Сварочные электроды МР-3: технические характеристики
Электроды МР3 изготавливаются в соответствии с ТУ 1272-299-00187211-2001, которые определяют их основные размеры, а также механические свойства металла шва и сварного соединения.
Электроды МР3 имеют тонкое рутиловое покрытие (отношение диаметра электрода к диаметру стального стержня D/d = 1,20) и предназначены для сварки углеродистых сталей. При этом предел прочности шва при растяжении не превышает 450 МПа.
Согласно ТУ 1272-299-00187211-2001, сварка может вестись в любом пространственном положении, за исключением положения «сверху вниз».
Электроды оказывают определяющее воздействие на качество сварного шва. Сварочные электроды МР-3 позволяют получить шов, который по механическим показателям не отличается от основного металла. Это дает возможность применять их для сварки ответственных конструкций.
Рутиловое покрытие электродов МР-3 представляет собой минерал рутил (двуокись титана) с добавлением алюмосиликатов или карбонатов.
Несомненным преимуществом электродов марки МР-3 является их низкая чувствительность к качеству обработки кромок свариваемых поверхностей, к наличию влаги, ржавчины и загрязнений. Рутиловое покрытие обеспечивает высокую производительность и оптимальные экологические и технологические показатели сварочного производства.
|
Диаметр, мм |
Длинна электрода, мм |
Сварочный ток, А |
||
|
Нижнее |
Вертикальное |
Потолочное |
||
|
2,0 |
250, 300 |
50-90 |
50-70 |
50-70 |
|
2,5 |
250, 300, 350 |
60-110 |
60-90 |
60-90 |
|
3,0 |
300, 350 |
110-140 |
80-110 |
80-110 |
|
3,25 |
300, 350 |
100-140 |
80-110 |
80-110 |
|
4,0 |
450 |
160-220 |
140-180 |
140-180 |
|
5,0 |
450 |
180-260 |
160-200 |
— |
Механические свойства:
|
Металл шва |
Сварное соединение |
|||
|
Предел прочности , МПа (кгс/мм2) |
Относительное удлиннение % |
Ударная вязкость, Дж/см2 (кгс*м/см2) |
Предел прочности, Мпа (кгс/мм2) |
Угол загиба, град. |
|
450 (46) |
18 |
78 (8) |
450 (46) |
150 |

технические характеристики и особенности сварки
data-ad-client=»ca-pub-6800991780184491″
data-ad-slot=»3086014295″>
Для создания соединительного шва между углеродистыми сталями методом дуговой сварки можно использовать различные марки электродов. Однако специалисты считают оптимальным выбором именно МР-3. Они рассчитаны для работы в различных условиях и при соблюдении технологии процесса позволяют обеспечить качественный бездефектный шов.
Конструкция и материал изготовления
Электроды марки МР-3 изготавливаются из проволоки различного диаметра. На поверхность каждого изделия наносят рутиловое покрытие. Длина изделия может варьироваться от 300 до 450 мм, а наружный диаметр – от 2 до 6 мм.
Благодаря такой конструкции с помощью электродов этого типа можно выполнять сварочные работы по неочищенным поверхностям и с частичной ржавчиной. Однако при хранении нужно следить за соблюдением показателя влажности. Если рутиловое покрытие будет иметь этот показатель свыше 1,5%, то перед применением необходимо предварительно выполнить прокаливание их поверхности в течение 60 мин при температуре до 180°С.
data-ad-client=»ca-pub-6800991780184491″
data-ad-slot=»3086014295″>
Во время работы следует учитывать номинальные характеристики сформированного сварочного шва. Если было выполнено соблюдение технологии сварки, то оптимальное сопротивление разрыву будет составлять 46 кгс/мм². При этом коэффициент наплавки шва не должен превышать показатель 8,5 г/А*ч. Для подсчета количества штук следует учитывать массу наплавки во время сварки. Для МР-3 она составляет порядка 1,7 кг/час.
Этот вид электродов рассчитан для работы практически во всех положениях, за исключением вертикального сверху вниз.
Технические характеристики
При приобретении электродов МР-3 следует проверить их соответствие нормированным документам. Данные изделия должны производиться согласно ГОСТ 9467-75 и ТУ 1272-99-00187211-2001. Эти данные указываются на упаковке с изделиями. Электроды предназначены для формирования сварного шва между металлами, у которых содержание углерода не превышает показатель 0,25%.
Выбор определенного типа изделий по геометрическим параметрам зависит от показателя сварочного тока.
Хорошие механические свойства объясняются довольно плотным рутиловым слоем. Отношение диаметра стального стержня к размеру рутила составляет 1,2. Именно благодаря этому изделие можно применять при сварке ответственных конструкций.
Именно благодаря этому изделие можно применять при сварке ответственных конструкций.
Этот тип электродов рассчитан на широкий спектр сварочных работ. При соблюдении технологии изготовления их характеристики будут соответствовать нормированным. Поэтому во время покупки нужно обращать внимание на качество упаковки и завод-изготовитель. От последнего во многом зависит качество электродов МР-3.
data-ad-client=»ca-pub-6800991780184491″
data-ad-slot=»8527752561″>
Сварочные электроды МР-3, МР-3М
Электроды МР-3 предназначены для сварки ответственных конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву до 500 МПа. Электроды МР-3 обеспечивают непрерывность дуги в процессе сварки и соответственно равномерность шва и его повышенную прочность. Электроды МР-3 можно использовать на сварочных агрегатах постоянного или переменного тока. Электроды МР-3 применяются для сварки изделий, изготовленных из углеродистых сталей (до ст. 4).
4).
Сварка электродами МР-3 производится во всех пространственных положениях, кроме вертикального «сверху-вниз» на переменном и постоянном токе обратной полярности. Тип покрытия электродов МР-3 — рутилово-основной. Электроды МР-3 допускают сварку удлиненной дугой и по окисленной поверхности.
Электроды покрытые металлические МР-3, МР-3М используются для ручной дуговой сварки сталей ГОСТ 9466-75.
Характеристика электродов МР-3, область применения и механические свойства металла сварного шва
| Марка электродов | МР-3 | ГОСТ 9466-75 ТУ 36.23.25-007-90 | |
| Назначение | Для сварки ответственных конструкций из углеродистых сталей с содержанием углерода до 0,25% | ||
| Диаметр, мм | 2,0 2,5 3,0 3,25 | Длина электрода, мм | 300;350 300;350 350 300;350 |
| Механические свойства, не менее | ||||
| металл шва | сварное соединение | |||
| предел прочности, Мп (кгс/мм2) | относительное удлинение, % | ударная вязкость, Дж/см2 (кгс/см2) | предел прочности, Мп (кгс/мм2) | Угол загиба, град. |
| 450(46) | 18 | 78(8) | 450(46) | 150 |
| Массовые доли элементов, % в наплавленном металле | ||||||
| углерод, не более | кремний | марганец | никель | молибден | сера, не более | фосфор, не более |
| 0,08 0,12 (для диаметра 2,5) | 0,07-0,2 | 0,5-0,8 | — | — | 0,04 | 0,045 |
| Рекомендуемый ток | Положение шва в пространстве |
| ток постоянный и переменный |
Мы наработали огромный опыт в организации поставок метизной продукции любой сложности и комплектации. Наша компания поставляет продукцию во все регионы России, включая Москву и Московскую область, Санкт-Петербург и Ленинградскую область, Тулу, Калугу, Брянск, Липецк, Курск, Белгород, Воронеж, Ростов, Рязань и другие.
Электроды МР 3 АРС 3 мм — цена, описание и характеристики
МР 3 АРС
3 мм (2,5 кг) -электроды, которые предназначены для ММА сварки металлических пространственных конструкций из углеродистых марок сталей по ДСТУ 2651/ГОСТ 380-2005 (Ст 0, Ст 1, Ст 2, Ст 3) всех степеней раскисления – «КП», «ПС», «СП» и ГОСТ 1050-88 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20). Электроды хорошо себя зарекомендовали при проведении сварочных работ по влажной и сильно окисленной поверхности. На Монолит Арсенал 3 мм цена может быть снижена при отправке заявки по электронной почте. Купить Арсенал МР 3 оптом можно как потребителям, так и торгующим организациям. По отзывам сварщиков, данные электроды удобны в работе, т.к. обладают эластичной дугой, легко поджигаются, а шлаковая корка легко отбивается. Белорусские электроды арсенал 3 мм упакованы в пачке по 2,5 кг. Эта упаковка очень удобна при монтажных работах.
Электроды хорошо себя зарекомендовали при проведении сварочных работ по влажной и сильно окисленной поверхности. На Монолит Арсенал 3 мм цена может быть снижена при отправке заявки по электронной почте. Купить Арсенал МР 3 оптом можно как потребителям, так и торгующим организациям. По отзывам сварщиков, данные электроды удобны в работе, т.к. обладают эластичной дугой, легко поджигаются, а шлаковая корка легко отбивается. Белорусские электроды арсенал 3 мм упакованы в пачке по 2,5 кг. Эта упаковка очень удобна при монтажных работах.
Для оптовых покупателей на электроды арсенал цена формируется на договорной основе.
Вид покрытия –рутиловое
ТУ У 28.7-34142621-007:2012-09-14
Условия применения электродов МР 3 арс:
- Коэффициент наплавки – 8,0-9,0г/А.ч. Расход электродов на 1 кг наплавленного металла — 1,7 кг.
Электроды Арсенал 3 мм предназначены для сварки соединений металла любых конфигураций — угловых, стыковых, внахлест толщиной от 2 до 8 мм. Электроды МР 3 АРС диаметром от 2,5 до 4 мм могут применяться для сварки во всех пространственных положениях; для диаметра 5 мм — сварка может вестись в нижнем, горизонтальном на вертикальной плоскости и вертикальном «снизу-вверх» положениях.
Электроды МР 3 АРС диаметром от 2,5 до 4 мм могут применяться для сварки во всех пространственных положениях; для диаметра 5 мм — сварка может вестись в нижнем, горизонтальном на вертикальной плоскости и вертикальном «снизу-вверх» положениях.
Сварку электродами МР 3 монолит арсенал допускается выполнять постоянным током любой полярности или переменным током от сварочного трансформатора с напряжением холостого хода не менее 50 В.
Особые свойства МР3 АРС
Электроды Арсенал обеспечивают легкое перекрытие зазоров;
Высокий уровень сварочно-технологических свойств, легкость ведения процесса сварки, повторного зажигания дуги при постанове прихваток;
Высокий товарный вид швов;
Хорошая отделимость шлаковой корки;
Допускается сварка удлиненной дугой по окисленной поверхности;
Хорошие санитарно-гигиенические показатели
Электроды МР-3 — наиболее распространенная марка отечественных электродов. Иногда электроды для сварки МР-3 различного диаметра называют, например, электродами МР-4 или электродами МР-5. Более правильно говорить: «электроды сварочные марки МР-3 диаметр 4,0 мм.» или «электроды МР-3 ф 5,0 миллиметра». Но, конечно, наши менеджеры поймут вас в любом случае и отгрузят именно те электроды, которые вам требуются. Электроды МР-3 применяются для сварки ответственных металлоконструкций из низколегированных и углеродистых марок стали.Они обеспечивают непрерывность дуги, равномерность шва и его повышенную прочность в процессе сварочных работ. Проводить сварочные работы электродами этой марки можно как переменным, так и постоянным электрическим током. Наряду с электродами МР-3, производятся и электроды МР-3М с ильминитовым покрытием. Основные характеристики электродов МР 3, область применения и свойства металла сварного шва указаны в следующих таблицах:
Кроме электродов МР3 обычного серого цвета, предлагаем и электроды МР-3 синие, Эти электроды производятся на импортном оборудовании и обладают более высоким качеством. Электроды МР выпускаются в картонных пачках по 1 кг., 5 кг., уложенные в деревянные обычные или облегченные короба по 1-1,5 тн. Отгрузка электродов для сварки МР-3 партиями от 100 кг.
| ||||||

 23.25-007-90
23.25-007-90

Электроды МР-3 (СЗСМ), d=5,0 — Торговый дом «Пегас»
|
ГОСТ 9466-75 ГОСТ 9467-75 ТУ 1272-001-50133500-2009 |
ISO 2560 E 43 1 R26 AWS А5.1 E6012 |
Э46-МР-3-Ø-УД Е431-Р26 |
ОСНОВНОЕ НАЗНАЧЕНИЕ ЭЛЕКТРОДОВ МР-3
Электроды марки МР-3 предназначены для сварки углеродистых сталей типа ВСт3сп, БСт3сп и других, во всех пространственных положениях, кроме вертикального сверху вниз, переменным или постоянным током обратной полярности, с напряжением холостого хода источника тока 65 В.
Особые свойства: допускают сварку влажного, ржавого, плохо очищенного от окислов и других загрязнений металла. Имеют повышенную производительность процесса сварки.
Рекомендуемое значение тока (А)
|
Диаметр, мм |
Положение шва |
||
|
нижнее |
вертикальное |
потолочное |
|
|
2.5 |
70-100 |
60-90 |
60-90 |
|
3. |
70-100 |
80-100 |
80-100 |
|
4.0 |
90-140 |
140-170 |
140-170 |
|
5.0 |
170-210 |
150-170 |
— |
|
6.0 |
220-280 |
— |
— |
 0
0ХАРАКТЕРИСТИКИ ПЛАВЛЕНИЯ ЭЛЕКТРОДОВ Э46 МР-3
|
Коэффициент наплавки, г/Ач |
8,5 |
|
Расход электродов на 1кг наплавленного металла, кг |
1,7 |
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ МЕТАЛЛА ШВА И НАПЛАВЛЕННОГО МЕТАЛЛА
Механические свойства металла шва, не менее
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА, %
|
Массовая доля элементов, % |
||||
|
углерод |
марганец |
кремний |
сера |
фосфор |
|
не более |
||||
|
0,09-0,12 |
0,5-0,8 |
≤ 0,15 |
0,035 |
0,035 |
Технологические особенности сварки: сварка возможна короткой и средней дугой, хорошо перекрывают зазоры.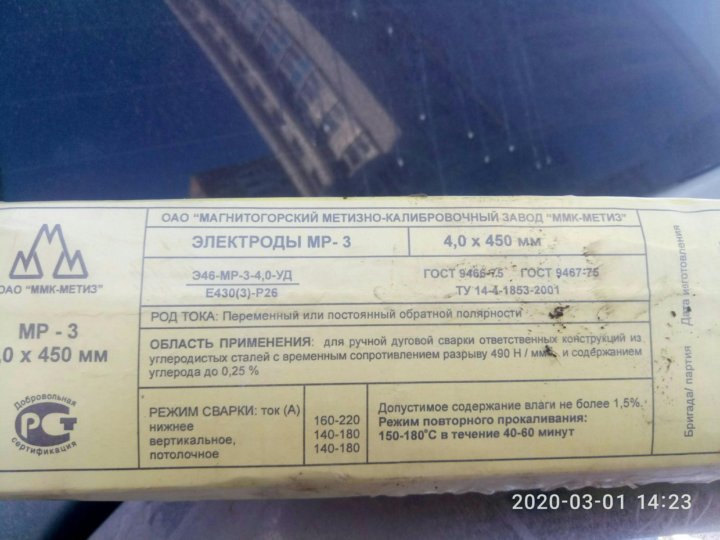
Прокалка перед сваркой: 160±10 0С, 1 час.
Электроды арсенал МР-3 АРС зеленые 2,5 кг
Расход электродов на 1 кг наплавленного металла — 1,7 кг.
Вид покрытия – рутиловое
AWS A 5.1:E 6013 | ISO 2560-А- E 38 0 R 12 | ГОСТ 9466 | Э 46 –МР-3 АРС- Ø — УД Е 432 (3) Р21 |
ТУ У 28.7-34142621-007:2012-09-14
Назначение
Электроды МР-3 АРС предназначены для ручной дуговой сварки конструкций из углеродистых марок сталей по ДСТУ 2651/ГОСТ 380-2005 (Ст 0, Ст 1, Ст 2, Ст 3) всех степеней раскисления – «КП», «ПС», «СП» и ГОСТ 1050-88 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20).
Условия применения
Коэффициент наплавки – 8,0-9,0г/А. ч. Расход электродов на 1 кг наплавленного металла — 1,7 кг.
ч. Расход электродов на 1 кг наплавленного металла — 1,7 кг.
Предназначены для сварки угловых, стыковых, нахлесточных соединений металла толщиной от 3 до 20 мм. Электроды диаметром от 2,5 до 4 мм пригодны для сварки во всех пространственных положениях; диаметром 5 мм — для сварки в нижнем, горизонтальном на вертикальной плоскости и вертикальном «снизу-вверх» положениях.
Сварку электродами МР-3 АРС необходимо выполнять постоянным током любой полярности или переменным током от трансформатора с напряжением холостого хода не менее 50 В.
Химический состав наплавленного металла, %
Mn | C | Si | P | S |
0,40-0,70 | не более | |||
0,10 | 0,15-0,35 | 0,030 | 0,030 | |
Механические свойства металла шва
Временное сопротивление, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 |
≥450 | ≥22 | ≥78 |
Особые свойства
- Электроды МР3АРС обеспечивает легкое перекрытие зазоров;
- Высокий уровень сварочно-технологических свойств, легкость ведения процесса сварки, повторного зажигания дуги при постанове прихваток;
- Высокий товарный вид швов;
- Хорошая отделимость шлаковой корки;
- Допускается сварка удлиненной дугой по окисленной поверхности;
- Хорошие санитарно-гигиенические показатели
Сварочные данные
Сила сварочного тока, А, для электрода диаметром, мм | ||||
2,5 | 3,0 | 3,2 | 4,0 | 5,0 |
50-90 | 70-110 | 80-120 | 110-170 | 150-220 |
Упаковочные данные
Диаметр, мм | Длина, мм | Вес электрода, г | Количество электродов в пачке, шт. | Вес пачки, кг |
2,50 | 350 | 17-18 | 55-58; 139-147 | 1; 2,5 |
3,00 | 350 | 25-26 | 38-40; 96-100 | 1; 2,5 |
3,20 | 350 | 30-31 | 32-33; 80-83 | 1; 2,5 |
4,00 | 450 | 58-59 | 42-43; 84-86 | 2,5; 5 |
5,00 | 450 | 91-92 | 27; 54 | 2,5; 5 |

Аналоги
Производитель | Марка электродов |
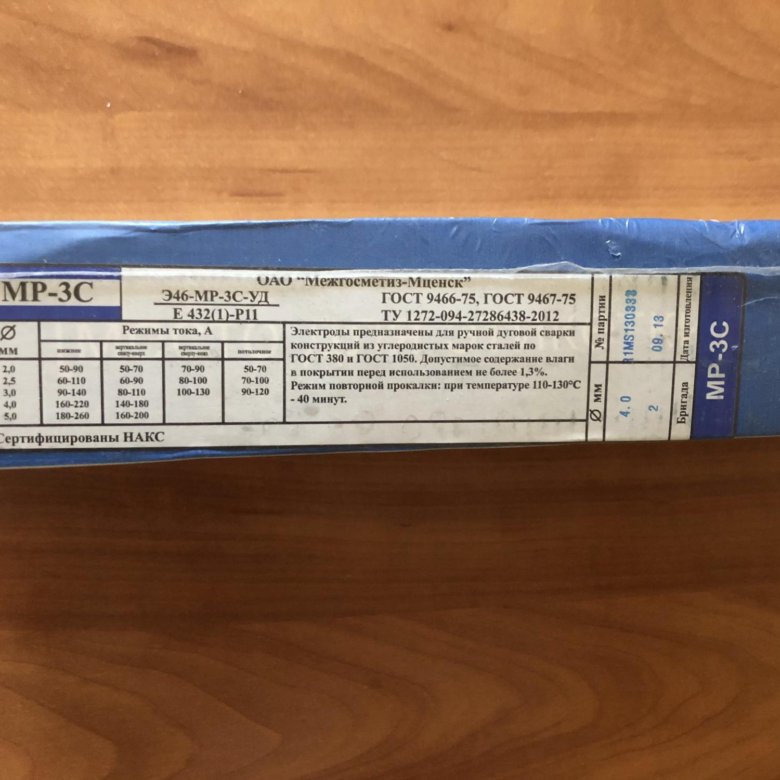
ЛЭЗ | МР-3С, АНО-4 |
СпецЭлектрод | МР-3С, АНО-4 |
Thyssen | Phoenix SH Gelb R |
Прокалка перед сваркой
При нормальных условиях хранения не требуют прокалки перед сваркой; в случае увлажнения сушка перед сваркой: 150±10°С 40-60 мин.
Положение швов при сварке
PA PB PC PF PE EN 287
Сертификация
УкрСЕПРО, СтБ, ГОСТ Р
(PDF) Характеристика частиц дыма, образующихся при дуговой сварке различными покрытыми электродами
www.nature.com/scientificreports/
8
НАУЧНЫЕ ОТЧЕТЫ | (2018) 8: 17169 | DOI: 10.1038 / s41598-018-35494-1
16. Jenins, N. T. & Eager, T. W. Образование дыма в результате окисления брызг во время дуговой сварки. Наука и технология сварки и
Соединение 10, 537–543, https://doi.org/10.1179/174329305X48310 (2005).
17.Совардс, Дж. У., Чамирез, А. Дж., Дичинсон, Д. У. и Липпольд, Дж. К. Характеристика сварочного дыма от электродов SMAW — часть II.
Welding Journal (Майами, Флорида) 89, 82s – 90s (2010).
18. Опря, М. и др. Гранулометрический состав и химические свойства сварочного дыма вдыхаемых частиц. Journal of Aerosol Science 45,
Опря, М. и др. Гранулометрический состав и химические свойства сварочного дыма вдыхаемых частиц. Journal of Aerosol Science 45,
50–57, https://doi.org/10.1016/j.jaerosci.2011.10.004 (2012).
19. Войтьевич В. Сварочный дым: образование, свойства и биологические эффекты.(Кембридж, Англия: Abington, 1995).
20. Харири, А., Юсоф, М. З. М., Леман, А. М. Сравнение воздействия сварочного дыма в положении стоя и сидя сварщика.
Международный журнал машиностроения, аэрокосмической, промышленной, мехатронной и производственной инженерии 7, 1963–1966 (2013).
21. Дахал, С., Чим, Т. и Ан,. Косвенное прогнозирование диффузии сварочного дыма внутри помещения с использованием вычислительной динамики жидкости.
Атмосфера 7, https: // doi.org / 10.3390 / atmos7060074 (2016).
22. Первез, С., Мэтью, Дж. И Шарма,. Исследование взаимоотношений твердых частиц между личным, внутренним и внешним в сварочных цехах.
Journal of Scientic and Industrial Research 64, 454–458 (2005).
23. iricheno, . Ю., Дрозд, В. А., Чайня, В. В., Гридасов, А. В., Голохваст, . С. В Самарском научном центре РАН. 662−665 (2015).
24. iricheno, . Y. et al. 3D-моделирование распределения нано- и микрочастиц сварочного аэрозоля в рабочей зоне.Nano
Hybrids and Composites 13, 232–238, https://doi.org/10.4028/www.scientic.net/NHC.13.232 (2017).
25. Орлов, . В., Стреляева, А.Б., Бариляева, Н.С. Оценка содержания взвешенных частиц PM10 и PM2,5 в атмосферном воздухе жилых районов
. Солнечная энергия 12, 39–41 (2013).
26. obayashi, M., Mai, S., Hashimoto, Y. & Suga, T. Исследования химического состава сварочного дыма. Сварочный журнал
(Майами, Флорида) 62, 190.с – 196. с (1983).
27. onarsi, P., Iwanejo, I. & wil, M. Морфология ядро-оболочка микро- и наночастиц сварочного дыма. Моделирование пользователей и пользовательское взаимодействие —
70, 385–389, https://doi.org/10.1016/S0042-207X(02)00674-7 (2003).
28. Циммер, А. Т., Барон, П. А. и Бисвас, П. О влиянии рабочих параметров на числовое распределение размеров аэрозолей
Циммер, А. Т., Барон, П. А. и Бисвас, П. О влиянии рабочих параметров на числовое распределение размеров аэрозолей
, образующихся в процессе дуговой сварки металлическим электродом в газе. Journal of Aerosol Science 33, 519–531, https: // doi.org / 10.1016 / S0021-8502 (01)
00189-6 (2002).
29. Явецкий, д. P. et al. Низкоагломерированные нанопорошки оксида иттрия, полученные разложением предшественника, легированного сульфатом, с переходной морфологией
. Journal of Rare Earths 32, 320–325, https://doi.org/10.1016/S1002-0721(14)60074-0 (2014).
30. Berlinger, B. et al. Физико-химические характеристики различных сварочных аэрозолей. Аналитическая и биоаналитическая химия 399,
1773–1780, https://doi.org/10.1007 / s00216-010-4185-7 (2011).
31. Worobiec, A. et al. Комплексное микроаналитическое исследование сварочных аэрозолей рентгеновскими методами и методами Чамана. X-Ray
Spectrometry 36, 328–335 (2007).
32. Ибфельт, Э. , Бонд, Дж. П. и Хансен, Дж. Воздействие частиц дыма от сварки металлов и риск сердечно-сосудистых заболеваний в Денмаре: проспективное когортное исследование
, Бонд, Дж. П. и Хансен, Дж. Воздействие частиц дыма от сварки металлов и риск сердечно-сосудистых заболеваний в Денмаре: проспективное когортное исследование
. Медицина труда и окружающей среды 67, 772–777, https://doi.org/10.1136/oem.2009.051086 (2010).
33. Антонини, Дж. М., Тейлор, М. Д., Циммер, А. Т. и Зобертс, Дж. Э. Легочные реакции на сварочный дым: слой металлических компонентов.
Журнал токсикологии и гигиены окружающей среды — часть A67, 233–249, https://doi.org/10.1080/152873904909 (2004).
34. Берлингер Б., Эллингсен Д. Г., Нарай М., Зарай Г. и Домассен Ю. Исследование биодоступности сварочного дыма. Журнал
Environmental Monitoring 10, 1448–1453, https: // doi.org / 10.1039 / b806631 (2008 г.).
35. Чащин М.В. и др. Сварочный дым является фактором возгорания и коагуляции. Journal of Environmental and Public
Health 5, 14–15 (2013).
36. Christensen, S. W., Bonde, J. P. & Omland, Ø. Перспективное исследование снижения функции легких в связи с выбросами от сварки.
Журнал профессиональной медицины и токсикологии 3, https://doi.org/10.1186/1745-6673-3-6 (2008).
37. Засетте, Б.A. et al. Паркинсонизм, связанный со сваркой: клиника, лечение и патофизиология. Неврология 56, 8–13 (2001).
38. acette, B.A. et al. Распространенность паркинсонизма и связь с облучением у большой выборки сварщиков из Алабамы. Неврология 64,
230–235 (2005).
39. Эль-Зейн, М., Мало, Дж. Л., Инфанте-Живард, К. и Гаутрин, Д. Распространенность и ассоциация связанных со сваркой системных и респираторных
симптомов у сварщиков. Медицина труда и окружающей среды 60, 655–661, https: // doi.org / 10.1136 / oem.60.9.655 (2003).
40. Ванденплас, О., Дельвиче, Дж. П., Ванбилсен, М. Л., Джоли, Дж. И Фооселс, Д. Профессиональная астма, вызванная сваркой алюминия. European
Respiratory Journal 11, 1182–1184, https://doi.org/10.1183/036.98.11051182 (1998).
41. Sellappa, S. et al. Оценка индукции повреждения ДНК и ингибирования восстановления у сварщиков, подвергшихся воздействию шестивалентного хрома. Азиатский
Азиатский
Pacic Journal of Cancer Prevention 11, 95–100 (2010).
42. Wultsch, G. et al. Чувствительность биомаргеров к генотоксичности и острой цитотоксичности в носовых и буккальных клетках сварщиков.
Международный журнал гигиены и гигиены окружающей среды 217, 492–498, https://doi.org/10.1016/j.ijheh.2013.09.005 (2014).
Благодарности
Авторы выражают благодарность коллективу ДВФУ ЦКП «Межведомственный центр
по аналитическому контролю окружающей среды». D.Sc.К.С. Голохваст финансируется за счет гранта Президента Российской Федерации
для молодых докторов наук [проект MD − 7737.2016.5]. К.Ю. Кириченко, д.
А.И. Агошков, д-р В.А. Дрозд, д-р А.В. Гридасов, А.С. Холодов, д-р С.П. Кобыляков, д-р Д.Ю. Косянова,
д-ра А.М. Захаренко, д-р А.А. Карабцов, д-р С. Шиманский, А.К. Стратидакис, д. Я.О. Межуева и
академика РАН А. Цацаки не получил финансовой поддержки или какого-либо финансирования за свой вклад в это исследование
.
Авторские взносы
К.Ю. Кириченко участвовал в экспериментальной части данного исследования, в подготовке статьи
и в создании 3D-моделей частиц сварочного дыма. D.Sc. А.И. Агошков участвовал в разработке
экспериментальных процедур и теоретических обоснований этого исследования, а также в написании
раздела «Введение» этой статьи. Доктор В.А. Дрозд внес вклад в анализ экспериментальных результатов
ина основе характеристики образцов.Доктор А.В. Гридасов внес вклад в организацию экспериментальных
процедур. Г-н А.С. Холодов участвовал в подготовке проб к морфологии и количественному химическому анализу
. Кобыляков С.П. участвовал в экспериментальной части характеристики всех образцов.
Доктор Д.Ю. Косянов участвовал в написании разделов «Обсуждение» и «Заключение», а также в анализе
всех экспериментальных результатов. Доктор А. Захаренко участвовал в написании разделов «Обсуждение» и «Выводы
», а также в анализе всех экспериментальных результатов. Доктор А.А. Карабцов участвовал в выполнении
Доктор А.А. Карабцов участвовал в выполнении
морфологического и количественного химического анализа. Доктор С. Шиманский внес в статистический анализ
экспериментальных результатов. Г-н А.К. Стратидакис участвовал в анализе всех экспериментальных результатов, а также в написании раздела «Обсуждение» в
. D.Sc. Я.О. Межуев участвовал в анализе всех результатов экспериментов.
Содержание предоставлено Springer Nature, применяются условия использования.Права защищены
% PDF-1.6 % 615 0 объект > / Metadata 678 0 R / OpenAction 616 0 R / PageLabels 610 0 R / Pages 612 0 R / StructTreeRoot 23 0 R / Type / Catalog / ViewerPreferences >>> endobj 678 0 объект > поток admintrueACROBATExcalibur 7018 MRAdobe InDesign CC (Macintosh) Пт 13 июня 13:44:54 EDT 20142748675.0c21010.pdf149110.0 @ Lincoln Electric Global Inc. -13T13: 34: 23.000-04: 002012-02-06T10: 21: 15.000-05: 00US Marketing Publishspec-sheetc21010.pdfExcalibur 7018 MRExcalibur 7018 MR Информация о продукте
 629-04: 00 Adobe PDF Library 11.0 The Lincoln Electric Company 8e1c5c4f40baf343b9e967e58013213f83bac9de149110
629-04: 00 Adobe PDF Library 11.0 The Lincoln Electric Company 8e1c5c4f40baf343b9e967e58013213f83bac9de149110 035119210Helvetica Neue LT Std11921
035119210Helvetica Neue LT Std119219520Helvetica Neue LT Std36
952
 03516752414110Helvetica Neue LT Std1675241411
03516752414110Helvetica Neue LT Std1675241411 181 0 прав. 182 0 прав. 179 0 прав. 177 0 прав. 175 0 прав. 173 0 прав. 171 0 прав. 169 0 прав. 160 0 прав. 158 0 прав. 156 0 прав. 154 0 прав. 152 0 прав. 150 0 р. 148 0 р. 139 0 R 137 0 R 135 0 R 133 0 R 131 0 R 129 0 R 127 0 R 404 0 R 405 0 R 400 0 R 401 0 R 397 0 R 394 0 R 391 0 R 390 0 R 382 0 R 380 0 R 378 0 R 376 0 R 368 0 R 369 0 R 366 0 R 364 0 R 362 0 R 360 0 R 351 0 352 0 R 353 0 R 349 0 R 347 0 R 345 0 R 343 0 R 326 0 R 327 0 R 328 0 R 323 0 R 321 0 R 319 0 R 317 0 R 315 0 R 313 0 R 303 0 R 304 0 R 301 0 R 299 0 R 297 0 R 295 0 R 293 0 R 291 0 R 281 0 R 282 0 R 279 0 R 277 0 R 275 0 R 273 0 R 271 0 R 269 0 R 260 0 R 257 0 R 254 0 R 249 0 R 250 0 R 251 0 R 247 0 R 246 0 R 236 0 R 237 0 R 234 0 R 232 0 R 230 0 R 228 0 R 226 0 R 217 0 R 218 0 R 215 0 R 213 0 211 0 R 209 0 R 207 0 R 103 0 R 104 0 R 105 0 R 106 0 R 107 0 R 108 0 R 109 0 R 110 0 R 64 0 R 101 0 R]
endobj
29 0 объект
[null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null ноль null null null null null 30 0 R 31 0 R 32 0 R 33 0 R 34 0 R 35 0 R 36 0 R 37 0 R 38 0 R 39 0 R 40 0 R 41 0 R 42 0 R 43 0 R 44 0 R 45 0 R 46 0 R 47 0 R 48 0 R 49 0 R 50 0 R 51 0 R 52 0 R 53 0 R 54 0 R 55 0 R 56 0 R 57 0 R 58 0 R 59 0 R 60 0 R]
endobj
30 0 объект
>
endobj
31 0 объект
>
endobj
32 0 объект
181 0 прав. 182 0 прав. 179 0 прав. 177 0 прав. 175 0 прав. 173 0 прав. 171 0 прав. 169 0 прав. 160 0 прав. 158 0 прав. 156 0 прав. 154 0 прав. 152 0 прав. 150 0 р. 148 0 р. 139 0 R 137 0 R 135 0 R 133 0 R 131 0 R 129 0 R 127 0 R 404 0 R 405 0 R 400 0 R 401 0 R 397 0 R 394 0 R 391 0 R 390 0 R 382 0 R 380 0 R 378 0 R 376 0 R 368 0 R 369 0 R 366 0 R 364 0 R 362 0 R 360 0 R 351 0 352 0 R 353 0 R 349 0 R 347 0 R 345 0 R 343 0 R 326 0 R 327 0 R 328 0 R 323 0 R 321 0 R 319 0 R 317 0 R 315 0 R 313 0 R 303 0 R 304 0 R 301 0 R 299 0 R 297 0 R 295 0 R 293 0 R 291 0 R 281 0 R 282 0 R 279 0 R 277 0 R 275 0 R 273 0 R 271 0 R 269 0 R 260 0 R 257 0 R 254 0 R 249 0 R 250 0 R 251 0 R 247 0 R 246 0 R 236 0 R 237 0 R 234 0 R 232 0 R 230 0 R 228 0 R 226 0 R 217 0 R 218 0 R 215 0 R 213 0 211 0 R 209 0 R 207 0 R 103 0 R 104 0 R 105 0 R 106 0 R 107 0 R 108 0 R 109 0 R 110 0 R 64 0 R 101 0 R]
endobj
29 0 объект
[null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null null ноль null null null null null 30 0 R 31 0 R 32 0 R 33 0 R 34 0 R 35 0 R 36 0 R 37 0 R 38 0 R 39 0 R 40 0 R 41 0 R 42 0 R 43 0 R 44 0 R 45 0 R 46 0 R 47 0 R 48 0 R 49 0 R 50 0 R 51 0 R 52 0 R 53 0 R 54 0 R 55 0 R 56 0 R 57 0 R 58 0 R 59 0 R 60 0 R]
endobj
30 0 объект
>
endobj
31 0 объект
>
endobj
32 0 объектЭлектрохимические и коррозионные характеристики электродов из TiO 2 -RuO 2 / Ti, модифицированных WO 3
Электрохимические характеристики электродов в [Fe (CN)
6 ] 3- / [Fe (CN) 6 ] 4– Система Для исследования электрохимических свойств исследуемых электродов регистрировали циклические вольтамперограммы в растворе K 4 [Fe (CN) 6 ] (5 · 10 −3 моль л. −1 дюйм 0.1 моль л −1 KCl) на исследуемых электродах. [Fe (CN) 6 ] 3- / [Fe (CN) 6 ] 4- окислительно-восстановительная система была выбрана в качестве «поверхностно-чувствительного» электрохимического отклика для различных электродов [23,24,25] . Сравнение типичных кривых, записанных при скорости сканирования 5 мВ с -1 для испытанных электродов, представлено на рис. 1. Электрохимические параметры, характеризующие окислительно-восстановительную систему, приведены в таблице 1.
−1 дюйм 0.1 моль л −1 KCl) на исследуемых электродах. [Fe (CN) 6 ] 3- / [Fe (CN) 6 ] 4- окислительно-восстановительная система была выбрана в качестве «поверхностно-чувствительного» электрохимического отклика для различных электродов [23,24,25] . Сравнение типичных кривых, записанных при скорости сканирования 5 мВ с -1 для испытанных электродов, представлено на рис. 1. Электрохимические параметры, характеризующие окислительно-восстановительную систему, приведены в таблице 1.
Циклические вольтамперограммы регистрируется на тестируемых электродах в K 4 [Fe (CN) 6 ] (5 · 10 −3 моль л −1 в 0.1 моль л −1 KCl) при скорости сканирования 5 мВ с −1
Таблица 1 Электрохимические параметры ( I pa и I pc — анодный и катодный пиковый ток, E pa и E pc — потенциал анодного и катодного пиков, Δ E p — разница между потенциалом анодного и катодного пиков, E 1/2 — полуволновой потенциал), определяемый из циклические вольтамперограммы, записанные в [Fe (CN) 6 ] 3- / [Fe (CN) 6 ] 4- окислительно-восстановительная система Введение WO 3 в оксидный слой на поверхности электрода приводит к уменьшению анодных и катодных пиковых токов (максимальный — у электрода с 6% WO 3 ).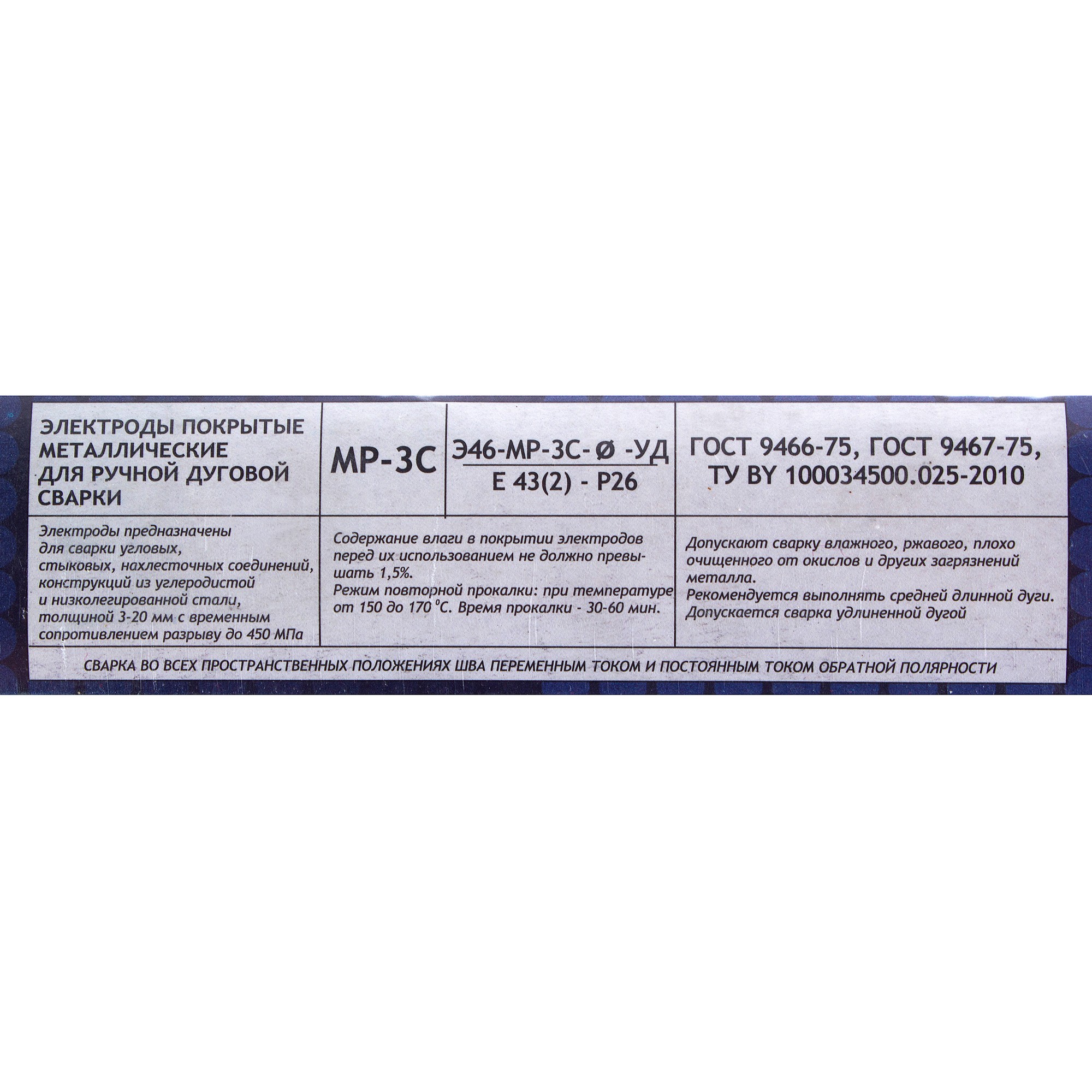 При этом соотношение анодного и катодного тока ( I pa / I pc ) очень близко к 1 для всех испытанных электродов и подтверждает обратимый характер [Fe (CN) 6 ] 3- / [Fe (CN) 6 ] 4- окислительно-восстановительная система. Полуволновой потенциал ( E 1/2 ) почти сопоставим для всех испытанных электродов с очень небольшим увеличением с 181 до 184 мВ, в то время как содержание WO 3 в оксидном слое увеличивается до 6%.Однако параметр Δ E p (межпиковое расстояние) на 9–11 мВ выше в случае электродов, модифицированных WO 3 . Полученные результаты доказывают, что электрохимическое окисление и восстановление на модифицированных электродах происходит несколько медленнее и менее обратимо по сравнению с немодифицированным электродом.
При этом соотношение анодного и катодного тока ( I pa / I pc ) очень близко к 1 для всех испытанных электродов и подтверждает обратимый характер [Fe (CN) 6 ] 3- / [Fe (CN) 6 ] 4- окислительно-восстановительная система. Полуволновой потенциал ( E 1/2 ) почти сопоставим для всех испытанных электродов с очень небольшим увеличением с 181 до 184 мВ, в то время как содержание WO 3 в оксидном слое увеличивается до 6%.Однако параметр Δ E p (межпиковое расстояние) на 9–11 мВ выше в случае электродов, модифицированных WO 3 . Полученные результаты доказывают, что электрохимическое окисление и восстановление на модифицированных электродах происходит несколько медленнее и менее обратимо по сравнению с немодифицированным электродом.
Определяли влияние WO 3 на активную поверхность электрода (EAS). Для обратимой реакции при 25 ° C площадь электроактивной поверхности может быть рассчитана по уравнению Рэндлса-Севчика [26]:
$$ {I} _ {\ mathrm {p}} = 2. {1/2} $$
{1/2} $$
(1)
, где A — площадь электроактивной поверхности, I p — пиковый ток, D — коэффициент диффузии аналита, n — количество перенесенных электронов, v — сканирование скорость, а C — концентрация окислительно-восстановительных молекул в растворе, при условии, что известны коэффициенты диффузии окисленных и восстановленных частиц. Это уравнение можно применять в случае электрохимических процессов, которые контролируются диффузией.Таким образом, на всех испытанных электродах регистрировались циклические вольтамперограммы с различной скоростью сканирования (рис. 2). Зависимости пиковых токов от квадратного корня из скорости сканирования (рис. 3) являются линейными и показывают, что электрохимическая реакция, протекающая на электродах, является процессом, контролируемым диффузией, при скорости сканирования от 2 до 200 мВ с -1 для анодного и катодного пиков. Чтобы подтвердить диффузионный контроль процесса в этом диапазоне скорости сканирования, была построена зависимость log I p vs.log v определяли для анодных и катодных пиков. Для всех испытанных электродов эти зависимости являются линейными и описываются уравнениями, представленными в таблице 2. Экспериментальный наклон 0,45–0,47 для анодных пиков и 0,46–0,47 для катодных пиков близок к значению 0,5, что указывает на то, что электрохимическое окисление и восстановление окислительно-восстановительной пары [Fe (CN) 6 ] 3– / [Fe (CN) 6 ] 4– контролируется диффузией [26, 27].
Чтобы подтвердить диффузионный контроль процесса в этом диапазоне скорости сканирования, была построена зависимость log I p vs.log v определяли для анодных и катодных пиков. Для всех испытанных электродов эти зависимости являются линейными и описываются уравнениями, представленными в таблице 2. Экспериментальный наклон 0,45–0,47 для анодных пиков и 0,46–0,47 для катодных пиков близок к значению 0,5, что указывает на то, что электрохимическое окисление и восстановление окислительно-восстановительной пары [Fe (CN) 6 ] 3– / [Fe (CN) 6 ] 4– контролируется диффузией [26, 27].
Типовые циклические вольтамперограммы, записанные при 67% TiO 2 –30% RuO 2 –3% WO 3 / Ti электрод в K 4 [Fe (CN) 6 ] (5 · 10 −3 моль л −1 в 0,1 моль л −1 KCl) при скоростях развертки в диапазоне от 2 до 500 мВ · с −1
Рис. 3
3 График I pa и I pc против v 1/2 для тестируемых электродов, определенных в K 4 [Fe (CN) 6 ] (5 · 10 −3 моль л −1 в 0.1 моль л −1 KCl) при скоростях развертки от 2 до 200 мВ с −1
Таблица 2 Зависимости log I p от log v , определенные для испытанных электродов в K 4 [Fe (CN) 6 ] (5 · 10 −3 моль л −1 в 0,1 моль л −1 KCl) ШАЛ испытанных электродов рассчитывалась по наклону анодной пиковый ток в зависимости от квадратного корня из скорости сканирования ( v 1/2 ) и для сравнения крутизны катодного пикового тока в зависимости от v 1/2 (Таблица 3). Значения D ox и D red составили 7,63 · 10 −6 и 6,50 · 10 −6 см 2 s −1 соответственно [28, 29]. Значения EAS, рассчитанные из I pa , немного выше, чем рассчитанные из I pc . В связи с тем, что катодный пик разделяется на два пика для скоростей сканирования выше 50 мВ с -1 , значения EAS, рассчитанные из I pa , кажутся более точными.Результаты, представленные в таблице 3, ясно показывают, что введение WO 3 в оксидный слой на поверхности электрода приводит к уменьшению электроактивной площади поверхности. В случае модифицированного электрода с 6% WO 3 ЭСП немного превышает его геометрическую площадь. Кроме того, коэффициент шероховатости ( ρ ) был рассчитан для испытуемых электродов по следующему уравнению [22, 30]:
Значения EAS, рассчитанные из I pa , немного выше, чем рассчитанные из I pc . В связи с тем, что катодный пик разделяется на два пика для скоростей сканирования выше 50 мВ с -1 , значения EAS, рассчитанные из I pa , кажутся более точными.Результаты, представленные в таблице 3, ясно показывают, что введение WO 3 в оксидный слой на поверхности электрода приводит к уменьшению электроактивной площади поверхности. В случае модифицированного электрода с 6% WO 3 ЭСП немного превышает его геометрическую площадь. Кроме того, коэффициент шероховатости ( ρ ) был рассчитан для испытуемых электродов по следующему уравнению [22, 30]:
$$ \ rho = \ frac {\ mathrm {EAS}} {A _ {\ mathrm {geom }.}} $$
(2)
где A geom. обозначает геометрическую площадь поверхности электрода. Испытанные электроды показывают относительно низкий коэффициент шероховатости с максимальным значением 1,32 для немодифицированного электрода. Увеличение содержания WO 3 в оксидном слое до 3 и 6% приводит к коэффициенту шероховатости 1,18 и 1,06 соответственно.
Увеличение содержания WO 3 в оксидном слое до 3 и 6% приводит к коэффициенту шероховатости 1,18 и 1,06 соответственно.
(3)
, где I — сила тока, а другие параметры имеют свое обычное значение. Хроноамперограммы записывали на исследуемых электродах в растворе K 4 [Fe (CN) 6 ] (5 · 10 −3 моль л −1 в 0,1 моль л −1 KCl) для реакция электроокисления при потенциале, при котором происходит только одна электродная реакция (0,25 В). Примерная хроноамперограмма представлена на рис.4, а расчетные значения площади электроактивной поверхности и фактора шероховатости для испытанных электродов показаны в таблице 4. Значения EAS, рассчитанные по хроноамперограммам, немного выше (примерно на 5%), чем рассчитанные по циклическим вольтамперограммам. Однако эти результаты подтверждают, что введение WO 3 в оксидный слой вызывает уменьшение электроактивной площади поверхности на 0,25 см 2 — примерно 10% на каждые 3% WO 3 . Причем коэффициент шероховатости примерно на 5% выше, чем в случае расчетов по предыдущей методике.Этот коэффициент уменьшается при введении WO 3 в оксидный слой примерно на 10% на каждые 3% WO 3 . Сходные результаты, полученные обоими методами, показывают, что система [Fe (CN) 6 ] 3- / [Fe (CN) 6 ] 4- может быть применена для оценки активной площади поверхности электрода в случае TiO 2 -RuO 2 / Ti-электроды, модифицированные WO 3 .
Однако эти результаты подтверждают, что введение WO 3 в оксидный слой вызывает уменьшение электроактивной площади поверхности на 0,25 см 2 — примерно 10% на каждые 3% WO 3 . Причем коэффициент шероховатости примерно на 5% выше, чем в случае расчетов по предыдущей методике.Этот коэффициент уменьшается при введении WO 3 в оксидный слой примерно на 10% на каждые 3% WO 3 . Сходные результаты, полученные обоими методами, показывают, что система [Fe (CN) 6 ] 3- / [Fe (CN) 6 ] 4- может быть применена для оценки активной площади поверхности электрода в случае TiO 2 -RuO 2 / Ti-электроды, модифицированные WO 3 .
Хроноамперограмма, записанная при 64% TiO 2 –30% RuO 2 –6% WO 3 / Ti в K 4 [Fe (CN) 6 ] (5 · 10 −3 моль л −1 дюйм 0. 1 моль л ( −1 KCl) при потенциале 0,25 В относительно SCE. На вставке график Коттрелла I в сравнении с t -1/2
1 моль л ( −1 KCl) при потенциале 0,25 В относительно SCE. На вставке график Коттрелла I в сравнении с t -1/2
Результаты расчетов ЭСП, полученные для испытанных электродов, можно сравнить с результатами электрохимической деструкции азокрасителя, выполненными на этих электродах, описанными в предыдущей работе [15].Согласно предыдущим результатам, введение WO 3 в оксидный слой TiO 2 -RuO 2 / Ti-электрода с содержанием RuO 2 30% привело к снижению тока окисления красителя, наблюдаемого в циклические вольтамперограммы. Более высокое содержание WO 3 привело к более высокому снижению тока электроокисления, т.е. на 26% и 40% для 3 и 6% WO 3 соответственно. Это можно объяснить уменьшением активной поверхности электродов.Введение WO 3 привело к снижению EAS на 10% и уменьшению коэффициента шероховатости на каждые 3% WO 3 и вдвое большему снижению пикового тока, наблюдаемого при электроокислении красителя, по сравнению с немодифицированным электродом.
Более высокое содержание WO 3 привело к более высокому снижению тока электроокисления, т.е. на 26% и 40% для 3 и 6% WO 3 соответственно. Это можно объяснить уменьшением активной поверхности электродов.Введение WO 3 привело к снижению EAS на 10% и уменьшению коэффициента шероховатости на каждые 3% WO 3 и вдвое большему снижению пикового тока, наблюдаемого при электроокислении красителя, по сравнению с немодифицированным электродом.
Электрохимические характеристики электродов в Na
2 SO 4 Раствор В связи с тем, что электрохимическое и фотоэлектрохимическое разложение органических соединений, особенно красителей, требует наличия фонового электролита, испытанные электроды также были охарактеризованы электрохимически. в растворе Na 2 SO 4 .Циклические вольтамперограммы регистрировали на тестируемых электродах в диапазоне потенциалов от -0,4 до 1,0 В относительно SCE, то есть в диапазоне потенциалов между выделением водорода и кислорода, с различной скоростью сканирования. Было доказано, что вольтамперометрический заряд, полученный из этих вольтамперограмм, пропорционален электроактивной площади поверхности (EAS) и соответствует электрохимически активным центрам на поверхности [32, 33]. Примерные вольтамперограммы, записанные при скорости развертки 50 мВ с -1 , представлены на рис.5.
Было доказано, что вольтамперометрический заряд, полученный из этих вольтамперограмм, пропорционален электроактивной площади поверхности (EAS) и соответствует электрохимически активным центрам на поверхности [32, 33]. Примерные вольтамперограммы, записанные при скорости развертки 50 мВ с -1 , представлены на рис.5.
Циклические вольтамперограммы, записанные на исследуемых электродах в 0,1 моль л. −1 Na 2 SO 4 со скоростью развертки 50 мВ с −1
Циклические вольтамперограммы представленные на рис. 5, имеют прямоугольную форму, характерную для псевдоемкостного поведения. Псевдоемкость может быть связана с переходами Ru (II) / Ru (III), Ru (III) / Ru (IV) и Ru (IV) / Ru (VI). Кроме того, такая форма характерна и для электроактивных покрытий на основе RuO 2 [34, 35].{-} \ iff {\ mathrm {RuO}} _ {\ mathrm {x} — \ updelta} {\ left (\ mathrm {OH} \ right)} _ {\ updelta} \ \ left (0 \ le \ updelta \ le \ mathrm {x} \ right). $$
$$
(4)
Переходы происходят во всем диапазоне потенциалов устойчивости электролита. Введение WO 3 в оксидный слой не привело к изменению формы вольтамперограмм, но значения тока, наблюдаемые на электроде, модифицированном WO 3 , явно ниже. Однако увеличение содержания WO 3 с 3 до 6% вызывает увеличение наблюдаемого тока.Это можно объяснить изменением количества активных участков поверхности, вносящих вклад в SSSRT [37]. Таким образом, циклические вольтамперограммы регистрировались в Na 2 SO 4 при скоростях сканирования в диапазоне от 5 до 500 мВ с -1 . Вольтамперометрический заряд, определенный в диапазоне потенциалов, в котором не выделяется газ, можно использовать для оценки электроактивной площади поверхности [33]. Общий заряд q * представляет собой сумму анодного и катодного заряда, рассчитанную путем интегрирования анодной и катодной частей циклических вольтамперограмм, и зависит от скорости сканирования. По мере увеличения скорости сканирования заряд уменьшается до постоянного значения [36] из-за существования менее доступных участков поверхности, которые постепенно не участвуют в электродной реакции. Общий заряд состоит из двух компонентов: «внутреннего» и «внешнего» заряда. Внешний заряд q * из относится к внешним частям поверхности электрода и, таким образом, более доступен. Внутренний заряд q * в относится к внутренним частям поверхности электрода и менее доступен, например порам, трещинам и границам зерен [38, 39].{\ ast} + B \ frac {1} {\ sqrt {v}} $$
По мере увеличения скорости сканирования заряд уменьшается до постоянного значения [36] из-за существования менее доступных участков поверхности, которые постепенно не участвуют в электродной реакции. Общий заряд состоит из двух компонентов: «внутреннего» и «внешнего» заряда. Внешний заряд q * из относится к внешним частям поверхности электрода и, таким образом, более доступен. Внутренний заряд q * в относится к внутренним частям поверхности электрода и менее доступен, например порам, трещинам и границам зерен [38, 39].{\ ast} + B \ frac {1} {\ sqrt {v}} $$
(6)
, где q * — интегрированный заряд, а v — скорость сканирования. Значение q * до можно оценить, построив зависимости 1/ q * от v 1/2 с последующей его экстраполяцией на 0 ( v → 0), в то время как q * из значение может быть получено из зависимости q * от v -1/2 с последующей его экстраполяцией до 0 ( v → ∞). {\ ast} $$
{\ ast} $$
(7)
Зависимости, полученные для испытанных электродов в растворе 0,1 моль л −1 Na 2 SO 4 , представлены на рис. 6 и 7. Результаты расчетов полного, внутреннего и внешнего зарядов представлены в таблице 5.
Рис. 6Обратимость процесса псевдоемкости для тестируемых электродов
Рис. 7Зависимости вольтамперометрических зарядов от скорости сканирования, определенной для тестируемых электродов в 0.1 моль л −1 Na 2 SO 4 ; A Экстраполяция q * до . B Экстраполяция q * out
Таблица 5 Вольтамперометрические заряды, рассчитанные для испытанных электродов по циклическим вольтамперограммам, записанным в 0,1 моль л −1 Na 2 SO 4 при различных скоростях сканирования Соотношение анодного ( q * a ) и катодного ( q * c ) заряда указывает на обратимость окислительно-восстановительного процесса. В случае тестируемых электродов значение q * a / q * c немного выше 1 (рис. 6) и указывает на почти обратимое поведение SSSRT.
В случае тестируемых электродов значение q * a / q * c немного выше 1 (рис. 6) и указывает на почти обратимое поведение SSSRT.
На рис. 7 и в таблице 5 показано, что введение WO 3 в оксидный слой электрода уменьшает количество активных участков поверхности почти вдвое. Электрод с 6% WO 3 показывает немного большую активную площадь поверхности, чем электрод с 3% WO 3 .С другой стороны, модифицированные электроды демонстрируют более высокие значения отношения q * из / q * к , что указывает на то, что большинство активных центров доступно. Это означает, что у немодифицированного электрода 78% вольтамперометрического заряда связано с внешними и более легкодоступными активными центрами, в то время как 22% вольтамперометрического заряда приходится на внутренние и менее легко доступные активные центры в порах. В случае модифицированных электродов 93–94% вольтамперометрического заряда приходится на внешние активные центры, в то время как остальные активные центры расположены в порах. Это означает, что более 90% активных центров расположены на внешней поверхности электрода и могут участвовать в электродном процессе. Практически одинаковые значения q * out / q * tot и q * in / q * tot , определенные для электродов, модифицированных WO 3 , подтверждают их аналогичную поверхность. морфология. Морфологию испытанных электродов можно увидеть на изображениях SEM, представленных на рис. 8. Немодифицированный электрод, т.е.например, 70% TiO 2 –30% RuO 2 / Ti, показывает типичную пористую структуру «растрескавшегося бурового раствора» с плоскими участками. Вероятно, трещины образуются на стадии испарения растворителя. В случае электродов, модифицированных WO 3 , трещин не наблюдается. Поверхность обоих электродов, т.е. 67% TiO 2 –30% RuO 2 –3% WO 3 / Ti и 64% TiO 2 –30% RuO 2 –6% WO 3 / Ti, показывает появление поверхностных агломератов, которые имеют тенденцию соединяться и образовывать сети также с плоскими участками.
Это означает, что более 90% активных центров расположены на внешней поверхности электрода и могут участвовать в электродном процессе. Практически одинаковые значения q * out / q * tot и q * in / q * tot , определенные для электродов, модифицированных WO 3 , подтверждают их аналогичную поверхность. морфология. Морфологию испытанных электродов можно увидеть на изображениях SEM, представленных на рис. 8. Немодифицированный электрод, т.е.например, 70% TiO 2 –30% RuO 2 / Ti, показывает типичную пористую структуру «растрескавшегося бурового раствора» с плоскими участками. Вероятно, трещины образуются на стадии испарения растворителя. В случае электродов, модифицированных WO 3 , трещин не наблюдается. Поверхность обоих электродов, т.е. 67% TiO 2 –30% RuO 2 –3% WO 3 / Ti и 64% TiO 2 –30% RuO 2 –6% WO 3 / Ti, показывает появление поверхностных агломератов, которые имеют тенденцию соединяться и образовывать сети также с плоскими участками. Это может быть причиной уменьшения электрохимически активной поверхности. Морфология этих двух электродов похожа.
Это может быть причиной уменьшения электрохимически активной поверхности. Морфология этих двух электродов похожа.
СЭМ-изображения электродов; a 70% TiO 2 –30% RuO 2 / Ti. b 67% TiO 2 –30% RuO 2 –3% WO 3 / Ti. c 64% TiO 2 –30% RuO 2 –6% WO 3 / Ti
Пористость площади поверхности электрода также можно оценить по соотношению q * в / q * до [13].В случае электродов, модифицированных WO 3 , коэффициент пористости почти в три раза ниже, чем коэффициент пористости немодифицированного электрода (таблица 5). Введение большего количества WO 3 (6%) в оксидный слой не привело к изменению пористости.
Полученные результаты ясно показывают, что модификация электрода RuO 2 -TiO 2 / Ti с помощью WO 3 оказывает значительное влияние на электроактивную площадь поверхности. Количество активных центров у модифицированных электродов намного меньше, но они в основном (93–94%) расположены на внешней поверхности электродов, которая более доступна, чем активные центры, расположенные в порах.Согласно ранее полученным результатам [15], токи электроокисления азокрасителя, наблюдаемые на вольтамперограммах, записанных на исследуемых электродах, также были ниже, чем на немодифицированном электроде. Это можно объяснить явно меньшим количеством активных центров на поверхности модифицированных электродов. Однако электрохимическое разложение азокрасителя было более эффективным на модифицированных электродах, принимая во внимание не только обесцвечивание, но и деминерализацию раствора красителя. Таким образом, можно предположить, что косвенное электроокисление протекает на модифицированных электродах с большей эффективностью, чем на немодифицированном.
Количество активных центров у модифицированных электродов намного меньше, но они в основном (93–94%) расположены на внешней поверхности электродов, которая более доступна, чем активные центры, расположенные в порах.Согласно ранее полученным результатам [15], токи электроокисления азокрасителя, наблюдаемые на вольтамперограммах, записанных на исследуемых электродах, также были ниже, чем на немодифицированном электроде. Это можно объяснить явно меньшим количеством активных центров на поверхности модифицированных электродов. Однако электрохимическое разложение азокрасителя было более эффективным на модифицированных электродах, принимая во внимание не только обесцвечивание, но и деминерализацию раствора красителя. Таким образом, можно предположить, что косвенное электроокисление протекает на модифицированных электродах с большей эффективностью, чем на немодифицированном.
Активность электродов по отношению к OER
Реакция выделения кислорода (OER) на поверхности электрода важна для электрохимического разложения органических соединений из-за образования гидроксильных радикалов, а также для электрохимической активности электрода. Как описано в статье [40], окисление органических загрязнителей электрохимически генерируемыми гидроксильными радикалами конкурирует с реакцией анодного разряда этих радикалов на кислород. Активность этих радикалов сильно зависит от их взаимодействия с поверхностью электрода.При сравнении реакционной способности электрогенерированных гидроксильных радикалов на различных анодах очень важно одно общее правило. Более слабое взаимодействие гидроксильных радикалов с поверхностью анода означает меньшую электрохимическую активность по отношению к выделению кислорода. Это приводит к более высокой химической реактивности по отношению к окислению органических веществ.
Как описано в статье [40], окисление органических загрязнителей электрохимически генерируемыми гидроксильными радикалами конкурирует с реакцией анодного разряда этих радикалов на кислород. Активность этих радикалов сильно зависит от их взаимодействия с поверхностью электрода.При сравнении реакционной способности электрогенерированных гидроксильных радикалов на различных анодах очень важно одно общее правило. Более слабое взаимодействие гидроксильных радикалов с поверхностью анода означает меньшую электрохимическую активность по отношению к выделению кислорода. Это приводит к более высокой химической реактивности по отношению к окислению органических веществ.
Химическая реакция органических загрязнителей с электрогенерированными гидроксильными радикалами, т.е. физически адсорбированным «активным кислородом», связана с непрямым анодным окислением, которому предшествует разряд воды на электроде (M) в соответствии со следующими реакциями [41, 42] :
$$ {\ mathrm {H}} _ 2 \ mathrm {O} + \ mathrm {M} \ to \ mathrm {M} \ left ({} ^ {\ bullet} \ mathrm {OH} \ right) + {\ mathrm {H}} ^ {+} + {\ mathrm {e}} ^ {-} $$
(8)
$$ \ mathrm {M} \ left ({} ^ {\ bullet} \ mathrm {OH} \ right) \ to \ mathrm {M} + \ frac {1} {2} {\ mathrm {O}} _2 + {\ mathrm {H}} ^ {+} + {\ mathrm {e}} ^ {-} $$
(9)
Реакция анодного разряда гидроксильных радикалов и выделения кислорода (9) конкурирует с непрямым анодным окислением R, которое может быть представлено следующей реакцией, если поверхность анода слабо взаимодействует с • OH [41]:
$$ \ mathrm {R} + \ mathrm {aM} \ left ({} ^ {\ bullet} \ mathrm {OH} \ right) \ to \ mathrm {aM} + {\ mathrm {mCO}} _ 2+ \ mathrm {n} \ {\ mathrm {H}} _ 2 \ mathrm {O} + {\ mathrm {xH}} ^ {+} + {\ mathrm {ye}} ^ {-} $$
(10)
, где R обозначает органическое соединение с m атомами углерода, которое требует a = (2 m + n ) атомов кислорода в общей минерализации.
Таким образом, ОЭР исследовали на испытанных электродах. Кривые анодной поляризации были записаны в 0,1 моль л. -1 Na 2 SO 4 для тестируемых электродов в диапазоне потенциалов до 1,4 В, чтобы избежать появления пузырьков O 2 , мешающих измерению сигнала и, кроме того, интенсивное выделение кислорода может привести к уменьшению реальной поверхности электрода, поскольку пузырьки могут временно прилипать к поверхности электрокатализатора или закупорить поры. На рис. 9 показаны поляризационные кривые, записанные при скорости развертки 5 мВ с -1 на тестируемых электродах.Плотность тока была связана с электрохимически активной поверхностью электродов (таблица 3), определенной в растворе K 4 [Fe (CN) 6 ] по анодным пиковым токам, зарегистрированным на циклических вольтамперограммах.
Рис. 9 Поляризационные кривые ( A ) и кривые Тафеля ( B ), записанные на тестируемых электродах в 0,1 моль л. -1 Na 2 SO 4 во время реакции выделения кислорода; скорость сканирования 5 мВ с -1
-1 Na 2 SO 4 во время реакции выделения кислорода; скорость сканирования 5 мВ с -1
Плотность обменного тока и наклон Тафеля, определенные для электродной реакции, можно использовать в качестве двух основных факторов, которые описывают скорость реакции переноса заряда.Определение плотности тока обмена при заданном потенциале может быть использовано при сравнении электрокаталитических свойств [36, 43]. Тафелевские наклоны связаны с механизмом реакции, и его изменение указывает на изменение электрокаталитических эффектов. Хороший электрокатализатор для ОЭР должен характеризоваться высокой плотностью обменного тока и низким тафелевым наклоном [43]. На рисунке 9 показаны различия в плотности тока обмена, связанные с OER. Потенциал при данной плотности тока можно использовать для описания активности электродного материала.Сравнивая потенциал, определенный при плотности тока 1,3 мА · см −2 , исследуемые электроды показывают снижение активности в следующем порядке: 70% TiO 2 –30% RuO 2 / Ti (1,339 В) > 64% TiO 2 –30% RuO 2 –6% WO 3 / Ti (1,365 В)> 67% TiO 2 –30% RuO 2 –3% WO 3 / Ti (1,395 В). С другой стороны, графики Тафеля аналогичны для всех протестированных электродов, что указывает на один и тот же механизм реакции для OER.Однако все поляризационные кривые показывают отклонения от линии Тафеля при более высоких плотностях тока. Это может указывать на изменение наклона Тафеля, но также может быть связано с нескомпенсированным омическим падением. Чтобы устранить одну из этих двух причин, экспериментальные данные были скорректированы по омическому падению. Некомпенсированные падения омического сопротивления (ИК) для поляризационных кривых оценивались по методике, описанной в работах [38, 44, 45]. Влияние омической капли на поляризационную кривую можно описать следующим уравнением [44]:
С другой стороны, графики Тафеля аналогичны для всех протестированных электродов, что указывает на один и тот же механизм реакции для OER.Однако все поляризационные кривые показывают отклонения от линии Тафеля при более высоких плотностях тока. Это может указывать на изменение наклона Тафеля, но также может быть связано с нескомпенсированным омическим падением. Чтобы устранить одну из этих двух причин, экспериментальные данные были скорректированы по омическому падению. Некомпенсированные падения омического сопротивления (ИК) для поляризационных кривых оценивались по методике, описанной в работах [38, 44, 45]. Влияние омической капли на поляризационную кривую можно описать следующим уравнением [44]:
$$ E- IR = a + b \ log I $$
(11)
, где a и b — постоянная и крутизна Тафеля, соответственно, а R — нескомпенсированное сопротивление.Дифференцирование приведенного выше уравнения относительно тока приводит к следующему уравнению:
$$ \ frac {dE} {dI} = \ frac {b} {I} + R $$
(12)
График Δ E / Δ I , рассчитанный между двумя экспериментальными точками, против 1/ I , где I — среднее значение тока в том же интервале, должно привести к прямой линии с наклоном b и перехват R . Рассчитанный R использовался для корректировки экспериментальной поляризационной кривой. Примерные поляризационные кривые с ИК-коррекцией и без нее представлены на рис. 10.
Рассчитанный R использовался для корректировки экспериментальной поляризационной кривой. Примерные поляризационные кривые с ИК-коррекцией и без нее представлены на рис. 10.
Тафелевские кривые, записанные при 64% TiO 2 –30% RuO 2 –6% WO 3 / Ti электрод с ИК-коррекцией и без нее в 0,1 моль л −1 Na 2 SO 4 ; скорость сканирования 5 мВ с −1
Кривые с ИК-компенсацией, записанные для всех протестированных электродов, показывают только один наклон (рис.{-} \ end {array}} $$
(14)
$$ \ mathrm {S} \ hbox {-} {\ mathrm {O}} _ {\ mathrm {ads}} \ to \ mathrm {S} + 1 / {2 \ mathrm {O}} _ 2 $ $
(15)
где S — поверхностно-активный центр. Первые два шага (реакции 13 и 14) связаны с переносом электронов в обеих средах. Третья стадия (реакция 15) такая же и включает реакцию выделения кислорода (13).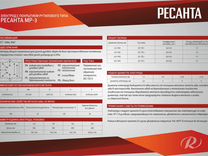 Оба механизма предсказывают наклон Тафеля 120 мВ дек -1 , если реакция (15) является этапом, определяющим скорость.Наклон Тафеля 40 мВ дек −1 можно отнести к второй реакции (14). При более низких перенапряжениях реакция (14) является этапом, определяющим скорость выделения кислорода.
Оба механизма предсказывают наклон Тафеля 120 мВ дек -1 , если реакция (15) является этапом, определяющим скорость.Наклон Тафеля 40 мВ дек −1 можно отнести к второй реакции (14). При более низких перенапряжениях реакция (14) является этапом, определяющим скорость выделения кислорода.
В случае фонового электролита (0,1 моль л -1 Na 2 SO 4 ), применяемого в исследовании, описанном в этой статье, можно предсказать смешанный механизм кислотной и щелочной среды для ООР. Кривые Тафеля с ИК-компенсацией показывают только один наклон для всех протестированных электродов со следующими значениями:
$$ 70 \% {\ mathrm {TiO}} _ 2-30 \% {\ mathrm {RuO}} _ 2 / \ mathrm {Ti } \ kern0.{-1}. $$
Рассчитанные значения b выше 120 мВ дек. −1 . Аналогичные значения были получены для катализаторов β-PbO 2 [43, 47] и IrO 2 -Nb 2 O 5 [37]. Значения наклона Тафеля b доказывают, что реакция (13) является определяющей для всех испытанных электродов. Эта стадия включает образование и адсорбцию первого интермедиата S – OH , адс [43]. Относительно высокие значения b , рассчитанные для испытанных электродов, могут быть связаны с нестехиометрией оксидов и количеством участков для поглощения гидроксильных ионов из воды [48].
Эта стадия включает образование и адсорбцию первого интермедиата S – OH , адс [43]. Относительно высокие значения b , рассчитанные для испытанных электродов, могут быть связаны с нестехиометрией оксидов и количеством участков для поглощения гидроксильных ионов из воды [48].
Полученные результаты показывают, что электроды, модифицированные WO 3 , проявляют более высокую активность по отношению к ООР. Электрод с 3% WO 3 кажется менее активным, чем электрод с 6%. Это означает, что электрод с 3% WO 3 должен быть более активным в органическом окислении, что было доказано электрохимической деструкцией азокрасителя, исследованной на испытанных электродах и описанной в статье [15]. Затем разложение этого красителя, рассчитанное как изменение химической потребности в кислороде (ХПК) и как степень обесцвечивания, было выше, но это не означало общей минерализации.Однако самая высокая эффективность разложения азокрасителя, рассчитанная как изменение ТОС, была достигнута при применении электрода с 6% WO 3 . Уменьшение значения TOC соответствует минерализации раствора красителя и может наблюдаться при более высоких потенциалах, при которых могут образовываться другие активные формы кислорода. Более того, наибольшее разложение азокрасителя было достигнуто в фотоэлектрохимическом процессе, проводимом на электроде, модифицированном 6% WO 3 .
Уменьшение значения TOC соответствует минерализации раствора красителя и может наблюдаться при более высоких потенциалах, при которых могут образовываться другие активные формы кислорода. Более того, наибольшее разложение азокрасителя было достигнуто в фотоэлектрохимическом процессе, проводимом на электроде, модифицированном 6% WO 3 .
Измерения потенциала холостого хода и коррозии
В случае оксидных электродов со слоем TiO 2 -RuO 2 , нанесенным на титановую подложку методом термического разложения, их анодная стабильность очень важна в процессах электрохимического окисления органические загрязнители, присутствующие в промышленных сточных водах.Известно, что RuO 2 подвергается серьезной коррозии в реакции выделения кислорода. Коррозионная стойкость оксидных электродов может быть повышена путем введения в их электроды различных оксидов металлов (например, IrO 2 , SnO 2 , Ta 2 O 5 и Nb 2 O 5 ).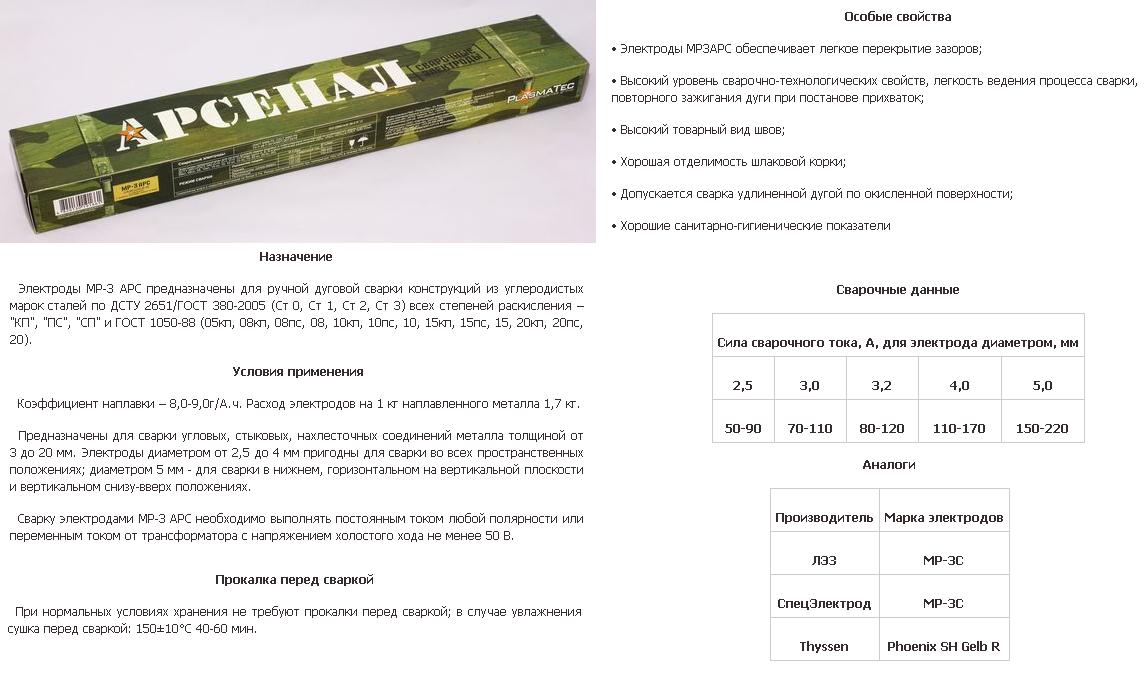 оксидный слой [32, 49,50,51]. Деактивация оксидных электродов из-за коррозии существенно влияет на их срок службы. Механизм коррозии можно объяснить расходом активного компонента.Более того, образование промежуточного слоя пассивирования на подложке также может быть причиной коррозии электрода. В связи с тем, что TiO 2 -RuO 2 / Ti-электроды, модифицированные WO 3 , могут использоваться при разложении органических соединений (например, красителей) в электрохимическом и фотоэлектрохимическом окислении при одновременном выделении кислорода, это важно исследовать их стабильность и коррозионное поведение.
оксидный слой [32, 49,50,51]. Деактивация оксидных электродов из-за коррозии существенно влияет на их срок службы. Механизм коррозии можно объяснить расходом активного компонента.Более того, образование промежуточного слоя пассивирования на подложке также может быть причиной коррозии электрода. В связи с тем, что TiO 2 -RuO 2 / Ti-электроды, модифицированные WO 3 , могут использоваться при разложении органических соединений (например, красителей) в электрохимическом и фотоэлектрохимическом окислении при одновременном выделении кислорода, это важно исследовать их стабильность и коррозионное поведение.
Для оценки стабильности электродов определение ОСР проводили в растворе 0.1 моль л −1 Na 2 SO 4 . Наименьшее значение ОСР было определено для 70% TiO 2 –30% RuO 2 / Ti-электрода (0,010 В). В случае электродов, модифицированных 3 и 6% WO 3 , значения ОСР составляли 0,235 и 0,205 В соответственно. Увеличение значения ОСР примерно на 200 мВ указывает на то, что модификация WO 3 увеличивает стабильность электрода. Однако введение 6% WO 3 в оксидный слой приводит к несколько меньшему значению ОСР по сравнению с 3% WO 3 .Значения ОСР всех электродов положительные. По мнению C.P. Де Паули и С. Тразатти [52], электродный потенциал не зависит от его морфологии, а только от поверхностных свойств активных частиц. Таким образом, значительное увеличение значения ОСР можно объяснить преобладанием W-частиц в поверхностных равновесиях.
Увеличение значения ОСР примерно на 200 мВ указывает на то, что модификация WO 3 увеличивает стабильность электрода. Однако введение 6% WO 3 в оксидный слой приводит к несколько меньшему значению ОСР по сравнению с 3% WO 3 .Значения ОСР всех электродов положительные. По мнению C.P. Де Паули и С. Тразатти [52], электродный потенциал не зависит от его морфологии, а только от поверхностных свойств активных частиц. Таким образом, значительное увеличение значения ОСР можно объяснить преобладанием W-частиц в поверхностных равновесиях.
Далее были определены параметры коррозии испытанных электродов в растворе 0,1 моль л −1 Na 2 SO 4 . Коррозию оценивали с помощью потенциодинамической развертки поляризации, которой предшествовало определение ОСР.После установления равновесия образец катодно и анодно поляризовался. Поляризационные кривые записывали в диапазоне потенциалов OCP ± 200 мВ со скоростью сканирования 2 мВ с -1 . Пересечение катодной и анодной тафелевских наклонов определяет плотность тока коррозии ( j corr ). Примерные поляризационные кривые, записанные для тестируемых электродов в растворе Na 2 SO 4 , представлены на рис. 11. Электрохимические параметры ( b a — анодный тафелевский наклон, b c — катодный тафелевский наклон. , j corr — плотность тока коррозии, E corr — потенциал коррозии и R p — сопротивление поляризации), связанные с электрохимическими измерениями и определенные по поляризационным кривым, перечислены в таблице 6.Плотность тока коррозии рассчитывалась с учетом площади активной поверхности электрода (ЭСП), определенной в системе ферри-ферроцианид.
Пересечение катодной и анодной тафелевских наклонов определяет плотность тока коррозии ( j corr ). Примерные поляризационные кривые, записанные для тестируемых электродов в растворе Na 2 SO 4 , представлены на рис. 11. Электрохимические параметры ( b a — анодный тафелевский наклон, b c — катодный тафелевский наклон. , j corr — плотность тока коррозии, E corr — потенциал коррозии и R p — сопротивление поляризации), связанные с электрохимическими измерениями и определенные по поляризационным кривым, перечислены в таблице 6.Плотность тока коррозии рассчитывалась с учетом площади активной поверхности электрода (ЭСП), определенной в системе ферри-ферроцианид.
Поляризационные кривые, измеренные для испытанных электродов в 0,1 моль л с WO 3
Потенциал коррозии ( E corr ), определенный из поляризационных кривых, является самым низким для немодифицированного электрода. Введение WO 3 в оксидный слой приводит к увеличению значения E corr примерно на 200 мВ. Потенциал коррозии — это термодинамическая величина, показывающая склонность к коррозии. Таким образом, модифицированные электроды кажутся более устойчивыми к коррозии, чем немодифицированный электрод. Однако количество 6% WO 3 менее благоприятно, чем 3%, потому что значение E corr немного уменьшается до -0,016 В, но все же намного выше, чем для немодифицированного электрода.
Введение WO 3 в оксидный слой приводит к увеличению значения E corr примерно на 200 мВ. Потенциал коррозии — это термодинамическая величина, показывающая склонность к коррозии. Таким образом, модифицированные электроды кажутся более устойчивыми к коррозии, чем немодифицированный электрод. Однако количество 6% WO 3 менее благоприятно, чем 3%, потому что значение E corr немного уменьшается до -0,016 В, но все же намного выше, чем для немодифицированного электрода.
Сопротивление поляризации ( R p ) — это параметр коррозии, который используется для сравнения стойкости материала к коррозии в определенных условиях. Модификация TiO 2 -RuO 2 / Ti электрода с помощью WO 3 вызывает увеличение значения R p в 1,7 и 2,3 раза при увеличении содержания WO 3 с 3 до 6%, соответственно. Более высокое значение R p означает более высокую коррозионную стойкость.
Ток коррозии — это кинетическая величина, определяющая скорость коррозии. Наибольшее значение j corr , приводящее к наибольшей скорости коррозии, наблюдается в случае немодифицированного электрода. Введение 3% WO 3 в оксидный слой электрода приводит к значительному уменьшению значения j corr в 1,7 раза. Более высокое количество WO 3 (6%) приводит к дополнительному снижению j corr в 2 раза.Принимая во внимание значения E corr и j corr , можно сделать вывод, что электроды, модифицированные WO 3 , проявляют значительно более высокую коррозионную стойкость в растворе Na 2 SO 4 .
Стабильность TiO 2 -RuO 2 / Ti электродов может быть отнесена к параллельным реакциям растворения RuO 2 и выделения кислорода. RuO 2 реакции растворения следующие [50]:
$$ {\ mathrm {RuO}} _ 2 + {\ mathrm {H}} _ 2 \ mathrm {O} \ to {\ mathrm {RuO}} _ 2- \ mathrm {OH} + {\ mathrm {H}} ^ {+} + {\ mathrm {e}} ^ {-} $$
(16)
$$ {\ mathrm {RuO}} _ 2- \ mathrm {OH} \ leftrightarrow {\ mathrm {RuO}} _ 3 + {\ mathrm {H}} ^ {+} + {\ mathrm {e}} ^ {- } $$
(17)
$$ {\ mathrm {RuO}} _ 3 + {\ mathrm {H}} _ 2 \ mathrm {O} \ leftrightarrow {\ mathrm {RuO}} _ 3- \ mathrm {OH} + {\ mathrm {H}} ^ {+} + {\ mathrm {e}} ^ {-} $$
(18)
$$ {\ mathrm {RuO}} _ 3- \ mathrm {OH} \ leftrightarrow {\ mathrm {RuO}} _ 4 + {\ mathrm {H}} ^ {+} + {\ mathrm {e}} ^ {- } $$
(19)
Согласно механизму растворения с реакцией выделения кислорода последние две реакции (18 и 19) могут быть заменены одной реакцией:
$$ {2 \ mathrm {RuO}} _ 3 \ leftrightarrow {2 \ mathrm {RuO} } _2 + {\ mathrm {O}} _ 2 $$
(20)
В обоих случаях реакция (16) рассматривается как этап, определяющий скорость [50]. Учитывая растворимость продуктов деструкции оксидов металлов, оксидный слой на поверхности анода постепенно обогащается изолирующим TiO 2 [51]. TiO 2 применяется в качестве стабилизирующего компонента оксидного слоя и дополнительно поступает из титановой подложки. Оба процесса приводят к пассивации анода.
Учитывая растворимость продуктов деструкции оксидов металлов, оксидный слой на поверхности анода постепенно обогащается изолирующим TiO 2 [51]. TiO 2 применяется в качестве стабилизирующего компонента оксидного слоя и дополнительно поступает из титановой подложки. Оба процесса приводят к пассивации анода.
В случае TiO 2 -RuO 2 / Ti анодов, модифицированных WO 3 , можно предположить, что выделение кислорода происходит в основном в активных центрах WO 3 , что препятствует разложению RuO 2 и приводит к более высокой стабильности анода.
Помимо значений E corr и j corr , были определены такие параметры, как катодный и анодный тафелевские наклоны. Катодные наклоны Тафеля b c , определенные для испытанных электродов, аналогичны, но с небольшим уменьшением с увеличением содержания WO 3 и указывают на аналогичную электрохимическую реакцию выделения водорода. Более того, наклоны анодного тафеля также аналогичны, что указывает на аналогичный механизм анодного растворения электродного материала независимо от присутствия WO 3 в оксидном слое.
Более того, наклоны анодного тафеля также аналогичны, что указывает на аналогичный механизм анодного растворения электродного материала независимо от присутствия WO 3 в оксидном слое.
Аналогичные измерения были выполнены при разном времени погружения (2 и 4 часа) в раствор Na 2 SO 4 , чтобы определить его влияние на коррозионную стойкость испытываемых электродов. Примерные поляризационные кривые представлены на рис. 12. Электрохимические параметры, определенные из записанных поляризационных кривых, сравниваются в таблице 7.
Рис. 12Сравнение поляризационных кривых, записанных для 64% TiO 2 –30% RuO 2 — 6% WO 3 / Ti-электрод после 2- и 4-часового погружения в Na 2 SO 4
Таблица 7 Сравнение параметров коррозии, полученных при измерениях после 2-х и 4-х часов погружения в Na 2 SO 4 раствор Катодный и анодный наклоны, определенные для тестируемых электродов из поляризационных кривых, записанных при разном времени погружения, были аналогичными, что указывает на то, что механизм коррозии был одинаковым даже после 4-часового погружения. Однако явных изменений в значениях E corr не наблюдалось. В случае всех испытанных электродов значение E corr было смещено в сторону более отрицательных значений, что свидетельствует о меньшей стойкости к коррозии. Немодифицированный электрод показал значение E corr ниже на 66 мВ, тогда как электроды, модифицированные WO 3 , характеризовались значением E corr ниже примерно на 170–180 мВ после 4-часового погружения, но это значение было меньше. все же выше, чем в случае с немодифицированным материалом.Таким образом, даже если уменьшение значения E corr больше для TiO 2 -RuO 2 -WO 3 / Ti электродов, их коррозионная стойкость все равно выше по сравнению с TiO 2 -RuO 2 / Ti электрод. Ток коррозии — второй параметр, который варьировался в измерениях при разном времени погружения. В случае всех испытанных электродов его значение увеличивалось с увеличением времени погружения, что означает более высокую скорость коррозии.
Однако явных изменений в значениях E corr не наблюдалось. В случае всех испытанных электродов значение E corr было смещено в сторону более отрицательных значений, что свидетельствует о меньшей стойкости к коррозии. Немодифицированный электрод показал значение E corr ниже на 66 мВ, тогда как электроды, модифицированные WO 3 , характеризовались значением E corr ниже примерно на 170–180 мВ после 4-часового погружения, но это значение было меньше. все же выше, чем в случае с немодифицированным материалом.Таким образом, даже если уменьшение значения E corr больше для TiO 2 -RuO 2 -WO 3 / Ti электродов, их коррозионная стойкость все равно выше по сравнению с TiO 2 -RuO 2 / Ti электрод. Ток коррозии — второй параметр, который варьировался в измерениях при разном времени погружения. В случае всех испытанных электродов его значение увеличивалось с увеличением времени погружения, что означает более высокую скорость коррозии. Хотя ток коррозии увеличился только на 14% для немодифицированного электрода и на 20% для электродов, модифицированных WO 3 после 4-часового погружения, модифицированные электроды по-прежнему показывают гораздо более низкий ток коррозии.Более того, в случае электрода, модифицированного 6% WO 3 , ток коррозии после 4-часового погружения был даже ниже по сравнению с 2-часовым погружением и почти вдвое меньше по сравнению с немодифицированным электродом.
Хотя ток коррозии увеличился только на 14% для немодифицированного электрода и на 20% для электродов, модифицированных WO 3 после 4-часового погружения, модифицированные электроды по-прежнему показывают гораздо более низкий ток коррозии.Более того, в случае электрода, модифицированного 6% WO 3 , ток коррозии после 4-часового погружения был даже ниже по сравнению с 2-часовым погружением и почти вдвое меньше по сравнению с немодифицированным электродом.
Результаты исследования коррозии в растворе Na 2 SO 4 подтверждают, что модификация электродного материала WO 3 повышает его коррозионную стойкость. Еще более выгодно более высокое добавление WO 3 (6%).
Стабильность электрода
Достаточная стабильность электрода необходима в процессе электрохимического или фотоэлектрохимического разложения органических загрязнителей. Результаты ускоренных испытаний на стабильность (AST) представлены на рис. 13. В случае обоих модифицированных электродов их потенциал уменьшается на 0,22 В за 1440 с, вероятно, из-за смачивания их менее доступной внутренней поверхности [32, 53]. После этого наблюдаются лишь небольшие изменения потенциала электрода. Наконец, потенциал быстро увеличивается, и электроды быстро отключаются.Механизм деактивации можно объяснить следующими причинами [53, 54]:
13. В случае обоих модифицированных электродов их потенциал уменьшается на 0,22 В за 1440 с, вероятно, из-за смачивания их менее доступной внутренней поверхности [32, 53]. После этого наблюдаются лишь небольшие изменения потенциала электрода. Наконец, потенциал быстро увеличивается, и электроды быстро отключаются.Механизм деактивации можно объяснить следующими причинами [53, 54]:
Формирование изолирующей прослойки TiO x ,
Удаление каталитического материала за счет интенсивного газообразования и
Окисление RuO 2 и образование растворимых частиц Ru.
Изменение потенциала электрода во время AST при 0,2 А · см −2 в Na 2 SO 4 (0,1 моль л −1 ) для TiO 2 -RuO 2 электрода / Ti, модифицированного WO 3 , и немодифицированного электрода
Как видно на фиг. 13, электроды, модифицированные WO 3 , демонстрируют более длительный ускоренный срок службы по сравнению с немодифицированным электродом.Срок службы 67% TiO 2 –30% RuO 2 –3% WO 3 / Ti и 64% TiO 2 –30% RuO 2 –6% WO 3 / Ti определен для анодный потенциал на 2 В выше, чем потенциал в нулевой момент времени, составлял 8,93 и 10,40 ч соответственно. Чем выше содержание WO 3 , тем выше срок службы. Срок службы электрода 70% TiO 2 –30% RuO 2 / Ti составил 7,98 ч. Причиной этого должно быть следствие введения WO 3 в оксидный слой немодифицированного электрода и его влияние на морфологию и / или на механизм потери активности.По сравнению с немодифицированным электродом, электроды с WO 3 имеют менее растрескавшуюся структуру (рис. 8), которая может препятствовать проникновению электролита в поверхность подложки, что приводит к задержке образования изолирующего TiO 2 прослойка.
13, электроды, модифицированные WO 3 , демонстрируют более длительный ускоренный срок службы по сравнению с немодифицированным электродом.Срок службы 67% TiO 2 –30% RuO 2 –3% WO 3 / Ti и 64% TiO 2 –30% RuO 2 –6% WO 3 / Ti определен для анодный потенциал на 2 В выше, чем потенциал в нулевой момент времени, составлял 8,93 и 10,40 ч соответственно. Чем выше содержание WO 3 , тем выше срок службы. Срок службы электрода 70% TiO 2 –30% RuO 2 / Ti составил 7,98 ч. Причиной этого должно быть следствие введения WO 3 в оксидный слой немодифицированного электрода и его влияние на морфологию и / или на механизм потери активности.По сравнению с немодифицированным электродом, электроды с WO 3 имеют менее растрескавшуюся структуру (рис. 8), которая может препятствовать проникновению электролита в поверхность подложки, что приводит к задержке образования изолирующего TiO 2 прослойка. Результаты показывают, что замена TiO 2 на WO 3 может улучшить стабильность 70% TiO 2 –30% RuO 2 / Ti электрода. Кроме того, более высокое содержание (6%) WO 3 является более предпочтительным и приводит к более высокому сроку службы электрода.Это подтверждает, что электроды, модифицированные WO 3 , проявляют более высокую коррозионную стойкость в растворе Na 2 SO 4 .
Результаты показывают, что замена TiO 2 на WO 3 может улучшить стабильность 70% TiO 2 –30% RuO 2 / Ti электрода. Кроме того, более высокое содержание (6%) WO 3 является более предпочтительным и приводит к более высокому сроку службы электрода.Это подтверждает, что электроды, модифицированные WO 3 , проявляют более высокую коррозионную стойкость в растворе Na 2 SO 4 .
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie.Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.

- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались. Чтобы принять файлы cookie с этого сайта, используйте кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie.Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie. Вы должны отключить приложение при входе в систему или уточнить у системного администратора.

Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie
потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Чтобы предоставить доступ без файлов cookie
потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файле cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Характеристики производительности квадрупольного фильтра масс MEMS с квадратными электродами: результаты экспериментов и моделирования
Аннотация
Уменьшение размеров квадрупольных масс-спектрометров (QMS) — постоянное требование, обусловленное потребностями космических исследований, портативных приложений и приложений скрытого мониторинга. Технология микроэлектромеханических систем (MEMS) обеспечивает метод достижения такого уменьшения размера. Квадрупольный массовый фильтр (QMF) является одним из компонентов QMS и подходит для микротехнологий.Технологии изготовления МЭМС больше подходят для производства прямолинейных электродов вместо более широко используемых круглых электродов. Настоящее понимание рабочих характеристик прямолинейных электродов и зависимости этих характеристик от геометрии электродов недостаточно хорошо документировано. В этой статье мы сообщаем о рабочих характеристиках QMF с квадратным электродом. Как прогнозируемые характеристики, полученные с помощью компьютерного моделирования, так и экспериментальные данные представлены для работы в зоне устойчивости 1 (0.236, 0.706) и зона 3 (3.16, 3.23). Также проводится сравнение этих результатов с данными моделирования для эквивалентных устройств, построенных с использованием гиперболических и круглых электродов для работы в зоне 1. Это сравнение показывает, что, хотя поле, создаваемое квадратными электродами, далеко от «идеального», все же можно добиться полезного фильтрующего действия.
Технология микроэлектромеханических систем (MEMS) обеспечивает метод достижения такого уменьшения размера. Квадрупольный массовый фильтр (QMF) является одним из компонентов QMS и подходит для микротехнологий.Технологии изготовления МЭМС больше подходят для производства прямолинейных электродов вместо более широко используемых круглых электродов. Настоящее понимание рабочих характеристик прямолинейных электродов и зависимости этих характеристик от геометрии электродов недостаточно хорошо документировано. В этой статье мы сообщаем о рабочих характеристиках QMF с квадратным электродом. Как прогнозируемые характеристики, полученные с помощью компьютерного моделирования, так и экспериментальные данные представлены для работы в зоне устойчивости 1 (0.236, 0.706) и зона 3 (3.16, 3.23). Также проводится сравнение этих результатов с данными моделирования для эквивалентных устройств, построенных с использованием гиперболических и круглых электродов для работы в зоне 1. Это сравнение показывает, что, хотя поле, создаваемое квадратными электродами, далеко от «идеального», все же можно добиться полезного фильтрующего действия. Наши результаты также показывают, что для работы в зоне 3 достижимы характеристики, сопоставимые с характеристиками гиперболических и круглых электродов, работающих в зоне 1.
Наши результаты также показывают, что для работы в зоне 3 достижимы характеристики, сопоставимые с характеристиками гиперболических и круглых электродов, работающих в зоне 1.
Отдел
Массачусетский Институт Технологий. Отдел Электротехники и Информатики; Массачусетский Институт Технологий. Лаборатории Microsystems TechnologyЖурнал
Транзакции IEEE по приборостроению и измерениям
Издатель
Институт инженеров по электротехнике и радиоэлектронике (IEEE)
Цитата
Hogan, Thomas J et al. «Рабочие характеристики квадрупольного фильтра масс MEMS с квадратными электродами: экспериментальные и моделированные результаты.«IEEE Transactions on Instrumentation and Measurement 59.9 (2010): 2458-2467. Интернет. 3 февраля 2012 г. © 2010 Институт инженеров по электротехнике и радиоэлектронике
Версия: окончательная опубликованная версия
Другие идентификаторы
Инвентарный номер INSPEC: 11464117
Rhythmlink MR Conditional / Система быстрого подключения одноразовых электродов ЭЭГ для КТ
Rhythmlink International LLC выпустила новую линейку продуктов, предназначенную для максимальной эффективности и увеличения рабочего процесса при записи ЭЭГ [электроэнцефалографии] у пациентов, которым требуется магнитно-резонансная или компьютерная томография (КТ). Система быстрого подключения — это линейка одноразовых электродов ЭЭГ, собранных в несколько электродных решеток. Запуск включает в себя в общей сложности 18 новых продуктов, каждый из которых является частью электродов Rhythmlink MR Conditional / CT, которые являются одобренными FDA электродами для сканеров 1,5 и 3T.
Система быстрого подключения — это линейка одноразовых электродов ЭЭГ, собранных в несколько электродных решеток. Запуск включает в себя в общей сложности 18 новых продуктов, каждый из которых является частью электродов Rhythmlink MR Conditional / CT, которые являются одобренными FDA электродами для сканеров 1,5 и 3T.
Система Quick Connect обеспечивает такое же качество записи, как и оригинальные электроды условно-МРТ / КТ Rhythmlink, позволяя электродам оставаться на пациенте, пока они находятся в МР-сканере 1,5 и 3 Т.После завершения визуализации пациенты повторно подключаются к своему устройству мониторинга с помощью новой системы быстрого подключения Rhythmlink, которая, как утверждает Rhythmlink, позволяет сэкономить время и средства и улучшить уход за пациентами.
«Мы очень гордимся выпуском новой системы быстрого подключения», — говорит Шон Риган, генеральный директор Rhythmlink International LLC. «С момента выпуска первого FDA очищается MR условных электродов несколько лет назад, наша команда работает над улучшением продукта и достичь следующий шаг в эффективном лечении пациентов. Мы уверены, что система Quick Connect удовлетворит потребность в здравоохранении, которую многие ждали ».
Мы уверены, что система Quick Connect удовлетворит потребность в здравоохранении, которую многие ждали ».
Каждый новый номер продукта имеет пронумерованную термоусадочную пленку и флажки, предназначенные для того, чтобы помочь прикроватному персоналу, например медперсоналу, легко отключать и повторно подключать пациентов, не снимая электроды ЭЭГ, когда пациенту требуется КТ или МРТ. Электроды доступны в тонкой чашке, в дизайне Deep Cup, вмещающем больше геля, и в дизайне Webb, обеспечивающем большую поверхность записи. Все три дизайна можно смешивать, чтобы уменьшить повреждение кожи и повысить комфорт пациента, а в будущем будут доступны индивидуальные варианты набора для удовлетворения дополнительных потребностей пациентов.
«Эти продукты предлагают новый уровень высокоэффективного рабочего процесса, — говорит вице-президент Rhythmlink по глобальным продажам, Лия Хэнсон, R.EEG / EP T. — Система быстрого подключения не только устраняет необходимость снятия и повторной установки электродов ЭЭГ, когда пациенту требуется компьютерная томография или магнитно-резонансная томография, но при этом сокращается общее время процесса отключения и повторного подключения. Это демонстрирует, что в Rhythmlink мы понимаем, что каждый момент важен, когда дело касается ухода за пациентами ».
Это демонстрирует, что в Rhythmlink мы понимаем, что каждый момент важен, когда дело касается ухода за пациентами ».
Что такое электродные артефакты на ЭЭГ?
Автор
Селим Р. Бенбадис, доктор медицины Профессор, директор Комплексной программы по эпилепсии, отделения неврологии и нейрохирургии, больница общего профиля Тампы, Медицинский колледж Морсани Университета Южной Флориды
Селим Бенбадис, доктор медицины, является членом следующих медицинских обществ: Американская академия неврологии, Американская академия медицины сна, Американское общество клинической нейрофизиологии, Американское общество эпилепсии, Американская медицинская ассоциация
Раскрытие информации: Служить (d) в качестве директора, должностного лица, партнера, сотрудника, советника, консультанта или попечителя для: Ceribell, Eisai, Greenwich, Growhealthy, LivaNova, Neuropace, SK biopharmaceuticals, Sunovion
Выступать (d) в качестве докладчика или члена бюро докладчиков для: Eisai, Greenwich, LivaNova, Sunovion
Получил исследовательский грант от: Cavion, LivaNova, Greenwich, Sunovion, SK biopharmaceuticals, Takeda, UCB.
Соавтор (ы)
Диего Антонио Риело, доктор медицины Штатный врач, отделение неврологии, Мемориальная больница Вест, Memorial Healthcare
Диего Антонио Риело, доктор медицины, является членом следующих медицинских обществ: Американская академия неврологии
Раскрытие информации: раскрывать нечего.
Специальная редакционная коллегия
Франсиско Талавера, фармацевт, доктор философии Адъюнкт-профессор, Фармацевтический колледж Медицинского центра Университета Небраски; Главный редактор Medscape Drug Reference
Раскрытие: Получил зарплату от Medscape за работу.для: Medscape.
Норберто Альварес, доктор медицины Доцент кафедры неврологии Гарвардской медицинской школы; Консультанты отделения неврологии детской больницы Бостона; Медицинский директор Центра развития Рентама
Норберто Альварес, доктор медицины, является членом следующих медицинских обществ: Американская академия неврологии, Американское общество эпилепсии, Общество детской неврологии
Раскрытие информации: не раскрывать.
Главный редактор
Helmi L Lutsep, доктор медицины Профессор и заместитель председателя кафедры неврологии Медицинского факультета Орегонского университета здоровья и науки; Заместитель директора Центра инсульта OHSU
Хелми Л. Луцеп, доктор медицины, является членом следующих медицинских обществ: Американская академия неврологии, Американская ассоциация инсульта
Раскрытие информации: Medscape Neurology Редакционный консультативный совет: Комитет по рассмотрению инсульта, CREST2; Консультативный совет врачей Coherex Medical; Клиническое испытание национального лидера и руководящего комитета, Bristol Myers Squibb; Консультант, Abbott Vascular, Inc..
.