Сварка MIG MAG: что это такое?
Сварка методом МИГ, МАГ — это одна из наиболее востребованных сварочных технологий, которая представляет собой сварку полуавтомат в защитной газовой среде с применением металлического электрода, который одновременно выступает в роли присадочной проволоки. Данная процедура достаточно популярна в промышленной индустрии.
Методика сварки МИГ, МАГ активно используется в автоматизированной, роботизированной сварке. В Европе такой вид сварочных работ имеет аббревиатуру Gas-Metal-Arc, сокращенно GMA. Технология также пользуется огромной популярностью в Америке и Японии. Основное преимущество данного метода сварочных соединений деталей — это простота и автоматизация процесса, сопровождающегося высокой производительностью.
Необходимо отметить! Сварка МИГ, МАГ осуществляется в защитном инертном газе. Не во всех случаях используется углекислый газ, чаще всего применяется смесь, которая может состоять из азота, кислорода, гелия, аргона.
Суть сварочной процедуры
- подающий механизм;
- выпрямитель, характеризующийся плавно падающим, жестким вольтамперным свойством, который служит источником питания. Поэтому в случае колебательных движений руки сварщика длина дуги будет регулироваться автоматически;
- для проведения работ могут использоваться газовые баллоны или централизованная подача газовой смеси.
В качестве электродной плавящейся проволоки при сварке способом МИГ, МАГ может использоваться проволока порошковая, сплошного сечения. Данный инструмент подается автоматом с постоянной скоростью. Горелка передвигается вручную сварщиком. Сварочная ванна, электрическая дуга ограждаются от внешней среды с помощью газового потока: активного газа — МАГ, инертного газа — МИГ, который подается посредством горелки через сопло.
Принцип работы
Принцип работы сварки mig состоит в следующем: в процессе выполнения соединения металлических образцов электрод перемещается по стыковочной линии. Подача проволоки производится автоматически через горелку, далее она расплавляется под влиянием сварочной дуги.
Технология считается полуавтоматической из-за того, что горелку сварщику приходится перемещать вручную.
Некоторые советы специалистов
- Лучше использовать для работы дуги ток постоянного типа с обратной полярностью. Конечно же, можно использовать и ток переменного типа с прямой полярностью, но в таком случае дуга не будет стабильной, в результате чего будет энергично разбрызгиваться расплавленный материал.
- Достаточно важно правильно настроить на сварочном оборудовании рабочий режим: тип электрического тока, сварочный ток, диаметр используемой сварной проволоки, скорость подачи электродов, напряжение дуги, скорость самой сварки.
- Скорость, подачу защитного газа также нужно постоянно держать под контролем.
Применение инертного газа (смесь углерода с гелием, аргоном) для выполнения сварочных работ абсолютно безопасно, так как он не вступает под действием дуги с металлом в реакцию!
Благодаря данной технологии можно соединять элементы, выполненные из нержавеющих, высоколегированных, низколегированных сталей. Прекрасно поддаются свариванию алюминий, медь, сплавы алюминия.
В зависимости от сварной дуги МИГ сварка может быть стационарной, импульсной. Бывают ситуации, когда необходимо увеличить мощность дуги, для чего предусмотрена импульсная технология: скорость плавления электрода не соответствует скорости его подачи, поэтому для его быстрейшего расплавления используется токовый импульс — на конце проволоки формируется капля.
Сваривание металлов импульсным методом имеет преимущества перед стационарной методикой: минимальное разбрызгивание металла, низкий уровень тока, переход, благодаря короткому замыканию, в струйный перенос.
Как осуществляется пайка
При выполнении пайки подача газа осуществляется через специализированное сопло, прикрепленное к сварочному агрегату. На производствах работы с применением технологии МАГ обычно выполняются в специально обработанных помещениях. При использовании данной методики главное — это равномерная безостановочная подача проволоки, тогда гарантирован аккуратный и прочный сварной шов. Поэтому подобные работы должны производиться исключительно опытными сварщиками, в особенности при сборке высокоточных конструкций.
Еще одно различие МИГ пайки и МАГ в том, что в первом случае проволока подается автоматически, вручную.
Преимущества МИГ пайки
- Простота технологии, которой легко можно обучиться.
- Высокая производительность;
- Отсутствует необходимость дополнительной обработки сварных соединений.
- Высококачественный результат.
Еще одно достоинство данной методики — это возможность выполнения без остановки, повторного розжига сварочной дуги длинного шва. Это существенно упрощает всю сварочную процедуру.
Что такое MMA, TIG, MIG/MAG
Неспециалисту порой бывает трудно разобраться в терминах и определениях, применяемых в сварке. Сложность дополнительно вызвана тем, что не существует жестко регламентированных и классифицированных методов и приемов. Однако производители сварочного оборудования и материалов придерживаются общепринятых английских аббревиатур, речь о которых и пойдет в данной статье.
Расшифровка аббревиатур
ММА (РДС)
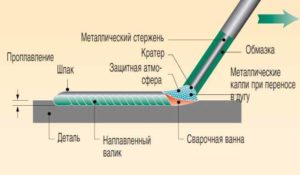
Процесс сварки происходит за счет плавления металлического стержня – электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.
Сварка покрытым электродом
РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает – как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы.
Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно.
TIG(WIG) или РАДС
TIG (Tungsten Inert Gas) – технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам – (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа:
- WIG(Wolfram Inert Gas) – название образовано от немецкого написания;
- GTA (Gas Tungsten Arc) – в данной аббревиатуре опущено химическое взаимодействие защитного газа.
Выбор материалов осуществляется согласно цветовой маркировке вольфрамовых электродов, обозначающей типы свариваемых металлов , а также сварочные режимы.
Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию:
- электрическая дуга возбуждается между концом электрода и свариваемым металлом;
- заполнение сварочного шва происходит путем подачи в сварочную зону специального присадочного материала – прутка;
- сварочная ванна защищается газовым облаком.
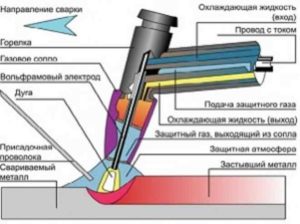
Процесс сварки по методу TIG
Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название “ручная аргонно-дуговая сварка” или РАДС.
Стоит отметить, что данное название не совсем правильно, т.к. в роли защитного газа могут применяться другие газы – азот, гелий, а также газовые смеси.
Аргон может использоваться при сварке плавящимся электродов – MIG метод, речь о котором пойдет ниже.
В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) – постоянный ток или AC/DC (Alternating Current/Direct Current) – переменный/постоянный ток. В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе.
MIG / MAG
MIG/MAG (Metal Inert/Active Gas) – метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
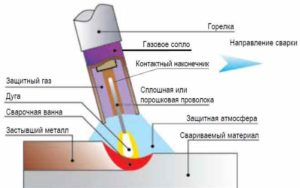
Схематичное изображение mig/mag-метода
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.
В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание “сварка полуавтоматом в среде углекислого газа“, подразумевающий способ MAG(МАГ).
Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков.
Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами.
полуавтомат mig/mag, tig или mma?
Обработкой металлов человечество занимается с доисторических времен. Как только люди открыли для себя металл, встал вопрос о его обработке.
Сейчас же сварка является «незаметной», но ключевой технологией в ведущих отраслях мировой индустрии. С применением сварочных технологий производится более половины валового национального продукта промышленно развитых стран.
Существует более 50 способов сварки, а пока идет этот ролик, возможно, изобрели еще один.
Бессмысленно и даже вредно в коротком рассказе охватить все виды. Разберемся с самыми популярными способами, с которыми Вы встречаетесь каждый день и от которых зависит выбор сварочного аппарата.
В строительстве, ремонте, авторемонте, самые распространённые способы сварки – это ручная электродуговая сварка (ММА), сварка в среде защитного газа (MIG-MAG), аргонодуговая сварка (TIG) и контактная сварка.
В чем отличия и какой вид сварки нужен именно вам?
Сварка ММА
Самый простой и доступный способ, с которого начинается знакомство со сваркой у подавляющего большинства – это ручная дуговая сварка MMA.
Ручная дуговая сварка ММА производится штучными электродами, которые постепенно плавятся, и оставляют за собой скрепляющий шов. Между поверхностью металла и электродом возникает дуга, которая выдерживает расстояние около трех миллиметров. Сварочная дуга оплавляет кромки свариваемых деталей и расплавляя металлический стержень электрода и его покрытие.
При остывании (кристаллизации) расплавленного металла образуется неразъемное соединение – сварной шов.
Несомненные плюсы метода ручной дуговой сварки MMA:
— Простота и доступность процесса сварки ММА – «легкий старт» для новичка. Базовые сварочные аппараты (инверторы) стоят недорого. А хороший производитель оснащает их функциями, облегчающими процесс сварки.
— Минимальный стартовый набор: кроме сварочного инвертора MMA нужны только электроды. Ну и средства защиты, конечно. Ни газовых баллонов, ни редукторов, ни проволоки.
Включил аппарат в сеть, подготовил детали – и работай.
— Сварка в любых положениях. Размеры сварочного инвертора позволяют проводить сварку ММА в самых труднодоступных местах и на высоте. Также с этой сваркой есть возможность делать швы в любых пространственных положениях – главное подобрать нужный электрод.
Рис.1 — Преимущества сварки ММА
Допустимы работы практически при любых температурных условиях. Сварочный инвертор может варить методом ММА и жару и в мороз.
Есть, конечно, и минусы:
Ограничения по видам и толщинам свариваемых металлов. MMA сварка идеально работает со всеми видами сталей толщиной от 2 до 10 мм. Если стоит задача варить алюминий, цветные металлы, очень тонкие или, наоборот, заготовки с большой толщиной, то MMA сваркой не обойтись.
Ограниченная производительность. По сравнению с полуавтоматической сваркой, производительность сварки MMA недостаточно высока.
Необходимость удаления шлака с деталей. При сварке инверторным аппаратом дуговой сварки ММА неизбежно образование шлака и окалины, которые нужно счищать с заготовок.
|
Преимущества |
Ограничения |
|
Легкий старт для новичка |
Ограничения по видам и толщинам свариваемых материалов |
|
Простота и доступность |
Ограниченная производительность (по сравнению с MIG-MAG-сваркой) |
|
Минимальный стартовый набор |
Необходимость удаления шлака с деталей |
|
Сварка в любых положениях |
|
|
Широкий диапазон температурных режимов окружающей среды |
|
На самом деле, нужно понимать специфику использования. Если сварка не будет постоянным рабочим процессом, то невысокая по сравнению с MIG-MAG производительность вообще не важна. А для большинства ремонтных и строительных задач тот же инвертор – идеальное решение.
Достоинства же этого метода безусловны – экономичность, мобильность, и простота, благодаря функциям современных инверторов.
Полуавтоматическая сварка в среде защитных газов (MIG-MAG) – высокопроизводительный и, пожалуй, самый быстроразвивающийся вид сварки. На сегодняшний день нет ни одной отрасли промышленности, где бы этот вид сварки не использовался: машино- , приборо- , судостроение, производство металлоконструкций. Аппараты MIG-MAG сварки незаменимы в слесарных мастерских или при ремонте автомобилей.
Рис.2 — Сварка полуавтоматом MIG/MAG
По своим возможностям полуавтоматов существует великое множество – от простых в управлении и надежных аппаратов, которые могут решать оперативные задачи в быту, на строительной площадке (FUBAG IRMIG 160),
Рис.3 — Полуавтомат FUBAG IRMIG 160
до высокотехнологичных аппаратов с синергетическим управлением и мощных трехфазных полуавтоматов для поточного производства (INMIG 500 DW SYN).
Рис.4 — Полуавтомат FUBAG INMIG 500 DW SYN
Основной задачей при создании сварки полуавтоматом MIG/MAG была идея бесконечного электрода. Поэтому в качестве электрода здесь выступает тонкая проволока, которая через сварочную горелку автоматически подается в зону образования сварочного шва.
Рис. 5 — Сварочная проволока Fubag в катушке
Проволока небольшого диаметра (от 0,8 до 3,0 мм) позволяет получить чистое, надежное, эстетичное соединение в несколько миллиметров.
Ее плавление происходит от тепла дуги. Сама зона сварки (сварочная ванна, электрод и зона дуги) защищены потоком защитного газа.
Принципиально метод сварки MIG от MAG отличается типом защитного газа, который необходим для изоляции от окружающей среды с её высоким содержанием кислорода в воздухе.
MIG (Metal Inert Gas) сварка предполагает использование инертного газа, которые сам не вступает ни в какие химические реакции, но благодаря сравнительно большому весу стремиться вниз, вытесняя воздух. Мигом варят алюминий, титан, медь, никель, их всевозможные сплавы.
MAG (Metal Activ Gas) – сварка же предполагает взаимодействие между естественной и создаваемой средой, сопровождающееся связыванием кислорода. Здесь используется азот, углекислый газ и т.п. MAG варят низколегированные, нелегированные и коррозийнопрочные стали.
MIG/MAG сваркой можно варить и без газа, но тогда нужно использовать флюсовую проволоку (проволока в специальной защитной оболочке).
Несомненные достоинства сварки методом MIG/MAG:
— Высокая производительность. Здесь мы не тратим время на смену электрода и можем работать с более высокими токами.
— Качественный, чистый, прочный шов – за счет высокой степени защиты зоны сварки обеспечивается высокое качество сварного соединения. Мы экономим время на зачистке и обработке поверхности металла.
— Удобство эксплуатации. MIG-MAG дает возможность работы в любом положении и позволяет визуально прослеживать процесс сварки, формировать шов и при необходимости править его.
Недостатки сварки методом MIG/MAG:
— Из недостатков отмечаем невысокую мобильность – газовые баллоны плюс катушка со сварочной проволокой весят значительно больше электрода.
— По сравнению с MMA выполнять сварку в труднодоступных местах сложнее. Сварочная горелка гораздо объемнее электрододержателя с электродом.
— Более серьезный стартовый комплект. Для этого типа сварки понадобятся горелка, катушка с проволокой, газовые баллоны, редукторы и шланги.
— Ну, и конечно, стоимость аппарата — это уже существенное вложение денег, которое должно быть обусловлено необходимостью – частое использование, требования к качеству шва, толщине и виду металла.
|
Преимущества |
Ограничения |
|
Высокая производительность |
Большой стартовый комплект |
|
Качественный шов |
Невысокая мобильность |
|
Минимальное разбрызгивание металла |
Невозможность варить в труднодоступных местах |
|
Сварка в любых положениях |
|
Сварка TIG
TIG сварка – или аргонодуговая сварка (Tungsten Inert Gas) получает все большее распространение благодаря исключительному качеству сварных соединений. Этот метод сварки уже требует опыта и подготовки.
Рис.6 — Аргонодуговая сварка TIG
В отличие от MIG-MAG, где электродом служит подвижная проволока, в сварке TIG используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Сварка также проходит в среде защитного газа (аргона), который защищает область сварки от окисления на открытом воздухе.
Если расстояние между свариваемыми деталями небольшое, то шов формируется за счет расплавления кромок. Если между деталями есть зазор, то в сварочную зону подается специальный присадочный материал — пруток из аналогичного свариваемым деталям металла.
Пожалуй, два самых главных преимущества TIG сварки – возможность сваривать практически любые виды металлов малых толщин и ювелирное качество шва.
Современные аппараты аргонодуговой сварки TIG позволяют работать в широких диапазонах сварочного тока и очень точно регулировать параметры тока. Функции улучшенного поджига обеспечивают быстрый старт и простоту процесса.
При этом виде сварки придется мириться с:
— Невысокой по сравнению с другими методами скоростью сварки;
— Ручной подачей сварочного прутка;
— Необходимостью работать в закрытых помещениях (чтобы исключить перерасход газа).
Подготовка деталей при этом виде сварки должна быть особо тщательной.
Ну, и конечно, стартовый комплект тоже не мал:
— сам аппарат;
— шланги подачи газа от баллонов;
— газовые баллоны с редукторами и манометрами;
— горелка и тугоплавкие вольфрамовые электроды;
— присадочная проволока по составу близкая к рабочему материалу.
При этом, надо понимать, что во-первых, аргонодуговая сварка – единственный вид сварки, позволяющий работать с тонкостенным материалом, алюминием, нержавейкой, цветными металлами и сплавами. Поэтому выбор его изначально обусловлен необходимостью. Ну и во-вторых, это очень красиво.
|
Достоинства |
Ограничения |
|
Сварка любых видов металлов |
Ограниченная производительность (по сравнению с MIG-MAG-сваркой) |
|
Сварка металлов малых толщин |
Высокие требования к подготовке деталей |
|
Ювелирное качество шва |
Большой стартовый комплект |
Сварочные аппараты аргонодуговой TIG сварки может варить как на постоянном, так и на переменном токе. На постоянном токе (INTIG 160 DC) свариваются следующие материалы: сталь, нержавейка, медь, титан.
Рис. 7 — Сварочный аргонодуговой аппарат INTIG 160 DC
На переменном токе свариваются алюминий и его сплавы. (Пример INTIG 200 АС/ DC PULSE).
Рис. 7 — Сварочный аргонодуговой аппарат INTIG 200 AC/DC PULSE
Аргонодуговые аппараты могут оснащаться функцией импульсной сварки. Может быть как на переменном, так и на постоянном токе (INTIG 200 DC PULSE). Она актуальна, когда требуется контролировать тепловложение (особенно это актуально для алюминия и его сплавов).
Выводы:
Если Вы только учитесь варить и работать сварочным аппаратом планируете не полный рабочий день;
Если предстоит сварка в труднодоступных местах и аппарат должен быть мобильным и простым в использовании;
Если металлы, с которыми предстоит работать – стали (углеродистая, низколегированная, высоколегированная – не важно)
то ваш выбор – сварочный инвертор ручной дуговой сварки, MMA-инвертор. В зависимости от задач можно подобрать как компактный и несложный аппарат, так и прокачанный, мощный инвертор.
Если работать планируете часто и продолжительно и мобильность аппарата не так важна;
Если к качеству шва предъявляются высокие требования
Если металлы, с которыми предстоит работать – сталь, нержавеющая сталь, алюминий
То стоит присмотреться к сварочным полуавтоматам. Здесь рынок предоставляет огромный выбор – в зависимости от функционала и мощности можно подобрать как вполне бюджетный сварочный аппарат для периодической работы, так и промышленную модель, способную решать широкий круг задач.
Если главное не скорость работы, а высокое качество сварного соединения,
Если большая часть работы – сварка алюминия и сплавов цветных металлов, то однозначно надо выбирать аппараты аргонодуговой сварки TIG. Конечно, без профессиональных знаний здесь уже не обойтись, но ведь учиться никогда не поздно.
|
|
ВИДЫ МЕТАЛЛОВ |
ТОЛЩИНА МЕТАЛЛА, мм |
ПРЕИМУЩЕСТВА |
ОГРАНИЧЕНИЯ |
|
MMA |
стали (углеродистая, низколегированная, высоколегированная |
От 2 мм. и выше |
· Простота и доступность процесса сварки · Минимальный набор расходных материалов · Сварка в любых положениях |
· Ограничения по видам и толщинам свариваемых металлов. · Ограниченная производительность · Необходимость удаления шлака с деталей. |
|
MIG-MAG |
Все виды сталей, медь, алюминий и его сплавы, чугун |
От 1 мм и выше |
· Высокая производительность · Качественный шов · Отсутствие шлака |
· Ограниченная мобильность · Необходимость в дополнительных расходных материалах и доп. оборудовании |
|
TIG |
Все виды сталей, медь и ее сплавы, чугун, титан Алюминий и его сплавы |
От 0,5 мм и выше |
· Возможность сварки любых металлов · Эстетический и качественный шов |
· Низкая производительность · Необходимость в дополнительных расходных материалах и доп. оборудовании |
✔Сохраните эту таблицу в закладки, она пригодится вам при выборе нужного аппарата. ✔
В съемке принимали участие модели:
|
Модели |
Диапазон сварочного тока, А |
Напряжение холостого хода, В |
Диаметр электрода, мм |
Вес, кг |
Уже в комплекте |
|
IQ 200 Сварочный инвертор MMA-сварки |
20-200 |
62 |
1,6-5,0 |
2,7 |
— Кабель заземления -Кабель с электрододержателем |
|
IR 200 Сварочный инвертор MMA-сварки |
10-200 |
70 |
1,6-5,0 |
3,3 |
Кабель заземления Кабель с электрододержателем |
|
IN 256 Сварочный инвертор MMA-сварки Возможность TIG-сварки |
10-250 |
60 |
1,6-5,0 |
10,0 |
Кабель заземления Кабель с электрододержателем |
|
|
|
|
Диаметр сварочной проволоки, мм |
|
|
|
IRMIG 180 Инверторный сварочный полуавтомат |
30-180 в режиме МIG-MAG 60-150 в режиме ММА |
65 |
0,8-1,0 |
12,0 |
Горелка FB 250 / Кабель заземления Кабель с электрододержателем Газовый шланг / Ролик |
|
INMIG 200 SYN LCD Инверторный сварочный полуавтомат с синергетическим управлением |
25-200 в режиме МIG-MAG 10-200 в режиме ММА 10-200 в режиме TIG |
67 |
0,8-1,0 |
15.5 |
Горелка FB 250 / Кабель заземления Кабель с электрододержателем Газовый шланг / Ролик |
|
INMIG INMIG 500 DW SYN PULSE Инверторный сварочный полуавтомат с синергетическим управлением/ с выносным подающим механизмом |
20-500 |
65 |
0.6-1.6 |
31.5 |
Горелка FB 500 / Кабель заземления Кабель с электрододержателем Газовый шланг / Ролик Блок жидкостного охлаждения тележка |
|
|
|
|
Частота в режиме импульсной сварки |
|
|
|
INTIG 160 DC Инверторный сварочный аргонодуговой аппарат |
10-160 |
63 |
- |
7,0 |
Горелка FB TIG 17 AP Кабель заземления Кабель с электрододержателем |
|
INTIG 200 AC/DC PLUSE Инверторный сварочный аргонодуговой аппарат |
5-200 |
66 |
0,5-200АС/170DС |
10,5 |
Горелка FB TIG 26 AP Кабель заземления Кабель с электрододержателем |
|
INTIG 200 DC PULSE Инверторный сварочный аргонодуговой аппарат |
5-200 |
67 |
0,5-200 |
7,6 |
Горелка FB TIG 17 AP Кабель заземления Кабель с электрододержателем |
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Что такое сварка MMA, TIG, MIG, MAG и их технологии
 Что такое сварка MMA, TIG, MIG, MAG и их технологии
Что такое сварка MMA, TIG, MIG, MAG и их технологииМногих начинающих сварщиков интересуют вопросы о том, как расшифровываются аббревиатуры типов сварки — MMA, TIG, MIG, MAG. Конечно же, неспециалисту очень сложно разобраться со всеми этими понятиями. Также, сложность заключается и в том, что по сей день нет жёстко классифицированных и регламентированных способов и приёмов.
Однако многие производители сварочных аппаратов и оборудования, все же придерживаются определенных аббревиатур. В данной статье сайта про ММА сварку mmasvarka.ru мы расскажем о том, что такое сварка MMA, TIG, MAG и MIG.
Расшифровка аббревиатур сварки MMA, TIG, MIG, MAG
MMA — это ручная дуговая сварка, которая осуществляется исключительно одним электродом. Данный способ сварки наиболее популярен, особенно в быту. Процесс ММА сварки основан на расплавлении металла и электрода в виде стержня со специальной обмазкой.
Материалы изготовления электродов для ММА сварки, как и состав обмазки, могут различаться. Таким образом, ручной дуговой сваркой можно варить разные металлы, сталь, чугун и т. д. Ручная дуговая сварка — это наиболее простой процесс соединения металлов, для осуществления которого потребуется сварочный инвертор и электроды подходящего типа.

TIG — дуговая сварка, которая в отличие от предыдущей, осуществляется неплавящимся электродом в среде инертного газа. Для TIG сварки применяются специальные вольфрамовые электроды, с очень высокой температурой плавления, свыше 3000 С.
Технология TIG сварки
Технология TIG сварки осуществляется следующим образом:
- Между концом вольфрамового электрода и заготовкой, как и при ММА сварке создается дуга;
- Поскольку для сварки используется неплавящийся электрод, то заполнение сварочной ванны происходит не им, а специальным присадочным материалом, проволокой или прутком;
- Кроме того, в процессе TIG сварки, используется инертный газ для защиты сварочной ванны.
В качестве защитного газа чаще всего применяется именно аргон. Данный газ не взаимодействует с присадочными материалами для сварки, а служит лишь в качестве защиты от негативных внешних факторов.

MAG и MIG — дуговая сварка в среде активного и инертного газа, аббревиатуры MIG и MAG соответственно. Для сварки используется чаще всего плавящаяся проволока, а под данными названиями, как правило, подразумевается полуавтоматическая сварка. Основную цель, которую преследовали создатели полуавтоматической сварки, это получение «бесконечного электрода», который даёт возможность добиться существенных результатов в работе.
Поделиться в соцсетях
Виды сварки: MIG MAG TIG MMA
Сварка позволяет получить неразъемные соединения, отличающиеся исключительной прочностью. Данный показатель у шва должен быть не ниже основного материала, что достигается строгими требованиями к технологии и добавлением легирующих веществ. Кроме того, этот процесс характеризуется скоростью соединения, сложностью допустимой формы, возможностью контроля и варьирования базовых параметров. Наиболее динамично развивается в промышленном исполнении MIG/MAG сварка, но совершенствуются и прочие виды. Выбор конкретного подхода определяется рядом параметров:
- Материал соединяемых деталей.
- Производственные условия. MIG, MMA и TIG требуют различной организации и подготовки производства. Набор необходимого оборудования может варьироваться от простейшего источника тока до комплекта, включающего в себя механизм подачи с точной регулировкой и баллон со сжатым газом.
- Требования к качеству. MIG, MAG, MMA и TIG сварку не всегда стоит рассматривать, как взаимозаменяемые – у них отличающиеся возможности, в том числе, и в формообразовании сварного шва.
- Квалификация персонала. Наиболее доступны в этом MAG и MMA. Впрочем, РДС заметно труднее при повышенных требованиях и небольших размерах: катет, ширина, высота и пр.
- Ожидаемая производительность. Полуавтоматический и автоматический процесс оказывается гораздо быстрее, чем ручной. В зависимости от этого рассматриваются подходящие виды, и выбирается оптимальный из них.
MMA
 Схема mma технологии
Схема mma технологии
В нашей стране распространено определение ручная дуговая сварка (и сокращение РДС). Она дешевле и проще в организации производства и менее требовательна к оборудованию.
Соединение двух элементов при ММА происходит с помощью электрода – металлического стрежня, покрытого обмазкой, содержащей вещества способствующие поддержанию дуги, защите сварочной зоны, формированию шва с заданными свойствами. При подаче напряжения образуется стабильное замыкание между стержнем и заготовкой, приводящее к их взаимному расплавлению.
Сложность может доставить требование к квалификации сварщика. Чтобы получить аккуратный и надежный стык необходимо умение и долгий опыт.
Особое внимание в ММА уделяется состоянию электродов, которые не должны быть мокрыми или крошащимися. Не стоит пренебрегать предварительной сушкой и проверкой.
MIG/MAG
 Схема mig/mag технологии
Схема mig/mag технологии
Вопрос о том, что такое MIG/MAG сварка не должен вводить в заблуждение, несмотря на непривычное обозначение.
Английское сокращение MIG/MAG (МИГ/МАГ) скрывает под собой хорошо знакомую полуавтоматическую сварку электродной проволокой в среде защитного газа.
Вместо стержня в качестве электрода выступает тонкая проволока, которая полуавтоматом подается в зону образования сварочного шва. Это компенсирует процесс расплавления и упрощает задачу исполнителя.
Проволока небольшого диаметра (от 0,8 до 3,0 мм) позволяет получить компактные размеры соединения в несколько миллиметров.
Принципиально MIG от MAG отличается типом защитного газа, который необходим для изоляции от окружающей среды с её высоким содержанием кислорода в воздухе. Окислительные процессы негативно сказываются на структуре путем образования межкристаллитной ржавчины. МИГ сварка предполагает использование инертного газа, которые сам не вступает ни в какие химические реакции, но благодаря сравнительно большому весу стремиться вниз, вытесняя воздух. Образуется локальный микроклимат, который показывает хорошие результаты.
MAG сварка же предполагает взаимодействие между естественной и создаваемой средой, сопровождающееся связыванием кислорода.
TIG
 Схема tig технологии
Схема tig технологии
Расшифровка данной аббревиатуры приводит к сварке неплавящимся электродом в среде инертных газов. В качестве основного сварочного материала используются тонкие заточенные стержни вольфрама, обладающие достаточной стойкостью, чтобы не расплавляться при рабочих температурах. Проволока используется в качестве присадки, но её наличие не является непременным условием.
Защитная среда на основе аргона не только задает правильные литейные процессы, но и формирует зону расплавления, которая получается локальной и глубокой.
ТИГ требовательна к уровню сварщика и к оборудованию. Из-за минимального нагрева её обычно используют для работы с алюминием или тонколистовой нержавейкой. Это же касается и сварки MIG.
Flux
Из видов дуговой сварки помимо MIG MMA TIG ещё стоит упомянуть, протекающую под слоем флюса. То, что такое flux, предполагает немало вариантов. Объединяет все возможные материалы такие качества, как сыпучесть, возможность влиять на формирования шва на всех этапах переплавления (в том числе, и при неблагоприятных внешних условиях), способность к образованию монолитной корки после остывания. Использование флюса показывает очень хорошие результаты, но усложняет сам процесс и подразумевает дополнительные расходы. MIG, TIG и MAG оказываются экономичнее и проще в исполнении.
Поделись с друзьями
0
0
1
0
MIG-MAG сварка что это такое
О MIG-MAG сварке
О дуговой сварке, происходящей в/вне G.M.A.W-атмосфере (защитная, газовая среда) с непрерывной подачей (сварочная самозащитная или ФЛЮС) проволоки
Полуавтоматическая сварка
А. Базовая информация
Под сокращениями, аббревиатурами MAG и MIG (общая аббревиатура G.M.A.W) следует понимать сварку, которая происходит в защитной атмосфере с непрерывной, постоянной подачей проволоки. То тепло, которое необходимо для выполнении подобной сварки, обеспечивается наличием электродуги. Последняя возникает между специальным электродом (проволока) и, собственно, свариваемой деталью. В свариваемую зону обеспечивается постоянная подача припоя от электрода. Кроме того, специальная горелка направляет поток газа (газовой смеси) на место работ – это необходимо для защиты от атмосферных загрязнений свариваемого участка, дуги, расплава, проволоки.
Если частью сварочного контура являются баллон (тут может быть смесь, активный или инертный газ), целиковая проволока, то это значит, что сварка происходит в защитной газовой атмосфере. Отсутствие указанного баллона, а также применение порошковой проволоки говорит о сварке без газозащиты. В данном случае защита обеспечивается особым порошком, входящим в состав проволоки (самозащитная сварочная, ФЛЮС).
В. О сварочном контуре:
Сварочный контур состоит из следующих основных частей
1. генератор
2. горелка с пучком кабелей
3. устройство протягивания проволоки
4. узел водяного охлаждения
5. газовый баллон с регулировочной системой
6. зажим с кабелем массы
Основными деталями контура являются:
- Генератор. Устройство, главная задача которого состоит в подаче в зону сварки припоя. Для этого используется горелка. Также генератор должен поддерживать сварочную дугу, сформированную межу проволокой и деталью, в горящем, активном состоянии.
Отличие генераторов T.I.G. и M.M.A.-типа от M.I.G.-M.A.G.-устройств в том, что у первых есть только один регулируемый параметр (ток). Во втором же случае регулировать можно и напряжение, и ток.
Существует два типа таких устройств:
а) DC или постоянного тока. Наиболее популярный вариант с высокой стойкостью. Последняя обеспечивается высокой устойчивостью, которая, в свою очередь, достигается постоянным напряжением на электродуге. Это напряжение возникает на проволоке. Проволока непрерывно поступает в зону сварки, что делает процесс более стабильным.
Скорость и напряжением электрода выбирают, ориентируясь на параметры сварки, но с неким допуском. Это позволяет переносить капли припоя на свариваемые детали при работе любыми (spray-arc и short-arc) методами.
- b) импульсного тока. Тут происходит регулировка только тока. Последний меняется за счет импульсов (он не постоянный), отсюда и название. Импульсы провоцируют отделение капель припоя. Но поскольку в данном случае естественной стабилизации не происходит, важна хорошая синхронизация скорости проволоки и импульсов. Только так качество работы будет достойным.
В обоих случаях регулировка происходит двумя (это, как минимум) ручками. Впрочем, не так давно были созданы «синергические» аппараты – тут оператор может производить регулировку всего одной рукоятью. Это становится возможным за счет внесения в память устройства оптимальных параметров еще на этапе производства. Впрочем, далее оператор может менять эти параметры по своему желанию и опираясь на специфику работы.
Различное присоединение полюсов свариваемого материала и источника сварки ведет к возможности работы двумя способами:
1) постоянный ток и прямая полярность. Тут происходит соединение горелки и свариваемого материала, соответственно, с отрицательными и положительными полюсами. Актуально только для работ с применением ФЛЮС.
2) постоянный ток и обратная полярность. Более популярный способ, при котором соединяются горелка и деталь, соответственно, с положительными и отрицательными полюсами.
- Горелка с пучком кабелей.Отличается наличием изолированного полого корпуса (ток, газ, провод располагаются внутри). Предназначение – перенос в зону работы припоя.
На ручке обычно располагается кнопка, которая регулирует продвижение вперед проволоки, а также выход газа, включение тока. Пучок – это проводник тока, рукава проволоки и вода, необходимая для охлаждения.
Сегодня можно приобрести сварочные пистолеты (горелки) различных типов. Те, которые используют воду, актуальны в случае работы, когда сила тока настолько высока, что происходит выброс большого количества энергии (импульсный метод или токи более 300 А). Модели самоохлаждающегося типа (в роли охладителя выступает газ) более популярны. Их применяют тогда, когда значение тока ниже 300 А. У востребованных моделей с изогнутым корпусом охлаждение происходит газом. Они применяются, когда сила тока низкая (short-arc).
- Устройство для протяжки проволоки. Главная задача такого оборудования – проталкивать проволоку. Для этого техника оснащается мотором. Важным элементом аппарата считается бобина, на которую, собственно, и намотан электрод, направленный в сторону горелки и, соответственно, в зону выполнения работ.
Для управления скоростью продвижения, устройство оснащается особым регулировочным органом (располагается на моторе). При этом выбранная скорость будет определять скорость плавления, а значит, и значение тока. Главный элемент агрегата – валки (их количество), обеспечивающие продвижение электрода. Причем, чем больше валков, тем более плавным является продвижение (в этом плане аппараты с четырьмя валками лучше).
- Узел охлаждения (водяного). Нужен для охлаждения горелки, в ситуациях, когда сварочный ток высоких значений ведет к перегреву. Насос гарантирует непрерывную циркуляцию жидкостью в горелки и тем самым предотвращает перегрев.
- Баллон с газом и системой регулировки. Внутри баллона содержатся чистые газы (гелий, углекислый, аргон) и (или) газовые смеси. Обычно оборудуется редуктором давления (определяет количество газа внутри), монометром, электрическим клапаном с кнопкой управления, расположенной на горелке и закрывающей/открывающей (при конце/начале работы) газовый поток.
- Зажим, оснащенный кабелем массы. Гарантирует электросвязь материала сварки и генератора тока. Кабель должен отличаться длиной и сечением, которые определяются максимальной силой тока.
С. О защитных газах
Газы, которые используются для M.I.G.-M.A.G.-сварки, принято относить к двум разным категориям. К первой – инертные, причисляют гелий, аргон, а также их смеси. Ко второй (активные) относят углекислый газ, а также смеси с ним и с кислородом.
Ar или агрон производят путем дистилляции (фракционированной) атмосферы. Его получают из воздуха и в нем могут содержаться пары воды, азот, кислород. Уместно использование для сварки любых видов. При применении в M.A.G.-работах дает легкий розжиг и стабильную дугу. Также, в виду малой тепловодности, центр дуги имеет высокую температуру, из-за чего капли, проходящие в этой зоне, не застывают.
He или гелий достаточно редкий газ, который в атмосфере представлен в малом количестве и который добывают из недр. Следовательно, цена этого газа выше. По сравнению с аргоном данный газ дает менее стабильную дугу, но проникновение тут больше. Потому его уместно применять тогда, когда свариваются большие толщины или когда работают с материалами с высокой тепловодностью. А еще гелий (аргон этим похвастаться не может) более легок, сравнимо с воздухом. То есть он показывает высокую летучесть и его нужно больше для обеспечения хорошей защиты рабочей зоны.
CO2 или углекислый газ есть и в недрах, и в воздухе. Главная проблема при работе с ним – недостаточно стойкая дуга и возможное появление брызг. Но зато поддержание короткой дуги со стабильной длиной дает возможность для хорошего управления дугой. Работа с этим газом особенно хороша, когда нужно отличное проникновение.
Активные смеси также активно используются в виде защитной среды. Речь о смесях аргона и т.д.
Инертные газы хорошо проявляют свои защитные свойства при любом температурном режиме. Но чтобы дуга была стабильнее, а металл проволоки в расплав переносился лучше, уместно добавление газов активных. Такие комбинации никак не мешают защите.
- D. О проволоках для сварки
По химическому составу и по морфологии сечения уместно деление проволок на только металлические (целиковые) и с гранулами внутри (порошковые).
Важно, чтобы на поверхности не было влаги или жиров. Наличие таковых способно спровоцировать появление раковин, пористости, трещин. Также важно равномерное наматывание проволоки в бобины. В противном случае подача может происходить недостаточно равномерно, а отсюда – нестабильный рабочий процесс.
Самые часто используемые диаметры: 1,6, 1,2, 0,9, 0,8 и 0,6 миллиметров.
Порошковая проволока, с внутренней начинкой флюс (порошок в гранулах). Главная функция та же, что у проволоки с покрытием. Флюс бывает специальным, щелочным, рутиловым. Порошковая, сравнимо с целиковой, обеспечивает дугу с большей стабильностью и более глубокое проникновение. Это позволяет получать лучший (по внешнему виду) сварочный шов, который часто не нуждается в зачистке (к примеру, могут отсутствовать брызги). Также снижается вероятность появления пористости и прочих дефектов. Конечно же, применение такой проволоки нуждается в удалении шлаков, что также нужно при работе по M.M.A.-схеме с электродами.
Аппарат полуавтоматической сварки
Е. О металле припоя:
Перенос припоя в расплав, кроме электропараметров, определяется диаметром проволоки, а также типом газа и используемым генератором. Учитывая это, перенос может быть:
- Погружением. Металл переносится в виде капель, где последние погружаются в расплав при этом, создавая постоянные КЗ. При таком процессе переноса с дугой short-arc сила тока равна 200 А и используется проволока с диаметром в пределах от 0,6 до 1,2 миллиметров. За счет этого возможна работа с малыми толщинами и работа в любом положении. Сварка происходит с применением генераторов, которые работают на постоянном токе.
- Распылением. В этом случае капли переносятся не при контакте с расплавом, а под влиянием сильного тока. Причем они распыляются не на расплав, а формируя постоянный приток материала.
Актуально при применении генераторов постоянного тока, когда в ход идет ток более 200 А и когда диаметр проволоки более миллиметра. Создается текущий расплав, который дает хорошее проникновение, отвечающее горизонтальной сварке, особенно на больших и средних толщинах.
- Импульсной дугой или импульсным переносом. Актуально только при работе с генераторами импульсного типа. Последние (импульсы) провоцируют отсоединение небольших капель, что даже при низком токе дает хорошие характеристики распыленной дуги. Параметры проникновения, размеры расплава, а также температура тут схожи с теми, которые показывает spray-arc-сварка. Потому не удивительно, что данный процесс очень широко используется при работе с нержавейкой и алюминием, в общем, тогда, когда short arc не гарантирует хорошего результата.
Хороший сварочный полуавтомат
- F. О сварке разных материалов процессами M.I.G.-M.A.G.
- Углеродистая, мягкая сталь.
Для работы используется постоянный ток с обратной полярностью (электроны, соединенные с положительными полюсами). Также применяется исключительно M.A.G.-сварка. Актуально использование чистого CO2 и смесей Ar-CO2с с различным (имеется в виду процентное) содержанием обоих веществ. При этом аргона традиционно 80%, а CO2 – 20%. Вообще же, чем больше в смеси аргона, тем устойчивее дуга и тем лучше характеристики.
Итог работы обычно очень хороший, особенно, если использовалась short-arc-дуга. Тогда получается достичь хорошего расплава и есть возможность работы в любом положении.
Использование проволоки, содержащей марганец и кремний, позволяет получать высококачественный шов без загрязнений.
Важно правильно подготовить место работы – снимайте фаску на толщинах более 3 миллиметров.
- Нержавейка.
Работать можно при постоянном токе, а также при импульсном токе, но с обратной популярностью. Тут уместно использование только M.A.G.-процесса и смеси газа из Ar + О или Ar + CO2. Важно, чтобы в смеси было не менее 98% аргона. Это позволит избежать окисления хрома, присутствующего в основе. Также важно предварительно снять фаску с соединений, если толщина последних превышает 2,5 миллиметра. Внимательно подбирайте припой – он должен соответствовать материалу основы.
Для качественного выполнения работ нужно выполнять шлифовку точек.
- Алюминий и сплавы.
Можно работать при постоянном токе или при токе импульсном, но с обратной популярностью. Уместно использовать только M.I.G.-метод,
В виде защитного газа подходит только чистый аргон. Возможно применение гелия или же Ar + He.
Если нужна сварка плоской поверхности, то при любой толщине применяются техники pulsed-arc и (или) spray-arc. Если же работать необходимо под углом, в вертикальном положение и сварки требуют небольшие толщины, то тогда выбираем технику short-arc. Учитывая особенности алюминия, стоит вместо шлифовки выбрать фрезеровку.
- Прочие. Никель, медь и их сплавы варят при помощи M.I.G.-M.A.G.-методов с током (постоянным) обратной полярности. M.I.G.-вариант выбирают тогда, когда нужно работать с толщиной более 5 миллиметров. Причем силу тока регулируем, учитывая толщину и положение соединений.
Полуавтоматический сварочный аппарат
ADVANCED THERMAL CONTROL
Разработанная компанией Telwin технология ATC в первую очередь предназначена для таких областей применения, например, кузовных работ, в которых материалы (толщиной от 0,5 до 0,8 мм) чрезвычайно чувствительны к деформациям, вызванным температурой, которая достигается во время сварки..
Telwin технология ATC позволяет с легкостью позволяет получить отличные результаты при сварке материалов небольших толщин благодаря усовершенствованному контролю дуги
Без ATC технологии | С ATC Telwin технологией | |
Сзади | Ретро | |
- Простота сварки материалов небольшой толщины
- Меньшая деформация материала
- Очень стабильная дуга даже при низком токе
- Быстрая и точная точечная сварка
- Упрощенное соединение листов, расположенных на расстоянии друг от друга
- Отличные результаты работы на стали, алюминии и при пайке
Telwin технология ATC
Что такое сварка MIG/MAG
Сварка методом MIG/MAG является разновидностью дуговой сварки в сфере защитных газов. Название метода расшифровывается как Metal Inert/Active Gas. Соответственно защитные газы могут использоваться инертные – для сварки MIG, или активные – для сварки MAG.
В качестве инертных газов для MIG-сварки используются аргон или гелий. Инертный газ не вступает в реакцию с металлом. Он обволакивает сварочную ванну, создавая защитный слой, предохраняющий металл изделий и создаваемый шов от окисления. Обычно инертные газы используются в смеси с кислородом или углекислым газом для повышения качества сварного соединения.
Активными газами для MAG-сварки выступают кислород и углекислый газ. Активный газ позволяет ускорить процесс плавления металла и обеспечить лучшие качества дуги. Но использование чистого углекислого газа ведет к образованию нестабильных капель. При их попадании в сварочную ванну снижается качество шва. Поэтому активные газы также используются в смеси с инертными. Поэтому современные сварочные аппараты для MIG/MAG-сварки рассчитаны на работу как с инертными, так и с активными газами.
Сварка MIG-MAG – полуавтоматический процесс. В первую очередь это связано с необходимостью своевременной подачи проволоки для сварки. Высокая производительность обеспечивается за счет использования полуавтомата, который подает присадочную проволоку, образуя «непрерывный электрод». Сварщик лишь вручную ведет горелку вдоль планируемого места соединения свариваемых изделий, получая идеальный сварной шов.
Процесс сварки методами MIG или MAG имеет ряд преимуществ:
- простота технологии,
- высокая производительность,
- отличное качество сварочного шва,
- снижение затрат на дополнительные материалы,
- возможность работы в любом положении,
- сокращение послесварочных работ по обработке шва,
- возможность выполнения длинных швов без остановки,
- возможность работы при низком тепловложении,
- отсутствие прилипания проволоки, особенно вначале процесса,
- возможность плавного регулирования процесса и другие.
Благодаря своим преимуществам сварка методом MIG/MAG может применяться как для работы с тонкими листами металла, где важно тщательно контролировать процесс для того, чтобы не пережечь металл, так и для заготовок большой толщины. Метод MIG/MAG можно применять для сварки различных металлов и сплавов, включая нержавеющие стали разных марок, алюминий, титан, никель, магний и многие другие.
Что такое газовая дуговая сварка металла? (Сварка MIG / Сварка MAG)
Режим переноса металла
Способ или режим, в котором металл переходит от присадочной проволоки в сварочную ванну, в значительной степени определяет рабочие характеристики процесса. Существует три основных режима переноса металла:
- Короткое замыкание (перенос погружением)
- Распылительный перенос
- Импульсная передача
Короткое замыкание и импульсный перенос металла используются для работы при слабом токе, а перенос распылением — только при высоких сварочных токах.При коротком замыкании или переносе «погружением» расплавленный металл, образующийся на конце проволоки, переносится путем погружения проволоки в сварочную ванну. Это достигается установкой низкого напряжения. Чтобы минимизировать разбрызгивание, необходимо соблюдать осторожность при настройке напряжения и индуктивности в зависимости от скорости подачи проволоки. Индуктивность используется для управления скачком тока, который возникает при погружении проволоки в сварочную ванну.
Для переноса распылением необходимо гораздо более высокое напряжение, чтобы провод не соприкасался, т.е.е. короткое замыкание, со сварочной ванной. Расплавленный металл на кончике проволоки переходит в сварочную ванну в виде брызг из мелких капель (меньше диаметра проволоки). Однако существует минимальный уровень или порог тока, ниже которого капли не будут принудительно выбрасываться через дугу. Если попытаться использовать технику открытой дуги, намного ниже порогового уровня тока, низкие силы дуги будут недостаточными для предотвращения образования больших капель на конце проволоки. Эти капли беспорядочно перемещаются по дуге под действием нормальной силы тяжести.Импульсный режим был разработан как средство стабилизации разомкнутой дуги при низких уровнях тока, то есть ниже порогового уровня, чтобы избежать короткого замыкания и разбрызгивания. Перенос металла методом распыления достигается за счет подачи импульсов тока, каждый из которых имеет силу, достаточную для отделения капли.
Обычная сварка MIG / MAG выполняется с использованием источника постоянного напряжения, который обеспечивает стабильную «саморегулирующуюся» дугу. Для импульсной сварки используется источник постоянного напряжения или постоянного тока с обратной связью по напряжению.
Каковы преимущества и недостатки сварки MIG?
СваркаMIG позволяет быстро производить сварные швы высокого качества, а из-за отсутствия флюса нет шансов, что шлак попадет в металл шва. Защитный газ защищает дугу, что означает небольшую потерю легирующих элементов и незначительное разбрызгивание при сварке. Сварку MIG можно выполнять несколькими способами, включая полуавтоматический и полностью автоматический, и это универсальный процесс, который можно использовать для соединения различных металлов и сплавов.
Недостатки сварки MIG заключаются в том, что ее нельзя выполнять в вертикальном или потолочном положении из-за высокой температуры и текучести сварочной ванны. Кроме того, оборудование, используемое сварщиком MIG, может быть сложным.
Каковы преимущества и недостатки сварки MAG?
Так как область сварки защищена защитным газом, сварка MAG не вызывает окисления. Это быстрый процесс сварки, что означает меньшее тепловое воздействие на окружающий материал.Сварку MAG можно выполнять во всех положениях, что делает ее одним из наиболее широко используемых сварочных процессов.
К недостаткам можно отнести опыт, необходимый для правильного выполнения этого процесса. Сварку MAG нельзя выполнять на открытом воздухе, так как сварочный газ необходимо защищать от ветра, а всю ржавчину необходимо удалить с детали до начала сварки. Дуговая сварка порошковой проволокой больше подходит для наружных работ или подводных сварочных швов, которые также можно лучше выполнять с помощью дуговой сварки в защитном металлическом корпусе или дуговой сварки вольфрамовым электродом.Как и во всех дуговых процессах, необходимо использовать надлежащие PPI и, в частности, средства защиты глаз.
Опыт в области сварки MIG и MAG
TWI имеет значительный опыт в разработке и аттестации процедур сварки MIG / MAG для различных областей применения в промышленности.
.Функции, выставки и мероприятия — EWM AG
Общая информация
Согласно определению в ISO 857-1, новым общим термином для всех процессов дуговой сварки в Германии, где проволочный электрод плавится с использованием защитного газа, является дуговая сварка металлическим электродом в среде защитного газа (процесс № 13). Общий термин, ранее использовавшийся в Германии, — сварка металла в защитном газе. Стандарт ISO определяет этот процесс следующим образом: дуговая сварка металла с использованием проволочного электрода, при котором газ из внешнего источника окружает дугу и сварочную ванну, защищая их от атмосферы.В зависимости от типа используемого защитного газа существуют дополнительные подклассы сварки металлов в инертном газе (MIG), процесс № 131, когда используется инертный газ и сварка металлом активным газом (MAG), процесс № 135, когда используется активный газ.
В ISO 857-1 также перечислены другие варианты: сварка порошковой проволокой активным газом (процесс № 136), сварка порошковой проволокой в инертном газе (процесс № 137), плазменная сварка MIG (процесс № 151) и электрогаз. сварка (процесс № 73).Сварка МИГ / МАГ отличается тем, что электрод с проволокой, подаваемый с катушки электродвигателем подачи проволоки, приводится в действие контактным наконечником незадолго до выхода из сварочной горелки, так что дуга может гореть между концом проволочного электрода и заготовкой. Защитный газ выходит из сопла защитного газа, которое концентрически окружает проволочный электрод.
Таким образом, металл шва защищен от проникновения кислорода, водорода и азота из атмосферы. Помимо защитной функции защитный газ имеет и другие цели.Поскольку он определяет состав атмосферы дуги, он также влияет на ее электрическую проводимость и, следовательно, на сварочные характеристики. Кроме того, он также влияет на химический анализ полученного металла шва посредством процессов захвата и выгорания, он также имеет металлургический эффект.
- Заготовка
- Arc
- Проволочный электрод
- Газовое сопло
- Механизм подачи проволоки
- Защитный газ
- Сварочная ванна
Текущий вид
За некоторыми недавними исключениями, сварка MIG / MAG выполняется на постоянном токе, при этом положительный полюс источника питания находится на электроде, а отрицательный полюс — на заготовке.Для некоторых порошковых проволок также иногда используется обратная полярность. В последнее время переменный ток также используется для очень специальных приложений, например для сварки MIG очень тонких алюминиевых листов.
Советы по правильной сварке MIG / MAG
Сварщик MIG или MAG требует хорошей подготовки не только в практической сварке, но и в отношении теоретических особенностей процедуры. Это помогает ему избегать ошибок.
Зажигание дуги
После нажатия переключателя горелки проволочный электрод начинает двигаться с ранее установленной скоростью.
В то же время через силовое реле на него подается напряжение, и начинает течь защитный газ. При прикосновении к поверхности заготовки происходит короткое замыкание. Из-за высокой плотности тока на конце электрода материал начинает испаряться в точке контакта, и дуга зажигается.
При высоких скоростях подачи проволоки еще очень слабая дуга может быть подавлена прижиманием к ней материала проволоки, в результате процесс зажигания может быть успешным только после второй или третьей попытки.
Поэтому более практично зажигать при пониженной скорости подачи и только после того, как дуга горит стабильно, переключаться на фактическую скорость подачи проволоки. Новые типы систем MIG / MAG предлагают возможность установки так называемой «медленной скорости проволоки».
Запрещается производить зажигание вне канавки, а только в тех местах, которые сразу после этого оплавляются. Из-за высокой скорости охлаждения таких локально нагретых пятен в местах возгорания, которые не перекрываются, может возникнуть трещина.
Перемещение резака
Сварочную горелку наклоняют в направлении сварки примерно на 10–20 °, и ее можно тянуть или толкать. Расстояние до заготовки должно быть таким, чтобы свободный конец проволоки, то есть расстояние между нижним краем контактного наконечника и начальной точкой дуги, было примерно в 10-12 раз больше диаметра проволоки [мм]. Если сварочная горелка наклонена слишком сильно, существует опасность попадания воздуха в защитный газ.
При сварке сплошной проволокой обычно используются движения резака передним ходом.Сварка с обратной стороны применяется с порошковой шлакообразующей проволокой. Сварочная горелка обычно перемещается легким движением назад в положении PG. Сварка вертикально вниз (PG поз.) В основном используется для более тонких листов.
При работе с более толстыми листами существует риск отсутствия плавления из-за того, что металл шва уходит вперед. Отсутствие плавления, вызванное бегущим вперед сварочным металлом, также может возникать в других положениях, если сварка выполняется на слишком низкой скорости сварки. Поэтому по возможности следует избегать широких движений плетения, за исключением положения PF.Открытый треугольник — обычная форма движения плетения.
Завершение процесса сварки
В конце шва нельзя резко выключать дугу или вынимать сварочную горелку из кратера. В частности, для более толстых листов, где могут образовываться глубокие кратеры на концах при больших объемах, более рекомендуется медленное удаление дуги из ванны или установка программы кратера на концах, если используемая система позволяет это. В большинстве систем для защитного газа также можно установить определенное время продувки, это означает, что последний оставшийся расплавленный металл сварного шва может охрупчиваться под защитным газом.Однако это эффективно только в том случае, если сварочную горелку удерживать некоторое время в конце шва.
Параметры сварки
Нижний предел возможного использования процесса для стыковой сварки нелегированной стали составляет около 0,7 мм, для нержавеющей стали — 1 мм и для алюминиевых материалов — около 2 мм. Корневые проходы и тонкие листы обычно свариваются с использованием короткой дуги или импульсной дуги меньшего диапазона мощности. При использовании шпатлевки последний проход и подкладка на толстых панелях, распылении или длинных дугах устанавливаются с более высоким диапазоном мощности.
Эти сварочные работы можно также выполнять с очень низким разбрызгиванием с помощью импульсной дуги. Значения тока и напряжения, используемые сварщиком в информационных целях, могут быть считаны с измерительных приборов, которые обычно устанавливаются в аппараты. При импульсной сварке на дисплеях отображается среднее арифметическое значение тока и напряжения дуги, возникающих в импульсной и базовой фазе при заданной частоте импульсов.
Таким образом, таблицы можно также использовать в качестве ориентировочных значений для импульсной сварки MIG / MAG.Можно использовать внешние измерительные устройства, если в аппарат не встроены измерительные устройства или сварщик должен учитывать скорость подачи проволоки, также указанную в таблицах. Затем сварщик должен установить правильную длину дуги в зависимости от того, что можно увидеть и услышать.
Для успешной сварки MIG / MAG требуется следующее оборудование:
Дополнительную информацию о сварке MIG / MAG см. В нашем словаре по сварке.
.