Оборудование для газовой, дуговой сварки, сварочное оборудование
Магазин сварочного оборудования «ТД Дока». В наше время сварочное оборудование необходимо многим, начиная от промышленности заканчивая частным потребителем, который нуждается в недорогом оборудовании для сварки чтобы решить обыденные и несложные задачи.
Магазин сварочного оборудования «ТД Дока» ведет продажи оборудование для сварочных работ как для профессионалов так и для начинающих. В нашем онлайн каталоге сваорчного оборудования вы найдете множество позиций самого востребованного на данный момент оборудования как газосварочного так и электросварочного. Как правило газосварочное оборудование имеет большой спрос в металлургии и промышленности либо в ЖКХ и пр. Тем не менее электросварочное оборудование на рынке занимает достаточно большую нишу и связано это с тем что в последнее время стало появляться все больше упрощенных и надежных электросварочных аппаратов необходимых в быту. Они доступны, недороги, просты в эксплуатации и не требуют специальных навыков от человека решившего купить сварочный аппарат в гараж или на дачу.
Не последнне место мы уделяем и аксессуарам, поскольку, не одно производство не обходится без дополнительных оснасток и приспособлений, которые помогают в производственном процессе или сварщику в нашем случае. В разделе приспособление и оснастка постарались разместить необходимые любому сварщику аксессуары, без которых порой немыслем весь сварочный процесс, в холодное время печи и пеналы для просушки электродов, клеммы сварочные, электрододержатели, центраторы и трубные подогреватели, вращатели, и другие аксессуары.
Мы стараемся удовлетворить потребности всех, у нас вы сможете найти любое современное оборудование для сварки, а также расходные материалы и средства защиты сварщика. Мы сотрудничаем только с известными заводами сварочного оборудования и ведем выгодную ценовую политику в оптовых продажах. Покупая сварочное оборудование в нашем магазине вы покупаете прежде всего качественные товары, которые будут служить вам долго и экономить ваши деньги.
Принцип аргонной сварки: технология производства работ
Вопросы, рассмотренные в материале:
- Каковы основные принципы аргонной сварки
- На каком оборудовании возможна аргонная сварка
- В чем особенности аргонной сварки алюминия и меди
Аргонодуговая сварка отличается от всех остальных видов тем, что в данном процессе используется электродуга с аргоном в качестве защитной среды. Инертный газ подается в первую очередь, чтобы защитить металлы на время обработки от контакта с кислородом. Из этой статьи вы узнаете основной принцип аргонной сварки, а также о том, в каких случаях его используют.
На чем основан принцип аргонной сварки
Сварка аргоном представляет собой технологию гибридного типа – благодаря ей удается соединять металлы, работа с которыми считается наиболее сложной. Принцип аргонной сварки отлично работает как с большими трубами, так и с крохотными бронзовыми статуэтками. Дело в том, что этот способ вобрал в себя лучшее из двух классических методов: дугового электрического и газового. В качестве самого распространенного примера работы с аргоном можно привести сварку нержавеющей стали.

Прежде чем приступать к обсуждению принципа действия аргонной сварки, необходимо понять физику данного процесса. Не секрет, что соединение металлических поверхностей невозможно без их нагрева. Но поскольку нагрев требует использования огня, задействуется и кислород, содержащийся в воздухе, который запускает реакцию окисления. Проблема в том, что сложные металлы или сплавы типа легированных сталей или цветных металлов сильно подвержены окислению.
Окисление опасно тем, что оно значительно снижает качество швов, – они становятся хрупкими и быстро приходят в негодность. Это происходит из-за образования в шве множества мельчайших пузырьков. Если говорить об алюминии, то он при нагревании в обычных условиях начинает гореть.
Принцип аргонной сварки используется, в первую очередь, чтобы защитить сварочную рабочую ванну от газов и примесей. В качестве защитной оболочки выступают инертные газы, это может быть не только аргон, но и гелий. Однако серьезный недостаток последнего состоит в его высокой цене и большом расходе. Например, при обработке нержавейки требуется в несколько раз больше гелия, чем аргона. Еще одна особенность использования гелия – с ним нельзя работать без защитной одежды, полностью закрывающей тело.
В связи с тем, что мы описали выше, гелий сегодня редко применяется в чистом виде, его используют в смесях для газовых лазеров. Другой инертный газ – азот. Он подходит исключительно для работы с медью. Поэтому основным и самым распространенным инертным компонентом, применяемым при гибридном подходе, работы является аргон.
Назовем основные качества аргона:
- Гораздо тяжелее, чем воздух. Именно благодаря этому он легко занимает всю сварочную ванну, защищая зону плавления от других газов.
- Инертен, поэтому не вступает в реакцию с другими элементами, но, что важнее всего, никак не взаимодействует со свариваемыми поверхностями – на этом и строится принцип аргонной технологии.
Однако принцип аргоновой сварки неидеален, ведь при работе с током обратной полярности этот газ превращается в электропроводную плазму. Мы не будем вдаваться в подробности, говоря о малоприятных последствиях этого свойства.

В целом, у аргонной сварки мало минусов:
- сложное оборудование, нуждающееся в точной настройке;
- возможность работы только при наличии большого практического опыта.
Плюсов у этого принципа работы гораздо больше:
- Шов получается высокого качества, так как в нем нет примесей.
- Обработка металла в среде аргона предполагает умеренный нагрев металла, поэтому подходит для соединения заготовок даже очень сложных конструкций, при этом не происходит их деформации.
- Данный принцип работы позволяет варить однородные и разнородные металлы и сплавы, с которыми не справляются все остальные методы.
- Высокая скорость работы достигается благодаря использованию дуги с высоким температурным режимом.
Все обозначенные нами недостатки кажутся незначительными по сравнению с тем, какие возможности открывает аргонная сварка.
Аргонная сварка: принцип работы в зависимости от вида

Аргонную сварку принято делить на виды исходя из степени механизации:
- Ручная. В этом случае сварщик самостоятельно передвигает горелку и подает сварочную проволоку. При данном подходе могут применяться только неплавящиеся электроды из вольфрама.
- Механизированная/полуавтоматическая методика, при которой проволоку подает машина, а сварщик работает непосредственно с горелкой. Чаще всего этот принцип используется при аргонной сварке нержавейки полуавтоматом. Еще один яркий пример – механизированная аргонодуговая сварка плавящимся электродом. Есть и новые, узкоспециализированные технологии в этой области. К ним относится обработка нержавейки полуавтоматом в среде углекислого газа.
- Автоматическая аргонная сварка. Оператор дистанционно управляет автоматом: перемещает горелку и подает проволоку. Сегодня постепенно распространяются системы, которые могут работать даже без постоянного контроля человека. Чаще всего роботы выполняют сварку труб из нержавейки. Автоматическая аргонодуговая сварка с использованием неплавящегося электрода все чаще применяется в сфере промышленности.
На каком оборудовании осуществляется аргонная сварка
Принцип аргонной сварки требует использования разнообразного оборудования. Но в этом нет ничего страшного, ведь сегодня можно приобрести готовые наборы со всем необходимым, причем по доступной цене.

Все оборудование делится на три вида:
- Специализированное – для работы с заготовками одного типа.
- Специальное – для промышленных предприятий, работающих с заготовками одного типоразмера.
- Универсальное – для всех видов работ в аргоне, в том числе для соединения деталей из нержавеющей стали полуавтоматом.
Рекомендовано к прочтению
Но нужно понимать, что принцип аргонной сварки совершенствуется. Так, чтобы обрабатывать листы металла с более толстыми краями и увеличить производительность, технология была доработана следующим образом:
- Используется специальная горелка, позволяющая одновременно использовать несколько вольфрамовых электродов. Это необходимо, чтобы получать качественный шов, несмотря на высокую скорость работы.
- Есть приспособление для нагревания проволоки.
Горелка необходима для подачи электроэнергии и формирования газовой защиты, поэтому так важен ее грамотный подбор. Принцип аргонной сварки предполагает использование специальной горелки с неплавящимся вольфрамовым электродом, что очень важно, например, для сварки нержавейки.

Чтобы понимать принцип работы в среде аргона, важно представлять себе технические характеристики горелки:
- допустимое значение сварочного тока/мощность;
- тип охлаждения при сильных и слабых токах;
- длину кабеля;
- наличие в конструкции керамического сопла и фиксатора вольфрамового электрода;
- универсальность, то есть возможность подключать горелку к разным системам.
Главным элементом аргоновой горелки является резервуар со штуцерами для охлаждающей жидкости. Вольфрамовый электрод подключен к электрическому кабелю аппарата, вокруг электрода идет подача инертного газа.
Как работает горелка?
- Одновременно включаются сварочный аппарат, циркуляция охлаждающей жидкости, подача газа на горелку, в результате чего образуется защитное облако аргона.
- Поджигается дуга, заготовки нагреваются до температуры плавления, присадочная проволока помещается в рабочую ванну.
- Присадочная проволока и вольфрамовый электрод перемещаются вдоль шва.
1. Горелка с неплавящимся электродом.
Речь идет, преимущественно, о ручной аргонной сварке неплавящимся электродом. Такой способ является единственным возможным для обработки нержавеющей стали и химически активных металлов, то есть алюминия, титана и магния, при этом используется электрод из вольфрама.

Горелка состоит из электрода, зафиксированного в токоподводящей цанге, керамического сопла, которое используется для направления аргоновой струи, системы охлаждения посредством воздуха либо воды. Диаметр электрода подбирается в соответствии с используемой силой тока.
Принцип работы при механизированной аргонной сварке несколько отличается, поэтому используется иная горелка. Она состоит из вольфрамового неплавящегося электрода с маховичком для подъема и опускания, токоподводящей сменной цанги с гайкой, позволяющей использовать разные по диаметру электроды.
Поскольку данный принцип работы дает возможность избежать появления брызг металла, вместе с керамическими соплами используются проницаемые для газа сетчатые линзы – они необходимы для образования равномерного потока газа. Отметим, что аргонная сварка неплавящимся электродом является одним из наиболее популярных подходов в непромышленных масштабах.
2. Горелка с плавящимся электродом.
Такой вариант работы обычно применяют при автоматической и полуавтоматической аргонной сварке. Дуга подается между концом сварочной проволоки и заготовкой. Могут использоваться жидкостные и воздушные системы охлаждения. Принцип выбора сопла мало отличается от применяемого в случае с неплавящимися электродами.

Аргонная сварка: принцип работы
Принцип работы аргонной сварки инверторным способом
На сегодняшний день инверторный способ является наиболее востребованным принципом аргонной сварки. Его используют как в промышленности, так и в домашних условиях. Инвертор представляет собой аппарат дуговой сварки, задача которого состоит в том, чтобы преобразовывать постоянный ток в переменный. Немаловажно, что это устройство легко подстраивается под скачки напряжения источника электричества.
Инверторный аппарат отличается небольшими размерами и весом, при этом надежен и отлично подходит для сварочных работ в любых условиях. Немаловажно, что он может использоваться для обучения новичков.
На самом деле, если сравнивать принцип инверторной аргонной сварки нержавейки и работу с другим оборудованием, то первый вариант оказывается проще и удобнее. Дело в том, что от сварщика требуется только двигать горелку вдоль шва. Радует и результат – шов получается тонким и ровным, но лишь при условии, что соблюдены все технологические требования. Работа возможна и без присадочной проволоки, если удается добиться очень плотного соединения краев заготовок.
Как выбрать режим работы, не нарушая основные принципы аргонной сварки
Качество сварного шва во многом зависит от выбора режима сварки.
Направление и полярность тока подбирают в соответствии с обрабатываемыми металлами. Так, большая часть сплавов на основе стали требует сварки полярным постоянным током: на этом основан принцип сварки нержавейки полуавтоматом и труб из нержавеющей стали. Для цветных металлов, алюминия, магния подходит переменный ток обратной полярности.

Расход аргона зависит от скорости его подачи и внешних условий: если приходится работать на улице при сильном ветре, объем необходимого газа значительно увеличивается.
Может показаться странным, но в аргоновую газовую смесь добавляют до 5 % кислорода. В столь небольших количествах последний способствует очистке от вредных примесей, так как они вступают с ним в реакцию и просто сгорают.
Сварка алюминия по принципу аргонной сварки
Как мы уже говорили, невозможно сварить алюминий без использования аргонной среды. Дело в том, что при соприкосновении с кислородом, содержащимся в воздухе, на этом металле сразу же образуется оксидная пленка. И это становится действительно серьезной проблемой, поскольку, хотя алюминий является одним из самых сложных в обработке, его чаще всего используют для бытовых нужд.

Для плавления оксидной пленки требуется температура, значительно превышающая температуру плавления самого металла. Принцип аргонной сварки алюминия основан на том, что данный газ предупреждает процесс окисления, вытесняя кислород из сварочной рабочей ванны. В результате алюминиевая присадочная проволока легко плавится и получается качественный шов.
Принцип работы с данным металлом предполагает использование только переменного тока. Ток обратной полярности значительно поднимает температуру плавления за счет особой катодной очистки оксидной пленки. Высокая температура приводит к тому, что разрушается даже тугоплавкий вольфрам в электроде. Ток прямой полярности не позволяет пробить оксидную пленку, зато дуга получается стабильной и короткой. Как вы поняли, прочность и внешний вид шва зависят от переключения полярности.
Работа с постоянным током при аргонной обработке алюминия возможна, но только при условии использования чистого гелия в качестве инертного газа. Такой вариант обработки будет стоить гораздо дороже, а сам принцип работы более сложен с технической точки зрения.
Очень важно правильно подготовить алюминиевые заготовки, прежде чем приступать к процессу плавления. От этого непосредственно зависит качество будущего шва. Во время очистки нужно выполнить такие этапы:
- обезжирить металл при помощи растворителя;
- зачистить поверхность от оксидной пленки – зачистка может быть механической либо химической;
- дать очищенным поверхностям полностью просохнуть.
Сварка меди по принципу аргонной сварки
Медь отличается от других металлов тем, что отлично противостоит ржавчине и устойчива в агрессивных средах. Поэтому для ее сварки требуется аргон высшего сорта либо в сочетании с гелием (причем аргона при этом должно быть больше). Используются плавящиеся или неплавящиеся вольфрамовые электроды, постоянный ток.
Предварительный нагрев до +800 °С используется в тех случаях, когда толщина медной заготовки превышает 4 мм. Присадочная проволока может быть из меди или медно-никелевого сплава. Дуга в этом случае должна обладать высокой устойчивостью.
Поскольку медь имеет высокую теплопроводность, кромки металла нужно обязательно разделывать. Если речь идет о листе до 12 мм толщиной, можно произвести только одностороннюю разделку, тогда как для более толстых кромок приходится проводить двустороннюю.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
что это такое, принцип работы, технологии
Чтобы сварить детали из нержавеющей стали, меди, титана, алюминия, различных цветных металлов и сплавов обычные методы сварки не всегда подходят. Часто для этих целей многие опытные сварщики применяют сварку аргоном. Этот процесс достаточно тяжелый, длительный и специфический. Но чтобы понять технологию стоит рассмотреть важные особенности, нюансы, правила проведения. Это позволит создать прочную и неразъемную конструкцию.

Общее описание
Перед тем как приступать к работе стоит рассмотреть, что такое аргонная сварка и для чего она проводится. Это технология гибридного типа, которая позволяет соединять конструкции из капризных и устойчивых металлических основ — от огромных труб до мелких деталей статуэток из бронзового металла.
Прежде чем понять, что это такое аргонно-дуговая сварка, стоит разобраться с физикой данного процесса. Для того чтобы соединить металлические поверхности их требуется предварительно прогреть. Нагревание обычно производится при помощи огня. Именно это способствует вступлению в реакцию кислорода, который находится в воздухе — происходит процесс окисления. Стоит учитывать, что цветные металлы, легированные стали окисляются намного быстрее, чем обычные металлы.
Окисление, которое проявляется во время сварочного процесса, вызывает ухудшение качества соединений. В связи с тем, что в составе швов появляются многочисленные пузырьки, они теряют свою прочность и быстро разрушается. А алюминиевый металл варить невозможно, при нагревании он горит и разрушается.
Технология аргонодуговой сварки основывается на использовании сварочной ванны, которая защищает от газов и примесей. Для этих целей часто применяются инертные газы, которые выполняют роль защитной оболочки. Помимо аргона к инертным газам относится гелий, который обладает такими же свойствами. Однако гелий намного дороже аргона, и он расходуется намного быстрее и больше.
Применение аргона позволяет сэкономить силы и финансовые вложения. Кроме этого этот газ может использоваться для всех цветных металлов, включая нержавейку, медь, алюминий. К главным свойствам аргона стоит отнести:
- Аргон значительно тяжелее воздуха, по этой причине он отлично вытесняет его из сварочной ванны, тем самым защищая зону плавления от ненужных газовых примесей;
- Аргон является инертным веществом, которое не способно вступать ни с какими элементами, включая свариваемые металлические поверхности;
- Не стоит забывать про важный нюанс аргонового газа. Во время применения тока с обратной полярностью аргон переходит в состояние электропроводной плазмы со всеми негативными последствиями.
Классификация аргонодуговой сварки
Сварка аргоном цветных металлов может производиться несколько способами. Каждый из них обладает отличительными особенностями, от которых зависит качество и прочность сварного шва.

Выделяют следующие виды аргоновой сварки:
- Ручной способ — РАД сварка. Перед тем как приступать к РАД сварке, стоит рассмотреть, что это за процесс. Работа выполняется сварщиком, он производит перемещение горелки, подачу сварочной проволоки. Во время него применяются только вольфрамовые электроды;
- Механизированная или полуавтоматическая сварка металла аргоном. Во время этого процесса проволока подается при помощи машины, а горелку удерживает сварщик. К самому популярному примеру этого метода относится сварка нержавейки полуавтоматом. Механизированная аргоновая сварка дуговая при помощи плавящегося электрода также относится к этому методу. Сварочный процесс нержавейки полуавтоматом в среде углекислого газа — является еще одной узкоспециализированной технологией, которая также относится к этой группе;
- Автоматическая аргонодуговая сварка. Во время этого процесса автомат управляется дистанционно оператором и производит перемещение и подачу проволоки. В последнее время часто во время автоматических сварочных процессов применяются специальные устройства — роботы, которые не требуют участия человека. Данный метод пользуется популярностью на больших производствах.
Особенности сварного шва при аргонодуговой сварке
Рассматривая, что это такое аргонная сварка стоит обратить внимание на особенности сварного шва. Важно помнить о том, чем больше будет угол наклона между поверхностью основного металла и соединения, тем выше будет концентрация напряжения в области сварки. Если к сварному шву предъявляются высокие требования по равнопрочности, то после сварки требуется произвести стачивание шовного валика.
Техника сварки аргоном предполагает правильный подбор материала электрода и присадочной проволоки, также требуется выбрать необходимый режим сварки. Обязательно выбирается способ защиты металлического шва, который обеспечивается за счет меньшего количества примесей, а сама область шва при этом должна быть немного мягче основного металла.
Чтобы обеспечить высокую прочность и износостойкость, мягкая зона должна быть узкой. Это усложняет проведение сварочного процесса, но избавляет от необходимости усиления конструктивных элементов в области соединения.
Различные технологии
Помимо отечественной терминологии применяются зарубежные обозначения, которые помогают разделить сварку в среде аргона на несколько подвидов. Каждый из них обладает уникальными качествами, особенностями. Обычно они применяются для сваривания сталей с различными добавками, сплавов из алюминиевой основы.
Сварка в аргоновой среде разделяется на следующие подвиды:
- Сварка ММА. Процесс производится по ручной технологии в поле электрической дуги, образованном электродом с покрытием. При переменном токе данным способом можно варить углеродистую сталь. А если будет оказываться постоянным ток, то будет возможность производить сварку углеродистой и нержавеющей стали, а также алюминия и его сплавов;
- Сварочный процесс TIG. Он выполняется в ручном режиме в аргоне или в другом инертном газе при помощи вольфрамового электрода. При переменном токе так можно варить только алюминий и его сплавы. При постоянном — углеродистые и нержавеющие виды сталей;
- Сварка MIG. Это полуавтоматическое сваривание, которое производится при помощи плавящейся проволоки. Данная технология аргоновой сварки производится с использованием переменного тока. Свариванию подлежать оба типа металлов, а также алюминий со сплавами.
Оборудование для работы с аргоном
Чтобы получить прочные швы важно знать, что нужно для аргонной сварки. Для процесса требуется достаточно большой и широкий набор оборудования. В продаже часто встречаются универсальные аппараты, которые имеют все необходимые и важные элементы. Они стоят не слишком дорого.

Все оборудование для аргоно-дуговой сварки разделяется на три группы:
- Специализированное. Оборудования предназначено для работ с заготовками одного типа;
- Специальное оборудование для аргонной сварки. Оно устанавливается на промышленный производствах, его применяют для заготовок с одинаковым типоразмером;
- Универсальное оборудование. Оно предназначено для всех видов работ в среде аргона, к примеру, для сварки нержавеющей стали полуавтоматом.
Помимо сварочного аппарата обязательно требуются другие важные элементы. Для сварки в аргоне требуется целый пакет оборудования. При этом не обязательно все покупать, некоторые элементы можно сделать самому.
Итак, рассмотрим, что нужно для аргоновой сварки:
- Специальная горелка с вольфрамовым расходником;
- Трансформатор основного и вспомогательного вида. В качестве основного обычно применяется аппарат для дугового способа с показателем напряжения до 70 В. Вспомогательный трансформатор требуется для электропитания коммутирующих устройств;
- Осциллятор. Устройство подключается параллельно к источнику питания. Он требуется для разжигания дуги во время работы с неплавящимся вольфрамовым расходником при помощи подачи высокочастотных импульсов. В результате этого наблюдается ионизация дугового промежутка. Если показатель обычной сетевой частоты насчитывает около 55 Гц, а напряжение 220 В, то после преобразования осциллятором частота и напряжения увеличиваются до 500 кГц и 6000 В;
- Контактор. Этот элемент требуется для подачи напряжения на горелку;
- Реле. Оно осуществляет включение и отключение контактора и осциллятора;
- Электроды из вольфрамовой основы. Они идут с проволокой с соответствующим диаметром;
- Аргоновый баллон, который оборудован редуктором;
- Выпрямитель. Он требуется для получения постоянного тока с показателем напряжения 24 В;
- Амперметр. Этот компонент производит измерение силы тока;
- Таймер. Осуществляет контроль времени обдува аргоном;
- Электро-газовый клапан. Он требуется для подачи постоянного или переменного тока с показателями 24 и 220 В соответственно;
- Фильтр, который выполняет контролирование высоковольтных импульсов из осциллятора;
- Аккумулятор. Он требуется для последовательного подключения в электрическую цепь для стабилизации переменного тока.
Если во время аргоновой сварки используются металлы с более толстыми краями, а также требуется повышение производительности, то дополнительно во время процесса сваривания могут применяться усовершенствованные элементы:
- Специальная горелка, которая позволяет применять сразу несколько вольфрамовых электродов. Это повышает качество и прочность сварного шва, который выполняется на высокой скорости;
- Специальное приспособление для нагревания присадочной проволоки;
- Пульсирующий ток для периодических пауз его поступления, во время которых металлическая основа кристаллизуется. Если движение дуги синхронизировать с импульсами тока, то плавка выходит высокоэффективных во всех положениях в пространстве.
Особенности сварочных работ в среде аргона
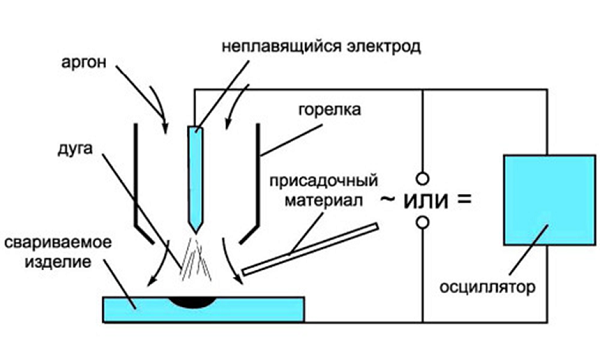
Принцип работы аргонодуговой сварки основан на соединении поверхностей рабочих металлов в среде защитного газа. В качестве рабочего элемента в данном процессе применяется горелка. В ее центральную часть вставляется электрод из вольфрамовой основы, его вылет должен быть в пределах 2-5 мм.

Фиксирование электрода внутри горелки осуществляется при помощи специального держателя. В него вставляется вольфрамовый стержень с любым требуемым диаметром. Для подачи защитного газа горелка оснащается соплом из керамической основы.
На фото ниже показан общий принцип работы аргоновой сварки.

Сварка под аргоном предполагает применять требуемую температуру, которую задает электрическая дуга. Формирование сварного шва выполняется при помощи присадочной проволоки, состав которой должен соответствовать составу обрабатываемой металлической поверхности.
Стоит изучить несколько правил принципа работы аргонно-дуговой сварки, от которых зависит прочность и качество сварного шва:
- Чем длиннее будет сварочная дуга, тем шире будет шов и меньше его глубина. Именно это снижает качество сварного соединения. По этой причине рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей;
- Чтобы сделать узкое и глубокое сварное соединение, важно чтобы электрод и горелка двигались в продольном направлении. Отклонение в сторону (поперечные движения) снижают качество сварного шва. По этой причине во время сварки требуется, чтобы сварщик был внимательным и аккуратным;
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварочного процесса, они должны быть прикрытыми аргоном. Это предотвратит проникновение кислорода и азота внутрь сварочной зоны;
- Подача присадочной проволоки должна быть плавной и равномерной. При резкой подаче происходит сильное разбрызгивание металла. Правильная подача достаточно сложный процесс, который приходит с опытом;
- Стоит обратить внимание на важный показатель — проплавленность. В аргонной сварке он определяется самим сварочным соединением. Если он обладает округлой или выпуклой формой, то это может указывать на его низкое качество. Это означает, что проплавление поверхности было проведено недостаточно;
- Присадочная проволока подается перед горелкой с неплавящимся электродом. При этом ее подача должны выполняться под определенным углом. Данные показатели обеспечивают ровность сварного соединения и его небольшую глубину. Это позволяет полностью контролироваться сварочный процесс;
- Ни в коем случае не стоит начинать и заканчивать сварку с аргоном резко, это открывает доступ проникновения кислорода и азота в область сваривания. По этой причине необходимо начинать сварку после 15-20 секунд, как только будет начата подача в стык соединения двух металлов инертного газа. А заканчивать процесс (убирать присадочную проволоку) стоит до того момента, как будет выключена горелка. На этот процесс обычно отводится 7-20 секунд.
Заканчивать сварочный процесс требуется снижением показателей силы тока при помощи реостата, который имеет в составе конструкции сварочного аппарата. Если будет сделано отведение горелки, то это может открыть доступ в область сваривания азота и кислорода.
Этапы проведения аргоновой сварки
Технология сварки аргоном должна проводиться правильно с учетом всех требуемых правил. Во время этого процесс обязательно должны использоваться неплавящиеся электроды.
Для проведения сварки обязательно требуется подготовить необходимые элементы:
- Источник питания;
- Горелка с вольфрамовым электродом;
- Газовый баллон с аргоном;
- Присадочная проволока.
Электрод устанавливается в держатель горелки, он должен выступать вперед на 2-5 мм. Диаметр данного компонента подбирается в зависимости от характера сварного шва, толщины соединяемых металлических деталей. Вокруг держателя электрода располагается сопло, которое осуществляет подачу электрода в область сварки при проведении работ.
Как варить аргонной сваркой? Сварочный процесс с поддувом выполняется в следующей последовательности:
- Очищение поверхности зоны сварки;
- Приведение горелки в рабочее положение — подача аргона для создания защитного слоя и розжиг дуги;
- Процесс выполнения сварного шва.
Каждый сварщик должен знать, как варить аргоновой сваркой, важные особенности данного процесса и последовательность всех действий. Перед тем как приступать к сварке стоит произвести тщательное очищение кромочной поверхности соединяемых деталей от загрязнений и оксидной пленки. Для этих целей может применяться механический и химический способ очистки, после которого производится обезжиривание поверхностей.
После этого оборудование приводится в рабочее состояние:
- Источник питания подключается к электрической сети;
- К детали, которая подлежит сварке, при помощи кнопок на горелке подается защитный газ. А сама деталь подключается к «массе»;
- При помощи высокочастотного импульса разжигается дуга. Она будет замыкать цепь между электродом и металлом сварного изделия;
- Газ должен подаваться заранее, примерно за 20 секунд перед подачей тока. Это требуется для обеспечения защитного слоя.
При проведении процесса ни в коем случае нельзя допускать касания вольфрамового электрода свариваемой поверхности. Он должен располагаться на минимальном расстоянии от нее (2 мм), это позволит создать малую сварочную дугу. В данной ситуации она сможет обеспечить максимальное проплавление металла по толщине.
Сразу же после разжигания дуги сварщик приступает к созданию шва в области, которая защищена аргоном. Что такое аргоновая сварка и как она производится? Рассмотрим весь процесс:
- При помощи горелки, которая располагается в правой руке, сварщик медленно ведет дугу строго по линии шва;
- Левой рукой специалист навстречу движению горелки подает присадочную проволоку в область сварки;
- Присадочная проволока должна постоянно находиться перед горелкой под небольшим углом от 150 до 300 по отношению к свариваемой поверхности;
- Электрод с горелкой должен образовывать угол в 900.
Во время выполнения ручных сварочных работ не стоит допускать резкую подачу присадочной проволоки. Это может привести к сильному разбрызгиванию металла и к образованию неровной линии сварного шва. После окончания сварочных работ подача аргона не должна прекращаться сразу, это предотвратит окисление еще не остывшего металла.
Инверторная сварка в аргоне
Что это инверторная аргоновая сварка? Этот метод считается самым востребованным видом аргонодуговой технологии. Его используют в промышленных и бытовых условиях. Во время этого процесс применяется инвертор для аргонодуговой сварки, это тип аппарата дуговой сварки, который преобразует ток из постоянного в переменный. Кроме этого оборудование обладает дополнительным преимуществом, которое состоит в адаптации к скачкам напряжения источника питания.
Инверторный сварочный аппарат обладает компактными размерами, он нетяжелый и выполнен из прочной основы. Он прекрасно подходит для проведения сварочных работ в любых условиях — дома и на производстве. Кроме этого он обладает легким управлением, с которым смогут справиться даже новички.
Что можно варить инверторной аргоновой сваркой? Данная технология отлично подходит для сваривания нержавейки, меди, алюминия, цветных металлов. При помощи инвертора процесс выполняется достаточно легко, требуется только двигать горелкой вдоль шва. Если соблюдать все технологические требования, сварное соединение выходит узким и ровным.
Правильная аргоновая горелка
Главные задачи горелки состоят в подаче электроэнергии и создании газовой защиты. При проведении сварочного процесса важно выбрать правильную горелку, это также важно, как выбор правильных расходников. В аргонодуговой сварке применяется специальная горелка с неплавящимся вольфрамовым электродом — именно таким способом производится сваривание нержавеющей стали.

К главным техническим свойствам правильной горелки, в соответствии с которыми нужно ее выбирать, относят:
- Допустимые показатели сварочного тока или его мощность;
- Тип охлаждения горелки при сильных и слабых токах;
- Показатели длины кабеля;
- Наличие сопла из керамической основы и фиксатора вольфрамового электрода;
- Универсальность горелки — способность подключаться к разным сварочным аппаратам.
Принцип работы горелки в аргонной сварке состоит в следующем:
- Включается все сразу — подается газ на горелку, начинается активная циркуляция охлаждающей жидкости, а затем подключается сам сварочный аппарат;
- После того как образуется защитный слой из аргона производится поджигание дуги, осуществляется разогрев заготовок до температуры плавления, а присадочная проволока помещается в образовавшуюся рабочую ванну;
Размещение присадочной проволоки и электрода из вольфрамовой основы вдоль сварного соединения.
Розжиг дуги при разных электродах
Во время использования расплавленных электродов розжиг дуги происходит при соприкосновении электрода с изделием. Электродная проволока при касании металлического изделия начинает искрить и вокруг нее начинается активное испарение паров железа. Именно они оказывают влияние на степень ионизации аргона, они ее снижают, поэтому розжиг дуги происходит достаточно быстро и легко.
При применении неплавящихся электродов розжиг дуги таким способом будет невозможен. Дело в том, что чистый сварочный аргон обладает высоким показателем ионизации, и для розжига он требует более сильную искру. А при касании вольфрамового электрода поверхности металла ее не удается получить. Также во время ее касания происходит сильное загрязнение поверхности и ее оплавление.
По этой причине для разжигания дуги при вольфрамовом электроде используется вспомогательный прибор, который называется осциллятором. При помощи него после включения устройства на электрод подается высоковольтное напряжение с высокой частотой импульсов, которые обеспечивают ионизацию промежутка между дугой и металлической поверхностью изделия с последующим розжигом дуги.
Обычно для создания сварного шва применяется аргонодуговая сварка с постоянным и переменным током. Если сварочный процесс выполняется в режиме переменного тока, то осциллятор выполняет роль стабилизатора, который подает импульсы в моменты замены полярности. Это обеспечивает стабильное горение сварочной дуги.
Во время сварки с применением постоянного тока на анодном и катодном конце величина выделяемого тепла может быть разной. При значении меньше 300 ампер до 70 % выделяемого тепла образуется на аноде и только 30 % на катоде.

Для обеспечения большого нагрева металла, которое приводит к его расплавлению и исключению перегрева электрода, используется прямая полярность. В этом случае самое сварное изделие является анодом, а электрод служит катодом.
А что варят аргоновой сваркой с такой схемой? Она отлично подходит для сваривания меди и ее сплавов, ее применяют для цветных металлов, исключением является алюминий и его сплавы. Для этого металла используется сварка с переменным током, которая позволяет эффективно удалить окисный поверхностный слой.
Какие аппараты применяются для аргонодуговой сварки
Чтобы понять, как работает аргонная сварка, стоит рассмотреть устройства, которые применяются при ее проведении. Оборудование может иметь разное управление и определенный принцип работы, от которого зависит скорость получения сварного шва, а также его качество.
При проведении аргонодуговой сварки могут применяться следующие аппараты:
- Сварочные трансформаторные устройства. Они работают на использовании переменного тока;
- Аппараты, выполняющие роль выпрямителей и генераторов. Они применяются для обеспечения выпрямленного (постоянного) тока при проведении сварочных работ;
- Универсальные устройства. Они предназначены для сварочных работ при постоянном и переменном токе.
Преимущества и недостатки аргонодуговой сварки
Рассматривая, что такое аргонодуговая сварка стоит изучить ее важные положительные и отрицательные особенности. Они оказывают влияние на проведение процесса, на свойства получаемого соединения, на его прочность и другие важные нюансы.

Среди преимуществ стоит выделить:
- Принцип аргонной сварки предполагает проведение нагрева с невысокой температурой. Именно это свойство позволяет в полной мере сохранить размеры и формы двух свариваемых изделий;
- Аргон для сварки является инертным газом, а именно он плотнее и тяжелее воздуха. Именно это обеспечивает максимальную защиту зоны сваривания;
- Тепловая мощность дуги обладает высокими показателями, именно это позволяет проводить процесс сварки за короткий промежуток времени;
- Аргонодуговая сварка обладает простой техникой проведения, которую смогут понять даже неопытные сварщики;
- Сварочный процесс позволяет соединить разные виды металлов, которые не получается состыковать при помощи других типов сварок.
Но не стоит забывать про некоторые недостатки аргонной сварки:
- В теории указывается, что сварка аргоном не должна проводиться при сильных сквозняках и ветре. Во время данных условиях происходит улетучивание часть аргонной защиты. Именно это снижает качество сварного шва. По этой причине весь процесс требуется проводить в закрытых помещениях с хорошей вентиляцией;
- Сварочное оборудование, которое применяется для сварочного процесса, обладает сложной конструкцией и тяжелым управлением. Это может усложнить проведение настройки режимов сварки;
- Если в процессе соединения потребуется высокоамперная дуга, то обязательно требуется продумать дополнительное охлаждение стыкуемых компонентов.
Что это такое аргонная сварка и для чего она нужна? Чтобы понять этот процесс и его главное назначение, стоит рассмотреть его главные особенности, характерные качества и нюансы. Данная техника может использовать для капризных и устойчивых металлов ,к примеру для сваривания меди, бронзы, алюминия и разных цветных металлов.
Проведение процесса простое и легкое, с ним сможет справиться даже начинающий сварщик. Но все же не стоит забывать про правила и главные особенности сварочных работ в аргоне.
Интересное видео
Статьи по сварке :: ТД Дока

В данной обзорной статье мы постараемся дать исчерпывающие вопросы по этой достаточно актуальной тематике. Ведь помимо различных давно известных приспособлений и аксессуаров, специальные средства, так называемая сварочная «химия», также способны внести весомую лепту в повышение производительности процесса сварочного производства и сопутствующих работ, качества сварных швов, продление срока службы сварочного оборудования и в облегчение труда сварщика.
Как известно, одним из непременных условий качественной сварки покрытыми электродами является отсутствие влаги в их обмазке. Сварные соединения, выполненные «сырыми», впитавшими в себя влагу электродами имеют многочисленные поры и шлаковые включения, что подтверждается неразрушающими (рентген, ультразвук) и разрушающими (механические испытания) методами контроля. Сам процесс сварки такими электродами также затруднён буквально сразу с момента зажигания. Выполнить поджиг иногда не удается даже после нескольких попыток, а в процессе сварки «сырые» электроды также имеют склонность к образованию «козырька» на обмазке, что значительно ухудшает защиту сварочной ванны со всеми вытекающими из этого последствиями. Таким образом, сварочные электроды необходимо обязательно перед началом сварки прокаливать в специальных печах по режимам (температура и время) определенным заводом-изготовителем данных электродов.
Магнитный держатель этой серии многофункциональный инструмент используемый как в быту, так и в мастерских, производственных участках, на стройплощадке
Бензиновые генераторы: классификация, технические характеристики и советы по подбору
Отличное решение проблемы с альтернативным электроснабжением на даче, или при производстве мелких работ, в дали от источника питания – бензиновый генератор.
Дока поздравляет с 8 марта!
Сердечно поздравляем вторую нашу, лучшую половину человечества, прекрасных ЖЕНЩИН и желаем чистого, голубого неба над головами, исполнения желаний и простого женского счастья.
Вопросам охраны труда на предприятиях с каждым годом уделяется все больше времени, но и в быту при сварочных работах тоже не стоит пренебрегать простыми мерами предосторожности и придерживаться общепринятых правил. Мы по традиции будем рассматривать сварочные работы на даче, загородном доме, в небольшой мастерской, не касаясь особенно промышленного производства.
Производственная группа «Асанта» выпускает сварочные приспособления и аксессуары на российском рынке с конца 90-х годов.
За все прошедшие годы производства продукция всегда имела стабильный спрос не только в России, но и на всем постсоветском пространстве! Основным преимуществом всей линейки электрододержателей и клемм заземления была и остается высокая надежность, простота и удобство в применении, конкурентная цена.
С 2014 года производственная группа «Асанта» приобрела все права на выпуск продукции под маркой «Сатурн». Вследствие серьезных вливаний денежных средств, оптимизации производства, новых разработок и ответственного подхода к коммерческой составляющей всей деятельности компании, производство сварочных аксессуаров вышло на новый этап. Основа всей политики группы – это, в первую очередь, тезис «все для потребителя», также понимание, что самое важное – это надежность компании, как партнера в бизнесе. Компания и ее продукция не просто «кажутся» надежными, но и являются таковыми на самом деле.
Предлагаем Вашему вниманию замечательную статью о том, как правильно сваривать трубы, чтобы выполненный сварной стык прошел контроль неразрушающим методом контроля (рентген, ультразвук) или по-простому, чтобы стык был «чистым на просвет».
Статья написана простым и очень доступным языком, чем сильно отличается от множества учебников и пособий по сварке, в которых, на мой взгляд, слишком много «воды». Автор статьи — Валентин Сыч (ДедушкаГастарбайтер). Орфография автора сохранена.
В данной статье мы постараемся подробно рассмотреть основы сварки труб в «дачных» условиях.
Оговоримся сразу, что мы рассмотрим возможно слишком «правильный» вариант сварки труб с тщательной подготовкой под сварку и «проваром», что естественно совсем не обязательно в дачном строительстве. Однако цель данной статьи – дать представление начинающим о сварке труб, поэтому мы пойдем по более сложному, извилистому пути.
Видеопрезентация ведущего российского производителя газового оборудования компании Redius
Постоянный покупатель Торгового Дома «ДОКА», газорезчик со стажем, решил поделиться с нами как выбрать газовый резак. Обращаем Ваше внимание, что в статье высказана точка зрения, которая несколько отличается от мнения наших специалистов по данному вопросу. Мы выскажем свои собственные рекомендации в одной из наших ближайших статей.
Итак, как правильно выбрать газовый резак?!!
Промышленные маркеры Markal®
Мировой лидер в отрасли, международная компания LA-CO IndustriesInc занимается производством промышленных маркеров под торговой маркой Markal® с 1934 года. Промышленные маркеры Markal® — это продукция высочайшего качества, которая используется во многих отраслях промышленности, в том числе:
— производство металлоконструкций
— сварочные работы
— металлообработка
— автомобилестроение
— судостроение
— строительство
— деревообрабатывающая промышленность
Сварка порошковой самозащитной проволокой — это способ механизированной сварки, при котором защита и легирование металла шва производится за счет шихты, помещенной в самой проволоке, состоящей из стальной оболочки и неметаллического сердечника. Входящие в состав сердечника проволок компоненты при нагреве в сварочной дуге создают необходимую шлаковую и газовую защиту расплавленного металла. Порошковые проволоки позволяют в широких пределах варьировать своим составом и свойствами, ввиду чего сфера их применения практически не имеет ограничений.
Развитие сварочной техники привело к тому, что сегодня любой желающий может приобрести сварочный аппарат, тем более без сварки сейчас ни дом построить, ни забор поставить. Поэтому неудивительно, что рано или поздно у владельцев загородного жилья возникает мысль обзавестись собственным сварочным аппаратом. Что предлагает покупателем рынок сварочного оборудования? В сегменте любительских (бытовых) сварочных аппаратов представлены разнообразные технологии и конструкции, сбивающие покупателя с толку.
В августе 2014 года Торговый Дом «ДОКА» заключил дилерский договор с крупным производителем сварочных электродов — группой компаний «ПЛАЗМАТЕК». Данные электроды все еще недостаточно известны у нас в стране, несмотря на их несомненно высокое качество. В этой статье мы подробно рассмотрим ассортимент предлагаемой продукции, а также попытаемся выяснить — действительно ли электроды «ПЛАЗМАТЕК» соответствует заявленным характеристикам?
СОВЕТЫ ГЛАВНОГО СВАРЩИКА
БЕЗОПАСНОСТЬ ГАЗОВОЙ СВАРКИ И РЕЗКИ
СОХРАНИТ ВАМ ЖИЗНЬ И ЗДОРОВЬЕ!
НОВИНКА!
ГАЗОВОЗДУШНАЯ ГОРЕЛКА ГВ-48 «ДРАКОН»

НОВИНКА!

С каждым годом дуговая механизированная («полуавтоматическая») сварка плавящимся электродом MIG/MAG становится все более популярной, медленно, но верно вытесняя ручную дуговую сварку покрытыми электродами. Этому способствует появление доступных сварочных полуавтоматов, обеспечивающих качественную, производительную сварку как омедненными проволоками сплошного сечения, так и порошковыми самозащитными сварочными проволоками. Современный сварочный полуавтомат инверторного типа позволяет в полной мере реализовать все преимущества механизированной сварки плавящимся электродом:
Сварочный рукав (газовый шланг) – предназначен для подачи к газосварочному и газорезательному оборудованию различных технических газов (ацетилен, кислород, пропан-бутан и некоторых других) под высоким давлением, а также для подачи жидкого топлива. При электрогазосварке для подвода к сварочному полуавтомату или источнику для TIG сварки используется сварочный рукав для аргона, углекислоты, смеси защитных газов.
С наступлением весны для многих владельцев дач и загородных домов наступает горячая пора наведения порядка на участках и близлежащих территориях, а также ремонта помещений. Желательно не растягивать требуемый ремонт, чтобы летом в жаркую погоду в полной мере наслаждаться отдыхом в редкие выходные дни. Зачастую после зимы ремонта в первую очередь требует крыша (кровля) домов и построек. «Крыша дома твоего» требует особого внимания, она должна обеспечивать надежную защиту от непогоды.
Итак, если Вы новичок в сварке и благодаря ТД «Дока» только что приобрели отличный сварочный аппарат инверторного типа и замечательную маску «хамелеон», тогда это статья для Вас.
Сначала необходимо определиться для каких целей будут приобретаться сварочные электроды, на каком сварочном оборудовании будет выполняться работа, квалификация сварщика тоже имеет большое значение.
Приобретая сварочные расходные материалы в ТД «Дока» Вы можете быть уверены, что покупаете качественную продукцию проверенную временем по доступной цене.
Если вы знаете как выбирать маску сварщика то можете перейти к выбору нужной вам маски

Купить сварочную маску
Сварочный щиток это самая конструктивно простая маска. Прототипом можно считать маски актеров древнегреческого театра — с их помощью они доносили до зрителей свои эмоции. Представляет собой щиток с затемненным светофильтром, снизу — ручка для удержания.
Кратко о производителе инверторов Rivcen
Shenzhen Donrun Welding Equipment Co., Ltd – крупное предприятие по производству инверторного сварочного оборудования в Китае.
После 16 лет научно-исследовательских и опытно-конструкторских работ, компания стала одним из лидеров в производстве инверторного оборудования для сварки и резки, а также автоматизированных сварочных комплексов.
Генератор ацетиленовый (газогенератор) представляет собой цилиндрический корпус, состоящий из вытеснительной 15 камеры и ресивера — промывателя 16. В вытеснительной камере находится обечайка-газообразователь 13. Через горловину 11 в газообразователь вставляется загрузочное устройство.
Сварочный аппарат — один из наиболее востребованных среди домашних мастеров инструментов. Поставить забор на даче, прикрепить петли к гаражным воротам, починить разморозившуюся за зиму водопроводную трубу, соединить арматуру перед заливкой фундамента, сделать решетки на окна или просто соорудить мангал (любимое развлечение новичков) — любая из задач требует применения сварки. К тому же сваркой не только варят, но и режут металл, причем в таких местах, куда подлезть с помощью «болгарки» порой нереально. Например, если надо удалить с глаз долой непонятную железку, неизвестно кем невесть когда забитую или забетонированную в землю, разрезать арматуру при разборке старого фундамента, срезать или отогреть намертво закисшее резьбовое соединение — вот еще несколько распространенных задач, для которых сварочный аппарат будет более чем полезен.
Трансформаторные сварочные аппараты — простые по конструкции, надежные и недорогие. Сварочные аппараты данного типа неприхотливы, предназначены для сварки черных металлов встык и внахлест. Данный тип аппаратов является одним из самых распространенных. Покрытие применяемого электрода предназначено для защиты сварной ванны. Здесь, применяются плавящие электроды с рутиловым или фтористо-кальциевым покрытием.
Скорость, комфорт, качество, а также ряд других показателей шва, в первую очередь зависит от того, какие сварочные электроды вы используете в процессе осуществления строительных работ.
Приобретение плохих электродов, неправильная транспортировка, хранение или неумелая их подготовка к использованию, повлечет за собой ряд трудностей. Поэтому, чтобы этого не случилось, надо хорошо знать некоторые тонкости и секреты безошибочного приобретения сварочных электродов.
как варить в среде аргона, технология, видео
Аргонная сварка является неотъемлемым технологическим процессом на многих производственных и ремонтных предприятиях. В среде этого газа производится сварка цветмета, таких как медь, алюминий, дюраль и чугун, также успешно варится сталь и другие черные металлы.
В обычных условиях без подачи газа образуется много пор, металл окисляется, делая соединение непрочным и недолговечным. Аргон защищает зону сваривания от проникновения в нее загрязненного воздуха, исключая образование дефектов.

Особенности аргонной сварки
К особенностям аргонной сварки следует отнести то, что в газовой среде можно варить любые металлы, не только цветные. Обычная сталь не критична к окислению, но в среде инертного газа шов получается более качественный.
В основном процесс идентичен, как и в случае обычной дуговой или полуавтоматической с подачей проволоки. Разница состоит в технологии. Для получения идеального результата накладывать расплав необходимо прерывисто, захватывая по сантиметру за раз. Так расплавленный металл лучше растекается.
Аргонно-дуговая сварка в зависимости от метода и скорости выполнения процесса соединения двух деталей из цветных металлов подразделяется на 2 вида:
- автоматическую;
- ручную.
Обе разновидности выполняются плавящимся электродами или неплавящимися. Во втором случае также используют присадочную проволоку или пруток в зависимости от толщины свариваемых деталей.

На современных предприятиях активно применяется именно автоматическая аргонно-дуговая сварка, потому что она позволяет получать швы высокого качества за достаточно короткое время толщиной не более 1 см и строго по ГОСТ. В качестве электрода используется проволока из похожего сплава, которая автоматически подаётся к месту сваривания. Одновременно с ней подаётся и аргон, который защищает место сваривания от окисления и образования раковин. Такой способ удобен тем, что не придется каждый раз менять электрод.
Также аргонно-дуговая сварка выполняется при помощи специальных плавящихся электродов. Они изготавливаются из вольфрама. При их выборе необходимо обращать внимание на процентное содержание дополнительных компонентов, так как универсальных не существует. В продаже различные их виды в зависимости от типа свариваемых материалов.

Также применяется аргонно-дуговая сварка неплавящимися электродами, как показано на фото. Они изготавливаются из вольфрама, металла, который имеет высокую температуру плавления, поэтому в зоне искрения не плавится. Он используется для нагрева присадочного материала, подаваемого к месту соединения.
В таблице ниже представлены основные разновидности таких электродов, предназначенные для работы с различными металлами.
| Обозначение | Состав | Свариваемые материалы |
|---|---|---|
| WP (зеленые) | 99,5% вольфрам | Алюминий, магний |
| WY (темно-синий) | Иттрированный, до 2,2% оксидной добавки | Ниобий, тантал, молибден, титан, никель, медь, бронза |
| WL-20, WL-50 (синие, зеленые) | Добавлен оксид лантана | Высоколегированные стали, медь, алюминий, бронза |
| WZ-8 (белые) | Содержат оксид циркония | Алюминий, бронза, магний, никель |
| WT-20 (красные) | Содержат оксид тория | Нержавеющие стали, молибден, тантал, медь, кремниевая бронза, никель, титан |
Техника сварки аргоном
Принцип сваривания цветных металлов аргонно-дуговым способом основан на создании электрического разряда между плавящимся или неплавящимися электродом и свариваемой поверхностью. Электрод помещен в керамическое сопло, куда также подаётся аргон. Все это находится в держаке.
Если используется неплавящийся электрод, то одновременно в зону плавления или ванну подаётся присадочная проволока. Инертный газ, являясь более лёгким, чем кислород, вытесняет его, что исключает азотирование и прочие нежелательные процессы. На присадочный материал ничего не подаётся, поэтому он потенциально безопасен. Попадая в зону сваривания, он плавится вместе со соединяемыми деталями, образуя единый однородный соединительный шов.

Чтобы аргонно-дуговая сварка была качественной, а место соединения деталей прочным и однородным, необходимо соблюдать технологию выполнения работы. Также следует правильно подавать напряжение на электрод. На него подаются высокочастотные и высоковольтные импульсы, благодаря чему промежуток между ним и деталью успешно ионизируется, за счёт чего и образуется дуга.
Многие уверены, что она формируется при контакте, но это неверно. Именно благодаря предварительной ионизации газа в пространстве достигается такая высокая чистота сварного шва и его однородность. Формирует эти импульсы на электрод специальный прибор, называемый осциллятор. Он подключается к цепи питания постоянного напряжения от сварочного трансформатора.

Особенность осциллятора заключается в том, что он даёт возможность качественно сваривать детали на переменном токе. Это достигается за счёт его работы в качестве стабилизатора в моменты отрицательной полярности. Такой процесс обеспечивает надежное и стабильное горение дуги.
Техника сваривания аргонодуговой сваркой происходит следующим образом:
- Мастер подготавливает соединяемые детали. Снимает кромки с одной или с двух сторон, или оставляет зазор между ними, очищает поверхность от окиси и грязи металлической щеткой.
- После подготовки деталей работник включает аппарат аргонно-дуговой сварки и подносит горелку к детали, не касаясь ее электродом.
- Далее, нужно включить подачу газа из баллона и импульсов на электрод формируется дуга.
- В процессе горения искры работник подаёт присадочный материал.
Выполнять сварку таким методом следует точечно, чтобы успевала образоваться так называемая ванна. При сваривании вертикальных швов необходимо двигаться снизу-вверх. Подробный процесс сваривания деталей можно просмотреть на видео.
Режимы аргонной сварки
Для получения качественного сварного соединения цветных и черных металлов, необходимо правильно выбирать режимы аргоннодуговой сварки. Это делается на основе опыта, также можно посмотреть в справочных таблицах. Соответственно, оборудование должно обладать возможностью изменять ток под конкретные нужды.
Выбор тока и полярности
Для сваривания цветных металлов в среде аргона используется ток постоянной или переменной полярности. Ни в коем случае нельзя работать обратной его величиной, потому что в процессе возникнут сложности, связанные с плохим горением дуги и чрезмерно высоким напряжением.
Заряженные частицы двигаются в сторону положительного потенциала, поэтому электрод будет сильнее нагреваться и быстрее сгорит.
Выбор силы тока
Выбор величины тока для сварки опирается на три главных фактора: род тока, диаметр электрода и толщина свариваемых деталей. Чтобы не держать все эти цифры в голове, составим таблицу. В ней расписаны все величины в зависимости от тех или других критериев.
| Диаметр электрода (мм) | Переменный ток (А) | Постоянный ток прямой полярности (А) |
|---|---|---|
| 1 – 2 | 20 – 100 | 65 – 160 |
| 3 | 100 – 160 | 140 – 180 |
| 4 | 140 – 220 | 250 – 340 |
| 5 | 200 – 280 | 300 – 400 |
| 6 | 250 – 300 | 350 – 450 |
Напряжение
Для качественного сваривания деталей различной толщины при использовании аргонно-дуговой сварки, рекомендуется выставлять напряжение не более 14 В. При таком значении обеспечивается длина дуги порядка 1,5-3 мм, что является оптимальной величиной. Также обеспечивается хорошая глубина провара, что является главным критерием прочности соединения деталей.

Скорость выполнения сварки
Она сугубо индивидуальна, поэтому выбирается мастером на месте. Главное, не спешить, потому что сварка цветных металлов весьма капризна.
Количество аргона
Также наряду с выбором диаметра электрода рассчитывается и расход подаваемого защитного газа. Это делается исходя из типа металла, из которого изготовлены свариваемые детали, толщины и ширины шва. Это определяется на практике.

Расстояние от электрода до детали
Оно зависит от толщины свариваемого металла и способа его стыковки. Например, для соединения встык достаточно 3-5 мм. Если детали свариваются под углом, то рекомендуемое расстояние должно быть не менее 0.5 см и не более 8 мм.
Преимущества и недостатки
Аргонно-дуговая сварка имеет как особенности, так и недостатки. Разумеется, положительных моментов в ей больше, и они заключаются в следующем:
- Можно сваривать не только медь и алюминий, но и сталь.
- Шов получается аккуратным с эстетической точки зрения, при соблюдении техники подачи прутка и воздействия дугой.
- Аргонно-дуговую сварку цветных и черных металлов можно выполнить дома своими руками при наличии необходимого оборудования и расходников.
- Соединение получается прочным по всей глубине стыка, если предварительно были хорошо подготовлены детали. Снята фаска под углом 45 градусов, предусмотрен зазор и удалена оксидная пленка с поверхности.
- Таким способом можно сваривать тонкие детали без провара и прочих нежелательных дефектов.
- При автоматизации процесса сварки она выполняется не только качественно, но и быстро.
К недостаткам можно отнести:
Сложность процесса. Не имея подходящего оборудования, выполнить качественную сварку не получится. К тому же необходимо обладать определенным опытом, чтобы правильно подавать пруток и управлять дугой. Поэтому новичку в том деле придется неплохо поучиться.
Также цена профессионального оборудования будет достаточно высокой, но можно собрать компоненты по отдельности, что обойдется несколько дешевле.
Виды сварочного оборудования
Аргонодуговая сварка является особым методом соединения деталей из различных металлов, который позволяет получать высокое качество шва, его привлекательный вид и прочность. Поэтому для выполнения подобных сварочных работ необходимо специальное оборудование. В продаже имеются несколько его разновидностей в зависимости от уровня механизации:
- Для ручной. В продаже имеется масса аппаратов для сварки плавящимися и неплавящимися электродами.
- Для механизированной в основном применяется сварка проволокой в аргонно-дуговой среде.
- Для автоматизированной используются аппараты с автоматической подачей присадочного материала, устанавливаются на производствах.
- Для роботизированной используются специальные аппараты, которые не только подают проволоку и управляют процессом горения дуги, но и контролируют сваривание.
Стоимость оборудования будет зависеть от целевого назначения и сферы использования.
В состав оборудования для ручной сварки входит:
- Источник тока постоянного или переменного.
- Осциллятор, устройство для формирования импульсов для поджига дуги путем ионизации промежутка между горелки и деталью.
- Горелка с держателем для электрода и соплом для подачи газа.
- Рукав, по которому будет подаваться газ и ток к горелке с поддувом.
- Устройство для управления подачи газа с включением сварочного тока.
- Баллон с газом.
- Маска и защитный костюм для тела, огнестойкие диэлектрические перчатки.
В основном, процесс сварки при помощи аргона не сложен, если выполнять все правильно, но имеют место свои особенности, которые стоит учитывать. С такой сваркой справится и начинающий мастер, если будет соблюдать основные требования.

Что касается безопасности, то аргон по своим свойствам, безвреден для организма человека, но вдыхать его все же не рекомендуется, потому что он легче кислорода и вытесняет его. При вдыхании будет ощущаться удушье, но при работе оно не выделяет никаких вредных веществ. В процессе работы не оказывает сильного негативного влияния, но выполнять ее следует в хорошо проветриваемом помещении.
Как сделать аргонную сварку своими руками из инвертора
Аргонная сварка является незаменимым методом, с помощью которого можно создавать неразъемные соединения изделий из цветных металлов, титана, нержавеющей стали и других сплавов. К тому же, данный вид сварки отличается хорошим качеством шва и высокой производительностью. Универсальные возможности аргоновой сварки привлекают и домашних мастеров. Но данное оборудование имеет высокую стоимость, и для домашнего использования практически не покупается. Поэтому все больше мастеров начинают задумываться о изготовлении агрегата аргонной сварки своими руками.
Технология и применение аргонной сварки
Аргоновая сварка немного напоминает обыкновенную дуговую, но для защиты сварочной ванны в ней используется защитный газ — аргон. Данный инертный газ имеет ряд присущих только ему свойств.
- Поскольку аргон тяжелее воздуха на 38%, он хорошо проникает в сварочную ванну и защищает ее от газов, находящихся в атмосфере. Благодаря этому сварочный шов получается без образования оксидной пленки, что улучшает качество соединения.
- Аргон присутствует в воздухе, поэтому он является побочным продуктом, образующимся при получении кислорода и азота из атмосферы, и является самым недорогим среди защитных газов для сварки.

Процесс сварки в среде аргона происходит по следующему принципу. Буквально за 1 секунду до розжига дуги в горелку подается аргон. Сварщик подносит электрод к детали, приготовленной для соединения, и нажимает кнопку включения. Но поскольку для розжига дуги в среде защитного газа требуется его высокая ионизация, то в работу вступает осциллятор.
Осциллятор — это прибор, вырабатывающий высокочастотные и высоковольтные импульсы, способные ионизировать газ и зажечь дугу между электродом и заготовкой.
После розжига дуги в место соединения деталей подается присадочная проволока вручную или в автоматическом режиме. Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.
Традиционно под аргоновой сваркой подразумевают соединение металлов с помощью неплавящегося вольфрамового электрода, создающего дугу, и присадки в виде металлического прутка или проволоки. Данный тип сварки имеет международное обозначение “TIG”.
Применяется аргонная сварка в следующих сферах.
- Каркасное строительство. Сварные швы способны выдерживать постоянные нагрузки.
- Стыковка труб как стальных, так и из цветных металлов, в том числе труб из различных сплавов.
- Соединение разнородных металлов.
- Сращивание практически любых металлов между собой: титана, меди, алюминия, нержавейки, бронзы, латуни, чугуна и т.д. Особенно это важно для автомобилестроения.
- Изготовление декоративных и ювелирных изделий.
Элементы для сборки самодельного аппарата
Чтобы собрать оборудование для аргоновой сварки, потребуются следующие элементы:
- сварочный аппарат постоянного тока или инверторного типа;
- осциллятор;
- блок защиты инвертора;
- горелка;
- баллон с аргоном;
- газовый редуктор;
- газовый шланг;
- сварочные кабели.
Источник тока
В качестве источника тока для TIG сварки можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Также можно использовать сварочный выпрямитель. Но для обоих типов аппаратов потребуется добавить еще и осциллятор, который будет способствовать бесконтактному розжигу дуги.

На просторах интернета можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже встроена возможность для TIG сварки. В таком случае достаточно подсоединить к аппарату рукав с горелкой для аргоновой сварки, подсоединить шланг к баллону с аргоном, и агрегат готов к работе. Но сначала нужно переключить его в режим TIG и выставить необходимую силу тока.
Следует заметить, что в таких инверторах уже встроен осциллятор и необходимая защита.
Инверторы без встроенной функции TIG сварки использовать для этой цели не получится. Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая переделка инвертора, которая заключается в добавлении в его схему блока защиты. Данный блок можно собрать вместе с осциллятором на одной плате и поместить ее в отдельный корпус. Получится небольшая приставка к инвертору.
Осциллятор и блок защиты
Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки. Ее можно собрать своими руками по схеме, предоставленной ниже.
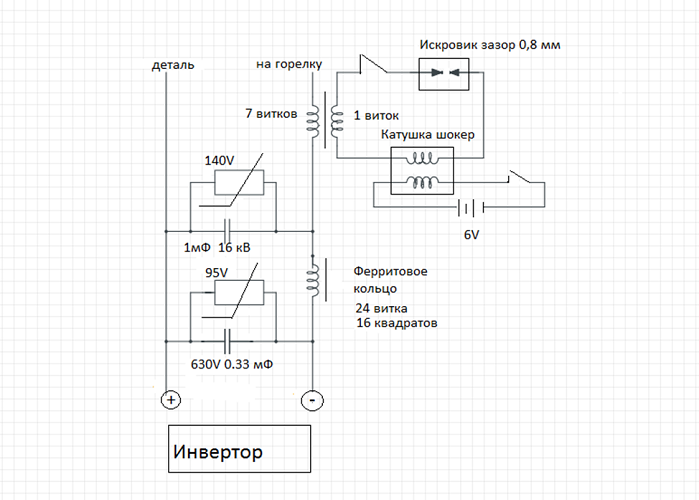
Данная схема включает блок защиты (расположен слева) и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно. Как собирается приведенная выше схема, можно узнать, посмотрев это видео.
Горелка
Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода.

Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).
Баллон с аргоном
В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом.
Как видно из рисунка, для аргона используют баллоны черного цвета (с белой полосой) либо серого цвета (с зеленой полосой и надписью). Для TIG сварки применяют очищенный аргон. Поэтому понадобится приобрести баллон серого цвета с зеленой надписью “Аргон чистый”.
Совет! Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно.
Редуктор
Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор. Данный прибор показывает давление в баллоне и позволяет регулировать скорость потока газа по шлангу, ведущему к горелке.

Редуктор должен подбираться строго под определенный газ, то есть в данном случае – под аргон. Обычно прибор имеет такой же цвет, как и баллон с газом.
Шланг и сварочные кабели
Если собирать рукав для аргоновой сварки самостоятельно, то он получится толстым и плохо гнущимся, поскольку в него нужно поместить электрический кабель и газовый шланг. К тому же, потребуется отдельно приобретать разъемы для подключения к горелке и к инвертору (если использовать инвертор с возможностью TIG сварки). Готовый рукав для аргоновой сварки можно купить там же, где и горелку.
Алгоритм сборки сварочного аппарата
Сборка оборудования для аргоновой сварки из инвертора достаточно проста.
- Подключите к инвертору защитный блок с осциллятором согласно схеме, приведенной выше.
- Кабель массы необходимо подсоединить к клемме осциллятора со знаком “+“. Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.
- Подсоедините к рукаву с кабелем и газовым шлангом горелку.
- Прикрутите к баллону с аргоном редуктор.
- Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном.
- Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В.
После этого собранный своими руками сварочный аппарат TIG будет готов к работе. Но предварительно его следует правильно настроить.
Настройка готового оборудования
Самодельная установка для аргоновой сварки требует следующих настроек.
- Заточите вольфрамовый электрод на точиле, чтобы он стал похож на иглу. Делается это для того, чтобы дуга концентрировалась на конце иглы и не “гуляла” в разные стороны.
- Возьмите горелку и установите в нее вольфрамовый электрод. Диаметр электрода должен соответствовать цанге, в которой он закрепляется.
- Откройте вентиль на горелке и отрегулируйте необходимую скорость потока аргона с помощью редуктора (будет достаточно расхода 12-15 л/мин.), после чего снова закройте вентиль на горелке.
- Включите осциллятор и поднесите горелку с электродом к металлу, к которому подключен кабель массы.
- При нажатии кнопки включения между металлом и электродом на расстоянии около 0,5 мм должна появиться дуга.
- Включите подачу газа и снова нажмите на кнопку. В этом случае дуга должна поджигаться уже на расстоянии 10 мм и более.
После проведения вышеописанных несложных настроек можно сказать, что аппарат c функцией TIG полностью готов к работе.
Сварка аргоном — особенности, техника, принцип работы
Нередко возникает потребность сварить материалы, которые при обычных видах сварки не соединяются, к примеру, алюминий, медь, титан и так далее. Поэтому, чтобы создать прочную неразъемную конструкцию из этих металлов, применяется сварка аргоном. Что такое аргонная сварка, как она работает? На эти и другие вопросы ответы в этой статье.

Особенности аргонной с варки
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим. Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки. Два вида электродов: плавящийся и неплавящийся. Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.
Итак, классификация режимов сварки аргонодуговой:
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД.
- Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.
Техника сварки аргоном
Знание некоторых правил облегчит проведение процесса сварки аргоном и позволит добиться высокого качества сварного шва.
- Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шовного соединения. Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей.
- Чтобы создать узкий и глубокий шов, необходимо придерживаться только продольного движения электрода и горелки. Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения. Поэтому при сварке аргоном необходима аккуратность и внимание сварщика.
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, прикрытыми аргоном. Это не даст возможности кислороду и азоту проникнуть внутрь зоны.
- Подача присадочной проволоки должно проводиться плавно и равномерно. Резкая подача – это разбрызгивание металла в большом количестве. Процесс подачи не самый простой, все приходит с опытом.
- Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно.
- Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.
- Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
Внимание! Заканчивать сварочный процесс нужно снижением силы тока при помощи реостата, который входит в состав сварочного аппарата. Просто отводить горелку – это значит, открыть доступ в зону сваривания азота и кислорода.
Стыки свариваемых металлических деталей перед началом работ необходимо очистить и обезжирить.
Режимы аргонной сварки
Сварка аргоном пройдет качественно, если правильно выбрать оптимальный режим проведения процесса.
- От свойств свариваемых металлов будет зависеть выбор полярности и направления тока. Так со стальными конструкциями в аргонной сварке используется постоянный ток прямой полярности. Для сваривания алюминия или бериллия применяется постоянный ток обратной полярности.
- Сила свариваемого тока выбирается на основе трех составляющих: диаметра используемого электрода, типа металла свариваемых деталей и их толщины, полярности. Взаимосвязь всех параметров определяется табличными значениями. Некоторые мастера выбор делают с учетом собственного опыта. Вот одна из таблиц, которая определяет режим работы аргонодуговой сварки титана.
| Толщина металла, мм | Диаметр вольфрамового электрода, мм | Сила тока, А |
|---|---|---|
| 0,3-0,7 | 1,6 | 40 |
| 0,8-1,2 | 1,6 | 60-80 |
| 1,5-2,0 | 2 | 80-120 |
| 2,5-3,5 | 3 | 150-200 |
- Как уже было сказано выше, чем короче сварочная дуга, тем качественнее получается шов. Та же самая зависимость напряжения дуги и ее длины.
- Расход инертного газа зависит от показателя силы и равномерности его потока, выходящего из горелки. Специалисты рекомендуют создавать поток ламинарного типа. То есть, газ подается без пульсаций.
Правильно подобрать определенный режим – дело непростое. Поэтому еще в процессе обучения нужно изучать теорию и овладевать практическими навыками.
Преимущества и недостатки
К преимуществам аргонодуговой сварки можно отнести:
- Невысокая температура нагрева, что сохраняет размеры и форму двух свариваемых изделий.
- Газ аргон является инертным, то есть, он тяжелее и плотнее воздуха, что обеспечивает максимальную защиту зоны сваривания.
- Тепловая мощность дуги достаточно высокая, что позволяет сам процесс сварки проводить за короткий промежуток времени.
- Сам процесс прост, поэтому научиться ему несложно.
- Этот сварочный процесс позволяет соединить разные виды металлов, которые другими вилами сварки не состыковать.
Недостатки:
- При сквозняках и ветре часть аргонной защиты улетучивается, что снижает качество сварочного шва. Поэтому рекомендуется весь процесс проводить в закрытых помещениях с хорошей вентиляцией.
- Сварочное оборудование достаточно сложное, к тому же непросто провести настройку режимов сварки.
- Если в процессе соединения необходима высокоамперная дуга, то нужно продумать дополнительное охлаждение стыкуемых металлов.
Принцип работы сварочного оборудования
В состав сварочного оборудования входят:
- Сварочный аппарат любого типа для дуговой сварки, у которого напряжение холостого хода: 60-70 вольт.
- Контактор силовой, с помощью которого напряжение будет подаваться от сварочного аппарата на горелку.
- Осциллятор. Этот прибор преобразует сетевое напряжение 220 вольт и частотой колебания 50 Гц в напряжение 2000-6000 вольт с частотой 150-500 кГц. Эти параметры электрического тока позволяет легко зажечь дугу.
- Устройство обдува зоны сварки аргоном.
- Горелка керамическая.
- Баллон для аргона, он с горелкой соединяется через редуктор и шланг.
- Электрод неплавящийся и присадочная проволока.
Как работает аргонная сварка, можно посмотреть видео, но принцип таков. Сначала производится настройка сварочного режима и очистка соединяемых металлов. В правую руку берется горелка, в левую присадочная проволока, она не подключена к электроэнергии. На рукоятке горелки есть специальная кнопка, с помощью которой можно подавать защитный газ в зону сваривания. Включается подача газа за 20 секунд до начала производства сварочных работ.
Горелку нужно опустить так, чтобы между неплавящимся электродом и свариваемыми поверхностями осталось маленькое расстояние – в пределах 2 мм. Кстати, электрод вставляется в горелку таким образом, чтобы из нее торчал конец длиною не более 5 мм. Внутри горелки есть защелка, в которую вставляется электрод любого диаметра.
Включается сварочный аппарат, и напряжение подается на электрод. Между ним и стыкуемыми металлами возникает дуга. Из сопла горелки в это время подается аргон, который собой покрывает зону сваривания. Сварщик в сварочный стык подает присадочную проволоку, которая под действием электрической дуги расплавляется и покрывает собой зазор между деталями. При этом производится медленное движение вдоль шва.
Нельзя зажигать электрод при помощи соприкосновения его со свариваемыми металлами. Для розжига специально используется осциллятор, как это показано на видео.
Виды сварочного оборудования
Для аргонной сварки используются четыре вида оборудования.
- Ручная (показана на видео) – это когда сварщик собственными руками держит и горелку, и присадочную проволоку.
- Механизированный вариант – сварщик держит горелку, а проволока подается механизированным способом.
- Автоматическая сварка аргонодуговая – сварщик отсутствует, его заменяет оператор, который следит за процессом, потому что и подача горелки, и подача присадочной проволоки происходит в автоматическом режиме.
- Роботизированный сварочный процесс. Задается программа, которая полностью отвечает за проводимый процесс.
Самое важное достоинство аргонодуговой сварки – это возможность сваривать детали тех металлов, которые другими способами соединить невозможно. И в быту такие ситуации встречаются нередко, к примеру, стыковка труб из нержавейки. Обязательно посмотрите видео на этой странице сайта.
Поделись с друзьями
0
0
0
2
Аппарат для аргонной сварки2020 Цена (серия tig)
Цена на аргонный сварочный аппарат (серия TIG)
О нас:
Мы являемся производителем погрузчиков, специализирующимся на разработке и производстве различных видов автоматических дугосварочных аппаратов , шлифовальных машин для вольфрамовых электродов, анализаторов характеристик закалки средней мощности, Станки для торцевания труб в Китае с 19-летним опытом производства в соответствии с требованиями системы контроля качества ISO9001: 2008, ISO9950, CQC.Мы помогаем нашим клиентам разрабатывать специальные аппараты для дуговой сварки для их применения и предлагаем услуги OEM.
Применение Промышленность и сфера применения :Настольный автомат для стыковой сварки кольцевых стыков серии KHGT. Подходит для сварки углеродистой стали, легированной стали, проволоки из нержавеющей стали. В зависимости от требований к толщине мы можем использовать разные способы, например, сварку TIG холодной проволокой, сварку TIG горячей проволокой или способы сварки TIG + MIG.
Функции и характеристики продукта
1.Модульная конструкция станины сварочного станка, применимая ко всем видам различных способов стыковки трубы — трубы, стыковки цилиндра — цилиндра и цилиндра и фланца, цилиндра к верхней стыковке.
2. С помощью специального пневматического патрона с центральным зажимом в сочетании с системой подачи материала можно сваривать трубы произвольной длины как стандартных, так и нестандартных размеров.
3. Сварочная горелка с электрической системой поперечной тележки, которая может осуществлять искусственное и автоматическое отслеживание длины дуги, качание дуги и другие функции, отвечающие различным требованиям сварки.
4.Можно выбрать систему источника питания для сварки TIG с горячей проволокой, чтобы удовлетворить большую толщину стенки и большое количество проволоки, заполняющей потребности в аргонодуговой сварке.
5. На основе управления PIC, точный, надежный
6. Принять интерфейс человек-машина с сенсорным ЖК-экраном, показанный на китайском языке, простой, интуитивно понятный, удобный
7. Сварочная горелка использует принудительную систему водяного охлаждения, оборудование может работаю долгое время.
Основные технические характеристики
Модель продукта | KHGT-TC-80 | KHGT-TH-80 | KHGT-TM-80 |
Холодная проволока TIG | Горячая проволока TIG | TIG + MIG | |
Использованный диаметр | 19-80 мм | 19-80 мм | |
Толщина стенки трубы | 2.5-8 мм | 2,5-15 мм | 5-15 мм |
Скорость сварки | 0,1-5 об / мин | 0,1-5 об / мин | 0,1-5 об / мин | Скорость подачи проволоки | 0-3000 мм / мин | 0-8000 мм / мин | TIG: 0-3000 мм / мин MIG: 0-15000 мм / мин |
Диаметр проволоки | 0.8,1,0,1,2 мм | 0,8,1,0,1,2 мм | 0,8,1,0,1,2 мм |
Сварочный эффект
.Аппарат для аргонно-дуговой сварки серииWs-315a Оборудование для аргонно-дуговой сварки Усовершенствованный аппарат для аргонно-дуговой сварки
Аппарат для аргонодуговой сварки серии WS Расходные материалы для аргонно-дуговой сварки WS-315A Усовершенствованный аппарат для аргонно-дуговой сварки TIG
Описание продукта
| Название продукта | Аппарат для аргонодуговой сварки | |
| Ключевые слова | Портативная аргонная сварка TIG | |
| Размер | 45см * 28см * 34см | |
| Место происхождения | WUXI | |
| Торговая марка | RUIGONG | ПортHorgos |
| Область применения | Сварка, сталь, судостроение и т. Д. | |
| Стандартная упаковка | Коробка |
Наше преимущество
XinJiang Ruigong DingSheng international trade co., Ltd является производителем, продающим и производящим сварочное оборудование. Основная продукция — электросварочные аппараты (бытовые и промышленные). Инверторный сварочный аппарат постоянного тока MMA. Инверторные сварочные аппараты TIG на постоянном токе и другие инверторные сварочные аппараты на постоянном токе. Мы были основаны в 2009 году.У нас богатый опыт производства и продаж. Наши машины и оборудование всегда имеют большие преимущества перед другими заводами и ценами. Около 20000 машин в день будут экспортироваться за границу, например, в Таиланд, Малайзию, Россию, Чили, Сингапур и многие другие страны. Все сварщики имеют сертификаты CCC и CE. Мы предоставляем качественных товаров, качественные услуги, конкурентоспособные цены и своевременную доставку. Теперь мы надеемся на расширение сотрудничества с зарубежными клиентами на основе взаимной выгоды.Пожалуйста, свяжитесь с нами для получения более подробной информации.
О нас
FAQ
Q1.Вы завод?
A: Мы фабрика. Можно минимальный заказ или заказ образца. Также можно заказать пакетный заказ.
Q2.Почему выбирают нас?
A. Мы являемся ПРОИЗВОДИТЕЛЕМ сварочных аппаратов, поэтому можем предложить лучшую цену, послепродажное обслуживание и более короткие сроки поставки.
Q3. Срок поставки?
A: 100 штук товара необходимо сделать в течение 7-10 дней после получения депозита.На 1 образец нужно 2-3 дня.
Q4. Какие продукты вы всегда поставляете?
A.: Мы поставляем следующие товары:
1. Серия ARC: 120,140,160,180,200,250,315,400,500
Серия 2.TIG: 200,250,315,400
3. Серия TIG + MMA: 200,250,315,400
Серия 4.CUT: 40,60,100,120
5.NBC Series: 200,550
Q5. Как долго дается гарантия на электросварочный аппарат?
A: Наша гарантия составляет 1 год (12 месяцев).
Q6.Оплата?
A: Фактически, оплата была бы предпочтительнее: Обычно мы выбираем T / T, обычно 50% депозита и оплачиваем остаток перед отправкой, аккредитивом, онлайн-оплатой, Paypal или Western Union или банком.
Наша компания надеется на ваше сотрудничество и приветствует друзей по всему миру.
Свяжитесь с нами
.на продажу хорошее качество автоматическая аргонодуговая сварочная машина
Описание продукта
YH-XB2680 В продаже хорошее качественное автоматическое оборудование для аргонно-дуговой сварки
| Характеристики: Абсолютно не используйте клей, использование современной сварки горячим воздухом, микрокомпьютерное управление нагревом быстро, постоянная температуры. Уникальное устройство защиты от отключения, разработанное для конкретной страны, более удобно и безопасно. Непрерывно регулируемые электронные диапазоны температур (45-650 градусов Цельсия), высокоточный контроль температуры, особенно для непрерывного использования при высоких температурах, длительный срок службы, высокая надежность. Изменения толщины материала с весами для регулировки сварки давлением, плоская, быстрая, высокая эффективность, сварка швом на разрыв, длина сварного шва неограниченная, точная и равномерная сварочная фирма, которая может эффективно предотвращать утечку сварка, обугливание, сварочные явления. | ||||||
| Применение: используется для крупномасштабных моделей и полевых сварочных изделий на месте строительства, таких как ткань для навесов контейнеров, рекламная полиграфическая промышленность, ткань для печати, ткань для ножей, рекламная ткань для световых коробов, ПЭ, ПВХ, мембранная структура, вода кровати, бассейн, надувные игрушки, пластмассовые материалы, смешивание клея-расплава, грузовики с дождевым покрытием, сварка внахлест брезента. |
Основные параметры
| Модель | |||
| Технические характеристики | 230 В / 2680 Вт / 50 Гц | ||
| Температура сварки | 40-6500C ± 10C плавно регулируемая | ||
| Поток вентилятора | 28 м3 / ч, плавная регулировка | ||
| Статическое давление вентилятора | Максимум 3000 Па (30 мбар) | ||
| Скорость сварки | 1 ~ 15 м / мин плавно регулируемая | ||
| Размеры | 600x430x300 мм | ||
| Сварка ширина | 40 мм | ||
| Общий вес | 35 кг | ||
Используйте следующие шаги:
| 1, Сначала выравнивание натяжения экрана, стыковка, легко снимаемое соединение (2-5 см), закрепленное лентой или приклеить на ровную поверхность. | ||||
| 2 Включите питание, чтобы установить температуру и скорость (в зависимости от толщины ткани и личных навыков) для предварительного нагрева машины. | ||||
| 3, Температура достигает заданной температуры, колесо, ориентированное на работу машины, и передняя кромка (линия 2:00) находятся в шве. Держите переключатель правой ручки теплового пистолета, жар, рот параллельно земле, быстро вставьте в щели мозаики, машина автоматически начнет шить. | ||||
| 4, Процесс сращивания в соответствии с машиной, осторожно поверните ручку, чтобы убедиться, что машина работает прямо. | ||||
| 5, Если изображение выглядит обугленным, просто увеличьте темп, чтобы не повредить экран. | ||||
| 6, Сращивается очень быстро после выхода горячего воздуха изо рта параллельно требованиям, предъявляемым к кнопке местоположения, чтобы закрыть нагревательное оборудование, автоматическое отключение, нет необходимости отключать основной источник питания. | ||||
| 7, Дневное испытание против утечки дождя, рабочие места должны сушить ровно. Несите особую ответственность за оборудование, используемое для предотвращения несанкционированного сноса на свой страх и риск. | ||||
| 8, Оборудование с момента покупки. Гарантия полгода. Условия нагрева быстроизнашивающихся деталей, обеспечение запасными частями за свой счет. | ||||
| 9, Подробное видео действия, пожалуйста, войдите на наш сайт. | ||||
| 10, Продукция может быть изменена без предварительного уведомления на заводе, обратитесь к дилеру, только в целях описания продукта. |
В продаже хорошее качество автоматическое оборудование для аргонодуговой сварки швов
Ремонт и обслуживание
| Неисправность | Решение | |||
| Сварка слабая | Повышение температуры или уменьшение скорости, регулировка сопла и заземление параллельно. | |||
| Нет питания | Проверьте надежность контакта обрыва цепи. Неисправность переключателя, замените переключатель. | |||
| Температура искажена, измерение температуры не показывает | Датчики температуры определяют, остается ли прихатистик с соплом свободным, видят, что датчик сломан, отремонтируйте линию датчика. | |||
| Невозможно отрегулировать температуру. | Проверьте сердцевину ограбления и термостат, замените сердцевину или возьмите термостат. | |||
| Регулятор скорости | Требуется замена регулятора. | |||
| Зажигание экрана | Регулировка воздушной форсунки параллельно, закрытая горловина правая боковое расстояние от земли 1 мм. | |||
| Сброс скорости работы | Повреждение двигателя, ремонт двигателя. Регулятор поврежден, замените регулятор. | |||
| Не нагревается | Проверить исправность предохранителя ТЭНа, заменить ТЭН. Проверить исправность цепи SCR, заменить SCR. | |||
1. Профессиональные англоговорящие инженеры онлайн готовы оказать вам услуги по поиску и устранению неисправностей. Это легко достижимо.
2. Гарантируем оперативное гарантийное обслуживание и замену запчастей международным курьером. (DHL, FEDEX, UPS, TNT)
3. Мы можем быстро ответить на запросы на обслуживание за границей и предложить 7-дневное бесплатное обучение и услуги по установке, когда клиент несет командировочные расходы, включая визу, билеты туда и обратно, размещение и проживание. на месте обслуживания.
Картинная стена (фотографии клиентов со всего мира)
Головной офис и команды (в Гуанчжоу, недалеко от аэропорта)
Упаковка и доставка
Склад и товары
FAQ
.Как проконсультировать, преимущества и бесплатная брошюра
Что такое сварка TIG?
При сваркеTIG (вольфрамовый инертный газ) используется неплавящийся вольфрамовый электрод для нагрева металла, который вы хотите сварить. (1) Защитный газ используется для защиты сварного шва и вольфрама от переносимых по воздуху загрязнений и мусора. В этом виде сварки используется аргон, иногда смешанный с гелием или водородом. Сварщик подает ток на сварочную дугу через электрическую горелку с электродом.
Процесс сварки TIG
При необходимости присадочный металл добавляется вручную в сварочную ванну.У некоторых сварочных аппаратов есть педаль для управления нагревом, в то время как у других есть пульт дистанционного управления на горелке. Сварка TIG — это процесс, выполняемый двумя руками, что усложняет сварку.
Процесс сварки TIG можно разделить на три основных элемента:
- Тепло
- Экранирование
- Металл
Тепло исходит от вольфрамового электрода через горелку, чтобы создать дугу на рассматриваемом металле. Защитный газ выходит из сжатого контейнера в область, где происходит сварка, и защищает сварной шов от воздуха.Сварщик должен вручную окунуть присадочный металл в дугу, чтобы выполнить сварку.
TIG также известен как GTAW-сварка (газовая сварка вольфрамовым электродом). Он используется для сварки тонких профилей из цветных металлов, таких как медные сплавы, магний и алюминий. Он также используется для сварки тонкой нержавеющей стали.
TIG против MIG Welding
TIG — это процесс получения тепла, необходимого для сварки, от электрической дуги, возникающей между свариваемой деталью и неплавящимся вольфрамовым электродом.Если нужен присадочный металл, его подают в сварочную ванну.
MIG (также называемый GMAW) — это процесс, при котором металлы сваривают путем их нагрева дугой между свариваемой деталью и непрерывно подаваемым присадочным металлом. (2)
Сварочные работы TIG
Средняя заработная плата сварщика TIG составляет 18 долларов в час в США, а спрос на эту профессию только прогнозируется. Согласно прогнозам Бюро статистики труда, с учетом того, что к 2024 году перспективы трудоустройства увеличатся на 4%, квалифицированные сварщики с надлежащей подготовкой получат отличные возможности трудоустройства в течение следующего десятилетия.
Если вы знакомы со сваркой MIG, но не разбирались в TIG, различий не так много, но их достаточно, чтобы сделать TIG немного сложнее и дороже. В этой статье рассказывается об истории сварки TIG, о том, для чего ее лучше всего использовать, как это делается, об обучении и многом другом!
История
Люди занимаются сваркой с 1000 г. до н.э., когда древние цивилизации начали формировать медь, бронзу, золото и другие металлы. Базовая технология сварки оставалась почти неизменной на протяжении веков до промышленной революции 1700-1800-х годов.Сварщики обратили внимание на методы кузнечного дела, и кузнечная сварка стала популярной формой. С помощью этого метода нагретый металл использовался для соединения двух кусков стали или других металлов. Кузнечная сварка была началом сварки, как мы ее знаем и понимаем сегодня.
В 1941 году сварка TIG была изобретена и запатентована Расселом Мередитом, работавшим в компании Northrop Aircraft. Ему нужна была система, которая помогла бы производить прочные сварные швы для легких авиационных материалов. Первоначально Мередит использовал защитный газ гелий и вольфрамовый электрод, но в его патенте было указано только, что для этого вида сварки следует использовать «инертный газ» и «тугоплавкий» сварочный электрод.
СваркаTIG возникла из-за необходимости сваривать более тонкие материалы, такие как алюминий, для поддержки производства самолетов во время Второй мировой войны.
Приложения
СваркаTIG в основном используется для обработки тонких материалов, требующих деликатных сварных швов. Хотя TIG немного медленнее, чем MIG, это, безусловно, наиболее универсальный сварочный процесс, так как его можно использовать для сварки практически любого материала в различных положениях. Благодаря способности соединять такие металлы, как алюминий, титан, нержавеющая сталь и другие экзотические сплавы, он идеально подходит для ремонта автомобилей, строительства и искусства металла.
Сварные швыTIG часто используются для строительства ограждений, рам велосипедов, крепления крыльев, ремонта труб и создания декоративных элементов. Сварные швы TIG часто имеют очень эстетичную отделку, которая поддается творческому исследованию. Способность этого процесса производить прочные и точные сварные швы на легких материалах помогла снизить расход топлива и затраты за счет значительного снижения веса легковых и грузовых автомобилей.
При сварке TIG обе руки используются для одновременного управления горелкой при подаче присадочного металла в соединение
Советы и основные шаги по сварке TIG
- Включите подачу газа с помощью клапана, который может быть расположен на резаке или интерфейсе машины
- Газ применяется для защиты зоны сварки от загрязнений
- Поместите горелку так, чтобы она находилась над сварным швом, не касаясь металла.
- Если правша работает справа налево (слева направо, если левша)
- Установите резак на расстоянии 1/8 дюйма от поверхности
- Наклоните резак на 15-20 градусов от направления движения (улучшает видимость)
- Держите резак по центру во время движения
При обучении сварке тиглем начните с того, что держите горелку в правой руке (если она правая), расположите горелку на расстоянии 1/8 дюйма от поверхности.После установки горелки с наконечником дуги на 15–20 градусов от направления движения сварного шва. Если нужен наполнитель, внесите его под небольшим углом.
Держите горелку на расстоянии 1/8 дюйма от поверхности свариваемого металла. Наклоните горелку от направления сварки на 15–20 градусов. Держите присадочный металл под небольшим углом.
- Запустить дугу через электрод вручную или с помощью ножной педали
- Существует множество различных электродов, которые можно выбрать в зависимости от свариваемого металла.
- Электроды имеют цветные полосы, обозначающие элементы, из которых они состоят (уточните у производителя, какой электрод лучше всего подходит для вашего применения)
- Красная полоса является наиболее распространенной и используется для стали.
- Зеленая полоса — алюминий, используется только для вольфрама
- Пурпурная полоса подходит для алюминия, стали и большинства металлов
- Серая полоса похожа на фиолетовую
- Дуга расплавит два куска металла, образуя «лужу».
- После того, как лужа полностью сформировалась, противоположная рука помещает присадочный металл в дугу, чтобы заполнить стык
- Теперь должен быть только один кусок металла
Видео о сварке TIG
Часть I
Часть II
Какое оборудование необходимо?
СваркаTIG требует от вас вложений в надежное оборудование, чтобы обеспечить вашу безопасность в дополнение к качественным сварным швам. Первое, что вам понадобится, это сварочный аппарат TIG.Это будет стоить на несколько сотен долларов дороже, чем традиционный сварочный аппарат MIG. Обязательно проведите всестороннее исследование, прежде чем вкладывать средства в поиск машины, которая будет соответствовать вашим навыкам и потребностям в сварке.
После покупки станка у вас может возникнуть соблазн сэкономить на другом оборудовании, необходимом для сварки TIG. Тем не менее, для всех ваших начинаний с TIG разумно приобрести высококачественное защитное оборудование, газ и наполнитель.
Защитное снаряжение
Прежде чем вы даже сможете подумать о зажигании дуги, важно иметь надлежащее защитное снаряжение.Вам следует приобрести надежный шлем, маску и защитные очки для защиты глаз и лица. Убедитесь, что ваша защита для глаз имеет достаточно темный оттенок. Вам понадобятся перчатки, фартук, куртка, длинные рукава, брюки и бахилы, чтобы защитить все ваше тело от ожогов.
Совет: многие сварочные аппараты поставляются с переносными масками для лица или другими хрупкими дополнительными средствами защиты лица, обязательно приобретите собственные, если вы не находите эти бесплатные услуги надежными.
Лучшие защитные газы
Существует три типа защитных газов, которые можно использовать со сварочным аппаратом TIG:
- A rgon — может использоваться с любым металлом и обеспечивает точный и узкий шов без перегрева прилегающих участков
- Аргон + гелий — смешивание этих двух газов создает более высокую силу тока.Это не будет работать со сталью, но это сделает сварной шов более горячим, чтобы проникнуть до самых краев сварочной ванны.
- Газ аргон + водород — если вы хотите сваривать нержавеющую сталь, аргон, смешанный с менее чем 5% водорода, увеличивает тепло, чтобы лучше приспособить этот металл.
Присадочный стержень
При покупке присадочного прутка для подачи в сварочный аппарат TIG крайне важно, чтобы пруток соответствовал материалу, который вы будете соединять. Диаметр присадочного прутка также должен соответствовать толщине свариваемого металла.
Вольфрамовый электрод для сварки TIG с газовой линзой розового цвета. Линза бывает разных размеров и помогает улучшить охват и удерживает газ вокруг сварочной ванны
Уровень сложности, преимущества и недостатки
Сварщики TIG должны быстро научиться этому, и его не рекомендуется использовать в качестве сварочного процесса начального уровня. Что делает TIG таким сложным? Одновременное управление горелкой двумя руками при подаче присадочного металла в стык может быть непросто для начинающих сварщиков.Требуется большая координация рук, глаз и ног, что требует большой практики, чтобы овладеть им.
Хотя MIG, несомненно, лучшее место для начинающих, не позволяйте сложности TIG удерживать вас от попыток. Кроме того, Stick и TIG являются CC, и большинство аппаратов TIG имеют настройки для обоих. При надлежащем практическом обучении в классе и качественных программах обучения любой опытный сварщик сможет со временем освоить TIG. Прежде чем броситься покупать дорогостоящий сварочный аппарат TIG, лучше всего поступить в общественный колледж или профессионально-техническое училище, чтобы узнать, как вы к нему относитесь.
Три ключа к проблемам применения сварки TIG:
- Угол горелки
- Уголок присадочного материала
- Горелка плавит основной материал, а расплавленный основной материал плавит присадочный стержень
Видеообзор по сварке TIG
Импульсный для TIG
Pulse для TIG контролируется либо лепестком, либо настройкой импульса. Назначение импульса для TIG:
- Умеренный нагрев при сварке тонких металлов
- Облегчает создание чистого сварного шва, особенно при перемещении ванны вперед
- Помогает минимизировать движение в ограниченном пространстве без добавления слишком большого количества наполнителя или тепла
импульсов от 20 до 150 в секунду.Более высокие импульсы позволяют вам выполнять аккуратную сварку за меньшее время, в то время как медленные импульсы могут помочь сварщику с более медленным ритмом во время сварки. Суть в том, что импульсная сварка TIG может помочь с точностью и контролем.
Нержавеющая сталь
Если у вас возникли проблемы с TIG-сваркой нержавеющей стали, возможно, проблема связана с слишком большим нагревом. Нержавеющая сталь не передает тепло так быстро, как другие металлы, иногда вызывая коробление.
Решение проблем, связанных с термической сваркой нержавеющей стали TIG, для увеличения скорости движения и снижения силы тока.Другой подход — уменьшить диаметр присадочного стержня.
Проблемы со сваркой TIG нержавеющей стали обычно возникают из-за слишком большого количества тепла. Цвет сварного шва должен быть похож на верхнее фото. Нижнее фото указывает на то, что было использовано слишком много тепла
Бесплатная брошюра
Справочник по сварке TIG
Руководство по сварке TIG.
Автор: Миллер Уэлдс
Доступно в виде бесплатной книги
Заключение
Спрос на сварочных аппаратов TIG в ближайшие годы будет только расти, поэтому сейчас самое время расширить свой опыт в области сварки и научиться выполнять сварку TIG.Теперь, когда вы понимаете богатую историю процессов, их общее использование и трудности, с которыми вы можете столкнуться во время обучения, вы можете найти аккредитованную образовательную программу рядом с вами и начать обучение.
Универсальность и точность сварки TIG поистине непревзойденны. Став квалифицированным сварщиком TIG, вы сможете реализовать любой проект дома и в магазине, независимо от материала. Или это может сделать вас бесценным членом компании.
Автор биографии
Грег Сандерс — владелец Cromweld.com, веб-сайт, посвященный сварке. Грег наполовину ушел на пенсию из сварочного дела, но любит продолжать учиться, а также делиться своими знаниями через свой веб-сайт. Вы также можете найти его на Facebook.
Список литературы
(1) Сварка TIG с контролем температуры | Micro Precision Welding, по состоянию на 21 августа 2017 г.
(2) Сварка MIG и TIG: Lincoln Electric
Miller Welds
Иствуд
Грейнджер
.