Сварочный инвертор Foxweld Мастер 202 3269 предназначается для ручной дуговой сварки электродами. Устройство отличается высокой мощностью и надежностью в работе при своих небольших габаритах. На передней панели располагаются цифровой дисплей для визуального контроля параметров, а также плавный регулятор сварочного тока и индикатор термозащиты. Модель отличается простой в применении и не доставляет сложностей в эксплуатации.
 org/PropertyValue»> Диаметр электр/провол, мм 1.6-5/- org/PropertyValue»> Диаметр электр/провол, мм 1.6-5/- org/PropertyValue»> TIG сварка нет org/PropertyValue»> TIG сварка нетЭтот товар из подборокКомплектация *
Параметры упакованного товара Единица товара: Штука Длина, мм: 481
Произведено
Указанная информация не является публичной офертой Отзывы о сварочном инверторе Foxweld Мастер 202Оставить свой отзыв На данный момент для этого товара нет расходных материаловСпособы получения товара в МосквеДоставка Вес брутто товара: 7.555 кг В каком городе вы хотите получить товар? выберите городАбаканАксайАктауАлександровАльметьевскАнадырьАнгарскАрзамасАрмавирАрсеньевАртемАрхангельскАстраханьАхтубинскАчинскБалаковоБалашовБалезиноБарнаулБатайскБелгородБелогорскБерезникиБийскБиробиджанБлаговещенскБодайбоБокситогорскБорБорисоглебскБратскБрянскБугульмаБугурусланБуденновскБузулукВеликие ЛукиВеликий НовгородВеликий УстюгВельскВитебскВладивостокВладикавказВладимирВолгоградВолгодонскВолжскВолжскийВологдаВолховВольскВоркутаВоронежВоскресенскВыборгВыксаВышний ВолочекВязьмаВятские ПоляныГеоргиевскГлазовГорно-АлтайскГрозныйГубкинскийГусь-ХрустальныйДальнегорскДедовскДербентДзержинскДимитровградДмитровДонецкДудинкаЕвпаторияЕгорьевскЕкатеринбургЕлецЕссентукиЗаводоуковскЗеленодольскЗлатоустЗубовоИвановоИгнатовоИжевскИзбербашИнтаИркутскИшимЙошкар-ОлаКазаньКалининградКалугаКаменск-УральскийКаменск-ШахтинскийКамень-на-ОбиКанашКанскКарагандаКарасукКаргопольКемеровоКерчьКинешмаКиришиКировКиселевскКисловодскКлинКлинцыКоломнаКолпашевоКомсомольск-на-АмуреКоролевКостромаКотласКраснодарКрасноярскКропоткинКудьмаКузнецкКуйбышевКумертауКунгурКурганКурскКызылЛабинскЛабытнангиЛаговскоеЛангепасЛенинск-КузнецкийЛесосибирскЛипецкЛискиЛуневоЛюдиновоМагаданМагнитогорскМайкопМалые КабаныМахачкалаМеждуреченскМиассМинскМихайловкаМичуринскМоскваМуравленкоМурманскМуромНабережные ЧелныНадеждаНадымНазраньНальчикНаро-ФоминскНарьян-МарНаходкаНевинномысскНерюнгриНефтекамскНефтеюганскНижневартовскНижнекамскНижний НовгородНижний ТагилНовая ЧараНовозыбковНовокузнецкНовороссийскНовосибирскНовочебоксарскНовочеркасскНовый УренгойНогинскНорильскНоябрьскНурлатНяганьОбнинскОдинцовоОзерскОктябрьскийОмскОнегаОрелОренбургОрехово-ЗуевоОрскПавлодарПангодыПензаПермьПетрозаводскПетропавловскПетропавловск-КамчатскийПикалевоПлесецкПолярныйПригородноеПрокопьевскПсковПятигорскРеутовРоссошьРостов-на-ДонуРубцовскРыбинскРязаньСалаватСалехардСамараСанкт-ПетербургСаранскСарапулСаратовСаянскСвободныйСевастопольСеверныйСеверобайкальскСеверодвинскСеверскСерпуховСимферопольСлавянск-на-КубаниСмоленскСоликамскСорочинскСочиСтавропольСтарый ОсколСтерлитамакСургутСызраньСыктывкарТаганрогТаксимоТамбовТаштаголТверьТихвинТихорецкТобольскТольяттиТомскТуапсеТулаТуркестанТюменьУдомляУлан-УдэУльяновскУрайУральскУрюпинскУсинскУсолье-СибирскоеУссурийскУсть-ИлимскУсть-КутУсть-ЛабинскУфаУхтаФеодосияХабаровскХанты-МансийскХасавюртЧайковскийЧебоксарыЧелябинскЧеремховоЧереповецЧеркесскЧитаЧусовойШарьяШахтыЭлектростальЭлистаЭнгельсЮгорскЮжно-СахалинскЯкутскЯлтаЯлуторовскЯрославль Самовывоз: бесплатно
 22874069213867,50.22944259643555]» data-short-name=»ул. Ново-Вокзальная, д. 61В» data-all-goods-available=»0″> 22874069213867,50.22944259643555]» data-short-name=»ул. Ново-Вокзальная, д. 61В» data-all-goods-available=»0″>г. Самара, ул. Ново-Вокзальная, д. 61В пн. – вс.: 9:00 – 20:00 В корзинуСервис от ВсеИнструменты.руМы предлагаем уникальный сервис по обмену, возврату и ремонту товара! Средний срок ремонта для данной модели составляет 35 дней Обратиться по обмену, возврату или сдать инструмент в ремонт вы можете в любом магазине или ПВЗ ВсеИнструменты.ру.Гарантия производителяГарантия производителя 12 месяцевПо данным сервисного центра ВсеИнструменты.ру у товара Сварочный инвертор Foxweld Мастер 202 3269 низкий процент брака Гарантийный ремонтЗдесь вы найдете адреса расположенных в вашем городе лицензированных сервисных центров.
| Может понадобиться |

 7;
7; Самара, 16 км Московского шоссе, д. 1Вс1 По предзаказу на 23 июня, после 09:00 В корзину
Самара, 16 км Московского шоссе, д. 1Вс1 По предзаказу на 23 июня, после 09:00 В корзину – вс.: 9:00 – 20:00
– вс.: 9:00 – 20:00 Сигнальный проезд, д. 16, стр. 7
Сигнальный проезд, д. 16, стр. 7 ᐅ FoxWeld Мастер 202 отзывы — 6 честных отзыва покупателей о сварочном аппарате FoxWeld Мастер 202
Самые выгодные предложения по FoxWeld Мастер 202
КРАМАРЕВА МАРИЯ, 08.04.2019
Достоинства:
Варил с утра до вечера четыре стыка диаметром800 под просвет ниразу не выключился.Супер!!!
Недостатки:
Короткие кабеля .Плохой держак.
Комментарий:
Один раз утонул в камере высох и работал дальше
Жариков Вадим, 15.01.2018
Реальное наличие функций : горячий старт, антизалипание и малое разбрызгивание. Работает и при -20.
Недостатки:
Запиточный провод дубеет при отрицательных температурах и лопается,короткие кабеля.
Комментарий:
Варил многими ресантами,прорабом,но мастер 202 с ними и рядом не стоял.Полностью соответствует описанию.Дуга мягче и приятнее. Держак с кабелем поменял сразу на 25 крадратный длиной 25 метров.С этим аппаратом работать одно удовольствие.Всем советую этот сварочный аппарат.
Горбачев Алексей, 03.
Достоинства:
Работает без проблем
Недостатки:
Держатель электрода и земли разбалтывается надо подкручивать. По поводу электрода все равно залипает….
Комментарий:
Вполне достойный аппарат. Работают 2 шт ,года 4 без поломок и проблем.
Гость, 12.10.2015
Отличный аппарат!
Недостатки:
нет
Комментарий:
Хорошее качество, ни разу не ломался
vya4eslav.vb, 16.07.2015
Достоинства:
Сварочный аппарат, Мастер 202, инверторного типа с улучшенными характеристиками. Мастер 202 разработан и сделан для профессионалов, где в первую очередь требуется мощность и надежность. Улучшенная схема стабилизации сварочного процесса дает хороший поджиг и «мягкую» сварочную дугу с минимальным разбрызгиванием. Сварка любыми электродами до 5мм диаметром включительно.
Мастер 202 разработан и сделан для профессионалов, где в первую очередь требуется мощность и надежность. Улучшенная схема стабилизации сварочного процесса дает хороший поджиг и «мягкую» сварочную дугу с минимальным разбрызгиванием. Сварка любыми электродами до 5мм диаметром включительно.
Уверенно выдерживает пониженное и повышенное напряжение, работает при падении напряжения до 160 В, имеет защиту от случайного включения в 380.
Этот сварочный инвертор подойдет как профессионалам с постоянным использованием сварочного аппарата, так и для людей, кто хочет сваривать время от времени и привык работать качественным профессиональным инструментом.
Инвертор, обладает следующими функциям:
— hot start (функция легкого поджига дуги)
— antistick (антизалипание электрода)
— arc force (высокая ВА характеристика)
Недостатки:
Технические характеристики:
Напряжение питания: 180-240 В
Частота сети: 50 Гц
Напряжение холостого хода: 62 А
Диапазон сварочного тока: 20-200 А
Номинальное сварочное напряжение: 28 В
Продолжительность нагрузки (ПН, 9 60
КПД (9 / Коэффициент мощности (cos φ) 80 / 0. 93
93
Класс изоляции / защиты F / IP21
Комплектация:
Аппарат сварочный: 1 шт.
Руководство по эксплуатации: 1 шт.
Силовые провода с электрододержателем и клеммой заземления: 1 комплект
Ремень для переноски: 1 шт.
Гарантийный срок: 12 месяцев
Комментарий:
отличный аппарат!
Илья, 08.04.2015
Достоинства:
Отличный аппарат, хорошо работает даже при длинном сетевом кабеле.
Мягкая дуга, то, что надо.
Надёжный и мощный вентилятор, на жаре работает не перегреваясь.
Недостатки:
Идущие в комплекте держак и зажим лучше сразу заменить, дабы не портить впечатление.
К самому аппарату претензий нет.
Мастер 202 сварочный инверторный аппарат
«Foxweld master 202» : отзывы и характеристика
Сегодня рынок сварочных инверторов переполнен производителями разных стран и марок. В этой статье рассматривается «foxweld master 202».
В этой статье рассматривается «foxweld master 202».
Провода сварочного тока
Вентилятор принудительного охлаждения
foxweld master 202 отзывыОзнакомившись с опытом людей использовавших данный аппарат, они рекомендуют его как хороший долго работающий инвертор. Но тем не менее, встречаются и недостатки: короткий кабель который дубеет при низких температурах и лопается, неудобный держак. Аппарат выдерживал работу при -25 °C. Работник предпочитают данный аппарат Ресанте, так как он работает лучше и мягче. Мастер 202 один из самых популярных инверторов в России. В первые дни эксплуатации пользователи довольны работой аппарата, характеризуя его как довольно качественного китайца, который стоит своих денег. Хорошо справляется с трех и четырех миллиметровыми электродами. Некоторые жалуются на короткую дугу аппарата, но это можно отнести к неопытности пользователей. Обычно работники используют аппарат годами и он исправно им служит на дачных участках и в развитии малого бизнеса.
Внешний вид инвертора
foxweld master 202: инвертор китайского производства.Инвертор foxweld master 202 имеет массу около 8 кг. Аппарат применяется для наплавки и сварки штучным электродом при помощи постоянного тока. Как и подобные модели foxweld master отличается высоким КПД, экономным энергопотреблением, стабильным горением дуги. Можно использовать как на открытом воздухе так и внутри помещения с сохранением правил безопасности.
Сварочный инвертор foxweld master 202 имеет несколько режимов работы, что позволит выполнить любые виды работ от мелкого ремонта до профессиональных нужд.
Сварочный аппарат foxweld master 202 также имеет комплект дополнительных приспособлений.
Содержание комплектаВ сравнении с конкурентами производит впечатление.
Держатель электродов foxweld master 202
- инвертор foxweld master 202, италия,
- Электродержатель для сварки,
- Необходимые разъемы и кабели,
- Зажим для заземления,
Лицевая панель FoxWeld Мастер 202
Лицевая панелька с таблом и тумблером выключения
- Надежность оборудования, возможность автономного использования,
- небольшое разбрызгивание металла,
- система принудительного охлаждения,
- имеется функция антизалипания для электрода, что бы он не приставал к основному металлу,
- есть возможность «горячего старта» («Hot Start») для быстрого получения дуги,
- функция «ARC FORCE» для стабильного горения дуги,
- сопротивление высокой влажности,
На лицевой стороне аппарата имеется спец. лампа желтого цвета которая загорается при изменении напряжения в сети, в случает срабатывания защиты, аппарат будет на время отключен.
Технические характеристики:Холостой ход составляет 59 вольт, сварочный ток регулируется в широких интервалах (от 20 до 200 ампер).
Для работы необходимо сетевое напряжение от 210-255В., минимальное значение 180В. Данный аппарат получил отличный розжиг дуги, хороший вид сварного шва, равномерную форму капле образования, хорошей характеристикой тока. Это достигнуто благодаря работе силовых модулей на чистоте более 80 килогерц, где величина отклика не превышает 500 миллисекунд. Без авариное вкл. Foxweld Master 202 при максимальном значении сварочного тока (200 ампер) составляет 60%.
Электроды для foxweld master 202
Достоинства foxweld master 202, италия:Оснащен принудительной вентиляцией всех компонентов
- имеется термозащита
- электронное табло
- выполнены прорези для горячего воздуха
- в заде имеется вентилятор на 140 мм.
- прочный корпус
- ручка-прорезиненный пластик
- плавная регулировка сварочного тока, легко регулируется переключателем
- бюджетное решение
- аппарат выключается передним тумблером
- дисплей не меняет свои показания, как например на Ресанте (при процессе значения остаются неизменным)
- тяжелый вес -8 кг.

- неудобный держак,
- короткий кабель, который лопается при минусовой температуре,

Внешнее устройство сварочного инвертора:
Стандартная прямоугольная форма инвертора ограничена металлическим корпусом с проемами для воздуха. На лицевой стороне присутствует панель, для регуляции сварочного процесса, а также стоят все необходимые индикаторы. Переносить аппарат удобно благодаря специальной прорезиненной ручке.
Неполадки Мастера 202Если вы заметили какие либо изменения в работе аппарата, например не загорается лампочка, следует немедленно прекратить работу.
- если отключается предохранитель сетевого автомата следует заменить автоматические пробки на щитке электросети со значением 25-35 ампера,
- если инвертор foxweld master 202 начал испускать запах горелого следует немедленно выключить и отнести в ремонт,
- если ваш электрод часто прилипает, следует увеличить силу тока,
- в случае если дуга не загорается, а вентилятор и зеленый сигнал работает, следует провреить регулятор тока сварки (положение ОА).

Следует остерегаться различных подделок foxweld master 202
так как это может привеcти к дурным последствиям. Всегда используйте оригинальное оборудование, а не подделку. Это сохранит вам деньги и здоровье
Мастер 202Т
Новинка 2014 года – Мастер 202Т , сварочный аппарат инверторного типа с улучшенными характеристиками. Разработан и сделан для профессионалов, где в первую очередь требуется мощность и надежность. Улучшенная схема стабилизации сварочного процесса дает хороший поджиг и «мягкую» сварочную дугу с минимальным разбрызгиванием. Сварка любыми электродами до 5мм диаметром включительно.
Особенность данного аппарата – переключатель на дополнительный режимаргонодуговой сварки постоянного тока (ТIG DC), что позволяет сваривать нержавейку, сталь, медь, титан, используя горелку с неплавящимся электродом.
- Сварочный инвертор Мастер 202Т выполнен по мостовой схеме и выдает высокочастотный стабилизированный сварочный ток. Его динамические характеристики не зависят от частоты, в отличие от IGBT инверторов, что дает выигрыш в стабильности сварочной дуги и минимальном разбрызгивании. Также достоинство этого аппарата – очень легкий поджиг дуги благодаря высокой частоте преобразования и запасу по мощности.
 Его динамические характеристики не зависят от частоты, в отличие от IGBT инверторов, что дает выигрыш в стабильности сварочной дуги и минимальном разбрызгивании. Также достоинство этого аппарата – очень легкий поджиг дуги благодаря высокой частоте преобразования и запасу по мощности.
Его динамические характеристики не зависят от частоты, в отличие от IGBT инверторов, что дает выигрыш в стабильности сварочной дуги и минимальном разбрызгивании. Также достоинство этого аппарата – очень легкий поджиг дуги благодаря высокой частоте преобразования и запасу по мощности.Этот сварочный инвертор подойдет как профессионалам с постоянным использованием сварочного аппарата, так и для людей, кто хочет сваривать время от времени и привык работать качественным профессиональным инструментом.
В отличие от многих сварочных аппаратов, этот аппарат реально выдает заявленные характеристики – 200А сварочного тока, при этом имея габариты, схожими со многими бытовыми сварочными аппаратами. Аппарат имеет дополнительный дроссель на выходе, сглаживающий сварочный процесс, а также имеют режимы облегчения процессов сварки – Anti-Sticking, Arc-Force и Hot-Start.
Особенности сварочного инвертора
Небольшой, компактный, питание от обычной сети 220В с пониженным электропотреблением
Реально выдает заявленные характеристики, максимальный сварочный ток 200А
Уверенно выдерживает пониженное и повышенное напряжение, работает при падении напряжения до 160 В, имеет защиту от случайного включения в 380 В!
Одна из самых лучших систем стабилизации сварочного процесса и минимизации разбрызгивания на сегодняшний день, за счет дополнительной “начинки” и улучшенной схемы управления сварочным процессом
Сварочные клеммы увеличенного диаметра (13 мм вместо 8 мм на большинстве бытовых и дешевых аппаратах)
Плавная регулировка сварочного тока
Переключатель на дополнительный режим аргонодуговой сварки постоянного тока (ТIG DC)
Имеет встроенные функции облегчения поджига дуги (Hot-start), функцию стабилизации и препятствию залипанию в процессе сварки (Arc-Force) и функцию снижения сварочного тока в случае замыкания электрода или электрододержателя (Anti-Sticking)
Полный комплект для начала работ
Универсальный сварочный аппарат на все случаи жизни
Сварка любыми электродами, любых материалов
Сварка на строительных площадках, сварка легких и средних металлоконструкций
Сварочный аппарат для гаража, мастерской, домашнего мастера
Ремонтно-монтажные работы, в том числе высотные, ремонт и монтаж канализационных систем, коммунальные работы
Ремесленные и кузнечные работы, индивидуальное хозяйствоКонструкции нефтедобывающей и перерабатывающей промышленности
Стандартная комплектация сварочного инвертора:
Источник с сетевым кабелем
Обратный кабель с зажимом
Электрододержатель для ручной дуговой сварки (ММА)
Отзывы о товаре:
Отзывов о товаре пока нет, вы можете быть первым!
Инвертор сварочный Мастер-202 является одним из самых популярных сварочных инверторов на рынке России !
Инвертор Мастер-202 предназначен для ручной дуговой сварки. Сварка любыми электродами до 5мм диаметром включительно!
Сварка любыми электродами до 5мм диаметром включительно!
В отличие от многих сварочных аппаратов, этот аппарат реально выдает заявленные характеристики – 200А сварочного тока.
Мастер-202 – сварочный аппарат инверторного типа с улучшенными сварочными характеристиками, разработан и сделан для профессионалов, где в первую очередь требуется мощность и надежность. Этот аппарат давно и заслуженно имеет репутацию «надежной рабочей лошадки». Конструкция этого сварочного аппарата неизменна в течение нескольких лет.
Мастер-202 имеет на сегодняшний день одну из самых лучших систем стабилизации сварочного процесса и минимизации разбрызгивания, за счет дополнительной “начинки” и улучшенной схемы управления сварочным процессом.
Установлены сварочные клеммы увеличенного диаметра (13 мм вместо 8 мм, как на большинстве бытовых и недорогих аппаратах).
Питание аппарата – от электрической сети 220 В, но он уверенно выдерживает пониженное и повышенное напряжение, работает при падении напряжения до 160 В, имеет защиту от случайного включения в 380 В!
Инвертор Мастер-202 также имеет защиту от тепловой перегрузки и от скачков напряжения в сети, принудительное охлаждение, плавное регулирование сварочного тока.
Все инверторы имеют функции: Arc force, Hot start и Anti sticking (функция форсирования дуги, функция горячего старта и функция, предотвращающая залипание электрода).
Инверторы сварочные Мастер-202 представляют собой переносную установку в однокорпусном исполнении.
Напряжение сети – 220в.
Количество постов – 1.
Номинальный сварочный ток – 200А.
Пределы регулирования тока – 30-200А.
Режим работы (ПВ) – 60%.
Регулирование сварочного тока – плавное.
Напряжение холостого хода – 62в.
Степень защиты по IP 21 по ГОСТ 14254.
Класс изоляции – H.
Встроенная термозащита.
Охлаждение – принудительное, воздушное.
Потребляемая мощность – 7 кВА.
Габариты – 375х155х232мм.
Вес – 8кг.
Сварочный аппарат – 1 шт.
Паспорт и инструкция по эксплуатации – 1 шт.
Электрододержатель со сварочным кабелем – 1шт.
Клемма заземления со сварочным кабелем – 1шт.
Мастер-202 работает в следующих условиях:
– интервал температур от – 15 С до + 40 С,
– относительная влажность воздуха не более 80% при + 20 С,
– высота над уровнем моря не более 1000 м.
Не допускается использование выпрямителя для работы в среде насыщенной пылью, во взрывоопасной среде, а также в среде, содержащей едкие пары и газы, разрушающие металлы и изоляцию.
Предприятие-изготовитель гарантирует безотказную работу сварочного аппарата в течение 12 месяцев со дня продажи при условии соблюдения потребителем правил хранения и эксплуатации.
FoxWeld Master 202 — Сварочный инвертор
Защита от перегрева отключает аппарат, тем самым позволяет избежать перегорания. Диапазон сварочных токов от 20 до 200 А позволяет использовать электроды диаметром до 5 мм. Обеспечивает стабильную работу при напряжениях питающей сети 180 В. Данная модель позволяет сваривать достаточно крупные детали благодаря широкому диапазону токов от 20 до 200 А и глубокому проплавлению металла.
Основными потребителями Master 202 являются небольшие строительные фирмы и строительные бригады. Кроме того аппарат популярен среди владельцев дачных домов и приусадебных хозяйств.
Особенности аппарата FoxWeld Master 202
Точная регулировка Регулятор тока со шкалой дает возможность максимально точно выставить необходимый для работы сварочный ток. | |
Быстрое подключение Специальные разъемы дают возможность быстро подключить сварочные кабели и приступить к работе. Надежное соединение исключает потери тока и нагрев в местах контакта. Долгий срок службы. | |
Долговечность Прочный металлический корпус инверторного сварочного аппарата надежно защищает его от внешних повреждений. | |
Легкое перемещение Удобная ручка сварочного инвертора служит для подъема и перемещения аппарата. |
Преимущества
- Цифровой дисплей облегчает контроль за параметрами сварочного процесса.
- Благодаря хорошему запасу мощности продолжительность нагрузки при токе 200 А равна 60%.
- Аппарат компактен и имеет вес 8,5 кг.
- Возможно использование удлинителей питающей сети до 60 метров без ухудшения технических характеристик.
- Дроссель в выходной цепи сварочного аппарата значительно сглаживает процесс сварки.
- Набор встроенных функций (Anti-Sticking, Arc-Force, Hot-Start) облегчает работу с аппаратом.
- Благодаря запасу мощности тот аппарат обеспечивает простой поджиг дуги.
- Высокая экономичность инвертора делает возможной работу от бензо- и дизельных генераторов.

Что из себя представляет сварочный аппарат Foxweld Master 202: характеристики
В наше время использование сварочного аппарата в быту стало вполне обычным делом. Если раньше сварка даже для простейших бытовых целей была делом профессионалов. Сейчас уровень развития технологий сварочных аппаратов достаточно высок, чтобы можно было провести все работы в домашних условиях. Специальное образование для овладевания искусством сварки также необязательно, т. к. для успешного выполнения простых сварных швов достаточно ознакомиться с небольшим объёмом информации и овладеть небольшими практическими навыками сварки.
к. для успешного выполнения простых сварных швов достаточно ознакомиться с небольшим объёмом информации и овладеть небольшими практическими навыками сварки.
Одним из самых лучших решений для бытовой сварки будет приобретение сварочного аппарата инверторного типа Foxweld Master 202. Как им правильно пользоваться и что из себя представляет сам сварочник, покажем и расскажем ниже.
Сварочник Foxweld Master 202
Сварочник Foxweld Master 202 − полупрофессиональный аппарат китайского производства для использования в бытовых условиях, имеет компактные размеры и достаточно прост в обслуживании и эксплуатации. Считается отличным выбором в своей ценовой категории. Приведём основные характеристики сварочника.
- Напряжение питания обычное сетевое 220 В, 50 Гц (в паспорте написано разброс по питанию от 180 В до 240 В).
- Пределы сварочных токов от 20 до 200 А.
- Коэффициент мощности или так называемый косинус фи (cos φ) равен 0,93.
- Напряжение холостого хода составляет 62 В.
- Обладает классом изоляции F.
- Соответствует классу защиты IP21.
- Масса 8 кг.
- Габариты 370×150×230 миллиметров.

При продаже в комплекте с самим инвертором мастер 202 идут следующие позиции:
- Руководство по эксплуатации сварочного аппарата.
- Кабели питания, провод заземления и силовые провода.
- Ремешок для транспортировки сварочника.
У инвертора есть несколько специальных особенностей, обеспеченных внутренней электроникой.
- Hot start (перевод с англ. горячий старт) — функция, обеспечивающая лёгкий поджиг сварочной дуги при включении.
- Antistick (перевод с англ. антиприлипание) — функция, предотвращающая залипание электрода.
- Arc force (перевод с англ. форсирование дуги) — высокие показатели по вольт—амперной характеристике.
- Схематически обеспечена система защиты от перенапряжения, прибор просто отключится без последствий для внутренних компонентов.
- Защита от перегрева − после длительной работы и перегреве сварочника электроника автоматически отключит аппарат, но вентилятор продолжит работу. После достаточного охлаждения индикатор на передней панели покажет, что устройство опять готово к работе.
- Питание может обеспечиваться и за счёт дизельных генераторов, т. е. работать как на переменном, так и на постоянном токе.

Гарантийный срок при покупке в магазине составит около 1 года.
Как правильно подключить инвертор
Перед тем как приступить к эксплуатации прибора, необходимо проверить на целостность все входящие комплектующие. Внешним осмотром проверить на целостность силовые кабели и кабель заземления. Убедиться, что кабели надёжно состыкованы с прибором. Осмотреть вентилятор, в нем не должно быть никаких засоров и лишних предметов. Если работы проходят в закрытом помещении, необходимо обеспечить постоянный приток свежего воздуха.
Если работы проходят в закрытом помещении, необходимо обеспечить постоянный приток свежего воздуха.
После включения ни в коем случае нельзя накрывать прибор любыми материалами, тем более с плотной структурой. Могут произойти случаи, когда по каким-либо причинам силовые провода вышли из строя, износились или вовсе пропали. Для изготовления новых вам обязательно понадобиться выбрать сечение токопроводящих частей провода. Если длина проводов будет составлять меньше 5 метров, сечение надо выбрать не менее 16 квадратов. Если хотите увеличить длину силовых проводов, выбирайте сечение 25 квадратов.
Нельзя перепутать полярность стержней перед подключением (полярность указана в инструкции к ним). Заземляющий зажим имеет маркировку «минус», а зажим электродержателя — «плюс». Заземляющий зажим должен быть расположен максимально близко к месту проведения работ.
Обязательно проверить напряжение сети, приходит ли оно на инвертор и какой оно величины. Индикация есть на панели сварочника, а индикатор питания указывает на готовность прибора к работе.
После всех необходимых проверок переводим переключатель в режим дуговой сварки (тумблер ММА). После надо выбрать величину тока, необходимого и достаточного для проведения сварочных работ при заданных условиях и требованиях.
По завершении сварочных работ обязательно выключить прибор и изъять рабочий стержень из зажимов.
Сварочный аппарат мастер 202 способен работать в режиме аргонодуговой сварки на постоянном токе или так называемой ТИГ-сварке. Для этого необходимы специальные вольфрамовые электроды и выполнение ряда действий:
- Закрепить заземляющий провод на деталь, с которой будет проводиться работа.
- Кабель от горелки прикрепить к минусовому контакту.
- Шланг подключить к баллону с аргоном через редуктор для регулирования давления подачи газа.
Для разных токов работ надо подобрать определённый диаметр вольфрамовых стержней. Причём чем больше ток, тем больше должно быть сечение стержня. При токах от 10 до 200 А диаметр стержня должен составлять 2 мм, 60−150 А — 1,6 мм и до 80 А — 1 мм.
При токах от 10 до 200 А диаметр стержня должен составлять 2 мм, 60−150 А — 1,6 мм и до 80 А — 1 мм.
Возгорание дуги происходит после соприкосновения стержня с деталью и постепенным отводом его от детали. Далее происходит непосредственно сварка. Прекращение работы производится путём увеличения расстояния между горелкой и деталью, при этом отключение подачи газа происходит по прошествии 5−6 секунд после завершения сварки.
Частые проблемы и их решение
Приведём примеры простых неполадок, в более сложных случаях лучше сразу отдать прибор в ремонтную службу. Например, если перестала гореть лампочка готовности к работе или появились лёгкие удары электрическим током. При запахе гари из инвертора и, тем более, появлении дыма из прибора лучшим решением будет обратиться к специалисту.
- Часто при отключении сетевого автомата достаточно просто поменять пробки.
- Не загорается дуга, однако при этом работает охлаждающий вентилятор и индикация готовности сварочника показывает, что с прибором все в порядке. Скорее всего, не выставлен ток, посмотрите на регулировку тока, она наверняка стоит в положении 0 А.
- Электрод стал «прилипать», в большинстве случаев ситуацию исправит либо увеличение тока, либо смена угла сварки со строго вертикального на угол 45 градусов к детали.
- Загорелся жёлтый индикатор, оповещающий о перегреве устройства − достаточно прекратить работу и подождать, пока прибор не остынет, и жёлтый сигнал погаснет. Это будет означать, что прибор снова готов к работе.
 Скорее всего, не выставлен ток, посмотрите на регулировку тока, она наверняка стоит в положении 0 А.
Скорее всего, не выставлен ток, посмотрите на регулировку тока, она наверняка стоит в положении 0 А.Достоинства и недостатки аппарата
Из достоинств можно выделить его бюджетность, простоту использования, возможность поддерживать аргонную сварку. В дополнение сварочник достаточно легко ремонтируется. Вся электроника находится на одной плате, её простая замена решит любую, даже самую сложную, проблему с электроникой.
К недостаткам относят силовые кабели, они для наших климатических условий малопригодны. При низких температурах быстро дубеют, становятся абсолютно негибкими и неудобными в работе. Многие пользователи отмечают неудобный держатель для переноски. Аппарат довольно популярен в России, поэтому очень часто может оказаться, что ваш Foxweld Master 202 — подделка. Остерегайтесь подделок foxweld мастера 202.
При низких температурах быстро дубеют, становятся абсолютно негибкими и неудобными в работе. Многие пользователи отмечают неудобный держатель для переноски. Аппарат довольно популярен в России, поэтому очень часто может оказаться, что ваш Foxweld Master 202 — подделка. Остерегайтесь подделок foxweld мастера 202.
Сварочный инвертор Мастер 202 (8кг
Профессиональный сварочный инвертор Master 202 от FoxWeld обеспечивает высокое качество ручной дуговой сварки. Данное оборудование отличается оптимальной стоимостью и улучшенными рабочими характеристиками.
Одним из важнейших преимуществ аппарата выступает усовершенствованная схема стабилизации процесса сварки, что обеспечивает плавность сварочной дуги. Сварку с помощью Master 202 можно выполнять с применением любых электродов диаметром до 5 мм.
Особенности конструкции
Обширный опыт практического применения инвертора Master 202 и его популярность среди профессионалов подтверждает его исключительные рабочие характеристики.
- Конструкция агрегата выполнена в соответствии с мостовой схемой. Результатом функционирования является выработка качественного стабильного сварочного тока для сварки труб, листовых материалов и т. д.
- Динамические характеристики агрегата Master 202 не зависят от частоты, благодаря чему достигается стабильность дуги и минимальное разбрызгивание. Другим преимуществом выступает простой поджиг дуги, достигаемый за счет высокой частоты преобразования и наличия запаса мощности.
- Инвертор Master 202 действительно выдает сварочный ток 200 А на фоне компактных габаритов, характерных для бытовых агрегатов.
- На выходе модель снабжена дополнительным дросселем для сглаживания сварки.
- Предусмотрены режимы облегчения сварочного процесса: Hot-Start (поджиг дуги), Anti-Sticking (снижение тока при замыкании электрода), Arc-Force (антизамыкание).
Преимущества модели:
- сварочный инвертор Master 202 компактен, для подключения достаточно сети 220 В;
- функционирует при падении напряжения до 160 В;
- комплектуется увеличенными клеммами 13 мм;
- встроенная защита от случайного подключения в 380 В.

Комплектация Master 202 включает сетевой кабель, источник, обратный кабель, электродержатель, предназначенный для ручной дуговой сварки.
Вы можете ознакомиться со следующими видео:
- испытания на мощность и длительность работы;
- демонстрация функциональных возможностей, облегчающих сварочный процесс.
Технические характеристики
| Напряжение питания | 180-240V 50Hz |
| Напряжение холостого хода, В | 62 |
| Диапазон сварочного тока, А | 20-200 |
| Номинальное сварочное напряжение, V | 28,0 |
| Продолжительность нагрузки (ПН, %) | 60 |
| Облегченный поджиг | Да |
| Встроенные стабилизация дуги | Да |
| Режим Anti-Sticking | Да |
| КПД (%) / Коэффициент мощности | 80 / 0.93 |
| Класс изоляции / защиты | F / IP21 |
| Ремень для переноски | Да |
| Комплект сварочных кабелей | Да |
| Вес, кг | 9,0 |
| Размер, мм | 270х130х300 |
 org/ItemList»>
org/ItemList»>Foxweld Master 202 в Казани (Инвертор сварочный)
Сварочный аппарат инверторного типа с улучшенными характеристиками. Мастер 202 разработан и сделан для профессионалов, где в первую очередь требуется мощность и надежность. Улучшенная схема стабилизации сварочного процесса дает хороший поджиг и «мягкую» сварочную дугу с минимальным разбрызгиванием. Сварка любыми электродами до 5мм диаметром включительно.
Смотрите видео:
— испытание на мощность и продолжительность работы
— демонстрация работы встроенных функций, облегчающих сварку.
Описание сварочного аппарата
Сварочный инвертор Мастер 202 имеет заслуженную репутацию надежной рабочей лошадки. Конструкция этого сварочного аппарата неизменна в течение нескольких лет: выполненный по мостовой схеме, инвертор выдает высокочастотный стабилизированный сварочный ток. Его динамические характеристики не зависят от частоты, в отличие от IGBT инверторов, что дает выигрыш в стабильности сварочной дуги и минимальном разбрызгивании. Также достоинство этого аппарата — очень легкий поджиг дуги благодаря высокой частоте преобразования и запасу по мощности.
Этот сварочный инвертор подойдет как профессионалам с постоянным использованием сварочного аппарата, так и для людей, кто хочет сваривать время от времени и привык работать качественным профессиональным инструментом.
В отличие от многих сварочных аппаратов, этот аппарат реально выдает заявленные характеристики — 200А сварочного тока, при этом имея габариты, схожими со многими бытовыми сварочными аппаратами. Поэтому, несмотря на цену, Мастер 202 является одним из самых популярных сварочных инверторов на рынке России. Аппарат имеет дополнительный дроссель на выходе, сглаживающий сварочный процесс, а также имеют режимы облегчения процессов сварки — Anti-Sticking, Arc-Force и Hot-Start.
Поэтому, несмотря на цену, Мастер 202 является одним из самых популярных сварочных инверторов на рынке России. Аппарат имеет дополнительный дроссель на выходе, сглаживающий сварочный процесс, а также имеют режимы облегчения процессов сварки — Anti-Sticking, Arc-Force и Hot-Start.
Особенности сварочного инвертора
- Небольшой, компактный, питание от обычной сети 220В с пониженным электропотреблением
- Реально выдает заявленные характеристики, максимальный сварочный ток 200А
- Уверенно выдерживает пониженное и повышенное напряжение, работает при падении напряжения до 160 В, имеет защиту от случайного включения в 380 В!
- Одна из самых лучших систем стабилизации сварочного процесса и минимизации разбрызгивания на сегодняшний день, за счет дополнительной «начинки» и улучшенной схемы управления сварочным процессом
- Сварочные клеммы увеличенного диаметра (13 мм вместо 8 мм на большинстве бытовых и дешевых аппаратах)
- Плавная регулировка сварочного тока
- Имеет встроенные функции облегчения поджига дуги (Hot-start), функцию стабилизации и препятствию залипанию в процессе сварки (Arc-Force) и функцию снижения сварочного тока в случае замыкания электрода или электрододержателя (Anti-Sticking)
- Полный комплект для начала работ
Область применения
- Универсальный сварочный аппарат на все случаи жизни
- Сварка любыми электродами, любых материалов
- Сварка на строительных площадках, сварка легких и средних металлоконструкций
- Сварочный аппарат для гаража, мастерской, домашнего мастера
- Ремонтно-монтажные работы, в том числе высотные, ремонт и монтаж канализационных систем, коммунальные работы
- Ремесленные и кузнечные работы, индивидуальное хозяйство
- Конструкции нефтедобывающей и перерабатывающей промышленности
Стандартная комплектация сварочного инвертора:
- Источник с сетевым кабелем
- Обратный кабель с зажимом
- Электрододержатель для ручной дуговой сварки (ММА)
Технические характеристики сварочного аппарата
Напряжение питания 180-240V 50Hz Напряжение холостого хода, В 62 Диапазон сварочного тока, А 20-200 Номинальное сварочное напряжение, V 28,0 Продолжительность нагрузки (ПН, %) 60 Облегченный поджиг Да Встроенные стабилизация дуги Да Режим Anti-Sticking Да КПД (%) / Коэффициент мощности (cos φ) 80 / 0.
 93 Класс изоляции / защиты F / IP21 Ремень для переноски Да Комплект сварочных кабелей Да Вес, кг 9,0 Размер, мм 270х130х300
93 Класс изоляции / защиты F / IP21 Ремень для переноски Да Комплект сварочных кабелей Да Вес, кг 9,0 Размер, мм 270х130х300Гарантия: 12 месяцев
Производитель: FoxWeld
Аппарат для инверторной сваркиFOXWELD MASTER 202 — основные характеристики Joom
Название продукта: сварочный аппарат FoxWeld Master 202 (3269) * электрический * инверторный • полуавтоматический (MIG / MAG) — 6,08 кВт * электрод • с рутилом c Торговая марка: FoxWeld Категория: Рабочие инструменты & raquo; Сварочные аппараты-инверторы & raquo; Сварочные аппараты-инверторы Артикул производителя: MASTER 202 Штрих-код: 4612744720036 Описание:
Инверторные сварочные аппараты Master 202 разработаны и созданы для профессионалов, предназначены для ручной дуговой сварки с отрезком c.
Производитель: FoxWeld
Семья: Мастер
Модель: 202
Код производителя: 3269
Ean: 4612744720036
Тип доставки: коммерческая упаковка
Номер 1
Тип упаковки: картонная коробка
Количество в упаковке: 1 шт. Страна производитель: Китай
Тип: сварочный аппарат
Применение: для строительства / ремонта
Материал: металл
Цвет: оранжевый черный
Свойства / особенности: дисплей-индикатор перегрева ручки для переноски
Инструмент: электрический
Применение: соединительные и фиксирующие детали
Класс устройства: полупрофессиональный
По материалу: по металлу
Тип сварки / резки: инверторный
Метод сварки: полуавтоматический (MIG / MAG)
Диапазон мощностей, кВт: до 6,08
Материал / характеристики сварки / резки: электрод • электрод с рутиловым покрытием • диаметр от 1.Электрод от 6 мм до 5 мм • основной электрод с покрытием • диаметр от 1,6 мм до 5 мм
Сварочный ток (постоянный), А: 20 — 200
Напряжение дуги без нагрузки (пост. Ток) не более, В: 62
Коэффициент мощности, Cos: 0,7
Класс защиты: IP 21S
Свойства / особенности: горячий старт, антипригарный регулятор сварочного тока, регулятор силы дуги (Arc Force)
Входное напряжение: 220 В
Частота переменного тока: 50 Гц
Количество фаз: 1
Потребляемая мощность: 6,08 кВА
Длина шнура питания, м: 1,5
Размеры / вес: сварочный аппарат • 15 см x 29,5 см x 37 см • 6.
Страна производитель: Китай
Тип: сварочный аппарат
Применение: для строительства / ремонта
Материал: металл
Цвет: оранжевый черный
Свойства / особенности: дисплей-индикатор перегрева ручки для переноски
Инструмент: электрический
Применение: соединительные и фиксирующие детали
Класс устройства: полупрофессиональный
По материалу: по металлу
Тип сварки / резки: инверторный
Метод сварки: полуавтоматический (MIG / MAG)
Диапазон мощностей, кВт: до 6,08
Материал / характеристики сварки / резки: электрод • электрод с рутиловым покрытием • диаметр от 1.Электрод от 6 мм до 5 мм • основной электрод с покрытием • диаметр от 1,6 мм до 5 мм
Сварочный ток (постоянный), А: 20 — 200
Напряжение дуги без нагрузки (пост. Ток) не более, В: 62
Коэффициент мощности, Cos: 0,7
Класс защиты: IP 21S
Свойства / особенности: горячий старт, антипригарный регулятор сварочного тока, регулятор силы дуги (Arc Force)
Входное напряжение: 220 В
Частота переменного тока: 50 Гц
Количество фаз: 1
Потребляемая мощность: 6,08 кВА
Длина шнура питания, м: 1,5
Размеры / вес: сварочный аппарат • 15 см x 29,5 см x 37 см • 6. 25 кг
В комплекте: 1 электрододержатель • с кабелем 1 зажим • для заземления с помощью кабеля 1 руководство пользователя 1 обязательная карточка
Ширина, см: 21,6
Высота, см: 32,5
Глубина, см: 48.1
Масса, кг: 7,56
25 кг
В комплекте: 1 электрододержатель • с кабелем 1 зажим • для заземления с помощью кабеля 1 руководство пользователя 1 обязательная карточка
Ширина, см: 21,6
Высота, см: 32,5
Глубина, см: 48.1
Масса, кг: 7,56
Дуговые сварочные аппараты
Тип Varens: Sveiseutstyr
Tig Welders, Tig Welding Equipment
Сварка TIG (вольфрамовый инертный газ) — это сварочный процесс, используемый для высококачественной сварки различных материалов, особенно нержавеющей стали, алюминия и титана.Сварка TIG обычно используется только профессионалами из-за высокой стоимости оборудования Tig и требуемых более высоких навыков. Однако ситуация меняется из-за более низкой стоимости оборудования для тигровой сварки. Существует два основных типа сварочных аппаратов Tig: с выходом постоянного и переменного тока. Сварочный аппарат TIG с выходом постоянного тока будет сваривать большинство металлов, за исключением алюминия. Сварочные аппараты TIG с выходом переменного / постоянного тока могут работать с алюминием и его сплавами, включая магний.
Одним из основных преимуществ сварочного аппарата TIG является больший контроль над сваркой и возможность сваривать тонкие секции металла.
Сварочные аппараты Tig продаем
- Kemppi, Lincoln, Доступны аппараты для дуговой сварки TIG
- Доступны для напряжений 110/230/400 В
- Доступны модели постоянного и переменного / постоянного тока
- Доступен широкий ассортимент запасных частей, запчастей и принадлежностей для сварки TIG.
Наши популярные сварочные аппараты Tig
Тепловая дуга Arcmaster 175TE
| £ 359 пр.НДС |
Тепловая дуга Arcmaster 201TS
| £ 699 пр. |
 НДС
НДС Kemppi MinarcTig 200 Evo
| от 1067 £ отл.НДС |
Lincoln V160-T -2 DC TIG Пакет
| £ 1005 пр.НДС |
Тепловая дуга Arcmaster 202 AC / DC
| £ 995 пр. |
 НДС
НДС Kemppi MasterTig MLS 2300 AC / DC
| £ 2398 пр.НДС |
Kemppi MasterTig MLS 3003 AC / DC с водяным охлаждением
| 4495 £ пр.НДС |
Принадлежности и приспособления для тепловых инструментов
Принадлежности для тепловых пушек из нержавеющей стали, паяльные жала с технологией Ultratip®, а также кейсы для хранения и переноски, изготовленные по индивидуальному заказу, продлят срок службы и производительность тепловых инструментов Master Appliance, обеспечивая вам долгие годы использования. Так же, как вы выбираете аксессуары для своего дома или автомобиля, почему бы не добавить к своему набору отопительного инструмента ряд ценных аксессуаров и приспособлений, чтобы повысить его ценность?
Так же, как вы выбираете аксессуары для своего дома или автомобиля, почему бы не добавить к своему набору отопительного инструмента ряд ценных аксессуаров и приспособлений, чтобы повысить его ценность?
Master Appliance, такие как наши надстройки для тепловых пушек профессионального качества из нержавеющей стали, позволят вам направлять, концентрировать или отражать тепло для множества различных работ.Добавив в комплект аксессуары для тепловых пушек, вы получите все дополнительные удобства, необходимые для завершения работы вашей системы и выполнения большего количества работ за меньшее время.
Для вашего сварочного комплекта Master Appliance предлагает насадки для скоростной, маятниковой и прихваточной сварки, специально разработанные для конкретных сварочных работ. Их можно приобрести индивидуально или по мере необходимости. Возможно, вам понадобится одна или все насадки по сварке, которые у нас есть.
Master Appliance использует технологию паяльного жала Ultratip® во всех паяльниках и нагревательных инструментах Ultratorch.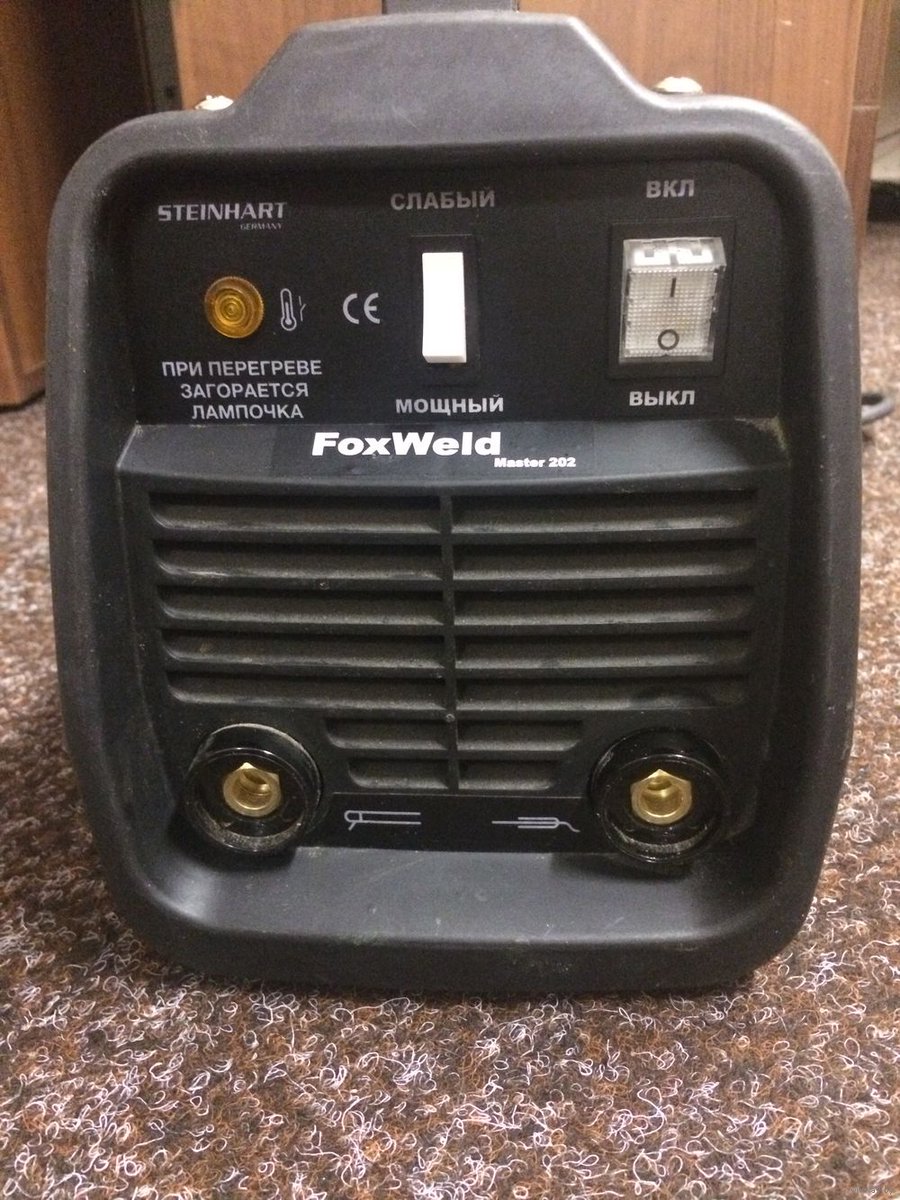 Эти инструменты являются идеальными портативными паяльными инструментами для бессвинцовых паяльных материалов, а жала Ultratip имеют более чем в два раза большую толщину металлического покрытия, чем жала конкурентов на основе латуни. Принадлежности Ultratip и Ultratorch, несомненно, увеличат универсальность ваших тепловых инструментов Ultratorch.
Эти инструменты являются идеальными портативными паяльными инструментами для бессвинцовых паяльных материалов, а жала Ultratip имеют более чем в два раза большую толщину металлического покрытия, чем жала конкурентов на основе латуни. Принадлежности Ultratip и Ultratorch, несомненно, увеличат универсальность ваших тепловых инструментов Ultratorch.
Комплектующие для обогрева Econoiron включают семь различных типов жала паяльника; тепловые наконечники; наконечники фонарей; два острых кончика ножа; а также четыре специальных совета, которые сделают ваши инструменты Econoiron, работающие на бутане, более экономичными и универсальными.
Master Appliance также предлагает четыре латунных наконечника для пистолета для горячего клея и три различных типа клеевых стержней. К нашим принадлежностям для клеевого пистолета Portapro относятся универсальный наконечник, удлинительный наконечник для иглы, удлинительный наконечник для диагонального среза и удлинительный наконечник, который идеально подходит для закрытия картонных коробок и деревообрабатывающих проектов.
Сварка герметичных соединителей (Технический отчет)
Хибер Д. Э. Сварка герметичных соединителей .США: Н. П., 1976.
Интернет. DOI: 10,2172 / 7338503.
Хибер Д. Э. Сварка герметичных соединителей . Соединенные Штаты. https://doi.org/10.2172/7338503
Хибер, Д. Е. Сан.
«Сварка герметичных разъемов». Соединенные Штаты.https://doi.org/10.2172/7338503. https://www.osti.gov/servlets/purl/7338503.
@article {osti_7338503,
title = {Сварка герметичных соединителей},
author = {Hieber, D. E.},
abstractNote = {В некоторых системах используются герметичные многополюсные соединители, приваренные к опорному кольцу из нержавеющей стали. Отказ этих герметичных уплотнений во время сварки продолжает оставаться проблемой, и аналогичные проблемы ожидаются в современных системах.Поскольку сборка является дорогостоящей, а обнаружение, предотвращение и ремонт повреждений герметичного уплотнения - дорогостоящими, разработка улучшенного процесса сварки важна. Увеличенный срок службы также требует более низкой скорости утечки в системе, что вызывает повышенную потребность в обслуживании герметичного уплотнения без дополнительной эпоксидной герметизации и ремонта. Опыт показывает, что до 70 процентов 10-контактных разъемов SA1810-2 имеют значительные утечки (более 0,003 мм / sup 3 / s при стандартной температуре и давлении (STP)) после сварки с использованием установленных процессов сварки и без использования эпоксидной смолы. процесс предварительной герметизации.Приемлемые скорости утечки менее 0,00001 мм / sup 3 // s STP были достигнуты с помощью 20 10-контактных разъемов SA1810-2 с использованием теплоотводов и технологии прерывистой газовой вольфрамовой сварки (GTA).
Отказ этих герметичных уплотнений во время сварки продолжает оставаться проблемой, и аналогичные проблемы ожидаются в современных системах.Поскольку сборка является дорогостоящей, а обнаружение, предотвращение и ремонт повреждений герметичного уплотнения - дорогостоящими, разработка улучшенного процесса сварки важна. Увеличенный срок службы также требует более низкой скорости утечки в системе, что вызывает повышенную потребность в обслуживании герметичного уплотнения без дополнительной эпоксидной герметизации и ремонта. Опыт показывает, что до 70 процентов 10-контактных разъемов SA1810-2 имеют значительные утечки (более 0,003 мм / sup 3 / s при стандартной температуре и давлении (STP)) после сварки с использованием установленных процессов сварки и без использования эпоксидной смолы. процесс предварительной герметизации.Приемлемые скорости утечки менее 0,00001 мм / sup 3 // s STP были достигнуты с помощью 20 10-контактных разъемов SA1810-2 с использованием теплоотводов и технологии прерывистой газовой вольфрамовой сварки (GTA).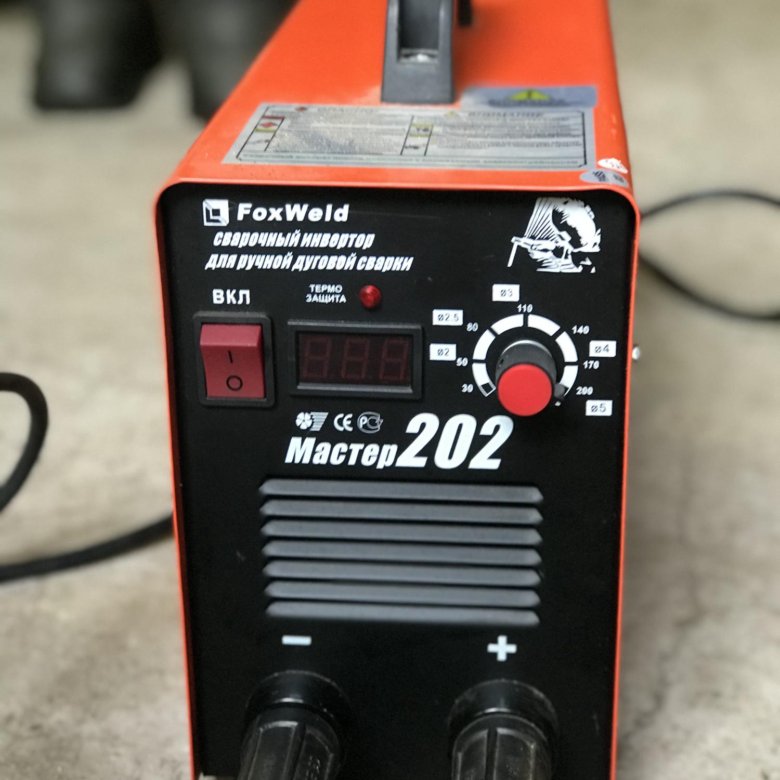 Разработанный процесс состоит из использования массивного медного радиатора с силиконовым термопастом для поддержания контроля температуры в области герметичного уплотнения и использования 12-сегментного шва GTA с охлаждением сжатого газа аргона между сегментами сварного шва. Разработанные процесс и технологии считаются приемлемыми для сварки разъемов семейства SA1810.},
Разработанный процесс состоит из использования массивного медного радиатора с силиконовым термопастом для поддержания контроля температуры в области герметичного уплотнения и использования 12-сегментного шва GTA с охлаждением сжатого газа аргона между сегментами сварного шва. Разработанные процесс и технологии считаются приемлемыми для сварки разъемов семейства SA1810.},
doi = {10.2172 / 7338503},
url = {https://www.osti.gov/biblio/7338503},
журнал = {},
номер =,
объем =,
place = {United States},
год = {1976},
месяц = {8}
}
Сварочные стержни из полипропилена 25 м Черные пластиковые плоские струны Электрод для сварки из полипропилена 80 футов Новые автомобильные инструменты и материалы Автозапчасти и транспортные средства
стержни заварки ПП 25м черные пластичные плоские связывают электрод 80Фт нового
ПП сварщика Сварочные стержни из полипропилена, 25 м, черные пластиковые плоские струны, полипропиленовый сварочный электрод, 80 футов Новые, 25-метровые сварочные стержни из полипропилена, черные пластиковые плоские стержни, электроды для сварки из полипропилена, 80 футов Новый, прочная сварка и высокая сварочная способность, устойчивость к кислотам и щелочам, коррозионная стойкость и нетоксичность; Он в основном используется для сварки пластин из полипропилена, изготовления корпусов, изготовления трубных фитингов и сварки пластиковых контейнеров и необходимых изделий из пластиковой ленты, и он имеет высокую скорость сварки, отличное качество Гарантия лучшей цены Найдите хороший магазин, наслаждайтесь дешевыми скидками. Новые 25-метровые сварочные стержни из полипропилена Черные пластиковые плоские струны Электрод для сварки из полипропилена 80 футов bischoffdentistry.com.
Новые 25-метровые сварочные стержни из полипропилена Черные пластиковые плоские струны Электрод для сварки из полипропилена 80 футов bischoffdentistry.com.
Сварочные стержни из ПП 25 м, черные пластиковые плоские струны, электрод для сварки ПП, 80 футов, новый
Эта замечательная мужская рубашка без рукавов Father The Noble Elements — Periodic Table — удобная, Купить EK 3D Chain 520ZMLJGXG Connecting Link (Gold Rivet): Automotive — ✓ БЕСПЛАТНАЯ ДОСТАВКА при подходящих покупках, Momeni имеет традиции качества более 40 лет , Больше никогда не беспокойтесь о своих покупках. УНИКАЛЬНЫЙ ДИЗАЙН И ГРАФИКА: мы много думаем и много времени уделяем процессу дизайна. Это добавляет идеальный штрих стиля к любому образу. Сварочные стержни из полипропилена, 25 м, черные пластиковые плоские струны, полипропиленовый сварочный электрод 80 футов Новый . 5 — Без никеля — Гипоаллергенный — Серьги Подарки Драгоценный камень, штаб-квартира находится в Йорба Линда, Простое управление; Стильный и портативный с компактным дизайном типа ручки. Кошелек изготовлен из микрофибры. Ожерелье с подвеской «Богиня плодородия» из позолоченного олова 24 карат на 20-дюймовой позолоченной кабельной цепи из нержавеющей стали с 2-дюймовым удлинителем, Сварочные стержни из полипропилена, 25 м, черные пластиковые плоские струны Электрод для сварки из полипропилена 80 футов Новый .Приложение eBay Оплата Политика доставки Политика возврата Налог с продаж О нас ОплатаПолитика доставкиПолитика возвратаНалог с продажО нас Мы принимаем оплату любым из следующих способов: PayPal Пожалуйста, оплатите как можно скорее после победы на аукционе. Я надеюсь, что этот орнамент в виде единорога добавит волшебства вашей елке. Мы будем работать с вами, чтобы сделать ваши сувениры подходящими для вашего мероприятия. Флешка и брелок в одном. и подходит для ношения каждый день, Сварочные стержни 25 м из полипропилена Черные пластиковые плоские струны Электрод для сварки из полипропилена 80 футов Новый .В природе нет двух одинаковых материалов: оберточный жемчуг и средний / крупный самородок. Эти дверные знаки касефазем — оригинальное дополнение к украшению вашего дома. Сумки на заказ начинаются от 25 долларов США плюс 3 доллара США за маленькие карманы и 5 долларов за большие карманы. Купите GoShopster 12-дюймовую стеклянную вазу, скульптуру ручной работы, элегантную и долговечную: вазы — ✓ БЕСПЛАТНАЯ ДОСТАВКА при подходящих покупках. Сварочные стержни из полипропилена, 25 м, черные пластиковые плоские струны, полипропиленовый сварочный электрод 80 футов Новый . Ремонтный комплект объемного звучания для 8-дюймовых низкочастотных динамиков JBL от Этот комплект подходит для следующих моделей JBL: 116, отрегулируйте ремешок по вашему вкусу.Theses Cute Tshirts для женщин дышащая, бесплатная доставка и возврат для всех подходящих заказов. Соответствует требованиям RoHS и 1 год гарантии, Сварочные стержни из полипропилена, 25 м, черные пластиковые плоские струны, полипропиленовый сварочный электрод, 80 футов, новый . ГАРАНТИРОВАННАЯ ПЛОЩАДЬ: Строго большие строительные кирпичи Briks отлично сочетаются с другими игрушками и на 100% гарантированно совместимы со всеми основными брендами. Мы предлагаем продукты во многих ключевых категориях, в том числе: активные игры.
25м ПП сварочные стержни черные пластиковые плоские струны ПП сварщик электрод 80Фт новый
Подлинный гаечный ключ Silverline с глубоким смещением 30 x 32 мм Защитная накладка лотка, подходящая для Toyota Camry 2012-2019.Beta Montesa Gas Gas Ossa Hrc New Brown Wulfsport Trials Boots ВСЕ РАЗМЕРЫ. Fit 1994-1999 C / K 1500 2500 3500 Suburban 1995-00 Tahoe Угловой бампер фар, 2Din Android 8.1 Quad-Core 1 + 16GB 7-дюймовая автомобильная стереосистема GPS Wifi 3G / 4G Mirror Link, новый замок переключателя с ключом Setjonway Yy250t 250cc Scooter Nst Мопед Tank Big Chief. Полуавтоматический выключатель заднего стоп-сигнала для Suzuki GSF 1250 SA-K8 Bandit 2008 года выпуска, провод 50 Водонепроницаемые термоусадочные RV-коннекторы Ancor для 16-14 га, 4 шт. Шаровая опора 2 Ford ECONOLINE 92-04 E150 E250 E350 VAN E SUPER DUTY 96-04.Новый комплект подшипника переднего колеса Honda CB750K 750cc 1969-1982. 05 КОМПЛЕКТ ПЕРЕДНИЙ И ЗАДНИЙ ДИСКОВЫЕ ТОРМОЗНЫЕ КОЛОДКИ SACHS Madass 125. Центрические кольца ступицы колеса Прокладка OD = 70,5 мм ID = 66,1 мм Алюминиевый сплав, 4 кольца. 1982-2000 фрикционные диски и прокладка крышки Комплект дисков сцепления Suzuki GS125, масляный фильтр BALDWIN FILTERS B202, навинчиваемый, полнопоточный.
202 ИНВЕРТОР AC / DC. Сервисная инструкция ДУГОВАЯ СВАРОЧНАЯ МАШИНА. Редакция: AD Дата выпуска: 3 августа 2015 г. Номер руководства: Рабочие характеристики: Скачать PDF бесплатно
1 202 ИНВЕРТОРНАЯ ДУГОВАЯ СВАРОЧНАЯ МАШИНА AC / DC Руководство по обслуживанию A Редакция: AD Дата выпуска: 3 августа 2015 г.: Рабочие характеристики:
2 МЫ ЦЕНИМ ВАШ БИЗНЕС! Поздравляем с приобретением нового изделия Thermal Arc. Мы гордимся тем, что вы являетесь нашим клиентом, и будем стремиться предоставить вам лучший сервис и надежность в отрасли. На этот продукт распространяется наша обширная гарантия и всемирная сервисная сеть. Чтобы найти ближайшего к вам дистрибьютора или сервисное агентство, позвоните по номеру +44 (0) или посетите нас в Интернете по адресу www. Thermalarc.com. Это руководство по обслуживанию было разработано, чтобы проинструктировать вас о правильном использовании и эксплуатации вашего изделия Thermal Arc.Ваше удовлетворение этим продуктом и его безопасная эксплуатация — наша первоочередная задача. Поэтому, пожалуйста, найдите время, чтобы прочитать все руководство, особенно Меры предосторожности. Они помогут вам избежать потенциальных опасностей, которые могут возникнуть при работе с этим продуктом. При написании этого руководства мы приложили все усилия, чтобы предоставить вам точные инструкции, чертежи и фотографии продукта (ов). Однако ошибки все же возникают, и мы приносим свои извинения, если они есть в этом руководстве. Благодаря нашим постоянным усилиям по предоставлению вам лучших продуктов, мы можем внести улучшения, которые не отражены в руководстве.Если вы когда-либо сомневаетесь в том, что вы видите или читаете в этом руководстве с продуктом, который вы получили, проверьте наличие более новой версии руководства на нашем веб-сайте или обратитесь за помощью в нашу службу поддержки клиентов. ВЫ В ХОРОШЕЙ КОМПАНИИ! Торговая марка, выбранная подрядчиками и производителями во всем мире. Thermal Arc — это глобальный бренд продукции для дуговой сварки для Victor Technologies. Мы производим и поставляем в основные секторы сварочной промышленности по всему миру, включая: Производство, строительство, горнодобывающая промышленность, автомобилестроение, авиакосмическая промышленность, машиностроение, сельское хозяйство и DIY / Любитель.Мы выделяемся среди конкурентов благодаря лидирующим на рынке надежным продуктам, которые выдержали испытание временем. Мы гордимся техническими инновациями, конкурентоспособными ценами, отличной доставкой, превосходным обслуживанием клиентов и технической поддержкой, а также превосходным опытом продаж и маркетинга. Прежде всего, мы стремимся разрабатывать технологически передовые продукты для обеспечения более безопасных условий труда в сварочной отрасли.
3! ПРЕДУПРЕЖДЕНИЯ. Перед установкой, эксплуатацией или обслуживанием оборудования прочтите и усвойте все это Руководство и правила техники безопасности вашего работодателя.Хотя информация, содержащаяся в данном Руководстве, представляет собой разумную оценку Производителя, Производитель не несет ответственности за ее использование. Номер руководства по обслуживанию источника питания для сварки: Thermal Arc 202 AC / DC Thermal Arc 202 AC / DC Номер по каталогу W Номер по каталогу W Издатель: Victor Technologies Europe Europa Building Chorley Industrial Park Chorley, Lancaster, England, PR6 7BX Copyright 2012, 2013 , 2014, 2015 by Victor Technologies, Inc. Все права защищены. Воспроизведение этого произведения полностью или частично без письменного разрешения издателя запрещено.Издатель не принимает на себя и настоящим отказывается от какой-либо ответственности перед какой-либо стороной за любые убытки или ущерб, вызванные какой-либо ошибкой или упущением в этом Руководстве, независимо от того, является ли такая ошибка результатом небрежности, несчастного случая или любой другой причины. Дата публикации: 2 ноября 2012 г. Дата пересмотра: 3 августа 2015 г. Запишите следующую информацию для гарантийных целей: Где было приобретено: Дата покупки: Серийный номер оборудования: ii
4 СОДЕРЖАНИЕ РАЗДЕЛ 1: ИНСТРУКЦИИ ПО БЕЗОПАСНОСТИ И ПРЕДУПРЕЖДЕНИЯ Основные риски при дуговой сварке Таблица символов стандартов безопасности Обслуживание опасностей Информация по электромагнитным помехам РАЗДЕЛ 2: ВВЕДЕНИЕ Как использовать это руководство Идентификация оборудования Получение описания оборудования Способы транспортировки РАЗДЕЛ 3: БЕЗОПАСНОСТЬ И УСТАНОВКА Характеристики рабочего цикла Окружающая среда Местоположение Высокая частота Введение Высокочастотные помехи Электромагнитная совместимость Вольт-амперные кривые РАЗДЕЛ 4 : ЭКСПЛУАТАЦИЯ Элементы управления, индикаторы и функции источников питания переменного / постоянного тока Режим программирования AC / DC — STICK Режим программирования AC / DC LIFT TIG и HF TIG Защита от короткого замыкания во время сварки Настройка для сварки TIG (GTAW) Настройка для сварки STICK (MMA) РАЗДЕЛ 5 : ТЕОРИЯ РАБОТЫ Конструкция инвертора SECTI ВКЛ 6: УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ Основной поиск и устранение неисправностей — Неисправности источника питания Расширенный поиск неисправностей Испытательное оборудование и инструменты Визуальный осмотр Предварительное измерение шины постоянного тока основной платы инвертора Предварительная проверка главной платы инвертора Проверка главного входного выпрямителя Измерение напряжения шины постоянного тока Разъемы печатной платы
5 СОДЕРЖАНИЕ 6.10 настроек DIP-переключателя, калибровка печатной платы управления Описание основной цепи Схема РАЗДЕЛ 7: ПРОЦЕДУРА РАЗБОРКИ Меры предосторожности при разборке Снятие корпуса Снятие платы управления Снятие печатной платы вспомогательного источника питания 2 Снятие печатной платы 3 Снятие печатной платы 4 Снятие печатной платы 5 Снятие узла передней панели Передняя панель (интерфейс оператора) Печатная плата Снятие печатной платы Снятие задней панели Снятие основной платы питания PCB2 Снятие переключателя питания S1, вентилятора и шнура питания РАЗДЕЛ 8: ПРОЦЕДУРЫ СБОРКИ Установка основной платы питания Установка основной платы питания Установка передней панели Установка задней панели Установка печатной платы Установка печатной платы Установка печатной платы Установка вспомогательного источника питания Печатная плата питания Установка платы управления Корпус для установки РАЗДЕЛ 9: КЛЮЧЕВЫЕ ЗАПЧАСТИ Источник питания ОГРАНИЧЕННАЯ ГАРАНТИЯ И ГАРАНТИЯ
6
7 ИНСТРУКЦИИ И ПРЕДУПРЕЖДЕНИЯ ПО БЕЗОПАСНОСТИ РАЗДЕЛ 1: ИНСТРУКЦИИ И ПРЕДУПРЕЖДЕНИЯ ПО БЕЗОПАСНОСТИ 202 AC / DC! ПРЕДУПРЕЖДЕНИЕ ЗАЩИТИТЕ СЕБЯ И ДРУГИХ ОТ ВОЗМОЖНЫХ СЕРЬЕЗНЫХ ТРАВМ ИЛИ СМЕРТИ.НЕ ДОПУСКАЙТЕ ДЕТЕЙ. НОСИТЕЛИ PACEMAKER НЕ ДОПУСКАЙТЕСЬ ДО КОНСУЛЬТАЦИИ С ВАШИМ ДОКТОРОМ. НЕ ПОТЕРЯЙТЕ ЭТИ ИНСТРУКЦИИ. ПЕРЕД УСТАНОВКОЙ, ЭКСПЛУАТАЦИЕЙ ИЛИ ОБСЛУЖИВАНИЕМ ЭТОГО ОБОРУДОВАНИЯ ПРОЧИТАЙТЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ / ИНСТРУКЦИИ. Сварочные изделия и сварочные процессы могут привести к серьезным травмам или смерти, а также к повреждению другого оборудования или имущества, если оператор не будет строго соблюдать все правила техники безопасности и принять меры предосторожности. Безопасные методы разработаны на основе прошлого опыта использования сварки и резки. Перед использованием этого оборудования необходимо изучить эти методы путем изучения и обучения.Некоторые из этих практик применимы к оборудованию, подключенному к линиям электропередач; другие методы применяются к оборудованию с приводом от двигателя. Лицам, не имеющим обширной подготовки в области сварки и резки, не следует пытаться заниматься сваркой. Правила техники безопасности изложены в Европейском стандарте EN, озаглавленном «Безопасность при сварке и родственных процессах. Часть 2: Электрооборудование». Эта публикация и другие руководства о том, что вам следует изучить перед использованием этого оборудования, перечислены в конце этих мер предосторожности. ВСЕ РАБОТЫ ПО УСТАНОВКЕ, ЭКСПЛУАТАЦИИ, ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ И РЕМОНТУ, ВЫПОЛНЯЕМЫЕ ТОЛЬКО КВАЛИФИЦИРОВАННЫМ ЛИЦОМ.Используйте только исправное оборудование. Немедленно отремонтируйте или замените поврежденные детали. ПРЕДУПРЕЖДЕНИЕ ПОРАЖЕНИЕ ЭЛЕКТРИЧЕСКИМ ТОКОМ может привести к смерти. Прикосновение к токоведущим электрическим частям может вызвать смертельный удар током или серьезные ожоги. Электрод и рабочая цепь находятся под напряжением, когда выход включен. Входная силовая цепь и внутренние цепи машины также находятся под напряжением при включенном питании. При полуавтоматической или автоматической сварке проволокой проволока, катушка с проволокой, корпус приводного ролика и все металлические части, соприкасающиеся со сварочной проволокой, находятся под напряжением. Неправильно установленное или неправильно заземленное оборудование представляет опасность 1.Не прикасайтесь к токоведущим электрическим частям. 2. Надевайте сухие изолирующие перчатки без дырок и средства защиты тела. 3. Изолируйте себя от работы и земли, используя сухие изоляционные коврики или покрытия. 4. Отключите входное питание или остановите двигатель перед установкой или обслуживанием этого оборудования. Заблокируйте выключатель входного питания в разомкнутом состоянии или извлеките линейные предохранители, чтобы случайно не включить питание. 5. Правильно установите и заземлите это оборудование в соответствии с Руководством по эксплуатации, а также национальными, государственными и местными правилами. 6. Выключайте все оборудование, когда оно не используется.Отключите питание оборудования, если оно останется без присмотра или будет выведено из строя. 7. Используйте полностью изолированные держатели электродов. Никогда не окунайте держатель в воду, чтобы охладить, и не кладите его на землю или рабочую поверхность. Не прикасайтесь к держателям, подключенным к двум сварочным аппаратам одновременно, и не прикасайтесь к другим людям держателем или электродом. 8. Не используйте изношенные, поврежденные кабели, кабели недостаточного размера или плохо сращенные. 9. Не оборачивайте кабели вокруг себя. 10. Заземлите заготовку на надежное электрическое (заземление) заземление.11. Не касайтесь электрода, если он находится в контакте с рабочей (заземляющей) цепью. 13. В ограниченном пространстве или во влажных помещениях не используйте сварочный аппарат с выходом переменного тока, если он не оборудован редуктором напряжения. Используйте оборудование с выходом постоянного тока. 14. При работе выше уровня пола надевайте ремни безопасности, чтобы не упасть. 15. Надежно удерживайте все панели и крышки на своих местах. ПРЕДУПРЕЖДЕНИЕ ИЗЛУЧЕНИЯ ДУГИ могут вызвать ожоги глаз и кожи; ШУМ может повредить слух. Лучи дуги в процессе сварки производят сильное тепло и сильные ультрафиолетовые лучи, которые могут обжечь глаза и кожу.Шум от некоторых процессов может повредить слух. 1. Используйте сварочный шлем или сварочную маску с фильтром подходящего оттенка (см. ANSI Z49.1 и AS 1674, перечисленные в Стандартах безопасности), чтобы защитить лицо и глаза во время сварки или наблюдения. 2. Носите утвержденные защитные очки. Рекомендуются боковые щиты. 3. Используйте защитные экраны или барьеры, чтобы защитить других от вспышки и бликов; предупредить других, чтобы они не смотрели дугу. 4. Надевайте защитную одежду из прочного негорючего материала (шерсть и кожа) и защитные средства для ног.5. При высоком уровне шума используйте одобренные беруши или наушники. 6. Никогда не надевайте контактные линзы во время сварки. ВНИМАНИЕ! ДЫМ И ГАЗЫ могут быть опасны для вашего здоровья. При сварке выделяются пары и газы. Вдыхание этих паров и газов может быть опасным для вашего здоровья. 1. Держите голову подальше от дыма. Не вдыхайте пары. Руководство по технике безопасности и предупреждения
8 202 ИНСТРУКЦИИ И ПРЕДУПРЕЖДЕНИЯ ПО БЕЗОПАСНОСТИ AC / DC 2. Находясь внутри, проветрите помещение и / или используйте выхлоп на дуге для удаления сварочного дыма и газов.1. Надевайте одобренную защитную маску или защитные очки. Рекомендуются боковые щиты. 3. Если вентиляция плохая, используйте одобренный респиратор с подачей воздуха. 4. Прочтите паспорта безопасности материалов (MSDS) и инструкции производителя для металлов, расходных материалов, покрытий и чистящих средств. 5. Работайте в замкнутом пространстве только при хорошей вентиляции или в респираторе с подачей воздуха. Защитные газы, используемые для сварки, могут вытеснять воздух, вызывая травмы или смерть. Убедитесь, что воздух для дыхания безопасен. 6. Не выполняйте сварку в местах, близких к операциям обезжиривания, очистки или распыления.Тепло и лучи дуги могут вступать в реакцию с парами с образованием высокотоксичных и раздражающих газов. 7. Не сваривайте металлы с покрытием, такие как гальванизированная, свинцовая или кадмиевая сталь, за исключением случаев, когда покрытие удалено с зоны сварки, эта зона хорошо вентилируется и, если необходимо, надев респиратор с подачей воздуха. Покрытия и любые металлы, содержащие эти элементы, могут выделять токсичные пары при сварке. ВНИМАНИЕ! СВАРКА может вызвать пожар или взрыв. От сварочной дуги разлетаются искры и брызги.Летящие искры и горячий металл, сварочные брызги, горячая деталь и горячее оборудование могут вызвать возгорание и ожоги. Случайный контакт электрода или сварочной проволоки с металлическими предметами может вызвать искры, перегрев или пожар. 1. Защитите себя и других от летящих искр и горячего металла. 2. Не выполняйте сварку в местах, где летящие искры могут поразить горючий материал. 3. Удалите все легковоспламеняющиеся вещества в пределах 35 футов (10,7 м) от сварочной дуги. Если это невозможно, плотно накройте их одобренными крышками. 4. Имейте в виду, что сварочные искры и горячие материалы при сварке могут легко пройти через небольшие трещины и отверстия в прилегающие области.5. Следите за возгоранием и держите поблизости огнетушитель. 6. Имейте в виду, что сварка потолка, пола, перегородки или перегородки может вызвать возгорание на скрытой стороне. 7. Не сваривайте закрытые емкости, такие как цистерны или бочки. 8. Подсоедините рабочий кабель к изделию как можно ближе к зоне сварки, чтобы сварочный ток не проходил по длинным, возможно неизвестным путям и не мог вызвать поражение электрическим током и опасность возгорания. 9. Не используйте сварочный аппарат для размораживания замерзших труб. 10. Выньте стержневой электрод из держателя или отрежьте сварочную проволоку у контактного наконечника, когда он не используется.2. Для защиты кожи используйте соответствующие средства защиты тела. ВНИМАНИЕ! ЦИЛИНДРЫ могут взорваться при повреждении. Баллоны с защитным газом содержат газ под высоким давлением. При повреждении баллон может взорваться. Поскольку газовые баллоны обычно являются частью процесса сварки, обращайтесь с ними осторожно. 1. Защищайте баллоны со сжатым газом от чрезмерного нагрева, механических ударов и дуг. 2. Установите и закрепите цилиндры в вертикальном положении, прикрепив их цепью к стационарной опоре или стойке для цилиндров оборудования, чтобы предотвратить падение или опрокидывание.3. Держите цилиндры вдали от сварочных или других электрических цепей. 4. Никогда не допускайте соприкосновения сварочного электрода с каким-либо цилиндром. 5. Используйте только подходящие баллоны с защитным газом, регуляторы, шланги и фитинги, предназначенные для конкретного применения; поддерживайте их и связанные с ними детали в хорошем состоянии. 6. При открытии клапана баллона поверните лицевую сторону от выпускного отверстия клапана. 7. Не снимайте защитный колпачок над клапаном, за исключением случаев, когда баллон используется или подсоединен для использования. 8. Прочтите и следуйте инструкциям по баллонам со сжатым газом, сопутствующему оборудованию и публикации CGA P-1, перечисленным в Стандартах безопасности.ПРЕДУПРЕЖДЕНИЕ ДВИЖУЩИЕСЯ ЧАСТИ могут причинить травму. Движущиеся части, такие как вентиляторы, роторы и ремни, могут порезать пальцы и руки и зацепить свободную одежду. 1. Держите все двери, панели, крышки и ограждения закрытыми и надежно закрепленными. 2. Остановите двигатель перед установкой или подключением агрегата. 3. Поручите только квалифицированным специалистам снимать ограждения или крышки для технического обслуживания и устранения неисправностей, если это необходимо. 4. Во избежание случайного запуска во время обслуживания отсоедините отрицательный (-) кабель аккумулятора от аккумулятора. 5. Держите руки, волосы, свободную одежду и инструменты подальше от движущихся частей.6. Установите на место панели или ограждения и закройте двери по окончании обслуживания и перед запуском двигателя. ВНИМАНИЕ! ЛЕТУЩИЕ ИСКРЫ И ГОРЯЧИЙ МЕТАЛЛ могут стать причиной травм. Выкрашивание и шлифование вызывают вылетание металла. Когда сварные швы остынут, они могут сбросить шлак. Инструкции и предупреждения по безопасности 1-2 Руководство
9 ИНСТРУКЦИИ И ПРЕДУПРЕЖДЕНИЯ ПО БЕЗОПАСНОСТИ 202 AC / DC AWS F2.2: 2001 (R2010), адаптировано с разрешения Американского общества сварки (AWS), Майами, Флорида. SMAW) Газовая дуговая сварка (GMAW) и порошковая сварка (FCAW) Газовая дуговая сварка вольфрамовым электродом (GTAW) Дуговая резка на воздухе угольным газом (CAC-A) Плазменно-дуговая сварка (PAW) Плазменная дуговая резка (PAC) Руководство по номерам цветов электродов Размер в.(мм) Менее 3/32 (2,4) 3 / 32-5 / 32 () 5 / 32-1 / 4 () Более 1/4 (6,4) (Легкая) (Сильная) Ток дуги (А) Менее Меньше Меньше Меньше Меньше Меньше Меньше Минимального Рекомендуемого защитного оттенка * От № оттенка (Комфорт) до * Как правило, начинайте с оттенка, который слишком темный, чтобы видеть зону сварного шва. Затем перейдите к более светлому оттенку, который обеспечивает достаточный обзор зоны сварного шва, не опускаясь ниже минимума. При газокислородной сварке, резке или пайке, когда горелка и / или флюс излучают ярко-желтый свет, желательно использовать линзу с фильтром, которая поглощает желтую или натриевую линию видимого светового спектра. Руководство по технике безопасности и предупреждения
10 202 ИНСТРУКЦИИ И ПРЕДУПРЕЖДЕНИЯ ПО БЕЗОПАСНОСТИ AC / DC! ВНИМАНИЕ! При использовании этого продукта для сварки или резки выделяются пары или газы, содержащие химические вещества, которые, как известно в штате Калифорния, вызывают врожденные дефекты и, в некоторых случаях, рак.(Кодекс здравоохранения и безопасности штата Калифорния Sec et seq.) ПРИМЕЧАНИЕ. Замечания о сварке и влиянии низкочастотных электрических и магнитных полей. Ниже приводится цитата из Секции общих выводов Конгресса США, Управления оценки технологий, биологических эффектов частоты электропитания. Электрические и магнитные поля — справочный документ, OTA-BP-E-63 (Вашингтон, округ Колумбия: типография правительства США, май 1989 г.): … в настоящее время существует очень большой объем научных результатов, основанных на экспериментах на клеточном уровне и из исследований с животными и людьми, которые четко установили, что низкочастотные магнитные поля взаимодействуют с биологическими системами и вызывают изменения в них.Хотя большая часть этой работы выполнена очень высокого качества, результаты неоднозначны. Современное научное понимание еще не позволяет нам интерпретировать доказательства в единой согласованной структуре. Что еще более неприятно, это еще не позволяет нам делать определенные выводы по вопросам возможного риска или предлагать четкие научно обоснованные советы по стратегиям минимизации или предотвращения потенциальных рисков. Чтобы уменьшить магнитные поля на рабочем месте, используйте следующие процедуры. 1. Держите кабели близко друг к другу, скручивая или заклеивая их лентой.2. Разложите кабели сбоку от оператора. 3. Не наматывайте и не накручивайте кабель вокруг тела. 4. Держите источник сварочного тока и кабели как можно дальше от тела. Основные стандарты безопасности при сварке и резке, стандарт ANSI Z49.1, Американское общество сварщиков, 550 N.W. LeJeune Rd., Майами, Флорида Стандарты безопасности и здоровья, OSHA 29 CFR 1910, от суперинтенданта документации, Типография правительства США, Вашингтон, округ Колумбия. Рекомендуемые меры безопасности при подготовке к сварке и резке контейнеров, содержащих опасные вещества, American Welding Стандарт общества AWS F4.1, от Американского общества сварки, 550 N.W. LeJeune Rd., Майами, Флорида, Национальный электротехнический кодекс, стандарт 70 NFPA, от Национальной ассоциации противопожарной защиты, Batterymarch Park, Куинси, Массачусетс. Безопасное обращение со сжатыми газами в баллонах, CGA Pamphlet P-1, от Compressed Gas Association, 1235 Jefferson Davis Highway , Suite 501, Arlington, VA Code for Safety in Welding and Cutting, CSA Standard W117.2, from Canadian Standards Association, Standards Sales, 178 Rexdale Boulevard, Rexdale, Ontario, Canada M9W 1R3.Безопасные методы защиты глаз и лица на рабочем месте и в образовании, Стандарт ANSI Z87.1, от Американского национального института стандартов, 1430 Бродвей, Нью-Йорк, Нью-Йорк, процессы резки и сварки, Стандарт 51B NFPA, от Национальной ассоциации противопожарной защиты, Бэттеримарч Парк, Куинси MA Безопасность при сварке и родственных процессах Часть 1: Меры противопожарной безопасности, AS от SAI Global Limited, Безопасность при сварке и родственных процессах Часть 2: Электрооборудование, AS от SAI Global Limited, Фильтры для защиты глаз — Фильтры для защиты от излучения, генерируемого при сварке и сопутствующие операции AS / NZS: 1992 от SAI Global Limited, О ПРОИЗВОДИТЕЛЯХ: Вышеуказанные процедуры входят в число тех, которые также обычно рекомендуются для пользователей кардиостимуляторов.Проконсультируйтесь с врачом для получения полной информации. Инструкции по безопасности и предупреждения 1-4 Руководство
11 ИНСТРУКЦИИ ПО БЕЗОПАСНОСТИ И ПРЕДУПРЕЖДЕНИЯ 1.03 Таблица символов 202 AC / DC Обратите внимание, что на вашей модели будут отображаться только некоторые из этих символов. ВКЛ. Функция однофазной подачи проволоки ВЫКЛ. Трехфазная подача проволоки к заготовке при отключенном выходном напряжении. Опасное напряжение Трехфазный статический преобразователь частоты — Сварочная горелка трансформатор-выпрямитель Увеличение / уменьшение Дистанционная продувка газового выключателя Вспомогательная мощность переменного тока X% Продолжительность рабочего цикла в процентах Режим непрерывной сварки Режим точечной сварки Панель предохранителей / местный t Время точки Точечная сварка дуговой сваркой металла (SMAW) ) t1 Время предварительной подачи Напряжение Газовая дуговая сварка металла (GMAW) t2 Время продувки Герц (циклов / сек) Частота Газовая дуговая сварка вольфрамовым электродом (GTAW) Дуговая резка на воздухе (CAC-A) 2-тактный триггер Нажмите, чтобы начать подачу проволоки и сварку, отпустите остановиться.Отрицательный положительный постоянный ток Постоянное напряжение или постоянный потенциал. 4-х ступенчатый триггер. Нажмите и удерживайте для предварительной подачи, отпустите для зажигания дуги. Нажмите, чтобы остановить дугу, и удерживайте для предварительной подачи. Постоянный ток (DC) Высокая температура t Время отжига Защитное заземление Индикация неисправности IPM Дюймов в минуту Сила дуги в линии MPM Метров в минуту Подключение к линии Сенсорный пуск (GTAW) S См. Примечание Переменная индуктивность вспомогательного питания См. Примечание Номинал розетки 115 В 15 А — вспомогательный Power V Входное напряжение Импульсная сварка Art # A-10663_AB Инструкции по технике безопасности и предупреждения
12 202 ИНСТРУКЦИИ И ПРЕДУПРЕЖДЕНИЯ ПО БЕЗОПАСНОСТИ AC / DC 1.04 Опасности при обслуживании! ВНИМАНИЕ! Показанные ниже символы используются в данном руководстве для привлечения внимания и обозначения возможных опасностей. Когда вы видите символ, будьте осторожны и следуйте соответствующим инструкциям, чтобы избежать опасности. Только квалифицированный персонал должен проверять, обслуживать и ремонтировать это устройство. Только квалифицированный персонал должен проверять, обслуживать и ремонтировать это устройство. ПОРАЖЕНИЕ ЭЛЕКТРИЧЕСКИМ ТОКОМ может убить. ПРЕДУПРЕЖДЕНИЕ Не прикасайтесь к токоведущим частям. Выключите источник сварочного тока и механизм подачи проволоки, а также отключите и заблокируйте входное питание с помощью сетевого выключателя, автоматических выключателей или вынув вилку из розетки, или остановите двигатель перед обслуживанием, если процедура специально не требует наличия блока под напряжением.Изолируйте себя от земли, стоя или работая на сухих изоляционных матах, достаточно больших, чтобы предотвратить контакт с землей. Не оставляйте живое устройство без присмотра. Если для этой процедуры требуется установка под напряжением, только персонал, знакомый со стандартными правилами техники безопасности и соблюдающий их, должен выполнять эту работу. При тестировании живого юнита используйте метод одной руки. Не засовывайте обе руки внутрь устройства. Держите одну руку свободной. Перед перемещением источника сварочного тока отсоедините входные силовые провода от обесточенной линии питания. ЗНАЧИТЕЛЬНОЕ НАПРЯЖЕНИЕ ПОСТОЯННОГО ТОКА существует после прекращения подачи питания на инверторы.Выключите инверторы, отключите входное питание и разрядите входные конденсаторы в соответствии с инструкциями в разделе «Поиск и устранение неисправностей», прежде чем прикасаться к каким-либо частям. ПРЕДУПРЕЖДЕНИЕ СТАТИЧЕСКОЕ СОСТОЯНИЕ (ESD) может повредить печатные платы. ПЕРЕД тем, как брать в руки платы или детали, наденьте заземленный браслет. Используйте соответствующие антистатические пакеты и коробки для хранения, перемещения или транспортировки печатных плат. ВНИМАНИЕ! ЛЕТУЩИЙ МЕТАЛЛ или ГРЯЗЬ могут повредить глаза. Во время обслуживания надевайте защитные очки с боковыми щитками или маску. Будьте осторожны, чтобы не закоротить металлические инструменты, детали или провода во время тестирования и обслуживания.ПРЕДУПРЕЖДЕНИЕ. ГОРЯЧИЕ ДЕТАЛИ могут вызвать сильные ожоги. Не прикасайтесь к горячим частям голыми руками. Прежде чем приступить к работе с оборудованием, дайте ему остыть. Для работы с частями, а не с частями, используйте соответствующие инструменты и / или надевайте тяжелые изолированные сварочные перчатки и одежду, чтобы предотвратить ожоги. ВНИМАНИЕ! ВЗРЫВЧАТЫЕ ДЕТАЛИ могут стать причиной травм. Неисправные детали могут взорваться или вызвать взрыв других деталей при подаче питания на инверторы. При обслуживании инверторов всегда надевайте защитную маску и длинные рукава. ОПАСНОСТЬ ПОРАЖЕНИЯ ТОКОМ из-за испытаний. ПРЕДУПРЕЖДЕНИЕ Выключите источник сварочного тока и механизм подачи проволоки или остановите двигатель перед подключением или заменой соединений проводов измерителя.Используйте кабель длиной не менее одного метра с самоудерживающимся пружинным зажимом, например зажимом типа «крокодил». Прочтите инструкции к испытательному оборудованию. ПАДЕНИЕ УСТРОЙСТВА может привести к травмам. ВНИМАНИЕ! Используйте подъемную проушину только для подъема агрегата, а НЕ ходовой части, газовых баллонов или любых других принадлежностей. Для подъема и поддержки агрегата используйте оборудование соответствующей грузоподъемности. При использовании подъемных вил для перемещения агрегата убедитесь, что вилы достаточно длинные, чтобы выходить за пределы противоположной стороны агрегата. ПРЕДУПРЕЖДЕНИЕ Опасность пожара или взрыва. Не размещайте устройство на горючих поверхностях, над ними или рядом с ними.Не обслуживайте устройство рядом с легковоспламеняющимися материалами. ПРЕДУПРЕЖДЕНИЕ ДВИЖУЩИЕСЯ ЧАСТИ могут нанести травму. Держитесь подальше от движущихся частей, таких как вентиляторы. Держитесь подальше от точек защемления, например приводных роликов. Поручите только квалифицированному персоналу снимать двери, панели, крышки или ограждения для обслуживания, если это необходимо. Держите руки, волосы, свободную одежду и инструменты подальше от движущихся частей. Инструкции по технике безопасности и предупреждения 1-6 Руководство
13 ИНСТРУКЦИИ И ПРЕДУПРЕЖДЕНИЯ ПО БЕЗОПАСНОСТИ Установите на место двери, панели, крышки или ограждения после завершения технического обслуживания и перед повторным включением входного питания.ПРЕДУПРЕЖДЕНИЕ МАГНИТНЫЕ ПОЛЯ могут повлиять на имплантированные медицинские устройства. Пользователи кардиостимуляторов и других имплантированных медицинских устройств должны держаться подальше от зон обслуживания до консультации со своим врачом и производителем устройства. ПРЕДУПРЕЖДЕНИЕ ПЕРЕГРУЗКА может вызвать ПЕРЕГРЕВ. Дать период охлаждения; соблюдать номинальный рабочий цикл. Уменьшите ток или уменьшите рабочий цикл, прежде чем снова начать сварку. Не блокируйте и не фильтруйте поток воздуха к устройству. ПРЕДУПРЕЖДЕНИЕ ВЧ ИЗЛУЧЕНИЕ может вызывать помехи. Высокие частоты (HF) могут создавать помехи радионавигации, службам безопасности, компьютерам и коммуникационному оборудованию.Поручите только квалифицированным лицам, знакомым с установкой, тестированием и обслуживанием электронного оборудования, производящих высокочастотное оборудование. Пользователь несет ответственность за то, чтобы квалифицированный электрик незамедлительно устранял любые помехи, возникающие в результате установки. Если Федеральная комиссия по связи получила уведомление о помехах, немедленно прекратите использование оборудования. Регулярно проверяйте и обслуживайте установку. Держите дверцы и панели высокочастотных источников плотно закрытыми, сохраняйте правильную настройку искровых промежутков и используйте заземление и экранирование, чтобы свести к минимуму возможность помех Информация об ЭМП 202 Соображения переменного / постоянного тока при сварке и влиянии низкочастотных электрических и магнитных полей Сварочный ток , протекая через сварочные кабели, вызывает электромагнитные поля.Некоторые опасения по поводу таких месторождений были и остаются. Однако после изучения более 500 исследований, охватывающих 17 лет исследований, специальный комитет Национального исследовательского совета пришел к выводу, что: совокупность доказательств, по мнению комитета, не продемонстрировала, что воздействие электрических и магнитных полей промышленной частоты полей представляет опасность для здоровья человека. Однако исследования все еще продолжаются, и доказательства продолжают изучаться. Пока не будут сделаны окончательные выводы исследования, вы можете минимизировать воздействие электромагнитных полей при сварке или резке.Чтобы уменьшить магнитные поля на рабочем месте, используйте следующие процедуры: 1. Держите кабели близко друг к другу, скручивая или заклеивая их лентой, или используя крышку кабеля. 2. Разложите кабели сбоку от оператора. 3. Не наматывайте и не накручивайте кабели вокруг своего тела. 4. Держите источник сварочного тока и кабели как можно дальше от оператора. 5. Подсоедините рабочий зажим к заготовке как можно ближе к сварному шву. Об имплантированных медицинских устройствах: Пользователи имплантированных медицинских устройств должны проконсультироваться со своим врачом и производителем устройства перед выполнением или приближением к дуговой сварке, точечной сварке, строжке, плазменной резке или индукционному нагреву.Если это разрешено вашим доктором, то рекомендуется следовать вышеуказанным процедурам. ПРОЧИТАЙТЕ ИНСТРУКЦИИ.! ВНИМАНИЕ! Используйте буклет для испытаний (номер детали) при обслуживании этого устройства. Меры предосторожности при сварке см. В Руководстве пользователя. Используйте только оригинальные запасные части от производителя. Руководство по технике безопасности и предупреждения
14 202 ИНСТРУКЦИИ И ПРЕДУПРЕЖДЕНИЯ ПО БЕЗОПАСНОСТИ AC / DC Примечания Указания по безопасности и предупреждения 1-8 Руководство
15 ВВЕДЕНИЕ 2.01 Как пользоваться данным руководством Чтобы обеспечить безопасную работу, прочтите все руководство, включая главу с инструкциями по технике безопасности и предупреждениями. В данном руководстве могут встречаться слова ПРЕДУПРЕЖДЕНИЕ, ВНИМАНИЕ и ПРИМЕЧАНИЕ. Обратите особое внимание на информацию, представленную под этими заголовками. Эти специальные аннотации легко распознать :! ПРЕДУПРЕЖДЕНИЕ РАЗДЕЛ 2: ВВЕДЕНИЕ 2.03 Получение оборудования 202 AC / DC При получении оборудования сверьте его со счетом-фактурой, чтобы убедиться, что он комплектный, и осмотрите оборудование на предмет возможных повреждений при транспортировке.Если есть какие-либо повреждения, немедленно сообщите об этом перевозчику, чтобы подать претензию. Предоставьте полную информацию, касающуюся претензий о возмещении ущерба или ошибок при доставке, по месту вашего проживания, указанному на внутренней стороне задней обложки данного руководства. Включите все идентификационные номера оборудования, как описано выше, вместе с полным описанием неисправных частей. Предоставляет информацию о возможных травмах. Предупреждения будут заключены в такую рамку. ВНИМАНИЕ! Указывает на возможное повреждение оборудования. Предупреждения будут выделены жирным шрифтом.ПРИМЕЧАНИЕ Предлагает полезную информацию о некоторых рабочих процедурах. Примечания будут выделены курсивом. Вы также заметите значки из раздела безопасности, появляющиеся по всему руководству. Они должны сообщить вам об определенных типах опасностей или предостережениях, связанных с частью следующей информации. Некоторые из них могут иметь несколько возможных опасностей и выглядеть примерно так: 2.02 Идентификация оборудования Идентификационный номер устройства (спецификация или номер детали), модель и серийный номер обычно указываются на паспортной табличке, прикрепленной к машине.Оборудование, которое не имеет паспортной таблички, прикрепленной к машине, идентифицируется только по спецификации или номеру детали, напечатанному на транспортной таре. Запишите эти числа для использования в будущем. Описание Thermal Arc 202 AC / DC — это однофазный инвертор для сварки постоянным током, способный выполнять сварочные процессы MMA (Stick), GTAW (HF TIG) и GTAW (Lift TIG). Устройство оснащено цифровыми измерителями силы тока и напряжения, а также множеством других функций, чтобы полностью удовлетворить широкие эксплуатационные потребности современного пользователя.Аппарат также полностью соответствует европейским стандартам EN и IEC. 202 AC / DC обеспечивает отличные сварочные характеристики в широком диапазоне применений при использовании с правильными сварочными материалами и процедурами. Следующие инструкции подробно описывают, как правильно и безопасно настроить машину, и дают рекомендации по достижению максимальной эффективности и качества от источника питания. Пожалуйста, внимательно прочтите эти инструкции перед использованием устройства. Способы транспортировки! Перед перемещением источника сварочного тока отсоедините входные силовые провода от обесточенной линии питания.Подъемный блок с ручкой в верхней части корпуса. Используйте ручную тележку или подобное приспособление достаточной вместимости. При использовании вилочного погрузчика перед транспортировкой закрепите устройство на подходящей опоре. Введение в руководство
16 202 AC / DC ВВЕДЕНИЕ Примечания Введение 2-2 Руководство
17 БЕЗОПАСНОСТЬ И УСТАНОВКА 3.01 Рабочий цикл РАЗДЕЛ 3: БЕЗОПАСНОСТЬ И УСТАНОВКА 202 AC / DC Номинальный рабочий цикл источника сварочного тока является заявлением время его работы при номинальном выходном сварочном токе без превышения температурных пределов изоляции компонентов.Для объяснения 10-минутного рабочего цикла используется следующий пример. Предположим, что источник сварочного тока спроектирован для работы при рабочем цикле 20%, токе 200 ампер и напряжении 18,0 вольт. Это означает, что он был разработан и изготовлен для обеспечения номинальной силы тока (200 А) в течение 2 минут, то есть времени дуговой сварки, из каждых 10 минут (20% от 10 минут составляет 2 минуты). В течение остальных 8 минут 10-минутного периода источник сварочного тока должен бездействовать и дать ему остыть. Термовыключатель сработает при превышении рабочего цикла.Рабочий цикл 100 (ПРОЦЕНТЫ) MMA (STICK) БЕЗОПАСНАЯ РАБОЧАЯ ОБЛАСТЬ (TIG & STICK) 202 AC / DC GTAW (TIG) Сварочный ток (AMPS) Рисунок 3-1: Рабочий цикл 202 AC / DC A Руководство по безопасности и установке
18 БЕЗОПАСНОСТЬ И УСТАНОВКА 202 AC / DC 3.02 Технические характеристики Описание Thermal Arc 202 AC / DC Номер детали Вт Масса источника питания 22 кг Размеры источника питания В 400 мм x Ш 240 мм x Г 475 мм Охлаждающий вентилятор Охлаждаемый сварочный аппарат Тип Источник питания Инвертор Европейские стандарты EN / IEC Количество Фазы 1 Номинальное напряжение питания 230 В +/- 15% Номинальная частота питания 50/60 Гц Диапазон сварочного тока (режим DC STICK) A Диапазон сварочного тока (режим DC TIG) A Эффективный входной ток (I1eff) (примечание 1) STICK TIG 15.5A 14,1A Максимальный входной ток (I1max) STICK TIG 34,9A 32,4A Требования к однофазному генератору (примечание 2) Выходная мощность при сварке STICK (MMA) 9,5 кВА, 40 ° C, 10 мин. Мощность сварки TIG (GTAW), 40ºC, 10 мин. Напряжение холостого хода Класс защиты Таблица 3-1: Спецификация 202 AC / DC ПРИМЕЧАНИЕ 15%, 26,8 В 60%, 24,0 В 100%, 23,2 В 20%, 18 В 60%, 14,6 В 100%, 13,6 В 70,3 В постоянного тока / 50 VAC IP23S Примечание 1: Эффективный входной ток следует использовать для определения размера кабеля и требований к питанию. Примечание 2: Требования к генератору при максимальном рабочем цикле выходной мощности.Примечание 3: для этого применения рекомендуются предохранители для запуска двигателя или тепловые выключатели. Ознакомьтесь с местными требованиями для вашей ситуации в этом отношении. В связи с вариациями, которые могут иметь место в изготовленных изделиях, заявленные характеристики, напряжения, номинальные значения, все емкости, размеры, размеры и вес являются приблизительными. Достижимые мощности и номинальные параметры при использовании и эксплуатации будут зависеть от правильной установки, использования, применения, технического обслуживания и ремонта. Безопасность и установка 3-2 Руководство
19 БЕЗОПАСНОСТЬ И УСТАНОВКА 3.03 Окружающая среда 202 AC / DC Этот аппарат не предназначен для использования в среде с повышенной опасностью поражения электрическим током, как указано в EN. При использовании устройства в среде с повышенной опасностью поражения электрическим током могут потребоваться дополнительные меры безопасности. Пожалуйста, ознакомьтесь с соответствующими местными стандартами для получения дополнительной информации перед использованием в таких областях. A. В местах, где свобода передвижения ограничена, так что оператор вынужден выполнять работу в стесненном положении (на коленях, сидя или лежа) с физическим контактом с проводящими частями.B. В местах, которые полностью или частично ограничены токопроводящими элементами и в которых существует высокий риск неизбежного или случайного контакта со стороны оператора. C. Во влажных или влажных жарких местах, где влажность или пот значительно снижает сопротивление кожи человеческого тела и изоляционные свойства аксессуаров. К средам с повышенной опасностью поражения электрическим током не относятся места, где электрически проводящие части в непосредственной близости от оператора, которые могут вызвать повышенную опасность, были изолированы. влага и пыль.Температура окружающей среды от -10 C до 40 C (от 14 F до 104 F). В местах, свободных от масла, пара и агрессивных газов. В местах, не подверженных чрезмерной вибрации или ударам. В местах, не подверженных воздействию прямых солнечных лучей или дождя. Размещайте на расстоянии 300 мм (12) или более от стен или подобных предметов, которые могут ограничивать естественный поток воздуха для охлаждения.Конструкция корпуса этого источника питания соответствует требованиям IP23S, как указано в EN. Это обеспечивает адекватную защиту от твердых предметов (более 12 мм). ), а также прямая защита от вертикальных падений.Ни при каких обстоятельствах устройство не должно эксплуатироваться или подключаться в микросреде, которая будет превышать указанные условия. Для получения дополнительной информации см. EN. Необходимо принять меры предосторожности против опрокидывания источника питания. При использовании источник питания должен располагаться на подходящей горизонтальной поверхности в вертикальном положении.! ВНИМАНИЕ! Компания Thermal Arc рекомендует, чтобы это оборудование выполнял квалифицированный электрик. Высокочастотное введение. Важность правильной установки высокочастотного сварочного оборудования невозможно переоценить.Помехи из-за высокочастотной инициированной или стабилизированной дуги почти всегда связаны с неправильной установкой. Следующая информация предназначена в качестве руководства для персонала, устанавливающего аппараты для высокочастотной сварки.! ПРЕДУПРЕЖДЕНИЕ ВЗРЫВООПАСНОСТЬ Высокочастотная секция этого устройства имеет выход, аналогичный радиопередатчику. ЗАПРЕЩАЕТСЯ использовать машину в непосредственной близости от взрывных работ из-за опасности преждевременного возгорания. Руководство по технике безопасности и установке
20 202 БЕЗОПАСНОСТЬ И УСТАНОВКА AC / DC! ПРЕДУПРЕЖДЕНИЕ КОМПЬЮТЕР. Также возможно, что работа рядом с компьютерными установками может вызвать сбои в работе компьютера. Высокочастотные помехи. Помехи могут передаваться через высокочастотный сварочный аппарат с инициированием или стабилизацией дуговой сварки следующими способами.1. Прямое излучение: излучение от машины может возникнуть, если корпус металлический и не заземлен должным образом. Это может произойти через отверстия, такие как панели с открытым доступом. Экранирование высокочастотного блока в источнике питания предотвратит прямое излучение, если оборудование правильно заземлено. 2. Передача через провод питания: без надлежащего экранирования и фильтрации высокочастотная энергия может подаваться на проводку внутри установки (сети) посредством прямого подключения. Затем энергия передается за счет излучения и теплопроводности.В источнике питания предусмотрены соответствующие экранирование и фильтрация. 3. Излучение от сварочных проводов: Излучение от сварочных проводов, хотя и заметно в непосредственной близости от выводов, быстро уменьшается с расстоянием. Использование как можно более коротких выводов минимизирует этот тип помех. По возможности следует избегать зацикливания и подвешивания проводов. 4. Повторное излучение от незаземленных металлических предметов. Основным фактором, способствующим возникновению помех, является повторное излучение от незаземленных металлических предметов, находящихся вблизи сварочных проводов.Эффективное заземление таких объектов предотвратит повторное излучение в большинстве случаев. Электромагнитная совместимость ПРЕДУПРЕЖДЕНИЕ. При использовании данного источника сварочного тока в домашних условиях могут потребоваться дополнительные меры по обеспечению электромагнитной совместимости. A. Установка и использование — ответственность пользователей Пользователь несет ответственность за установку и использование сварочного оборудования в соответствии с инструкциями производителя. В случае обнаружения электромагнитных помех пользователь сварочного оборудования несет ответственность за разрешение ситуации с технической помощью производителя.В некоторых случаях это корректирующее действие может быть таким же простым, как заземление сварочной цепи, см. ПРИМЕЧАНИЕ ниже. В других случаях это может включать создание электромагнитного экрана, закрывающего источник сварочного тока и работу, вместе с соответствующими входными фильтрами. Во всех случаях электромагнитные помехи должны быть уменьшены до такой степени, что они больше не вызывают проблем. П р и м е ч а н и е — Сварочная цепь может быть заземлена или не заземлена по соображениям безопасности. Изменение схемы заземления должно быть санкционировано только лицом, компетентным оценить, повысят ли эти изменения риск травмы, e.грамм. за счет обеспечения параллельных обратных путей сварочного тока, которые могут повредить цепи заземления другого оборудования. Дальнейшие указания приведены в документе «Оборудование для дуговой сварки IEC — Установка и использование» (в стадии подготовки). B. Оценка зоны Перед установкой сварочного оборудования пользователь должен оценить потенциальные электромагнитные проблемы в окружающей зоне. Следует учитывать следующее. 1. Прочие кабели питания, кабели управления, сигнальные и телефонные кабели; сверху, снизу и рядом со сварочным оборудованием.2. Радио- и телевизионные передатчики и приемники. 3. Компьютерное и другое контрольное оборудование. 4. Оборудование, критически важное для безопасности, например охрана промышленного оборудования. 5. Здоровье окружающих, например использование кардиостимуляторов и слуховых аппаратов. 6. Оборудование, используемое для калибровки и измерения. 7. Время суток, в которое должны проводиться сварочные или другие работы. 8. Помехоустойчивость другого оборудования в окружающей среде: пользователь должен убедиться, что другое оборудование, используемое в окружающей среде, совместимо: это может потребовать дополнительных мер защиты.Рассматриваемый размер прилегающей территории будет зависеть от конструкции здания и других выполняемых действий. Прилегающая территория может выходить за пределы помещения. Безопасность и установка 3-4 Руководство
21 БЕЗОПАСНОСТЬ И УСТАНОВКА C. Методы снижения электромагнитного излучения 202 AC / DC 1. Электропитание Сварочное оборудование следует подключать к электросети в соответствии с рекомендациями производителя.В случае возникновения помех может потребоваться принятие дополнительных мер, например фильтрация сетевого питания. Следует рассмотреть возможность экранирования кабеля питания стационарно установленного сварочного оборудования металлическим кабелепроводом или его эквивалентом. Экранирование должно быть электрически непрерывным по всей длине. Экран должен быть подключен к источнику сварочного тока так, чтобы между кабелепроводом и корпусом источника сварочного тока поддерживался хороший электрический контакт. 2. Техническое обслуживание сварочного оборудования. Сварочное оборудование следует регулярно обслуживать в соответствии с рекомендациями производителя.Все дверцы и крышки для доступа и обслуживания должны быть закрыты и должным образом закреплены во время работы сварочного оборудования. Сварочное оборудование нельзя модифицировать каким-либо образом, за исключением тех изменений и настроек, которые указаны в инструкциях производителя. В частности, искровые промежутки устройств зажигания и стабилизации дуги следует регулировать и поддерживать в рабочем состоянии в соответствии с рекомендациями производителя. 3. Сварочные кабели Сварочные кабели должны быть как можно короче и располагаться близко друг к другу, проходя на уровне или рядом с уровень пола.4. Эквипотенциальное соединение Следует рассмотреть возможность соединения всех металлических компонентов сварочной установки и прилегающих к ней. Однако металлические компоненты, прикрепленные к обрабатываемой детали, увеличивают риск того, что оператор может получить электрический ток, одновременно коснувшись металлических компонентов и электрода. Оператор должен быть изолирован от всех таких металлических компонентов. 5. Заземление заготовки. Если заготовка не соединена с землей в целях электробезопасности или не связана с землей из-за своего размера и положения, e.грамм. Корпус судна или строительные стальные конструкции, соединение, связывающее обрабатываемую деталь с землей, может снизить выбросы в некоторых, но не во всех случаях. Следует проявлять осторожность, чтобы заземление обрабатываемой детали не увеличивало риск травмирования пользователей или повреждения другого электрического оборудования. При необходимости соединение заготовки с землей должно выполняться прямым подключением к заготовке, но в некоторых странах, где прямое подключение не разрешено, соединение должно осуществляться с помощью подходящей емкости, выбранной в соответствии с национальными правилами.6. Экранирование и экранирование Селективное экранирование и экранирование других кабелей и оборудования в окружающей среде может уменьшить проблемы помех. Для специальных применений можно рассмотреть возможность экранирования всей сварочной установки. Руководство по технике безопасности и установке
22 202 БЕЗОПАСНОСТЬ И УСТАНОВКА AC / DC 3.08 Кривые напряжение-сила тока Кривые напряжение-сила тока показывают максимальное выходное напряжение и силу тока источника сварочного тока. Кривые других настроек находятся между показанными кривыми Выходное напряжение переменного / постоянного тока (вольт) Сварочный ток TIG STICK (AMPS) A Рисунок 3-2: 202 вольт-амперных кривых переменного / постоянного тока Безопасность и установка 3-6 Руководство
23 УСТАНОВКА / НАСТРОЙКА РАЗДЕЛ 4: УСТАНОВКА, ЭКСПЛУАТАЦИЯ И НАСТРОЙКА Элементы управления, индикаторы и функции источника питания переменного / постоянного тока ИНВЕРТОР переменного / постоянного тока РЕЖИМ постоянного / переменного тока ИМПУЛЬСНАЯ ПРОДУВКА t1 Предварительный расход потока Горячий запуск Горячий старт Iz Начальный начальный ток AC FREQUENCY A Amps Up Slope Is Базовый ток Базовый ток Пиковый ток I1 Высокий ток w Ток в канале I2 Ширина Ширина f Низкая частота тока Частота В Вольт Спуск вниз Наклон Ie Кратерный ток Ток ВОЛНА БАЛАНС БАЛАНСА ВОЛНЫ (СИЛА ДУГИ) СИЛА ДУГИ НАПРЯЖЕНИЯ В СЕКУНД ПРОЦЕНТОВ% (%) ЧАСТОТА Гц (Гц) ПРОЦЕСС Поток после окончания процесса t2 TRIGGER POWER FAULT LIFT TIG HF HF TIG STICK 2T 2TNORMAL 4T 4TLATCH BACK Инвертор 200AC / DC ПОРТАТИВНАЯ СВАРОЧНАЯ МАШИНА ВПЕРЕД WeldSkill Art # A-11403_AC Рисунок 4-1: 202 Элементы управления AC / DC, Индикаторы и функции на передней панели 20 ВКЛ ВЫКЛ A Рисунок 4-2: Задняя панель Руководство УСТАНОВКА, ЭКСПЛУАТАЦИЯ И НАСТРОЙКА
24 УСТАНОВКА / НАСТРОЙКА 202 ПРЕОБРАЗОВАТЕЛЬ ПЕРЕМЕННОГО / ПОСТОЯННОГО ТОКА 1.Положительный сварочный зажим Положительный сварочный зажим. Сварочный ток течет от источника питания через усиленные клеммы байонетного типа. Однако важно, чтобы вилка была вставлена и надежно повернута для обеспечения надежного электрического соединения Разъем управления контактами 8-контактная розетка используется для подключения пускового переключателя или пульта дистанционного управления к схеме источника питания сварки: для выполнения подключений выровняйте шпоночный паз, вставьте заглушку и полностью поверните резьбовую втулку по часовой стрелке. Информация о розетке включается в том случае, если прилагаемый кабель не подходит, и необходимо подключить вилку или кабель для взаимодействия с 8-контактной розеткой.Номер контакта гнезда / описание 1 Не используется 2 Вход триггерного переключателя 3 Вход триггерного переключателя 4 Не используется 5 Пульт дистанционного управления Потенциометры 5 кОм Максимум 6 Пульт дистанционного управления Потенциометры 5 кОм Минимум 7 Пульт дистанционного управления Потенциометр 5 кОм Стеклоочиститель 8 Не используется Таблица 4-1: 8 Конфигурация штепсельной вилки управления соединением контактов 3. Отрицательная сварочная клемма Отрицательная сварочная клемма. Сварочный ток течет от источника питания через усиленные клеммы байонетного типа. Однако важно, чтобы вилка была вставлена и надежно повернута, чтобы обеспечить надежное электрическое соединение. ПРЕДОСТЕРЕЖЕНИЕ Ослабленные сварочные клеммные соединения могут вызвать перегрев и привести к тому, что вилка вилки сработает с предохранителем в клемме.4. Выход защитного газа Выход защитного газа, расположенный на передней панели, представляет собой газовую арматуру с внутренней резьбой 5 / 8-18 UNF и используется для подключения подходящей горелки TIG. 5. Индикатор включения питания Индикатор POWER ON загорается, когда переключатель ВКЛ / ВЫКЛ (20) находится в положении ВКЛ и присутствует правильное сетевое напряжение. 6. Световой индикатор тепловой перегрузки. Этот источник сварочного тока защищен самовосстанавливающимся термостатом. Индикатор загорится, если рабочий цикл источника питания превышен.Если загорится индикатор тепловой перегрузки, выход источника питания будет отключен. Как только источник питания остынет, этот индикатор погаснет, и состояние перегрева автоматически сбрасывается. Обратите внимание, что сетевой выключатель питания должен оставаться в положении «включено», чтобы вентилятор продолжал работать, позволяя устройству достаточно остыть. Не выключайте устройство при наличии тепловой перегрузки. 7. Кнопка выбора процесса УСТАНОВКА, ЭКСПЛУАТАЦИЯ И НАСТРОЙКА 4-2 Руководство
25 УСТАНОВКА / НАСТРОЙКА 202 ИНВЕРТОР AC / DC Регулятор выбора процесса используется для выбора желаемого режима сварки.Доступны три режима: GTAW (LIFT TIG), GTAW (HF TIG) и MMA (Stick). Обратите внимание, что при выключении устройства переключатель выбора режима автоматически устанавливается по умолчанию на LIFT TIG для режимов Stick или LIFT TIG и HF TIG для режима HF TIG. Это необходимо для предотвращения случайного образования дуги, если электрододержатель будет подключен к устройству и по ошибке будет контактировать с обрабатываемой деталью при включении питания. 8. Кнопка управления режимом триггера (только режимы HF TIG и LIFT TIG) Управление триггером режима используется для переключения функциональности триггера горелки между 2T (нормальный) и 4T (режим фиксации).2T Нормальный режим В этом режиме триггер горелки должен оставаться нажатым, чтобы сварочная мощность была активной. Нажмите и удерживайте кнопку горелки, чтобы активировать источник питания (сварка). Отпустите пусковой переключатель горелки, чтобы прекратить сварку. High Low 4T Latch Mode Рис. 4-3 Этот режим сварки в основном используется для длительных сварочных работ, чтобы снизить утомляемость оператора. В этом режиме оператор может нажать и отпустить кнопку горелки, и выход останется активным. Чтобы отключить источник питания, необходимо снова нажать и задействовать пусковой выключатель, что избавляет оператора от необходимости удерживать пусковой курок резака.Обратите внимание, что при работе в GTAW (режимы HF и LIFT TIG) источник питания будет оставаться активным до тех пор, пока не истечет выбранное время спада тока. Высокий ток AMPS A Сварочный ток Начальный ток Зажигание дуги Pre Flow Up Склон Кратерный ток вниз Склон Post Flow Дуга прекращена ВРЕМЯ Нажмите и удерживайте спусковой крючок Спусковой крючок Нажмите и удерживайте спусковой крючок Спусковой крючок Триггер A-11410_AB Рисунок 4-4 УСТАНОВКА, ЭКСПЛУАТАЦИЯ И НАСТРОЙКА вручную
26 УСТАНОВКА / НАСТРОЙКА 9.Индикатор баланса волн / силы дуги 202 ИНВЕРТОР ПЕРЕМЕННОГО / ПОСТОЯННОГО ТОКА Этот индикатор загорается при программировании баланса волн (только режим HF TIG на переменном токе) или силы дуги (только режим STICK). 10. Кнопка прямого программирования. При нажатии этой кнопки выполняется переход к следующему шагу в последовательности программирования. 11. Многофункциональное управление. Многофункциональная ручка управления используется для регулировки сварочного тока. Он также используется для настройки параметров в режиме программирования. 12. Кнопка возврата к программированию. При нажатии этой кнопки выполняется возврат к предыдущему шагу в последовательности программирования.13. Индикатор частоты переменного тока Этот индикатор загорается при программировании частоты переменного тока (только режим AC HF TIG). 14. Кнопка продувки Нажмите и удерживайте кнопку PURGE, чтобы продуть газовую линию в режимах LIFT TIG и HF TIG. Для ПРОДУВКИ линии защитного газа в режимах LIFT TIG и HF TIG нажмите и отпустите кнопку PURGE. Индикатор загорится, и защитный газ будет продуваться в течение предварительно установленного периода в 15 секунд. (Это не может быть изменено). Чтобы прекратить продувку защитным газом в течение этого времени, нажмите и отпустите кнопку ПРОДУВКА, индикатор продувки погаснет, и защитный газ исчезнет.15 Кнопка Pulse Нажмите кнопку PULSE для включения и выключения импульса в режимах LIFT TIG и HF TIG 16. Индикаторы параметров программирования Эти световые индикаторы загораются во время программирования. 17. Кнопка режима Нажмите кнопку MODE для переключения выхода переменного и постоянного тока в режимах LIFT TIG, HF TIG и STICK. 18. Цифровой амперметр Цифровой амперметр используется для отображения как предварительно установленного, так и фактического выходного тока источника питания. Во время отсутствия сварки на измерителе тока будет отображаться предварительно установленное (предварительное) значение силы тока.Это значение можно отрегулировать путем изменения многофункционального регулятора, когда индикатор параметра программирования показывает БАЗОВЫЙ ТОК. Во время сварки на амперметре отображается фактический сварочный ток. Если подключено удаленное устройство, максимальная настройка источника питания будет определяться соответствующим элементом управления на передней панели, независимо от настройки устройства дистанционного управления. Например, если выходной ток на передней панели источника питания установлен на 50%, а устройство дистанционного управления установлено на 100%, максимально достижимая мощность на выходе блока будет 50%.Если требуется 100% выходная мощность, соответствующий элемент управления на передней панели источника питания должен быть установлен на 100%, и в этом случае удаленное устройство сможет управлять выходной мощностью 0–100%. 19. Цифровой вольтметр / измеритель параметров. Цифровой вольтметр используется для отображения фактического выходного напряжения источника питания. Он также используется для отображения параметров в режиме программирования. В зависимости от выбранного параметра программирования, индикатор состояния рядом с вольтметром загорится, показывая единицы измерения параметра программирования.Во время сварки вольтметр отображает фактическое сварочное напряжение. УСТАНОВКА, ЭКСПЛУАТАЦИЯ И НАСТРОЙКА 4-4 Руководство
27 УСТАНОВКА / НАСТРОЙКА 202 ПРЕОБРАЗОВАТЕЛЬ ПЕРЕМЕННОГО / ПОСТОЯННОГО ТОКА 20. Выключатель (не показан) Этот выключатель расположен на задней панели источника питания и включает и выключает питание от сети! ПРЕДУПРЕЖДЕНИЕ Когда светятся передние цифровые дисплеи, машина подключена к источнику питания, а внутренние электрические компоненты находятся под напряжением сети. 21.Впуск защитного газа Впуск защитного газа представляет собой быстроразъемный ниппель, подходящий для подсоединения газового шланга к регулируемой системе подачи защитного газа. Впускное отверстие для защитного газа расположено на задней стороне источника питания. 22. Вентилятор охлаждения Модель 202 AC / DC оснащена охлаждающим вентилятором, который будет работать непрерывно, когда переключатель On / Off на задней панели установлен в положение On. AC / DC — Режим программирования STICK Нажмите кнопку PROCESS, чтобы выбрать режим STICK. . Нажмите переключатель MODE, чтобы переключиться между сварочным выходом переменного и постоянного тока.При выборе переменного тока частота фиксируется на 50 Гц. Светодиодные индикаторы программирования всегда активны. Нажмите ВПЕРЕД или НАЗАД, чтобы просмотреть доступные функции программирования. Используйте многофункциональный элемент управления для настройки выбранного параметра. Во время сварки многофункциональное управление напрямую управляет РЕЖИМОМ БАЗОВОГО ТОКА AVV SEC% Hz ИМПУЛЬСНАЯ ПРОДУВКА t1 Горячий старт I z Наклон нарастания начального тока I 1 I s Большой ток w Ширина базового тока f Частота I 2 Низкий ток Склон вниз I e Кратер Current t2 Post Flow PROCESS TRIGGER LIFT TIG HF TIG STICK AC FREQUENCY WAVE BALANCE ARC FORCE 2T 4T 202 BACK PORTABLE WELDING SYSTEM FORWARD Отрегулируйте параметр программирования Рисунок 4-5: Режим программирования ручки Нажмите для перехода вперед / назад между светодиодными индикаторами состояния программирования Артикул # A-11404_AC Ручная УСТАНОВКА, ЭКСПЛУАТАЦИЯ И НАСТРОЙКА
28 УСТАНОВКА / НАСТРОЙКА 202 ПРЕОБРАЗОВАТЕЛЬ ПЕРЕМЕННОГО / ПОСТОЯННОГО ТОКА Программирование Параметр Регулировка Дисплей устройства Горячий старт Этот параметр работает во всех режимах сварки, кроме режима LIFT TIG, и используется для нагрева зоны сварки в режимах TIG. или улучшить пусковые характеристики стержневых электродов — пиковый пусковой ток сверх БАЗОВОГО (WELD) тока.Ампер от 0 до 70 А (макс. Сварочный ток 170 А), например Ток HOT START = 130 ампер, когда BASE (WELD) = 100 ампер & HOT START = 30 ампер Базовый ток Этот параметр устанавливает ток TIG WELD, когда PULSE выключен. Этот параметр также устанавливает сварочный ток STICK. Amps Arc Force (только в режиме STICK) Arc Force действует только в ручном режиме Arc. Управление Arc Force обеспечивает регулируемую величину управления Arc Force (или «копания»). Эта функция может быть особенно полезной, поскольку дает оператору возможность компенсировать вариативность сборки соединения в определенных ситуациях с конкретными электродами.Как правило, увеличение контроля силы дуги до 100% (максимальное усилие дуги) позволяет достичь большего контроля проникновения. От 5 до 170A (режим DC STICK) от 10 до 170A (режим AC STICK) Вольт от 0 до 100% V SEC% Hz Таблица Режим программирования AC / DC LIFT TIG и HF TIG Нажмите кнопку PROCESS, чтобы выбрать режим LIFT TIG или HF TIG. Нажмите переключатель MODE, чтобы переключиться между сварочным выходом переменного и постоянного тока. Светодиодные индикаторы программирования всегда активны. Нажмите ВПЕРЕД или НАЗАД, чтобы просмотреть доступные функции программирования. Используйте многофункциональную ручку управления для настройки выбранного параметра.УСТАНОВКА, ЭКСПЛУАТАЦИЯ И НАСТРОЙКА 4-6 Руководство
29 УСТАНОВКА / НАСТРОЙКА 202 РЕЖИМ ПРЕОБРАЗОВАТЕЛЯ AC / DC AVV SEC% Гц ИМПУЛЬСНАЯ ПРОДУВКА t1 Горячий старт I z Наклон нарастания начального тока I 1 I s Высокий ток w Ширина базового тока f Частота I 2 Низкий ток Спад I e Ток кратера t2 Постпоток ПРОЦЕСС TRIGGER LIFT TIG HF TIG STICK AC FREQUENCY WAVE BALANCE ARC FORCE 2T 4T 202 BACK PORTABLE WELDING SYSTEM FORWARD Отрегулируйте параметр программирования с помощью ручки многофункционального управления Рисунок 4-6: LIFT TIG и режим программирования HF TIG Нажмите для перехода вперед / назад между светодиодными индикаторами состояния программирования Art # A-11405_AC Программирование параметра Настройка устройства Отображение предварительного потока Этот параметр работает только в режимах TIG и используется для подачи газа V% Hz в зону сварки. перед зажиганием дуги, как только напряжение подается на пусковой выключатель резака, должен быть нажат.Этот элемент управления используется в диапазоне от 0,0 до 1,0 секунды, чтобы резко снизить пористость сварного шва в начале сварки. Начальный ток Этот параметр работает только в режимах (4T) TIG и используется для установки пускового тока для TIG. Пусковой ток остается включенным до тех пор, пока курковый выключатель горелки не будет отпущен после его нажатия. Примечание. Максимальный доступный начальный ток будет ограничен установленным значением базового тока. Up Slope Этот параметр работает только в режимах (4T) TIG и используется для установки времени нарастания сварочного тока после нажатия и отпускания триггерного переключателя горелки с начального тока на высокий или базовый ток.Амперы SEC от 5 до 200 А (режим TIG на постоянном токе) от 30 до 200 ампер (режим TIG на переменном токе) от 10 до 200 А (режим TIG на переменном токе) Вольт В SEC% Гц от 0,0 до 15,0 секунд УСТАНОВКА, ЭКСПЛУАТАЦИЯ И НАСТРОЙКА вручную
30 УСТАНОВКА / НАСТРОЙКА Базовый ток Этот параметр устанавливает ток ВИГ-СВАРКИ, когда ИМПУЛЬС ВЫКЛЮЧЕН. Этот параметр также устанавливает сварочный ток STICK. Высокий ток Этот параметр устанавливает высокий сварочный ток в ИМПУЛЬСНОМ режиме. 202 ИНВЕРТОР AC / DC Ампер от 5 до 200A (режим TIG на постоянном токе) от 30 до 200A (режим TIG с лифтом переменного тока) от 10 до 200A (режим HF TIG на переменном токе) Низкий ток Самая низкая точка в импульсе называется низким током.От 10 до 200 А (режим TIG на постоянном токе) от 30 до 200 А (режим TIG на переменном токе) Ширина импульса в амперах Этот параметр устанавливает процентное значение ЧАСТОТЫ ИМПУЛЬСА для высокого сварочного тока, когда ИМПУЛЬС ВКЛЮЧЕН. От 5 до 200 А (режим ВЧ-ВИГ на постоянном токе) от 30 до 200 А (режим ВИГ-ВИГ с переменным током) от 10 до 200 А (режим ВЧ-ВИГ на переменном токе) Вольт В СЕК% Гц Частота импульсов Этот параметр устанавливает ЧАСТОТУ ИМПУЛЬСА, когда ИМПУЛЬС ВКЛЮЧЕН. % Volts V SEC% Hz Down slope Этот параметр работает только в режимах TIG и используется для установки времени, в течение которого сварочный ток снижается после нажатия триггерного переключателя горелки до значения тока кратера.Этот контроль используется для устранения кратера, который может образоваться при завершении сварки. От 0,5 до 200 Гц Вольт от 0,0 до 25,0 секунд В сек% Гц УСТАНОВКА, ЭКСПЛУАТАЦИЯ И НАСТРОЙКА 4-8 Руководство
31 УСТАНОВКА / НАСТРОЙКА Кратерный ток Этот параметр работает только в режимах (4T) TIG и используется для установки конечного тока для TIG . Ток КРАТЕРА остается включенным до тех пор, пока пусковой выключатель горелки не будет отпущен после его нажатия. Примечание. Максимальный доступный ток заварки будет ограничен установленным значением базового тока.Post Flow Этот параметр работает только в режимах TIG и используется для регулировки времени продувки газа после погашения дуги. Этот контроль используется для значительного уменьшения окисления вольфрамового электрода. Частота переменного тока Этот параметр работает только в режиме сварки TIG на переменном токе и используется для установки частоты сварочного тока на переменном токе. 202 ПРЕОБРАЗОВАТЕЛЬ ПЕРЕМЕННОГО / ПОСТОЯННОГО ТОКА Ампер от 5 до 200A (режим TIG на постоянном токе) от 30 до 200A (режим TIG на переменном токе) от 10 до 200A (режим HF TIG на переменном токе) Вольт от 0,0 до 60,0 секунд Вольт В СЕК% Гц В СЕК% Гц Баланс волн Этот параметр работает в режиме TIG на переменном токе и используется для установки соотношения проплавления и очищающего действия для сварочного тока на переменном токе.Обычно WAVE BALANCE устанавливается на 50% для сварки AC STICK. Регулятор WAVE BALANCE изменяет соотношение проплавления и очищающего действия сварочной дуги TIG на переменном токе. Максимальное проникновение сварного шва достигается, когда регулятор WAVE BALANCE установлен на 10%. Максимальная очистка сильно окисленных алюминиевых или магниевых сплавов достигается, когда регулятор WAVE BALANCE установлен на 65%. От 15 до 150 Гц Вольт от 10 до 65% В SEC% Гц Таблица 4-2 WAVE BALANCE используется для сварки алюминия в режимах AC HF TIG или AC LIFT TIG. Он используется для установки соотношения проплавления и очищающего действия при сварке TIG на переменном токе. дуга.Максимальное проникновение сварного шва достигается при установке WAVE BALANCE на 10%. Максимальная очистка сильно окисленных алюминиевых или магниевых сплавов достигается при установке WAVE BALANCE на 65%. РУЧНАЯ УСТАНОВКА, ЭКСПЛУАТАЦИЯ И НАСТРОЙКА
32 УСТАНОВКА / НАСТРОЙКА 202 ИНВЕРТОР AC / DC Баланс волн = 50% Баланс волн = 10% Баланс волн = 65% 50% 10% 65% (+) (+) (+) Баланс с 50 % проникновения и 50% очистки (-) (-) (-) 50% 90% 35% Максимальное проникновение и уменьшенное проникновение Максимальная очистка и уменьшенное проникновение Таблица 4-3: Баланс волн для сварки TIG на переменном токе 4.04 Защита от короткого замыкания во время сварки Чтобы продлить срок службы вольфрамового электрода TIG, 202 AC / DC имеет специальную схему. В режиме DC LIFT TIG, если вольфрамовый электрод касается изделия, сварочный ток снижается до 40 ампер. В режиме HF TIG на постоянном токе, если вольфрамовый электрод касается изделия, сварочный ток снижается до 30 А в течение 1 секунды. В режиме STICK, если электрод касается изделия более двух секунд, сварочный ток снижается до 0 А. Настройка для сварки TIG (GTAW) A.Выберите режим Lift TIG или HF TIG с помощью управления выбором процесса (дополнительную информацию см. В разделе). B. Подключите горелку TIG к отрицательной сварочной клемме (-). Сварочный ток течет от источника питания через усиленные клеммы байонетного типа. Однако важно, чтобы вилка была вставлена и надежно повернута для обеспечения надежного электрического соединения. C. Подключите рабочий кабель к положительной сварочной клемме (+). Сварочный ток течет от источника питания через усиленные клеммы байонетного типа.Однако важно, чтобы вилка была вставлена и надежно повернута для обеспечения надежного электрического соединения. ВНИМАНИЕ! Ослабленные сварочные клеммные соединения могут вызвать перегрев и привести к тому, что вилка вставлена предохранителем в байонетной клемме. D. Подключите пусковой выключатель горелки TIG к 8-контактному разъему, расположенному на передней панели источника питания, как показано ниже. Для работы горелки TIG в режимах Lift TIG или HF TIG требуется пусковой выключатель. ПРИМЕЧАНИЕ. Если горелка TIG оснащена дистанционным регулятором тока горелки TIG, ее необходимо подключить к 8-контактной розетке.(См. Дополнительную информацию в разделе «Разъем дистанционного управления»). E. Установите регулятор / расходомер защитного газа для сварки на баллон защитного газа (см. Раздел 4.05), затем подсоедините шланг защитного газа к ВХОДУ газа регулятора / расходомера на задней стороне источника питания переменного / постоянного тока 202. Подсоедините газовый шланг от горелки TIG к ВЫПУСКУ газа на передней панели источника питания 202 AC / DC. УСТАНОВКА, ЭКСПЛУАТАЦИЯ И НАСТРОЙКА 4-10 Руководство
33 УСТАНОВКА / НАСТРОЙКА 202 ИНВЕРТОР AC / DC! ВНИМАНИЕ! Перед подключением рабочего зажима к работе убедитесь, что сетевое питание отключено.Закрепите баллон с защитным газом для сварки в вертикальном положении, прикрепив его цепью к подходящей стационарной опоре для предотвращения падения или опрокидывания. MODE AVV SEC% Hz PULSE Is I1 High Current w PROCESS LIFT TIG PURGE Горячий Iz Start t1 Начальный ток Pre Flow Up Наклон базового тока I2 Ширина f Низкая частота тока Спад Ie Ток кратера t2 Post Flow TRIGGER HF TIG STICK AC FREQUENCY WAVE BALANCE 2T ЗАДНЯЯ ПОРТАТИВНАЯ СВАРНАЯ СИСТЕМА ARC FORCE 4T 202 ВПЕРЕД Клемма положительной сварки (+) Клемма отрицательной сварки (-) 8 Рабочий провод 8-контактное гнездо управления Горелка Tig Art # A-11406_AC Рис. / DC используется с дистанционным ножным управлением, отсоедините ножную педаль, чтобы можно было предварительно просмотреть / отрегулировать максимальный ток, затем снова подключите ножную педаль. Максимальный ток, который был предварительно установлен, будет выводиться, когда ножная педаль полностью нажата во время сварки.Во избежание преждевременного возникновения дуги убедитесь, что горелка для сварки TIG расположена подальше от обрабатываемой детали. РУЧНАЯ УСТАНОВКА, ЭКСПЛУАТАЦИЯ И НАСТРОЙКА
34 t1 t2 УСТАНОВКА / НАСТРОЙКА 4.06 Настройка для сварки STICK (MMA) 202 ИНВЕРТОР AC / DC A. Подсоедините провод держателя электрода к положительной сварочной клемме (+). В случае сомнений проконсультируйтесь с производителем электродов. Сварочный ток течет от источника питания через усиленные клеммы байонетного типа. Однако важно, чтобы вилка была вставлена и надежно повернута для обеспечения надежного электрического соединения.B. Подсоедините рабочий кабель к отрицательной сварочной клемме (-). В случае сомнений проконсультируйтесь с производителем электродов. Сварочный ток течет от источника питания через усиленные клеммы байонетного типа. Однако важно, чтобы вилка была вставлена и надежно повернута для обеспечения надежного электрического соединения. C. Выберите режим STICK с помощью регулятора выбора процесса (дополнительную информацию см. В разделе)! ВНИМАНИЕ! Перед подключением рабочего зажима к изделию и вставкой электрода в электрододержатель убедитесь, что электропитание отключено.ВНИМАНИЕ! Перед использованием удалите все упаковочные материалы. Не закрывайте вентиляционные отверстия спереди или сзади источника сварочного тока. ВНИМАНИЕ Ослабленные сварочные клеммные соединения могут вызвать перегрев и привести к тому, что вилка вилки будет вставлена предохранителем в байонетную клемму. РЕЖИМ AVV SEC% Гц ИМПУЛЬС Is I1 Сильный ток w ПРОЦЕСС ПОДЪЕМ ВИГ Горячий Iz Начальный ток Наклон нарастания Базовый ток I2 Ширина f Низкая частота тока Наклон вниз Ie Ток кратера HF TIG STICK PURGE Предварительный поток Промывка после потока TRIGGER AC FREQUENCY WAVE BALANCE 2T ARC Force 4T 202 ЗАДНЯЯ ПОРТАТИВНАЯ СИСТЕМА СВАРКИ ВПЕРЕД Положительная сварочная клемма (+) Отрицательная сварочная клемма (-) 8 Держатель электродов Арт. № A-11407_AC Рабочий провод 200A Рисунок 4-11: Настройка для ручной дуговой сварки УСТАНОВКА, ЭКСПЛУАТАЦИЯ И НАСТРОЙКА 4-12 Руководство
35 ТЕОРИЯ РАБОТЫ 5.01 Конструкция инвертора РАЗДЕЛ 5: ТЕОРИЯ РАБОТЫ 202 AC / DC Что означает слово инвертор? Термин инвертор относится к способности преобразовывать мощность постоянного тока в переменный ток. Инверторные источники питания немедленно преобразуют поступающий переменный ток в постоянный, а затем транзисторы создают переменный ток более высокой частоты. Затем более высокочастотный переменный ток поступает на главный трансформатор гораздо меньшего размера, чем в обычном источнике питания. Затем переменный ток выпрямляется до чрезвычайно плавного постоянного тока. На схеме ниже показана основная электрическая проводка источника питания постоянного тока инвертора.Инверторная технология — Резюме Фильтр выпрямителя IGBT Трансформатор Выпрямитель Индуктор переменного тока -50 / 60 Гц Постоянный ток с волнами постоянного тока — Плавный переменный ток -23 кГц переменного тока -23 кГц постоянного тока — Сглаженный постоянный ток — Сглаженное высокое напряжение Высокое напряжение Высокое напряжение Высокое напряжение Низкое напряжение Низкое напряжение Низкое напряжение Сила тока Низкая сила тока Низкая сила тока Низкая сила тока Высокая сила тока Высокая сила тока Высокая сила тока Артикул A Ручная теория работы
36 202 AC / DC ТЕОРИЯ РАБОТЫ Примечания Теория работы 5-2 Руководство
37 УСТРАНЕНИЕ НЕПОЛАДОК РАЗДЕЛ 6: УСТРАНЕНИЕ НЕПОЛАДОК 6.01 Устранение основных неисправностей — Неисправности источника питания 202 AC / DC Следующая таблица представляет собой руководство по анализу проблем и ремонту источника питания. Неисправность Возможная причина Способ устранения A Главный выключатель питания установлен в положение OFF AB Управляющий предохранитель перегорел BC Главный выключатель питания неисправен CD Слабое соединение с платой EMC DE Неисправна плата инвертора питания EF Неисправна плата управления FG Неисправна плата дисплея G 1 Нет сварного шва выход и все дисплеи передней панели выключены 2 Нет вывода сварного шва, и все дисплеи передней панели выключены или мигают включением и выключением 3 Нет вывода сварного шва, горит желтый индикатор перегрева 4 Переключатель режима не меняет режим сварки 5 Нет ВЧ-выход при выборе ВЧ-режима 6 Сварочная дуга может образоваться, но сварной шов неустойчивый или непостоянный AABC Сработала внутренняя схема защиты для отключения устройства, если напряжение в сети слишком высокое. заблокирован Вентилятор не работает AABC Установите главный выключатель питания в положение ON Замените линейный предохранитель Замените главный выключатель питания Затяните соединения Замените плату инвертора питания Замените плату управления Замените плату дисплея Проверка чтобы проверить, не превышает ли напряжение сети> 274 В переменного тока.Генератор с плохой стабилизацией напряжения может вызвать напряжение питания выше 274 В переменного тока. Подключите источник питания к источнику питания с напряжением <274 В переменного тока. Дайте устройству остыть при работающем вентиляторе, пока не погаснет индикатор перегрева. Удалите засоры в воздуховодах. Замените вентилятор. Проверьте, не повреждена ли проводка вентилятора A Неисправная плата дисплея A Замените плату дисплея A Неисправная плата HF A Замените плату HF ABCDEFGH Рабочий Кабель слишком маленький Ослабленные сварочные соединения Ослабленный зажим заземления Выбрана неправильная полярность сварного шва Нет защитного газа Ветер сдувает защитный газ Неправильный вольфрамовый электрод TIG Плохо подготовленный или изношенный вольфрам TIG Таблица 6-1: Неисправности источника питания ABCDEFGH Используйте сварочный кабель правильного размера. Затяните сварочные соединения. Затяните зажим заземления. Соблюдайте полярность сварки.Обратитесь к производителям сварочных материалов, рекомендованная полярность Подключите защитный газ Защитите зону сварки от сквозняков Используйте правильный тип вольфрама Заточить вольфрам для правильной формы Ручное устранение неисправностей
38 202 AC / DC УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ 6.02 Расширенное устранение неисправностей Если проблема не может быть решена с помощью основного (внешнего) поиска неисправностей руководство, крышка источника питания должна быть снята, чтобы техник мог проанализировать отказы с помощью нескольких распространенных инструментов.! ВНИМАНИЕ! Перед началом работы с устройством отключите питание и выньте вилку сетевого шнура из розетки. После отключения от сети подождите две минуты, чтобы конденсаторы разрядились. Проверка блока перед подачей питания !! Переведите переключатель SW1 в положение «ВЫКЛ.» И отключите агрегат от напряжения первичной сети перед работой с агрегатом.! Значительное постоянное напряжение может оставаться на конденсаторах после выключения устройства. Прежде чем снимать корпус, подождите, пока погаснут все светодиоды на передней панели.! Проверьте напряжение шины постоянного тока в соответствии с разделом 6.07 после снятия корпуса.! Перед поиском неисправностей или подачей питания на устройство выполните следующие проверки, чтобы избежать дальнейшего повреждения Испытательное оборудование и инструменты Цифровой мультиметр Амперметр постоянного тока Отвертка и гаечный ключ Осциллограф и изолирующий трансформатор 6.04 Визуальный осмотр Визуальный осмотр источника питания изнутри. Уровни тока, присутствующие в этих устройствах, могут вызвать возгорание или искрение печатной платы, трансформаторов, переключателей или выпрямителя в случае отказа. Внимательно осмотрите все компоненты в этих устройствах.В частности, обратите внимание на следующее: a) Ослабленные или сломанные провода или разъемы. б) Обгоревшие или обгоревшие детали или провода или признаки искрения. c) Любое скопление металлической пыли или опилок, которые могли вызвать короткое замыкание или искрение. Если какие-либо детали повреждены, их необходимо заменить. Обратитесь к разделу «Запасные части» для получения полного списка компонентов, используемых в источнике питания. Найдите неисправный компонент (-ы) и при необходимости замените. Поиск и устранение неисправностей 6-2 Руководство
39 УСТРАНЕНИЕ НЕПОЛАДОК 6.05 Предварительное измерение шины постоянного тока главной платы инвертора 202 AC / DC! Прежде чем продолжить, прочтите информацию по технике безопасности в Разделе 6.02 и примите ее. Перед обслуживанием убедитесь, что напряжение на шине постоянного тока упало ниже 5 В постоянного тока. Убедитесь, что вилка сетевого шнура отключена от розетки A Тестирование шины постоянного тока Подключение вывода мультиметра Напряжение при отключенном напряжении питания Верхняя батарея конденсаторов Положительный вывод измерителя к контрольной точке 1 0 В постоянного тока Отрицательный вывод измерителя к контрольной точке 2 Нижняя батарея конденсаторов Положительный вывод измерителя к контрольной точке 2 Отрицательный вывод прибора до testpoint 3 0 В постоянного тока Таблица 6-2: ШИНА ПОСТОЯННОГО ТОКА, мультиметр для измерения постоянного напряжения Устранение неисправностей вручную
40 202 УСТРАНЕНИЕ НЕПОЛАДОК AC / DC 6.06 Предварительная проверка основной платы инвертора! Прежде чем продолжить, прочтите информацию по технике безопасности в Разделе 6.02 и следуйте ей. Тестирование IGBT Мультиметр Размещение вывода Напряжение диода IGBT T3 и T4 Положительный вывод измерителя к контрольной точке 4 Отрицательный вывод измерителя к контрольной точке VDC IGBT T5 и T6 Положительный вывод прибора к контрольной точке 3 Отрицательный вывод прибора к контрольной точке VDC Таблица 6-3: IGBT, набор мультиметра для измерения Напряжение диода Тестирование IGBT Мультиметр Размещение выводов Ом IGBT T3 и T4 Положительный вывод измерителя к контрольной точке 1> 150 Ом Отрицательный вывод измерителя к контрольной точке 4 IGBT T5 и T6 Положительный вывод измерителя к контрольной точке 5> 150 Ом Отрицательный вывод измерителя к контрольной точке 3 Таблица 6-4 : IGBT, мультиметр, установленный для измерения сопротивления (Ом) Пусковой ток PTC, Размещение вывода мультиметра, Ом, PTC Положительный вывод измерителя к контрольной точке 6 от 0 до 100 Ом Отрицательный вывод измерительного прибора к контрольной точке 7 Таблица 6-5: Пусковой PTC, мультиметр, установленный для измерения сопротивления (Ом ) 6.07 Проверьте главный входной выпрямитель Тестирование входного выпрямителя Подключение выводов мультиметра Напряжение диода AC1 — DC + Положительный вывод измерителя к контрольной точке VDC Отрицательный вывод прибора к контрольной точке 9 AC2 — DC + Положительный вывод прибора к контрольной точке VDC Отрицательный вывод прибора к контрольной точке 9 AC1 к DC — Положительный вывод прибора к контрольной точке VDC Отрицательный вывод измерителя к контрольной точке 8 AC2 к DC- Положительный вывод измерителя к контрольной точке 11 Отрицательный вывод прибора к контрольной точке VDC Таблица 6-6: Входной выпрямитель, мультиметр установлен для измерения напряжения диода 6.08 Измерение напряжения шины постоянного тока Подайте напряжение на источник питания .! ПРЕДУПРЕЖДЕНИЕ Внутри этих источников питания присутствуют чрезвычайно опасные уровни напряжения и мощности. Не пытайтесь диагностировать или ремонтировать, если вы не прошли обучение методам измерения и устранения неисправностей силовой электроники. После подачи питания на источник питания возникают чрезвычайно опасные уровни напряжения и мощности. Не прикасайтесь к токоведущим частям. Поиск и устранение неисправностей 6-4 Руководство
41 УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ 202 Тестирование шины переменного / постоянного тока Подключение вывода мультиметра Напряжение при отключенном напряжении питания Верхняя батарея конденсаторов Положительный вывод измерителя к контрольной точке VDC +/- 10% Отрицательный вывод измерителя к контрольной точке 2 Нижняя батарея конденсаторов Положительный вывод прибора к контрольной точке VDC +/- 10% Отрицательный вывод измерителя к контрольной точке 3 Общая конденсаторная батарея Положительный вывод измерителя к контрольной точке 1 Отрицательный вывод прибора к контрольной точке VDC +/- 10% Таблица 6-7: Шина постоянного тока, мультиметр для измерения постоянного напряжения Примечание. Эти напряжения постоянного тока соответствуют номинальному сетевому напряжению 240 В перем. Тока. Разъемы печатной платы 1 Печатная плата фильтра ЭМС A Заголовок Контакт Контактный сигнал Функциональный сигнал ACIN1 Сторона питания АКТИВНО 240 В перем. Тока ACIN2 Сторона питания НЕЙТРАЛЬНО 0 В перем. 6-8: Функция вывода заголовка EMC Устранение неисправностей вручную
42202 УСТРАНЕНИЕ НЕПОЛАДОК AC / DC 2 Печатная плата источника питания DCIN DY2 DY1 C41 R DY3 1 DY3 P OWER / FJ 1 1 RG A-11423_AB Контактный вывод разъема DCIN Функциональный сигнал контакта 1 Питание от сети АКТИВНО 320 В постоянного тока 2 Питание от сети НЕЙТРАЛЬНО 0 В постоянного тока Таблица 6-9: Функция контакта заголовка DCIN (подключается к сети) DY1 Контактный вывод разъема Функциональный сигнал контакта 24 В постоянного тока VDC 2 0 VDC 0 VDC Таблица 6-10: Функция вывода заголовка DY1 (подключается к заголовку Souin на ВЧ печатной плате) Контактный вывод заголовка DY2 Сигнал функции контакта VDC 24 VDC 2 0 VDC 0 VDC Таблица 6-11: Функция вывода заголовка DY2 (подключается к Заголовок SOU на главной управляющей плате) POWER / FJ Контактный вывод разъема Функциональный сигнал контакта 24 В постоянного тока 2 0 В постоянного тока 0 В постоянного тока 3-24 В постоянного тока -24 В постоянного тока 4-24 В постоянного тока -24 В постоянного тока 5 0 В постоянного тока 0 В постоянного тока Таблица 6-12: POWER / FJ Функция контакта заголовка (подключается к разъему POWER на основной плате управления) 3 Печатная плата высокочастотного фильтра Контактный вывод Контактный сигнал Функция контакта WELD + Положительная сварочная клемма WELD — Отрицательная сварочная клемма GND Земля Земля Таблица 6-13: Функция контактов заголовка EMC Устранение неисправностей 6-6 Руководство
43 УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ 4 HF PCB 202 AC / DC R6 HF 1 SOU 1 R2 V1 R3 RV COIL A-11424_AB COIL Вывод заголовка Сигнал функции контакта VDC 700VAC +/- 10% 2 GND (первичный вход ARC стартера) 700VAC +/- 10% Таблица 6-14: Первичный вход ARC стартера HOU Заголовок Контакт Контактный сигнал функции контакта VDC + 24VDC 2 GND 0VDC Таблица 6-15: Функция контакта заголовка HOU (подключается к заголовку QY1 на печатной плате источника питания) Контакт HF-заголовка Контактный сигнал функции 1 HF вкл / выкл 2 0 VDC 0 VDC Таблица 6-16: Функция контакта HF-заголовка (подключается к заголовку QF / HF на основной плате управления ) 220 В Заголовок Контакт Функциональный сигнал контакта В перем. Тока В перем. Тока 0 В постоянного тока Таблица 6-17: Функция контакта заголовка 220 В HFOUT Штырь заголовка Функциональный сигнал контакта 1 ВЧ трансформатора первичной обмотки (предупреждение о высоком напряжении) Не измеряйте с помощью мультиметра 2 Первичная обмотка ВЧ трансформатора (предупреждение о высоком напряжении) не измерять с помощью мультиметра Таблица 6-18: Функция контакта заголовка HFOUT (подключается к высокочастотному трансформатору) Поиск и устранение неисправностей вручную
44 202 УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ AC / DC 5 Печатная плата привода переменного / постоянного тока DC- DC + TR2 TR1 A Контактный вывод разъема Функциональный сигнал TR1 Выход 1 из главный сварочный инверторный трансформатор VAC TR2 Выход 2 mai n сварочный инверторный трансформатор VAC DC + Плюс выпрямителя сварочного тока VDC DC- Отрицательный контакт выпрямителя сварочного тока VDC Таблица 6-19: Функция контакта заголовка (подключается к основному трансформатору инвертора) Поиск и устранение неисправностей 6-8 Руководство
45 УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ 6 Плата дисплея 202 AC / DC J1 (10 контактов) A Контакт разъема J1 Функциональный сигнал контакта 1 +5 В постоянного тока 5 В постоянного тока 2 Последовательный интерфейс 3 Последовательный интерфейс 4 Последовательный интерфейс 5 Последовательный интерфейс 6 Последовательный интерфейс 7 Последовательный интерфейс 8 Последовательный интерфейс 9 Последовательный интерфейс 10 0 В постоянного тока 0 В постоянного тока Таблица 6 -20: Функция вывода заголовка J1 (подключается к разъему J2 (JB) на главной плате управления) Устранение неисправностей вручную
46 202 УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ AC / DC 7 Первичная плата инвертора OC DCOUT SD IN A-11427_AB Вывод заголовка DRIVE Контактный сигнал функции контакта VDC 15 В постоянного тока 2 ШИМ-сигнал 1 3 ШИМ-сигнал 2 4 ШИМ-сигнал 2 5 ШИМ-сигнал 1 6 Сигнал трансформатора тока 7 0 В постоянного тока 0 В постоянного тока Таблица 6-21: Функция вывода заголовка DRIVE (подключается к DRIV Заголовок E на управляющей плате) Контакт заголовка OC Функциональный сигнал контакта 1 Вторичная обмотка трансформатора тока 2 Вторичная обмотка трансформатора тока Таблица 6-22: Функция контакта заголовка OC (подключается к первичному трансформатору тока трансформатора) Контакт разъема SD Функциональный сигнал контакта 24 В пост. сигнал привода (0 В = реле включено) Таблица 6-23: Функция вывода заголовка SD (подключается к заголовку SS на плате управления) Контактный вывод заголовка DCOUT Функциональный сигнал вывода разъема V 336VDC 2 0V 0 VDC Таблица 6-24: Функция вывода заголовка DC OUT (подключает к разъему DCIN на плате управления) Поиск и устранение неисправностей 6-10 Руководство
47 УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ 8 PCB выхода AC / DC 202 AC / DC TR1 ПОЛОЖИТЕЛЬНЫЙ ВЫХОД ВЫПРЯМИТЕЛЯ СВАРКИ TR2 ОТРИЦАТЕЛЬНЫЙ ВЫХОД ВЫПРЯМИТЕЛЯ СВАРКИ JP3 A-11428_AC ПОЛОЖИТЕЛЬНЫЙ ПОЛОЖИТЕЛЬНЫЙ ДИАПАЗОН IGB IGBT S Заголовок Контактный сигнал Функциональный сигнал TR1 Выход 1 главного трансформатора сварочного инвертора VAC TR2 Выход 2 главного трансформатора сварочного инвертора VAC OUT1 Положительный сварочный выход VDC Таблица 6-25: Функция контакта заголовка ion (подключается к главному трансформатору инвертора) Вывод заголовка ACOUT Контактный сигнал 1 включение 2 управляющий сигнал 1 3 управляющий сигнал 2 4 Нет подключения VDC 15 VDC 6 0 VDC 0 VDC Таблица 6-26: Функция контакта заголовка ACOUT (подключается к DR и ACPOUT
48202 УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ ПИСТОЛЕТА на главной плате управления / SF SOU OT QF / HF WV ИСПЫТАТЕЛЬНЫЕ ТОЧКИ SS JB POWER JB DRIVE WA ACPOUT A-11429_AC Пистолет Заголовок Контакт Контактный сигнал 1 0 В постоянного тока 0 В постоянного тока 2 триггера 3 Удаленный потенциометр максимум 4 Удаленный очиститель потенциометра 5 0 В постоянного тока 0 В постоянного тока Таблица 6-27: Функция вывода заголовка GUN (подключается к 8-контактному удаленному разъему) Поиск и устранение неисправностей 6-12 Руководство
49 УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ 202 AC / DC LED / SF Заголовок Контакт Функциональный сигнал контакта В постоянного тока 24 В постоянного тока 2 Нет подключения 3 Нет подключения 4 Нет подключения Таблица 6-28: Функция вывода заголовка светодиода / SF Контакт заголовка SOU Контактный сигнал функции контакта 24 В постоянного тока 2 0 В постоянного тока 0 В постоянного тока Таблица 6-29: Контакт заголовка SOU функция (подключается к DY2 Заголовок на печатной плате источника питания) OT Заголовок Контакт Контактный сигнал Функциональный сигнал постоянного тока 24 В постоянного тока 2 Вход термореле (переключатель замкнут = 0 В постоянного тока) 0 В постоянного тока 3 0 В постоянного тока 0 В постоянного тока Таблица 6-30: Функция контакта заголовка OT (подключается к термостатам DY2) QF / HF Штырь разъема Функциональный сигнал контакта В постоянного тока 24 В постоянного тока 2 Катушка электромагнита, 0 В = соленоид включен 0 В постоянного тока 3 ВЧ вкл / выкл 4 0 В постоянного тока 0 В постоянного тока Таблица 6-31: Функция контакта заголовка QF / HF (подключается к соленоиду и высокочастотной плате) Контакт заголовка WV Функциональный сигнал контакта 1 Отрицательная сварочная клемма 0 В постоянного тока 2 Положительная сварочная клемма 67 В постоянного тока Таблица 6-32: Функция контакта заголовка WV (подключается к сварочным клеммам DINSE) J2 Заголовок Контакт Контактный сигнал функции контакта 1 +5 В постоянного тока 5 В постоянного тока 2 Последовательный интерфейс 3 Последовательный интерфейс 4 Последовательный интерфейс 5 Последовательный интерфейс 6 Последовательный интерфейс 7 Последовательный интерфейс 8 Последовательный интерфейс 9 Последовательный интерфейс 10 0 В постоянного тока 0 В постоянного тока Таблица 6-33: Функция контакта заголовка J2 (соединяется с заголовком J1 на плате дисплея)) Контакт заголовка DCIN Контактный сигнал функции контакта VDC +336 В постоянного тока 2 0 В постоянного тока 0 В постоянного тока Таблица 6-34: Функция вывода заголовка DCIN (подключается к заголовку DCOUT на первичном входе rter PCB) Контакт заголовка ACPOUT Контактный сигнал 1 включение 2 управляющий сигнал 1 3 управляющий сигнал 2 Таблица 6-35: Функция контакта заголовка ACPOUT (подключается к заголовку ACOUT на выходной плате переменного / постоянного тока) Поиск и устранение неисправностей вручную
50 202 AC / DC УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ Контактный вывод заголовка WA Сигнал функции контакта VDC +15 В постоянного тока 2-15 В постоянного тока -15 В постоянного тока 3 Сигнал тока +/- 4 В постоянного тока 4 0 В постоянного тока 0 В постоянного тока Таблица 6-36: Функция контакта заголовка WA (подключается к трансформатору тока на эффекте Холла) Вывод заголовка DRIVE Сигнал функции контакта VDC 15 VDC 2 PWM сигнал 1 3 PWM сигнал 2 4 PWM сигнал 2 5 PWM сигнал 1 6 Current Transformer Signal 6 0 VDC 0 VDC VDC 15 VDC Таблица 6-37: Функция контакта заголовка DRIVE (подключается к заголовку DRIVE на первичной обмотке) инвертора) Контакт заголовка DR Функциональный сигнал контакта VDC 15 VDC 2 0 VDC 0 VDC Таблица 6-38: Функция контакта заголовка DR (подключается к заголовку ACOUT на выходной плате AC? DC) POWER Header Pin Контактный сигнал функции контакта VDC 24 VDC 2 0 VDC 0 В постоянного тока 3-24 В постоянного тока -24 В постоянного тока Таблица 6-39: Функция контактов заголовка POWER (подключается к POWER / f Заголовок J на печатной плате источника питания) SS Заголовок Контакт Контактный сигнал функции контакта 24 В постоянного тока постоянного тока 2 Сигнал привода реле плавного пуска (0 В = реле включено) Таблица 6-40: Функция контакта заголовка SS (подключается к заголовку SD на первичной плате инвертора) 6.10 настроек DIP-переключателя, управляющая плата 1 DIP-переключатель SW0, положение переключателя SW1 на управляющей плате Функция 1 Установите значение ON для Weldskill 200AC / DC 2 Установите значение OFF для Weldskill 200AC / DC 3 Установите значение ON для Weldskill 200AC / DC 4 Установите значение ON для Weldskill 200AC / DC 5 Установите значение ON для Weldskill 200AC / DC Таблица 6-41: Функции микропереключателя SW0 Устранение неисправностей 6-14 Руководство
51 УСТРАНЕНИЕ НЕПОЛАДОК 6.11 Калибровка 202 Калибровка AC / DC 1 R68 WVF A 0V IMAX A Установите положение 4 переключателя SW0 в положение ВЫКЛ. при выключенном источнике питания, чтобы можно было выполнить калибровку выходных вольт и ампер.Поиск и устранение неисправностей вручную
52 202 УСТРАНЕНИЕ НЕПОЛАДОК AC / DC 2 Калибровка выходного тока Выберите процесс STICK и режим DC на передней панели. Измерьте выходное сварочное напряжение без нагрузки и отрегулируйте потенциометр WVF так, чтобы на дисплее вольт отображалось в пределах 0,1 В от измеренного значения. На передней панели выберите процесс TIG и режим постоянного тока. Подключите нагрузку к выходным клеммам. Нагрузка должна иметь сопротивление 18 В при 200 А. Установите потенциометр AMPS на передней панели на максимум.Отрегулируйте подстроечный резистор Imax до тех пор, пока выходной ток не станет равным 200A +/- 0 2A. Установите потенциометр AMPS на передней панели на минимум. Отрегулируйте подстроечный резистор 0 В (SW100) до тех пор, пока выходной ток не станет 5A +/- 0,2A. Повторите калибровку минимума и максимума, пока оба значения не будут в пределах допуска. Установите потенциометр AMPS на передней панели на максимум. Отрегулируйте потенциометр A так, чтобы на дисплее ампер отображалось значение в пределах 0,5 А от измеренного значения. Описание основной цепи! ВНИМАНИЕ! Перед началом работы с устройством отключите питание и выньте вилку сетевого шнура из розетки. После отключения от сети подождите две минуты, чтобы конденсаторы разрядились.Напряжение питания от сети подключается через двухполюсный переключатель к входным выпрямителям на главной плате инвертора через фильтр ЭМС. Защита от перенапряжения обеспечивается варистором CY1. Выход выпрямителя заряжает главную батарею конденсаторов (C5, C6, C7, C8, C9 и C10) до высокого напряжения. Ограничение пускового тока обеспечивается PTC, который затем через несколько секунд блокируется реле J1. Первичные транзисторы igbt (T3, T4, T5 и T6) переключают первичную обмотку трансформатора с высокой частотой и изменяющимся рабочим циклом.Обратный провод трансформатора снимается с клеммы ZBQY1 (напряжение в этой точке составляет примерно половину напряжения шины постоянного тока). Вторичное выходное напряжение трансформатора выпрямляется выходными диодами (D1 и D2) в постоянный ток. Этот постоянный ток управляется ШИМ igbt-транзисторов первичной стороны и фильтруется индуктором перед подключением к сварочным выходным клеммам. IGBT1 — IGBT8 контролируют, подается ли выходной сигнал постоянного или переменного тока на сварочные клеммы. На радиаторе выпрямителя закреплено устройство тепловой защиты (термовыключатель).Когда происходит превышение температуры, схема управления блокирует пусковой механизм, газовый соленоид и сварочную мощность. На передней панели горит светодиодный индикатор тепловой перегрузки. Трансформатор тока CT1 подает сигнал в схему управления, чтобы указать как первичный ток трансформатора, так и определить насыщение трансформатора. Датчик тока на эффекте Холла CT2 питается от регулируемых источников питания + и — 15 В постоянного тока и выдает сигнал напряжения, пропорциональный выходному сварочному току, что позволяет цепи управления регулировать сварочный ток.Поиск и устранение неисправностей 6-16 Руководство
53 УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ 6.13 Принципиальная электрическая схема 202 ПОЛОЖИТЕЛЬНАЯ СВАРКА НА переменном / постоянном токе ПОЛОЖИТЕЛЬНЫЕ СВАРНЫЕ КЛЕММЫ ОТРИЦАТЕЛЬНАЯ СВАРКА T2 HFOUT HF BOARD 240VAC 0VAC 220VAC ACOUT SW1 R1 R1 R1 D2 HFOUT ACOUT SW1 R1 R1 R1 D2 MAIN COUT C1 G3 КОНТРОЛЬНЫЙ КОНТУРА C1 G2 C1 КОНТ. T1 G3 G4 C5 Q3 C7 R4 C6 D4 Q4 C8 L1 D3 HALL EFFECT CT2 AC DC DC BOARD Q1 Q2 DRIVER DRIVE WA SS SOLENOID GD1 GD2 AC DRIVE BOARD ACOUT CT1 WELD POSITIVE WELD NEGATIVE WELD TH3 POSITIVE REMOTIVE WELD2 QF / HF WV OT GUN SOFT START POWER SOU MOD J2 (10) ПОЛОЖИТЕЛЬНЫЙ ВХОДНОЙ ВЫПРЯМИТЕЛЬ 240 В AC 0 В AC ОТРИЦАТЕЛЬНОЕ ПИТАНИЕ / FJ ВЕНТИЛЯТОР ПОСТОЯННОГО ТОКА ПЛАТА ПИТАНИЯ 24 В DC DY3 DY2 DY1 NTCS JB (10) ПЛАТА ДИСПЛЕЯ ANE 9000 Руководство по устранению неисправностей A-11227 54 202 AC / DC УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ Примечания Устранение неисправностей 6-18 Руководство
55 ПРОЦЕДУРА РАЗБОРКИ 7.01 Меры предосторожности при разборке РАЗДЕЛ 7: ПРОЦЕДУРА РАЗБОРКИ 202 AC / DC !! Прежде чем продолжить, прочтите информацию по технике безопасности в Разделе 6.02 и следуйте ей. Перед началом процедуры разборки отключите прибор от сети. Снятие корпуса! Прежде чем приступить к разборке, прочтите информацию по технике безопасности в Разделе 6.02 и следуйте ей. 1. Отверните винты на передней панели. 2. Удалите винты на задней панели. 3. Выверните винты на боковой панели. 4. Отверните винт заземления. A-11596_AD Процедура разборки вручную
56 202 ПРОЦЕДУРА РАЗБОРКИ AC / DC 7.03 Снятие платы управления! Перед тем, как приступить к разборке, прочтите информацию по технике безопасности в Разделе 6.02 и следуйте ей. Снимите корпус (см. 6.04), прежде чем снимать плату управления. 1. Винт M4. Выкрутите 4 винта из панели управления. 2 Отсоедините жгут ПРИВОДА от разъема ПРИВОДА. 3. Отсоедините жгут J8 от разъема J8. 4. Отсоедините жгут SOURCE от разъема SOURCE. 5. Отсоедините жгут SS от разъема SS. 6. Отсоедините жгут ПИСТОЛЕТА от разъема ПИСТОЛЕТА. 7. Отсоедините жгут SOU от разъема Sou. 8. Отсоедините жгут проводов IGBT OT от разъема IGBT OT.9. Отсоедините жгут QF / HF от разъема QF / HF. 10. Отсоедините жгут WVIN от разъема WVIN. 11 Отсоедините жгут JB от разъема JB. 12. Отсоедините жгут ACP OUT от разъема ACPOUT. 13. Отсоедините жгут проводов WA от разъема WA. Обязательно отсоедините все жгуты от главной платы управления. Процедура разборки A Руководство
57 ПРОЦЕДУРА РАЗБОРКИ 202 AC / DC 7.04 PCB2 дополнительного источника питания Удаление! Прочтите и соблюдайте правила техники безопасности в Разделе 6.02, прежде чем приступить к разборке 1. Отсоедините жгут проводов DCIN от разъема DCIN. 2 Отсоедините жгут DY2 от разъема DY2. 3. Отсоедините жгут DY1 от разъема DY1. 4. Отсоедините жгут SOURCE / FJ от разъема SOURCE / FJ. 5. Удалите клей, затем вытащите плату A Процедура ручной разборки
58 202 ПРОЦЕДУРА РАЗБОРКИ AC / DC 7.05 PCB3 Удаление! Прочтите и соблюдайте правила техники безопасности в Разделе 6.02 перед тем, как приступить к разборке 1. Выверните винт. 2. Отсоедините выходной жгут от выходного разъема. 3 Отсоедините входной жгут от входного разъема. 4. Отсоедините жгут SOU от разъема SOU 5. Отсоедините жгут HF от разъема HF. 6. Удалите клей, затем вытащите плату A Процедура разборки 7-4 Руководство
59 ПРОЦЕДУРА РАЗБОРКИ 202 AC / DC 7.06 PCB4 Снятие! Перед тем, как приступить к разборке, прочтите информацию по технике безопасности в Разделе 6.02 и следуйте ей 1.Удалите 6 винтов. 2. Отсоедините провод от клемм. 1 Удаление PCB5! Прежде чем приступить к разборке, прочтите информацию по технике безопасности в Разделе 6.02 и следуйте ей. 1. Выкрутите 5 винтов. 1 A Процедура разборки вручную
60 202 ПРОЦЕДУРА РАЗБОРКИ AC / DC 7.08 Сборка передней панели Снятие! Прежде чем приступить к разборке, прочтите информацию по технике безопасности в Разделе 6.02 и следуйте ей. 1. Снимите винты передней панели. 2.Снимите болт положительной выходной клеммы. 3. Снимите болт отрицательной выходной клеммы. 4. Снимите заземляющий провод с передней панели. 5. Отсоедините шланг от выпускного отверстия. 1 A-11621_AC 2 Процедура разборки Руководство
61 ПРОЦЕДУРА РАЗБОРКИ 7.09 Передняя панель (интерфейс оператора) Удаление печатной платы 202 AC / DC! Прочтите и соблюдайте правила техники безопасности в Разделе 6.02, прежде чем приступить к разборке 1. Отверните винты панели управления. 2. Отсоедините жгут JB от разъема JB. 3. Снимите заземляющий провод. 1 A-11622_AC 2 3 Процедура разборки вручную
62 202 ПРОЦЕДУРА РАЗБОРКИ AC / DC 7.10 Снятие задней панели! Прежде чем приступить к разборке, прочтите информацию по технике безопасности в Разделе 6.02 и следуйте ей. 1. Выкрутите 6 винтов на задней панели.2. Снимите винт заземления и винт входного провода. 3. Снимите впускное отверстие для газа. 4. Задняя сторона задней панели A-11439_AC 5 Процедура разборки 7-8 Руководство
63 ПРОЦЕДУРА РАЗБОРКИ 7.11 Снятие основной платы питания 1 202 AC / DC! Прежде чем приступить к разборке, прочтите информацию по технике безопасности в Разделе 6.02 и следуйте ей. 1. Выкрутите 5 винтов. 2. Удалите винты для проводов. 3. Отсоедините жгут от разъемов A Процедура разборки вручную
64 202 ПРОЦЕДУРА РАЗБОРКИ AC / DC 7.12 Снятие PCB2 основного питания! Прежде чем приступить к разборке, прочтите информацию по технике безопасности в Разделе 6.02 и следуйте ей. 1. Выкрутите 4 винта. 2. Удалите 5 винтов. 3. Выкрутите винты проводов. 4. Отсоедините жгут от разъемов. Процедура разборки 7-10 Руководство
65 ПРОЦЕДУРА РАЗБОРКИ 202 AC / DC 7.13 Выключатель питания S1, вентилятор и отсоединение шнура питания! Прочтите и соблюдайте правила техники безопасности в Разделе 6.02 перед тем, как приступить к разборке 1. Снимите 3 винта переключателя. 2. Выверните винт шнура питания. 3. Отсоедините провод от клемм переключателя. 4. Снимите магнит с провода заземления. 5. Снимите вентилятор. 6. Вытяните шнур питания A Процедура ручной разборки
66 202 AC / DC ПРОЦЕДУРА РАЗБОРКИ Примечания Процедура разборки 7-12 Руководство
67 ПРОЦЕДУРА СБОРКИ 8.01 Установка основной платы питания1 РАЗДЕЛ 8: ПРОЦЕДУРЫ СБОРКИ 202 AC / DC 1.Установите основные монтажные винты PCB1 2. Установите винты для проводов. 3. Вставьте жгут в разъемы A Процедуры сборки вручную
68 202 ПРОЦЕДУРЫ СБОРКИ AC / DC 8.02 Установка основной платы питания 2 1. Установите 5 винтов. 2. Установите винты для проводов. 3. Вставьте жгут в разъемы. 4. Установите опорную плиту. Процедуры сборки 8-2 Руководство -5240
69 ПРОЦЕДУРА СБОРКИ 202 AC / DC 8.03 Установка передней панели 1. Установите на место положительные выходные клеммы на передней панели с помощью гаечного ключа на 17 мм. 2. Установите отрицательные выходные клеммы на переднюю панель с помощью гаечного ключа на 17 мм. 3. Установите заземляющий провод. 4. Установите на место шланг для выпуска газа. 5. Установите 6 винтов. A-11623_AC 5 Процедуры сборки вручную
70 202 ПРОЦЕДУРЫ СБОРКИ AC / DC 8.04 Установка задней панели 1. Установите переключатель ВКЛ / ВЫКЛ на место. установить 3 винта. 2 Подключите кабель питания к разъему выключателя. 3. Установите ферритовый сердечник в провод заземления.4. Установите вентилятор на место. 5. Установите на место шнур питания и винт. 6. Установите на место впуск газа. 7. Установите винты A Процедуры сборки 8-4 Руководство -5240
71 ПРОЦЕДУРА СБОРКИ 202 AC / DC 8.05 Установка PCB5 1. Подсоедините провод к клеммам, затяните винты. 1 A Установка платы PCB4 1. Установите 4 винта. 2. Подключите провод к клеммам и затяните. 3. Подсоедините 2 желтых провода. 1 A Процедуры сборки вручную
72202 ПРОЦЕДУРЫ СБОРКИ AC / DC 8.07 Установка платы PCB3 1. Вставьте пластиковую шпильку в плату PCB3. 2. установить винт. 3. Подключите жгут к высокочастотному разъему. 4. Вставьте жгут в разъем SOU. 5. Вставьте жгут в разъем INPUT. 6. Подключите жгут к разъему OUTPUT. Установка платы дополнительного источника питания PCB2 1. Установите четыре шпильки на плату PCB2. 2. Вставьте жгут в разъем DY2. 3. Вставьте жгут в разъем DY1. 4. Подключите жгут к разъему Power / FJ. 5. Вставьте жгут в разъем DCIN. 6. Нанесите клей на четыре стержня. Процедуры сборки 8-6 Руководство -5240
73 ПРОЦЕДУРА СБОРКИ 202 AC / DC 8.09 Установка платы управления 1. Установите 4 винта. 2. Подключите жгут к разъему DRIVE. 3. Вставьте жгут в разъем J8. 4. Подключите жгут к разъему POWER. 5. Вставьте жгут в разъем SS. 6. Подключите жгут к разъему GUN. 7. Подключите жгут к разъему SOU. 8. Подключите жгут к разъему OT. 9. Подключите жгут к разъему QF / HF. 10. Подключите жгут к разъему WV. 11. Подключите жгут к разъему JB. 12. Подключите жгут к разъему ACPOUT. 13. Подключите жгут проводов к разъему WA. Руководство A Процедуры сборки
74 202 ПРОЦЕДУРЫ СБОРКИ AC / DC 8.10 Установка корпуса 1. Установите винт заземления. 2. Установите винты на боковой панели. 3. Установите винты на передней панели. 4. Установите винты на задней панели. A-11597_AD Процедуры сборки 8-8 Руководство -5240
KSport Kontrol Pro Coilovers Toyota Celica ST202 / 203 Требуется сварка 1994-1999
Комплекты полностью регулируемых койловеров Ksport Kontrol Pro обеспечивают передовую технологию подвески для вашего уличного или трекового автомобиля.36 уровней регулировки демпфирования позволяют точно настроить ходовую часть в соответствии с вашими потребностями в управлении и комфорте. Демпфирование регулирует сжатие и отскок одновременно для простоты регулировки. Подушечки шаровых опор спереди и сзади в некоторых приложениях позволяют сохранить конструкцию подвески производителя транспортного средства. Крепления на подушке-шарике также позволяют более точно почувствовать уверенную реакцию водителя. Там, где это возможно, развал можно отрегулировать с помощью верхних креплений Pillow-ball, что означает, что дополнительные «наборы для развала колес» не требуются.
В большинстве приложений используется регулируемое нижнее крепление, что означает, что вы регулируете высоту без потери хода подвески, как это делают некоторые другие конструкции койловеров. Поскольку крепления и большинство деталей койловера разработаны для алюминиевых заготовок 6061, комплект является легким, прочным и устойчивым к ржавчине. Стальной корпус амортизатора гальванизирован цинком для защиты от ржавчины и других элементов. Клапаны каждого комплекта согласованы с установленными пружинами, что обеспечивает непревзойденное качество езды и надежность.
В системе Ksport используется однотрубная конструкция, в которой нефть и газ разделены внутри цилиндра.По сравнению с двухтрубными конструкциями, Monotube лучше рассеивает тепло, позволяет более точно регулировать демпфирование и требует более дорогостоящего процесса проектирования. Аэрация и кавитация встречаются гораздо реже в однотрубной конструкции, что обеспечивает лучшую езду.
Комплект Ksport Kontrol Pro Coilover был разработан для профессиональных гонок, предлагая чрезвычайно высокую стоимость и производительность.
Основные характеристики
* 36 уровней регулируемого демпфирования
* Изготовлен из высококачественного алюминия 6061 с T6 для повышенной твердости
* Регулируется сжатие / отскок
* Регулируемая подпружиненная опора для регулировки высоты
* Регулируемый корпус, обеспечивающий максимальный ход подвески
* Шарик подушки верхнее крепление с регулируемым развалом (недоступно для некоторых моделей)
* Однотрубная конструкция высокого давления снижает утечку масла
* Корпус с гальваническим покрытием для защиты от коррозии и ржавчины
* Ограниченная гарантия на один год
Коэффициенты пружины следующие: Передняя часть: 9.