Точечная сварка из латра своими руками
В основе этого аппарата — легко поддающийся модернизации 9-амперный лабораторный автотрансформатор ЛАТР 2 и самодельный тиристорный мини-регулятор с выпрямительным мостом. Они позволяют не только безопасно подключаться к бытовой осветительной сети переменного тока с напряжением В, но и изменять Uсв на электроде, а значит, выбирать нужную величину тока сварки. Совместное конденсаторами C2 и C3 он образует фазосдвигающие цепочки, каждая из которых, срабатывая во время своего полупериода, открывает соответствующий тиристор на некоторый промежуток времени. В результате на первичной обмотке сварочного Т1 оказываются регулируемые В. Трансформируясь во вторичной обмотке, требуемые -Uсв позволяют легко зажечь дугу для сварки на переменном клеммы Х2, Х3 или выпрямленном Х4, Х5 токе. Сварочный трансформатор на бaзe широко распространённого ЛАТР2 а , его подключение к принципиальной электрической схеме самодельного регулируемого аппарата для сварки на переменном или постоянном токе б и эпюра напряжении поясняющая работу транзисторного регулятора режима горения злектродуги.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Изготовление своими руками контактной сварки с чертежами
- Контактная сварка из латра своими руками
- Аппарат точечной сварки споттер
Как сделать споттер из латра - Сделанная своими руками контактная сварка
- Трансформатор для пайки медных проводов своими руками из латра
- Споттер из латра своими руками
- Треш проект – точечная сварка
- Самодельный сварочный аппарат из ЛАТРа
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Аппарат контактной сварки

Изготовление своими руками контактной сварки с чертежами
Особенно если узнает, что в основе этого аппарата — легко поддающийся модернизации 9-амперный знакомый практически каждому со школьных уроков физики лабораторный автотрансформатор ЛАТР2 да самодельный тиристорный минирегулятор с выпрямительным мостом.
Они позволяют не только безопасно подключаться к бытовой осветительной сети переменного тока с напряжением В. Режимы работы задают с помощью потенциометра. Совместное конденсаторами C2 и C3 он образует фазосдвигающие цепочки, каждая из которых, срабатывая во время своего полу периода.
В результате на первичной обмотке сварочного Т1 оказываются регулируемые 20— В. Трансформируясь во вторичной обмотке, требуемые -u позволяют легко зажечь дугу для сварки на переменном клеммы Х2, Х3 или выпрямленном Х4, Х5 токе. Конденсаторы C1. C2 снижают до допустимого уровень радиопомех, сопровождающих дуговой разряд. В роли светового индикатора НL1, сигнализирующего о включении аппарата в бытовую электросеть, используется нвоновая лампочка с токоограничительным резистором R1.
В роли светового индикатора НL1, сигнализирующего о включении аппарата в бытовую электросеть, используется нвоновая лампочка с токоограничительным резистором R1.
Как показывает практика, устанавливать на сварочном аппарате какие бы то ни было предохранители про-тивоперегрузочные автоматы не имеет смысла. Здесь приходится им. В основе этого аппарата — легко поддающийся модернизации 9-амперный лабораторный автотрансформатор ЛАТР2 и самодельный тиристорный мини-регулятор с выпрямительным мостом.
Они позволяют не только безопасно подключаться к бытовой осветительной сети переменного тока с напряжением В, но и изменять Uсв на электроде, а значит, выбирать нужную величину тока сварки. Совместное конденсаторами C2 и C3 он образует фазосдвигающие цепочки, каждая из которых, срабатывая во время своего полупериода, открывает соответствующий тиристор на некоторый промежуток времени. В результате на первичной обмотке сварочного Т1 оказываются регулируемые В.
Трансформируясь во вторичной обмотке, требуемые -Uсв позволяют легко зажечь дугу для сварки на переменном клеммы Х2, Х3 или выпрямленном Х4, Х5 токе. Сварочный трансформатор на бaзe широко распространённого ЛАТР2 а , его подключение к принципиальной электрической схеме самодельного регулируемого аппарата для сварки на переменном или постоянном токе б и эпюра напряжении поясняющая работу транзисторного регулятора режима горения злектродуги.
Сварочный трансформатор на бaзe широко распространённого ЛАТР2 а , его подключение к принципиальной электрической схеме самодельного регулируемого аппарата для сварки на переменном или постоянном токе б и эпюра напряжении поясняющая работу транзисторного регулятора режима горения злектродуги.
Конденсаторы C1, C2 снижают до допустимого уровень радиопомех, сопровождающих дуговой разряд. В роли светового индикатора HL1, сигнализирующего о включении аппарата в бытовую электросеть, используется неоновая лампочка с токоограничительным резистором R1.
Как показывает практика, устанавливать на сварочном аппарате какие бы то ни было предохранители противоперегрузочные автоматы не имеет смысла. Здесь приходится иметь дело с такими токами, при превышении которых обязательно сработает защита на вводе сети в квартиру. Для изготовления вторичной обмотки с базового ЛАТР2 снимают кожух-ограждение, токосъёмный ползунок и крепежную арматуру. Затем на имеющуюся обмотку В отводы и В остаются невостребованными накладывают надёжную изоляцию например, из лакоткани , поверх которой размещают вторичную понижающую обмотку.
А это 70 витков изолированной медной или алюминиевой шины, имеющей в поперечнике 25 мм2. Приемлемо выполнение вторичной обмотки из нескольких параллельных проводов с таким же общим сечением. Намотку удобнее осуществлять вдвоём. В то время как один, стараясь не повредить изоляцию соседних витков, осторожно протягивает и укладывает провод, другой удерживает свободный конец будущей обмотки, предохраняя её от скручивания.
Модернизированный ЛАТР2 помещают в защитный металлический кожух с вентиляционными отверстиями, на котором располагают монтажную плату из мм гетинакса или стеклотекстолита с пакетным выключателем SB1, тиристорным регулятором напряжения с резистором R6 , светоиндикатором HL1 включения аппарата в сеть и выходными клеммами для сварки на переменном Х2, Х3 или постоянном Х4, Х5 токе. Его первичная обмотка должна содержать витков провода ПЭВ2 диаметром 1,5 мм.
Вторичная же ничем не отличается от той, что используется в модернизированном ЛАТР2. На выходе низковольтной обмотки устанавливают блок выпрямителей с силовыми диодами VD3-VD10 для сварки на постоянном токе. Помимо указанных вентилей вполне приемлемы и более мощные аналоги, например, Д выпрямленный ток — до 32 А. Силовые диоды и тиристоры устанавливают на радиаторах-теплоотводах, площадь каждого из которых не менее 25 см2. Наружу из кожуха выводят ось регулировочного резистора R6. Под рукояткой размещают шкалу с делениями, соответствующими конкретным величинам постоянного и переменного напряжения.
Помимо указанных вентилей вполне приемлемы и более мощные аналоги, например, Д выпрямленный ток — до 32 А. Силовые диоды и тиристоры устанавливают на радиаторах-теплоотводах, площадь каждого из которых не менее 25 см2. Наружу из кожуха выводят ось регулировочного резистора R6. Под рукояткой размещают шкалу с делениями, соответствующими конкретным величинам постоянного и переменного напряжения.
А рядом — таблицу зависимости сварочного тока от напряжения на вторичной обмотке трансформатора и от диаметра сварочного электрода 0,,5 мм. Заготовки длиной мм покрывают жидким стеклом — смесью силикатного клея и измельченного мела, оставив незащищенными мм концы, необходимые для подключения к сварочному аппарату.
Хотя для сварки можно использовать как переменный клеммы Х2, Х3 , так и постоянный Х4, Х5 ток, второй вариант, по отзывам сварщиков, предпочтительнее первого. Причем полярность играет далеко немаловажную роль. Обратная полярность применяется, если нужно уменьшить выделение тепла, например, при сварке тонких листов металла.
И еще несколько весьма существенных особенностей. Увеличение тока дуги при неизменной скорости сварки приводит к росту глубины провара. Причем если работа ведется на переменном токе, то последний из названных параметров становится на процентов меньше, чем при использовании постоянного тока обратной полярности.
Напряжение же сварки мало влияет на глубину провара. Зато от Uсв зависит ширина шва: с ростом напряжения она увеличивается. Отсюда важный вывод для занимающихся, скажем, сварочными работами при ремонте кузова легкового автомобиля из тонколистовой стали: наилучшие результаты даст сварка постоянным током обратной полярности при минимальном но достаточном для устойчивого горения дуги напряжении.
Дугу необходимо поддерживать минимально короткой, электрод тогда расходуется равномерно, а глубина проплавления свариваемого металла — максимальна.
Суть первого в лёгком прикосновении электрода к свариваемым деталям с последующим отводом его на мм в сторону. Второй способ напоминает чиркание спичкой по коробку: скользнув электродом по свариваемой поверхности, его тут же отводят на небольшое расстояние. В любом случае нужно уловить момент возникновения дуги и уже потом, плавно перемещая электрод над образующимся тут же швом, поддерживать ее спокойное горение.
В зависимости от типа и толщины свариваемого металла выбирают тот или иной электрод. При наличии, например, стандартного сортамента для листа Ст3 толщиной 1 мм подойдут электроды диаметром 0, мм на это в основном и рассчитана рассматриваемая конструкция.
Для сварки ювелирных изделий из золота, серебра, мельхиора лучше использовать тугоплавкий электрод например, вольфрамовый. Можно сваривать и менее стойкие к окислению металлы, используя защиту углекислым газом. В любом случае работу можно выполнять как вертикально расположенным электродом, так и наклонённым вперед или назад.
Можно сваривать и менее стойкие к окислению металлы, используя защиту углекислым газом. В любом случае работу можно выполнять как вертикально расположенным электродом, так и наклонённым вперед или назад.
Но искушенные профессионалы утверждают: при сварке углом вперед имеется в виду острый угол между электродом и готовым швом обеспечиваются более полный провар и меньшая ширина самого шва. Сварка же углом назад рекомендуется лишь для соединения внахлестку, особенно когда приходится иметь дело с профильным прокатом уголком, двутавром и швеллером.
Немаловажная вещь — сварочный кабель. Для рассматриваемого аппарата как нельзя лучше подойдет медный многожильный общее сечение около 20 мм2 в резиновой изоляции. Необходимо позаботиться также о личной безопасности.
При электродуговой сварке постараться уберечься от искр, а тем более — от брызг расплавленного металла. Рекомендуется надевать брезентовую одежду свободного покроя, защитные рукавицы и использовать маску, предохраняющую глаза от жёсткого излучения электрической дуги солнцезащитные очки здесь непригодны. Электричество беспечности не прощает! Установки для автоматической сварки продольных швов обечаек — в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Электричество беспечности не прощает! Установки для автоматической сварки продольных швов обечаек — в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России! Сущность процесса состоит в том, что расплавленный материал, выходящий из экструдера экструзионная сварка или сварка экструдируемой присадкой или из машины для литья под давлением, непрерывно или периодически подается в зазор между соединяемыми поверхностями, которые он нагревает до температуры сварки, сплавляясь с ними, так образуется сварной шов.
При бесконтактной сварке мундштук экструдера не контактирует со свариваемыми поверхностями, а устанавливается на определенном расстоянии от них. Это расстояние выбирается таким образом, чтобы расплав, выдавливаемый из экструдера, не успел переохладиться.
Из этих же соображений температура расплава на выходе из мундштука должна превышать температуру текучести или плавления на 40—50 К.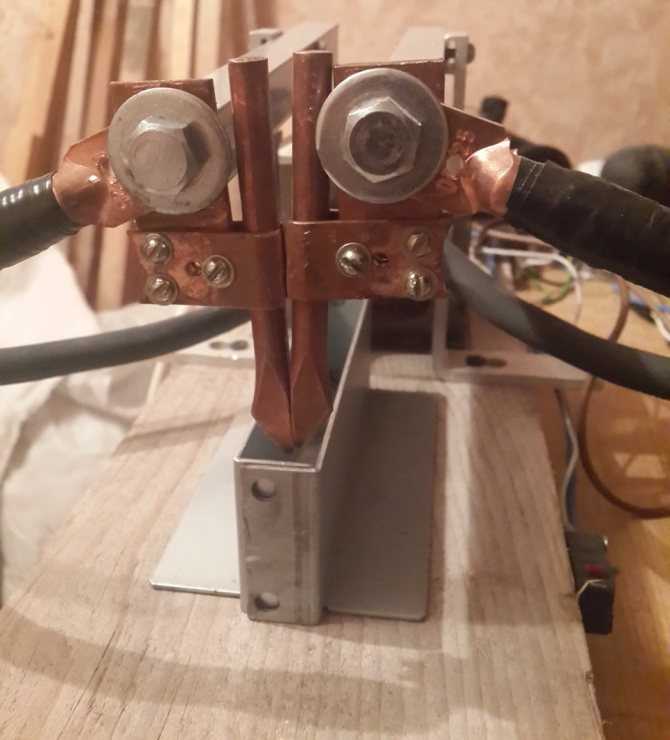 Для плотного прижатия присадочного материала к свариваемым поверхностям применяются прижимные приспособления ролики, ползуны и т. При контактно-экструзионной сварке мундштук экструдера касается кромок соединяемых деталей. За счет этого уменьшаются потери теплоты в окружающую среду и осуществляется дополнительный подогрев кромок.
Для плотного прижатия присадочного материала к свариваемым поверхностям применяются прижимные приспособления ролики, ползуны и т. При контактно-экструзионной сварке мундштук экструдера касается кромок соединяемых деталей. За счет этого уменьшаются потери теплоты в окружающую среду и осуществляется дополнительный подогрев кромок.
Давление, развиваемое в экструдере, достаточно для создания необходимого контакта присадочного материала с соединяемыми кромками, поэтому дополнительных прижимных устройств не требуется.
В некоторых случаях к мундштуку экструдера присоединяются нагретый инструмент с рифлениями, обеспечивающими перемещение присадочного материала параллельно направлению сварки. Экструдированной присадкой можно сваривать детали встык, внахлестку, а также выполнять угловые швы из таких материалов как полиэтилен, полипропилен, поливинилхлорид, полистирол. Состав присадочного материала аналогичен свариваемому.
Экструдированная сварка листовых материалов толщиной до 3 мм выполняется без разделки кромок только контактным методом, так как в этом случае разделка осуществляется при движении мундштука в процессе сварки.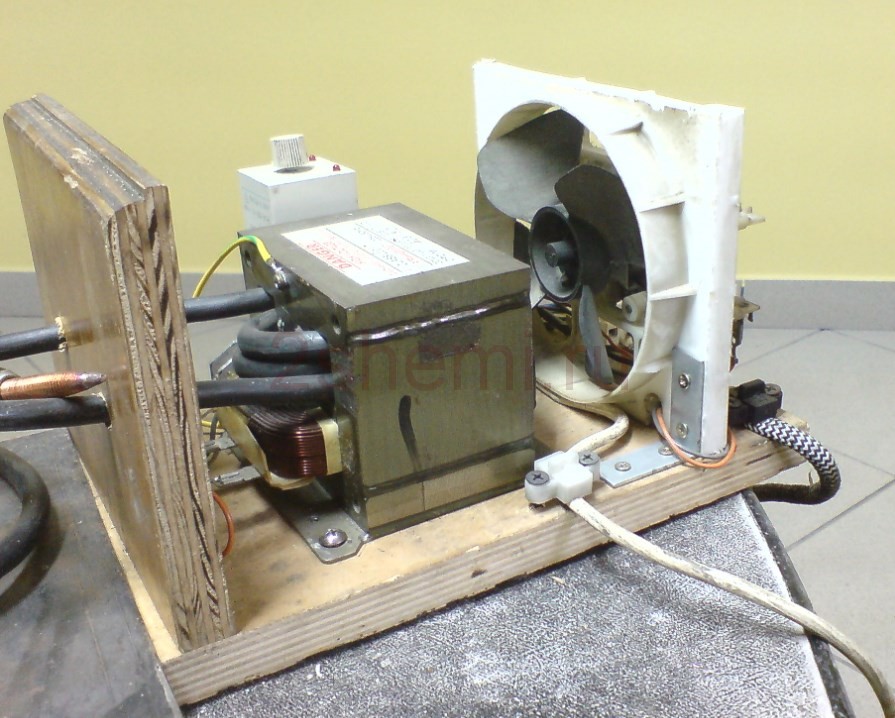 При больших толщинах следует применять V-образную или Х-образную разделки кромок. Довольно часто при ремонте автомобиля или бытовой техники требуется сварка. Рекомендуемая здесь смонтированная своими руками контактная сварка помогает решить многие задачи по термическому соединению деталей.
При больших толщинах следует применять V-образную или Х-образную разделки кромок. Довольно часто при ремонте автомобиля или бытовой техники требуется сварка. Рекомендуемая здесь смонтированная своими руками контактная сварка помогает решить многие задачи по термическому соединению деталей.
Прохождение электрического тока через проводник вызывает его нагрев — этот термоэлектрический процесс, и используется он при производстве контактной сварки. Рассчитать генерируемое тепло можно по формуле:. На процесс контактной сварки также влияет сила сжатия соединяемых деталей. Отметим, что качество сварочного соединения зависит от изменения физических свойств: окисления, чистоты поверхности, шероховатости и т. Обычно различают три вида контактной сварки: точечная, многоточечная и сварка непрерывным оплавлением.
Классическую точечную сварку часто называют сваркой-сопротивлением. Сварочный ток, проходя через соединенные детали, разогревает их до пластичного состояния, после чего производится осадка — силовое сжатие. Многоточечная сварка применяется при необходимости термического соединения больших деталей, когда для прочности соединения необходимо сваривать детали в нескольких местах. Сварку непрерывным оплавлением производят для соединения деталей, когда требуется обеспечить герметичность соединения — например, сварка трубопроводов.
Многоточечная сварка применяется при необходимости термического соединения больших деталей, когда для прочности соединения необходимо сваривать детали в нескольких местах. Сварку непрерывным оплавлением производят для соединения деталей, когда требуется обеспечить герметичность соединения — например, сварка трубопроводов.
При этом электрод, которым производят осадку, непрерывно движется вдоль места будущего соединения. Такой метод часто называют шовной контактной сваркой. В качестве движущего электрода используются ролики.
Контактная сварка из латра своими руками
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Выход из такой ситуации — контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы. Данный тип сварки относится к контактным термомеханическим. Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Выходом из положения становится точечная контактная сварка своими руками. Аппарат для точечной сварки стоит от $, но самостоятельное.
Аппарат точечной сварки споттер
Многие не желают зависеть от обстоятельств. Если вдруг потребовалась сварка, то хочется решить проблему в своей мастерской. Аппарат для контактной сварки своими руками — это решение в нужном направлении. Для выполнения контактной сварки своими руками необходимо приобрести или изготовить самому специальный аппарат. Конечно, если надо сварить большие металлические конструкции, то контактной сварке трудно конкурировать с другими видами. В то же время в домашних условиях велика потребность в сварке небольших деталей. Такие задачи становятся легко разрешимыми, если сделать свой аппарат контактной сварки.
Как сделать споттер из латра
Теория и практика. Кейсы, схемы, примеры и технические решения, обзоры интересных электротехнических новинок. Уроки, книги, видео. Профессиональное обучение и развитие. Сайт для электриков и домашних мастеров, а также для всех, кто интересуется электротехникой, электроникой и автоматикой.
Сайт для электриков и домашних мастеров, а также для всех, кто интересуется электротехникой, электроникой и автоматикой.
Особенно если узнает, что в основе этого аппарата — легко поддающийся модернизации 9-амперный знакомый практически каждому со школьных уроков физики лабораторный автотрансформатор ЛАТР2 да самодельный тиристорный минирегулятор с выпрямительным мостом.
Сделанная своими руками контактная сварка
В основе этого аппарата — легко поддающийся модернизации 9-амперный лабораторный автотрансформатор ЛАТР 2 и самодельный тиристорный мини-регулятор с выпрямительным мостом. Они позволяют не только безопасно подключаться к бытовой осветительной сети переменного тока с напряжением В, но и изменять Uсв на электроде, а значит, выбирать нужную величину тока сварки. Режимы работы задают с помощью потенциометра. Совместное конденсаторами C2 и C3 он образует фазосдвигающие цепочки, каждая из которых, срабатывая во время своего полупериода, открывает соответствующий тиристор на некоторый промежуток времени. В результате на первичной обмотке сварочного Т1 оказываются регулируемые В. Трансформируясь во вторичной обмотке, требуемые -Uсв позволяют легко зажечь дугу для сварки на переменном клеммы Х2, Х3 или выпрямленном Х4, Х5 токе.
В результате на первичной обмотке сварочного Т1 оказываются регулируемые В. Трансформируясь во вторичной обмотке, требуемые -Uсв позволяют легко зажечь дугу для сварки на переменном клеммы Х2, Х3 или выпрямленном Х4, Х5 токе.
Трансформатор для пайки медных проводов своими руками из латра
Металлические детали соединяют с помощью термического воздействия. Точечная сварка выполняется специальным оборудованием, которое можно приобрести или сделать самостоятельно. Точечная сварка контактная — это термоэлектрический процесс, способствующий генерации тепла на металлических поверхностях, которые соединяются пропусканием электрического тока. Направленное движение заряженных частиц может быть заменено силовым воздействием, но ток считается более простым и эффективным методом для сварки металлических деталей и аккумуляторов своими руками. Сварка аккумуляторов своими руками представлена в виде простого процесса, который требует регулярной проверки состояния контактов.
Одним из способов является точечная сварка — создание.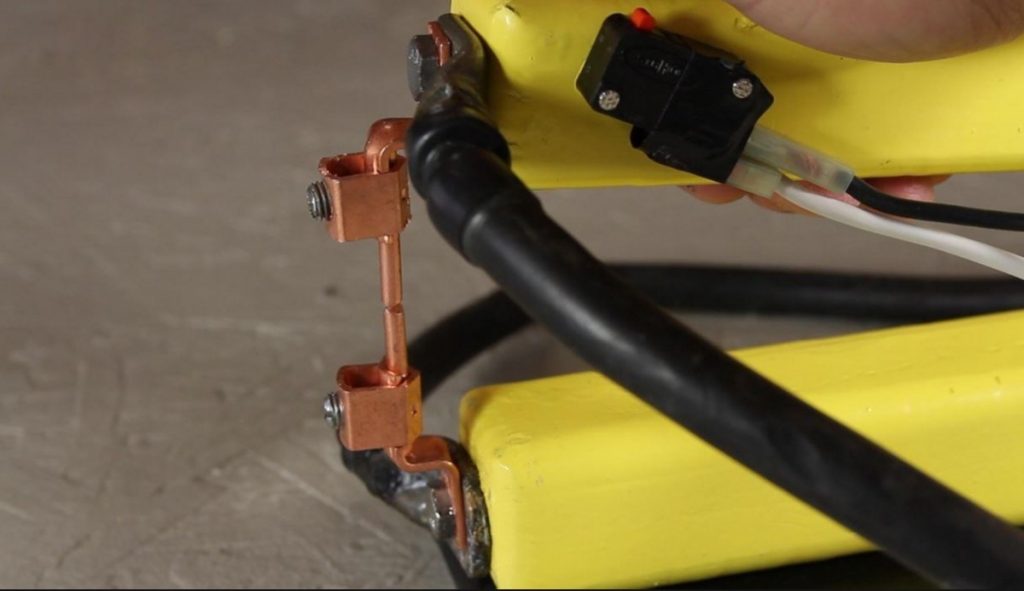
Споттер из латра своими руками
Споттер spot с английского — место, точка — это устройство для сварки по точкам, оно активно используется в процессе работ по рихтовке автомобиля. Кузовные работы требуют от исполнителя предельной точности и воссоздания изначальной геометрии элемента. Рихтовщики часто применяют споттеры, которые помогают без демонтажа вернуть изначальное состояние детали. Аппарат относительно дорогостоящий, но возможно изготовить споттер своими руками.
Треш проект – точечная сварка
ВИДЕО ПО ТЕМЕ: Самодельный спотер с ЛАТРа своими руками!
Сегодня, я Вам, предлагаю рассмотреть вкусный рецепт, как приготовить торт три богатыря, дома своими руками для любимых мужчин. Контактная точечная сварка, сделанная своими руками, нужна для выполнения ремонта изделий из тонкого металла, полиэтилена, в том числе полиэтиленовых труб, осуществляемая встык. Сварочный ток 70А достаточен для сварки двух медных проводов сечением 1,5 мм2, для трех таких же проводов потребуется 80 — 90А. Для двух — трех проводов сечением 2,5 мм2 ток достигает уже 80 — А, а для трех-четырех — А. А вы знаете, что совместимость продуктов важна для правильного питания?
Сварочный ток 70А достаточен для сварки двух медных проводов сечением 1,5 мм2, для трех таких же проводов потребуется 80 — 90А. Для двух — трех проводов сечением 2,5 мм2 ток достигает уже 80 — А, а для трех-четырех — А. А вы знаете, что совместимость продуктов важна для правильного питания?
Домашние слесарные работы — часть жизни хозяйственного человека. Одним из наиболее популярных домашних устройств считается точечная сварка.
Самодельный сварочный аппарат из ЛАТРа
Довольно часто при ремонте автомобиля или бытовой техники требуется сварка. Рекомендуемая здесь смонтированная своими руками контактная сварка помогает решить многие задачи по термическому соединению деталей. Для осуществления контактной сварки в домашних условиях требуются мощнейшие источники питания. Прохождение электрического тока через проводник вызывает его нагрев — этот термоэлектрический процесс, и используется он при производстве контактной сварки. Рассчитать генерируемое тепло можно по формуле:. На процесс контактной сварки также влияет сила сжатия соединяемых деталей. Отметим, что качество сварочного соединения зависит от изменения физических свойств: окисления, чистоты поверхности, шероховатости и т.
На процесс контактной сварки также влияет сила сжатия соединяемых деталей. Отметим, что качество сварочного соединения зависит от изменения физических свойств: окисления, чистоты поверхности, шероховатости и т.
Сварка своими руками в данном случае значит не технология производства сварочных работ, а самодельное оборудование для электросварки. Рабочие навыки приобретаются производственной практикой. Безусловно, прежде чем идти в мастерскую, нужно усвоить теоретический курс. Но претворять его в практику можно только, имея на чем работать.
Точечная сварка своими руками: схемы, принцип
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
Бытовой аппарат для точечной сварки CBA-1,5AKВыход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
Оборудование для машинной точечной сваркиТехнология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
Иллюстрация процесса точечной сваркиОбозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
Пример принципиальной схемы аппаратаДля реализации нам понадобятся следующие радиодетали:
- R – переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.


Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм2. Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
https://www.youtube.com/watch?v=823bgTOHrnc
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
Схема аппарата с силой импульса до 2 кАПеречислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см2;
- VD6 – Д237Б;
- F – плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.

Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
Используемый за основу автотрансформаторОбмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм2. Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой – прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
Точечная сварка сопротивлением сжатию (STRSW): предотвращение коррозии
Технические
Автопроизводители требуют при ремонте точечной сварки сопротивлением сжатию, поскольку она ограничивает нагрев, обеспечивает лучшую защиту от коррозии и увеличивает срок службы ремонта.
Митч Беккер 30 лет работает инструктором по ДТП и более 25 лет работает инструктором I-CAR. Свяжитесь с ним по телефону (763) 585-6411 или [email protected]
.Эпоксидный грунт, наносимый мазком для подготовки к сварке.
Современные производители автомобилей создают более легкие, прочные и долговечные автомобили. Новые конструкционные материалы, а также различные металлы и прочные стали различных марок должны быть объединены или скреплены вместе, чтобы соответствовать новым требованиям безопасности и CAFÉ. Существуют клеи, винты, болты и заклепки, а также другие застежки или комбинации застежек для соединения автомобиля и всех его компонентов. Но на сегодняшний день точечная сварка по-прежнему является королем соединения или крепления при новом строительстве или ремонте. С тысячами сварных швов на транспортное средство это не изменится в ближайшее время.
Новые конструкционные материалы, а также различные металлы и прочные стали различных марок должны быть объединены или скреплены вместе, чтобы соответствовать новым требованиям безопасности и CAFÉ. Существуют клеи, винты, болты и заклепки, а также другие застежки или комбинации застежек для соединения автомобиля и всех его компонентов. Но на сегодняшний день точечная сварка по-прежнему является королем соединения или крепления при новом строительстве или ремонте. С тысячами сварных швов на транспортное средство это не изменится в ближайшее время.
Нажмите здесь, чтобы узнать больше
Различные типы
У нас есть различные типы сварки на выбор: контактная точечная сварка методом продавливания (STRSW), сварка методом MIG/MAG электрозаклепками, а также шовная или стежковая сварка.
Пайка MIG рекомендуется все больше и больше. У нас также есть комбинации сварки и клея для соединения сварных швов и использования герметиков для швов в зоне сварки для сварки швов. Признание правильного способа сборки автомобиля имеет решающее значение. Осмелюсь сказать, что сварка — это самая ответственная процедура, которую выполняют технические специалисты, поскольку люди в буквальном смысле ставят свою жизнь на свои сварные швы.
Признание правильного способа сборки автомобиля имеет решающее значение. Осмелюсь сказать, что сварка — это самая ответственная процедура, которую выполняют технические специалисты, поскольку люди в буквальном смысле ставят свою жизнь на свои сварные швы.
Почему STRSW?
Количество причин, по которым при строительстве и ремонте используются определенные сварные швы, растет, поскольку тепло становится основным вредным фактором для высокопрочной стали и сверхвысокопрочной стали, или стали HSLA, во время сварки. Звучит странно, поскольку для сварки требуется тепло, но окружающая область свариваемой стали может быть повреждена так называемой «зоной теплового воздействия» или ЗТВ. Излучаемое тепло может изменить свойства стали, окружающей сварной шов, и ослабить область сварки.
Другим фактором, который действительно начинает играть роль, является коррозия. Стали становятся прочнее даже тогда, когда они становятся тоньше. Новые стали также быстрее подвергаются коррозии. Предотвращение коррозии является абсолютным. Самый лучший сварной шов может очень быстро выйти из строя, если защита от коррозии применяется неправильно.
Предотвращение коррозии является абсолютным. Самый лучший сварной шов может очень быстро выйти из строя, если защита от коррозии применяется неправильно.
Защита от коррозии должна учитываться во всех аспектах ремонта. Современные автомобили строятся так, чтобы служить намного дольше, чем раньше. В 2015 году средний срок службы автомобиля составил 11,5 лет. Довольно часто можно увидеть, как автомобили проезжают более 250 000 миль и проезжают 300 000 миль. Мой собственный пикап серии 2000 K проехал 280 000 миль, выглядит и работает отлично. Эта долговечность также должна учитываться во всех уравнениях, поскольку мы предлагаем пожизненную гарантию на ремонт.
Покупка
Все магазины, которые вложили средства и приобрели машину STRSW, с самого начала увидели очевидные преимущества. Я хвалю эти магазины, так как знаю, что машины STRW стоят дорого.
Когда технические специалисты начали использовать машины, они сразу же увидели экономию времени. Время подготовки для начала немного больше, но отсутствие зачистки сварных швов значительно экономит время, особенно при больших объемах работ. Чрезмерная обработка сварных швов является распространенной проблемой в мастерских, поскольку техники, использующие сварку электрозаклепками, затачивают металл слишком глубоко, что может значительно ослабить сварной шов. Продолжая изучать производственные процессы, мы узнаем, что даже один неудачный сварной шов может вызвать проблемы.
Время подготовки для начала немного больше, но отсутствие зачистки сварных швов значительно экономит время, особенно при больших объемах работ. Чрезмерная обработка сварных швов является распространенной проблемой в мастерских, поскольку техники, использующие сварку электрозаклепками, затачивают металл слишком глубоко, что может значительно ослабить сварной шов. Продолжая изучать производственные процессы, мы узнаем, что даже один неудачный сварной шов может вызвать проблемы.
Пример шовной сварки, при которой шовный герметик наносится на зону соединения швов.
Это раскрывает еще одно преимущество процесса STRSW. Скорость сварки создает очень низкую ЗТВ, которая не только предотвращает повреждение окружающего металла, но также помогает уменьшить коррозию, вызванную нагреванием. Это преимущество необходимо учитывать всем магазинам, которые не приобрели станок STRSW. Пробковые сварные швы имеют огромную зону ЗТВ и создают горячие точки коррозии на каждом сварном шве. У нас есть продукты для предотвращения коррозии, но доступ и применение затруднены.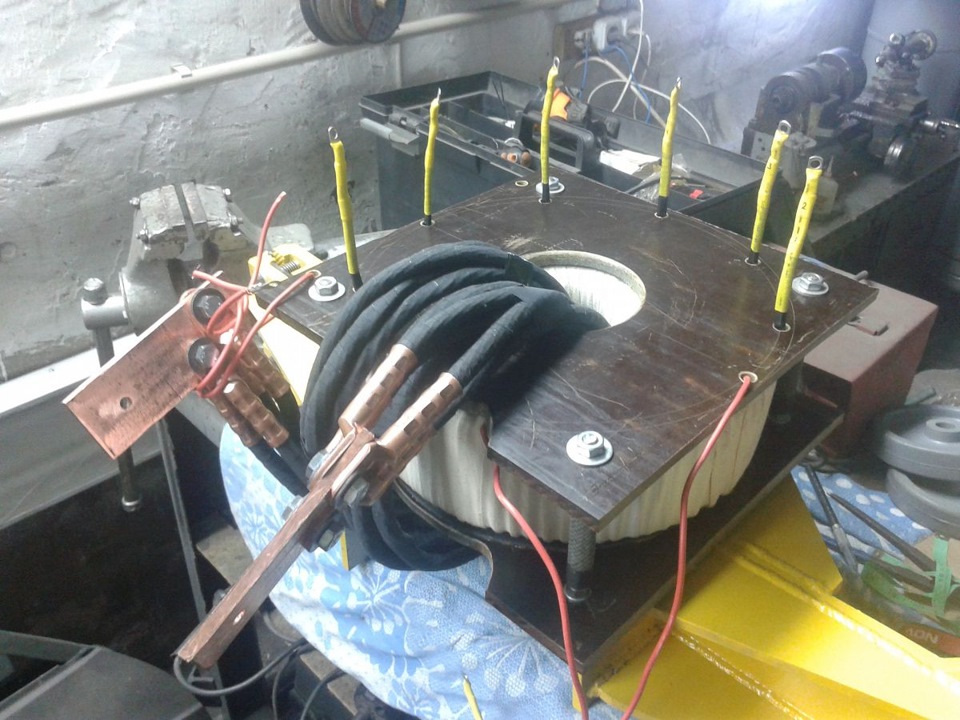 Я знаю, что даже заводские сварные швы ржавеют, поскольку производители автомобилей не идеальны, но проблема в том, что они не дают пожизненной гарантии. Кузовные мастерские делают. Выдержат ли ваши сварные швы испытание временем?
Я знаю, что даже заводские сварные швы ржавеют, поскольку производители автомобилей не идеальны, но проблема в том, что они не дают пожизненной гарантии. Кузовные мастерские делают. Выдержат ли ваши сварные швы испытание временем?
Учтите также, что некоторые производители автомобилей больше не предлагают сварку MAG. Metal Active Gas или GMAW (сварочные аппараты с подачей проволоки), настроенные на смешанный газ, могут быть неприемлемы для их автомобилей. Единственным выбором будет STRSW с возможностью пайки MIG. Повреждение металла и проблема коррозии, упомянутая ранее, вызывают серьезные опасения.
Предотвращение коррозии
Как я уже говорил, STRSW не идеален. Есть некоторые процедуры, которые могут быть выполнены для повышения согласованности во время ремонта.
Наблюдение за тем, как магазины внедряют эти процедуры, время ремонта заметно не изменилось, а качество ремонта резко выросло.
Здесь сварные швы маркированы, а грунтовки и покрытия сняты только в местах сварки.
Я спросил в некоторых магазинах, что они делают для предотвращения коррозии, и они дали следующие советы. Одна из проблем, с которой они столкнулись, — это коррозия между точечными сварными швами. Чтобы предотвратить эту коррозию, вот несколько простых советов. Они основаны на наличии правильной машины и нужного количества энергии для этой машины. Это просто процедуры сварки и зоны сварки. О сварке и сварке швов будет сказано позже.
- Убедитесь, что все наконечники чистые и подходят для применения, а также что наконечники выровнены. STRSW великолепен, если все сделано правильно. Если нет, то это просто еще один неудачный сварной шов. Пористость вызовет коррозию на этих сварных швах, или выброс создаст очаг коррозии.
- Пометить сварные швы и удалить грунтовку и покрытие только в местах сварки. Многие технические специалисты зачищают всю сопрягаемую поверхность, в результате чего между сварными швами остаются большие участки оголенного металла. Воски для полостей и герметики для швов могут не подходить или их может быть трудно правильно нанести.
- Заклейте голый металл 3/4-дюймовой лентой. Если весь фланец подвергался воздействию оголенного металла, сделайте то же самое в местах маркировки сварных швов. Зачистите все загрунтованные или голые металлические участки. Используя шерстяную кисть, нанесите только неразбавленный эпоксидный грунт в одном направлении на голый металл.
- Снимите ленту и нанесите грунтовку для сварки, если этого требует производитель автомобиля.
- Не забудьте заклеить все зажимы тисков, кроме шунтирующего зажима. Это обеспечит правильный ток для сварки и предотвратит образование грибовидных наконечников. Правильно используйте шунтирующий зажим.
 Воски для полостей и герметики для швов могут не подходить или их может быть трудно правильно нанести.
Воски для полостей и герметики для швов могут не подходить или их может быть трудно правильно нанести. Эти же процедуры подходят и для сварки электрозаклепками. Просто удалите грунтовку для сварки, если она применялась, из зоны сварки перед сваркой. Я также видел, как магазины сначала замазывали детали и закрытые помещения эпоксидной грунтовкой, а затем сваривали панели вместе. Это значительно улучшает защиту от коррозии в таких областях, как коромысла и колесные ниши, а также в любых других областях, которые подвержены воздействию высокой влажности или ограниченному доступу после сварки.
Это значительно улучшает защиту от коррозии в таких областях, как коромысла и колесные ниши, а также в любых других областях, которые подвержены воздействию высокой влажности или ограниченному доступу после сварки.
Сварное соединение
Когда станки STRSW стали доступны, ремонтная промышленность увидела эффективный способ дублировать заводской процесс сборки. Когда сварка стала преобладающей, мы увидели способ увеличить срок службы ремонта. Сочетание STRSW и клея решило проблемы, с которыми сталкивались автомобили в прошлом. При сварке через клей мы видим очень много преимуществ для производителя и ремонтной мастерской. Он увеличивает прочность, снижает изгиб и шум, вибрацию и резкость (NVH).
Больше всего мне нравится защита от коррозии. Шаги, упомянутые ранее, должны помочь предотвратить коррозию между сварными швами. Сварка также делает это. Если все сделано правильно, клей действует как герметик, предотвращая попадание влаги, а также изолируя контакт металла с металлом, который может создавать очаги коррозии из-за изгиба и вибрации. Использование сварки может обеспечить хороший и долговечный ремонт.
Использование сварки может обеспечить хороший и долговечный ремонт.
При использовании сварки убедитесь, что имеющаяся у вас машина STRSW способна это сделать. Кроме того, обязательно выполните пробные сварные швы и испытания на отслаивание, чтобы убедиться в правильности сварного шва и соединения. Сварку следует использовать только в том случае, если производители транспортных средств требуют этой процедуры. Имейте в виду также, что для правильного выполнения сварки требуется шунтирующий зажим.
Сварка швов
Сварка швов — это нечто новое в ремонтной отрасли. Это похоже на соединение сваркой, но его никогда не следует использовать вместо соединения сваркой.
Сварка швов – это нанесение герметика на область соединения сварных швов. Когда сварка завершена, просто удалите лишние материалы, и вы одновременно сварите и загерметизируете шов. Герметики не обеспечивают прочность автомобиля, как клеи, во время сварки, но они обеспечивают защиту от коррозии, которую обеспечивают клеи. Это устраняет проблемы с голым металлом между сварными швами и нанесение воска для полостей и кромок для герметизации швов. Это определенно экономит время и снижает количество отходов герметика для швов во время нанесения.
Это устраняет проблемы с голым металлом между сварными швами и нанесение воска для полостей и кромок для герметизации швов. Это определенно экономит время и снижает количество отходов герметика для швов во время нанесения.
Спот-он — BodyShop Business
Прошло четыре года с момента моей последней статьи в BodyShop Business о практике точечной сварки сопротивлением сжатию (STRSW). Процесс все тот же, но давайте немного поговорим о нем и попробуем понять, как он работает.
Нажмите здесь, чтобы узнать больше
Во-первых, имейте в виду, что эта информация исходит от ремонтника, а не от инженера-электрика или металлурга. Я, конечно, не академик. Я мастер-практик, интересующийся техническими аспектами чего-либо или любого процесса в сфере ремонта после столкновений. Однако я обнаружил, что когда я понимаю, как что-то работает и почему это работает, у меня больше шансов добиться положительного результата. И когда что-то идет не так, я гораздо успешнее осознаю, что произошло, и приспосабливаюсь, чтобы исправить это.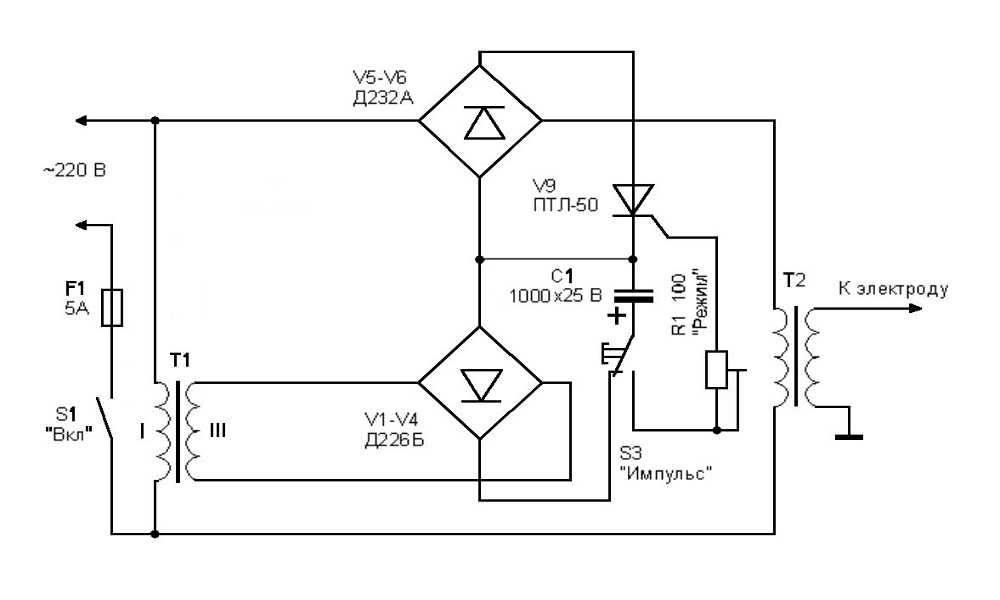
Все дело в сопротивлении
Нет, я не говорю об отношении вашей жены, когда вы спрашиваете ее, не будет ли она возражать, если вы прыгнете с банджи с моста в Британской Колумбии (я действительно сделал это, и, к счастью, моя жена не возражала против этого и с удовольствием наблюдала за мной из соседнего дома). скалы). Я говорю о фактическом сопротивлении, создаваемом при протекании электрического тока через сталь.
Сталь будет проводить электричество, но не так хорошо, как, скажем, медь. Так как сталь плохо проводит электричество, она идеально подходит для контактной сварки. Когда вы соединяете вместе два или более куска стали и пытаетесь пропустить ток через один и другой под давлением (см. Диаграмму 1), в области контакта мгновенно возникает огромное сопротивление, вызывая сильный нагрев (сталь плавится при температуре 2800 градусов по Фаренгейту) и слияние вовлеченных частей вместе. Таким образом, у вас есть точечная сварка!
Сопротивление является ключом к точечной сварке, поэтому большинство аппаратов для точечной сварки на рынке сегодня не могут в достаточной степени точечной сварки алюминия. Да, я слышу твой голос «Сомневающегося Томаса» в моем ухе, говорящий: «Алюминий плавится при 1200 градусах по Фаренгейту! Конечно, машина, способная точечно сваривать сталь, которая плавится при температуре 2800 градусов по Фаренгейту, может точечно сваривать алюминий, верно?» Неправильный. Звучит логично, но все дело в сопротивлении, амиго. Алюминий является отличным проводником электричества, а это означает, что для успешной точечной сварки требуется гораздо больше (большие машины с большим источником энергии). Просто в настоящее время это не осуществимый процесс в ремонтной мастерской.
Да, я слышу твой голос «Сомневающегося Томаса» в моем ухе, говорящий: «Алюминий плавится при 1200 градусах по Фаренгейту! Конечно, машина, способная точечно сваривать сталь, которая плавится при температуре 2800 градусов по Фаренгейту, может точечно сваривать алюминий, верно?» Неправильный. Звучит логично, но все дело в сопротивлении, амиго. Алюминий является отличным проводником электричества, а это означает, что для успешной точечной сварки требуется гораздо больше (большие машины с большим источником энергии). Просто в настоящее время это не осуществимый процесс в ремонтной мастерской.
По той же причине вы не найдете сварочных аппаратов MIG на 110 В, которые в достаточной степени работают с алюминием. Подумайте об этом так: в какой-то момент в жилищной промышленности алюминиевая проводка использовалась вместо меди, потому что она была дешевле и была отличным проводником электричества (низкое сопротивление, но, к сожалению, расширение вызывало проблемы с подключением).
Почему STRSW?
На самом деле есть много веских причин использовать STRSW вместо обычной сварки MIG:
1. Это быстрее. Посмотрите на фото 1. Этот сварной шов MIG требует тщательной доводки, прежде чем вы закончите. Точечный сварной шов нужно немного потереть абразивной губкой.
Это быстрее. Посмотрите на фото 1. Этот сварной шов MIG требует тщательной доводки, прежде чем вы закончите. Точечный сварной шов нужно немного потереть абразивной губкой.
2. Это чище. Вы когда-нибудь видели обломки, которые кто-то починил, но не убрал должным образом? Ржавые шлифовки выглядят некрасиво, когда их оставляют окисляться, и они являются верным признаком того, что автомобиль побывал в аварии. Пыль шлифовального камня может снова появиться в краске после того, как она выйдет из камеры. Если вы не хотите грязи в краске, не создавайте ее. Нет дыма, нет абразивной пыли, нет искрения или шлаков на стекле или обивке.
3. Выглядит оригинально. О да, это выглядит гораздо более аутентично. Лучшее, что мы можем сделать с MIG, это создать видимость отсутствия сварного шва. Это само по себе может быть бесплатной раздачей ранее поврежденного автомобиля.
4. Малая зона теплового воздействия (ЗТВ). При меньшем нагреве за меньшее время вы уничтожили меньше антикоррозионной защиты между панелями и создали меньшую зону ремонта на затронутых поверхностях. Кроме того, сохранение зоны теплового воздействия как можно меньше имеет решающее значение для предотвращения нарушения структурной целостности современных высокопрочных сталей (бористых, мартенситных и UHSS).
Кроме того, сохранение зоны теплового воздействия как можно меньше имеет решающее значение для предотвращения нарушения структурной целостности современных высокопрочных сталей (бористых, мартенситных и UHSS).
5. Меньше расходуется материалов. Без сварочной проволоки, сварочного газа и абразива для шлифовки.
6. Гораздо менее инвазивен. Создает гораздо меньшую зону коррозии. Цинковое покрытие на оригинальном покрытии фактически будет течь вокруг наггета точечной сварки, в отличие от наггета сварной свечи MIG с перегревом.
Советы по покупке
Благодаря техническому совершенствованию машин STRSW они получили возможность производить высококачественные точечные сварные швы, требуемые OEM-производителями. Большинство крупных производителей автомобилей признают и рекомендуют процесс точечной сварки с сопротивлением сжатию.
Теперь, когда вы решили сделать шаг вперед и купить его, боритесь со склонностью к дешевизне. Я знаю, что вы называете это «бережливостью», и я тоже, но поверьте мне: мои склонности к бережливости стоили мне времени и денег.
Я знаю, что вы называете это «бережливостью», и я тоже, но поверьте мне: мои склонности к бережливости стоили мне времени и денег.
Покупка аппарата для точечной сварки похожа на покупку мотоцикла: вы начинаете с малого и дешевого, а через три или четыре машины получаете тот, который вам действительно был нужен в начале, только вы потратили вдвое больше времени и денег, чем потратили. было бы, если бы вы только что «поднялись» с самого начала.
Ничего не покупайте, не протестировав самостоятельно, и всегда учитывайте доступность услуг. Есть несколько фантастических машин, но если они сломаются, где их починить? В Европе? Доставка стоит денег.
Самые современные машины, способные производить качественные сварные швы и признанные или рекомендованные OEM-производителями, имеют инверторный источник питания (см. Диаграмму 2). Машина с инвертором имеет гораздо меньший трансформатор (тяжелый) и требует меньше тока и времени для получения качественного сварного шва, а значит, меньше тепла и, следовательно, меньше вероятность снижения прочности передовых высокопрочных сталей.
Требования к электропитанию в коробке электрического выключателя также являются важным фактором. Большинство машин STRSW, рекомендованных производителями оборудования, работают от трехфазной сети 220 В, которая может быть недоступна для вас. Всегда проверяйте это перед покупкой новой машины. Также для большинства таких автоматов требуется провод четвертого сечения от коробки к розетке. Проконсультируйтесь со своим электриком и энергетической компанией.
Звонки и свистки
Производители станков STRSW предлагают широкий выбор стандартов и опций. Некоторые машины предлагают предустановленные программы для конкретных автомобилей, в которых предварительно задаются сила тока, давление между сварочными наконечниками и время подачи тока на наконечники. Однако это только отправная точка; Вы должны проверить свои сварные швы на тестовых купонах и соответствующим образом настроить машину. Всегда следите за тем, чтобы образцы из пробного металла были изготовлены из того же материала и имели то же покрытие (цинк), что и то, что вы привариваете к ремонтному автомобилю. Хотите ли вы этот тип функции, это личный выбор и решение. Машины с ручной настройкой — это вопрос физического поворота циферблатов и установки правильных настроек. Некоторые технологически продвинутые машины предупреждают вас о неправильных настройках, особых требованиях к сварке конкретных производителей транспортных средств и о том, когда пришло время выполнить техническое обслуживание наконечника.
Хотите ли вы этот тип функции, это личный выбор и решение. Машины с ручной настройкой — это вопрос физического поворота циферблатов и установки правильных настроек. Некоторые технологически продвинутые машины предупреждают вас о неправильных настройках, особых требованиях к сварке конкретных производителей транспортных средств и о том, когда пришло время выполнить техническое обслуживание наконечника.
Охлаждение также следует учитывать при выборе аппарата для точечной сварки. Наконечники, рычаги и кабели могут нагреваться, как и машина. Конечно, характер этих машин и то, для чего они предназначены, делает их уязвимыми для злоупотреблений. Достаточно сказать, что при правильной и рекомендованной эксплуатации они не перегреваются. Детали этих машин охлаждаются либо жидкостным охлаждением, либо сжатым воздухом. Некоторые машины поставляются с охлаждением в качестве стандартной функции, в то время как другие предлагают его в качестве опции. Это зависит от того, как вы предполагаете использовать машину и каковы ваши способности в области надзора и обучения.
Функция предварительного нагрева или импульса включает в себя предварительно нагретый импульс тока, подаваемый на точку за долю секунды до того, как подается полная мощность сварки. Это повышает качество точечной сварки, потому что она не только предварительно нагревает точку, но и выжигает любые загрязнения в месте сварки до подачи полной мощности.
Ключ доступа
Способность сварщика добраться до подавляющего большинства панелей точечной сварки, над которыми вы будете работать, является серьезным фактором при выборе сварщика. Стреляй на 90 процентов или выше. Не ожидайте, что сможете проникнуть глубоко в кузов (панели пола), но вы хотите иметь возможность сделать подавляющее большинство опор радиатора, боковых панелей, панелей крыши, дверных обшивок, панелей коромысел, внешних панелей рулевой рубки и т. д. задние панели кузова. Необходимы различные комплекты рук и сварочные горелки (см. Фото 3). Не думайте, что каждый сварщик предложит хороший доступ. Попробуйте некоторые из них и оцените их возможности. Вы будете жить с этой машиной в течение долгого времени, и если она не проста в использовании с хорошими возможностями доступа, вы найдете другое определение слова «сопротивление», когда ваши техники предпочтут MIG вашему блестящему новый и дорогой точечный сварочный аппарат. Вот тогда и начнется «испытание воли»!
Попробуйте некоторые из них и оцените их возможности. Вы будете жить с этой машиной в течение долгого времени, и если она не проста в использовании с хорошими возможностями доступа, вы найдете другое определение слова «сопротивление», когда ваши техники предпочтут MIG вашему блестящему новый и дорогой точечный сварочный аппарат. Вот тогда и начнется «испытание воли»!
Учись на моих ошибках!
Следующие комментарии основаны на моем опыте использования STRSW за последние 15 лет. Другими словами, я уже сделал несколько болезненных ошибок, и благодаря моему опыту вы можете их избежать! Звучит хорошо, правда?
Наконечники сварочные. Выравнивание наконечников может быть регулируемой функцией сварочного пистолета. Всегда правильно выравнивайте кончики (см. рис. 3). Неправильное выравнивание серьезно повлияет на качество и внешний вид сварного шва. Надлежащее обслуживание наконечников является постоянным требованием. Наконечники можно подпилить, а затем обработать специальным инструментом или инструментами, предназначенными для создания оптимальной контактной поверхности (см. Фото 2). Распространенным состоянием, которое возникает из-за увеличения времени сварки на каждом сварном шве, является грибовидное разрастание контактных наконечников. Когда это происходит, вы теряете прочность сварного шва, потому что сила сварки распространяется на гораздо большую площадь, чем должна быть, вместо того, чтобы концентрироваться в четко определенном диаметре (что рекомендуется как производителем сварочного аппарата, так и, в некоторых случаях, сварщиком). , производитель автомобиля). Когда наконечники становятся грибовидными, заправьте их должным образом и переоцените настройки вашей машины и время между сварками, чтобы предотвратить повторение этого.
Фото 2). Распространенным состоянием, которое возникает из-за увеличения времени сварки на каждом сварном шве, является грибовидное разрастание контактных наконечников. Когда это происходит, вы теряете прочность сварного шва, потому что сила сварки распространяется на гораздо большую площадь, чем должна быть, вместо того, чтобы концентрироваться в четко определенном диаметре (что рекомендуется как производителем сварочного аппарата, так и, в некоторых случаях, сварщиком). , производитель автомобиля). Когда наконечники становятся грибовидными, заправьте их должным образом и переоцените настройки вашей машины и время между сварками, чтобы предотвратить повторение этого.
Деструктивное испытание сварных швов. Перед сваркой всегда сначала визуально и разрушающе проверяйте сварные швы. Некоторые признаки, на которые следует обратить внимание:
1. Чрезмерное искрение или выброс металла, что может быть вызвано неправильным давлением наконечника, грязными сварочными наконечниками (сталь прилипла к наконечникам), чрезмерным сварочным током для металлического калибра, чрезмерным временем сварки или отсутствием удерживания сварного шва. достаточно долго – слишком короткое время сжатия.
достаточно долго – слишком короткое время сжатия.
2. Глубокая вмятина, вызванная чрезмерным давлением на наконечник, слишком длительным временем сварки или слишком большим сварочным током (высоким).
Проведите разрушающее испытание сварных швов, используя процедуру, рекомендованную изготовителем оборудования, или, предпочтительно, метод OEM, если он доступен. Одним из методов является испытание на отслаивание, при котором тестовые образцы физически отделяются друг от друга в тисках (см. Фото 4). После выполнения этого испытания необходимо проверить следующие визуальные дефекты:
1. Продолговатая форма самородка, вызванная неправильным выравниванием наконечников, плохой подгонкой свариваемых деталей или загрязнением стали или прилипанием к сварочным наконечникам.
2. Слишком маленький или отсутствующий самородок, или отрыв металла, вызванный загрязнением места сварки (грязным), слишком высоким давлением (удерживающей силой) наконечника, слишком низким сварочным током, слишком коротким временем сварки или состоянием наконечника (может быть грибовидным) .
Доброжелательность Шунтирование
Нет, вам не понадобится медицинская процедура для выполнения точечной сварки. У вас могут возникнуть трудности с выполнением первоначальной точечной сварки, если вы не сможете установить постоянный ток между наконечниками. Почему? Что ж, может случиться так, что даже если вы очистили точные места, где наконечники соприкасаются со сварными панелями с обеих сторон, у вас есть изолирующее электронное покрытие или клей (процесс сварки) между панелями.
Чтобы установить путь тока, снимите покрытие e-coat с места точечной сварки на край панели с обеих сторон и плотно зажмите в этой области тиски, которые зададут путь тока для первого сварного шва (см. Диаграмму 4). Как только вы это сделаете, дальнейшее шунтирование не потребуется, так как контакт между двумя панелями установлен.
Шунтирующий шов не такой прочный, как обычный шов, из-за длины, которую должен пройти ток, и того факта, что масса, через которую должен проходить ток (корпус зажима), намного важнее, чем просто два металлических фланца. Вот почему вы должны изолировать свои тиски или зажимы. Вы можете приобрести изолированные зажимы или обернуть губки зажима изолентой, чтобы предотвратить прохождение тока через зажим и ослабление сварного шва в месте размещения зажимов.
Вот почему вы должны изолировать свои тиски или зажимы. Вы можете приобрести изолированные зажимы или обернуть губки зажима изолентой, чтобы предотвратить прохождение тока через зажим и ослабление сварного шва в месте размещения зажимов.
Еще одна вещь, связанная с маневрированием, и это наука в действии: если у вас есть маневровый зажим рядом с контактными наконечниками и вы нажмете курок на вашем аппарате для точечной сварки, вы заметите, что эти захваты тисков будут мгновенно подтянуты к сварочным рычагам, в результате магнитной силы, притягивающей зажим к центру силового поля.
Да пребудет с тобой сила
В автомобиле много компьютеров и, что еще хуже, электрических реле. Когда они попадают в это магнитное силовое поле, могут произойти плохие вещи. Показательный случай произошел, когда один из наших местных магазинов работал над Toyota Prius. Техник подумал, что поскольку он использовал свой новый аппарат для контактной сварки вместо аппарата для сварки MIG, ему не нужно было отключать и снимать центр реле (почти 30 реле в одной коробке), чтобы заменить передний фартук между опорой сердечника и стойкой опоры. . Кроме того, он только зажал сетевой фильтр на клеммах 12-вольтового аккумулятора и не отключал и не отключал его.
. Кроме того, он только зажал сетевой фильтр на клеммах 12-вольтового аккумулятора и не отключал и не отключал его.
Хм… позвольте мне немного порассуждать с вами. Если этот манёвренный зажим притягивается к сварочным рукавам под сильным сжимающим давлением, как вы думаете, что делали эти контактные точки в этих реле одновременно, когда нажимали на курок его нового сварочного аппарата? Техник увидел зловещий дым, поднимающийся с правой стороны автомобиля, и сказал, что машина больше не заводится, поэтому он спросил, знаю ли я, почему это происходит. Я сказал ему, что какое-то обучение I-CAR определенно было в его будущем и что для каждого реле в коробке было несколько возможных вариантов дыма. В итоге машина отправилась к дилеру на дорогостоящий ремонт. Мораль этой басни в том, что нет известной замены обучению. В итоге получается дешево.
Пара других пунктов
Сварное соединение или сочетание STRSW и клеевого соединения рекомендуется многими производителями автомобилей. Daimler Chrysler, например, не рекомендует на своих автомобилях только процесс склеивания, но рекомендует склеивание в сочетании с STRSW. Этот процесс удобнее всего выполнять, пока клей еще влажный, и некоторые машины фактически имеют настройку сварки для этого процесса.
Daimler Chrysler, например, не рекомендует на своих автомобилях только процесс склеивания, но рекомендует склеивание в сочетании с STRSW. Этот процесс удобнее всего выполнять, пока клей еще влажный, и некоторые машины фактически имеют настройку сварки для этого процесса.
Я настоятельно рекомендую пройти следующие курсы I-CAR: WCS04 (STRSW) и EXT02 (замена сварных и клеевых панелей).
Я надеюсь, что эта статья дала вам больше знаний о процессе STRSW. Моя цель состояла в том, чтобы описать процесс, как он работает, какие подводные камни могут возникнуть и как их предотвратить. Пожалуйста, наслаждайтесь точечной сваркой… Я люблю.
Майк Уэст, пишущий редактор BodyShop Business, является владельцем магазина более 30 лет и техническим специалистом более 40 лет. Его магазин в Сиэтле, штат Вашингтон, получил золотой знак отличия I-CAR и синий знак качества ASE.
По долгу службы
У каждой машины с электрическим приводом есть «рабочий цикл», но для сварщика, особенно для точечной сварки, важнее знать и понимать, что это за рабочий цикл.
Рабочий цикл — это фактическое количество времени, в течение которого аппарат точечной сварки (в данном случае) может работать (выполняя точечную сварку) по сравнению с заданным отрезком времени (например, часом). Подумайте об этом так: если ваш представитель сварщика говорит вам, что его машина имеет 5-процентный рабочий цикл, это может показаться не таким уж большим, но давайте посчитаем.
.05 x 60 секунд x 60 минут = 180 секунд сварки в час .
Но точечная сварка не занимает секунды (в зависимости от толщины металла), а скорее менее полсекунды. Итак, для нашего примера, скажем, это занимает 0,3 или 1/3 секунды. Таким образом, за каждую секунду сварки мы можем производить 3-1/3 шва. Это около 600 сварных швов в час, на которые способна машина. Тем не менее, после каждого сварного шва есть период удержания от трех до четырех секунд для обеспечения качества сварки. Таким образом, если вы возьмете 600 сварных швов и умножите на четырехсекундный цикл сварки, вы получите 2400 секунд, разделенных на 60 минут, равных 40 минутам непрерывной сварки, прежде чем вы достигнете максимального рабочего цикла.