Как происходит сварка
Чтобы начать рабочий процесс, сварщик касается электродом металла. Быстро отводит его от него на 3мм. От соприкосновения вспыхивает дуга. Длина ее равна расстоянию удаления от электрода. Поднимая и опуская прибор, усиливается или уменьшается сила плавки и температура дуги. Работы требуют соблюдения техники безопасности. Лицо закрывается щитком.
Есть другой способ образования дуги. Сварщик проводит по металлу электродом, затем отводит прибор в сторону на нужное расстояние. Образуется электрическая дуга.
Качество шва
От размера дуги зависит качество шва. Лучший результат получается при короткой дуге. Она не дает металлу разбрызгиваться, т.е. сохраняет его в большем объеме, при меньшей деформации. Электрод плавится при короткой дуге спокойно, без вспышек. Пучок искр ровный. Глубина при такой дуге получается больше. Если дуга длиннее, то электрод быстрее окисляется, сильнее разбрызгивается. Шов получается неровным, с оксидами и наплывами.
Длину дуги можно контролировать по звуку, издаваемому оборудованием. Оптимальная длина сопровождается равномерным звуком на одной ноте. Длинной дугой издается резкий тон, прерывающийся. Иногда слышатся звуки, похожие на хлопки, взрывы.
Дуга может прерваться. Тогда процесс повторяется, важно не оставить провал там, глее произошел разрыв.
Некоторые мастера при сваривании сложных деталей, ответственных за работу техники мест, зажигают дугу вне зоны сваривания. Они стремятся не допустить ожога металлической поверхности. Зажигание вне зоны сложнее, его смогут выполнить только квалифицированные работники.
Метод подвода дуги к изделию магнитным способом:
- отклонение влево;
- нормальное;
- отклонение вправо;
- влияние ферромагнитной массы железа.
Шов – это прочность скрепления. Поэтому одним из основных умений сварщика можно считать умение манипулировать электродом. Мастер перемещает электрод по металлу, видит шов, меняет его форму и размеры.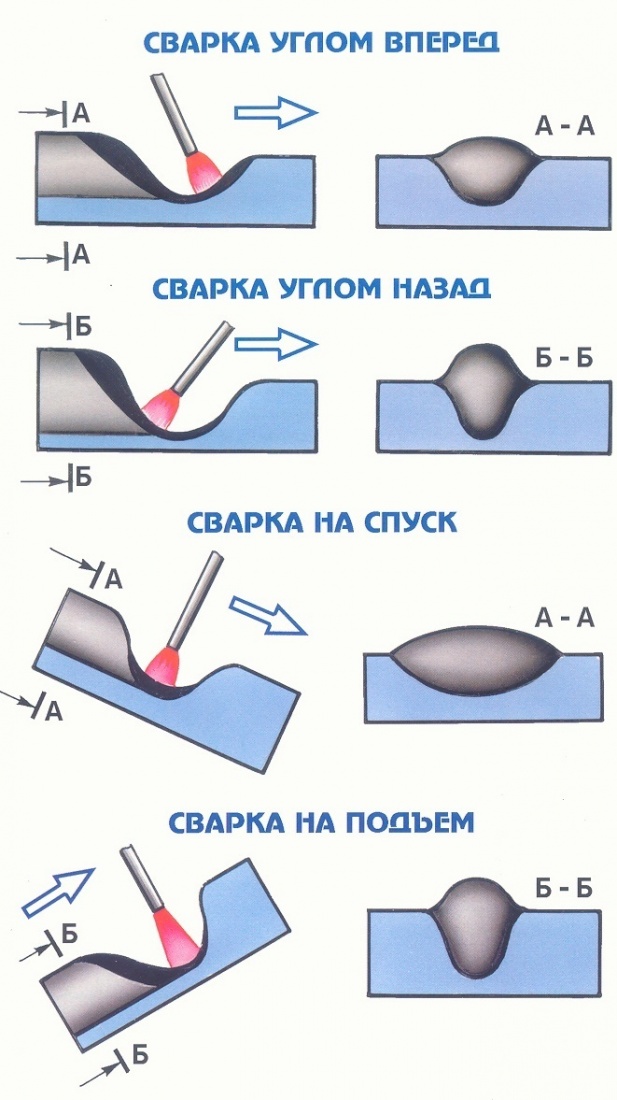
Режимы сварки и размеры шва
Режим сваривания – показатель проваривания металла. Математически это можно представить в виде формулы: отношение ширины шва к глубине. Ручная сварка предоставляет в этом широкие возможности. Шов можно получить как достаточно широкий, так и минимально узкий. Тип шва при этом не зависит от размера:
- угловой;
- стыковой;
- накладной.
Параметры и коэффициенты подачи тока
В ручной сварке важна сила тока. От ее увеличении зависит глубина проникновения в металл, проплав получается только при нужном токе. поэтому важно заранее просчитать необходимый коэффициент силы тока. Чем плотнее металл, тем больший проплав. Род электрического тока также имеет значение.
- Постоянный ток дает узкий шов;
- Увеличение напряжения увеличивает шов.
Поэтому выбираются электроды разных диаметров наконечника.
Уменьшение электрода сокращает горение дуги, увеличивает глубина проплава, сокращается ширина.
Изменение напряжения используется активно в автоматической сварке, он позволяет регулировать наплавку.
Сварка в защитных газах
Процесс заключается в том, что в дуговую область поступант газ, который явлеяется ее защитой. Газ становится изолятором расплавленного металла от воздуха.
Виды такой сварки:
- инертные газы;
- активные газы;
- смеси газов;
- струйная газовая защита.
В комплект для сварочных работ входит следующая техника:
- трансформаторы;
- инверторы;
- блоки питания;
- горелки;
- маски или щитки;
- газовое оборудование.
ГОСТ
По межгосударственному стандарту ручная сварка имеет утвержденный ГОСТ – 5264-80.
Стандарт распространяется на конструктивные элементы, указывает размеры. Характеристики по ГОСТу дают следующие данные:
Характеристики по ГОСТу дают следующие данные:
- Тип соединения;
- Форму подготовленных краев деталей;
- Характер получаемого шва;
- Форма поперечного сечения;
- Толщина деталей.
В ГОСТе дается условное обозначение каждого типа соединения. Изучив документ, сварщик легко сориентируется в чертежах, самостоятельно разрабатывает требования к сварным конструкциям. Есть четкие требования, каким по размерам и форме должен быть шов:
- при одинаковых поверхностях;
- разных металлов;
- разная толщина изделий.
Применять стандарт сможет сварщик с любым уровнем образования. Его соблюдение станет гарантом получения отличного качества сварки.
Осторожно: горячо! | Время ОВК
№ 10 (апрель) 2019
О сколько нам открытий чудных…
Лишь только человечество обнаружило возможность применять в хозяйстве железо, золото, медь, как перед ним встал вопрос соединения мелких фрагментов в более крупные, пригодные для быта.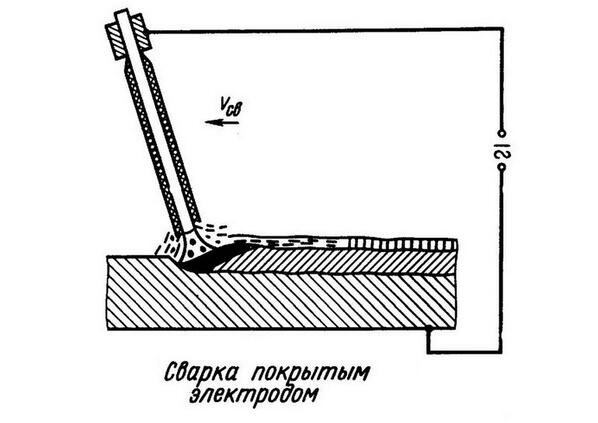 Со временем люди научились ковать, плавить, отливать и обрабатывать. Пришло понимание, что ковкой с прогревом металла можно добиться удивительных результатов.
Со временем люди научились ковать, плавить, отливать и обрабатывать. Пришло понимание, что ковкой с прогревом металла можно добиться удивительных результатов.
По мере развития литейного производства, когда начали выплавлять металл из руд, получать отдельные детали и элементы, мастера научились сваривать их вместе. Детали заформовывали, а шов заполняли расплавленным металлом. Затем были созданы специальные легкоплавкие сплавы. Так, логическим следствием литейной сварки стала пайка металлов.
Доказательством служат золотые украшения с оловянной пайкой, найденные в египетских пирамидах, и свинцовые водопроводные трубы с поперечным паяным швом, обнаруженные при раскопках в древнеримском городе Помпеи. В древние времена была распространена и кузнечная сварка, при которой металлы разогревались до состояния пластичности, после чего спрессовывались в местах соединения.
Кузнечная сварка и пайка были ведущими процессами техники соединения металлов вплоть до конца ХIХ века. Открытие электрического дугового разряда позволило получить электродуговую сварку, актуальную до сих пор. Правда, путь к этому открытию длился целых восемь десятков лет.
Правда, путь к этому открытию длился целых восемь десятков лет.
В 1802 году профессор физики Санкт-Петербургской медико-хирургической академии Василий Петров обратил внимание на то, что при пропускании электрического тока через два стержня из угля или металла между их концами возникает ослепительно горящая дуга (электрический разряд), имеющая очень высокую температуру. Изучив и описав это явление в работе «Известие о гальвани-вольтовских опытах», он указал на возможность использования энергии электрической дуги для расплавления металлов и тем самым заложил основы дуговой сварки металлов и электроплавильных печей.
До конца XIX века металлы соединяли путем кузнечной сварки и пайки
Только в 1882 году русский изобретатель Николай Бенардос для соединения металлов применил электрическую дугу, горящую между угольным электродом и металлом и питаемую электрической энергией от аккумуляторной батареи. Через три года он запатентовал способ соединения и разъединения металлов непосредственным действием электрического тока. В 1888 году русский инженер-металлург Николай Славянов впервые в мире провел дуговую сварку металлическим электродом под слоем флюса – до него применялись только угольные электроды, хотя Бенардос указывал, что проводящим веществом может выступать не только уголь.
В 1888 году русский инженер-металлург Николай Славянов впервые в мире провел дуговую сварку металлическим электродом под слоем флюса – до него применялись только угольные электроды, хотя Бенардос указывал, что проводящим веществом может выступать не только уголь.
Николай Славянов (в центре) в окружении рабочих Пермского пушечного завода |
На Всемирной выставке 1900 года в Париже Николай Бенардос продемонстрировал изобретенное им приспособление для автоматического регулирования длины дуги с помощью соленоида (это односложная катушка цилиндрической формы, витки которой намотаны вплотную, а длина значительно больше диаметра. – Прим. ред.). Еще он предложил варианты сварки наклонными металлическими электродами – устройствами, в которых подача электрода в зону дуги выполнялась за счет давления пружины, а также разнообразные виды автоматических устройств для сварки, выступившие прообразами современных сварочных автоматов и полуавтоматов.
С помощью дуговой сварки рабочие научились ремонтировать чугунные и бронзовые детали
Что касается Николая Славянова, то он не только изобрел дуговую сварку металлическим электродом, описал ее в своих статьях, книгах и запатентовал, но и сам широко внедрял в практику. Он специально обучил рабочих исправлять дуговой сваркой брак литья и восстанавливать детали паровых машин и различного крупного оборудования. Им были созданы первый сварочный генератор и автоматический регулятор длины сварочной дуги, разработаны флюсы для повышения качества наплавленного металла при сварке.
Внедрение сварки в производство проходило очень интенсивно. Только с 1890 по 1892 год было отремонтировано более 1,5 тыс. деталей, в основном чугунных и бронзовых, общим весом свыше 17 тыс. пудов (около 280 тыс. кг). Был даже разработан проект ремонта российского памятника литейного производства – знаменитого Царь-колокола, но эту работу провести не разрешили. Заложенные Бенардосом и Славяновым способы сварки стали основой методов электрической сварки металлов, получивших массовое распространение в XX веке. В 1920-х дуговую сварку стали внедрять при ремонте котлов и локомобилей – передвижных паровых двигателей, она нашла применение в железнодорожных мастерских. Сегодня такую разновидность сварки обозначают аббревиатурой ММА.
В 1920-х дуговую сварку стали внедрять при ремонте котлов и локомобилей – передвижных паровых двигателей, она нашла применение в железнодорожных мастерских. Сегодня такую разновидность сварки обозначают аббревиатурой ММА.
Не только в воздухе, но и под водой
В 1903 году французскими учеными Эдмоном Фуше и Шарлем Пикаром была сконструирована сварочная горелка, работающая на ацетилено-кислородной смеси и позволяющая получить температуру газового пламени 3150°С. Предложенная конструкция принципиально не изменилась до наших дней. В 1906-м появились первые надежные ацетиленовые генераторы, после чего началось промышленное использование данного вида сварки для монтажа газопроводов и другого оборудования.
В 1912 году было создано толстое электродное покрытие, которое представляло собой обертку из синего асбеста. Электроды с толстым покрытием, пропитанным жидким стеклом, нашли свое применение в военной промышленности и кораблестроении. Толстое флюсовое покрытие не только обеспечивало защиту от загрязнения, но и стабилизировало горение электрической дуги благодаря ионизируемым компонентам. Благодаря этому стало возможно создавать сварочные швы без дефектов, а плотность шва впервые стала такой же, как и плотность самого металла.
Благодаря этому стало возможно создавать сварочные швы без дефектов, а плотность шва впервые стала такой же, как и плотность самого металла.
В конце 1920-х годов известный мостостроитель академик Евгений Патон, оценив перспективы электросварки в мостостроении и других отраслях, решил посвятить этому свою научную деятельность. В 1929 году он основал в Киеве первый в мире институт электросварки. Кроме того, им был разработан целый ряд новых и эффективных технологических процессов электросварки. В годы первых пятилеток СССР внедрение сварочного оборудования и передовой по тому времени технологии сварки способствовало успешному строительству Днепрогэса, «Магнитки», «Уралмашзавода» и других важнейших объектов страны.
Первый пригодный для практического применения способ сварки под водой был создан в Московском электромеханическом институте инженеров железнодорожного транспорта в 1932 году под руководством К.К. Хренова. Дуга в воде горит устойчиво, охлаждающее действие жидкости компенсируется небольшим повышением напряжения дуги, которая плавит металл в воде так же легко, как и на воздухе. Сварка производится вручную штучным плавящимся стальным электродом с толстым (занимает до 30% толщины электрода) водонепроницаемым покрытием. Однако качество сварки в воде все-таки несколько ниже, чем на воздухе, а металл шва недостаточно пластичен.
Сварка производится вручную штучным плавящимся стальным электродом с толстым (занимает до 30% толщины электрода) водонепроницаемым покрытием. Однако качество сварки в воде все-таки несколько ниже, чем на воздухе, а металл шва недостаточно пластичен.
Плавить металл в воде оказалось так же легко, как и на воздухе |
В 1940 году был впервые применен вольфрамовый электрод, электрическая дуга которого поддерживалась в гелии. Инертный газ обеспечивал самый высокий уровень стабилизации дуги и защиты от загрязнения. В наше время такая сварка известна под аббревиатурой TIG.
Развитие сварки позволило в годы Великой Отечественной войны быстро наладить производство самолетов, танков и других видов вооружения на заводах Урала и Сибири. Немалую лепту внес Евгений Патон, под руководством которого в кратчайшие сроки были разработаны автоматические стенды для сварки башен и корпусов танков, самоходных орудий, корпусов авиабомб.
С 1946 года для сварки реактивных металлов и алюминиевых конструкций стал использоваться аргон, который зарекомендовал себя как наиболее чистый, безопасный и относительно дешевый газ, химически инертный к расплавам указанных материалов. Сейчас этот метод сварки профессионалы называют MIG/MAG.
Сейчас этот метод сварки профессионалы называют MIG/MAG.
В 1960 году была разработана новая технология сварки – с использованием нескольких электродов. Суть ее в следующем: две или более сварочные проволоки под флюсом подаются в сварочную ванну, причем они могут использоваться в качестве присадки или находиться под напряжением. Данный технологический процесс позволяет существенно увеличить скорость плавления металла и улучшить его эксплуатационную гибкость.
На 1960-е годы приходится наибольшее количество разработок в области сварки. Именно тогда впервые изобрели сварку металлов с помощью порошкового электрода в инертном газе и без него, электрогазосварку и другие методы.
В конце 1970-х в Институте электросварки им. Е. Патона была осуществлена сварка под водой полуавтоматом, в котором в качестве электрода использовали так называемую порошковую проволоку (тонкую стальную трубку, набитую смесью порошков), непрерывно подаваемую в дугу. Порошок в этом случае является флюсом. Подводная сварка ведется на глубине до 100 м. Она получила распространение в судоремонтных и аварийно-спасательных работах.
Подводная сварка ведется на глубине до 100 м. Она получила распространение в судоремонтных и аварийно-спасательных работах.
Космические технологии
В наше время существует свыше 150 видов сварки. Широкое применение получили такие новые способы сварки, как порошковая, плазменная, контактная и электрошлаковая, под водой, в космосе и другие.
Весьма эффективна холодная сварка давлением: она дает сварное соединение, прочность которого иногда превышает прочность основного металла. К тому же в большинстве случаев при такой сварке не происходит значительных изменений в химическом составе металла, поскольку он практически не нагревается. Благодаря такой особенности данный способ сварки незаменим в ряде отраслей промышленности (например, космической, электротехнической, электронной).
Сварка давлением выполняется без применения нагрева, одним только приложением давления, создающим значительную пластическую деформацию (до состояния текучести), которая должна быть не ниже определенного значения, характерного для конкретного металла. Перед сваркой требуется тщательная обработка и очистка соединяемых поверхностей (осуществляется обычно механическим путем, например вращающимися проволочными щетками). Этот способ сварки пригоден для соединения многих металлических изделий (проводов, стержней, полос, тонкостенных труб и оболочек) и неметаллических материалов, обладающих достаточной пластичностью (смолы, пластмассы, стекло и т.п.).
Перед сваркой требуется тщательная обработка и очистка соединяемых поверхностей (осуществляется обычно механическим путем, например вращающимися проволочными щетками). Этот способ сварки пригоден для соединения многих металлических изделий (проводов, стержней, полос, тонкостенных труб и оболочек) и неметаллических материалов, обладающих достаточной пластичностью (смолы, пластмассы, стекло и т.п.).
Сегодня сваривать можно не только металлы, но и многие другие материалы
Не менее эффективна сварка взрывом. Это тоже холодная сварка, так как существенного нагрева детали после взрыва не наблюдается. Сваривание происходит за счет очистки поверхности соединяемых деталей кумулятивной струей и их сжатия давлением взрыва. Таким методом удобно сваривать разнородные металлы. Он незаменим для холодной плакировки – нанесения на массивную деталь тонкого слоя другого металла.
Кроме того, для сварки можно использовать механическую энергию трения. Детали зажимаются и сдвигаются до соприкосновения торцами. Затем электродвигатель приводит во вращение специальный стержень, который, подобно сверлу, внедряется в щель между свариваемыми пластинами и перемещается вдоль шва. В результате трения разогреваются и оплавляются поверхностные слои на торцах, вращение прекращается, и производится осадка деталей. Листы в месте стыка становятся пластичными, металл перемешивается и соединяется в сварном шве. Сварка трением с перемешиванием высокопроизводительна и экономична, используется в авиастроении и аэрокосмической промышленности.
Затем электродвигатель приводит во вращение специальный стержень, который, подобно сверлу, внедряется в щель между свариваемыми пластинами и перемещается вдоль шва. В результате трения разогреваются и оплавляются поверхностные слои на торцах, вращение прекращается, и производится осадка деталей. Листы в месте стыка становятся пластичными, металл перемешивается и соединяется в сварном шве. Сварка трением с перемешиванием высокопроизводительна и экономична, используется в авиастроении и аэрокосмической промышленности.
Сварка трением с перемешиванием используется в авиастроении и аэрокосмической промышленности |
В наше время именно эту технологию применили в НПК «Объединенная Вагонная Компания» при постройке цистерн модели 15-6901 для перевозки концентрированной азотной кислоты. Ввиду крайней агрессивности груза его транспортировка требует особого подвижного состава, оснащенного алюминиевым котлом (содержание алюминия – 99,5%).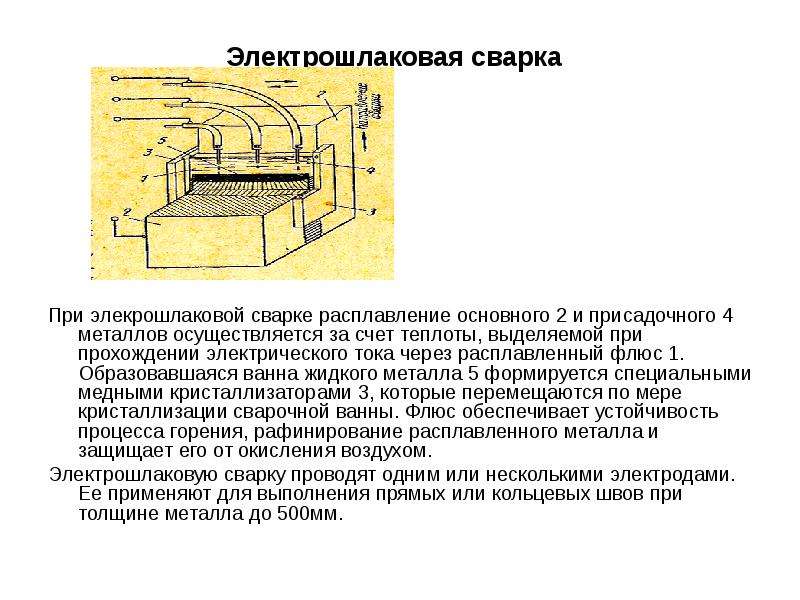 При сварке такого котла и используется трение с перемешиванием. Этот способ по сравнению со сваркой плавлением намного продуктивнее. Он показывает низкую дефектность и не оказывает влияния на окружающую среду. Для подтверждения возможности применения данного способа сварки в транспортном машиностроении и проверки механических характеристик сварных образцов в АО «ВНИИЖТ» были выполнены механические испытания. В результате образцы сварного соединения показали рост временного сопротивления на 10% по сравнению c показателем материала в исходном состоянии.
При сварке такого котла и используется трение с перемешиванием. Этот способ по сравнению со сваркой плавлением намного продуктивнее. Он показывает низкую дефектность и не оказывает влияния на окружающую среду. Для подтверждения возможности применения данного способа сварки в транспортном машиностроении и проверки механических характеристик сварных образцов в АО «ВНИИЖТ» были выполнены механические испытания. В результате образцы сварного соединения показали рост временного сопротивления на 10% по сравнению c показателем материала в исходном состоянии.
Отечественный вагонный парк сегодня обновляется. На смену изношенным еще в прошлом веке вагонам приходят новые, с улучшенными эксплуатационными характеристиками и изготовленные по самым современным технологиям. А значит, и новейшие способы сварки будут неизменно востребованы российскими вагоностроителями.
Александр Рубцов
Технологии контактной стыковой сварки
Сварочный процесс, в ходе которого детали соединяются по площади касания, известен как стыковая сварка.
При правильном использовании технологии гарантирована высокая производительность, меньшее коробление детали. Контактная сварка часто применяется при серийном изготовлении деталей, массовом производстве. Это обусловлено легкостью автоматизации процесса, простой интеграцией оборудования в имеющиеся поточные конвейеры. Подобные технологии активно применяются в автомобильной, авиакосмической промышленности. Они востребованы и в других отраслях, например, при сваривании нефтепроводов, газопроводов.
Получаемые соединения отличает повышенная прочность, герметичность. Технология контактной сварки достаточно проста. Производить сваривание деталей с ее помощью может даже неопытный сварщик. Возможна сварка деталей различной толщины. Для работы применяется система с высокой частотой питающего напряжения. Это позволяет снизить габариты трансформатора.
Производить сваривание деталей с ее помощью может даже неопытный сварщик. Возможна сварка деталей различной толщины. Для работы применяется система с высокой частотой питающего напряжения. Это позволяет снизить габариты трансформатора.
Контактная стыковая сварка труб и арматуры происходит по единой технологии. В ее основе тепловое действие тока, и прикладываемое к деталям усилие сжатия. При выполнении технологических операций с разогревом стыка до пластического состояния производится сварка сопротивлением. При разогреве до состояния оплавления происходит сварка оплавлением. Процесс выполняется следующим образом:
- детали фиксируются в специальных зажимах сварочной машины;
- свариваемые элементы плотно прижимаются друг к другу;
- между свариваемыми поверхностями проходит электроток;
- когда поверхности становятся пластичными, происходит осадка (сжатие), ток одновременно отключается.
Дефекты стыковой сварки сопротивлением могут проявиться, когда контактирующие элементы недостаточно подготовлены. Перед организацией работ необходимо тщательно удалить все неровности, загрязнения. Эти дефекты провоцируют неравномерность нагрева и , как следствие, некачественное соединение.
Перед организацией работ необходимо тщательно удалить все неровности, загрязнения. Эти дефекты провоцируют неравномерность нагрева и , как следствие, некачественное соединение.
Величина сечения свариваемых поверхностей сказывается на качестве полученного соединения. Это объяснимо образованием окислов в стыке. Данный факт обуславливает отдельные ограничения на использование сварки сопротивлением для деталей с площадью сечения свыше 200 мм2.
Контактная стыковая сварка часто применяется при потребности в качественном соединении проволоки, стержней, труб сделанных из низкоуглеродистой стали (для изделий с небольшим сечением). Сварка сопротивлением дает лучший результат при работе с металлами, которые обладают хорошей свертываемостью в пластичном виде (сплавы меди, алюминия, конструкционные стали).
от принципа действия до техники применения
Газопламенная обработка металлов — это ряд технологических процессов, связанных с обработкой металлов высокотемпературным газовым пламенем.
В число этих процессов входит и газовая сварка плавлением. При такой сварке кромки соединяемых частей деталей нагревает пламя газов, сжигаемых на выходе из горелки для газовой сварки.
Газовое пламя чаще всего образуется в результате сгорания (окисления) горючих газов технически чистым кислородом (чистота не ниже 98,5%). В качестве горючих газов используют ацетилен, водород, метан, пропан, пропано-бутановую смесь, бензин, осветительный керосин.
Рис. 1. Распределение температуры по оси нормального газового пламени
Зоны газового сварочного пламени
Газовое сварочное ацетилено-кислородное «нормальное» пламя по форме похоже на схему с рисунка 1.
Поступающая из сопла газовая смесь подогревается до температуры воспламенения во внутренней части ядра пламени 1. В наружной оболочке ядра происходит частичный распад ацетилена. Выделяющиеся частицы углерода раскалены, ярко светятся и четко выделяют очертания оболочки ядра — температура газов в ядре невелика и не превышает 1500 °С.
Зона 2 или сварочная зона — наиболее важная часть сварочного пламени. В ней происходит первая стадия сгорания ацетилена за счет кислорода, поступающего в сопло из баллона. Поэтому здесь развивается максимальная температура. Газы в сварочной зоне обладают восстановительными свойствами по отношению к оксидам многих металлов, включая оксиды железа. Поэтому ее можно назвать восстановительной. Содержание углерода в металле шва изменяется незначительно.
В зоне 3 или факеле пламени газы догорают за счет кислорода воздуха. Содержащиеся в факеле газы и продукты их диссоциации окисляют металлы, т.е. зона является окислительной. Вид ацетилено-кислородного пламени зависит от соотношения кислорода к ацетилену в подаваемой в горелку газовой смеси. Такое соотношение называется коэффициентом β.
Рис. 2. Строение ацетилено-кислородного пламени
При β = 1,1… 1,2 пламя нормальное (см. рис. 1). При увеличении этого соотношения — т.е. относительном увеличении содержания кислорода (окислительное пламя) — форма и строение пламени изменяются (рис. 2). Реакции окисления ускоряются, а ядро пламени бледнеет, укорачивается и приобретает коническую заостренную форму. Тогда сварочная зона утрачивает восстановительные свойства и приобретает окислительный характер — содержание углерода в металле шва уменьшается, выжигается.
При уменьшении коэффициента β — т.е. увеличении содержания ацетилена в газовой смеси — реакции окисления замедляются. Ядро удлиняется, и его очертания становятся размытыми. Количество свободного углерода увеличивается, частицы его появляются в сварочной зоне. При сильном избытке ацетилена частицы углерода появляются и в факеле пламени. В этом случае сварочная зона становится науглероживающей — содержание углерода в металле шва повышается.
Пламя заменителей ацетилена принципиально похоже на ацетилено-кислородное и имеет три зоны. В отличие от углеводородных газов водородно-кислородное пламя не имеет светящегося ядра, поскольку в нем нет светящихся частиц углерода.
Температура пламени при газовой сварке
Один из важнейших параметров, определяющих тепловые и технологические свойства пламени, — его температура. Она различна в различных его участках как по длине вдоль его оси (рис. 1), так и в поперечном сечении. Она зависит от состава газовой смеси и степени чистоты применяемых газов.
Наивысшая температура наблюдается по оси пламени и достигает максимума в сварочной зоне на расстоянии 2… 3 мм от конца ядра. Это основная сварочная зона для расплавления металла. С увеличением β максимальная температура возрастает и смещается к мундштуку горелки. Это происходит из-за увеличения скорости горения смеси при избытке кислорода. При избытке ацетилена (β менее 1), наоборот, максимум температуры удаляется от мундштука и уменьшается по величине.
Горючие газы-заменители ацетилена дешевле и не дефицитны. Но их теплотворная способность ниже, чем у ацетилена. Максимальные температуры пламени также значительно ниже.
Поэтому газы-заменители применяют в ограниченных объемах в технологических процессах, не требующих высокотемпературного пламени: сварка алюминия, магния и их сплавов, свинца; пайка, сварка тонколистовой стали; газовая резка и т.д. Например, при использовании пропана и пропано-бутановых смесей максимальная температура в пламени 2400… 2500 0С. Такие смеси используют при сварке стали толщиной до 6 мм; сварке чугуна, некоторых цветных металлов и сплавов; наплавке, газовой резке и т.д.
При использовании водорода максимальная температура в пламени 2100 °С. Нагрев металла пламенем обусловлен лучистым и в основном конвективным теплообменом между потоком горячих газов и соприкасающейся с ним поверхностью металла. При вертикальном положении пламени его растекающийся поток образует на поверхности металла пятно нагрева, симметричное относительно центра. При наклоне пламени пятно нагрева вытягивается по направлению оси и сужается с боков. Интенсивность нагрева перед ядром выше, чем за ним.
При газовой сварке ввод тепла в изделие происходит по большей площади пятна нагрева. Источник тепла менее сконцентрирован, чем при других способах сварки плавлением. Из-за обширной площади разогрева основного металла околошовная зона — зона термического влияния — имеет большие размеры. Это приводит к образованию повышенных деформаций сварных соединений (короблению).
Воздействие газовой фазы на металл сварочной ванны
При газовой сварке на металл сварочной ванны активно воздействует газовая фаза всего пламени и особенно сварочной зоны. Газовая фаза содержит в основном СО + Н2 и частично пары воды, а также СО2, Н2, О2 и N2 и некоторое количество свободного углерода. Ее состав определяет соотношение кислорода к горючему газу в газовой смеси, а также температура пламени. В разных зонах фазы состав тоже различен.
От состава зависят металлургические взаимодействия газовой фазы с металлом сварочной ванны. Основные реакции при сварке — это окисление и восстановление. Направление реакции зависит от концентрации кислорода в газовой фазе — окислительное и науглероживающее пламя, — температуры взаимодействия и свойств оксида.
При сварке сталей газовая фаза в основном взаимодействует с железом, т.е. происходит образование его оксидов или восстановление. Элементы с большим сродством к кислороду по сравнению с железом (Al, Si, Mn, Cr и т.д.) могут интенсивно окисляться, когда реакций окисления железа не проходит. Они легко окисляются не только в чистом виде, но и в виде легирующих добавок, причем чем выше их содержание, тем окисление интенсивнее. Окисление таких элементов, как Al, Ti, Mg, Si, полностью исключить не удается. Для уменьшения их угара следует помимо регулирования состава газовой смеси использовать флюсы.
Раскисление и структура металла при газовой сварке
Защитное и восстановительное действие пламени относительно невысоко. Поэтому раскисление металла в сварочной ванне при сварке сталей достигают путем ввода в нее марганца, кремния и других раскислителей через присадочную проволоку.
Раскислители образуют жидкотекучие шлаки, способствующие самофлюсованию сварочной ванны. То есть на поверхности сварочной ванны образуются шлаки, которые защищают расплавленный металл от кислорода, водорода и азота, газовой среды пламени и подсасываемого воздуха.
Иначе не избежать негативных последствий. Например, содержащийся в пламени водород может растворяться в расплавленном металле сварочной ванны. При кристаллизации металла часть не успевшего выделиться водорода может образовать поры. Азот, попадающий в расплавленный металл из воздуха, образует в нем нитриды.
Структурные превращения в металле шва и околошовной зоне при газовой сварке носят такой же характер, как при других способах сварки плавлением. Но из-за медленного нагрева и охлаждения металл шва имеет более крупнокристаллическую структуру с равновесными неправильной формы зернами. При сварке сталей с содержанием 0,15… 0,3 углерода и быстром охлаждении в нем может образовываться видманштеттовая структура. Чем выше скорость охлаждения металла, тем мельче в нем зерно и тем выше механические свойства металла шва. Поэтому сварку следует производить как можно быстрее.
Зона термического влияния состоит из тех же характерных участков, что и при дуговой сварке. Но ее ширина значительно больше — до 30 мм при сварке стали больших толщин — и зависит от режима газовой сварки.
Типы соединений газовой сваркой
В процессе сварки происходит расплавление основного и присадочного металлов. Степень их расплавления определяют мощность горелки, толщина металла и его теплофизические свойства. Газовой сваркой выполняют сварные соединения различного типа.
Металл толщиной до 2 мм соединяют встык без разделки кромок и без зазора или — в идеале — с отбортовкой кромок без присадочного металла.
Металл толщиной 2… 5 мм с присадочным металлом сваривают встык без разделки кромок с зазором между кромками.
При сварке металла свыше 5 мм используют V- или Х-образную разделку кромок.
Тавровые и нахлесточные соединения допустимы только для металла толщиной до 3 мм. При большой толщине неравномерный разогрев приводит к существенным деформациям, остаточным напряжениям и возможности образования трещин.
Свариваемые кромки зачищают от загрязнений на 30… 50 мм механическими способами или газовым пламенем. Детали сварного соединения закрепляют перед сваркой в сборочно-сварочном приспособлении или собирают с помощью коротких швов прихваток.
Левый и правый способы сварки
Направление движения горелки и ее наклон к поверхности металла оказывают большое влияние на эффективность нагрева металла, производительность сварки и качество шва. Различают два способа сварки: правый и левый (рис. 3).
Внешний вид шва лучше при левом способе сварки, так как сварщик видит процесс образования шва. При толщине металла до 3 мм левый способ сварки также более производителен из-за предварительного подогрева кромок.
Но угол скоса кромок правым способом сварки на 10… 150 меньше, чем левым — при большой толщине металла и сварке с разделкой кромок. Угол наклона мундштука также может быть на 10… 150 меньше. В результате производительность сварки повышается. Тепловое воздействие пламени на металл зависит от угла наклона оси пламени к поверхности металла (рис. 4).
Рис. 3. Способы перемещения горелки (способы газовой сварки)
Рис. 4. Углы наклона горелки в зависимости от толщины металла
Техника газовой сварки
Во время сварки горелке сообщаются колебательные движения. Конец мундштука описывает зигзагообразный путь. Сварщик держит горелку в правой руке, а в левой при использовании присадочного металла сжимает присадочный пруток. Присадочный пруток располагается под углом 45° к поверхности металла. Оплавляемому концу присадочного прутка сообщают зигзагообразные колебания в направлении, противоположном движению мундштука (рис. 5).
Газовая сварка может проходить в нижнем, вертикальном и потолочном положениях. При сварке вертикальных швов «на подъем» удобнее вести процесс левым способом, а при сварке горизонтальных и потолочных — правым способом.
Рис. 5. Движения горелки и проволоки: а) при сварке стали толщиной более 3 мм в нижнем положении; б) при сварке угловых валиковых швов; 1 — движение проволоки; 2 — движение горелки; 3 — места задержек движения
Если нужно использовать флюс, его следует наносить на свариваемые кромки или вносить в сварочную ванну оплавляемым концом присадочного прутка. Флюсы можно использовать и в газообразном виде при подаче их в зону сварки с горючим газом.
Сварка металлов | Технологии, процесс, оборудование и материалы
Сварка металлов – процесс соединения материалов, как правило, металлов и термопластичных пластмасс. Как правило, процесс соединения происходит при расплавлении поверхностей свариваемых деталей, с образованием ванны расплавленного материала, впоследствии чего, при охлаждении происходит объединение свариваемых поверхностей на молекулярном уровне.
Современные виды сварки
Наиболее распространенные современные методы сварки металлов:
- Ручная дуговая сварка (SMAW) – сварка происходит с использованием электродов – металлических стержней, расплавляемых в процессе сварки, покрытых специальными компонентами, защищающими сварочную ванную от воздействия атмосферы.
- Сварка неплавящимся электродом (GTAW) – для сварки используются электроды, изготовленные из тугоплавких материалов. Как правило, сварка происходит в среде защитных газов – аргон, гелий и т.д.
- Полуавтоматическая сварка (GMAV) – в качестве электрода используется металлическая проволока. Процесс происходит в среде инертных или активных газов.
- Дуговая сварка порошковой проволокой (FCAW) – процесс сварки схож с полуавтоматической сваркой. Процесс может проходить как в среде защитных газов, так и без защитных газов, в зависимости от состава проволоки.
- Сварка под флюсом (SAW) – сварка происходит в защитной среде, образованной испускаемыми парами металла и флюса, подающегося в зону сварки.
- Электрошлаковая сварка (ESW) – применяется для сварки толстостенных изделий. Расплавление электрода и свариваемой поверхности происходит под действием тока, проходящего через шлак.
В качестве источников энергии для сварки металлов может использоваться газовое пламя, электрическая дуга, энергия лазера, энергия электронных лучей, трение, а так же ультразвук. Сварка может выполняться под воздействие различных сред: под воздействием воздуха, воды, в космосе.
Сварка металлов – опасное мероприятие, требующее соответствующих знаний, опыта и навыков, а так же соблюдения мер предосторожности.
Аргонодуговая сварка (АДС)
Наш адрес: 423800, РТ,Набережные Челны, п. ЗЯБ,
квартал 28, дом 81, схема
Сотрудничество с нами
позволит Вам получить все
необходимые комплектующие
и оборудование в кротчайшие
сроки и по разумным ценам.
АДС— это сварка неплавящимся электродом в среде инертного защитного газа, где в качестве нерасходного* электрода используется тугоплавкий вольфрамовый или с легирующими элементами электрод. Дуга горит между электродом и свариваемым изделием. Для защиты сварочной ванны и охлаждения вольфрамового электрода применяются инертные защитные газы, в большинстве случаев это 100% аргон (Ar), однако при сварке некоторых металлов может применяться гелий (He) или смеси газов с водородом (H) и азотом (N). При необходимости к переднему краю сварочной ванны подается присадочный материал.
Швы, полученные в ходе аргонодуговой сварки, отличаются поразительной чистотой и высоким качеством. Вероятность попадания шлака в сварной шов исключается полностью из-за его отсутствия, поэтому шов практически не требует зачистки после сварки. Аргонодуговая сварка может использоваться для сварки практически всех металлов, вручную или механизировано. В основном данная технология используется для сварки сплавов на основе алюминия и нержавеющих сталей, где к сварному шву предъявляются особенно высокие требования к качеству. По этой же причине для автоматической сварки неповоротных стыков труб (орбитальная сварка) был выбран именно этот процесс сварки. Из-за относительно малой производительности по сравнению с другими видами сварки, обычно этот процесс применяется при сварке изделий с толщиной металла 0,3-4 мм, реже 6 мм, в исключительных случаях при сварке больших толщин.
Подбор сварочного тока:
Углеродистые и корозионностойкие стали примерно 30-40 А на 1 мм толщины.
Сплавы на основе алюминия – 40-50 А на 1 мм толщины.
Сплавы на основе меди — 75-80 А на 1 мм толщины.
_____________________________________________________________________________
* — безусловно, при аргонодуговой сварке происходит износ (расход) вольфрамового электрода, но так как он не участвует в формировании металла шва, его нельзя считать сварочным материалом.
Какая сварка лучше: газовая или электрическая?
Какая сварка лучше: газовая или электрическая?
Сегодня мы хотим разобраться, в чем особенности каждого метода. И можно ли ответить на вопрос, какой из них лучше? Они существенно отличаются по принципу работы, инструментарию, сфере применения и другим параметрам. Давайте остановимся на каждом типе поподробнее.
Электрическая
Ее также называют электродуговой. Она соединяет металлы путем расплавления и скрепления частей под влиянием электрической дуги. Помогает в этом специальный электрод, который, расплавляясь, выполняет функцию клея.
При работе с популярным аргоном используется вольфрамовый электрод. Аргон вытесняет кислород из рабочей ванны, то есть защищает место сварки от нежелательных примесей и газов. Кислород плохо воздействует на качество шва. Поэтому используется аргонодуговая сварка, так как этот газ тяжелее воздуха на 38%.
Электросварка может происходить под воздействием переменного или постоянного токов. Чтобы работать с переменным током, нужен сварочный трансформатор. Он выдает мощный электрический ток для стабилизации дуги.
Газовая
В отличие от электрической, газовая сварка происходит благодаря струе сгорающего газа из специальной горелки или резака. Чтобы начать варить, к горелке подсоединяют 2 баллона с разными газами: тем, который будет гореть (может быть пропан, бутан или метан) и окислителя (кислорода). А иногда лучше использовать ацетилен, который «работает в одиночку».
Плюсы и минусы сварочных методов
Оба варианта обладают своими достоинствами и недостатками. К особенностям электросварки можно отнести следующие моменты:
- электрической сваркой лучше пользоваться там, где есть хорошие электросети, которые могут выдержать огромные напряжения аппарата;
- аппарат для электросварки намного компактнее газового;
- нагревается небольшой участок и очень быстро.
Но при этом электродуговая сварка опасна, так как может произойти сильный удар током. Одновременно с этим при другом типе соединения металлов необходимо постоянно следить за возможной утечкой газа, чтобы избежать взрыва. Кроме того, газосварка имеет и такие особенности:
- Позволяет выполнять работы даже там, где нет электричества, либо напряжение слишком мало. Газовые баллоны дешевле дизель-генератора. Но это не значит, что стоимость металлоконструкций, сваренных при помощи газовой горелки, будет существенно ниже. Здесь играет роль много факторов.
- Газ не так негативно сказывается на зрении.
- Нагревается большой участок, причем медленно. Сложно однозначно сказать, хорошо это или плохо. Некоторые металлы как раз лучше нагревать не спеша.
- При увеличении толщины металла производительность падает.
- При газовой сварке нужно постоянно заправлять и возить баллоны, а это не всегда удобно.
Подводя итог, мы можем сказать, что однозначно определить, какая сварка лучше — газовая или электрическая — объективно просто невозможно. Они обе небезопасны и требуют высококвалифицированного исполнителя. В зависимости от ситуации и состава соединяемого материала лучше оказывается тот или иной способ.
10 причин, почему сварка — отличный выбор карьеры
0Последнее обновление: 20 мая 2021 г.
Если вас интересует карьера сварщика, вы попали в нужное место. Мы любим сварку и знаем, насколько это блестящий выбор профессии, но он подходит не всем. Как и у любого другого варианта в жизни, у него есть как хорошие, так и плохие стороны, и вам не следует принимать решение, пока у вас не будет честного мнения обеих сторон.
Именно этим мы и занимаемся в этой статье.Сначала мы обсудим 10 причин, по которым сварка — хороший выбор, а затем шесть причин, по которым сварка — плохой выбор.
10 причин, по которым сварка — отличный выбор в карьере
1. Попасть в
легко.Чтобы стать сварщиком, не требуется формального образования, а иногда и опыта. Чем больше вы знаете, тем лучше, но это отличное занятие, потому что вы можете начать с самого начала на семинаре и изучить все это на работе.
Если вам действительно не терпится, вы даже можете научиться сваривать дома с помощью небольшой онлайн-справки, а затем, обладая достаточной практикой, начать свой собственный бизнес из дома.Прочтите 6 дополнительных рабочих мест для сварщиков, чтобы узнать больше.
2. Огромный спрос на сварщиков
Повсюду в мире нужны сварщики, и в большинстве мест их нужно больше, чем доступно. Это делает сварку отличным занятием, так как у вас никогда не останется рабочих мест, если вы будете придерживаться достойной трудовой этики.
Даже если наступит Третья мировая война, в то время как большинство других людей потеряют работу и могут быть вынуждены изучать новый вид работы, поддерживающий их армию, все сварщики смогут продолжать сварку, только в другой области.Так было во время Второй мировой войны.
3. По лестнице легко подняться
Поскольку существует такой спрос на сварщиков, в сварочной отрасли легко развиваться. Большой спрос дает больше работы, а чем больше работы, тем больше возможностей, если вы стремитесь к карьере, чтобы занять более высокую должность.
На каждые несколько сварщиков должен быть кто-то, кто бы ими руководил. Это означает, что вы можете сваривать, имея подчиненную команду, работающую над проектами, которые вам поручают. Нередко можно встретить людей сразу после ученичества, которым поручают руководить работниками.
4. Хорошо платит
Сварка — это не метод быстрого обогащения, но если вы придерживаетесь этого хотя бы короткое время, вы можете заработать хорошую монету. Сварщики начального уровня зарабатывают в среднем 40 000 долларов в год, и этот рост продолжается регулярно: от 50 000 до 500 000 долларов при наличии опыта в хорошей области.
Хотя сварка сама по себе окупается, возможность использования такого количества различных сварочных позиций из-за огромного спроса означает возможность для вас получить больший доход. Чем лучше вы станете сваркой, тем больше заработаете.Чем больше сварщиков вы начнете управлять под вашим руководством, тем больше вы заработаете.
долларовых купюр….
5. Вы можете путешествовать по миру как сварщик
Если вы хотите жить в уникальных культурах и при этом получать доход, сварка — идеальное занятие для вас. Поскольку сварочные процессы во всем мире схожи и в большинстве стран есть потребность в квалифицированных сварщиках, найти работу за границей несложно.
Для большинства рабочих мест вам потребуется немного задержаться, но это лучший способ увидеть страну и познакомиться с ее культурой.Если вы поедете в другую страну, чтобы расширить сферу сварочных работ, вам нужно будет узнать гораздо больше. Могут быть проекты, над которыми вы работаете за границей, над которыми вы никогда не сможете работать в своей стране.
Если вы предпочитаете оставаться на месте и хотите сэкономить немного денег, сварка — отличный способ заработка на стороне. От выполнения сварочных работ с частичной занятостью до производства собственной продукции и работы по контракту в отпуске — существует множество возможностей заработать столько же, сколько ваша работа на полную ставку, и многое другое, просто подрабатывая подработкой.
Прочтите «6 боковых рабочих мест для сварщиков и сколько вы можете заработать», чтобы получить более подробную информацию о боковых сварочных работах.
7. Начать собственное дело просто
Так же, как начать подработку с частичной занятостью легко, превратить ее в сварочный бизнес с полной занятостью намного проще, чем создавать компании других типов. Есть возможность создать растущую компанию, которая обеспечит вам высокую зарплату и даст возможность работать другим сварщикам.
Сварка — отличный вариант, если у вас есть предприимчивость.Прочтите, как начать прибыльный сварочный бизнес и добиться успеха, чтобы узнать больше.
8. Работа приятная
Помимо того, что сварка открывает множество феноменальных возможностей, это просто приятно. Мы любим сварку и знаем, что большинству сварщиков она нравится.
Задача создания сварного шва для создания прочного и красивого профиля решена. Кажется, никогда не устареет удовлетворение от превращения нескольких кусочков металла в невероятный проект, который отлично выглядит и полезен для своей конкретной цели.
9. Вы приобретаете ценные навыки для использования вне работы
Работа в мастерской приносит большое удовлетворение, и вы получите множество навыков, которые помогут вам в повседневной жизни.
Очевидно, что возможность самостоятельно выполнять сварку дома по частным проектам или помогать друзьям — это здорово. Механический аспект работы сварщика также научит вас навыкам, полезным для работы с автомобилями, выполнения работ с вашим домом и имуществом, а также с пользой для рыбалки или охоты.
Чем бы вы ни занимались, практические навыки, полученные на семинаре, сделают жизнь вне семинара проще и веселее.
10. В отрасли много разнообразия
Сварочная промышленность очень разнообразна. Есть много разных металлов, которые вы можете научиться сваривать, и виды проектов кажутся бесконечными. Некоторые мастерские могут быть сосредоточены на узком диапазоне изготовления, в то время как другие занимаются множеством разных видов. В целом ассортимент сварочной продукции огромен.Вам нужно всего лишь поработать в нескольких разных компаниях в течение всей жизни, чтобы ощутить невероятное разнообразие.
Разнообразие делает вещи интересными, в то время как знакомство с самим сварным швом, независимо от типа металла или процесса сварки, которое вы используете, одинаково для простоты обучения. Повторение — ключ к пониманию, но слишком много повторений скучно и утомительно. Сварочные работы помогут вам добиться превосходных результатов за счет повторения самих сварных швов, при этом сохраняя при этом широкий спектр различий в вашей работе и окружающей среде.
Несмотря на то, что в сварке есть множество замечательных вещей, мы сочли, что эта статья будет неполной, если мы не коснемся некоторых менее хороших вещей. Итак, вот некоторые из менее хороших аспектов работы сварщиком:
6 причин, по которым сварка может быть плохим выбором для карьеры
1. Это опасно
Сварка опасна. Это отлично подходит для людей, которые любят опасность, и часто более опасная работа оплачивается лучше, но независимо от того, как вы на это смотрите, сварка опасна.
Благодаря современной конструкции сварочных аппаратов, а также повышенным стандартам безопасности в большинстве мастерских, опасность была снижена. Но от этого никогда не избавиться. Подача живого электричества на металлические части для создания дуги, которая горит до 20000 ° F, всегда будет опасна.
В сварочных цехах также есть шлифовальные машины, пилы, газовые горелки и тяжелые нестабильные предметы, которые тоже представляют опасность. Для некоторых это часть веселья и проблем. Научиться управлять такими мощными устройствами для получения потрясающих результатов очень полезно, но, опять же, не для всех.
2. Это грязно
Это не всегда так. Если вы сварщик TIG из нержавеющей стали или подводный сварщик, он не очень грязный. Но в большинстве других видов сварки он грязный. С черным цветом на руках и металлической пылью в волосах и в носу, уходя от дневной сварочной работы, обычно требуется тщательная стирка, прежде чем вы сможете заняться чем-либо еще.
Это одна из наших нелюбимых частей сварки, но с ней можно справиться. Труднее всего мыть руки, но их легче всего прикрыть перчатками, если для вас это проблема.Во время сварки вы всегда будете в перчатках, но часто бывает проще выполнять подготовительные и завершающие работы над проектами без перчаток. Здесь могут пригодиться более легкие перчатки, поэтому оставайтесь чистыми.
3. Физически и практично
Некоторым людям нравится сидеть в офисе весь день, и сварка определенно не для них. Сварка требует физических усилий и требует некоторой практической координации, чтобы овладеть ею.
Это не так физически, как работа строителя, но обычно приходится изрядно поднимать предметы и перелезать через них, что некоторым людям не нравится.Нам нравится этот аспект сварки, но если вы не занимаетесь физическими или практическими работами, мы не рекомендуем его вам.
4. Требуется настойчивость
Сварка сталкивается с трудностями, когда вы только начинаете. Как только вы освоитесь, для выполнения более сложной работы часто требуется некоторая работа, чтобы найти лучший способ завершить проект. Оба этапа требуют настойчивости. Если вы не можете проявить терпение, изучая что-то новое и преодолевая трудности, сварка не для вас.
Однако мы находим это захватывающим в сварке.Приятно изучать новые навыки и находить способы преодолевать препятствия, которые дает нам сварка.
5. Машинисты смотрят на него свысока
Среди тех, кто работает с инструментами в машиностроении, на сварщиков, как правило, смотрят свысока слесари / слесари и токари. Проведя довольно много времени в обоих лагерях, мы видели это с обеих сторон и мало уважаем машинистов, которые придерживаются таких предубеждений.
Большинство машинистов умеют сваривать, но они склонны придерживаться своих машин, потому что это более сложный вид работы.Если вы в конечном итоге работаете в более крупной фирме, где есть сварочные и механические подразделения, у вас может быть плохой опыт работы с некоторыми машинистами, которые думают, что они лучше вас.
6. Некоторые мастерские сложно работать в
Не все мастерские одинаковы, но во многих из более мелких может быть сложно работать. В среде мастерских «старой школы» каждому ученику приходилось нелегко, пока он не добился своего. Условия работы меняются, поэтому это уже не так приемлемо, как раньше, но может быть трудно для начинающих.
Распространенные виды лечения включают отправку учеников на поиски несуществующих предметов, таких как компрессионная банка или левая отвертка. Известно, что люди наполняют ланч-бокс учеников краской или шлифовальной пылью, голыми привязывают их к флагштокам или прячут ключи от машины. Крупные фирмы сейчас этого не потерпят, но если вы окажетесь в небольшой мастерской, которая все еще придерживается менталитета «старой школы», вам может быть трудно.
Немного поищите в Интернете и спросите о компании, в которой вы собираетесь работать, быстро решит эту проблему, если вы сочтете это проблемой.Есть много компаний, для которых вы можете сваривать, поэтому поиск поможет вам найти нужное место.
Заключение
Есть много уникальных работ, и сварка — лишь одна из них. Однако, если вы хотите сделать карьеру с бесконечными возможностями, которая приносит удовлетворение и захватывает, но при этом оказывает значительное влияние на ваше сообщество, сварка — отличный выбор.
Если вы думаете о сварке как о карьере, подумайте о том, чтобы найти собственного сварщика, чтобы понять, стоит ли вам получать за это деньги.Есть несколько отличных вариантов, с которых вы можете начать работу в нашей статье Лучший сварщик MIG за деньги 2020.
Присылайте ниже любые вопросы или комментарии о том, почему, по вашему мнению, сварка является или не подходит для карьеры. Было бы здорово получить известие от вас.
3 самых опасных ошибки, которые совершают начинающие сварщики!
Есть 3 ошибки в процессе сварки, которые допускают большинство начинающих сварщиков, и я хочу поделиться с вами, прежде чем вы начнете свое путешествие по обучению сварке.
Если вы последуете тому, что я здесь говорю, и не сделаете этих ошибок, то сварка пройдет гораздо проще.
Ошибка начинающего сварщика № 1:
Отсутствие контроля нагрева и сварочной ванны, что приводит к плохому проплавлению и низкой прочности сварного шва.
Независимо от того, какую процедуру сварки вы используете, будь то сварка TIG, MIG, дуговая или кислородно-ацетиленовая сварка, следует помнить о контроле температуры.
Убедитесь, что вы всегда не торопитесь и получаете хорошее проплавление шва.
Если вы ускорите процедуру сварки и сделаете это слишком быстро, вы рискуете получить холодный сварной шов с небольшим проваром или без него, что приведет к слабому сварному шву и возможному разрушению сварного шва.
Вы определенно не хотите, чтобы сварной шов был поврежден, особенно если вы свариваете такие конструкционные элементы, как перила или прицепы.
Убедитесь, что вы работаете достаточно медленно, чтобы получить хороший и глубокий провар, особенно если вы свариваете более толстую сталь.
Если ваша сварочная процедура включает в себя что-либо из стали толщиной более 1/8 дюйма, вам определенно нужно скосить обрабатываемую деталь, чтобы обеспечить максимальное проплавление сварного шва через всю деталь.
Вы даже можете пропустить несколько сварных швов, если вам нужно обеспечить максимальную прочность заготовки.
Поскольку вы только начинаете сварку, вы, вероятно, даже не представляете, какое проплавление ваши сварные швы получают на металле, поэтому лучше всего провести испытание на разрыв. Что такое тест на разрыв?
Это именно то, что звучит. Поместите одну из ваших тренировочных деталей в тиски, возьмите молоток и посмотрите, удастся ли вам сломать сварной шов. Если он ломается без особых усилий, значит, у вас холодный сварной шов с небольшим проваром.
Если у вас есть ленточная пила, вы также можете сделать поперечный разрез в заготовке, чтобы увидеть, насколько хорошо ваш сварной шов проникает.
Что бы вы ни делали, просто убедитесь, что, если вы свариваете что-то, что будет использоваться в конструкционных целях, вы уже практиковали и уверены в своих способностях к процедуре сварки.
Есть еще одна роковая ошибка, которую допускают многие начинающие сварщики, которая может не только привести к некрасивым сварным швам, но также приведет к разрушению сварного шва, если все сделано неправильно.
Ошибка начинающего сварщика № 2:
Неправильная очистка и подгонка металла перед сваркой, что приводит к плохому внешнему виду сварного шва и плохой прочности.
Сварка окрашенного металла, грязного металла, ржавого металла и т. Д. — ОГРОМНОЕ нет, нет. Не могу сказать, сколько раз я это видел. Кто-то думает, что они просто что-то отремонтируют, и не задумывается о чистке металлических поверхностей.
Неаккуратный сварной шов
Хорошая сварка
Абсолютно необходимо очищать металл путем шлифовки ржавчины, краски, масла, грязи и т. Д.перед тем, как уложить сварной шов. Вы не хотите, чтобы загрязнения из этих предметов попадали в ваш сварной шов, так как это ослабит ваши сварные швы.
Даже если вы работаете с чистым металлом, на нем остается слой прокатной окалины, который необходимо удалить перед сваркой. Этот слой прокатной окалины образуется при нагревании и охлаждении стали на сталелитейном заводе, и удаление этой прокатной окалины является очень важной частью процедуры сварки.
Если не очистить заготовку перед сваркой, будет труднее добиться хорошего проплавления сварного шва из-за ржавчины, краски, грязи и т. Д.отводит тепло от реальной поверхности металла и сварного шва.
Очистить металл можно с помощью угловой шлифовальной машины, а в некоторых проектах может потребоваться очистить металлическую поверхность ацетоном перед сваркой.
Итак, убедитесь, что вы используете надлежащие методы предварительной очистки перед сваркой, чтобы получить великолепно выглядящие сварные швы с высокой прочностью.
Есть еще одна ошибка, которой я хочу поделиться: я вижу, что слишком много начинающих сварщиков делают.
Ошибка начинающего сварщика № 3:
Несоблюдение мер безопасности при сварке, резке и шлифовании, приводящее к смертельному повреждению вашего тела.
Когда вы начнете сварку, вам придется работать с большим количеством нового оборудования, которое вы можете использовать, а можете и не использовать. Вы будете использовать такие вещи, как резаки, шлифовальные машины, сварочные аппараты, сверла, горячий металл и т. Д.
При сварке нужно помнить, что безопасность — ваш лучший друг, и она должна быть на первом месте ВСЕГДА!
При сварке можно легко поранить глаза из-за ультрафиолетового света, излучаемого процессом дуговой сварки. Убедитесь, что у вас есть сварочная маска со сварочной линзой как минимум №9, и я рекомендую, если возможно, №10 или №11.
Ультрафиолетовый свет может не только повредить глаза, но и кожу. Вот почему каждый раз, когда вы свариваете, убедитесь, что у вас длинные брюки и рубашка с длинным рукавом, чтобы защитить себя.
Я тоже рекомендую надеть какие-нибудь ботинки. Ботинки со стальным носком были бы идеальными.
Убедитесь, что на вас нет синтетической одежды, такой как спортивная куртка или брюки, потому что эти материалы будут плавиться прямо на вашей коже, если вы получите горячую искру.
Я видел по телевизору шоу, например, «Американские чопперы», где эти ребята просто сваривают без надлежащей защиты рук, и часто без маски они сваривают с закрытыми глазами.
Это действительно плохой пример безопасности для людей, которые только учатся сварке. Не делай того, что они делают. Всегда ставьте безопасность на первое место.
Вы также, вероятно, в какой-то момент будете работать с болгаркой, которая может стать очень громкой и выделять много искр.
Убедитесь, что у вас под рукой есть беруши и прозрачная маска для лица, которая защитит вас от искр.Эти искры могут навсегда заткнуть вам глаза, так что будьте умны.
С тех пор, как я начал сварку, меня много раз обжигали горячим металлом. Пару раз я просто забыл, что на мне не были кожаные сварочные перчатки, и поднял голой рукой кусок горячего металла. Было больно, поэтому просто убедитесь, что у вас есть хорошие перчатки и плоскогубцы, чтобы подобрать горячий металл.
Наконец, я хочу поговорить об оксиацетилене. Поскольку вы новичок в сварке, возможно, у вас еще нет кислородно-ацетиленовой установки.Однако, когда вы его получите, просто убедитесь, что вы соблюдаете меры предосторожности при работе с ним.
Газы находятся под очень высоким давлением, и при неправильном обращении с кислородным баллоном это может быть очень опасно. Мне повезло, что у меня никогда не было проблем с настройкой оксиацетилена, но я видел видео, где они либо взорвались, либо взорвались, как ракета, из-за неправильного хранения или обращения.
Будет ли автоматизация сварки в будущем?
Из-за многочисленных статей в журналах и газетах есть реальные опасения, что люди, работающие в сварочной отрасли, могут потерять работу из-за автоматизации.
Так будет ли сварка автоматизирована? Сварка, вероятно, испытает, по крайней мере, некоторый уровень автоматизации в ближайшие пять-десять лет из-за все более передовых технологий, снижения затрат на автоматизацию и потенциального повышения эффективности и точности.
Но ответ не так прост. Предпосылка этих опасений остается неизменной с начала промышленной революции.
При этом будущее может быть не таким высеченным в камне, как думают многие люди.Внедрение автоматизации зависит как от работы, так и от разнообразия. Автоматизация в основном означает, что небольшие компании могут иметь такое же большое влияние, как и более крупные предприятия. Автоматизация увеличивает производство. Есть несколько причин, по которым это может не быть концом для работников сварочной отрасли.
Текущее состояние автоматизации
Первая причина — существенно снизятся фактические затраты на изготовление изделий, требующих сварки. Это обеспечит более высокую сварочную способность как для небольших, так и для крупных заводов.Это дает малым предприятиям возможность оказывать более значительное влияние на рынок. Выручка более крупных компаний существенно возрастет.
Вторая причина заключается в том, что автоматизация сместит акцент с производства на дизайн. Улучшится качество продукта, увеличится количество малых предприятий. Хотя количество средних компаний, скорее всего, сократится, рост малого бизнеса должен предложить больше рабочих мест, поскольку автоматизация будущего полностью вступит в силу.
Как я уже сказал, вопрос будет ли сварка автоматизирована не так прост, как кажется. Примерно восемьдесят процентов всех сварочных работ на производстве можно заменить автоматизацией. Опытные сварщики всегда будут необходимы для выполнения оставшихся двадцати процентов сварочных работ, помимо работы с настоящими роботами.
Хотя автоматизация в конечном итоге может уложить борт, опытным сварщикам придется научить роботов выполнять свои обязанности. Программистов будет мало.Еще одно соображение — ценность человеческого суждения. Роботы преуспевают в повторении, но не в необходимых вариациях.
Сварочная промышленность продолжает оставаться прибыльной, несмотря на сокращение квалифицированной рабочей силы и слабую экономику. Уже есть компании, использующие роботизированную автоматизацию для удовлетворения своих потребностей в сварке. Неавтомобильные производители составляют меньшинство. Примерно четырнадцать процентов всех других отраслей, вместе взятых, вложили средства в автоматизацию. Количество компаний, рассматривающих этот вариант, постоянно увеличивается.
Сферы, которые, скорее всего, охватят автоматизацию, включают конечных пользователей, менеджмент и дистрибьюторов. Это потому, что автоматизация будет их лучшей возможностью оставаться актуальными в своей отрасли. Ожидается, что автоматизация станет важным аспектом ближайшего будущего. Любая отстающая сварочная компания потеряет клиентов.
Когда сварка будет автоматизирована?
Хотя будущее независимой автоматизации сварки еще не наступило, несомненно, изменения уже начались.Стоимость автоматизированной роботизированной сварки начала снижаться. Это означает, что автоматизация становится возможной не только для крупных сварочных корпораций. Со временем автоматизация будет предлагать еще более экономичные машины, новую эффективность и гораздо лучшие тенденции.
Вот почему так много оптимизма в отношении будущего автоматизации в сварочной отрасли. Несмотря на некоторые очевидные недостатки для рабочих, преимущества будут включать более доступные и более качественные продукты.Производство будет более устойчивым с меньшим количеством посредников.
Несмотря на достижения в области автоматизации сварки, будущее этой концепции еще не наступило. Искусственный интеллект, позволяющий вывести автоматизированную сварку на новый уровень, в настоящее время недоступен. Эта технология необходима для автоматизации, чтобы заменить людей на производстве. Революция искусственного интеллекта позволила людям стать лучше в своей работе.
Они производят более эффективные линии за каждый час своей работы.Рабочие по-прежнему необходимы для программирования и наблюдения за автоматизированными машинами. Возможна возможность программирования самих автоматизированных инструментов. Это еще больше снизило бы стоимость производства сварочной продукции.
Замена рабочих мест в сварочной отрасли на автоматизацию
Успех всей цепочки поставок будет зависеть от отношений, установленных между дистрибьюторами и покупателями. Чтобы добиться успеха, дистрибьюторы должны быть в курсе последних достижений в области автоматизированной сварки.Прибыль упадет для любого дистрибьютора, который не останется конкурентоспособным. Лучший вариант для дистрибьюторов — изучить новую технологию сейчас.
Это позволит им стать надежным источником знаний для роста своих клиентов. Отношения между производителем и дилером могут оставаться взаимовыгодными. Положение сварщиков зависит от их навыков и опыта.
Хотя роботизированная автоматизация может снизить стоимость производства, опытные профессионалы все равно будут необходимы.Для программирования автоматизированных роботов потребуются опытные сварщики. Сварщик должен понимать не только сварку, но и ограничения.
Финансовая прибыль и рост компании увеличат количество рабочих мест. Основное преимущество опытного сварщика — универсальность. Автоматизированные роботы не могут принимать решения, потому что они являются продуктом их программирования.
Внедрение и результаты автоматизации
Предварительно спроектированная система предлагает бизнесу более быструю окупаемость вложенных средств и более простую реализацию по сравнению с индивидуальными ячейками.В базовую систему входят базы. Все, что требуется, — это установить систему на конвейере. Самый простой первый шаг — найти процесс, который чаще всего повторяется на линии. Проверенная программа обучения — лучший способ обучить робота.
Самая важная черта обучения робототехнике — это опытный сварщик, гордящийся своим делом. Если линия выходит из строя, тренеру по робототехнике должна быть предоставлена поддержка. Автоматизированные сварочные ячейки обеспечивают стабильное качество и повышенную производительность.Среднее увеличение производительности составляет три к одному. Компания может окупить инвестиции менее чем за два года.
Запуск автоматической сварки происходит незадолго до начала производственной линии. Это обеспечит сварку высочайшего качества с минимальным разбрызгиванием. Все, кто работает на линии, выиграют, потому что любые проблемы с очисткой или качеством будут практически устранены. Это принесет пользу конечным пользователям, клиентам и дистрибьюторам. Процесс автоматизации не устранит всех проблем.
Один из самых важных факторов, влияющих на прибыльность любой компании, — это устаревшее оборудование. Благодаря новым технологиям всегда доступно более эффективное и действенное оборудование. Хорошим примером является недавнее улучшение мониторинга данных дуги. Единственный способ сохранить прибыльность компании в глобальном масштабе — оставаться в курсе технологических достижений как в области автоматизации, так и в области сварки.
Ожидаемое будущее автоматизации в сварочной промышленности
На рынке уже есть роботы, эксплуатационные расходы которых ниже, чем заработная плата нынешних рабочих.Цены на этих роботов постоянно падают. По прогнозам, к 2025 году стоимость сварочного робота будет ниже 2 долларов в час. Поскольку цена на человека-сварщика в США составляет 25 долларов в час, эта экономия ошеломляет.
Стоимость все же меньше, чем у опытных рабочих из стран с самыми низкими доходами. Автоматизация наиболее эффективна для задач, требующих постоянного повторения, в отличие от новых задач. Большинство сварочных работ требует постоянно меняющихся навыков.Это означает, что люди с повторяющимися задачами, скорее всего, первыми потеряют работу из-за автоматизации. Работа, требующая большего колебания, будет безопасна в течение долгого времени.
Стоимость предоставления роботам возможности выполнять высококвалифицированные задачи снижается. Искусственный интеллект можно запрограммировать так, чтобы он последовательно выполнял практически любую работу лучше, чем человек. Уровень надежности, необходимый для того, чтобы это стало возможным, только сейчас достигается. Это значительно повышает конкурентоспособность автоматизации.Прекрасным примером является победа компьютера над чемпионом мира по шахматам в 1990-е годы.
Никто не придал этому большого значения, потому что шахматы — это, по сути, математика. Это область, в которой компьютеры всегда преуспевали. Гораздо позже лучшие игроки в Jeopardy на планете были побеждены компьютером. Это показало, что машины теперь достаточно продвинуты, чтобы правильно отвечать на абстрактные вопросы.
Недавно компьютер победил чемпиона мира по го. Об этом было сделано особое заявление.При использовании когнитивной точки зрения теперь кажется, что компьютер не может сделать ничего лучше человека. Вся концепция автоматизации резко изменится после того, как на рынке будут продаваться роботы, которые смогут починить почти все в доме.
Робот-разнорабочий стал отличной возможностью для будущего. Приближающееся будущее окажет огромное влияние на стоимость труда. Многие эксперты считают, что это нанесет ущерб политической и экономической системам, на создание которых потребуются сотни лет.Самый простой ответ на вопрос, будет ли сварка автоматизированной — да. Вопрос только в том, сколько времени потребуется на разработку необходимых технологий.
Основная концепция мира начала меняться. GPS заменил карты, а Интернет заменил библиотеки. Ожидается, что изменения в течение следующих десяти лет будут значительными. Что касается сварочной отрасли, рабочие, сваривающие повторяющиеся объекты, такие как трубные решетки, швы и сопла, могут быть обеспокоены своей работой.Автоматизированные роботы уже могут выполнять эти работы.
Проблема в том, что стоимость слишком высока. Операторы по-прежнему имеют решающее значение, потому что компьютеры не могут определить, правильно ли идут сварные швы. Утилизация дорогих сплавов — это затраты, на которые не возьмется ни одна компания. Ожидается, что в течение следующих двадцати лет опасения возрастут. К тому времени компьютеры могут производить сборку внутри башен.
Однажды можно будет сбросить стрелу с роботом. Робот выполнит сканирование, сориентируется и выполнит сварку.В течение следующих тридцати лет любому сварщику, не выполняющему случайную работу или ремонту, придется волноваться. Та же технология, которая повлияла на программы G-code машинистов, может также повлиять на роботизированную сварку.
Некоторые крупные компании уже вкладывают средства в автоматизацию. Хотя будущее еще не наступило, велики шансы, что в сварочной отрасли произойдут сбои. Какие рабочие места будут потеряны, еще неизвестно.
Связанные вопросы
Какое будущее ждет сварочных работ? Согласно прогнозам, с 2016 по 2026 год труд сварщиков, паяльщиков, паяльщиков и резаков вырастет на 6 процентов, что примерно так же быстро, как в среднем по всем профессиям.Устаревшая инфраструктура страны потребует навыков сварщиков, паяльных машин, резчиков и паяльщиков для оказания помощи в восстановлении мостов, шоссе и зданий.
Заменит ли AI сварщиков? Не все сварочные работы можно заменить роботизированными процессами. Сварочные работы на штампах и оснастке, архитектурная сварка, ремонтно-сварочные работы и многие виды производства по-прежнему будут выполняться сварщиками-людьми.
Подобные сообщения:
Может ли сварочная проволока испортиться?
Сварочная проволока, как правило, выходит из строя по прошествии определенного периода времени, но в зависимости от типа сварочной проволоки необходимо учитывать различные факторы, чтобы предотвратить это и что с этим делать, если она действительно испортится.
Для различных сварочных работ требуется разная сварочная проволока. Однако, как и все металлические предметы, сварочная проволока может испортиться, если за ней не ухаживать должным образом. Первое, что нужно сделать, — это узнать о различных сварочных процессах, потому что каждый сварочный процесс использует определенную сварочную проволоку и может потребовать различного уровня обслуживания.Продолжайте читать, чтобы узнать о различных сварочных процессах и типах проволоки, для чего они используются и как обращаться с этой проволокой, когда она выходит из строя.
Типы сварочных процессовНиже перечислены четыре основных типа сварочных процессов.
Сварка металла в инертном газе, или MIG, также известная как газовая дуговая сварка (GMAW)- Наиболее распространенный процесс промышленной сварки
- Подходит для плавления мягкой стали, нержавеющей стали, а также алюминий
- Объединяет два куска металла вместе с проводом, подключенным к току электрода
- Использует экранированный газ вдоль проволочного электрода, который нагревает два соединяющихся металла
- Требуется постоянное напряжение и постоянный ток источник питания
- Используется с защитным газом или без него
- Аналогично MIG или GMAW, b , но используется трубчатая проволока, заполненная флюсом (в процессе сварки используется твердый защитный материал) вместо
- Чрезвычайно недорого
- Легко освоить
- Ограничения
- Не всегда эстетично, в отличие от других методов сварки
- Высокий уровень ядовитых паров
- Менее портативное оборудование
- Самый простой из всех типов сварки
- Он использует сварочную палку или металлический стержень, а не проволоку
- Использует электрический ток для образования электрической дуги между стержнями и соединяющие металлы
- Инертные газы, которые покрывают стержень, испаряются во время процесса сварки и защищают металл
- Обратной стороной является то, что он производит много шлака и требует достаточного уровня очистки
- Часто используется при строительстве стальных конструкций и в промышленном производстве, как а также f или производственные, строительные и ремонтные работы
- Использует неплавящийся вольфрамовый электрод, который нагревает основной металл в расплавленную лужу
- Как и SMAW, здесь используется присадочный стержень, а не проволока
- Он использует инертный газ для защиты сварного шва
- TIG требует большого опыта
- В основном используется для выполнения высококачественных готовых работ без шлифовки или шлифовки.
К двум основным проводам относятся:
1) Провод GMAW
Да, провода GMAW могут выйти из строя, если они не имеют надлежащей защиты и обслуживания.
Обычно для проволоки GMAW требуется защитный газ, который подается из газового баллона под давлением, чтобы защитить сварной шов от атмосферных загрязнений.
В этой категории есть две подкатегории: сплошная проволока GMAW и композитная проволока GMAW с металлическим сердечником.
Чтобы решить, какой провод требуется для проекта GMAW, необходимо учитывать следующие факторы:
- Что такое основной металл? Сравните основной металл с электродом и сравните его как можно точнее.
- Из чего сделан наплавленный металл? Для металла, который вы хотите приварить к основному металлу, может потребоваться проволока GMAW определенного типа.
- Какие раскислители вам нужны? Они добавляются к проводам для защиты проводов от повреждений и пористости.
В противном случае проволока и сварные швы будут повреждены.
Жесткие провода GMAW
Производитель Mysid, TTLightningRod. — Это векторное изображение содержит элементы, которые были взяты или адаптированы из этого: вырезка MIG.jpg. Векторизовано Mysid в формате JPEG с помощью TTLightningRod., CC BY-SA 3.0, https://commons.wikimedia.org/w/index.php?curid=3526707
Сплошные и композитные провода GMAW имеют схожие рабочие характеристики и повысить эффективность сварного шва. Они практически не требуют очистки. Однако они справляются с разными уровнями повреждений.
Сплошная проволока для GMAW сильно раскислена. Они могут выдерживать только легкое или среднее воздействие атмосферных элементов, прежде чем оно испортится. С другой стороны, композитные проволоки GMAW лучше работают из-за их металлических компонентов.Электрод с металлическим сердечником способен более эффективно раскислять окалину на сварном шве.
Необходимый уровень раскислителей определяется числом на конце. В случае ER70S-6 это число 6. Он имеет более высокий уровень силикона и марганца, чем ER70S-3. Чем меньше число, тем меньше требуется раскислителей. Опять же, необходимый уровень раскислителей зависит от типа сварочного проекта.
Композитные провода GMAW
Композитные провода GMAW имеют трубчатый металлический сердечник.Подобно сплошной проволоке для GMAW, он обеспечивает бесшлаковую сварку. Следовательно, он практически не требует очистки.
Если на основном металле присутствуют загрязнения, композитные проволоки GMAW способны раскислить окалину благодаря компонентам с металлическим сердечником.
Единственная очистка, необходимая после завершения сварки, — это удаление силиконовых отложений с электрода. Брызги очень мало, и поэтому их очень мало убирать.
2) Проволока FCAW
Автор Mgschuler — Собственная работа, CC BY 3.0, https://commons.wikimedia.org/w/index.php?curid=13324447
Проволока FCAW — это полая проволока, заполненная флюсом.
Флюс — это очищающее средство, состоящее из комбинации карбонатных и силикатных материалов. В конечном итоге он защищает сварные швы от повреждений, отталкивая атмосферные газы от металла.
Этот состав в сочетании с защитным газом обеспечивает дополнительный слой защиты от атмосферных воздействий.
Другая подкатегория проводов FCAW — самозащитные, что в точности соответствует названию.Он не требует внешнего защитного газа для защиты от атмосферных воздействий, которые могут угрожать целостности проволоки и сварного шва.
Однако, поскольку проволока не является твердой, это все же позволяет загрязняющим веществам, таким как влага, проникать в проволоку.
Так что да, провода FCAW выходят из строя, если они подвергаются воздействию влаги в течение длительного периода времени.
Преимущества
- Оптимально для более толстого металла
- Переносит больше, чем провод GMAW i f основной металл загрязнен
- Идеально подходит для ветреных погодных условий
- Может работать более стабильно и надежно более длительный период времени, чем у проволоки GMAW
- Обычно дает очень прочные сварные швы
Недостатки
- Лужа с порошковой проволокой выходит слишком плоско и быстро при использовании для более тонких металлов
- Флюсовая банка выгорает, оставляя обесцвечивание на сварном шве
- Проволока полая
- Накапливает влагу на открытом конце, что в конечном итоге может привести к ржавчине
- производит много шлака
Как это испортится
Есть много причин, по которым провода могут испортиться, но основная причина — атмосферные загрязнения.Со временем провода постоянно контактируют с кислородом. Они реагируют на это, вызывая ржавчину проводов.
Это, в свою очередь, влияет на работу проводов. Ржавая проволока не будет иметь такой же эффективности при соединении металлов, как обычная проволока.
Помимо окисления, проволока также подвержена воздействию влаги. Если температура допускает попадание влаги, проволока ржавеет. Как упоминалось выше, проволока FCAW особенно восприимчива к влаге, потому что сердцевина полая, что позволяет воде легче просачиваться внутрь.
После появления ржавчины и влаги в процессе сварки возможно образование сварочного шлака, окалины и сварочных брызг.
Как это предотвратить
Наиболее распространенные способы предотвратить это — изучить правильные методы хранения, а также использовать раскислители и защитные газы.
Раскислители
Раскислители разные. Наиболее распространены силикон, марганец и алюминий, а иногда и титан и цирконий.
По сути, раскислители разряжают кислород по мере охлаждения металла.Это снижает вероятность образования ржавчины без ущерба для сварочных характеристик или качества дуги.
Хотя марганец обеспечивает раскислитель и увеличивает прочность сварного шва в целом, он вызывает некоторые проблемы со здоровьем из-за выделяемых паров.
Силикон хорошо подходит для получения гладкого и плоского сварного шва, а алюминий хорошо работает как дополнительный раскислитель, поскольку слишком большое количество алюминия снижает стабильность сварного шва. Чем больше алюминия в присадочном металле, тем более хрупким будет сварной шов.
Защитные газы
Защитные газы сводят к минимуму воздействие атмосферы. Однако, в зависимости от необходимого процесса сварки, может потребоваться или не потребоваться защитный газ. После того, как процесс сварки определен и требуется защитный газ, следующим шагом будет выбор правильного газа.Защитные газы обычно используются при сварке MIG или GMAW. Наиболее распространенными защитными газами являются аргон, гелий, углекислый газ и кислород.
Двуокись углерода
Среди них наиболее распространенным защитным газом является двуокись углерода.Он недорогой и единственный, который можно использовать в чистом виде без использования инертных газов. Хотя это интригующие факторы, которые следует учитывать, существуют некоторые опасения по поводу фактической эффективности углекислого газа, поскольку он создает менее стабильную дугу и больше брызг при смешивании с другими газами.
Гелий
Гелий схож с диоксидом углерода по своим функциям. Однако это дороже, и для достижения того же результата требуется гораздо больше.
Кислород
Кислород выполняет определенную функцию для сварных швов из нержавеющей стали, низкоуглеродистой и низколегированной стали.Это улучшает стабильность дуги и проплавление. Несмотря на то, что он может выполнять эти функции, поскольку это кислород, он вызывает окисление металла сварного шва, что позволяет сварочной проволоке ржаветь.
Аргон
Аргон, с другой стороны, лучше всего использовать в смеси для повышения стабильности дуги. Если в сварном шве используется алюминий, магний или титан, предпочтительно использовать аргон со стопроцентной чистотой, поскольку эти металлы являются цветными. Это означает, что эти металлы не содержат железа, немагнитны и более устойчивы к коррозии.
Аргон проводит небольшое количество тепла, поэтому он в основном используется с металлами, упомянутыми выше. Несмотря на то, что эти металлы прочные, они легкие и не требуют большого количества тепла для работы с ними.
Другие соображения
Еще одна вещь, которую следует учитывать при определении того, могут ли провода выйти из строя, — это целостность провода. Нет двух одинаковых проводов или электродов. При выборе качества проволоки обращайте внимание на постоянный химический состав, диаметр проволоки и характеристики дуги.Любые несоответствия влияют на функциональность, эксплуатационные расходы и общее качество сварного шва.
Кроме того, правильная техника обращения играет важную роль в обслуживании сварочной проволоки. Влага и прохладная погода наносят большой урон. Ржавчина и другие загрязнения ухудшают качество и целостность присадочного металла. По этой причине храните сварочную проволоку в шкафу с регулируемой температурой, когда она не используется.
Следуйте этим простым процедурам, и сварочная проволока прослужит долгие годы и не испортится.Если есть неисправный провод, читайте ниже, что делать.
Что делать с плохим проводом
Обычно, когда что-то выходит из строя, первая мысль — выбросить. Однако это не всегда так.
Обычно происходит только частичное повреждение провода. Если это так, все, что нужно сделать, это удалить поврежденную проволоку, а остальная катушка будет как новая.
Бросьте ржавую проволоку или сохраните ее для другого проекта. Есть бесконечные возможности того, как ржавая проволока может пригодиться.
В конце концов сварочная проволока может испортиться, но есть много способов предотвратить это. При соблюдении этих мер предосторожности сварочная проволока может прослужить более десяти лет, и даже если она действительно испортится, есть другие варианты, помимо ее выброса.
СвязанныеКаковы самые большие проблемы при сварке трубопроводов?
Сварка трубопровода
Важные проекты по сварке трубопроводов требуют высококвалифицированных операторов, способных придерживаться строгих стандартов качества и сроков.Неспособность быть последовательным исполнителем может иметь пагубные последствия, особенно в среде следующего человека.
Послушайте трех сварщиков трубопроводов о проблемах, с которыми они сталкиваются на полосе отвода, и о том, что помогает им работать более продуктивно. Клей Чешам, владелец компании Chesham Welding в Австралии; Тайлер Сассе, трубоукладчик 798 и владелец Western Welding Academy в Джиллетте, Вайоминг; и Джейк Шофилд, владелец компании Schofield Welding в Шелли, штат Айдахо, обсуждают, как они решают проблемы и оптимизируют производительность сварки в полевых условиях.
Как выглядит обычный день для вас как для конвейера?
Тайлер: Я выхожу во двор и забираю своего помощника около 6:30 утра, пью кофе и присутствую на совещании по безопасности в 7:00. После совещания по безопасности бригадир сварщика сообщает нам, куда мы идем на день и что мы свариваем. Мы загружаем контейнеры для льда свежим льдом, берем сварочный стержень, шлифовальные круги или расходные материалы, которые использовались накануне, и выезжаем на полосу отвода.
Джейк: Мой день начинается примерно в 5 часов утра.м., обычно шесть дней в неделю. У нас встреча по безопасности в 7 часов утра, а потом мы все разойдемся. Накануне натянут трубу, а потом один из нас протянет ее, а другой набьет и закроет. Обычно утром нам говорят: «Эй, нам сегодня нужно сделать столько суставов». За день нужно сделать много.
Тайлер: Конвейер — это скудная, скупая операция, и в ней не так много жира, так что здесь нечего возиться. Обычно я работаю сварщиком в КПЗ, перемещаясь по работе по мере необходимости — выполняю врезные сварные швы, ремонтирую сварные швы, выполняю сварку на заводе или помогу на огневом рубеже.Обычно я работаю по 10–12 часов в день.
Klay: Я много работаю на улицах Сиднея, Нью-Касла и Канберры, восточного побережья Австралии. Мы сделаем что угодно, от 2-дюймовой газовой линии до 22-дюймовой основной трубы. Это либо природный газ, либо вода — много водопроводных труб большого диаметра. Обычно я собираюсь на работу на предварительную встречу в 6:30 утра, поэтому вы обсуждаете, что нужно сделать на день, и возникли ли накануне какие-либо проблемы с точки зрения безопасности или производства. Я работаю по дневной ставке, исходя из 10-часового рабочего дня.
Каковы ваши самые большие проблемы или потребности?
Джейк: Надежное оборудование — это самое главное. Всегда есть сварщики, которые начинают и работают, и вам не нужно постоянно с ними возиться. Если эта штука не запускается, у меня проблемы. Характеристики дуги и стабильность сварного шва важны, когда дело доходит до нанесения валика или горячего прохода. Если он будет оставаться неизменным весь день, это будет гораздо меньше головной боли.
Тайлер: Крайне важно, чтобы моя машина запускалась каждый божий день, была стабильной и хорошо сваривалась.Если он непоследователен и повсюду, или если я всегда гадаю, где его установить, прежде чем зажигать дугу, это проблема. Нам так много предстоит сделать. В среднем в год вы нарабатываете на своей машине около 1000 часов, поэтому очень важно, чтобы не было сбоев. Икота стоит денег.
Джейк: Все ищут лужу получше. Каждый ищет что-то, что ускорит то, что у них есть, чтобы иметь возможность двигаться быстрее.
Klay: Надежность — номер один. Вы выступаете в качестве подрядчика, вы все поставляете, и если ваша машина выйдет из строя из-за стыковки, это очень неловко и пагубно сказывается на работе.
Насколько важны ожидания производительности? Что замедляет вас и мешает сварке?
Джейк: Когда мы работаем на трубопроводе, нам обычно говорят утром: «Нам нужно сделать столько стыков». За день нужно сделать много.Когда я работаю на предприятии, производительность измеряется в дюймах. Обычно от нас требуется около 200 дюймов в день. Это зависит от работы и срока. Если вы действительно вовремя не справляетесь, а парни не делают своих шагов, они просто избавятся от вас. Если срок будет более мягким, вы получите пару предупреждений.
Тайлер: Постоянно сравнивают скорость ремонта и количество сварных швов, уложенных в тот день. Люди хорошо осведомлены о том, что мы делаем или чего не делаем.Вы должны успевать и делать чистые сварные швы. Сварщики очень гордятся своей работой. Трубопровод построен с множеством повторяющихся движений. Производительность зависит от вашей способности войти в канавку с другими сварщиками и остаться там. Всегда лучше иметь машину, которая поможет вам быть на волосок впереди других парней, а не машину, которая сдерживает вас и изо всех сил пытается не отставать.
Klay: Производительность имеет первостепенное значение, потому что многие из моих трубопроводов представляют собой ответвления, байпасы или домовые соединения, поэтому они должны быть врезаны в горячую врезку буровой бригадой.Если мы пропустим эту дату, на то, чтобы вернуть буровую бригаду, потребуется еще пара месяцев, поэтому очень важно назначить даты, которые указаны.
Джейк: Наверное, самое большое, что меня замедлит, — это неправильная работа машин. Если мне придется ходить взад и вперед к машине и что-то менять, это не сработает.
Объясните, какие корректировки вы вносите по мере выполнения этапов сварного соединения.
Джейк: Я хочу, чтобы бусинки были хрустящими, но в то же время мягкими, с маслом только изнутри.Я не хочу, чтобы он подрезал изнутри. Если он где-нибудь подрезался, его увидит рентген. После валика — это мой горячий проход, и я хочу, чтобы горячий проход был действительно агрессивным и давил все время, чтобы съесть весь мусор из этого сварного шва. Он заботится обо всем шлаке и всем остальном. После этого у вас есть проходы для наполнителя, и я хочу, чтобы он сложился и поместил в него как можно больше металла, но в то же время все еще достаточно нажимать на этот горячий проход и все время чистить. На крышке я хочу, чтобы лужа замерзла там, где я ее поставил, потому что в противном случае она начинает вогнуться.Я говорю помощнику, пока работаю с бусинкой, если что-то нужно отрегулировать, и он собирается контролировать тепло за меня.
Klay: Для трубы диаметром от 6 до 10 дюймов я могу оставить те же усилители для всего сварного шва. При сварке большого сферического Т-образного шва используется стержень с низким содержанием водорода 7016, специально разработанный для сварных швов с открытым корнем. Для этого вы должны быть на пульте дистанционного управления, потому что так намного легче подниматься и опускаться. Я полностью выкопал его для 7010, 6010 и считаю, что мне нравится немного более агрессивная лужа для скоростного спуска.Это позволяет мне управлять длиной дуги. Длина вашей дуги оказывает большее влияние на лужу, чем выше настройка копания. Люди могут немного опустить выемку для проходов насыпи, но мне это нравится полностью.
Тайлер: Обычно мы используем стержень 6010 для корневого прохода, а для горячего прохода — это 7010 и 8010. Когда вы начинаете этот корневой проход, вы начинаете сверху. Как правило, вам нужно немного меньше тепла наверху, поэтому ваш помощник будет поднимать или опускать вас, когда вы вводите корневой проход.После того, как вы сделаете корень, горячий проход, заливка и крышка будут довольно последовательными, в том смысле, что нам понадобится больше тепла сверху и снизу и меньше для боковых сторон, поэтому очень важно, чтобы у вас кто-то внесет эти корректировки. В этом вся прелесть беспроводного пульта ДУ. Мне нравится немного больше копать, когда я кладу свой корневой проход, чем в мою заливку и колпачок.
Сварщик, который вам пригодится
1) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
2) Для получения информации о результатах программы и другой информации посетите сайт www.uti.edu/disclosures.
3) Приблизительно 8000 из 8400 выпускников UTI в 2019 году были готовы к трудоустройству. На момент составления отчета около 6700 человек были трудоустроены в течение одного года после даты выпуска, в общей сложности 84%. В эту ставку не включены выпускники, недоступные для работы по причине продолжения образования, военной службы, здоровья, заключения, смерти или статуса иностранного студента.В ставку включены выпускники, прошедшие специализированные программы повышения квалификации и занятые на должностях. которые были получены до или во время обучения по ИМП, где основные должностные обязанности после окончания учебы соответствуют образовательным и учебным целям программы. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, для специалистов по автомобилям, дизельным двигателям, ремонту после столкновений, мотоциклам и морским техникам.Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от в качестве технического специалиста, например: специалист по запчастям, специалист по обслуживанию, изготовитель, лакокрасочный отдел и владелец / оператор магазина. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату.ИМП образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь и стипендии доступны тем, кто соответствует требованиям. Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробную информацию о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2016-2026), www.bls.gov, просмотрено 24 октября 2017 г. Прогнозируемое количество годовых Вакансии по классификации должностей: Автомеханики и механики — 75 900; Специалисты по механике автобусов и грузовиков и по дизельным двигателям — 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200. Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и право сотрудников на участие в программе остаются на усмотрение работодателя и доступны в определенных местах. Могут применяться особые условия.Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся Группой специального обучения UTI от имени производителей, которые определяют критерии и условия приемки. Эти программы не являются частью аккредитации UTI.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях кампуса.
21) GI Bill® является зарегистрированным товарным знаком U.S. Департамент по делам ветеранов (VA). Более подробная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за служение» доступен всем ветеранам, имеющим право на участие, во всех местах на территории кампуса. Программа «Желтая лента» одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня.Выпускники, которые выбирают специальные дисциплины NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые взяли факультативы, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата для специалистов по обслуживанию автомобилей и механиков в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников.Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, смог. инспектор и менеджер по запасным частям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников и механиков по обслуживанию автомобилей в Содружестве Массачусетс (49-3023) составляет от 29 050 до 45 980 долларов (данные по Массачусетсу, данные за май 2018 г., просмотр за 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: The U.S. Согласно оценке Министерства труда США, средняя почасовая оплата в размере 50% квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 19,52 доллара США. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,84 и 10,60 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. и Механика, просмотр 14 сентября 2020 года.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и паяльщиков в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических специалистов, например, сертифицированный инспектор и контроль качества.Информация о заработной плате в штате Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и брейзерами в штате Массачусетс (51-4121), составляет от 33 490 до 48 630 долларов. ( Массачусетс, данные за май 2018 г., данные за 10 сентября 2020 г.). Зарплата в Северной Каролине информация: Министерство труда США оценивает почасовую заработную плату в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованную в мае 2019 года, и составляет 19 долларов.77. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 16,59 и 14,03 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г. Сварщики, резаки, паяльщики и брейзеры, просмотрено в сентябре 14, 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
27) Не включает время, необходимое для прохождения 18-недельной квалификационной программы предварительных требований плюс дополнительные 12 или 24 недели обучения, зависящего от производителя, в зависимости от производителя.
28) Расчетная годовая средняя заработная плата специалистов по ремонту кузовов автомобилей и связанных с ними ремонтов в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например оценщик, оценщик. и инспектор. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве ремонтников автомобилей и связанных с ними (49-3021), в Содружестве Массачусетс составляет от 31 360 до 34 590 долларов. ( Массачусетс, данные за май 2018 г., данные за 10 сентября 2020 г.).Зарплата в Северной Каролине информация: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованную в мае 2019 года, и составляет 21,76 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Тем не мение, 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,31 и 12,63 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2018 г. 14 сентября 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
29) Расчетная годовая средняя заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в разделе «Занятость и заработная плата» Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по дизельным двигателям . Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных. техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков. и специалистов по дизельным двигателям (49-3031) в штате Массачусетс составляет от 29 730 до 47 690 долларов США (Массачусетс, штат Массачусетс, данные за май 2018 г., просмотрено 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных дизельных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 22 доллара.04. Бюро статистики труда. не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 18,05 и 15,42 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2018. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
30) Расчетная годовая средняя зарплата механиков мотоциклистов в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование. обслуживание и запчасти. Информация о заработной плате для Содружества Массачусетса: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 28700 долларов США (данные по Массачусетскому труду и развитию рабочей силы, данные за май 2018 г., просмотренные 10 сентября 2020 г.) .Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую заработную плату в размере 50% в среднем для Стоимость квалифицированных специалистов по мотоциклам в Северной Каролине, опубликованная в мае 2019 года, составляет 16,92 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,18 и 10,69 долларов. соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г., Motorcycle Mechanics, дата просмотра 14 сентября 2020 г.).) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических специалистов, например, в сфере обслуживания оборудования, инспектор и помощник по запчастям.Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков моторных лодок и техников по обслуживанию (49-3051) в Содружестве Массачусетса. составляет от 31280 до 43390 долларов (данные по Массачусетсу, данные за май 2018 г., просмотр за 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2019 года, составляет 18 долларов.56. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,92 доллара и 10,82 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Специалисты по обслуживанию, просмотр 2 сентября 2020 г.) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
34) Расчетная годовая средняя заработная плата операторов компьютерных инструментов с числовым программным управлением в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по механической обработке с ЧПУ. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, оператор ЧПУ, подмастерье. слесарь-механик и инспектор обработанных деталей. Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металла и пластика (51-4011) в Содружестве штата Массачусетс составляет 36 740 долларов (данные за май 2018 г., данные за май 2018 г., данные за 10 сентября, штат Массачусетс, США). 2020).Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2019 года, составляет 18,52 доллара. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,39 и 13,30 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Операторы инструмента, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
37) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Информацию о результатах программы и другую информацию можно найти на сайте www.uti.edu/disclosures.
38) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемые общие числа к 2029 г. — 728 800 механиков и техников по обслуживанию автомобилей; Сварщики, резаки, паяльщики и паяльщики — 452 500 человек; Специалисты по механике автобусов и грузовиков и по дизельным двигателям — 290 800 человек; Ремонтники кузовов автомобилей и сопутствующие товары — 159 900; и компьютер в числовом отношении Контролируемые операторы инструмента, 141 700.
41) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, по состоянию на 8 сентября 2020 года. Прогнозируемое среднее количество вакансий в год, Классификация должностей: Автомеханики и механики — 61 700 человек. Вакансии включают вакансии, связанные с ростом и чистым замещением.
42) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2019-2029), www.bls.gov, просмотр 8 сентября 2020 г.Прогнозируемое среднее количество рабочих мест в год вакансий по классификации должностей: сварщики, резаки, паяльщики и паяльщики — 43 400 человек. Вакансии включают вакансии, связанные с ростом и чистым замещением.
43) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое среднее количество годовых вакансий по классификации должностей: Механики автобусов и грузовиков и специалисты по дизельным двигателям, 24 500 человек.Вакансии включают вакансии, связанные с ростом и чистым замещением.
46) Студенты должны иметь средний балл не ниже 3.5 и посещаемость 95%.
47) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое общее число Техников и механиков по обслуживанию автомобилей к 2029 году составит 728,8 тыс. человек.
48) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2019-2029), www.bls.gov, просмотрено 8 сентября 2020 г. Предполагаемое общее количество механиков автобусов и грузовиков и специалистов по дизельным двигателям к 2029 году составит 290 800 человек.
49) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое общее число ремонтов кузовов и связанных с ними автомобилей к 2029 году составит 159 900 человек.
50) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2019-2029), www.bls.gov, просмотрено 8 сентября 2020 г. Предполагаемое общее количество сварщиков, резчиков, паяльщиков и паяльщиков к 2029 году составит 452 500 человек.
51) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое общее количество компьютеров в числовом выражении Контролируемых операторов инструмента к 2029 году составит 141 700 человек.
Универсальный технический институт штата Иллинойс, Inc. одобрен Отделом частного бизнеса и профессиональных школ Совета по высшему образованию штата Иллинойс.
Ответ на сварку не сделает вас богатым — Майк Роу
Кейси Махон — Майку Роу
Вчера в 18:58 ·
«Майк, я недавно прочитал статью ниже. https://bit.ly/2kNKWtR Требуется серьезный удар по тому, что я считаю одной из ваших «аргументов». Хотите ответить? »
Привет, Кейси
Вот краткая версия: писатель по имени Пол Таф опубликовал в The Atlantic статью под названием «Сварка не сделает вас богатым.Автора беспокоит то, что он называет «мифом о богатом сварщике». По его словам, эта конструкция была придумана политиками-республиканцами для того, чтобы отговорить детей от поступления в колледж.
На базе Пол Таф хочет, чтобы вы поверили, что сварка — плохая альтернатива колледжу. Он посвящает своему делу пару тысяч слов и пишет так, как будто широкая публика страдает от опасного заблуждения, что все сварщики становятся богатыми. Однако, прочитав его дважды, я думаю, что могло быть другое объяснение такого странного нападения на профессию, на которую мы все полагаемся.
Мне не нравится делать репост всей статьи, потому что я думаю, что это оскорбление для многих тысяч квалифицированных рабочих, которые на самом деле преуспели в результате обучения профессии. С другой стороны, я не могу ответить честно, не включив исходный текст. Итак, мы начинаем ленивым воскресным днем, по одному абзацу за раз, в том, что, безусловно, должно быть самым длинным постом в истории Facebook…
–
Пол Таф : Несколько лет назад в опросах, в ходе которых у американцев спрашивалось их мнение о высшем образовании, стало появляться странное явление: мнения людей внезапно начали расходиться по партийным линиям.Демократы продолжали описывать высшее образование как в основном положительную силу в жизни Америки, но с 2015 года мнение республиканцев о колледже резко изменилось в сторону отрицательного. Этот сдвиг произошел не на пустом месте. Консервативные политики и деятели СМИ в последние годы постоянно и часто громко выступают против высшего образования.
Майк Роу : Привет, Пол. Я не уверен, что проблема настолько пристрастна, как вы говорите. Но если вы правы — если большинство людей, критикующих высшее образование, на самом деле консервативны, — тогда стоит спросить, почему.Как вы говорите, сдвиг произошел не на пустом месте. Лично я считаю, что это началось с растущей обеспокоенности по поводу непристойной стоимости четырехлетнего обучения — стоимость, которая росла быстрее, чем здравоохранение, продукты питания, энергия и недвижимость. Наряду с ростом платы за обучение многие родители сегодня также обеспокоены состоянием окружающей среды в кампусах колледжей. Нападение на свободу слова, повсеместное нянчение со студентами, снижение академических стандартов, высокий процент отсева, политическая предвзятость среди профессоров и недавний парад скандалов с поступлением … все эти опасения привели разумных людей по обе стороны прохода сделать вывод, что в высшем образовании что-то сломано.
PT : Они часто утверждают, что вместо колледжа молодые американцы должны делать карьеру в квалифицированных профессиях. И есть одна профессия, которую чаще, чем любая другая, приводят в качестве примера возможностей, ожидающих тех, кто избегает колледжа: сварка.
MR : На протяжении десятилетий мы продвигали идею «колледж для всех». Мы говорили нашим детям, что если они не пойдут в колледж, им придется вертеть гаечный ключ, держать в руках сварочную горелку или выполнять другую грязную работу, которая «им не по плечу».Другими словами, мы продвигали одну форму образования за счет другой. Что-то подобное происходит сейчас, только наоборот? Точно нет. Никто не говорит, что «каждый должен делать карьеру в сфере торговли». То, что вы слышите, — это призыв к большему количеству образовательных альтернатив, а то, что вы видите, — это различные примеры, доказывающие, что финансовый успех возможен без четырехлетнего обучения. Эти примеры — будь то истории о богатых водопроводчиках, богатых электриках, богатых специалистах по HVAC или богатых сварщиках — представляют угрозу для глубоко укоренившейся веры в то, что колледж — лучший путь для большинства людей.
PT : Если вы проследите историю этой идеи, вы в конечном итоге дойдете до своего рода слитного ur-текста: колонки в апреле 2014 года в The Wall Street Journal Джоша Манделя, тогда республиканского казначея Огайо, под названием «Сварщики зарабатывают 150 000 долларов? Верните класс магазина «. Его предпосылка заключалась в том, что в сельской местности Огайо ощущалась такая нехватка квалифицированных рабочих, что работодатели регулярно нанимали сварщиков с зарплатой от 150 000 долларов в год и выше.
MR: Предпосылка статьи была намного шире, чем это.Мандель утверждал, что исключение из средней школы занятия по производственному классу привело к тому, что миллионы родителей, студентов и учителей стали игнорировать профессию в квалифицированных профессиях. https://on.wsj.com/2m2VDZA
Я помню эту статью, потому что я говорил то же самое с 2008 года, когда я основал фонд mikeroweWORKS. Я нашел статью мощной, потому что она содержала конкретику. Например, Мандель писал: «Недавно я посетил компанию Pioneer Pipe в сланцевых месторождениях Ютика и Марселлус в Огайо и узнал, что в прошлом году компания заплатила 60 своим сварщикам более 150 000 долларов, а двум сварщикам — более 200 000 долларов.Владелец, Дэйв Арчер, сказал, что ему пришлось отказаться от заказов, потому что он не может найти достаточно квалифицированных сварщиков ».
PT : Мандель противопоставил обильные возможности, доступные для рабочих без высшего образования, с мрачными перспективами, с которыми, по его словам, столкнулись многие выпускники колледжей: «Слишком много молодых людей имеют четырехлетнюю степень гуманитарных наук, у них тысячи долларов в долгах. и оказываемся подающим кофе в Starbucks или работающим неполный рабочий день в торговом центре ».
MR : Мандель и в этом был прав.Примерно половина всех студентов колледжей, которые занимают деньги для покупки диплома, бросают учебу до окончания учебы. Примерно половина выпускников не могут найти работу по специальности. Это скандал.
PT : Идея Манделя об экономическом спасении с помощью сварки быстро распространилась от страниц обзоров до сегментов кабельных новостей и политических выступлений. В ходе президентских дебатов от республиканцев в 2015 году сенатор Марко Рубио заявил: «Да хоть убей, я не знаю, почему мы заклеймили профессиональное образование.Сварщики зарабатывают больше денег, чем философы. Нам нужно больше сварщиков и меньше философов ». Президент Дональд Трамп пригласил сварщика из Дейтона в качестве одного из почетных гостей на своем первом обращении к Государству Союза, а министр образования Бетси ДеВос посетила классы сварки по всей стране, от пригорода Форт-Уэрта до Фар-Рокавей, Квинс. . Пол Райан превозносил достоинства карьеры сварщика на встрече на высшем уровне, организованной Американским институтом предпринимательства. Даже Иванка Трамп надела сварочную маску для фотоаппаратов и попробовала себя с фонариком.
MR : Молодец! Америке нужно больше сварщиков тогда и сейчас, а промышленность отчаянно нуждается в лучшем пиаре. Но почему вы выделяете только положительные отзывы консерваторов? Обама, Клинтон, Байден, Уоррен и десятки других видных демократов говорили аналогичные вещи в защиту своих интересов. Вот статья того же периода в New York Times, в которой делается то же самое, что и в статье в Journal, и цитируется президент Обама. https://nyti.ms/2m2O19u Почему бы не включить это в свою статью?
PT : В ноябре 2016 года, через несколько дней после победы Дональда Трампа, я отправился в Тейлорсвилл, Северная Каролина, небольшой городок в предгорьях Аппалачей.Тейлорсвилл удален и малонаселен; Чтобы добраться до Starbucks, или кинотеатра, или просто города с населением более 5000 человек, нужно как минимум полчаса езды. Почти все в городе белые, и только каждый седьмой взрослый имеет степень бакалавра. На президентских выборах 2016 года три четверти округа проголосовали за республиканцев.
MR : Другими словами, в своем непредвзятом стремлении увидеть, могут ли сварщики разбогатеть, вы отправились в бедный графство в Аппалачах, заполненное белыми республиканцами, которые не учились в колледже, и проголосовали за Трампа.Понятно.
PT : Я приехал в Тейлорсвилл, чтобы попытаться глубже понять взаимосвязь между высшим образованием, возможностями и сваркой.
MR : Правда? Похоже, вы пошли туда, чтобы найти кого-то, кто отразил заголовок, который вы уже написали. Может я ошибаюсь. Посмотрим…
PT : Я провел пару вечеров в доме молодого студента-сварщика лет двадцати пяти по имени Орри Кэррьер, пил кофе и болтал. Он сказал мне, что его путь в подростковом возрасте и в старшей школе был трудным.Отец Орри ушел еще до его рождения, и отсутствие стабильного мужского ролевого образца в его жизни привело его к дикому и саморазрушительному поведению, особенно в раннем подростковом возрасте. Он закончил среднюю школу, но с трудом, окончив 388-е место в классе из 389. После школы Орри пошел работать. Он потратил год на установку замков для местной компании, а затем еще год на замену масла в Taylorsville Snappy Lube. На этих работах выплачивалась минимальная заработная плата или немного больше, и работа не была стабильной или предсказуемой.В 21 год Орри женился, и они с женой переехали в арендованный трейлер.
MR : Я не собираюсь судить Орри Кэррьера. Его обстоятельства кажутся сложными, и взросление без отца ставит его в явно невыгодное положение. Но я хочу отметить, что вступление в брак в 21 год, работая за минимальную заработную плату, не является недостатком или обстоятельством; это выбор.
PT : отчим помог ему получить следующую работу — волочить проволоку на заводе.Это была тяжелая работа, громкая, грязная и однообразная, но она платила 13,90 доллара в час, больше, чем Snappy Lube. Через полтора года Орри был уволен за то, что пропустил слишком много рабочих дней, но вскоре ему удалось найти работу на другом заводе по производству стальной проволоки. Потом его уволили и с этой работы. К тому моменту весной 2016 года Орри было 24 года, он оставался без работы. Он воспитывал двоих детей со своей бывшей женой Кэти и жил с новой девушкой по имени Кристалл. Орри упорно работал в течение пяти лет, и все же он был разорен, ничего не спасая.Он сказал мне, что на каждой своей работе его заставляли чувствовать, что он одноразовый, как будто он на самом деле не имеет значения.
MR : Опять же, я не хочу осуждать или показаться несимпатичным. Но следует сказать, что увольнение с работы не является необоснованным последствием неявки. Кроме того, чтобы мы не видели в нем совершенно беспомощную жертву, я хотел бы отметить, что единственный человек, который может заставить Орри чувствовать себя «одноразовым», — это Орри. Его работодатели не несут ответственности за его чувства.
PT : Кристалл тоже была безработной той весной, и она предложила им обоим подумать о том, чтобы вернуться в школу. Поначалу казалось, что колледж — последнее, о чем Орри мог бы подумать. Но Кристал показала Орри веб-сайт муниципального колледжа Катавба-Вэлли в соседнем Хикори, и он увидел, что школа предлагает степень младшего специалиста по сварке. В старших классах он немного поработал сваркой, и это ему понравилось, и это сделало представление о колледже намного проще.
MR : Я очень надеюсь, что Орри не одолжит кучу денег, чтобы пойти в школу, которую он не может себе позволить.Я надеюсь, что он рассмотрит некоторые из многих существующих стипендиальных программ или возможностей через Американское общество сварщиков или программу стажировки у местного работодателя.
PT : «Меня осенило, что, уволив меня, они дали мне возможность», — сказал мне Орри, говоря о своем бывшем работодателе. «Я мог бы пойти в колледж, чтобы улучшить себя, и я мог бы найти другую работу, что-то, что было бы далеко от всего этого».
MR : Если «что-то вдали от всего этого» указывает на его готовность путешествовать, у Орри есть надежда.Каждый знакомый мне сварщик, чье образование превышает шестизначное, знает, что вам нужно идти туда, где есть работа.
PT : Когда я встретил Орри той ноябрьской ночью в Тейлорсвилле, он был всего через пару месяцев до своего первого семестра в CVCC. К своему удивлению, он увидел в колледже путь к лучшей жизни не только для себя, но и для своей молодой семьи. «Я хочу, чтобы у моих детей были вещи, которых у меня не было в детстве», — сказал он мне. «Я не хочу, чтобы они задавались вопросом, откуда их следующая еда.Я хочу, чтобы у них были шансы, которых у меня никогда не было ».
MR : Я тяну за Орри. Его заботы — забота каждого родителя. Его проблемы — это те же проблемы, с которыми ежедневно сталкиваются миллионы других американцев. Но почему вы хотите, чтобы мы узнали печальные подробности его жизни? Как его личный выбор и конкретные обстоятельства имеют отношение к другим людям, которые могут преуспеть благодаря сварке?
PT : Одна из многих странностей в риторике, согласно которой сварка противопоставляется колледжу, заключается в том, что для того, чтобы стать сварщиком, вам действительно нужно поступить в институт.
MR : Это неправда. Многие компании бесплатно обучат вас сварке. AWS предлагает программу «Сертифицированный сварщик», которая открыта для всех, кто обладает способностями к сварке. Тест строго ориентирован на результативность, поэтому предварительные курсы или сертификаты перед тестированием не требуются. Если вы можете выполнять сварку, необходимую для прохождения теста, вы имеете право стать сертифицированным сварщиком AWS.
PT : вы можете изучить основы в классе средней школы в магазине, как это делал Орри, но чтобы делать это хорошо, вам нужно не только овладеть несколькими точными ручными навыками, вам также необходимо довольно глубокое научное понимание металла. вы работаете с электрическими и химическими процессами, которые вы используете для манипулирования этим металлом.
MR : Верно, но для начала вам не нужно брать в долг 20 000 долларов. Это важный момент. Есть много других вариантов.
PT : Чтобы получить степень младшего специалиста, Орри должен был пройти 12 отдельных курсов по сварке, плюс базовые курсы по математике и английскому языку, а также более концептуальные курсы по металлургии сварки.
MR : Мы зашли так далеко. Посмотрим, как он…
PT : Его первый год в CVCC прошел в основном хорошо.Это было не совсем гладко — он провалил обязательный курс английского языка, который предлагался только онлайн. Но на занятиях по сварке он получал только пятерки и пятерки. По окончании первого года у него возникли бюрократические проблемы с финансовой помощью, сказал он мне, и он взял отпуск и летом, и осенью 2017 года из школы. Какое-то время я задавался вопросом, может ли он только что закончил колледж. Но затем он снова начал учиться на дневном отделении в январе 2018 года. Когда я навестил его той зимой, Орри сказал, что рад вернуться в школу, но в остальном жизнь не складывалась.Он и Кристалл были разорены. Их выселили из дома, а машину угнали.
MR : Добрый день. Если бы не неудача, этому ребенку вообще не повезло бы.
PT : В том семестре, как сказал мне Орри, был момент, когда он хотел бросить школу, оставить семью и начать все сначала в новом городе. Но он продолжал думать о своих детях и о том примере, который подавал им, и решил вернуться в класс, даже если ему пришлось ехать на автобусе за много миль, чтобы добраться туда.Тем не менее, в конце семестра Орри оставалось меньше 16 баллов из 65, необходимых для получения степени младшего специалиста, и в их число входили обязательные уроки английского и математики, которые он не был уверен, что сможет сдать. Часть его хотела сразу вернуться в школу осенью и получить диплом, но он не знал, как это сделать. Он и Кристал расстались, и он вернулся со своей бывшей женой Кэти; Орри, Кэти и двое их детей переехали к матери Орри.
MR : У меня такое впечатление, что вы хотите, чтобы я пожалел Орри.Если так, то миссия выполнена. Мне жаль Орри, мать Орри, жену Орри, девушку Орри, и, прежде всего, двоих детей Орри. Но я до сих пор не уверен, насколько жалость к бедной семье в предгорьях Аппалачей актуальна для людей, которые преуспели в результате обучения сварке.
PT : Тем летом он нашел работу в Уилксборо, работая на фабрике по производству дверей. Это была хорошая позиция, но работа была жаркой и изнурительной, а его график был жестким: 12-часовые ночные смены в течение семи дней подряд, с 18:00.м. до 6 часов утра, а затем семь выходных подряд. Он знал, что с таким расписанием не сможет управлять школой. Он зарабатывал 16,75 доллара в час, что было приличной заработной платой, но это было всего на пару долларов в час больше, чем он зарабатывал до поступления в колледж. И теперь у него были студенческие ссуды на сумму 19 000 долларов, которые ему вскоре придется возвращать. Орри больше не испытывал такого оптимизма по поводу профессии сварщика.
MR: Но он все еще хочет путешествовать, верно? Он все еще хочет уйти «от всего этого», верно? Потому что, если вы хотите это сделать, надежда еще есть.
PT : Несмотря на солнечные заявления The Wall Street Journal и Марко Рубио, реальные сварочные работы, которые Орри смог найти в западной части Северной Каролины, платили опытным сварщикам от 12 до 15 долларов в час, что было меньше, чем он. делал на заводе дверей. Орри знал, что существуют более высокооплачиваемые сварочные работы, но они были далекими, краткосрочными и физически тяжелыми, и если он выйдет за одним из них, ему придется оставить своих детей. Теперь, когда он снова был вместе с Кэти, и у них возникло ощущение настоящей семьи, он хотел оставаться рядом с домом и быть настоящим отцом.
MR : Очевидно, это звонок Орри. Но следует сказать — в защиту бесчисленных отцов, которые путешествуют повсюду, чтобы заработать на жизнь, — что «настоящие отцы» с «настоящими семьями» — это мужчины, которые делают то, что должны делать, чтобы обеспечивать своих детей. Иногда это означает уйти из дома и отправиться туда, где есть возможности.
PT : Кроме того, даже те хорошо оплачиваемые сварочные работы не оплачивались так хорошо — может быть, 30 или 40 долларов в час, если ему повезет.
MR : Подождите минутку.Несколько абзацев назад вы назвали 16,75 доллара «приличной заработной платой». Но сейчас 40 долларов в час мало? Шутки в сторону? Сорок долларов в час — это 83000 долларов в год! Орри женат, разорен, живет со своей матерью и пытается вырастить двоих детей с большой и толстой студенческой ссудой. Но он не хочет идти туда, где работа? Его не интересуют «краткосрочные» или «физически тяжелые» должности? Возможно, если бы вы назвали свою статью «Почему сварка не сделала Орри Кэрриери богатым», я был бы менее запутан. Но это не то, что вы сделали.Вы превратили бедного ребенка из бедной части Америки в доверенное лицо для всех начинающих сварщиков. Это честно?
PT : Это еще один явный недостаток, лежащий в основе корпуса для сварки как идеальной альтернативы колледжу. Подавляющее большинство американских сварщиков не зарабатывают 150 000 долларов в год. Даже не близко.
MR : Конечно, нет. То же самое и с подавляющим большинством выпускников колледжей. Но где кто-нибудь, кроме вас, предполагал, что «подавляющее большинство» сварщиков зарабатывает 150 000 долларов? В статье Манделя он просто задал вопрос: «Сварщики зарабатывают 150 000 долларов?» Затем он ответил на это, представив нас нескольким десяткам сварщиков, которые это делают.Но нигде в этой статье или любой другой статье, которую я когда-либо видел, никто не утверждал, что «подавляющее большинство сварщиков» зарабатывают такие деньги. Это все равно, что сказать: «Подавляющее большинство актеров становятся знаменитыми» или «подавляющее большинство писателей издают бестселлеры». Ни один серьезный человек никогда бы не сделал такого заявления, и даже если бы он сделал, ни один разумный человек не поверил бы этому.
PT : По данным Бюро статистики труда, средняя годовая зарплата опытного сварщика в 2018 году составляла немногим более 41000 долларов в год, что всего на 16000 долларов выше черты бедности для семьи из четырех человек.
MR : Хорошо. Вот что делает средний сварщик. Ну и что? Средний консультант по реабилитации зарабатывает 32000 долларов. Средний репортер зарабатывает 36 000 долларов. Средний семейный терапевт зарабатывает 39000 долларов. Эти и многие другие чрезвычайно низкооплачиваемые профессии требуют четырехлетнего обучения. Я просто не вижу в этом смысла. Вы ушли со своего пути (полчаса от ближайшего Starbucks!), Чтобы напомнить нам, что бедные белые люди в западной Северной Каролине, которые, вероятно, голосуют за республиканцев, имеют детей, которых они не могут позволить себе растить, и отказываются ехать. там, где работа, «сварка не богатая».«Как это достойно заголовка в The Atlantic?
PT : Сварщик как профессия хорош тем, что имеет относительно высокий уровень заработной платы. Вы почти всегда будете получать больше минимальной заработной платы, даже если начнете. Но с экономической точки зрения недостатком является то, что у сварщиков довольно низкий потолок заработной платы. По данным Бюро статистики труда, сварщики с 90-м процентилем дохода по профессии зарабатывают 63000 долларов в год до вычета налогов. По статистике, это самые высокооплачиваемые сварщики, как правило, опытные сварщики с многолетним опытом.
MR : Это заблуждение. «Лучшие работники» в любой отрасли — это люди, которые зарабатывают больше всего денег. Если вы хотите определить сварщиков из 90-го процентиля как среди «самых высокооплачиваемых», вам должно быть ясно, что между теми, кто находится в 90-м процентиле, и теми, кто находится в 95-м процентиле, и теми, кто находится в 99-процентиле, много дневного света. Например, американцы, входящие в 90-й процентиль лиц с доходами (нижняя часть верхней десятки процентов), приносят домой 138 000 долларов в год. Конечно, 138 000 долларов — это отличная жизнь, но многие другие люди из первых десяти процентов зарабатывают намного больше 138 000 долларов в год.Точно так же многие сварщики из десяти процентов лучших в своей профессии зарабатывают намного больше, чем 63000 долларов. Как и в любом другом призвании, самые высокооплачиваемые специалисты в сварочной отрасли находятся на 100-м процентиле. И не заблуждайтесь, эти парни становятся богатыми.
PT : Зарплаты, которые делают заголовки в The Wall Street Journal, находятся где-то между редкими и апокрифическими.
MR : Редко? Конечно. Но апокрифический? Отнюдь не. Странствующие сварщики промышленных труб зарабатывают до 185 000 долларов.00 в год. Я знаю несколько. Большинство подводных сварщиков зарабатывают не менее 100 000 долларов в год. Многие превышают 200 000 долларов. Я тоже знаю некоторых из них. Военная поддержка сварщиков на Ближнем Востоке может начинаться от 160 000 долларов США до более 200 000 долларов США в год. Но опять же, тебе нужно идти туда, где есть работа. В Тейлорсвилле, штат Северная Каролина, сварщикам не платят 150 тысяч долларов. Вы действительно были удивлены, узнав об этом?
PT : Это приводит к интригующему вопросу: учитывая отрезвляющую реальность, которую демонстрирует эта беспристрастная статистика, почему миф о богатых сварщиках стал так широко принят, по крайней мере, в определенных кругах?
MR : Потому что это не миф.Сварка может сделать вас богатым. Иногда как отдельная работа, иногда как ступенька. Многие люди, владеющие бизнесом по оказанию механических услуг, начинают свою карьеру сварщиками. В квалифицированных профессиях сварка может стать важной ступенькой на пути к успеху. Что касается вашей статистики, она может быть «беспристрастной», но опять же, она глубоко вводит в заблуждение и выходит за рамки контекста.
PT : Почему Марко Рубио верит или утверждает, что верит, что сварщики зарабатывают больше, чем философы?
MR : Потому что многие из них знают.Послушайте, если вы хотите привести аргумент, что публикация максимальных зарплат в любой профессии — плохой показатель того, что будет делать средний человек, и, следовательно, плохой способ устанавливать ожидания, будь моим гостем. Но в какой отрасли этого не делают? Подумайте о своей профессии. В прошлом году Джеймс Паттерсон заработал 86 миллионов долларов. Джоан Роулинг заработала 54 миллиона долларов. Стивен Кинг заработал 27 миллионов долларов. Я знаю это, потому что их зарплаты были в заголовках. Но я также знаю, что большинство книг, которые попадают на полки, продаются тиражом менее 5 000 экземпляров, а подавляющее большинство написанных книг никогда не публикуются.Фактически, десятки тысяч начинающих писателей живут за чертой бедности или ниже, в то время как средний писатель зарабатывает немногим больше, чем средний сварщик. Многие писатели, как и Орри, изо всех сил пытаются содержать семью из четырех человек. И все же вы не написали предостерегающую статью под названием «Написание не сделает вас богатым». Вместо этого вы занялись сваркой. Отрасль, на которую мы все полагаемся.
PT : Позвольте мне предложить три возможные причины мифа о богатых сварщиках.
MR : Это не миф, Пол.Сказать, что это снова и снова, не сделают так.
PT : Первый и наиболее очевидный заключается в том, что люди, выступающие с политическими речами, пишущие колонки в газетах и участвующие в кабельных новостях, не знают настоящих сварщиков. Когда вы смотрите ток-шоу о глупости четырехлетнего обучения в колледже, вы можете быть достаточно уверены, что каждый, кто снимается на камеру, имеет четырехлетнее высшее образование. Это потенциальная причина №1: простое незнание.
MR : Это не отслеживает.Кто может быть более квалифицированным, чтобы оспаривать стоимость четырехлетнего обучения, чем тот, кто его действительно купил? Эти люди (в том числе и я) могут не иметь опыта в сварке, но они не просто поддерживают достоинства квалифицированной профессии — они обсуждают стоимость своего собственного диплома о высшем образовании. Такие люди обладают прекрасной квалификацией, чтобы взвесить опасность переплаты за ученую степень, которая не подготовила их к выполняемой работе.
PT : Вторая возможная причина — принятие желаемого за действительное, увенчанное ложной ностальгией.Помимо денег, сварка — занятие впечатляющее и достойное восхищения. Это тяжелая физическая работа, но в ней также есть тонкий артистизм, тонкое мастерство и творческий дух. И экономика, в которой работник физического труда мог бы надежно зарабатывать достаточно денег, чтобы содержать семью среднего класса — то есть, такая экономика, как Соединенные Штаты не так давно существовали, — действительно была бы более справедливой, более социально стабильной и многого другого. для семьи, чем реальная экономика, которую мы имеем сегодня.
MR : «Деньги в сторону?» Разве деньги не главное в твоей работе? В любой работе есть достоинство, и вы правильно указываете на это.Но за ручной труд никогда не было достаточно денег, чтобы содержать семью из четырех человек в этой стране. Однако сварка — это не ручной труд; сварка — это квалифицированный труд. Есть разница между землекопом и человеком в канаве, сваривающим трубы вместе. Сегодня люди, овладевшие востребованными навыками, часто живут лучше, чем выпускники колледжей, которые обременены огромными долгами и не могут найти работу в выбранной ими области. Однако указание на это не является, как вы предлагаете, «консервативной атакой на высшее образование.«Это просто факт. Как бы плохо ни было положение Орри, неужели вы думаете, что ему было бы лучше, если бы он получил 60 000 долларов студенческого долга и не получил 16 кредитов, чтобы получить степень бакалавра в университете в Северной Каролине?
PT : Третья возможная причина повсеместного распространения мифа о богатых сварщиках менее благоприятна: если мы сможем убедить себя в том, что существует множество прибыльных возможностей для молодых людей, таких как Орри, которые не очень любили старшую школу. , это освобождает нас от нашей общей ответственности за рассмотрение реальности его ограниченных экономических перспектив.
MR : Наконец, мы подошли к сути вопроса — существованию (или отсутствию) возможностей — вполне возможно, наиболее спорной теме в стране сегодня. Почему? Потому что, как вы предлагаете, если мы убедим себя, что возможность существует, у нас не будет «общей ответственности» перед такими людьми, как Орри. (Привет, республиканцы!) С другой стороны, если мы убедим себя, что возможность мертва, мы сможем легче освободить Орри от любой ответственности перед самим собой и рассматривать его как жертву обстоятельств, не зависящих от него.(Привет, демократы!) Очевидно, вы считаете, что мы несем «общую ответственность» за улучшение ограниченных экономических перспектив Орри. Это хорошо. Но если вы хотите убедить людей в том, что ваша точка зрения заслуживает внимания, вы должны сначала убедить их в том, что возможность мертва. А это сложно сделать в мире, где сварщики могут разбогатеть.
Итак, как именно этого добиться? Что ж, если вы пишете для The Atlantic, вы попадаете в место, где сварщику раньше никто не платил шестизначные суммы. Вы найдете бедного ребенка, который хочет сваривать, но не пойдет на высокооплачиваемую работу.Затем вы пишете статью, в которой утверждаете, что богатые сварщики — это миф. Забавно, но состоятельные сварщики — наименьшая из ваших проблем. По данным BLS, которые, как я заметил, вы любите цитировать, в настоящее время в Америке вакантно 7,3 миллиона рабочих мест. Семь целых три десятых миллиона. Ни один из них не сделает вас богатым, просто заполнив заявку. Но все они представляют собой возможности, которые могут направить кого-то на путь процветания. И ни один из них не является мифологическим. Это большая возможность отрицать…
PT : Если в общественном сознании вы можете определить обучение сварщикам как нечто отдельное от колледжа, а не то, чем оно является на самом деле — специальность колледжа, как и любой другой, — это дает возможность отвлечь внимание общественности от изменений в политике из-за которых таким молодым людям, как Орри, становится труднее добраться до среднего класса.За последнее десятилетие, по мере того как выдуманная история о богатом сварщике росла и распространялась, государственные расходы на общественные колледжи, где настоящая молодежь пытается научиться настоящей сварке, сократились — в некоторых штатах — довольно резко.
MR : Если вы собираетесь утверждать, что сертификация сварщика ничем не отличается от степени социолога, и вас беспокоит стоимость обучения сварке, то почему вас в равной степени не беспокоит стоимость сертификации? гуманитарное образование? В настоящее время студенческие ссуды превышают 1 доллар.5 трлн. Почему вы не пишете о непрекращающемся давлении на детей всех демографических групп, которые заставляют их брать взаймы все, что нужно для посещения школы, которую они не могут себе позволить? Почему вы стремитесь убедить страну, что никто не может разбогатеть сваркой? Ответ стоит повторить: я думаю, это потому, что богатые сварщики представляют реальную угрозу вашему мировоззрению. Вот почему вы продолжаете отрицать их существование.
PT : В Северной Каролине сумма, которую правительство штата тратит на каждого студента муниципального колледжа, снизилась с поправкой на инфляцию с 5830 долларов на студента в 2007 году до 4891 доллара на студента в 2016 году, когда Орри поступил в CVCC.Это сокращение примерно на 16 процентов, и это произошло в период, когда налоговые поступления штата в Северной Каролине фактически выросли. Другими словами, у штата есть деньги, но законодатели штата предпочитают не тратить их на такие учреждения, как Catawba Valley Community College.
MR : У государства есть деньги, очевидно, потому что государство обложило налогом людей. Люди расстроены, потому что они видели, как их деньги ссужали детям, у которых нет никакой надежды вернуть их. Отчасти поэтому плата за обучение так высока.Мы убедили себя и целое поколение детей, что они облажались без четырехлетнего образования. Затем мы высвободили бездонный источник денег и заставили их занять все, что потребуется. Следующее, что вы знаете, Орри — 19000 долларов без сертификата. Любой, кого беспокоит стоимость сварки в Катавбе, должен ужаснуться стоимости диплома бакалавра в Беркли.
PT : То, что произошло в Северной Каролине, отражает то, что произошло в большинстве других штатов: когда в 2008 году разразилась рецессия, налоговые поступления резко упали, и правительства штатов сократили свои расходы на высшее образование.Затем наступил подъем, и налоговые поступления снова выросли, но правительства большинства штатов не заменили финансирование, которое они урезали из бюджетов местных колледжей и других государственных колледжей. Урезание бюджета в Северной Каролине оказало прямое влияние на опыт Орри в CVCC. Во-первых, они добавили к его стоимости обучения и, следовательно, к его долгу: с поправкой на инфляцию, плата за обучение в местных колледжах Северной Каролины с 2007 года увеличилась на 49 процентов.
MR : Понятно. Стоимость колледжа безумная.Не только для четырехлетних школ, но и для всех школ. Не только в Северной Каролине, а везде. И все же мы продолжаем говорить нашим детям, что колледж — их единственная надежда, какой бы ни была цена. Это просто безумие. Но теперь, когда люди, наконец, начинают видеть возможности квалифицированных профессий, вы пытаетесь убедить Америку в том, что сварка — плохая альтернатива. Это еще безумнее.
PT : Но что еще важнее: новых доходов от студентов колледжей Северной Каролины было недостаточно, чтобы компенсировать сокращение государственных расходов, а это означает, что колледжам, таким как CVCC, пришлось урезать бюджеты и урезать углы.Вот почему курс английского языка, который должен пройти Орри, чтобы получить степень, предлагается только онлайн: потому что так дешевле. Нет сомнений в том, что Орри выиграет от качественного личного инструктажа от заботливого и добросовестного профессора английского языка. Но он почти наверняка этого не получит. И из-за этого ему будет намного сложнее сдать экзамен, а значит, и закончить учебу. Орри говорит, что он все еще полон решимости получить степень младшего специалиста, но если ему не удастся это сделать, он не будет один.В настоящее время только 26 процентов студентов CVCC могут получить двухлетнюю степень за три года.
MR : Более дешевые альтернативы — не враг, особенно когда их стоимость уже заоблачна. И хотя мы все, вероятно, выиграем от «качественного очного обучения от заботливого и добросовестного профессора английского языка», времена меняются. Я только что смотрел лекцию профессора Стэнфордского университета на YouTube. Бесплатно. Девяносто пять процентов всех известных знаний можно получить с помощью смартфона и подключения к Интернету, которое, несомненно, есть у Орри.
На мой взгляд, суть в следующем: нам нужно найти лучший способ обучать людей, которые хотят учиться, способом, который мы можем себе позволить коллективно. Нам нужно побуждать людей исследовать реально существующие возможности и вдохновлять их выходить за рамки средней заработной платы в выбранной ими области.