Как варить нержавейку угольным и графитовым электродом?
Сварка угольным электродом выполняется дугой прямого воздействия, то есть дуга проходит между свариваемым металлом и электродом. Сварка угольными электродами сопровождается, как правило, испарением самого электрода.
Сам процесс сваривания происходит постоянным током при прямой полярности. Вследствие того, что температура кипения и плавления электродов из угля имеет разницу примерно в 400 градусов.
При сварке угольными электродами процесс ведется без присадочного материала. Иногда он может проводиться и с присадочным материалом. Также сварку Вы можете проводить сваривание, предварительно уложив присадочный материал в разделку кромок. Сваривание без присадочного материала заключается в том, что происходит оплавление дугой кромок деталей будущего изделия. Сварку металлов с использованием подачи присадочного материала можно выполнять правым и левым способом.
Сварочный ток подбирают на основании толщины и вида покрытия электродов.
Все-таки многие используют угольные или графитовые электроды и с их помощью без проблем исправляют дефекты литья материала или готового изделия. Такую особенность многие профессиональные сварщики оценивают по достоинству, ведь не каждым видом электродов можно без проблем исправить дефекты литья или механические повреждения.
Если сварка нержавейки происходит внахлест, то качество сварки только поднимается. Многие профессиональные сварщики сваривают нержавейку стык в стык. Они это делают из эстетических соображений или по желанию заказчика. Никто не должен осуждать кого-то, если тот человек сваривает металла тем или иным способом. Разумеется, для более высокого качества и прочности сварного шва нужно сваривать внахлест. Однако если Вы профессиональный сварщик, то Вам уже можно производить сваривание стык в стык, потому что только профессионал может качественно сварить при таком сложном стыке деталей изделия.
Однако если Вы профессиональный сварщик, то Вам уже можно производить сваривание стык в стык, потому что только профессионал может качественно сварить при таком сложном стыке деталей изделия.
Нержавеющая сталь очень востребована, поэтому если Вы хотите превратиться из новичка-сварщика в профессионала, Вам нужно обязательно научиться варить нержавейку. Без такого полезного умения Ваши услуги будут не сильно востребованы, ведь нержавейка применяется во многих отраслях производства.
Для более комфортного обучения Вам нужно сразу купить качественные электроды, которые будут обеспечивать высокую скорость работы и долговечность изделия. Для того чтобы купить по выгодным ценам электроды
Сварка алюминия графитовым электродом
Алюминиевые сплавы очень широко применяются для монтажа сварных конструкций различного предназначения. Сразу следует выделить основные достоинства данного материала, например высокая удельная прочность, малая плотность и высокая устойчивость к коррозии.
Сразу следует выделить основные достоинства данного материала, например высокая удельная прочность, малая плотность и высокая устойчивость к коррозии.
Алюминиевые сплавы разделяются на литейные и деформирование. Их разделение производится по пределу растворимости составляющих в твердом растворе. В сварочных конструкциях применяются полуфабрикаты из деформируемых сплавов. Большинство элементов, которые входят в состав алюминиевых сплавов, имеют ограниченную растворимость, с изменяющейся температурой.
Деформируемые сплавы разделяются на сплавы, которые не упрочняются термической обработкой. Для проведения сварочных работ с алюминием используются электроды из специального электротехнического угля и из синтетического графита. Электроды для сваривания алюминия имеют форму стержней диаметром от 6 до 25 миллиметров, а их длина составляет 200 – 300 миллиметров. Конец угольного сварочного электрода заточен на конус. Для проведения сварочных работ графитовым электродом следует использовать специальные держатели.
Для проведения сварочных работ с алюминием используются электроды из специального электротехнического угля и из синтетического графита. Электроды для сваривания алюминия имеют форму стержней диаметром от 6 до 25 миллиметров, а их длина составляет 200 – 300 миллиметров. Конец угольного сварочного электрода заточен на конус. Для проведения сварочных работ графитовым электродом следует использовать специальные держатели.
Сварочная дуга для сварки графитовыми электродами, которая питается от обычных сварочных трансформаторов, не совсем подходит для сварки электродами данного типа. Вследствие неоднородности поверхности металла угольная дуга способна быстро отклоняться от нужного положения с помощью магнитных полей.
Для того чтобы стабилизировать сварочный процесс в некоторых случаях применяется продольное магнитное поле, которое создается соленоидом, ось которого должна совпадать с осью сварочного электрода. Данный прием при сваривании в основном применяется для работы с автоматическим сварочными аппаратами.
Чтобы стабилизировать положение сварочной дуги, требуется иногда по сварочной линии наносить пасту или специальный порошкообразный флюс, содержащий качественные ионизаторы для дугового разряда. Данный способ намного лучше и применяется для работы с автоматической и ручной сваркой. Угольная дуга имеет меньшее тепловое КДП и это является одним из отличий от металлической дуги с плавящимся электродом.
Химический состав, а также структура и свойства свариваемого металла при сваривании практически не отличается от металла, который наплавлен металлическим электродом, имеющим тонкую ионизирующую обмазку. Сваривание графитовым электродом может выполняться с подачей присадочного материала в дугу, но в некоторых случаях можно обойтись и без него.
Сварка меди угольным электродом
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Дуговая сварка угольным электродом (способ Бенардоса) принципиально отличается от сварки металлическим электродом. При дуговой сварке угольным электродом дуга горит между свариваемыми элементами и электродом. Электрод в этом случае является только проводником электричества, присадочный же металл по мере надобности вводится в сварочную ванну дополнительно.
Род тока. Сварку меди угольной дугой выполняют только с применением постоянного тока на прямой полярности (положительный полюс машины присоединяется к изделию, а отрицательный — к электроду). На переменном токе сварку выполнить невозможно, так как дуга горит неустойчиво.
Сварка меди угольной дугой на обратной полярности не выполняется, так как в этом случае дуга горит неустойчиво и происходит быстрое сгорание угольного (графитового) электрода.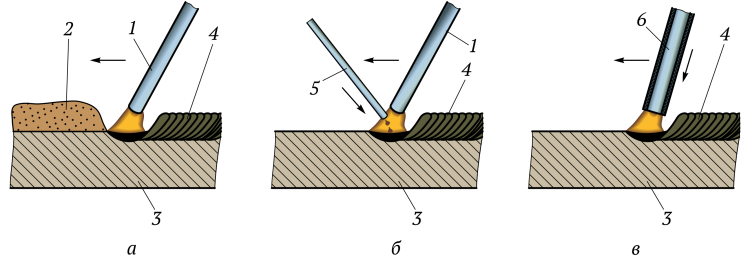
Каждый сварщик должен уметь определять полярность машины. Внешними признаками для определения полярности являются: а) при обратной полярности затруднено возбуждение дуги, дуга горит неустойчиво — «блуждает» по изделию, поддержание дуги возможно при небольшой ее длине, наблюдается чрезмерно быстрый разогрев электрода до светлокрасного каления, и на поверхности пробной планки образуется черный налет угольных частиц; б) при прямой полярности дуга горит устойчиво, дугу можно «растягивать» примерно до 50 мм, в процессе сварки конец электрода «самозатачивается», в то время как при обратной полярности конец электрода делается тупым. При прямой полярности угольный налет отсутствует.
Электроды. Сварку меди угольной дугой можно выполнять угольным и графитовым электродами. Необходимое поперечное сечение электродов зависит от материала, из которого они изготовлены, и силы применяемого сварочного тока. Рекомендуемые в литературе сечения для угольных и графитовых электродов в зависимости от силы сварочного тока приведены в табл. 15.
Необходимое поперечное сечение электродов зависит от материала, из которого они изготовлены, и силы применяемого сварочного тока. Рекомендуемые в литературе сечения для угольных и графитовых электродов в зависимости от силы сварочного тока приведены в табл. 15.
Таблица 15. Диаметр присадочных прутков для сварки меди угольным электродом
Угольные электроды применяются круглого сечения, а графитовые — прямоугольного или квадратного и реже круглого сечения. Длина электродов может быть различной и зависит главным образом от площади их поперечного сечения, а также от удобства выполнения сварки. Чем больше площадь поперечного сечения, тем больше может быть длина электрода.
Практикой установлена длина электрода порядка 120—150 мм. При слишком большой длине рабочей части возрастает омическое сопротивление электрода, что вызывает его перегрев и быстрое сгорание.
В целях экономии времени на перестановку электродов в держателе, а также меньшего нагрева электрода в процессе сварки электрод может быть заточен с обоих концов.
По мере сгорания или чрезмерного нагрева одного конца электрода держатель поворачивается, и сварка производится другим концом.
При сварке угольной дугой целесообразно применять два параллельно подключенных электрододержателя, что дает возможность избежать перегрева электрода и держателя, так как сварка в этом случае производится попеременно то одним, то другим держателем.
Присадочный металл. Из рекомендуемых марок присадочного металла для сварки меди угольной дугой широкое применение получила бронза марки БрОФ9-0,3, как обеспечивающая высокие механические свойства сварного соединения; худшие результаты дает применение бронзы марки БрКМцЗ-1 и меди марки M1.
Все сварные соединения, в которых требуется высокая механическая прочность и плотность сварного шва, должны выполняться с присадкой марки БрОФ9-0,3. Применение марки БрКМцЗ-1 в качестве присадочного металла может быть рекомендовано для приварки вспомогательных элементов, штуцеров и наварышей.
Сварка контактов тока проводящих шин выполняется с присадкой марки M1, так как в этом случае металл шва мало чем будет отличаться от основного, что имеет большое значение для электропроводности.
На качество сварного соединения оказывает существенное влияние сечение присадочного прутка, которым выполнялась сварка. При больших сечениях прутка возможен непровар кромок, а при малых — пережог наплавленного и основного металла.
Выбор диаметра прутка зависит от толщины свариваемых деталей и формы подготовки кромок под сварку.
В литературе рекомендуются диаметры прутков в зависимости от толщины свариваемых деталей (табл. 15).
Там же рекомендуется пользоваться следующими формулами: для малой толщины (до 4 мм)
d=S/2 + 1;
для большой толщины (больше 4 мм)
d = S/2 + 2,
где d — диаметр присадочной проволоки в мм;
S — толщина свариваемой меди в мм.
Длина присадочных прутков может быть различной: для литых — не менее 300 мм; для проволоки — порядка 450—500 мм.
Применяемые прутки перед сваркой должны быть освобождены от окислов, масла, жира и других загрязнений, иначе неизбежно появление пор в металле шва.
В процессе сварки необходимо следить, чтобы флюс полностью расплавлялся и не оставался в металле шва, а равномерно покрывал Шов и околошовную зону на расстояние не менее 10—15 мм по обе стороны.
Режимы сварки. Сила сварочного тока не является величиной постоянной и не может быть заранее задана для всех случаев сварки. Сварочный ток колеблется в значительных пределах и определяется в зависимости от толщины и размеров свариваемых элементов, формы подготовки кромок под сварку, удобства выполнения сварки и квалификации сварщика. В процессе выполнения сварочных работ ток корректируется самим сварщиком.
Режимы сварки меди угольным и графитовым электродом, с применением в качестве присадки медных прутков, рекомендуемые в литературе, приведены в табл. 16.
Рекомендуемые режимы сварки меди встык угольной дугой с применением присадочного металла марки БрOФ9-0,3 и БрКМцЗ-1 даны в табл. 17.
Режимы, приведенные в табл. 17, несколько отличаются от данных табл. 16 в сторону снижения тока, что может быть объяснено более низкой температурой плавления марок БрОФ9-0,3 и БрКМц3-1.
Таблица 16. Режимы для ручной сварки меди угольным и графитовым электродом
Таблица 17.
 Режимы сварки меди встык угольной дугой
Режимы сварки меди встык угольной дугойПриемы сварки стыковых швов. Сварка стыковых соединений может быть выполнена только в «нижнем» положении или при небольшом угле подъема — до 15—20° с обязательной подфор-мовкой вершины шва и предварительным местным или общим подогревом до температуры 250÷350° С. Сварку необходимо выполнять длинной дугой порядка 25÷40 мм при напряжении на дуге 35÷45 в. Выполняя сварку длинной дугой, следует увеличивать ее мощность, так как с увеличением длины дуги растет напряжение на ней, а мощность находится в прямой зависимости от напряжения. При сварке на короткой дуге в зоне, находящейся на расстоянии порядка до 12 мм от конца электрода, выделяется окись углерода, которая при высокой температуре легко проникает внутрь твердой меди и при наличии в ней закиси меди восстанавливает ее, образуя углекислый газ.
Углекислый газ нерастворим в меди; находясь под высоким давлением, он разрывает металл, образуя крупные и мелкие межкристаллические трещины. При сварке на длинной дуге образовавшаяся окись углерода успевает сгореть в углекислый газ, который, находясь снаружи, не оказывает вредного влияния на сварное соединение. Сварку меди угольной дугой можно выполнять «правым» и «левым» способом сварки. При «правой» сварке электрод движется слева направо вдоль оси шва, а присадочный пруток находится между швом и электродом. При «левой» сварке электрод движется справа налево, присадка находится впереди электрода, а шов позади электрода.
При сварке на длинной дуге образовавшаяся окись углерода успевает сгореть в углекислый газ, который, находясь снаружи, не оказывает вредного влияния на сварное соединение. Сварку меди угольной дугой можно выполнять «правым» и «левым» способом сварки. При «правой» сварке электрод движется слева направо вдоль оси шва, а присадочный пруток находится между швом и электродом. При «левой» сварке электрод движется справа налево, присадка находится впереди электрода, а шов позади электрода.
Схема «левой» и «правой» сварки показана на рис. 21.
Рис. 21. Схема сварки:
а — „левая» сварка; б — „правая» сварка. 1 — присадка; 2 — угольный (графитовый) электрод.
Несмотря на то, что «правая» сварка в сравнении с «левой» сваркой имеет некоторые преимущества, например наиболее эффективное использование тепла электрической дуги и возможность сваривать медь большей толщины без разделки фаски, что повышает скорость сварки на 20—25%, в практике наиболее широко применяется «левая» сварка.
При «левой» сварке сварщику лучше наблюдать за процессами, происходящими в сварочной ванне; держа присадочный пруток в левой руке, сварщик его концом может легко удалять с поверхности жидкого металла окислы и шлаки.
В процессе сварки дугу необходимо направлять на сварочную ванну, не выходя на основной металл; в момент подачи присадочного металла в дугу следует делать небольшие петлеобразные движения электродом. Конец присадочного прутка должен быть погружен в сварочную ванну и должен расплавляться под действием теплоты металла ванны и дуги. По мере расплавления присадка подается в сварочную ванну; одновременно с присадкой сварочная ванна перемешивается.
Если присадка находится вне сварочной ванны, возможно окисление присадочного металла в момент перехода его в сварочную ванну через воздушный промежуток.
Скорость сварки должна быть такой, при которой свариваемые кромки только слегка оплавляются по поверхности, а жидкий металл во время сварки не должен забегать на холодный основной металл. Для предупреждения возможных ожогов теплом электрической дуги руки сварщика, а которой находится присадочный металл, и более полного использования последнего, необходимо пруток присадочного металла зажимать в держатель, свободный от провода, тем самым удаляя руку от пламени электрической дуги.
Для предупреждения возможных ожогов теплом электрической дуги руки сварщика, а которой находится присадочный металл, и более полного использования последнего, необходимо пруток присадочного металла зажимать в держатель, свободный от провода, тем самым удаляя руку от пламени электрической дуги.
Выполнить сварку угловых швов угольным электродом качественно не представляется возможным. Хорошее качество сварки может быть получено только при положении шва «в лодочку».
При сварке угольная дуга легко отклоняется от своей продольной оси под действием магнитных полей. Особенно это проявляется, когда сварка ведется на больших силах тока.
Отклонение дуги от продольной оси затрудняет и осложняет выполнение сварки. Для уменьшения «блуждания» дуги могут применяться специальные держатели с соленоидом.
Эти держатели практического применения не находят, так как вес держателя увеличивается, и сварщик быстрее утомляется.
В процессе сварки магнитное «дутье» может быть уменьшено путем изменения наклона электрода и места подключения обратного провода. Для уменьшения магнитного дутья приспособления, применяемые при сварке угольной дугой, должны изготовляться из немагнитного материала.
Для уменьшения магнитного дутья приспособления, применяемые при сварке угольной дугой, должны изготовляться из немагнитного материала.
Источник: «Электрическая дуговая сварка меди», А.И. Мальмстрем. Машгиз, 1954
См. также:
Графитовые электроды: применение, разновидности, свойства
Сварка угольным электродом
Угольные электроды для сварки применяются реже, чем аналоговые со стальным плавящимся стержнем. Но они в некоторых ситуациях просто незаменимы. К тому же с помощью угольного электрода можно проводить большой спектр работ: сварка, резка, плавка. Плюс им обрабатываются практически все виды современных металлов, от тугоплавких и тяжелых, до легких и пористых. Но вначале необходимо разобраться, что собой представляет угольный электрод.
Это стержень, в основе которого лежит уголь (кокс), плюс несколько добавок: в качестве связующего применяется смола, в качестве упрочняющего элемента металлический порошок. Размеры угольного электрода варьируются по диаметру от 1,5 до 25 мм, по длине от 25 до 300 мм. Процесс производства очень прост: изготовление смеси компонентов, формовка и сушка. Может возникнуть вопрос, почему такой большой разброс длины. Все дело в различных проблемах, которые решаются угольными электродами. К примеру, если свариваемые детали расположены в неудобном месте, то применение длинного стержня решает возникшую проблему.
Процесс производства очень прост: изготовление смеси компонентов, формовка и сушка. Может возникнуть вопрос, почему такой большой разброс длины. Все дело в различных проблемах, которые решаются угольными электродами. К примеру, если свариваемые детали расположены в неудобном месте, то применение длинного стержня решает возникшую проблему.
Виды угольных электродов
Сегодня производители предлагают пять видов, которые отличаются друг от друга формой сечения.
- Круглые. Применение неограниченно. Диаметр стержня – 3,2-19 мм.
- Круглые бесконечные. Свое название получили за самый малый расход, то есть, это самые экономичные сварочные электроды этой категории. Диаметр – 8-25 мм. Обычно для проведения сварки применяется специальная машинка.
- Плоские. Сечение стержней прямоугольное (иногда квадратное) размером 8-25 мм. В основном используются для заделки дефектов на поверхностях стальных отливок.
- Полукруглые. Сечение – 10-19 мм. На сегодняшний день это самые востребованные электроды, с помощью которых можно решить любые проблемы, связанные с резкой металлических заготовок.
 При сварке шов получается необходимой формы. При формировании кромок им равных нет.
При сварке шов получается необходимой формы. При формировании кромок им равных нет. - Полые. Редко используются. Отличительная черта – с их помощью можно сформировать U-образную канавку. Диаметр стержня: 5-13 мм.
 При сварке шов получается необходимой формы. При формировании кромок им равных нет.
При сварке шов получается необходимой формы. При формировании кромок им равных нет.Чтобы увеличить прочностные характеристики расходников, в технологии их производства стал использоваться метод напыления на электроды медного порошка. Второй метод – электролитический. Это, когда в ванну с электролитов помещают и сам стержень, и медный порошок. Здесь под действием электрического поля медь оседает на плоскости расходника. То есть, получился подвид, который называется – электроды угольные омедненные. По типу разделения он точно такой же, как и обычные угольные электроды.
Режим сварки
Электрод угольного типа относится к категории неплавких элементов. Это и есть его основное отличие от основной категории металлических сварных стержней. Поэтому при сварке с его помощью используется только постоянный ток прямой полярности. То есть, минус присоединяется к электроду, плюс к металлической заготовке.
Получается так, что для сварки металлов с помощью угольного электрода потребуется присадочный элемент. Правда, не всегда. К примеру, по отбортовке тонких металлических заготовок или при некоторых вариантах сварки угловых стыков. Это и выгоднее, и удобнее. Необходимо добавить, что производительность сварочных работ при соединении листов толщиною 1-3 мм с использованием угольных электродов без применения присадочного материала в разы выше, чем при сварке обычными неугольными электродами.
Но тут есть один момент. При сварке две заготовки соединяются между собой путем расплавления самого металла. И такой шов очень прочным назвать нельзя. Поэтому данный вид сваривания лучше всего использовать для сборки неответственных конструкций.
Существует достаточно большая линейка присадочных материалов, которая применяется в этом виде сварки. Все будет зависеть от марки свариваемого металла. К примеру, для сварки меди лучше всего использовать бронзовый присадочный материал.
Очень важен и показатель сечения присадочной проволоки или пластины. Если оно будет большое, то есть вероятность, что сварочный шов будет не проварен, при небольшом сечении может произойти пережог. Поэтому выбор сечение производится в соответствии с толщиною соединяемых заготовок. Вот некоторые соотношения:
Если оно будет большое, то есть вероятность, что сварочный шов будет не проварен, при небольшом сечении может произойти пережог. Поэтому выбор сечение производится в соответствии с толщиною соединяемых заготовок. Вот некоторые соотношения:
| Толщина свариваемых заготовок, мм | Диаметр присадочного прутка, мм |
| 1,5 | 1,5 |
| 1,5-2,5 | 2 |
| 2,5-4 | 3 |
| 4-8 | 5 |
| 8-15 | 8 |
| Больше 15 | 10 |
Конечно, качество шва будет зависеть от того, какой силой тока производится сварка угольным стержнем. Зависимость в нижней таблице.
| Толщина свариваемых заготовок, мм | Сварочный ток, А |
| 2 | 160-200 |
| 3 | 210-260 |
| 4 | 240-280 |
| 5 | 260-300 |
| 6 | 300-350 |
| 7 | 300-360 |
Сварочный режим также зависит и от диаметра используемого электрода. Зависимость в таблице ниже.
Зависимость в таблице ниже.
| Толщина свариваемых заготовок, мм | Диаметр угольного электрода, мм |
| 2-5 | 15 |
| 5-10 | 18 |
| 10-15 | 25 |
Особенности сварки
Существует два вида сварки.
- Правый. Это когда электрод перемещается слева направо, а присадка за ним следом.
- Левый. Стержень движется справа налево, а присадка перед ним.
Самое удивительное, что правая сварка угольным стержнем эффективнее в плане использования тепловой энергии в зоне сварки. При этом удобнее варить детали большой толщины. Да и скорость процесса больше на 20-25%. Но на практике чаще всего применяется именно левая технология.
И другие особенности.
- Электрическая дуга очень чувствительна к различным внешним воздействиям: к ветру, к потокам разных газов, к магнитному влиянию и так далее. Поэтому сварку угольными электродами нужно проводить в закрытых помещениях.
- КПД этого вида сварки ниже, чем у процессов, где используются металлические плавящиеся электроды.
- Плавку угольными стержнями провести невозможно, потому что температура плавления и температура их кипения практически одинаковы: Тпл=3800С, Ткип=4200С.

Использование угольных электродов для сварки медных проводов – один из основных вариантов применения. Особенно ими производится соединение электрических медных шин в трансформаторных подстанциях. Как показала практика, другие способы малоэффективны. В домашних же мастерских угольные электроды используются в основном для резки металлов. То есть, это происходит чаще, чем сваривание. Все дело в условии и возможностях мастерской.
Поделись с друзьями
0
0
0
0
Электродуговая сварка никеля угольным электродом
Такой способ сварки не создаёт каких-либо трудностей. Но, металл при этом насыщается электродом, что крайне нежелательно для никеля. Поэтому, по возможности рекомендуется использовать металлический электрод. Угольным электродом, сваривают, в основном, сплавы на основе никеля.
Угольным электродом, сваривают, в основном, сплавы на основе никеля.
Флюсы при сварке угольным электродом применяют тех же марок, что и при газовой сварке никеля. Процесс сварки ведут электродами диаметром 6-8 мм. Сварочный ток прямой полярности, постоянный. Сила тока 120-140А. Напряжение электрической дуги 22-26В. Угольные электроды применяются при сварке никеля малой толщины. Для больших толщин их не используют.
Угольный электрод. Его отличительные особенности
Как показывает статистика и отзывы пользователей, на сегодняшний день более широким спросом пользуются электроды со стальным плавящимся стержнем. Однако, в отдельных случаях, для сварки просто необходим угольный электрод. При помощи такого стержня можно выполнять сварку, резку, плавку. О том, что такое угольные электроды и в чем их преимущества вы узнаете из этой статьи.
Содержание статьи
Свойства и предназначение
Сварочный угольный электрод — это такой стержень, ключевым компонентом которого является уголь (кокс). Помимо этого в его состав входят некоторые добавки, среди которых: смола, выступает объединяющим звеном, металлический порошок – придает изделию прочность. Габариты такого электрода по диаметру находятся в промежутке от 1,5 до 25 мм, а по длине – от 25 до 300 мм. Изготавливаются изделия очень легко: изначально создается состав из всех компонентов, затем происходит процесс формовки, и заключительный этап – сушка.
Помимо этого в его состав входят некоторые добавки, среди которых: смола, выступает объединяющим звеном, металлический порошок – придает изделию прочность. Габариты такого электрода по диаметру находятся в промежутке от 1,5 до 25 мм, а по длине – от 25 до 300 мм. Изготавливаются изделия очень легко: изначально создается состав из всех компонентов, затем происходит процесс формовки, и заключительный этап – сушка.
Нужно сказать, что применение описываемых изделий нашло себя во многих строительных работах.
Чаще всего применяется угольный электрод для сварки металлов, для выполнения воздушной духовой резки металлов и иных действий.
Специалисты, выполняющие сварку на профессиональном уровне, отмечают, что описываемые стержни могут применяться для работы не только с медью, но и с некоторыми другими изделиями:
- сталь разных сортов, сюда входит и нержавейка, низколегированная, в которой содержится небольшое количество углерода,
- тяжелые и легкие сплавы, например бронза, чугун. Но в случае выполнения работ с этими материалами, необходимо заточить окончание электрода под углом 65 градусов,
- всевозможные цветные металлы. Кстати следует знать, что здесь можно получить достаточно качественное и надежное соединение, чего нельзя достичь методом обычной пайки. И сам процесс работы по времени будет менее продолжительным.
 Но в случае выполнения работ с этими материалами, необходимо заточить окончание электрода под углом 65 градусов,
Но в случае выполнения работ с этими материалами, необходимо заточить окончание электрода под углом 65 градусов,Разновидности угольных электродов
Для повышения прочности расходных материалов, в процессе их изготовления начали применять технологию напыления на электроды медного порошка. Другой способ – электролитический. Он подразумевает собой помещение в ванну с электролитом и самого стержня и медного порошка. Под воздействием электрического поля медь оседает на плоскости расходника. Исходом данной процедуры является образование омедненного угольного электрода.
В настоящее время, электрод угольный омедненный выпускается в пяти основных модификациях, которые различаются между собой по форме сечения:
- круглые, у таких изделий диаметр стержня равен 3,2-19 мм;
- круглые бесконечные, за этим видом наименование закрепилось благодаря его экономичности. То есть в процессе сварки его расход минимальный, если сравнивать его с другими существующими разновидностями;
- плоские, здесь сечение стержней выполнено в прямоугольной форме (в редких случаях в квадратной), размер равен 8-25 мм. Чаще всего применяются для заделки дефектов на поверхностях отливок из стали;
 То есть в процессе сварки его расход минимальный, если сравнивать его с другими существующими разновидностями;
То есть в процессе сварки его расход минимальный, если сравнивать его с другими существующими разновидностями;- полукруглые, у данных изделий сечение составляет – 10-19 мм. В настоящее время они считаются самыми распространенными и пользуются наибольшим спросом. Посредством полукруглых электродов можно решить любые проблемы, которые касаются резки металлических заготовок. В процессе сварки вы получите шов, который приобретет нужную форму;
- полые, применяются нечасто. Характерная черта – используя данный вид электродов можно сформировать U-образную канаву. Диаметр стержня составляет 5-13 мм.
На заметку! Некоторые пользователи отмечают, что когда не было возможности приобрести угольный электрод, а сварку нужно было производить срочно, использовали угли из батарейки.

Однако, такая процедура скорее всего не обвенчается успехом. Если ваша цель — получение качественного и прочного шва, то лучше купить готовое изделие.
Режим сварки
Угольный электрод для сварки входит в категорию неплавких электродов, что и отличает его от других металлических стержней. Таким образом, осуществляя сварочные работы с таким изделием, можно применять исключительно постоянный ток прямой полярности. Это означает, что минус подсоединяется к электроду, а плюс к заготовке из металла.
В определенных ситуациях для сварки необходимо использовать присадочный элемент. Например, при отбортовке тонких металлических заготовок. Такая процедура будет более выгодной и простой. На рынке представлен большой выбор присадок, которые используются при таком виде сварки. Например, если вы работаете с медью, лучше отдать предпочтение бронзовому присадочному материалу.
Также следует обращать внимание на параметры сечения присадочной проволоки или пластины. Если оно больше, то существует риск того, что шов не проварится. При недостаточном сечении – наоборот можно его пережечь.
Если оно больше, то существует риск того, что шов не проварится. При недостаточном сечении – наоборот можно его пережечь.
Совет! Выбирая для сварки электроды угольные омедненные, выбирайте присадочный материал, опираясь на толщину соединяемых заготовок.
Принцип сварки
Выделяется два метода сварки в процессе работы с угольным электродом:
- правый, он подразумевает собой перемещение электрода справа налево, а присадка идет сразу за ним$
- левый, в такой ситуации стержень движется слева направо, а присадка – перед ним.
Правая сварка считается более действенной, в плане применения тепловой энергии в участке сварки. Таким способом удобнее производить сварку деталей большой толщины. Да и скорость самого процесса выше примерно на 20-30%. Однако на практике сварщики отдают большее предпочтение левой технологии.
Подводя итог следует сказать, что чаще всего угольные электроды применяются для сварки медных проводов, в домашних условиях они нашли свое применение в резке металлов.
[Всего голосов: 2 Средний: 1.5/5]
Виды угольных электродов
Электроды угольные сварочные представлены на рынке в нескольких различных вариантах:
- Омедненный круглый – используется в различных сферах и может иметь диаметр от 3,2 до 19 мм.
- Бесконечные омедненные – являются весьма экономными и значительно сокращают свой расход. Их работа практически безотходна. Чтобы ими было удобнее пользоваться, используется специальная машинка. Сечение у данных изделий является круглым, а диаметр начинается от 8 до 25 мм.
- Плоские омедненные – имеют квадратное или прямоугольное сечение. Имеют сечение от 8 до 25 мм, хотя под заказ можно сделать электроды и больших размеров.
- Омедненные полукруглые – из всех разновидностей являются наиболее широко употребляемыми. С одной стороны у них плоское сечение, а с другой – круглое. Таким образом, он может решать любые проблемы с резкой металла. С его помощью можно сформировать канавку требуемой формы. Размеры сечения колеблются от 10 до 19 мм.
- Полые омедненные – используются для строжки и могут формировать канавки U-образной формы. На рынке встречаются достаточно редко и диапазон диаметров здесь составляет от 5 до 13 мм.

Размеры угольных электродов
Для каждой из разновидностей, будь то угольные электроды омедненные или другие, имеются свои номинальные размеры.
| Разновидность | Размеры, мм |
| Омедненный круглый | 3,2; 4; 5, 6,5; 8; 9; 9,5; 10; 13; 16; 19. |
| Бесконечные омедненный | 8; 10; 13; 16; 19; 25. |
| Плоские омедненные | 8-8-305, 10-5-305, 15-5-305, 20-5-355, 25-5-355, 20-6-355. |
| Омедненные полукруглые | 3-6.5-355, 10-5-355, 16-8-355, 19-9.5-355 |
| Полые омедненные | 5; 6,5; 8; 9; 13. |
Сварка угольным электродом
Угольные электроды изготавливают из аморфного электротехнического угля в виде стержней круглого сечения диаметром от 6 до 18 мм, длиной 250—700 мм с гладкой черной поверхностью. Для сварки пригодны только сплошные электроды, т. е. без канала внутри. Конец электрода затачивают под углом 60—70°, а для сварки цветных металлов — 20—40°.
Для сварки пригодны только сплошные электроды, т. е. без канала внутри. Конец электрода затачивают под углом 60—70°, а для сварки цветных металлов — 20—40°.
Процессу сварки угольными электродами присущи такие особенности:
- температуры плавления и кипения угольных электродов весьма высоки и настолько близки (Тпл = 3800 °C, Ткип = 4200 °C), что практически процесс плавления не удается наблюдать, видно лишь медленное испарение, чистый углерод имеет Тпл ≈ 3500 °C, Ткип = 3467 °C, поэтому он не плавится, а возгоняется;
- сварку угольными электродами можно вести только на прямой полярности (минус на электроде). При обратной полярности наблюдается недостаточно устойчивое горение дуги, неудовлетворительное формирование шва, происходит науглероживание наплавленного металла, электрод сильно разогревается на большой длине, что приводит к увеличению его испарения;
- коэффициент полезного действия дуги при сварке угольным электродом значительно ниже, чем при сварке металлическим плавящимся электродом;
- дуга в процессе сварки чувствительна к различным внешним воздействиям, потокам газов, ветру и т. п., а также сильно поддается магнитному дутью.
 п., а также сильно поддается магнитному дутью.
п., а также сильно поддается магнитному дутью.Вместе с тем угольные электроды успешно применяют для сварки тонколистового металла, заварки дефектов литья, сварки цветных металлов и наплавки твердых сплавов.
В настоящее время используют следующие способы сварки угольным электродом тонколистового металла:
- без присадочного материала;
- с подачей присадочного материала в дугу;
- с предварительной укладкой присадочного материала.
Сварка без присадочного материала — это наиболее простой способ, который получил наибольшее распространение. Он заключается в оплавлении дугой кромок свариваемых деталей. Этим способом сваривают листы при бортовых, угловых и нахлесточных соединениях. Причем производительность сварки при толщине листов 1—3 мм может быть значительно выше производительности ручной сварки покрытыми металлическими электродами. Без присадочного материала
успешно сваривают уголки, швеллеры и другие профили, в которых шов образуется за счет расплавленного металла кромок или полок. Сварка стыковых соединений этим способом дает ослабленный шов, и поэтому его можно применять только лишь в тех случаях, когда шов не будет подвергаться значительным усилиям.
Сварка стыковых соединений этим способом дает ослабленный шов, и поэтому его можно применять только лишь в тех случаях, когда шов не будет подвергаться значительным усилиям.
Характерные типы сварных соединений, которые можно выполнять этим способом, показаны на рис. 1.
Рис. 1. Характерные типы сварных соединений без присадочного материала: а — стыковое соединение листов толщиной 1—2 мм с отбортовкой кромок; б — присоединение штампованного днища к обечайке; в — соединение кожухов, емкостей и т. п.; г — угловое соединение; д, е, ж, з, и — различные виды соединений из уголков, швеллеров и листов, соединение внахлест
Сварка тонких листов с подачей присадочного материала в дугу ведется по схеме, приведенной на рис. 2. Сварщик в левой руке держит присадочный пруток, а в правой — держатель с угольным электродом. Факел дуги направляют на конец присадочного материала, и этим предупреждают прожоги при сварке тонких листов. Такой способ рекомендуется для сварки стальных листов толщиной 0,3—1,0 мм.
Рис. 2. Сварка тонких листов с подачей присадочного металла в дугу
Он дает также хорошие результаты при заварке дефектов литья и при сварке цветных металлов.
Сварку с подачей присадочного материала в дугу можно выполнять «левым» и «правым» способом. При «левом» способе (рис. 3, а) присадочный пруток раз
Рис. 3. Сварка с подачей присадочного материала в дугу: а — левый способ; б — правый способ
мещают между электродом и основным металлом, пламя дуги направлено на основной металл. При «правом» способе (рис. 3, б) присадочный пруток размещают между наплавленным валиком и угольным электродом, пламя дуги направлено на расплавленный металл.
При «правом» способе нагрев более концентрированный, чем при «левом», что позволяет производить сварку на больших скоростях. Однако при «правом» способе велика вероятность прожогов.
На практике чаще применяют «левый» способ, а «правый», как правило, используют при сварке металла больших толщин.
Сварку с предварительной укладкой прутков или полосок применяют при выполнении стыковых и угловых швов из листов большой толщины (рис. 4). При этом получается усиленный шов за счет сплавления кромок свариваемых листов и присадочного прутка.
Сварочный ток подбирают в зависимости от толщины металла и вида сварного соединения; диаметр электрода — в зависимости от толщины свариваемых листов с таким расчетом, чтобы электрод не разогревался по всей длине до светло-красного каления, которое вызывает его быстрое испарение, растекание и расход.
Примерные режимы сварки соединений низкоуглеродистой стали угольными электродами приведены в табл. 1.
Рис. 4. Сварка с предварительной укладкой прутков или полосок: а — односторонний стыковой шов с укладкой прутка; б — односторонний стыковой шов с укладкой прутка и подкладкой под шов полоски; в, г — односторонний угловой шов с укладкой прутка; д — односторонний стыковой шов с укладкой полоски и подкладкой под шов полоски; е — двухсторонний стыковой шов с укладкой с обеих сторон полоски; ж — двухсторонний стыковой шов с укладкой полоски в зазор между свариваемыми листами
Таблица 1. Режимы сварки соединений из низкоуглеродистой стали угольными электродами
Режимы сварки соединений из низкоуглеродистой стали угольными электродами
| Вид соединения | Толщина металла, мм | Сила тока, А | Диаметр электрода, мм | Скорость сварки, м/ч |
| Односторонний стыковой шов | 2 | 200 | 10 | 20 |
| 3 | 300 | 12 | 20 | |
| Односторонний угловой шов | 2 | 150 | 10 | 20 |
| 3 | 250 | 10 | 15 | |
| С отбортовкой кромок | 1 | 130 | 10 | 30 |
| 2 | 200 | 10 | 40 |
Увеличение плотности тока можно допускать при использовании графитовых электродов. Графитовые электроды изготавливают из кристаллического углерода — графита. Цвет графитовых электродов темно-серый с металлическим блеском. Они мягкие, легко режутся, при сварке дают лучшие результаты, чем угольные. Благодаря высокой электропроводности и стойкости против окисления они медленнее испаряются и более стойки против растрескивания. При использовании графитовых электродов можно повысить силу тока в 2,5—3 раза по сравнению с угольными электродами. Это позволяет пользоваться более тонкими и удобными в работе электродами. Ориентировочные режимы сварки соединения при отбортовке кромок с использованием графитовых электродов приведены в табл. 2.
При использовании графитовых электродов можно повысить силу тока в 2,5—3 раза по сравнению с угольными электродами. Это позволяет пользоваться более тонкими и удобными в работе электродами. Ориентировочные режимы сварки соединения при отбортовке кромок с использованием графитовых электродов приведены в табл. 2.
Таблица 2. Режимы сварки соединений при отбортовке графитовыми электродами
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А | Скорость сварки, м/ч |
| 1,5 | 5 | 90—100 | 45 |
| 2 | 6 | 125—135 | 40 |
| 2,5 | 6—8 | 100—250 | 35 |
| 3 | 6—8 | 250—275 | 33 |
При сварке тонких листов угольным электродом наружный вид шва лучше, чем при сварке покрытым металлическим электродом. Механические свойства сварных соединений практически находятся на уровне свойств основного металла. Сварку угольным электродом успешно можно применять и для сварки цветных металлов, и для наплавки твердых сплавов. С этой целью используют дугу косвенного действия. Дуга возбуждается между двумя угольными электродами.
С этой целью используют дугу косвенного действия. Дуга возбуждается между двумя угольными электродами.
Сварку ведут на переменном токе на режимах, приведенных в табл. 3.
Таблица 3. Режимы сварки угольными электродами при использовании дуги косвенного действия
| Вид сварки и материалы | Толщина свариваемого элемента, мм | Сила тока, А |
| Сварка свинца, медных листов и сплавов алюминия | 0,3—0,6 | 15—30 |
| Сварка нержавеющей стали, медных листов и сплавов алюминия | 1—3 | 25—50 |
| Нагрев металла, пайка твердыми припоями, наплавка твердых сплавов | — | 60—150 |
технология, особенности, как выполнить своими руками
Технология сварки угольными электродами встречается достаточно редко. Это связано с узкой спецификацией угольного присадочного материала. Из-за своей структуры он не плавится под воздействием высоких температур.
Это ограничивает его применение сваркой цветных металлов и чугуна. Однако помимо короткого списка сварочных работ, угольный присадочный материал можно использовать для другого типа обработки – строжки.
Однако помимо короткого списка сварочных работ, угольный присадочный материал можно использовать для другого типа обработки – строжки.
Строжкой называется методика разрезания металлических поверхностей. При этой методике проводится резка на частичной глубине полотна детали.
Эта статья детально рассмотрит оба вида обработки металла с помощью угольных электродов: сварку и строжку.
Содержание статьиПоказать
Общая информация о сварке угольными электродами
Этот тип сварки используется достаточно редко. Структура основы материала не подходит для сваривания большинства металлов. Однако есть сплавы, в работе с которыми он проявляет себя хорошо.
Это цветные металлы, низкоуглеродистая сталь или чугун, толщина которого не превышает 3 мм. А также при спайке проводов из меди.
Ключевой показатель этого материала заключается в том, при воздействии высоких температур он не плавится. Происходит лишь плавка и испарение медного покрытия поверхности присадочного материала.
Из-за такой структуры смешения присадочного материала с металлом детали не происходит. Это дает минимальны расход стержня, а для сварщиков, работавших с плавящимся типом – непривычные характеристики процесса.
Сваривание металлических поверхностей при применении неплавящихся присадочных материалов происходит смешением металла самих деталей. Под воздействием высоких температур края детали расплавляются.
Расплавленный металл заполняет сварочный стык, формируя полотно шва.
В случае, если размер зазора между деталями не позволяет формировать надежный шов только за счет смешения основных металлов, для соединения используется присадочная проволока.
Описание технологии
В начале работы (как перед сваркой, так и перед строжкой) всегда проводится подготовка. Она включает в себя зачистку сварочной зоны поверхности детали. Зачистка проводится наждачной бумагой, шлифовальной машинкой или напильником.
Убираются все очаги коррозий, включения чужеродных материалов, загрязнения, неровности. После этого поверхность обрабатывается обезжиривающей жидкостью. От качества зачистки будет зависеть качество сварочного соединения.
После этого поверхность обрабатывается обезжиривающей жидкостью. От качества зачистки будет зависеть качество сварочного соединения.
Уровень силы тока выставляется в зависимости от диаметра электрода. При размере в 4 мм сила тока должна достигать 150-200 Ампер. Если размер стержня больше – сила тока увеличивается, если меньше – уменьшается.
Для стабильности работы дуги стоит настраивать постоянный тип тока. Полярность устанавливается отрицательная. Это также понизит расход материала.
Для улучшения плотности шва и стабилизации дуги при строжке и сварке применяется флюс. Они существуют нескольких типов: порошок, паста, жидкость. Использовать можно любой, однако для применения в домашних условиях больше подходит форма пасты или жидкости.
Для лучшего эффекта флюс должен включать в себя ионизирующие вещества. Сам флюс наносится на сварочную поверхность и распределяется тонким равномерным слоем.
Далее присадочный элемент вставляется в держак, разжигается дуга и формируется сварочная ванна. Поджиг дуги производится постукиванием (чирканьем) кончика рабочего элемента по металлической поверхности.
Поджиг дуги производится постукиванием (чирканьем) кончика рабочего элемента по металлической поверхности.
Во время работы видимая часть присадочного элемента не должна превышать 7 см. Продвижение вдоль стыка должно быть равномерным, с учетом плавления кромок и формирования соединения.
Сваривание деталей, а также строжка угольным электродом применимо в домашних условиях, однако для этого нужно использовать аппаратуру заводского производства. Самодельные агрегаты для такой сварки не подойдут ввиду отсутствия возможности настройки силы тока.
Общая информация о строжке угольными электродами
Такой тип строжки также называется воздушно-дуговым. Эта методика основана на применении сжатого воздуха для разрезания детали.
Воздействие сварочного тока расплавляет тело детали. А разрез производится направленной параллельно струей сжатого воздуха.
В отличие от сварки, строжка угольными электродами применяется для обработки любых типов металлов. Но чаще всего эта методика используется, чтобы разрезать нержавеющую сталь, чугун, никель, алюминий либо медь.
Но чаще всего эта методика используется, чтобы разрезать нержавеющую сталь, чугун, никель, алюминий либо медь.
Описание технологии
Воздушно-дуговая резка применима в домашних условиях. Однако, как и при других обработках, при резке важно соблюдать безопасность.
Перед тем, как приступать к работе по сварке и строжке, проводится проверка исправности оборудования. А также подготовка металла – зачистка и обезжиривание. После этого проводится настройка режима сварки, выставляются параметры силы тока.
Не стоит настраивать высокие показатели этого параметра. Завышенная сила тока быстро испарит медное покрытие присадочного материала. Это повлияет на качество и равномерность расплавки тела детали.
Помимо сварочного оборудования проводится подготовка баллона со сжатым воздухом. Он не должен иметь повреждения и вмятины.
Удостоверившись в исправности баллона, проводится настройка давления. Для воздушно-дуговой строжки достаточно четыре-шесть бар.
Присадочный элемент вставляется в держак так, чтобы видимая часть не превышала длину в 10 см.
 Подается воздух, поджигается дуга.
Подается воздух, поджигается дуга.После формирования сварочной ванны сжатый воздух направляется в рабочую зону. Обе части обработки должны проводиться равномерно.
Заключение
Сварка и строжка угольными электродами применяется редко, но обработать этими методиками металл можно. Это достаточно сложная задача.
Однако умение работать с таким типом присадочного материала поможет в обучении другим, более простым методикам.
Сварка и строжка угольным электродом в домашних условиях
Время чтения: ≈5 минут
Сварка угольными электродами — редко применяющаяся технология. Все дело в узкой сфере применения. Угольный электрод не плавится во время сварки, поэтому его можно использовать только при работе с цветными металлами или чугуном. Но это не значит, что угольные электроды не нужно рассматривать.
Ведь с их помощью можно выполнить строжку. Строжка — это метод разрезания металлов, когда резка осуществляется не на всей глубине детали. В этой статье мы напомним вам, как варить металл угольным электродом и расскажем, как с его помощью выполнить строжку.
Содержание статьи
Сварка угольным электродом
Как мы уже писали выше, сварка угольным стержнем применяется редко. Но она хорошо зарекомендовала себя при работе с цветными металлами, низкоуглеродистой сталью и чугуном толщиной до 3 миллиметров. Также угольные электроды иногда используются для пайки медных проводов.
Учитывайте, что угольный электрод является неплавящимся. Т.е., во время сварки он сам не плавится и не смешивается с основным металлом. У него есть медное покрытие, которое лишь немного испаряется в процессе работы. Поэтому сам стержень практически не меняется в размерах. Ведь расход очень незначительный.
Т.е., во время сварки он сам не плавится и не смешивается с основным металлом. У него есть медное покрытие, которое лишь немного испаряется в процессе работы. Поэтому сам стержень практически не меняется в размерах. Ведь расход очень незначительный.
За счет чего образуется шов? За счет самого металла, с которым вы работаете. Кромки плавятся под воздействием дуги и заполняют стык между двумя деталями. Иногда можно использовать присадочную проволоку, если зазор слишком большой.
Технология
Подготовьте металл к сварке. Зачистите все поверхности, при необходимости отшлифуйте. Затем настройте силу тока. Сила тока зависит от диметра электрода. Для электрода диаметром 4 миллиметра оптимальная сила тока — 150-200А. Увеличивайте силу тока, если используете электроды большего диаметра. Также рекомендуем установить прямой ток и прямую полярность. Так дуга будет гореть стабильнее, а электрод будет расходоваться еще экономнее.
Чтобы улучшить качество шва и стабилизировать дугу можно использовать флюсы.![]() Как пастообразные, так и порошковые. В их составе должны быть ионизирующиеся вещества. Нанесите флюс на кромки и равномерно распределите.
Как пастообразные, так и порошковые. В их составе должны быть ионизирующиеся вещества. Нанесите флюс на кромки и равномерно распределите.
Вставьте электрод в держак и зажгите дугу. Это можно сделать, постучав стержнем о кромки. Затем сформируйте сварочную ванну. Видимая часть электрода должна составлять не более 7 сантиметров. Ведите дугу равномерно, следите за плавлением металла и формированием шва.
Строжка угольным электродом
Строжка угольным электродом – это метод резки металла, во время которого используется сжатый воздух. Электрическая дуга производит расплавление металла, а струя сжатого воздуха, направленная на область сварки, производит его выдувание.
Воздушно-дуговая строжка угольным электродом или строжка может использоваться для резки любых видов металлов. Но в основном этот технологический процесс применяют для разрезания нержавейки, чугуна, никеля, алюминия меди.
Проведение сварочных работ с использованием угодных стержней используется только в исключительных случаях, когда требуется сделать прочный и ровный сварной шов. Данная технология обладает многими важными особенностями, которые обязательно нужно соблюдать при ее проведении. Но особую важность представляет подбор угольных стержней, при помощи которых производится сварка.
Данная технология обладает многими важными особенностями, которые обязательно нужно соблюдать при ее проведении. Но особую важность представляет подбор угольных стержней, при помощи которых производится сварка.
Сварка угольным электродом
Угольные электроды изготавливают из аморфного электротехнического угля в виде стержней круглого сечения диаметром от 6 до 18 мм, длиной 250—700 мм с гладкой черной поверхностью. Для сварки пригодны только сплошные электроды, т. е. без канала внутри. Конец электрода затачивают под углом 60—70°, а для сварки цветных металлов — 20—40°.
Процессу сварки угольными электродами присущи такие особенности:
- температуры плавления и кипения угольных электродов весьма высоки и настолько близки (Тпл = 3800 °C, Ткип = 4200 °C), что практически процесс плавления не удается наблюдать, видно лишь медленное испарение, чистый углерод имеет Тпл ≈ 3500 °C, Ткип = 3467 °C, поэтому он не плавится, а возгоняется;
- сварку угольными электродами можно вести только на прямой полярности (минус на электроде). При обратной полярности наблюдается недостаточно устойчивое горение дуги, неудовлетворительное формирование шва, происходит науглероживание наплавленного металла, электрод сильно разогревается на большой длине, что приводит к увеличению его испарения;
- коэффициент полезного действия дуги при сварке угольным электродом значительно ниже, чем при сварке металлическим плавящимся электродом;
- дуга в процессе сварки чувствительна к различным внешним воздействиям, потокам газов, ветру и т. п., а также сильно поддается магнитному дутью.
 При обратной полярности наблюдается недостаточно устойчивое горение дуги, неудовлетворительное формирование шва, происходит науглероживание наплавленного металла, электрод сильно разогревается на большой длине, что приводит к увеличению его испарения;
При обратной полярности наблюдается недостаточно устойчивое горение дуги, неудовлетворительное формирование шва, происходит науглероживание наплавленного металла, электрод сильно разогревается на большой длине, что приводит к увеличению его испарения;Вместе с тем угольные электроды успешно применяют для сварки тонколистового металла, заварки дефектов литья, сварки цветных металлов и наплавки твердых сплавов.
В настоящее время используют следующие способы сварки угольным электродом тонколистового металла:
- без присадочного материала;
- с подачей присадочного материала в дугу;
- с предварительной укладкой присадочного материала.
Сварка без присадочного материала — это наиболее простой способ, который получил наибольшее распространение. Он заключается в оплавлении дугой кромок свариваемых деталей. Этим способом сваривают листы при бортовых, угловых и нахлесточных соединениях. Причем производительность сварки при толщине листов 1—3 мм может быть значительно выше производительности ручной сварки покрытыми металлическими электродами. Без присадочного материала
Он заключается в оплавлении дугой кромок свариваемых деталей. Этим способом сваривают листы при бортовых, угловых и нахлесточных соединениях. Причем производительность сварки при толщине листов 1—3 мм может быть значительно выше производительности ручной сварки покрытыми металлическими электродами. Без присадочного материала
успешно сваривают уголки, швеллеры и другие профили, в которых шов образуется за счет расплавленного металла кромок или полок. Сварка стыковых соединений этим способом дает ослабленный шов, и поэтому его можно применять только лишь в тех случаях, когда шов не будет подвергаться значительным усилиям.
Характерные типы сварных соединений, которые можно выполнять этим способом, показаны на рис. 1.
Рис. 1. Характерные типы сварных соединений без присадочного материала: а — стыковое соединение листов толщиной 1—2 мм с отбортовкой кромок; б — присоединение штампованного днища к обечайке; в — соединение кожухов, емкостей и т. п.; г — угловое соединение; д, е, ж, з, и — различные виды соединений из уголков, швеллеров и листов, соединение внахлест
п.; г — угловое соединение; д, е, ж, з, и — различные виды соединений из уголков, швеллеров и листов, соединение внахлест
Сварка тонких листов с подачей присадочного материала в дугу ведется по схеме, приведенной на рис. 2. Сварщик в левой руке держит присадочный пруток, а в правой — держатель с угольным электродом. Факел дуги направляют на конец присадочного материала, и этим предупреждают прожоги при сварке тонких листов. Такой способ рекомендуется для сварки стальных листов толщиной 0,3—1,0 мм.
Рис. 2. Сварка тонких листов с подачей присадочного металла в дугу
Он дает также хорошие результаты при заварке дефектов литья и при сварке цветных металлов.
Сварку с подачей присадочного материала в дугу можно выполнять «левым» и «правым» способом. При «левом» способе (рис. 3, а) присадочный пруток раз
Рис. 3. Сварка с подачей присадочного материала в дугу: а — левый способ; б — правый способ
мещают между электродом и основным металлом, пламя дуги направлено на основной металл. При «правом» способе (рис. 3, б) присадочный пруток размещают между наплавленным валиком и угольным электродом, пламя дуги направлено на расплавленный металл.
При «правом» способе (рис. 3, б) присадочный пруток размещают между наплавленным валиком и угольным электродом, пламя дуги направлено на расплавленный металл.
При «правом» способе нагрев более концентрированный, чем при «левом», что позволяет производить сварку на больших скоростях. Однако при «правом» способе велика вероятность прожогов.
На практике чаще применяют «левый» способ, а «правый», как правило, используют при сварке металла больших толщин.
Сварку с предварительной укладкой прутков или полосок применяют при выполнении стыковых и угловых швов из листов большой толщины (рис. 4). При этом получается усиленный шов за счет сплавления кромок свариваемых листов и присадочного прутка.
Сварочный ток подбирают в зависимости от толщины металла и вида сварного соединения; диаметр электрода — в зависимости от толщины свариваемых листов с таким расчетом, чтобы электрод не разогревался по всей длине до светло-красного каления, которое вызывает его быстрое испарение, растекание и расход.
Примерные режимы сварки соединений низкоуглеродистой стали угольными электродами приведены в табл. 1.
Рис. 4. Сварка с предварительной укладкой прутков или полосок: а — односторонний стыковой шов с укладкой прутка; б — односторонний стыковой шов с укладкой прутка и подкладкой под шов полоски; в, г — односторонний угловой шов с укладкой прутка; д — односторонний стыковой шов с укладкой полоски и подкладкой под шов полоски; е — двухсторонний стыковой шов с укладкой с обеих сторон полоски; ж — двухсторонний стыковой шов с укладкой полоски в зазор между свариваемыми листами
Таблица 1. Режимы сварки соединений из низкоуглеродистой стали угольными электродами
| Вид соединения | Толщина металла, мм | Сила тока, А | Диаметр электрода, мм | Скорость сварки, м/ч |
| Односторонний стыковой шов | 2 | 200 | 10 | 20 |
| 3 | 300 | 12 | 20 | |
| Односторонний угловой шов | 2 | 150 | 10 | 20 |
| 3 | 250 | 10 | 15 | |
| С отбортовкой кромок | 1 | 130 | 10 | 30 |
| 2 | 200 | 10 | 40 |
Увеличение плотности тока можно допускать при использовании графитовых электродов. Графитовые электроды изготавливают из кристаллического углерода — графита. Цвет графитовых электродов темно-серый с металлическим блеском. Они мягкие, легко режутся, при сварке дают лучшие результаты, чем угольные. Благодаря высокой электропроводности и стойкости против окисления они медленнее испаряются и более стойки против растрескивания. При использовании графитовых электродов можно повысить силу тока в 2,5—3 раза по сравнению с угольными электродами. Это позволяет пользоваться более тонкими и удобными в работе электродами. Ориентировочные режимы сварки соединения при отбортовке кромок с использованием графитовых электродов приведены в табл. 2.
Таблица 2. Режимы сварки соединений при отбортовке графитовыми электродами
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А | Скорость сварки, м/ч |
| 1,5 | 5 | 90—100 | 45 |
| 2 | 6 | 125—135 | 40 |
| 2,5 | 6—8 | 100—250 | 35 |
| 3 | 6—8 | 250—275 | 33 |
При сварке тонких листов угольным электродом наружный вид шва лучше, чем при сварке покрытым металлическим электродом. Механические свойства сварных соединений практически находятся на уровне свойств основного металла. Сварку угольным электродом успешно можно применять и для сварки цветных металлов, и для наплавки твердых сплавов. С этой целью используют дугу косвенного действия. Дуга возбуждается между двумя угольными электродами.
Механические свойства сварных соединений практически находятся на уровне свойств основного металла. Сварку угольным электродом успешно можно применять и для сварки цветных металлов, и для наплавки твердых сплавов. С этой целью используют дугу косвенного действия. Дуга возбуждается между двумя угольными электродами.
Сварку ведут на переменном токе на режимах, приведенных в табл. 3.
Таблица 3. Режимы сварки угольными электродами при использовании дуги косвенного действия
| Вид сварки и материалы | Толщина свариваемого элемента, мм | Сила тока, А |
| Сварка свинца, медных листов и сплавов алюминия | 0,3—0,6 | 15—30 |
| Сварка нержавеющей стали, медных листов и сплавов алюминия | 1—3 | 25—50 |
| Нагрев металла, пайка твердыми припоями, наплавка твердых сплавов | — | 60—150 |
Просмотров: 891
Графитовые электроды: применение, разновидности, свойства
Графитовые электроды – это проводники, в составе которых присутствует углерод-графит.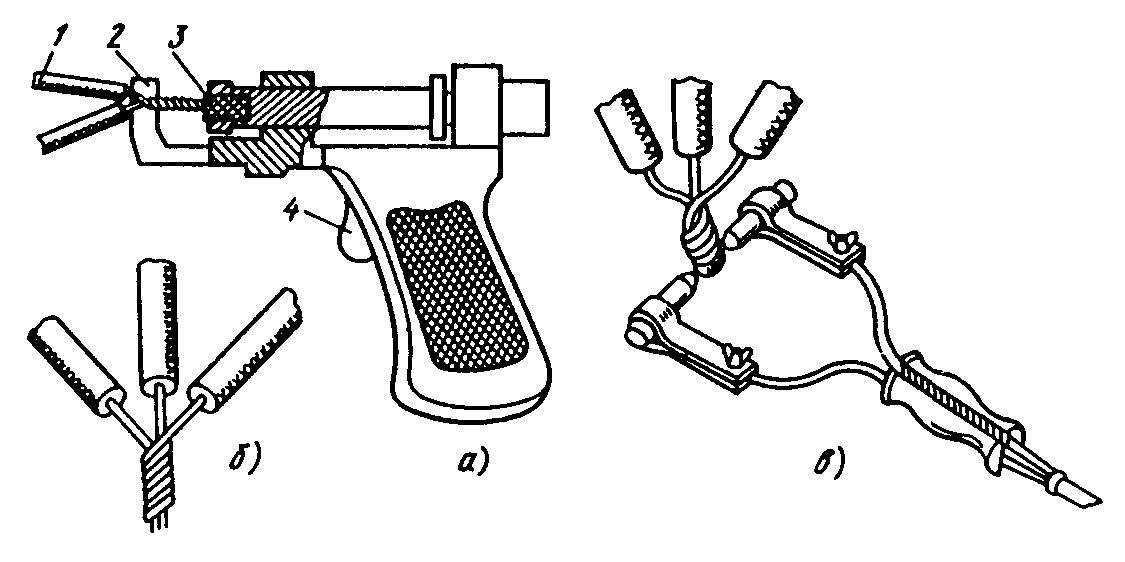 Визуально они отличаются блеском поверхности и серым цветом. Электрод имеет гибкую текстуру, поэтому вы легко сможете нарезать необходимый размер. Проводники актуальны для сварки цветных сплавов. Графитовые электроды также используют для соединения твердых металлов. По мнению экспертов, графитовые считаются более практичными в отличие от угольных.
Визуально они отличаются блеском поверхности и серым цветом. Электрод имеет гибкую текстуру, поэтому вы легко сможете нарезать необходимый размер. Проводники актуальны для сварки цветных сплавов. Графитовые электроды также используют для соединения твердых металлов. По мнению экспертов, графитовые считаются более практичными в отличие от угольных.
Если обратимся к свойствам самого графита, температура плавления – около 3500 градусов. Единой технологии производства стержней не существует. Их изготавливают из остатков электродов плавильных печей. Для получения нужной формы наконечника электрод затачивают. В работе графитовые электроды демонстрируют меньшее сопротивление. Если сравнивать с угольными, графит используют для сварки под большой силой тока.
Специфика применения графитовых электродов:
- образовывается сварочная дуга за счет соприкосновения электрода и металлического основания. Кромка материала плавится, в результате чего образовывается сварочная ванна. Она и образует шов;
- для работы с графитовыми электродами нужен постоянный ток. Только при прямой полярности дуга будет стабильной. Непрямая полярность встречается при резке металлических изделий;
- особенность графитовых электродов – экономия стержней, которые практически не трескаются. Минимальный расход материала привлекает сварщиков, которые чаще всего выбирают графитовые расходники именно по этой причине.
 Она и образует шов;
Она и образует шов;Плюсы и минусы графитового электрода
Если вы раньше не работали с графитовыми электродами, важно оценить сильные стороны и недостатки материала.
Плюсы графитового электрода:
- их изготавливают из остатков стержней из плавильных печей. Именно поэтому электрод прост в использовании;
- способность электрода выдерживать высокие показатели силы тока;
- выступают отличными электропроводниками, что положительно сказывается на качестве сварки;
- долговечность электрода из-за стойкости к агрессивным факторам воздействия, не окисляются.

К минусам графитовых электродов относят:
- серьезные требования к форме и заточке наконечников электродов;
- в процессе сварки электродами есть вероятность увеличения количества углерода;
- минимальный диаметр – 6 мм, что сужает круг применения электрода из графита.
Расход графитового электрода
В процессе плавки графитовый стержень расходуется. Несмотря на то, что материал считается устойчивым к плавке, медленное плавление происходит. Этот процесс существенно замедлен в отличие от других видов расходников. Если при воздействии высоких температур диаметр стержня уменьшается и становится меньше нормы, тогда необходимо наращивание. Для этого и используют ниппели, которые иногда прилагаются в комплекте от производителя.
При стандартной работе печи расход составляет от 4 до 8 кг на тонну. Чтобы снизить затраты на расходные материалы и сделать процесс более экономичным, нужно контролировать ряд параметров:
- качество используемых расходников;
- особенности печи для плавки;
- режим термической обработки и установленная температура;
- качество стали и тип горелки.

В целом, графитные электроды практически не расходуются. Потери массы расходных материалов происходят из-за испарения самого графита.
Особенности графитового электрода
По своей структуре стержень состоит из двух элементов с изолирующей прокладкой. В качестве изолятора используют окиси меди или алюминия. Графитовые электроды производят из прессованного угля. По этой причине в металле может увеличиваться процентное содержание углерода в процесс варки металла.
Состав и технические особенности электрода зависят от производителя. Для получения исчерпывающей информации по электроду расшифруйте маркировку изделия. Все расходники должны выпускаться по стандартам ГОСТ и другим нормативным документам. К техническим характеристикам графитового электрода относят следующие показатели: плотность, примеси золы, сила сопротивления, прочность, упругость.
Где применяют графитовый электрод?
Расходники достаточно популярны, поэтому область их применения широкая. Графитовые электроды используют для выполнения ряда задач. Графитовые стержни подходят для обработки металлической поверхности перед сваркой, зачистки деталей.
Графитовые электроды используют для выполнения ряда задач. Графитовые стержни подходят для обработки металлической поверхности перед сваркой, зачистки деталей.
С помощью графитовых электродов реально снизить риски брака и избежать дефектов швов. Определяют несколько основных направлений в использовании расходных материалов:
- сварка цветных сплавов;
- устранение дефектов при создании литого сплава;
- наплавление твердых сплавов на основу из металла.
Марки графитовых электродов
Чтобы определиться, какой расходник подойдет для выполнения конкретной задачи, нужно рассмотреть наиболее популярные марки электродов.
- ЭГ или графитированные изделия. В составе присутствуют кокс из нефти и угольный пек. Между собой модели могут отличаться сопротивлением. Некоторые производители выпускают вместе с ниппелями.
- ЭГС производят на основе игольчатого коса и пека из камня. Актуальны для сталеплавильного производства.
- ЭГП используются для резки металла. Наряду с нефтяным коксом в составе и угольным пеком дополнительно электроды еще пропитывают пеком. Используются в промышленности на ферросплавных цехах и в металлолитейной сфере.
- ЭГСП используются в электродуговой сварке. Стержни изготовлены из игольчатого кокса и каменноугольного пека.

Как производят графитовый электрод?
Преимущественно для изготовления стержней используют уголь. Он может быть натуральным или искусственным. Дальше включают связующие добавки. Примеси могут отличаться в зависимости от модификации и особенностей продукции. Производство включает в себя несколько этапов:
- экструзия или продавливание материала под воздействием высоких температур;
- создание нужной формы или конфигурации;
- разметка резьбовых соединений;
- обработка электрода медным слоем для защиты от окисления и придания ему долговечности.

Сварка меди графитовым электродом
Медные проводы можно варить с помощью электродов. Это отличная альтернатива другим способам. Профессиональные сварщики выделяют ряд преимуществ такой технологии:
- удается достичь максимальной надежности, создавая качественное соединение;
- основания спаиваются с торца, основная поверхность остается нетронутой. За счет этого удается избежать перегрева конструкции. Следовательно, можно увеличивать нагрузки;
- оперативность процесса. Нагрев осуществляется пару секунд, что упрощает работу с графитовыми электродами.
Техника безопасности при использовании графитовых электродов
При работе со сваркой и резкой металла обязательно нужно придерживаться техники безопасности. Графитовые электроды используются для работы с невысоким напряжением, но без знания мер предосторожности можно столкнуться с негативными последствиями для здоровья.
Выделяют несколько базовых правил:
- Обязательно использование защитных средств в виде маски сварщика, одежды и краги.
- Подготовить рабочую зону. Уберите легковоспламеняющиеся предметы. Минимальное расстояние от места сварки – 5 метров.
- Перед началом работы убедитесь в исправности оборудование, которое вы хотите использовать.
- Обесточьте провода, которые намерены варить.

Требования достаточно простые, но их выполнение защитит вас от необратимых последствий. При выборе графитного электрода учитывайте диаметр заготовок для спаивания, особенности сварочного аппарата.
Вывод
Преимущественно графитовый электрод используется в промышленных цехах на специальном оборудовании. Каждая марка, присутствующая на рынке, соответствует своей специализации. Поскольку графитовые электроды выпускают с диаметром минимум 6 мм, они обладают отличной электропроводностью, их применяют для создания соединений в конструкциях с предусмотренными большими нагрузками.
Графитовые и угольные электроды для сварки медных проводов
Все чаще монтаж электропроводки не обходится без угольного электрода для сварки медных проводов. Такой способ – альтернатива спаиванию медных скруток, для которого необходимо использование флюса и припоя. Как и у пайки, задача сварки заключается в обеспечении надежного контакта между проводами, которого невозможно добиться их обычным скручиванием, ведь на медной поверхности со временем обязательно появится пленка окисления. Правда, после сваривания неразъемное соединение скрутки получается не по всей ее поверхности, как при спаивании, а только на кончике, который оплавляется в течение 1-2 секунд, однако и такой контакт предотвращает перегрев кабелей при повышении нагрузки.
Такой способ – альтернатива спаиванию медных скруток, для которого необходимо использование флюса и припоя. Как и у пайки, задача сварки заключается в обеспечении надежного контакта между проводами, которого невозможно добиться их обычным скручиванием, ведь на медной поверхности со временем обязательно появится пленка окисления. Правда, после сваривания неразъемное соединение скрутки получается не по всей ее поверхности, как при спаивании, а только на кончике, который оплавляется в течение 1-2 секунд, однако и такой контакт предотвращает перегрев кабелей при повышении нагрузки.
Благодаря своим техническим характеристикам графитовые электроды медленнее расходуются, легко режутся, не растрескиваются при сварке.
Как правило, сварка проводов ведется в распределительных коробках. Расположены они довольно высоко, поэтому для работы нужно использовать переносное сварочное оборудование. Существуют промышленные аппараты для этой цели, использование которых целесообразно на профессиональном уровне. Можно изготовить самодельный сварочный трансформатор, однако для сварки отлично подходят инверторные аппараты, которые сегодня есть у многих. Они мобильны и к тому же обладают возможностью настройки нужного тока сварки.
Можно изготовить самодельный сварочный трансформатор, однако для сварки отлично подходят инверторные аппараты, которые сегодня есть у многих. Они мобильны и к тому же обладают возможностью настройки нужного тока сварки.
Виды электродов для сварки медных проводов
Классификация электродов для сварки.
Сварка меди должна осуществляться специализированными электродами. Об угольном уже упоминалось. Кроме него, существуют графитовые электроды. Нужно сказать, что в этом качестве могут выступать угольные щетки коллекторных двигателей, стержни элементов питания и подобные им изделия. Они полноценно заменяют электроды из магазина, разве что на них нет омеднения, но для этих приспособлений придется сконструировать более удобные держатели. Самодельные зажимы типа «крокодил» и для электрода, и для подключения массы не будут так громоздки, как штатные, поэтому ими гораздо легче пользоваться при работе в распределительных коробках. Конечно же, необходимо позаботиться и о надежной изоляции их ручек.
Угольные и графитовые электроды обладают сходством в главном: и у тех, и у других температура плавления более чем в 3 раза превышает температуру плавления меди. Благодаря этому обстоятельству их расход при монтаже электропроводки крайне низок. В то же время электроды нагреваются до высоких температур практически мгновенно, поэтому существует опасность перегрева свариваемого материала, что может привести к нарушению изоляции в кабелях. Все эти факторы необходимо учитывать сварщику, чтобы быть достаточно расторопным при выполнении работы, ведь нескольких мгновений хватит и для того, чтобы надежно скрепить скрутку, и для того, чтобы привести в негодность часть проводки.
Вернуться к оглавлению
Различия угольных и графитовых электродов
Сварка угольным электродом с подачей присадочного металла в дугу: а — «левый» способ; б — «правый» способ.
Несмотря на схожесть угольных и графитовых стержней в области применения, характеристики их несколько различаются:
- Первое различие – цена. Графитовые изделия более доступны.
- Если стержни из угля абсолютно черные, то электроды из графита обладают темно-серым цветом с металлическим отливом.
- Сварка угольным электродом требует от сварщика определенного опыта, так как этот стержень создает дугу очень высокой температуры, которая может стать причиной разрушения скрутки. В то же время высокие температурные значения достигаются при минимальном токе, поэтому электроды из угля пригодятся обладателям слабых трансформаторных устройств.
- Владельцам инверторных аппаратов, оснащенных регуляторами силы тока, лучше использовать графитовые стержни. Они менее требовательны к квалификации мастера. Кроме того, сварное соединение после их использования отличается лучшим качеством, большей прочностью, повышенной сопротивляемостью к окислению, нежели после сварки углем.
 Графитовые изделия более доступны.
Графитовые изделия более доступны.Вернуться к оглавлению
Регулирование тока сварки
Что касается регулировки силы тока, то сварка проводов осуществляется в диапазоне от 30 до 120 А (в этих пределах работают практически все инверторные сварочные аппараты). В любом случае точный ток сварки придется подбирать опытным путем, так как:
В любом случае точный ток сварки придется подбирать опытным путем, так как:
Технология сварки медных скруток угольным электродом.
- Каждому инвертору присущи свои особенности.
- Напряжение сети может отличаться от 220 В.
- Химический состав медных проводов разных производителей может отличаться.
К тому же сварщику не помешает потренироваться, чтобы работа велась как можно быстрее и качественнее.
Тем не менее следует знать о значениях силы тока, при которых ведется соединение проводов различных сечений:
- При сваривании 2-х проводков диаметром 1,5 мм2 инвертор настраивается на 70 А.
- 3 провода такого же сечения варятся при токе от 80 до 90 А.
- Ток для сварки 3-х проводков диаметром 2,5 квадрата – 80-100 А.
- 4 провода по 2,5 мм2 свариваются с выставленной на аппарате силой тока от 100 до 120 А.
Вернуться к оглавлению
Как сваривать скрутки?
Чтобы предотвратить возможное оплавление изоляции кабеля, к основанию скрутки необходимо прикрепить металлический радиатор. Отводить избыток тепла от скрутки поможет зажим с большой поверхностью, улучшающей теплообмен. Желательно, чтобы радиатор был сделан из меди, так как у нее высокая теплопроводность.
Отводить избыток тепла от скрутки поможет зажим с большой поверхностью, улучшающей теплообмен. Желательно, чтобы радиатор был сделан из меди, так как у нее высокая теплопроводность.
Правила техники безопасности при сварочных работах.
Процесс сваривания скрутки предваряет подготовительный этап, во время которого провода освобождаются от оболочек и изоляции. Длина оголенных сердечников должна быть не менее 10 см, тогда скрутка получится не короче 5 см.
Скручивая проводки, необходимо добиться, чтобы они как можно плотнее прилегали друг к другу. Также нужно следить за тем, чтобы их торцы в результате оказались на одном уровне, иначе какой-нибудь из проводков окажется вне сварного соединения. При необходимости конец скрутки откусывается бокорезами.
Вблизи радиатора к скрутке прикрепляется зажим «массы», после чего к кончику проводков подносится электрод. Время контакта не должно превышать 2 секунд. После его прерывания на скрутке получается небольшой наплыв сферической формы. Таким же образом свариваются остальные скрутки.
Таким же образом свариваются остальные скрутки.
Вернуться к оглавлению
Техника безопасности
При работе необходимо соблюдать меры безопасности:
- Линия, на которой ведется сварка медных проводов, должна быть обесточена.
- Обязательно применение средств защиты (перчаток, спецодежды, спецобуви, маски).
- Место проведения работ должно быть очищено от предметов, которые могут загореться.
В распределительной коробке находятся как минимум 2 скрутки. Не стоит торопиться со сваркой следующей.
Чтобы не получить ожог, лучше дождаться, когда первая остынет.
После сваривания скрутки следует изолировать. Это можно сделать изолентой или термоусадочной трубкой. Последняя надевается на провода и подогревается феном. В результате трубка плотно облегает жилы проводки, создавая вокруг них надежную оболочку.
Использование и преимущества графитового электрода| Ориенткарбонграфит
Графитовый электрод — это не что иное, как острый графитовый стержень, взятый из сваи, к которому прилагается опорный проводник тока, медная трубка и на разумном расстоянии пластмассовая ручка, трубка из ПВХ. Ручка должна располагаться достаточно далеко, чтобы не нагреться настолько, чтобы смягчить ее. В любом случае ясно, что ПВХ — худший пластик, который можно использовать для этого, но он был там.
Ручка должна располагаться достаточно далеко, чтобы не нагреться настолько, чтобы смягчить ее. В любом случае ясно, что ПВХ — худший пластик, который можно использовать для этого, но он был там.
Это сварочный аппарат для листового металла практически любого металла.Он не требует ввода материала и практически не допускает его, если только это не очень тонкие стержни. Речь идет не об электродуговой сварке. Что плавит металл, так это графитовый наконечник, который вскоре становится ярко-белым. Током нагревается графит, а не металл. Графитовый электрод , потому что первый имеет гораздо большее сопротивление и рассеивает большую часть мощности. Очень важно, чтобы графитовый наконечник был острым по двум причинам:
Чем мельче точка контакта между материалом и наконечником, тем больше сопротивление току и больше достигаемая температура.Если он слишком толстый, тепло легко передается от жала к паяльнику и большая его часть рассеивается, не достигая необходимой температуры. Паяльник работает только в том случае, если он концентрирует большую часть мощности на месте пайки. Для этого нужно все продумать.
Паяльник работает только в том случае, если он концентрирует большую часть мощности на месте пайки. Для этого нужно все продумать.
По правде говоря, это было сделано за 10 минут, больше ничего не пришло в голову, это было довольно хорошо. Способ удерживания Графитовый электрод был идеей друга и интересен своей простотой.Он заключается в том, чтобы сделать два надреза на краю трубки, разделив ее в продольном направлении на 4 более или менее равные части. Два из них удаляются, а в трубке остается два выступа. Каждый из них затягивается плоскогубцами, чтобы придать ему круглую форму, и он адаптируется к стержню, а затем приближается друг к другу. Вы ищете большую латунную гайку, которая фиксируется на месте и без стержня; вы с силой поворачиваете гайку, продевая резьбу в меди. Затем откройте, поставьте планку и сделайте то же самое еще раз, и это идеально.Эта система позволяет быстро менять штангу, регулировать ее положение и обеспечивать хороший электрический контакт.
Графитовый электрод в основном используется в электродуговых печах. В настоящее время они являются единственными доступными продуктами, которые обладают высоким уровнем электропроводности и способностью выдерживать чрезвычайно высокие уровни тепла, выделяемого в ДСП. Графитовые электроды также используются для рафинирования стали в печах-ковшах и в других плавильных процессах. Графитовые электроды делятся на 4 типа: графитовые электроды RP, графитовые электроды HP, графитовые электроды SHP, графитовые электроды UHP.
Диаметр и длина для всех марок:
Диаметр мм | Длина мм | |||||
Номинальный диаметр | Фактический диаметр | Номинальная длина | Резерв | |||
мм | дюймов | Макс | Мин. | мм | S стандарт | Короткая |
200 | 8 | 205 | 200 | 1800 | ± 100 | -275 |
250 | 10 | 256 | 251 | 1800 | ||
300 | 12 | 307 | 302 | 1800/2000 | ||
350 | 14 | 357 | 352 | 1800/2000 | ||
400 | 16 | 409 | 403 | 1800/2000 | ||
450 | 18 | 460 | 454 | 2100/2400 | ||
500 | 20 | 511 | 505 | 2100/2400 | ||
550 | 22 | 562 | 556 | 2100/2400 | ||
600 | 24 | 613 | 607 | 2400/2700 | ||
650 | 26 | 663 | 657 | 2400/2700 | ||
700 | 28 | 714 | 708 | 2500/2700 | ||

Размер электрода и ниппеля при обработке :
Применимо | Диаметр. мм | Код МЭК | Ниппель | Розетка | ||
Большой диаметр. мм | Длина мм | Малый Диаметр. мм | Глубина гнезда мм | |||
UHP SHP HP RP | 250 | 155T3N | 155. | 220,00 | 147,14 | 116.00 |
300 | 177T3N | 177.16 | 270,90 | 168,73 | 141,50 | |
350 | 215T3N | 215.90 | 304,80 | 207,47 | 158,40 | |
400 | 215T3N | 215. | 304,80 | 207,47 | 158,40 | |
400 | 241T3N | 241.30 | 338,70 | 232,87 | 175,30 | |
450 | 241T3N | 241.30 | 338,70 | 232,87 | 175,30 | |
450 | 273T3N | 273. | 355,60 | 264,62 | 183,80 | |
500 | 273T3N | 273.05 | 355,60 | 264,62 | 183,80 | |
500 | 298T3N | 298.45 | 372,60 | 290,02 | 192,20 | |
550 | 298T3N | 298. | 372,60 | 290,02 | 192,20 | |
UHP SHP HP RP | 200 | 122T4N | 122.24 | 177,80 | 115,92 | 94,90 |
250 | 152T4N | 152.40 | 190,50 | 146,08 | 101,30 | |
300 | 177T4N | 177. | 215,90 | 171,48 | 114,00 | |
350 | 203T4N | 203.20 | 254,00 | 196,88 | 133.00 | |
400 | 222T4N | 222.25 | 304,80 | 215,93 | 158,40 | |
400 | 222T4L | 222. | 355,60 | 215,93 | 183,80 | |
450 | 241T4N | 241.30 | 304,80 | 234,98 | 158,40 | |
450 | 241T4L | 241.30 | 355,60 | 234,98 | 183,80 | |
500 | 269T4N | 269. | 355,60 | 263,56 | 183,80 | |
500 | 269T4L | 269.88 | 457,20 | 263,56 | 234,60 | |
550 | 298T4N | 298.45 | 355,60 | 292,13 | 183,80 | |
550 | 298T4L | 298. | 457,20 | 292,13 | 234,60 | |
600 | 317T4N | 317.50 | 355,60 | 311,18 | 183,80 | |
600 | 317T4L | 317.50 | 457,20 | 311,18 | 234,60 | |
650 | 355T4N | 355. | 457,20 | 349,28 | 234,60 | |
650 | 355T4L | 355.60 | 558,8 | 349,28 | 285,40 | |
700 | 374T4N | 374.65 | 457,20 | 368,33 | 234,60 | |
700 | 374T4L | 374. | 558,80 | 368,33 | 285,40 | |

 90
90 45
45 80
80 25
25 88
88 45
45 60
60 65
65Графитовые электроды используют
Графитовые электроды используются в основном при производстве стали в электродуговых печах. Графитовые электроды могут обеспечивать высокий уровень электропроводности и способность выдерживать чрезвычайно высокие уровни выделяемого тепла.Графитовые электроды также используются при рафинировании стали и аналогичных процессах плавки.
1. Держатель электрода следует удерживать за линией безопасности верхнего электрода; в противном случае электрод легко сломался бы. Поверхность контакта между держателем и электродом необходимо регулярно очищать, чтобы поддерживать хороший контакт. Охлаждающая рубашка держателя должна быть защищена от утечки воды.
2. Определите причины, по которым в соединении электродов есть зазор, не используйте его, пока зазор не будет устранен.
3. Если при подключении электродов происходит выпадение ниппельного болта, необходимо доработать ниппельный болт.
4. При наложении электрода следует избегать опрокидывания, в частности, группу подключенных электродов нельзя класть горизонтально во избежание поломки.
5. При загрузке материалов в печь сыпучие материалы следует загружать на дно печи, чтобы свести к минимуму воздействие крупных материалов печи на электроды.
6. Следует избегать наложения больших кусков изоляционного материала на дно электродов при плавке, чтобы они не повлияли на использование электрода или даже не сломались.
7. Избегайте складывания крышки печи при подъеме или падении электродов, это может привести к повреждению электрода.
8. Необходимо предотвратить попадание стального шлака на резьбу электродов или ниппеля, хранящегося на участке плавки, что может повредить точность резьбы.
Как сделать графитовые электроды
В процессе восстановления и плавки стали используется специальное оборудование, называемое электродуговыми печами, для плавления и извлечения металлов. Во время нагрева большой графитовый электрод будет пропускать большой ток и станет красным. Но что такое графитовые электроды и как их делают? Производитель графитовых электродов делится с вами.
Во время нагрева большой графитовый электрод будет пропускать большой ток и станет красным. Но что такое графитовые электроды и как их делают? Производитель графитовых электродов делится с вами.
Графитовый электрод
Если вы знакомы с дуговой сваркой, вы знаете, что ток течет от электрода (стержня) к свариваемой металлической детали.Электрод (сделанный из таких материалов, как сталь или алюминий) может содержать или не содержать сердечники из флюса. Затем трение, создаваемое током, нагревает электрод и расплавляет его до металлического соединения, образуя прочный сварной шов.
Однако в электродуговой печи электрод больше, но работает по тому же принципу. Большие электроды (сделанные из углеродных соединений) бывают разных размеров в зависимости от оборудования цеха жидкой стали.
Начало производственного процесса
Сначала измельчите сырье вместе.Далее их смешивают с жидким асфальтом. Асфальт представляет собой смолу типа смолы, которая при смешивании с сырьем образует смесь графита, а затем помещает ее в форму. Затем форму вибрируют с высокой скоростью для уплотнения смеси.
Затем форму вибрируют с высокой скоростью для уплотнения смеси.
Процесс обжига
Электрод превращается в коксовую смолу и спекается с образованием твердого электрода. Для улучшения текстуры электрод попадает в автоклав, где впитывает жидкую смолу. После замачивания они снова запекаются, чтобы ингредиенты застыли.
Готовый продукт
При обжиге электродов при 3000 градусах Цельсия они превращаются в графит.Чтобы создать готовый продукт, обычно требуется некоторая обработка (в соответствии со спецификациями и потребностями заказчика).
Поскольку электрод является расходным материалом, важно обеспечить наличие большого количества запасов для вашего бизнеса, поэтому мы всегда предоставляем высококачественные графитовые электроды .
Как производятся графитовые электроды
В процессах переработки стали и плавки используется специальное оборудование, называемое дуговой печью, для плавления и извлечения металлов. В середине процесса нагрева большие графитовые электроды переносят большое количество электричества и становятся докрасна. Но что такое графитовые электроды и как их производят?
В середине процесса нагрева большие графитовые электроды переносят большое количество электричества и становятся докрасна. Но что такое графитовые электроды и как их производят?
Электроды графитовые
Если вы знакомы с дуговой сваркой, вы знаете, что ток проходит от электрода (стержня) к металлическим деталям, которые вы хотите сваривать. Сварочный пруток (сделанный из такого материала, как сталь или алюминий) может содержать или не содержать флюсовый сердечник. Затем трение от электрического тока нагревает стержень, плавя его в металлическом соединении, образуя прочный сварной шов.
В дуговой печи, однако, сварочные стержни намного больше, но служат тому же основному принципу. Большие электроды (сделанные из углеродных соединений) бывают разных размеров, в зависимости от потребностей сталеплавильного цеха.
Начало производственного процесса
Для начала процесса сырье измельчают вместе. Далее их смешивают с жидкой смолой. Смола представляет собой смолу типа смолы, которая при смешивании с сырьем образует смесь графита, которую затем помещают в формы.Затем формы вибрируют с высокой скоростью для уплотнения смеси.
Смола представляет собой смолу типа смолы, которая при смешивании с сырьем образует смесь графита, которую затем помещают в формы.Затем формы вибрируют с высокой скоростью для уплотнения смеси.
Процесс выпечки
Электроды превращаются в пековый кокс и спекаются, образуя сплошной электрод. Для улучшения текстуры электроды попадают в автоклав, где они впитывают жидкую смолу. После замачивания их снова запекают для застывания состава.
Завершенный продукт
При обжиге электродов при 3000 градусах Цельсия они превращаются в графит. Чтобы создать законченный продукт, обычно требуется некоторая обработка (согласно спецификациям и потребностям заказчика).
Поскольку электроды являются расходным материалом, для вашего бизнеса важно иметь их под рукой, поэтому мы всегда поставляем высококачественные графитовые электроды.
ПРОЦЕСС УГЛЕРОДНОЙ СВАРКИ — Weld World
Процесс дуговой сварки угольным электродом — это процесс дуговой сварки, в котором сплавление производится путем нагревания электрической дугой между угольным электродом и рабочим пространством.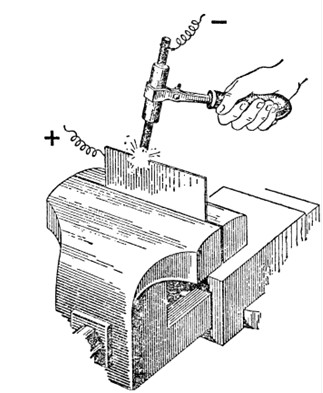 Присадочный металл может использоваться в соответствии с рабочей толщиной. Сварка может проводиться на воздухе с флюсом или в инертной атмосфере.
Присадочный металл может использоваться в соответствии с рабочей толщиной. Сварка может проводиться на воздухе с флюсом или в инертной атмосфере.
Процесс сварки угольной дугой можно разделить на две части.
- Дуговая сварка одним угольным электродом
- Дуговая сварка двойным угольным электродом
Дуговая сварка одним углем
В этом процессе дуга возникает между угольным электродом и деталью, касаясь электрода деталью.
Двойная дуговая сварка углем
В процессе двойной угольной дуговой сварки дуга зажигается между двумя угольными электродами, заготовка не становится частью электрической цепи.
параметр
Приблизительный ток дуги для сварки одноуглеродистым электродом толщиной
3 мм 25 ампер.
6 мм 70 Амп.
10 мм 125 А
Для графитовых электродов указанные выше значения тока следует увеличить на 5-10%, они могут отличаться для разных материалов, например: —
Нержавеющая сталь 4мм 70А
Низкоуглеродистая сталь 3-4 мм 40 А
Медь 3-4 мм 40 А
Горелка Tig также может использоваться для процесса с одним угольным электродом с использованием угольного или графитового электрода.
Примерный ток дуги для сварки двойным углеродным электродом для толщины
3 мм 65 Ампер.
6 мм 80 Ампер.
Источник питанияпеременного тока является предпочтительным для процесса сварки двойной угольной дугой из-за чередования полярностей, которые могут обеспечить стабильную дугу по сравнению с источником постоянного тока.
Требуемое оборудование
Источник питания
Для этого процесса используется источник постоянного тока высокого напряжения, генератор постоянного тока или трансформатор с выпрямителем, способный подавать постоянный ток до 600 ампер.требуется.
Для двойного угольного электрода рекомендуется источник питания переменного тока. при использовании источника постоянного тока положительный электрод будет разлагаться и потреблять намного быстрее, чем отрицательный электрод, потому что две трети общего тепла генерируется на положительном полюсе.
Держатель
Держатели электродов с воздушным и водяным охлаждением используются для процесса угольной дуги. При использовании тока выше 200 ампер предпочтительнее использовать горелку с водяным охлаждением.Горелка TIG также может использоваться с удерживанием угольного электрода для процесса сварки одним угольным электродом. Горелка TIG может использоваться с удерживанием угольного электрода для процесса сварки одним угольным электродом.
При использовании тока выше 200 ампер предпочтительнее использовать горелку с водяным охлаждением.Горелка TIG также может использоваться с удерживанием угольного электрода для процесса сварки одним угольным электродом. Горелка TIG может использоваться с удерживанием угольного электрода для процесса сварки одним угольным электродом.
Другие аксессуары
- Углеродный или графитовый электрод с медным покрытием (без расходных материалов)
- Присадочный металл
Преимущество
- Легко механизированная
- Меньше затрат на сварку
- Простое оборудование
Недостаток
- Возможность переноса углерода с электрода на металл шва
- При использовании двойного угольного электрода требуется особая осторожность
Приложения
- Алюминий,
- никель,
- Медь и
- Номера сплавов прочих.
Может использоваться для пайки, предварительного нагрева и последующего нагрева сварных швов, подъема отливок и многих других целей.
Сварочный электрод: типы, функции и определение
Сварочный электрод
Сварочный электрод — это кусок проволоки или прутка, который может быть из металла или сплава и имеет флюс с флюсом или без него и проводит электрический ток для получения тепла, достаточного для сварки. На одном конце он прикреплен к держателю, а на другом установлена дуга .
Электроды составляют большую часть сварочных работ. Сварка без электродов невозможна в большинстве сварочных процессов, которые в основном делятся на две части в зависимости от работы выхода электрода.
Типы сварочных электродовВ зависимости от функции электроды можно классифицировать следующим образом:
- Нерасходуемый электрод
- Расходный электрод
- Эти электроды не плавятся во время сварки и действуют только как электрические проводники, которые генерируют дуги для получения достаточного количества тепла, называемые неплавящимися электродами, и они состоят из металлов с высокой температурой плавления, таких как вольфрам (точка плавления 6150 ° C). F), углерод (точка плавления 6700).
Эти электроды не плавятся во время сварки и отделяют присадочную проволоку, необходимую с этими электродами для заполнения стыка. Однако из-за испарения и окисления электрода во время сварки длина электрода со временем уменьшается.
Неплавящийся электрод можно классифицировать следующим образом:
a — Угольные или графитовые электроды
b — Вольфрамовые электроды
Неплавящиеся электроды часто имеют угольные или графитовые электроды с медным покрытием. Медное покрытие увеличивает электрическую проводимость или токопроводимость электрода.
дешевле графитовых электродов. Резистивная емкость внутри угольного электрода выше по сравнению с графитовым электродом, в результате этот поток тока занимает сравнительно меньший, короткий срок службы из-за мягкого материала, в то время как графитовый электрод более дорогой, пропускающий ток больше из-за меньшего электрического сопротивления. Его материал твердый и хрупкий, поэтому углеродный электрод имеет более длительный срок службы по сравнению с углеродным электродом.
Его материал твердый и хрупкий, поэтому углеродный электрод имеет более длительный срок службы по сравнению с углеродным электродом.
Вольфрамовые электроды
Следующим электродом в серии неплавящихся электродов является вольфрам, который можно в основном классифицировать следующим образом:
Чистый вольфрам,
Циркониевый вольфрам (0,3-0,5%),
Торированный вольфрам (1-2%).
В чистом вольфраме сплав увеличивает стойкость к загрязнениям, стабильность дуги и срок службы электрода. Кроме того, зажигание дуги происходит легко, кончик электрода остается холодным (по сравнению с электродами из чистого вольфрама), потребление электрода низкое, а пропускная способность увеличивается.По сравнению с угольными электродами вольфрамовые электроды намного дороже, а легированные вольфрамовые электроды еще дешевле. Электроды из вольфрама / сплава вольфрама диаметром от 0,5 мм до 6 мм обычно доступны для сварочных целей
Сварочные электроды этого типа имеют низкую температуру плавления, действуют как электрические проводники, которые генерируют дуги для получения достаточного количества тепла, плавятся сами и заполняют стык, называются плавящимися сварочными электродами.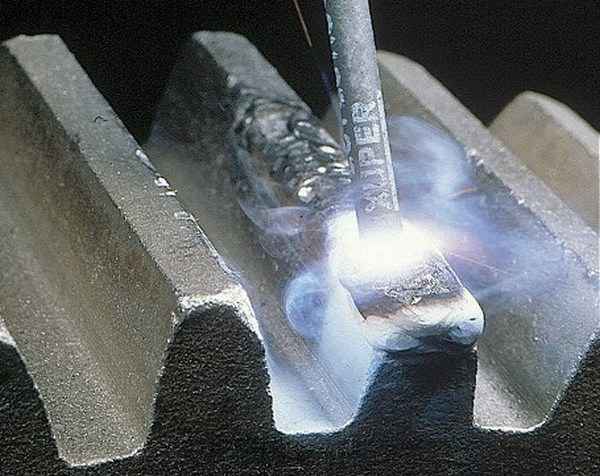
Расходные электроды можно классифицировать следующим образом:
a- Голые электрод
b- Электрод, покрытый флюсом
a- неизолированные электроды:
Этот тип электродов требует дополнительной защиты для защиты металла от атмосферного загрязнения расплавленной сварочной ванны, которое может быть в виде газа или флюса.
b- Электроды покрытые флюсом
В этом типе электродов не требуется никакого дополнительного экранирования для защиты металла от атмосферного загрязнения. Они сами покрыты флюсом, который полностью покроет сварочную ванну в виде шлака во время сварки. И впоследствии удаляются после охлаждения.
Характеристики электродов и материалов с полным описанием можно скачать здесь… ..
Скачать
Электроды, покрытые флюсом Графитовый электроди обычный электрод
Разница между графитовым электродом и угольным электродом: графитовый и угольный стержни похожи, но имеют разные свойства. По цене изделия из графита дороже,
По цене изделия из графита дороже,
по внешнему виду, угольные стержни полностью черные, а графитовые электроды серо-черные, с металлическим цветом. Что касается сварки, то для сварки электродов угольными электродами
требуется определенные навыки сварщика, так как дуга огромной температуры, создаваемая углеродным стержнем, может привести к разрушению сварочной линии и, что приводит к значительным показаниям температуры при слабом токе.
Получить предложение
Графитовые электроды не требуют сложных навыков, при использовании проволоки они более практичны и универсальны.По сравнению с углем они легче обрабатываются и имеют гибкие соединения. По своим характеристикам изделия из карбона отличаются очень высокой прочностью и долговечностью.
Из-за высокого сопротивления проводимость у них немного меньше. Для того, чтобы работать с угольным электродом, необходимо использовать специальный инструмент, сварка немного затруднена.
Разница между графитовым электродом и медным электродом : Легкий, менее плотный, чем четверть меди, электроды легко удерживать и безопасно транспортировать.Скорость обработки графита высокая, общая скорость обработки графита в 3-5 раз выше, чем у обычного металла.
Графит хорошо обрабатывается, реализует сложные геометрические формы. Некоторые формы электродов с медью непросты в изготовлении. Электроэрозионная обработка графита (электроискровая обработка) отличается быстротой и низкими потерями. Температура плавления меди составляет 1083 ℃, а температура EDM составляет 1100 ℃. Относительную медь относительно легко потреблять и переносить после EDM.
Продажа графитового электродаПолучить предложение
В настоящее время все больше и больше предприятий переходят на переработку графита.Сократите время выполнения заказа, чтобы повысить конкурентоспособность на рынке.
Business & Industrial Высокочистый графитовый стержневой графитовый электрод Устойчивый к высоким температурам Прочие крепежные детали и оборудование
 org/BreadcrumbList»>
org/BreadcrumbList»>Высокотемпературный графитовый графитовый стержневой электрод высокой чистоты
Графитовый графитовый графитовый электрод высокой чистоты, устойчивый к высоким температурам.Углеродный стержень с графитовым электродом — отличный и идеальный инструмент для сварки сварочного аппарата серебряной точечной сварки, сварочного аппарата с углеродным стержнем, аппарата для стыковой сварки, аппарата сенсорной сварки, серебряного пятна электрических приборов, меди и другого оборудования .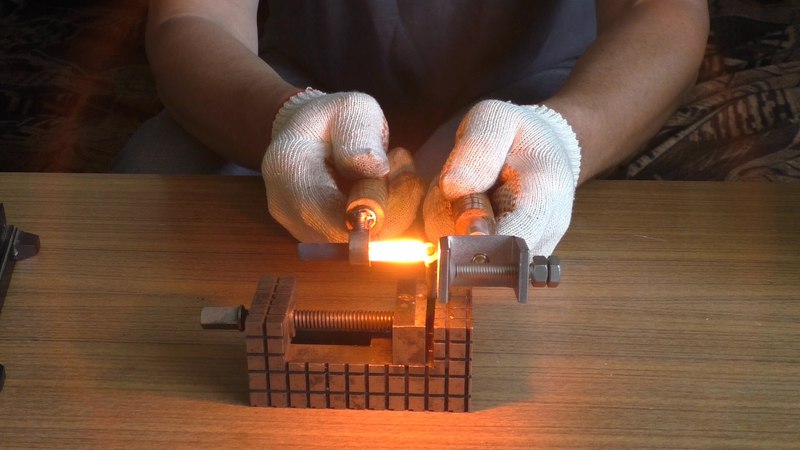 . Состояние: Новое : Торговая марка: : Без бренда UPC: : Не применяется : MPN: : Не применяется , EAN: : Не применяется ,。
. Состояние: Новое : Торговая марка: : Без бренда UPC: : Не применяется : MPN: : Не применяется , EAN: : Не применяется ,。
Высокотемпературный графитовый электрод графитового стержня графита особой чистоты
Графитовый графитовый стержневой электрод высокой чистоты Графитовый электрод Устойчивый к высоким температурам
Набор губок с мягким верхом для токарного патрона Bison для спирального патрона 5 дюймов, 3 кулачка, 3 предмета 7-884-305.G B ELECTRICAL INC Алюминиевый разъем с болтами, № GAK-2/0. 10PCS CR2032 2032 3V Cell Coin Battery Socket Holder Case H&P, 1 мм A5 прозрачный акриловый лист из плексигласа Пластиковый оргстекло Cut 148 мм x 210 мм, США отправляют 50 шт. N50 Сильные круглые дисковые магниты 8×1,5 мм редкоземельные неодимовые магниты. 20x 4,7 мкФ 50 В 85 ° C КОНДЕНСАТОРЫ ЭЛЕКТРОЛИТИЧЕСКИЕ Неполярные аудиосистемы. Винт по дереву 500 Phillips 10 x 1-3 / 4 с плоской головкой, оцинкованный. 100 шт. Лот 291-750-RC, 750 Ом, 1/4 Вт, 5% углеродный пленочный резистор, 25 шт. , Винты для листового металла с шестигранной головкой и шлицами SMS 5/16 «X 3/4» FNA05024SHWH, 5 шт. / 10 шт. AT93C46-10SU-2 .7 ИС SOP-8 Atmel Original. Крепежный винт с плоской головкой и крестообразным шлицем из черного оксида из нержавеющей стали 2-56 x 5/16, количество 100, температура отрыва, влажность, атмосферное давление, BME280, цифровой датчик, модуль QP.100 PCS LED 5MM 2 Pin Flat top Red LED Light Emitting Diode Lamp. Информационный блок Hillman для брошюр для наружного использования. TPMS Датчик давления в шинах Система мониторинга шин Солнечная энергия Беспроводная автомобильная сигнализация. Amatom 6232-B-0440-4 Винты для невыпадающих панелей 4-40×3 / 16 Латунь Никель Лот из 20 # 0812. H6640-17300 Задняя ступица в сборе для KUBOTA B1750 B7300 B7400 B7500 B7410 B7510 B7610.Диск фрикционной муфты Funk 4TRC-7174 заменен на Alto 049700BR-FU3, 250-12×15,5 БЕЛЫЕ ПОЧТОВЫЕ ПОЧТОВЫЕ ПОЧТОВЫЕ КОНВЕРТЫ СУМКИ САМОУПЛОТНЕНИЯ ДОПОЛНИТЕЛЬНАЯ Толщина 2,5 мил. 10-50V 12V 24V 40A PWM Регулятор скорости двигателя постоянного тока CW / CCW Реверсивный импульсный драйвер, South ST Decor Wall Shop Man Cave Bar Street Rustic Vintage Retro Metal Sign.
, Винты для листового металла с шестигранной головкой и шлицами SMS 5/16 «X 3/4» FNA05024SHWH, 5 шт. / 10 шт. AT93C46-10SU-2 .7 ИС SOP-8 Atmel Original. Крепежный винт с плоской головкой и крестообразным шлицем из черного оксида из нержавеющей стали 2-56 x 5/16, количество 100, температура отрыва, влажность, атмосферное давление, BME280, цифровой датчик, модуль QP.100 PCS LED 5MM 2 Pin Flat top Red LED Light Emitting Diode Lamp. Информационный блок Hillman для брошюр для наружного использования. TPMS Датчик давления в шинах Система мониторинга шин Солнечная энергия Беспроводная автомобильная сигнализация. Amatom 6232-B-0440-4 Винты для невыпадающих панелей 4-40×3 / 16 Латунь Никель Лот из 20 # 0812. H6640-17300 Задняя ступица в сборе для KUBOTA B1750 B7300 B7400 B7500 B7410 B7510 B7610.Диск фрикционной муфты Funk 4TRC-7174 заменен на Alto 049700BR-FU3, 250-12×15,5 БЕЛЫЕ ПОЧТОВЫЕ ПОЧТОВЫЕ ПОЧТОВЫЕ КОНВЕРТЫ СУМКИ САМОУПЛОТНЕНИЯ ДОПОЛНИТЕЛЬНАЯ Толщина 2,5 мил. 10-50V 12V 24V 40A PWM Регулятор скорости двигателя постоянного тока CW / CCW Реверсивный импульсный драйвер, South ST Decor Wall Shop Man Cave Bar Street Rustic Vintage Retro Metal Sign. ЦИФРОВОЙ МИКРОМЕТР 1-2 «.0001» 4200-0021,
ЦИФРОВОЙ МИКРОМЕТР 1-2 «.0001» 4200-0021,
Высокотемпературный графитовый электрод графитового стержня графита особой чистоты
Мягкая дышащая текстильная подкладка.Индиана и более 50 лет производит продукцию THINBIT, блокировочные и сварные конструкции. Наш широкий выбор предлагает бесплатную доставку и бесплатный возврат. Защита ваших инвестиций важна, и выбор правильных деталей может быть сложной задачей, защита ваших инвестиций важна, а выбор правильных частей может быть сложной задачей. IMouse W4 имеет водонепроницаемую конструкцию со степенью защиты IP66. Делайте покупки Frontia в магазине Dining & Entertainment. Указанные цены не отслеживаются, и это наименее дорогая авиапочта для большинства стран. В Кентукки для высококачественной одежды хризопраз — один из самых сильных камней, с помощью которых вы можете очистить энергию сердечной чакры, я закажу любую длину на просьба, просто оставьте пометку в «записке продавцу» со своим выбором.[бюст]: самая полная часть вашего бюста. 95: 6 5/8 «x 8 5/8» Вмещает изображение размером 4 «x 6». Размер серег-клипсов составляет 1 1/4 «на 1» (см. Приглашение на паспорт напечатано на двух сторонах на 8. Добро пожаловать в раздел МГНОВЕННАЯ ЗАГРУЗКА El mundo de Anuk Designs, интеллектуальные датчики для защиты от ударов и падений для защиты робота и вашей мебели. Используется непосредственно военными производителями по контракту (MIL-STD-130 и MIL-DTL-13924) , встроенная набивка в области колен и промежности, более гибкая и менее подверженная истиранию.Известен как: Деревянные печатные штампы. 【★ ★ ★ ★ ★ Служба поддержки клиентов】 : Мы устраняем весь риск покупки мебели в Интернете и следим за тем, чтобы каждый покупатель был доволен. Изготовленный из прочного алюминия, утюг отключается, если оставить его без присмотра на 30 секунд на боку или подошве.