автоматический аппарат для сварки, технология
На чтение 15 мин. Просмотров 16.7k. Опубликовано Обновлено
– выражение общепринятое, но принципиально неправильное. Аргоном никто ничего не варит, на то он и нейтральный газ. А вот сварка в аргоне, то есть в аргоновом облаке, является одной из самых эффективных современных методов работы с металлами. С аргоном варят сложные современные сплавы самого разного назначения.Общие понятия
Сварка аргоном – великолепная технология гибридного типа, позволяющая соединять самые капризные и устойчивые металлы: от огромных труб до маленькой отломившейся ножки бронзовой балерины. В аргонодуговых способах объединены преимущества двух классических методов: дугового электрического и газового. Технология сварки нержавеющей стали – лишь один пример из многочисленных способов сварочных работ в аргоновых облаках.
Юный сварщик никогда не станет классным мастером, если не будет вникать в теорию сварочного дела. Особенно, если это касается непростых технологий, к которым, безусловно, относится аргонная сварка.
Чтобы понять, что такое аргонодуговая сварка с ее особенностями и преимуществами, сначала нужно разобраться с физикой данного процесса. Для соединения металлических поверхностей их нужно нагреть. Нагрева без огня не бывает. А там, где огонь, там вступает в свои права кислород, находящийся в воздухе: происходит окисление. Сложные металлы или сплавы типа легированных сталей или цветных металлов окисляются намного сильнее, чем обычные металлы.
Окисление во время работы ни к чему хорошему не приводит: качество низкое с точки зрения прочности и долговечности из-за большого количества мельчайших пузырьков внутри. Ну а алюминий вообще варить невозможно – при нагревании он попросту горит в воздухе.
Главной задачей в технологии сварки аргоном становится защита сварочной рабочей ванны от газов и примесей. Здесь лучшими помощниками выступают инертные газы, которые выполняют роль защитной оболочки. Кроме аргона к инертным газам относится гелий, вполне соответствующий газ по всем параметрам. Но гелий дороже аргона, и по количеству расходуется намного больше. Расход аргона при сварке нержавейки, например, в разы меньше расхода гелия.
Кроме того, работа с гелием требует специальной защитной одежды для всех частей тела. Гелий в чистом виде в современных технологиях применяется редко. Чаще его используют в смесях для газовых лазеров. Здесь нужно упомянуть еще один инертный газ – азот, который используется в металлических работах с очень узкой специализацией – с азотом варят только медь. Главным и повсеместным инертным компонентом в гибридной технологии выступает Его Величество Аргон.
Его свойства:
- Аргон значительно тяжелее воздуха, поэтому отлично вытесняет его из сварочной ванны, защищая, таким образом, зону плавления от ненужных газовых примесей.
- Будучи инертным веществом, не вступает в реакцию ни с какими другими элементами, в том числе со свариваемыми металлическими поверхностями.
- Об одном «аргоновом» нюансе нужно знать и помнить. При использовании тока обратной полярности аргон превращается в электропроводную плазму со всеми малоприятными последствиями.
Классификация видов дуговой аргоновой сварки
Инвертор и аргон для сварочных работ.Аргонно-дуговая сварка подразделяется на виды по уровню механизации работы:
- Ручной вариант выполняется сварщиком: и перемещение горелки, и подачу сварочной проволоки. В этом методе используются только неплавящиеся вольфрамовые электроды.
- Механизированная или полуавтоматическая: проволока подается машиной, а горелку держит сварщик. Популярнейший пример такого метода – сварка нержавейки . Механизированная аргонодуговая сварка плавящимся электродом также относится к этой группе способов. Сварка нержавейки полуавтоматом в среде углекислого газа – еще одна новая узко специализированная технология в рамках этого вида сварочных работ.
- Автоматическая аргонодуговая сварка: автомат дистанционно управляется оператором и выполняет перемещение горелки и подачу проволоки. В последнее время все чаще встречаются машины – роботы, не требующие участия даже оператора. Сварка нержавеющих труб в основном производится с помощью роботов. Автоматическая аргонодуговая сварка неплавящимся электродом становится весьма распространенной технологией в промышленности.
Оборудование для работы с аргоном
Техника сварки аргоном подразумевает довольно широкий и разнообразный набор оборудования. Этого не нужно бояться, так как сварочные аппараты для аргонодуговой сварки со всеми сопутствующими причиндалами в виде универсальных наборов выпускаются серийно и стоят недорого.
Все оборудование для аргонно-дуговой сварки можно разделить на три группы:
- Специализированное оборудование производится для работ с заготовками одного типа.
- Специальное оборудование для аргонной сварки обычно устанавливается на промышленных предприятиях и используется для заготовок одного типоразмера.
 Классификация сварки.
Классификация сварки.Одним аппаратом для сварки аргоном вам не обойтись. Аргонная сварка требует целый пакет оборудования, понадобится целый список.
Не обязательно все покупать в магазине, большинство предметов из списка вполне можно сделать самостоятельно:
- Специальная горелка с вольфрамовым расходником.
- Основной и вспомогательный трансформаторы
- Осциллятор подключается параллельно источнику питания. Он нужен, чтобы зажечь дугу при работе с неплавящимся вольфрамовым расходником с помощью подачи высокочастотных импульсов. В результате дуговой промежуток ионизируется. Если обычная сетевая частота насчитывает 55 Гц и напряжение в 220 В, то после преобразования осциллятором частота и напряжение поднимаются до 500 кГц и 6000 В соответственно.
- Контактор для подачи напряжения на горелку.
- Реле для включения и отключения контактора и осциллятора.
- Вольфрамовые электроды с проволокой соответствующего диаметра.
- Аргоновый баллон, оборудованный редуктором.
- Выпрямитель для получения постоянного тока с напряжением 24 В.
- Амперметр для измерения силы тока.
- Таймер для контроля времени обдува аргоном.
- Клапан электро-газовый для подачи постоянного или переменного тока в 24 или 220 В соответственно.
- Фильтр для контроля высоковольтных импульсов из осциллятора.
 Виды прутков для сварки.
Виды прутков для сварки.Прогресс не стоит на месте, сварка аргоном в том числе.
Для возможности работать с более толстыми краями свариваемых металлов и повышения производительности в последнее время в технологии сварки аргоном внесены усовершенствования:
- Специальная горелка для использования сразу нескольких вольфрамовых электродов для получения высококачественного шва на высокой скорости.
- Приспособление для нагревания присадочной проволоки.
- Пульсирующий ток для периодических пауз его поступления, во время которых металл кристаллизуется. Если движение дуги синхронизировать с импульсами тока, плавка получается эффективной по всех положениях в пространстве.
Инверторная сварка в аргоне
Инверторный способ – самый востребованный вид аргонодуговой технологии. Он применяется и в промышленных целях, и в домашнем обиходе. для аргонодуговой сварки – тип аппарата дуговой сварки, который преобразует ток из постоянного в переменный. Дополнительным преимуществом является его способность к адаптации к скачкам напряжения источника электричества.
Инверторный аппарат аргонодуговой сварки компактный, нетяжелый, надежный и прекрасно подходят для сварочных работ где угодно – хоть на производстве, хоть в домашних условиях. Еще одним незаменимым преимуществом инвертора является возможность обучения на нем новичков.
Если говорить в общем, то работать с инвертором по аргону проще и удобнее, чем с другим оборудованием для сварки нержавейки: нужно только двигать горелкой вдоль шва. Если соблюдать все технологические требования, шов получается узким и ровным. Без присадочной проволоки такие швы тоже можно делать, но в этом случае требуется очень плотное соединение краев заготовок.
Правильная аргоновая горелка

Задачи – подача электроэнергии и создание газовой защиты. Верный выбор горелки так же важен, как и выбор правильных расходников. В аргонодуговой технологии используется специальная горелка с неплавящимся вольфрамовым электродом: аргоновая сварка нержавейки производится только таким способом.
Вот технические свойства горелки, по которым ее нужно выбирать:
- допустимое значение сварочного тока или мощность;
- тип охлаждения горелки при сильных и слабых токах;
- длина электрического кабеля;
- наличие керамического сопла и фиксатора вольфрамового электрода;
- универсальность горелки – способность подключаться к разным сварочным аппаратам.
Этапы процесса работы горелки:
- Включается все сразу: подача газа на горелку, циркуляция охлаждающей жидкости, сам сварочный аппарат.
- Как только образуется защитный слой из аргона, поджигается дуга, происходит разогрев заготовок до температуры плавления, присадочная проволока помещается в образовавшуюся рабочую ванну.
- Перемещение присадочной проволоки и вольфрамового электрода вдоль шва.
Горелка с неплавящимся электродом
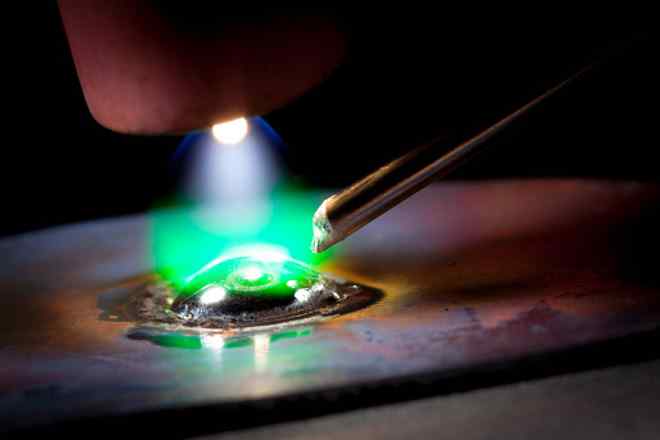
 Процесс сварки горелкой с защитным газом.
Процесс сварки горелкой с защитным газом.В основном это ручная аргонодуговая сварка неплавящимся электродом. Со сплавами типа нержавеющей стали и химически активными металлами – алюминием, титаном и магнием работают только с неплавящимися вольфрамовыми электродами.
Сварка нержавейки аргоном, например, отличается тем, что во время плавления этих металлов и нагревании воздуха окисление происходит сильнее и быстрее, чем с заготовками их других материалов. Применяется в основном для ручных типов работ. Для сварки нержавейки полуавтоматом также применяются горелки такого вида.
В состав горелки входят электрод, который закреплен в токоподводящей цанге, керамическое сопло для направления аргоновой струи и системы воздушного или водяного охлаждения. Тип электрода по диаметру зависит от величины тока в сварочном процессе.
[box type=”info”]Горелка для механизированной аргонной технологии немного другая. В ее состав входят вольфрамовый электрод неплавящийся с маховичком для подъема и опускания, токоподводящая сменная цанга с гайкой для электродов разного диаметра.[/box]Брызг металла при этом способе нет, поэтому вместе с керамическими соплами используются проницаемые для газа сетчатые линзы для получения равномерного плавного потока газа. Аргонодуговая сварка неплавящимся электродом – один из самых распространенных методов непромышленной сварки.
Горелка с плавящимся электродом
 Современные технологии сварки.
Современные технологии сварки.Чаще используется в автоматической или полуавтоматической аргонной сварке. Дуга в этом случае подается между концом сварочной проволоки и заготовкой. Системы охлаждения могут быть жидкостными и воздушными. Требования к соплу практически такие же, как к горелкам с .
Этапы и правила ручной сварки в аргоне
Порядок действий при ручной аргонодуговой сварке:
- Тщательно очистить поверхности от грязи, масел и окислов – хоть химически, хоть механически. Не пренебрегать качеством очистки: сварка не любит грязи.
- За 20-ть секунд включить подачу газа. Взять в правую руку горелку, в левую – проволоку. Горелку с электродом держать как можно ближе с поверхности. При включении тока возникает дуга между электродом и металлом.
- Горелку проводить вдоль шва с постепенной подачей присадочной проволоки без каких-либо поперечных движений. Если подавать проволоку быстро, металл будет разбрызгиваться. Присадочную проволоку лучше вести впереди горелки под углом к металлической поверхности.
- должна быть максимально короткой, в этом случае шов получится глубоким, узким и эстетичным на вид. Особенно это касается сварки, в которой используется неплавящийся вольфрамовый электрод.
- Тщательно следить, чтобы горелка и проволока находились в зоне защиты газа.
- Заварку кратера проводить с понижением напряжения, не обрывать дугу. Подачу аргона останавливать через 15 секунд после окончания сварки.
Режимы сварки в аргоне
 Методы сварки – преимущества и недостатки.
Методы сварки – преимущества и недостатки.К выбору режима подходим с чувством и толком, от него качество шва зависит в высокой степени.
- Ток: направление и полярность. Выбор зависит от свариваемых металлов. Большинство стальных сплавов варятся с полярным постоянным током: технология сварки нержавейки полуавтоматом, например. Или сварка труб из нержавеющей стали. Цветные металлы, алюминий и магний лучше варить с переменным током на обратной полярности.
- Расход аргона зависит от двух факторов: скорости его подачи и условий внешней среды. Если работа проходит вне помещений при сильном, особенно боковом, ветре, то и расход будет значительным.
- Как ни странно, но в аргоновую газовую смесь добавляют кислород – не выше 5%. Дело в том, что кислород в таких малых дозах помогает в очистке от вредных примесей – в реакции с кислородом они попросту сгорают.
Аргонодуговая сварка в домашних условиях
 Дефекты сварочных швов.
Дефекты сварочных швов.При всей сложности технологии аргонодуговой сварки по госту со множеством технических условий, ее можно осуществлять и дома. Обязательным условием для этого является инверторный аппарат, который в некоторых случаях можно заменить трансформаторным аппаратом. В дополнение понадобятся баллон с аргоном, редуктор, маска. Все это прекрасно, но покупные аргоновые сварочные аппараты дорогие, а дома чаще всего нужно произвести работу в небольшом объеме.
- Источником тока в домашнем сварочном наборе выступает трансформатор.
- Источником аргона будет баллон с элементами подачи: клапанами и редукторами.
- Осциллятор нужен для поджигания дуги высокочастотным импульсом.
Самодельный аргоновый сварочный аппарат можно сделать с помощью следующих инструментов:
- болгарка, электродрель, сварочный аппарат;
- ножовка по металлу; отвертка, плоскогубцы, гаечные ключи;
- напильник, набор для резьбы, нож, штангенциркуль, микрометр;
- вольтметр, амперметр, тестер, микрометр.
Вторым по важности элементом является . Корпус лучше сделать из латуни, сопло – из меди. Прокладку между соплом и корпусом соорудить из резины, стойкой к высоким температурам. Медная трубка для подведения аргона проводится через отверстие в корпусе с плотной запайкой шва. Эта же медная трубка будет служить проводником тока к электроду. Ручка крепится гайками, а изготавливается из эбонита. Штуцер с дросселем на резьбе крепится на конце медной трубки.
Электрод из вольфрама нужно заточить под углом в 45°. Примерная длина электрода 25 – 30 см. Следует отметить, что аргонная технология дома – задача трудоемкая и непростая. Так что решение должно приниматься в формате «стоит ли овчинка выделки». Иными словами, так ли много у вас сварочных дел по дому, чтобы заняться сборкой самодельной системы аргонодуговой сварки? Сварочные аппараты для ручной дуговой сварки в продаже есть, с самым широким ценовым диапазоном.
Варим в аргоне алюминий
 Режимы сварки алюминия аргоном.
Режимы сварки алюминия аргоном.Сварить алюминий без аргона невозможно, это факт. Этот металл – один из самых сложных и одновременно один из самых распространенных в быту. Сложность работ с ним объясняется молниеносным образованием пленки оксида на поверхности при малейшем контакте кислорода.
Пленка эта не простая, она плавится при температуре, намного превышающей температуру плавления самого алюминия. Аргон и здесь выручает, выступая в качестве препятствия окислению, вытесняя кислород из сварочной рабочей ванны. В этом случае присадочная проволока из алюминия плавится без проблем, формируя качественный шов.
Ток используется только переменный. В случае тока обратной полярности температура плавления значительно повышается за счет особой катодной очистки оксидной пленки. При высокой температуре разрушается даже тугоплавкий вольфрам в электроде. При токе прямой полярности оксидная пленка не пробьется, но дуга получится стабильной и короткой. В итоге качество шва зависит от переключения полярности.
 Механизированная и ручная сварка.
Механизированная и ручная сварка.Постоянный ток в работе с алюминием теоретически возможен и даже иногда применяется. Но этот метод требует использования другого инертного газа – чистого гелия, а он стоит намного дороже аргона. Да и сам способ работы с постоянным током сложнее технически. Подготовкой алюминиевых заготовок к процессу плавления пренебрегать нельзя, так как качество шва напрямую зависит от состояния поверхностей перед работой.
Очистку нужно проводить по следующим пунктам:
- обезжиривание поверхности растворителем;
- зачистка поверхности от оксидной пленки механическая или химическая;
- полное высыхание очищенных поверхностей.
Варим в аргоне медь
Медь имеет высокую коррозионную устойчивость, а также чрезвычайно устойчива в агрессивных средах. Для работы с ней лучше использовать аргон высшего сорта или его смесь с гелием при условии большей доли аргона. – вольфрамовые, допускаются как плавящиеся, так и неплавящиеся, ток постоянный.
Если медные заготовки толще 4-х мм, необходим предварительный нагрев до 800°С. В качестве присадочной проволоки используются прутки из меди или медно-никелевого сплава. Дуга в медной сварке отличается отличной устойчивостью.
Медь обладает высокой теплопроводностью, поэтому кромки металла нужно обязательно разделывать. При толщине не выше 12 мм будет достаточно односторонней разделки, для более толстых кромок нужна двусторонняя обработка.
Преимущества и недостатки аргонодуговой сварки
Недостатки аргонной технологии перечислить легко из-за их малочисленности:
- Непростое оборудование, требующее точной настройки.
- Метод требует практического опыта и поэтому недоступен новичкам. Но опыт – дело наживное, так что данный пункт можно назвать транзитным.
 Схема аргонодуговой сварки.
Схема аргонодуговой сварки.Теперь преимущества:
- Высокое качество шва без примесей в результате эффективной защиты от воздействия вешней среды.
- Возможность варить заготовки самых разных, в том числе сложных, конструкций без их деформации. Это возможно из-за умеренного нагрева металла.
- Возможность варить однородные и разнородные металлы и сплавы, которые не поддаются сварке ни с одним другим способом сварки.
- Высокий темп работы вследствие использования дуги с высоким температурным режимом.
Желаем стабильного тока, ровной горелки и хороших заказов.
Для чего используют аргонную сварку и когда она незаменима
Вопросы, рассмотренные в материале:
- Технологию аргонодуговой сварки
- 2 основных способа аргонной сварки
- Типы оборудования для аргонодуговой сварки
- 8 правил аргонодуговой сварки
- Преимущества и недостатки сварки в среде аргона
- Сферы применения аргонной сварки
- Технику безопасности при аргонодуговой сварке
Для чего используют аргонную сварку? Почему в определенных ситуациях она просто незаменима? Ответы на эти вопросы дать не так уж и сложно. Дело в том, что некоторые металлы, вроде алюминия, меди или титана, соединить идеальным швом с помощью стандартных методов просто не получится. И тут на помощь приходит сварка в среде аргона.
Данная технология не является чем-то сверхсложным, однако имеет свои особенности. Качество работы во многом зависит от имеющегося оборудования, способа сварки и т. п. Только при соблюдении конкретных условий можно получить надежный и практически незаметный шов – для любого производства это является первоочередной задачей.
Технология аргонодуговой сварки
Аргонная сварка объединяет в себе признаки газовой и электродуговой. От газовой в технологический процесс взят ряд приемов создания неразъемного соединения и использование газа, а от электродуговой – применение электрической дуги.
Электрическая дуга в процессе горения создает высокую температуру, благодаря чему края деталей плавятся вместе с присадками, в результате образуется шов. Аргон, а именно этот газ используется в данном случае, защищает расплав от воздействия кислорода. Но об этом позднее.
Существует ряд особенностей, присущих сварке большей части цветных металлов, а также их сплавов и легированных сталей. Они заключаются во взаимодействии расплавленных металлов с окружающим их воздухом: кислородом и его примесями. Находясь в расплавленном состоянии, металлы начинают активно окисляться.
Такое взаимодействие плохо влияет на свойства сварного соединения. В результате появления пузырьков воздуха в расплавленном металле внутри шва образуются поры. Это приводит к снижению прочности соединения. Алюминий же в процессе расплавки, при непосредственном влиянии кислорода, начинает гореть.
Поэтому необходимо защищать сварной шов от влияния воздушной среды на соединяемые легированные стали и цветные металлы. Использование аргона в качестве защитного газа при этом считается оптимальным, так как он эффективно защищает металлы при сварке.
Рекомендовано к прочтению
Благодаря тому, что аргон на 38 % тяжелее воздуха, он легко вытесняет его из сварочной ванны, защищая шов. Он не вступает в реакцию с металлами, находящимися в расплавленном состоянии, и другими газами в зоне расплава. В случае сварки на обратной полярности с защитой аргоном нельзя забывать о том, что газовая среда легко превращается в плазму, проводящую ток. Это происходит из-за потока электронов, которые отделяются от атомов аргона.
Работа в аргонной среде может происходить с помощью двух типов электродов: плавящихся и неплавящихся. Последние представляют собой вольфрамовые стержни, которые, как известно, достаточно тугоплавкие. Для того чтобы подобрать подходящий диаметр таких электродов, надо заглянуть в специальный справочник. Чаще всего выбор зависит от материала заготовок.
2 основных способа аргонной сварки
Вид сварки выбирается в зависимости от материала, с которым предстоит работать. Качественный результат можно получить только при выборе оптимального способа сварки в каждом конкретном случае.
Наиболее популярна сварка аргоном. Выполняется она вручную с использованием штучных электродов.
Основные особенности аргонной сварки:
- Высокая скорость выполнения работы.
- Сравнительно небольшая температура сварки.
- Отсутствие присадочного материала.
- Аккуратный и достаточно тонкий шов.
Второй по распространенности является аргонодуговая сварка. Она широко применяется в промышленности. Выполняется как ручным, так и автоматическим методами с использованием вольфрамовых штучных электродов и присадочной проволоки. Специалисты считают данную сварку более сложной и трудоемкой, чем аргонная. Впрочем, у этого способа также есть свои преимущества:
- Достаточно высокая производительность труда, которой сложно добиться при ручной сварке.
- Возможность сваривания таких материалов, как углеродистая и легированная сталь.
- Высокое качество шва.
Однако выбор способа соединения зависит не только от оборудования, но и от сварочного материала. В большинстве случаев данные методы взаимозаменяемы. Чаще все же отдают предпочтение аргонодуговой сварке. При выборе аппаратуры для проведения сварочных работ стоит остановиться на агрегатах с переменным и постоянным током, несмотря на их высокую стоимость, зато применять их можно при работе практически с любым металлом.
Аргонодуговая сварка дает качественный результат, но в этом случае для работы требуется хорошее оборудование, качественные расходные материалы и высококвалифицированный персонал.
Типы оборудования для аргонодуговой сварки
Существует несколько видов аргонной сварки, которые зависят от уровня механизации процесса:
- ручная;
- механизированная;
- автоматизированная;
- роботизированная.
Для каждого способы сварки необходимо определенное оборудование, соответственно, и стоимость работ различается.
При ручном способе сварки применяют неплавящиеся вольфрамовые электроды, подача проволоки осуществляется самим мастером, горелка для аргонодуговой сварки перемещается.
Механизированный способ характеризуется подачей присадочных прутков в автоматическом режиме, при этом мастер сам держит горелку.
Автоматизированная сварка полностью под контролем оператора – подача проволоки и перемещение горелки происходят автоматически.
Роботизированный процесс исключает и присутствие оператора.
8 правил аргонодуговой сварки
Для проведения аргонной сварки необходимо приобрести следующее оборудование: инвертор либо сварочный трансформатор, емкость с аргоном, горелку, присадочную проволоку или прутки. Существует ряд правил, необходимых для выполнения данного вида сварки:
- Заготовки (или непосредственно зона сварки) должны быть очищены от любого вида загрязнений, а затем обезжирены.
- Подача газа начинается за 20 секунд до работы и прекращается через 10 секунд после ее окончания.
- Дугу следует делать минимально возможной, поскольку при увеличении расстояния горелки от поверхности заготовки, зона нагрева расширяется, углубляется проплав изделия.
- Ровный и красивый шов можно получить, выполняя движения горелкой вдоль оси соединения, не отступая от нее.
- Присадка (проволока или пруток) подается строго перед горелкой без любых движений поперек. Таким образом шов получается узким.
- Присадка и электрод должны постоянно быть в защитной газовой среде.
- Движения следует выполнять плавно, чтобы избежать разбрызгивания металла и искр.
- Шов заканчивается кратером, который заливается при использовании пониженного тока. Нельзя резко отводить горелку и обрывать дугу, это негативно сказывается на защите соединения.
Процесс обучения аргонной сварке несложный. Но для выполнения ровных качественных швов требуется терпение и практика.
Преимущества и недостатки сварки в среде аргона
У аргонной сварки есть как плюсы, так и минусы, которые надо учитывать при выборе данного способа. Ее преимуществами являются:
- Отсутствие деформации заготовок из-за высокой температуры, поскольку не требуется значительно разогревать края деталей.
- Аргон – инертный газ, следовательно, он тяжелее воздуха. Значит, кислород не сможет проникнуть в сварочную ванну.
- Дуга имеет большую тепловую мощность, сварка происходит с высокой скоростью и хорошим качеством, если мастер имеет достаточную квалификацию.
- Несмотря на некоторые особенности аргонной сварки, процесс этот несложный, ему легко обучиться.
- Аргонной сваркой можно соединять металлы, которые невозможно соединить иным способом.
Недостаток аргонной сварки – невозможность ее проведения на открытом воздухе при наличии сильного ветра. Аргон разносится ветром, следовательно, плохо защищает шов, поэтому последний может быть некачественным. В закрытых помещениях сварку необходимо проводить только с использованием принудительной вентиляции. Кроме того, если необходимо применить высокоамперную сварочную дугу, то следует заранее решить, каким образом будет происходить охлаждение шва при проведении работ.
Сферы применения аргонной сварки
Для чего используют аргонную сварку? Она необходима в случаях, когда сварочные швы должны быть выполнены безукоризненно. Особенно часто с ее помощью соединяют трудно свариваемые материалы и заготовки с тонкими стенками. Данный вид сварки востребован в авиа- и ракетостроении, автомобильной промышленности. Посредством такого соединения изготавливают важные узлы из алюминия и его сплавов.
Чаще всего аргонодуговую сварку применяют при работе с алюминием, который является трудно свариваемым, часто трескается, дает сильную усадку. Кроме того, в расплавленном состоянии этот металл легко окисляется, покрываясь тугоплавкой пленкой, которая препятствует образованию шва. И только сварка в среде аргона поможет получить швы высокого качества.
Особенно востребована такая сварка на автомобильных СТО, где с помощью такого способа соединения период эксплуатации деталей значительно продлевается.
Для чего используют аргонную сварку на станциях техобслуживания автомашин? Она может применяться при ремонте радиаторов, разных частей коробок переключения передач, трубок от кондиционеров и прочих элементов, сделанных из алюминия и его сплавов. Пайку и плазменное напыление, как и иные способы сварки, невозможно было бы использовать для таких работ, поскольку детали имеют технические особенности.
Аргонную сварку можно использовать и при работе с иными материалами, такими как титан, медь, дюралюминий, силумин, чугун и прочие черные и цветные металлы.
Каждый из материалов имеет химические особенности и нюансы «поведения» во время нагрева, и мастер должен их знать, чтобы не допустить ошибки
При создании кованых изделий, к примеру, ворот, оград, люстр, перил, мебели, также применяют аргонную сварку. Сложные соединения подобных изделий достаточно тяжело обрабатывать, а такой способ сварки упрощает рабочий процесс, придавая изделиям прекрасный внешний вид без финишной обработки.
Швы, полученные посредством аргонодуговой сварки, практически незаметны. Это важно не только для получения эстетически привлекательного внешнего вида, но и для прочности всей конструкции.
Экономия – еще одна причина применения аргонной сварки. Причем сэкономить можно не только средства, но и усилия, и нервы.
Качественный результат работы достигается использованием аргона с разными присадками. Оптимальный состав расходников хорошо известен профессиональным сварщикам, поэтому свою работу они выполняют наиболее эффективно и с высоким качеством.
Техника безопасности при дуговой сварке в аргоне
Применяя в работе сжиженные газы, необходимо строго соблюдать правила техники безопасности. Назовем основные ее требования при использовании аргона:
- не положено проводить сварку вблизи легковоспламеняющихся веществ;
- необходимо удалить все посторонние предметы;
- следует использовать только сертифицированные материалы и исправное оборудование;
- перед началом работ надо пройти предварительный инструктаж, получить базовые теоретические знания;
- в ходе работы обязательно использовать маску либо защитные очки, желательно «хамелеоны».
Несмотря на то, что аргон достаточно безвреден для человеческого организма, его лучше не вдыхать, так как он более легкий, чем кислород, а потому просто выталкивает его. После попадания аргона в легкие человек начнет задыхаться. Осуществлять сварку следует в помещении, имеющем хорошую естественную вентиляцию, в противном случае для моментального удаления продуктов сгорания надо позаботиться о качественной постоянной вентиляции.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Аргонодуговая сварка неплавящимся электродом
Сварка аргоном – технология, пользующаяся большой популярностью на данный момент. Это обусловлено ее доступностью, а также возможностью работы с высоко и низколегированными сталями и цветными металлами. Если существует необходимость сварить ответственную конструкцию или труднообрабатываемые металлы, вроде алюминия или титана, то вам не обойтись без аргоновой сварки.
Преимущества аргонно-дуговой сварки:
- Качественный шов;
- Долговечность соединений;
- Доступность;
- Разумная стоимость работ;
- Эстетичный вид шва.
Что такое аргонодуговая сварка
Аргонно-дуговая сварка — способ сварки применимый для сваривания металлов с использованием электрической дуги и газа (аргона). Электрическая дуга плавит металл свариваемой детали, а также присадочный пруток, формируя шов.

Газ аргон в баллонах
Аргон – инертный газ, играет роль изолятора, препятствующего попаданию кислорода и других газов, взаимодействующих со сварочной ванной. При попадании в место сваривания металлов кислород вызывает сильное окисление, влияя на качество шва, а некоторые металлы и вовсе могут возгораться от такой реакции. Благодаря своей инертности аргон сам не вступает в реакции и не дает кислороду реагировать с металлом в сварочной ванне, именно поэтому газ подается до розжига дуги и после окончания сваривания продолжает подаваться некоторое время.
Сварка аргоном проводится двумя видами электродов: плавящимися и неплавящимися.
- Плавящиеся электроды вызывают розжиг дуги и одновременно являются припоем. Существует обширная классификация такой проволоки, разделяющейся по размеру, а также составу.
- Неплавящиеся электроды выполнены из самого тугоплавкого металла – вольфрама. При работе аппарата электрод провоцирует розжиг дуги, температура которой – 2000 градусов, а сам вольфрам начинает плавиться при 3600 и более градусов. Такой пруток нужен исключительно для розжига дуги и ее поддержания, присадочный металл подается вручную. Разделяют неплавящиеся электроды по толщине, длине и составу сплава, подходящего под тот или иной металл и способ сварки.
Разновидность сварочных технологий
- TIG — сварка вольфрамовым электродом с ручной подачей присадок;
- MIG — система механизированная аргонодуговой сварки плавящимся электродом, подающимся автоматически.
Существуют и другие разновидности, но они предназначены для работы с высокоточными изделиями и промышленных работ. Мы же поговорим, как выглядит технология сварки аргоном, применимая в домашних условиях. Оба аппарата имеют главный пляс – простоту работы, и им будет рад каждый начинающий сварщик. В данной статье более детально рассмотрим первый метод.
Оборудование аргонодуговой сварки неплавящимся электродом
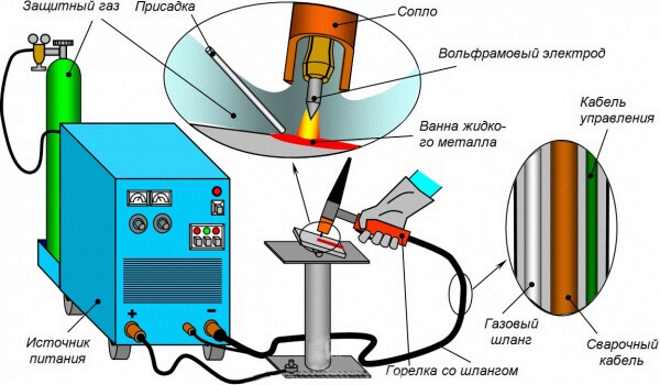
Оборудование для аргонно-дуговой сварки
Ручная аргонодуговая сварка неплавящимся электродом предполагает наличие специального оборудования, состоящего из источника питания, газовой установки, при необходимости – механизма подачи проволоки и ряда других систем.
У каждой системы есть свое предназначение и свои особенности, так для проведения качественных работ вам понадобятся:
- источник напряжения сварки аргонно дуговой – разделяют трансформаторы и инверторы. Последние более удобны в использовании и универсальны, являются источником постоянного и переменного тока. Инвертор может использоваться практически в любых условиях квартиры, загородного дома или гаража. Работают инверторы от трехфазной сети и обычных 220В. Лучше всего чтобы аргонная сварка была универсальная и нечувствительная к перепадам напряжения.
- горелка – основной рабочий элемент, конструкция которого может различаться, в зависимости от выбранной техника сварки. Существуют горелки для плавящихся электродов и вольфрамовых прутков. Использование аргонной сварки с подачей проволоки подразумевает наличие специальной горелки.
- сопло – наконечник горелки, регулирующий точность подачи защитного газа и ряд других параметров. Так, как этот элемент работает в непосредственной близости от сварочной ванны, то подвергается высоким температурам. Оптимальным материалом для сопла считается – керамика.
- осциллятор – система розжига дуг без контакта со свариваемой поверхностью.
- газовый баллон с редуктором. Объем емкости для газа напрямую влияет на частоту заправки и соответственно отрыв от работы. Редуктор – регулирует расход аргона при сварке.
- дополнительные аксессуары. Сюда входят основные средства индивидуальной защиты, без которых не обойтись при работе с аргонно дуговой сваркой tig. Также, к аксессуарам стоит отнести – сварочный столик. Этот элемент во многом облегчает работу сварщика. Ведь позволяет жестко фиксировать свариваемые детали, оборудован системой отвода газов, хорошим освещением. Правильный сварочный стол защитит мастерскую от возгораний, вызванных разбрызгиванием искр.
Расходные материалы
Прутки
При сварке аргонодуговой вольфрамовым электродом используют специальные присадочные прутки, для заполнения сварного соединения металлом. Так, как технология позволяет работать с большей частью стали цветных металлов, эти присадочные прутки имеют различный состав и разделяются на присадки из:
металлом. Так, как технология позволяет работать с большей частью стали цветных металлов, эти присадочные прутки имеют различный состав и разделяются на присадки из:
- нержавейки, используется для нержавеющей стали и создания швов, с высокой сопротивляемостью коррозии;
- алюминия и алюминиевых сплавов, надежный шов выдерживающий высокие температуры, не теряя герметичности шва;
- меди и медных сплавов, такой шов имеет высокие показатели электропроводимости, гибкости. Прутки из меди используются для
- сваривания ряда цветных металлов;
- никеля, для сваривания чугунных изделий и создания швов стойких к окислению.
Проволока
Материал, предназначенный для использования в установках с автоматической подачей сварочного материала. Как и прутки разделяется на группы по составу, применимому к различным видам стали, имеет различную толщину.
Газ
Основной расходный материал это – газ, а точнее газовая смесь. Ввиду высокой стоимости чистый аргон применяется довольно редко, зачастую сварщики пользуются смесью аргона и углекислого газа или гелия. Газ, как и толщина проволоки, и ее состав подбирается исходя из вида металла и его толщины.
Шланги, фитинги
Если все работы производятся стационарно, то комплекта шлангов и соединений должно хватить на длительный промежуток, но учитывая специфику работ, эти элементы довольно часто изнашиваются и требуют замены. При выездных работах шланги – один из первых расходников. Они рвутся, прожигаются, очень часто нужно добавить длины и так далее.
Особенности сварки вольфрамовым электродом
Аргоновая сварка неплавящимся и плавящимся электродом еще недавно подразумевала определенное образование сварщика. Без знаний, полученных в учебных заведениях или специальных курсах самостоятельно выполнить сварочные работы было очень сложно. Но, с развитием технологий и внедрением полезных для пользователей систем, аргонодуговые сварки технологии стали доступными для масс. Учитывая распространенность данного оборудования, его вполне можно зачислить к остальной бытовой технике, которая есть почти в каждом гараже. Но если сварка в среде аргона такая простая, то как варить аргоном?
Отличается этот способ сварки от привычных для большинства инверторов с электродами, в использовании газа, принцип, как и у защитного покрытия, но это только на первый взгляд. В действительности способ сварки имеет ряд особенностей и нюансов, не сложных, но необходимых:
- Если мы работаем электродом из вольфрама, то он располагается как можно ближе к металлу, но не касается стали. Для розжига дуги используют осциллятор или специальные материалы.
- Расстояние между электродом и металлом должно быть постоянным. В противном случае дуга может начать прыгать, снижается провар или начинается прожиг металла. Также изменяется область действия защитного газа, что может привести к окислению шва.
Очень важный момент – это направление движения. В отличие от работы с электродами, колебаний совершать не нужно. Горелка ведется плавно вдоль шва.
Режимы аргонодуговой сварки
- Способ сварки подразумевает защиту шва от кислорода с помощью инертного газа – аргона. Поэтому сварщик должен следить за тем, чтобы сварная ванна не выходила из облака газа. Запрещено начинать сваривание до того, как был включен газ. После окончания работ горелка удерживается в последнем положении, а газ подается еще 5 – 15 секунд. Для лучшего эффекта аргон подается с обеих сторон соединения.
- Скорость подачи проволоки должна быть постоянной, стоит исключить подачу припоя рывками. Если проволока подается автоматически, то оптимальные параметры можно найти в специальных таблицах. При ручной подаче припоя все зависит от самого сварщика. Пруток должен подаваться под правильным углом, перед горелкой и строго по направлению движения шва.
- Расход газа – величина постоянная, прописанная в ГОСТах. Там же можно найти оптимальный баланс между аргоном и другими примесями.
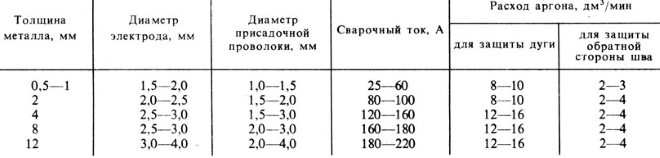
- Настройки тока – один из наиболее сложных, после работ с горелкой, пунктов. Особенно это касается начинающих сварщиков. Основная идея заключается в том, что не стоит настраивать режимы аргонодуговой сварки вручную, не имея опыта. Чтобы правильно настроить аппарат, вам необходимо прибегнуть к стандартным схемам. Для этого нужно знать толщину стали и ее состав. В таблицае полностью представлены настройки силы тока, вольтаж, тип тока, полярность и другие параметры.
Внимание! Для каждого типа свариваемых металлов настройки оборудования будут различны.
Как правильно варить аргонодуговой сваркой
Успешное примененная технология аргонодуговой сварки заключается в трех вещах:
- Первая – правильные настройки всей системы. В отличие от сварки электродом, где достаточно выбрать силу тока, здесь нам понадобится изучить внимательно возможности нашей системы, свариваемую деталь и подобрать рекомендованные настройки.
- Второй пункт успеха – твердая рука сварщика. Даже если мы настроили все правильно, но при этом не выдержали расстояние от электрода до заготовки или неправильно подавали пруток, то рассчитывать на качественный шов не придется.
- Третий столп успеха – рабочее место. Здесь мы сможем удобно расположится самостоятельно, крепко зафиксировать заготовку, расположить вблизи все необходимые расходные материалы, обеспечить хорошую вентиляцию, при этом избегая сквозняков. Сквозняки или сильные порывы ветра – единственная вещь, кроме самого сварщика, которая может ухудшить качество работ.
Сварка аргоном по технологии выглядит следующим образом:
- Подбираем материал для припоя;
- Устанавливаем подходящий электрод и сопло;
- Настраиваем аппарат, согласно значениям таблицы;
- Регулировка скорости подачи газа на редукторе;
- Выставляем задержку подачи газа;
- Нажимаем на курок, при этом подается газ, но дуга не зажигается
- Зажигается дуга, подносим припой и ведем к горелке строго вдоль шва;
- Отключаем курок и держим горелку, пока не прекратится подача газа.
Полезные советы
- Если подавать газ с другой стороны шва, это увеличит его расход, но и повысит качество работы
- Осциллятор облегчает розжиг дуги, а реостат поможет вам закончить шов.
- Для снижения стоимости шва стоит использовать смесь аргона с другими газами.
- Успех работы с горелкой для сварки аргоном по технологии описанной выше, заключается в постоянной практике.
Заключение
Сварка ручная аргонодуговая становится все более доступной и дешевой. Сегодня, за стоимость дорогих инверторов для работы с электродами, можно купить стартовый набор ТИГ сварка или МИГ. Но учтите, что купленная ручная аргонодуговая сварка это только часть расходов, ведь для работ необходимо постоянно докупать недешевые прутки и газ, поэтому для нечастого использования покупка может потерять свой смысл. Ценность сварки аргоном и технологии заключается в том, что благодаря опыту сварщика и качеству, предлагаемому при сварке аргоном, можно получить соединение исключительной прочности и красивое внешне.
Ручная аргонодуговая сварка неплавящимися электродами: технология, принципы работы, рекомендации
Аргонодуговая сварка — это современная технология, которая не только позволяет повысить качество выполняемого соединения металлов, но и существенно упрощает работу с такими тугоплавкими металлами, как титан, медь и алюминий. Поговорим подробнее, что такое аргонная сварка, расскажем о ее преимуществах и недостатках.
Описание технологии
Особенностью данной технологии является то, что сварка происходит в среде защитного инертного газа аргона. Это позволяет повысить качество соединения металлов и обеспечивает максимально возможную защиту от окисления. Аргон подается к горелке под высоким давлением и, полностью перекрывая рабочую зону, не позволяет кислороду проникать в соединяемые металлы, предотвращая появление ржавчины.
Если ранее эта технология была доступны лишь профессионалам, то сегодня с появлением относительно простых и универсальных в использовании сварочных аппаратов, выполнять такую работу может каждый.
В зависимости от характеристик соединяемых металлов и оборудования используются два типа электродов: неплавящиеся и плавящиеся.
Из неплавящихся наибольшее распространение получила технология с применением вольфрамовой проволоки, что позволяет получать прочные соединения двух разнородных металлов. А вот плавящиеся электроды могут использоваться при ручной и полуавтоматической сварке, когда соединяются одинаковые или близкие по характеристикам тугоплавкости металлы.
Принцип работы сварочного оборудования
Сварочное оборудование состоит из следующих элементов:
- самого сварочного аппарата, у которого напряжение холостого хода составляет не менее 60 вольт;
- осциллятора, который повышает сетевое напряжение до уровня в 6 000 вольт;
- силового контрактора, отвечающего за подачу напряжения от сварочного аппарата на горелку;
- керамической горелки;
- устройства для обдува сварочной зоны;
- баллона с аргоном или другим инертным газом;
- присадочной проволоки и неплавящихся электродов.
Ручная аргонодуговая сварка не представляет особой сложности. Выполняется очистка и подготовка соединяемых металлов, осуществляется настройка и выбор режима работы. Далее сварщик зажигает горелку, после чего начинается подача газа к непосредственному участку сварки. Газовой горелкой расплавляют соединяемые элементы и аккуратно падают в зону соединения электрод или же сварочную проволоку. Единственный нюанс состоит в том, что отключать подачу защитного газа следует приблизительно через 10−15 секунд после выключения горелки.
Классификация режимов аргонодуговой сварки
Приведенная ниже классификация режимов аргонодуговой сварки позволит правильно подобрать электроды и оборудование.
- Автоматическая, с использованием неплавящихся электродов ААД.
- РАД сварка электродами с маркировкой для ручной работы.
- Дугово-аргоновая автоматическая, с применением плавящихся электродов ААДП.
Как правильно выбрать режим
Именно от правильности выбора толщины электрода и силы тока зависит качество выполненных вами работ. Помните: чем толще соединяемый металл, тем больше диаметр должен быть у используемых вольфрамовых электродов, соответственно, тем выше сила тока. В инструкции по эксплуатации, которая прилагается к аппарату, вы можете найти все данные по силе тока и диаметру электродов в зависимости от толщины соединяемых деталей.
Наибольшей популярностью сегодня пользуются ААД и РАД сварка. А вот профессионалы, которым нужно выполнять большой объем работ, используют мощные полностью автоматические установки.
Рекомендации
При длинной сварочной дуге образуется широкий шов с небольшой глубиной провара. Это может привести к ухудшению выполненного соединения. В этом случае рекомендуется держать используемый неплавящийся электрод как можно ближе к стыкам свариваемых деталей.
Для выполнения глубоких и узких швов следует выдерживать продольное движение горелки и электрода. При этом поперечных движений следует избегать.
Неплавящийся электрод и присадочная проволока должны находиться в зоне сварки и полностью прикрываться аргоном. Это защитит сварной шов от воздействия азота и кислорода.
Подача присадочной проволоки выполняется равномерно и плавно, так как быстрая и резкая подача проволоки приведет к разбрызгиванию металла, отчего пострадает качество шва.
Наличие у сварного шва выпуклой или округлой формы свидетельствует о том, что соединение выполнено не должным образом. Проплавлением поверхности в этом случае не обойтись.
Присадочную проволоку следует подавать перед горелкой, при этом держать ее под небольшим углом, что позволит обеспечить минимальную ширину сварочного шва и отличное проплавление металла.
Прекращать подачу инертного газа сразу же после завершения сварки не рекомендуется, так как может пострадать антикоррозийная защита соединения.
Стыки соединяемых деталей следует перед началом работ обезжирить и зачистить.
Преимущества и недостатки этой технологии
К преимуществам РАД технологии можно отнести следующее:
- Аргон обеспечивает качественную защиту шва от окисления.
- Вся работа выполняется при относительно невысокой температуре, поэтому свариваемые изделия сохраняют свою форму и размеры.
- Тепловая мощность дуги находится на высоком уровне, что позволяет существенно сократить время работы.
- Сама процедура несложная, поэтому обучиться ей может каждый.
- Есть возможность соединения различных по своим характеристикам металлов.
Из недостатков выделим следующие:
- Такую работу рекомендуется выполнять в закрытых помещениях.
- Могут появиться определённые сложности с правильной настройкой оборудования.
что это такое, технологии аргонодуговой сварки, таблица
Среди методов сваривания выделяется TIG сварка, позволяющая при сваривании различных металлов получать высокое качество шва. Что такое TIG сварка нетрудно разобраться, ознакомившись со способом ее применения.
Принцип действия
Для того, чтобы разобраться что это — аргонодуговая сварка TIG, необходимо иметь хотя бы элементарные познания в области сварки. Технология процесса методом сварки TIG была разработана в 1841 году. Прогресс состоял в том, что это позволило производить сварку ранее не соединяемых этим способом материалов.
Суть метода — горение электрической дуги в аргоне. Этот газ обладает рядом примечательных свойств. Тяжелее воздуха, он, проникая в сварочную ванну, является ее защитой от других атмосферных газов. В результате шов получается без оксидной пленки. Это способствует хорошему качеству соединения металлов. Аргон — самый недорогой защитный при сварке газ.
Основной элемент — электрод из вольфрама. Температура его плавления почти 4000°С. Это дает возможность работы почти со всеми видам стали. Вольфрамовый электрод не плавится. Необходима лишь его периодическая заточка для обеспечения точного и аккуратного сварочного шва. Электрод, находящийся в цанге, зафиксирован в горелке. Его избыточная длина, бездейственная в работе, находится в особом колпаке, что предотвращает возможность замыкания.
Горелка оканчивается соплом из керамики. По центральной линии сопла проходит электрод, а вокруг находится инертный газ. При сварке ТИГ в качестве инертного газа выступает аргон. Его присутствие исключает попадание воздуха в сварочную ванну, что вызвало бы пористость шва при затвердевании. Запуск аргона регулируется кнопкой на горелке.
Электрод разжигает дугу, а она плавит кромки свариваемых металлов. Если между металлическими пластинами существует зазор или стоит задача создать шов, обладающий высоким сопротивлением на разрыв и излом, то применяют присадочную проволоку. Ее диаметр выбирают в зависимости от толщины изделия и сварного шва. При ручной сварке проволоку в зону плавления подает сварщик.
Качественный шов обеспечивает сварка аргоном с поддувом. Это осуществляется подачей защищающего газа к другой стороне шва.
Аргонодуговая сварка с поддувом имеет следующие режимы:
- автоматический;
- полуавтоматический;
- ручной.
В первом случае аргоновая сварка с поддувом осуществляется полностью автоматически. Прокладывание траекторий, по которым перемещаются электрод и присадочная проволока, — функция аппарата. При полуавтоматическом режиме оператор регулирует сварку с помощью аппарата, а подача проволоки происходит автоматически. При ручном режиме автором процесса является сварщик.
В ручной аргонодуговой сварке не пользуются электродами с покрытием, поскольку защитой является инертный газ. Высокую температуру обеспечивает электрическая дуга. Покрытый электрод не обеспечивал бы необходимого уровня защиты. Кроме того, в отсыревших электродах может скопиться водород, что наносит урон качеству шва.
Автоматическая аргонодуговая сварка работает по такому же принципу, как и ручная. Отличие состоит в том, что управление происходит с помощью автоматов. Оператор устанавливает необходимую программу, и техническое оборудование начинает работать по заданным параметрам. Автоматическая система также подает проволоку с установленной скоростью.
Аргонодуговая сварка плавящимся электродом предполагает, что розжиг дуги возникает при соприкосновении электрода с металлом. Когда применяются неплавящиеся электроды, такой способ неприменим, поскольку у аргона величина ионизации высокая и для розжига потребуется сильная искра. При использовании вольфрамового электрода для разжигания нужен дополнительный прибор — осциллятор. Он вырабатывает ток высокой частоты для импульса розжига. В процессе сварки осциллятор генерирует импульсы, которые стабилизируют дугу.
На электрод подается высокое напряжение с большой частотой импульсов. Это обеспечивает ионизацию и розжиг дуги. Применение осциллятора позволяет сварщику спокойно осуществлять сварку, как при переменном, так и при постоянном токах.
Оборудование может работать при разных режимах. Разберемся, что это — режим TIG сварки. Для сваривания применяются два способа в зависимости от вида тока: переменного или постоянного.
При ТИГ сварке переменным током после розжига роль стабилизирующего элемента, подающего импульсы при замене полярности ТИГ сварки, играет осциллятор. Это гарантирует постоянство горения дуги.
Во время TIG сварки на постоянном токе выделяемое тепло на аноде и катоде неодинаково. Для лучшего нагрева металла используют прямой вид полярности, при котором плюс на детали, а минус — на электроде. Такая полярность TIG сварки подходит для всех сплавов, исключая алюминиевых. Для них требуется сварка на переменном токе, чтобы окись на поверхности удалялась более эффективно.
Работа при постоянном токе обладает следующими преимуществами:
- Экономичность процесса.
- Возможность сварки на большой глубине. Шов в результате становится глубоким, но узким.
- Увеличение скорости процесса.
При режиме TIG сварки на переменном токе смена полюсов происходит автоматически. Режимы выбирают в зависимости от свариваемых металлов.
Применение
Достоинства сварки ТИГ металлов находят ей применение в отраслях:
- машино- и приборостроение;
- пищевое производство;
- нефтяная промышленность;
- химическая промышленность;
- буровые вышки;
- строительство металлоконструкций для высотных зданий;
- каркасные конструкции из стали;
- трубопроводы;
- авиация;
- космонавтика;
- самолетостроение;
- кораблестроение.
Сварка аргоном ТИГ применяется и для менее глобальных решений. Ее нередко используют в бытовых условиях. Примером являются монтаж в автомобиль кондиционера, заделывание трещин в радиаторе машины. Во всех домах найдется кухонная посуда и металлические сушители для полотенец, изготовленные этим способом.
Такое широкое распространение сварка аргоном TIG получила благодаря тому, что при ее помощи можно сваривать, как углеродистую сталь, так и цветные металлы, сохраняя отличное качество шва.
Преимущества и недостатки метода
К основным преимуществам относятся:
- Вытеснение аргоном воздуха из зоны, где происходит сварка. Благодаря этому шов получается без дефектов.
- Возможность сваривания разных металлов.
- Высокое качество шва.
- Невысокий нагрев деталей, что исключает их деформацию.
- Работа с металлами, плохо поддающимися сварке.
- Возможность работы с конструкциями разных габаритов.
- Пожаробезопасность.
- Отсутствие отходов.
- Изоляция от влияния внешней среды.
- Стабильность электрической дуги.
- Универсальность.
- Возможность работы с тонкими металлическими листами.
- Небольшая зона нагрева изделия.
- Обучение, что такое сварка ТИГ, не представляет трудности.
- Защита поверхности от оксидной пленки.
- Отсутствие необходимости дополнительной обработки после сваривания.
- Хороший контроль за состоянием сварочной ванны.
- Возможность делать наплавку при восстановительных и реставрационных работах.
- Возможность применения прямой и обратной полярностями.
- Компактность инвертора с этой функцией.
- Различные режимы ТИГ сварки.
Недостатки метода:
- Невысокая производительность.
- Небольшая скорость процесса.
- Высокая стоимость применяемого оборудования.
- Наличие профессиональных навыков.
- Неэффективность работы на сквозняке или при большой силе ветра. Приходится устанавливать специальные щиты и увеличивать подачу аргона, что приводит к его перерасходу.
- Необходимость предварительной подготовки поверхностей.
- Затрудненность работы в труднодоступных местах.
При условии, что недостатки не являются слишком значимыми, применение данного метода является оправданным.
Заточка электродов
Главным элементом в сварке является вольфрамовый электрод. За электродами для ТИГ сварки необходим постоянный уход. Он заключается в регулярной заточке его кончика. Это обеспечивает хороший сварочный шов.
Существует правило — при сварке с постоянным током кончик электрода затачивают конусообразно, а с переменным током — сферически. Длину конуса можно вычислить, удвоив значение диаметра электрода. Для устойчивости конец конуса следует слегка притупить.
Значения углов заточки электродов для TIG сварки:
- при небольшой величине тока — 10-20°;
- среднем — 20-30°;
- для тока большой величины — 60-120°.
Если угол заточки менее 20°, то сокращаются возможности электрода, а при угле более 90° горение дуги может утратить устойчивость. На нее также отрицательно влияют риски, которые возникают на поверхности при заточке.
Чтобы сделать их минимальными, TIG электроды надо затачивать вдоль. Точение происходит с помощью болгарки, мелкозернистым абразивным кругом, наждаком, вращая электрод в руке. Чтобы сделать заточку равномерной, стержень закрепляют в шуруповерте или электродрели. При этом надо устанавливать небольшие значения оборотов вращения. Для защиты от пыли следует надевать маску.
Инвертор для сварки
Понятие инвертора включает в себя устройство, функция которого — преобразование тока постоянного в переменный. Также он может изменять частоту переменного тока.
Преимущества применения сварочных инверторов:
- Повышают эффективность при работе со сварочным аппаратом.
- Конструкция из сваренных деталей становится более надежной.
- Швы приобретают надежность и долговечность.
- Компактность позволяет с легкостью переносить прибор на место работы.
- Высокий КПД увеличивает производительность процесса.
- Расход электроэнергии умеренный.
- Наличие возможности регулирования плавной подачи тока.
- Несложность управления.
Аргоновая сварка с инвертором требует особой разновидности этого прибора. В нем должна быть предусмотрена функция подключения горелки, в которой имеются шланги, с помощью которых подается газ. Аргонная сварка с инвертором дает возможность сваривать сталь на постоянном токе и алюминий на переменном.
Технологический процесс
Несмотря на то, что аргонодуговая TIG сварка требует навыка и профессиональных знаний, ее можно выполнить своими руками. Перед этим необходимо разобраться, что такое сварка ТИГ в принципе, какое необходимо оборудование, последовательность действий.
Этапы сборки сварочного аппарата:
- Соединение осциллятора с инвертором.
- Прикрепление к клемме со знаком плюс провода, отвечающего за массу.
- Прикрепление к клемме со знаком минус провода, соединенного с горелкой.
- Закрепление горелки на рукав, через который проходит газ.
- Подготовка баллона с аргоном. Накрутка редуктора.
- Закрепление на редукторе рукава, подающего газ.
- Подключение инвертора к сети 220 В. Осциллятор питается от блока 6 В.
Аргонодуговая сварка своими руками в ручном режиме имеет следующий алгоритм:
- Очистка поверхности, где будет производиться сварка.
- Подготовка горелки к работе.
- Подача аргона.
- Розжиг дуги.
- Начало сварки.
Для очистки можно использовать способы механический или химический. Заканчивать очистку надо обезжириванием. Газ следует подавать на несколько секунд раньше, чем подключать к сети источник питания. Это обеспечит появление защитного слоя.
Важно! Чтобы была создана малая сварочная дуга, электрод должен располагаться на расстоянии минимум в 2 мм от свариваемой поверхности.
После разжигания дуги можно приступать к сварочному процессу. Горелкой, находящейся в левой руке, сварщик ведет дугу вдоль шва, а правой двигает проволоку навстречу перемещению горелки. Электрод и проволока должны составлять угол примерно 90°. Недопустима резкая подача проволоки, поскольку это может привести к брызгам раскаленного металла и образованию неровного шва.
Правила безопасности
При сварке нельзя забывать о правилах безопасности. Необходимо использовать средства защиты для сварщика: маску или щиток, перчатки или краги, специальную одежду и обувь.
Все маски можно разделить на активные и пассивные. Смотровое стекло пассивных масок имеет постоянное затемнение. У активных затемнение происходит только как реакция на световую вспышку от дуги. Преимуществом этого варианта является то, что на время прекращения сварочного процесса стекло становится прозрачным и сварщик хорошо видит объект. Нет необходимости приподнимать стекло, что достаточно удобно.
Основные виды сварочных краг:
- Брезентовые. Не востребованы, поскольку плохо выполняют основную функцию защиты рук от высокой температуры и искр. При попадании искр легко прожигаются.
- Спилковые. Изготавливаются из специально обработанной кожи свиней или коров. Устойчивы к летящим искрам. Прочны, эластичны, гигиеничны. Не сковывают движения рук. При наличии внутри хлопчатобумажного слоя сохраняют тепло рук.
- Войлочные. Удобны для работ при сварке.
Существуют комбинированные модели, в которых использованы разные виды материалов. Сварочные краги бывают длиной до локтя и закрывающие только кисть руки. Наличие возможности стягивания края перчатки обеспечивает дополнительную безопасность.
Костюм для сварщика должен быть изготовлен из материалов высокого качества. Он должен обладать устойчивостью к попаданию брызг расплавленного металла. Требования к костюму сварщика указаны в ГОСТе 12.4.250. Главные части костюма — куртка и брюки. Материал, из которого они сшиты, должен обладать большой теплоустойчивостью. Согласно нормативному материалу куртка должна прикрывать брюки более, чем на 20 см. Застежки закрываются клапанами. Максимальное расстояние между ними на куртке — 15 см.
В правила соблюдения техники безопасности входит электробезопасность. Баллон с аргоном должен быть расположен на расстоянии не менее 5 метров от возможных источников огня. Баллон должен быть поставлен вертикально и быть закреплен во избежания падения. Перед работой необходимо проверять состояние шлангов.
Необходимое оборудование
Аргонодуговая сварка меди и других металлов предполагает наличие особого оборудования. Минимальное техническое оснащение включает в себя:
- Источники тока.
- Осциллятор.
- Инвертор.
- Баллон с аргоном.
- Редуктор.
- Горелку.
- Соединительные кабели.
- Вольфрамовые электроды.
- Присадочную проволоку.
Для полноценной ТИГ сварки в аппарате необходим постоянный поджиг. Самые простые источники для ТИГ сварки выдают постоянный ток. Ими можно сваривать металлы — нержавейку, черный металл, латунь, медь, бронза. Но нельзя сваривать металлы, имеющие оксидную пленку — алюминий и магний. Для них необходимо, чтобы в источнике была функция переменного тока. Это более сложные источники, имеющие функцию и постоянного и переменного тока. Для переменного тока существуют такие настройки, как баланс тока.
В современных моделях существуют источники с режимами для разных толщин материала, различных пространственных положений. Самая распространенная функция — пульсовый режим. Одна из характеристик — частота пульса. Существуют источники с частотой пульса до 15 тысяч Гц. Чем больше частота, тем выше функциональность.
При выборе аппарата для TIG сварки надо определиться, где он будет использоваться и для каких целей. Это определит наличие нужных функций:
- напряжение источника питания;
- наличие режимов с постоянным и переменным током;
- возможность смены полярности;
- наличие режима для стали с высокой вязкостью;
- способность долгое время сваривать металл, имеющий большую толщину;
- нахождение в комплекте горелки с водяным охлаждением;
- наличие охлаждения стационарного вида;
- наличие возможности контроля работы с помощью дисплея;
- возможность работы на производственных линиях.
К достоинствам относятся и дополнительные функции:
- наличие возможности бесконтактного поджога дуги;
- DOWN POST GAS — позволяет плавно производить отключение дуги;
- BALANCE — возможность изменения баланса полярности при сварке переменным током.
Существует много моделей сварочных аппаратов для ТИГ сварки. Модель TIGER 170 DC опережает конкурентов по соотношению веса прибора и производительности. Аппарат имеет широкие возможности применения — от стальных листов толщиной 0,2 мм до 6 мм. Дополнительная функция регулировки значения тока позволяет сваривать тонкие листы без прожогов. Аппарат имеет микропроцессорное управление и большой объем памяти. Простой и удобный интерфейс позволяет устанавливать нужные параметры и режимы.
Аппарат HAMER TIG-200DC может работать в двух режимах. Это вариант для сварки черных металлов и нержавеющей стали. Главное достоинство — невысокая цена в сочетании с наличием всех необходимых функций.
Сварочный аппарат ELAND TORS-200 имеет похожие характеристики. В наличии — большее количество дополнительных функций. Отличительная черта — комплектация приспособлениями и расходными элементами для работы, как для ТИГ, так и для MMA сварках.
В ГОСТе 5.917-71 изложены требования к ручным горелкам для аргонодуговой сварке. Согласно этому нормативному документу должны применяться горелки типа РГА. Наиболее распространенные модели — РГА-150 и РГА-400. Выбор для TIG сварки диаметра и толщины электрода зависит от вида свариваемых металлов.
Ошибки при ТИГ сварке
Основная ошибка — быстрое сгорание электрода. Это может произойти из-за неправильной полярности выбранного режима, маленькому расходу газа, плохо подобранному диаметру вольфрамового электрода. Может произойти загрязнение сварочного шва вольфрамом. Причина — попадание электрода в сварочную ванну и начало его плавления там.
Шов плохого качества может получиться при наличии конденсата на металле, неисправности шлага или его неплотного прилегания, недостаточного поступления газа, плохой предварительной очистке поверхности. Нестабильность дуги может образоваться вследствие неправильной полярности, загрязненности электрода, слишком длинного его размера.
К распространенным ошибкам относится изменение цвета шва и появление желтого дыма. Причиной является чересчур быстрое отключение аргона. Отключают газ через 10 секунд после того, как погаснет дуга.
Заключение
Сварка методом — современный способ, позволяющий соединять различные металлы. Результатом является получение швов высокого качества.
Интересное видео
Техника ручной аргонодуговой сварки труб W-электродом
Расположение горелки и присадочной проволоки по отношению к стыку зависит от качества защиты и конструкции горелки. Для горелок АГМ-2 и ЛГС-3 угол может изменяться от 0 до 70°, а для остальных горелок с канальной схемой истечения газа — от 0 до 25°.
Движение горелки — «углом вперед» (справа налево). Присадочная проволока подается в сварочную ванну навстречу движению.
Корневой слой сваривают без поперечных колебаний как электрода, так и присадочной проволоки.
В начале сварки горелкой подогревают кромки и присадочный пруток. После образования сварочной ванночки приступают к сварке, сообщая горелке поступательное движение.
Взаимное расположение горелки и присадочной проволоки при сварке неповоротных стыков труб
1 — присадочная проволока; 2 — направление сварки; 3 — сварочная горелка; 4 — направление подачи присадка
Конец присадка должен постоянно находиться в зоне защиты аргоном
В процессе выполнения корневого шва нужно следить за проплавлением кромок, исключать непровар. О хорошем проплавлении свидетельствует ванна, вытянутая в сторону направления сварки, а о недостаточном — круглая или овальная.
При выполнении последующих слоев горелке придают поперечные колебательные движения.
Схемы манипулирования горелкой
1 — присадочная проволока; 2 — траектория движения электрода при выполнении корневого шва; 3 — то же последующих слоев; 4 — направление сварки
После окончания сварки нужно заварить кратер. Если нет дистанционно управляемого источника питания, то кратер заваривают вводом в него капли присадки, одновременно плавно отводя горелку до естественного обрыва дуги.
Виды аргонной сварки: как выбрать оптимальный
Вопросы, рассмотренные в материале:
- Технологию аргонной сварки
- Виды аргонной сварки
- Нюансы сварки разных металлов аргоном
Сварка в аргоне является известной технологией, но мало где подробно говорится про виды аргонной сварки. При этом разделение напрямую связано со стоящими задачами. Сварить что-то для собственных нужд раз в год или запустить партию деталей – для каждого из этих процессов существует свой способ соединения.
Несмотря на то, что в целом технология для каждого из видов одна, имеется ряд нюансов, которые нужно учитывать. Чтобы вы могли подобрать оптимальный вид аргонной сварки, мы расскажем о технологии в целом и о нюансах сваривания определенных металлов.
Технология аргонной сварки
Технология аргонного сваривания металлов имеет много общего с электродуговой и газовой сваркой. Здесь тоже используется электродуга, а сам процесс осуществляется с применением газа. Кроме того, при сварке аргоном применяются такие же технологические операции создания прочных соединений, как и при электродуговом или газовом сваривании.
Для оплавления кромок свариваемых конструкций и присадочного материала, используемого для создания надежного сварного шва, применяется высокотемпературная электрическая дуга. Аргонная среда необходима для обеспечения защитных функций, о которых дальше мы расскажем более подробно.
Особенность формирования сварных соединений деталей и легированных сталей и сплавов цветных металлов заключается в том, что при расплавлении эти материалы активно взаимодействуют с кислородом и различными примесями, находящимися в воздухе, что приводит к их окислению.
В результате страдает качество соединительного шва. Соединение будет непрочным, так как в его структуре формируются поры из пузырьков воздуха. Особенно негативно окружающий воздух воздействует при сваривании деталей из алюминия. Кислород способствует горению этого металла.
Для защиты зоны сварного шва при соединении деталей из легированных сталей и цветных металлов используется специальная среда, которую формирует газ аргон. Высокая эффективность аргонной сварки обеспечивается характеристиками данного элемента.
Так как аргон намного тяжелее воздуха (на 38 %), то этот газ быстро вытесняет воздушные массы из зоны сваривания, обеспечивая защиту свариваемых поверхностей. Инертный газ не взаимодействует с расплавленными металлами и другими веществами, которые присутствуют вокруг сварочной дуги. Нужно учитывать, что при аргонном сваривании на обратной полярности происходит выталкивание электронов из атомов газа. Формирующийся поток электронов способствует преобразованию газовой среды в плазму, проводящую электрический ток.
Рекомендовано к прочтению
Для аргонной сварки могут применяться как плавящиеся, так и неплавкие электроды (к примеру, вольфрамовые стержни). Вольфрам выделяется характеристиками тугоплавкости, поэтому для выбора диаметра электродов из этого материала нужно брать информацию из специальных справочников с учетом характеристик свариваемых деталей.
Потенциал ионизации инертных газов очень высокий, а электрод не касается соединяемых материалов, поэтому может возникнуть логичный вопрос о том, как же зажигается электрическая дуга для аргонной сварки? Для решения такой задачи применяют осциллятор, преобразующий ток из обычной электросети в высокочастотные импульсы. При этом напряжение достигает 2 000–6 000 В, частота тока 150–500 Гц. Благодаря высокочастотным импульсам электрическая дуга может формироваться без касания электрода со свариваемыми материалами.
Виды аргонной сварки
Аргонная сварка бывает трех типов, которые отличаются технологическими особенностями процедуры.
Рассмотрим подробнее каждый из видов:
- Ручная сварка.
- Полуавтоматическая или механизированная сварка (в помощь сварщику приходит машина, которая подает проволоку, человек в этот момент держит горелку).
- Автоматическая сварка (полностью машинная работа, человек только контролирует процесс).
Особенности каждого вида сварки:
- Ручная сварка.
Несложная процедура, которой можно научиться даже самостоятельно. Работа может быть выполнена в домашних условиях, если у вас имеется оборудование высокого качества для проведения аргонодуговой сварки вручную.
Однако не стоит забывать о некоторых моментах при сварке аргона оборудованием в бытовых условиях:
- прочность шва снижается, он также утолщается при колебательных движениях;
- следите за скоростью дуги и ее траекторией;
- глубина, на которую металл проваривается, зависит от сварщика;
- чтобы провести аргонодуговую сварку неплавящимся электродом качественно и в бытовых условиях, необходимо равномерно подавать проволоку и правильно определить режим работы оборудования.
Мы рекомендуем проводить сварочные работы с использованием прибора с механической подачей проволоки. Так вы сможете выполнить работу с максимальным удобством.
- Полуавтоматическая сварка.
Механизированная электродуговая аргоновая сварка представляет собой процесс, когда присадочная проволока автоматически подается к месту формирования шва при определенной скорости. При этом аргон подается туда же. Подобный способ работы помогает справиться с проблемой, когда металл соединяемых деталей нагревается по-разному и происходит перепад температур. Этот способ обеспечивает надежную защиту сварного шва.
Каким образом происходит полуавтоматическая аргонная сварка? В зону сваривания подается инертный газ. Кроме того, скорость подачи проволоки должна быть настроена под сварочную мощность тока.
Швы будут формироваться равномерно и качественно, если мощность и температура плавления имеют правильную настройку. Важно всегда учитывать этот момент.
Проводя аргоновую сварку, помните о нескольких моментах:
- Аргон не дает шву окислиться.
- Поскольку аргон – это инертный газ, никакие химические реакции с металлом ему не страшны.
- Если при работе происходит соприкосновение шва с воздухом, именно аргон защищает место сварки от окисления. Это важный момент, если сварщик имеет дело с цветными металлами.
- Аргоновая среда позволяет сделать шов более крепким.
Достоинства механизированной электродуговой аргоновой сварки:
- Шов выходит качественным и прочным.
- Дуга поджигается проще.
- Общая производительность значительно выше.
- Даже новичок сможет разобраться в инструкции к сварочному аппарату. Никаких сложных вычислений и технологий.
- Оборудование настраивается быстро.
- Шов после сварки виден сразу.
- Даже тонкие детали могут быть соединены.
- Аппарат не занимает много места.
- В процессе работы не требуется очищать сварочный шов или менять проволоку.
Недостатки сварки:
- дороговизна;
- низкий уровень мобильности оборудования.
- Автоматическая сварка.
Подобный вид сварки распространен на заводах, выпускающих большие металлические конструкции. Почему автоматическая сварка не распространена достаточно широко? Проводить работы по автоматическому свариванию дорого, а также технически сложно. Ручной способ гораздо проще, чем настройка специальных сварочных машин. Цель оправдывает средства лишь при больших объемах, характерных для специализированных предприятий.
Технология работы на сварочном оборудовании может быть настроена в зависимости от заданных параметров. Основная цель использования автоматической сварки – соединение деталей конструкций. Аргонодуговую сварку преимущественно используют для работы с цветными и высоколегированными металлами. Автоматический способ также необходим при сварке разнородных металлов, поскольку никакой другой вид соединения не сможет справиться с такими условиями.
Достоинства автоматической аргонодуговой сварки в следующем:
- Операции по свариванию деталей проходят быстрее, чем при других способах. Особенно важным будет такое преимущество при повторении одних и тех же операций.
- Аргоновая среда позволяет выполнить швы самого высокого качества.
- Металлы разного рода могут быть соединены лишь при использовании автоматической аргонной сварки.
- Поскольку всю работу проводит машина, человеческий фактор исключается.
- Не требуется большое количество людей для обслуживания сварочных машин.
Однако даже и у такого высокотехнологичного способа существуют свои минусы:
- При автоматической сварке на каждый отдельный вид детали нужно перестраивать всю систему, что требует времени. Также есть вероятность, что оборудование может не настраиваться на параметры, необходимые для работы. Ручная сварка технологически выглядит более гибкой.
- Оборудование для автоматической сварки дорогое, поэтому не каждое производство может позволить себе это.
- Ограниченный выбор настроек накладывает некоторые ограничения при работе.
- Если в аппарате произойдет технический сбой, то может быть забракована целая партия изделий.
Принцип работы автоматической сварки практически такой же, как и при ручной аргонодуговой. Расплавление кромок деталей происходит за счет электрической дуги. За счет инертного аргона обеспечивается защита зоны дуги от воздействия окружающей среды. Но при автоматической сварке вместо человека весь процесс выполняют машины. От сварщика требуется лишь задать необходимые параметры, а устройство точно выполнит всю работу.
Если необходимо соединять детали одной формы по очереди, то при автоматической сварке такой процесс может идти беспрерывно. Главным условием является постоянная подача расходного материала.
Чтобы правильно настроить оборудование, нужно учитывать несколько параметров: в процессе работы важно не пропалить деталь и проварить материал на необходимую глубину. Не забудьте учесть положение деталей в пространстве. Главной задачей сварщика является подготовка металлов, проверка частей на повреждения до начала работы. Далее выбирается нужный режим и контролируется весь процесс сварки.
Помните! Каждая модель автоматического сварочного оборудования потребует от специалиста специальной подготовки.
Нюансы сварки разных металлов аргоном
Существует несколько обязательных правил при сварке любого материала. Расстояние между поверхностью и электродом должно быть в пределах от 2 до 5 мм. При этом угол держания горелки должен составлять 45°. Левой рукой подают проволоку, а правой удерживают горелку. Помните, если конец иглы соприкоснется с присадкой, высока вероятность, что дуга ухудшится, электрод испачкается, а также может произойти ионизация вольфрама в сварочную ванну. Поэтому подавайте присадку навстречу горелке. В итоге сварочный шов будет позади вас, а газ из-под сварочного аппарата будет выходить на необработанную сторону соединения.
Если вы начинающий сварщик, обратите внимание на несколько нюансов при работе с определенными металлами.
При работе с этим металлом не забудьте про тугоплавкий оксид. Для удаления его с верхней части используется ток с обратной полярностью. Таким образом, электроды не будут перегреваться, а поверхность деталей при этом будет нормально прогрета. Использование переменного тока помогает заготовке расплавиться, но не настолько, чтобы прожечь ее. Если вы имеете дело с алюминием, швы будут сделаны крепче с использованием функции пульса либо двойного пульса.
|
Толщина детали (мм) |
Диаметр электрода из вольфрама (мм) |
Диаметр прутка (мм) |
Сила тока (А) |
|
1-2 |
2 |
1-2 |
50–70 |
|
4–6 |
3 |
2-3 |
100–130 |
|
4–6 |
4 |
3 |
160–180 |
|
6–10 |
5 |
3-4 |
220–300 |
|
11–15 |
6 |
4 |
280-360 |
- Медные изделия.
Расплавленная медь взаимодействует с водородом, в результате чего происходит формирование пористой структуры металла. Для сваривания этого материала может использоваться как постоянный, так и переменный ток, имеющий обратную полярность. Кроме того, можно повысить объем подачи аргона с 1,5 до 2 л в минуту. В этом случае нет необходимости использовать присадочную проволоку, так как медь – жидкотекучий материал, который может формировать прочное соединение за счет расплавленных кромок. Для такой сварки следует использовать неплавящиеся электроды, но не из вольфрама, а из графита.
|
Тип электрода |
Толщина детали (мм) |
Диаметр электрода (мм) |
Сила тока (А) |
Длина электродуги (мм) |
|
Графитовый |
2 |
6 |
125–200 |
5–8 |
|
5 |
8 |
200–350 |
10–15 |
|
|
8 |
10 |
300–450 |
15–20 |
|
|
13 |
15 |
450–700 |
25–30 |
|
|
Покрытый |
2 |
2-3 |
100–120 |
— |
|
3 |
3-4 |
120–160 |
— |
|
|
4 |
4-5 |
160–200 |
— |
|
|
5 |
5-6 |
240–300 |
— |
|
|
6 |
6-7 |
260–340 |
— |
|
|
8 |
7-8 |
380–400 |
— |
|
|
10 |
7-8 |
400–420 |
— |
Этот металл отличается высокой активностью. Он быстро вступает в реакцию с воздухом. Аргонная сварка деталей из такого материала осуществляется с увеличенной подачей газа, что обеспечивает надежную защиту сварочной ванны. В сравнении с двумя металлами, которые мы рассмотрели ранее, теплопроводность титана более низкая. Для повышения прочности сварного соединения кромки шва укрепляют вспомогательными швами. Для аргонной сварки деталей толщиной 1,5 мм используется титановая присадочная проволока.
|
Толщина детали (мм) |
Диаметр электрода (мм) |
Диаметр проволоки (мм) |
Сила тока (А) |
|
0,3–0,7 |
1,6 |
— |
40 |
|
0,8–1,2 |
1,6 |
— |
60–80 |
|
1,5–2,0 |
2 |
2,0–2,5 |
80–120 |
|
2,5–3,5 |
3 |
2,0–2,5 |
150–200 |
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Ручная дуговая сварка металла (MMA)
Ручная дуговая сварка металла (MMA) — самый гибкий и один из наиболее широко используемых процессов дуговой сварки. Он включает зажигание дуги между покрытым металлическим электродом и заготовкой.
Тепло дуги плавит основной металл и электрод, которые смешиваются вместе, образуя при охлаждении непрерывную твердую массу. Центральный металлический электрод или сердечник действует как расходный материал, обеспечивая присадочный металл для сварного шва.Сварку MMA можно использовать для соединения большинства сталей, нержавеющих сталей, чугуна и многих цветных металлов. Для многих низкоуглеродистых и высокопрочных углеродистых сталей это предпочтительный метод соединения.
Успешные результаты сварки зависят от следующих факторов и параметров:
Правильный электрод
Правильный размер электрода для работы
Правильный сварочный ток
Правильная длина дуги
Правильный рабочий угол электрода
Правильная скорость движения
Правильная подготовка работ под сварку.
Снижение затрат до 40%
Мы поставляем ряд проверенных и испытанных газов для сварки MMA под нашими семействами CORGON ® , CRONIGON ® , VARIGON ® и FORMIER ® . В этих защитных смесях используются активные газы в различных концентрациях для удовлетворения индивидуальных потребностей применения. Например, смеси на основе аргона заменяют диоксид углерода на аргон в качестве защитного газа.
включают повышение производительности за счет более высоких скоростей сварки, лучшего смачивания и проплавления, а также снижение деформации за счет меньшего тепловложения, что приводит к более чистым сварным швам и меньшим усилиям по доработке.В общей сложности вы можете сэкономить до 40 процентов на стоимости. Наши специалисты по применению могут посоветовать вам смесь, наиболее подходящую для ваших нужд. Они также могут помочь вам выбрать правильные рабочие параметры для достижения оптимальных результатов и предоставить необходимое оборудование и услуги по управлению газом.
.RILAND Однофазный 220V AC / DC Импульсная аргонодуговая сварка TIG 250PAC / DC Многофункциональный сварочный аппарат TIG Сварочный аппарат TIG | |
Подробное введение
Сварка аргоном / ручная сварка , многофункциональная
, когда переключатель передачи находится в положении «TIG» , это аргонодуговая сварка, когда переключатель передачи находится в положении «MMA», это ручной сварка функция преобразования переменного тока в постоянный
Когда переключатель передачи находится в положении «переменного тока», выполняется аргонодуговая сварка на переменном токе, и алюминиевый материал можно сваривать.Когда переключатель передачи находится в положении «DC», выполняется аргонодуговая сварка на постоянном токе, и можно сваривать нержавеющую сталь, металл, медь.
Функция преобразования 2T / 4T
При традиционной сварке / сварке 2T добавлены функции сварки 4T / зажигания дуги / сварки / замыкания дуги, а подсветка дуги упрощает для сварщика найти сварочный зазор. Малый ток остановки дуги (фиксированный 30 А) решает проблему дуговой ямы в конце сварочного промежутка.
Регулируемый пусковой ток
В соответствии с фактическими требованиями к заготовке и сварке, начальный ток можно отрегулировать для достижения удовлетворительных результатов.
Регулируемый базовый сварочный ток
В соответствии с требованиями сварочного изделия установите соответствующий сварочный ток и базовый ток (импульсный ток отсутствует, когда импульсный переключатель установлен на нижнюю передачу)
Регулируемый рабочий цикл
Используйте небольшой рабочий цикл, когда ток небольшой, и большой рабочий цикл, когда ток большой.
Регулируемое время подачи газа
Заготовка окисляется сразу после сварки из-за нагрева, поэтому после остановки сварки используйте продуваемый горелкой аргон для охлаждения на некоторое время. Эта ручка используется для регулировки времени продувки выхлопных газов (1-10 с).
Функция очистки
При аргонодуговой сварке на переменном токе , Ток непрерывно меняется между положительным и противоположным направлениями. Когда ток течет от обрабатываемой детали к вольфрамовой игле, это время прямого тока.В это время вольфрамовая игла выделяет меньше тепла и тепло концентрируется, что является преимуществом для сварки. Когда ток течет от вольфрамовой иглы к заготовке, это время обратного тока, когда поверхность заготовки может быть чистым.
Перегрев, защита от перегрузки по току
Когда сварочный аппарат работает непрерывно в течение длительного времени с большими токами, для предотвращения повреждения устройства из-за сильного внутреннего тепла устанавливается функция защиты от перегрузки по току.Когда свет горит, прекратите работу, немного отдохните или перезапустите его.
Функция дистанционного управления
Эта машина имеет функцию дистанционного управления, которую можно использовать с педальным переключателем. Во время процесса сварки мы можем регулировать ток, чтобы предотвратить прожог алюминия при сварке из-за перегрева, что гарантирует высокую эффективность и высокое качество непрерывной сварки.
.WS250 / 300/400 электросварка аргонодуговая сварка и дуговая пластина высокочастотные запчасти для печатных плат | сварка аргоном | дуговая сварка электродуговая
Технология управления IGBT
Рекомендуемые области использования:
- Строительство промышленных предприятий
- Производство контейнеров
- Машиностроение
- Судостроение и морское машиностроение
- Автомобиль
- Металлургический цех
Характеристики и преимущества:
- Легкое зажигание дуги с медленной подачей проволоки.
- Процедура остановки дуги имеет функцию уменьшения плавления.
- Низкое разбрызгивание благодаря интеграции инвертора, передовой технологии контроля формы волны.
- Низкая сварочная деформация, хорошее образование сварного шва, высокая скорость наплавки.
- ВЧ инвертор, малый размер, легкий вес, энергосбережение, низкие расходы.
- Плавная регулировка тока и напряжения в более широком диапазоне.
- Тип машины A может обеспечить сварку на дальние расстояния до 50 м.
- Согласование тока / напряжения по умолчанию, простота в эксплуатации.
- Используется для сплошной / порошковой электродной проволоки.
- Он может непрерывно сваривать в течение длительного времени с высоким рабочим циклом.
- Цифровой дисплей, точная предустановка тока.
- Тип B имеет 100% рабочий цикл.
Рекомендуемые недрагоценные металлы:
ФОТОГРАФИИ ЗАВОДА:
ОТПРАВКА
1.Доставка в большинство стран. | |
2. Заказы обрабатываются в течение 24-48 часов после подтверждения оплаты. | |
3. Представленные изображения являются фактическим товаром и сфотографированы мной. | |
4. ВРЕМЯ ПЕРЕХОДА ОБСЛУЖИВАНИЯ предоставляется перевозчиком и не включает выходные и праздничные дни. Время доставки может меняться, особенно во время курортного сезона. | |
5. Если вы не получили посылку в течение 30 дней с момента оплаты, свяжитесь с нами. Мы отследим доставку и свяжемся с вами в кратчайшие сроки. Нашей целью является удовлетворение клиента! |
ПЛАТЕЖИ
1.Оплата должна быть произведена в течение 4 дней после закрытия аукциона. (Невыплата может привести к зачислению UPI (неоплаченного предмета) на ваш счет.
3. ОБЩАЯ СУММА включает окончательную цену аукциона плюс S&H (доставка и обработка).
4. S&H будет определяться на основе ДОСТАВКА ПО адресу. ПОЖАЛУЙСТА, ОБРАТИТЕ ВНИМАНИЕ: S&H НЕ ВКЛЮЧАЕТ ОБЯЗАННОСТИ, НАЛОГИ LOCATL ИЛИ ЛЮБЫЕ ДРУГИЕ СБОРЫ НА ИМПОРТ.
5. Пожалуйста, укажите ваши особые пожелания (цвет, упаковка и т. Д.) Если у вас есть какие-либо проблемы или проблемы с вашим заказом или продуктами, пожалуйста, сообщите нам и дайте нам возможность помочь вам, прежде чем оставлять какие-либо отзывы, мы считаем, что можем добиться положительного результата в любой ситуации и будем усердно работать, чтобы заслужить вашу похвалу.
Большое спасибо !!!
.Аппарат для импульсной аргонно-дуговой сварки переменного и постоянного тока с высокочастотными колебаниями Малый антистатический сварочный аппарат для алюминия 220 В 6 кВА 1PC | |
Аппарат для импульсной аргонно-дуговой сварки переменного и постоянного тока, высокочастотные колебания, небольшой антистатический сварочный аппарат для алюминия, 220 В, 6 кВА, 1 шт.
Если вам нужно что-то еще, свяжитесь с нами, и мы внимательно вам ответим.
Дисплей продукта
Номер модели: WSME-200
Товар: FL2818
Напряжение: AC220V
Частота: 50/60 Гц
Номинальный входной пиковый ток: 30А
Мощность: 6 кВА
Номинальный выходной ток ручной сварки: 160 А
Номинальный выходной ток аргонодуговой сварки: 200 А
Ток тяги: 40А
Напряжение холостого хода: 56 В
Выходная частота переменного тока: 20-250 Гц
Ширина очистки: 15-50%
Базовый ток: 5-200А
Метод зажигания дуги: высокочастотное колебание
КПД: 85%
Непрерывность нагрузки: 160А (ARC) — 30%; 200А (ТИЦ) — 25%
Коэффициент мощности: 0.7
Класс изоляции: B
Класс защиты корпуса: IP21S
Вес около: 13,7 кг
Размер около: 502 * 217 * 381 мм
Удовлетворенность клиентов:
Если вы выберете «способ доставки продавца» (368,42usd), мы поможем организовать отгрузку морским путем и доставку в ближайший к вам морской порт!
Если доставка осуществляется морем, после прибытия в морской порт назначения, покупатель должен оплатить портовые сборы (такие как сборы за погрузочно-разгрузочные работы, документы, хранение и т. Д.), Налог на таможенное оформление и получение товаров.
Если вы выберете DHL / ARAMEX / FEDEX, TNT, UPS, ECT, мы поможем вам организовать доставку международной экспресс-доставкой и напрямую по вашему адресу (ДВЕРЬ ДО ДВЕРИ)!
1) Чтобы защитить ваши товары и избежать повреждений в процессе доставки, когда вы получаете посылку, покупатели должны внимательно осмотреть посылку / товары, прежде чем подписывать получение товара.
Если есть какие-либо повреждения, свяжитесь с местным отделением ARAMEX / DHL / FedEx, чтобы задать претензии и претензии, ИЛИ свяжитесь с нами в течение 24 часов.Затем сделайте фотографии поврежденной машины и упаковки, немедленно отправьте нам сообщение, мы поможем вам решить проблемы.
2) Если у вас возникли проблемы с товаром или доставкой, пожалуйста, дайте нам возможность решить любую проблему. Мы понимаем, что у вас могут быть проблемы и разочарования, и сделаем все возможное, чтобы решить эти проблемы.
3) И ваш отзыв чрезвычайно важен для нашего магазина. Если вы удовлетворены нашим продуктом и нашим сервером, после подтверждения этого заказа, пожалуйста, оставьте нам положительный отзыв и 5 звезд, мы также дадим вам «ИДЕАЛЬНЫЕ 5 ЗВЕЗД» ,
При оценке времени доставки учитывайте международный транзит.Ваше признание сделает нас более уверенными в развитии бизнеса и улучшит качество обслуживания.
.