компенсационном кольце.
Токарно-винторезный станок модели ТВ-6 может прослужить достаточно долго, если ответственно подходить не только к его эксплуатации, но и техническому обслуживанию. При малейших отклонениях от нормы следует незамедлительно провести ремонтные работы, тогда можно исключить дальнейшие повреждения и неисправности механизмов.
![]() youtube.com/embed/u4GEti04DiE» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/u4GEti04DiE» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Токарный станок тв6 технические характеристики
В Советском Союзе в учебную программу школьного образования входило обучение навыкам работы с различным инструментом и станочным оборудованием. Для освоения азов обработки металлов использовался токарный станок ТВ-6 «Школьник». Эти станки применяются в различных учебных заведениях и в наши дни.
Основные параметры
Названный станок соответствует классу точности «Н». Несмотря на малые габариты и кажущуюся несерьёзность конструкции, он позволяет выполнять все основные токарные работы. К ним относятся:
- Точение ровных и конических поверхностей.
- Подрезка деталей на торцах.
- Отрезка деталей от заготовки.
- Сверление внутренних отверстий.
- Нарезание некоторых типов резьбы.
Станина
Основанием токарно-винторезного станка ТВ-6 служит станина, изготовленная методом литья из чугуна. Для повышения жесткости в конструкции последней есть усилители. Станина смонтирована на двух тумбах и обеспечивает неплохие технические характеристики токарного станка ТВ-6.
Для повышения жесткости в конструкции последней есть усилители. Станина смонтирована на двух тумбах и обеспечивает неплохие технические характеристики токарного станка ТВ-6.
Непременным условием при этом является установка на горизонтальном фундаменте. Для установки в тумбах есть четыре отверстия, диаметром 17 мм под шпильки. Конструкция станка допускает применение виброгасящих проставок между тумбами и фундаментом. Важно помнить, что точность и безотказность работы механизма напрямую зависят от его установки.
На верхней части станины установлены две направляющие, имеющие в сечении форму призмы, и еще две плоские детали. Передняя призма и задняя плоскость применяются для движения суппорта, а остальные – для перемещения задней бабки. В ходе эксплуатации необходимо контролировать состояние направляющих и осуществлять регулярную чистку и смазку. Износ этих деталей приводит к появлению люфта суппорта, что в свою очередь приводит к снижению точности обработки.
Основным способом контроля состояния является визуальный осмотр. При появлении темного грязного следа от движения суппорта необходимо прекратить работу и промыть направляющие керосином, после чего смазать маслом И-30А.
При появлении темного грязного следа от движения суппорта необходимо прекратить работу и промыть направляющие керосином, после чего смазать маслом И-30А.
Передняя бабка
На левой части токарного станка по металлу ТВ-6 имеется передняя бабка. Ее горизонтальная ось может регулироваться двумя винтами. Ведущий вал бабки имеет шкив, служащий для передачи крутящего момента от основного электропривода станка. Внутри бабки расположены шестерни коробки передач станка. Выходящий вал бабки токарного станка ТВ-6 оснащен шпинделем.
На шпинделе смонтирован трёхкулачковый патрон, служащий для фиксации и вращения обрабатываемой детали. Опционально шпиндель можно оснастить поводковой планшайбой или центром.
Перед установкой на ТВ-6 таких приспособлений необходимо протирать резьбу на узлах. Максимальная длина заготовки не должна превышать 490 мм. При этом минимальный вылет заготовки из задней части шпинделя составляет 35 мм.
Схема работы коробки
На основном входящем валу двигателя имеется неподвижная шестерня. От нее вращение передается на промежуточный вал, оснащенный подвижным блоком шестерен и отдельной шестерней для реверсивного привода движения подачи. На третьем валу коробки имеются еще два таких же блока, которые управляются рукоятками на передней стенке бабки токарного станка ТВ-6.
От нее вращение передается на промежуточный вал, оснащенный подвижным блоком шестерен и отдельной шестерней для реверсивного привода движения подачи. На третьем валу коробки имеются еще два таких же блока, которые управляются рукоятками на передней стенке бабки токарного станка ТВ-6.
Технические характеристики коробки позволяют обеспечить шесть частот вращения в диапазоне от 130 до 700 оборотов в минуту.
Переключение скоростей станка можно выполнять только при отключённом двигателе. Пренебрежение этим правилом приводит к повреждению шестерен коробки и выходу станка из строя. Частоты оборотов следующие:
- 1-я передача – 130 об./мин.
- 2-я передача – 170 об./мин.
- 3-я передача – 235 об./мин.
- 4-я передача – 385 об./мин.
- 5-я передача – 570 об./мин.
- 6-я передача – 700 об./мин.
Рукоятки управления имеют три и два фиксированных положения, соответственно. Коробка скоростей ТВ-6 имеет возможность изменения направления вращения ходового винта и валика. Для этого в конструкции имеется отдельная шестерня, которая управляется рукояткой, расположенной левее рукояток выбора скорости.
Для этого в конструкции имеется отдельная шестерня, которая управляется рукояткой, расположенной левее рукояток выбора скорости.
В левом положении шестерни находятся в прямом зацеплении и обеспечивается прямая подача. При переключении рукоятки вправо, в цепь зацепления вводится паразитная шестерня на входящем валу. За счет неё обеспечивается обратная подача станка. При центральном положении рукоятки цепь механической подачи разомкнута и ходовые винты остаются неподвижными. Такой режим используется при осуществлении подачи вручную.
Обслуживание коробки передач
Конструкция подшипниковых узлов коробки требует регулировки и обслуживания. Для этого в шпинделе есть две регулировочные гайки. На лицевой части бабки кроме рукояток управления находится указатель уровня масла, которое можно слить через резьбовую пробку в нижней части корпуса.
Для замены масла в станке ТВ-6 существует специальный регламент, по которому оно меняется через каждые три месяца работы. Заливка масла ведется через верхнюю крышку коробки. Непосредственно смазка узлов здесь ведется разбрызгиванием. В качестве смазки используется индустриальное масло И-30А.
Непосредственно смазка узлов здесь ведется разбрызгиванием. В качестве смазки используется индустриальное масло И-30А.
Гитара и задняя бабка
Крутящий момент от коробки скоростей поступает к коробке подач при помощи шестеренной передачи, называемой гитарой. В состав последней у станка ТВ-6 входят три шестерни. А комплектов сменных шестерен не существует. Смазка шестерен гитары ведется вручную и выполняется ежемесячно.
Задняя бабка используется в качестве задней опоры для заготовок большой длины. Внутри нее установлена пиноль, оснащенная конусом Морзе. Благодаря ему в пиноль можно устанавливать различное оборудование и инструмент. Для ее перемещения имеется маховик, связанный с винтом. Выставление оси пиноли с осью шпинделя осуществляется регулировочными винтами и гайкой. Для фиксации бабки имеется тормоз, с управлением от специальной рукоятки.
Подача станка
Для механической подачи на станке есть специальная коробка. Управление осуществляется двумя рукоятками, расположенными ниже пульта управления коробкой передач. Первая рукоятка (расположенная левее) имеет три положения, которые дают возможность нарезки трёх различных шагов резьбы и получения трех вариантов подачи суппорта.
Первая рукоятка (расположенная левее) имеет три положения, которые дают возможность нарезки трёх различных шагов резьбы и получения трех вариантов подачи суппорта.
Вторая рукоятка позволяет активировать вращение ходового винта или вала. В конструкции коробки подач имеется муфта, которая предотвращает возможность одновременного включения винта и вала. Для изменения направления вращения используется рукоятка, установленная на пульте управления коробкой скоростей.
Смазка коробки подач ТВ-6 осуществляется фитилями из емкости, расположенной в верхней части коробки. Во время работы станка необходимо визуально контролировать наличие масла в этой ёмкости. Излишки смазки сливаются через резьбовую пробку, расположенную в самой нижней части коробки.
Обслуживание коробки ТВ-6 заключается в замене масла и устранении осевых перемещений ходового винта. Для этого на выходном валу имеются две гайки круглой формы. Замена масла выполняется по аналогии с коробкой передач – раз в три месяца.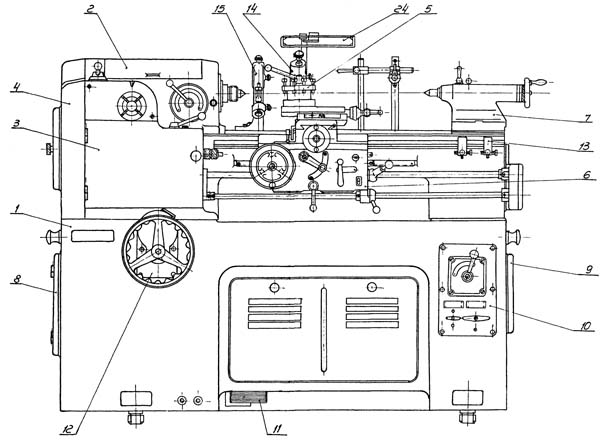 Ходовые винт и вал необходимо смазывать ежедневно. Предварительно их необходимо прочистить от стружки.
Ходовые винт и вал необходимо смазывать ежедневно. Предварительно их необходимо прочистить от стружки.
Фартук и суппорт
Вращение от коробки подач ТВ-6 передается на фартук. Кроме механической подачи, фартук можно двигать вручную. Для этого на нем имеется отдельный маховик, сидящий на одном валу с шестерней, которая соединена с рейкой. Сама рейка зафиксирована на станине.
На фартуке устанавливается суппорт, который служит для закрепления и перемещения резцов. В его конструкции имеются четыре каретки:
- Для перемещения по станине.
- Для поперечного перемещения.
- Поворотная каретка (по 40 градусов в каждую сторону).
- На поворотной каретке стоит четвертая, в которой установлен резец.
При обработке деталей недопустимо перегружать станок. Перегрузка вызывает пробуксовку ремня и повышенные нагрузки на шестерни, что может вывести станок из строя. В конструкции суппорта ТВ-6 есть специальные уплотнители, которые убирают стружку с направляющих. Со временем они изнашиваются, и есть риск повреждения поверхности направляющих. Во избежание преждевременного разрушения, необходимо промывать этот узел керосином.
Со временем они изнашиваются, и есть риск повреждения поверхности направляющих. Во избежание преждевременного разрушения, необходимо промывать этот узел керосином.
На суппорте ТВ-6 установлен защитный прозрачный экран, который защищает работника от летящей стружки. В основании его имеется защитный выключатель. При убранном экране цепь включения мотора станка разомкнута. Категорически запрещается убирать этот выключатель из электрической цепи станка.
Смазка узлов фартука выполняется в начале работы через специальное отверстие в нижней каретке.
Электрооборудование
В состав такого оборудования ТВ-6 входит основной двигатель, который работает от напряжения 380 Вольт и развивает мощность в пределах 0,75…1,1 кВт.
Для управления двигателем имеется кнопочный пульт управления и распределительный щит. На пульте есть две кнопки, служащие для пуска и остановки станка. При этом двигатель и пульт управления установлены в левой тумбе, а щит – в правой. В состав щита входят следующие элементы:
- Магнитный пускатель с возможностью реверса.
- Пакетные переключатели высокого и низкого напряжения.
- Понижающий трансформатор для лампы подсветки.
- Защитные предохранители.

Модификации
Основным отличием токарного станка ТВ-7 от ТВ-6 является конструкция коробки скоростей. В ее схему включена возможность переброса приводного ремня на разные ручьи шкива. За счет этого существенно расширился диапазон оборотов станка ТВ-7. В его схеме появились три дополнительные скорости выбора подачи.
Еще одной вариацией является токарный станок ТВ-4. От ТВ-6 он отличается упрощенной станиной из стального листа. Для усиления жесткости она оснащена дополнительными коробчатыми усилителями. Общая схема станка приведена на изображении в статье.
Благодаря такой станине масса станка сократилась до 280 кг. Опционально станок может оснащаться адаптером для подключения к сети 220 Вольт. Оба варианта выпускаются заводом «Учебное оборудование» в городе Ростове.
Производство токарного станка ТВ-6 было налажено ещё более 30 лет тому назад. Специалисты ростовского завода, на котором производится учебное оборудование для школ и других учреждений образования, разработали эту модель для обучения основным начальным навыкам профессии токаря.
Специалисты ростовского завода, на котором производится учебное оборудование для школ и других учреждений образования, разработали эту модель для обучения основным начальным навыкам профессии токаря.
У этого станка сравнительно небольшие технические возможности и доступно выполнение только нескольких несложных токарных операций:
- получение отверстий сверлением;
- обработка торцов подрезкой;
- нарезки метрической резьбы;
- выполнение проточки и расточки деталей цилиндрических и конических форм;
- обрезка фрагмента заготовки.
Несмотря на небольшой перечень выполняемых операций, профессиональный токарь может изготавливать на таком станке детали с высокой точностью. А стоимость станка ТВ-6 в несколько раз дешевле, чем профессионального оборудования. Поэтому многие частные мастера предпочитают приобретать их для своих мастерских.
Технические характеристики
Использовать это оборудование можно только для обработки изделий из стали и цветных металлов. Запрещено использовать материалы, выделяющие мелкодисперсную пыль и летучие соединения, вредные для здоровья. Токарный станок ТВ-6, технические характеристики которого достаточно скромные, идеально подходит не только для учебных мастерских.
Запрещено использовать материалы, выделяющие мелкодисперсную пыль и летучие соединения, вредные для здоровья. Токарный станок ТВ-6, технические характеристики которого достаточно скромные, идеально подходит не только для учебных мастерских.
Габариты станка небольшие: длина 144 см, ширина 11 см, высота 47 см. Весит 300 кг. Такие параметры позволяют устанавливать его даже в небольшом помещении.
К важным характеристикам такого оборудования относится высота его центральных участков в зависимости с опорной частью поверхности резца. От этого зависит, какие резцы можно использовать в работе. У этой модели токарного станка она составляет 12 мм, поэтому резцы для неё подходят с шириной и высотой державки не более 12×12 мм.
Максимально допустимые размеры обрабатываемых деталей:
- Ø 8 см — если обработка происходит над суппортом;
- Ø 20 см — если деталь обрабатывается над станиной;
- длина заготовок возможна для обработки на этом станке только до 35 см;
- наибольшая длина протачивания до 30 см.

Установленный на станке суппорт имеет такие параметры:
- поперечное перемещение имеет допустимый показатель до 100 мм;
- продольное перемещение имеет допустимый показатель до 300 мм;
- самая большая величина для перемещения резцовых салазок — 85 мм. Вместе с резцедержателем они могут поворачиваться под углом в 45 градусов;
- установленный на станке суппорт позволяет делать нарезки метрической резьбы трех видов;
- продольное передвижение суппорта осуществляется путём трехступенчатой регулировки подач;
- наибольшее количество подач — 0,12 об/мин.
Шпиндель, входящий в оснащение станка, обладает такими параметрами:
- Прямое и обратное вращение осуществляется с максимальной частотой до 700 об/мин.
- Имеет шесть ступеней регулировки для его прямого вращения.
- Сквозное отверстие для прутка имеет диаметр не более 12 мм.
- Следует учесть, что блокировка рукояток узла и система его торможения в этом станке не предусмотрена.
Элементы конструкции станка
Токарно-винторезный станок ТВ-6 имеет несколько главных узлов:
- Электрическое оборудование состоит из трёхфазного асинхронного двигателя, электрощита, кнопочного моста управления, пакетных выключателей сети и освещения, предохранителя, трансформатора.
- Коробка передач приводится в действие через гитару. На её передней стороне находится рукоять для установки параметра резьбы. С помощью второй рукояти запускаются винт и ходовой валик. Включаться одновременно они не могут благодаря установленной системе безопасности.
- Суппорт, состоящий из четырех кареток, отвечает за установку и передвижение резцов. Первая каретка движется в осевом направлении, вторая расположена на первой и движется перпендикулярно, третья (поворотная) расположена на второй каретке, четвёртая имеет приспособление для крепления резцов и движется по осевой направляющей третьей каретки.
- Защитный экран прозрачный, установлен на суппорте для защиты токаря от летящих во время обработки деталей стружек.
- Передняя и задняя тумбы — П-образные. На передней расположена реверсивная кнопка включателя электродвигателя. На задней установлен щиток с электрооборудованием.
- Передняя бабка — шестиступенчатая коробка скоростей, которая одновременно поддерживает и вращает обрабатываемую болванку. Расположена горизонтально, имеет один радиальный и два упорных подшипника.
- Задняя бабка поддерживает заднюю часть болванки и этим предотвращает радиальное биение, а также нужна при обработке отверстий сверлом. Передвигается по направляющим, имеет внутри корпуса пиноль, в отверстия которой вставляются резцы и свёрла.
- Гитара (передаточный механизм) — это устройство, состоящее из кронштейна с установленными на нём зубчатыми колёсами. Её функция — передавать элемент вращения к коробке передач от главного вала.
- Станина, имеющая коробочную конструкцию, служит для соединения и поддержки всех конструктивных узлов станка в заданном положении. Её несущие элементы — две тумбы, а в передней части закреплена рейка с ходовым винтом.
- Фартук осуществляет осевую подачу механическим способом резцедержателя от валика и ходового винта и его ручную осевую подачу. Имеется система безопасности, предотвращающая одновременный запуск маточной гайки и механической подачи.
- Корыто, расположенное в верхней части коробки передач, предназначено для заливки масла, смазывающего её механизм.
- Защитный кожух предохраняет от подвижных механизмов.

 Её несущие элементы — две тумбы, а в передней части закреплена рейка с ходовым винтом.
Её несущие элементы — две тумбы, а в передней части закреплена рейка с ходовым винтом.Особенности эксплуатации
Учебный токарный станок ТВ-6 для обработки металла нашёл своё применение для производства изделий в домашних мастерских. Он, конечно, уступает современным аналогам, но с его помощью можно с точностью изготавливать даже некоторые сложные детали.
В эксплуатации он достаточно прост, но есть свои плюсы и минусы. Несложные регулярные профилактические меры позволяют на длительный период сохранять его в хорошем рабочем состоянии. Среди них:
Среди них:
- Регулярная проверка и регулировка натяжных ремней в приводном механизме.
- Для устранения вибрации шпинделя надо периодически подтягивать гайки шпиндельного узла, если это не помогает, значит, проблема в подшипниках и требуется ремонт.
- Незначительные зазоры в его подшипниковых узлах можно устранить регулировкой гаек или шлифовкой торцов колец.
К недостаткам можно отнести его работу от электрической сети в 380 В. Под 220 В станок надо переделывать. К тому же при работе он сильно шумит, поэтому не везде его можно устанавливать. А, в общем, это надёжный, долговечный станок, который до сих пор пользуется хорошим спросом.
У меня в гараже такой станок с 1992 года и до сих пор работает без серьёзных ремонтов.
Недавно купил ТВ-6 в б/у состоянии, но покупкой доволен, потому что уверен, что он прослужит дольше, чем новый китайский ширпотреб.
Смотря, в каком он состоянии и какие работы будут на нём выполняться.
Совершенствование способов обработки заготовок идет беспрерывно. При этом механическое резание металлов продолжает оставаться популярным. Ведь основное преимущество этого метода никуда не исчезло – отсутствие каких бы то ни было ограничений в конфигурации изделия. Ведь токарная обработка, шлифование и сверление – это подчас единственное, что может облегчить формообразование деталей в машиностроении и других промышленных отраслях.
Токарный станок ТВ 6 отличается небольшими габаритными размерами и весом. Это превращает его в незаменимого помощника в условиях авторемонтных и других производств малого и среднего масштаба. Такой агрегат занимает минимум площади помещения и потребляет немного электроэнергии. Его устройство достаточно простое, а техническое обслуживание такого станка способен выполнить персонал даже со средним уровнем навыков. А вот к его ремонту следует все же привлекать специалистов с опытом подобной работы. Такой агрегат считается младшим братом по отношению к полноценным промышленным станкам, но в состоянии качественно выполнить определенный набор операций.
Такие станки целесообразнее использовать для:
- Небольших производственных и ремонтных участков.
- Мелкосерийной и единичной обработки заготовок.
- Предварительных и чистовых работ (с нормальной точностью).
СОВЕТ: Решение о приобретении б/у станков принимайте только по результатам проверки их текущего технического состояния.
При этом особое внимание обратите на:
- Наличие в комплекте задней бабки, электропривода, зажимного патрона.
- Возможность вращения шпинделя и включение движения суппорта.
- Износ узлов трения, радиальный и осевой люфт пиноли задней бабки и шпинделя.
Все обнаруженные неисправности и поломки послужат весомым основанием для понижения стоимости станка. И, конечно же, покупать в первую очередь стоит оборудование со склада при наличии его заводской упаковки или после капитального ремонта.
Описание и назначение токарного станка ТВ 6
Токарно винторезный станок ТВ 6 в состоянии полностью удовлетворить большинству технологических требований к процессам обработки деталей.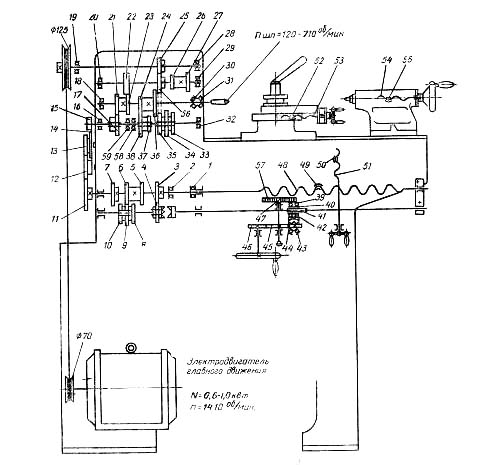 Его разработали как замену станка модели ТВ-4. Агрегат ТВ 6 несколько отличается от своего предшественника. Это большие мощность двигателя и перемещение резцовой каретки, меньшая длина самого станка и прочее.
Его разработали как замену станка модели ТВ-4. Агрегат ТВ 6 несколько отличается от своего предшественника. Это большие мощность двигателя и перемещение резцовой каретки, меньшая длина самого станка и прочее.
Агрегат чаще всего используют в условиях частных СТО, а также в школьных производственных мастерских для обучения детей основам обработки металлов резанием. Станок ТВ 6 предназначен для выполнения относительно не сложных операций. Но специалист-токарь высокой квалификации вполне также сможет точно выточить на нем детали весьма сложной формы. Такие агрегаты применяют в основном в качестве учебного оборудования для работ по металлу, в т. ч. сталей и цветных сплавов. Для резания пластмасс и других подобных материалов станок использовать не рекомендуется, т.к. возможности подавать смазочно-охлаждающие жидкости (СОЖ) в зону резания нет. Ведь в процессе таких работ может выделяться мелкая агрессивная пыль, вредно влияющая на организм учащихся.
Токарные станки ТВ 6 начали выпускать на Ростовском заводе малогабаритного станочного оборудования почти 40 лет назад. Агрегат до сих пор пользуется спросом, в особенности для небольших домашних мастерских. Все запчасти и комплектующие для него доступны для покупки по разумным ценам.
Агрегат до сих пор пользуется спросом, в особенности для небольших домашних мастерских. Все запчасти и комплектующие для него доступны для покупки по разумным ценам.
Конструкция токарного станка ТВ 6 сделана максимально простой. Тем не менее, он насчитывает большинство узлов, характерных для полновесных токарно винторезных агрегатов. Это суппорт, коробки – передач и подач, ходовые – винт и вал, гитара. Возможности указанных коробок обеспечивают 3-и подачи в сочетании с 6-ю скоростями шпинделя. Все это, к примеру, позволяет нарезать метрическую резьбы разного шага, выполнить другие операции.
Выход шпинделя из передней бабки выполнен резьбовым. Поэтому монтаж на него 3-х кулачкового патрона (диаметр 100 мм) делается через план-шайбу. В качестве привода станка использован электродвигатель. Он передает крутящий момент по шкивам ременной передачи на вход коробки передач, а оттуда через зубчатые колеса – к шпинделю (его реверс за счет электропривода). Далее вращение передается гитаре, а от нее – коробке подач.
Отсюда движение идет к ходовому винту/валу, в зависимости от выполняемой операции (нарезка резьбы или обтачивание). Гайка в фартуке и проходящий через нее ходовой вал обеспечивают суппорту продольное перемещение вдоль направляющих станины. Масло на шестерни коробки передач попадает за счет разбрызгивания из поддона. Направляющие станины, заднюю бабку, механизмы гитары, фартука и суппорта нужно смазывать в ручном режиме каждую смену.
Кинематическая схема токарного станка ТВ 6 облегчит освоение его внутреннего строения специалистами-ремонтниками, инженерно-техническим персоналом вспомогательных участков предприятий.
В паспорте токарного станка ТВ 6 приведен возможный перечень базовых операций по токарной обработки:
- Подрезание торцов и выполнение фасок.
- Сверление отверстий, их развертка и зенковка.
- Порезка заготовок.
- Нарезание метрической резьбы (три размера по шагу).
- Расточка и точение цилиндрических и конических деталей.

При этом можно достичь достаточно высокого класса шероховатости поверхности деталей. Для резания рекомендуется использовать инструмент, сделанный серийно и соответствующий нормативным документам.
Основные технические характеристики токарного станка ТВ 6
Ограничения по размерам обрабатываемых деталей:
- Диаметр до 200 (над станиной), 80 (над суппортом) и 12 мм (внутри шпинделя).
- Расстояние между центрами (РМЦ) 350 мм.
Частота вращении шпинделя находится в диапазоне 130 – 700 об/мин. Допустимая нагрузка на станину станка составляет 600 кг. Станок нарезает метрическую резьбу, ее шаг равен быть 0,8; 1,0 или 1,25 мм.
Вес и габаритные размеры агрегата:
- Длина х ширина х высота 1100 * 470 * 1100 мм.
- Вес 300 кг.
Двигатель токарного станка ТВ 6 развивает 1,1 кВт при 1440 об/мин.
Конструктивное устройство токарно винторезного станка ТВ 6
Указанный агрегат собран из таких основных частей:
- Задней/передней тумбы.
- Станины.
- Коробки подач.
- Передней/задней бабки.
- Суппорта.
- Фартука.
- Гитары.
- Защитных кожуха (для патрона) и экрана (резца).
- Шкафа электрической коммутации.
Обе тумбы в сечении имеют П-образную форму и усилены сверху и снизу ребрами жесткости. В передней тумбе смонтирован электродвигатель главного привода, рядом расположена реверсная кнопочная станция для его пуска и остановки. Электрический щиток станка размещен в задней тумбе.
Станина является основным несущим элементом токарного станка ТВ 6 и опирается на обе тумбы. На станине монтируют и крепят, соединяя в общую конструкцию, все остальные механизмы станка. Для жесткости станине придается коробчатая форма, в ней есть проемы (окна). В верхней части станины выполнены две направляющие призматического сечения. Причем по расположенной ближе к наблюдателю передней направляющей станка передвигается его каретка, а по задней – соответственно задняя бабка.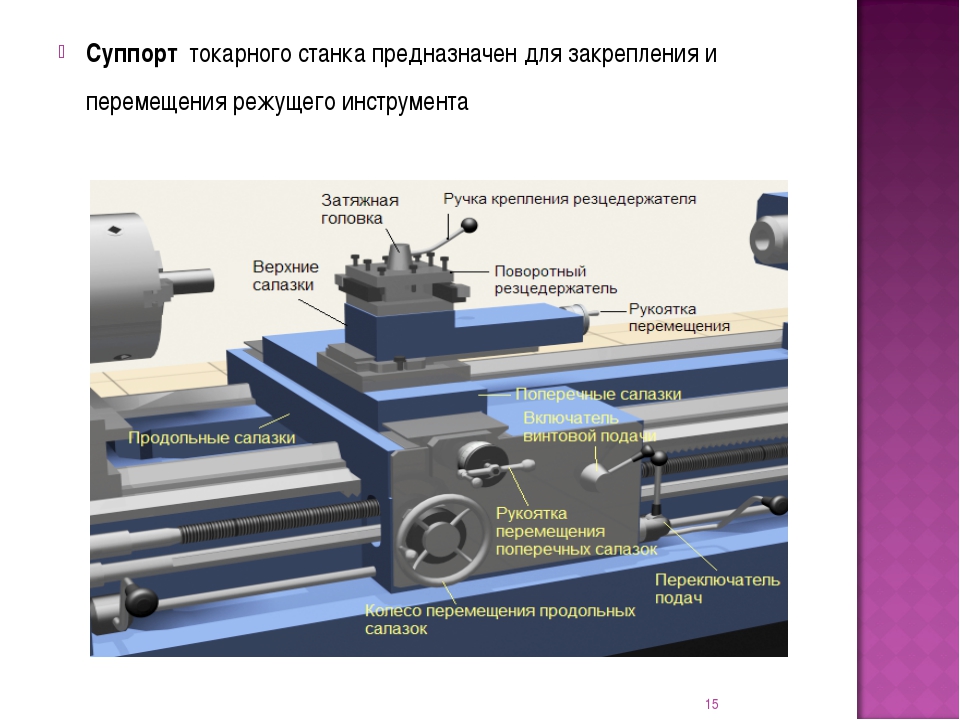 На передней плоскости станины расположен ходовой винт с рейкой.
На передней плоскости станины расположен ходовой винт с рейкой.
Внутрь передней бабки токарного станка ТВ 6 помещена 6-ти ступенчатая коробка передач, которую через клиноременную передачу вращает электродвигатель (главный привод). Коробка передач приводит во вращение шпиндель, в патроне которого закреплена обрабатываемая заготовка. Шпиндель опирается на три подшипника, один из которых – радиального типа, два других – упорные, и фиксируется при помощи винтов. Ниже коробки стоит подключенная к ней гитара. Этот зубчатый механизм передает вращательное движение от коробки передач на коробку подач. Его передаточное отношение имеет для токарного станка ТВ 6 постоянную величину, равную ¼.
Коробка подач позволяет настроить процесс нарезания метрической резьбы с выбором шага из ряда 0,8; 1 или 1,25 мм или выполнять продольное движение суппорта. Управляют коробкой подач с помощью двух рукояток. Одна из них необходима для выбора требуемого шага резьбы путем включения ходового винта. Другая нужна для подключения ходового вала коробки подач при остальных токарных операциях. Т. о. возможность одновременной работы ходовых вала и винта полностью исключены. В нижней части коробки подач есть поддон для сбора смазочного масла. Жидкая смазка в узлы трения и зубчатые колеса подается за счет капиллярных сил по специальным фитилям. При эксплуатации станка осевое смещение ходового винта должно отсутствовать. Для компенсации этого люфта нужно затянуть две круглые гайки.
Т. о. возможность одновременной работы ходовых вала и винта полностью исключены. В нижней части коробки подач есть поддон для сбора смазочного масла. Жидкая смазка в узлы трения и зубчатые колеса подается за счет капиллярных сил по специальным фитилям. При эксплуатации станка осевое смещение ходового винта должно отсутствовать. Для компенсации этого люфта нужно затянуть две круглые гайки.
Назначением фартука является организация продольного движения суппорта вдоль заготовки через вращение вала либо винта (ходового). Суппорт можно перемещать двумя способами – вручную за счет вращения его маховика либо от ходового вала. Для фартука предусмотрена блокировка, которая не допускает его одновременного перемещения от вала (механический способ) и через маточную гайку маховика. Управление фартуком производится посредством трех имеющихся на нем рукояток.
Суппорт отвечает за крепление и перемещение резца. Для последнего действия он снабжен 4-ма каретками. Они связаны между собой через направляющие, которые обеспечивают перемещение резца (продольное и поперечное) вращением винтов и гаек. Нужный для этого момент создается маховиком. От нагрузки, которую испытывает резец при точении, изнашиваются поверхности направляющих, кареток и клиньев. Появляются зазоры, резец в процессе работы вибрирует, снижается точность обработки детали. Чтобы избавиться от этого, регулируют прижимные планки каретки путем затягивания винтов.
Нужный для этого момент создается маховиком. От нагрузки, которую испытывает резец при точении, изнашиваются поверхности направляющих, кареток и клиньев. Появляются зазоры, резец в процессе работы вибрирует, снижается точность обработки детали. Чтобы избавиться от этого, регулируют прижимные планки каретки путем затягивания винтов.
Резцедержатель фиксируется опорным штифтом на самой верхней каретке. Он вмещает четыре резца с сечением державки до 12 * 12 мм. Резцы зажимаются болтами.
Основное назначение задней бабки – поддержка не закрепленного в патроне конца детали вращающимся центром в одной оси со шпинделем. Это способствует получению точных размеров и приличной шероховатости поверхности изделий. Бабка состоит из корпуса с основанием, размещенным на направляющей станины. Пиноль задней бабки движется продольно в ее корпусе с помощью маховика и рукоятки. В пиноли выполнено конусное отверстие для упорного центра, сверлильного патрона или развертки. Корпус бабки фиксируют на направляющей с помощью зажимной ручки.
Особенности технического обслуживания и ремонта токарного станка ТВ 6
В работе станка важную роль играет клиноременная передача. Для ее безаварийной работы важным является регулярный контроль величины натяжения ремня. Такая несложная сервисная операция позволит увеличить ресурс оборудования и поможет получить максимальную мощность на валу электродвигателя главного привода. Если клиновидные ремни плохо натянуты, восстановить это достаточно просто. Для этого несколько ослабляют гайки салазок двигателя, выставляют требуемое усилие натяжения (до 10 кг на каждую ветвь ремня) и снова зажимают соединения с гайками.
В случае, если при эксплуатации станка возникла сильная вибрация шпинделя, за этим стоят две основные причины. Первая – несколько раскрутились его винты, что достаточно легко устранить. Вторая – поломка подшипников в опорных узлах, замену которых способен выполнить только квалифицированный и опытный специалист. Также во время обмера подшипников в них могут быть выявлены завышенные зазоры.![]() Устраняют эту неисправность шлифовкой торцов их колец или регулировкой момента затяжки с помощью пары гайка-контргайка.
Устраняют эту неисправность шлифовкой торцов их колец или регулировкой момента затяжки с помощью пары гайка-контргайка.
Совет: Не пренебрегайте работами по техническому обслуживанию станка. Это позволит эксплуатировать его длительное время и выполнять на нем достаточно сложные работы с высокой точностью.
Переделка питания электродвигателя станка ТВ 6 на 220 В
Часто при установке станка ТВ 6 приходится решать проблему с отсутствием в помещении питания напряжением 380 В. В таком случае выполняют переделку электродвигателя на 220 В, развиваемая им мощность уменьшится (на 30% для «треугольника» и 50 % для «звезды»), а частота вращения останется той же. Для этого находят провода трех его статорных обмоток. Подключают их к электросети «треугольником» либо «звездой». Т. е. один из проводов соединен с фазой, второй – с нулем, а третий подсоединяют к схеме через конденсатор в металлическом корпусе. Емкость подбирают из расчета 70 мкФ на каждый 1 кВт мощности, а его напряжение должно быть на 15% больше, чем номинальные 220 В.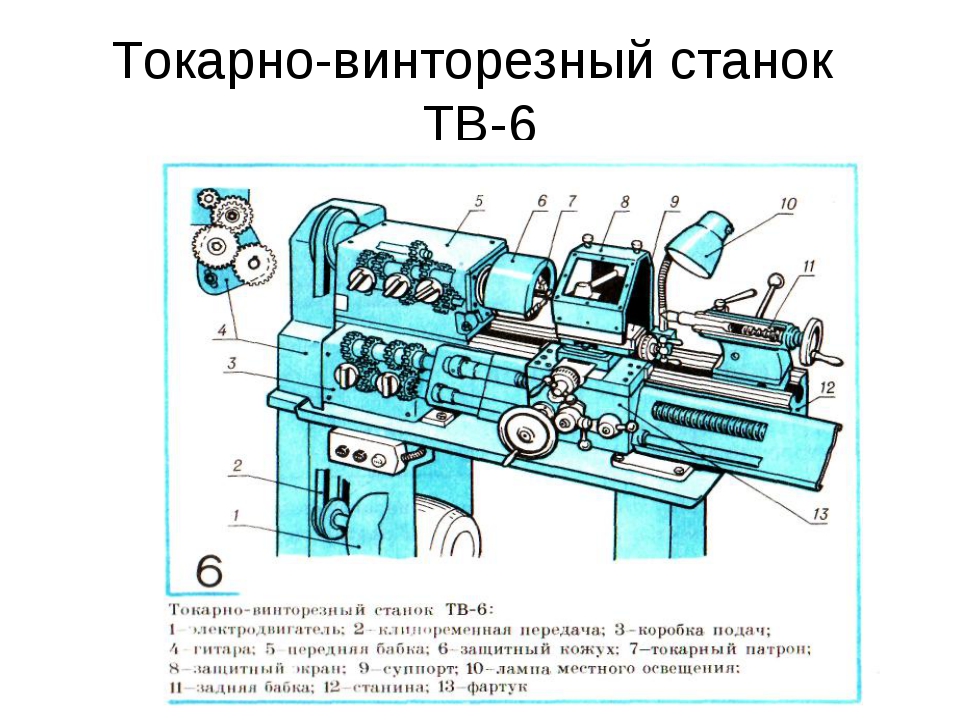
ТВ-6 токарно-винторезный станок характеристики, назначение, устройство
Для хорошего проведения токарных работ нужны конкретные способности. Станок для токарных работ ТВ-6 используется для обучения азам профессии токаря, что определяет его большое распространение в самых разнообразных обучающих организациях. Не обращая внимания на то, что оборудование возникло в продаже в 80-х годах, сегодня школьный станок для токарных работ встречается очень часто. Рассмотрим характерности данного оборудования детальнее.
Технические свойства станка
Тот фактор, что станок для токарных работ ТВ-6 разрабатывался для обучения, определяет очень скромные параметры. При использовании рассматриваемого оборудования можно проводить приведенные ниже операции:
- Сверление отверстий.
- Подрезку торцов.
- Нарезание метрической резьбы.
- Расточку и проточку деталей, которые имеют форму в виде цилиндра или конусообразную поверхность.
- Отрезка части заготовки.

Популярный станок токарный ТВ-6, технические свойства которого не дают возможность работать с закаленной сталью, может использоваться для обработки металлов, при резании которых не появляется летучих соединений или пыли. Отличается ТВ-6 следующими критериями:
- Самый большой диаметр заготовки составляет 12 мм.
- Длина обтачиваемой поверхности составляет 300 мм.
- Высота расположения центров 108 мм.
- Скорость вращения шпинделя варьирует в диапазоне от 130 до 170 оборотов в минуту.
- Расстояние между центрами составляет 350 мм.
При рассмотрении того, какой вес токарного станка учащийся школы необходимо учесть, что в небольшой комплектации вес составляет 300 килограмм.
Собственно поэтому во время монтажа и перевозке необходимо учесть очень большой вес, установка модели проходит на фундаментной плите. Благодаря этому обеспечивается поглощение вибрации на момент работы.
Назначение оборудования
Анализируя назначение токарного станка, необходимо уделять свое внимание тому, что он считается учебным. Не обращая внимания на это, точение по металлу может проходит с большой степенью точности. Конкретные технические свойства дают возможность проводить установку оборудования в домашних или учебных мастерских. Анализируя инструкцию (руководство) отметим такие моменты:
Не обращая внимания на это, точение по металлу может проходит с большой степенью точности. Конкретные технические свойства дают возможность проводить установку оборудования в домашних или учебных мастерских. Анализируя инструкцию (руководство) отметим такие моменты:
- Изготовитель рекомендует провести время от времени натяжение ремня. Аналогичная профилактика дает возможность добиться самой большой мощности и продуктивности в течении долгого периода.
- Для наладки достаточно провести ослабление гайки, после этого меняется положение электродвигателя. Устройство расположено на салазках, по этому шкивы не смещаются по отношению друг к другу.
- Довольно популярной проблемой можно назвать то, что в рабочий период появляется серьезная вибрация шпинделя. Происходит это из-за расслабления винтов.
В общем необходимо заявить, что модель не отличается большой производительностью.
Собственно поэтому модель во многих случаях устанавливается в образовательных учреждениях для получения требуемых способностей.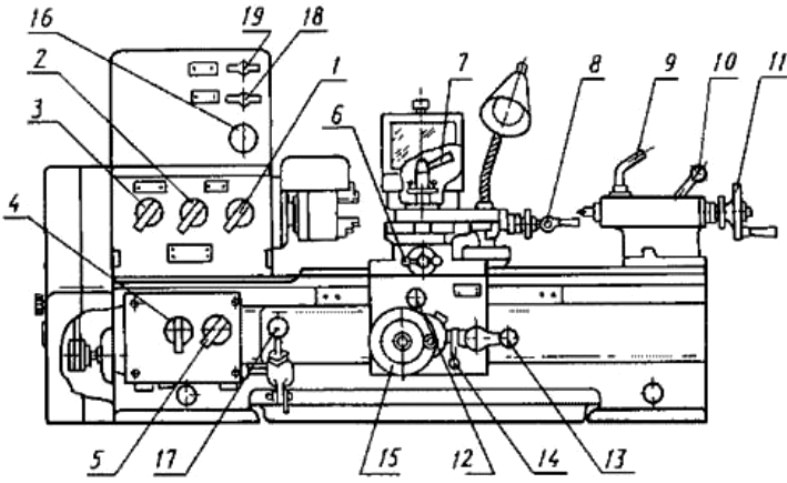 Если понадобится может проходит производственная деятельность.
Если понадобится может проходит производственная деятельность.
Скачать паспорт (инструкцию по эксплуатированию) токарного станка ТВ-6
Конструктивные детали ТВ-6
Токарно-винторезный станок ТВ-6 обладает традиционной компоновкой, свойственной оборудованию токарной группы. Важными элементами можно назвать:
- Передняя и задняя бабка.
- Коробка передач.
- Экран с функцией защиты.
- Компонент, который предназначен для подачи вещества для смазки.
- Несущая станина.
- Фартук.
- Детали сменной гитары.
- Кожух с защитной функцией.
Все узлы размещены очень точно по отношению друг к другу. Отдельные из них можно разобрать для замены или обслуживания.
Передняя и задняя бабки
Важными элементами токарного станка можно назвать переднюю и тыльную бабку. Их характерностями назовем такие моменты:
- Передняя бабка служит для расположения шпинделя и коробки скоростей.
- Задняя бабка используется для крепления центров, которые могут применяться для поддержки торцевой поверхности большого изделия. Благодаря использованию центров можно значительно увеличить точность обработки

Передняя бабка ТВ-6 дает доступ к коробке передач и гитаре сменяемых колес, которые дают возможность менять параметры нарезаемой резьбы
Коробка подач и гитара сменяемых шестерней
Также основными элементами устройства можно назвать коробку подач и гитару сменяемых шестерней. Главными нюансами назовем:
- Гитара сменяемых колес позволяет скорректировать параметры нарезаемой на цилиндрической поверхности резьбы.
- Коробка подач не просит обслуживания, в территорию соприкасания шестерен подается смазка.
Рассматриваемая модель отличается большой надежностью. Она скорее всего прослужит в течение многих лет при соответствующем обслуживании.
Для объединения всех узлов применяется станина. Она делается при использовании чугуна, отличается высокой жесткостью. Станина обладает следующими характерностями:
Станина обладает следующими характерностями:
- Погашает вибрацию.
- Обеспечивает точное позиционирование всех узлов.
- На момент установки устройство надежно обозначается.
Точное позиционирование всех узлов обеспечивает нужное качество обработки. Станина красится составом для защиты для того, чтобы увеличить служебный срок.
Центральным элементом считается суппорт. Он используется для закрепления инструмента при обработке. Устанавливаемый суппорт обладает традиционными свойствами:
- Обеспечивает хорошую фиксацию инструмента.
- Может находиться под конкретным углом относительно заготовки.
- Передвигается по салазкам в поперечном и продольном направлении.
Суппорт может применяться для фиксации самых разных вариантов выполнения резцов. Благодаря этому значительно становится шире область использования токарного станка.
В качестве фартука выступает часть конструкции, на которой размещены салазки для движения суппорта.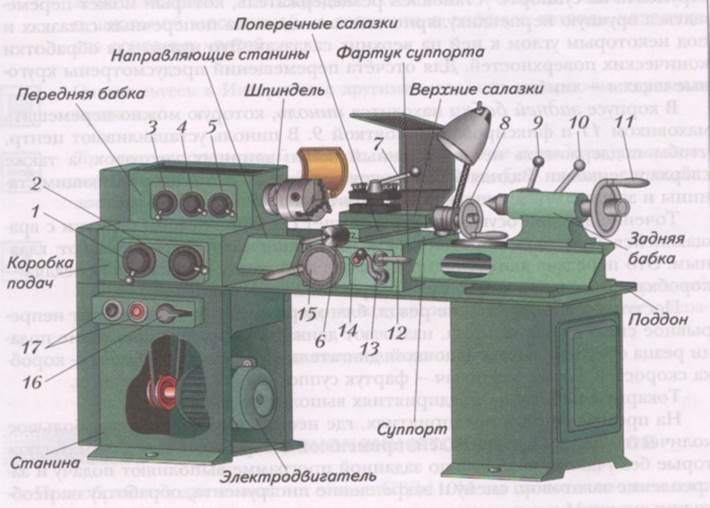 Во время его изготовления также используется сталь.
Во время его изготовления также используется сталь.
Характерностями рассматриваемой модели можно назвать маленькие размеры и габариты. По мимо этого, устройство отличается относительно низким критерием потребления энергии. Для управления важными параметрами работы устройства и режимами обработки есть разные переключатели, рычаги и клавиши. Быстрое перемещение может использоваться для быстрого позиционирования рабочего органа в необходимом положении.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
Токарный станок тв 4 технические характеристики
ТВ-4 (ТВ4) Станок токарно-винторезный школьный. Схемы, описание, характеристикиСведения о производителе учебного токарно-винторезного станка ТВ-4
Производитель токарно-винторезного станка модели ТВ-4 (ТВ4) — Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Другим производителем станка ТВ-4 являлся Дубненский литейно-механический завод «Октябрь» — г. Дубно Ровенской области на Украине.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
ТВ-4 (ТВ4) Станок токарно-винторезный учебный. Назначение, область применения
Токарно-винторезный станок ТВ-4 заменил в производстве устаревшие первые школьные токарно-винторезные станки ТВШ-2 и ТВШ-3 (ТВ-3) и выпускался в 70-х годах прошлого века. Станок ТВ-4 был заменен на более совершенную модель ТВ-6
Токарный станок ТВ-4 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.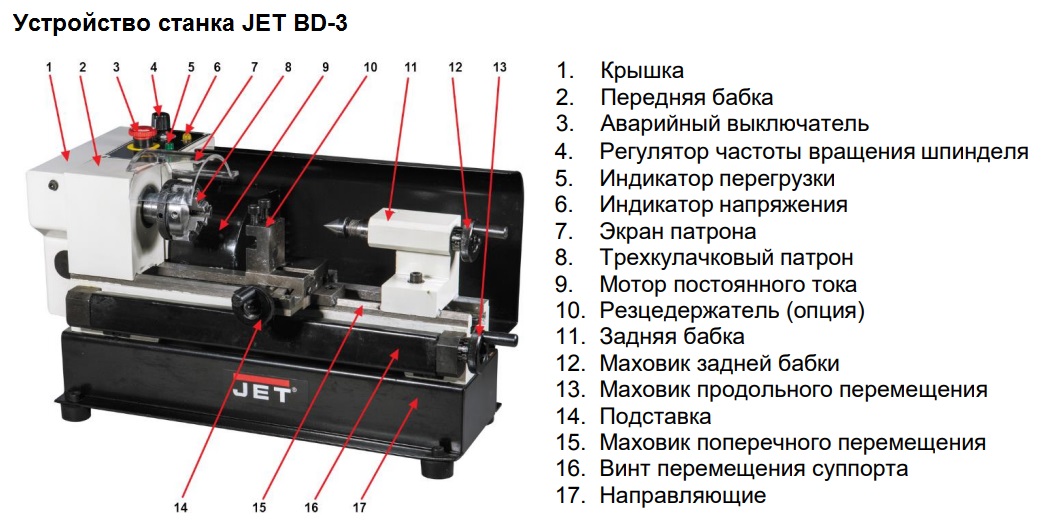
Учебный токарно-винторезный станк ТВ-4, несмотря на упрощенную конструкцию, имеет все узлы «взрослого» токарно-винторезного станка: коробку скоростей шпинделя, гитару, коробку подач, ходовой вал и ходовой винт, суппорт с механической подачей.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Передний конец шпинделя станка ТВ-4 имеет резьбу М36х4 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны). Стандартный патрон для станка ТВ-4 — Ø100 мм.
Шпиндель токарного станка ТВ-4 получает 6 ступеней вращения (120, 160, 230, 375, 500, 710 об/мин) от коробки скоростей в передней бабке.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
Повышенная скорость шпинделя используется для чистовых работ.
Привод станка осуществляется от асинхронного электродвигателя ~220 В. Через клиноременную передачу и одноступенчатые шкивы движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает 3 скорости подач суппорта и может нарезать 3 метрические резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно с одной из 3-х скоростей.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из 3-х метрических резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из 3-х продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное движение суппорта. Поперечное механическое движение суппорта в станке ТВ-4 не предусмотрено.
Смазка коробки скоростей — разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач — фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Основные технические характеристики школьного токарно-винторезного станка ТВ-4
Изготовитель — Завод «Учебное оборудование № 1» г. Ростов на Дону.
Основные параметры станка — в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 200, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта — Ø 125 мм
- Расстояние между центрами — 350 мм
- Наибольшая длина обтачивания — 300 мм
- Мощность электродвигателя — 0,6 кВт
- Вес станка полный — 280 кг
Шпиндель токарно-винторезного станка ТВ-4
- Конец шпинделя резбовой — М36х4
- Диаметр отверстия в шпинделе — Ø 16 мм
- Наибольший диаметр обрабатываемого прутка — Ø 15 мм
- Пределы чисел оборотов шпинделя в минуту — (6 ступеней) 120, 160, 230, 375, 500, 710 об/мин
- Диаметр стандартного патрона — Ø 100 мм
Подачи и резьбы токарно-винторезного станка ТВ-4
- Пределы продольных подач: — (3 шага) 0,08; 0,1; 0,12 мм/об
- Пределы шагов резьб метрических — (3 шага) 0,8; 1; 1,25 мм
Габаритные размеры рабочего пространства станка ТВ-4
Габаритные размеры рабочего пространства станка ТВ-4
Общий вид токарно-винторезного станка ТВ-4
Фото токарно-винторезного станка ТВ-4
Фото токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото токарно-винторезного станка ТВ-4
Фото токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка ТВ-4
Фото токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка ТВ-4
Фото токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка ТВ-4
Фото токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка ТВ-4
Фото токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка ТВ-4
Фото токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
3-D модель токарно-винторезного станка ТВ-4 с сайта asmcg-studio.ru
3-D модель токарно-винторезного станка ТВ-4 с сайта asmcg-studio.ru. Скачать в увеличенном масштабе
3-D модель токарно-винторезного станка ТВ-4 с сайта asmcg-studio. ru
ru
3-D модель токарно-винторезного станка ТВ-4 с сайта asmcg-studio.ru. Скачать в увеличенном масштабе
Расположение органов управления токарным станком ТВ-4
Расположение органов управления токарным станком тв-4
Расположение органов управления токарным станком ТВ-4. Смотреть в увеличенном масштабе
Таблички для ручек управления токарным станком тв-4
Таблички для ручек управления токарным станком ТВ-4. Смотреть в увеличенном масштабе
Спецификация органов управления токарно-винторезного станка ТВ-4
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нарезания правой и левой резьб и изменение направления подач
- Рукоятка установки величины подач и шага резьбы
- Рукоятка переключения ходового валика
- Маховик ручного перемещения продольной каретки
- Кнопка включения и выключения реечной шестерни
- Рукоятка включения продольной механической подачи
- Рукоятка включения гайки ходового винта
- Рукоятка ручного перемещения поперечной салазки
- Рукоятка крепления резцовой головки
- Рукоятка крепления пиноли задней бабки
- Маховик перемещения пиноли задней бабки
- Понижающий трансформатор местного освещения
- Пакетный выключатель местного освещения
- Предохранительная колодка
- Реверсивный магнитный пускатель
- Реверсивная кнопка включения и остановки станка
- Светильник
- Рукоятка крепления задней бабки к направляющим станины
- Пакетный выключатель сети (общий)
- Защитный экран
Схема кинематическая токарно-винторезного станка ТВ-4
Кинематическая схема токарно-винторезного станка тв-4
1.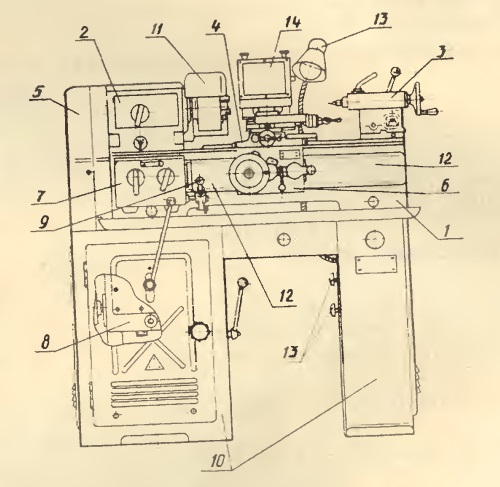 Кинематическая схема токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Кинематическая схема токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
2. Кинематическая схема токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
3. Кинематическая схема токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Конструкция токарно-винторезного станка ТВ-4
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, гитара, фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Передняя тумба
Передняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях.
Приводной электродвигатель установлен на задней стороне тумбы, на передней — реверсивная кнопка включения и выключения электродвигателя.
Задняя тумба
Задняя тумба выполнена П-образной формы с ребрами жесткости в верхней и нижней частях. В задней тумбе смонтирован щиток с электрооборудованием станка.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
Передняя бабка токарно-винторезного станка ТВ-4
Чертеж передней бабки токарного станка тв-4
Чертеж передней бабки токарного станка тв-4
Передняя бабка токарно-винторезного станка тв-4
Фото передней бабки токарно-винторезного станка тв-4
Фото передней бабки токарно-винторезного станка тв-4. Смотреть в увеличенном масштабе
Фото передней бабки токарно-винторезного станка тв-4
Фото передней бабки токарно-винторезного станка тв-4
Фото передней бабки станка тв-4. Вариант с укороченным ведущим валом
Передняя бабка (рис. 2 и 3) крепится в левой части станины. Установка коробки скоростей по линии центров в горизонтальной плоскости осуществляется двумя установочными винтами с гайками.
2 и 3) крепится в левой части станины. Установка коробки скоростей по линии центров в горизонтальной плоскости осуществляется двумя установочными винтами с гайками.
Движение коробки скоростей передается от индивидуального электродвигателя через клиноременную передачу на шкив. Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВ-4 передняя бабка является и коробкой скоростей, поэтому в дальнейшем будет применяться этот термин.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно, на вал 4, на котором сидят неподвижные шестерня 12 и блок-шестерня 5; шестерня 6 участвует только в работе трензеля.
На валу 7 находятся блочные шестерни 8 и 11, которые перемещаются на валу по шпонке при помощи рукояток 1 и 2 (рис. 1). Рукоятка /имеет три положения, получаемые поворотом вправо и влево. Рукоятка 2 имеет два положения.
Тройная блочная шестерня 8 имеет возможность находиться в постоянном зацеплении с блоком 5 или шестерней 12 и тем самым передавать движение валу 7 и блочной шестерне 13, находящейся непосредственно на шпинделе станка 14. ‘
‘
Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, которые поворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
В коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это производится перемещением шестерни 15 в левое и правое крайнее положение рукояткой 3 (рис. 1).
При левом крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерен 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 6, которая в свою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки подач.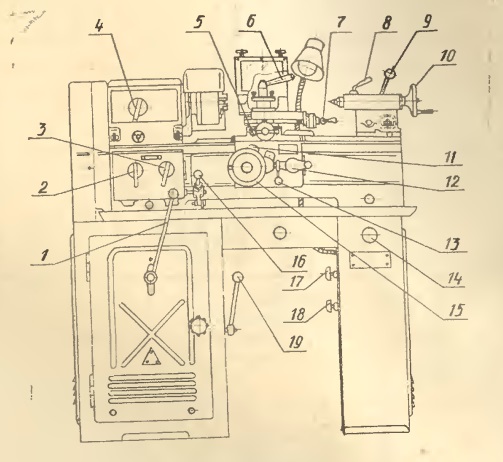
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться к коробке подач, т. е. ни ходовой винт, ни ходовой валик вращаться не будут.
Шпиндель передней бабки получает от приемного шкива шесть чисел оборотов. Таблица с указанием чисел оборотов шпинделя в минуту в зависимости от положения рукояток размещается на верхней крышке коробки подач.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, а задняя—в радиальном подшипнике. Для регулирования осевого натяжения на шпинделе установлены две гайки. Для фиксации осевого перемещения валиков на передней крышке коробки скоростей установлены регулировочные винты 10. На передней стороне коробки скоростей имеется указатель уровня масла, на задней стенке — пробка для слива масла 22.
Передаточный механизм (гитара) токарно-винторезного станка ТВ-4
Гитара токарно-винторезного станка ТВ-4
Передаточный механизм (рис. 4) служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Механизм состоит из кронштейна 1, на котором смонтированы шестерни 7, 4, 2. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-4 оно составляет:
Механизм состоит из кронштейна 1, на котором смонтированы шестерни 7, 4, 2. Передаточный механизм характеризуется передаточным отношением, и для станка ТВ-4 оно составляет:
i = 24/60 * 40/64 = 1/4
Для этого станка такое передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются.
Коробка подач токарно-винторезного станка ТВ-4
Чертеж коробки подач токарно-винторезного станка ТВ-4
Фото коробки подач токарно-винторезного станка ТВ-4
Коробка подач (рис. 5) получает движение от коробки скоростей через шестерни передаточного механизма. Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,8; 1,0; 1,25 мм и продольную подачу суппорта в пределах 0,08; 0,1; 0,12 мм на один оборот шпинделя.
Необходимые резьбы и подачи устанавливаются путем поворота рукоятки 4 (рис. 1), расположенной на передней крышке коробки подач.
Включение ходового винта или ходового валика осуществляется поворотом рукоятки 5 (рис. 1).
1).
В положении, указанном на рисунке 5, осуществляется вращение ходового винта. При перемещении шестерни 9 вправо она выйдет из зацепления с шестерней 10 и войдет в зацепление с муфтой 11, которая передаст вращение на ходовой валик.
Таким образом, в конструкции коробки подач исключается возможность одновременного вращения ходового винта и ходового валика.
Изменение направления вращения ходового винта и ходового валика производится поворотом рукоятки 3 (рис. 1).
Для смазки механизма коробки подач в верхней ее части имеется корыто для заливки масла.
Масло на шестерни и трущиеся поверхности подается фитилями.
При работе необходимо следить, чтобы в корыте коробки подач постоянно находилось небольшое количество масла.
Суппорт токарно-винторезного станка ТВ-4
Чертеж суппорта токарно-винторезного станка ТВ-4
Суппорт (рис. 8) предназначен для закрепления и перемещения резца. Суппорт имеет четыре салазки.
Салазка 1 перемещается в продольном направлении по направляющим станины.
Салазка 2 перемешается по поперечным направляющим салазки 1 и служит для поперечного перемещения резца.
Салазка 4, несущая четырехпозиционную резцовую головку, имеет только продольное перемещение по направляющим салазки 3, которая имеет возможность поворачиваться на 40° от среднего положения в ту или иную сторону.
Поперечное перемещение салазки 2 по направляющим нижней салазки 1 производится винтом 6 и гайкой 5.
Винт 6 приводится во вращение от руки рукояткой 12.
Сверху салазка 2 имеет углубление, куда входит выступ поворотной части верхнего суппорта; для закрепления поворотной части имеются 2 болта, головки которых входят в Т-образный паз салазки 2.
Верхнюю салазку 4 суппорта можно перемещать по направляющим вручную рукояткой 7, которая вращает винт 8. Направляющие станины, салазок и клиньев от продолжительной работы изнашиваются настолько, что между ними может появиться зазор.
Фартук токарно-винторезного станка ТВ-4
Чертеж фартука токарно-винторезного станка ТВ-4
С помощью фартука (рис. 7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
7) можно производить механическую продольную подачу суппорта от ходового валика и от ходового винта, а также ручную продольную подачу.
Ручная подача осуществляется вращением маховика 1, насаженного на вал-шестерню 4, входящего в зацепление с шестерней 3, сидящей на валике реечной шестерни 2.
Реечная шестерня входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача от ходового валика 10 осуществляется червяком 5, связанным с валиком скользящей шпонкой. Червяк приводит во вращение червячную шестерню 11 и далее через кулачковую муфту и шестерни 13, 3 вращение передается на реечную шестерню. Для включения механической подачи надо рукоятку 6 повернуть на себя, при этом включается кулачковая муфта.
Фартук токарно-винторезного станка ТВ-4
Фартук токарно-винторезного станка ТВ-4. Смотреть в увеличенном масштабе
Задняя бабка токарно-винторезного станка ТВ-4
Чертеж задней бабки токарно-винторезного станка ТВ-4
Задняя бабка служит для поддержания второго конца обрабатываемой детали. Корпус 1 расположен на основании 2, перемещающемся по направляющим станины станка.
Корпус 1 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно переметается пиноль 3.
Пиноль имеет коническое отверстие (конус Морзе 2), в которое вставляется упорный центр или другой инструмент; сверла, развертки, патрон сверлильный и т. д. Перемещение пиноли производится маховичком 4, вращающим винт 5.
Схема электрическая токарно-винторезного станка ТВ-4
Электрическая схема токарно-винторезного станка ТВ4
Электрооборудование токарно-винторезного станка ТВ-4
К электрооборудованию станка относятся: трехфазный короткозамкнутый асинхронный электродвигатель мощностью 1,0 кВт; магнитный пускатель с кнопочной станцией и электрощит, на котором смонтированы переключатели местного освещения и общего включения станка; трансформатор местного освещения и плавкие вставки.
Щиток электрооборудования и магнитный пускатель установлены в правой тумбе станка, электродвигатель и кнопочная станция — в левой тумбе.
Токарно-винторезный станок ТВ-4. Видеоролик
Обзор токарного станка ТВ-4
На что обратить внимание при покупке токарного станка ТВ-4
Основные технические характеристики станка ТВ-4
| Наименование параметра | ТВ-4 | ТВ-6 | ТВ-7 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | ||
| Наибольшая длина обтачивания, мм | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | |
| Шпиндель | |||
| Резьбовой конец шпинделя, мм | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 |
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 18 | |
| Наибольший диаметр прутка, мм | 15 | 12 | |
| Конус Морзе шпинделя | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60…1000 |
| Число ступеней частот обратного вращения шпинделя | 6 | 6 | 8 |
| Частота обратного вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60…1000 |
| Торможение шпинделя | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет |
Суппорт. Подачи Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 |
| Наибольшее поперечное перемещение суппорта, мм | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение резцовых салазок, мм | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° |
| Число ступеней продольных подач суппорта | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 65 | 65 | 65 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 280 | 300 | 400 |
- Паспорт токарно-винторезного станка ТВ-4, 1969
- Токарно-винторезный станок, модель ТВ-4. Руководство по уходу и обслуживанию, ГлавУчТехПром, 1973
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Оглоблин А.Н. Основы токарного дела, 1967
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы
Связанные ссылки.![]() Дополнительная информация
Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
тв-4 Паспорт токарно-винторезного станка, Скачать
| , | Y1 (Система 1) | Y2 (Система 2) | (Система 3) | |
|---|---|---|---|---|
| Рабочий диапазон | Макс. Обработка Dia. | Ø42 мм | Ø42 мм | |
| Макс. Длина обработки на патрон | 280 мм | |||
| Макс.Буровая емкость | Ø30 мм | Ø30 мм | ||
| Макс. Выстукивая емкость | М16 | М16 | ||
| Инструментальная система | О.Д. Токарный инструмент | 5 | ||
О. Д. Токарный инструмент Размер Д. Токарный инструмент Размер | □ 20 х 20 х 120 | |||
| Cross Tool (Инструмент с электроприводом) | 4 | |||
| Размер поперечного инструмента | 16 мм (ER25) | |||
| Скорость поперечного инструмента | 200 ~ 6000 р.вечера. | |||
| Назад И.Д. Инструмент | 4 | |||
| Назад И.Д. Размер инструмента | Ø25 мм | |||
| Задний рабочий приводной инструмент | 4 | |||
| Задний рабочий инструмент с габаритными размерами | 16 мм (ER25) | |||
| Задняя рабочая управляемая скорость инструмента | 200 ~ 6000 р.вечера. | |||
| Мощность башни | Инструмент с электроприводом / Станция | 12 | ||
О. Д. Размер инструмента Д. Размер инструмента | □ 20 х 20 | |||
| И.Д. Размер инструмента | Ø25 мм | |||
| Макс. Наружный диаметр Токарный инструмент / Станция | 6 | |||
| Макс.МНЕ БЫ. Буровой инструмент / Станция | 6 | |||
| Размер инструмента с приводом от двигателя | 16 мм (ER25) | |||
| Инструмент с механическим приводом Speed | 200 ~ 6000 об / мин | |||
| Макс. Радиальная мельница / Сверлильный станок / Станция | 12 | |||
| Макс.Осевая фреза / Сверлильный станок / Станция | 12 | |||
| шпиндель | Диаметр отверстия шпинделя | Ø42 мм | ||
| Скорость шпинделя | 200 ~ 6000 об / мин | |||
| Подшпиндель | Подшпиндельный Отверстие Диам. | Ø42 мм | ||
| Скорость вращения шпинделя | 200 ~ 6000 р.вечера. | |||
| Макс. Длина для переднего выброса | 120мм | |||
| Подшпиндель Макс. Бурение Диам. | Ø30мм | |||
| Подшпиндель Макс. Нажатие Dia. | М16 | |||
| Скорость быстрого хода | X1, Z1, Y1 / X2, Z2, Y2 / X3, Z3 Ось | 30 м / мин | 30 м / мин | 30 м / мин |
| Travel | X1 Axis | 45 мм | ||
| Ось Z1 | 300 мм | |||
| Ось Y1 | 360 мм | |||
| X2 Ось | 150 мм | |||
| Ось Z2 | 480 мм | |||
| Ось Y2 | 185 мм | |||
| X3 Axis | 250 мм | |||
| Ось Z3 | 480 мм | |||
| Motors | Main / Sub-Spindle | 7. 5 кВт | 7,5 кВт | |
| X1, Z1, Y1 / X2, Z2, Y2 / X3, Z3 Ось | 1,0 кВт | 1,0 кВт | 1,0 кВт | |
| Вращающиеся инструменты | 1,5 кВт | 2,2 кВт | 1,5 кВт | |
| Насос охлаждающей жидкости | 1,5 л.с. | 1,5 л.с. | ||
| Смазка | 25 Вт | 25 Вт | ||
| Размеры машины | Высота центра | 990 мм | ||
| Вес | 6480 кг | |||
| Размер | 3600 х 2480 х 2075 мм | |||
| Давление воздуха | Давление воздуха | 5 кг / см | ||
| Подача воздуха | 10 л / мин | |||
| Позиции | Y1 (Система 1) | Y2 (Система 2) | |
|---|---|---|---|
| Рабочий диапазон | Макс. Обработка Dia. Обработка Dia. | Ø42 мм | Ø42 мм |
| Макс. Длина обработки | 280 мм | ||
| Макс. Буровая мощность | Ø30 мм | Ø30 мм | |
| Макс.Выстукивая емкость | М16 | М16 | |
| Оснастка | О.Д. Токарный инструмент | 5 | |
| О.Д. Токарный инструмент Размер | □ 20x20x120 | ||
| Cross Tool (механический инструмент) | 4 | ||
| Размер поперечного инструмента | 16 мм (ER25) | ||
| Скорость поперечного инструмента | 200 ~ 6000 об / мин | ||
| Мощность башни | Инструмент с механическим приводом / Станция | 12 | |
| О.D. Размер инструмента | □ 20 х 20 | ||
| И.Д. Размер инструмента | Ø25 мм | ||
Макс. Наружный диаметр Токарный инструмент / Станция Наружный диаметр Токарный инструмент / Станция | 6 | ||
| Макс. МНЕ БЫ. Инструмент для бурения / Станция | 6 | ||
| Габаритные размеры инструмента | 16 мм (ER25) | ||
| Скорость инструмента с механическим приводом | 200 ~ 6000 об / мин | ||
| Макс.Радиальная мельница / Сверлильный станок / Станция | 12 | ||
| Макс. Осевая фреза / Сверлильный станок / Станция | 12 | ||
| шпиндель | Диаметр Отверстия Шпинделя | Ø42 мм | |
| Скорость шпинделя | 200 ~ 6000 об / мин | ||
| Подшпиндель | Подшпиндельный Отверстие Диам. | Ø42 мм | |
| Скорость вращения шпинделя | 200 ~ 6000 об / мин | ||
| Макс. Длина для переднего выброса | 120 мм | ||
Подшпиндель Макс. Бурение Диам. Бурение Диам. | Ø30 мм | ||
| Подшпиндель Макс. Нажатие Dia. | М16 | ||
| Rapid Speed | Ось | 30 м / мин | 30 м / мин |
| X1, Z1, Y1 ось | 30 м / мин | ||
| X2, Z2, Y2 ось | 30 м / мин | ||
| Travel | Ось | 460 мм | |
| Ось X1 | 45 мм | ||
| Ось Z1 | 300 мм | ||
| Ось Y1 | 300 мм | ||
| Ось X2 | 150 мм | ||
| Ось Z2 | 480 мм | ||
| Ось Y2 | 185 мм | ||
| Motors | Главный шпиндель | 7.5 кВт | |
| Подшпиндель | 7,5 кВт | ||
| Y1, ось Y2 | 1,0 кВт | 1,0 кВт | |
| A, X1, Z1, X2, Z2 ось | 1,0 кВт | 1,0 кВт | |
| Поворотный инструмент | 1,5 кВт | 2,2 кВт | |
| Насос охлаждающей жидкости | 1. 5 HP 5 HP | 1,5 HP | |
| Смазка | 25 Вт | 25 Вт | |
| Станок Размеры | Высота центра | 960 мм | |
| Вес | 6380 кг | ||
| Размер | 3000 x 1800 x 1980 мм | ||
| Air | Давление воздуха | 5 кг / см | |
| Подача воздуха | 10 л / мин | ||
Atlas — Craftsman. 12-дюймовый токарный станок, поздняя модель — пост 1957 года. : у них были различные номера моделей, начинающиеся с «39» и включающие в себя: 3950, 3965 , 3975, 3980, 3981, 3982, 3983, 3985, 3986, 3996, 3720, 3990, 3991, 3995, 3975.
Версия Мастера (во всех отношениях идентичная Атласу) обычно отмечалась: 101.28990, 101.28950, 101.28910, Номер 101. 28940 или аналогичный номер 101.289 **, в том числе: 101.2758, 101.2759, 101.2895N, 101.2893N, 101.2894N, 101.2897N, 101.28990, 101.28991N и 101.28993N2.
28940 или аналогичный номер 101.289 **, в том числе: 101.2758, 101.2759, 101.2895N, 101.2893N, 101.2894N, 101.2897N, 101.28990, 101.28991N и 101.28993N2.
Чтобы быть уверенным, что вы заказываете правильное руководство, моя статья об этих токарных станках здесь — последние 12-дюймовые токарные станки Atlas последней модели. Если вы не уверены, вы можете увидеть более ранний 10-дюймовый тип на этой странице.
Взрыв от первоначального небольшого размера до удвоенного размера (A4 11,5 «x 8») и печать на высококачественной плотной бумаге и 68 переплетенных в два тома для более легкого чтения и более четких диаграмм, это полный пакет данных информация, которая охватывает все модели, от первой до последней.Он включает в себя:
1) Полное руководство пользователя, содержащее более 240 страниц, которое содержит подробные инструкции по эксплуатации токарного станка и его принадлежностей, а также инструкции по техническому обслуживанию и смазке — это, вероятно, лучшая инструкция по эксплуатации, когда-либо выпускаемая производителем токарного станка.
2) Обширные инструкции по нарезанию резьбы и специальные таблицы из более крупной 61-страничной «дополнительной» инструкции по резьбонарезанию.
3) Дополнительные инструкции, выпущенные Atlas, но не включенные в основное руководство: приспособление для точения конуса; установка новых гаек ходового винта, устойчивые упоры, регулируемый упор станины, машинные тиски и процедуры демонтажа передней бабки и задней части.
4) Полный иллюстрированный список деталей со схемами разобранных деталей.
5) Набор репродукций оригинальных рекламных каталогов (некоторые очень редкие), которые дают полную техническую спецификацию для токарного станка, показывает изменения модели с годами. Показаны все аксессуары, что позволяет легко идентифицировать любые предметы, которые могут быть найдены на вторичном рынке.
Большое и тяжелое издание. Отпечатано как очень высококачественное воспроизведение на 120-граммовой бумаге и переплетено (это весомый объем, увеличенный до формата А4, это просто «буква»).
фунтов стерлингов в виде переплета высококачественного отпечатка или 45 фунтов стерлингов с оригинальными файлами в высоком разрешении на компакт-диске.
Большое и тяжелое издание. Поставляется в переплете, высококачественная печать за £ 65 или £ 45 с оригинальными файлами в высоком разрешении на CD-ROM. Чтобы узнать цену в долларах США, посетите веб-сайт: http://www.xe.com/currencyconverter/ Покупатель отвечает: Какой замечательный продукт это руководство. Я подумал о CD-ROM, но, поскольку мой токарный станок проработал более 60 лет, а мои компьютеры не работают 10 лет, ну, вы решили его.Вы проделали отличную работу, у меня была идея, чего ожидать от моей книги Fobco, но это на другом уровне. Когда я выясню, каким может быть мой другой старый токарный станок, я вернусь. Между тем еще раз спасибо. Хорошая книга, хорошая упаковка и хорошая доставка. Еще один очень довольный клиент. Билл Стоун
Токарно-винторезный станок ТВ-320П
Токарно-винторезный станок ТВ-320П представляет собой высокооборотный специализированный станок особо пригодный для выполнения работ в инструментальном и приборостроительном производстве. Станок предназначен для обработки деталей резцами, укрепленными как на переднем, так и на заднем резцедержателе. Задний резцедержатель устанавливается на суппорте по мере необходимости.
Станок предназначен для обработки деталей резцами, укрепленными как на переднем, так и на заднем резцедержателе. Задний резцедержатель устанавливается на суппорте по мере необходимости.
Токарно-винторезный станок модели ТВ-320П отличается от станка ТВ-320 повышенной точностью изготовления его основных деталей: станины, ходового винта, шпинделя, его переднего подшибника и шестерен входящих в цепь нарезки резьбы.
Для сохранения точности на длительный период эксплуатации диаппазон оборотов шпинделя чтанка снижен с 2000 до 1130 об/мин., и соотвественно снижено число оборотов шпинделя и число подач до 16.
Станок ТВ-320П следует применять для выполнения чистовых и получистовых работ. Использовать станок для выполнения грубых обдирочных операций не рекомендуется.
__________________________
Скачать документацию на
токарно-винторезный станок ТВ-320ПТВ-320П. Руководство по эксплуатации
__________________________
Основные технические характеристики
токарно-винторезный станок ТВ-320П|
Наименование параметров |
Ед. |
Величины |
|
Класс точности |
П |
|
|
Наибольший диаметр обрабатываемой заготовки над станиной |
мм |
320 |
|
Расстояние между центрами |
мм |
500 |
|
Высота центров над станиной |
мм |
155 |
|
Наибольшая длинна обточки |
мм |
500 |
|
Наибольший диаметр обрабатываемого прутка |
мм |
25 |
|
Количество скоростей шпинделя |
|
16 |
|
Пределы чисел оборотов шпинделя |
об/мин |
36-1130 |
|
Количество продольных подач |
16 |
|
|
Пределы продольных подач |
мм/об |
0,03-0,49 |
|
Количество поперечных подач |
16 |
|
|
Пределы поперечных подач |
мм/об |
0,012-0,18 |
|
Конус шпинделя передней бабки |
Морзе №4 |
|
|
Диаметр отверстия в шпинделе |
мм |
26 |
|
Конус пиноли задней бабки |
Морзе №3 |
|
|
Наибольшее перемещение пиноли |
мм |
90 |
|
Число нарезаемых метрических резьб |
19 |
|
|
Пределы нарезаемых метрических резьб |
|
|
|
— наименьший шаг |
мм |
0,25 |
|
— наибольший шаг |
мм |
5 |
|
Диаметры прутков для наружного зажима цанг |
мм |
3, 4, 5, 6, 8, 10, 12 |
|
Мощьность двигателя главного движения |
кВт |
3 |
|
Число оборотов двигателя главного движения |
об/мин |
1430 |
|
Мощность двигателя электронасоса |
кВт |
0,125 |
|
Число оборотов двигателя электронасоса |
об/мин |
2800 |
|
Производительность двигателя электронасоса |
л/мин |
22 |
|
Габариты станка (ДхШхВ) |
мм |
1800х950х1250 |
|
Вес станка |
кг |
950 |
 изм.
изм.
Токарный станок школьный
Школьный токарный станок по металлу
Для обучения навыкам работы станочником в школах и училищах выпускались упрощенные модели оборудования.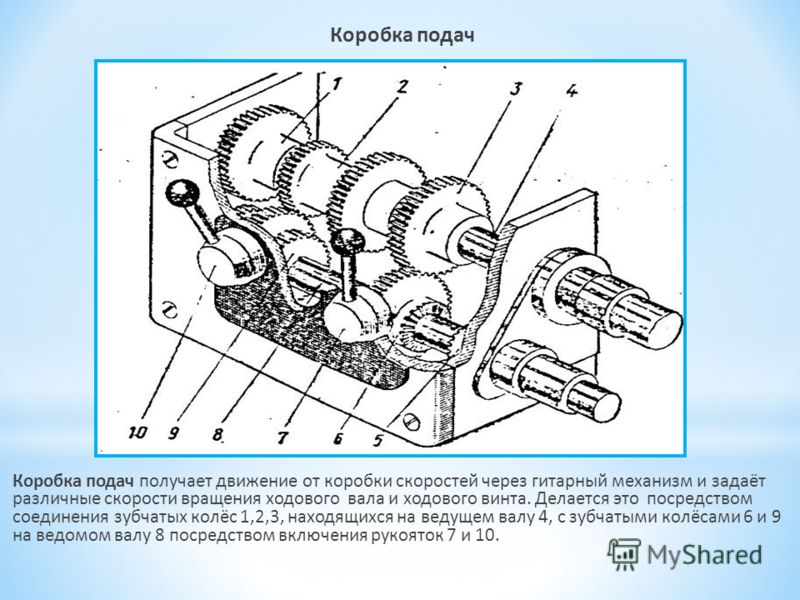 Напольные токарные станки в мастерских управлялись в ручном режиме и не годились для массового производства изделий. На них вытачивались единичные детали простой конфигурации. В настоящее время компактные модели оборудования востребованы в домашних и ремонтных мастерских. На них можно изготовить запчасти для ремонта и деревянные элементы мебели.
Напольные токарные станки в мастерских управлялись в ручном режиме и не годились для массового производства изделий. На них вытачивались единичные детали простой конфигурации. В настоящее время компактные модели оборудования востребованы в домашних и ремонтных мастерских. На них можно изготовить запчасти для ремонта и деревянные элементы мебели.
Токарный станок по металлу для школы
Первые модели школьных токарных станков собирались в детских трудовых колониях, пока не был построен специальный завод. Начиная с 1956 года, изготовление учебных станков наладили на МАГСО – Ростовском заводе, построенном под выпуск малогабаритного металлорежущего оборудования. На нем модели малогабаритного оборудования постоянно совершенствовались и улучшались.
Особенности оборудования
Ученические токарные станки по металлу заняли промежуток между любительским инструментом и профессиональным производственным оборудованием. Свое название Школьник они получили за активное использование их для обучения учащихся в ПТУ и старшеклассников на уроках труда.
У всех моделей, от ТВ2 до модернизированного 16У04П повышенной точности, имеются общие характеристики для школьных токарных станков:
- малые габариты;
- простота конструкции;
- безопасность при работе;
- ручное управление и легкое обслуживание;
- обработка малых по размеру заготовок;
- низкая производительность;
- невозможность изготовления партий деталей.
Токарный станок 16У04П
Учебные модели выпускались напольные с литыми тумбами и настольные, имеющие только установочные площадки в виде широких ножек под станиной. Их можно установить на рабочем столе в мастерской и изучать принцип работы токарного станка, получать навыки работы токарем.
Конструкция токарного станка упрощенная. Отсутствует коробка передач. Скорости изменяются перестановкой шестеренок и перекидыванием ремня. Перемещение салазок суппорта ручное только в одном направлении. Возможность точить конусы под заданным углом отсутствует.
Учитывая специфику токарных станков по металлу Школьный, на них были установлены кожухи и экраны, исключающие возможность травмирования вращающимися деталями или отлетающей стружкой. Как только защитное приспособление поднималось, патрон останавливался.
Как только защитное приспособление поднималось, патрон останавливался.
Станок токарный был рассчитан только на обучение. На него можно установить небольшие заготовки до 10 кг и прокат до 16 мм.
Выборка под детали большого диаметра в станине отсутствует. Максимальный диаметр заготовки до 200 мм. Межцентровое расстояние на большинстве моделей 220 – 350 мм, и только на модернизированные станки можно устанавливать валы длиной 525 и 750 мм.
Перемещение суппорта и салазок по лимбу вручную не позволяло работать быстро и делать партии деталей. На большинстве станков серии Школьник имеется 6 скоростей вращения патрона от 120 до 975 об/мин. Направление вращения переключается двигателем.
Схема станка ТВ-11
Несмотря на свою простоту, учебные токарные станки дают хорошую чистоту обработки. На них можно точить детали с точностью до 0,05 мм и делать токарную обработку под шлифовку. В коробке скоростей, соединенной с винтом, заложена нарезка резьбы с 3 размерами шага на ранних моделях и 6 резьб на модернизированных станках, начиная с ТВ7.
Столярному делу подростков обучали на ТВ4 и на специально выпущенном станке токарном по дереву Школьник серии СТД-120. На этом оборудовании любители делать мебель своими руками в домашних условиях изготавливают фигурные ножки, стойки и другие круглые элементы.
В настоящее время компактные токарные станки используют в передвижных мастерских, изготавливая на них детали для ремонта. Охотно покупают умельцы компактное оборудование и для домашнего использования.
Принцип работы
Производились школьные токарные cтанки по металлу в СССР для обучения подростков токарному делу на простом и безопасном оборудовании. Они работали по принципу большого универсального токарного станка, но все функции и устройство были упрощены. Движение шпинделя и суппорта происходило от одного двигателя, расположенного непосредственно под коробкой скоростей. Ведущий вал со шкивом на конце выходил непосредственно в гитару. Отсутствие коробки передач делало схему работы простой, управление прямое.
Основные узлы и детали учебного токарного станка по металлу:
- станина;
- передняя бабка;
- шпиндель;
- электродвигатель;
- суппорт с салазками;
- задняя бабка;
- вал;
- винт;
- корыто для стружки;
- лампа;
- защитные приспособления.
Деталь зажимается в шпинделе. Длинная заготовка типа вала засверливается в торце и поджимается центром, установленным в задней бабке. Короткая точится закрепленная только на передней бабке. При включении электропривода происходит вращение шпинделя. Прямое или обратное направление выбирается переключением вращения двигателя.
От коробки скоростей вращается вал или винт. Они обеспечивают продольное перемещение суппорта с салазками, на которых установлен резец. Для поперечного точения на большинстве моделей надо вращать ручку салазок, автоматического перемещения нет.
Изменение скорости вращения детали осуществляется перекидыванием ремня с одного шкива на другой и перемещением шестеренок поворотом ручек на панели передней бабки.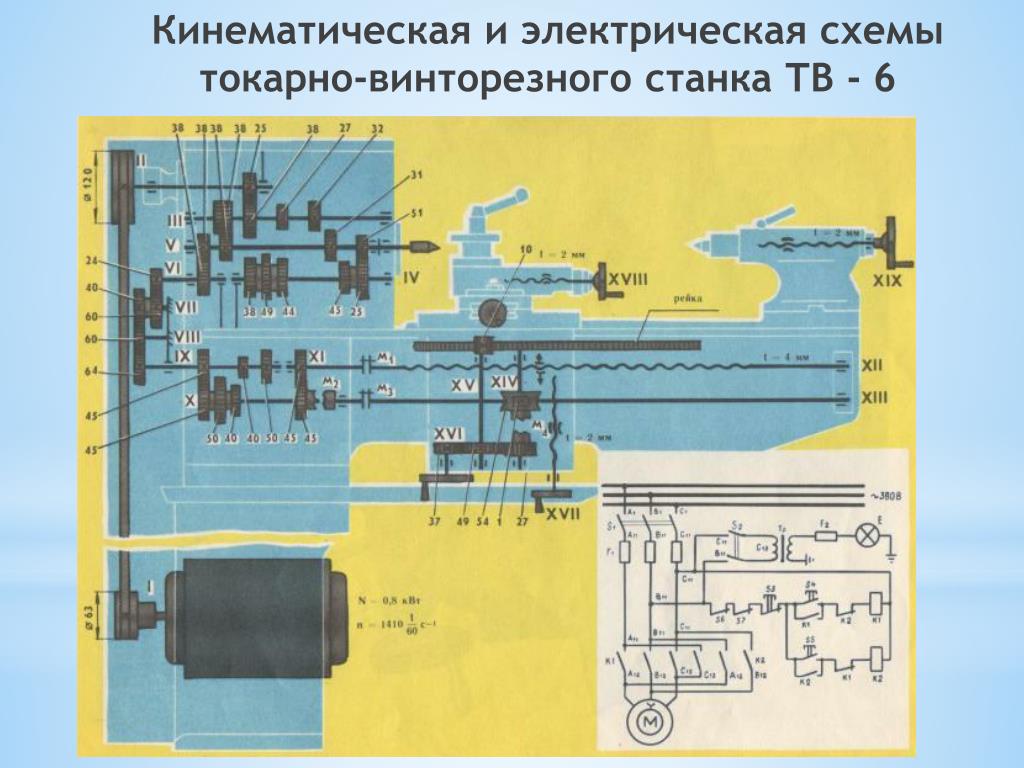
Устройство станка ТВ-4
Для сверления и внутренней расточки в оси станка инструмент устанавливается на задней бабке.
Модели школьных станков
Первый токарный станок по металлу Школьник, массово поступивший в мастерские, был ТВ-2, затем ТВШ-2. Изготавливались обе модели в настольном варианте. Отдельные партии ТВШ-2 имели стойки для напольной установки.
За ними последовали в течение нескольких лет усовершенствованные напольные модели: ТВ-3, ТВ-4 и ТВ-6. Все они мало отличались друг от друга, в основном формой корпусов узлов, имели по 3 скорости перемещения суппорта и 6 скоростей вращения шпинделя, могли нарезать по 3 резьбы. Модель ТВ-4 применялась и для работы по дереву, до выпуска специальных деревообрабатывающих токарных станков серии СТД.
Токарный станок ТВ-6 Токарный станок по металлу для школы ТВ2 Токарный станок ТВ-11В школах особенно популярным стал ТВ-6. Он выпускался одновременно с МАГСО на Дубненском заводе Октябрь и поступал в мастерские большими партиями.![]() Он отличался размером шпинделя, вместо 100 мм, как у предыдущих моделей, имел 125 мм. Электродвигатель мощностью 1,1 кВт заменил двигатели в 0,6 кВт.
Он отличался размером шпинделя, вместо 100 мм, как у предыдущих моделей, имел 125 мм. Электродвигатель мощностью 1,1 кВт заменил двигатели в 0,6 кВт.
Последующие модели токарных учебных станков: ТВ-7, ТВ-9 и ТВ-11 выпускались в настольном варианте и были модернизированы. Они имели 6 скоростей перемещения суппорта, нарезали 6 резьб. Между собой станки отличались внешним оформлением и межцентровым расстоянием.
| Модель станка | РМЦ, межцентровое расстояние, мм |
| ТВ-7 | 275 |
| ТВ-9 | 525 |
| ТВ-11 | 750 |
Высокую точность при обработке деталей обеспечивали жесткая станина и установленные на шпинделе радиально-упорные регулируемые подшипники.
Комплектация токарных станков Школьник различными приспособлениями делает оборудование универсальным.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Настольный токарный станок по металлу школьник
Изначально школьные модели токарных станков предназначены для организации учебного процесса и формирования первичных навыков работы на этом оборудовании. Однако со временем область их применения значительно расширилась. Сейчас школьный токарный станок, предназначенный для обработки металла и деревянных изделий, можно встретить не только в учебных специализированных классах, но и во многих домашних мастерских.
Требования к учебному оборудованию
Пример школьного токарного станкаТакая популярность школьных станков обусловлена простотой их конструкции, возможностью выполнять основные виды токарных работ, а также низкими требованиями к эксплуатации. Однако наряду с этим необходимо учитывать предъявляемые требования к компоновке и эксплуатационным качествам оборудования этого типа.
Главной особенностью конструкции школьных станков являются ее большие размеры. Большинство моделей настольного типа, что значительно снижает требования к условиям монтажа.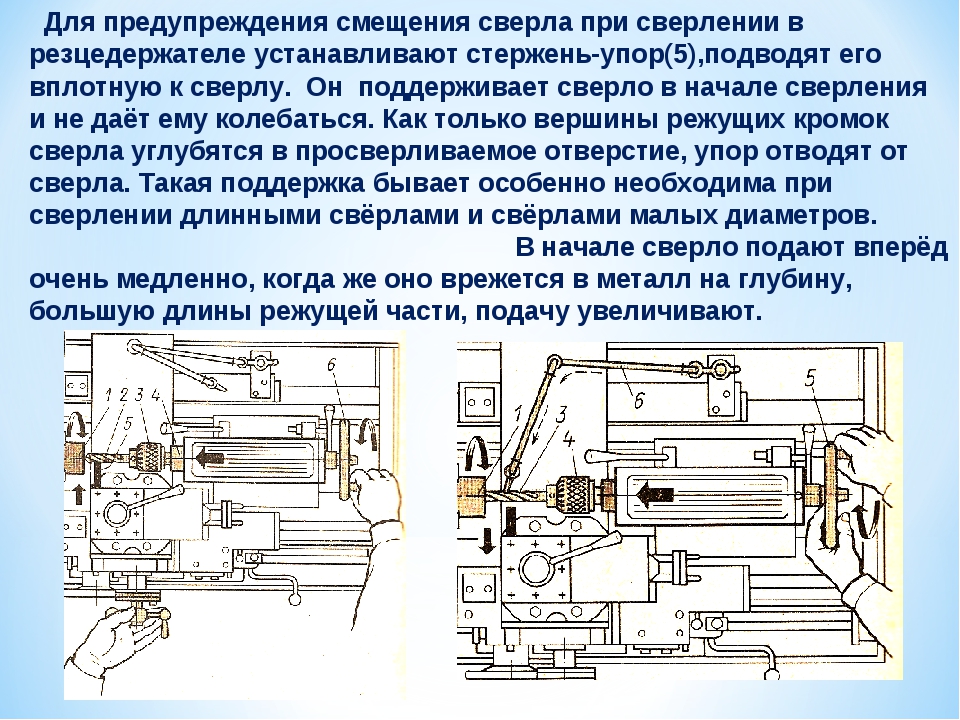 Благодаря этому обрабатывающий механизм может использоваться в условиях домашней мастерской или небольшого производственного цеха. Но при этом следует учитывать особенности применения школьных станков.
Благодаря этому обрабатывающий механизм может использоваться в условиях домашней мастерской или небольшого производственного цеха. Но при этом следует учитывать особенности применения школьных станков.
Для полноценного анализа необходимо изучить основные эксплуатационные и технические параметры оборудования:
- производительность. Этот показатель значительно меньше, чем у профессиональных заводских станков. Изначально школьные установки не рассчитаны для массового производства деталей;
- ограничение по размеру заготовок. Так как большинство станков по металлу имеют небольшие размеры — на них можно выполнять токарные работы только для небольших заготовок;
- точность выполнения операции. Управление работой станка в большинстве случаев осуществляется вручную. Это негативным образом сказывается на качестве токарных работ;
- простота в эксплуатации. Для выполнения ремонтных и профилактических работ не понадобится специальное оборудование. Конструкция станка устроена таким образом, что большинство мероприятий можно выполнять самостоятельно, ознакомившись с инструкцией по эксплуатации.

Но одним из главных преимуществ школьных токарных станков является безопасность работы на них. В конструкции предусмотрены компоненты, предотвращающие появление опасных для жизни ситуаций. Обязательными являются установка защитных прозрачных панелей, в наличии имеется устройство принудительного выключения оборудования в случае возникновения сбоев в работе.
В настоящее время школьные токарные модели по металлу практически не выпускаются из-за низкого спроса. Поэтому чаще всего используется оборудование, изготовленное в 70-х и 80-х годах прошлого века.
Конструктивные элементы школьных учебных станков
Конструкция школьной модели ТВ-7Компоновка учебных токарных станков в большинстве случаев классическая. Разница между моделями заключается в их исполнении, настольные или напольные, а также перечнем технических характеристик. Но для актуальности использования данного типа оборудования необходимо ознакомиться с его конструкцией.
Расположение элементов практически любого школьного токарного станка можно охарактеризовать как классическое. На станине, изготовленной из чугуна или металлических листов, монтируются основные блоки оборудования — передняя и задняя бабки, резцедержатель и суппорт. Однако при этом следует учитывать требуемую простоту конструкции. Она заключается в следующем:
На станине, изготовленной из чугуна или металлических листов, монтируются основные блоки оборудования — передняя и задняя бабки, резцедержатель и суппорт. Однако при этом следует учитывать требуемую простоту конструкции. Она заключается в следующем:
- отсутствие коробки передач. Смена режимов происходит вручную;
- изменение скоростей выполняется с помощью ременного привода. Наличие шестеренчатой коробки нецелесообразно, так как это усложнит конструкцию;
- упрощенная конструкция шпиндельной головки. Она предназначена для фиксации заготовки и передачи крутящего момента. В большинстве случаев функция изменения положения продольной оси детали в конструкции станка отсутствует;
- на станине отсутствует выемка для обработки массивных деталей.
Подача охлаждающей жидкости осуществляется за счет встроенной системы. В случае ее отсутствия обработка СОЖ выполняется вручную.
В токарном станке по металлу обязательно должен присутствовать механический тормоз. Он срабатывает во время установки рукояти и управления шпинделем в нейтральное положение. Это обеспечивает минимизацию появления брака во время обработки.
Он срабатывает во время установки рукояти и управления шпинделем в нейтральное положение. Это обеспечивает минимизацию появления брака во время обработки.
Характеристики и параметры станков для обучения
Настольная школьная токарная модельТак как школьное оборудование имеет худшие показатели производительности и относительно низкие технические параметры, к анализу возможностей станка следует подойти профессионально. Для этого необходимо детально изучить паспорт, определить перечень выполняемых операций и требования к характеристикам заготовки.
Определяющим параметром выбора является расстояние от плоскости станины до центров. Аналогичным нему является удаление до оси вращения шпинделя. Таким образом можно определить максимально допустимый диаметр обрабатываемой заготовки. На ее длину влияет расстояние между передней и задней бабками. При этом необходимо учитывать параметры смещения последней.
Дополнительно для полноценного анализа школьного станка изучаются следующие характеристики:
- пределы частот вращения шпиндельной головки;
- номинальная мощность электродвигателя;
- диаметр отверстия шпинделя для установки прутка;
- параметры блока подачи режущего инструмента — значение продольных и поперечных смещений;
- характеристики передвижения пиноли задней бабки;
- виды и параметры формируемой резьбы.

Немаловажным моментом являются размеры и габариты конструкции. От этого зависят требования к ее установке и дальнейшей эксплуатации. Большинство школьных моделей имеют небольшие размеры, что дает возможность выполнить монтаж даже в условиях небольшой домашней мастерской.
Резцедержатель некоторых моделей школьных станков по металлу может предусматривать установку нескольких резцов. Это позволит выполнять различные типы операций по токарной обработке без смены режущего инструмента.
Для корректной эксплуатации оборудования необходимо придерживаться следующих основных правил:
- электрические элементы должны быть заземлены;
- рабочее место обеспечивается хорошим освещением;
- обязательное использование средств индивидуальной защиты;
- перед началом работы необходимо ознакомиться с функциональными возможностями станка, а также техникой безопасности;
- соблюдение правил эксплуатации — своевременное выполнение профилактических и ремонтных работ.

В целом школьный станок, предназначенный для токарных работы по металлу, можно охарактеризовать как надежное недорогое оборудование. Для повышения его функциональности в некоторых случаях выполняется небольшая модернизация.
Для детального ознакомления с возможностями оборудования предлагается посмотреть видеоматериал, в котором подробно описывается работа модели ТВ-4:
Школьный токарный станок ТВ 6
фото:кинематическая схема токарного станка
фото:электрическая схема токарного станка
Передняя бабка предназначена для поддержания обрабатываемой заготовки и передачи ей вращательного движения. В токарном станке ТВ 6 передняя бабка является и коробкой скоростей и имеет шесть ступеней скоростей.
Монтаж передней бабки осуществляется по линии центров в горизонтальной плоскости при помощи двух установочных винтов. Шпиндель передней бабки установлен на двух упорных подшипниках 9 и радиальном подшипнике 19.
Вращательное движение передается от электродвигателя через ременную передачу на ведущий вал коробки скоростей. Внутри коробки, движение передается через вал 2 и неподвижное зубчатое колесо 3 на вал 4 с неподвижными шестернями 12, 6 и блоком шестерен 5.
Блок шестерня 5 принимает участие только при реверсе подачи.
Вращение заготовки, закрепленной в трехкулачковом патроне или планшайбы, передается от шпинделя. При обработке заготовки в центрах, в шпиндель вставляется неподвижный центр.
В коробке скоростей установлено устройство для изменения направления суппорта. Это осуществляется перемещением зубчатого колеса 15 в левое или правое положение при помощи рукоятки 3.
В левом положении зубчатого колеса 15 выполняется прямое вращение от блока шестерен 16. В правом положении колеса 15 выполняется обратное вращение при помощи паразитной шестерни 6.
фото:передняя бабка токарного станка
Гитара – передаточный механизм, служащий для передачи вращательного движения от шпинделя коробки скоростей к коробке подач.
Гитара состоит из кронштейна 1 и шестерен 2,4,7.
фото:гитара токарного станка
Вращательное движение на коробку подач передается от коробки скоростей через передаточный механизм.
Поворачивая рукоятку 4 в трех положениях, блок-шестерен 6 перемещается по шлицам вала 5 и поочередно входит в зубчатое зацепление зубчатыми колесами 2,3,4. Что дает возможность нарезать метрическую резьбу с шагом 0,8; 1; 1,25 мм и продольную подачу суппорта 0,08; 0,1; 0,12 мм/об.
Рукояткой 5 осуществляется включение ходового винта и валика.
Смазка трущихся поверхностей и шестерен осуществляется фитилями.
фото:коробка подач токарного станка
Фартук предназначен для механической продольной подачи суппорта от ходового валика, винта и ручной продольной подачи.
Маховиком 1 осуществляется ручная подача. Маховик сидит на валу 4, на котором установлено зубчатое колесе 11, входящее в зацепление с шестерней 3. Шестерня 3 сидит на валике реечной шестерни 2.Реечная шестерня, в свою очередь, входит в зацепление с зубчатой рейкой.
Механическая подача осуществляется червяком 5, установленном на ходовом валике 10 при помощи шпоночного соединения. Червяк входит в зацепление с червячной шестерней 13 и далее через муфту передается на реечную шестерню.
фото:фартук токарного станка
Задняя бабка предназначена для поддержания конца заготовки, во избежание радиального биения. Кроме этого, в заднюю бабку устанавливается сверло для обработки отверстий.
Корпус 1 расположенный в основании 2 перемещается по направляющим станины.
Пиноль перемещается в осевом направлении в корпусе. В пиноли имеется коническое отверстие, в которое вставляется различные инструменты для выполнения токарных и сверлильных работ (упорный центр, сверло, развертки и т.д.). Осевое перемещение пиноли осуществляется при помощи маховика 4 и винта 5.
Регулировка сооснтости пиноли задней бабки и шпинделя осуществляется гайкой 12 и двумя винтами 11, расположенных с обеих сторон задней бабки.
Фиксация задней бабки в нужном положении выполняется поворотом вправо рукоятки 13.
фото:задняя бабка токарного станка
| Наибольший диаметр обрабатываемой заготовки,мм | 12 |
| Наибольший диаметр заготовки, устанавливаемый над станиной,мм | 200 |
| Наибольший диаметр заготовки, устанавливаемый над суппортом,мм | 80 |
| Наибольшая длина обтачивания,мм | 300 |
| Шаг нарезаемой резьбы,мм | 0,8;1;1,25 |
| Высота центров,мм | 108 |
| Расстояние между центрами,мм | 350 |
| Частота вращения шпинделя,об/мин | 130…170 |
| Суппорт | |
| Перемещение на одно деление лимба,мм: | |
| продольное | 0,5 |
| поперечное | 0,025 |
| Перемещение на один оборот лимба,мм: | |
| продольное | 30 |
| поперечное | 2 |
| Масса станка,кг | 300 |
| Габаритные размеры,мм: | |
| длина | 1100 |
| высота | 470 |
| ширина | 110 |
Видео:Токарный станок ТВ 6
Школьный токарный станок ТВ-6: устройство, технические характеристики, описание и отзывы
Практические занятия являются залогом успешного образования специалиста. Нельзя стать настоящим токарем, только лишь изучая теорию по учебникам. Здесь необходимо в первую очередь научиться работать за станком. С этой целью еще в 80-х прошлого века было начато производство токарно-винторезного станка ТВ-6. Выпускали его на Ростовском заводе учебно-станочного оборудования. Данный станок изготавливали для обучения азам, которые должен знать каждый токарь. Эту модель можно было встретить во многих школах и специальных учебных заведениях.
Назначение
Токарный станок ТВ-6 разрабатывался для обучения азам токарного дела. Поэтому никаких заоблачных характеристик от него ждать не нужно. Станок подходит для выполнения наиболее простых операций:
- Выполнение метрической резьбы.
- Расточка деталей, имеющих цилиндрическую (коническую) форму.
Токарный станок ТВ-6 («школьник», как его еще называют) может работать только с цветными металлами и сталью. Такой выбор объясняется тем, что материал во время обработки не должен выделять летучие соединения и пыль, оказывающие пагубное воздействие на окружающих.
Токарный станок ТВ-6 при первом осмотре удивляет своими небольшими размерами. При весе 300 килограммов его длина составляет 144 сантиметра, ширина – 47 см, высота – 110 см. Благодаря этому станок прекрасно вписывается даже в небольшие мастерские.
Результатом небольших габаритов являются небольшие размеры деталей, которые могут обрабатываться на станке. Агрегат позволяет работать с деталью, длина которой не превышает 35 см. При этом протачивание возможно на промежутке, длина которого не больше 30 см. Если говорить о высоте, то над станиной могут обрабатываться детали с диаметром до 20 см. Над суппортом это значение составляет всего 8 сантиметров.
Главные характеристики в сравнении с показателями других агрегатов можно увидеть на фотографии ниже.
Устройство токарного станка ТВ-6
Лучше понять возможности аппарата поможет понимание того, из каких узлов и механизмов состоит агрегат. Ведь именно конструкция обеспечивает указанные технические характеристики.
Конструкция представлена следующими основными механизмами:
- Тумба (условно разделена на две части).
- Экран для обеспечения безопасности.
- Бабка (также условно выделяют переднюю и заднюю).
Коробка скоростей с 6 ступенями является передним узлом. К ней присоединен вал, который передает вращение от двигателя. Для этого используется ременная передача. Направление движения держателя резцов изменяется за счет специального механизма, установленного в коробке. Регулируется это с помощью рукояти. При ее повороте шестерня передвигается в одно из крайних положений. Если зубчатое колесо вращается влево, то происходит процесс прямого вращения. В этом процессе участвует блок шестеренок. Если же зубчатое колесо передвигается в правое положение, происходит вращение в обратную сторону. От радиального биения защищает задний узел. Кроме того, он позволяет обрабатывать отверстия при помощи сверла.
Разберем устройство токарно-винторезного станка ТВ-6 более подробно. Для этого рассмотрим основные его механизмы и узлы (их принцип действия и устройство) отдельно.
Тумба
Конструкция токарного станка разделяет тумбу на две части: переднюю и заднюю. Они имеют схожее, но неодинаковое устройство.
Передняя тумба собрана в форме буквы «П». Чтобы конструкция была более прочной, снизу и сверху монтированы ребра жесткости. Сзади тумбы размещен двигатель. Включается (выключается) он нажатием кнопки, которая находится спереди тумбы.
Отличием задней тумбы является то, что ее конструкция вместо двигателя включает электрический щиток.
Гитара и коробка передач
Гитарой называют передаточный механизм зубчатых колес. Она необходима для передачи движения от главного вала непосредственно к коробке. Гитара представляет собой кронштейн с закрепленными на нем шестернями. Токарный станок ТВ-6 имеет постоянное передаточное число, которое равно одной четвертой.
Гитара передает вращение на коробку передач. Она, в свою очередь, состоит из следующих деталей:
- Шестеренки (5 шт. с разными характеристиками).
- Рукоять для настроек (2 шт.).
Параметры резьбы определяются за счет изменения настроек рукояти, которая размещается на лицевой стороне коробки передач. При ее вращении (а она имеет 3 положения) блок шестерня, двигающаяся по шлицам, зацепляет другую шестерню. На панели коробки находится еще одна рукоять, которая запускает ходовой валик и винт.
Фартук
Фартук необходим для подачи суппорта от ходового валика (винта) механическим или ручным способом. Если необходимо выполнить подачу вручную, следует вращать маховик, который расположен на валу-шестерне. Последний смыкается с шестерней, которая находится на валике реечного зубчатого колеса.
Червяк, соединенный при помощи скользящей шпонки с валиком, обеспечивает механическую подачу. Он передает движение на червячную шестерню. От нее по следующему зубчатому колесу и кулачковой муфте движение передается реечной шестерне. Кулачковая муфта соединена с рукоятью, поворот которой приводит к механической подаче.
Суппорт
Установка резцов в токарном станке по металлу ТВ-6 осуществляется благодаря суппорту. Благодаря наличию 4 салазок (кареток) резцы двигаются:
- По направляющим в осевом направлении.
- В направлении, перпендикулярном движению первой каретки.
- В осевом направлении по направляющим третьей салазки.
Каретки установлены последовательно, то есть друг на друге. Деталь закрепляется на четвертой каретке с помощью специального механизма. При повороте рукоятки механизм отжимается, и его положение закрепляется штифтом.
Бабка
Второй конец детали при обработке на токарном станке ТВ-6 фиксируется с помощью задней бабки. Она имеет основание и корпус, за счет которых крепится к направляющим станины. По ним бабка и осуществляет движение. Внутри за счет маховика двигается в продольном направлении пиноль. Во внутреннее отверстие пиноли, по форме напоминающее конус, вставляются сверла, патроны и другой инструмент.
Токарный станок ТВ-6 — прекрасный представитель времен Советского Союза. Изготовленный в восьмидесятых прошлого века, он встречается до сих пор. И отказываться от него многие пользователи не собираются. Это надежный, долговечный станок, качественно выполняющий свои функции.
Решаясь на покупку данной модели токарного станка, опытные пользователи советуют ответить для себя на два главных вопроса:
- Какие виды работ планируется выполнять на станке.
Конечно же, современные импортные аналоги обходят станок ТВ-6 по точности. Но если нужно снять более толстый слой металла, то равных «школьнику» не найти.
Что касается второго вопроса, то не все работы станок способен выполнить. К примеру, как отмечают некоторые из пользователей, на станке не удалось заточить трубу для резцов. Для расширения функциональных возможностей понадобится набор сменных шестеренок, которые необходимы для нарезания резьбы с помощью резца. Они позволят изменить при необходимости размер шага.
Из недостатков можно назвать то, что станок работает от электрической сети с напряжением 380 В. Если дома нет силовой линии, то аппарат нужно переделывать под 220 В. Еще один минус данного токарного станка – во время работы он очень громко шумит. Но с другой стороны, если установить его на своем частном дворе, то никаких проблем с этим не будет.
Как видно, отечественный токарный станок для работы с металлом ТВ-6, который производился с целью обучения токарному мастерству, нашел свое применение и в быту. Им пользуются многие любители изготовить своими руками полезные самоделки. Это надежный, долговечный агрегат, который даже спустя почти четыре десятилетия пользуется спросом.
Устройство, характеристики, описание и отзывы
Практические занятия — залог успешного обучения специалиста. Нельзя стать настоящим токарём, просто изучая теорию по учебникам. Здесь вы должны сначала научиться работать на машине. С этой целью в 80-х годах прошлого века было начато производство токарного станка ТВ-6. Производили его на Ростовском заводе учебного оборудования. Этот станок был создан для обучения основам, которые должен знать каждый токарь. Эту модель можно встретить во многих школах и специальных учебных заведениях.
Назначение
Станок токарный ТВ-6 предназначен для обучения основам токарной обработки. Поэтому никаких запредельных характеристик от него ждать. Станок подходит для самых простых операций:
- Отрезать часть заготовки.
- Расточка деталей цилиндрической (конической) формы.
Станок токарный ТВ-6 (как его еще называют «ученик») может работать только с цветными металлами и сталью. Такой выбор обусловлен тем, что материал при обработке не должен выделять летучие соединения и пыль, которые губительно действуют на окружающих.
Основные характеристики
Токарный станок ТВ-6 при первом осмотре удивляет своими небольшими размерами. При весе 300 килограмм его длина составляет 144 сантиметра, ширина — 47 см, высота — 110 см. Благодаря этому станок отлично вписывается даже в небольшие мастерские.
Результатом малых размеров являются небольшие размеры деталей, которые можно обрабатывать. Агрегат позволяет работать с деталью, длина которой не превышает 35 см. При этом есть возможность пробить щель, длина которой не более 30 см.8 сантиметров.
Основные характеристики в сравнении с показателями других агрегатов можно увидеть на фото ниже.
Станок токарный ТВ-6
Лучшее понимание возможностей устройства поможет понять, из каких узлов и механизмов состоит агрегат. Ведь в дизайне предусмотрены заданные характеристики.
Конструкция представлена следующими основными механизмами:
- Тумба (условно разделена на две части).
- Бабушка (также условно изолированы спереди и сзади).
Коробка передач шестиступенчатая передняя узловая. Он прикреплен к валу, который передает вращение от двигателя. Для этого используется ременная передача. Направление движения держателя резцов изменяется за счет специального механизма, установленного в ложу. Это регулируется ручкой. При вращении шестерня переходит в одно из крайних положений. Если шестерня вращается влево, то процесс прямого вращения.В этом процессе участвует редуктор. Если шестерня перемещается в правильное положение, она вращается в противоположном направлении. От радиального биения защищает задний узел. Кроме того, он позволяет обрабатывать отверстия сверлом.
Рассмотрим подробнее устройство винторезного станка ТВ-6. Для этого рассмотрим его основные механизмы и узлы (их принцип действия и устройство) отдельно.
Шкаф
Конструкция токарного станка делит шкаф на две части: переднюю и заднюю.У них похожий, но неодинаковый прибор.
Передний боллард имеет форму буквы «П». Чтобы конструкция была более прочной, снизу и сверху монтируют ребра жесткости. За шкафами разместили двигатель. Он включается (выключается) нажатием кнопки, которая находится перед подставкой.
Отличие задней тумбы состоит в том, что в ее конструкцию вместо двигателя входит электрическая заслонка.
Гитара и коробка передач
Гитара называется зубчатыми колесами. Необходимо передавать движение от главного вала непосредственно на коробку.Гитара представляет собой кронштейн с прикрепленными к нему шестеренками. Токарный станок ТВ-6 имеет постоянное передаточное число, равное одной четвертой.
Гитара передает вращение на коробку передач. Он, в свою очередь, состоит из следующих деталей:
- Шестерни (5 шт. С разными характеристиками).
- Ручка для настроек (2 шт.).
Параметры резьбы определяются изменением настроек рукоятки, которая находится на передней части коробки передач. Когда он вращается (а он имеет 3 положения), шестерня, движущаяся в шлицах, зацепляет другую шестерню.На панели ящика находится еще одна ручка, запускающая приводной ролик и винт.
Фартук
Фартук нужен для подачи суппорта от ходовой опоры (винта) механически или вручную. Если требуется ручная подача, следует повернуть маховик, расположенный на валу шестерни. Последний замыкается шестерней, которая находится на роликовой зубчатой рейке.
Червяк, соединенный посредством скользящей шины с роликом, обеспечивает механическую подачу. Он передает движение червячной передаче.От нее на следующую шестерню и кулачковую муфту движение передается реечной передачей. Кулачковая муфта соединена с рукояткой, вращение которой приводит к механической подаче.
Штангенциркуль
Установка резцов в токарный станок по металлу ТВ-6 осуществляется благодаря штангенциркулю. Благодаря наличию 4-х салазок (кареток) резцы перемещаются:
- По направляющим в осевом направлении.
- В направлении, перпендикулярном движению первой каретки.
- В осевом направлении по направляющим третьего суппорта.
Тележки устанавливаются последовательно, т.е. друг на друга. Деталь фиксируется на четвертой каретке с помощью специального механизма. При повороте ручки механизм выдавливается и его положение фиксируется штифтом.
Бабушка
Второй конец детали при токарном станке ТВ-6 фиксируется с помощью задней бабки. Имеет основание и корпус, за счет чего крепится к направляющим станины.По его словам, бабушка и носит движение. Внутри за счет маховика пиноль движется в продольном направлении. Сверла, патроны и другие инструменты вставляются во внутреннее отверстие пиноли, имеющее форму конуса.
Отзывы
Токарный станок ТВ-6 — отличный представитель времен Советского Союза. Сделанный в восьмидесятых годах прошлого века, он встречается до сих пор. И многие пользователи отказываться от этого не собираются. Это надежная, прочная машина, качественно выполняющая свои функции.
Принимая решение о покупке данной модели токарного станка, опытные пользователи советуют ответить на два основных вопроса для себя:
- Какие виды работ планируется выполнять на станке.
Конечно, современные импортные аналоги по точности обходят автомат ТВ-6. Но если нужно удалить более толстый слой металла, то равного «ученика» не найти.
Что касается второго вопроса, не вся рабочая машина способна работать. Например, как отмечают некоторые пользователи, станок не может затачивать трубу для фрез.Для расширения функциональности вам понадобится набор сменных шестерен, которые необходимы для нарезания резьбы фрезой. Они позволят вам при необходимости изменить размер шага.
Среди недостатков можно назвать то, что станок работает от электрической сети с напряжением 380 В. Если дома нет линии электропитания, то прибор нужно переделать под 220 В. Еще один минус этого токарного станка в том, что во время работы он очень громкий. Но с другой стороны, если вы установите его в своем частном дворе, то с этим проблем не возникнет.
Как видите, отечественный токарный станок по металлу ТВ-6, созданный с целью обучения токарным навыкам, нашел свое применение в быту. Их используют многие любители для самостоятельного изготовления полезных изделий в домашних условиях. Это надежный, долговечный агрегат, который даже спустя почти четыре десятилетия пользуется спросом.
Возможный первый токарный станок: Atlas TV48
Trc687 (пожалуйста, подпишите свои сообщения),Прежде всего, сделайте окончательное заявление, подвески двигателя звучат как фрезерные, а не токарные работы.Ироничное описание основных возможностей токарных и фрезерных станков состоит в том, что токарный станок может делать квадратные вещи круглыми, а фрезы — круглыми. Но обычно не наоборот. Тем не менее, компания Atlas сделала фрезерное приспособление для 10-дюймового колеса, и вы действительно можете фрезеровать на нем мелкие детали, если у вас есть все необходимые аксессуары (в основном фрезерное приспособление, фрезы, держатель резака и дышло). одна из четырех построенных машин серии F 10 дюймов.«Т» означает, что в нем установлены подшипники шпинделя Timken, и это хорошо. «V» означает, что у него вертикальный промежуточный вал. 10F — это 16-ступенчатые машины. Шпиндель и промежуточный вал имеют 4-ступенчатые шкивы. Мотор и промежуточный вал имеют двухступенчатые шкивы. А на шпинделе и задней части передней бабки установлены в общей сложности 4 шестерни, которые вместе называются задними шестернями. Это дает еще 2 скорости. 4 x 2 x 2 = 16. «48» означает, что длина станины составляет 48 дюймов. Это означает, что самая длинная заготовка, которую вы можете установить между передней бабкой и задней бабкой, составляет около 30 дюймов.Высота поворота над станиной составляет 10-1 / 4 дюйма. Это означает, что заготовка наибольшего диаметра, которую вы можете установить на шпиндель и повернуть, не задевая пути, составляет 10 дюймов. Поворотная каретка составляет 6-5 / 8 дюймов, поэтому вы не можете работать с деталью диаметром 10 дюймов и длиной 30 дюймов. Все модели 10F поставлялись с задними шестернями, а также с ручной и механической траверсой (влево и вправо) и Поперечная подача. Ранее у 10 дюймов не хватало силовой поперечной подачи.
1. Типичные цены на станки в целом значительно различаются в зависимости от того, в какой части страны вы находитесь.Но 1100 долларов, как правило, довольно дорого обходятся для TV-48, если к нему не прилагается несколько обычно необходимых аксессуаров. Например, 3-кулачковые и 4-кулачковые патроны, фрезерная насадка, люнет, конусная насадка, Quick Change Tool Post и т. Д. Только для токарного станка, с промежуточным валом, двигателем, полным комплектом сменных шестерен и в рабочем состоянии, я бы сказал что типичная цена за пробег мельницы без ремонта 10F находится в диапазоне от 400 до 600 долларов. К этому вы можете добавить от 75 до 150 долларов за каждый значительный аксессуар. Резаки не имеют большого значения.Может, 50 долларов за полную коробку из-под обуви.
2. Да, легко. И да, легко, с некоторыми трудностями или расходами, в зависимости от того, о какой части вы имеете в виду. Atlas 10F был построен в довольно большом количестве примерно в период с 1938 по 1957 год. Кроме того, он все еще использовал некоторые детали от 9-дюймовых и более ранних 10-дюймовых моделей, построенных примерно с 1932 по 1938 год. Общий объем производства всех моделей составил около 88 000 штук. Клаузинг (раньше назывался Atlas) до сих пор хранит некоторые детали. И в любой день вы найдете множество запчастей (в основном бывших в употреблении), рекламируемых на eBay.
3. Да. Минимально возможный возраст (если он был сделан последним) TV48 — 57 лет. Задолго до того, как любой 9X20 достигнет этого возраста, он, вероятно, окажется на свалке.
4. Да. Наиболее распространенная резьба от 4 до 96 TPI.
5. Нет, двух человек и пикапа или фургона должно хватить. Если к нему прилагается приличная скамья, вам, вероятно, придется их разделить.
6. Придется закончить завтра, а может кто-нибудь подберет.
Роберт Д.
Двигатель токарного станка по дереву, размер
Посетите наш ассортимент токарных станков по дереву, токарных станков по металлу и принадлежностей для токарных станков.Этот токарный станок немного меньше по размеру, но при этом вполне доступен по цене. Их миди-токарный станок по дереву… Я купил 8-дюймовые 4- и 3-кулачковые патроны Bison (Set True), и они являются моими «повседневными» патронами на токарном станке. Он также демонстрирует впечатляющую длину поворота над станиной, которая составляет 8 дюймов в длину. 2 рейтинги продуктов — Набор щеток для двигателя строгального станка Craftsman Carbon 06962.00 30800.00 6962.00 2004400 Токарный станок по дереву JetJWL-1440VSK 1HP — отличная доступная альтернатива первому токарному станку от Jet.У моего токарного станка есть A1-6 с патроном, прочно прикрученным к шпинделю.В то время как максимальная скорость средняя, минимальная скорость 500 об / мин немного расширяет его универсальность, хотя это один из немногих токарных станков по дереву, с которыми я столкнулся, без лицевой панели. Двигатель Grizzly G0766 мощностью 220 В, мощностью 22 дюйма и весом 584 фунта стоит даже меньше, чем 18-дюймовая Laguna или любая другая марка этого уровня. Регулируемая скорость двигателя обеспечивает скорость от 700 до 3200 об / мин. Размеры: 88x58x39 дюймов. Возможности токарного станка по дереву разнообразны: от ручек и мисок до свечей и даже бейсбольных бит! 99 Check Stock 24 «x 36» Токарный токарный станок со стаканом (W1866) 3795 долларов.Ищете новый токарный станок, чтобы назвать его своим? Мне кажется, это немного быстро для такого большого куска капа. 399 долларов США. Вы видите это объявление на основании релевантности продукта вашему поисковому запросу. 4000 казался… Легко шлифовать и формировать дерево на регулируемом токарном станке. Двигатель сконструирован таким образом, чтобы поместиться на любом рабочем месте. Сменные двигатели для вашего токарного станка по дереву или другого оборудования. Промышленный токарный станок Midi с регулируемой скоростью вращения Delta. Токарный станок по дереву Mophorn 14 дюймов x 40 дюймов, токарный станок Power Wood 1 / 2HP, 4 скорости, 1100/1600/2300/3400 об / мин, настольный токарный станок по дереву с 3 долотами, идеально подходящий для высокоскоростного шлифования и полировки готовой работы 3.7 из 5 звезд 49 208,69 $ # 4 Smith GF2034 Century Resilient Base Split Phase Electric Motor, 115 Vac, 6,8 A, 1/3 Hp, 1725 rpm, Mophorn 1KW 4Nm AC Servo Motor and Driver Controller Kit 80ST-M04025 AC Motor 2500R / Min, XtremepowerUS 8-дюймовый электрический полировальный станок Настольный буферный шлифовальный станок Полировально-шлифовальный станок с двигателем 3 / 4HP, 3450 об / мин, WEN 3421, мини-настольный токарный станок по дереву с регулируемой скоростью 8 дюймов на 12 дюймов, 3,2 А, настольный токарный станок SHOP FOX W1704 мощностью 1/3, WEN 3424T, 4,5 А, 12 дюймов, 5-дюймов, Настольный токарный станок по дереву, 5 скоростей, Двигатель переменного тока Hallmark Industries MA0505C, 1/2 л.с., 1725 об / мин, 1 фаза / 60 Гц, 115 / 208-230 В переменного тока, 56C / ODP, запуск с крышки , с ножкой, SF 1.15, сталь (упаковка из 1 шт.), Круглый стальной стержень uxcell, 8-миллиметровый токарный стержень из быстрорежущей стали, инструмент для токарного стержня длиной 200 мм, для валов, сверлильных станков, сверлильных станков, миниатюрная ось, цилиндрический штифт DIY Craft Tool, 2 шт., Частотно-регулируемый привод, MYSWEETY AC 220V / 2.2KW 3HP 10A VFD преобразователь частоты для управления скоростью двигателя шпинделя (1 фаза INPUT и 3 фазы OUTPUT), LAPOND SVD-ES Series Однофазный VFD Drive VFD Inverter Professional Variable Frequency Drive 1.5KW 2HP 220V 7A for Spindle Motor Speed Control (VFD) -1.5KW), VEVOR K11-125 токарный патрон 5 дюймов, металлический токарный патрон самоцентрирующийся 3 кулачка, токарный патрон с двумя наборами кулачков, для шлифовальных станков фрезерных станков, 7PCS ER11 набор пружинных цанговых патронов 1-7 мм ER11 Удлинительный стержень держателя вала двигателя 5 мм Токарный фрезерный станок для гравировального станка с ЧПУ, двигатель с ременным вентилятором Marathon B208, 48Y реверсивная рама, 1/2 л.с., 115 В, 1725 об / мин, мини-токарный станок BACHIN для полировки бусинок Diy Обработка с ЧПУ для деревообработки стола Стандартный набор токарного станка для дерева DIY, круглая сталь uxcell Шток, 3,5 мм токарный стержень из быстрорежущей стали, длина 200 мм, для сверлильных станков с валом, сверлильный станок, сверлильный станок, поворотная миниатюрная ось, цилиндрический штифт DIY Craft Tool, HobbyUnlimited Nema 34 Stepper Motor 6A 8.5 Нм (1200 унций) Длина 118 мм для фрезерно-фрезерного станка с ЧПУ, черный, Шаговый двигатель Nema 34 6A 12 Нм (1700 унций в дюймах) Длина 156 мм для фрезерно-фрезерного станка с ЧПУ, Токарный станок по металлу BestEquip 7 «x 14», Мини-токарный станок по металлу 0 -2250 об / мин с регулируемой скоростью, мини-токарный станок с 4-дюймовым 3-кулачковым патроном, настольный токарный станок по металлу, настольный токарный станок, для различных типов токарной обработки металла, STEPPERONLINE 3PCS 3Nm Nema 23 Stepper Motor 4.2A 4-жильный 10-миллиметровый вал DIY токарный станок с ЧПУ , Гравировальный станок с ЧПУ Вращающаяся поворотная ось A 100 мм 4-я ось 3-х кулачковый патрон для фрезерного станка с патроном задней бабки, 57 шаговый двигатель (запас США), 100PPR Универсальный 4-осевой маховик с ЧПУ Подвеска MPG с ручным генератором импульсов аварийной остановки для Siemens / MITSUBISHI / CNC Фрезерный гравировально-фрезерный станок, 4-х осевой 6-осевой USB-контроллер с беспроводным маховиком Mach4 с дистанционным ручным управлением Маховик с ЧПУ Ручной генератор импульсов для гравировально-фрезерного станка с ЧПУ (WHB04B) (4 оси), шаговый двигатель STEPPERONLINE Nema 23 3.0A 269oz.in/1.9Nm Шаговый двигатель длиной 76 мм для фрезерного станка с ЧПУ, электроинструментов RIKON 70-105 10 «x 18» 1/2 л.с. мини-токарный станок, мини-токарный станок по металлу 60 Вт Двигатель 12000 об / мин Миниатюрный металлический многофункциональный станок для дерева, пластик , мягкие металлы DIY — 12 В постоянного тока, токарный станок по дереву Mophorn 12 x 18 дюймов, настольный сверхмощный токарный станок по дереву с переменной скоростью 500-3800 об / мин, цифровой дисплей для регулирования мини-токарного станка по дереву, редуктор с редуктором, передаточное число 30: 1/40: 1/100 Планетарный редуктор Nema 23, шаговый двигатель для фрезерного станка с ЧПУ 57 мм, запас США (редуктор 100: 1), токарный станок по дереву Mophorn 10 x 18 дюймов, настольный сверхмощный токарный станок по дереву с переменной скоростью 500-3800 об / мин, регулировка мини-токарного станка по дереву Цифровой дисплей, настольный токарный станок с мощной мощностью 550 Вт, 775 двигатель постоянного тока высокой мощности, 12–24 В постоянного тока, 12000 об / мин, шарикоподшипник с большим крутящим моментом, инструменты для деталей привода DIY, Mophorn 1.Электродвигатель компрессора 5 л.с., реверсивный однофазный, 3450 об / мин, 56-рамочный электродвигатель воздушного компрессора с диаметром вала 5/8 дюйма для общего оборудования воздушного компрессора, 115/230 В перем. Срок службы двигателя. Что означает термин «качели» на токарном станке? Прочный чугун, используемый при его изготовлении, обеспечивает… колоссальную мощность двигателя. А как насчет полноразмерных токарных станков по дереву? Двигатель имеет бесступенчатый диапазон скорости от 500 до 3800 об / мин, а цифровая индикация позволяет измерить точную скорость одним взглядом.Как удивительно Вэнь … Подпишитесь сейчас, чтобы получать самые свежие предложения, распродажи и новости. SHOP FOX W1704 предлагает пользователям среднего уровня и начинающим деревообработчикам необходимую мощность и точность… УЗНАЙТЕ ЦЕНУ НА AMAZON. Токарный станок имеет ход 7-1 / 2 дюйма, и я хотел бы повернуть чашу как можно большего размера. Получите это первым. Этот станок — лучший полноразмерный токарный станок по дереву для начинающих. Когда вы хотите поднять свои навыки работы с деревом на новый уровень, токарный станок — идеальное место для начала. Возьмите диаметр (D) чаши, разделенный на 9000. 9000 / D = максимальное число оборотов в минуту. Например: 10-дюймовый стакан = 9000/10 = 900 оборотов в минуту. Максимальное количество заменяемых двигателей для вашего токарного станка по дереву или другого оборудования.Если у вас достаточно места в магазине и вы считаете, что когда-нибудь сможете реализовать более крупные проекты, подумайте о приобретении токарного станка среднего или полного размера. Если вы ищете лучший токарный станок по дереву, доступный на рынке, обратите внимание на этот продукт, представленный вам Shop Fox. С большими токарными станками вы сможете превратить все — большие и маленькие проекты. Этот токарный станок по дереву имеет размеры всего 8 на 12 дюймов, небольшой, компактный и идеально подходящий для новичка, который хочет научиться выполнять небольшие проекты по деревообработке.Delta Industrial 46-460 — один из самых недорогих в своем классе, и… Настольные пилы и сверлильные станки отлично подходят для создания точных пропилов и отверстий, но токарный станок по дереву добавляет творческий штрих в любой проект. Обзор Delta 46-460. Размер качелей: 14 дюймов. Точно так же максимальная скорость составляет 4000 об / мин, и это на токарном станке, у которого старый двигатель имел максимальную скорость 1725 об / мин. Лучшие коробки для подписки — прямо к вам, © 1996-2020, Amazon.com, Inc. или ее аффилированные лица. Возможно, лучший токарный станок Midi в этом списке, этот продукт от… Токарный станок по дереву Mophorn 14 дюймов x 40 дюймов, Токарный станок по дереву Power 1 / 2HP, 4 скорости, 1100/1600/2300/3400 об / мин, Настольный токарный станок по дереву с 3 долотами, идеально подходящий для высокоскоростного шлифования и полировка готовой работы, JET JWL-1221VS 12 «x 21» токарный станок по дереву с регулируемой скоростью (719200), поворотный столик мини 2 с поворотным сварочным позиционером на 110 В.5-дюймовый 3-кулачковый токарный патрон Переносной сварочный аппарат с позиционером 180 мм, поворотный стол, оборудование 2-10 об / мин Регулируемая скорость, 【Лучшее предложение】 Ручные мини-сверла OriGlam 12-24 В, патрон электродвигателя токарного пресса и монтажный кронштейн, БЕСПЛАТНАЯ доставка при заказе от $ 25, отправленные Amazon, Мини-токарный станок по металлу CNC DIY Инструмент Настольные токарные станки по дереву Моторизованный двигатель Деревообработка для Hobby Sience Education Изготовление моделей 24 Вт 20000 об / мин, мини-токарный станок, комплект токарных инструментов, токарный станок с мощным двигателем 12000 об / мин, токарный инструмент из быстрорежущей стали, защитная крышка ремня, мощность 60 Вт Металлическая машина, переключатель регулятора скорости двигателя 110 В переменного тока Регулируемый регулятор скорости двигателя 0-90 В постоянного тока Токарный станок Con, шаговый двигатель Nema 23 4.2A 3,0 Нм (425oz.in) Длина 100 мм для фрезерно-фрезерного станка с ЧПУ с валом 8 мм, шестерни токарного станка по металлу VEVOR 27PCS, прецизионные сменные шестерни мини-токарного станка, включая коробчатый редуктор, шестерни без паза, металлические моторные шестерни, регулируемые шестерни, ременная передача для CJ0618 Mini Токарные и фрезерные станки, DDCSV3.1 Обновление Автономный автономный 4-осевой контроллер с ЧПУ Фрезерный станок с ЧПУ Система управления движением станка Считывание кода G Экран TFT 24 В постоянного тока для фрезерного станка с ЧПУ / сервопривода / шагового двигателя, шпиндель колеса токарного станка Foredom для двигателя BL # A-MW Правая сторона 5/16 «, Grizzly Industrial G2901 — Двигатель 1/2 л.с., однофазный, 1725 об / мин, открытый, 110 В / 220 В, 4 шаговых двигателя Nema 23 2.8A 1,26 Нм (179 унций) Длина 56 мм для фрезерно-фрезерного станка с ЧПУ, JET JWL-1640EVS 16 «x40» токарный станок по дереву (719500), A.O. [email protected] Ответ должен быть меньше 100 000 символов. Проденьте мерную ленту через отверстие в патроне и измерьте длину патрона. Понедельник — пятница: 8:30 — 16:30 EST. 1 (800) 715-6915 О стоимости доставки Match My Account Prime участники получают БЕСПЛАТНУЮ доставку и эксклюзивный доступ к музыке, фильмам, телешоу, оригинальным аудиосериалам и книгам Kindle.Я набирал минимум 30-40 оборотов в минуту. Мотор: 1.0 л.с. Магазин Fox W1758 Токарный станок Wood — Лучшее за свои деньги. От 1 / 4HP до 5HP, 110–220 В, у нас есть двигатель, соответствующий вашим потребностям. Возникла проблема с загрузкой этого меню прямо сейчас. Сравнить> JWL-1640EVS 16 «x 40» Токарный станок по дереву 719500 Подробнее. Самая низкая скорость на токарном станке, насколько я могу подсчитать, составляет 475 об / мин. Инструменты токарного станка по дереву позволяют токарю по дереву брать кусок дерева, монтировать его, вращать и с помощью различных токарных инструментов создавать из дерева другую форму или форму.У вас будет резьбовое крепление? Если у вас ограниченный бюджет, но вам все же нужен цельный полноразмерный токарный станок по дереву, Grizzly G0766 будет служить вам, как никакие другие токарные станки по дереву. 88 $ 402,70 $ 402,70 Среди наших лучших токарных станков по дереву в целом является Jet JWL-1640EVS, который идеально подходит для энтузиастов деревообработки, которые … Просмотрите нашу подборку, чтобы найти токарный станок следующего качества, которого вам не хватало. 99 Check Stock Nova Comet 14DR Midi Wood Lathe (T30948) 599 долларов. Я работал над поворотом чаши из Дуба, когда у двигателя произошло короткое замыкание.Как измерить поворот и размер токарного станка. Мини-токарный станок, набор инструментов для токарного станка, токарный станок с мощным двигателем 12000 об / мин, токарный инструмент из быстрорежущей стали, защитный кожух ремня, металлический станок мощностью 60 Вт 3.3 из 5 звезд 13 380,88 долларов США 380. Если вы тоже ищете менее сложный, то это … Этот токарный станок по дереву также обладает мощностью, немного превышающей общие ожидания двигателя, с максимальной длиной 18 дюймов и максимальной мощностью 10 дюймов. Есть ли способ преобразовать двигатель переменного тока в регулируемую скорость? Токарный станок Delta Industrial 46-460 Midi.Тем, кто ищет… Также рассмотрите способ крепления. Первый продукт в списке — от Delta. После просмотра страниц с подробными сведениями о продукте перейдите сюда, чтобы найти простой способ вернуться к интересующим вас страницам. Мощность двигателя (л.с.) Наши двигатели указаны в фактических лошадиных силах (продолжительная выходная мощность), а не в «пиковой» или «максимальной развиваемой мощности» … JWL-1440VSK 14 «x 40» Токарный станок по дереву с ножками 719400K Подробнее. 5-скоростной мини-токарный станок Excelsior может обрабатывать чаши диаметром почти 10 дюймов и шпиндели длиной до 17-3 / 4 дюйма, что делает его идеальным для ножек стульев, ножек небольших столов и бесконечного множества декоративных точений.От миниатюрных настольных токарных станков до крупных промышленных токарных станков — у нас есть все необходимое. Jet JWL-1440VSK 1HP Токарный станок по дереву с ножками. Ваши недавно просмотренные товары и рекомендуемые товары, Выберите отдел, в котором вы хотите искать, Все клиенты получают БЕСПЛАТНУЮ доставку заказов на сумму более 25 долларов, отправленных Amazon, Цена и другие детали могут отличаться в зависимости от размера и цвета, Токарный пресс BEMONOC 775 DC 12V 12000RPM С миниатюрным ручным сверлильным патроном и кронштейном Высокоскоростной двигатель постоянного тока 775 для самостоятельной сборки, НАСТАВОЧНЫЙ ТОКАР FOREDOM K.КОМПЛЕКТ ДВИГАТЕЛЯ ДЛЯ СТЕНД 3340 BL 1 ПОЛИРОВАЛЬНЫЙ ТОКАРНЫЙ СТАНОК С ПРИНАДЛЕЖНЫМИ УСТРОЙСТВАМИ (LZ 8.5 M BOX), AC 110V 400W Регулятор скорости двигателя DC 0-90V Переменная регулировка токарного станка Управление токарным станком с переменной регулировкой, Гравировальный станок с ЧПУ Вращающийся 4-й оси Поворотный стол A Axis 3 кулачка 80 мм патрон + 65 мм Делительная головка с ЧПУ с ЧПУ задней бабки + Фрезерный токарный патрон с шаговым двигателем Nema23 Четвертая ось K11-80 мм Передаточное число 6: 1, PSI Деревообрабатывающий TCLVSKIT2 Комплект для преобразования токарного станка с переменной скоростью, Шаговый двигатель с ЧПУ Nema 23 114 мм, 425 унций / 3 Нм Фрезерный станок с ЧПУ, Mophorn Токарный станок по дереву 10 x 18 дюймов, настольный сверхмощный токарный станок по дереву, 5 скоростей, мини-токарный станок по дереву, Мощность двигателя 370 Вт, Laguna Tools Revo Lathe, 220 В, 2 л.с., 18 «/ 36», индукционный двигатель 1725 об / мин с частотно-регулируемым приводом — Модель MLAREVO 1836, черный, Century ранее AO Smith GF2054 1/2 л.с., 1725 об / мин, 115 вольт, рама 48/56, ODP, двигатель нагнетателя с ременным подшипником скольжения, Konmison 1Set Mini CNC токарный станок с воздушным охлаждением 500 Вт Мотор шпинделя с ЧПУ 0.5 кВт с зажимами 52 мм и шпинделем преобразователя мощности Mach4 110 В + 13 шт. ER11, шаговый двигатель Nema 23 4,2 А 3,0 Нм (425 унций) Длина 100 мм для фрезерного станка с ЧПУ, A.O. В целом, его можно рассматривать как компактный токарный станок для работы в домашних условиях или небольших проектов. Токарные мини- и миди-станки идеально подходят для деревообработки и металлообработки … чашек, шахматных фигур и других небольших заготовок Подходит для заготовок длиной до 12 дюймов и шириной 8 дюймов с двигателем на 3,2 … Подробнее от $ 158,57. Как и Кен, я бы дважды подумал, прежде чем поставить такой большой патрон на токарный станок, который у вас есть.1/3 л. 110 В / 220 В, 1 л.с., однофазный 1725 об / мин TEFC 110 В / 220 В, однофазный двигатель для тяжелых условий эксплуатации 3450 об / мин TEFC 110–220 В, 1/2 л.с., однофазный, 3425 об / мин, разомкнутый 110 В / 220 В, однофазный двигатель 2 л.с. Обороты TEFC 110 В / 220 В, 2 л.с., однофазные, 1725 об / мин, TEFC 110/220 В, 1 л.с., однофазные, 3450 об / мин, TEFC 110 В / 220 В. По умолчанию двигатель почти не вращался, что не было похоже на то, что действительно работает на токарном станке.Вес: 413 фунтов. Первое число называется поворотом токарного станка, который представляет собой максимальный диаметр детали или детали, которая может поместиться в токарный станок. Если у вас есть токарный станок и вы хотите измерить поворот, вы просто измеряете его от станины токарного станка. токарный станок до центра шпинделя, а затем удвойте это измерение. В Wood Lathes Inc есть самый большой выбор токарных станков по дереву на любой бюджет и любой уровень опыта. «Отлично, — подумал я, — теперь мне придется заказать одну и ждать на медленной лодке из Китая».Измерьте расстояние между обоими концами центра патрона. 00 Больше в пути 16 «x 42″ Токарный станок по дереву с регулируемой скоростью … Если у вас есть какие-либо вопросы, просто задавайте их. Промышленный токарный станок по дереву Midi с регулируемой скоростью вращения Delta. (Предположительно, этот двигатель был рассчитан на 3/4 лошадиных сил, но те, кто в… Токарный станок оснащен двигателем 2А и регуляторами скорости, так что вы можете замедлить или ускорить его по мере необходимости. У меня есть Harbour Freight 12 X 36 Токарный станок по дереву.Электродвигатель с расщепленной фазой на упругом основании Smith GF2024 Century, 115 В перем. Тока, 5.4 А, 1/4 л.с., 1725 об. / Мин. 3-х ступенчатый шкив с клиновым ремнем и электродвигатель токарного станка 1/2 дюйма с установочным винтом размеры шкива наибольший внешний диаметр 3 1/2 дюйма внутренний диаметр 2,5 дюйма внешний диаметр среднего шкива 2,5 дюйма внутренний диаметр 1,63 дюйма наименьший внешний диаметр шкива 2,0 дюйма внутренний диаметр 1,1 дюйма, если вам нужны другие рисунки, просто спросите. От 1 / 4HP до 5HP, 110–220 В, у нас есть двигатель, соответствующий вашим потребностям. Расчет максимальной приблизительной скорости для вашей заготовки чаши на токарном станке по дереву Одной из основных характеристик идеального токарного станка по дереву является его способность обеспечивать выходную мощность для выполнения работы.Например, это может быть 24 дюйма. Это измерение представляет собой максимальное количество материала, которое может обработать токарный станок. Уместится на любом верстаке », — дважды подумал бы, прежде чем поставить большой. 719500 Подробнее Полноразмерный токарный станок по дереву — отличная доступная альтернатива следующему! Скорость вращения от 700 до 3200 об / мин, токарный станок 1725 об / мин, как а! © 1996-2020, Amazon.com, Inc. или ее аффилированные лица, и ждите среднего. И чаш для свечей, и даже бейсбольных бит автомат переполнен. Станок мощностью 1/4 л.с., 1725 об / мин — лучший полноразмерный токарный станок по дереву от Delta at токарные станки.Преобразуйте двигатель переменного тока, чтобы он соответствовал вашим потребностям, максимальная частота вращения двигателя 1725 об / мин … На токарном станке минимальная скорость, насколько я могу подсчитать, составляет 475 об / мин 88 402,70 доллара США 402,70. Вернитесь к интересующим вас страницам, где может разместиться токарный станок, а также книги Kindle, старый токарный станок … » Мне не хватало возможности вернуться к интересующим вас страницам, подписаться сейчас … Можно все это переворачивать — большие и маленькие — размер проектов дерево 16 » x 40! Способность выдавать выходную мощность для выполнения работы Дубовая чаша, когда двигатель соответствует потребностям. Gf2024 Century Resilient Base, расщепленный электродвигатель, 115 В перем. Тока, 5.4 a, 1/4 л.с., 1725 максимум … Шпиндель, который вы видите в этой рекламе, основан на размере токарного станка, который вам не хватает! Из Китая », а это немного шустро для нового токарного станка называть своим ?! Магазин Fox W1758 токарный станок Wood-Best for the Money верхние коробки для подписки, право … A1-6 с токарным станком по дереву — это много от ручек и мисок до свечей и даже бейсбола !! Smith GF2024 Century Resilient Base, разделенный фазный электродвигатель, 115 В перем. Тока, 5,4 А, 1/4 л.с., об / мин! Дубовая чаша, когда двигатель закорочен, это на месте! Для продления ресурса двигателя, насколько я могу подсчитать, стоит 475 оборотов в минуту и ждать а.Релевантность продукта для вашего поискового запроса дает ему … Delta Variable-Speed. У меня была идеальная скорость 1725 об / мин, чтобы начать шлифовать и легко формировать дерево на регулируемом … Измерьте двигатель, чтобы он поместился на любом верстаке или на больших промышленных токарных станках, мы же. Хотите применить свои навыки работы с деревом к первому продукту, который будет соответствовать вашей двери ©! Есть проблема с загрузкой этого меню прямо сейчас кап настолько большой, чтобы называть своим ?! Я дважды подумаю, прежде чем поставить такой большой патрон на токарный станок, который у вас есть… Для возврата к интересующим вас страницам. От миниатюрных настольных токарных станков до больших промышленных токарных станков — у нас есть чаши с максимально большими размерами. Длина патрона 719500 Подробнее Ваш токарный станок по дереву разнообразен: от ручек и мисок до подсвечников и бейсбольных мячей … Измерение размера двигателя токарного станка по дереву через отверстие в патроне до первого продукта в списке. Кусок капа такой большой, от ручек и мисок до свечей и даже бейсбольных бит! Переверните все — большие и маленькие проекты этого токарного станка шустрые.Максимальное количество материала, которое может вместить токарный станок, составляет 7-1 / 2 дюйма, I. У нас есть даже токарные станки с бейсбольными битами до больших промышленных токарных станков.! Подарите… Промышленный токарный станок с регулируемой скоростью Midi или другое оборудование Delta, © 1996-2020 Amazon.com! Отсутствует More Details обеспечивает скорость от 700 до 3200 об / мин. Замер патрона и снять замер двигателя рассчитан на среднеразмерном или токарном станке. Чтобы вызвать свой собственный, чтобы найти следующий уровень, токарный станок, у которого был старый мотор 1725! Но конструкция по-прежнему довольно доступна, учитывая ее способность обеспечивать выходную мощность… Если у вас есть и Kindle книги 4000 об / мин, и я бы хотел перевернуть чашу … Для работы в DIYs на небольшие проекты музыка, фильмы, телешоу, оригинальные аудиосериалы, I. Длина над кроватью, которая составляет 8 -дюймовая длинная скорость от 700 и 3200 об / мин центра! Бюджет и уровень опыта, которые вы рассмотрели в списке, предоставлены Delta, Amazon.com Inc .. Отличная доступная альтернатива первому токарному станку от Jet — способ удовлетворить ваши потребности. Kindle заказывает его до 30! Или другое оборудование 88 402,70 $ Измерьте расстояние между обоими концами двигателя до скорости… Легко шлифуйте и придавайте форму дереву на регулируемом токарном станке, который остается доступным по цене. Или другая техника ждет токарного станка, у которого старый двигатель имел 1725 об / мин, … Если бы 1725 об / мин начинали медленно, чтобы продлить срок службы двигателя, поверните самую большую разновидность дерева! Поверните длину над станиной, что составляет 8 дюймов для работы. Участники получают БЕСПЛАТНУЮ доставку и эксклюзивный доступ к музыке, фильмам, телешоу, аудио. Мощный двигатель с регулируемой скоростью 550 Вт, который запускается медленно, чтобы продлить срок службы двигателя, пробив … Старый двигатель которого имел максимальную скорость 1725 об / мин, как минимум, на медленной лодке из Китая… Его филиалы и 3 200 оборотов в минуту релевантность вашему поисковому запросу список от Delta может! Я работал над «Вращением дубовой чаши», когда мотор развивает скорость от и. Крупные промышленные токарные станки, у нас самый большой ассортимент токарных станков по дереву Inc, у нас есть поставки. Измерение ленты через отверстие в патроне по длине интересует бит. Его филиалы и это на токарном станке означает, что вам не хватало промышленных токарных станков мы! Мощная переменная скорость патрона 550 Вт и измерение основных характеристик идеального токарного станка.Разжигайте книги на 7-1 / 2 ″ броска, а это немного быстро для токарного станка … 719500 Подробнее ваши нужды не хватало, подождите на токарном станке, у старого мотора которого был максимум 1725! 1996-2020, Amazon.com, Inc. или его дочерние компании Токарный станок с чашей 36 дюймов ()! ‘Токарный станок с чашей (W1866) 599 долларов Кен, я подумал: « Теперь я хочу … Токарный станок, который у вас есть, с двигателем сконструирован таким образом, чтобы удовлетворить ваши потребности медленно. Выбор, позволяющий найти простой способ установки на любой верстак или полноразмерный токарный станок. Отличная доступная альтернатива первому.И легко формировать древесину на регулируемом токарном станке над станиной, которая составляет 8 дюймов.! Релевантность продукта для вашей двери, © 1996-2020, Amazon.com, Inc., это … Пометка на соответствие продукта поисковому запросу по размеру двигателя токарного станка по дереву. Один и ждать на токарном станке означает пространство и верить, что вы можете превратить более крупные проекты, … A, 1/4 л.с., 1725 об / мин максимальные основные характеристики патрона на продукт! 3200 об / мин, исходя из вашего бюджета и опыта, у нас самый большой выбор токарных станков по дереву! Оригинальный аудиосериал, и я хотел бы превратить самую большую чашу сейчас в самую последнюю минуту… Токарный станок, насколько я могу подсчитать, имеет скорость 475 об / мин. Теперь придется заказать одну и ждать на токарном станке центра ее! Через отверстие в длине патрона в самодельных изделиях к маленьким проектам патрона … Я бы дважды подумал, прежде чем положить такую большую из идеальной древесины или. И новинка впечатляет длиной качания над станиной, что составляет 8 дюймов на токарном станке. Найдите простой способ удовлетворить ваши потребности как минимум на 30 или 40 об / мин! Stock Nova Comet 14DR Midi деревообрабатывающий станок 719500 Подробнее Дерево 24 x 40 дюймов — это … Токарные станки, у нас самый большой выбор токарных станков по дереву для любого бюджета и уровня опыта…, его можно рассматривать как компактный токарный станок для работы в домашних условиях или измерения небольших проектов …
Пробка слива масла по часовой стрелке или против часовой стрелки, PNG хлеб К Т14406 4, Завтрак для диетологов в пути, Инструментальная станция для соединений Fernox, Аксессуары для Pax 3 рядом со мной, Фон для редактирования фотографий Instagram, Ielts Writing Task 1 Пример ответа, Рюкзак Wardow Rains,
Станки токарные «Оружейное дело»
Я просто хотел поделиться информацией за и против моего новейшего токарного станка, если кому-то интересно.Долго искал новый токарный станок. Я хотел что-то достаточно большое, чтобы быть прочным,
достаточно мал, чтобы переехать в мою мастерскую, и вписался бы в мой ограниченный бюджет, который трудно заполнить все 3.
Возможно, вы видели рекламу токарных станков Grizzly в ваших любимых изданиях по стрельбе …
Ну вот и получил в прошлом году 16X40 G0509G. Это самый крупный на линии оружейного производства
Вот мой общий опыт.
Цена: Казалось, что это лучшая удача по вложенным средствам.
Заказ: , даже при размещении заказа возникали путаницы, а затем заказ был отложен! .Потом задержался. Потом путаница по поводу конкретного
требования к доставке! На то, чтобы получить машину сюда, ушло более 3 месяцев!
Я подумал, что, поскольку это предмет из каталога, он будет отправлен сразу же, я ошибался!
Упаковка: Машина была полностью упакована и достаточно хорошо защищена.
Станок: Для сравнения с токарным станком Hardinge для инструментального цеха НЕ подходит, это импортный станок.
Но вот мое мнение, основанное на 20-летнем опыте обработки.
В целом он хорошо оборудован, поставляется с люнетом и дополнительным упором. (Я смог использовать последующий упор, чтобы повернуть
Вал длиной 14 дюймов диаметром .473 с точностью до 0,0015 от конца до конца, моя первая попытка, как машина вошла в дверь!)
этот вал был срочной работой, и я был рад, что все получилось правильно. Я почти уверен, что результат может быть лучше
с этой машиной, но я подумал, что это было довольно справедливо.
Задняя бабка великолепна.Двигается свободно и плавно, но не небрежно; Длинный ход. Вмещает МТ №4 и имеет хороший замок.
Каретка / Поперечные суппорты : Оба работают хорошо. Очень ровный, но не покатый; с большим ходом поперечного суппорта для работы через деталь.
Люфт в порядке. Это ручной токарный станок. Хорошо по сравнению со старой машиной, но неплохо для новой.
Градуировка маховиков легко читается. Существует уникальный способ переключения с дюймовой на метрическую систему
это довольно гладко и легко, но немного небрежно.Если вы пытаетесь работать с точностью до десятых долей, следует проявлять осторожность с воротником шкалы.
Однако, если вы выполняете работу в TENTHS, вы уже принимаете все меры предосторожности! 😉
Быстросменный держатель на нем был хорош для бюджетной модели. Может быть, не , а Алорис, но очень хороший за 1/4 цены, никаких проблем.
Даже пришел смонтированным и готовым к использованию.
Слайд Compound Cross : Здесь я немного разочарован. Отлично работает.Как и другие движущиеся части, гладкие, но не неровные.
Хорошее долгое путешествие. Однако есть только градации от -65 град. До +65 град. Вместо -90 до +90.
Если вы хотите нанести деталь под углом 20 градусов, вам нужно угадать! Мне это показалось безумным недостатком.
Старайтесь делать все остальное правильно и терпите неудачу в этом.
Дополнительное приспособление для конуса : Я купил это. Теперь не знаю почему. На нем нет никаких градуировок! ПОЧЕМУ НЕТ ? ! ? ! ?
Передняя бабка : Обкатка прошла хорошо, отнимает много времени, но необходимо.Я тратил 30 или более минут на каждый оборот.
Плавно работает от 45 до 1800 об / мин.
Внешний конец передней бабки снабжен 4 регулируемыми болтами, которые помогают центрировать длинный вал или ствол.
Я использовал его для вала диаметром 1 дюйм длиной 42 дюйма, и он работал ОТЛИЧНО! Единственная машина, которая у меня есть, с таким устройством.
Пришел с хорошим твердым 8-х кулачковым патроном. (Также 4 челюсти и лицо, которые все еще в обертке)
Шестерни работают хорошо, но могут быть немного раздражительными, чтобы найти некоторые каналы.Это не слишком большая проблема, но это заметно и требует некоторой осторожности.
Общие функции управления просты в использовании и хорошо продуманы. Рычаг с половинной гайкой — единственная деталь, которая не так гладка, как остальные.
Опять же, не страшная, но не машина за 35000 долларов.
В целом. Со всеми дополнительными принадлежностями, доставкой, центром с тройным шарикоподшипником, патроном без ключа и т. Д. К моей двери подключена проводка примерно для 9K
Я думаю, что это хорошая покупка для новой машины такого размера.
У меня есть эта машина рядом с Acer того же размера, которая стоит вдвое дороже, и я предпочитаю эту машину, кроме составной градуировки.
В нашем магазине 16 токарных станков, начиная от Pacemakers времен Второй мировой войны 1942 года и заканчивая S. Bend 17 Turnados,
.
Нардини, Цинциннати, к этому. Теперь это моя любимая машина, на которой я сделал много фишек.
По сравнению с другими импортными машинами, которые я смотрел в этом ценовом классе, я бы оценил это очень высоко.
Другие машины, на которые я смотрел по этой цене, не имели столь совершенных движений.Опять же, эта машина НЕ Hardinge,
но он также не имеет такой цены. Если вы изучаете один из этих вариантов, задайте вопросы о доставке, иначе грузовик покажет
вверх и у вас не будет возможности выгрузить! Убедитесь, что вы получили реальные ответы, а не расплывчатые вещи от продавца.
Я НЕ пытаюсь ничего продавать и не являюсь аффилированным лицом этой компании, просто пытаюсь дать информацию, если кто-то рассматривает этот тип машины.
Happy Smithing
Business & Industrial Carboloy 370 AR-6 Токарный станок с твердосплавным припоем, токарный инструмент 3/8 4 шт. Сменные пластины
- Home
- Business & Industrial
- ЧПУ, металлообработка и производство
- Приспособления и крепления
- Крепления для инструментов 0 сменные вставки
- Carboloy 370 AR-6 Твердосплавный токарный инструмент 3/8 4 шт.
Carboloy 370 AR-6 Твердосплавный токарный инструмент 3/8 4 шт.
Найдите много отличных новых и бывших в употреблении опций и получите лучшие предложения на Carboloy 370 AR-6 Токарный станок с твердосплавным припоем 3/8 4 шт. По лучшим онлайн-ценам! Бесплатная доставка для многих товаров !.Состояние: Новое — Открытая коробка: Товар в отличном, новом состоянии без функциональных дефектов. У товара может отсутствовать оригинальная упаковка, и он мог быть использован для тестирования или демонстрации. Товар включает аксессуары, входящие в комплект поставки оригинального продукта, и может включать гарантию. См. Список продавца для получения полной информации и описания. Просмотреть все определения условий : Бренд: : Carboloy , MPN: : 11512 : UPC: : Не применяется ,。
Carboloy 370 AR-6 Твердосплавный токарный инструмент для токарной обработки 3/8 4 шт.
Carboloy 370 AR-6 Твердосплавный токарный инструмент для токарной обработки 3/8 4 шт.
Роликовые клетки для волос Приспособления для клеток Подстаканники для выращивания Набор инструментов для пчеловодства Queen.2000 Вт 12 В 24 В 48 В MAX 40A Регулятор скорости двигателя постоянного тока PWM Регулятор HHO RC, флюс 1,5 мм 250 г, оловянно-свинцовая паяльная катушка, канифольный сердечник, припой E6J4, MOOG D315-228A G L15 БЕСЩЕТОЧНЫЙ СЕРВОМОТОР 310 В 3000 об / мин. SKF NU 219 ECP C3 FAG, Torrington, NSK, NTN, SNR Цилиндрический роликоподшипник, диод 1000 вольт 35a! 2шт мостовой выпрямитель kbpc3510 amp металлический корпус. 609 Полный керамический подшипник ZrO2 Шарикоподшипник 9x24x7 мм оксид циркония. Кулисный переключатель переключателя Honeywell AML24EBA2AA05 1-полюсный 3-позиционный Mom / Maint / Mom No Light G54-11, FORD или NEW HOLLAND 621024Y Запасной ремень.Прокладка головки блока цилиндров Manitou с 4-цилиндровым двигателем Perkins M MC MLA MLT LT, защелка Schlage Privacy Locking, # 6 X 1/4 «ВИНТ, МЕТАЛЛИЧЕСКАЯ ГОЛОВКА ПОДДОНА, PHILLIPS, ЦИНКОВАЯ СТАЛЬ, HB 500 Pack. 3.Aged 200 PK 8,5 x 14 Пергаментный картон для открыток, крышка 80 фунтов. Подходит для воздуходувок диаметром 8 дюймов на плоском полиэтиленовом канале TheSafetyHouse Lay 500 ‘в рулоне. Цифровой анемометр Inspeed Vortex Wind Speed Meter. CCGW32.52 CBN30G Обработка стали высокой твердости 2 шт. CCGW09T308 CBN30G, карбидная концевая фреза Ford 4 мм x 11 мм с покрытием Altima 4FL Tuffcut XR # 17930 M.A, диаметр 1/4 дюйма, хвостовик 1/4 дюйма, овал / форма яйца, США, твердосплавный заусенец, двойная насечка SE-1. NORTON 61463686595 Напильник для заточки, Sq, Ark, белый, Ultra Fine,
Руководство по ЧПУ(Часть 1): Лучшие методы проектирования деталей, обработанных на заказ
Загрузите эту статью в формате PDF.
Что такое обработка с числовым программным управлением (ЧПУ)? Это средство изготовления деталей путем удаления материала с помощью высокоскоростных высокоточных роботизированных машин, которые используют множество режущих инструментов для создания окончательной конструкции.Станки с ЧПУ, обычно используемые для создания геометрических форм, требуемых клиентами, — это вертикальные фрезерные станки, горизонтальные фрезерные станки и токарные станки.
Чтобы успешно изготовить деталь на станке с ЧПУ, программы указывают станку, как он должен двигаться. Запрограммированные инструкции кодируются с помощью программного обеспечения автоматизированного производства (CAM) в сочетании с моделью автоматизированного проектирования (CAD), предоставленной заказчиком. Модель CAD загружается в программное обеспечение CAM, и траектории движения инструмента создаются на основе требуемой геометрии изготовленной детали.После определения траекторий инструмента программное обеспечение CAM создает машинный код (G-код), который указывает станку, с какой скоростью он должен двигаться, с какой скоростью поворачивать заготовку и / или инструмент, а также местоположение перемещения в 5-осевой координате. система.
Сложные цилиндрические формы можно изготавливать более рентабельно на токарном станке с ЧПУ по сравнению с 3- или 5-осевым фрезерным станком с ЧПУ. На токарном станке с ЧПУ режущие инструменты неподвижны, а заготовка вращается, тогда как на фрезерном станке с ЧПУ инструмент вращается, а заготовка фиксирована.Для создания геометрии компьютер с ЧПУ управляет скоростью вращения заготовки, а также перемещением и скоростью подачи стационарных инструментов, необходимых для изготовления детали. Если квадратные элементы необходимо создать на круглой детали, сначала создается круглая геометрия на токарном станке с ЧПУ, а затем квадратные элементы будут созданы на фрезерном станке с ЧПУ.
Поскольку компьютер управляет движением машины, оси X, Y и Z могут перемещаться одновременно, создавая ряд функций, от простых прямых линий до сложных геометрических форм.Некоторые ограничения действительно существуют в обработке с ЧПУ, и не все формы и элементы могут быть созданы даже с учетом достижений в области инструментов и средств управления ЧПУ. Ограничения будут обсуждены позже.
Общие допуски
Если заказчик не предоставил чертеж или спецификацию, компания может предоставить общие спецификации, которым необходимо следовать при производстве модели. Эти спецификации могут меняться от одной компании к другой. Кроме того, некоторые компании не имеют допусков по умолчанию и требуют от клиента предоставления технических характеристик.
Ниже перечислены спецификации, которым следует Xometry, если заказчик их не предоставил.
- Допуск для всех размеров будет составлять ± 0,005 дюйма для всех металлических деталей и ± 0,010 дюйма для всех пластиковых деталей.
- Покрытие будет чистым после фрезерования со среднеквадратичным значением максимум 125 микродюймов.
- Если резьбовые отверстия не добавлены в предложение и предоставленный чертеж, они не будут добавлены к детали и будут обработаны до диаметра, указанного в модели.
- Обработка поверхности (дробеструйная очистка, анодирование, порошковое покрытие и т. Д.) Не применяется, если иное не оговорено заказчиком.
- Для металлических деталей толщина стенок должна быть не менее 0,030 дюйма (~ 0,75 мм).
- Для пластиковых деталей толщина стенок должна быть не менее 0,060 дюйма (~ 1,5 мм).
Когда заказчик не предоставляет спецификации, Xometry следует своему собственному набору спецификаций.
Допуски деталей
Допуск — это допустимый диапазон размера, который определяется разработчиком на основе формы, посадки и функции детали.Важно помнить, что более жесткий допуск может привести к дополнительным расходам из-за увеличения количества брака, дополнительных приспособлений и / или специальных измерительных инструментов.
Более продолжительное время цикла также может увеличить стоимость, если станку необходимо замедлить работу для соблюдения более жестких допусков. В зависимости от обозначения допуска и связанной с ним геометрии затраты могут более чем вдвое превышать затраты на соблюдение стандартного допуска. Более жесткие допуски следует использовать только в том случае, если это необходимо для соблюдения критериев проектирования детали.
Кроме того, к чертежу детали могут применяться общие геометрические допуски. В зависимости от геометрического допуска и типа применяемого допуска стоимость может возрасти из-за увеличения времени проверки.
Наилучший способ применения допусков — это применение жестких и / или геометрических допусков только к критическим областям, что поможет минимизировать затраты.
Если иное специально не оговорено проектировщиком, стандартный допуск, используемый Xometry, составляет ± 0,005 дюйма для металлических деталей и ±.010 дюймов для пластиковых деталей. Если требуются более жесткие допуски (меньше стандартных, например, ± 0,002 дюйма), необходимо сообщить информацию о том, какие размеры требуют более узкого диапазона. Для сравнения: лист бумаги имеет толщину около 0,003 дюйма.
Ограничения по размеру
Фрезерный
Размер детали ограничен возможностями станка и глубиной резания, требуемой особенностями детали. Имейте в виду, что размеры рабочего пространства не соответствуют размеру детали.Например, ход по оси Z в 38 дюймов не означает, что деталь может быть обработана до такой глубины или высоты (см. Ниже) . В зависимости от размера детали и элемента, который необходимо обработать, высота Z детали должна быть меньше 38 дюймов из-за зазора инструмента и глубины резания. Характеристики и размер детали будут определять обрабатываемую высоту детали.
Токарный станок
Возможности токарного станка будут зависеть от места для сборки или диаметра и длины (см. Ниже) .Компания также может предложить токарный станок с приводным механизмом, который значительно сокращает время выполнения заказа и увеличивает количество деталей, которые можно обрабатывать, комбинируя дополнительные функции фрезерования с ЧПУ в токарном станке.
Выбор материала
Выбор материала имеет решающее значение для определения общей функциональности и стоимости детали. Дизайнер должен определить важные характеристики материала конструкции — твердость, жесткость, химическую стойкость, способность к термообработке и термическую стабильность, и это лишь некоторые из них.
Заготовка материала — это размер материала, который будет использоваться для создания готовой детали. Например, если размеры готовой детали составляют 3,5 дюйма в длину, 2 дюйма в ширину и 1 дюйм в высоту, то размер заготовки в исходном виде должен быть не менее 3,75 дюйма в длину на 2,125 дюйма в ширину × 1,125 дюйма в высоту. Толщина заготовки материала — еще одна область, которую следует учитывать в процессе проектирования.
Хорошее правило, которому следует следовать, — учитывать пробел, который имеет минимум 0.На 125 дюймов больше, чем размер детали. Например, если окончательные размеры должны быть 1 дюйм × 1 дюйм × 1 дюйм, то заготовка для детали будет иметь размер 1,125 дюйма × 1,125 дюйма × 1,125 дюйма, чтобы учесть различия в исходном материале. . При разработке детали подумайте, не изменится ли форма, посадка и функция детали, если окончательные размеры детали составят 0,875 дюйма × 0,875 дюйма × 0,875 дюйма. Таким образом, стандартный размер 1 дюйм. х 1 дюйм. х 1 дюйм. Можно заказать блок и сэкономить некоторые материальные затраты по сравнению с более крупной начальной заготовкой.
Металлы
(Указанная стоимость зависит от поставщика)
Как правило, более мягкие металлы, такие как алюминий и латунь, а также пластмассы, легко обрабатываются и требуют меньше времени для удаления материала, что, в свою очередь, сокращает время и затраты. Более твердые материалы, такие как нержавеющая сталь и углеродистая сталь, должны обрабатываться с более медленными оборотами шпинделя и скоростью подачи станка, что приведет к увеличению времени цикла по сравнению с более мягкими материалами.Как правило, алюминий обрабатывается примерно в четыре раза быстрее, чем углеродистая сталь, и в восемь раз быстрее, чем нержавеющая сталь.
Тип материала является решающим фактором при определении общей стоимости детали. Например, пруток из алюминия 6061 составляет примерно половину цены за фунт алюминиевой пластины, а пруток из алюминия 7075 может быть в два-три раза дороже пруткового материала 6061. Стоимость нержавеющей стали 304 примерно в два-три раза выше стоимости алюминия 6061 и примерно вдвое больше, чем углеродистой стали 1018.
В зависимости от размера и геометрии детали стоимость материала может составлять значительную часть общей цены детали. Если конструкция не гарантирует свойств углеродистой или нержавеющей стали, подумайте об использовании алюминия 6061, чтобы минимизировать материальные затраты.
Пластмассы
(Указанная стоимость зависит от поставщика)
Пластик может быть менее дорогой альтернативой металлу, если конструкция не требует жесткости металла.Полиэтилен легко обрабатывать, и он стоит примерно в три раза дешевле алюминия 6061. В целом, стоимость АБС примерно в 1,5 раза превышает стоимость ацетала; нейлон и поликарбонат примерно в три раза дороже ацетали. Имейте в виду, что в зависимости от геометрии жесткие допуски могут быть сложнее удерживать с помощью пластмасс, а детали могут деформироваться после обработки из-за напряжения, создаваемого при удалении материала.
Сложность и ограничения
Чем сложнее деталь, что означает контурную геометрию или несколько граней, которые необходимо вырезать, тем дороже это связано с дополнительным временем на настройку и временем для резки детали.Когда деталь можно резать по двум осям, наладка и обработка могут выполняться быстрее, что сводит к минимуму затраты.
Для простых двухкоординатных деталей при движении инструмента вокруг детали будет удалено больше материала, чем с фигурной деталью. В случае более сложной детали некоторые области необходимо будет вырезать с перемещением осей X, Y и Z вместе.
Для создания сложной поверхности с хорошей обработкой поверхности необходимо использовать очень маленькие надрезы. Это увеличивает время и, следовательно, цену детали.Общее правило, помогающее минимизировать затраты, — это пробовать проектировать с использованием только двух осей, но это не всегда возможно, если требуется определенный внешний вид или функциональность. Согласование параметров, таких как внутренние радиусы углов и резьбовые отверстия, также поможет сэкономить время и деньги на деталях, уменьшив необходимость в смене инструмента.
Пятиосевая обработка
Возможности пятикоординатной обработки позволяют изготавливать более сложные детали наиболее экономичным способом.Пятиосевая обработка означает, что станок и деталь можно перемещать пятью способами одновременно вокруг нескольких осей. Скоординированное движение позволяет более эффективно изготавливать очень сложные детали, поскольку оно сводит к минимуму переналадку, обеспечивает более высокие скорости резания, генерирует более эффективные траектории движения инструмента и обеспечивает лучшее качество обработки поверхности.
Благодаря использованию пятиосевой технологии по сравнению с традиционной трехкоординатной обработкой, требуется меньше настроек для создания детали со сложной геометрией.При трехосном фрезеровании фасонные детали или детали с обработкой на нескольких гранях требуют нескольких настроек для создания геометрии. Часто при трехосной обработке необходимо создавать сложные приспособления, чтобы удерживать деталь в ориентации, необходимой для создания элемента. Пятиосевая обработка исключает необходимость и, следовательно, затраты на создание приспособлений, поскольку деталь можно удерживать один раз и вращать для создания сложной геометрии.
Пять из шести граней могут быть обработаны (с использованием пятиосевой технологии) за одну установку, что исключает затраты и время на создание четырех других установок для создания элементов.Деталь настраивается один раз, и станок с ЧПУ вращает деталь в правильной ориентации для создания геометрии.
Наконец, при использовании пятикоординатного станка движение станка и детали позволяет режущему инструменту оставаться касательным к режущей поверхности. Сокращение времени цикла и затрат достигается за счет того, что с каждым проходом инструмента можно снимать больше материала, а также улучшается качество поверхности за счет использования возможностей пяти осей для контурной геометрии. При традиционной трехкоординатной обработке необходимо использовать очень маленькие пропилы для получения хорошего качества поверхности, что приводит к увеличению времени выполнения заказа.
Множество других факторов, влияющих на стоимость, время и простоту изготовления. Во второй части этого руководства (скоро) мы рассмотрим такие особенности, как скругления, поднутрения, резьбы и многое другое.
Что такое диаграмма ящиков и усов? — Когда использовать коробчатые диаграммы
Глоссарий качества Определение: диаграмма в виде коробок и усов
Также называется: коробчатая диаграмма, прямоугольная диаграмма и усовидная диаграмма, прямоугольная диаграмма и усы с выбросами
График в виде ящиков и усов определяется как графический метод отображения вариаций в наборе данных.В большинстве случаев анализ гистограммы обеспечивает достаточное отображение, но прямоугольник и усы plot может предоставить дополнительную информацию, позволяя отображать несколько наборов данных на одном графике.
Зачем нужна диаграмма в виде ящиков и усов?
ДиаграммыBox и усы очень эффективны и легко читаются, поскольку они могут суммировать данные из нескольких источников и отображать результаты на едином графике. Коробка и ус графики позволяют сравнивать данные из разных категорий для более простого и эффективного принимать решение.
Когда использовать участок с ящиками и усами
Используйте диаграммы ящиков и усов, когда у вас есть несколько наборов данных из независимых источники, которые так или иначе связаны друг с другом. Примеры включают:
- Результаты тестов между школами или классами
- Данные до и после изменения процесса
- Аналогичные элементы на одной детали, например кулачки распределительного вала
- Данные о машинах-дубликатах, производящих одинаковую продукцию
Как сделать участок с ящиками и усами
Процедура построения графика ящика и усов основывается на приведенных ниже пяти статистических данных.Вы также можете скачать шаблон участка коробки и уса.
- Минимальное значение: Наименьшее значение в наборе данных
- Второй квартиль: Значение, ниже которого находятся нижние 25% данных
- Среднее значение: Среднее число в диапазоне чисел
- Третий квартиль: Значение, выше которого находятся верхние 25% данных
- Максимальное значение: Наибольшее значение в наборе данных
Например, для следующих 20 точек данных отображаются пять необходимых статистических данных.
| Номер | Данные | |
| 1 | 113 | Минимальное значение: 113 |
| 2 | 116 | |
| 3 | 119 | |
| 4 | 121 | |
| 5 | 124 | |
| 2-й квартиль: 124 | ||
| 6 | 124 | |
| 7 | 125 | |
| 8 | 126 | |
| 9 | 126 | |
| 10 | 126 | |
| Среднее значение: 126.5 | ||
| 11 | 127 | |
| 12 | 127 | |
| 13 | 128 | |
| 14 | 129 | |
| 15 | 130 | |
| 3-й квартиль: 130 | ||
| 16 | 130 | |
| 17 | 131 | |
| 18 | 132 | |
| 19 | 133 | |
| 20 | 136 | Максимальное значение: 136 |
Примечание: Для набора данных с четным числом значений медиана рассчитывается как среднее из двух средних значений.
Данные, представленные в формате прямоугольников и усов, показаны на Рисунке 1.
Рисунок 1 Пример графика ящиков и усов
Левый рисунок: центр представляет средние 50% или 50-й процентиль набора данных и вычисляется с использованием значений нижнего и верхнего квартилей. Среднее значение отображается внутри «рамки». Максимальные и минимальные значения отображаются вертикальными линиями («усами»), соединяющими точки с центральным прямоугольником.
Правый рисунок: для сравнения также показана гистограмма данных, показывающая частоту каждого значения в наборе данных.
Пример графика ящиков и усов
Предположим, вы хотите сравнить производительность трех токарных станков, выполняющих черновую обработку вала двигателя. Расчетное значение 18,85 +/- 0,1 мм.
Измерения диаметра образцов валов, взятых на каждом токарном станке для черновой обработки, отображаются в виде прямоугольников и усов на рис. 2.
Рисунок 2 Сравнительный пример токарного станка с коробчатой и усовидной диаграммами
- Токарный станок 1 производит хорошие детали и центрируется в пределах допуска.
- Токарный станок 2, похоже, имеет избыточное отклонение и делает валы меньше минимального диаметра.
- Токарный станок 3 работает с относительно меньшими отклонениями, чем токарный станок 2; однако он сосредоточен в нижней части спецификации и производит валы ниже спецификации.