Как варить потолочный шов электросваркой
Использование сварочных соединений при сборке металлоконструкций считается самым простым и надежным способом их монтажа не только в промышленности, но и в быту. Понятно, что для освоения приемов электросварки частнику необходимо будет не только пройти курс специального обучения, но и получить определенные практические навыки.
Для тех, кто хотя бы частично владеет этими приемами сварки, мы предлагаем ознакомительную статью, посвященную особенностям формирования потолочного шва, подготовка которого требует от исполнителя особого внимания и аккуратности. И действительно, при сварке шва, например, на потолке гаража, днище автомобиля или в любом другом месте, подготавливаемое соединение находится непосредственно над головой сварщика, чем и объясняется требование особой внимательности к проведению всех рабочих операций. Вследствие этого, перед тем как варить потолочный шов электросваркой желательно ознакомиться с особенностями операций по его формированию в тех или иных условиях.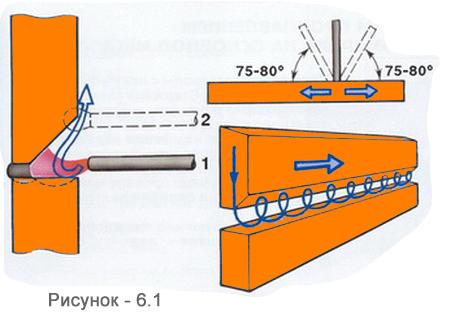
Особенности техники формирования швов
Техника формирования швов
Сложность подготовки потолочных швов объясняется тем, что во время сварки расплавленный металл за счет собственного веса может стекать вниз, а это создает определенную угрозу исполнителю работ (получение ожога открытых частей тела, в частности). Вот почему опытные специалисты в подобных ситуациях пользуются специальными приемами сварки, обеспечивающими соблюдение требований техники безопасности.
Для понимания всех тонкостей процедур по подготовке потолочных швов, прежде всего, следует ознакомиться с основными требованиями, предъявляемыми к технике выполнения работ подобного класса. В процессе выполнения сварочных операций должны выполняться следующие обязательные условия:
- сварка может производиться только ручным способом;
- для образования соединения применяются так называемые покрытые электроды;
- сваривание должно производиться в режиме «короткой дуги» с использованием электродов не более Ø 4 мм;
- при подготовке шва во избежание растекания металла электрод следует держать слегка отведенным в сторону;
- ширина подготавливаемого шва не должна превышать двойной толщины электрода;
- во избежание образования газов, снижающих качество шва, используемые электроды должны быть совершенно сухими;
- сварка должна вестись по направлению «на себя», что позволяет подбирать оптимальный темп продвижения, а также отслеживать качество образующегося шва;
- для получения прочного и надежного соединения края свариваемых поверхностей или заготовок перед началом работ тщательно зачищаются, а по окончании работ с них обязательно удаляются застывшие остатки сварки.


При работе с заготовками большей толщины (порядка 1 см и более) сварка должна выполняться в несколько проходов. При самом первом проходе используется электрод диаметром не более 3 мм; все последующие операции проводятся электродом Ø 4 мм.
Потолочная сварка круглой детали
Особо обратим ваше внимание на то, что потолочные швы бывают не только горизонтальными, но и могут иметь определенный уклон, варьируемый в пределах от 10 до 80 градусов (так называемое полупотолочное соединение). В этом случае для формирования наклонного шва может применяться как ручная, так и автоматическая сварка с использованием всё тех же покрытых электродов.
Подготовка соединения встык
Сварка встык
Перед тем как заделать потолочные швы с помощью электросварки необходимо иметь хоть какое-то представление о видах сварных соединений, различающихся по способу их образования. Поскольку объем статьи не позволяет исследовать каждый из этих видов, то мы ограничимся рассмотрением самого простого из них, а именно – так называемого соединения «встык».
Указанное соединение сваривается, как правило, за несколько проходов, реализуемых в такой последовательности:
- Сначала формируется так называемый корневой валик или корень шва. При потолочной сварке он выполняется с помощью электрода Ø 3 мм, который ведется вдоль шва известным способом, называемым «лестница». Величина выставляемого на сварочном аппарате тока выбирается при этом в диапазоне между минимальным и средним значениями (речь идет о величинах, заложенных в технических характеристиках самого агрегата).
- Второй и третий проходы выполняются электродами Ø 3‒4 мм. Сила тока при этом выбирается средней или ближе к максимальной. С целью недопущения образования «горбатостей» сварка ведется с задержкой на краях валика с проходом по кромке заготовки и дальнейшим переходом к следующей кромке по методу «лестница».
- Все последующие слои валика формируются в виде наплавки (без каких-либо отклонений от линии сварки).
- Лицевой слой образуемого потолочного соединения должен выглядеть таким образом, чтобы ширина незаполненной разделки не превышала значения 0,5‒2 мм. При необходимости этот слой также может быть выполнен в несколько проходов.
 При необходимости этот слой также может быть выполнен в несколько проходов.
При необходимости этот слой также может быть выполнен в несколько проходов.В случае выполнения всех указанных выше предписаний вы сможете получить качественное и надежное соединение. Более подробно порядок его формирования можно будет изучить на видео, прикладываемом к материалам этой статьи.
Безопасность сварочных работ
Одежда для сварки
Требования к безопасности сварочных работ при оформлении потолочного шва выглядят следующим образом:
- Все работы должны производиться в хорошо просушенном помещении, влажность воздуха в котором не должна превышать указанной в нормативах величины.
- На открытых пространствах не допускается проведение сварочных работ во время снегопада или грозы.
- Сварочные работы должны производиться только в предназначенной для этих целей одежде со специальным защитным покрытием и в маске.
- В ходе работ неиспользуемое оборудование обязательно должно отключаться от электросети.
- Для сварки должны использоваться только хорошо изолированные провода.
Видео
В этом видеоролике показан процесс сварки потолочного шва. Хотя комментарии идут на английском языке, то, что показано на экране не нуждается в дополнительном объяснении:
Видео сварка металла
Темы: Ручная дуговая сварка, Аргонодуговая сварка (TIG), Сварка видео.
Кроме размещенных здесь видеороликов смотрите специализированные страницы : Видео ручная дуговая сварка, Видео сварка аргоном, Видео сварка электродом.
1. Cмотрите на фoруме онлайн обучающее видео по ручной дуговой сварке металла здесь. Видео на английском языке, внизу русские субтитры.
2. На форуме еще один учебный видеоролик Сварка полуавтоматом, обучающее видео.
3. Орбитальная MAG (GMAW) сварка металла, видео от FRONIUS.
4. Видео сварка металла толщиной 12 мм (черного) сварочными электродами : нижнего шва с разделкой, потолочных швов.
5. Видео сварка металла — вертикальные швы сварочным электродом, движение снизу вверх и наоборот.
6.
 Аргонная сварка металла, с контактным поджигом, при Iсв≈20А.
Аргонная сварка металла, с контактным поджигом, при Iсв≈20А. 7. Заварка топливного металлического бака ручной дуговой сваркой.
8. Дуговая сварка металлических труб с помощью инвертора ИИСТ-140.
9. Несколько видеороликов по сварке алюминия можно смотреть на нашем форуме : Видео, Сварка алюминия.
10. TIG- сварка металла : нержавеющей стали, алюминия, чугуна. Небольшие уроки.
11. Наплавка MIG (FCAW) металла. FCW-P от FRONIUS
Другие страницы сайта, относящиеся к теме »
Видео сварка металла
:
- < Аустенитные стали
- Классификация легированных сталей >
LightWELD 1500 — Первая компактная лазерная ручная сварка
LightWELD: Наиболее часто задаваемые вопросы (FAQ)
Какова максимальная толщина свариваемого металла?
Для нержавеющей стали, оцинкованной стали, низкоуглеродистой стали и сплавов алюминия возможно проводить одностороннюю сварку до 4 мм и до 10 мм -двустороннюю; для меди возможна одностороннюю сварка для толщин до 1 мм и двусторонняя сварка до 2 мм.
Может ли LightWELD сваривать разнородные металлы или детали разной толщины?
Да, вы можете легко сваривать разнородные металлы, такие как медь с нержавеющей сталью или алюминием, а также детали разной толщины для всех типов сварных соединений: тройников, стыков, углов, внахлест и сварку по кромкам.
А как насчет вертикальной сварки или сварки потолочных швов?
LightWELD отлично подходит как для вертикальной, так и для сварки в потолочном положении, поскольку отсутствуют обычные присадочные материалы и образуются минимальное количество капель расплава, что делает сварку безопасной и простой в любом положении.
Действительно ли LightWELD быстрее, чем сварка MIG и TIG?
Да, скорость сварки LightWELD в четыре раза выше, чем у традиционных методов, кроме того, фиксация свариваемых деталей проще или не требуется, а шлифовка после сварки также не требуется или значительно сокращается — все это увеличивает производительность при минимизации брака при сварке.
Какова величина рабочего цикла?
Вы можете работать с LightWELD в режиме 100% рабочего цикла при максимальной мощности лазера 1500 Вт.
Лазерное излучение непрерывное или может быть импульсным?
LightWELD предлагает пять режимов работы в соответствии с вашими потребностями:
- Непрерывное излучение — лазер постоянно включен для достижения максимальной скорости проплавления и перемещения.
- Импульсный режим — лазерные импульсы производят меньше энергии для более медленной сварки с меньшим тепловложением.
- Режим прихваточных швов — для создания одинаковых прихваточных швов.
- Режим Stich — используется для повторяющихся прихваток или сварных швов внахлест.
- Режим высокой пиковой мощности — короткие импульсы высокой мощности, используемые для сварки высокоотражающих металлов.
Действительно ли LightWELD так легко освоить?
Да, по сравнению со сваркой MIG и TIG, освоение которой может занять всю жизнь, новые пользователи LightWELD могут выполнять высококачественные сварные швы всего за несколько часов обучения.
Элементы управления выглядят сложно, как мне узнать, что нужно настроить?
LightWELD поставляется с предварительно загруженными оптимизированными режимами сварки для наиболее распространенных материалов и толщин. Вы можете увеличить или уменьшить мощность в соответствии со скоростью движения и желаемой глубиной проплавления, а также сохранить эти настройки и использовать их по мере необходимости.
Что такое сварка с колебанием ?
Сварка в режиме Wobble приводит к колебаниям луча с различной частотой, чтобы получить более широкие швы, более эстетичные сварные швы , а также, сваривать детали с плохой подгонкой. LightWELD поставляется с оптимизированными, предварительно запрограммированными параметрами режима Wobble и позволяет «на лету» контролировать сварку с амплитудой колебаний до 5 мм и с регулируемой частотой колебаний до 300 Гц.
Имеется ли Руководство пользователя?
Да, вы можете загрузить его здесь.
Где я могу увидеть демонстрацию работы LightWELD?
Вы можете зарегистрироваться, чтобы получить он-лайн демонстрацию здесь.
Как купить LightWELD?
Кликните здесь, заполните форму, и специалист LightWELD свяжется с вами в ближайшее время. Если вы хотите поговорить с кем-то сейчас, позвоните по телефону (508) 506.2877.
Технологии
АО УРАЛТЕРМОСВАР это передовое производство, использующее и разрабатывающее новые технологии сварки
Специалисты АО «Уралтермосвар» оказывают научно-техническую помощь в освоении или модернизации современных сварочных технологий:
- Полуавтоматическая сварка
- В подборе режимов и обучению на новых полуавтоматах АО «Уралтермосвар» для сварки вертикальных, потолочных, корневых швов, для сварки неповоротных стыков труб (корневой, заполняющие облицовочные проходы).
- В применении форсированной (короткой и сжатой) дуги для сварки с глубоким проплавлением металла в струйном режиме с целью увеличения скорости сварки и снижения затрат на механообработку после сварки, увеличения глубины проплавления при больших толщинах.
- В применении импульсной дуги для дозированного переноса электродного металла с целью облегчения формирование шва, уменьшения тепловложений и снижения деформации свариваемых изделий.

- В разработке креплений и привода подвесных сварочных головок на базе АДФ-1250 Урал производства АО «Уралтермосвар» на стационарных опорах, колоннах, порталах, для сварки и наплавки под слоем флюса, прямолинейных и кольцевых швов, в том числе внутри обечаек.
- Разработаем одно или двух дуговые сварочные трактора под конкретные задачи (сварка внутри балок коробчатого сечения, приварка различных ребер жесткости к ортотропным плитам и т.д.).
- Запитаем имеющиеся головки любых производителей от источников для автоматической сварки ВДУ-1250 Урал и ВДУ-500 Урал производства АО «Уралтермосвар».
- По установке сварочных агрегатов производства АО «Уралтермосвар» на тракторную и автомобильную технику как с приводом от вала отбора мощности, так и от отдельного приводного двигателя
- Изготовим и установим кузов-фургон на шасси Камаз 43118, Камаз 43114, Урал, лесопромышленного трактора Т-147 или проведем капитальный ремонт фургонов с заменой оборудования на новое
Механизация полуавтоматической сварки вертикальных и потолочных швов
МеханизацияПри сварке протяженных швов способом MIG/MAG заказчик провел расчет трудозатрат одного сварщика и определил, что за смену он проходил порядка 20 метров сварочного шва. Так как предстоящая протяженность сварочных швов превышает 10 000 метров, заказчиком было принято решение о возможной механизации и ускорении данного процесса сварки.
Так как предстоящая протяженность сварочных швов превышает 10 000 метров, заказчиком было принято решение о возможной механизации и ускорении данного процесса сварки.
Специалистами «ДельтаСвар» были проведены переговоры с главным сварщиком и генеральным директором заказчика о возможных решениях данной задачи. Выбор был осуществлен в пользу сварочных кареток CS-100C – на жесткой рейке для сварки вертикальных швов и CS-7WC – на гибкой рейке для сварки потолочных швов.
Сразу после переговоров специалисты отдела сварки провели успешную демонстрацию на территории заказчика и определили окончательный вариант комплектации оборудования:
- Аппарат сварочный MIG/MAG Taurus 505 Synergic S MM TDM, EWM – 4 шт.
- Механизм подачи проволоки drive 4X HP с панелью HP, EWM – 4 шт.
- Блок водяного охлаждения cool50-2 U40, EWM – 4 шт.
- Каретка CS-7WC рельсовая, сварка с колебаниями – 2 шт.
- Рейка гибкая MC NYLON RAIL 1.5M (CS-7WC), нейлон, 1,5 м – 2 шт.
- Каретка CS-100C рельсовая, сварка с колебаниями на подъем – 2 шт.
- Рейка жесткая AL RAIL 1.5M (CS-100C/CS-201) 1,5 м – 2 шт.

Все предложенное оборудование имелось в наличии на складе ООО «ДельтаСвар» и в кратчайшие сроки было доставлено заказчику с последующим выполнением пусконаладочных работ и обучения персонала заказчика.
В результате проделанной работы были отработаны и переданы заказчику режимы сварки. Опытным путем мы подтвердили, что скорость сварки в вертикальном положении на спуск – 22 см/мин, на подъем – 13 см/мин, в потолочном положении – 20 см/мин. Следовательно, скорость выполнения работ с учетом выставления кареток возросла в 2-3 раза.
Отработка режимов сварки вертикальных швов на каретке CS-100C
Данное решение является продуктивным при сварке протяженных швов в кораблестроении, машиностроении, производстве цистерн, балок и пр.
Появились вопросы? Позвоните нам по номеру +7 (343) 384-71-72 (доб. 207) или напишите нам. Специалисты компании «ДельтаСвар» подберут подходящее сварочное оборудование и правильное решение для любой задачи!
Читайте также:
Оснащение цеха механизированной установкой для аргонодуговой сварки соединений «труба-труба» и «фланец-труба»
У промышленного предприятия, занимающегося изготовлением погружных приборов для измерения уровня жидкости в скважинах, сформировалась потребность в оснащении производственного участка установкой для сварки стыковых соединений труб и углового соединения фланца с трубой методом аргонодуговой сварки TIG с подачей присадочного материала. Защитный корпус (оболочка) погружного прибора выполняется из труб диаметром до 250 мм и длиной до 6 м. Трубы изготовлены из низкоуглеродистых и нержавеющих сталей…
Оснащение производства роликоопорными стендами грузоподъемностью 200 тонн
В связи с плановым техническим перевооружением ведущий завод по производству оборудования для атомной промышленности принял решение о приобретении 8 комплектов роликовых вращателей. Основное назначение оборудования – вращение цилиндрических изделий для позиционирования их в удобном положении для сборки, сварки и зачистки.
…
Основное назначение оборудования – вращение цилиндрических изделий для позиционирования их в удобном положении для сборки, сварки и зачистки.
…
Сварочные позиционеры для сварки кольцевых швов масляных баков
Компания «ДельтаСвар» успешно реализовала проект по внедрению средств механизации в производственный процесс по сборке масляных баков трансформаторов. Основной целью заказчика было сокращение трудозатрат, времени на сборку и сварку емкостей под масло для трансформаторов.
…
Оснащение производства роликоопорами грузоподъемностью 400 тонн
В связи с плановым техническим перевооружением клиент принял решение о приобретении комплекта роликовых вращателей. Основное назначение оборудования – вращение цилиндрических изделий в удобное положение для обработки: сварки, зачистки.
…
Модернизация комплекса для сварки кольцевых швов обечаек из легированной стали
Рано или поздно наступает такой момент, когда срок службы оборудования подходит к концу. Именно это и произошло на предприятии нашего клиента. Два сварочных вращателя, грузоподъёмностью 1 тонна каждый, подошли к рубежу своего срока эксплуатации. Вращатели уже потеряли способность точно выдерживать заданную скорость сварки, а у механизмов появились люфты, из-за этого ни о какой точности не могло идти и речи. Многочисленные поломки и последующие ремонты являлись причиной простоя производства и п…
Поделиться ссылкой:
Сварка потолочных швов
Как варить потолочный шов электросваркой
Использование сварочных соединений при сборке металлоконструкций считается самым простым и надежным способом их монтажа не только в промышленности, но и в быту. Понятно, что для освоения приемов электросварки частнику необходимо будет не только пройти курс специального обучения, но и получить определенные практические навыки.
Для тех, кто хотя бы частично владеет этими приемами сварки, мы предлагаем ознакомительную статью, посвященную особенностям формирования потолочного шва, подготовка которого требует от исполнителя особого внимания и аккуратности. И действительно, при сварке шва, например, на потолке гаража, днище автомобиля или в любом другом месте, подготавливаемое соединение находится непосредственно над головой сварщика, чем и объясняется требование особой внимательности к проведению всех рабочих операций. Вследствие этого, перед тем как варить потолочный шов электросваркой желательно ознакомиться с особенностями операций по его формированию в тех или иных условиях.
Особенности техники формирования швов
Техника формирования швов
Сложность подготовки потолочных швов объясняется тем, что во время сварки расплавленный металл за счет собственного веса может стекать вниз, а это создает определенную угрозу исполнителю работ (получение ожога открытых частей тела, в частности). Вот почему опытные специалисты в подобных ситуациях пользуются специальными приемами сварки, обеспечивающими соблюдение требований техники безопасности.
Для понимания всех тонкостей процедур по подготовке потолочных швов, прежде всего, следует ознакомиться с основными требованиями, предъявляемыми к технике выполнения работ подобного класса. В процессе выполнения сварочных операций должны выполняться следующие обязательные условия:
- сварка может производиться только ручным способом;
- для образования соединения применяются так называемые покрытые электроды;
- сваривание должно производиться в режиме «короткой дуги» с использованием электродов не более Ø 4 мм;
- при подготовке шва во избежание растекания металла электрод следует держать слегка отведенным в сторону;
- ширина подготавливаемого шва не должна превышать двойной толщины электрода;
- во избежание образования газов, снижающих качество шва, используемые электроды должны быть совершенно сухими;
- сварка должна вестись по направлению «на себя», что позволяет подбирать оптимальный темп продвижения, а также отслеживать качество образующегося шва;
- для получения прочного и надежного соединения края свариваемых поверхностей или заготовок перед началом работ тщательно зачищаются, а по окончании работ с них обязательно удаляются застывшие остатки сварки.
При работе с заготовками большей толщины (порядка 1 см и более) сварка должна выполняться в несколько проходов. При самом первом проходе используется электрод диаметром не более 3 мм; все последующие операции проводятся электродом Ø 4 мм.
Потолочная сварка круглой детали
Особо обратим ваше внимание на то, что потолочные швы бывают не только горизонтальными, но и могут иметь определенный уклон, варьируемый в пределах от 10 до 80 градусов (так называемое полупотолочное соединение). В этом случае для формирования наклонного шва может применяться как ручная, так и автоматическая сварка с использованием всё тех же покрытых электродов.
Подготовка соединения встык
Сварка встык
Перед тем как заделать потолочные швы с помощью электросварки необходимо иметь хоть какое-то представление о видах сварных соединений, различающихся по способу их образования. Поскольку объем статьи не позволяет исследовать каждый из этих видов, то мы ограничимся рассмотрением самого простого из них, а именно – так называемого соединения «встык».
Указанное соединение сваривается, как правило, за несколько проходов, реализуемых в такой последовательности:
- Сначала формируется так называемый корневой валик или корень шва. При потолочной сварке он выполняется с помощью электрода Ø 3 мм, который ведется вдоль шва известным способом, называемым «лестница». Величина выставляемого на сварочном аппарате тока выбирается при этом в диапазоне между минимальным и средним значениями (речь идет о величинах, заложенных в технических характеристиках самого агрегата).
- Второй и третий проходы выполняются электродами Ø 3‒4 мм. Сила тока при этом выбирается средней или ближе к максимальной. С целью недопущения образования «горбатостей» сварка ведется с задержкой на краях валика с проходом по кромке заготовки и дальнейшим переходом к следующей кромке по методу «лестница».
- Все последующие слои валика формируются в виде наплавки (без каких-либо отклонений от линии сварки).
- Лицевой слой образуемого потолочного соединения должен выглядеть таким образом, чтобы ширина незаполненной разделки не превышала значения 0,5‒2 мм. При необходимости этот слой также может быть выполнен в несколько проходов.
В случае выполнения всех указанных выше предписаний вы сможете получить качественное и надежное соединение. Более подробно порядок его формирования можно будет изучить на видео, прикладываемом к материалам этой статьи.
Безопасность сварочных работ
Одежда для сварки
Требования к безопасности сварочных работ при оформлении потолочного шва выглядят следующим образом:
- Все работы должны производиться в хорошо просушенном помещении, влажность воздуха в котором не должна превышать указанной в нормативах величины.
- На открытых пространствах не допускается проведение сварочных работ во время снегопада или грозы.
- Сварочные работы должны производиться только в предназначенной для этих целей одежде со специальным защитным покрытием и в маске.
- В ходе работ неиспользуемое оборудование обязательно должно отключаться от электросети.
- Для сварки должны использоваться только хорошо изолированные провода.
Видео
В этом видеоролике показан процесс сварки потолочного шва. Хотя комментарии идут на английском языке, то, что показано на экране не нуждается в дополнительном объяснении:
kakpravilnosdelat.ru
Как правильно сварить потолочный шов
Иногда при ремонте и монтаже металлических конструкций предусматривается использование сварочного аппарата. Хорошо, если такие манипуляции можно осуществить отдельно в удобном положении, а затем прикрепить готовую деталь. Порой действовать приходится сразу и в довольно-таки экстремальных условиях, например, при сварке потолочных швов. В таких случаях важно знать технику безопасности и основные правила работы с электросваркой.
Работа с электросваркой и техника безопасности
Потолочный шов – один из самых сложных видов сварки, объясняется это неудобным положением деталей. В промышленности им почти не пользуются, зато в судостроении, при строительно-монтажных и трубопроводных работах он очень популярен. В быту выполнение такого сварочного шва пригодится при строительстве, ремонте, установке металлических изделий в гараже и на даче.
Потолочный шов – самый неудобный для сварщикаВыполнение сварки потолочных швов требует внимательности и хороших навыков работы со сварочным аппаратом. Немаловажным будет позаботиться о технике безопасности.
- Убедитесь, что все инструменты исправны, а провода – изолированы. Отключайте приборы от сети после использования.
- Защитите кожу, глаза и органы дыхания от попадания шлака, пыли и раскаленного металла. Пользуйтесь спецодеждой, маской и очками.
- Не работайте в плохо вентилируемых помещениях с высокой влажностью, а также на открытом воздухе в дождь, снег и т.д.
- Соблюдайте пожаро- и взрывобезопасность.
Не каждый специалист может похвастаться безукоризненной техникой выполнения сварки потолочного шва. Изучите подходящую литературу, советы и обязательно потренируйтесь, прежде чем приступать к работе.
Отличительной особенностью этого вида сварки является то, что сварочная ванна находится в перевернутом положении, а раскаленный металл удерживается силой поверхностного натяжения. Поэтому необходимо поддерживать минимальный размер ванны и периодически отводить электрод в сторону, чуть задерживая на кромках, чтобы металл остывал и схватывался и не образовывались трещины. Сварку следует выполнять на себя, чтобы хорошо видеть и контролировать процесс.
Для использования подходят электроды диаметром 3-4 мм. Они должны быть сухими, чтобы в металл не попадали газы и не снижали качество шва. Сила тока подбирается опытным путем от минимальной до средней.
Способы сварки
Сварку потолочных швов можно выполнять несколькими способами.
- Полумесяцем. Электрод располагается под углом 90-130 градусов к поверхности и колебательными движениями по дуге перемещается от кромки к кромке.
- Лесенкой. Расположение электрода аналогичное. Его отводят в сторону от раскаленного металла и возвращают назад, перекрывая затвердевшую поверхность наполовину.
- Обратно-поступательный способ. Электрод следует постоянно возвращать на застывший шов по мере продвижения.
Первый способ является самым простым и подходит для использования начинающим сварщикам. Остальные варианты более трудоемки, но обеспечивают самое прочное соединение.
Этапы выполнения работ
Прежде всего свариваемую поверхность нужно подготовить и тщательно обработать края на стыке. Для их зачистки используется болгарка или металлическая щетка. Затем приступают к проварке корня шва электродом меньшего диаметра (3 мм). Им формируют валик из расплавленного металла, выполняя колебательные движения от кромки к кромке. Если необходимо, чтобы он формировался и с обратной стороны, электрод короткими рывками помещают внутрь зазора. Важно следить, чтобы дуга равномерно горела, тогда металл будет наплавляться в форме фонтана.
Полученный валик обязательно освобождают от шлака. А если он получился слишком выпуклым, необходимо провести выборку до чистого металла. Затем манипуляции повторяют, формируют валики поверх. Для наложения 4-5 и последующих слоев можно использовать электрод большего диаметра (4).
Сварка стыков потолочных швов наплавкой и соединением валиковЧем толще исходный материал, тем больше слоев и подходов вам понадобится. Для качественного соединения следите за скоростью движения электрода, чтобы металл успевал хорошо плавиться. При необходимости меняйте угол его наклона, величину шага.
Сварка потолочных швов – процесс достаточно трудный. Если у вас недостаточно знаний или опыта, не стоит переоценивать свои возможности, в этом случае лучше довериться профессионалам.
Видео: сварка потолочных швов
https://www.youtube.com/watch?v=JWYvM-EdxG0
toppotolok.su
Как варить правильно потолочный шов электросваркой
Комментариев:
Рейтинг: 70
Оглавление: [скрыть]
- Некоторые характеристики
- Варианты рабочего процесса
- Особенности процесса варки потолочного шва
- Как приобрести «правильное» оборудование
Для того чтобы ответить на вопрос, как варить потолочный шов электросваркой, необходимо иметь представление о том, что такое потолочный шов, его особенности и способы варения.
Схема сварки потолочного шва.
Далее можно получить всю необходимую информацию о том, как выполнять этот вид работ.
Некоторые характеристики
Потолочный шов самый сложный в исполнении.
Это легко объяснить. Ведь во время процесса сварки металл, достигший температуры плавления, может подтекать.
Опытный мастер сварочных работ должен обладать навыками варения этого вида шва.
Его редко применяют в промышленной сфере. Но что касается ремонта и монтажа трубопровода или судостроительного производства, то там этот вид шва очень востребован.
Необходимо соблюдать технику безопасности при работе с расплавленным металлом. Им можно обжечь открытые участки тела, например, лицо или руки.
У наложения потолочного шва при помощи сварки есть ряд особенностей:
Виды сварных соединений: а, б – стыковое, в – стыковое отбортовочное, г – нахлесточное, д – угловое, е – тавровое, ж – прорезное, з – торцевое, и – нахлесточное с проплавлением.
- сварочная ванна должна быть самого маленького размера;
- при наложении шва металл удерживается на потолке благодаря силе притяжения по отношению к поверхности;
- чтобы избежать растекания металла, шов накладывают таким образом, чтобы электрод был отведен в сторону;
- размер электрода около 0,4 см;
- изготавливаемые валики должны быть меньше электрода в 2 раза;
- электроды должны быть сухими, чтобы избежать выделения газов, которые повреждают швы;
- варить следует в свою сторону, благодаря этому можно подобрать оптимальный темп работы, и это позволит вам отслеживать процесс до мелочей;
- для придания шву наибольшей прочности все края деталей следует тщательно обработать и со сваренных валиков удалить загрязнения.
Для сварки деталей толщиной около 1 см работу выполняют в несколько этапов:
- Используют электрод диаметром 0,3 см.
- Последующую сварку выполняют электродом в 0,4 см.
Вернуться к оглавлению
Сварка потолочного шва бывает нескольких видов.
Дуговая электросварка: а – способ Бернадоса; б – способ Славянова; в – способ подвога дуги извне; 1 – электроды; 2 – дуга; 3 – электромагнит; 4,5 – присадочный пруток.
- Сварка полумесяцем. Электрод располагается к потолку под углом свыше 90 градусов. Максимальный уровень наклона 130 градусов. Профессионал, выполняющий этот вид работ, делает зигзагообразные движения. Они же напоминают изображение полумесяца. Этот метод осуществляется в несколько подходов. Он достаточно легкий. С ним может справиться даже непрофессионал. Главное — постоянно контролировать скорость сварки, иначе можно испортить шов. Чтобы избежать подтекания металла, не стоит вываривать валики с большой шириной.
- Обратно-поступательный. Этот вид сварки также выполняется не за один подход. Сначала варят корневой шов с использованием электрода 0,3 см, уровень подачи тока не должен быть выше среднего.
- Лесенка. Электрод располагается к потолку под углом свыше 90 градусов. Максимальный уровень наклона 130 градусов. Этот способ отличается от других тем, что электрод следует отводить в сторону, чтобы избежать растекания расплавленного металла. Когда он застывает, электрод возвращают на место и продолжают сварку. При этом способе шов становится длиннее. Несмотря на трудность и сложность выполнения, конечный результат работ самый высокий по показателям прочности и надежности.
Вернуться к оглавлению
Потолочные швы подразделяются на:
Классификация сварных швов: а – по расположению относительно действующего усилия, б – по положению в пространстве, в – по усилению, г – по ширине, д – по количеству слоев, е – по длине.
- переходящие в вертикальные;
- сплошные;
- нижние.
Техника безопасности при варке потолочных швов:
- работы должны проводиться в сухом помещении или в закрытом пространстве. Не допускается выполнения сварочных работ на открытом воздухе во время грозы или снегопада;
- на тело следует надеть специализированную одежду с верхним защитным покрытием;
- используйте маску;
- отключите неиспользуемое оборудование от электросети;
- проведите работы по изоляции проводов.
Вернуться к оглавлению
Для тех, кто мечтает стать профессионалом в сфере выполнения сварочных работ, покупка профессионального оборудования — важный и неотъемлемый этап. Современный рынок сварочных аппаратов предлагает потенциальным покупателям большой выбор аппаратуры. Можно его собрать самостоятельно. Но есть предметы, которые в любом случае следует приобрести:
- Трансформатор. Этот прибор преобразовывает ток бытового типа в тот, который требуется аппарату для работы. При покупке трансформатора не стоит экономить, так как они быстро выходят из строя и достаточно тяжелые.
- Инвертор. Этот прибор также преобразовывает ток из бытового в электрический. Но у него отличные технические свойства и повышенная производимость.
https://moyakovka.ru/youtu.be/iIFsWWGCmJo
Также применяется и выпрямитель. В отличие от трансформатора, этот прибор гарантирует более стабильную подачу преобразованного электричества, что влияет на качество создаваемого шва.
moyakovka.ru
Сварка потолочного шва своими руками: фото, видео инструкция-обучение сварочному потолочному шву
Сварка потолочного шва является особенно трудной, потому что сварочная ванна перевернута и при работе на сварщика может капать шлак или даже стекать раскаленный металл. Чтобы этого избежать, нужно выполнять требования безопасности при работе со сваркой:
- работать в спецодежде,
- не работать в дождь и снег.
Сварка потолочного шва часто бывает необходима при строительно-монтажных работах, при строительстве трубопроводов, в судостроении и пр.
Потолочный шов.
Что такое сварочная ванна
Когда расплавляются кромки основного металла, они образуют сварочную ванну. Сварочная ванна наблюдается в маску: она выглядит как блестящая поверхность около электрода. Сварочная ванна должна быть плоской и растекаться по кромкам. Если ванна выглядит как ляпка, нужно добавить ток, если ванна увеличивается, а металл прожигается — значит, ток нужно убавить. Дуга для сварки потолочного шва должна быть короткой, а электрод должен опираться на металл.
Сварочная ванна.
Очень важно при сварке потолочного шва контролировать объем сварочной ванны, в противном случае на сварщика может упасть порция расплавленного металла. Кромки перед сваркой обязательно нужно зачищать, чтобы было меньше искр в закрытом пространстве.
Техника сварки
Скорость движения электрода должна быть, чтобы расплавленного металла было достаточно для формирования шва. Если металла будет мало, будут оставаться подрезы. Если скорость сварки будет чересчур высока, дуга не успеет до конца прогреть металл и шов ляжет наверху. Если скорость будет низкой, материал перегреется и ванна растечется.
Техника сварки: траектории движения электрода.
Взаимосвязаны скорость движения электрода и сила тока. Большой ток усиливает проплавление, позволяя электроду двигаться быстрее. Чем выше ток, тем быстрее нужно вести электрод. Когда скорость электрода соответствует силе тока, то края шва будут выглядеть эстетично, прочно и красиво.
Потолочный шов
Потолочный шов является самым сложным из всех видов швов. Во время сварки металл удерживается на шве только силой поверхностного натяжения. Поэтому придется уменьшить размер сварочной ванны. Чтобы добиться качественного шва нужно периодически убирать электрод в сторону: металл должен успеть немного затвердеть. Сварку нужно производить очень короткой дугой с поперечными колебаниями электрода. Сварку сверху удобнее проводить движением на себя, благодаря этому весь процесс будет под контролем.
Аккуратность приходит с опытом.
Уменьшается ширина валиков при таком способе до 2-3 диаметров электродов. Для потолочного шва берутся более тонкие специально предназначенные для вертикального и потолочного шва электроды диаметром до 4 мм и применяется на 10-30% пониженный ток. Если свариваемая сталь тонкая удобнее сразу варить газом или ТИГом. Если во время удаления дуги образуются подрезы (канавка по краю шва) нужно немного задерживать электрод на кромках. Тогда эта проблема исчезнет. При такой сварке уменьшаются испарения газов и шлаков из металла и поэтому потолочные швы более низкого качества, чем обычные вертикальные и горизонтальные. Чтобы улучшить качество шва нужно варить только сухими электродами.
Электроды для сварки потолочного шва.
Более толстые материалы толще 8 мм нужно варить в несколько проходов. Если длина деталей превышает 1 м, лучше варить участками для избежания коробления (может повести детали). Электрод в 3 мм понадобится для выполнения корневого шва, для последующих проходов толщину электрода нужно увеличить. После каждого прохода шов нужно чистить от шлака.
Что необходимо сварщику.
Как варится потолочный шов
Есть несколько методов сварки потолочного шва:
- Электрод к свариваемой поверхности должен располагаться под углом 90-130°. Этот метод носит название полумесяца: он довольно прост и его может освоить новичок. Электрод выполняет движение зигзагами. Метод требует нескольких проходов.
- Профессиональный метод сварки под названием Лесенка трудоемкий и сложный, но шов получается очень прочным. Электрод держится под углом 90-130°. Когда металл будет расплавляться, нужно отводить электрод на 5-10 мм, затем возвращать обратно, перекрывая остывший металл наполовину. Таким образом шов удлиняется.
Виды сварки потолочных швов.
- Обратно-поступательный метод выполняется в несколько этапов.
Корень шва
- Для проварки корня шва понадобится электрод диаметром 3 мм и минимальная или средняя сила тока.
- есто сварки нужно тщательно зачистить болгаркой с металлической щеткой.
- Такую сварку тоже можно производить несколькими методами:
- Если будет доступ к обратной стороне, то можно попробовать формировать валик снизу. Нужно варить без нависаний и подрезов. Шов выполняется колебательными движениями с задержкой на кромках. В этом случае не нужна дополнительная выборка, а после очистки соединения можно сразу накладывать второй валик.
- Если валик нужно формировать с обратной стороны, потребуется совершать поступательные движения электрода внутрь зазора на самой короткой дуге. Когда дуга будет гореть с обратной стороны: металл будет схватываться в форме зонтика. Скорость сварки будет зависеть от формирования нижнего валика, чтобы не появлялась выпуклость. В противном случае понадобится выборка вплоть до чистого металла.
Заполнение разделки
Сварка второго и третьего валика происходит 3 мм овым электродом на среднем или максимальном токе или 4 ммовым на среднем токе. Чтобы выпуклости не образовалось, нужно задерживаться на краях, потом постепенно уводить дугу по кромке, переходя лесенкой на вторую кромку. Для изменения формы валика во время сварки нужно:
Четвертый и пятый слой зависят от предыдущих валиков. Следующие слои варятся как наплавка без колебательных движений. Когда электрод будет приближаться к кромке, нужно оставить между предпоследним валиком и кромкой расстояние диаметром электрода.
Лицевой слой
Лицевой слой варится вглубь 0.5-2 мм. Он может вариться за несколько проходов или за один проход.
- Сварка в 1 проход с углублением на 0.5-1 мм варится методом «вперед дугой». Шаг нужно выбирать в зависимости от валика.
- Если углубление 1 — 2 мм, нужно применять метод «лесенкой».
- Если необходимо несколько проходов, околокромочные боковые валики варятся разными способами: лесенкой, дугой вперед, с манипулированием. Последний валик в центре варится, соединяя 2 боковых.
Сварка потолочного шва — довольно сложная работа, приступать к которой без необходимого опыта не рекомендуется. В крайнем случае, если необходимо сделать шов на своем дачном участке нужно предварительно потренироваться на обрезках металла.
Чтобы качественно сделать потолочный шов нужно потренироваться.
potolkipro.com
Повышение производительности сварочного производства с помощью средств малой механизации
Специалисты сварочного производства все чаще оперируют такими терминами, как «автоматизация и механизация сварки», сразу представляются массивные сварочные комплексы, занимающие значительные площади производственных помещений. Однако, при разработке технологического процесса изготовления конструкции и выборе оборудования необходимо учитывать целесообразность затрат на дорогостоящие автоматизированные комплексы.
Когда мы говорим об автоматизации сварки, следует помнить не только о сварочных колоннах и самоходных порталах, к автоматическому сварочному оборудованию можно отнести множество недорогих и более простых в использовании видов оборудования, например, тракторы для сварки под флюсом, вращатели, позиционеры или самоходные тележки для перемещения сварочных горелок.
Возможности современного оборудования и средств управления весьма велики и позволяют сваривать конструкции любого размера и сложной конфигурации практически любым видом сварки.
Применением кареток для перемещения сварочных горелок с легкостью решается задача сварки прямолинейных и криволинейных швов в различных пространственных положениях. Причем возможна одновременная сварка двумя горелками, например, тавровой конструкции. Чаще всего каретки применяют для полуавтоматической (MIG/MAG) сварки, но так же возможно их использование для аргонодуговой (TIG) сварки или плазменной резки.
Каретки для перемещения сварочных горелок просто незаменимы в следующих случаях:
- большие размеры и масса производимых конструкций, затрудняющие их кантовку и позиционирование,
- большая длина основных сварных швов,
- малая серийность или единичность каждой конструкции.
При внедрении в производство сварочных кареток не возникает необходимости в приобретении специального оборудования, каретки используются совместно со стандартными сварочными источниками, путем закрепления в штативе каретки сварочной горелки.
2. Отсутствие больших затрат на дополнительное обучение сварщиков
Поскольку управление сварочными каретками довольно простое, то необходимость в длительном дополнительном обучении сварщиков отсутствует. Необходимо только провести инструктаж по простейшим навыкам установки, управлению и обслуживанию самих кареток, который займет всего несколько часов. Сварку с использованием кареток можно поручать даже сварщикам, имеющим низкую квалификацию, т.к. основные параметры режима сварки (ток, напряжение, скорость подачи проволоки), проверенные более опытными рабочими, устанавливаются непосредственно на сварочном источнике, скорость сварки (скорость перемещения каретки) и положение сварочной горелки относительно свариваемого стыка также определяется заранее. Оператору остаётся только правильно установить каретку на свариваемой конструкции, выбрать нужный режим сварки на сварочном источнике и нажать кнопку «Старт». После этого необходимо просто контролировать процесс.
3. Стабильно-высокое качество сварки
При сварке длина дуги и угол наклона горелки (как вдоль, так и поперёк стыка) будут постоянны и определяются правильным позиционированием сварочной горелки в держателе каретки. Скорость сварки остаётся неизменной на всём протяжении перемещения дуги вдоль стыка, а траектория перемещения контролируется сварщиком.
Это способствует отличному проплавлению, образованию равномерной мелкочешуйчатой структуры сварного шва, отсутствию подрезов, улучшению геометрии сварного шва, образованию плавного перехода наплавленного валика к основному металлу, таким образом, достигается стабильное качество сварки на протяжении всего стыка.
При использовании блока колебаний горелки или каретки с встроенной системой колебаний происходит улучшение качества сварки заполняющих и облицовочных валиков многопроходных швов. Даже при неточной сборке сварного стыка можно добиться высокого качества сварки за счёт того, что многие каретки имеют упорные ролики, которые способны отслеживать линию стыка и корректировать траекторию перемещения сварочной горелки.
KW-LW1 блок колебаний горелки линейного типа KW-PW1 блок колебаний горелки маятникового типа
4. Повышение общей производительности сварки
Безусловно, увеличить скорость сварки в случае применения того же сварочного процесса невозможно, но любая автоматизация позволяет повысить интенсивность труда. Согласно статистике, среднее время сварки (время непосредственного горения дуги) при использовании ручного процесса MIG/MAG сварки составляет не более 40-45% от общего рабочего времени, то есть всего 3-3,5 часа в смену. При использовании сварочных кареток время сварки увеличивается до 5-6 часов в смену.
Кроме того, конструкция ряда кареток даёт возможность использовать две сварочные горелки, то есть выполнять одновременно два сварных шва или два прохода одного шва с разделкой кромок. Также существует возможность работы одного сварщика на двух постах одновременно, что значительно повышает производительность труда.
KW-FF2 механизм перемещения с двумя горелками для сварки угловых швов
KW-FW2 механизм перемещения с двумя горелками для сварки угловых швов с движением по вертикальной поверхности
NB-4W Механизм перемещения горелок для одновременной сварки двух горизонтальных угловых швов («тандем»)
Контроль тепловложений даёт снижение общих деформаций конструкции после сварки. Это является следствием более точного поддержания параметров сварки – скорости сварки и напряжения дуги – по сравнению с ручным процессом. Кроме того, постоянные зажигания и гашения дуги во время перехода сварщика вдоль стыка и необходимость выполнять перекрытия швов также способствуют увеличению деформаций. Но если применяется каретка для перемещения сварочной горелки, то таких проблем не возникает.
6. Экономия сварочных материалов
Экономия возникает вследствие более точной настройки параметров и их поддержания в заданных пределах в процессе сварки, что приводит к снижению потерь сварочной проволоки на разбрызгивание. Отсутствие перерывов в процессе сварки, связанных с перемещением сварщика вдоль стыка, и возобновлений сварки с перекрытием швов, также экономит сварочные материалы.
Сварка с поперечными колебаниями горелки позволяет уменьшить количество проходов. Также необходимо заметить, что при равномерном сварочном процессе можно снизить расход защитного газа, а это может стать существенной статьёй экономии при использовании дорогостоящих сварочных смесей на основе аргона.
7. Уменьшение затрат на вспомогательные операции
Затраты на вспомогательные сварочные уменьшаются вследствие того, что возможно получение гладких аккуратных швов без последующей обработки шва и околошовной зоны. Уменьшение разбрызгивания также способствует снижению затрат на зачистку после сварки.
8. Улучшение экологии производства
Удаление рабочих от источников нагрева и дыма, образующегося при дуговой сварке, способствует улучшению условий труда.
9. Универсальность
Механизмы перемещения можно применять не только для сварки, но и для плазменной резки в сочетании источником Powermax (Hypertherm), что делает оборудование универсальным, позволяет производству гибко перестраиваться на новые производственные процессы.
Экономическая целесообразность применения кареток для перемещения горелок сварочных полуавтоматов.
- используются те же сварочные материалы (проволока и газы), не увеличивается номенклатура закупок,
- нет необходимости в изменении общего технологического процесса (новые типы разделки кромок и т.д.),
- нет необходимости в обучении сварщиков новому методу сварки, не требуется проводить дополнительную аттестацию или сертификацию.
- экономия на механической обработке сварных швов после сварки, экономия сварочной проволоки и защитного газа.
KW-MR4 Многофункциональный механизм перемещения для газокислородной резки и сварки
Воспользуйтесь на нашем сайте функцией подбора каретки по нескольким параметрам, и Вы сможете выбрать именно ту модель, которая решит именно Вашу производственную задачу.
Подбор каретки для механизации сварки
Видео по профессиям — Construction Center of Excellence
Хотите узнать больше об ученичестве в торговле? Посмотрите эти видео, чтобы узнать о своей будущей карьере!
Общие видео:
Стажировка: первоначальная четырехлетняя степень, штат Вашингтон
http://www.wabuildingtrades.org/?zone=/unionactive/view_page.cfm&page=Check20out20our20Apprenticeship204 Video21
9 Работа ?
9. Универсальность
Механизмы перемещения можно применять не только для сварки, но и для плазменной резки в сочетании источником Powermax (Hypertherm), что делает оборудование универсальным, позволяет производству гибко перестраиваться на новые производственные процессы.
Экономическая целесообразность применения кареток для перемещения горелок сварочных полуавтоматов.
- используются те же сварочные материалы (проволока и газы), не увеличивается номенклатура закупок,
- нет необходимости в изменении общего технологического процесса (новые типы разделки кромок и т.д.),
- нет необходимости в обучении сварщиков новому методу сварки, не требуется проводить дополнительную аттестацию или сертификацию.
- экономия на механической обработке сварных швов после сварки, экономия сварочной проволоки и защитного газа.
KW-MR4 Многофункциональный механизм перемещения для газокислородной резки и сварки
Воспользуйтесь на нашем сайте функцией подбора каретки по нескольким параметрам, и Вы сможете выбрать именно ту модель, которая решит именно Вашу производственную задачу.
Подбор каретки для механизации сварки
Видео по профессиям — Construction Center of Excellence
Хотите узнать больше об ученичестве в торговле? Посмотрите эти видео, чтобы узнать о своей будущей карьере!
Общие видео:
Стажировка: первоначальная четырехлетняя степень, штат Вашингтон
http://www.wabuildingtrades.org/?zone=/unionactive/view_page.cfm&page=Check20out20our20Apprenticeship204 Video21
9 Работа ?
Работа в строительной отрасли
http: // www.careerexplorer.net/videos/construction-rewarding-career
Специализированные видеоролики:
Boilermaker — Котельные изготовители готовых металлических изделий, которые строят и ремонтируют суда, рыболовные лодки, паромы, баржи, краны, буровые работы на море платформы, котлы, резервуары, сосуды под давлением, листовые и конструкционные изделия. Котельные производят сварку, автоматическое и ручное обжигание, считывание чертежей, изготовление макетов и шаблонов, CAD (чертежи с помощью компьютера), такелажные работы, эксплуатацию мобильных и стационарных кранов, работу ножниц, тормозов, валков, сверлильных станков, пил и всех других видов металлообработки. оборудование.
Карьера котельного
Каменщик — Каменщики строят стены, камины, коммерческие здания, школы, а также а также печи, печи и другие конструкции из кирпича, блоков, камня, мрамора и гранита. Плиточники укладывают керамическую плитку, мрамор и гранит на различные поверхности, такие как стены, полы, столешницы, бассейны, душевые, ванны и внешнюю часть зданий.Существуют также возможности ученичества в области реставрации зданий, конопатки и терраццо. Это специализированные профессии с хорошим карьерным потенциалом.
http://www.youtube.com/watch?v=kTn0FHHytSc
Каменщик, почему вы должны им стать
http://www.youtube.com/watch?v=nZsdYtV7FbY
Brickmasons and Blockmasons -Укладывайте и связывайте строительные материалы, такие как кирпич, структурная плитка, бетонный блок, шлакоблок, стеклянный блок и терракотовый блок, с раствором и другими веществами для строительства или ремонта стен, перегородок, арок, канализации, и другие конструкции.
Строительный инспектор -Строительные инспекторы проверяют конструкции на предмет структурных дефектов, проблем безопасности (чрезвычайно легковоспламеняющиеся материалы, отсутствие пожарной сигнализации, неисправные спринклеры) и всего, что может нарушить местное или национальное здание код.
Оператор бульдозера — Управляет трактором, оснащенным вогнутым ножом, прикрепленным спереди, для долбления, выравнивания и распределения земли, а также для выталкивания деревьев и камней с земли для подготовки к строительству дорог и зданий или при посадке сельскохозяйственных культур, или при добыче полезных ископаемых, карьерах и лесозаготовках: крепление навесного оборудования к трактору с помощью вилочных или клиновых сцепок.
Установщики ковров, линолеума, мягкой плитки — Эти рабочие устанавливают ковролин, линолеум и мягкую плитку на полы, стены и лестницы в жилых и коммерческих помещениях. Сюда входит подготовка поверхности, замеры и расчеты, раскрой и подгонка, а также пошив (ковров).
Carpenter -Плотники работают с электроинструментом и ручным инструментом. Строят формы для бетонных и каркасных зданий, стен, опор, колонн и лестниц.Деревянный каркас включает домостроение, крышу, лестницу, террасную кладку и обшивку. Плотники устанавливают двери, окна, витрины и поручни, строят шкафы, столешницы и готовые лестничные поручни. Они также работают с сухими стенами, деревянными полами, металлическими перекрытиями и потолками. Плотники выполняют внутренние и внешние отделочные работы, работают с гипсокартоном и металлическими шпильками, устанавливают другие внутренние системы, проводят сварку и многие другие связанные рабочие процессы. Они также должны читать чертежи, точно измерять и рассчитывать размеры.Они могут участвовать в первоначальном строительстве или реконструкции почти любого типа строений, включая дома, коммерческие здания, мосты, церкви или фабрики, а также шоссе
Плотник, как стать плотником
http://www.youtube.com/watch?v=bxfAYOuDuIo
Цементные каменщики и бетонщики — Цементные каменщики несут ответственность за все бетонные конструкции, в том числе заливка и отделка плит, ступеней, верхних частей стен, бордюров и водостоков, тротуаров и мощения.Цемент Каменщики укладывают и обрабатывают бетон в соответствии со спецификациями на дорогах, зданиях, домах, спортивных аренах и мостах — фактически, почти во всех искусственных сооружениях. Они также устанавливают формы, ремонтируют бетон с помощью продуктов на основе цемента, инъекции эпоксидной смолы и фибры, а также наносят декоративные и утилитарные покрытия из эпоксидной смолы и цементных изделий на основе полимеров. Цементные мастера несут ответственность за всю подготовку и ремонт бетона. Они также устанавливают формы и штифты для плит, ступеней, бордюров и водостоков, брусчатки.Они могут придать бетону вид любого природного материала, такого как сланец, кирпич, дерево или камень, с помощью цвета, пятен, полировки и трафаретов. При отделке цементом используются как ручной инструмент, так и многие виды энергетического оборудования.
Менеджер по строительству — Менеджеры по строительству отвечают за сопровождение строительного проекта от начала до конца, включая планирование, координацию и найм нужных рабочих на текущую работу.Также могут быть случаи, когда руководитель строительства отказывается нести ответственность за весь проект и будет отвечать только за его часть. Где работают менеджеры по строительству, различается; они либо работают не по найму, либо работают на оплачиваемой должности в строительной компании. В зависимости от места работы руководители строительных работ также известны как руководители проектов, строители, прорабы, инженеры проектов, руководители программ, руководители строительства или генеральные подрядчики.Независимо от названия, все они несут ответственность за то, чтобы проект выполнялся гладко, эффективно, вовремя и, что наиболее важно, в рамках бюджета.
Construction Teamsters — Программа профессионального обучения Washington Construction Teamsters — это 3000-часовая программа обучения без отрыва от производства, охватывающая различное строительное оборудование Teamster, включая грузовики и щенки. самосвалы и брюшные свалки. Во время обучения вы будете работать на стройплощадках — изучая ремесло у квалифицированных водителей-командиров.Водители-строители работают по всему штату, много раз в отдаленных районах и могут находиться вдали от дома в течение длительных периодов времени. Работа может быть сезонной (с марта по ноябрь) в зависимости от погоды. Занятость несколько отличается от занятости в большинстве отраслей, поскольку подрядчик нанимает только достаточное количество рабочих для завершения проекта. По завершении работы и во время увольнения ученик должен подписать список уволенных в профсоюзном зале.
Бетонщик — Бетонщики смешивают гравий, песок, воду и цемент для изготовления бетона.Затем они перемещают бетон на место с помощью бетононасоса. Затем бетон заливается в какую-либо опалубку, например, временную стальную или деревянную опалубку. Когда бетон помещен в форму, его необходимо разложить и выровнять, а затем уплотнить с помощью машин. Затем бетонщик должен использовать машины для укладки мощения и затирки, которые полируют поверхность бетона. Иногда для выполнения различных работ требуется, чтобы рабочий создавал различные текстуры поверхности, используя ручные инструменты для придания формы и создания рисунков.Им также может потребоваться смешать и нанести пигменты там, где требуется цвет. Рабочему важно следить за тем, как элементы, такие как тепло или холодный воздух, влияют на отверждение бетона, чтобы он мог принять профилактические меры для предотвращения дефектов.
http://youtu.be/CvJpUY4L7JQ
Операторы кранов и башен — Операторы башенных кранов используют крановое оборудование для перемещения тяжелых грузов в таких отраслях, как производство, судоходство и строительство. Рабочие сидят высоко над землей в рабочих будках, манипулируя стрелой крана для перемещения оборудования.Большинство работников в этой области первоначально проходят обучение без отрыва от производства в рамках программ ученичества.
Установщик гипсокартона -Гипсокартон состоит из тонкого слоя гипса между двумя слоями плотной бумаги. Сегодня он используется для изготовления стен и потолков в большинстве зданий, потому что он быстрее и дешевле в установке, чем штукатурка. Есть два типа специалистов по гипсокартону — монтажники и монтажники, хотя многие выполняют оба вида работ. Монтажники, также называемые каркасами или вешалками, крепят панели гипсокартона к внутреннему каркасу домов и других построек.Приготовьте эти панели к покраске, заклеив клейкой лентой и отделив швы и дефекты. Помимо мастеров гипсокартона, монтажники потолочной плитки и пены также помогают строить стены и потолки. Поскольку гипсокартонные панели производятся стандартных размеров — обычно 4 на 8 или 12 футов — установщики гипсокартона должны измерить, вырезать, подогнать и прикрепить их к внутреннему каркасу зданий. Рабочие вырезают более мелкие кусочки, чтобы обойти двери и окна. Установщики выпиливают, просверливают или вырезают отверстия в панелях для электрических розеток, кондиционеров и водопровода.После внесения этих изменений монтажники могут приклеивать, прибивать или привинчивать стеновые панели к деревянному или металлическому каркасу, так называемые стойки. Поскольку гипсокартон тяжелый и громоздкий, другой работник обычно помогает установщику установить и закрепить панель. При установке потолочных панелей установщики часто используют лифт. Рабочая среда. Как и во многих других строительных профессиях, эта работа иногда требует больших физических усилий. Установщики гипсокартона, установщики потолочной плитки, пены и конусообразные проводят большую часть дня на ногах, стоя, сгибаясь, растягиваясь или стоя на коленях.Некоторые конусы используют сваи для обмотки и отделки потолочных и угловых стыков. Монтажникам приходится поднимать тяжелые и громоздкие гипсокартонные панели и маневрировать ими. Опасности включают падение с лестниц и лесов, травмы от электроинструментов и при работе с острыми инструментами, такими как универсальные ножи. Поскольку шлифование шовной массы до гладкой поверхности создает большое количество пыли, большинство отделочников надевают маски и очки для защиты. Стандартная рабочая неделя составляет 40 часов, но рабочие недели часто меняются в зависимости от рабочей нагрузки.
Гипсокартон и внутренние системы
Монтажники гипсокартона Описание работы
http: // www. youtube.com/watch?v=8viZ3t0hcnY&feature=related
Электрик — работает на всех этапах электротехнического строительства и сферы услуг. Они проводят электромонтажные работы по проектам, начиная от частных домов и заканчивая современными промышленными предприятиями.Рабочие устанавливают трубопроводы и все освещение, а также выключатели и преобразователи, к сложным системам, включающим компьютеризацию и высокие технологии в установке и обслуживании электрических систем. Их работа включает в себя как малые, так и большие коммерческие установки, вплоть до высотных зданий. Электрики также проводят ремонт и обслуживание всех электроустановок. Стажировка по низкому напряжению / звуку и связи включает рабочие процессы в волоконной оптике, телефонных системах, системах звуковой и пожарной сигнализации, ЛВС и структурированных системах электропроводки.
Электрик
Стекольщики, бытовые и коммерческие — Стекольщики готовят и устанавливать различные виды стекла, зеркал, металлических каркасов, стеклянных и алюминиевых дверей и входов в и на зданиях на жилых, коммерческих и промышленных объектах. Часто работа выполняется с другими профессионалами на новых строительных, реконструкционных и ремонтных работах. В процессе подготовки и установки используются ручной и электроинструмент.
Grader Operator — Управляйте одним или несколькими типами строительного оборудования, например автогрейдерами, бульдозерами, скреперами, компрессорами, насосами, дерками, экскаваторами, тракторами или фронтальные погрузчики для выемки, перемещения и выравнивания грунта, возведения конструкций или заливки бетона или другого твердого покрытия. Может ремонтировать и обслуживать оборудование в дополнение к другим обязанностям.
Изоляторы тепла и замерзания и рабочие, работающие с асбестом — Работники этой отрасли применяют изоляционные материалы для труб, резервуаров, котлов, воздуховодов, холодильного оборудования. оборудование и другие поверхности, требующие терморегулирования температур.Это требует значительного обращения с изоляционными материалами из стекловолокна, резины, силиката кальция и уретана. Рабочие, работающие с асбестом, также занимаются удалением асбестосодержащих материалов.
Ремонт систем отопления и охлаждения (HVAC) — Специалисты по отоплению и охлаждению часто специализируются либо на установке, либо на ремонте, даже если они обычно обучены и тому, и другому. Они также могут специализироваться на определенном типе оборудования. Хотя работа может быть сезонной, контракты на обслуживание и планы регулярного технического обслуживания могут занять рабочих, равно как и диверсификация специальностей.
http://www.careerexplorer.net/videos/heating-and-refrigeration-hvac-repair
Ремонт систем отопления, вентиляции и кондиционирования воздуха
Механик по тяжелому оборудованию -A Механик по тяжелому оборудованию выполняет квалифицированные работы по механическому ремонту и обслуживанию тяжелых грузовиков, землеройных машин и соответствующей строительной техники, грейдеров, бензиновых и дизельных тракторов, мусоровозов, самосвалов и бульдозеров.
Оператор тяжелого оборудования; Грейдер, бульдозер, скрепер Operato r-Операторы тяжелого оборудования выполняют основные обязанности на строительных объектах по всей стране, используя крупногабаритную технику для восстановления почвы, забивки свай, укладки асфальта и выполнения других задач.По данным Бюро статистики труда, в 2006 году около 494 000 человек работали операторами строительной техники в США.
http://www.youtube.com/watch?v=xDzsd9hef3M
Рабочие, занимающиеся строительством черной металлургии и металлоконструкций — Рабочие собирают и устанавливают стальной каркас и другие металлические детали в зданиях, на мостах, плотинах и других стальных конструкциях. Они поднимают, размещают и соединяют стальные балки и колонны для формирования структурных каркасов, включая сварку металлических настилов.
http://www.youtube.com/watch?v=AApa1jgLKSE&feature=fvwrel
Соревнование учеников железных рабочих в Сиэтле, 2010 г.
Рабочий -Работники работают над проектами строительства шоссе, выполняя расчистку, проверку уклонов, прыгунов, установку водопропускных труб, сигнализацию оборудования и контроль движения. Рабочие работают на строительстве инженерных коммуникаций, включая выемку грунта, опалубку, укладку труб, установку и строительство колодцев, засыпку, уплотнение, перенос оценок, а также проверку и измерение уровня.В строительстве зданий и жилых домов работа рабочих включает выемку грунта, установку фундаментов и фундаментов, работу плотников, уплотнение, укладку бетона, использование механических и ручных инструментов, общую уборку и уход за каменщиком (переноска бруса) для укладчиков кирпича. Рабочие-экологи занимаются удалением асбеста, опасными отходами и радиационной очисткой.
Обрешетка, акустика, гипсокартон и теплоизоляция -Обрешетка — это торговля, которая выполняется как на внутренних, так и на внешних поверхностях.Готовые здания могут быть каркасными из каркасов из конструкционной стали, листов или металлической планки и подготовлены к штукатурке с помощью пены. Кроме того, многие причудливые орнаментальные формы, такие как готические арки, эллипсы и купола, сформированы и сформированы навыками пены. В Drywallers и каркасах с металлическими стойками вместо деревянных шпилек используются металлические шпильки. Металлические стойки и гипсокартон используются почти исключительно в коммерческом высотном строительстве из-за их превосходных огнестойкости. Акустические подвесные потолки распространены в большинстве съемных площадей многоэтажных домов.Полы компьютерных залов также выполняет акустик. Изоляторы работают как с теплоизоляцией, так и с звукоизоляцией, используя множество разновидностей рулонных и жестких изоляционных систем.
Оператор погрузчика — Управляет тягачом с прямым или сочлененным шарнирно-сочлененным колесом, оснащенным передним гидравлическим ковшом или ковшом, для подъема и транспортировки сыпучих материалов к зонам хранения или обработки и от них к подающим конвейерам, бункерам или желобам. , а также для загрузки грузовиков или железнодорожных вагонов: запускает двигатель, переключает передачи, нажимает на педали и поворачивает рулевое колесо для работы с погрузчиком
http: // www.youtube.com/watch?v=g8v_0uz9I1I&feature=related
Машинисты — Машинисты — это высококвалифицированные операторы станков, используемых для изготовления металлических деталей. Машинисты могут сделать из металла что угодно. Они следуют чертежам, эскизам или конкретным размерам для изготовления или ремонта машин, металлических деталей и инструментов. Квалифицированные ремесла включают в себя изготовителя инструментов и штампов, машиниста по техническому обслуживанию, морского машиниста, машиниста по техническому обслуживанию гидроэлектрооборудования и основного машиниста.
http: // youtu.be / IZoUVWuOW4M
Каменная кладка (кладка кирпича и плитки) — Каменщики возводят стены, камины, коммерческие здания, школы, а также печи, печи и другие конструкции из кирпича, блоков, камня, мрамора и гранита. Плиточники укладывают керамическую плитку, мрамор и гранит на различные поверхности, такие как стены, полы, столешницы, бассейны, душевые, ванны и внешнюю часть зданий. Существуют также возможности ученичества в области реставрации зданий, конопатки и терраццо.Это специализированные профессии с хорошим карьерным потенциалом.
Инженеры-операторы -Инженеры-операторы работают с тяжелым строительным оборудованием, таким как краны, бульдозеры, асфальтоукладчики, траншейные экскаваторы и многие другие виды оборудования, используемого при строительстве зданий, дамб, аэропортов и шоссе . Они также работают в песчано-гравийной, цементной и асфальтовой промышленности; на верфях; на воде с земснарядами, нефтеперерабатывающими заводами, нефтепроводами, канализационными и водными сооружениями, портами крупных городов, муниципальными работами с городами и округами, ландшафтным дизайном, переработкой металлолома и лесной промышленностью.Стажеры инженеров-эксплуатационников могут также работать в области механики в качестве механиков по тяжелым грузовикам и оборудованию, а также в качестве технических инженеров (сюрвейеров).
Художник, союзные профессии -Художники и декораторы готовят и раскрашивают самые разные поверхности. Есть три основных области промышленности: промышленные (стальные конструкции, такие как корабельные цистерны и мосты), коммерческие здания (все, от малых предприятий до высоких небоскребов) и жилые здания (дома и небольшие квартиры).Малярам необходимо обладать навыками работы с широким спектром ручных и электроинструментов, в зависимости от типа подготовки поверхности и требуемого покрытия. Отделка гипсокартоном — это работа конусов, которые заполняют и сглаживают швы в листах гипсокартона.
Пиледривер -Пиледриверы работают с механическими и ручными инструментами. Забивают все виды свай. Они работают на доках, мостах и паромных пристанях. Есть деревянные, стальные и бетонные сваи. Они управляют бензопилами и горящими факелами.Они используют пневмоинструменты, чтобы отколоть сваи. Они также устанавливают опалубку на сваях и просверливают отверстия для установки свай в землю и опалубки на мостах. Они строят новое и перестраивают старое. Сваебойные погрузчики также выполняют фундаментные работы под здания, сварочные работы и многие другие связанные с ними рабочие процессы.
Штукатур -Штукатурники отделывают внутренние стены и потолки зданий, нанося штукатурку на кирпичную кладку, металл, проволочную обрешетку или гипс.Они также наносят цемент на кирпичную кладку, металл и проволочную решетку (штукатурку), используя как ручной, так и электроинструмент. Штукатуры выполняют тяжелую физическую работу и должны уметь поднимать, переносить и обрабатывать не менее 100 фунтов. Важно иметь отличное здоровье, чувство равновесия, хорошее зрение и мелкую моторику, а также желание и способность много работать.
Сантехники, парники, трубопроводы и холодильные работники -Сантехники, паросборщики, монтажники и холодильники — все ремесленники, которые устанавливают системы трубопроводов, по которым течет вода. , пар, воздух и другие жидкости или газы, необходимые для санитарии, промышленного производства, отопления и кондиционирования воздуха, а также для многих других целей.Они изменяют, реконструируют и ремонтируют существующие системы трубопроводов и устанавливают сантехнику, радиаторы и другие нагревательные элементы, некоторые приборы, а также холодильное оборудование и оборудование для кондиционирования воздуха. Они измеряют, разрезают и изгибают трубы, сваривают, паяют, герметизируют, паяют, а также клеят или резьбовые соединения на жилых и коммерческих площадках.
http://www.youtube.com/watch?v=TkC4f_qokpQ
Стажировка по сантехнике
Менеджер проекта — Жилой и коммерческий сектор строительные проекты требуют скоординированных усилий множества рабочих и субподрядчиков.Менеджер строительного проекта отвечает за объединение всех сторон, участвующих в конкретном проекте. Основная обязанность руководителя строительного проекта — обеспечить, чтобы строительство велось в соответствии с графиком и в рамках бюджетных требований без ущерба для качества.
Кровельщик — Рабочие устанавливают новые крыши, а также ремонтируют и снимают старые крыши с использованием различных материалов. Покрывают кровли деревянной черепицей, композитом, битумной черепицей, асфальтом и гравием, шифером, черепицей и однослойными материалами.Работы ведутся как над коммерческими, так и с жилыми зданиями.
http://www.youtube.com/watch?v=GyOH7C7Wki0
Рабочие, работающие с листовым металлом — Рабочие, работающие с листовым металлом, производят, устанавливают и обслуживают системы отопления, вентиляции и кондиционирования воздуха, форсунки и промышленные системы, металлические кровельные покрытия, колпачки и отделочные работы из нержавеющей стали для ресторанов, кухонь и больниц. Они готовят производственные и полевые чертежи вручную и с помощью компьютерных программ. Они предоставляют услуги HVAC / R.
Стационарные инженеры — Стационарные инженеры эксплуатируют и обслуживают котлы, вентиляторы, насосы, воздушные компрессоры, электродвигатели, двигатели, турбины, генераторы, холодильные машины и системы отопления, вентиляции и кондиционирования воздуха. системы, дизельные двигатели и системы отопления в коммерческих и промышленных зданиях. Они контролируют уровень котловой воды и горелки, температуру и давление, системы отопления, охлаждения и вентиляции. Стационарные инженеры также выполняют работу в качестве инженеров-хранителей и инженеров по очистке сточных вод.
Геодезисты — Геодезисты — лицензированные профессионалы, использующие системы глобального позиционирования (GPS) и другое подобное оборудование для сбора информации о планировке, форме и положении определенного участка земли. . Эта информация важна для градостроителей, строителей, инженеров, картографов, горняков, бурильщиков и других специалистов, которым необходимо планировать свою работу с учетом особенностей конкретной местности.
http: // youtu.be / PmKiNIcMxxM
Установщики плитки и мрамора -Отвечает за укладку плитки, мрамора, терраццо-панелей и стекла в зданиях и жилых домах. Накладывает плитку на стены, потолки и полы в декоративных целях.
Сварщик -Сварщики выполняют самые разные производственные, промышленные и строительные работы, и они всегда востребованы. Даже когда в одной отрасли сокращается штат сотрудников, в другой возникают проблемы с поиском достаточно квалифицированных сварщиков.Требования начинаются с обучения базовым навыкам, которые можно получить на работе или в техникуме. Затем сварщики могут пройти обучение, если захотят, и станут сварщиками-подмастерьями.
Сварщик, женщины в сварке
Сварщик, работает в качестве Сварщик в сфере машин Карьера
Сварщики, как они начали
http: // www.youtube.com/watch?v=8eRVqfO1o8w&feature=related
Типы строительных видеороликов:
Коммерческое строительство; больницы, офисные здания, отели, мосты, плотины
Зеленое строительство -Зеленое строительство — это больше, чем модное слово — это хорошие рабочие места для среднего класса и новая инфраструктура. Узнайте, что зеленое строительство означает для мужчин и женщин из американских профсоюзов строительных профсоюзов.
Строительство шоссе
http: // www.youtube.com/watch?v=Ue_MNYqedd8
Сварка в строительной отрасли
Строительная промышленность отвечает за создание всех видов конструкций с различными размерами, уровнями сложности и использованием. От простых небольших строений, таких как семейные дома, до больших и сложных, таких как мосты, плотины и производственные предприятия.
Структурная целостность и долговечность являются наиболее важными факторами в этой отрасли.Вот почему в строительной отрасли используется очень большое количество металлов. Только в Соединенных Штатах в строительной отрасли ежегодно используется более 40 миллионов тонн стали. Большая часть этого количества используется для создания структурных каркасов. Здесь сварка играет незаменимую роль в строительстве.
Сварочные технологии широко используются в строительной отрасли, в основном для изготовления конструктивно прочных металлических каркасов путем сплавления различных металлических компонентов.Он также используется для создания и обслуживания неструктурных компонентов. Некоторые сварочные работы, используемые для строительства, предварительно производятся в заводских условиях, в то время как другие части сварочного процесса выполняются на месте.
Применение сварки в строительстве
Строительство включает в себя множество отраслей, включая транспорт, нефть и газ, телекоммуникации, энергетику, производство и многие другие. Строительная отрасль очень обширна и разнообразна и делится на три основных сектора, которые различаются типом создаваемых структур.Эти секторы — строительство, инфраструктура и промышленность.
Применение сварки имеет решающее значение для всех трех секторов.
Строительство зданий
Как следует из названия, сектор строительства зданий включает создание строений, в которых люди могут жить и осуществлять свою деятельность. Этот сектор делится на жилой и нежилой. В строительстве зданий в основном используется сварка при создании каркасов из металлических компонентов.Сварка используется для соединения стальных двутавровых балок, ферм, колонн и нижних колонтитулов, чтобы поддерживать стены, крышу и полы здания. Эти компоненты разрезаются по форме и размеру, поднимаются на место и свариваются.
Конструкционная сварка не так широко применяется в небольших зданиях, как в высотных зданиях, где требуются тысячи металлических соединений.
Сварка в строительстве зданий также используется для изготовления неструктурных компонентов здания, таких как брандмауэры, лестницы, поручни и перекрытия перекрытий.Кроме того, сварщики вместе с другими профессионалами устанавливают различные системы в здании. К ним относятся:
Электросистемы — прокладка электропроводов Строительство и прокладка проводов
Сантехнические системы — установка труб водоснабжения и отвода сточных вод
Вентиляционные системы — установка вытяжных и вентиляционных труб
Топливные системы — установка труб газоснабжения
Строительство инфраструктуры
Этот сектор отвечает за создание инфраструктуры, такой как мосты, плотины, железные дороги, стадионы, системы водоснабжения, автомагистрали и системы управления сточными водами.Применение сварки в строительстве инфраструктуры в основном носит структурный характер. Это связано с тем, что большинство конструкций, создаваемых в этом секторе, представляют собой мегаконструкции, которые полностью зависят от конструктивных надежных металлических каркасов, созданных с помощью сварки. Определенная инфраструктура, например мосты, может быть почти полностью металлической. Другие, такие как плотины и водные системы, требуют большой сварки труб.
Промышленное строительство
Промышленное строительство охватывает все сооружения, которые используются в промышленности.Структуры, создаваемые этим сектором, вряд ли являются самостоятельными, но обычно являются частью большой системы, состоящей из множества компонентов и структур, которые работают вместе для определенных целей. К таким системам относятся производственные предприятия, нефтеперерабатывающие заводы, комбинаты, электростанции и многие другие. Промышленное строительство считается самым разноплановым сектором в данной сфере, поскольку охватывает множество отраслей. Применение сварки в этом секторе столь же разнообразно, как и сам сектор. Сварка используется для изготовления и обслуживания несущих конструкций, трубопроводов, промышленного оборудования и опорных конструкций для крупных компонентов.
Сварочные технологии в строительной отрасли
Строительная промышленность требует широкого спектра сварочных работ. Большинство существующих сварочных технологий находят то или иное применение в промышленности. Некоторые из них и их использование следующие:
SMAW: Также известная как дуговая сварка, дуговая сварка под флюсом (SMAW) в основном используется для сварки стальных конструкций.
FCAW: Порошковая сварка считается более удобной, чем ее аналог под флюсом.Эта технология широко применяется при производстве из конструкционной стали, а также при ремонте тяжелого оборудования
GTAW: Газовая дуговая сварка вольфрамом (GTAW), также известная как сварка TIG, имеет решающее значение для ее совместимости с различными металлами, включая нержавеющую сталь, алюминий, бронзу и медь.
GMAW: газовая дуговая сварка металлическим электродом (GMAW), широко известная как сварка MIG, используется как для структурных, так и для неструктурных целей.
Специализированные сварочные системы, используемые в строительной отрасли, включают устройства для сварки шпилек, такие как ProWeld Arc, и устройства для сварки труб, такие как система сварки PipeWorx.
Преимущества сварки в строительной отрасли
ПрочностьВажность структурной целостности и долговечности в строительстве трудно переоценить, поскольку структурные разрушения могут привести к разрушительным человеческим жертвам и потерям ресурсов. Созданные конструкции весят тысячи тонн и прослужат сотни лет. Благодаря высокой прочности и долговечности сварных соединений заинтересованные стороны в строительстве могут быть уверены, что не о чем беспокоиться с точки зрения каркасов.
КПДПроизводительность имеет решающее значение для экономии затрат, ресурсов и времени на любом строительном проекте. Производительность проекта зависит от эффективности задействованных процессов. С точки зрения повышения эффективности строительства сварка находится на переднем крае. Хотя сварка сама по себе является высокоэффективным процессом при использовании правильного оборудования, в процесс были включены несколько других технологий, чтобы сделать его еще более эффективным. Некоторые из технологий, используемых при сварке, которые особенно полезны для строительной отрасли:
«Производительность имеет решающее значение для экономии затрат, ресурсов и времени на любом строительном проекте.”
Технология ArcReach® . Эта технология экономит строителям тысячи долларов и увеличивает скорость и производительность, избавляя сварщика от необходимости перемещаться к источнику питания и от него для выполнения необходимых регулировок во время сварки. Это особенно полезно при сварке на большой высоте, где фактическая сварка может происходить на высоте 100 метров над землей, где расположен источник питания. Некоторые из решений, входящих в состав ArcReach, включают компенсацию длины кабеля (CLC ™), которая автоматически регулирует подаваемое напряжение в зависимости от длины кабеля, чтобы обеспечить постоянную подачу заданного напряжения; и «Регулировка во время сварки» (AWW ™), которая позволяет оператору дистанционно регулировать параметры сварки прямо с того места, где он работает.
Оборудование для автоматизации сварки
Типы оборудования автоматизации, повышающего эффективность и точность, включают автоматические устройства подачи проволоки, сварочные манипуляторы, поворотные ролики и сварочные позиционеры, которые используются для удержания и вращения трубы или другого сварного изделия.
Универсальные сварочные аппараты
Некоторые сварочные проекты требуют использования нескольких сварочных технологий в одной точке. Достаточно напряженно переключать оборудование, чтобы не представить, что вы делаете это на высоте, где вам придется многократно подниматься и спускаться.Многофункциональные сварочные аппараты устраняют эту проблему, комбинируя различные технологии сварки в одном компактном устройстве.
Помимо всего этого, еще одним фактором, повышающим производительность, является портативность сварочного оборудования. Это ценно, когда работа должна выполняться на пересеченной местности, на высоте или в относительно небольших помещениях.
Гибкость
Строительная промышленность предъявляет самые разные производственные требования. Одна из многочисленных причин, по которой сварка необходима в строительстве, — ее гибкость.Для любого размера, рабочей среды или материала найдется подходящая техника сварки. Например, трубы диаметром 5 см можно сваривать, а также балки и колонны длиной 50 м. Кроме того, различные марки металла, используемые в строительстве, совместимы с той или иной технологией сварки.
Рентабельность
По сравнению со многими другими производственными процессами, сварка относительно рентабельна. Чтобы сэкономить еще больше, подрядчики и другие заинтересованные стороны отрасли могут просто арендовать высококачественное сварочное оборудование, сэкономив тысячи долларов на капитальных затратах.Если вы подумываете о длительном непрерывном использовании, вы можете рассмотреть возможность аренды сварочного оборудования. Поговорите с одним из наших торговых представителей, чтобы узнать больше о наших лизинговых программах и национальных счетах.
Заключение
Чтобы воспользоваться преимуществами и производительностью сварки в строительстве, вам необходимо использовать подходящее оборудование. Аренда у Red-D-Arc снижает затраты на покупку и обслуживание сварочного оборудования. Мы предлагаем тысячи единиц сварочного, вспомогательного оборудования и оборудования для автоматизации сварки от лучших производителей в аренду, аренду или покупку.Какими бы ни были сварочные потребности вашего строительного проекта, мы своевременно и по запросу предоставляем необходимое оборудование в любой точке Северной Америки, Европы и Ближнего Востока.
Деформационный шов крыши · Соединение крыши · Водонепроницаемость · EMSEAL
Состав
Соединение крыши доступно в двух составах: сплав NPVC с пластифицированным нитрилом и каучуком или TPV (термопластичный вулканизат).
Нитрил-каучук-пластифицированный НПВЦ
Используется для:
— прямая сварка кровельных мембран на основе ПВХ;
— адгезия к системам прорезиненного асфальта горячего или холодного нанесения;
— адгезия к кровельным мембранам из термореактивной резины (EPDM, неопрен и др.))
— адгезия к мембранам SBS
— адгезия к мембранам mod-bit, наносимым горелкой
Версия RoofJoint из ПВХ изготовлена методом экструзии из сплава ПВХ, пластифицированного нитрилом и каучуком. Для этого продукта была выбрана смесь нитрил-каучук-пластифицированный НПВХ из-за ее широкой совместимости с большинством кровельных систем.
Его можно приваривать к кровле из ПВХ, и при соблюдении рекомендуемых процедур изготовления конкретной кровельной мембраны в отношении подготовки, очистки, грунтования и т. Д., Он хорошо прилегает ко всем приклеиваемым аксессуарам (листовым материалам), асфальтовые (горячее или холодное нанесение) и модифицированные системы SBS.
TPV (термопластический вулканизат)
Используется для прямой интеграции путем сварки в кровельные мембраны на основе TPO (термопластический олефин).
RoofJoint включает в себя необходимую концевую планку и крепеж, необходимый для установки.
Сплошность уплотнения
Как и все системы компенсаторов EMSEAL, непрерывность уплотнения распространяется на крестовины, тройники, подъемы, спуски, перекрытия и другие сложные условия, обычно встречающиеся в строительных проектах.
Изготовленные на заводе переходники можно приваривать к прямым отрезкам на нашем заводе, где бы ни проводились полевые измерения, и приваривать встык к прямым отрезкам в полевых условиях с использованием простого оборудования и обучения, доступных в EMSEAL.Все сварные швы укрепляются армирующими лентами и проверяются на герметичность перед отгрузкой.
Затворы — Герметизация стыка стены и крыши
Заглушка для сплошных стен на крыше
Этот переходной элемент заводского изготовления изготовлен из материала Seismic Colorseal для деформационного шва от EMSEAL. Этот цельный элемент имеет силиконовые сильфоны с заводским покрытием на верхней и задней стороне для интеграции с Seismic Colorseal в стене и Horizontal Colorseal в качестве вторичного уплотнения и изолятора по крыше.
Верхняя сторона крышки с силиконовым покрытием имеет форму, соответствующую нижней стороне профиля RoofJoint. Закрытие стыка сплошной стены устанавливается перед установкой стыка кровли. Он устанавливается на ”вниз от настила крыши или поверхности, перекрывающей древесину. Полоса герметика из силикона наносится на верхнюю сопрягаемую поверхность укупорочного средства. Затем устанавливается RoofJoint. Нижняя сторона RoofJoint будет сопрягаться с верхней частью уже установленной крышки.
Заслонка для стыков между стенкой и полостью
Как и затвор для сплошных стен, затвор для стыков между стенками и полостью представляет собой переходную деталь из Seismic Colorseal, изготовленную на заводе-изготовителе.Отличие заключается в увеличенной горизонтальной отступающей части пенопласта с покрытием для перекрытия полости от фасада до несущей несущей стены. Стороны «мостика» дополнительно покрыты силиконом, чтобы изолировать их от влаги в полости и ограничить боковое расширение пены в полости.
Нижняя сторона соединения RoofJoint соединяется с верхней частью соответствующего закрытия RoofJoint. Seismic Colorseal в стыке стены соединяется с замком RoofJoint. Это создает водонепроницаемую непрерывную изоляцию от вертикальной плоскости конструкции (стены) через горизонтальную плоскость (крышу).
Зеленые / садовые / растительные крыши
RoofJoint идеально подходят для герметизации структурных плит под зелеными, растительными крышами. Поскольку среда для выращивания является рыхлой, сжимаемой и гранулированной, движение, возникающее в конструкционной плите, может быть поглощено без вредного воздействия покрывающим слоем зеленой крыши. Канавка в экструдере служит резервуаром для избыточной влажности растущей среды, не препятствуя дренажу через стык, когда это необходимо.
Рекомендации по проектированию
RoofJoint идеально подходит для крыш, площадок с мягким скейпом, растительных крыш и компенсаторов для зеленых крыш.
RoofJoint также является отличным вариантом для настилов с раздельными плитами и жестким покрытием, когда дренаж или другое строительство может быть затруднено из-за выступа компенсатора над уровнем несущей конструкции настила. В этих случаях потребуется дополнительное уплотнение компенсатора на участке износа. См. SJS, DSM и DSM-DS.
Если компенсатор требует огнестойкости, DFR может быть установлен непосредственно под стыком крыши для решения с одним источником.
Для разделенных плит, подиумов и других настилов с твердым покрытием без дренажа или других имитаций см. Серию компенсаторов FP (для Plaza) от EMSEAL: серия Migutan FP, серия DSM-FP, серия SJS-FP или SJS-FP- Серия FR Fire Rated предлагает и то, и другое в одном продукте.
Изоляция
Изоляция стыка под компенсатором крыши имеет решающее значение для сохранения энергоэффективности конструкции. Изоляция под стыком крыши может быть достигнута двумя способами:
Метод изоляции 1: Укажите и установите горизонтальный герметик Colorseal под стыком крыши.
Преимущество этого решения заключается в том, что в дополнение к теплоизоляции Horizontal Colorseal обеспечивает дополнительный водонепроницаемый барьер под RoofJoint, который крепится к переходному элементу RoofJoint Wall Closure и, кроме того, обеспечивает непрерывность герметизации и изоляции стыка стены.Значение R для горизонтального Colorseal составляет 2,15 на дюйм глубины. Следовательно, в 4-дюймовом стыке Horizontal Colorseal имеет глубину 4,5 дюйма и R-Value 9,675. Чтобы увеличить значение R любого размера Horizontal Colorseal, укажите увеличенную пользовательскую глубину.
Метод изоляции 2: Изоляция из войлока и петельная мембрана (от других)
Путем установки петельной мембраны из стандартного кровельного материала (другими) для поддержки изоляционных войлоков из стекловолокна или минеральной ваты перед установкой RoofJoint от EMSEAL.Несмотря на то, что это обычно применяется, это решение не обеспечивает непрерывности значения R с компенсирующим швом стены и подвержено потере изоляционных свойств из-за удержания влаги из-за накопления конденсата в изоляции войлока, а также из-за сжатия во время циклического изменения шва.
Наличие и цена
- Доступны для международных поставок.
- Цены доступны у местных дистрибьюторов или представителей и / или непосредственно у производителя.
- Ассортимент продукции постоянно обновляется, и, соответственно, EMSEAL® оставляет за собой право изменять или отзывать любой продукт без предварительного уведомления.
Проблемы с кровлей из ТПО — только факты
В то время как популярность однослойных мембран из ТПО продолжает расти среди домовладельцев и коммерческих строителей, есть ряд проблем с этим материалом, о которых вы должны знать.
Изначально TPO был создан для конкуренции с ПВХ. Первоначальной целью компании было создание дешевой мембраны с армированными сварными швами , которая должна доминировать на рынке коммерческих кровельных материалов по цене, предлагая при этом все преимущества ПВХ (высококачественная, долговечная однослойная мембрана).
В этом обзоре я сравниваю Genflex TPO (не самый дорогой продукт) с ПВХ производства IB Roof Systems (один из самых дорогих ПВХ).
Цены
Нижний предел
Средний диапазон
High End
Материалы
$ 3327
$ 3914
$ 4971
Общая стоимость
$ 8619
$ 10140
$ 12878
Узнайте цены в вашем районе!
Начните здесь — введите свой почтовый индекс
Я расскажу, как TPO превратился из полностью сварной системы в клееный / сварной продукт, и как он не смог достичь поставленной цели — стать менее дорогой, но столь же хорошей альтернативой ПВХ.
Конкуренты TPO — каучук EPDM и ПВХ мембраны
EPDM — В нижней части ценового диапазона находится каучук EPDM — проверенная временем черная однослойная мембрана.
EPDM — это плоская крыша с самой низкой ценой.
Его основные недостатки: отсутствие армирования (большая усадка через 15+ лет), проклеенные швы и цвет блока, который не является «крутой кровлей».
Конечно, есть белый EPDM, но он дорогой, и очень немногие поставщики его продают.Для сравнения, белый EPDM как минимум такой же дорогой, как очень хороший ПВХ.
Как только клей для швов EPDM начинает разрушаться, ремонт становится очень дорогим, и это только вопрос времени. Также производители настоятельно не советуют устанавливать EPDM зимой, потому что клей замерзает, и крыша может протечь.
IB Установка плоской кровли из ПВХ
ПВХ — В верхней части ценового диапазона находится кровля из ПВХ. Это белая армированная мембрана со сварными швами и окантовками.ПВХ может прослужить более 30 лет. Его очень легко отремонтировать, приварив заплатку или повторно заварив пустоты шва. Мембрана усилена, что обеспечивает стабильность размеров и предотвращает усадку или растрескивание (за исключением Trocal fiasco, который был неармированным продуктом и мог легко разрушиться в очень холодную погоду при ударе).Большинство крыш из ПВХ белого цвета с исключительной отражательной способностью. Они также бывают разных цветов в зависимости от требований к работе. И, конечно же, сварные швы — после того, как они (правильно) сварены или сплавлены друг с другом при нагревании, они никогда не должны расслаиваться.
Даже если есть шов, за ним легко ухаживать. Даже весь металл гидроизоляции и кромки сварен термической сваркой, поэтому клей для гидроизоляции практически не используется.
Эта крыша довольно дорогая по сравнению с EPDM, но в долгосрочной перспективе (с учетом срока службы, технического обслуживания, ремонта и экономии энергии) она более рентабельна, чем резина.
Цены
Нижний предел
Средний диапазон
High End
Материалы
$ 3827
$ 4502
$ 5718
Общая стоимость
$ 9913
$ 11662
$ 14811
Узнайте цены в вашем районе!
Начните здесь — введите свой почтовый индекс
Неудачное обещание TPO
Примерно 25 лет назад крупные производители EPDM решили конкурировать с такими компаниями, как Sarnafil, DuroLast и FiberTite, и отнять у них долю рынка высококачественных плоских кровель.Они начали экспериментировать с TPO, который по сей день примерно на на 10% дороже, чем на EPDM, и на , на 10-30% дешевле, чем , чем на ПВХ (стоимость только мембраны).
Они продавали новый материал как обеспечивающий: качество ПВХ по цене резины.
Поскольку у этих компаний уже был большой пул коммерческих подрядчиков и дистрибьюторов, вывести TPO на рынок было несложно. Кровельщики с готовностью приняли идею дешевой альтернативы ПВХ.Через несколько лет и приобретение миллионов квадратных футов TPO стал коммерческим кровельным материалом номер 1 (по объему).
Поскольку ПВХ, казалось, был намного дороже, многие архитекторы, проектировщики и владельцы зданий выбрали мембраны из ТПО (особенно в связи с современным увлечением крутыми крышами). Видя успех этого продукта, многие другие производители ухватились за дело.
Проблемы с TPO, о которых никто не хочет говорить
Помните сварные швы? Они являются ГЛАВНЫМ преимуществом ПВХ vs.Резина EPDM — это был главный аргумент в пользу TPO.
Ну, у ТПО мембран проблемы. Если бы материал был идеальным — производители не меняли бы рецептуру каждые несколько лет. Основными проблемами были (и остаются), помимо прочего, швы. Они просто не держались так хорошо, как должны.
Хотите доказательства? Около 15 лет назад большинство производителей TPO начали предлагать ленты PEEL & STICK, прокладки, а также грунтовку (модное слово для обозначения клея).Секундочку — вот как устанавливается EPDM ?? !!! Вы очищаете, а затем загрунтовываете швы, добавляете 3-дюймовую шовную ленту и скручиваете бутерброд, чтобы убедиться, что все склеено правильно.
Крыша TPO — клееный планка
Итак, поскольку TPO — это сварная система, зачем производителям предлагать для нее продукты Peel & Stick ??? Ответ (на мой взгляд) — провалились сварные швы!
Итак, почему никто не хочет об этом говорить? Потому что производители вложили миллионы долларов в строительство новых заводов, маркетинг, стимулы, и было бы очень дорого признать, что TPO не оправдала своих обещаний.
Детали гидроизоляции из ТПО и ПВХ — клееные — термически сваренные
Здесь мы показываем, как производители ПВХ и ТПО хотят, чтобы подрядчики устанавливали их изделия. Поскольку для сравнения цен (ниже) мы используем крыши GenFlex и IB, мы также используем их соответствующие обучающие видео. В приведенных ниже примерах TPO сшивается с помощью клея, а ПВХ — полностью сваривается.
1) Кромка металлической планки:
МатериалTPO приклеивается к крыше с помощью отслаивающей и приклеиваемой грунтовки и покровной ленты.
Кромка водостока
ПВХ приваривается к кровле методом термической сварки.
2) Гидроизоляция трубы:
TPO — защитный кожух (клееный) для труб.
ПВХ — пыльник сварной
3) Полевые швы:
Проклеенный полевой шов ТПО (швы ТПО также можно сваривать термической сваркой).
ПВХ сварные полевые швы.
Мы можем привести еще много примеров.Однако вышеизложенного достаточно, чтобы понять, что TPO не является настоящей сварочной системой. Если бы это было так, производители не стали бы предлагать аксессуары для снятия кожуры и наклеивания. Поскольку любой не заводской клееный шов распадется (это всего лишь вопрос времени), TPO, на мой взгляд, не намного лучше, чем крыши из резины EPDM, и определенно не так хорош, как PVC.
ТПО не дешевле ПВХ!
Если посмотреть стоимость материала TPO, который без утеплителя, составляет около 1,66 доллара за квадратный фут (включая все необходимые аксессуары) — это не совсем дешевле, чем кровля из ПВХ (1 доллар.47 за квадратный фут.) , которую он должен заменить как «менее дорогую альтернативу».
ПРИМЕЧАНИЕ: раздел ниже будет очень техническим, потому что материалы должны соответствовать инструкциям по установке, изложенным каждым производителем, и аксессуары должны использоваться соответственно.
Давайте сравним GenFlex TPO со стоимостью кровли из ПВХ IB — и то, и другое механически крепится на 60 мил. Мы процитировали 1575 кв. Футов. Кровля с использованием материалов местной компании Harvey Building Products по следующей цене после 10% скидки от прейскурантной цены.
Мы сравниваем это с прайс-листом подрядчика IB от февраля 2017 года. Поскольку рассматриваемая крыша стоит 1575 н.у. нам понадобится 2 рулона 10 × 100 футов TPO, 3 полных рулона IB (6 × 90 ′) и 2 полуборка IB (3 × 90 ′). Половина рулона используются для периметрального листа.
В инструкциях по установкеGenFlex нет четкого указания на использование периметрального листа. Однако один рулон 10 × 100 футов можно разрезать на рулоны 3,3×100 футов и использовать по периметру.
ПРИМЕЧАНИЕ: В 2006 году компания GenFlex была приобретена Firestone BP.Это означает, что мембрана GenFlex TPO аналогична мембране Firestone TPO, поскольку производится на тех же заводах. Однако Firestone TPO дороже (не знаю почему).
Genflex TPO — белый 60 мил
| Материал | Кол-во | Цена за единицу | Стоимость / с.ф. | Сумма |
|---|---|---|---|---|
| GenFlex 60 мил TPO (10 футов x 100 футов) | 2 рулона | $ 562,50 | $ 0,5625 | $ 1125 |
| GenFlex Peel & Stick Flashing (12 ″ x 25 ′) | 1 рулон | 178 долларов.87 | н / д | $ 178,87 |
| Защитная лента GenFlex Peel & Stick (6 ″ x 100 ′) | 2 рулона | $ 257,75 | н / д | $ 515,50 |
| Трубный пыльник GenFlex Peel & Stick TPO (1 ″ -6 ″) | 2 шт. | $ 33,44 | н / д | $ 66,88 |
| TPO Peel & Stick Внешние углы | 4 шт. | $ 29,70 | н / д | 118 долларов.80 |
| TPO Primer (клей для Peel & Stick) | 5 га. | $ 31,27 | н / д | $ 156,37 |
| Кровельные винты с покрытием — 4,5 ″ (1000 шт.) | 4 карата | $ 116,73 | н / д | $ 466.92 |
| Колючие пластины (1000 шт.) | 4 ведра | $ 117,45 | н / д | $ 469.80 |
| Кромка металла — 0,032 ″ Белый алюминий | 17 шт. | $ 11,47 | н / д | $ 195,07 |
| Итого | $ 1.66 / н. Ф. | $ 3329,22 |
ПРИМЕЧАНИЕ. GenFlex требует, чтобы крепежные детали мембран располагались на расстоянии 6 дюймов друг от друга из-за большего размера листа. Расстояние между крепежными элементами IB составляет 12 дюймов. По этой причине мы удвоим количество винтов и пластин к «заказу» GenFlex.
IB PVC — 60 мил Белый
| Материал | Кол-во | Цена за единицу | Стоимость / с.f. | Сумма |
|---|---|---|---|---|
| 60 Mil White Full Roll (6 ‘x 90’) | 3 рулона | $ 588 | $ 1,09 | $ 1764 |
| Половина рулона белого цвета 60 мил (3 ‘x 90’) | 2 рулона | $ 294 | $ 1,09 | $ 588 |
| Гидроизоляция трубы IB (4–8 дюймов) | 2 шт. | $ 20 | н / д | $ 40 |
| IB Наружные углы | 4 шт. | $ 6 | н / д | $ 24 |
| IB N / R Патчи 5 ″ x 8 ″ (50 / связка) | 1 упаковка | $ 29 | н / д | $ 29 |
| 3 ″ сталь 45 Mil White Drip Edge (10 ‘) | 17 шт. | $ 19 | н / д | $ 323 |
| Кровельные винты с покрытием — 4,5 ″ (1000 шт.) | 2 карата | $ 116,73 | н / д | $ 233,46 |
| 2-дюймовая стальная пластина с зазубринами (1000 шт.) | 2 ведра | $ 85 | н / д | $ 170 |
| Итого | $ 1.47 / н.ф. | $ 3171,46 |
У нас есть установка TPO с использованием механически прикрепленного узла по цене 1,66 доллара за квадратный фут. . и ПВХ по цене 1,47 доллара за квадратный фут . Эти цифры основаны на площади 2000 кв. Футов. ТПО и 2160 кв. футов. ПВХ. Если учесть, что нам нужно установить только 1575 кв. Футов. (Крыша 45х35 футов, используемая для вышеуказанных цен на материалы), наша стоимость квадратного фута почти идентична, но на стороне ПВХ останется намного больше материалов, которые можно будет использовать в будущих работах.
На что следует обратить внимание: IB очень дорогой по сравнению с другими брендами, такими как Carlisle, Versico, Weatherbond, Flex, DuroLast и т. Д. По цене он не уступает Sarnafil. В принципе, если вы сравните цену на генерический TPO с ценой на непатентованный PVC, TPO будет еще дороже!
Причина, по которой крыши из ТПО стоят дороже, заключается в том, что вам НЕОБХОДИМО использовать гидроизоляцию Peel & Stick и грунтовку (клей) для всех гидроизоляционных прокладок, а также для защитной ленты по краям оттока. В случае ПВХ все окантовки и защитная лента сварены термической сваркой.
Теперь перейдем к «субъективной» части: IB PVC — намного лучший продукт, чем GenFlex TPO. С этим можно поспорить, но вот что говорят об этом кровельщики!
Итог — ТПО не смог стать более дешевой альтернативой ПВХ!
При цене 1,66 доллара за квадратный фут стандартный TPO на 13% дороже высококачественного ПВХ, поэтому ценовая война проиграна. TPO также потеряла свое конкурентное преимущество из-за использования прошивки Peel & Stick. Это уже не настоящая термосварная система, а гибрид сварной и клееной кровли.Теперь TPO больше похож на каучук EPDM со сварными швами на месте сварки.
Крыши коммерческих размеров — большие скидки
В приведенном выше примере цены мы использовали крышу небольшого размера. Что будет, если площадь проекта составит 10 000 или даже 50 000 квадратных футов? Конечно, подрядчики получат большие скидки, но GenFlex TPO уже стоит $ 0,56 за квадратный фут. Насколько он может опуститься? Скажем, 0,50 или даже 0,45 долларов (маловероятно). У вас по-прежнему есть огромное количество дорогостоящих аксессуаров для очистки и пилинга, праймера, очистителя и дополнительных трудозатрат.
И убедитесь, что IB Roof Systems и другие производители ПВХ также предоставляют оптовые скидки. Еще раз — IB — один из самых дорогих ПВХ, но при этом дешевле TPO. В конце концов, дополнительные скидки на объем будут компенсированы дополнительным трудом, а окончательная цена материала будет почти такой же.
Почему установка ПВХ стоит дороже?
Честно говоря, я считаю, что более высокие расценки на кровли из ПВХ — все поверхностно. По сути, поскольку ПВХ исторически был продуктом «премиум-класса», а TPO / EPDM всегда были «товаром» или более дешевой альтернативой — подрядчики просто берут больше, потому что все так делают.Как вы можете видеть из моего анализа, оба материала стоят примерно одинаково, а установка довольно похожа.
Это все равно, что покупать BMW вместо Hyundai — распространено мнение, что BMW — лучший автомобиль. То же самое и с кровлей — распространено мнение, что ПВХ лучше, чем ТПО, поэтому подрядчики берут за него больше.
Средняя стоимость плоской крыши:
Нижний предел $ 6815 | Средний диапазон $ 8769 | High End $ 11211 |
См. Расходы в вашем районе! Начните здесь — введите свой почтовый индекс | ||
Опубликован:
Я работаю кровельщиком 15 лет и специализируюсь на металлических и плоских кровлях.
Есть вопросы или проблемы по кровле? Задайте мне любой кровельный вопрос!
Подрядчики по кровельным работам — присоединяйтесь к нашему бесплатному справочнику местных кровельщиков , чтобы привлечь больше клиентов!
Человеческий огненный шар: История Брэда Ливингстона
Брэда Ливингстона дует ветер Канзаса. Простая волна сбивает с толку бывшего рабочего из Colorado Interstate Gas, когда он вспоминает сентябрь.20, 1991.
«Мне повезло, что я никогда не видел ни единого кошмара внутри этого огненного шара», — говорит он о той поздней летней пятнице. «Единственное, что меня пугает, — это внезапный порыв ветра. Я никогда не забуду это чувство и силу взрыва, поразившего меня ».
10 сентября был перерыв, 10 часов утра, и Ливингстон работал на трубопроводе и диспетчером в течение 10 лет. В тот день он был помощником сварщика. Это была тяжелая работа, но он был счастлив работать в поле.
«Я был третьим в очереди, чтобы заполнить…» — вспоминает он. «Я снова почувствовал себя новеньким. В любой другой день меня бы там не было «.
Ярлыки доказывают, что смертоносны
Ливингстон и его напарница по сварке Трейси, его бывший тренер из Малой лиги, все утро находились в сельской местности Оклахомы, когда представители компании сообщили, что в скважине с природным газом есть два резервуара для капельного газа с утечками из точечных отверстий. Трейси имела 30-летний опыт работы в сварке и согласилась на эту работу. Он двинулся к расположенным рядом резервуарам, заполненным сырой нефтью, водой и газом — естественной формой бензина.
«Это сидячие бомбы», — говорит Ливингстон. «У меня было внутреннее чувство, как будто мы торопились с этим».
Ливингстон использовал газоанализатор, чтобы убедиться, что атмосфера безопасна для сварки, и спросил Трейси: «Что будет удерживать искру от попадания внутрь одного из этих резервуаров для сбора капель?»
Жидкость собралась на дне резервуаров, и насос компании сказал Трейси, что уровень жидкости в каждом резервуаре был семь футов. Трейси сваривала всего в 18 дюймах от земли. Если он случайно прожег резервуар во время сварки, жидкость немедленно погасит огонь.
Ливингстон не сомневался в своем друге и бывшем тренере по бейсболу. Дуэт не потратил три лишних минуты, чтобы пройти по подиуму, открыть люк и измерить уровень жидкости в каждом резервуаре.
«Мы предположили, что информация верна, — вспоминает Ливингстон. «Мы добавили работу к напряженному дню. Это был всего лишь ярлык ».
К сожалению, производитель насосов ошибся насчет уровней жидкости.
Ливингстон выкатил провода для Трейси, которая легла на землю, чтобы заварить точечное отверстие в первом резервуаре.Через несколько минут он прожег второй танк. Искра зажгла газ внутри.
Гром катится
Ливингстон услышал грохот.
«Я не могу это описать», — говорит он. «У нас здесь грозы; гром начинается вдалеке и издает постепенный рев. Затем внезапно появляется штанга, добраться до которой нужно за 3-7 секунд. Так и случилось, но это заняло полсекунды. У меня было достаточно времени, чтобы крикнуть: «Вот-вот взорвется!» »
Первый взрыв превратил Ливингстон в человеческий огненный шар.Он взлетел на высоту более 10 футов и приземлился на второй капельный бак.
«Когда я увидел подиум, я понял, где нахожусь», — говорит он. «Я был зол. Я думала, что умру, что не собираюсь воспитывать трех дочерей ».
Брэд ЛивингстонДвенадцать секунд спустя второй танк под Ливингстоном взорвался, и его снова швырнуло в огненный шар. Он приземлился на землю, охваченный пламенем. Он собрал силы, чтобы откатиться от огненного облака, его сломанная нога тряслась при каждом перекате.
Где-то в пламени и каплях дождя сырой нефти Трейси погиб.
Взрывы были слышны за много миль. Местные владельцы ранчо стали свидетелями этой сцены и последовали за криками Ливингстона. Они нашли его тлеющим, но не горящим, и потащили через поля подальше от места происшествия. Ливингстон считал, что каждый его вдох был последним. Через 20 минут приехала скорая помощь.
Последнее, что он помнит, — это молитва, которая заканчивается словами «аминь.”
Хлопковая перегородка
Ливингстон в тот день был одет в новую пару джинсов — смесь 40% полиэстера и 60% хлопка, которая растапливала его нервные окончания, весь слой жировых клеток и мышцы ног.
«Владельцы ранчо не подумали, что мои джинсы обгорели, потому что они выглядели нормально», — говорит он. «Я был весь в масле. Они не понимали, что полиэстер будет продолжать плавиться даже после того, как пробыл в печи пару недель ».
ВOSHA не было таких же требований к средствам индивидуальной защиты (СИЗ), как сегодня.Теперь сотрудники, подвергающиеся опасностям, создаваемым сваркой, резкой или пайкой, должны быть защищены СИЗ в соответствии с правилом 29 CFR 1910.132.
По оценкам, 500 000 рабочих при бурении нефтяных и газовых скважин должны носить огнестойкую одежду, так как риск смертельных травм в этой области составляет более четырех смертей на 1000 рабочих в течение всего срока службы. По данным Бюро статистики труда, в 2013 году 112 рабочих в нефтегазовой отрасли погибли.
В декабре OSHA объявило, что быстрый рост в отраслях сопровождался увеличением числа несчастных случаев со смертельным исходом, и подписало альянс с Национальной службой безопасности передачи, геологоразведки и производства, чтобы помочь защитить рабочих.
Ливингстон в тот день также был одет в два слоя хлопковых рубашек — с длинными рукавами и с короткими рукавами. Сегодня, спустя почти 25 лет после взрыва, следы ожогов очерчивают его тело, четко определяя области, где его плоть была защищена несколькими слоями хлопчатобумажной ткани, даже там, где его нижнее белье создавало дополнительный барьер от огня.
Шляпа сварщика и очки слетели с его лица. Позже ему потребуются кожные трансплантаты, чтобы воссоздать веки, чтобы его глаза могли снова полностью закрыться.Сварочные перчатки он оставил в грузовике.
«Моим рукам потребовалось больше операций, чем чему-либо еще», — объясняет он. «Они скомкнулись из-за пожара. Половина моих суставов скреплена булавками, чтобы пальцы не скручивались ».
Опасные для жизни травмы
Ливингстон получил ожоги третьей степени на 63 процентах тела. Его сердце останавливалось дважды за ночь, когда его доставили в больницу, и ему дали 5-процентный шанс выжить.
ThinkstockОн был в коме два месяца.Слишком много раз, чтобы сосчитать, врачи говорили его жене Бобби, что он умрет. Его бедро было заменено стальным стержнем, и его тело раздулось до такой степени, что кровь не могла течь. Врачи дважды проводили эскаротомию.
«Мне порезали каждую руку, каждую ногу и поперек груди, чтобы ткани могли расширяться и течь кровь», — говорит Ливингстон об эскаротомии и шрамах, покрывающих его тело.
Врачи сняли кожу с его груди, живота и рук, чтобы покрыть его руки и ноги.Они использовали кожу со спины, чтобы покрыть его лоб и веки. Ему сделали бесчисленное количество переливаний крови, отчасти потому, что его кровоток поглотил газ из резервуаров.
Его почки перестали работать. Он заболел пневмонией. Он потерял слух.
Long Road Home
Жители крошечного родного городка Ливингстона Элкхарт, штат Канзас, присылали еду и ежечасно звонили в вестибюль больницы, чтобы поговорить с Бобби.
«Врачи постоянно говорили моей семье, что я умру, но я умер, и я не умер», — говорит он.«В конце концов, всем пришлось вернуться к работе и ждать телефонного звонка».
Бобби оставалась в больнице иногда по 12 часов каждый день. Ее родители переехали в свой семейный дом, чтобы заботиться о своих детях. Медсестры прикрепили портрет своих трех дочерей к потолку над кроватью Ливингстона.
«Вероятно, это был величайший момент», — вспоминал он, выходя из комы. «Увидев эту фотографию, я понял, что собираюсь их вырастить».
Морфий и боль затуманили его память.Иногда после комы ему казалось, что он снова переживает взрывы. Его жена напомнила ему о свидании, травмах и о том, что Трейси не выжила.
«Я много раз говорил жене, что лучше переживу то, через что прошел, чем она», — признается Ливингстон.
Неделя осведомленности о ожогах: Американская ассоциация ожогов определила первую неделю февраля как Неделю осведомленности о ожогах, в ходе которой преподаватели по вопросам ожогов, пожаров и безопасности жизни объединяются, делясь общей информацией о ожогах и профилактике.Для получения дополнительной информации об Американской ожоговой ассоциации или получения учебных материалов посетите сайт www.AmeriBurn.org.
Через четыре месяца после взрывов Ливингстон и его семья переехали в Сан-Антонио, штат Техас, чтобы быть ближе к его реабилитационному центру. Его ежедневный режим включал два часа терапии для ног, два часа для рук и один час психологической консультации.
«Я смешно хожу, выгляжу забавно, мои руки похожи на когти, и маленькие дети убегают от меня», — говорит он.«Им пришлось вывести меня на публику, чтобы привыкнуть к тому, что люди пялились… Это были самые большие американские горки эмоций, которые вы можете себе представить».
В конце концов, Ливингстон потерял ткань только на ногах, прядь волос на голове, кончик носа, верхушку уха и ноготь большого пальца. Он может ходить и слышать с помощью современных слуховых аппаратов.
В конце концов Ливингстон собрал воедино происшествие и понял:
- Им никогда не следовало приваривать эти резервуары для капель.
- Резервуары следовало трижды промыть и оставить наполненными водой до начала операций по предотвращению взрыва, чтобы предотвратить человеческий огненный шар.
Когда Ливингстон снова встал на ноги, он вернулся к работе диспетчером в Colorado Interstate Gas всего через два года после взрывов и посвятил компании 31 год, прежде чем уйти на пенсию в 2013 году. Но работа не всегда была легкой.
«Были времена, когда я не выдерживал и плакал», — признается он.«Я почувствовал запах газа, и меня начало трясти».
Страсть к безопасности
Шли дни, и Ливингстон нашел свое призвание в качестве оратора безопасности. Его первая презентация была среди коллег, но 11 лет спустя он делится этой идеей с сотрудниками США и Канады в качестве штатного докладчика по вопросам безопасности.
«Это моя страсть, это то, чем я должен заниматься», — говорит он. «Я очень сильно привлекаю внимание людей и даю им понять, как важно вернуться домой в безопасности.”
Во время своих презентаций Ливингстон обсуждает случайные явления с волновым эффектом и короткие пути — три сэкономленные минуты — которые стоили Трейси жизни. Самый большой урок, который он усвоил, возможно, самый очевидный.
«Все дело в том, чтобы наслаждаться жизнью, не принимать ничего как должное, даже завтра», — говорит он. «Мы с женой всегда говорили« Я люблю тебя »и целовали друг друга перед тем, как я уходил на работу и когда возвращался домой. Долго этого не происходило.”
Об авторе: Джорди Берд, специалист по связям с общественностью компании Graphic Products, пишет о безопасности на рабочем месте и промышленных опасностях. Версия этой истории изначально появилась на DuraNews. Для получения дополнительной информации, в том числе о возможностях выступления с Брэдом Ливингстоном, посетите www.BradLivingston.com или позвоните по телефону 620-544-9123.
Система моделирования сварки с дополненной реальностью
Почему я должен выбрать моделирование сварки с дополненной реальностью?Традиционное обучение сварке всегда было связано с длительным временем обучения, рисками ожогов, многократным повторением, выбросами и высокими затратами.Подобно тому, как пилоты самолетов используют дополненную реальность для обучения, сварщики теперь имеют доступ к этой невероятной технологии.
TechSoft предлагает систему Soldamatic IE, которая является первым решением для обучения сварке с использованием дополненной реальности. Используя настоящие сварочные горелки, слушатели могут развить навыки ручного труда и мышечную память без риска получения ожогов. В долгосрочной перспективе это приведет к значительному сокращению затрат и часов обучения.
Как это работает?
Каждая базовая образовательная сварочная станция состоит из блока управления, каски, трех сварочных горелок, пяти различных сварочных соединений, известных как «купоны», и пары перчаток.Внутри шлема обучаемый видит реальное изображение сварки, когда он перемещает горелку вдоль стыка. Инструктор также может видеть настоящую вещь как на блоке управления, так и на своем компьютере. Результаты сварки видны сразу, программное обеспечение выставляет баллы по расстоянию от кончика до рабочего расстояния (CTWD), скорости перемещения и многим другим параметрам. Вы можете воспроизвести и вернуться назад по сварному шву, чтобы увидеть, где были допущены ошибки, а где сварка была выполнена хорошо.
Чего еще можно достичь?
Помимо упражнений на тренажере студенты могут изучать теорию и сдавать различные курсы и экзамены.
После того, как ученики пройдут упражнения на тренажере, они могут перейти к практике в реальном мире.
Что выбрать: образовательный или расширенный?
Расширенный пакет включает в себя все, что есть в Образовательном пакете, но также включает следующее:
- Использование углеродистой стали, нержавеющей стали и алюминия. (В образовательный пакет входит только углеродистая сталь).
- Можно приобрести дополнительную педаль TIG для использования только с расширенным пакетом.
- Можно приобрести дополнительные купоны Advanced Welding Multijoint только для использования с расширенным пакетом.
Пристроенная пожарная защита гаража — InterNACHI®
Ник Громико, CMI® и Кентон Шепард
Пристроенный гараж — это гараж, который физически прикреплен к дому. Пожары, возникающие в пристроенных гаражах, с большей вероятностью распространятся на жилые помещения, чем пожары, возникающие в отдельно стоящих гаражах. По этой причине, в сочетании с множеством легковоспламеняющихся материалов, которые обычно встречаются в гаражах, пристроенные гаражи должны быть надлежащим образом изолированы от жилых помещений.Правильно закрытый пристроенный гараж в идеале ограничит возможное распространение огня на достаточно долгое время, чтобы у жителей было время покинуть дом или здание.
Почему гаражи (как пристроенные, так и отдельно стоящие) представляют опасность пожара?
- Масло или бензин могут капать с автомобилей. Эти жидкости могут скапливаться незамеченными и в конечном итоге воспламениться.
- Легковоспламеняющиеся жидкости, такие как бензин, масло и краска, обычно хранятся в гаражах. Некоторыми другими примерами являются тормозная жидкость, обезжириватель, моторное масло, лак, жидкость для зажигалок и жидкости, содержащие растворители, такие как разбавитель для краски.Эти химические вещества легко воспламеняются в жидкой форме, а некоторые могут выделять взрывоопасные пары.
- Нагреватели и котлы, которые часто устанавливаются в гаражах, создают искры, которые могут воспламенить пары или жидкости. Автомобильные аккумуляторы при определенных условиях также воспламеняются.
- Проекты механических или электрических зданий часто выполняются в гараже. Пожар может легко начаться, когда неосторожный человек ведет сварку рядом с легковоспламеняющимися материалами.
Двери
В Международном жилищном кодексе (IRC) издания 2006 г. говорится о дверях, отделяющих гаражи от жилых помещений:
R309.1 Проход через проем
Проемы из частного гаража непосредственно в комнату, используемую для сна, не допускаются. Другие проемы между гаражом и резиденцией должны быть оборудованы дверями из массива дерева толщиной не менее 1-3 / 8 дюймов (35 мм), стальными дверями с массивным или сотовым заполнением не менее 1-3 / 8 дюймов (35 мм). мм) или 20-минутные огнестойкие двери.
Кроме того, инспекторы InterNACHI могут проверить следующее при осмотре дверей, отделяющих гаражи от жилых помещений:
- Хотя это не требуется IRC, полезно, если есть хотя бы одна ступенька, ведущая к двери от гараж.Пары бензина и другие взрывоопасные газы тяжелее воздуха и будут скапливаться на уровне земли. Их вход под дверью будет замедлен из-за увеличения высоты.
- Двери должны иметь плотные уплотнения вокруг стыков, чтобы предотвратить просачивание дыма в жилые помещения дома. Окись углерода с той же приблизительной плотностью, что и воздух (и часто более теплая, чем окружающий воздух), легко поднимается над основанием приподнятой двери и просачивается через незащищенные стыки.
- Двери должны закрываться автоматически.Многие домовладельцы считают эти двери неудобными, но они безопаснее, чем двери, которые можно оставить приоткрытыми. Хотя это требование больше не указано в IRC, оно по-прежнему является ценной рекомендацией.
- Если в дверях есть окна, стекло должно быть огнестойким.
- Двери для домашних животных не следует устанавливать в огнестойкие двери. Двери для домашних животных нарушат целостность противопожарного барьера.
Стены и потолки
В издании IRC 2006 г. говорится о стенах и потолках гаражей следующее:
R309.2 Требуется разделение
Гараж должен быть отделен от жилого помещения и его чердака гипсокартоном не менее 1/2 дюйма (12,7 мм), установленным со стороны гаража. Гаражи под жилыми помещениями должны быть отделены от всех жилых помещений наверху гипсокартоном типа X не менее 5/8 дюйма (15,9 мм) или его эквивалентом. Если перегородка представляет собой сборку пола и потолка, конструкция, поддерживающая перегородку, также должна быть защищена гипсокартоном толщиной не менее 1/2 дюйма (12,7 мм) или эквивалентом.Гаражи, расположенные на расстоянии менее 3 футов (914 мм) от жилого помещения на том же участке, должны быть защищены гипсокартоном не менее 1/2 дюйма (12,7 мм), нанесенным на внутреннюю сторону наружных стен, находящихся в пределах этой зоны. Проемы в этих стенах регулируются разделом 309.1. Это положение не распространяется на стены гаража, перпендикулярные стене соседнего жилого дома.
Кроме того, при осмотре стен и потолков инспекторы могут проверить следующее:
- В гаражах, имеющих доступ на чердак, крышка люка, сделанная из одобренного огнестойкого материала, должна постоянно защищать этот доступ. .Необходимо выявлять отсутствующие или открытые крышки, а также крышки из легковоспламеняющихся материалов, например, тонкой фанеры. Дверь на чердак гаража должна быть сконструирована таким образом, чтобы выдерживать 45-минутный рейтинг; любые края гипсокартона как на люке, так и на прилегающей территории, подверженные физическим повреждениям, должны быть защищены. Крышка или дверь должны быть установлены постоянно (несъемными), с фиксаторами для удержания их в закрытом положении. Этого можно добиться с помощью подпружиненных петель, дверного доводчика или оборудования, которое не позволит оставлять его в открытом положении, когда он не используется.Фурнитура с одним болтом или крючком не обеспечивает надежного закрытия, поскольку это позволяет оставить дверь открытой. Точно так же шурупы для гипсокартона являются крепежом, а не оборудованием, поэтому их нельзя использовать в качестве единственного средства закрытия дверцы доступа.
- Жилое пространство должно быть отделено от гаража брандмауэром, простирающимся от пола до крыши. Если материал потолка является огнестойким, брандмауэр может оканчиваться на потолке.
- Стыки гипсокартона должны быть заклеены или загерметизированы.Стыки должны быть установлены так, чтобы зазор составлял не более 1/20 дюйма, стыки должны быть подкреплены массивной древесиной или другим слоем гипсокартона, чтобы стыки располагались в шахматном порядке.
Воздуховоды
В издании IRC 2006 г. говорится следующее относительно воздуховодов, проходящих через стены и потолки гаражей:
R309.1.1 ВоздуховодВоздуховоды в гараже и воздуховоды, проходящие через стены или потолки, отделяющие жилище от жилого помещения. гараж должен быть построен не менее чем из кол.Стальной лист толщиной 26 (0,48 мм) или другой одобренный материал и не должен иметь отверстий в гараже.
Выхлопные каналы осушителя, проходящие через стены гаража, представляют серьезную опасность пожара. Эти воздуховоды обычно изготавливаются из пластика и легко плавятся во время пожара, создавая большую брешь в брандмауэре.
Полы
В издании IRC 2006 г. говорится следующее, что касается полов в гаражах:
R309.3 Поверхность пола
Поверхность пола гаража должна быть из утвержденных негорючих материалов.Площадь пола, используемая для парковки автомобилей или других транспортных средств, должна иметь уклон, чтобы облегчить движение жидкостей в канализацию или к входной двери основного транспортного средства.
Инспекторы также должны проверить следующее:
- По периметру пола гаража должен быть бордюр. Этот бордюр должен быть спроектирован таким образом, чтобы жидкость не попадала в жилые помещения дома. Бордюры часто являются полезными барьерами для талого снега, который везут в гараж автомобилями, но бордюры также могут удерживать химические пролитые в гараже.
- Водонагреватели должны быть выше уровня пола не менее чем на 18 дюймов. Контрольная лампа может воспламенить пролитую жидкость или воспламеняющиеся пары на уровне пола, если водонагреватель расположен на уровне пола.
Что касается предметов, размещаемых на полу, инспекторы должны проверить следующее:
- Все легковоспламеняющиеся жидкости должны храниться в самозакрывающихся контейнерах с четкой маркировкой и в небольших количествах. Их следует хранить вдали от обогревателей, приборов, контрольных ламп и других источников тепла и пламени.
- Пропановые баллоны никогда не должны храниться в помещении. Их возгорание может привести к серьезному взрыву. Баки с пропаном достаточно прочные, чтобы их можно было хранить на открытом воздухе.
- На полу не должно быть беспорядка. Свободные бумаги, спички, маслянистые тряпки и другие легковоспламеняющиеся предметы опасны, если они разбросаны по полу гаража.
Общие советы по безопасности, которые инспекторы могут передать своим клиентам:
- Используйте электрические лампочки соответствующей мощности.
- Не допускайте перегрузки электрических розеток.
- Закрепите все шнуры и провода изолентой, чтобы они не перекручивались или случайно не выдергивались.