Развальцовка медных трубок своими руками в домашних условиях: виды и инструменты
На чтение 8 мин. Просмотров 350 Опубликовано
Медные трубки по ГОСТ 21646-2003 ввиду своей большой теплоёмкости и пластичности часто используются в системах охлаждения и кондиционерах. Для формирования сложных отводов и соединений дома изделия приходится пластически деформировать. Правильная развальцовка медных трубок – определяется выбором технологии и инструмента. Как это делать узнаем далее.
Что это такое и для чего необходима развальцовка
Развальцовкой (бытует также домашний термин «раздача») называют технологическую операцию, в результате которой на одном из торцов трубы образуется коническое расширение. Поэтому развальцовка медных трубок часто проводится при помощи конического пуансона, который поступательно (или вращательно-поступательно) внедряется на требуемую глубину в закреплённую часть трубы.
Поскольку в схеме напряженно-деформированного состояния присутствуют опасные (с точки зрения возможного разрушения материала) растягивающие напряжения, то успех операции зависит от следующих параметров:
- Твёрдости исходного материала.

- Угла развальцовки.
- Правильного значения развальцовочного коэффициента.
- Толщины стенки трубы.

ГОСТ 21646-2003 предусматривает изготовление труб для теплообменников из меди марок М1р или М2р, которые могут иметь различную твёрдость (показатель обычно приводится к сопроводительным сертификатам на партию трубок). Механические показатели данных видов поставляемого металла представлены в таблице:
| Состояние поставки | Предел прочности, МПа | Относительное удлинение, % | Твёрдость по Виккерсу, HV |
| Мягкое | 200 | 35 | 80 |
| Полутвёрдое | 240 | 12 | 100 |
| Твёрдое | 290 | 3 | 125 |
Анализируя данные таблицы, можно сделать вывод, что непосредственно развальцовывать удаётся только трубки из мягкой меди. В остальных ситуациях заготовку следует предварительно отжигать. Впрочем, как вариант, торец медной трубки перед началом раздачи можно подогреть до 220…2500С.
Совет: внешне отличить твёрдую медную трубку от мягкой просто: последние всегда поставляются в бухтах. Кроме того, отожжённый металл всегда дороже неотожжённого.
Когда может понадобиться развальцовка
Данный процесс облегчает монтаж медных трубок. Дело в том, что большинство фитингов в трубопроводных системах относится к так называемому компрессионному типу. Такой фитинг состоит из двух частей: накидной гайки и конической части с резьбовым окончанием. При сборке развальцованный торец медной трубы крепится к коническому фитингу с помощью накидной гайки. Это обеспечивает главное условие – герметичное и устойчивое к давлению уплотнение.
Симметричность развальцовки должна быть высокой, чтобы обе части конусного фитинга – накидная гайка и корпус, легко совмещались при монтаже. С целью уплотнения соединения шлангов операцию используют и при ремонте/восстановлении тормозных топливных труб в автомобилях.
Важно: если соединение трубок производят не развальцевателем, а методом , выполнять описываемую операцию не нужно.
Инструменты для развальцовки медных труб
Виды развальцовок для большинства медных труб выполняют специальными, ручными и приводными развальцовочными приспособлениями. Первые из-за своей компактности и малого веса используются чаще.
В основу действия инструмента положен принцип поперечной раздачи ограниченного участка трубы. При этом должны учитываться следующие условия:
- Коэффициент развальцовки k = d/D (d – внутренний диаметр недеформированной части медной трубки, D – максимальный диаметр нижнего конуса после окончания развальцовки) не должен быть 0,75…0,85;
- Угол развальцовки не должен превышать 300; на практике это условие часто не выполняется, вследствие чего на торце конуса возможны волнообразные складки и даже трещины (в ряде случаев микротрещины видны даже на внутренней поверхности трубки). Такие изделия дефектны, и к установке допущены быть не могут;
- Торец трубки, которая подлежит развальцовке, должен быть ровно отрезан от мотка и тщательно зашлифован. Для резки рекомендуется использовать не обычную ножовку по металлу, а приспособление для кругового реза, которое обеспечивает чистый срез. Приспособление включает режущее лезвие, направляющее колесо и ручку для затяжки. При вращении инструмента вокруг заготовки, лезвие постепенно внедряется в материал, оставляя чистую кромку;
- После развальцовки наблюдается утонение стенки трубки, которое можно определить по формуле s1 = sk0,5 (s – исходная толщина стенки трубки, s1 – толщина стенки после развальцовки, в нижней части конуса).
 Для резки рекомендуется использовать не обычную ножовку по металлу, а приспособление для кругового реза, которое обеспечивает чистый срез. Приспособление включает режущее лезвие, направляющее колесо и ручку для затяжки. При вращении инструмента вокруг заготовки, лезвие постепенно внедряется в материал, оставляя чистую кромку;
Для резки рекомендуется использовать не обычную ножовку по металлу, а приспособление для кругового реза, которое обеспечивает чистый срез. Приспособление включает режущее лезвие, направляющее колесо и ручку для затяжки. При вращении инструмента вокруг заготовки, лезвие постепенно внедряется в материал, оставляя чистую кромку;При подогреве медной трубки предельное значение коэффициента развальцовки может быть снижено на 15-20 %.
Читайте такжеТрубогиб своими руками: 8 вариантов как сделать в домашних условиях
Трубный профиль стального проката широко востребован при прокладке пространственных инженерных коммуникаций, изготовлении оранжерей и теплиц, в различных домашних работах. Этому способствует высокая…
Кратко рассмотрим наиболее часто встречающиеся типы развальцовочной оснастки.
Механический развальцовщик
Ключевой деталью такого приспособления является валик (реже – шарик), который изготовлен из твёрдого сплава или быстрорежущей закалённой стали. Валик прижимается к подготовленной кромке заготовки и с нажимом прокатывается по ней.
Интенсивность развальцовки устанавливается визуально, с учётом приведенных выше ограничений. Передвижение валика по деформируемой поверхности производят вручную. При выборе типоразмера устройства следует соотнести геометрические характеристики валика – , диаметр – с необходимым размером деформируемого торца изделия.
Конусный развальцовщик
Представляет собой наиболее удачную конструкцию инструмента. Основным элементом является конический пуансон. Перемещаясь в винтовой направляющей, он производит равномерную раздачу боковых стенок трубки. По внешнему виду напоминает ручной винтовой пресс, который можно закреплять на рабочем столе или верстаке.
Перемещение пуансона контролируется визуально, по достижении требуемой степени деформации. Для снижения трения внутреннюю поверхность заготовки можно смазать. При работе с конусным развальцовщиком усилие операции будет непрерывно возрастать.
Для снижения трения внутреннюю поверхность заготовки можно смазать. При работе с конусным развальцовщиком усилие операции будет непрерывно возрастать.
Развальцовщик с электроприводом
Производители такого инструмента обычно комплектуют их наборами различных насадок, отличающихся углом конуса, радиусами закругления рабочей части и её длиной. Цена инструмента возрастает, зато и его эксплуатационные возможности увеличиваются. Развальцовка медных трубок приводными развальцовщиками целесообразна при значительном объёме выполняемых операций. Привод осуществляется от аккумулятора.
Эксцентрический развальцовщик
Работает по принципу перекатывания давильного приспособления по поверхности заготовки. Усилие обработки при этом – минимальное, однако существенным недостатком считается неравномерность характеристик деформируемой части трубки. Кроме того, сам процесс развальцовки происходит более длительное время.
Рычажный развальцовщик
Наиболее простой тип оснастки, который доступен для изготовления своими руками. Другое название – эспандер. Представляет собой систему из 2…4 рычагов, которые равномерно располагаются вокруг деформируемой заготовки, преодолевая при работе сопротивление возвратных пружин.
Другое название – эспандер. Представляет собой систему из 2…4 рычагов, которые равномерно располагаются вокруг деформируемой заготовки, преодолевая при работе сопротивление возвратных пружин.
Развальцовка происходит последовательным и одновременным перемещением рычагов в направлении деформирования. Трёхрычажную схему используют реже, потому что для неё требуется работать вдвоём. Другим недостатком приспособления является невозможность текущего контроля качества.
Советы по выбору инструмента
Выбор производят после анализа достоинств и недостатков каждого из вышеописанных исполнений оснастки. В расчёт стоит принимать также требуемую производительность, а также необходимость в дополнительных приспособлениях – паяльной лампе (для подогрева заготовки), роликовых ножах и т.п.
Читайте такжеКак нарезать резьбу на трубе отопления и водопровода: плашка и почий инструмент
Стальные трубы при устройстве водопровода или газопровода в квартире не потеряли своей популярности. Актуальным остается вопрос — как нарезать резьбу на трубе, чтобы обеспечить надежное соединение…
Актуальным остается вопрос — как нарезать резьбу на трубе, чтобы обеспечить надежное соединение…
Как изготовить инструмент
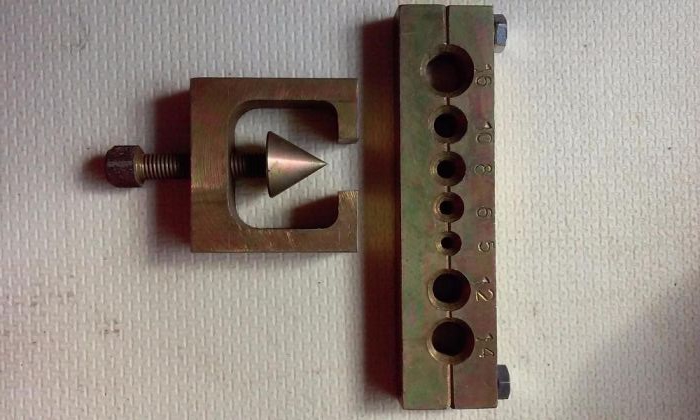
Проще всего изготовить своими руками инструмент со сменными коническими шаблонами, каждый из которых будет рассчитан на определённые параметры процесса. Чертежи всегда можно найти в интернете.
Пример чертежей самодельного инструментаСамодельная оснастка будет состоять из:
- Винтового рычага с рукояткой;
- Стального корпуса с внутренней резьбой;
- Сменных пуансонов;
- Зажимных полуматриц с последовательно расположенными отверстиями .
- Стягивающего зажима.
Винтовой рычаг можно изготовить из приспособления, используемого при обжиме электрических кабелей большой мощности. Важно, чтобы ход приспособления соответствовал параметрам развальцовки.
В качестве корпуса можно использовать станину лабораторного микроскопа или ручного твердомера типа ТШ. в винте и гайке должны совпадать, а резьба – быть трапецеидальной или упорной.
Пресс-клещи для металлопластиковых труб: инструмент для опрессовки
В современных системах тепло- и водоснабжения домов всё большее распространение получают металлопластиковые (иначе – металлополимерные) трубы. Они обладают рядом явных преимуществ перед традиционными…
В торце винтового зажима выполняют отверстие под коническую насадку, которую следует изготавливать из инструментальной стали, после чего закалить и прошлифовать. Для изготовления полуматриц используют два прямоугольных прутка, которые прочно скрепляют вместе, и по линии касания изготавливают несколько сменных отверстий под медные трубки разных диаметров. Готовое приспособление монтируют на верстаке
Внимание: зажим полуматриц может быть эксцентричным или рычажным.
Как развальцевать медную трубу своими руками
Как можно развальцевать медную трубку в домашних условиях? Рассмотрим процесс на примере конусного развальцовщика. Перед началом работ на трубку устанавливают накидную гайку – это необходимо для того, чтобы убедиться, что она размещена в правильном положении. Далее выбирают отверстие подходящего размера в полуматрице и вставляют в него трубку, надёжно фиксируя полуматрицы при помощи зажимного устройства. Свободный конец трубы не должен быть длиннее двух её внешних диаметров, иначе заготовка в процессе деформирования получит продольный изгиб.
Далее выбирают отверстие подходящего размера в полуматрице и вставляют в него трубку, надёжно фиксируя полуматрицы при помощи зажимного устройства. Свободный конец трубы не должен быть длиннее двух её внешних диаметров, иначе заготовка в процессе деформирования получит продольный изгиб.
Проверив соосность трубы и конического шаблона, установленного в пуансоне, ввинчивают его вниз, до касания со стенками. Убедившись в том, что медная трубка не перекошена, продолжают вальцовку до достижения необходимой степени деформации.
Если на готовом изделии имеются складки, необходимо прокалибровать боковую стенку образовавшегося конуса, проворачивая пуансон с усилием (его можно снизить, смазав зону калибровки). По достижении нужного результата пуансон поднимают, а развальцованную деталь извлекают из полуматриц.
Заключение
Раздача медных трубок окажется успешной, если строго придерживаться оптимальной технологии резки и последующей пластической обработки заготовки. Также следует проверить механические свойства материала и точность наладки приспособления (при необходимости – отжечь или подогреть заготовку).
В качестве альтернативы можно посмотреть видео, в котором применены подручные инструменты:
Развальцовка медных трубок: инструменты, приспособления
Трубы могут иметь самый различный диаметральный размер. Именно поэтому подогнать их друг к другу в процессе соединения достаточно сложно. Работа с диаметральным размером проводится в промышленности и частных мастерских. Развальцовка труб считается сложным процессом, который характеризуется большим количеством особенностей.
Развальцовка медных трубокСуть процесса
Развальцовка медных трубок – процесс деформации изделий различного типа, которые могут применяться при создании различных механизмов. Подобная технология применяется при закреплении деталей в котлах, конденсаторах или других теплообменниках.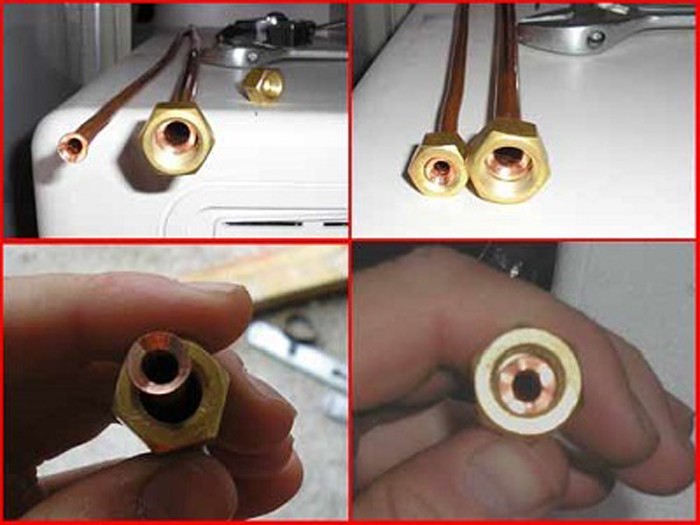 Среди особенностей проводимой работы отметим следующие моменты:
Среди особенностей проводимой работы отметим следующие моменты:
- Толщина стенок может быть самой различной. За счет этого и изменяется наружный или внутренний диаметр.
- Развальцовке подвергаются медные трубки, которые изготавливают из металла с различной степенью обработки.
Виды развальцовки
Как правило, диаметр изменяется за счет растяжения изделия. При применении современного оборудования можно получить качественную поверхность, которая идеально подойдет для создания герметичных соединений.
Когда может понадобиться развальцовка?
Сегодня вальцовка медных трубок проводится крайне часто. Подобная технология применяется в нижеприведенных случаях:
- Нужно изменить форму трубы. Примером можно назвать получение овальной формы поперечного сечения.
- Чаше всего развальцовка проводится для изменения наружного и внутреннего диаметра. При соединении медных труб нужно обеспечить идеальную герметичность, которая достигается путем подгонки поверхностей друг к другу.
- В продаже не встречаются медные трубки нужной формы.
- Нужно изменить размер и форму трубок под конкретные условия.

Инструмент для развальцовки
Развальцовка выполняется также в случае изготовления ювелирных изделий, различных механизмов. Для работы могут использоваться различные специальные инструменты, к примеру, конусный развальцовщик.
Этапы развальцовки труб
Получить изделие требуемых размеров и формы можно при применении уже давно известной технологии. Манипуляция проводится в три этапа:
- Между деталью и медной трубной решеткой подбирается требуемый зазор.
- Оба элемента деформируются при применении специального инструмента.
- Оказываемое давление снимается.
Стоит учитывать, что в независимости от типа применяемой технологии после развальцовки металл становится более мягким, так как он растягивается.
Способы увеличения диаметра труб
Некоторые материалы характеризуются высокой пластичностью.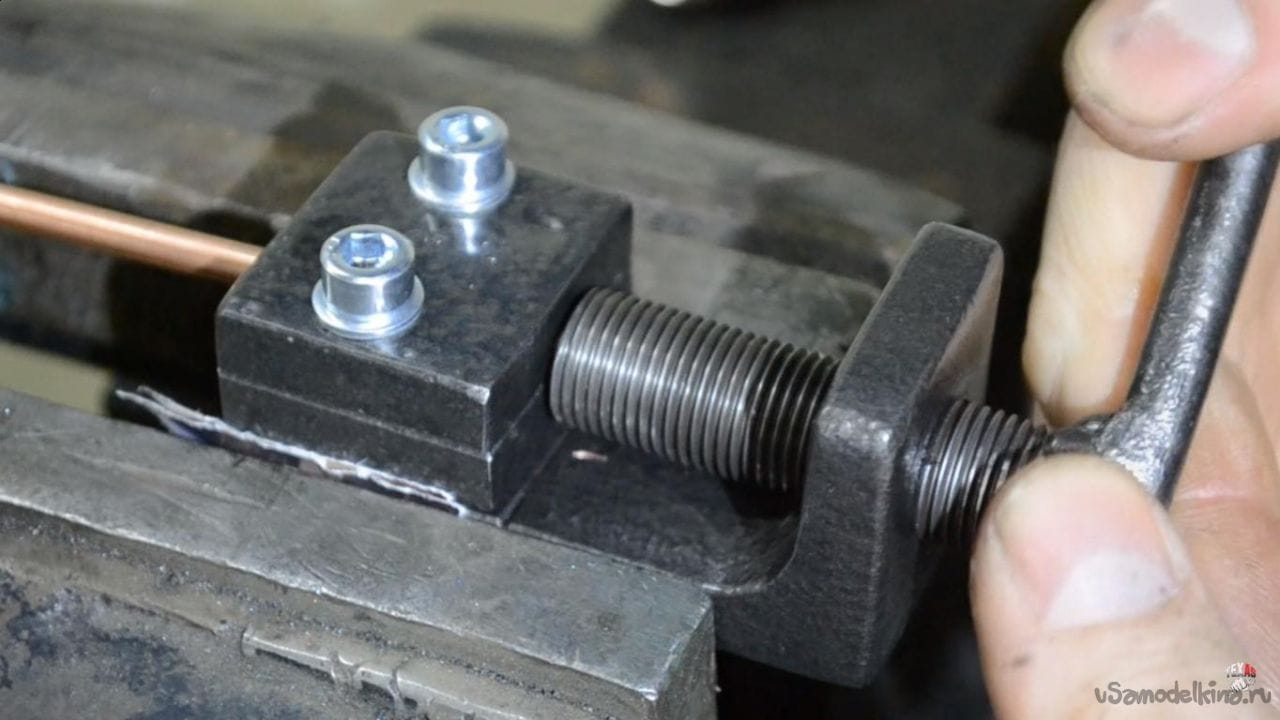 Именно поэтому можно попробовать натянуть медную заготовку на специальный конический шаблон. Этот метод применяется крайне редко, так как получить качественную деталь сложно. Есть вероятность появления разрыва в местах, на которые оказывается максимальная нагрузка.
Именно поэтому можно попробовать натянуть медную заготовку на специальный конический шаблон. Этот метод применяется крайне редко, так как получить качественную деталь сложно. Есть вероятность появления разрыва в местах, на которые оказывается максимальная нагрузка.
Провести растяжение металла можно экспандером. Развальцованная труба в этом случае характеризуется большим качеством. Подобное устройство поставляется со сменными насадками, которыми можно регулировать диаметр.
Можно провести рассматриваемую работу при использовании конуса. Процесс предусматривает вдавливание конуса в поверхность зафиксированной заготовки в тисках, после чего изделие извлекается. Полученный результат намного хуже, нежели при применении экспандера, но технология применяется крайне часто.
Виды развальцовщиков
Процесс развальцовки существенно упрощается при использовании специальных приспособлений. Они могут ручного или электрического типа, применяться для работы с трубопроводом отопительной системы или водоснабжения, трубками других систем, к примеру, кондиционирования. В продаже есть и универсальные варианты исполнения. Наибольшее распространение получили:
Они могут ручного или электрического типа, применяться для работы с трубопроводом отопительной системы или водоснабжения, трубками других систем, к примеру, кондиционирования. В продаже есть и универсальные варианты исполнения. Наибольшее распространение получили:
- Шаблон. Применяется подобный инструмент для работы с медью или другими мягкими сплавами. Среди особенностей можно отметить невысокую стоимость и простоту использования. Однако, во время работы на поверхности могут появится существенные дефекты.
- Механический развальцовщик трубок представлен сочетанием валика из твердого сплава, который может перекатываться по краю для передачи требуемой формы. При его использовании можно сделать заготовку с ровной и симметричной поверхностью. Процесс автоматизирован, позволяет получить качественную поверхность. Прикладываемое усилие увеличивается за счет резьбового и иного привода.
- Вариант исполнения с электрическим приводом снабжается целым набором сменных насадок. Его приобретают в случае, когда нужно ускорить процесс производства. Единственным недостатком можно назвать высокую стоимость подобного приспособления. Рекомендуется приобретать устройство в случае, когда развальцовка проводится с большой периодичностью.
- Экспандер. Подобный встречается крайне часто, так как позволяет лишь за одно движение провести деформацию поверхности. Простая конструкция определяет то, что контролировать толщину стенок нельзя. Экспандер часто применяется в домашних условиях, так как устройство недорогое и просто в использовании.
 Единственным недостатком можно назвать высокую стоимость подобного приспособления. Рекомендуется приобретать устройство в случае, когда развальцовка проводится с большой периодичностью.
Единственным недостатком можно назвать высокую стоимость подобного приспособления. Рекомендуется приобретать устройство в случае, когда развальцовка проводится с большой периодичностью.Электрический развальцовщик
Механизм подбирается в зависимости от поставленных задач. К примеру, при серийном выпуске определенных деталей лучше всего приобрести развальцовщик с электрическим приводом.
Эксцентрический развальцовщик
Распространенный эксцентрический развальцовщик трубок применяется для получения качественных деталей. Среди особенностей подобного варианта исполнения отметим:
- Давление передается при оказании усилия через механический элемент. Наконечник изготавливается из металла высокой твердости.
- В комплект поставки включается много различных наконечников, при смене которых можно получить поверхность различной формы.
- Стоимость подобного механизма относительно невысокая. При изготовлении могут использоваться самые различные металлы, к примеру, с высокой коррозионной стойкостью.

Для увеличения передаваемого усилия применяется рукоятка большой длины. Она закрепляется в специальном держателе.
Как выбрать инструмент для развальцовки?
Для того чтобы достигнуть высокого качества при развальцовке следует правильно выбрать более подходящий инструмент. При применении простейших приспособлений могут проявляться негативные последствия:
- В стенках медных трубок возникают серьезные разрывы, которые существенно снижают прочность и длительность эксплуатации.
- Небольшие трещины могут привести к тому, что стенки заминаются.
- Сложно добиться равномерной толщины. Даже незначительное отклонение приводит к снижению прочности формирующегося соединения.

Эксцентриковый развальцовщик VALUE
Выбрать инструмент для развальцовки медных трубок можно при учете следующей информации:
- Глубина развальцовки.
- Внутренний диаметр изделия.
- Определенные характеристики материала: твердость и степень пластичности.
- Наружный диаметр.
- Толщина стенок. Этот параметр определяет то, как сложно провести обработку заготовки.
- Расстояние, на которое изделие может выступать за границы фиксирующего механизма.
- Расстояние между центрами внутренних отверстий.
- Наличие и особенности соединительных швов. Некоторые заготовки получаются путем сваривания концов. Получаемый шов может по-разному реагировать на пластическую деформацию.
- Необходимость в образовании канавок на поверхности. Развальцовка также может привести к образованию требуемых канавок на медной трубке.
Большинство применяемых устройств характеризуется универсальностью. Все механизмы также могут отличаться друг от друга.
Инструменты, предназначенные для проведения рассматриваемой работы, позволяют:
- Исключить вероятность появления сильных разрезов. Это достигается за счет постепенного оказания давления, которое распределяется равномерно.
- Достигнуть равномерной толщины стенок. При этом подобный результат можно достигнуть даже в случае, если изначально заготовка имела неравномерные стенки.
- Отверстие внутри изделия становится гладки и ровным.
Большей производительностью характеризуются устройства с электрическим приводом. Он сегодня широко распространены, незаменимы в случае, когда нужно деформировать изделие с большой толщиной стенок.
Развальцовка в домашних условиях
Провести развальцовку можно в домашних условиях. Для этого могут использоваться самые различные механизмы, в большинстве случаев приобретают механический.
В некоторых случаях для проведения работы создается самодельный механизм развальцовки. Он также характеризуется высокой производительностью и универсальностью в применении.
Он также характеризуется высокой производительностью и универсальностью в применении.
Как изготовить инструмент?
Самодельный инструмент можно изготовить для его длительного применения. Конструкция достаточно проста, она представлена станиной, изготавливаемой из двух схожих по геометрии уголков. При сборке механизма применяется:
- Болгарка.
- Заточной и сверлильный станок.
- Два болта с резьбой не менее 8М.
- В качестве основного материала может использоваться уголок длиной 100 мм. Лучше всего выбрать вариант исполнения из нержавеющей стали.
- Оправки.
Уголки скрепляются между собой болтами. Для этого сверлильным станком делают соответствующие отверстия. В основе фаски просверливаются отверстия.
Самодельный развальцовщик
Работать с подобным механизмом следует также, как и с многими другими, которые можно приобрести в специализированных магазинах.
Как развальцевать медную трубку?
Благодаря высокой пластичности меди обрабатывать медные трубки из этого сплава достаточно просто.
Развальцовка медных трубок своими руками проводится следующим образом:- Заготовка зажимается в державке так, чтобы она выходила за края на 5-6 мм.
- Вместо конуса устанавливается специальная насадка, которая подходит под диаметр заготовки.
- Надевается штуцер, уделяется внимание направлению резьбы.
- Штамп должен изготавливаться из материала, твердость которого намного больше твердости заготовки. Он вдавливается, за счет чего край торца деформируется.
- Вместо штампа устанавливается конус. Он вдавливается постепенно. Только при равномерном воздействии можно обеспечить требуемое качество получаемого изделия.
- После обработки происходит осмотр заготовки. При появлении незначительных дефектов их можно зачистить.
Некоторые заготовки подвержены в меньшей степени обработке рассматриваемым методом.
Примером можно назвать хрупкие сплавы, в структуре которых при деформации могут появится трещины и другие дефекты.
 Развальцовка медных трубок своими руками проводится следующим образом:
Развальцовка медных трубок своими руками проводится следующим образом: Примером можно назвать хрупкие сплавы, в структуре которых при деформации могут появится трещины и другие дефекты.
Примером можно назвать хрупкие сплавы, в структуре которых при деформации могут появится трещины и другие дефекты.Как развальцовывать медные трубки? | Школа ремонта. Ремонт своими руками
Развальцовка медных трубок. Продолжаю свою рубрику о самостоятельной установке сплит системы рассказом о том, как развальцовывать медные трубки, так как соединение их производится методом развальцовки. Как было уже неоднократно сказано, в состав сплит системы входят медные трубки двух разных диаметров. Через трубку большего диаметра хладагент в парообразном состоянии идет из внутреннего блока (испарителя) в компрессор (внешний блок). По тонкой трубке сжиженный и охлажденный хладагент течет в обратном направлении (из компрессора в испаритель).Процедура развальцовки очень важна и к ней следует отнестись серьезно. Неаккуратно развальцованная трубка может привести к разгерметизации и утечке фреона. Кондиционер перестанет выполнять свои функции. Зажимаем трубку в специальное приспособление так, чтобы она выступала из него на 3-4 миллиметра.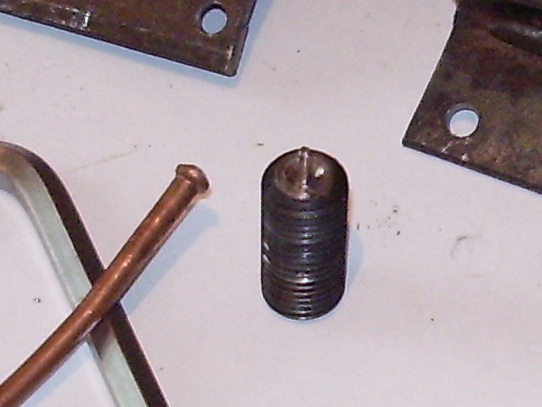 Зажать следует с приличным усилием, но не усердствовать! Иначе приспособление придаст трубке форму шестигранника и о герметичности не может быть и речи. Устанавливаем развальцовку на приспособление и начинаем затягивать ручку. Правильно развальцованная трубка без усилий входит в гайку. Ее развальцованная часть должна располагаться на дне гайки. Если трубка развальцована слишком сильно и ее развальцованная часть не входит в гайку — отрезаем ненужный кусок и повторяем развальцовку. (Если трубка деформирована — поступаем так же, отрезаем испорченную часть трубки)После нескольких развальцовок рано или поздно должен наступить момент, когда под ногами валяется много обрезков неудачно развальцованных трубок, а длины самой трубки, соединяющей внутренний и внешний блоки уже не хватает =). Тогда сматываем трубку, кладем ее про запас, а сами бежим в магазин за более длинным куском трубки. Как-то раз мне даже пришлось пододвигать внешний блок ближе к внутреннему из-за того, что трубка плохо развальцовывалась, так как была деформирована ботинком человека с тяжелой поступью.
Зажать следует с приличным усилием, но не усердствовать! Иначе приспособление придаст трубке форму шестигранника и о герметичности не может быть и речи. Устанавливаем развальцовку на приспособление и начинаем затягивать ручку. Правильно развальцованная трубка без усилий входит в гайку. Ее развальцованная часть должна располагаться на дне гайки. Если трубка развальцована слишком сильно и ее развальцованная часть не входит в гайку — отрезаем ненужный кусок и повторяем развальцовку. (Если трубка деформирована — поступаем так же, отрезаем испорченную часть трубки)После нескольких развальцовок рано или поздно должен наступить момент, когда под ногами валяется много обрезков неудачно развальцованных трубок, а длины самой трубки, соединяющей внутренний и внешний блоки уже не хватает =). Тогда сматываем трубку, кладем ее про запас, а сами бежим в магазин за более длинным куском трубки. Как-то раз мне даже пришлось пододвигать внешний блок ближе к внутреннему из-за того, что трубка плохо развальцовывалась, так как была деформирована ботинком человека с тяжелой поступью. О том, чтобы найти поблизости другой отрезок трубки в командировке, в полевых условиях, не могло быть и речи. Я был готов сломать ногу этому человеку с тяжелой поступью, если б знал кто он. Короче — делайте это аккуратно! Соединение медных трубок.И так, у нас две аккуратно развальцованные трубки. Теперь нужно аккуратно состыковать их с соответствующим выходом медных трубок внутреннего блока сплит системы и затянуть гайки. Прикладываем нашу трубку развальцованной частью к выходному фланцу таким образом, чтобы ее направление как можно точней совпадало с направлением выхода медной трубки. Гайка должна свободно закручиваться “от руки” до самого конца безо всякого сопротивления — это как раз и говорит о том, что трубка развальцована как надо и нормально стыкуется с выводным фланцем. После того как гайка затянута вручную, необходимо затянуть ее при помощи разводных ключей. Конечно, работать разводными ключами не очень удобно, но рожковые ключи из стандартных наборов инструментом могут не подойти к этим гайкам.
О том, чтобы найти поблизости другой отрезок трубки в командировке, в полевых условиях, не могло быть и речи. Я был готов сломать ногу этому человеку с тяжелой поступью, если б знал кто он. Короче — делайте это аккуратно! Соединение медных трубок.И так, у нас две аккуратно развальцованные трубки. Теперь нужно аккуратно состыковать их с соответствующим выходом медных трубок внутреннего блока сплит системы и затянуть гайки. Прикладываем нашу трубку развальцованной частью к выходному фланцу таким образом, чтобы ее направление как можно точней совпадало с направлением выхода медной трубки. Гайка должна свободно закручиваться “от руки” до самого конца безо всякого сопротивления — это как раз и говорит о том, что трубка развальцована как надо и нормально стыкуется с выводным фланцем. После того как гайка затянута вручную, необходимо затянуть ее при помощи разводных ключей. Конечно, работать разводными ключами не очень удобно, но рожковые ключи из стандартных наборов инструментом могут не подойти к этим гайкам. Вряд ли у вас в наборе имеется рожковый ключ на “16″. Если у вас есть подходящие рожковые ключи — вам повезло, пользуйтесь на здоровье.В инструкции по установке должно быть указано усилие с которым нужно затянуть гайку. В каких-то типах сплит систем указано количество оборотов ключа, которые нужно совершить после того, как гайка туго затянута вручную. Вроде там было в одном из них было указано 3/4 оборота. В общем, я затягивал на 1,5 оборота. Если затянуть очень сильно, то гайка срежет мягкую медную трубку. Одному моему неплохо развитому физически коллеге представился случай в этом убедиться. Затянул сильно, затем открутил гайку, а трубка срезана. Если гайка затянута правильно, то развальцованная медная трубка деформируется латунной гайкой, медь заполняет пустоты, и соединение получается достаточно герметичным. И еще раз повторю — делайте это аккуратно!! Как вы, скорей всего, уже поняли эта пара трубок соединяет между собой внутренний и внешний блоки. Те есть, далее нам предстоит повторить процедуру развальцовки и состыковать соответствующие концы трубок с фланцами внешнего блока.
Вряд ли у вас в наборе имеется рожковый ключ на “16″. Если у вас есть подходящие рожковые ключи — вам повезло, пользуйтесь на здоровье.В инструкции по установке должно быть указано усилие с которым нужно затянуть гайку. В каких-то типах сплит систем указано количество оборотов ключа, которые нужно совершить после того, как гайка туго затянута вручную. Вроде там было в одном из них было указано 3/4 оборота. В общем, я затягивал на 1,5 оборота. Если затянуть очень сильно, то гайка срежет мягкую медную трубку. Одному моему неплохо развитому физически коллеге представился случай в этом убедиться. Затянул сильно, затем открутил гайку, а трубка срезана. Если гайка затянута правильно, то развальцованная медная трубка деформируется латунной гайкой, медь заполняет пустоты, и соединение получается достаточно герметичным. И еще раз повторю — делайте это аккуратно!! Как вы, скорей всего, уже поняли эта пара трубок соединяет между собой внутренний и внешний блоки. Те есть, далее нам предстоит повторить процедуру развальцовки и состыковать соответствующие концы трубок с фланцами внешнего блока. У меня есть опыт установки около десятка сплит систем таким образом. Первую из них я установил более 4х лет назад. Конечно, случается всякое, но с тех объектов, где сплит систему ставил я, к счастью, жалоб на отказы пока не поступало.На медные трубки не забудьте натянуть мягкие теплоизоляционные трубки из какого-то вспененного пористого мягкого материала. Теплоизоляцию, как и медные трубки, можно приобрести в фирме, торгующей сплит системами.Вообще, я видел трубки сплит систем, установленных без всякой теплоизоляции. Но, на всякий случай, делайте все как надо, тем более, если для себя. В общем — не забывайте про теплоизоляцию.
У меня есть опыт установки около десятка сплит систем таким образом. Первую из них я установил более 4х лет назад. Конечно, случается всякое, но с тех объектов, где сплит систему ставил я, к счастью, жалоб на отказы пока не поступало.На медные трубки не забудьте натянуть мягкие теплоизоляционные трубки из какого-то вспененного пористого мягкого материала. Теплоизоляцию, как и медные трубки, можно приобрести в фирме, торгующей сплит системами.Вообще, я видел трубки сплит систем, установленных без всякой теплоизоляции. Но, на всякий случай, делайте все как надо, тем более, если для себя. В общем — не забывайте про теплоизоляцию.
Приспособление для развальцовки трубок.
Гаражному мастеру бывает приходится восстанавливать (развальцовывать) сорванный буртик тормозной или бензиновой трубки, (тормозной или топливной системы), или изготовить новую трубку, если прогнила старая. Сделать это без специального приспособления не получится.
Сейчас в продаже начали появляться китайские приспособления для развальцовки трубок, (которые работают по принципу затяжки штока с конусом, который развальцовывает трубку) но качество их оставляет желать лучшего, особенно если приходится работать не с медными, а с стальными трубками. В этой небольшой статье мы рассмотрим, как изготовить своими руками приспособление для развальцовки трубок различного диаметра из обычного уголка.
В этой небольшой статье мы рассмотрим, как изготовить своими руками приспособление для развальцовки трубок различного диаметра из обычного уголка.
Приспособление для развальцовки, показанное на рисунке, сделано из обычного стального уголка, толщина полки (стенки) которого равна 5 мм (подойдёт номер профиля 4,5; 5,0 или 5,6). А длина приспособления зависит от того, сколько диаметров трубок вы хотите развальцовывать впоследствии. На рисунке 1 показаны всего три диаметра, которых хватает для обслуживания автомобиля.
Но если вы занимаетесь например постройкой чопперов в популярном нынче стиле олдскул, на которых все резиновые шланги меняют на медные трубки, (которые смотрятся стильно), то можно сделать и больше различных диаметров, тогда уголок нужно будет отпилить подлиннее (или сделать два приспособления).
При изготовлении приспособления, две половинки уголков зажимаются в тиски (лучше сверлильного станка) и затем с помощью сверла нужного диаметра (как на отверстиях на рисунке), сверлятся отверстия, а затем рассверливается конусный потай на каждом отверстии.
Конусные оправки различных диаметров (как на рисунке 2) придётся заказать токарю. И чтобы инструмент прослужил долго, особенно если вы будете развальцовывать не только медные и латунные трубки, но и стальные, конусные оправки желательно выточить из качественной углеродистой стали, например Ст 45 (содержание углерода 0,45 %). Но всё же лучше поискать и выточить оправки их более качественной конструкционной стали, например марки 38ХГСА. Тогда и тормозные стальные трубки можно будет развальцовывать, не боясь быстрого износа конуса оправки.
Как работает это простое приспособление для развальцовки трубок, нетрудно догадаться из рисунка. Трубка, с предварительно надетой на неё накидной гайкой (резьбой вверх) вставляется в нужные канавки такого диаметра (в уголке), который на 0,2 мм меньше, чем диаметр трубки (чтобы надёжно обжать) и затем с помощью болтов обе половинки уголка стягиваются и надёжно зажимают трубку. Стянутая уголками трубка, должна выступать из верхней плоскости уголков (там где потай) примерно на з — 4 мм.
Стянутая уголками трубка, должна выступать из верхней плоскости уголков (там где потай) примерно на з — 4 мм.
Затем приспособление с зажатой в нём трубкой, зажимаем в тисках и с помощью конусной оправки, (нужного диаметра) вставленной в трубку, начинаем обстукивать оправку молотком, пока конус не развальцует трубку.
Если у кого то есть гидравлический пресс, то процесс развальцовки трубок можно усовершенствовать. Например нарезать наружную резьбу в верхней части конусной оправки, чтобы она вкручивалась в давящий шток пресса, а внизу установить тиски, с зажатыми в них половинками уголков и трубкой.
И тогда уже гидравлика пресса будет давить на его шток, и вкрученную в шток конусную оправку, а та в свою очередь будет развальцовывать трубку с усилием в несколько тонн. Но это усовершенствование скорей пригодится тем, кому приходится развальцовывать трубки очень часто (или изготавливать в большом количестве трубчатые заклёпки).
Кстати, бывает нужно развальцевать трубки большого диаметра, например выхлопные патрубки глушителей мотоцикла. Это можно сделать с помощью прокатки трубы между роликами зиговочной машинки. Кому интересно почитать о зигмашинке, то кликаем вот сюда.
Это можно сделать с помощью прокатки трубы между роликами зиговочной машинки. Кому интересно почитать о зигмашинке, то кликаем вот сюда.
Изготовив несложное приспособление для развальцовки трубок, описанное в этой небольшой статье, вы всегда сможете восстановить изношенный конус любой трубки вашего автомобиля или мотоцикла, а лучше изготовить новую, любой длинны и диаметра; успехов всем.
Развальцовка труб — обзор технологии и оборудования
Развальцовка труб — это процесс по изменению конфигурации края трубы для придания полому изделию требуемой формы по расширению или сужению диаметра.
Развальцовка — это процесс по частичному изменению конфигурации края трубы для придания полому изделию требуемой формы по расширению или сужению диаметра путем заданной деформации металла.
Сферы применения
Применение на практике развальцовки труб имеет несколько специфичное положение. Это связано с тем, что сам метод соединения труб с помощью развальцовки довольно старый технологический прием, который с развитием промышленности был в основном заменен другими типами соединений. А вот ряд конкретных сфер применения развальцовки так и не нашли должной технологической замены и используются в своем неизменном виде до сих пор. Для примера приведем наиболее характерные и часто встречающиеся сферы применения развальцовки, а именно:
А вот ряд конкретных сфер применения развальцовки так и не нашли должной технологической замены и используются в своем неизменном виде до сих пор. Для примера приведем наиболее характерные и часто встречающиеся сферы применения развальцовки, а именно:
- В энергетической промышленности при изготовлении решеток водотрубных теплообменников с целью создания прочного герметичного соединения между медными или латунными трубами и цилиндрическими отверстиями стальной трубной решетки. А также на предприятиях жилищно-коммунального хозяйства для уже соответственно ремонта этих водотрубных теплообменников. Развальцовку все реже используют для закрепления труб в различном котельном оборудовании как конденсаторы, парогенераторы, экономайзеры и маслоохладители.
- В сфере бытового хозяйства для создания разъемных соединений из медных трубок, при монтаже систем кондиционирования. С помощью медных трубок и соединяют внешние и внутренние блоки сплит-системы, по которым и циркулирует хладагент.
- В пищевой отрасли при изготовлении промышленных холодильных камер для создания надежных разъемных соединений медных и латунных трубок непосредственно на месте монтажа оборудования, позволяя со стандартным оборудованием вписываться в любую конфигурацию помещений.
- В альтернативной энергетики при монтаже тепловых насосов, для соединения медных трубок по полной аналогии со сплит-системами.
- На предприятиях автопрома при изготовлении быстроразъемных соединений стальных трубок для гидравлической тормозной системы или медных трубок для гидравлической системы сцепления автомобиля. А также развальцовку методом штамповки применяют при изготовлении различных радиаторов охлаждения для двигателей внутреннего сгорания.

Особенности технологии
В современном автомобилестроении существует восемь видов развальцовки медных, латунных, алюминиевых и стальных трубок. Их применяют для создания разъемных соединений различных гидравлических и топливных систем в современных автомобилях.

Три типа развальцовки
Но основные три типа развальцовки являются наиболее распространенными и применяются как в автомобилестроения, так и при монтаже различного энергетического оборудования. К ним относится:
- простая одинарная развальцовка под конус типа «D», делается под углом в 45 градусов в виде одинарной воронки, для ее изготовления подойдет большинство ручных приспособлений для развальцовки трубок;
- двойная развальцовка трубок под конус типа «E» также выполняется под углом в 45 градусов в виде одинарной воронки с двойным усиленным краем трубки, для ее выполнения подойдет уже более специализированный инструмент для развальцовки со специальными насадками;
- одноразовая развальцовка стальных труб под грибок типа «F», выполняется специальной эксцентриковой развальцовкой.
Развальцовка труб является достаточно непростой в технологическом плане операцией и требует тщательной подготовки. Поэтому для получения качественного соединения с помощью развальцовки необходимо выполнять и соблюдать следующие условия:
Поэтому для получения качественного соединения с помощью развальцовки необходимо выполнять и соблюдать следующие условия:
- срез трубы должен быть идеально ровным,
- стенки трубы, предназначенной под развальцовку, должны иметь одинаковую толщину по всему диаметру;
- место развальцовки должно быть идеально ровным и гладким, при этом не должно иметь следов остаточной деформации и трещин.
Технология развальцовки трубок
Технология развальцовки трубок
Технологию развальцовки трубок можно привести на примере работы ручного инструмента для развальцовки, состоящего из основания с раззенкованными отверстиями на основные типоразмеры труб и соответствующего им набора насадок.
Перед началом работ трубку необходимо ровно обрезать, так, чтобы срез был строго перпендикулярным центральной оси. Рекомендуется использовать специально приспособленные для этого труборезы. После этого отрезанный край трубы обрабатываем напильником или срезаем фаску с помощью риммера и тем самым удаляем все заусенцы с внутренней и внешней части торца.
Далее, в отверстие основания строго по диаметру вставляется трубка и зажимается прочной металлической рамкой так, чтобы край трубки немного выступал над плоскостью уровня основания.
Берем соответствующую отверстию насадку, представляющую с одной стороны стальной цилиндрический предмет с поверхностью конусообразной формы и приспособлением для прижимного винта на другой стороне. В зависимости от вида будущего соединения насадка для развальцовки может иметь различную форму, поэтому подбираем поверхность необходимой конфигурации.
Установив нужную нам насадку, начинаем постепенно закручивать винт центрирующего стержня, давя поверхностью насадки на трубку, постепенно прижимая ее к краям отверстия в основании. По завершении операции винт стержня раскручивается, основание разбираем и развальцованная трубка свободно достается из приспособления.
Самое главное, не забывать одевать гайку штуцера на трубку заранее, в противном случае вам придется повторить все операции в той же последовательности еще один раз.
Совет: как и при любой обработке металлических изделий, рекомендуется место развальцовки заранее смазать небольшим количеством машинного масла.
Применяемое оборудование
Экспандер — это самое простое и незамысловатое приспособление для развальцовки трубок небольшого диаметра, которое представляет собой устройство со сменными насадками, позволяющее развальцовывать трубки за одну простую операцию. Правда, особого качества от экспандера ожидать не надо, да и для работы с ним необходима определенная сноровка.
Следующей категорией ручного инструмента для развальцовки служат различные наборы, в комплект которых, как правило, входят:
- две планки основания со специальной формы отверстиями, соответствующих основным типоразмерам стальных и медных трубок, в количестве от 5 до 11 штук в зависимости от комплектации и цены,
- приспособление развальцовки с резьбой для крепления пяти сменных штампов.
- набор сменных штампов.
Нередко такие наборы комплектуют ручными роликовыми, предназначенными для резки алюминиевых, латунных, медных, стальных и металлопластиковых труб с диаметром от 3 до 29 мм включительно.
Стоит отметить, что по многочисленным отзывам на форумах в интернете пользователи обращают внимание на прямую зависимость качества и надежности в работе таких инструментов от стоимости наборов. Как правило, дешевый станок для развальцовки трубок быстро ломается и не рекомендуется для использования при больших объемах работ.
Следующей категорией приспособлений являются различные виды станков для развальцовки трубок. Они отличаются более надежными и качественными узлами, высокой стоимостью и предназначаются для профессионального применения.
На станках развальцовку труб производят с помощью электрического, гидравлического или пневматического привода с применением контроллеров крутящего момента для полной автоматизации рабочих процессов.
Специфика развальцовки стали и алюминия.
При развальцовке стальных или алюминиевых трубок, в отличие от медных и латунных труб, операцию раскатки необходимо проводить медленно, производя постоянный контроль за состоянием поверхности, так как при приложении чрезмерного давления можно получить разрывы при растяжении металла.
 Это связано с тем, что стальные и алюминиевые трубки обладают меньшей пластичностью, поэтому при формировании грибка или конуса могут образоваться многочисленные микротрещины.
Это связано с тем, что стальные и алюминиевые трубки обладают меньшей пластичностью, поэтому при формировании грибка или конуса могут образоваться многочисленные микротрещины.При неуверенности в достаточной пластичности материала стальных или алюминиевых трубок их рекомендуется предварительно перед развальцовкой нагревать соответственно для стали до 500-600⁰ C, а для алюминия до 200-300⁰ C.
Как выполнить развальцовку трубок
Вам необходимо поменять стальную или медную трубку в вашем автомобиле, а специализированный инструмент для развальцовки отсутствует, причем идея найти его или купить связана с определенными трудностями. Вот тут и пригодиться совет, как развальцевать трубку своими руками.
Вот тут и пригодиться совет, как развальцевать трубку своими руками.
Приступаем:
- Для начала берем два небольших деревянных бруска, подобрав размеры и толщину так, чтобы можно было зажать их в обычных тисках.
- Зажимаем выбранные бруски в тисках и по центру шва их соединения сверлим сквозное отверстие диаметром той самой стальной или медной трубки, которую вам надо развальцевать.
- Далее, с одной стороны отверстия сверлом большего диаметра высверливаем небольшое конусообразное углубление. Все основание готово.
- Закрепляем трубку в изготовленном основании из двух деревянных брусков и прочно зажимаем всю конструкцию в тисках. Трубка должна возвышаться на один-два миллиметра над поверхностью брусков.
- Берем стальной шарик от подшипника диаметром примерно в полтора-два раза большим, чем у трубки и не очень сильными ударами молотка начинаем процесс развальцовки. Если трубка начнет проскальзывать в деревянном основании, то, по необходимости, обматываем ее тонкой наждачной бумагой.

Совет. Если «развальцованное» соединение подтекает, то для устранения течи можно подложить тонкую свинцовую шайбу между трубкой и штуцером.
Если вы знаете свой способ развальцовки или у вас есть особый опыт в этом деле, поделитесь им в блоке комментариев.
Показываю как просто и быстро развальцевать медную трубку, без вальцевателя, а также, покажу где взять гайку | Сделай Самоделку
Показываю как просто и быстро развальцевать медную трубку, без вальцевателя, а также, покажу где взять гайкуПонадобилось мне как-то развальцевать медную трубку, но проблема была в том, что специального вальцевателя в наличии не было и взять его тоже негде. А ещё нужно было придумать где гайку найти, в общем задачка очень не простая оказалась, но решение пришло практически сразу! В наличии была трубка диаметром 13 мм.
Показываю как просто и быстро развальцевать медную трубку, без вальцевателя, а также, покажу где взять гайкуИтак, первым делом нужно найти гайку. Взять её можно от старой гибкой подводки, — это был самый простой и доступный вариант, нужно просто отсоединить её от шланга.
Взять её можно от старой гибкой подводки, — это был самый простой и доступный вариант, нужно просто отсоединить её от шланга.
Гайка на трубку не надевалась, так как отверстие было немного меньше диаметра трубки. Поэтом, мне пришлось его немного расширить.
Показываю как просто и быстро развальцевать медную трубку, без вальцевателя, а также, покажу где взять гайкуНу вот, теперь всё идеально подходит!
Показываю как просто и быстро развальцевать медную трубку, без вальцевателя, а также, покажу где взять гайкуТеперь нужно надеть гайку на трубку и подложив с двух сторон пару реек, слегка зажать её в тисках. Хотя, процедуру можно провести держа трубку просто в руках. Вальцевать буду при помощи обычного кернера, главное чтобы его конец был конусообразным и ровным.
Показываю как просто и быстро развальцевать медную трубку, без вальцевателя, а также, покажу где взять гайкуЗатем, нужно вставить кернер в трубку до конуса и, с небольшим усилием прокручивать его в любую сторону. Мы увидим, что край трубки начнёт постепенно загибаться, — делаем так до образования угла 45-55°.
Мы увидим, что край трубки начнёт постепенно загибаться, — делаем так до образования угла 45-55°.
После чего, берём молоток и, начинаем аккуратно по кругу, пристукивать край трубки, пока не получим ровную плоскость.
Показываю как просто и быстро развальцевать медную трубку, без вальцевателя, а также, покажу где взять гайкуНу вот и всё, мы получили прекрасную вальцовку, вместе с гайкой, без какого либо специального инструмента. Сталось только, поставить прокладку и накрутить гайку на нужный фиттинг!
Показываю как просто и быстро развальцевать медную трубку, без вальцевателя, а также, покажу где взять гайкуПоказываю как просто и быстро развальцевать медную трубку, без вальцевателя, а также, покажу где взять гайкуЕсли кому интересно, ниже оставлю видео, где показан подробный процесс вальцовки медной трубки. Рекомендую посмотреть!
 youtube.com/embed/GhRYO7WHDtA?modestbranding=0&controls=1&rel=0&showinfo=1&enablejsapi=1&origin=» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/GhRYO7WHDtA?modestbranding=0&controls=1&rel=0&showinfo=1&enablejsapi=1&origin=» frameborder=»0″ allowfullscreen=»»/>На этом всё, надеюсь способ вам понравился! Спасибо за внимание! 🙂
Показываю как просто и быстро развальцевать медную трубку, без вальцевателя, а также, покажу где взять гайкувидео-инструкция как сделать своими руками, развальцовщик для медных и стальных трубок, фото и цена
Развальцовка труб или вальцевание – это деформация материала, из которого они сделаны в определенном направлении. Вальцевание целесообразно в том случае, когда готовое литое или штампованное изделие не может быть приобретено или изготовлено нужного размера и формы.
Еще одной причиной применения данного метода может стать необходимость подогнать внутренний диаметр трубы под нужный размер.
Обработанные изделия
Основные понятия
Вальцевание зачастую применяется в системах, в которых элементы соединяются с помощью канализационных муфт или методом пайки. Это такие системы, как водоснабжение, отопление, газоснабжение, охлаждение, кондиционирование или машиностроение. Если речь идет о таком процессе, как развальцовка стальных труб или медных в промышленных масштабах, то для данного процесса используют специализированные валы, прокатывающиеся по поверхности несколько раз для создания нужного диаметра.
Это такие системы, как водоснабжение, отопление, газоснабжение, охлаждение, кондиционирование или машиностроение. Если речь идет о таком процессе, как развальцовка стальных труб или медных в промышленных масштабах, то для данного процесса используют специализированные валы, прокатывающиеся по поверхности несколько раз для создания нужного диаметра.
Частным случаем вальцевания может быть работа станка-трубогиба, с которым наверняка приходилось сталкиваться монтажникам сантехнического или газового оборудования. В данном инструменте валик обкатывает трубу вокруг формы заданного радиуса, создавая изгиб необходимых параметров.
Ручной трубогиб
Зачем нужна вальцовка
Развальцовка трубок своими руками – это процедура, необходимая в следующих случаях:
- Купить трубку необходимого размера нет возможности ввиду того что изделия с заданными параметрами не производится методами литья и штамповки;
- Для сбора системы необходима точная подгонка элементов по размеру, в соответствии с определенными параметрами угла изгиба или внутреннего диаметра.
К последнему случаю относится вальцовка медных труб, участвующих в создании водопроводной системы.
Реализация метода вальцевания
Примитивный инструмент для «натягивания» трубы
Развальцовка медных трубок своими руками – это процедура, непременно, требующая применения специализированного инструмента.
Пластичность такого материла, как медь позволяет человеку, достаточно физически развитому и ловкому попробовать просто натянуть своими руками такую трубку на болванку конической формы, но этого чревато следующими последствиями:
- Тонкую трубку при реализации данного метода легко замять;
- В месте, куда приходится максимальное усилие, трубка может просто порваться.
Совет. Такой метод натягивания считается достаточно грубым и применяется только в крайних случаях.
Между таким варварским методом растяжения и добротной вальцовкой, которую использует развальцовщик для медных труб, существует промежуточный вариант – устройство со сменными насадками или экспандер. Данное устройство позволяет растянуть мягкий медный материал с помощью рычага всего за одно несложное действие.
Данное устройство позволяет растянуть мягкий медный материал с помощью рычага всего за одно несложное действие.
На фото – экспандер
Обратите внимание! Развальцовочный экспандер – удобное устройство, скорость его работы достойная, но качество результата оставляет желать лучшего.
Наиболее правильный инструмент для развальцовки – это валик из твердосплавного материала, который многократно прокатывается по внутреннему диаметру прокладываемой трубки. С каждым прокатом данного валика деформация трубки будет все сильнее в заданном направлении.
Преимущества использования валика
Развальцовка медной трубки своими руками с помощью валика – это процесс, который отличается следующими характеристиками:
- Разрывы обрабатываемой трубы исключены. Каждый прокат валика сопровождается незначительной деформацией изделия, а постепенная деформация переносится металлом легко, что исключает разрывы;
- Толщина стенок трубки после развальцовки остается равномерной. Утолщение в стенках трубы, в случае если она изначально была неоднородной по составу, будет с помощью валков раскатано до единой толщины;
- После развальцовки поверхность будет идеально ровной и гладкой. Подобная гладкость напрямую зависит от качества используемого инструмента.
 Утолщение в стенках трубы, в случае если она изначально была неоднородной по составу, будет с помощью валков раскатано до единой толщины;
Утолщение в стенках трубы, в случае если она изначально была неоднородной по составу, будет с помощью валков раскатано до единой толщины;Обратите внимание! Непременно у вас есть возможность приобрести менее качественный инструмент, цена которого будет более низкой. Такое изделие обладает контуром, который просто вдавливается в трубу, находящуюся в зафиксированном положении. Результат после работы такой развальцовкой будет несколько хуже, но вполне приемлемым.
Применение развальцовщика
Инструмент для работы
Развальцовка медной трубки своими руками с помощью развальцовщика производится в том случае, если соединение ведется с помощью муфт или методом пайки. При пайке необходимо расширить один конец, в который вставляется другая трубка.
Таким образом, появляется небольшой зазор, который необходимо заполнить припоем.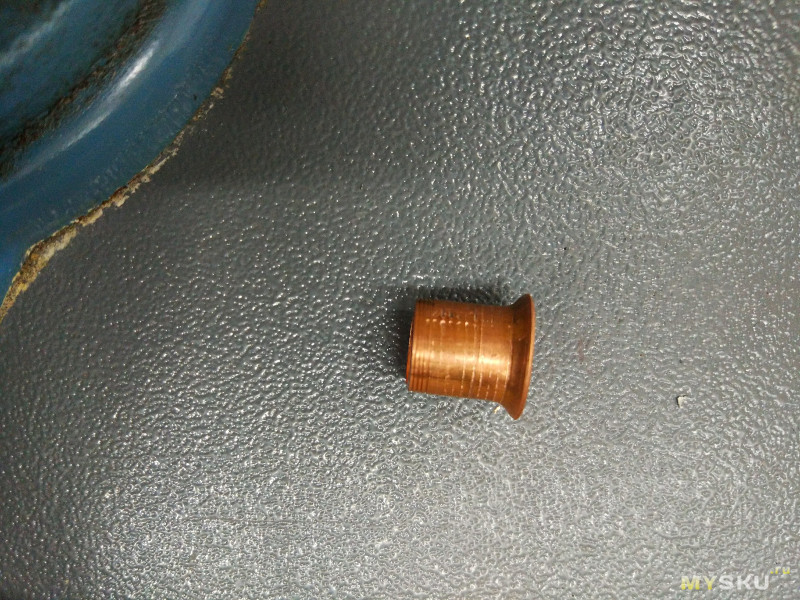 Такого типа соединение считается наиболее надежным для монтажа сплит-системы и холодильных установок.
Такого типа соединение считается наиболее надежным для монтажа сплит-системы и холодильных установок.
Муфтовое соединение также является достаточно популярным благодаря тому, что производить сборку и демонтаж такой системы достаточно легко. Перед тем как браться за развальцовку трубки для монтажа с помощью муфт необходимо сначала ее подготовить, и только потом начинать деформацию.
Порядок работ следующий:
- Зачищается конец трубы:
- На трубу надевается муфта;
- Трубка вставляется в инструмент. Винт развальцовки вращается до того момента, пока кромка не образует угол в 450;
- Изделие вынимается из инструмента;
- Муфта подводится к кромке и гайка на ней закручивается.
Работа развальцовкой
Совет. Многие мастера советуют при монтаже медного трубопровода нарезать трубы с запасом в 2-2,5 см для того, чтобы в случае неудачной развальцовки конец трубы можно было отрезать и продублировать процесс вальцевания.

Если монтаж трубопровода будет производиться методом пайки, тогда процесс вальцевания должен состоять из следующих этапов:
- Поверхность с помощью специальной щетки зачищается;
- С помощью вальцовки, труба расширяется таким образом, чтобы в нее можно было вставить следующий элемент системы с зазором 0,1 мм;
- На внутреннюю поверхность равномерным слоем необходимо нанести флюс и соединить со следующим элементом сети;
- Место соединения прогревается с помощью горелки, к нему же подносится припой. Прогрев продолжается пока припой не расплавится;
- Нагрев продолжается пока расплавленный припой не распределится равномерно по соединению.
В заключение
Изделия, подготовленные к монтажу
С точки зрения современности, медный трубопровод ввиду сложностей его монтажа и существующих на современном рынке альтернативах, это довольно странный выбор. Однако, если вы все же решили создавать трубопровод из данного мягкого материала своими руками, тогда справиться с монтажом такой системы с помощью развальцовки вы сможете без труда (см.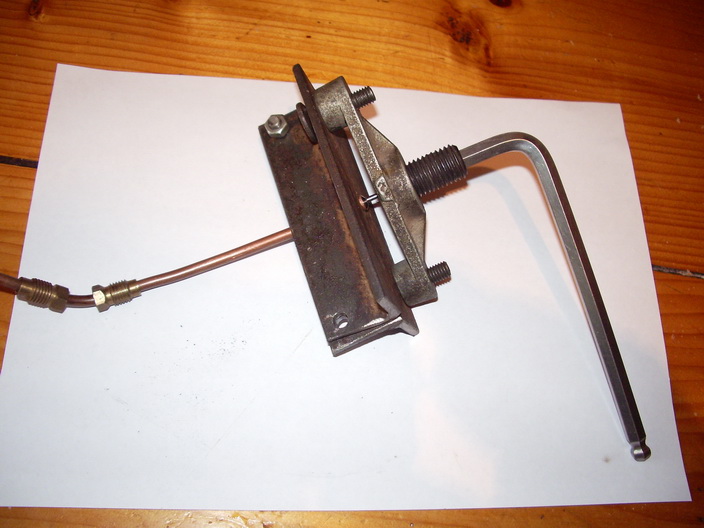 также статью “Трубы ВЧШГ – особенности и применение”).
также статью “Трубы ВЧШГ – особенности и применение”).
А видео в этой статье позволит вам ознакомиться с инструкцией такого рода монтажа.
Различные инструменты, методы и советы
Обучение развальцовке медных трубок может пригодиться по ряду причин. Медные трубы используются не только для магистральных водопроводов, но и для различных бытовых нужд. Когда для водопровода используются мягкие медные трубки, используются различные типы компрессионных фитингов для создания герметичных соединений. Чтобы убедиться, что фитинг будет герметичным, вы должны правильно развальцовывать медные трубки, используя соответствующие инструменты и методы.Для меди различных размеров требуются определенные комплекты оборудования, но большинство комплектов для развальцовки легко найти и относительно недорого.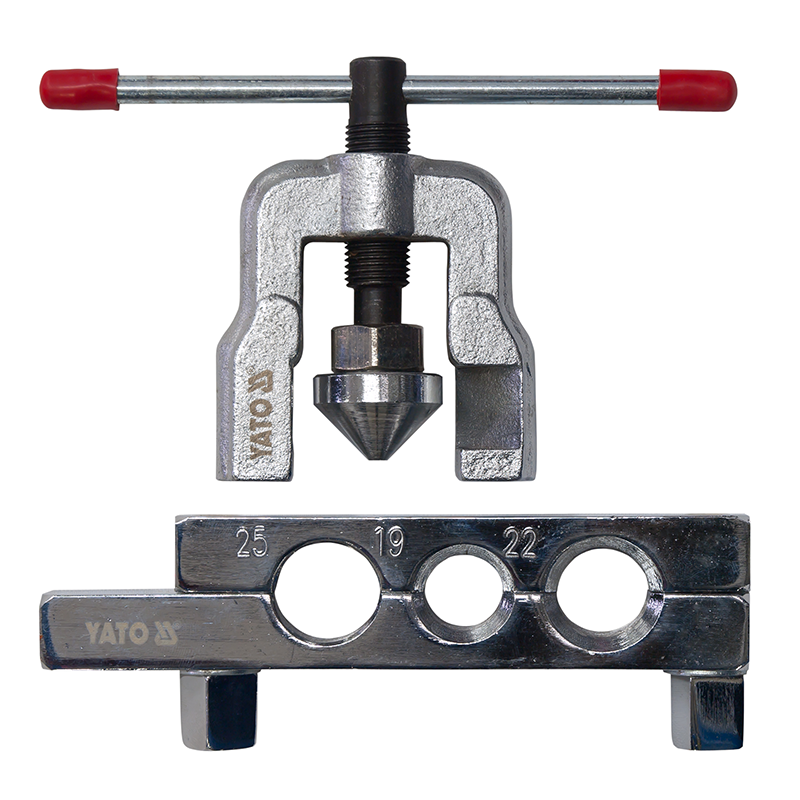
Накидная гайка, медная развальцовка и переходник под развальцовку.
Если вы попытаетесь обжечь медь с помощью подручных инструментов или любых бытовых инструментов, вы рискуете получить негерметичные соединения или соединения низкого качества. Вложение в комплект для развальцовки или наем квалифицированного сантехника того стоит. Обычные бытовые комплекты для развальцовки доступны в любом хозяйственном магазине; а инструменты для развальцовки меди большего размера можно будет приобрести в местных сантехнических компаниях.Чтобы правильно развальцовывать медные трубки, следуйте этим инструкциям:
Правильно отрезать медную трубку
Первый шаг — отрезать трубу до нужной длины (помните, что труба и водяная труба — это два совершенно разных типа сантехнических материалов). Вместо ножовки используйте подходящий инструмент для резки труб. Ножовка действительно режет медь ровно или чисто. Ножовка оставит неровные и неровные края на обрезанном конце. Это приведет к сбою соединения или будущим утечкам.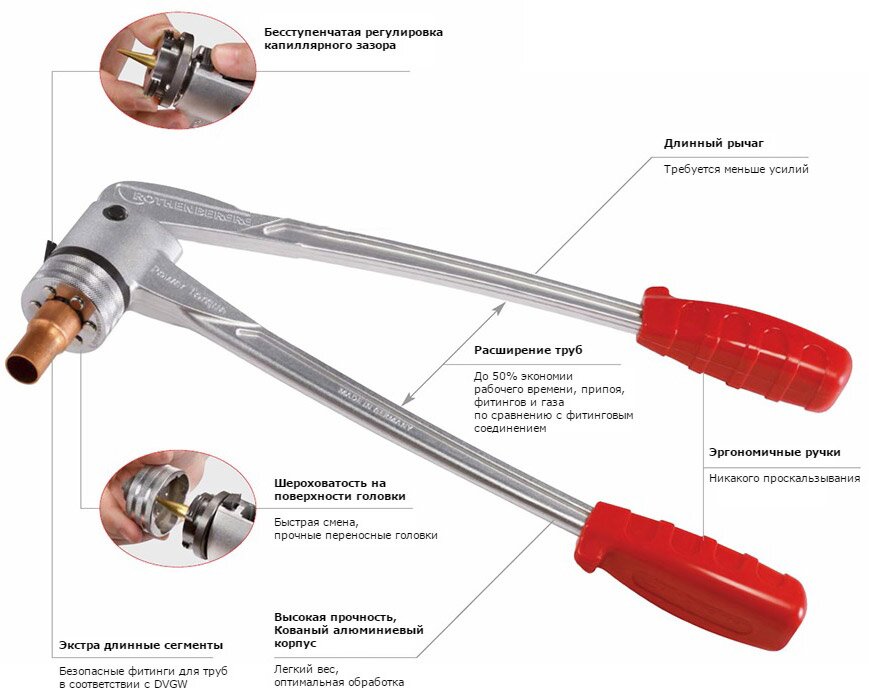
Резак для медных труб
Режущий инструмент вращается вокруг трубы, обеспечивая аккуратный и чистый разрез. Обычно он имеет режущее лезвие, направляющее колесо и ручку для затяжки. Когда вы вращаете инструмент вокруг меди, лезвие постепенно разрезает трубку и оставляет чистый край. Поскольку вам необходимо вращать инструмент во время процесса, такой инструмент лучше всего использовать, когда вам нужно отрезать трубу, которая немного длиннее, чем вам нужно. Вам нужно крепко держать трубу, чтобы делать точные разрезы, аккуратно затягивая инструмент каждый раз или около того.После того, как трубка будет отрезана, вам, возможно, придется очистить от остатков меди. Многие режущие инструменты для меди также включают в себя чистящую кромку.
Как «нельзя» развальцовывать медные трубки
Последствия неправильного сжигания меди в факеле — потенциально ненужный и дорогостоящий ремонт. На этой фотографии ниже показаны работы по ремонту магистрального водопровода на Балканах, поскольку предыдущий подрядчик подключил медь, не сжигая ее. Конечным результатом стало то, что медь буквально выскользнула из раструба, что вызвало затопление проезжей части.Кроме того, домовладельцу в Квинсе, штат Нью-Йорк, был выставлен довольно дорогой счет за ремонт.
Конечным результатом стало то, что медь буквально выскользнула из раструба, что вызвало затопление проезжей части.Кроме того, домовладельцу в Квинсе, штат Нью-Йорк, был выставлен довольно дорогой счет за ремонт.
Причиной прорыва водопроводной магистрали был дефектный факельный нагрев меди.
Как развальцовывать медные водопроводные трубы меньшего размера
Небольшой набор инструментов для развальцовки состоит из двух частей: раструба и расширителя. Форма раструба похожа на зажим, в котором есть ряд отверстий, предназначенных для работы с медными трубками различного диаметра. Он надежно удерживает трубу, поэтому вы можете развальцовывать трубу с минимальными усилиями.Перед тем как поместить медную трубку в раструб, обязательно сначала сдвиньте стяжную гайку. После развальцовки вы не попадете на НКТ, если не перережете трубу снова. Это частая ошибка новичков
Развертка имеет конический наконечник, винт и удерживающие рычаги; это инструмент, который производит фактическое развальцовку. Чтобы развальцовывать трубу, вставьте ее в отверстие, размер которого соответствует размеру меди на раструбе. Поместите расширитель на вершину раструба так, чтобы коническая точка находилась напротив трубки.
Чтобы развальцовывать трубу, вставьте ее в отверстие, размер которого соответствует размеру меди на раструбе. Поместите расширитель на вершину раструба так, чтобы коническая точка находилась напротив трубки.
Развальцовка медных труб меньшего размера
Когда вы затягиваете развертку, коническая точка будет легко расширять медь. Затягивание расширителя станет более трудным, поскольку медные трубки расширяются. Продолжайте затягивать, пока вы не перестанете двигать ручку, никогда не затягивайте слишком сильно. Чрезмерная затяжка при развальцовке медных трубок приведет к расколу меди.
Все шаги должны быть выполнены для успешного завершения
Ослабляйте развертку до тех пор, пока не сможете вынуть ее из формы для развальцовки.Снимите трубу, ослабив зажимы на развальцовке. В некоторых случаях развальцовка не бывает гладкой, поскольку труба скользит при затягивании расширителя. Чтобы отремонтировать его, сделайте новый разрез под расширяющейся частью и повторите процедуру. Изучение того, как обжигать медь, означает знать, что, если развальцовка сделана неправильно, никогда не применяйте грубую силу и перетягивайте фитинг для решения проблемы. Излишнее затягивание раструба приведет к разрыву меди или поломке латунного фитинга.
Изучение того, как обжигать медь, означает знать, что, если развальцовка сделана неправильно, никогда не применяйте грубую силу и перетягивайте фитинг для решения проблемы. Излишнее затягивание раструба приведет к разрыву меди или поломке латунного фитинга.
Сжигание меди меньшего размера, предназначенной для домашнего использования, относительно просто.Однако развальцовка медных водопроводных труб для реальных водопроводных сетей требует навыков. Капелька на медной линии для вашего льдогенератора сильно отличается от капель на вашей подземной магистрали водоснабжения.
Труба водяная медная типа К предназначена для развальцовки
Медные трубки бывают четырех разных типов в зависимости от толщины их стенок. Четыре основных типа медных трубок: тип K, L, M и DWV. Тип K имеет самый толстый диаметр по сравнению с другими типами меди любого заданного диаметра.Тип DWV (слив, сброс и сброс) используется в основном для приложений без давления. Идеальным типом для развальцовки является тип K, поскольку он имеет толстую стенку, которая может выдерживать расширение из-за развальцовки, а также из-за своей мягкой податливой природы. Медь типов L и M предназначены для пайки или пайки, чтобы соединить их вместе по длине, поскольку они считаются жесткими медными трубками. Жесткие медные трубы труднее всего развальцовывать, и они специально не предназначены для этой цели.
Медь типов L и M предназначены для пайки или пайки, чтобы соединить их вместе по длине, поскольку они считаются жесткими медными трубками. Жесткие медные трубы труднее всего развальцовывать, и они специально не предназначены для этой цели.
Необходимо использовать конусные фитинги из латуни
Фитинг компрессионного типа, используемый для раструбной меди, называется раструбом.Помимо меди, он также обычно используется для других металлических труб, включая алюминий и мягкую сталь. Такой фитинг состоит из двух частей: накидной гайки и конического конца с резьбой. Во время сборки развальцованный конец медной трубы прикрепляется к конусному фитингу с помощью накидной гайки. Это обеспечивает герметичное и устойчивое к давлению уплотнение.
Конусный развальцовщик расширяет конец меди
Две части развальцовочного фитинга, накидная гайка и сам конусный фитинг, должны легко стыковаться друг с другом.Если для их затяжки необходимо приложить чрезмерное усилие, вероятно, они не выровнены. Инструкция по установке следующая:
Инструкция по установке следующая:
1. Накидная гайка должна находиться за медной трубкой перед развальцовкой.
2. Развальцованный конец медной трубки ровно обращен к конусному концу раструбного фитинга.
3. Оба конца должны прилегать плотно и идеально ровно.
4. Сдвиньте накидную гайку и вручную затяните ее на развальцовочном фитинге. Примерно один оборот гаечного ключа подходящего размера должен обеспечить герметичное соединение.
5. Если соединение негерметично, это, вероятно, вызвано неправильной развальцовкой. Расширяющийся конец медной трубки должен образовывать угол 45 градусов по всему периметру и легко закрывать поверхность раструба.
лучше всего подходит для мягкой меди типа К по двум основным причинам. Во-первых, медь типа K имеет самую толстую стенку с любым заданным диаметром по сравнению с медью типа L или M. Во-вторых, медь из мягкой меди позволяет плотно прилегать к конусу. Потому что он затянут на конусную гайку на другом конце; обе части продолжают прижимать друг друга, образуя идеально герметичное соединение.
K Инструмент для развальцовки меди
Всегда используйте утвержденный латунный фитинг для соединения медных трубок
Фитинги из латуни — лучший материал для изготовления меди с развальцовкой по разным причинам. Эти причины включают, но не ограничиваются ими, долговечность, универсальность и пластичность. Кроме того, использование непохожих металлов (например, гальванизированной стали) создаст условия электролиза и приведет к гниению трубы.
После использования латунные фитинги остаются в хорошем состоянии на протяжении десятилетий. Латунь не легко распадается и не трескается.Кроме того, при использовании для распределения горячей воды латунь выступает в качестве хорошего проводника для повышения эффективности. По сравнению с другими металлическими материалами, латунь служит дольше при постоянном контакте с горячей водой; он также огнестойкий. Если вам нужна точная установка сантехники, латунные фитинги все упростят. Еще один важный момент — латунь устойчива к коррозии. Сантехника — это вода, и многие металлические материалы не так устойчивы к коррозии и ржавчине.
Сантехника — это вода, и многие металлические материалы не так устойчивы к коррозии и ржавчине.
К применяется для водопроводов диаметром до 2 дюймов.К-медь относительно легко сгибать или формировать, а это означает, что у нее много применений, которых нет у жестких материалов труб. 2-дюймовая медь K требует гораздо большего мастерства и специальных инструментов. Таким образом, вы можете знать, как обжигать медь, но 2-дюймовая медь может стать особой проблемой, требующей услуг профессионального сантехника.
Как факелить медную сантехнику | Home Guides
Медные водопроводные трубы доступны в двух основных формах: жесткие трубы и гибкие трубы. Хотя фитинги раструбного типа используются с обоими типами, гибкие трубки — это разновидность, с которой чаще всего сталкиваются сантехники, которые делают сами.Для развальцовки медных водопроводных труб требуется специальный двухкомпонентный инструмент, который надежно удерживает трубку, в то время как на конце образуется раструб. Сделать развальцованные соединения несложно, но сначала рекомендуется потренироваться на обрезке труб, чтобы научиться пользоваться инструментом.
Сделать развальцованные соединения несложно, но сначала рекомендуется потренироваться на обрезке труб, чтобы научиться пользоваться инструментом.
Обрежьте гибкую медную трубку с помощью резака для труб, чтобы избежать деформации. Для правильного развальцовки конец трубки должен быть круглым. Используйте расширительный инструмент, чтобы удалить любую кромку изнутри трубки, вызванную резаком.
Тщательно очистите конец трубки тканью из эмори или стальной мочалкой, пока медь не станет яркой и блестящей.
Наденьте накидную гайку на трубку так, чтобы резьбовая часть гайки была направлена в сторону развальцовываемого конца.
Вставьте конец трубки в матрицу или зажимную часть развальцовочного инструмента, используя отверстие, отмеченное для соответствующего размера трубки. Следуйте инструкциям, прилагаемым к инструменту, относительно того, как далеко трубка должна выступать от стороны матрицы, обычно от 1/32 дюйма до 1/16 дюйма. Затяните зажим или зажимы, чтобы закрепить трубку между губками штамповочного блока.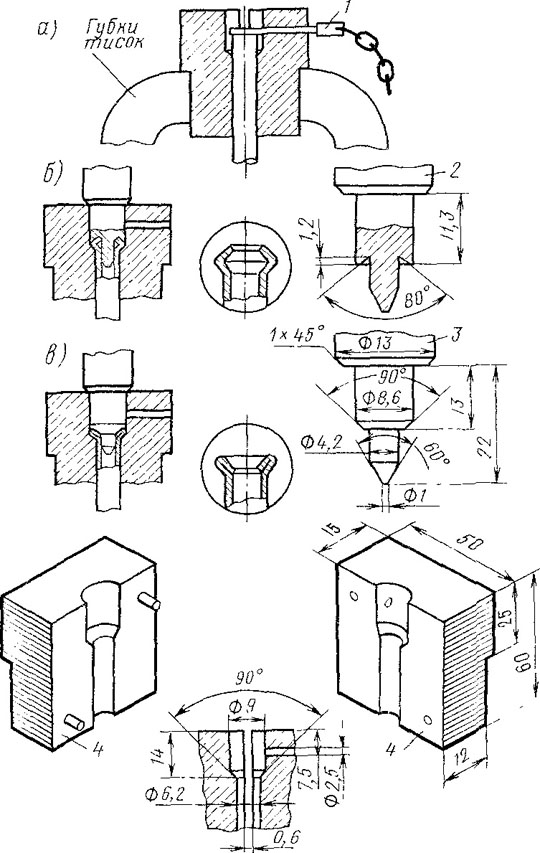
Соберите инструмент так, чтобы конусообразный пресс находился прямо над небольшим количеством трубок, выходящих из матрицы. Затяните пресс, чтобы опустить конус и образовать раструб на конце трубки. Не перетягивайте пресс, иначе конус может расколоть раструб или повредить уплотнительную поверхность.
Ослабьте и снимите пресс. Освободите зажимы на матричном блоке и снимите трубку. Проверьте раструб, чтобы убедиться, что он правильно сформирован и хорошо входит в конусную гайку.
Соберите развальцовку и проверьте на герметичность.
Справочная информация
Наконечники
- Существуют различные типы развальцовки и инструментов для развальцовки в зависимости от области применения. Для большинства жилых домов требуется одиночный раструб, сформированный под углом 45 градусов.
- Хорошо сделанный инструмент для развальцовки должен иметь матрицу, которая плотно и точно прилегает друг к другу, чтобы образовывать гладкие, однородные развальцовки.

Предупреждения
- В некоторых юрисдикциях только лицензированным лицам разрешается устанавливать факельную арматуру на трубопроводе топливного газа.Обратитесь в местный строительный отдел.
Писатель Биография
Стив Гамильтон профессионально пишет с 1983 года. Среди его заслуг — романы под издательством Dell и для Harlequin Worldwide. Специалист по ремоделированию и ремонту с более чем 20-летним опытом, он также является сертифицированным оператором бассейнов и имеет сертификат универсального хладагента EPA.
Жесткие трубопроводы для жидкости — развальцовка труб
Развальцовка труб
В трубопроводах самолетов обычно используются два вида факелов: одинарный и двойной.[Рис. 7-7 (A и B)] Факелы часто подвергаются чрезвычайно высокому давлению; поэтому раструб на трубке должен иметь правильную форму, иначе соединение будет протекать или выйти из строя. Слишком маленький раструб приводит к слабому стыку, который может протекать или разъединяться; если его сделать слишком большим, он будет мешать правильному зацеплению резьбы на фитинге и вызовет утечку.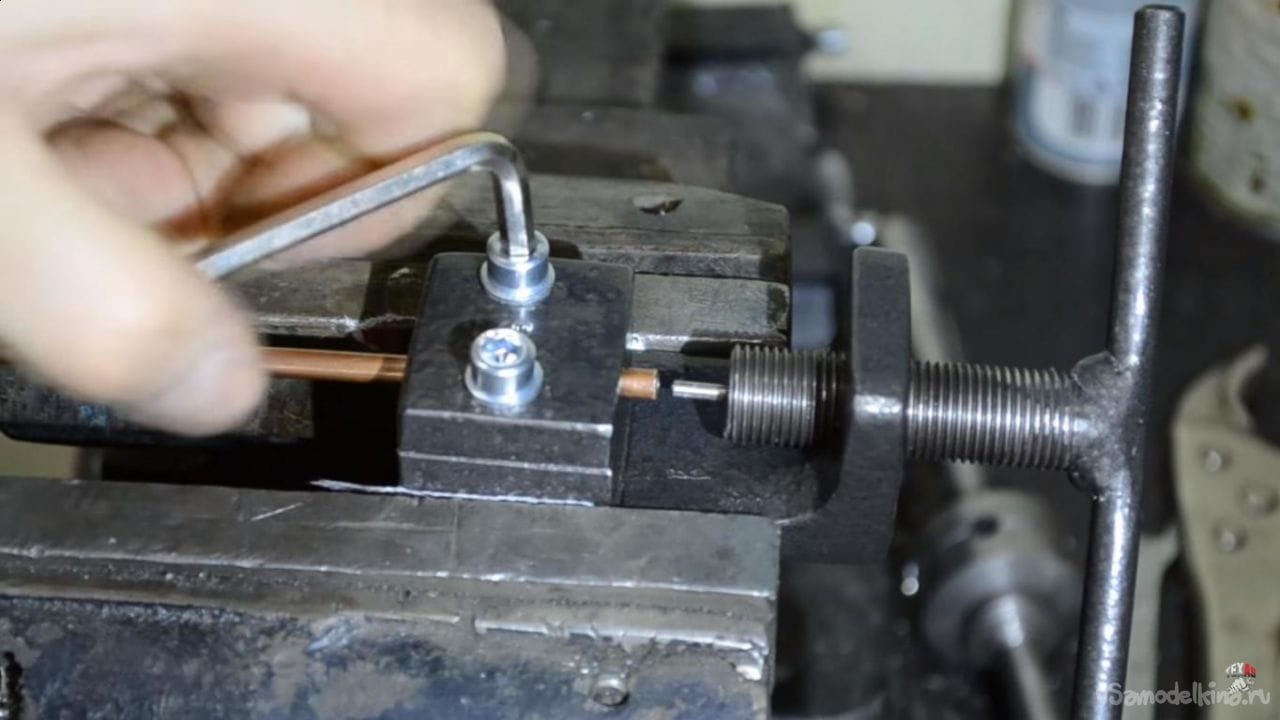 Кривой раструб — это результат того, что трубка разрезана не под прямым углом. Если развальцовка сделана неправильно, дефекты не могут быть исправлены приложением дополнительного крутящего момента при затяжке фитинга.На развальцовке и трубках не должно быть трещин, вмятин, зазубрин, царапин или других дефектов.
Кривой раструб — это результат того, что трубка разрезана не под прямым углом. Если развальцовка сделана неправильно, дефекты не могут быть исправлены приложением дополнительного крутящего момента при затяжке фитинга.На развальцовке и трубках не должно быть трещин, вмятин, зазубрин, царапин или других дефектов.
Инструмент для развальцовки, используемый для НКТ самолета, имеет головку с резьбой и охватывающую часть, отшлифованную для получения развальцовки от 35 ° до 37 °. Ни при каких обстоятельствах нельзя использовать развальцовку автомобильного типа с развальцовкой под углом 45 °. [Рисунок 7-8] Рисунок 7-8. Инструмент для развальцовки.
Ручной инструмент для развальцовки с одним развальцовкой, аналогичный показанному на Рисунке 7-9, используется для развальцовки НКТ.Инструмент состоит из развальцовочного блока или зажимной матрицы, вилки и развальцовочного штифта. Развальцовочный блок представляет собой шарнирную двойную штангу с отверстиями, соответствующими разным размерам НКТ. Эти отверстия утоплены на одном конце и образуют внешнюю опору, на которой образуется раструб. Хомут используется для центрирования развальцовочного штифта над концом развальцованной трубы. Для создания развальцовки на НКТ используются два типа развальцовочных инструментов: ударного типа и накатного типа.
Эти отверстия утоплены на одном конце и образуют внешнюю опору, на которой образуется раструб. Хомут используется для центрирования развальцовочного штифта над концом развальцованной трубы. Для создания развальцовки на НКТ используются два типа развальцовочных инструментов: ударного типа и накатного типа.
Инструкции для развальцовочных инструментов накатного типа
Используйте эти инструменты только для развальцовки труб из мягкой меди, алюминия и латуни.Не используйте с коррозионно-стойкой сталью или титаном. Отрежьте трубку под прямым углом и удалите все заусенцы. Наденьте гайку фитинга и втулку на трубку. Ослабьте зажимной винт, используемый для фиксации скользящего сегмента в держателе матрицы. Это позволит им разделиться. Инструменты самодостаточные; раструб необходимого размера образуется, когда трубка зажата заподлицо с верхней частью штамповочного блока. Вставьте трубку между сегментами штамповочного блока, которые соответствуют размеру расширяемой трубки. Продвиньте зажимной винт к концевому сегменту и плотно затяните.Переместите вилку вниз над держателем матрицы и поверните ее по часовой стрелке, чтобы зафиксировать ее на месте. Плотно закрутите подающий винт и продолжайте, пока не почувствуете легкое сопротивление. Это означает, что точная вспышка была завершена. Всегда читайте инструкции производителя инструмента, потому что существует несколько различных типов инструментов для развальцовки накатного типа, в которых используются несколько разные процедуры.
Продвиньте зажимной винт к концевому сегменту и плотно затяните.Переместите вилку вниз над держателем матрицы и поверните ее по часовой стрелке, чтобы зафиксировать ее на месте. Плотно закрутите подающий винт и продолжайте, пока не почувствуете легкое сопротивление. Это означает, что точная вспышка была завершена. Всегда читайте инструкции производителя инструмента, потому что существует несколько различных типов инструментов для развальцовки накатного типа, в которых используются несколько разные процедуры.
Двойное развальцовывание
Двойное развальцовывание используется на трубках из мягкого алюминиевого сплава с внешним диаметром 3⁄8 ″ и ниже.Это необходимо для предотвращения отсечения раструба и выхода из строя трубного узла под рабочим давлением. Двойной раструб более гладкий и концентрический, чем одинарный, и поэтому обеспечивает лучшее уплотнение. Кроме того, он более устойчив к срезанию крутящего момента.
Инструкции по двойному развальцовке
Удалите заусенцы как с внутренней, так и с внешней стороны НКТ, подлежащей развальцовке. Отрежьте конец трубки, если он кажется поврежденным. Отожгите латунь, медь и алюминий путем нагревания до тускло-красного цвета и быстро охладите в холодной воде.Откройте инструмент для развальцовки, отвинтив оба зажимных винта. Выберите отверстие в развальцовке стержня, которое соответствует диаметру трубки, и поместите трубку с концом, который вы только что подготовили, так, чтобы он выступал над вершиной стержня на расстояние, равное толщине буртика вставки адаптера. Затяните зажимные винты, чтобы надежно удерживать трубку. Вставьте пилот адаптера правильного размера в трубку. Наденьте вилку на развальцовку и отцентрируйте адаптер. Продвиньте конус вниз, пока заплечик адаптера не коснется развальцовки.Это выскакивает из конца трубки. Затем отодвиньте конус ровно настолько, чтобы снять адаптер. После снятия адаптера продвиньте конус прямо в конец трубки с выступом. При этом трубка складывается сама по себе и образуется точная двойная развальцовка без растрескивания или разделения трубки.
Отрежьте конец трубки, если он кажется поврежденным. Отожгите латунь, медь и алюминий путем нагревания до тускло-красного цвета и быстро охладите в холодной воде.Откройте инструмент для развальцовки, отвинтив оба зажимных винта. Выберите отверстие в развальцовке стержня, которое соответствует диаметру трубки, и поместите трубку с концом, который вы только что подготовили, так, чтобы он выступал над вершиной стержня на расстояние, равное толщине буртика вставки адаптера. Затяните зажимные винты, чтобы надежно удерживать трубку. Вставьте пилот адаптера правильного размера в трубку. Наденьте вилку на развальцовку и отцентрируйте адаптер. Продвиньте конус вниз, пока заплечик адаптера не коснется развальцовки.Это выскакивает из конца трубки. Затем отодвиньте конус ровно настолько, чтобы снять адаптер. После снятия адаптера продвиньте конус прямо в конец трубки с выступом. При этом трубка складывается сама по себе и образуется точная двойная развальцовка без растрескивания или разделения трубки. Чтобы предотвратить истончение раструба, не перетягивайте. [Рисунок 7-10] Рисунок 7-10. Инструмент двойной развальцовки.
Чтобы предотвратить истончение раструба, не перетягивайте. [Рисунок 7-10] Рисунок 7-10. Инструмент двойной развальцовки.
Бортовой механик рекомендует
Китайский производитель хладагента, R134A, поставщик R22
Газообразный хладагент в упаковках Henbincool
Цена FOB: 38 долларов США.6-39,5 / Кусок
Мин. Заказ: 1,150 шт.
Связаться сейчасВидео
Цена FOB: 31 доллар США.2-32 / Кусок
Мин. Заказ:
1,150 шт.
Заказ:
1,150 шт.
Видео
Цена FOB: 27–28 долларов США / Кусок
Мин.Заказ: 1,150 шт.
Связаться сейчасВидео
Цена FOB: 34–36 долларов США / ЦИЛЫ
Мин.Заказ: 1,150 ЦИЛОВ
Связаться сейчасВидео
Цена FOB: 24–26 долларов США / ЦИЛЫ
Мин. Заказ:
1,150 ЦИЛОВ
Заказ:
1,150 ЦИЛОВ
Цена FOB: 36-38 долларов США / ЦИЛЫ
Мин.Заказ: 1,150 ЦИЛОВ
Связаться сейчасВидео
Цена FOB: 31–32 доллара США / Кусок
Мин.Заказ: 1,150 шт.
Связаться сейчасВидео
Цена FOB: 26–28 долларов США / ЦИЛЫ
Мин. Заказ:
1,150 ЦИЛОВ
Заказ:
1,150 ЦИЛОВ
Цена FOB: 31 доллар США.2-32 / Кусок
Мин. Заказ: 1,150 шт.
Связаться сейчасЦена FOB: 29 долларов США.8-30,5 / Кусок
Мин. Заказ: 1,150 шт.
Связаться сейчасВидео
Цена FOB:
34 доллара США. 5-35
/ Кусок
5-35
/ Кусок
Мин. Заказ: 1,150 шт.
Связаться сейчасВидео
Цена FOB: 25–27 долларов США / Кусок
Мин.Заказ: 1,150 шт.
Связаться сейчасГазообразный хладагент в нейтральных блоках
Видео
Цена FOB: 24–26 долларов США / ЦИЛЫ
Мин.Заказ: 1,150 ЦИЛОВ
Связаться сейчасВидео
Цена FOB:
28 долларов США. 5–29
/ Кусок
5–29
/ Кусок
Мин. Заказ: 1,150 шт.
Связаться сейчасВидео
Цена FOB: 27–28 долларов США / Кусок
Мин.Заказ: 1,150 шт.
Связаться сейчасВидео
Цена FOB: 27–29 долларов США / ЦИЛЫ
Мин.Заказ: 1 ЦИЛЫ
Связаться сейчасВидео
Цена FOB: 25–27 долларов США / ЦИЛЫ
Мин. Заказ:
1,150 ЦИЛОВ
Заказ:
1,150 ЦИЛОВ
Видео
Цена FOB: 38 долларов США.6-39,5 / Кусок
Мин. Заказ: 1,150 шт.
Связаться сейчасВидео
Цена FOB: 26–28 долларов США / ЦИЛЫ
Мин.Заказ: 1,150 ЦИЛОВ
Связаться сейчасЦена FOB: 24-35 долларов США / Кусок
Мин. Заказ:
1,150 шт.
Заказ:
1,150 шт.
Цена FOB: 3 доллара США.98-4.08 / Кусок
Мин. Заказ: 6000 шт.
Связаться сейчасВидео
Цена FOB: 3 доллара США.05-3,75 / Кусок
Мин. Заказ: 6000 шт.
Связаться сейчасВидео
Цена FOB:
2 доллара США. 65-2,79
/ Кусок
65-2,79
/ Кусок
Мин. Заказ: 8000 шт.
Связаться сейчасВидео
Цена FOB: 4-5 долларов США / Кусок
Мин.Заказ: 2000 шт.
Связаться сейчасHVAC и холодильные инструменты, запчасти
Цена FOB: 24-35 долларов США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасЦена FOB: 24-35 долларов США / Кусок
Мин. Заказ:
1 кусок
Заказ:
1 кусок
Видео
Цена FOB: 23-24 доллара США / Кусок
Мин.Заказ: 1 кусок
Связаться сейчасЦена FOB: 115–448 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасЦена FOB: 95–115 долларов США / Набор
Мин. Заказ:
1 комплект
Заказ:
1 комплект
Цена FOB: 33–45 долларов США / Набор
Мин.Заказ: 1 комплект
Связаться сейчасВидео
Цена FOB: 25-30 долларов США / Кусок
Мин.Заказ: 5 кусков
Связаться сейчасВидео
Цена FOB: 8–35 долларов США / Рулон
Мин. Заказ:
50 рулонов
Заказ:
50 рулонов
Видео
Цена FOB: 8–35 долларов США / Рулон
Мин.Заказ: 50 рулонов
Связаться сейчасВидео
Цена FOB: 8–35 долларов США / Рулон
Мин.Заказ: 50 рулонов
Связаться сейчасВидео
Цена FOB: 8–35 долларов США / Кусок
Мин. Заказ:
50 шт.
Заказ:
50 шт.
Профиль компании
{{util.each (imageUrls, function (imageUrl) {}} {{})}} {{if (imageUrls.длина> 1) {}} {{}}}| Основные продукты: | Газ хладагента
,
R134A
,
R22
,
R404
,
R410A
,
R507
,
R600A
,
Набор манометров коллектора
,
R290
,
Вакуум. .. .. | |
| Сертификация системы менеджмента: | ISO 9001, ISO 9000, OHSAS / OHSMS 18001, ISO 14064, GMP, ISO 29001, ISO 10012, ISO 17025 | |
| Среднее время выполнения: | Время выполнения заказа в пик сезона: в течение 15 рабочих дней Время выполнения заказа вне сезона: в течение 15 рабочих дней | |
| OEM / ODM доступность: | да |
Chengdu Henbin Refrigeration Technology Co. , Ltd. находится в районе Синьду, Чэнду. Мы — крупная компания по производству холодильных технологий, специализирующаяся на исследованиях и разработках, производстве, экспорте, продаже и послепродажном обслуживании холодильного оборудования. Основная продукция включает хладагенты, такие как фторсодержащий хладагент, аммиачный хладагент, углеводородный хладагент, компрессоры, вакуумные насосы, манометры, медные фитинги и другие холодильные изделия, связанные с продуктами. Кроме того, у нас также есть дочерние компании, которые …
, Ltd. находится в районе Синьду, Чэнду. Мы — крупная компания по производству холодильных технологий, специализирующаяся на исследованиях и разработках, производстве, экспорте, продаже и послепродажном обслуживании холодильного оборудования. Основная продукция включает хладагенты, такие как фторсодержащий хладагент, аммиачный хладагент, углеводородный хладагент, компрессоры, вакуумные насосы, манометры, медные фитинги и другие холодильные изделия, связанные с продуктами. Кроме того, у нас также есть дочерние компании, которые …
меди, призм и сфер, о боже!
Вы когда-нибудь хотели немного встряхнуть, когда дело касается фотографии людей? Растянуть творческие мускулы? Попробуйте что-то новое и необычное? Тогда эта статья для вас! Мы рассмотрим три простых и относительно недорогих творческих метода фотографии людей, которые помогут вам выйти за рамки привычного и немного повеселиться.
Один из моих любимых приемов — съемка силуэта с помощью куска медной трубки для дополнительного блеска.
1. Медная труба
Небольшой кусок медной трубки может принести огромную прибыль, когда дело доходит до фотографии людей! Мой муж — сантехник, и я всегда прошу его сохранить мне запасные части медных труб разного диаметра, чтобы использовать их в моих фотографиях.
Если вы не связаны с водопроводчиком, отправляйтесь в местный магазин товаров для дома, и они вам помогут.Я в основном использую куски длиной 1-2 дюйма и диаметром 1/2 дюйма -2 дюйма.
Оттуда все просто. Просто держите кусок медной трубки перед объективом камеры во время съемки!
В зависимости от того, где вы и ваш объект стоите по отношению к солнцу, вы создадите всевозможные эффекты, от теплого свечения до полукругов, которые выглядят так, как будто они горят. Когда я использую этот метод, я обычно предпочитаю снимать силуэт, который дает более четкий светящийся свет.
Я использую ручную фокусировку в сочетании с режимом Live View, чтобы упростить установку эффекта интересными способами.
2. Стеклянные шары
Еще один забавный и уникальный инструмент для создания интересных фотографий людей — использовать стеклянный шар или хрустальный шар.
Эти шары создают эффект рыбьего глаза, который в некоторых случаях может быть действительно забавным! Мне нравится использовать их с детьми, особенно с теми, кому может потребоваться небольшая помощь, чтобы разогреться перед камерой.Поскольку вы направляете камеру на шар, а не прямо на них, это может быть интересным способом помочь нервным детям оказаться перед камерой.
Окончательное изображение обрезается и инвертируется, поскольку изображение, появляющееся в стеклянном шаре, перевернуто.
Имейте в виду, что все, что вы фотографируете в сфере, будет перевернуто вверх ногами, поэтому, если вы хотите, чтобы человек находился правой стороной вверх, вам нужно будет отрегулировать это на постобработке. С другой стороны, иногда перевернутое изображение усиливает творческий эффект, поэтому не бойтесь экспериментировать с ориентацией, чтобы увидеть, что вам больше нравится.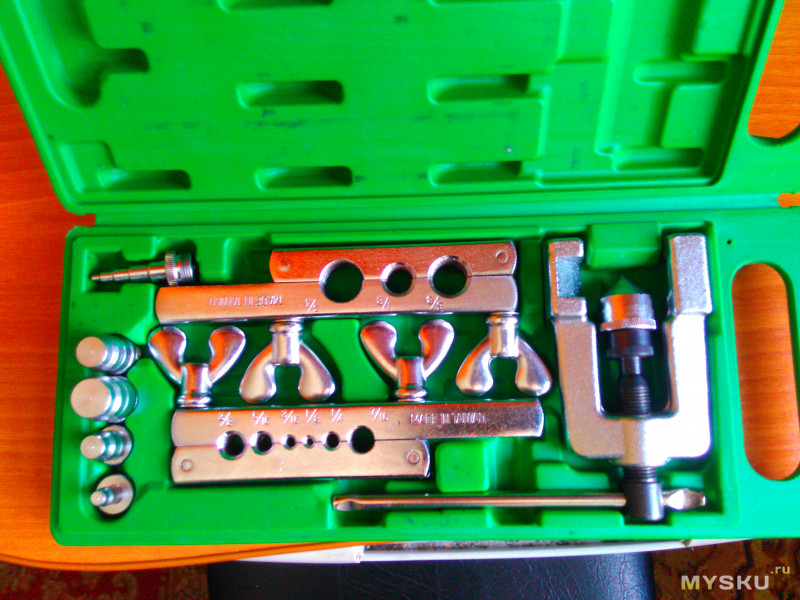
Некоторые люди предпочитают, чтобы края шара были резкими и в фокусе, в то время как другие люди предпочитают снимать с более широкой диафрагмой, чтобы немного их раздувать. Опять же, когда дело доходит до таких творческих приложений, на самом деле нет правильного или неправильного способа делать что-то, поэтому не стесняйтесь экспериментировать и обнаруживать, что вам нравится.
3. Призмы
Ага, ваш любимый предмет из класса элементарной науки может быть действительно забавным инструментом, который можно использовать и в фотографии! Просто удерживая призму прямо перед объективом и поворачивая ее во время съемки, можно создать целый ряд эффектов, от едва заметных до интенсивных.
Еще раз, я обычно использую ручную фокусировку и режим Live View при съемке с призмами.
Если вы новичок в призмах, может потребоваться некоторое время, чтобы научиться добиваться различных эффектов. Они могут варьироваться от отражения вашего объекта в разных местах изображения (вверху), проецирования небольших радуг около объекта (внизу), до даже одновременного отображения вашего объекта и того, что находится перед ним.
Я даже видел, как люди использовали призмы, чтобы показать невесту, идущую по проходу, и жениха, ожидающего в одно и то же время.
Завершение
В заключение, медная труба, стеклянные шары и призмы — все это действительно забавные варианты творческих приемов и эффектов в фотографии людей. Все три требуют некоторого обучения, поэтому не бойтесь экспериментировать и пробовать разные вещи.
Вы сразу же узнаете свои эстетические предпочтения! Вы пробовали какие-либо фотоэффекты в камере, которые вам действительно нравятся? Поделитесь своими идеями в разделе комментариев ниже.
Справочник по медным трубам: IX.Развальцованные соединения
Хотя медные трубы обычно соединяются пайкой или пайкой, бывают случаи, когда механическое соединение может потребоваться или предпочтительнее. Расширяющиеся фитинги (, рисунки 9.1, и , 9.2, ) являются альтернативой, когда использование открытого пламени нежелательно или непрактично. В системах водоснабжения обычно используется соединение раструба с железной трубой при подсоединении медной трубки к магистрали и / или счетчику. Кроме того, медная труба, используемая для топливного газа (сжиженный нефтяной (LP), пропановый газ или природный газ, может быть соединена с использованием латунных фитингов с развальцовкой под 45º, в соответствии с NFPA 54 / ANSI.Z223.1 Национальный кодекс топливного газа. Все национальные кодексы моделей разрешают использование раструбных соединений, но важно проконсультироваться с компетентным органом (AHJ), чтобы определить приемлемость для конкретного применения в любой конкретной юрисдикции.
В системах водоснабжения обычно используется соединение раструба с железной трубой при подсоединении медной трубки к магистрали и / или счетчику. Кроме того, медная труба, используемая для топливного газа (сжиженный нефтяной (LP), пропановый газ или природный газ, может быть соединена с использованием латунных фитингов с развальцовкой под 45º, в соответствии с NFPA 54 / ANSI.Z223.1 Национальный кодекс топливного газа. Все национальные кодексы моделей разрешают использование раструбных соединений, но важно проконсультироваться с компетентным органом (AHJ), чтобы определить приемлемость для конкретного применения в любой конкретной юрисдикции.
Развальцовка должна выполняться с помощью подходящего инструмента, например, поставляемого рядом производителей инструментов для труб / трубопроводов.Обязательно используйте инструмент, соответствующий внешнему диаметру развальцованной трубы и имеющий соответствующий угол развальцовки, обычно 45 ° (физические характеристики которого должны соответствовать стандарту SAE J533 Общества автомобильных инженеров — Развальцовка для трубок) . Инструмент обычно состоит из развальцовочных стержней с отверстиями для труб различного размера и траверсы, которая содержит развальцовочный конус и зажим для захвата развальцовочных стержней.
Инструмент обычно состоит из развальцовочных стержней с отверстиями для труб различного размера и траверсы, которая содержит развальцовочный конус и зажим для захвата развальцовочных стержней.
При развальцовке медных труб типов L или K следует использовать отожженные или мягкие трубки.Можно развальцовывать жесткие или жесткие трубы типов K, L или M, хотя перед развальцовкой обычно необходимо отжечь конец трубы, подлежащей развальцовке. Медную трубку необходимо обрезать под квадрат с помощью подходящего резака для труб. После резки трубу необходимо развернуть до полного внутреннего диаметра, не оставляя внутренних заусенцев ( Рисунок 9.3 ). Трубка, имеющая некруглую форму перед развальцовкой, должна быть уменьшена до круглой.
Рисунок 9.3. Развертка перед развальцовкой конца трубы Невыполнение любого из этих шагов может привести к неадекватной герметизации развальцованного соединения и, в конечном итоге, к разрушению соединения.Грязь, мусор и посторонние вещества должны быть удалены с конца трубы, подлежащего развальцовке, путем механической очистки. Это может быть выполнено с помощью абразивной ткани (сетка, наждачная ткань, наждачная бумага или нейлоновая абразивная ткань).
Это может быть выполнено с помощью абразивной ткани (сетка, наждачная ткань, наждачная бумага или нейлоновая абразивная ткань).
Теперь поместите накидную гайку на конец трубы с резьбой, ближайшей к расширяемому концу. Вставьте трубу между развальцовочными стержнями развальцовочного инструмента в отверстие, соответствующее диаметру развальцованной трубы. Отрегулируйте высоту трубки в отверстии в соответствии с инструкциями производителя инструмента, чтобы получить достаточную длину раструба.Поместите вилку с расширяющимся конусом на конец трубы и зафиксируйте вилку на месте. Поверните ручку вилки по часовой стрелке ( Рисунок 9.4 ). Это опускает конус развальцовки и прижимает кромку трубы к основанию развальцовки, создавая угловой раструб, который будет надежно соединяться с соответствующим фитингом раструбного типа. Следует проявлять осторожность, чтобы не перетянуть конус и не вызвать растрескивание или деформацию трубки и / или инструмента. Некоторые инструменты также предоставляют настройки для утюжки или полировки раструба в качестве последнего шага для достижения более равномерного раструба. Последний развальцованный конец трубы должен иметь гладкий, ровный, круглый развальцовку достаточной длины, чтобы полностью входить в сопрягаемую поверхность накидной гайки, не выступая в резьбу ( Рисунок 9.5 ).
Последний развальцованный конец трубы должен иметь гладкий, ровный, круглый развальцовку достаточной длины, чтобы полностью входить в сопрягаемую поверхность накидной гайки, не выступая в резьбу ( Рисунок 9.5 ).
Перед прикреплением накидной гайки к корпусу фитинга на сопрягаемые поверхности развальцовочного фитинга и развальцованного конца трубы не следует наносить какой-либо материал (например, состав для соединения труб).
Практическое руководство: использование раструбных соединений для меди
ПРОИЗВОДСТВО ТРУБ
ПРОЦЕССЫ ФОРМОВКИ ТРУБ ПРОЦЕССЫ ФОРМОВКИ ТРУБ Поврежденные трубки и линии жидкости следует заменять новыми деталями каждый раз. возможный. Иногда замена нецелесообразна и необходим ремонт.
Царапины, потертости и незначительная коррозия на внешней стороне трубопроводов для жидкости
может считаться незначительным и может быть зачищен воронением
инструмент или алюминиевая вата.Ограничения на размер ущерба, который может быть
отремонтированные таким образом, обсуждаются далее в этой главе в разделе «Ремонт
металлических трубок. «Если необходимо заменить узел трубопровода, фитинги
часто можно спасти; тогда ремонт будет заключаться только в формовке трубы и
замена. Формовка труб состоит из четырех процессов: (1) резка, (2)
гибка, (3) развальцовка и (4) отбортовка. Если трубка маленькая и мягкая
материал, сборка может быть сформирована вручную во время установки.Если диаметр трубки составляет 1/4 дюйма или больше, изгибайте ее вручную без
помощь инструментов нецелесообразна.
возможный. Иногда замена нецелесообразна и необходим ремонт.
Царапины, потертости и незначительная коррозия на внешней стороне трубопроводов для жидкости
может считаться незначительным и может быть зачищен воронением
инструмент или алюминиевая вата.Ограничения на размер ущерба, который может быть
отремонтированные таким образом, обсуждаются далее в этой главе в разделе «Ремонт
металлических трубок. «Если необходимо заменить узел трубопровода, фитинги
часто можно спасти; тогда ремонт будет заключаться только в формовке трубы и
замена. Формовка труб состоит из четырех процессов: (1) резка, (2)
гибка, (3) развальцовка и (4) отбортовка. Если трубка маленькая и мягкая
материал, сборка может быть сформирована вручную во время установки.Если диаметр трубки составляет 1/4 дюйма или больше, изгибайте ее вручную без
помощь инструментов нецелесообразна.
Резка труб
При резке трубы важно получить квадратный конец, свободный
заусенцев. Трубку можно разрезать труборезом или ножовкой. Резак
может использоваться с любыми трубками из мягкого металла, например, из меди, алюминия или алюминия
сплав. Правильное использование трубореза показано на рисунке 5-10. Трубку можно разрезать труборезом или ножовкой. Резак
может использоваться с любыми трубками из мягкого металла, например, из меди, алюминия или алюминия
сплав. Правильное использование трубореза показано на рисунке 5-10.Новый кусок трубки следует отрезать примерно на 10 процентов длиннее чем заменяемая трубка, чтобы учесть незначительные отклонения от изгиба.Поместите трубку в режущий инструмент так, чтобы режущий диск находился в точке где должен быть сделан разрез. Поверните резак вокруг трубки, нанося легкое давление на отрезной диск путем периодического поворота винта с накатанной головкой. Слишком сильное давление на отрезной диск одновременно может деформировать трубку. или вызвать чрезмерное образование заусенцев. Обрезав трубку, осторожно снимите любые заусенцы внутри и снаружи трубы. Используйте нож или заусенец край прикреплен к труборезу. |
При выполнении операции удаления заусенцев будьте особенно осторожны, чтобы стена
толщина конца НКТ не уменьшилась и не сломалась. Очень легкий
повреждение этого типа может привести к поломке факелов или дефектным факелам, которые
не запечатает должным образом. Для заточки концевого квадрата можно использовать пилку с мелкими зубьями
и гладко.
Очень легкий
повреждение этого типа может привести к поломке факелов или дефектным факелам, которые
не запечатает должным образом. Для заточки концевого квадрата можно использовать пилку с мелкими зубьями
и гладко.
Если труборез недоступен или если трубка из твердого материала
для резки используйте ножовку с мелкими зубьями, желательно с 32 зубьями на
дюйм.Использование пилы снизит степень наклепа
НКТ во время резки. После распиливания подпилите конец
труба квадратная и гладкая, без заусенцев.
Простой способ удерживать трубки малого диаметра при резке
это, чтобы поместить трубку в комбинированный инструмент для развальцовки и зажать инструмент
в тисках. Сделайте надрез примерно на полдюйма от развальцовочного инструмента. Этот
процедура сводит к минимуму вибрацию пилы и предотвращает повреждение
трубка при случайном ударе рамой ножовки или рукояткой файла
во время резки.Убедитесь, что из трубки удалены все опилки и обрезки. Гибка труб Целью гибки труб является получение плавного изгиба без сплющивания.
трубка. Трубки диаметром менее четверти дюйма обычно можно сгибать.
без использования гибочного инструмента. Для больших размеров ручной трубогиб
аналогично тому, что показано на рисунке 5-11. | |
| Чтобы согнуть трубку с помощью ручного трубогиба, вставьте трубку, подняв рукоятку ползунка до упора.Отрегулируйте ручку так, чтобы паз в направляющей на всю длину соприкасается с трубкой. Нулевая метка на блоке радиуса и метка на ползуне должны совпадать. Сделайте изгиб, поворачивая ручку до желаемого угла изгиба. получается, как указано на радиусном блоке. |
Осторожно согните трубку, чтобы избежать чрезмерного сплющивания, перегиба или
сморщивание. Допустимо небольшое сглаживание на изгибах, но
малый диаметр сплющенной части должен быть не менее 75 процентов
оригинального внешнего диаметра. Трубки плоской, морщинистой или неправильной формы
отводы устанавливать не следует. Морщинистые изгибы обычно возникают в результате попытки
для гибки тонкостенных трубок без использования трубогибов. Примеры правильных
и неправильные изгибы трубок показаны на рис. 5-12.
Трубки плоской, морщинистой или неправильной формы
отводы устанавливать не следует. Морщинистые изгибы обычно возникают в результате попытки
для гибки тонкостенных трубок без использования трубогибов. Примеры правильных
и неправильные изгибы трубок показаны на рис. 5-12.
Трубогибочные станки для всех типов труб обычно используются в ремонтные станции и крупные ремонтные мастерские. С таким оборудованием собственно изгибы могут выполняться как на трубах большого диаметра, так и на трубках из твердых материал.Производственный трубогиб является примером такого типа машин.
Обычный трубогиб подходит для трубопровода внешний диаметр от 1/2 до 1 1/2 дюйма. Бендеры для больших размеров доступны, и принцип их действия аналогичен ручного трубогиба. Радиусные блоки сконструированы таким образом, что Радиус изгиба зависит от диаметра трубки. Радиус изгиба составляет обычно штампуется на блоке.
Когда ручные или производственные трубогибы недоступны или не подходят
для конкретной операции гибки наполнитель металлического состава или
сухого песка можно использовать для облегчения изгиба. При использовании этого метода
отрежьте трубку немного длиннее, чем требуется. Дополнительная длина предназначена для
вставив заглушки (которые могут быть деревянными) на каждом конце.
При использовании этого метода
отрежьте трубку немного длиннее, чем требуется. Дополнительная длина предназначена для
вставив заглушки (которые могут быть деревянными) на каждом конце.
После закупорки одного конца заполните трубку и набейте ее мелким сухим песком и заткнуть плотно. Обе заглушки должны быть плотно затянуты, чтобы они не выдвигались при изгиб сделан. Трубку также можно закрыть, приплюснув концы или впаивая в них металлические диски. После закрытия концов согните трубку. над формующим блоком заданного радиуса.
В модифицированном варианте метода наполнителя используется легкоплавкий сплав. вместо песка. В этом методе трубка заполняется горячей водой с легкоплавкий сплав, плавящийся при 160 ° F. Заполненная сплавом трубка затем вынуть из воды, дать остыть и медленно согнуть руками формовочный блок или трубогиб. После изгиба сплав снова растапливается под горячей водой и снимается с трубки.
При использовании любого метода наполнения убедитесь, что все частицы
наполнитель удаляется, чтобы ничего не попало в систему в
который установлен трубкой. Храните наполнитель из легкоплавкого сплава там, где он
не будет пыли и грязи.
Храните наполнитель из легкоплавкого сплава там, где он
не будет пыли и грязи.
Его можно переплавлять и использовать повторно сколько угодно часто. Никогда не нагревайте этот наполнитель любым другим способом, кроме предписанного, так как сплав будет прилипать к внутри трубки, что делает их непригодными для использования.
Развальцовка трубы
В сантехнических системах самолетов обычно используются два вида осветительных ракет. одиночная вспышка и двойная вспышка. Факелы часто подвергаются к чрезвычайно высоким давлениям; следовательно, раструб на НКТ должен быть правильной формы, иначе соединение будет протекать или выйти из строя.
Отбортовка, сделанная слишком маленьким, дает слабое соединение, которое может протекать или тянуть
Кроме; если сделать слишком большим, это мешает правильному включению
резьба на фитинге и вызовет утечку. Кривая засветка
из-за того, что трубка не разрезана под прямым углом. Если не производится засветка
должным образом, недостатки не могут быть исправлены приложением дополнительного крутящего момента при
затягивание штуцера. На раструбе и НКТ не должно быть трещин,
вмятины, царапины, царапины или другие дефекты.
На раструбе и НКТ не должно быть трещин,
вмятины, царапины, царапины или другие дефекты.
Развальцовочный инструмент, используемый для авиационных насосно-компрессорных труб, имеет шлифованные штампы с охватываемой и внутренней резьбой. для получения раструба от 35 ° до 37 °. Ни при каких обстоятельствах это не разрешено использовать развальцовку автомобильного типа, которая производит развальцовку 45 °.
Одинарный факел
Ручной инструмент для развальцовки, аналогичный показанному на рисунке 5-13, используется для развальцовка НКТ. Инструмент состоит из развальцовочного блока или плашки, обоймы, и расширительный штифт. Развальцовочный блок представляет собой шарнирный двойной стержень с отверстиями. соответствующие различным размерам трубок.Эти отверстия утоплены на один конец для формирования внешней опоры, на которой образуется раструб. Хомут используется для центрирования развальцовочного штифта на конце трубы для разгораться.
Чтобы подготовить трубу к развальцовке, разрежьте трубу под прямым углом и удалите все
заусенцы. Наденьте фитинговую гайку и втулку на трубку и поместите трубку в
отверстие подходящего размера в развальцовочном инструменте. Центрируйте поршень или развальцовку
заколите конец трубки. Затем слегка выдвиньте конец трубки.
от верхней части развальцовочного инструмента толщиной примерно с десять центов и затяните
зажимная планка надежно предотвращает соскальзывание.
Наденьте фитинговую гайку и втулку на трубку и поместите трубку в
отверстие подходящего размера в развальцовочном инструменте. Центрируйте поршень или развальцовку
заколите конец трубки. Затем слегка выдвиньте конец трубки.
от верхней части развальцовочного инструмента толщиной примерно с десять центов и затяните
зажимная планка надежно предотвращает соскальзывание.
Сделайте засветку, нанеся по поршню несколько легких ударов легким
молоток или киянка. После каждого удара поворачивайте плунжер на пол-оборота и обязательно
перед снятием трубки с инструмента для развальцовки она будет правильно установлена. Проверять
раструб, сдвинув втулку на место над раструбом. Улица
диаметр раструба должен выходить примерно на одну шестнадцатую дюйма за пределы
конец рукава, но не должен быть больше основного снаружи
диаметр рукава.
| Двойной раструб На трубах из алюминиевого сплава 5052-O и 6061-T следует использовать двойной раструб. Чтобы сделать двойной развальцовку, отделите зажимные блоки двойного развальцовки. инструмент, вставьте и зажмите трубку так, чтобы конец с заусенцами был заподлицо с верх зажима. Вставьте стартовый штифт в направляющую для развальцовки и резко ударьте по штифту молотком до упора буртика штифта против зажимных блоков. Снимаем стартовый штифт и вставляем чистовую штырь; ударьте по нему, пока его плечо не коснется зажимного блока. Отбортовывать На трубки можно заправлять кромку ручным приспособлением для заправки кромок, а также машинной кромкой
роликами или с зажимными плашками. Ручной инструмент для закругления кромок используется с трубками с наружным диаметром от 1/4 до 1 дюйма. диаметр. Бусинка формируется с помощью рамки для борта с соответствующим ролики прилагаются. Внутренняя и внешняя часть трубки смазана легкое масло для уменьшения трения между роликами во время затачивания.В размеры, отмеченные на роликах в шестнадцатых долях дюйма, предназначены для наружных диаметр трубки, которую можно заправить роликами. |
 для всех размеров с наружным диаметром от 1/8 до 3/8 дюйма. Это необходимо
для предотвращения отсечения раструба и выхода из строя трубного узла под
рабочее давление. Двойное развальцовывание стальных труб не требуется. Видеть
на рис. 5-14 показаны трубки с одинарным и двойным развальцовкой. В
двойная вспышка более гладкая и концентрическая, чем одинарная, и
поэтому уплотняет лучше.Кроме того, он более устойчив к срезанию.
крутящего момента.
для всех размеров с наружным диаметром от 1/8 до 3/8 дюйма. Это необходимо
для предотвращения отсечения раструба и выхода из строя трубного узла под
рабочее давление. Двойное развальцовывание стальных труб не требуется. Видеть
на рис. 5-14 показаны трубки с одинарным и двойным развальцовкой. В
двойная вспышка более гладкая и концентрическая, чем одинарная, и
поэтому уплотняет лучше.Кроме того, он более устойчив к срезанию.
крутящего момента. Используемый метод зависит от диаметра
толщина стенки трубки и материал, из которого она изготовлена.
Используемый метод зависит от диаметра
толщина стенки трубки и материал, из которого она изготовлена. Для внутренней части труб каждого размера требуются отдельные ролики, и
Необходимо соблюдать осторожность, чтобы использовать правильные детали при изготовлении борта. Ручная вышивка бисером
Инструмент работает как труборез, в котором ролик прикручен
периодически вниз, вращая приспособление для отбортовки труб вокруг трубки.Кроме того, в комплект входят небольшие тиски (держатель для трубок).
Доступны другие методы и типы инструментов и машин для зиговки, но чаще всего используется ручной инструмент для бисероплетения. Как правило, бисерные станки ограничены использованием трубок большого диаметра, более 1 15/16 дюйма, если только поставляются специальные ролики. Метод обработки бисером ограничен к маленькой трубке.
Трубные узлы без раструба
Хотя использование трубных фитингов без раструба исключает развальцовку труб, перед установкой необходима другая операция, называемая предварительной настройкой сборки новой безупречной трубки.Рисунок 5-15 (шаги 1, 2 и 3) иллюстрирует операцию предварительной настройки, которая выполняется как следует:
(a) Отрежьте трубку до нужной длины с идеально квадратными концами. Удалите заусенцы с внутренней и внешней стороны трубки. Сдвинуть гайку, затем втулку, над трубкой (шаг 1).
(b) Смажьте резьбу фитинга и гайки гидравлической жидкостью.
Поместите фитинг в тиски (шаг 2) и удерживайте трубку крепко и прямо. на сиденье в штуцере.(Трубка должна плотно входить в фитинг.) Затяните
гайку так, чтобы режущая кромка втулки захватила трубку. Эта точка
определяется медленным поворотом трубки вперед-назад при затяжке
орех. Когда трубка больше не вращается, гайка готова к окончательной затяжке.
на сиденье в штуцере.(Трубка должна плотно входить в фитинг.) Затяните
гайку так, чтобы режущая кромка втулки захватила трубку. Эта точка
определяется медленным поворотом трубки вперед-назад при затяжке
орех. Когда трубка больше не вращается, гайка готова к окончательной затяжке.
(c) Окончательная затяжка зависит от трубки. Для трубок из алюминиевого сплава до внешнего диаметра 1/2 дюйма включительно, затяните гайку от одного до одного и одной шестой оборотов. Для стальных труб и труб из алюминиевого сплава с наружным диаметром более 1/2 дюйма, затяните от одной и одной шестой до одного и пол-оборота.
После предварительной настройки муфты отсоедините трубку от фитинга. и проверьте следующие пункты
(a) Трубка должна выходить на 3/32 — 1/8 дюйма за пилотную муфту; иначе может произойти обдув.
(b) Пилот втулки должен касаться трубы или иметь максимальный зазор
0,005 дюйма для труб из алюминиевого сплава или 0,015 дюйма для стальных труб.