Полуавтоматическая сварка MIG/MAG: описание вида, оборудование
MIG/MAG – сварка материалов при помощи металлических электродов. Эта аббревиатура означает, что сваривание осуществляется в электродах, находящихся в инертном (MIG) и активном (MAG) газе. В отличие от технологий MMA и TIG, сварка MIG/MAG обладает высокой производительностью, удобством эксплуатации и повышенной степенью механизации.

Технология MIG/MAG сварки
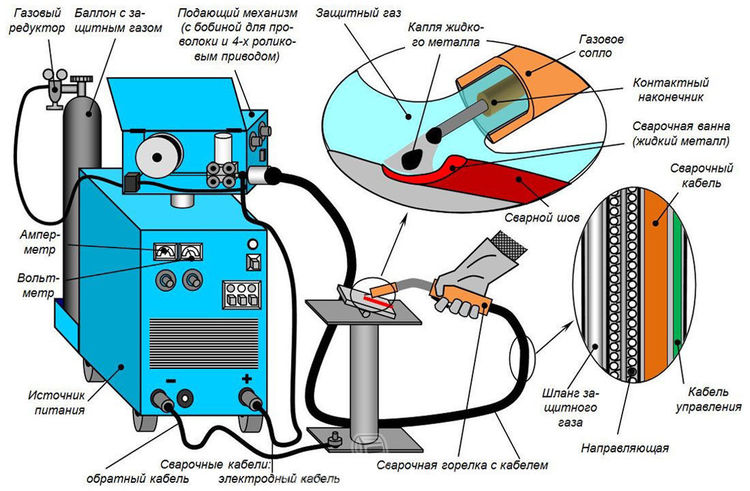
Сварка MIG/MAG осуществляется в полуавтоматическом режиме. Сварочный автомат функционирует в атмосфере инертных или активных газообразных веществ. Во время сваривания между деталью и сварочной проволокой (электродом) загорается дуга. Под воздействием теплоты дуги свариваемый материал полностью расплавляется. В результате этого процесса образуется сварочная ванна. Она защищена от воздействия кислорода газообразным веществом, подаваемым с помощью сопла горелки. С течением времени элементы, находящиеся в сварочной ванне, начинают кристаллизироваться, образуя сварной шов.
Выбирать защитный газ необходимо в соответствии с материалом изготовления свариваемой детали и его толщиной. При сварке цветных металлов в полуавтоматическом режиме применяются смеси аргона или гелия. При сваривании кобальта или медных материалов используют азот. При сварке сталей применяются оксиды углерода. Для улучшения прочности загорающейся дуги и ускорения формирования шва часто используются смеси MIG и MAG газов.

Выделяют следующие типы МИГ/МАГ сварки:
- Крупнокапельный: осуществляется без коротких замыканий.
- Мелкокапельный: во время сваривания от металла отделяются небольшие частицы металла. Этот вид сварки осуществляется без коротких замыканий.
- Без коротких замыканий: производится во время сваривания материалов при низком напряжении сварочного тока.
При полуавтоматической сварке с капельным переносом происходит повышение плотности сварочного тока, что приводит к повышению напряжения дуги. В результате изменяется характер электрода. От свариваемого изделия отделяют крупные частицы. Минусом этого типа сваривания является высокие показатели разбрызгивания. По этой причине снижается качество сварки деталей в потолочном положении.
Сварка с переносом мелких капель осуществляется при высоких напряжениях и большой плотности сварочного тока. При нем свариваемый материал в расплавленном состоянии стекает в сварочную ванну. Поэтому данный метод сварки также называется струйным. При сваривании изделий с мелкокапельным переносом повышается интенсивность передачи тепла, что приводит к изменению формы сварного шва. Главным отличием этого способа полуавтоматической сварки является стабильность горящей дуги. Это значит, что напряжение сварочного тока не изменяется.
При сваривании деталей без возникновения коротких замыканий металл в расплавленном состоянии преобразуется в каплю, что приводит к увеличению напряжения и длины горящей дуги до максимальных значений. Интенсивность подачи токи остается неизменной поэтому материал в расплавленном состоянии перемещается в сварочную ванну до возникновения короткого замыкания.
Помимо полуавтоматической MIG/MAG сварки существует 2 иных вида сваривания: MMAи TIG. Расшифровки этих аббревиатур означают “manualmetalarc” и “TungstenInertGas”. Главным отличием сварки MIG/MAGот MMAи TIG является высокий потенциал при подаче электродов и газообразных веществ. Это увеличивает эффективность работы сварщика. В отличие от технологии МИГ/МАГ, сварка ТИГ или ММА не требует большого количества аппаратов и инструментов, потому что процесс сваривания отличается в ручном режиме.

В отличие от иных технологий сваривания металлов, сварка MIG/MAG обладает следующими особенностями:
- Небольшие временные затраты на смены сварочных проволок.
- Процесс сваривания полностью автоматизирован.
- Металлы можно сваривать в любых пространственных положениях.
Главным недостатком этой технологии является большие потери при разбрызгивании расплавленного материала, что связано с мощным излучением горящей дуги и ограничений по подаче сварочного тока. При МИГ/МАГ сварке изделий также необходимо приобретать специальные сварочные аппараты (полуавтоматы), выступающие в качестве источника электроэнергии и газораспределительного механизма.
Формирование шва
При MIG/MAG сварке образование сварного шва производится при помощи расплавления электродной проволоки. В результате этого процесса основные сварочные материалы кристаллизируются. Полученный шов надежно защищен от воздействия атмосферного воздуха газовой пленкой. Его размеры и форма зависят от особенностей переноса материала в сварочную ванну. При увеличении теплопередачи в сварочной ванне образуется небольшое углубление, что оказывает влияние на процедуру формирования шва.

Достоинства и недостатки
Выделяют следующие преимущества сварки в полуавтоматическом режиме:
- Позволяет применять сварочный ток с высоким напряжением.
- Высокое качество сварных швов.
- Позволяет сваривать изделия с большим диапазоном толщины.
- Предоставляет возможность процесс образования шва.
- Не требует применения шлака или флюса.
- Позволяет создавать плотные соединения оцинкованных изделий без повреждения покрытия свариваемых деталей.
- Предоставляет возможность сваривать тонкие стальные или алюминиевые листы толщиной до 0,5 мм.
- Основные материалы не подвергаются воздействию грязи или коррозии во время сварки.
Главными недостатками технологии MIG/MAG являются:
- Требует покупки дорогих полуавтоматических устройств.
- Высокая сложность технологии.
- Невозможно выполнить сваривание деталей в труднодоступных местах, что обусловлено большой разницей в размерах горелки и электродержателя.
- Обязательность подготовки и очистки кромок свариваемых деталей.
- Загорающаяся дуга испускает большое количество световой энергии, что приводит к увеличению излучения. По этой причине сварщик обязан использовать защитные маски для лица во время работы.
- Сильное разбрызгивание металла в расплавленном состоянии.
В сравнении с технологией TIG сварка MIG/MAG применяется в промышленных отраслях. Это обусловлено полной механизацией сварочного процесса, что снижает затраты на производство в долгосрочной перспективе.
Область применения
Технология МИГ/МАГ применяется для:
- Сваривания пластин толщиной не более 0,5 мм. При работе с этими материалами необходимо увеличить интенсивность подачи теплоты. Это позволит избежать деформации пластин и увеличить производительность.
- Сварки низколегированных материалов с невысоким содержанием углерода.
- Сваривание изделий из сплавов железа или алюминия во всех пространственных положений
- Сварки пластин из цветных металлов средних размеров (до 0,2 см).
Благодаря тому, что метод MIG/MAG позволяет сваривать разнородные металлы всех классов, он активно используется во многих отраслях промышленности. Данная технология нашла применение при производстве автомобилей, морских судов и оффшорных конструкций. Использование полуавтоматической сварки на производстве требует от сварщика множество профессиональных навыков и умений. Рабочий должен уметь управлять сварочными аппаратами, состоящими из большого количества узловых конструкций. При организации промышленного производства с применением MIG/MAG сварки нужно тщательно подготовить рабочие цеха: настроить вентиляцию и приобрести стационарные сварочные устройства. В противном случае газовая система будет работать нестабильно из-за воздействия сквозняка.
Виды оборудования для MIG/MAG сварки
Для сваривания деталей при помощи технологии МИГ/МАГ необходимы источники питания. Их роль выполняют выпрямители и инверторы.Они позволяют увеличивать амплитуду высокочастотного напряжения. Выделяют 3 категории инверторов для сварки:
- Бытовые: чаще всего используются начинающими сварщиками для реализации разовых проектов. Они могут сваривать детали небольшого размера. Сила сварочного тока бытовых выпрямителей составляет не более 200 A.
- Профессиональные: используются сварщиками, работающими на небольших коммерческих предприятиях. Они могут сваривать детали большого размера без потери качества. Сила сварочного тока профессиональных инверторов составляет 300 A.
- Промышленные: используются в крупных индустриальных организациях. Они способны беспрерывно сваривать большие конструкции с соблюдением основных требований к размеру и форме сварного шва. Сила сварочного тока промышленных выпрямителей составляет не более 500 A.

Инверторы обеспечивают стабильность сварочного тока и снижают диапазон разбрызгивания расплавленного электрода. Универсальность этого прибора позволяет его при работе с нержавеющей сталью и алюминием. Выпрямители потребляют малое количество электроэнергии. Они имеют небольшие размеры, что улучшает комфорт во время проведения сварочных работ.
В бытовых условиях чаще всего используется инверторный полуавтомат с евроразъемом, позволяющим быстро подключать горелку. Выпрямители позволяют осуществлять сварку в 2 режимах как в атмосфере инертного газа, так и с использованием флиса. Для частой эксплуатации рекомендуется покупать универсальные сварочные аппараты, способные работать с применением разных технологий сварки. Их главным недостатком является высокая стоимость.

Выбор аппарата
При покупке сварочного аппарата необходимо учитывать следующие показатели:
- Тип питания: рекомендуется приобретать устройства, работающие на постоянном токе. При активации обратной полярности эти аппараты обеспечивают лучшую производительность. Приборы, работающие с переменным электротоком и прямой полярностью не способны поддерживать стабильное напряжения на дуге, что приводит к повышенному разбрызгиванию металла и изменению формы сварного шва.
- Напряжение сети: однофазное или трехфазное. Универсальные сварочные аппараты функционируют при напряжении 220 В. Важно, чтобы приборы были защищены от скачков напряжения. В противном случае они не смогут работать в сетях с различным электроснабжением.
- Ограничения по температуре: большинство сварочных аппаратов функционирует при температуре от -40 °C до +40 °C. При более высоких значениях данного показателя устройства автоматически выключаются.
- Наличие дополнительных опций: современные аппараты способны выполнять MMA и TIG сварку. Объединяя множество функций, они могут применяться для решения большого количества задач. Также современные модели имеют поддержку опций HotStart, AntiStickи ArcForce.

Основные технические характеристики аппарата для сварки указаны в паспорте устройства. Важно, чтобы прибор был изготовлен из прочных материалов и имел большой гарантийный срок.
Выбор расходных материалов
Основных расходным материалом, необходимым для сварки, является сварочная проволока. Ее диаметр должен соответствовать толщине свариваемого материала. Также деталь и проволока должны быть изготовлены из идентичных материалов.

При сварке необходимо правильно выбрать защитный газ. При обработке деталей, изготовленных из цветных металлов, лучше использовать инертные газообразные вещества (гелий, аргон и их смеси). При работе с железными сплавами рекомендуется использовать оксид углерода. Важно, чтобы в этом случае сварочная проволока содержала в себе повышенное количество кремния и марганца. Опытные специалисты рекомендуют использовать смеси из активных и инертных газов, уменьшающие диапазон разбрызгивания металла.
что это такое, сварочные аппараты и полуавтоматы
На чтение 4 мин. Просмотров 1.6k. Опубликовано Обновлено
В настоящее время существует достаточное разнообразие методов сварки. Исходя из решаемых задач, используемых материалов и требований к конечному результату, выбирают наиболее подходящую технологию соединения деталей.
Одной из них является МИГ и МАГ . В первом случае сваривание осуществляется в среде гелия или аргона, а во втором – с применением азота, углекислого газа.
Область применения метода
Сегодня не найдется такого производства, где не использовалась бы МИГ или МАГ сварка. Например изготовление автомобилей, локомотивов, кораблей, а также разнообразных металлических конструкций.
Кроме применения в различных отраслях промышленности, данная технология широко распространена и в обычных мастерских, станциях сервисного обслуживания и т.д.
 Способы сварки МИГ и МАГ.
Способы сварки МИГ и МАГ.Итак, что такое MIG-MAG сварка? Основной принцип Metal Inert/Active Gas метода заключается в проведении работы в инертной/активной среде. Припой в таком случае подается с помощью специального пистолета сварочного аппарата в область соединения.
[box type=”info”]Сварщиком выбирается необходимое напряжение дуги, которая расплавляет . Она одновременно является и токопроводящим электродом и присадочным материалом. Благодаря работе в инертной среде аргона или гелия зона сварки защищена от взаимодействия с кислородом. Это позволяет избежать окисления.[/box]- высокая степень защиты изделий от взаимодействия с атмосферой;
- удобство работы;
- качество сварки, позволяющей получать ровный шов без шлаков и необходимости дальнейшей его зачистки;
- производительность метода.
Виды оборудования для MIG-MAG сварки
Обычно оборудование для выполнения указанных типов работ относят к одной категории. Это связано с тем, что они взаимозаменяемы.
 Технология сварки MIG/MAG.
Технология сварки MIG/MAG.В качестве источников питания используются выпрямители и . Они отличаются друг от друга и могут предложить свои плюсы и минусы. Чтобы правильно выбрать подходящий вариант аппарата необходимо определиться с условиями, в которых будет осуществляться сварка.
Наиболее подходящим для использования в бытовых задачах вариантом является инверторный полуавтомат. Он позволяет осуществлять пайку МИГ и МАГ методом. В таком приборе есть евроразъем, благодаря которому замена или подключение горелки осуществляется достаточно быстро и легко.
Использование устройства подобного типа позволит без особых усилий использовать его для монтажа беседки, теплицы, а также при выполнении ремонтных работ с кузовом автомобиля или другой техники.
Выпрямитель также позволяет осуществлять сварку в двух режимах. Работать можно как в инертной среде, так и с применением флюсового припоя. Прибор позволяет осуществлять постепенную регулировку тока.
Универсальные , благодаря возможности тонкой регулировки параметров сварки, будут лучшим выбором в сравнении с обычными инверторами. Если с аппаратом предстоит работать часто, то его высокая стоимость быстро окупится.
Технология MIG/MAG сварки
Суть работы полуавтоматического сварочного автомата заключается в том, что в атмосфере инертного газа между деталью и проволокой – плавящимся , горит дуга. Она расплавляет стыки деталей и припой, формируя сварочную ванну. При этом весь процесс происходит в защитной среде аргона или гелия.

В результате кристаллизации расплавленного металла формируется . При сварке в данной технологии используют электрод, состав которого так же очень близок к соединяемым изделиям.
Методика позволяет использовать не только инертные, но и активные газы. Выбор осуществляется исходя из используемых материалов. Для работы с цветными металлами и их сплавами применяют аргон, гелий.
Сварку сталей обычно осуществляют в среде углекислого газа. При этом сварочная проволока выбирается с таким составом, чтобы в нем было повышенное содержание легирующих элементов. Это связано с тем, что углекислый газ способствует их угару в процессе работы.
 Особенности МАГ сварки.
Особенности МАГ сварки.Формирование шва обусловлено плавлением материала детали и проволоки. В связи с этим его параметры определяются расплавлением и переносом электродного металла в сварочную ванну. Отмеченные процессы зависят от выбранного защитного газа, режимов работы и др.
По форме расплавления проволоки можно выделить следующие типы сварки:
- крупнокапельный без коротких замыканий;
- без коротких замыканий с мелкокапельным переносом;
- сварка с периодическими короткими замыканиями.
Итог
Современные полуавтоматические сварочные аппараты обеспечивают высокую производительность, защиту шва, отсутствие шлаковой корки, слабую чувствительность к формированию оксидов.
Благодаря своим достоинствам технология MIG/MAG получила широкое распространение не только на крупных производственных предприятиях, но и в быту.
Что такое MIG сварка и где она применяется?
Существуют самые разнообразные виды и типы сварки. Но всех их объединяет одно — необходимость применения электрической дуги, без которой формирование шва невозможно. И среди большого разнообразия именно MIG/MAG сварка с использованием газа одна из наиболее популярных.

Такой тип сварки прост и удобен в использовании, он подойдет как для начинающего сварщика, так и для опытного мастера. С помощью миг сварки можно без проблем сварить разные типы металлов, при разной толщине и любой сложности швов. В этой статье мы расскажем, что такое MIG, какие есть особенности сварки в среде защитного газа.
Содержание статьи
Определение
MIG/MAG сварка (она же электродуговая сварка в среде газа, дуговая сварка в среде защитных газов, она же маг и миг сварка, GMAW) — это полуавтоматическая, ручная и автоматическая сварка в среде защитного газа методом плавления (расшифровка GMAW означает «Gas metal Arc welding»).
Ниже схематично показана TIG (тиг сварка) и MIG/MAG сварка. Вы можете сравнить их и понять, в чем отличия.

MIG/ MAG сварка возможна только при постоянном токе, а вот полярность может быть как прямой, так и обратной. Вы наверняка заметили, что помимо MIG мы также употребляем в этой статье аббревиатуру MAG. MAG — это тоже сварка полуавтоматом, только с применением углекислого газа.
У маг сварки все так же, как и у миг. Только вместо, скажем, аргона, используется углекислота. Она значительно дешевле. Но с помощью такой сварки можно соединить только детали из легированных и низколегированных сталей. Это ограничение. Так что выбирайте профессиональные полуавтоматы, которые могут работать как в MAG, так и в MIG режиме. Такие аппараты дают вам больше возможностей, в работе можно использовать присадочную проволоку любого диаметра.
Теперь, когда мы знаем, что такое mig, пора узнать, какое оборудование для данного метода будет оптимальным.
Оборудование и комплектующие
Итак, для работы нам понадобится стандартный полуавтомат. Комплект сварочного оборудования состоит из полуавтомата, трансформатора (генерирующего ток), газа (к баллону нужно присоединить редуктор, чтобы регулировать давление), различных шлангов и кабелей, газовой горелки, оснащенной дополнительной системой подачи присадочной проволоки и механизма подачи.

MIG сварка — это, по сути, то же самое, что и сварка в защитных газах плавящимся электродом. Только вместо электрода здесь используется присадочная проволока. Чаще всего проволока изготавливается из алюминия. Мы рекомендуем подбираться проволоку, изготовленную из того же материала, что вы собираетесь варить.
Проволока наматывается на барабан и в автоматическом режиме подается в сварочную зону. Скорость подачи зависит от диаметра проволоки и параметра силы тока, который вы установите. Все, что от вас необходимо — это направить горелку в сварочную зону и нажать на кнопку.
Проволока начнет подаваться в сварочную зону сразу после того, как зажжется дуга. Вместе с тем газ начнет обдувать сварочную ванну, предотвращая окисление металла и образование дефектов. Проводя аналогии с другими типами сварки, в нашем случае газ играет роль покрытого электрода, как при стандартной MMA сварке. Только здесь газ подается извне, а при ММА сварке он образуется при плавлении электрода.
Достоинства и недостатки
Сварочный аппарат для MIG часто ругают за его громоздкость. Его просто так не повесишь на плечо, придется тащить с собой огромный баллон с газом и прочие комплектующие. Вы не сможете быстро переместиться с одной точки в другую, только если не установите весь комплект оборудования на специальную тележку.
Но, несмотря на это, у миг сварки множество достоинств, которые с лихвой перекрывают недостатки. Так, например, при работе не выделяются опасные пары, дуга достаточно легко разжигается (это плюс оценят новички), проволока расходуется очень экономно, есть возможность варить практически любые металлы любой толщины.
Технология сварки
Установите напряжение не более 30В. Оптимальное значение от 18 до 30В, подбирается индивидуально в зависимости от вашего сварочного аппарата. Также обратите внимание, что в большинстве случаев ваш сварочный полуавтомат не будет обладать функцией ручной регулировки скорости подачи проволоки. Это не поломка и не дефект, это необходимо для стабилизации горения дуги.

Для профессионалов невозможность регулировать подачу проволоки вручную может стать проблемой, но поверьте, это очень удобно. Механизм подачи сложен и технологичен, он избавляет сварщика от лишних манипуляций и позволяет сконцентрироваться на работе.
Так, например, механизм подачи проволоки в полуавтомате для MIG/MAG сварки сам определяет, в какие моменты нужно замедлить или, наоборот, ускорить подачу, чтобы дуга была стабильнее. Также механизм обеспечивает защиту проволоки от плавления в горелку. С помощью такого механизма проволока никогда не прилипнет в горелке или к соединению при первой подаче. Также благодаря автоматическому механизму подачи можно выполнить импульсную сварку.
В большинстве случае MAG/MIG сварка будет выполняться с использованием обратной полярности и постоянного тока, поскольку такие настройки наиболее оптимальны. Но если вы обладаете достаточным опытом и готовы экспериментировать, то можете установить прямую полярность и переменный ток.
Также у более-менее продвинутых автоматов есть несколько режимов работы. Давайте разберем их подробнее:
- Режим «Short Arc». Подходит для работы с тонкими металлами, когда используется ток менее 200 ампер.
- Режим «Spray Arc». Это наиболее универсальный режим, используется при работе с проволокой диаметров более 1 миллиметра.
- Режим «Pulse Arc». Используется при работе с проволокой, имеющей большой диаметр. Идеально подходит для сварки стали и алюминия.
- Режим «Pulse on Pulse Arc». Подходит для создания исключительно эстетичных швов.
Вместо заключения
Теперь вы знаете, что такое дуговая сварка в защитном газе. Обязательно испробуйте этот метод в своей практике и поделитесь опытом в комментариях. Не забывайте про средства индивидуальной защиты и технику безопасности. Желаем удачи в работе!
Технология сварки полуавтоматом MIG/MAG

Сварка MIG/MAG была изобретена в 1950‑х годах и основные принципы используются, в современных сварочных аппаратах по сей день. Она является самой универсальной и часто применяемой в кузовном ремонте. Когда речь идёт о полуавтоматической сварке, то, имеют ввиду, именно эту сварку. В отличие от других видов ручной сварки она отличается лёгкостью применения, при этом даёт качественный результат.
Более правильное и полное название этого вида сварки GMAW (Gas metal arc welding – электродуговая сварка металла в среде защитного газа), но чаще используют именно аббревиатуру MIG/MAG (Metal Inert Gas/ Metal Active Gas).
MIG/MAG-сварка – это электро-дуговая сварка, использующая постоянный ток (DC). В качестве электрода в этом виде сварке используется проволока, которая поступает в место сварки с определённой заданной скоростью. Обычно такая сварка используется вместе с защитным газом. MIG – полуавтоматическая сварка, где в качестве защитного газа используется инертный газ (аргон, гелий..), а MAG – полуавтоматическая сварка, где в качестве защитного газа используется активный газ (CO2 и смеси).
Первоначально использовался только аргон для сварки всех металлов, что было дорого и недоступно. В дальнейшем стали применять двуокись углевода (CO2) и смеси и этот вид сварки стал более доступным и получил широкое распространение.
MIG/MAG-сваркой можно сваривать различные виды металла: алюминий и его сплавы, углеродистую и низкоуглеродистую сталь и сплавы, никель, медь и магний.
Учитывая высокое качество сварки и лёгкость применения, она, в дополнение к этому, распространяет сравнительно небольшой нагрев зоны, вокруг места сварки.
Принцип действия

Сварка MIG/MAG (Metal Inert Gas/ Metal Active Gas) осуществляется посредством электрической дуги, защищённой газом, образуемой между рабочей поверхностью и проволокой (электродом), которые автоматически поступают к месту сварки при нажатии на курок. Скорость подачи проволоки, напряжение сварки и количество газа устанавливаются заранее. Из-за того, что сварочная проволока автоматически поступает к месту сварки, а от сварщика зависят только манипуляции со сварочной горелкой, такой вид сварки часто и называют полуавтоматической.
При MIG/MAG-сварке очень важна настройка сварочного аппарата. При электродуговой сварке электродами и при сварке TIG настройки не так критичны. Также важна чистота металла перед началом сварки.
Конец проволоки должен выступать на определённое расстояние, иначе слишком длинная проволока-электрод не позволит защитному газу нормально действовать. Этот параметр мы рассмотрим ниже в этой статье.
Оборудование для сварки MIG/MAG
Сварочный аппарат MIG/MAG содержит генератор электрической дуги (трансформатор или инвертер), механизм подачи проволоки, кабель «массы» с зажимом, баллон для защитного газа.
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
Инертные газы и их смеси в качестве защитного газа (MIG) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
Активные газы и смеси (MAG) применяется для сварки сталей. Чаще всего это чистая двуокись углерода (CO2), а также в смеси с аргоном.
Рассмотрим виды и смеси защитных газов подробнее:
- Чистая двуокись углерода (CO2) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода (CO2) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Подготовка металла к сварке
Металл должен быть зачищен от краски и ржавчины. Даже остатки краски при сварке будут ухудшать качество и прочность сварочного соединения. Место под зажим для массы также должно быть зачищено.
Как держать сварочную горелку

Сварочной горелкой полуавтомата MIG/MAG можно управлять одной рукой, но использование двух рук облегчит контроль и увеличит аккуратность и качество сварочного шва. Смысл в том, чтобы одной рукой держать горелку и опираться ей на другую руку. Так можно легче контролировать расстояние от свариваемой поверхности и угол, а также делать горелкой нужные движения при формировании шва.
Чтобы работать двумя руками, необходимо использовать полноразмерную сварочную маску (лучше с автозатемнением), которая удерживается на голове и руки остаются свободными.
Движение сварочной горелкой во время сварки
- Существует множество движений сварочной горелкой при формировании шва. Для металлов, имеющих толщину 1- 2 мм, можно применять волнисто-зигзагообразное движение, чтобы удостовериться, что электрическая дуга действует на оба свариваемых листа. Так можно получить прочный и герметичный шов. При таком движении электрическая дуга не успевает прожечь металл насквозь.

- Прямой шов, без каких-либо движений в сторону можно применять на металлах, имеющих практически любую толщину, но здесь нужен определённый опыт, чтобы удостовериться, что сварочная дуга равномерно действует на оба свариваемых металла.
- При сварке металлических деталей, имеющих толщину меньше 1мм, лучше использовать электродную проволоку меньшего диаметра, уменьшить параметры силы тока, а также скорость подачи проволоки. Нужно варить короткими импульсами, делая перерыв между ними в пределах 1 секунды, чтобы металл успевал охладиться. Короткий перерыв нужен, чтобы следующий сегмент сливался с предыдущим и получался монолитный герметичный шов.
- При сварке длинного сегмента, во избежание перегрева металла и тепловой деформации, можно сваривать небольшими сегментами или точками с интервалами, поочерёдно, то с одного, то с другого конца свариваемого отрезка. Таким образом, можно проварить весь сегмент, без получения тепловой деформации листового металла.
Скорость сварки

Скорость сварки – это скорость, с которой электрическая дуга проходит вдоль места сварки. Она контролируется сварщиком.
Скорость движения сварочной горелки должна контролироваться сварщиком и соответствовать скорости подачи проволоки и напряжению электрической арки, выбранных, в соответствии с толщиной свариваемого металла и формы шва.
Важно добиться правильной скорости сварки. Слишком высокая скорость может вызвать слишком много брызг расплавленного металла. Защитный газ может остаться в быстро застывающем расплавленном металле, образуя поры. Слишком медленная скорость сварки может стать причиной излишнего проникновения сварочной дуги в свариваемый металл.
Скорость движения сварочной горелки влияет на форму и качество сварочного шва. Многие опытные сварщики определяют с какой скоростью нужно двигать сварочную горелку, глядя на толщину и ширину шва в процессе сварки.
Скорость потока защитного газа
Может значительно влиять на качество сварки. Скорость потока защитного газа должна строго соответствовать скорости подачи проволоки. Слишком медленный поток не даёт нормальной защиты от окисления, в то время как слишком высокая скорость потока защитного газа может создать завихрения, которые также помешают нормальной защите. Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
Угол сварочной горелки во время сварки
Сварка MIG/MAG может сваривать разные детали под разными углами, поэтому не существует универсального угла, который нужно соблюдать при сварке. При сварке деталей, лежащих в одной плоскости идеальным будет угол в 15–20 градусов (от вертикального положения). При сварке двух деталей под углом удобнее держать горелку под углом 45 градусов. Практикуясь, можно для себя определить наиболее удобный угол в конкретной ситуации.
Сварочное напряжение (длина электрической дуги)
Длина дуги одна из самых важных переменных в сварке MIG/MAG, которую нужно контролировать. Нормальное напряжение сварочной дуги в двуокиси углерода (CO2) и гелии (He) намного выше, чем в Ароне (Ar). Напряжение дуги влияет на проникновение, прочность и ширину шва.
С увеличением напряжения электрической дуги, шов становится более плоским и широким и до определённых пределов увеличивается проникновение. Низкое напряжение даёт более узкий и выпуклый шов и уменьшается проникновение.
Слишком большое и слишком маленькое напряжение вызывает нестабильность дуги. Избыточное напряжение является причиной образования брызг и пористости шва.
Сварочная проволока
Сварочная проволока служит присадочным материалом. При сварке проволока поступает к месту шва и расплавляется вместе с кромками металлов, заполняя шов. У неё должен быть химический состав, схожий с составом свариваемых материалов. К примеру, содержание углерода, от которого зависит пластичность шва.
Температура плавления электродной проволоки должна быть чуть ниже или такой же, как металлов, которые свариваются. Если проволока будет плавиться позже, чем свариваемый металл, то увеличивается вероятность прожжения металла насквозь.
Для сварки алюминия и его сплавов применяется проволока из чистого алюминия или с примесью магния и кремния.
Диаметр сварочной проволоки
Диаметр сварочной проволоки влияет на размер шва, глубину проникновения сварочной дуги, прочность шва и на скорость сварки.
Больший диаметр электрода (проволоки) создаёт шов с меньшим проникновением, но более широкий. Выбор диаметра проволоки зависит от толщины свариваемого металла и положения свариваемых деталей.
В большинстве случаев маленький диаметр проволоки подходит для тонкого металла и для сварки в вертикальном положении.
Проволока большего диаметра желательна для более толстого металла. Ей нужно работать с уменьшенной скоростью подачи проволоки, из-за более низкого проникновения.
Длина выхода сварочной проволоки

До касания свариваемого металла проволока должна выступать из наконечника на определённую длину.
Этот сегмент проволоки проводит сварочный ток. Таким образом, увеличение длины этого сегмента увеличивает электрическое сопротивление и температуру этого отрезка проволоки. Чем больше выступает проволока, тем меньше будет электрическая дуга. При длинном выходе проволоки из наконечника получается узкий шов, низкое проникновение и повышенная толщина шва.
При уменьшении длины выхода отрезка сварочной проволоки даёт противоположный эффект. Увеличивается проникновение сварочной дуги, получается более широкий и тонкий шов.
Типичная длина выхода сварочной проволоки варьируется от 6 до 13 мм.
При использовании порошковой проволоки без газа длина выхода сварочной проволоки должна быть больше, чем с газом (30 – 45 мм).
Cварка самозащитной проволокой без газа
Порошковая самозащитная проволока, которую также называют флюсовой имеет сердечник, содержащий в себе все необходимые присадки для защиты шва и сварочной дуги в процессе сварки без газа.
Такая проволока содержит компоненты, образующие газ во время сварки, антиокислители, очистители, а также присадки, улучшающие электрическую дугу. Таким образом, при возникновении дуги образуется газ, который защищает расплавленный металл, а также специальные компоненты образуют подобие шлака поверх металла во время остывания, который защищает его во время затвердевания.

Такую проволоку удобно использовать, когда сварочный аппарат нужен не часто. Преимуществом является лучшая мобильность оборудования (не требуется баллон с газом) и возможность использования на улице (даже в ветреную погоду, ввиду отсутствия притока защитного газа).
При сварке самозащитной проволокой образуется много дыма и испарений и сложно визуально контролировать процесс сварки. Сварочный флюс, который остаётся поверх готового шва, не проводит электричества, поэтому после охлаждения, чтобы сваривать поверх готового шва, его необходимо сначала зачистить.
При помощи порошковой проволоки можно сваривать более толстый металл, чем при помощи проволоки, используемой с газом.
Сварка при помощи этого типа проволоки «прощает» недостаточно хорошо подготовленную поверхность.
Полярность при сварке без газа
Полярность – это направление потока электричества в цепи сварочного аппарата.
При прямой полярности электрод (проволока) – это минус, а свариваемый металл (заземление) – это плюс. При обратной полярности электрод – плюс, а свариваемый металл – минус.
Для сварки при помощи порошковой проволоки используется прямая полярность (проволока – минус, заземление — плюс).
При сварке с газом – электрод (+), масса (-).
Полярность, с которой будет нормально работать порошковая проволока, зависит от её состава. Бывают и такие, которые будут нормально сваривать с любой полярностью.
В большинстве случаев, при сварке без газа сварочный аппарат должен быть настроен с позитивным заземлением и негативным электродом. Это даст больше мощности для плавления порошковой проволоки.
Звук правильной сварки полуавтоматом
При обучении сварки MIG/MAG, важно слушать звуки, издаваемые при сварке и, конечно же, контролировать процесс сварки визуально (через затемнённую маску). При правильной сварке полуавтоматом издаётся звук, напоминающий жарку мяса на сковороде. Этот «шипяще-жужжащий» звук говорит о хорошем балансе между скоростью подачи проволоки, подаче газа и настройками напряжения. Застывшие брызги на насадке или наконечнике сварочной горелки ухудшают поток защитного газа, плохой контакт зажима массы, плохо очищенная область сварки, всё это может ухудшать формирование сварочной дуги, и будет отражаться на звуке сварки. Также можете прочитать статью “как настроить сварочный полуавтомат” для большего понимания правильной настройки аппарата перед сваркой.
Меры безопасности
- Свет, который образуется в процессе любого вида электродуговой сварки, очень яркий. Нужно защищать глаза и кожу. Для этого важно использовать сварочную маску. Сейчас продаются сварочные маски с автозатемнением, которые автоматически защищают от яркого света, как только он появляется. Это позволяет пользоваться двумя руками, не заботясь о маске.
- Важно использовать перчатки для защиты от брызг расплавленного металла. Они важны для защиты также и от нагрева и ультрафиолетового излучения, образуемого в процессе сварки. Если сварка длится больше минуты, то ультрафиолетовое излучение губительно воздействует на незащищённые участки кожи.
- Защитный костюм должен быть сделан из материала, который хорошо выдержит воздействие расплавленных брызг металла. Если нет возможности использовать защитный костюм, то материал одежды не должен содержать синтетических материалов, которые легко плавятся и могут причинить вред сварщику.
- Нужно надевать закрытую обувь, внутрь которой не попадут брызги раскалённого металла при сварке.
- Помещение, в котором осуществляется сварка должно хорошо вентилироваться. В процессе сварки выделяются вредные испарения, которые нельзя вдыхать.
Печатать статью
Ещё интересные статьи:
Mig сварка: применение, технология, приборы, расходники
Соединение металлов путем сваривания может проводиться по нескольким технологиям, у которых есть единый принцип, заключающийся в формировании электрической дуги. Сразу же оговоримся, что существуют и бездуговые типы сварки. Режим MIG (metal inert gas) приобрел свою популярность не только функциональностью и широкой областью применения. Принцип технологии заключается в том, что сварка представляет собой плавление металлов в среде защитного газа.

Такой тип сварки при наличии необходимого оборудования доступен даже начинающим мастерам, решившим совершенствовать свои навыки.
У указанного метода есть еще одна разновидность (MAG), отличающаяся только лишь используемым в качестве защиты газом.
Благодаря разработке метода mig сварки стало возможным проведение работ с такими «капризными» металлами, как алюминий, титан, никель. Современные инверторы, работающие в режиме MIG/MAG, обеспечивают удобные условия для сварщика, позволяя контролировать такие параметры, как сила тока, количество газа, количество подаваемой присадки. За это они и получили название «полуавтоматы», а сама сварка часто называется полуавтоматической.

Сегодня мастер выбирает режим работы, исходя из начальных условий (тип металла, толщина деталей, доступность). Современный полуавтоматический инвертор способен работать в одном из выбранных режимов. К дополнительным материалам относится проволока, играющая роль присадки, и газ. Для сварки МИГ применяется аргон, а для сварки МАГ – смесь азота и углекислого газа.
Область применения
Если не брать во внимание частных мастеров, в арсенале которых имеется подходящий инструмент для ведения работ разной сложности, то можно утверждать, что сварка МИГ применяется на любых производственных предприятиях. Это может быть строительство, ремонт автомобилей, судостроение, машиностроение, а теперь добавим сюда работы бытового назначения. Все это возводит полуавтоматическую сварку в разряд одной из наиболее востребованных.

Оборудование
Чтобы понять принцип управления сварочным инвертором MIG, необходимо знать, что данный режим сварки представляет собой особый способ плавления металлов с добавлением присадки, но происходит это все в газовой среде. Необходимое оборудование должно обеспечивать подачу напряжения на электроды, регулировку этого напряжения, подачу проволоки и газа в зону контакта. Инверторный полуавтомат, благодаря наличию механизма подачи проволоки, назвать компактным нельзя, однако современные технологии позволили существенно снизить массу и габариты устройства, не принося в жертву его технических характеристик.
Кабель горелки подсоединяется к евроразъему, расположенному на передней панели инвертора, а газовый шланг, идущий от баллона, — к специальному штуцеру сзади. Проволока в виде бобины укладывается в предназначенный для нее отсек. Большие полуавтоматы собраны на платформе, имеющей колеса. На ней же размещен и баллон с газом. Такую платформу удобно транспортировать по объекту.

К управляющим элементам инвертора относят регулятор силы тока. Наиболее дорогие модели оснащены дополнительными функциями. Чтобы получить дугу, необходимо поднести держатель к месту сварки и нажать клавишу. Остальной процесс автоматизирован.
Технология
Принцип МИГ-сварки заключается в том, что происходит нагревание кромок соединяющихся металлов и припоя, они частично плавятся, образуя сварной шов. Но в обычных условиях выделившиеся газы привели бы к образованию в месте стыка трещин и пор. Кроме этого, наблюдалось бы разбрызгивание металла. Инертный газ не вступает в реакцию с жидким металлом и при этом он вытесняет водород, а окружающий воздух, в частности, кислород, не могут попасть в зону формирования шва.
Роль припоя играет проволока, он же является плавящимся электродом. Материал проволоки может быть различным. Он должен быть максимально схожим с материалом заготовок по своим химическим и физическим свойствам. Область, где локализуются расплавленные металлы, называется сварной ванной. Именно эта область защищается аргоном. После кристаллизации металла в ванне получается шов. Назначение активного газа при работе в режиме MAG такое же, как и инертного.
После того, как образуется дуга, плавильная проволока начинает поступать по направляющим к торцу горелки. Скорость подачи проволоки регулируется автоматически. В некоторых аппаратах предусмотрены функции, существенно облегчающие сварочный процесс и стабилизирующие дугу. Газ подается в горелку под давлением. Он обдувает зону шва, препятствуя появлению окисла на расплавленном металле.

Роль инертного газа можно понять, если сопоставить данный вид сварки со сваркой дуговой MMA. Только там покрытие электрода при сгорании дает защитную среду. При подключении электродов следует соблюдать полярность, так как она может быть прямой или обратной. Выбор полярности зависит от конкретных условий. В большинстве случаев сварка mig ведется постоянным током, но применяется и синусоидальный ток.
Напряжение холостого хода составляет 30-40 В. Сила тока регулируется в зависимости от диаметра проволоки, но решающее значение имеет толщина листа металла. На некоторых инверторах подача проволоки не регулируется, но это не считается отрицательным качеством, так как на подобных моделях предусмотрена функция автокоррекции дуги. Соответствие силы тока диаметру электрода для разного металла свое, поэтому точные значения рекомендуется брать из специализированных источников.
Обычно механизм подачи проволоки по своей конструкции достаточно сложен. Система подачи может иметь сразу несколько назначений.
- Она подает проволоку сначала с меньшей скоростью, а затем с большей. При небольшой скорости подачи удается зажечь и получить стабильную дугу.
- Чтобы не происходило залипание проволоки при остановке сварки, ток прекращается несколько раньше, чем останавливается проволока.
- В начале поджига дуги подается дополнительный импульс тока, исключающий возможность залипания.
- Система позволяет вести работы в импульсном режиме.

Помимо этого, само устройство может менять режимы работы. Режим Short Arc актуален при силе сварного тока, не превышающего 200 А. Здесь речь идет о сварке тонкого листового металла. В режиме Spray Arc ток превышает указанное значение, а проволока в диаметре составляет 1 мм и более. Для цветных металлов применим режим Pulse Arc.
Проволока
Многие специалисты утверждают, что сварка МИГ – это дуговая сварка в защитном газе плавящимся электродом. В принципе, так оно и есть, только роль электрода выполняет проволока, чем и повышается производительность. Напомним, что при работе в режиме ручной дуговой сварки приходится постоянно менять израсходованные штучные электроды. Проволоке принадлежит одна из ключевых ролей, поэтому ее необходимо подобрать, исходя из начальных условий. Традиционно разделяют четыре вида проволоки:
- стальную;
- алюминиевую;
- омедненную;
- порошковую.

Омедненная и порошковая считаются самыми популярными, так как они более универсальные и, к тому же, удобны в применении.
- Во-первых, такие присадки доступны в любом специализированном магазине.
- Во-вторых, при высокой скорости работы практически отсутствуют брызги.
Порошковой проволокой могут работать не только профессионалы, но и начинающие любители. Компоненты в виде порошка, представленные различными химическими соединениями, ферросплавами и рудами, существенно облегчают процедуру сварки. Единственное неудобство заключается в том, что нельзя нарушать целостность такой проволоки, выполненной в виде трубки.
Стальная и алюминиевая проволока используется для режима МАГ, то есть, в среде углекислого газа. Если нет достаточного опыта работы с mig сваркой, то каждый раз придется уточнять, какой материал использовать для того или иного металла.
Достоинства и недостатки
Если сравнивать инверторы одинаковой производительности, то полуавтоматы MIG/MAG более громоздки по сравнению с аппаратами ручной дуговой сварки. Но современные требования к технологическим процессам заставили большинство производителей выпускать многофункциональные сварочные аппараты, ведущие работу в нескольких режимах. Так, существуют устройства, сочетающие в себе MMA, MIG/MAG и TIG инверторы. Поэтому большие габариты в качестве недостатка рассматривать уже неактуально. Но многие модели комплектуются специальной тележкой, на которой можно разместить все оборудование.

К достоинствам тиг сварки относят, прежде всего, производительность. Если подача проволоки автоматизирована, то сварочный процесс протекает гораздо быстрее, чем сварка штучными электродами. При работе ММА инвертора выделяется вредный для дыхания газ, так как горит обмазка электрода. В данном случае сварщику ничто не угрожает, ведь защитный газ поступает только в область ванны.
Начинающий сварщик всегда сталкивается с проблемой поджига дуги и ее удержания. Дуга MIG образуется достаточно легко. Это значит, что работы удобно вести даже в стесненных местах. Но самое главное достоинство данного режима заключается в надежности и эстетичности шва. Если параметры сварки были подобраны оптимально, то шов получается аккуратным, без пор и трещин, без разбрызгивания.
что это такое и расшифровка, как выбрать универсальный аппарат для сварки по технологи – Дуговая сварка на Svarka.guru
Немногим читателям понятен смысл аббревиатур mig mag mma, применяемых в сварочных работах, но профессиональный сварщик понимает разницу этих методов. Производители оборудования для сварки и сопутствующих материалов четко придерживаются именно этих обозначений, поэтому мы подробно расскажем о каждом.
Виды сварки

С помощью mig mag и mma сварки происходит прочное соединение металлических конструкций, отдельных деталей посредством расплавления кромок и образования единого целого. В результате сварки образуется прочный шов, обладающий высокой прочностью, даже при колебательных нагрузках. Что такое TIG и MMA, а также расшифровку аббревиатур MIG и MAG вы узнаете из следующих разделов.
Ручной вариант сварки
MMA сварка что это такое, аббревиатура переводится дословно — дуговая сварка вручную, при этом используется электрод с напыленным или обмазанным флюсом. В качестве источника тока применяют трансформатор или инвертор. При расплавлении покрытие стержня становится жидким и защищает расплавленный металл от окисления воздухом.
После окончания процесса сварки шлак покрывает шовное соединение прочным слоем, который удаляется сварщиком, чтобы визуально проверить качество соединения. Аналогичная сварка производится при подключении постоянного или переменного тока, причем первый вариант использует прямую и обратную полярность. ММА — это наиболее распространенная сварка на любом производстве.
MIG/MAG
Что это такое MIG сварка — полуавтоматический процесс соединения металлов при подаче присадочной проволоки, а защиту выполняет инертный газ. Различие аббревиатур МИГ/МАГ происходит из-за написания на английском или немецком языке. Исполнитель ведет горелку по месту соединения конструкции или заготовок, а тонкая проволока, расплавляясь, образует идеальный по ширине шов.
MIG сварка — это процесс, построенный на использовании инертного газа, который тяжелее воздуха и обволакивает сварочную ванну, препятствуя окислению расплавленного металла. MAG — использует агрессивные газы, в состав которых входят молекулы кислорода, сварка металлов происходит при соединении создаваемой и естественной среды.
Преимущества метода
Основные достоинства этих прогрессивных методов соединения металлов:
- Простата технологии сварки, доступная начинающим сварщикам.
- Высокое качество шовного соединения и аналогичная производительность, т. к. нет затрат времени на смену электродов.
- Сварка производится во всех пространственных положениях, при низком тепловом вложении, что подходит для соединения тонколистового металла.
- Не надо производить последующую обработку шва.
- Длинные швы выполняются без остановки и повторной активации дуги, что намного упрощает весь процесс.
Именно из-за таких преимуществ МИГ/МАГ применяется на автоматических линиях сборки автомобилей, где используются роботы для сварочных работ.
Выпрямитель или инвертор?
 Опытные сварщики для каждодневной работы выбирают инвертор, потому что дополнительные режимы и встроенные функции упрощают технологию, особенно это актуально при соединении деталей и конструкций из алюминия, нержавеющей стали и сложных тугоплавких сплавов. Имеет значение и вес аппарата, возможность подключения к любой электрической сети.
Опытные сварщики для каждодневной работы выбирают инвертор, потому что дополнительные режимы и встроенные функции упрощают технологию, особенно это актуально при соединении деталей и конструкций из алюминия, нержавеющей стали и сложных тугоплавких сплавов. Имеет значение и вес аппарата, возможность подключения к любой электрической сети.
Трансформатор отличается исключительной надежностью в работе и низкой стоимостью, но потребляет гораздо больше электроэнергии. Его масса значительна, поэтому мобильностью он не отличается, да и используют его для простейших видов сварки.
TIG
Точная расшифровка аббревиатуры означает вольфрам в инертном газе, в качестве электрода применяется тонкий стержень из аналогичного металла, который затачивается определенным способом. При сварке используют присадочную проволоку, которая, расплавляясь, заполняет углубление между заготовками.
Особое значение имеет конструкция горелки, где неплавящийся электрод расположен в центре, а вокруг него подается защитный газ, состоящий из чистого аргона или его смесей. Эта методика требует основательной подготовки исполнителя и качественного оборудования, нагрев здесь минимальный, поэтому перегрев металла не происходит.

Применяется для сплавки алюминия и тонкой листовой нержавейки.
Oборудование
Что это такое MMA TIG MIG вы уже знаете, теперь поговорим об типах аппаратов для каждого вида сварочных работ.
С инертным газом
Газ находится в баллонах со специфической маркировкой, сверху установлен редуктор, регулирующий величину его подачи. При методе МИГ используют инертные газы, которые намного дороже активных аналогов, например, цена углекислого газа в 45 раз меньше аргона, а по сравнению с гелием — стоимость снижается еще в 3,5 раза.
При сварке МАГ в качестве защиты используется углекислый газ или азот, но чтобы не было негативного воздействия на результат, применяют проволоку с добавлением марганца или кремния, т. к. они не дают окислять расплавленный металл.
С неплавящимся стержнем
В странах СНГ метод ТИГ — это аргонодуговая сварка по названию используемого газа для защиты, неплавящийся электрод упрощает весь процесс, а отсутствие посторонних вкраплений позволяет получить высококачественный шов. Импульсный вариант сварочного процесса аналогичен по своим свойствам TIG, только используется непостоянный ток, такой режим встречается в агрегатах МАГ/ТИГ. Его применяют для соединения тонких листов, т. к. нет перегрева и коробления поверхности, а шовное соединение имеет вид чешуи.
Процесс сварки MMA был подробно описан ранее, напомним, что для него характерно образование дуги между плавящимся электродом и заготовкой.
Шов после застывания покрывается окалиной от застывшего шлака, которая легко удаляется постукиванием по поверхности молотком.
Полуавтоматы
Практически во всех СТО установлен аппарат для сварки методом МИГ/МАГ, потому что при его применении получается шов высокого качества, не требующий дополнительной обработки. Используют инверторы, т. к. подключаются они к обычной электрической сети, имеют небольшие габариты и массу, а также мобильны.
Источник питания у большинства аппаратов идентичный, поэтому производители наладили выпуск универсального оборудования, которое позволяет работать на разных режимах, только надо сменить горелку.
Проволока для присадки
Методы MIG MAG TIG используют в полуавтоматах специальные установки для непрерывной подачи проволоки, от характеристик которой зависит качество швов. Когда применяется порошковый вид присадка, то защитный газ не нужен.
На производстве применяют такие виды: на основе алюминия, из стали, с частичным или полным омеднением и порошковая проволока. Особое качество и большое распространение получили два последних варианта — гарантируется отсутствие брызг, что повышает качество и скорость сварки.
Полуавтомат-универсал
 Аппарат Тритон МИГ — это яркий пример универсальности, он относится к оборудованию для профессионалов. Инвертор компактных габаритов установлен на небольших колесах, вырабатывает ток не более 250 А, обеспечивает нормальную работу во всех существующих режимах, проводит шов по технологии Пятно/Стежок.
Аппарат Тритон МИГ — это яркий пример универсальности, он относится к оборудованию для профессионалов. Инвертор компактных габаритов установлен на небольших колесах, вырабатывает ток не более 250 А, обеспечивает нормальную работу во всех существующих режимах, проводит шов по технологии Пятно/Стежок.
В комплектации имеется три варианта горелок, которые легко заменить. При пиковом режиме продолжительность работы составляет 60%, а при 200 А — 100%. Для надежности и легкости активации розжига имеются специальная функция и контактная активация дуги. Оборудование позволяет соединять разные металлы, а также листы с оцинковкой.
Spot/Stitch
В этом режиме оборудование работает таким методом: капля расплавленной проволоки переносится на изделие при отсутствии КРЗ (короткое замыкание), поэтому нет перегрева и коробления поверхности. Аналогичная методика применяется для прочного соединения листов из нержавейки или оцинкованных заготовок. Небольшой нагрев увеличивает продолжительность срока использования аппарата и повышает общую работоспособность.
Автомат подачи
Устройство постоянной подачи присадочной проволоки осуществляет поступление без проскальзывания и зажёвываний, в инвертор загружается кассета весом от 5 до 15 кг, с диаметром 0,8—1,2 мм. Подробная комплектация автоматической подачи выглядит так:
- Рукав для сварочных работ состоит из гибкого каркасного кабеля, обтянутого многослойной резиной, которая защищает и изолирует силовой провод. Внутри имеется спирального вида канал для непрерывной подачи проволоки и изолированный шланг подачи защитного газа.
- Механизм подачи присадки — осуществляет постоянное движение проволоки по каналу, состоит из электрического двигателя и прижимных роликов, настроенных на определенное усилие.
- Отсек для установки катушки с намотанной проволокой. Располагается рядом с механизмом подачи, причем емкость с присадком располагается вертикально или горизонтально относительно последнего. Фиксация происходит зажимом или гайкой.
- Осуществляет регулировку блок управления подачи. Существуют два способа — электронный, с применением реостата или механический, используя сменные шестерни.
На современных моделях имеются цифровые табло, где выставляется точная скорость подачи проволоки, чтобы обеспечить качество формирования шва.
В. П. Игнатенко, образование: колледж, специальность: сварщик 4 разряда, опыт работы с 2000 года: Автоматическая подача проволоки облегчает работу исполнителя и ускоряет производительность, но надо быть внимательным и иметь определенный опыт.
Выводы
Для успешного выполнения сварки разными методами, исполнитель должен обладать теоретическими знаниями и практической подготовкой, чтобы быстро сменить горелку на мощном универсальном оборудовании. Силу тока и регулировку подачи газа узнают из соответствующих таблиц с указанием диаметра присадочной проволоки.
Сварочный аппарат для MIG и MAG сварки: что это такое?
Время чтения: 5 минут
Современное сварочное оборудование абсолютно не похоже на аппараты старого образца. Инверторные полуавтоматы просты в применении, компактны и не требуют особой квалификация для выполнения работ. Но главное достоинство современно сварочного аппарата — это его функциональность. Помимо классической ручной дуговой сварки мастеру доступно еще несколько технологий, например, MIG/MAG сварка.

MIG/MAG сварка — одна из самых востребованных технологий на данный момент. Она экономична, эффективна и позволяет формировать качественные швы. В этой статье мы кратко расскажем, что это за метод сварки и какие особенности стоит учитывать при использовании сварочного аппарата MIG/MAG.
Содержание статьи
Общая информация
MIG (МИГ)/MAG (МАГ) сварка — это разновидность дуговой сварки, которая выполняется с применением плавящейся присадочной проволоки в среде защитного газа. Газ может быть как активным, так и инертным. Как вы понимаете, такой способ соединения металлов существенно отличается от сварки MMA (ручная дуговая сварка). Поэтому для этих целей нужно использовать специальный сварочный полуавтомат.
Сварочный аппарат MIG/MAG оснащается подающим механизмом, в который заправляется присадочная проволока. Также полуавтомат MIG или MAG нужно использовать в комплекте с горелкой, через которую подается защитный газ.

Давайте подробнее остановимся на этой технологии сварки, чтобы лучше понимать ее суть. При сварке MIG/MAG сварочная дуга горит между концом присадочной проволоки и поверхностью свариваемого металла. Присадочная проволока непрерывно подается в сварочную зону. Благодаря теплу, исходящему от сварочной дуги, металл и присадочная проволока начинают плавиться. Образовывается сварочная ванна, где смешивается основной металл и расплавленная проволока.
Не забываем и о газе. Он так же непрерывно подается в зону сварки на протяжении всего процесса сварки. Именно благодаря газу удается избежать проникновения кислорода в зону сварки. Поэтому окисление металла исключено.
Читайте также: Все, что вам нужно знать про сварочный газ
В конечном итоге, расплавленный в сварочной ванне металл начинает кристаллизоваться. Образовывается сварной шов.
Особенности
Полуавтоматическая сварка MIG MAG эффективна только при соблюдении всех правил и учете всех особенностей. О некоторых из них мы и расскажем далее.
Выбор аппарата
Для начала немного про оборудование. Сварочные аппараты MIG MAG выполняют специфические задачи, поэтому нужно выбирать сварочник с особым вниманием. Прежде чего, обратите внимание на каком токе работает аппарат: на постоянном или на переменном. Мы рекомендуем приобретать аппарат на постоянном токе и устанавливать обратную полярность при выполнении работ.

Сварочный полуавтомат на переменном токе или на постоянном токе и прямой полярностью не способен генерировать стабильную сварочную дугу. В таких условиях трудно формировать шов, поскольку присадочная проволока плавится слишком быстро и при этом металл разбрызгивается.
Также обратите внимание на дополнительный функционал. Многие аппараты для MIG/MAG сварки могут также выполнять MMA или MMA и TIG сварку. Подобные сварочники универсальны и в разы увеличивают ваши возможности при проведении работ. Вам не нужно иметь несколько разных аппаратов, когда все функции есть в одном.
Выбор расходных материалов
Теперь о расходных материалах. Сначала о проволоке. Ее диаметр подбирается исходя из толщины металла, который вы собирайтесь варить. Состав проволоки должен быть идентичен составу основного металла. Нельзя применять условно медную проволоку для сварки нержавеющей стали. Это грубейшая ошибка.
Что касается защитного газа, то здесь все не так сложно, как может показаться на первый взгляд. Можно использовать инертный, активный газ или газовые смеси. Мы дадим несколько рекомендаций касаемо выбора защитного газа при сварке различных металлов.

Для сварки цветного металла и его сплавов, а также материалов на основе цветмета лучше всего применять инертный газ. Это может быть гелий, аргон или газовые смеси из аргона и гелия в различных пропорциях. Если варите медь и кобальт, используйте азотный газ. При работе с различными типами стали лучше применять углекислоту (углекислый газ). Но учитывайте, что в этом случае проволока должна содержать повышенное количество кремния и марганца.
Также опытные сварщики используют смеси из инертных и активных газов, чтобы улучшить стабильность горения дуги и уменьшить разбрызгивание металла. Это очень специфичная тема, которая приходит с опытом. Так что в этой статье мы не будем затрагивать тему смеси из инертного и активного газа.
Формирование шва
При MIG/MAG сварке важен не только сварочный аппарат и расходные материалы, но и то, как вы формируете шов. Как мы уже писали выше, при данном методе сварки шов формируется благодаря расплавленному металлу и расплавленной проволоке. Поэтому форма готового сварного валика зависит от того, как вы переносите расплавленную проволоку в сварочную ванну.
Вместо заключения
Мы постарались кратко и доступно рассказать вам о MIG/MAG технологии и сварочных аппаратах, применяемых при сварке этим методом. Сварочные полуавтоматы — это незаменимые помощники не только в мастерской или в гараже, но и в хозяйстве. Мы рекомендуем вам обязательно освоить сварочный аппарат MIG и MAG, чтобы увеличить свои возможности при выполнении работ. Обычный инвертор ММА не сможет выполнить работу настолько качественно, насколько ее выполняет аппарат MIG/MAG.
Помимо сварочного аппарата вам нужно приобрести присадочную проволоку, баллон с защитным газом, сварочную горелку и некоторые другие комплектующие. Иногда в комплекте с аппаратом в коробке идут некоторые комплектующие, но мы рекомендуем сразу заменить их на более качественные. Желаем удачи в работе!
Сварочный процесс MIG-MAG | Oerlikon
Перенос короткой дуги
Короткая дуга имеет низкий уровень разбрызгивания, хорошее смачивание и подходит для сварки тонких стальных листов, работы в положении и проплавленных проходов. Этот режим характеризуется чередованием коротких замыканий и легкой дуги.
Перенос Speed Short-Arc ™
Перенос Speed Short Arc ™ является эксклюзивным продуктом Oerlikon. Этот режим переноса Arc обеспечивает высокую скорость движения благодаря жесткой дуге и холодному режиму.Он очень эффективен для сварки тонких стальных листов, работы в положении и под закрытым углом, а также для заполнения фасок. SSA ™ используется для сварки коротким замыканием в нормальном глобулярном режиме скорости движения.
• Увеличение скорости движения
• Уменьшение деформации (тонкие стальные листы)
• Подходит для сварки в положении
• Допуск и удобство использования
Шаровидный перенос
Металл переносится в дуге в виде крупных капель с трудноосвоенными траекториями.Это режим передачи, дающий результаты низкого качества.
Перенос распылением-дугой
Металл переносится в дуге в виде мелких капель. Режим очень регулярный, но требует высоких параметров сварки и поэтому применим только для толщины более 5 мм.
Импульсный перенос
Этот импульсный ток, называемый «стандартным», является очень эффективным режимом дуги; он позволяет сваривать тонкий листовой металл толщиной от 1 мм. Используется для всех металлов (сталь, нержавеющая сталь, алюминий) с твердой проволокой, а также с некоторыми порошковыми проволоками.Практически полное устранение брызг и отделки.
• Превосходный внешний вид сварного шва
• Снижение выбросов дыма
• Все позиционные
Транспортер Spray Modal ™
Транспортер Spary Modal ™ является эксклюзивным правом компании Oerlikon. Этот процесс, особенно для легких сплавов, значительно снижает микропористость и увеличивает проплавление. Его можно использовать в любом положении и особенно эффективно для алюминиевых листов толщиной более 3 мм. Spray-MODAL ™ использует низкочастотный модулированный ток, который позволяет удалить большинство пузырьков водорода из сварочной ванны до затвердевания.
• Снижает пористость
• Увеличивает проплавление
• Сварка во всех положениях
• Повышенная скорость перемещения
Сварка МИГ / МАГ — Kemppi
При сварке МИГ / МАГ дуга создается за счет подачи питания через сварочную горелку между подаваемой сварочной проволокой и заготовкой. Дуга плавит свариваемый материал и сварочную проволоку, создавая сварной шов. Механизм подачи проволоки непрерывно подает сварочную проволоку через сварочную горелку на протяжении всего процесса сварки. Сварочный пистолет также обеспечивает подачу защитного газа на сварной шов.
Методы сварки MIG и MAG отличаются друг от друга тем, что при сварке MIG (металл в инертном газе) используется инертный защитный газ, который не участвует в процессе сварки, а при сварке MAG (металл, активный газ) используется активный защитный газ, который участвует в сварочном процессе.
Обычно защитный газ содержит активный диоксид углерода или кислород, поэтому сварка MAG гораздо более распространена, чем сварка MIG. Фактически, термин сварка MIG часто случайно используется в связи со сваркой MAG.
приложений
Сегодня сварка MIG / MAG используется почти везде в сварочной промышленности. Крупнейшими пользователями являются предприятия тяжелой и средней и тяжелой промышленности, такие как судостроение, производители стальных конструкций, трубопроводов и герметичных контейнеров, а также предприятия по ремонту и техническому обслуживанию.
Сварка МИГ / МАГ также широко используется в производстве листового металла, особенно в автомобильной промышленности, кузовных цехах и небольшой промышленности. У любителей и домашних пользователей также обычно есть сварочный аппарат MIG / MAG.
оборудование
Сварочное оборудование MIG и MAG обычно состоит из источника питания, механизма подачи проволоки, кабеля заземления, сварочного пистолета, дополнительного блока жидкостного охлаждения и резервуара защитного газа или интерфейса газовой сети.
Устройство подачи проволоки предназначено для подачи сварочной проволоки, необходимой для сварки, от катушки к сварочному пистолету.
Механизм подачи проволоки также позволяет запускать и останавливать источник питания и, при использовании электронного источника питания, контролировать напряжение, подаваемое источником питания. Поэтому источник питания и механизм подачи проволоки соединяются кабелем управления. Кроме того, механизм подачи проволоки контролирует поток защитного газа. Защитный газ, необходимый при сварке, поступает либо из газового баллона, либо из газовой сети.
Сварочные аппараты MIG производства Kemppi часто имеют модульную конструкцию, а охлаждающее устройство, источник питания и механизм подачи проволоки можно свободно выбирать в соответствии с требованиями.Механизм подачи проволоки можно отсоединить от источника питания, что избавляет от необходимости перемещать весь сварочный аппарат с одного рабочего места на другое.
Устройства также могут иметь сменную панель управления и отдельно активируемые дополнительные функции.
Сварочный пистолет нагревается во время сварки, поэтому его необходимо охлаждать газом или жидкостью. В сварочных горелках с газовым охлаждением защитный газ, поступающий к горелке через сварочный кабель, одновременно действует как охладитель горелки. В пистолетах с жидкостным охлаждением требуется отдельный блок жидкостного охлаждения для рециркуляции охлаждающей жидкости внутри сварочного кабеля в пистолет.
Конструкция сварочного аппарата MIG / MAG ограничена катушкой сварочной проволоки внутри аппарата. Змеевик часто является тяжелым и занимающим много места компонентом. Тем не менее, самые современные сварочные аппараты MIG / MAG представляют собой стильные и компактные агрегаты, такие как Kemppi MinarcMig Adaptive 180, удостоенный награды Red dot за промышленный дизайн в 2006 году.
Обзор сварочного оборудования Kemppi MIG.
техника
При сварке MIG / MAG инструментом сварщика является сварочный пистолет.Он используется для подачи проволоки из присадочного материала, защитного газа и необходимого сварочного тока к заготовке. Наиболее важными проблемами, связанными со сваркой MIG / MAG, являются положение при сварке, угол наклона сварочной горелки, длина вылета проволоки, скорость сварки и форма расплавленной сварочной ванны.
Дуга зажигается с помощью спускового крючка в горелке, а затем горелка перемещается с постоянной скоростью сварки вдоль сварочной канавки. Следует наблюдать за образованием расплавленного сварного шва. Положение и расстояние сварочного пистолета относительно заготовки должны быть постоянными.
Особенно важно, чтобы сварщик всегда уделял внимание работе с расплавленным сварным швом. Момент блуждающих мыслей увеличивает риск сварочных ошибок. В таких случаях рекомендуется на время прервать сварку, а затем возобновить ее.
.