Как правильно варить сваркой электродами видео новичку
🔧 Как правильно варить электросваркой: свариваем металлические трубы и делаем красивые швы
🎥 В пост добавлены видео про сварочное дело, рекомендую посмотреть 😉
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
🔎 С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
🔎 Технология сварочного процесса
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
🔎 Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
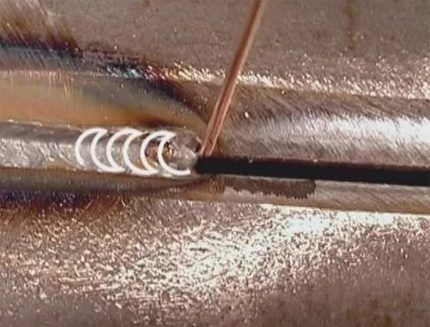
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
• Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
• Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
• Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк.
🔎 Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
• Тщательно очищаем деталь.
• Если торцы трубы деформированы, обрезаем или выправляем их.
• Очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
В частном доме, на даче или в гараже довольно часто появляется необходимость в соединении различных металлических деталей и создании из них конструкций. Каждый раз обращаться к профессионалам за помощью в подобной ситуации не имеет смысла, ведь сварочный автомат можно приобрести самостоятельно.
В магазинах доступен широкий выбор разнообразных устройств в различных ценовых категориях, так что сварка инвертором для начинающих – лучшее, что может предложить рынок.
Азы электросварки
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.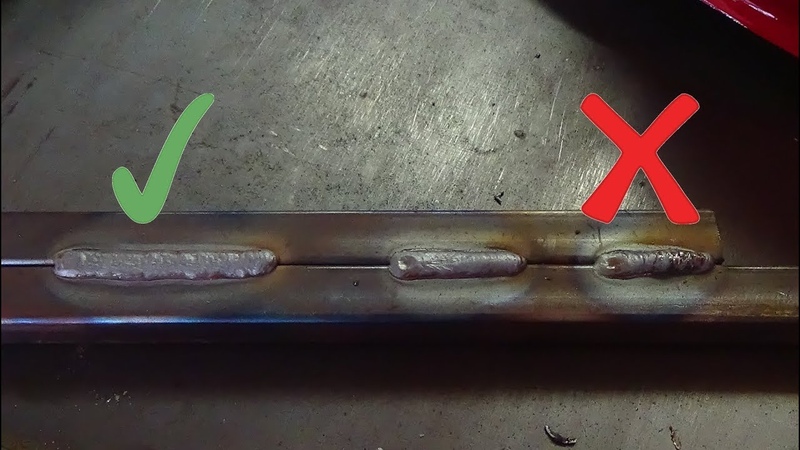
Ниже перечислены остальные виды сварки:
- Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. - Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. - Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. - Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. - Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. - Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.


Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Влияние скорости подачи электродов
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Влияние силы тока
Осваивая основы сварки инвертором, важно понимать, какую силу тока необходимо устанавливать в каждой отдельной ситуации. Правильно настроенный инверторный сварочный аппарат – залог успеха.
Данные о величине тока берутся из таблицы, также в ней приводится и размер электродов. Однако эти значения однако величины тока не точные, они составляют плюс-минус несколько десятков ампер.
Особенности сварки тонкого металла
В бытовых задачах чаще всего сталкиваются с необходимостью соединения тонкого металла. В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата.
В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата.
Вот несколько полезных советов, которые могут в повышении мастерства:
- начинайте варить, используя минимальный ток;
- формируйте шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию во время сварки.
Частые ошибки новичков
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Подведем итоги
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
Рис.1 — Сварочный инвертор FUBAG IR 160
Наш первый урок сварки для начинающих
Прежде всего, нужно определиться с вашими задачами. От этого будет зависеть и выбор аппарата для сварки.
От этого будет зависеть и выбор аппарата для сварки.
Основной параметр сварочного инвертора – это диапазон сварочного тока. Выбор по этому параметру напрямую связан с объемами, видами и периодичностью работ, которые вы планируете.Также желательно, чтобы Ваш инвертор имел функцию облегчения розжига и анти прилипания электрода – это значительно облегчит отработку навыка розжига и удержания дуги. В этом ролике мы подробно про них расскажем.
Пару слов о том, почему выбираем именно инвертор. Сваривать металл инвертором легче, потому что устройство обеспечивает постоянный ток сварки (независимо от колебаний напряжения в сети). Вследствие этого дуга горит устойчиво, металл разбрызгивается незначительно. Еще один плюс сварочных инверторов FUBAG – у них небольшой вес.
Например, данный аппарат весит всего 3 кг.
К тому же, современные инверторы оснащаются функциями, которые облегчают жизнь сварщику, особенно начинающему – горячим стартом, анти прилипанием и форсажем дуги.
Названия функций звучат красиво, но зачем они нужны и чем облегчат Вашу жизнь?
— Подбираем электрод
Со сварочным инвертором понятно. Что еще понадобится для сварки чайникам – электроды! Вообще, чтобы подобрать электрод при сварке инвертором, мы должны знать: тип металла и его толщину т.к. для каждого типа металла и толщины подбирается свой электрод. Опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но для начала нам будет достаточно толщины металла. У нас заготовка толщиной 3 мм, поэтому выбираю электроды fubag FB46. Они отлично подходят для сварки низкоуглеродистой стали.
Рис.3 — Электроды fubag FB46
Толщина свариваемого металла
При работе со сваркой защита для глаз – обязательное условие! Мы будем пользоваться маской сварщика ULTIMA Panoramic 5-13. Очень достойная и надежная модель с большой зоной обзора. Кроме того понадобятся краги, спецодежда и обувь, чтобы избежать ожогов от искр и расплавленного металла.
Рис.4 — Сварочная маска FUBAG ULTIMA Panoramic 5-13
Перед началом работы необходимо подготовить рабочее место. Мы будем варить на специальном демонстрационном столе. В рабочих условиях проследите, чтоб в непосредственной близости от сварки не было легковоспламеняющихся материалов.
Часто начинающие сварщики делают большую ошибку, когда пренебрегают подготовкой деталей под сварку. На свариваемых деталях всегда имеются различные загрязнения — ржавчина, краска. Такие загрязнения влияют на качество шва. Необходимо металлической щеткой зачистить зоны шва на ширину 20-25 мм от стыка. Если детали сильно загрязнены, то можно протереть их ацетоном или растворителем.
Рис.5 — Зачистка зоны шва
Рис.6 — Подключение сварочных кабелей
Теперь можно подключить аппарат в сеть и выставить нужный сварочный ток. Сила сварочного тока подбирается в соответствии с диаметром электрода и толщиной свариваемого металла. На начальном этапе вы можете ориентироваться по таблицам, которые даны на каждом сварочном аппарате. Когда приобретёте достаточный опыт, то сможете подбирать силу тока под свой стиль.
Мы варим сталь 3 мм электродами диаметром 3. Соответственно, выставляем нужный нам рабочий ток – 100А. Наш инвертор IR160 имеет цифровой дисплей, что значительно упрощает настройку и контроль за силой тока.
Рис.8 — Настройка сварочного тока
Не стоит выставлять значение выше максимального, иначе металл будет прожигать, но также таким способом можно резать металл. Если выставить слишком низкую силу тока, то дуга зажигаться не будет и электрод начнет залипать.
- Чиркая электродом к ак спичкой на месте начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние.
Рис. 9 — Способ зажигания сварочной дуги — чирканье
- Способ касанием (его еще называют постукиванием) отличается лишь тем, что мы не ведем электрод по поверхности металла, а просто касаемся его краем места начала сварного шва и отводим электрод.
Рис.10 — Способ зажигания сварочной дуги — касание
Держите электрод под углом около 45 градусов и старайтесь поддерживать этот зазор между электродом и металлом в 3-4 мм по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону, оторвите и снова зажгите дугу. Добейтесь навыка получения устойчивой дуги между электродом и деталью.
Попробуйте поработать и тем, и другим способом и выберите, какой Вам подходит больше.
Когда у Вас все получится с зажиганием и поддержанием дуги, то можете попробовать наплавить валик. Для этого надо зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения. Расплавленный металл как бы «подгребайте» к центру дуги.
В конце сварочного шва, делаете колебательные движения в стороны и убираете электрод в сторону наплавленного металла. Эта хитрость придаст сварному соединению красоту (избавит от кратера).
Рис. 11 — Наплавление валика
К концу урока “сварки для начинающих” у Вас должен получиться красивый шов, имеющий маленькие волны из наплавленного металла. После остывания необходимо отбить шлак. Должен получился вот такой валик.
Рис.12 — Красивый шов
Как правильно варить металл сваркой
Что такое сварочный инвертор и как он работает
Инвертор представляет собой современное оборудование, которое используется для соединения металлических деталей. Принцип сварки инвертором аналогичный другим сварочным аппаратам. Прибор вырабатывает ток максимальной силы, благодаря которому появляется электрическая дуга. В дальнейшем она поддерживается за счёт мощного напряжения и позволяет разогревать металл. В случае с инвертором дуга появляется между обрабатываемой поверхностью и электродом. Его отличие в том, что в стандартных моделях мощное напряжение вырабатывается с помощью трансформатора. В инверторе другая система.
В инверторе другая система.
Чтобы создать мощное напряжение, входной ток в 220В проходит через специальный выпрямитель. Там он преобразуется в постоянный. Далее постоянный ток преобразуется в переменный с частотой до 100 кГц. На последнем этапе происходит выпрямление потока и последующее его использование в сварочных работах
Важно знать, как сварить заготовки вместе и что для этого нужно, чтобы получить прочную конструкцию
Техника безопасности при сварке
Пренебрежение правилами личной безопасности влечёт за собой самые неприятные, а порой и трагичные, последствия. Основные правила техники безопасности гласят:
- Используя сварочное оборудование необходимо следить за надёжной изоляцией проводов, осуществляющих питание прибора и непосредственно электрической дуги. Неукоснительно должны выполняться требования завода-изготовителя оборудования по заземлению корпуса агрегата, аппаратного шкафа и т.д.
- Работы должны производиться в целой спецодежде, обуви и огнеупорных перчатках. В помещениях где производится сварка должны применяться резиновые коврики и галоши. Пространство должно хорошо освещаться.
- Сварочное оборудование, в частности электрододержатель, должно соответствовать нормам надёжной изоляции, исключающие прямой контакт с кожей сварщика. Электрододержатель считается качественным, если выдерживает 8000 и более зажимов электродов.
- Для обеспечения безопасности рекомендуется применение автоматических выключателей.
Таковы некоторые из положений ГОСТа, регламентирующего работы сварщика. Конечно, в домашних условиях никто не будет контролировать выполнение вышеизложенных положений. Однако их необходимо знать и помнить, что писаны они не ради красного словца, а на горьком опыте пострадавших.
Сварочные работы стоят на втором месте по опасности после шахтёрского труда. Даже в домашнем хозяйстве, где к сварке прибегают время от времени, нельзя забывать о потенциальной опасности при работе с электрическим током и расплавленным металлом. Для поддержания безопасности следует использовать защитную маску только заводского изготовления, специальную негорючую одежду, обувь и перчатки. На рабочей площадке вседа должны быть средства пожаротушения — вода, песок и огнетушитель. Не стоит подвергать опасности себя и собственный дом, пренебрегая простыми правилами безопасности. Аптечку желательно укомплектовать противоожоговыми препаратами.
Для поддержания безопасности следует использовать защитную маску только заводского изготовления, специальную негорючую одежду, обувь и перчатки. На рабочей площадке вседа должны быть средства пожаротушения — вода, песок и огнетушитель. Не стоит подвергать опасности себя и собственный дом, пренебрегая простыми правилами безопасности. Аптечку желательно укомплектовать противоожоговыми препаратами.
Работа с электродами
Имея представление о сути процесса электросварки, можно начинать работу со сварочным аппаратом. Нужно очень серьезно отнестись к соблюдению всех мер безопасности. Рабочее место следует освободить от лишних предметов, мусора.
Работать придется с высокими температурами и электрооборудованием. Обязательно нужно надеть специальные защитные перчатки, маску, плотную одежду и обувь. Поверхности металла, который предстоит сваривать, надо очистить.
Для электросварки понадобится электрод. На покупке первого экземпляра не стоит экономить. Начинающим сварщикам желательно взять универсальный электрод с диаметром 3,2 мм. Его нужно вставить в фиксатор сварочного кабеля. Как вставить – разобраться можно легко.
В винтовой фиксатор электрод нужно ввинтить, в пружинный держатель – вставить в нишу, которая появляется после нажатия клавиши.
Проверьте правильность подключения кабелей. Для того чтобы сварить железо (для начала это лучший вариант), к детали подсоединяют кабель из выхода инвертора со знаком «+». К электроду подсоединяют кабель от выхода со знаком «‒». Такое подключение называют прямым. Обратным образом выполняют подключение кабелей при сварке разных сплавов, например, нержавеющей стали. Это вам понадобится в будущем.
Защита металла от образования коррозии
правильно варить электрической сваркой
Не секрет, что металл под действием кислорода быстро подвергается к образованию ржавчины. Поверьте, швы после сварки корродируют намного быстрей.
Поверьте, швы после сварки корродируют намного быстрей.
Чтобы металлические изделия защитить от коррозии, как правило, используют окрашивание. Чтобы не делать такую работу ежегодно, сделайте ее по всем правилам.
Для начала, нужно убрать ржавчину и старую краску. Для этого желательно использовать металлические щетки-насадки к болгарке или дрели, но можно проводить работы и простой металлической щеткой. Не забудьте во время этих работ защитить глаза с помощью щитка или очков.
После чистки деталей покройте их преобразователем ржавчины, а после обработайте слоем грунтовки. Подбирайте состав грунтовки, который специально предназначен для работы по металлу. После застывания этого слоя можно начинать окрашивание. Отличный результат показали пентафталевые и акриловые эмали, используемые для внешних работ.
Желательно в целях покраски использовать не валик или кисточку, а пульверизатор. При помощи его можно нанести тонкий и равномерный слой краски, который через время не будет отслаиваться и растрескиваться.
Сварка своими руками – довольно сложное мероприятие, но при желании его все же можно освоить. Необходимо только усвоить основные правила работ и постепенно учиться делать простейшие упражнения. Не надо жалеть время и силы на изучение азов, которые будут в дальнейшем основой мастерства. Затем можно смело переходить к сложным приемам, совершенствуя ваши умения.
Как правильно варить
Чтобы понять, как правильно варить, к небольшому количеству теории следует добавить большое количество практики. Начинать учиться лучше со сваривания обрезков уголков, арматуры, металлических пластин. Только после того, как вы «почувствуете шов» своими руками, можно приступать к соединению более или менее ответственных конструкций.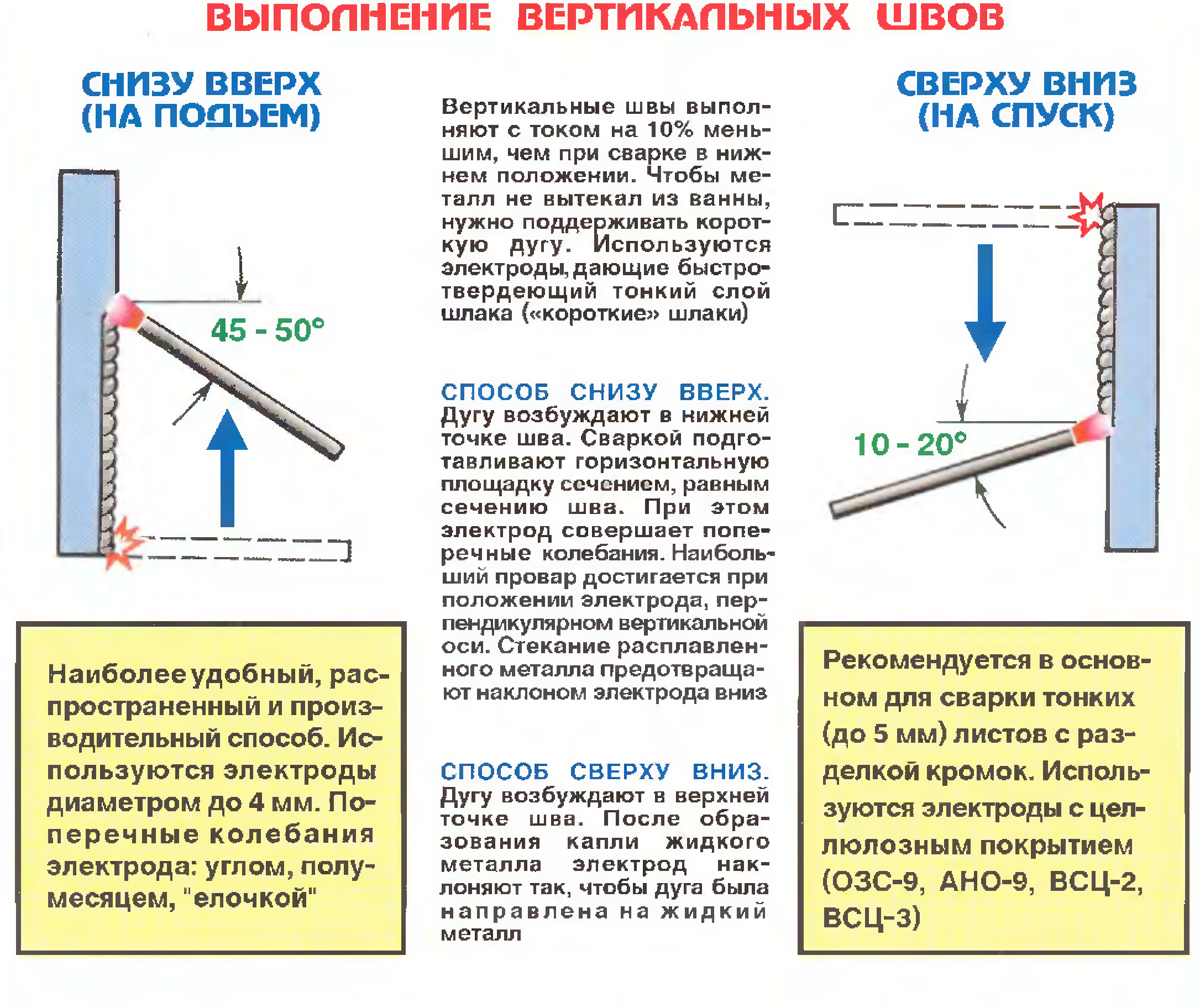
Процесс дуговой сварки
Существует несколько видов аппаратов, для того чтобы научиться правильно варить, лучше всего начинать с инверторного. Он позволяет плавно регулировать и поддерживать стабильным рабочий ток, мало не зависит от уровня и стабильности напряжения в питающей электросети, не создает в этой сети бросков напряжения.
Альтернативные методы
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки, особенно при работе с корпусами автомобилей. Преимущество заключается в отсутствии необходимости менять электрод, т. к. проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода. Начинающим сварщикам легче освоить этот метод.
Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм. Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным.
После рассмотрения данных советов становится понятно как правильно варить тонкий металл. Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
Подробности
Типы аппаратов для сварки
На строительном рынке есть множество моделей сварочных аппаратов, и среди всего разнообразия стоит выделить следующее:
- Выпрямители.
- Плазменные.
- Трансформаторы.
- Автоматы.
- Инверторы.
- Полуавтоматы.
В условиях дома или мастерской обычно используют трансформаторы из-за малой стоимости, а также инверторы из-за удобства и простоты выполнения работ. Остальные потребуют либо особые условия для работы, которые можно создать лишь на производстве, или потребуется длительное приобретение навыков и особое обучение.
Трансформаторные
Устройство подобных автоматов самое обычное – это понижающий и мощный трансформатор, причем именно в его вторичную обмотку и включают электрическую рабочую цепь. Достоинства такого устройства заключаются в его простоте, неприхотливости, живучести и дешевизне. А из недостатков выделим большой вес и размеры, низкий уровень стабильности дуги, работа на переменном токе и создание бросков напряжения в сети питания. Подобный аппарат потребует от сварщика большого опыта и мастерства. Для обучения начинающего мастера устройство плохо подходит.
Достоинства такого устройства заключаются в его простоте, неприхотливости, живучести и дешевизне. А из недостатков выделим большой вес и размеры, низкий уровень стабильности дуги, работа на переменном токе и создание бросков напряжения в сети питания. Подобный аппарат потребует от сварщика большого опыта и мастерства. Для обучения начинающего мастера устройство плохо подходит.
Инверторы
Кроме того, устройство не вызывает напряжения бросков в сети питания. Но есть пару недостатков – высокая стоимость и малая степень устойчивости к морозу. Обучение начать стоит именно с инвертора, потому что стабильность параметров души и наличие дополнительных функций облегчат старт и предотвратят залипание, а также дадут возможность новичкам сосредоточиться на шве и как можно скорее освоить новую для них технологию.
Что нужно для выполнения работ начинающим мастерам
Для того, чтобы приступить к обучению, потребуется выбрать соответствующую экипировку и оборудование
Особое внимание стоит уделять собственным средствам защиты, потому что сварочные работы представляют собой вредный процесс для органов дыхания и зрения. Потребуется организовать рабочее место, а если оно находится в мастерской, то комнату потребуется снабдить эффективной вытяжной системой и прекрасным освещением
Чтобы правильно варить металл инвертором или другим приспособлением, немаловажную роль будет играть и место. Если вы желаете начать обучение на свежем воздухе, то делать это следует на сухом основании и под навесом, который будет защищать вас и оборудование от дождя. Рабочее место должно получится просторным, не быть захламленным, а также не стеснять движения сварщика. Кабели следует прокладывать так, чтобы вы на них не наступили и не запнулись при перемещении вокруг заготовок. В качестве заготовки для отработки навыков стоит выбирать обрезки проката и стальные листы, а начинать с важных конструкций не рекомендуется.
Средства защиты и инструменты
Из инструментария, оборудования и материалов нужно:
- Болгарка (УШМ) для нарезания заготовок и зачистки швов.
- Набор ручных слесарных инструментов – зубила, молотки, пассатижи и прочее.
- Щетка из металла для зачистки заготовок.
- Струбцины и зажимы для того, чтобы заготовки были соединены между собой.
- Электроды.

И, конечно же, вам потребуется инвертор.
Какие выбрать электроды
Чтобы научиться хорошо варить металл, потребуется выбрать сварочные материалы по типу свариваемых материалов и их толщиной. В качестве задания для учебы стоит выбирать стандартные низкоуглеродные конструкционные стали. Для них прекрасно подойдут популярные электроды с обмазкой. Обычно требуется учить на электродах с диаметром 1.6, 2 и 3 мм (это для тонкостенных конструкций), а с толщиной от 4 до 6 мм для сваривания заготовок с толстыми стенками.
Чаще всего для домашних условиях применяют электроды с диаметром в 3 мм, а более тонкие подойдут для сваривания деталей с тонкими стенками. Мощность устройства обязательно должна соответствовать диаметру электрода, а в руководстве пользователя есть табличка для определения рабочего тока по номера электрода.
Как выбрать электроды
Защитная обмазка проволоки во время сварки плавится и преобразуется в шлак, который, выходя на наружу сварочной ванны, защищает расплав от воздействия азота воздуха и кислорода. Иногда обмазки имеют газообразующие добавления, они во время варки выделяют газ, который ограничивает доступ кислорода к участку плавления.
Как правило, вопрос, какие электроды выбрать, у новичков не появляется, потому что учиться ремеслу чаще всего начинают сваркой простейших низкоуглеродистых сталей.
Использование сварочных выпрямителей дает возможность использовать для таких, и нержавеющих металлов, электроды марки УОНИИ, которые предназначены для варки прямым током.
Электроды марки АНО, можно использовать для работы с трансформаторами и выпрямителями, они позволяют работать и с обратным, и с прямым током, потому любители их выбирают гораздо чаще, нежели УОНИИ.
С учетом толщины свариваемых частей используют электроды сечением 1,6-5 мм. При этом, 4-5 мм стержни используют для порезки металлов, выставляя наибольшую силу тока.
Узнать нужный диаметр электрода можно с помощью таблиц зависимости данного параметра от толщины материала, а также с помощью различных формул. Новички не часто используют электроды диаметром больше 4 мм.
Разновидности сварочных работ (стыковая, нависающая, горизонтальная сварка и т. д.) почти не зависят от диаметра проволоки, что не скажешь о ширине шва и глубине сварной ванны.
Из-за того, что удельный ток сварки напрямую зависит от диаметра электрода, то концентрация силы тока выше на конце тонкой проволоки, потому глубина провара больше, нежели при использовании толстого стержня. При этом использование электрода сечением 4-5 мм проплавляет металл нет так сильно, создавая более широкий шов.
То есть, сложно ответить, какой электрод выбрать, правильный выбор учитывает множество нюансов, от вида сварочного агрегата и до требуемой ширины шва.
Особенности сварки тонколистовых металлов
Сварка тонколистовых металлов более сложна, так как такой металл легче прожечь. Рекомендуется выполнять следующее:
- Варят в режиме обратной полярности, величина силы тока минимальна.
- Чем меньше длина шва, тем меньше коробление, поэтому варят прерывистым швом, иногда перемещаясь в другую зону стыка.
- При сварке встык добиваются минимального зазора между кромками.
- При сварке внахлёст плотно прижимают листы друг к другу во время сварки, чтобы не допустить зазора.
- В случае, если толщина металла не превыщает 1,5 мм, то рекомендуется использовать сварочные полуавтоматы с проволокой, так как обычные электроды будут прожигать заготовку.
Ручная дуговая сварка – сложный процесс, но при должном старании можно научиться этому делу.
Основы сварки
Чтобы научиться правильно варить, необходимо ориентировать в физических основах процесса сварки. Любой сварочный аппарат создает в небольшой рабочей зоне на стыке двух свариваемых деталей температуру выше температуры плавления свариваемого металла, так называемую сварочную ванну. В ней превратившаяся в жидкость часть металла обеих деталей смешивается друг с другом и с металлом расплавившегося электрода. После снижения температуры металл из сварочной ванны кристаллизуется, соединяя свариваемые детали в одно целое. Медленно перемещая сварочную ванну вслед за дугой вдоль стыка, сварщик получает шов. Высокой температуры в любительских сварочных аппаратах достигают двумя способами:
- электрической дугой;
- газовой горелкой.
Электросварка безопаснее, поскольку нет риска взрыва газа, и проще в освоении для тех, кто только учится правильно варить.
Электрическую дугу создают при пропускании тока большой силы через воздушный зазор между свариваемыми деталями и электродом.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Способы и разновидности сварки.
Ниже перечислены остальные виды сварки:
- Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется. - Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. - Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. - Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. - Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. - Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания
Какие электроды использовать
Электросварка для начинающих представляет сложный процесс, если электрод был выбран неправильно. От его свойств зависит качество шва, равномерность, проплавляемость, отсутствие примесей и вредных соединений. Поэтому учитывают такие критерии выбора:
- стержень должен иметь максимально близкий состав со свариваемыми металлами;
- защитная оболочка должна защищать шов от образования окислов;
- следует соблюдать полярность подключения в зависимости от маркировки;
- параметры по току должны отвечать требованиям сварочного аппарата и толщине деталей;
- диаметр нужно подобрать такой, чтобы можно было сформировать шов с необходимыми характеристиками.
Пачка электродов
Технология
Суть сварки электродом заключается в том, что на металл происходит воздействие высокой температуры. Между электродом и металлической поверхностью возникает дуга, происходит плавление и образование сварного шва. Однако, получить качественный, прочный и красивый сварной шов можно только изучив все тонкости того, как правильно варить сваркой электродами и типы швов, а так же, как правильно вести электрод при сварке металла.
Сварка одиночными электродами состоит из следующих этапов:
- Выбор электрода.
- Установка тока необходимой величины.
- Поджог дуги.
- Определение с расположением электрода.
- Выбор, как вести электрод при сварке.
- Формирование шва.
- Контроль зазора.
- Выявление дефектов и их ликвидация.
Повышенную трудность представляет собой сварка тонкого металла. Она заключается в опасности появления прожогов. Этот дефект относится к категории недопустимых, поскольку значительно снижает прочность конструкции. Чтобы уменьшить температуру свариваемого материала, следует величину тока сделать минимальной. Сварку надо вести с обратной полярностью. Шов следует делать прерывистым.
Чтобы уменьшить температуру свариваемого материала, следует величину тока сделать минимальной. Сварку надо вести с обратной полярностью. Шов следует делать прерывистым.
Сильное коробление шва предотвратит перемещение электрода в разные зоны, чтобы дать возможность небольшого остывания на предыдущем участке. Если металл не просто тонкий, а очень тонкий, то придется прибегать к непопулярному методу – периодическому прерыванию дуги.
При окончании процесса сварки следует заварить кратер.
После окончания формирования шва необходимо выявить наличие дефектов. Наружные изъяны можно определить внешним осмотром. Применение лупы с большим увеличением поможет найти микродефекты. Для определения внутренних дефектов существует контроль с применением специальных приборов. Имеется возможность обратиться в лаборатории, специализирующиеся на контроле сварных соединений, в которых работают профессиональные сотрудники, и имеется оборудование, проходящее обязательную поверку.
Техника ручной дуговой сварки. Как правильно варить сваркой
Прежде чем приступить к практическим занятиям, хочется еще раз напомнить о технике безопасности. Никаких деревянных верстаков и горючих материалов рядом с местом работы. Обязательно поставьте на рабочем месте емкость с водой. Помните об опасности возникновения пожара.
Для того чтобы разобраться, как правильно варить сваркой, представляем вашему вниманию подробную инструкцию и видео сварочного процесса.
Сначала попробуйте зажечь дугу и удерживать ее в течение необходимого времени. Для этого следуйте нашим советам:
- При помощи металлической щетки требуется очистить поверхности свариваемых деталей от грязи и ржавчины. При необходимости их кромки подгоняют друг к другу.
- Учиться правильно варить электросваркой лучше всего прямым током, поэтому подключите «плюсовую» клемму к детали, установите в зажим электрод, а на сварочном аппарате выставьте требуемое значение силы тока.
- Наклоните электрод по отношению к заготовке на угол около 60° и медленно проведите им по поверхности металла. При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
- Если дуга загорается очень неохотно, а электрод все время липнет к поверхности металла, увеличьте на 10-20 А силу тока. При прилипании электрода покачайте держателем из стороны в сторону, возможно даже с применением силы.
- Помните о том, что стержень все время будет выгорать, поэтому только соблюдение зазора 3-5 мм позволит держать устойчивую дугу.
 При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.https://youtube.com/watch?v=NnaJTrs2qQA
Научившись зажигать дугу, попробуйте медленно перемещать электрод по направлению «к себе», при этом совершая движения амплитудой 3-5мм из стороны в сторону. Старайтесь направлять расплав из периферии к центру сварочной ванны. Проварив шов длиной около 5 см, уберите электрод и дайте детали остыть, после чего постучите молотком по месту стыка для того, чтобы сбить шлак. Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
Чистота шва напрямую зависит от размера дуги и правильного движения электрода во время сварки. Посмотрите видео о том, как варить сваркой, снятое при помощи защитных светофильтров. В таких роликах хорошо видно, как надо поддерживать дугу и перемещать электрод для получения качественного шва. Мы же можем дать следующие рекомендации:
- Поступательным движением стержня вдоль оси поддерживают необходимую длину дуги. Во время плавления, длина электрода уменьшается, поэтому требуется постоянно приближать держатель со стержнем к детали, соблюдая требуемый зазор. Именно на этом делают акцент и в многочисленных видео о том, как научиться варить.
- Продольным перемещением электрода создают наплавление так называемого ниточного валика, ширина которого обычно на 2-3 мм превышает диаметр стержня, а толщина зависит от скорости перемещения и силы тока. Ниточный валик – это самый настоящий узкий сварной шов.
- Для увеличения ширины шва электрод перемещают поперек его линии, осуществляя колебательные возвратно-поступательные движения. От величины их амплитуды и будет зависеть, какой ширины получится сварочный шов, поэтому величину амплитуды определяют исходя из конкретных условий.
 Ниточный валик – это самый настоящий узкий сварной шов.
Ниточный валик – это самый настоящий узкий сварной шов.В процессе сварки используется комбинация из этих трех движений, образуя сложную траекторию.
Ознакомившись с видео, как варить электросваркой и изучив схемы таких траекторий, вы сможете разобраться, какие из них можно применить для сварки внахлест или встык, при вертикальном или потолочном расположении деталей и т.д.
Во время работы электрод рано или поздно расплавится полностью. В таком случае сварку прекращают и заменяют стержень в держателе. Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
Электросварка для начинающих обучение видео. Как правильно варить электросваркой
- Какие бывают электроды?
- Какой диаметр выбрать?
- Просушка обмазки
В одном небольшом рассказе невозможно описать все нюансы этого увлекательного дела, так как умелых сварщиков готовят не один месяц, а настоящее мастерство приходит к ним через опыт. Делать искусные швы сварщик научится лишь через несколько лет. Тем не менее стоит дать несколько рекомендаций, которые помогут домашним мастерам научиться сварке хотя бы на начальном уровне. Зная некоторые правила обращения с электродами и сварочным аппаратом, самодеятельные сварщики смогут уже сделать забор, навес, калитку или ворота.
Какие бывают электроды?
Научившись премудростям профессии, специалисты могут определить тип электрода, лишь мельком взглянув на него. Непрофессионалам эти знания в перспективе, возможно, не помешали бы, но пока им нужно дать предварительную информацию о применяемых для сплавления металла электродов. Их всего около 10-ти типов:
Положение электрода при сварке деталей.
- Стержни для сварки низколегированной стали и стали с высоким содержанием углерода.
- Электроды для соединения высоколегированных сталей.
- Электроды для сварки термоустойчивых металлов.
- Стержни для сварки чугунных изделий.
- Электроды для наплавки (эта операция выполняется при восстановлении металлических поверхностей).
Кроме того, существуют электроды, которые созданы специально для резки металлов, соединения цветных и неоднородных металлов, а также сварки различных сплавов.
Все электроды устроены одинаково. Их стержень обволакивает защитное покрытие, которое поддерживает горение сварочной дуги и создает в районе шва зону, свободную от окисления. Обмазка закрывает стержень не полностью. Один торец оголен, чтобы обеспечить создание дуги при контакте с поверхностью, другая сторона очищена от покрытия на несколько сантиметров, чтобы крепить электрод к держателю. Стержни изготавливаются из разных марок стали и даже полимеров, а их обмазка производится из фтористо-кальциевых, руднокислых и рутиловых составов.
Вернуться к оглавлению
Какой диаметр выбрать?
Схемы движения электродов при сварке.
Чтобы не прожечь свариваемый металл, нужно уметь правильно подбирать электроды. Их сечение должно быть прямо пропорционально толщине соединяемых кромок.
- 2-миллиметровые листы или изделия со стенками до 2 мм сплавляются стержнями сечением от 1,5 до 2 мм.
- Для толщины металла в 3 мм подходят 2,5- или 3-миллиметровые пруты.
- Толщина 4-5 мм – сечение составляет 3 или 4 мм.
- Листы от 6-ти до 8-ми мм сплавляются электродами в 4 мм.
- 9-12 мм – диаметр 4 и 5 мм.
- 13-15 мм – сечение прута составляет 5 мм.

К слову, толщина электрода определяется именно по сечению стального прута.
Вернуться к оглавлению
Как отрегулировать ток сварки?
Ошибка, которую допускают начинающие сварщики, заключается в том, что они не могут правильно подобрать для сварки силу тока. Она напрямую зависит от того, какой электродный стержень применяется и какая операция со сталью будет выполняться. Ниже будут приведены диапазоны силы тока, соответствующие нормальной работе электродами разной толщины.
Стоит добавить, что максимальные значения показывают ток резки металла, а минимальные – ток его сварки. На практике они могут несколько отличаться, но отклонения (небольшие) вызваны особенностями отдельных сварочных аппаратов. Оптимальный диапазон выбирается в пределах указанных значений. Если сила тока будет ниже необходимого минимума, то варить не получится, так как электродный стержень при соприкосновении со свариваемой поверхностью будет высекать только искры. При токе, превышающем допустимый максимум, сталь будет оплавляться и прожигаться.
Вот таблица соответствия сечения и тока:
- 1,5 мм – 30-60 А;
- 2 мм – 30-80 А;
- 2,5 мм – 50-110 А;
- 3 мм – 70-130 А;
- 4 мм – 110-170 А;
- 5 мм – 150-220 А.
В быту в основном применяются электроды сечением от 2 до 4 мм, поэтому выбор сварочных аппаратов нужно делать с учетом этого фактора.
Вернуться к оглавлению
Как держать и вести электродный стержень
Качественно сваривать металл – это не только правильно подобрать силу тока и сечение прута. Еще необходимо уметь правильно вести прут вдоль шва, держать его под необходимым углом и не допускать перегрева стыков или преждевременного затухания дуги. Первоначальное прикосновение стержня к свариваемым кромкам должно быть похоже на легкое постукивание или высекание огня спичкой. После образования дуги электрод не нужно прижимать к свариваемым поверхностям. Расстояние между его кончиком и металлом должно составлять от 2 до 5 мм. Постепенно (и довольно быстро) вы научитесь выдерживать нужный зазор, чтобы стержень не лип и дуга не гасла.
После образования дуги электрод не нужно прижимать к свариваемым поверхностям. Расстояние между его кончиком и металлом должно составлять от 2 до 5 мм. Постепенно (и довольно быстро) вы научитесь выдерживать нужный зазор, чтобы стержень не лип и дуга не гасла.
Рука сварщика должна быть расслаблена. Это позволит вести электрод не по прямой линии, а легкими волнообразными движениями (подобно тому, как кондитер выкладывает крем на торт), тогда соседние поверхности будут не просто раскалены докрасна, а надежно сплавлены друг с другом. Потренируйтесь вести стержень без включения аппарата. Прикоснитесь им к стали, слегка отдерните руку, проведите электродом вдоль воображаемого шва. Держите электрод в плоскости, перпендикулярной стальному листу, но относительно шва прут должен быть отклонен от перпендикуляра на 10-15 градусов.
Получить специальность сварщика можно после 2 лет обучения в профессиональном техучилище или колледже, в крайнем случае, можно пройти курсы. Для тех же, кто не хочет этим заниматься профессионально, а просто желает умело выполнять сварочные швы, поможет нижеприведенная подборка распространенных сварочных швов.
Инструменты для сварки
Покупка необходимого оборудования – немаловажная подготовка к успешному выполнению сварочных швов. Главным приспособлением для их создания является сварочный аппарат. Его вариации могут работать как от постоянного, так и от переменного тока. При работе на сварочном аппарате нужно приобрести электроды.Если применяется электродуговая сварка, то электроды при постоянном токе двигаются в одном направлении, которое определяется в соответствии с полярностью.
Существует несколько аппаратов для сварки:
- Трансформатор . При помощи него электричество, поставляемое сетью, преобразовывается в переменный ток, необходимый для сварочного процесса. Если выбирать дешевый его вариант, то можно получить тяжелое устройство, с которым будут возникать трудности при транспортировке, а также высокое постоянство дуги и потеря напряжения при работе.
- Выпрямитель . Он преобразовывает переменный ток сети в постоянный для сварки. Он имеет практически такие же недостатки и достоинства, как и предыдущее устройство. Но качество швов после его применения значительно лучше, так как он удерживает стабильность дуги.
- Инвертор . Обеспечивает постоянный ток и напряжение для сварки. Это компактное устройство, в котором предусмотрена плавная регулировка тока, оно отличается от своих аналогов быстрым срабатыванием и легким зажиганием.

Сварочные инверторы нового поколения превосходят по точности, ранее применяемые для сварки трансформаторы, генераторы и выпрямители, на них полярность допускается устанавливать самостоятельно. Новичкам рекомендуются осваивать сварку с инверторов.
Успешное использование этих устройств зависит от правильного понятия полярности. Если выбрана прямая полярность, то провод с «минусом» идет на электрод, а с «плюсом» — на клемму «земля». При обратной полярности всё будет выполняться наоборот.
Сварочный аппарат обеспечивается током через провода с быстросъемными клеммами. Проводники должны быть выполнены из меди и изолированы, они проводят ток, а синтетическая пленка функционирует как сепаратор.
Электроды для сварки металла выполняются из сварочной проволоки. А вот для чугуна используется присадочная проволока с графитовым стержнем. Чугун в отличие от стали очень хрупкий материал, и его сварка должна проводиться холодным методом. При выполнении сварки нужно постоянно контролировать разогрев его поверхности, иначе могут возникнуть трещины. Шов выполняется не цельным, а урывками с обязательной проковкой.
Азы начинающего сварщика
Освоение сварочного дела начинается с тренировочных занятий на ненужных кусочках металла. Лучше запастись емкостью с водой, если вдруг из-за неопытности произойдет возгорание, то можно будет быстро устранить возгорание. При первых шагах нужно быть аккуратным и бдительным, даже если отскочит небольшая искра, этого будет достаточно, чтобы получить пожар:- На выбранном аппарате проверяется изоляция кабеля, правильность его заправки в держатель.
- Выставляется нужная величина тока, ориентируясь по диаметру электрода.
- Зажигается дуга, которую выставляют под наклоном в 60-70 градусов и медленно проводят по свариваемой поверхности. К детали прикасаются дугой, когда от электрода будут идти искры. Между дугой и электродом в процессе сварки нужно соблюдать расстояние в 5 мм. При работе электроды будут выгорать. Если при движении электрод будет прилипать к металлу, его нужно качнуть в сторону.
- Дуга с первого раза может не появиться, тогда увеличивается величина тока так, чтобы получилась дуга постоянной длиной в 5 мм.
- Когда получиться ее зажечь, нужно пробовать наплавить валик, стараясь собирать расплавленный металл к центру дуги.
После такой тренировки можно будет переходить к свариванию 2 частей металла.
Правильное выполнение вертикального сварочного шва (видео)
На приведенном ролике демонстрируют, как выполнять вертикальный шов на тонком металле, толщина которого составляет всего 2 мм.Для сварки применяются корейские электроды диаметром 2,6 мм. Обычно такие швы выполняют углом вперед, но так как используется профиль, на котором выполнен небольшой зазор, то работа будет проходить перпендикулярно или с небольшим противо уклоном. Для сравнения швов вначале половину зазора заваривают при 45 амперах, а затем переходят на 60 и 70. Через светофильтр видно, что сварка осуществляется с нижней части профиля. В результате получилось 2 шва. Как можно будет рассмотреть, при 70 амперах он получается более гладким и аккуратным.
Как варить потолочный шов электросваркой? (видео)
Эта разновидность сварочного шва выполняется на примере тонких пластин, для которых используются электроды УОНИ с основным покрытием.Вот инструкция к сварке:
- Первое движение электродом делается «елочкой», при этом нужно выполнять небольшие колебательные движения. При варке потолочного шва применяется ток 85 ампер, выполняется она без отрыва. Еще одним вариантом выполнения такого шва является движение электрода слегка назад, а затем вперед.
- После заваривания всех пластин переходят к выполнению полупотолочного углового шва, который проводят, начиная с небольшого шва и возврата, а затем используется все та же «елочка», выполняемая углом назад. Для углового шва нужно устанавливать более сильный ток в 90 ампер. Можно выполнять угловую сварку вторым методом, используя движения вперед-назад.
- Последние швы проводятся на нахлесточном соединении пластин. Это полупотолочный стык. Из-за того, что верхняя пластина тонкая, движения «елочкой» нужно выполнять плавно с небольшим шагом, не заводя электрод сильно на нее, чтобы избежать подрывов. Движения на одном шве можно комбинировать. Ток остается тот же — в 90 ампер.

На нахлесточном шве видно, что при выполнении широких движений электродом образуются подрезы из-за тонкой платины. Вначале швов имеются поры, которые возникли в результате плохой зачистки металла.
Видео-урок выполнения сварочных швов для начинающих
Умение варить швы характеризуется их красотой и качеством. Чтобы выполнять эти требования нужно, обладать определенными навыками. Их можно приобрести только с опытом. А для начинающих сварщиков-самоучек нет лучшего пособия, чем видео профессионала, в котором по полочкам разложено, как правильно и надежно варить швы.Зазор между трубами равен 2 миллиметрам. Плавка по трубе будут осуществлять с отрывом, используя электроды с рутиловым покрытием. Сварка проводится углом назад, точечно без отрыва электрода, в одно и то же место, пока не сформируется валик. Реальный ток в аппарате будет примерно 110 ампер. Ход выполнения сварки демонстрируется через светофильтр и при дневном свете. Перед выполнением шва электрод немного нужно прогнуть, чтобы было удобней варить. При рассмотрении шва, выполненного при светофильтре после отбивания шлака видно, что он образует ровный наплыв, только в месте замка автор ролика усиливает его дополнительной каплей.

Главным условием получения красивых поворотных швов является применение подходящего метода сварки и расположение дуги.
После покупки необходимого инструмента и правильного выполнения подготовительных работ можно самостоятельно выполнять приведенные в статье швы. А правильность их создания можно контролировать сравнением с представленными примерами в видео-уроках от профессионалов сварочного дела.
В ситуации, когда необходимо соединить металлические детали, чаще всего прибегают к методу создания сварного шва, поскольку он способен обеспечить достаточно высокую надежность. Этот способ получил широкое распространение не только в промышленности, но и в обычной повседневной жизни.
Подавляющее большинство домашних мастеров периодически используют сварку. Везет тем из них, кто обладает навыками сварки. Если же их нет, то в этом случае ничего не остается другого, как обращаться к специалистам.
Но при желании каждому под силу научиться варить. И первое, чему следует уделить внимание в самом начале — ознакомиться основами электросварки для начинающих . Речь идет об уроках, рассказывающих об особенностях создания различных швов. Приступать к выполнению более сложных работ следует лишь после того, как владелец получит достаточный опыт. Далее мы остановимся подробнее на нюансах сварочных работ и определенных хитростях этого процесса.
Первое, что нужно сделать тем, кто хочет научиться варить — приобрести необходимое оборудование . Полный комплект, который потребуется для выполнения подобной работы, будет включать:
- аппарат для сварки;
- набор электродов;
- молоток для отбивания шлака;
- щетка.
При выборе электрода необходимо обращать внимание на его диаметр, который будет определяться толщиной свариваемого металлического листа . Также следует позаботиться и о защите. Для сварки нам понадобятся:
- сварочная маска со специальным светофильтром;
- плотная одежда с длинным рукавом;
- перчатки, желательно из замши.

В числе обязательных для выполнения сварочных работ инструментов должны числиться сварочный выпрямитель, трансформатор или инвертор. Именно с помощью этих аппаратов и будет решена задача по преобразованию переменного тока в постоянный, что позволит выполнять сварку.
Технология сварочного процесса
Приступая к электросварке, следует помнить о том, что эта работа проводится в условиях высоких температур. Обеспечивает выполнение подобных работ электрическая дуга, которая должна поддерживаться между электродом и свариваемым изделием.
Именно во время ее контакта с заготовкой и происходит расплавление металла основы и сварочного электрода. В этот момент возникает явление, которое среди специалистов получило название сварочной ванны. В ней основной и металл электрода смешивается в однородную массу.
Ванна может иметь различные размеры, что определяется используемым режимом сварки, пространственным положением, скоростью перемещения дуги , формами и размерами кромки и пр.Обычно она достигает в ширину порядка 8–15 мм, в длину 10–30 мм, а в глубину — около 6 мм.
На каждом электроде имеется специальное покрытие, именуемое обмазкой. В момент ее расплавления возникает специальная газовая зона в области дуги и над ванной. Благодаря ей воздух покидает зону сварки и исключается взаимодействие расплавленного металла с кислородом. Также она содержит пары основного и электродного металла.
Уже на самом шве появляется сплав, не позволяющий контактировать расплаву с воздухом, что ухудшило бы качество сварки. По мере удаления электрической дуги происходит кристаллизация металлов, в результате возникает шов , благодаря которому прочно соединяются свариваемые детали. На самом шве находится защитный слой шлака, который по окончании сварочных работ обязательно нужно убрать.
Азы электродуговой сварки
Чтобы получить как можно лучшие результаты при создании сварочного шва, начинающим сварщикам в первую очередь нужно ознакомиться с уроками, где уделяется внимание правильному выполнению этой работы на первых этапах. Желательно и получать практику выполнения сварочных работ под руководством опытного специалиста, который не только укажет на ошибки, но и подскажет, как их не допускать в будущем. Прежде чем начинать сваривать детали, нужно убедиться, что она достаточно надежно зафиксирована.
Желательно и получать практику выполнения сварочных работ под руководством опытного специалиста, который не только укажет на ошибки, но и подскажет, как их не допускать в будущем. Прежде чем начинать сваривать детали, нужно убедиться, что она достаточно надежно зафиксирована.
Не менее важно позаботиться о соблюдении правил пожарной безопасности: для этого нелишне будет расположить неподалеку ведро с водой. Этим же обусловлен запрет на выполнение сварки на деревянном основании. Также следует уделить внимание и небольшим остаткам использованных электродов , которые не следует оставлять на рабочем месте по завершении работы. Без этого невозможно научиться правильно варить металл.
Обязательно нужно удостовериться, что «зажим заземления» надежно зафиксирован. Следует убедиться, что кабель был изолирован и точно введен в специальный держатель. Перед работой для сварочного инвертора следует выбрать расчетный показатель мощности тока, при определении которого следует исходить из диаметра электрода. После этого можно зажигать дугу . Это делается следующим образом: нужно разместить электрод под углом около 60 градусов относительно изделия. Далее нужно не спеша провести им по поверхности. В этот момент возникают искры, теперь же электродом нужно коснуться металла, а затем поднять его, но не выше 5 мм.
При точном соблюдении всех рекомендаций должна зажечься дуга. Пока сварка не будет закончена, нужно держать электрод на расстоянии 5 мм. Следует иметь в виду, что во время сварки металла стержень электрода начнет постепенно выгорать.
Поэтому через равные промежутки времени нужно сокращать расстояние между ним и металлом. Приближать электрод к обрабатываемому изделию следует не спеша. Может возникнуть такая ситуация, что он прилипнет. В этом случае нужно несильно повернуть его в сторону . Если все попытки не позволяют зажечь дугу, то можно попробовать увеличить силу тока.
Когда дуга загорится, а ее пламя станет стабильным, можно уже начинать заниматься наплавлением валика. Электрод с зажженной другой нужно не спеша и плавно двигать по горизонтали, совершая несильные колебательные движения. Это приведет к тому, что жидкий металл начнет самостоятельно перемещаться непосредственно к центру дуги. При соблюдении всех рекомендаций можно выполнить надежный шов, сформированный в виде небольших волн, которые были созданы при помощи наплавленного металла.
Электрод с зажженной другой нужно не спеша и плавно двигать по горизонтали, совершая несильные колебательные движения. Это приведет к тому, что жидкий металл начнет самостоятельно перемещаться непосредственно к центру дуги. При соблюдении всех рекомендаций можно выполнить надежный шов, сформированный в виде небольших волн, которые были созданы при помощи наплавленного металла.
Может возникнуть такая ситуация, что во время сварки изделий электрод будет полностью израсходован, но при этом его не хватило для создания всего шва. В этом случае нужно сделать перерыв в работе. Отключив аппарат, нужно вставить новый электрод , убрать с поверхности шва шлак, а затем продолжить сварку. От созданного в конце шва углубления, часто именуемого кратером, нужно сделать отступ около 12 мм и зажечь дугу. Приближать электрод следует с тем расчетом, чтобы при контакте возник сплав из металла старого и вновь установленного электрода. Далее сварку выполняют в обычном режиме.
Особенности сваривания трубопровода инвертором
Метод дуговой электросварки подходит для создания вертикального шва при условии, что он находится с торца трубы. В случае создания горизонтального шва последний должен находиться на ее окружности. Если приходится выполнять потолочный и нижний швы, то они должны находиться сверху и снизу. Среди всех названных именно последний создает меньше проблем в выполнении.
Если приходится иметь дело со стальными трубами, то чаще всего используется метод сварки встык, предусматривающий проваривание каждой кромки по высоте стенок. Для минимизации наплывов внутри трубы электрод следует располагать под углом не более 45 градусов относительно горизонтали. Подобный шов должен достигать в высоту 2–3 мм, а в ширину 6–8 мм. Если изделия соединяются внахлёст, то в этом случае шов будет иметь высоту 3 мм, а ширину 6–8 мм.
Подготовка
До того как приступить к электосварке металлических изделий, нужно выполнить подготовительные мероприятия:
- Со свариваемой алиментов необходимо удалить верхний слой.
- При наличии у торцов трубы неровностей их нужно срезать или же выправить.
- Далее начинаем обрабатывать кромки. Здесь необходимо не менее 10 миллиметров поверхности, прилегающей к кромкам трубы снаружи и внутри стильно зачислить до появления металлического блеска.
Основные этапы
Далее уже можно начинать непосредственно сварку трубы. Обработка каждого стыка должна выполняться непрерывно, пока они не будут полностью приварены. Создавать поворотные и неповоротные стыки труб со стенками не более 6 мм следует как минимум в два слоя. Если стенки имеют ширину 6–12 мм , то должно быть создано три слоя, более 19 мм — 4 слоя. При сварке труб необходимо учитывать один важный нюанс: с очередного шва, создаваемого на стыке, необходимо удалять шлак, лишь после этого можно переходить к созданию нового.
Особое внимание следует уделить созданию первого шва, поскольку от него многое зависит. Выполнять его нужно таким образом, чтобы он расплавил каждую кромку и участки притупления. Очень важно обследовать его крайне внимательно, поскольку на нём могут быть трещины. В случае их обнаружения их нужно выплавить или же вырубить, после чего участок снова заваривается . При создании остальных слоев необходимо не спеша поворачивать трубу. При этом нужно помнить, что начало и конец каждого слоя должны быть располагаться со смещением по отношению к прошлому слою на расстоянии 15–30 мм.
Создавать финишный слой нужно с тем расчетом, чтобы он обеспечил плавный переход на основной металл и при этом имел ровную поверхность. Добиться наивысшего качества заваривания труб при помощи сварки можно, если очередной слой будет выполняться в обратном направлении по отношению к предыдущему, при этом их замыкающие точки должны находиться вразброс друг от друга.
Заключение
Сварочные работы отличаются достаточной сложностью, поэтому начинающим сварщикам предстоит немало потратить времени и сил, чтобы создать качественные и прочные сварные соединения. Но прежде им следует получить представление об основных моментах из уроков , без которых невозможно выполнять качественно и правильно варить металл.
Но прежде им следует получить представление об основных моментах из уроков , без которых невозможно выполнять качественно и правильно варить металл.
Важно не только подготовить все необходимые инструменты и материалы, но и с особой тщательностью подойти к изучению технологии сварочного процесса. Это очень важно потому, что любая ошибка может впоследствии сказаться на качестве сварного шва, и если этому не уделить внимание на начальном этапе, то в дальнейшем все усилия будут напрасны, в результате придется все переделывать.
Моментов, когда требуется варить сваркой, существует неимоверное количество, причем это может потребоваться дома, на даче, в квартире, в гараже, в любом высотном здании, в частности, в таких сферах деятельности, как строительство или ремонт в домашних условиях, а также в сантехническом обслуживании, прокладывании водоснабжения и водоотведения и не только. Нанимать специалистов, чтобы провести сварочные работы, удовольствие не из дешевых, а потому многие предпочитают самостоятельно отварить необходимые элементы. Как сделать это правильно? Научиться работать электросваркой с нуля не просто, но вполне возможно, и для этого можно посещать уроки для начинающих, приобрести самоучитель для чайников или же, воспользоваться советами, представленными ниже.
Чтобы сваривать полотна или трубы из металла, потребуется ознакомиться с техникой безопасности, изучить процесс работы, тщательно следовать технологии или нанять такого сварщика, как трубач.
Многие думают, что вполне достаточно узнать, как пользоваться электродами и то, как заварить швы, однако нужно знать все тонкости работы, особенно относительно соединения 2 разных металлов и того, какие нужны электроды.
Теория – это одно, однако требуется курс практики, чтобы начать самостоятельно сваривать различные конструкции без оплошностей и вероятности возникновения протечек. К примеру, перед проведением сварки, должен быть зафиксирован каждый элемент при помощи стяжки, струбцин и других элементов.
Необходимо знать:
- Какие могут возникать проблемы;
- Как избежать дефектов;
- Какова технология сварки конкретного вида элементов.
Помимо этого, могут потребоваться прихватки или, другими словами, поперечные швы, каждый из которых держит соединение стыков, и желательно устанавливать их на расстоянии в 10 см друг от друга.
Варианты сварочных швов
Существуют различные типы швов, которые могут отличаться между собой по различным факторам, в частности по тому, как проводится соединение металлических изделий. Именно это те самые азы сварки, которым обучают новичков.
Шов может быть:
- Встык;
- Внахлест;
- Тавровый.
Профессия электросварщика очень сложная и требует порой слишком больших вложений по силам и энергии, так как сваривание металлических изделий может проводиться даже под потолком. Классификация шва может быть по тому, где они расположены в пространстве, и выделяют вертикальный, горизонтальные, потолочный типы.
Советы: как научиться варить электросваркой самостоятельно
Сварить самостоятельно металлоконструкцию за день вполне возможно, если знать, сколько требуется электродов, какими именно нужно пользоваться и при условии, что изделие будет не слишком крупное.
А что еще нужно иметь в виду, чтобы научиться варить самостоятельно:
- Для сварщика важно не только правильно работать, но и изучить основы, в частности то, какой режим работы требуется для конкретного материала, так как металл может быть из стали, сплавов или из таких полотен, как цвет мет.
- Обязательно следует изучить методы, с помощью которых можно сделать конкретный шов.
- Нужно правильно подходить к выбору электродов и сварочной проволоки.
Если первоначально не требуется становиться профессионалом высшей категории, то обучиться сварке можно самому, если смотреть видеоуроки, рисунки со швами, а также изучать советы профессионалов. Обучение будет долгим, но возможно продуктивным, особенно, если постепенно стараться производить швы, увеличивая количество опыта работы.
Обучение будет долгим, но возможно продуктивным, особенно, если постепенно стараться производить швы, увеличивая количество опыта работы.
Для начала сварки нужны электроды и непосредственно сам сварочный аппарат.
Многие предпочитают пользоваться ресантой, так как техника выдерживает длительные нагрузки, что позволяет быстро довести дело до конца. При первых пробах работы со сваркой, лучше пользоваться действительно инвертором, а уже потом при большом опыте возможно и любым другим аппаратом. Что касаемо электродов, то желательно выбирать «3». Пользоваться ими легко, а самое главное, они не перегружают сеть электричества.
В целом, сварочное оборудование делится на виды – трансформаторный, выпрямитель, инвертор. Почему популярность остается за инверторами? Они имеют компактные размеры, малый вес, и с ними очень легко справиться новичку. При первых шагах к изучению сварки, стоит брать более простые виды металла и желательно ровные элементы, чтобы не усложнять задачу.
Перед сваркой нужно подготовить:
- Ведро с водой;
- Молоток для сбивания шлака;
- Щетку из железа;
- Маску, которой проводится защита области лица и шеи;
- Перчатки из специальной ткани, пропитанной составом для исключения возгорания и прогорания полотна;
- Специальную одежду с длинными рукавами.
Не стоит забывать о том, что сварное дело пожароопасное, а потому рядом категорически запрещается находиться горючим или легковоспламеняющимся предметам, чтобы исключить серьезные последствия.
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Делать красивые швы, у которых идеальный вид, не так просто, так как даже специалист с большим опытом работы не всегда может осуществить процесс максимально грамотно. Все зависит не только от того, соблюдаются ли правила и грамотно ли выбран угол наклона электрода, но и еще от множества моментов.
Стоит заметить, что любое обучающее пособие имеет данные о дефектах, ознакомиться с которыми нужно обязательно.

Есть критичные, а есть не критичные, то есть те, которые допустимо оставить без дополнительной обработки. Учимся тому, как отличить качественный шов от некачественного и почему возникают дефекты.
Дефекты:
- Непровар – это дефект, при котором осуществилось недостаточное заполнение пространства стыка жидким металлом, это влияет на прочность соединения. Причиной может быть слабое напряжение, слишком большая скорость, с которой проводится движение электрода. После того как скорректирован ток и дугу сократили по длине, дефект должен устраниться.
- Подрез. Данный дефект свидетельствует о наличии канавки, идущей вдоль шва. Причиной может стать снова слишком длинная дуга, за счет чего шов не просто плохой, а широкий. Это приводит к неполному прогреванию металла, за счет чего края начинают быстро твердеть. Чтобы устранить проблему, стоит уменьшить длину дуги и повысить силу тока.
- Прожоги – это сквозные отверстия на стыках. Причиной становится высокий ток, если медленно вести электрод, и слишком большие зазоры между торцами деталей. Дефект можно устранить за счет коррекции режима сварки.
- Если на шве образуются поры, хаотично разбросанные по всей длине стыка, то это происходит из-за наличия сквозняка в помещении, за счет чего происходит сдувание газового облака с зоны работы или же, если металл покрыт ржавчиной.
Есть и другие дефекты в виде трещин, или попросту лопается шов, это возникает сразу после того, как металл остынет. Они могут быть продольные и поперечные. В зависимости от того, когда они образовались, они бывают холодными и горячими.
Предосторожности перед тем, как варить сваркой электродами
Независимо от того, где применяется ручная электродуговая кемпинговая сварка своими руками, должна соблюдаться техника безопасности, что отображает каждый учебник по сварочным работам.
Предосторожности:
- Категорически запрещено пользоваться дуговой сваркой на морозе и в помещении с повышенной влажностью.
- Обязательно должна присутствовать маска и защитный щиток, что позволит уберечь глаза от ожога.
- Одежда должна быть со специальной пропиткой, с которой будут скатываться искры и капли раскаленного металла.

Руки нужно покрыть замшевыми перчатками или специальными брезентовыми варежками. В силу того, что сварочные работы проводятся при большой температуре, и вероятность возгорания очень высока, то процесс должен проводиться там, где рядом есть вода или огнетушитель.
Нюансы для начинающих в сварке
По делу сварки есть множество советов и даже свои секреты у каждого мастера, но есть ряд общих указаний, руководствуясь которыми, можно проводить работы и класть швы практически на профессиональном уровне, даже при самостоятельном обучении.
Нюансы:
- Обязательно нужно помнить о заземлении, а именно, есть специальный зажим, который нужно плотно наложить на деталь.
- Обязательно проверяется изоляция кабеля и то, насколько тщательно он заправлен в деталь.
- Как только подключена массы, выбирается сила тока, это зависит от вида электродов и от материала.
- Прежде чем зажигать дугу, нужно установить электрод относительно материала под углом в 60ᵒ.
Принцип действия сварки и схема проведения работы не слишком сложные. А именно, если начать медленно водить электродом по металлу, начнут образовываться искры, что свидетельствует об образовании сварочной дуги. Чтобы она возникла, электрод нужно держать так, чтобы пространство между ним и полотном составляло 5 мм.
В ходе работы будет происходить выгорание электрода, но не нужно спешить его двигать.
То, с какой скоростью нужно накладывать шов, зависит от того, какой он должен быть: тонкий или толстый. При залипании электрода, достаточно просто отвести или наклонить его в сторону. Прием простой, но эффективный. Стоит заметить, что есть такой термин, как сварочная ванна, и у нее могут быть различные размеры. Например, ширина в 8-15 мм, длина в 10-30 мм, глубина в 6 мм.
Например, ширина в 8-15 мм, длина в 10-30 мм, глубина в 6 мм.
Формат зависит от:
- Места расположения – в помещении или в пространстве;
- Сварочного режима;
- Конфигурации каждой соединяемой детали;
- Размера и формы кромки;
- Скорости перемещения дуги.
Приемы из сварки можно использовать, чтобы сделать котел для отопления или же для соединения водопроводных труб. Мест применения сварочного оборудования просто множество, так как с его помощью ставят заборы, изготавливают детские площадки, собирают металлоконструкции высотных зданий, монтируют системы водоотведения, устанавливают перила и не только.
Имея не только навыки работы со сварочным оборудованием, но и соответствующее образование, можно обустраивать свой дом или участок всеми необходимыми сооружениями, а также устроиться на престижную работу. Естественно, в почете те сварщики, которые имеют полное представление о своей работе, режимах сварки, особенностях и нюансах этого дела.
Как правильно варить электросваркой (видео-уроки)
Очень просто отличить новичка от профессионала, так как он будет не слишком торопливым и придется переваривать швы далеко не один раз. Если требуются качественные сварочные работы, но не хватает опыта или знаний, то лучше доверить процесс профессионалам, способным осуществить все на высшем уровне и при этом предоставить гарантию качества.
- Основы электросварки
- Процесс электросварки
- Подготовительный этап
- Образование дуги
- Формирование сварочного шва
- Как сваривать после остановки?
- Техника безопасности
Сварка металлов является одной из важнейших операций при изготовлении и эксплуатации металлических конструкций. Изготовление сложных металлических деталей, узорных изделий, изделий из высоколегированных сталей – это удел профессионалов, которые хорошо знают, как правильно варить металл электросваркой. Ведь именно электросварка является самым распространенным видом, имеющим много преимуществ.
В жизни часто возникает необходимость соединения или ремонта простых металлических деталей – труб, профилей, полосы, простых конструкций. Познакомившись с тем, как правильно варить металл электросваркой, любой человек способен произвести все работы своими силами.
Основы электросварки
Электросварка основана на процессе соединения металлических деталей путем расплавления прилегающих друг к другу кромок деталей и заполнения этого участка расплавленным металлом. Расплавление металла производится при помощи электрической дуги. Дуга между электродом и поверхностью заготовки создается путем подачи постоянного тока большой мощности.
Комплект сварочного аппарата включает в себя инвертор, трансформатор, кабель, держатель. Инвертор предназначен для преобразования переменного тока в постоянный. С помощью трансформатора обеспечивается необходимая сила сварочного тока. Сила тока регулируется в зависимости от толщины свариваемой заготовки, вида металла и типа электрода и составляет от 30 до 400 А.
Электрод представляет собой металлический провод (наиболее распространены диаметром 3-5 мм), покрытый специальной обмазкой. Его длина обычно составляет 250-500 мм. Обмазка в процессе сварки выполняет роль инертной среды. В состав обмазки обычно входит смесь металлов (никель, марганец, железо) и минералов (глинозем, магнезия, известняк).
Вернуться к оглавлению
Процесс электросварки
Оборудование и инструмент, необходимый для производства сварки:
- сварочный аппарат;
- комплект электродов;
- молоток;
- зубило;
- защитный щиток;
- щетка металлическая;
- напильник;
- шкурка наждачная;
- болгарка;
- штангенциркуль;
- шаблоны и щупы.
Последовательность процесса электросварки развивается следующим образом. На электрод через держатель подключается положительный полюс (анод) и подается постоянный электрический ток. В зазоре между электродом и поверхностью заготовки формируется электрическая дуга, которая расплавляет весь металл, попадающий в зону ее действия.
Одновременно расплавляется металл основы электрода. Этот металл в виде капель заполняет пространство между расплавленными кромками заготовки в сварочной ванне – в результате образуется сварочный шов. Под воздействием высокой температуры возникает газовое облако из испарений обмазки. Это облако за счет своей химической инертности обеспечивает защиту расплавленного металла от взаимодействия с воздухом. Поверх сварного шва появляется шлак из продуктов распада обмазки, который образует дополнительный защитный слой от окисления. Сварной шов постепенно остывает, а металл в нем кристаллизуется. Так обеспечивается соединение заготовок.
Вернуться к оглавлению
Подготовительный этап
Первым делом необходимо выбрать электрод и установить величину сварочного тока. Как правило, электроды используются диаметром 3,2 или 4 мм. Далее следует штангенциркулем замерить толщину заготовки для установки силы тока. Электрод диаметром 3,2 мм можно применять при толщине заготовки до 3 мм, а сила тока устанавливается 90 А. Использовать электрод диаметром 4 мм следует для заготовок толщиной до 4 мм; при этом сила тока при толщине заготовки до 3 мм – 100 А, а при толщине 3-4 мм – 120 А.
Перед сваркой необходимо подготовить участок сварки. Для этого заготовка очищается от грязи и внешних покрытий (краска, грунтовка и т. д.). Участок непосредственных работ необходимо зачистить болгаркой, шкуркой или напильником до металла основы. Заготовка закрепляется.
Вернуться к оглавлению
Образование дуги
Процесс сварки начинается с формирования дуги между электродом и поверхностью заготовки. Для этого держатель устанавливается под углом 60º к поверхности заготовки и слегка проводится по ней до появления искр. Если произойдет залипание электрода, он высвобождается легким наклоном из стороны в сторону. После появления искр электрод приподнимается над поверхностью на высоту до 5 мм.
В промежутке между электродом и поверхностью заготовки должна образоваться электрическая дуга. Минимальная длина дуги 3 мм, но рекомендуется обеспечить оптимальную длину дуги, равную 5 мм. Если стабильная дуга не образуется, следует увеличить силу сварочного тока. Дуга должна поддерживаться все время сварки с заданным размером. Увеличение длины дуги не допустимо, так как в увеличенном зазоре могут развиться окислительные процессы или реакция азотирования, происходит разбрызгивание расплавленных металлических капель, может возникнуть пористость в сварном шве. В процессе сварки длина электрода уменьшается, но необходимо длину дуги сохранять неизменной, плавно приближая остаток к поверхности.
Минимальная длина дуги 3 мм, но рекомендуется обеспечить оптимальную длину дуги, равную 5 мм. Если стабильная дуга не образуется, следует увеличить силу сварочного тока. Дуга должна поддерживаться все время сварки с заданным размером. Увеличение длины дуги не допустимо, так как в увеличенном зазоре могут развиться окислительные процессы или реакция азотирования, происходит разбрызгивание расплавленных металлических капель, может возникнуть пористость в сварном шве. В процессе сварки длина электрода уменьшается, но необходимо длину дуги сохранять неизменной, плавно приближая остаток к поверхности.
Вернуться к оглавлению
Формирование сварочного шва
Образованная дуга направляется в начало участка работ и расплавляет металл. Сварной шов формируется путем плавного медленного продольного движения электрода по линии сварки. По виду его перемещения швы можно подразделить на несколько видов.
- Самый простой – ниточный шов, получается только при продольном направлении движения. Ширина такого шва составляет 2-3 мм. Такой шов обладает невысоким качеством и может использоваться только в неответственных деталях.
- Более качественным, но также не гарантирующим надежность является шов, образованный движением электрода в двух направлениях, продольном и поперечном. Ширина такого шва – до 15 мм. Проекция движения электрода представляет собой зигзаг или синусоиду. В этом случае электрод медленно продвигают вдоль линии сварки и одновременно двигают поперечно из стороны в сторону на ширину 10-15 мм.
- Надежный сварочный шов образуется при движении электрода в трех направлениях. Сохраняется продольное и поперечное движение, но при достижении крайних положений по обе стороны от линии сварки электрод сдвигают назад на 10-20 мм. Так обеспечивается возвратно-поступательное движение, которое позволяет вторично обработать шов. Шаг до следующего сдвига составляет 30-50 мм. В проекции такое движение в трех направлениях представляет собой винтообразную линию или орнамент.
При формировании сварного шва электрод направляется под углом 75-80º к поверхности заготовки в направлении линии сварки и строго под углом 90º по направлению в сторону от линии сварки.
Как правильно сварить вертикальный шов. Как варить правильно потолочный шов электросваркой
Сварка потолочного шва является особенно трудной, потому что сварочная ванна перевернута и при работе на сварщика может капать шлак или даже стекать раскаленный металл. Чтобы этого избежать, нужно выполнять требования безопасности при работе со сваркой:
- работать в спецодежде,
- не работать в дождь и снег.
Сварка потолочного шва часто бывает необходима при строительно-монтажных работах, при строительстве трубопроводов, в судостроении и пр.
Что такое сварочная ванна
Когда расплавляются кромки основного металла, они образуют сварочную ванну. Сварочная ванна наблюдается в маску: она выглядит как блестящая поверхность около электрода. Сварочная ванна должна быть плоской и растекаться по кромкам. Если ванна выглядит как ляпка, нужно добавить ток, если ванна увеличивается, а металл прожигается — значит, ток нужно убавить. Дуга для сварки потолочного шва должна быть короткой, а электрод должен опираться на металл.
Очень важно при сварке потолочного шва контролировать объем сварочной ванны, в противном случае на сварщика может упасть порция расплавленного металла. Кромки перед сваркой обязательно нужно зачищать, чтобы было меньше искр в закрытом пространстве.
Техника сварки
Скорость движения электрода должна быть, чтобы расплавленного металла было достаточно для формирования шва. Если металла будет мало, будут оставаться подрезы. Если скорость сварки будет чересчур высока, дуга не успеет до конца прогреть металл и шов ляжет наверху. Если скорость будет низкой, материал перегреется и ванна растечется.
Взаимосвязаны скорость движения электрода и сила тока. Большой ток усиливает проплавление, позволяя электроду двигаться быстрее. Чем выше ток, тем быстрее нужно вести электрод. Когда скорость электрода соответствует силе тока, то края шва будут выглядеть эстетично, прочно и красиво.
Чем выше ток, тем быстрее нужно вести электрод. Когда скорость электрода соответствует силе тока, то края шва будут выглядеть эстетично, прочно и красиво.
Потолочный шов
Потолочный шов является самым сложным из всех видов швов. Во время сварки металл удерживается на шве только силой поверхностного натяжения. Поэтому придется уменьшить размер сварочной ванны. Чтобы добиться качественного шва нужно периодически убирать электрод в сторону: металл должен успеть немного затвердеть. Сварку нужно производить очень короткой дугой с поперечными колебаниями электрода. Сварку сверху удобнее проводить движением на себя, благодаря этому весь процесс будет под контролем.
Уменьшается ширина валиков при таком способе до 2-3 диаметров электродов. Для потолочного шва берутся более тонкие специально предназначенные для вертикального и потолочного шва электроды диаметром до 4 мм и применяется на 10-30% пониженный ток. Если свариваемая сталь тонкая удобнее сразу варить газом или ТИГом. Если во время удаления дуги образуются подрезы (канавка по краю шва) нужно немного задерживать электрод на кромках. Тогда эта проблема исчезнет. При такой сварке уменьшаются испарения газов и шлаков из металла и поэтому потолочные швы более низкого качества, чем обычные вертикальные и горизонтальные. Чтобы улучшить качество шва нужно варить только сухими электродами.
Более толстые материалы толще 8 мм нужно варить в несколько проходов. Если длина деталей превышает 1 м, лучше варить участками для избежания коробления (может повести детали). Электрод в 3 мм понадобится для выполнения корневого шва, для последующих проходов толщину электрода нужно увеличить. После каждого прохода шов нужно чистить от шлака.
Как варится потолочный шов
Есть несколько методов сварки потолочного шва:
Корень шва
- Для проварки корня шва понадобится электрод диаметром 3 мм и минимальная или средняя сила тока.
- есто сварки нужно тщательно зачистить болгаркой с металлической щеткой.
- Такую сварку тоже можно производить несколькими методами:

- Если будет доступ к обратной стороне, то можно попробовать формировать валик снизу. Нужно варить без нависаний и подрезов. Шов выполняется колебательными движениями с задержкой на кромках. В этом случае не нужна дополнительная выборка, а после очистки соединения можно сразу накладывать второй валик.
- Если валик нужно формировать с обратной стороны, потребуется совершать поступательные движения электрода внутрь зазора на самой короткой дуге. Когда дуга будет гореть с обратной стороны: металл будет схватываться в форме зонтика. Скорость сварки будет зависеть от формирования нижнего валика, чтобы не появлялась выпуклость. В противном случае понадобится выборка вплоть до чистого металла.
Заполнение разделки
Сварка второго и третьего валика происходит 3 мм овым электродом на среднем или максимальном токе или 4 ммовым на среднем токе. Чтобы выпуклости не образовалось, нужно задерживаться на краях, потом постепенно уводить дугу по кромке, переходя лесенкой на вторую кромку. Для изменения формы валика во время сварки нужно:
Четвертый и пятый слой зависят от предыдущих валиков. Следующие слои варятся как наплавка без колебательных движений. Когда электрод будет приближаться к кромке, нужно оставить между предпоследним валиком и кромкой расстояние диаметром электрода.
Лицевой слой
Лицевой слой варится вглубь 0.5-2 мм. Он может вариться за несколько проходов или за один проход.
- Сварка в 1 проход с углублением на 0.5-1 мм варится методом «вперед дугой». Шаг нужно выбирать в зависимости от валика.
- Если углубление 1 — 2 мм, нужно применять метод «лесенкой».
- Если необходимо несколько проходов, околокромочные боковые валики варятся разными способами: лесенкой, дугой вперед, с манипулированием. Последний валик в центре варится, соединяя 2 боковых.
Сварка потолочного шва — довольно сложная работа, приступать к которой без необходимого опыта не рекомендуется.
 В крайнем случае, если необходимо сделать шов на своем дачном участке нужно предварительно потренироваться на обрезках металла.
В крайнем случае, если необходимо сделать шов на своем дачном участке нужно предварительно потренироваться на обрезках металла.Как варить потолочный шов
Выбираем потолочный карниз
Как обрезать потолочный плинтус
Как повесить шторы на потолочный карниз
Потолочный сварочный шов считается одним из наиболее сложных соединений. Это можно объяснить тем, что в процессе работы перевернута, в результате чего существует огромная вероятность подтекания расплавленного металла. Как же варить правильно потолочный шов? При соединении потолочных конструкций необходимо особенно соблюдать правила техники безопасности выполнения сварочных работ, так как не исключается возможность попадания раскаленного металла на руки, лицо сварщика.
Любой профессионал сварного дела обязан знать, уметь правильно выполнять шовные соединения данного типа. Если на обычном производстве подобная методика используется достаточно редко благодаря возможности перевернуть свариваемую конструкцию, то в судостроительной индустрии в процессе выполнения монтажных работ, при соединении трубопроводных коммуникаций эта технология применяется часто.
Полумесяцем
При использовании данной технологии электрод относительно потолка удерживается сварщиком под углом более 90 градусов, при этом максимальный угол не должен превышать 130 градусов. Профессиональные сварщики в данном случае выполняют зигзагообразные движения электродом, которые напоминают полумесяц.
Сварка инвертором по данной технологии предполагает выполнение работ в несколько подходов, но она считается довольно простой. Данную методику может использовать даже молодой, неопытный сварщик.
Главное, чтобы не испортить шовное соединение, необходимо постоянно отслеживать скорость сварки и не допускать вываривания широких валиков, чтобы не было подтеканий расплавленного металла.
Обратно-поступательная
Данная техника сварки швов на потолке также предполагает несколько проходов электродом.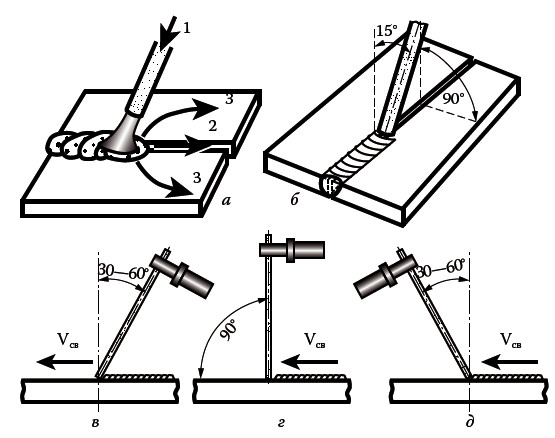 Предварительно выполняется корневой шов электродом, диаметр сечения которого составляет 3 мм, при этом подача тока не должна превышать среднее значение.
Предварительно выполняется корневой шов электродом, диаметр сечения которого составляет 3 мм, при этом подача тока не должна превышать среднее значение.
Лесенка
Расположение электрода к потолочному основанию более 90 градусов, при этом не более 130 градусов. Основное отличие технологии – отведение электрода в процессе сварных работ в сторону, чтобы не допускать растекания металла. После его остывания электрод возвращается обратно на шов и сварочные работы возобновляются. При использовании данной методики шовные соединения получаются длиннее.
Сварка потолочного шва считается достаточно сложной и трудоемкой, но результат того стоит – по надежности и прочности такие швы имеют наиболее высокие показатели.
Правила выполнения сварочных потолочных соединений
- Предварительно свариваемые стороны сводятся вместе как можно плотнее. При наличии значительных зазоров качественно выполнить сварочные работы сможет только достаточно опытный сварщик.
- Далее выполняется разделка кромок, так же как и в положении снизу. Если толщина металла составляет больше 0,5 см, тогда выполняется скос V-образной формы.
- Подносить электрод к плоскости потолка рекомендуется под углом в 45 градусов. Молодым, не имеющим опыта сварщикам рекомендуется начинать варить половинкой электрода, чтобы в процессе работы лучше контролировать его кончик, и так будет легче формировать само сварное соединение.
- Выполнение сварочной процедуры в таком пространственном положении можно делать благодаря натяжению плоскости металла. Для того чтобы не отлетали капли раскаленного железа, не успев сцепиться с кромкой, силу тока рекомендуется уменьшить.
- При достаточно плотном сведении свариваемых сторон первый шов можно выполнять без колебательных движений электродом. Это даст возможность в полном объеме заполнить стык расплавленным металлом. Следующий проход нужно делать немного шире для укрепления связки. На трубах, конечно же, рекомендуется выполнять сразу широкий шов.
- При наличии небольшого зазора между соединяемыми металлическими плитами используется прерывистая дуга, которая дает возможность остывать отложенной металлической капле. Мгновенно, не давая пройти красноте предыдущей капли, накладывается следующая капля.

Техника безопасности
- Все подсоединяемые провода к сварочному оборудованию, электрической сети должны быть хорошо изолированы.
- Если инвертор не эксплуатируется, он должен быть отсоединен от сети.
- Если нет опыта сварочных работ, то нельзя без практического обучения приступать к их выполнению на открытом воздухе при наличии атмосферных осадков, а также в помещениях с большой концентрацией влаги.
- Запрещено сваривать детали без средств индивидуальной защиты: маски, спецодежды, перчаток, обуви, коврика.
- Обязательное соблюдение правил пожарной безопасности.
Для новичков! После окончания работ не нужно пугаться безобразного вида сварного шва – это шлаковые образования, после обивки которых качественно выполненное соединение примет довольно привлекательный внешний вид.
Производить сварку на горизонтальной поверхности может даже новичок с небольшим опытом работы. А вот сделать качественный вертикальный шов без необходимых теоретических знаний и хорошей практики невозможно. В данной статье представлена сварка вертикального шва (видео), чтобы помочь начинающим специалистам избежать распространённых ошибок.
- Начинать надо с выбора угла наклона электрода относительно плоскости изделия. Оптимальным считается угол от восьмидесяти до девяноста градусов. При этом обеспечивается максимальная отдача энергии дуги, что гарантирует глубокое проплавление тела основного металла. Также выбор правильного угла обеспечит равномерное стекание расплавленного электрода, что позволит получить ровный и качественный шов.
- Сварка вертикальных швов всегда осуществляется снизу вверх, заливая зазор между деталями расплавленной электродной проволокой или электродом.
- Окончание электрода должно всегда быть направлено в середину шва.
- Для получения качественного шва нужно осуществлять периодические вращательные движения для того, чтобы собирать расплавленный металл в точку, где происходит соединение двух деталей.
- Скорость прохождения сварочной дуги по верхней линии шва должна быть подобрана таким образом, чтобы нижняя часть жидкой ванны немного не доходила до верхушки предыдущего валика или едва его касалась.
- После окончания сварки необходимо подождать определённое время пока обработанная поверхность остынет. Затем следует молоточком сбить образовавшийся на поверхности металла шлак, образованный продуктами горения.
Чтобы более наглядно представить описанный процесс, стоит посмотреть «Вертикальный шов, сварка: видео» — материал, представленный ниже.
Проверка качества работ
После окончания и зачистки поверхностей от окалины и шлака, необходимо провести тщательный осмотр шва на наличие трещин, пор, кратеров или прожогов металла.
Если такие изъяны будут обнаружены, то говорить о качественно выполненной работе нельзя. Данный брак со временем вызовет разрыв или разлом металла, что может привести к серьёзным последствиям. Поэтому надо сразу же проводить реставрацию шва.
Во-первых, нужно очень тщательно произвести зачистку всей поверхности при помощи металлической щётки или напильника.
Во-вторых, произвести реставрацию шва только в тех местах, где был зафиксирован брак. Переваривать всю соединительную поверхность деталей нет необходимости.
Заключение
Новичкам следует помнить, что теоретические знания, получаемые при просмотре «Вертикальный шов, сварка: видео», являются очень важной частью процесса обучения. Только после освоения основных принципов выполнения данных работ, можно приступать к практической части.
Еще по этой теме на нашем сайте:
-
Этот вид журналов относится к технической документации. В этом документе отражается полный объем всех работ, выполняемых сварщиком. Кроме этого, здесь отражено качество, время выполнения той… -
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все… -
Сварочные работы становятся проще и точнее, благодаря использованию магнитных уголков, поэтому данный элемент рекомендован многими специалистами в области сварки. Если применять магнитные уголки для сварки,… -
Чтобы купить сварочную проволоку для полуавтомата, надо хорошо разбираться в этом изделии и знать его среднюю стоимость. Для каждого конкретного случая требуется материал с такими…
 В этом документе отражается полный объем всех работ, выполняемых сварщиком. Кроме этого, здесь отражено качество, время выполнения той…
В этом документе отражается полный объем всех работ, выполняемых сварщиком. Кроме этого, здесь отражено качество, время выполнения той…Неожиданная неприятность может произойти в тот момент, когда нужно сделать потолочный шов. Выполнить это не так уж просто, как может показаться.
В промышленных масштабах такой сварочный метод практически не востребован, так как соединяемые части в реальности расположены в правильном положении. Тем не менее, хозяину гаража необходимо знать, как варить потолочный шов электросваркой. Потребность в наложении такого шва может возникнуть при монтаже трубопровода, изготовлении металлической конструкции и различных приспособлений в гараже.
Так как при сварке потолочного шва возникает много затруднений, при его выполнении должны присутствовать опыт и внимательность. Проблему при таком типе сварки создает расположение сварочной ванны, которая находится в перевернутом состоянии. И расплавленный металл не хочет в ней задерживаться. Поэтому при работе нужно соблюдать особые правила, которые помогут избежать подтекам расплавленного металла. Особую роль при такой сварке играет техника безопасности, при игнорировании которой можно обжечь тело в области лица.
Правила техники безопасности
- При сварке особое внимание нужно уделить исключению возможности попасть под удар током. Кабель не должен иметь повреждений. Если сварочный аппарат на данное время не эксплуатируется, он должен быть в выключенном положении.
- Запрещается работать при выпадении осадков и даже в помещениях с повышенной влажностью. Степень влажности чаще всего не могут определить неопытные сварщики.
- Обязательна спецодежда, которая при необходимости должна полностью закрывать все тело. Все ее элементы должны быть надежно заправлены. Особое внимание нужно уделить наличию защитных очков и маски для сварки.
- Запрещено выполнять действия, которые могут привести к возникновению пожара и взрыва.
 Кабель не должен иметь повреждений. Если сварочный аппарат на данное время не эксплуатируется, он должен быть в выключенном положении.
Кабель не должен иметь повреждений. Если сварочный аппарат на данное время не эксплуатируется, он должен быть в выключенном положении.При сварке важную роль играет поверхностное натяжение, сила которого не позволяет расплавленному металлу срываться с обрабатываемых деталей. Чтобы уменьшить силу тяжести сварочная ванна в своих размерах должна быть минимальная. Этого можно добиться убиранием электрода в нужный момент, давая тем самым возможность металлу успеть затвердеть.
Ширина валиков должна быть в 2,3 раза больше диаметра электрода. Как правило, при сварке потолочного шва применяются электроды Ø до 4 мм. Иногда возникают случаи, когда убирается рабочая часть инструмента – возникают подрезы. Чтобы этого избежать, нужно уменьшить силу сварного тока, а электроды фиксировать на кромках.
Для работы годятся только сухие электроды. При сыром виде рабочего элемента выделяемые газы снижают качество сварного шва, а вместо образования дуги, электрод «прилипает» к свариваемой поверхности. Кроме того, характеристики металла сварочных швов на потолке уступают свойствам поверхности, образуемой при других типах соединений.
Потолочную сварку лучше производить, ведя руку с инструментом в свою сторону, что позволит полностью контролировать процесс, скорость работы и метод варки. Если толщина обрабатываемого участка превосходит 0,8 см, проходки нужно повторять. Для корневого шва, как правило, берутся электроды диаметром 3 мм, для остальных – 4 мм.
Обратите внимание! Фаска и обработка соединяемых сваркой концов должны быть выполнены согласно ГОСТ 10948-64.
 После образования валика не нужно забывать убирать шлаковый налет. Допуски на сварочные соединения оговорены в ГОСТе 5264-80.
После образования валика не нужно забывать убирать шлаковый налет. Допуски на сварочные соединения оговорены в ГОСТе 5264-80.Варианты варки
- При варке лесенкой рабочий элемент находится вертикально к потолку или с отклонением в 40º от себя. Электрод поднимается к потолочной поверхности и зажигается. Когда металл начинает плавиться, рабочий элемент отодвигается приблизительно на 8 мм, затем процесс повторяется с перекрытием затвердевшего металла на треть от его размера по длине.
- При варке полумесяцем рабочий элемент должен находиться в таком же положении, как при предыдущем варианте. Рабочие движения должны быть зигзагообразными и беспрерывными с нанесением электродом металла на застывшую металлическую часть. Проходки повторяются несколько раз. Этот вариант сварки считается самым доступным.
- Самой надежной, но трудной, считается обратно-поступательный метод сварки. Конец рабочего элемента постоянно двигается вперед-назад, зацепляя при этом застывшую металлическую часть и увеличивая шов по длине.
Процесс
Потолочная сварка – это многоэтапная работа, которая начинается с заделки корня шва. В этом случае используется электрод Ø 3 мм. Сила тока не должна превосходить среднее значение. Существующие условия, которые определяют, как заделать потолочные швы методом сварки.
- Если существует доступ для подварки и выборки с наружной стороны, то при проведении работы нужно старательно следить за образованием валика снизу. Подрезы и нависания должны быть исключены. Практичней всего данный шов производить зигзагообразными шагами меду кромками с фиксацией на них. Затем после удаления сварки из соединения придет очередь для выполнения следующего валика.
- Если необходимо образовывать валик с наружной стороны, поступательные шаги нужно проделывать в середине зазора на коротком расстоянии. Если сварочная дуга будет выходить с другой стороны, то наварка будет образовываться в полукруглой форме.

При такой работе нужно сосредоточиться на валике с обратной стороны. В то же время необходимо контролировать скорость сварочного процесса и наблюдать за образованием нижнего валика. Он не должен выпирать из образовавшейся конструкции, иначе придется делать выборку до основы металла.
Разделочное заполнение
Последующие 2 валика выполняется электродом Ø 3 мм при токе с показателем выше среднего или Ø 4 мм при среднем значении. Выбор проходки зависит от размера по ширине начального валика. Для того чтобы избежать бугристости, необходимо фиксироваться на краях поверхностей. После этого дуга постепенно переводится по кромке и способом лесенки производится переход на противоположную кромку. При возникшей необходимости поменять конфигурацию валика, нужно изменять скорость выполнения работы, менять угол наклона электрода и увеличивать шаг проходки.
Обратите внимание! При проведении сварочных работ нужно учитывать, что при создании большой ширины валика, раскаленный металл будет подтекать и капать.
Следующие 2 слоя зависят от размера по ширине предыдущих 3-х валиков и делаются по всей ширине или в количестве 2-х валиков. Дальше слои просто наплавляются без зигзагообразных движений. При приближении к кромке нужно останавливаться на расстоянии размера покрытого электрода. Это касается кромки и предпоследнего валика.
Для слоя на лицевой стороне нужна впадина размером до 2 мм. Количество проходок будет считаться исходя из размеров последнего слоя и металлической основы. Если впадина предпоследнего слоя размером до 1 мм производится 1-на проходка и делается она дугой вперед. Шаг сварки подбирается исходя из конфигурации валика. Если впадина размером до 2 мм, применяется способ лесенки. Если нужно сделать несколько проходок, валики у кромки варятся разными методами. Завершающий центральный валик устанавливается вровень с 2-мя боковыми.
Как уже стало понятно, заниматься потолочной сваркой нужно с необходимым багажом опыта. Для новичка сделать такой шов будет затруднительно, так как он еще не имеет достаточно навыков и знаний, которые, как известно, приходят во время работы. Поэтому сначала нужно попрактиковаться на более простых соединениях. На предоставленном видео доступно продемонстрировано, как варят потолочный шов электросваркой профессионалы.
Для новичка сделать такой шов будет затруднительно, так как он еще не имеет достаточно навыков и знаний, которые, как известно, приходят во время работы. Поэтому сначала нужно попрактиковаться на более простых соединениях. На предоставленном видео доступно продемонстрировано, как варят потолочный шов электросваркой профессионалы.
Видео
В этом видео показано как варится вертикальный и потолочный шов:
Комментариев:
- Некоторые характеристики
- Варианты рабочего процесса
- Особенности процесса варки потолочного шва
- Как приобрести «правильное» оборудование
Для того чтобы ответить на вопрос, как варить потолочный шов электросваркой, необходимо иметь представление о том, что такое потолочный шов, его особенности и способы варения.
Некоторые характеристики
Потолочный шов самый сложный в исполнении.
Это легко объяснить. Ведь во время процесса сварки металл, достигший температуры плавления, может подтекать.
Опытный мастер сварочных работ должен обладать навыками варения этого вида шва.
Его редко применяют в промышленной сфере. Но что касается ремонта и монтажа трубопровода или судостроительного производства, то там этот вид шва очень востребован.
Необходимо соблюдать технику безопасности при работе с расплавленным металлом. Им можно обжечь открытые участки тела, например, лицо или руки.
У наложения потолочного шва при помощи сварки есть ряд особенностей:
Виды сварных соединений: а, б – стыковое, в – стыковое отбортовочное, г – нахлесточное, д – угловое, е – тавровое, ж – прорезное, з – торцевое, и – нахлесточное с проплавлением.
- сварочная ванна должна быть самого маленького размера;
- при наложении шва металл удерживается на потолке благодаря силе притяжения по отношению к поверхности;
- чтобы избежать растекания металла, шов накладывают таким образом, чтобы электрод был отведен в сторону;
- размер электрода около 0,4 см;
- изготавливаемые валики должны быть меньше электрода в 2 раза;
- электроды должны быть сухими, чтобы избежать выделения газов, которые повреждают швы;
- варить следует в свою сторону, благодаря этому можно подобрать оптимальный темп работы, и это позволит вам отслеживать процесс до мелочей;
- для придания шву наибольшей прочности все края деталей следует тщательно обработать и со сваренных валиков удалить загрязнения.
Для сварки деталей толщиной около 1 см работу выполняют в несколько этапов:
- Используют электрод диаметром 0,3 см.
- Последующую сварку выполняют электродом в 0,4 см.
Вернуться к оглавлению
Варианты рабочего процесса
Сварка потолочного шва бывает нескольких видов.
Дуговая электросварка: а – способ Бернадоса; б – способ Славянова; в – способ подвога дуги извне; 1 – электроды; 2 – дуга; 3 – электромагнит; 4,5 – присадочный пруток.
- Сварка полумесяцем. Электрод располагается к потолку под углом свыше 90 градусов. Максимальный уровень наклона 130 градусов. Профессионал, выполняющий этот вид работ, делает зигзагообразные движения. Они же напоминают изображение полумесяца. Этот метод осуществляется в несколько подходов. Он достаточно легкий. С ним может справиться даже непрофессионал. Главное – постоянно контролировать скорость сварки, иначе можно испортить шов. Чтобы избежать подтекания металла, не стоит вываривать валики с большой шириной.
- Обратно-поступательный. Этот вид сварки также выполняется не за один подход. Сначала варят корневой шов с использованием электрода 0,3 см, уровень подачи тока не должен быть выше среднего.
- Лесенка. Электрод располагается к потолку под углом свыше 90 градусов. Максимальный уровень наклона 130 градусов. Этот способ отличается от других тем, что электрод следует отводить в сторону, чтобы избежать растекания расплавленного металла. Когда он застывает, электрод возвращают на место и продолжают сварку. При этом способе шов становится длиннее. Несмотря на трудность и сложность выполнения, конечный результат работ самый высокий по показателям прочности и надежности.
Вернуться к оглавлению
Особенности процесса варки потолочного шва
Потолочные швы подразделяются на:
Классификация сварных швов: а – по расположению относительно действующего усилия, б – по положению в пространстве, в – по усилению, г – по ширине, д – по количеству слоев, е – по длине.
- переходящие в вертикальные;
- сплошные;
- нижние.
Техника безопасности при варке потолочных швов:
- работы должны проводиться в сухом помещении или в закрытом пространстве. Не допускается выполнения сварочных работ на открытом воздухе во время грозы или снегопада;
- на тело следует надеть специализированную одежду с верхним защитным покрытием;
- используйте маску;
- отключите неиспользуемое оборудование от электросети;
- проведите работы по изоляции проводов.
Сварка металлических труб отопления | Шадринский электродный завод
Сварка труб отопления является одним из самых востребованных и распространённых способов использующихся для объединения теплоисточника с теплопроводом и отопительными приборами (батареями) в единую систему. Монтаж труб с помощью сварки зарекомендовал себя как в домашних, так и в производственных условиях, а также при ремонте действующих магистралей.
Использование сварки позволяет обеспечить высокий уровень прочности и долгий период работы отопительной системы.
Наиболее популярным методом сварки тепловых сетей, является ручная электродуговая сварка. Значительно реже используется полуавтоматическая и автоматическая газовая сварка. РДС выполняется определенными видами электродов, которые могут обеспечить требуемые характеристики металла шва. Особенности состава и требования к свойствам сварочных электродов регулируются ГОСТом и ТУ.
Сварка труб отопления, при наличии необходимого оборудования и базовых навыков, может выполняться своими руками. Если же опыт сварки отсутствует, лучше обратится за помощью к специалисту сварщику.
Что необходимо для сварки труб отопления?
Для установки стальных труб необходимы следующие инструменты:
– сварочный аппарат – в качестве источника тока;
– болгарка или резак – для резки труб;
– защитная маска, костюм и перчатки – для обеспечения безопасности процесса сварки и здоровья сварщика;
– электроды – для выполнения сварочных работ;
– молоток – используется для удаления шлака.
Также нужны будут средства для зачистки и обезжиривания стальных поверхностей.
Подготовка поверхности
Перед началом выполнения сварочных работ, нужно подготовить свариваемые поверхности. Чтобы исключить появление дефектов в сварочном шве, места стыковки трубных элементов должны быть тщательно зачищены (до металлического блеска) и обезжирены. Деформированные участки необходимо выправить или отрезать болгаркой.
Угол раскрытия кромки у подготовленных трубных стыков, должен быть около 65 градусов. Торцевая плоскость реза должна располагаться исключительно под углом 90 градусов к оси изделия. Величина притупления составляет около 2 мм.
Трубы отопления большого диаметра свариваются после их торцевания с помощью особой техники. Размеры стыков должны соответствовать установленным ГОСТом требованиям к толщине изделий, химическому составу и механическим свойствам.
Важным фактором, влияющим на эффективность работ, является выбор сварочных электродов.
Электроды для сварки труб отопления
Качество сварного шва зависит от выбранного электрода.
Существует два основных вида электродов: плавящиеся и неплавящиеся. Они отличаются материалом стержня. Сердцевиной неплавящихся электродов могут быть графит, вольфрам или уголь. Основанием плавящихся электродов является сварочная проволока, химический состав которой зависит от конкретной марки изделия. Как правило, плавящиеся электроды имеют диаметр от 2 до 5 мм, но могут встречаться и больших диаметров.
Электрод состоит из металлического стержня, покрытого специальным составом. Сердцевина электрода обеспечивает прохождение тока для создания электрической дуги, а покрытие служит для защиты сварочной ванны от внешних факторов окружающей среды и поддержания стабильности горения дуги.
Согласно ГОСТ 9466-75 существует несколько типов покрытия:
– кислое (А) – преимущество обмазки кислого типа – низкая вероятность, что в области шва образуются поры;
– основное (Б) – универсальное покрытие, которое обеспечивает получение качественного соединения с высокой стойкостью к образованию трещин в широком диапазоне температур;
– рутиловое (Р) – используются в основном для прихваток и угловых швов. Обеспечивают легкое отделение шлаковой корки и зажигание дуги. Металл шва имеет привлекательный внешний вид;
– целлюлозное (Ц) – применяется для вертикальных и кольцевых швов при сварке изделий и конструкций большого диаметра на протяженных технологических магистралях;
– кисло-рутиловое (АР) – самый популярный тип электродов, использующихся для сварки труб отопления и водоснабжения. Обеспечивает получение качественного шва и легкое удаление шлака;
– рутилово-целлюлозное (РЦ) – применяются для формирования вертикальных соединений (шов – сверху вниз).
Важной характеристикой при выборе электрода, является диаметр стержня. Чем больше диаметр, тем большую глубину металла способен проплавить электрод.
Для соединения труб толщиной до 5 мм рекомендуются электроды диаметром 3 мм.
Для сварки труб толщиной до 10 мм можно использовать электроды диаметром 4 мм. Эти электроды позволяют производить сварку в несколько слоев.
Кроме вышеперечисленных характеристик на качественное выполнение сварки влияет сила тока, зависящая от способа соединения труб, марки и диаметра сварочного электрода. Рекомендуемые значения сварочного тока, как правило, указаны на упаковке электродов.
Марки электродов подходящие для сварки труб отопления: МР-3, УОНИ-13/45, GOODEL-ОК46, АНО-21, ОЗС-4.
Технологии выполнения сварочных работ
Соблюдение технологии сварочных работ позволит получить надежный и качественный шов. При подготовке труб к соединению необходимо удалить или выправить деформированные концы. Срез трубы должен быть строго под прямым углом. Затем выполнить очистку всех свариваемых элементов от грязи, краски и пыли с помощью наждачной бумаги и обезжирить.
На технику выполнения влияют диаметр, толщина и форма сечения свариваемых элементов. Для сварки трубопроката толщиной менее 6 мм необходимо нанесение двухслойного шва. Для толщины 6-12 мм шов наносится в 3 слоя. При толщине свыше 12 мм – в 4 слоя. Сварка круглых труб выполняется по окружности без отрыва электрода от изделия, пока элементы не будут сварены. Швы наносятся поочередно. Перед нанесением второго и последующих слоев шва необходимо дать предыдущему остыть. После завершения каждого прохода и остывания поверхности, шлаковая корка удаляется легкими ударами молотка. Это обеспечивает получение красивого и прочного шва.
Для толщины 6-12 мм шов наносится в 3 слоя. При толщине свыше 12 мм – в 4 слоя. Сварка круглых труб выполняется по окружности без отрыва электрода от изделия, пока элементы не будут сварены. Швы наносятся поочередно. Перед нанесением второго и последующих слоев шва необходимо дать предыдущему остыть. После завершения каждого прохода и остывания поверхности, шлаковая корка удаляется легкими ударами молотка. Это обеспечивает получение красивого и прочного шва.
Нанесение первого слоя требует особого внимания. Как правило, для него используется метод ступенчатой наплавки, разбитие на участки с помощью прихваток и дальнейшее соединение остальных участков. Остальные швы наносятся сплошным методом под углом около 70 градусов и совершением колебательных движений электродом. Следующий слой нужно начинать варить со смещением примерно на 30 мм от начала предыдущего. Последний слой необходимо наносить с плавным переходом к основному металлу. Он должен быть ровным и гладким.
Надежность и герметичность сваренного соединения можно проверить, запустив воду или газ по трубе. Если в месте сварного шва не обнаружатся протечки, значит шов выполнен качественно.
Техника безопасности
Чтобы избежать ожогов кожи и сетчатки глаз необходимо использовать защитную экипировку: маску, краги и костюм. Для защиты от удара током можно использовать резиновый коврик или галоши, а также заземлить сварочный аппарат.
Как правильно варить электросваркой: видеоинструкция
Услуги профессиональных сварщиков очень дорогие, поэтому многие домовладельцы в целях экономии покупают собственные аппараты и знакомятся с азами мастерства сваривания конструкций. Если вы ранее даже не видели работу с электросваркой, то бояться все равно не стоит. Можно посмотреть уроки на видео и ознакомиться с рекомендациями профессионалов. Они очень полезны для новичков с любой подготовкой. Расскажем, как правильно варить электросваркой.
Подготовительный этап
Перед работой нужно понимать, что вам потребуется соблюдать технику безопасности, чтобы сохранить зрение и не получить ожог. Под рукой вы должны иметь следующее:
- сварочный аппарат;
- перчатки и защитную одежду;
- максу сварщика;
- молоток, чтобы удалить шлак;
- электроды;
- щетку для металла.
Защитная одежда должна быть из плотного материала, устойчивого к высоким температурам. Лучше всего приобрести специальный костюм. Маска должна быть специальной, использование затемненных очков и других подручных средств недопустимо.
Подбор электродов должен происходить в соответствии с толщиной листа металла, с которым вы будете работать. Ток нужно выставлять по выбранному электроду. Расчет приводится исходя из рекомендуемых значений:
- для сварочного трансформатора на 1 мм электрода приходится около 30-40 А;
- для инвертора – 3 мм электрода при 80 А делают шов, а при 100А – режут металл.
Не используйте старые электроды или отсыревшие. Ими варить очень сложно, особенно новичкам. Купите сразу пачку электродов, чтобы вы могли потренироваться.
Важно правильно подготовить место для работы. К нему не предъявляется особых требований, кроме удобства. Ваши движения не должно ничего стеснять. Площадка для размещения заготовок должна быть ровной. Рядом с рабочим место поставьте ведро с водой.
Перед работой подготовьте все необходимое, заранее раскроите металл и зачистите место для швов металлической щеткой. Новичкам необходимо фиксировать заготовки струбцинами и тисками. Лучше всего сначала потренироваться на ровной площадке, делая шов в виде валика. Применяйте для него электроды 3 мм, которые относятся к самым ходовым. С первого раза у вас может не получиться, стоит быть готовым к этому.
Читайте также: Как выбрать маску для сварки «Хамелеон»
Пошаговая инструкция
Работу нужно проводить, соблюдая последовательность:
- Присоедините зажим массы к заготовке. Вставьте электрод в держатель.
- Установите электрод не вертикально, а под углом около 70 градусов по отношению к рабочей поверхности, чтобы зажечь дугу. После того как вы нашли оптимальное положение, необходимо провести по заготовке со скоростью около 10 сантиметров в секунду. Если вы услышали треск и увидели искры, то все сделано правильно.
- Теперь пора научиться делать валик. Двигайте электрод горизонтально плавными движениями, одновременно с этим делайте легкие движения с амплитудой 2-3 мм, будто вы пытаетесь подобрать расплавленный металл. В итоге у вас получится шов с высокой надежностью.
- При сгорании флюса, которым покрыты электроды на шве образуется слой шлака. Для того чтобы удалить его, достаточно постучать по застывшему шву молотком. Одновременно это действие позволит вам проверить качество сцепки металла.
 Вставьте электрод в держатель.
Вставьте электрод в держатель.Важно правильно подобрать силу тока. Если электрод будто прилипает металлу, значит, она низкая. Потренируйтесь, чтобы выставить правильное значение. Вы все делаете верно, если длина дуги между электродом и металлом равна 3-5 мм.
Перед тем как выполнять горизонтальные швы на реальной детали, необходимо сделать несколько коротких швов, длиной 2-3 сантиметра на обрезках железа. Когда они получатся качественными, можно начинать варить реальные детали.
Изготовление разных швов
Перед тем как изучать разные швы, необходимо научиться поддерживать дугу необходимой длины. Если она будет слишком длинной, то металл начнет окисляться и разбрызгиваться. Шов станет пористыми и непрочным.
Движение дуги осуществляется по 3-м направлениям:
- Поступательное движение вдоль оси электрода. При этом шве необходимо поддерживать правильную длину дуги, чтобы этого избежать нужно перемещать электрод вдоль оси.
- Продольное перемещение электрода приведет к образованию валика. Закрепить его можно при помощи движений поперек направления соединения. Тогда вы получите результат, похожий на сложный потолочный шов.
- Поперечное перемещение электрода позволяет получить шов нужной длины. Какими будут колебательные движения в этом случае, зависит от характеристик материала и требований к шву. Обычно амплитуда составляет от 1 до 5 диаметров электрода. По этой методике делают прочный зигзагообразный шов.

Не стоит специально учиться разным швам. Так как вы не являетесь профессиональным мастером, вам достаточно лишь соблюдать условие – кромки соединяемых изделий должны проплавляться. На них должно образовываться достаточное количество металла для сцепки. Тогда, вне зависимости от выбранного движения, вы получите прочно сваренную деталь.
Как правильно варить: техника и азы сварки
На чтение 7 мин. Опубликовано
В строительных магазинах можно найти недорогие сварочные аппараты, которые работают от постоянного тока. Их сможет использовать в гаражных условиях даже начинающий мастер. Узнать, как правильно варить, можно по урокам, видео и советам в интернете. Сделать забор на дачу или простую конструкцию под силу каждому.
Азы сварки для начинающих
Сначала нужно разобраться в устройстве инвертора и в элементах управления. Также мастер должен знать особенности металла.
Для полного “чайника” достаточно самого дешевого аппарата. С накоплением опыта можно приобрести профессиональный или полупрофессиональный агрегат.
Нюансы работы для новичков:
- Дуга должна быть как можно короче, хотя бы в начале процесса. Разжечь ее можно двумя способами: чирканьем или постукиванием электрода. Лучше всего использовать первый вариант – так легче разогреть поверхность.
- Когда появилась дуга, можно начинать сварку инвертором. Для этого инструмент ведут вдоль кромки изделия. Есть несколько схем: спиралью, елочкой, треугольниками.
- Чем тоньше металлический лист, тем выше должна быть скорость работы, иначе появятся дырки.

Технология электросварки
Оборудование представляет собой прямоугольный ящик, с одной стороны которого находятся вентиляционные отверстия, а с другой – панель управления. Главный элемент на ней – это регулятор силы тока. Также имеется плюсовой и минусовой выходы для подключения держателя электродов и клемм.
Электродный стержень состоит из металлической сердцевины, которая покрыта защитным составом. Он предохраняет дугу от воздействия кислорода. Существуют угольные и графитовые стержни, но они не подходят для начинающих.
Принцип работы заключается в создании короткого замыкания между электродом и основой. Это позволяет быстро разогреть поверхность и расплавить ее. В результате 2 элемента сплавляются между собой. Для формирования сварочного шва нужно поджечь систему. Мастер чиркает или постукивает электродным стержнем о металлическую конструкцию.
Перед началом рекомендуется закрепить детали струбцинами. Опытные сварщики делают несколько прихваток – поперечных швов длиной несколько сантиметров. Это гарантирует то, что лист не перекосится во время сварки.
Объяснение полярности
Между металлом и электродом формируется дуга, потому что они подключаются к разным полюсам. Так как используется только постоянный ток, можно произвольно менять плюс и минус. Это будет влиять на конечный результат. Если включить электродный шнур на минус, а массу на плюс, это будет называться прямым подключением. Оно используется для металла толщиной больше 5 мм.
Для тонкого железа применяется обратное включение. Оно позволяет защитить сварной шов от прожога, не раскаляя металлический лист.
Влияние скорости подачи электродов
Чтобы получить ровный результат, электродный стержень должен поступать равномерно. Сварщику нужно держать одинаковое расстояние между инструментом и поверхностью. Тогда аппарат не погаснет, а расплавленный металл ляжет аккуратно.
Если дуга продвигается слишком медленно, она может недостаточно нагреть металлические детали. Тогда сварка будет поверхностной и недолговечной. Слишком быстрая подача тоже отрицательно влияет на результат: это приводит к перегреву и деформации.
Сила тока
Это основное значение, которое влияет на качество шва. Если выставить его слишком большим, в конструкции могут образоваться отверстия. Для расчета можно использовать формулу L=KD. D – это диаметр электрода. Коэффициент К равен 25-60, точная цифра зависит от способа работы, например, для ручной электросварки в нижнем положении можно взять 30-35.
Особенности тонкого металла
Сложность дуговой сварки таких конструкций в том, что малейший просчет может дать прожог, который тяжело исправить непрофессионалу. Поэтому новичкам лучше тренироваться на толстом железе.
Нюансы работы:
- сначала нужно сделать прихватки, а потом основной шов;
- если отвести электрод слишком быстро вверх, возникнет горячая дуга, которая прожжет металл;
- варить лучше короткими отрезками, чтобы конструкция успела остыть.
Способы сварки инвертором
Существует несколько видов сварочных работ, они предполагают использование специального оборудования. Разновидности:
- Кузнечная, сегодня практически не используется. Детали нагреваться и соединяются путем ковки.
- Контактная. Собирается электрическая цепь, создается короткое замыкание, в результате края конструкций сплавляются друг с другом. Разделяется на главную, стыковую и точечную.
- Газопрессовая. Изделия нагреваются газом, а потом спрессовываются.
- Водная. Процесс происходит в ванне под действием водорода, который не дает металлическим листам окисляться.
- Газовая. Пламя нагревает и плавит детали.
В различных сферах применяются разные способы. С нуля можно обучиться самостоятельно контактной дуговой сварке.
В домашних условиях используется электросварка, которая работает от постоянного тока и сети 220 В.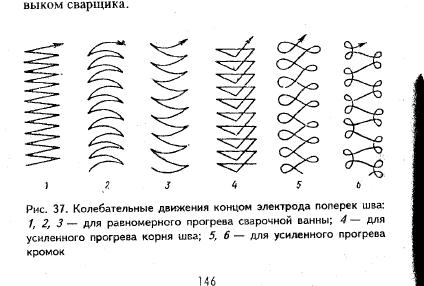 За счет компактных размеров и отсутствия шума устройство можно использовать даже в квартире при соблюдении техники безопасности.
За счет компактных размеров и отсутствия шума устройство можно использовать даже в квартире при соблюдении техники безопасности.
Что необходимо для работы в домашних условиях
Чтобы самостоятельно сварить металлическую конструкцию, понадобятся:
- сварочный инвертор;
- защитная маска, для новичков больше подойдет автоматическая;
- электроды, их толщина зависит от используемого материала;
- плотная одежда, закрывающая все тело, и перчатки;
- молоток и металлическая щетка для подготовки поверхности.
Перед началом процесса нужно убрать с конструкции ржавчину, т. к. она мешает плавке металла и ухудшает качество шва. После окончания работы расплавленное железо остывает и образуется шлак. Чтобы его убрать, детали нужно простучать с внешней стороны.
Уроки сварки для новичков
Сварочное дело имеет высокую степень пожароопасности, поэтому нужно уделить время созданию безопасных условий труда. Рекомендуется надеть одежду из негорючих материалов, а обувь должна быть на толстой подошве. Особое внимание нужно обратить на защиту рук и глаз.
Вокруг мастера не должно быть лишних предметов. Стоит убрать все, что может воспламениться от искры. Под ногами лучше обустроить деревянный настил, чтобы защититься от удара током. Рабочее место должно быть хорошо освещено.
Если электроды куплены непосредственно перед началом работы, они не требуют подготовки. Можно купить универсальные, диаметром 3,2 мм. Если они хранились в сыром неотапливаемом помещении, рекомендуется просушить их 2-3 часа при температуре 2000°С. Для установки в аппарат нужно нажать клавишу на ручке держателя и поставить электродный прут. Нужно убедиться, что он не шатается.
В зависимости от толщины стержней нужно рассчитать силу тока. После этого можно поставить клемму массы. Для первого опыта лучше выбрать прямое подключение: плюс к детали, а минус – к электроду.
Металл тоже должен быть подготовлен: очищен от грязи, жира, краски, ржавчины. Особое внимание стоит уделить кромкам. Для того чтобы понять технологию сварочных работ, лучше взять один толстый лист. С появлением опыта можно учится соединять детали.
Особое внимание стоит уделить кромкам. Для того чтобы понять технологию сварочных работ, лучше взять один толстый лист. С появлением опыта можно учится соединять детали.
Как пользоваться сварочным аппаратом:
- Металлическую деталь нужно расположить горизонтально.
- Для первого шва можно нарисовать мелом линию.
- Чтобы разжечь дугу, нужно чиркнуть электродом о поверхность, как спичкой.
- После этого электродный стержень вести ровно по траектории. Самая простая линия – это зигзаг. Потом можно освоить треугольники и более сложные фигуры. Расстояние до металла должно быть постоянным, 2-3 мм. Чтобы понять, как правильно держать руки, нужно рассчитать угол. Электрод должен быть наклонен к мастеру на 60°. Это дает большую глубину прогрева. Если нужен поверхностный нагрев, наклонять держатель нужно от себя.
- По мере остывания будет формироваться окалина, ее удаляют молотком.
Сложность сварных работ состоит в том, что мастер одновременно должен контролировать несколько параметров:
- траекторию электрода;
- расстояние до поверхности;
- размер и состояние шва;
- направление движения.
От того, насколько хорошо сварщик это делает, зависит его профессионализм. Специалисты могут быстро и точно создать узкое и аккуратное соединение.
Не стоит бояться сварочных работ, даже если в этом деле человек “полный нуль”. Уроки сварки инвертором для начинающих можно найти в интернете, а оборудование “Ресанта” сейчас доступно всем. Поэтому каждый может сделать простую металлоконструкцию своими руками в домашних условиях.
STICK WELDING 101: Начало работы с SMAW
 youtube.com/embed/4MKuUICV6-c» allowfullscreen=»» data-service=»youtube»/>
youtube.com/embed/4MKuUICV6-c» allowfullscreen=»» data-service=»youtube»/>
Когда люди думают о сварке, в 9 случаях из 10 они представляют себе сварку штучной сваркой. Сварка палкой — это обычно первый процесс, которому мы учим, и на то есть веские причины. Сварка палкой учит основам сварки, и если вы умеете мазер наклеивать, все остальное будет легче.
Прежде чем мы забегаем вперед, давайте поговорим о том, что такое сварка штучной сваркой и для чего она используется. Если вы новичок в сварке, наиболее распространенными процессами являются GMAW (MIG), GTAW (TIG), FCAW (Flux Core) и SMAW (Stick).У каждого процесса есть свои преимущества и недостатки, но для сегодняшних целей давайте сосредоточимся на палке.
Преимущества сварки штангой:
1. Портативность
Одно из самых больших преимуществ процесса сварки штучной сваркой — это его портативность. Флюс вокруг стержня действует как экранирование, поэтому нет необходимости обращаться с неуклюжими цилиндрами. Возьмите пригоршню стержней, вытащите провода, и все готово!
2. Сварка во всех положениях
Независимо от того, находитесь ли вы в поле или в гараже, в какой-то момент вы обнаружите, что вам нужно выполнить сварку в нестандартном положении (горизонтально, вертикально, над головой).Некоторые процессы ограничиваются ровным положением из-за текучести лужи или других факторов. Сварка палкой не относится к таким процессам. Возможность работы в разных положениях ограничивается только вашим выбором электрода.
3. Доступный
По сравнению со своими аналогами, сварка штучной сваркой — очень доступный процесс. Вы можете купить базовую флешку от уважаемой компании менее чем за 500 долларов.Недостатки сварки штангой:
1. Скорость сварки
Поскольку электрод также является присадочным металлом, сваривать можно только в течение коротких периодов времени, прежде чем потребуется повторно загружать другой стержень.
2. Низкий КПД электрода
Такие процессы, как MIG и Flux Core, очень эффективны. Вы можете сваривать сотни футов, прежде чем вам понадобится менять катушку. При сварке штангой тратится около 5% каждого прутка.
НАСТРОЙКА МАШИНЫ
Вот и хорошие новости; в сварке штангой не так много переменных, кроме стержня. Проще говоря, когда мы настраиваем машину, мы подключаем заземляющий (или рабочий) кабель к отрицательному выводу, а держатель электрода (или жало) к положительному выводу для DCEP (положительный электрод постоянного тока).В 99% случаев это так просто.
В некоторых случаях вы также используете AC (переменный ток) или DCEN (отрицательный электрод постоянного тока), но мы вернемся к этому позже.
Выбор электрода
Различные электроды предназначены для разных применений. Давайте рассмотрим некоторые общие электроды, обсудим их возможности и способы запуска каждого из них.
1. E6010
E6010, чаще называемый 6010, предназначен для работы только на DCEP. Стержни 6010 предназначены для работы с углеродистой сталью.Об электроде из углеродистой стали можно многое сказать по его названию. Давайте углубимся и разберем, что на самом деле относится к E6010.
E
Буква «E» в начале классификации означает «электрод».
60
Первые две цифры в стержнях из углеродистой стали всегда указывают предел прочности электродов на растяжение. В случае E6010 это означает, что этот электрод имеет предел прочности на разрыв 60 000 фунтов.
1
Третья цифра указывает на положения, в которых можно использовать электрод.дюйм. И вот здесь это становится немного странным. Один для всех позиций. Два для плоского и горизонтального.
А вот где это становится немного сложнее. 1 говорит нам, что мы можем бегать во всех позициях; плоские, вертикальные, горизонтальные и потолочные. Но это не говорит нам, можем ли мы бежать вертикально вверх, вертикально вниз или и то, и другое.
E6010 будет работать во всех положениях в любом направлении. Вот почему:
0
Последняя цифра говорит о химическом составе флюса.Таким образом, ноль в данном случае означает высокое содержание натрия целлюлозы.
Шестьдесят десять — это сварочная ванна с интенсивным копанием и быстрым замораживанием. Это означает, что когда мы зажигаем дугу, мы можем копать и долбить, но как только мы выходим из сварочной ванны, она хорошо замерзает. Это важно, потому что это позволяет нам сваривать плоские, горизонтальные, вертикальные вверх, вертикальные вниз и над головой без выпадения расплавленной сварочной ванны.
Сварка с E6010
Когда дело доходит до сварки штучной сваркой, есть правильный и неправильный способы ее выполнения.Мы НЕ хотим использовать экстремальные углы. При сварке палкой мы обычно хотим использовать небольшой угол сопротивления. Перетаскивание стержня поможет предотвратить скатывание шлака перед лужей, вызывающее пористость и другие дефекты.
Когда вы зажигаете дугу, просто делайте небольшое действие стежка вперед и назад. Все, что вам нужно, — это носить бусину с собой. Медленно перемещайте стержень, едва волоча его по материалу с очень небольшим наклоном. 6010 производит световой поток кристаллического типа.
Это непросто, но черт побери.Попадание горячего шлака в глаз — ошибка, которую вы совершите только один раз. Дайте остыть, соскребите отбойным молотком, поднесите к нему проволочное колесо и двигайтесь дальше.
2. E6011
E6011 очень похож на 6010. Краткий обзор системы нумерации говорит нам, что этот электрод (E) имеет прочность на разрыв 60 000 фунтов (60) и его можно использовать во всех положениях (1). Последняя цифра «1» в E6011 указывает состав флюса, который позволяет ему работать в DCEP или AC.
При сварке в DCEP с E6011 дуга практически идентична 6010.Большинству начинающих сварщиков и некоторым опытным профессионалам трудно заметить разницу.
Сварка на переменном токе с E6011
Переменный ток — вот где вы заметите разницу с электродами 6011. Что вы заметите, так это разницу в звуке. В тот момент, когда вы зажжете дугу, вы услышите отчетливый жужжащий звук. Это ток, который колеблется взад и вперед или попеременно от DCEN к DCEP.
Переменный токявляется преимуществом при сварке тонких материалов, поскольку вы получаете значительно меньшее проплавление.
3. E6013
Следующим в линейке является еще одна очень распространенная удочка — 6013. В отличие от 6010 и 6011, у 6013 очень мягкая дуга и плотное шлаковое покрытие. Этот стержень может ввести в заблуждение новичков, потому что при правильной эксплуатации вы получите то, что выглядит как большие пористые карманы в шлаке. Это нормально. Как только вы удалите шлак, ваш шов будет в порядке.
Опять же, это электрод с пределом прочности на разрыв 60 000 фунтов, который можно использовать во всех положениях.
Цифра 3 указывает тип флюса.6013 имеет чрезвычайно плотный флюс, который создает рыхлый, легко удаляемый шлаковый покров.
Сварка с E6013
6013 может работать на DCEP, DCEN или AC. Независимо от полярности, с которой вы работаете, 6013 не любит этого. подвергаться сильным манипуляциям. Зажгите дугу и сделайте легкое перетаскивание с минимальными вариациями.
DCEN
Отрицательный электрод будет быстрее наносить больше материала, поэтому вы получите больше коронки или наростов в вашем профиле валика.
DCEP
Положительный электродбудет работать немного более жестко или агрессивно, чем DCEN.Больше тепла направляется в основной материал, поэтому вы также получите большее проникновение на DCEP.
В перем. Ток
Переменный ток — более холодный процесс. по своей природе, поэтому для расплавления стержня потребуется больше ампер, но при этом получится сварной шов с небольшим проваром. Опять же, это делает 6013 отличным удилищем для работы с небольшим калибром.
Опять же, это делает 6013 отличным удилищем для работы с небольшим калибром.
3. 7018
Последний стержень, о котором мы будем говорить сегодня, — это 7018. E7018 — универсальный стержень, который очень часто используется в конструкционной стали.Это стержень с низким содержанием водорода, что делает его очень чувствительным к влаге. Это. Почему. 7018 всегда хранится в печи с сухим стержнем. Сохранение этих стержней под углом выше 250 градусов важно для сохранения целостности флюса.
70
Это первый электрод, о котором мы говорим, без обозначения «60». Это потому что. у этого стержня есть предел прочности на разрыв 70 000 фунтов, тогда как у остальных 60 000 фунтов.
1
Еще раз, 1 в третьей цифре означает, что сварка будет выполняться во всех положениях.
8
Цифра 8 говорит нам, что это низкий поток водорода. Хотеть. чтобы увидеть наглядную демонстрацию того, что. который. средства? Посмотрите наше видео о количестве диффундирующих частей на миллион водорода в 7018.
Сварка с E7018
7018 работает очень похоже на 6013. Вам действительно не нужно манипулировать им. Фактически, 7018 — это такой бассейн с жидкостью, чем больше вы манипулируете им, тем больше у вас шансов улавливать шлак. Мы сказали, что «1» означает, что его можно сваривать во всех положениях, помните?
Вот небольшой совет от профессионала: Позиции относятся только к плоскому, горизонтальному, вертикальному и потолочному.Они не различают направления. Например, для всех позиций выставлен рейтинг 7018. Однако он может двигаться только вертикально вверх. Если вы попытаетесь спуститься с горы, лужа с жидкостью просто вывалится.
7018 имеет очень мягкую маслянистую дугу со средней глубиной проплавления. Он может работать в DCEP, DCEN или AC. При производстве конструкционной стали в США почти во всех случаях используется DCEP. В Европе они используют 7018 DCEN для открытой корневой трубы, тогда как мы используем почти исключительно 6010. AC обычно используется в некритических приложениях из-за его низкого проникновения.
AC обычно используется в некритических приложениях из-за его низкого проникновения.
Теперь вы лучше разбираетесь в сварке штангой и различных электродах, попробуйте сами. Не забудьте поделиться с нами своими успехами и сообщить, какие еще видео вы хотите посмотреть на Weld.com.
Основное руководство по дуговой сварке порошковой проволокой: 10 шагов (с изображениями)
Здравствуйте и добро пожаловать в руководство SLO Makerspace по дуговой сварке порошковой проволокой! Это руководство предназначено для того, чтобы научить вас пользоваться сварочным аппаратом для дуговой сварки Lincoln Weld Pak HD. Этот аппарат является одним из самых простых сварочных аппаратов, доступных сегодня на рынке, и известен своим удобством в использовании и рентабельностью.Несмотря на то, что есть несколько ограничений в отношении того, что вы можете избежать при сварке на этом аппарате, он отлично подходит для начинающих и идеально подходит для выполнения неструктурной декоративной сварки.
Вот некоторые характеристики продукции Weld Pack HD, предоставленные Lincoln Electric:
- Сваривает низкоуглеродистую сталь безгазовым проволочным электродом с флюсовым сердечником
- Сваривает низкоуглеродистую сталь толщиной до 1/8 дюйма
- Включает в бытовую сеть 115 В, 20 А выход
- Выходной ток 35-88 ампер
- Защитное устройство холодного контактора сохраняет электрическую холодность сварочной проволоки до тех пор, пока не будет нажат спусковой крючок горелки
Для получения дополнительной информации о данном сварочном аппарате, пожалуйста, прочтите руководство оператора: ЗДЕСЬ
Первый и Самое главное, что нужно учитывать при использовании этой машины… как вы уже догадались, БЕЗОПАСНОСТЬ ! Электричество, необходимое для дуговой сварки, не только очень горячее, но и генерирует опасный ультрафиолетовый свет, который может легко повредить ваши глаза, если вы посмотрите прямо на него. Вот почему вы всегда должны использовать соответствующие средства индивидуальной защиты (СИЗ) при работе над сварочным проектом. Сюда входят, помимо прочего: защитные очки, кожаная сварочная куртка, сварочные перчатки и, конечно же, сварочная маска (также известная как сварочный капюшон). Также очень помогает, если у вас длинные брюки и обувь с закрытым носком.Известно, что дуговая сварка порошковой проволокой (FCAW) генерирует множество искр, которые могут легко обжечь любые незащищенные участки вашего тела, так что прикрывайте себя! Эти искры также могут легко вызвать возгорание, поэтому любые легковоспламеняющиеся материалы должны храниться на разумном расстоянии от места сварки.
Вот почему вы всегда должны использовать соответствующие средства индивидуальной защиты (СИЗ) при работе над сварочным проектом. Сюда входят, помимо прочего: защитные очки, кожаная сварочная куртка, сварочные перчатки и, конечно же, сварочная маска (также известная как сварочный капюшон). Также очень помогает, если у вас длинные брюки и обувь с закрытым носком.Известно, что дуговая сварка порошковой проволокой (FCAW) генерирует множество искр, которые могут легко обжечь любые незащищенные участки вашего тела, так что прикрывайте себя! Эти искры также могут легко вызвать возгорание, поэтому любые легковоспламеняющиеся материалы должны храниться на разумном расстоянии от места сварки.
При этом сварка может быть забавным и увлекательным способом изготовления изделий из металла, и после небольшой практики появляется бесконечный потенциал для создания действительно крутых вещей, так что давайте приступим!
Настройка скорости подачи проволоки
Скорость подачи проволоки, вероятно, самая важная настройка. на сварочном аппарате MIG.Эта страница предназначена для того, чтобы помочь вам настроить провод. скорости и включает видео, чтобы продемонстрировать, какие разные скорости звучит как.
Многие проблемы с регулировкой скорости подачи проволоки связаны с проволокой. проблемы с настройкой фида, поэтому стоит проверить эту страницу, если эта не помогает.
Техника
Возможна аккуратная сварка при неправильной настройке мощности — проплавление. может быть слишком мало или слишком много, но сварные швы все равно останутся аккуратными.Получать скорость проволоки неправильная, и сварка может вообще стать очень сложной. Уловка для определения правильной скорости провода заключается в эксперименте.
Регулировка скорости подачи проволоки на лету при сварке стального лома это быстрый способ проверить. Установите сварочный аппарат примерно на нужную мощность. настройка толщины металла, начала сварки и во время сварки поверните ручку скорости подачи проволоки, пока не приблизитесь.
Видео
На видео скорость провода постепенно увеличивалась с очень от медленного к очень быстрому. Подписи вверху показывают, где, я думаю, провод скорость слишком низкая, хорошая и слишком быстрая.
Обязательно включите звук — звук сварного шва показывает, что происходит больше, чем изображения. Внизу есть элемент управления видео вы можете переместить, чтобы снова прослушать каждый сегмент.
Путеводитель по видео
Выкл.
Подача проволоки начинается с нуля. Чтобы все заработало, нужно немного повернуть вообще.
Слишком медленно
Провод периодически контактирует с металлом, но как только происходит контакт проволока сгорает (образует шар и плавится обратно в контактный наконечник).
Слишком медленно
Проволока все еще горит после контакта с металлом, но процесс повторяется быстрее.
Хорошо
Проволока движется достаточно быстро, чтобы образовать постоянную дугу в металле, и есть приятный постоянный звук шипения сварного шва. (сказал, чтобы звучать как жареный бекон, хотя мне не удается воспроизвести звук при приготовлении пищи. Может быть, более опытная рука, держащая сковородку, могла бы подойти ближе.)
Слишком быстро
Сварной шов все еще стабильный, но начинает звучать треск ожесточенный, и проникновение увеличивается.Более дешевые сварщики могут начать издает пулемет, как шум в этот момент.
Скорость подачи проволоки фактически регулирует сварочный ток (ручка мощности на сварщик только напряжение выставляет). Увеличение скорости подачи проволоки за точку там, где вы добьетесь хорошего однородного шва, только увеличится сила тока и может вызвать прорыв более тонкой стали.
Слишком быстро
Здесь проволока движется так быстро, что сгибается при ударе о металл.Ощущение, будто фонарик отодвигается от металла, а там много брызг.
Советы и рекомендации по скорости подачи проволоки
- Обычно для более тонкого металла скорость подачи проволоки устанавливается на минимальную скорость. что сварка может проходить гладко. Это потому, что ток на самом деле уменьшается по мере уменьшения скорости проволоки, поэтому тонкий металл можно сваривать медленнее и контролируемо.
- Можно дополнительно снизить скорость подачи проволоки, уменьшив расстояние между контактный наконечник и заготовка.Это может вызвать перегрев наконечника, захватить и остановить проволоку и испортить наконечник, но это может быть полезным методом для деликатной сварки, например, стыковки с кромкой, особенно при сварке негабаритных наконечник используется или при непродолжительной сварке.
- Для сварки в угол увеличьте скорость подачи проволоки. Это уменьшает длину дуги и облегчает сварку непосредственно в углу, а не дуга по бокам.
- При сварке в вертикальном положении необходимо немного увеличить скорость подачи проволоки. поверхность вертикально или под горизонтальной поверхностью.
Регулировка скорости подачи проволоки и различные сварочные аппараты
При увеличении мощности сварочного аппарата необходимо увеличить скорость подачи проволоки.
Для сварочных аппаратов DIY MIG подача проволоки обычно не зависит от установленной мощности. На этих сварочных аппаратах скорость подачи проволоки придется увеличивать вручную, так как мощность увеличена. Для моего сварочного аппарата Clarke, использующего проволоку 0,8 мм, установлена скорость. 2.3 был хорош для самого низкого уровня мощности, а 5 работал хорошо на самом высоком параметр.
У более дорогих сварочных аппаратов обычно есть автоматическая регулировка скорости подачи проволоки — скорость изменяется сварщиком при изменении настройки мощности. На моем Portamig 181 с настройкой 5.5 подходит как для низкого, так и для более высокого уровня мощности, а ручка скорости подачи проволоки предназначена только для настройки.
Классификация электродов для ручной дуговой сварки
Сварка используется во многих отраслях экономики России.Сварщики работают на стройплощадках, создавая подземные и наземные конструкции. Они работают на автомобильных заводах, энергетических комплексах, сельском хозяйстве и нефтеперерабатывающих заводах.
Многие мужчины время от времени прибегают к сварке при решении ремонтных работ в домашних условиях, сварочный шов считается одним из самых надежных способов соединения деталейКроме того, оцинкованные трубы имеют приятный внешний вид, поэтому их часто используют при создании оригинального дизайна здания или сооружения.
Таким же способом производится сварка оцинкованного металла, который используется в строительстве.
Самосварка считается делом непростым. Перед тем как приступить к таким работам, необходимо изучить правила сварочного процесса и научиться выполнять легкие сварочные работы начинающим специалистам в этом деле.
Овладение техникой получения прочного сварного шва — отличный навык, который приносит много пользы настоящему владельцу. Хорошо проработанный процесс может быть настолько увлекательным, что после изготовления простого каркаса для теплицы, печи для гаража или резервуара для дачи вам захочется создать что-то сложное и оригинальное, например, ажурный забор, скамейку, мангал.Но перед тем, как реализовать задуманное, необходимо выяснить все вопросы о том, как научиться готовить электросваркой, ознакомиться с информацией и обучающими видео. Освоив азы, можно смело приступать к созданию уникальных шедевров из металла.
Другие виды соединения металлических деталей вряд ли смогут конкурировать с прочностью сварных швов, если их соединение должно быть неразъемным. Нагрев металлических сплавов электрической дугой вызывает пластическую деформацию материалов.В результате взаимного проникновения частиц электрода и соединяемых элементов образуются сверхпрочные межмолекулярные связи.
Электросварка — залог прочности соединения металлических частей
Внедрение передовых технологий теперь позволяет проводить сварку с использованием лазерного и электронного излучения, металлы сваривают ультразвуком и газовым пламенем. Самый распространенный источник энергии — электрическая дуга, создаваемая инвертором или сварочным аппаратом.Самым простым и распространенным способам сварки стоит начать обучение.
Подготовка к практическим занятиям
Сварочные навыки приобретаются в основном на практике. Поэтому нужно знать, чем нужно запастись начинающему сварщику, получившему теоретическую информацию и желающему применить знания.
Внимание. Сварка чревата опасностью получения ожогов от брызг расплавленного металла, отравлением ядовитыми выделениями, с возможностью поражения электрическим током.Радиация может обжечь роговицу глаз. Готовьтесь тщательно, не экономя на снаряжении и снаряжении.
Работа сварщика чревата угрозой травмы, отравления газом и ожогов
Выбор подходящего оборудования
Для практических занятий вы можете сделать сварочный агрегат своими руками. Но если практики в этом вопросе нет, желательно арендовать или купить сварочное оборудование с устройством для плавной регулировки показателей силы тока, максимальные значения которых составляют около 160 А.Следующее поможет вам освоить навыки сварщика:
- Сварочный трансформатор, преобразующий переменный ток, подаваемый в сеть, в переменный ток сварочного процесса. Простой в обслуживании, эффективный и дешевый блок имеет недостатки: он не обеспечивает высокой стабильности дуги, «проседает» напряжение, слишком тяжелый.
- Сварочный выпрямитель, действие которого основано на получении постоянного сварочного тока путем преобразования переменного тока сети.По набору недостатков и преимуществ агрегат аналогичен предыдущему варианту, но лучше сохраняет стабильность дуги, за счет чего повышается качество сварных швов.
- Сварочный инвертор, подающий постоянный ток и напряжение для сварки из переменного тока. Это легкий компактный аппарат с плавной регулировкой параметров тока, быстродействующим и эффективным оборудованием с легким зажиганием.
Выбор сварочного оборудования должен основываться на потребностях.
Опытным сварщикам рекомендуется покупать инвертор.Он не займет много места и поможет вам лучше тренироваться. Посмотрите видео о том, как выбрать аппарат, как приготовить и как научиться готовить электросваркой — видео поможет наглядно представить начало практического курса.
Чем отличаются электроды?
Дуговая сварка выполняется плавящимися электродами. Их функция — подавать ток на шов. Основным компонентом автоматической или полуавтоматической сварки может быть порошковая проволока, механически подаваемая в зону плавления по мере использования.Однако большинство учебных курсов рекомендуют начинать с электродов, которые изготавливаются в виде цельных стержней со специальным легкоплавким покрытием. С ними можно быстро «набить» руку и получить навыки формирования четких плавных сливающихся линий.
Сварочные электроды в виде металлических стержней — лучший выбор для новичков
Электроды-стержни диаметром 3 мм считаются оптимальными для новичков. Для более толстых электродов требуется мощное оборудование. Прутки сечением 2 мм используются для сварки деталей из тонколистового металла.Не стоит использовать оставшиеся от кого-то старые комплектующие для дуговой сварки, а если они еще и влажные, толку не будет вообще.
Сварочное оборудование — безопасность
Будущему сварщику обязательно понадобится защитный экран или маска сварщика. Они защищают глаза от ожогов от воздействия яркого излучения, а кожу лица — от брызг горячего металла.
Для практических занятий требуется защитный экран или маска сварщика.
Кожа рук также должна быть защищена от обжигающих брызг расплавленного металла.Вам понадобятся рабочие брезентовые перчатки или перчатки из замши (вязаные и хлопчатобумажные не подойдут).
Костюм или халат с брюками должны быть из толстого материала, желательно из толстого брезента высокой плотности.
Важно. Рядом с местом работы нужно поставить ведро, наполненное водой, запастись старым толстым одеялом, чтобы иметь возможность тушить пожар от случайной искры.
Для практических занятий предпочтительно, но не обязательно, сидеть на улице. Все легковоспламеняющиеся предметы в зоне работы и вероятной досягаемости искры должны быть удалены.
Первые шаги будущего хорошего сварщика
Вначале каждый из стажеров делает ролики на ненужных кусках металла, просто расплавляя материал, не создавая соединительных швов. Поверхность необходимо очистить от ржавчины и грязи.
Начало работы: как сделать ролики
- Электрод вставляется в держатель сварочного аппарата.
- Можно инициировать подачу тока в зону плавления, ударяя по металлу концом стержня, например, спичкой, или касаясь заготовки постукивающими движениями.
- После создания электрической дуги электрод необходимо направить на заготовку. Зазор между электрической дугой и металлом должен быть постоянным, не менее 3х, но не более 5 мм.
Примечание. От качества будущего шва зависит умение выдерживать постоянный зазор. При изменении расстояния дуга прервется, шов будет дефектным.
- Стержень удерживается под углом к плоскости заготовки. Удобным считается наклон 70º, а электрод можно наклонять вперед или назад, так как это удобнее для исполнителя.В дальнейшем размер уклона может быть изменен в зависимости от предпочтений сварщика и специфики выполняемой операции.
На этом этапе практического обучения необходимо научиться выбирать силу тока для его стабильного питания. При отсутствии тока дуга погаснет, слишком мощный поток расплавит металл. Навыки настройки режима сварки можно получить только экспериментальным путем.
Учимся делать сварные швы
Убедившись, что валики выходят ровно и почти красиво, можно попрактиковаться в выполнении соединительных швов.Это уже действия для уверенной руки практически опытного практиканта, который умеет правильно научиться готовить электросваркой и осознает полученную информацию.
Шаг 2 учебного пособия: моделирование сварного шва на заготовке
Все начальные шаги для зажигания электрода аналогичны процессам, описанным выше. Только рука сварщика, соединяющего детали, движется не по прямой, а совершает колебательные движения, как бы перераспределяя расплавленный металл одной детали на соседний элемент и наоборот.Траектория движения может быть зигзагообразной, петлевой, напоминать череду елок или серпов.
Несколько типов швов, выполненных электродуговой сваркой
Вам нужно снова потренироваться на куске ненужного металла, проведя на нем мелом линию, видимую через затемненное стекло маски. Вдоль него и нужно проложить своеобразный шов, проведя непрерывную узкую полоску по одной из указанных выше траекторий.
Необходимо отбить шлак от остывшего шва молотком, после чего работа сварщика предстанет перед глазами.
Шлак из остывшего шва нужно сбивать маленьким молотком
После получения первых навыков можно приступать к изготовлению соединительных швов. Они бывают Т-образными, стыковыми, угловыми, внахлест, выполняются горизонтально или вертикально снизу вверх и в обратном направлении. Чтобы рука уверенно двигалась, нужно много тренироваться и только потом приступать к изготовлению полезных красивых самоделок.
Виды сварных соединений и их внешний вид
Видеоурок для начинающих
Навыки работы со сварочным аппаратом помогут изготовить множество полезных металлоконструкций для дачи, гаража, бани, хранилища.Наверняка после первых шагов вам захочется сделать что-нибудь потрясающее. Просто чтобы овладеть всеми нюансами мастерства, нужно много потрудиться, чтобы получить мастерство. И, конечно же, более сложные методы сварки потребуют более подробной информации, например, профессиональных руководств с описанием сложных процессов и перечнем технических регламентов.
Хороший обобщающий материал может сэкономить начинающему сварщику много времени и помочь обойтись без специальных курсов. Научиться правильно готовить сваркой несложно, для этого потребуются знания теории и определенное количество практики.
Освоить сварку без знания теории невозможно, потому что:
- Качественный шов не получится.
- Вы можете получить травму или травмировать других людей.
- Оборудование может быть повреждено.
Электросварка — это соединение металлических частей плавлением с электрической дугой. Электрический ток, проходящий через зазор между электродом и металлом, вызывает огромную температуру, плавит края, переносит металл от электрода к шву.Получается, что две металлические поверхности соединены монолитно.
Популярна электросварка. Устройство небольших размеров способно герметично соединять детали в любом пространственном положении, сварка проходит быстро и управляемо. При работе помните о рисках для здоровья:
- Травма глаза. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза и оставить отпечаток на сетчатке. Ощущение песка под веками, трудно моргать, припухлость — эти симптомы надолго проходят.Маска со специальным стеклом поможет защитить глаза; перед тем как зажечь дугу, предупредите окружающих восклицанием: «Глаза!»
- Поражение электрическим током … Электрическая дуга — пропускание электрического тока через зазор между электродом и металлом. Чем выше сила тока, тем ярче дуга. Но если этот ток пройдет по телу человека, он умрет. Во избежание поражения электрическим током необходимо:
- Соблюдать целостность оболочки кабеля, изоляции держателя.
- Используйте высококачественные изолированные ручки, не беритесь голыми руками за открытые части.
- При постоянной работе носить защитную обувь с прорезиненной подошвой.
- Ожоги кожи. Ультрафиолетовый свет дуги и летящие во все стороны чешуйки травмируют кожу. Во избежание проблем используйте защитные перчатки — гетры. Следует одеваться только в хлопчатобумажную или специально пропитанную одежду — сварочный халат, джинсы. Для защиты рук используются хлопчатобумажные перчатки или сварочные гетры. При сварке не должно быть открытых участков кожи.
- Отравление газом. Все работы следует проводить в проветриваемом помещении, под вытяжкой или на свежем воздухе.Полезным будет использование фильтрующих полумаск или респираторов.
Виды электросварки
Выделяют несколько основных направлений:
- ММА. Сварка электродом в защитном покрытии. Универсальная технология, позволяющая получить отличный шов в любом пространственном положении. Используются простые аппараты для преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины легируемого металла и используемого электрода и составляет от 30 до 200 ампер.Электрод представляет собой металлический стержень, покрытый покрытием. При сварке покрытие плавится и защищает расплав от воздействия воздуха.
- МИГ. Сварка в среде защитных газов. В качестве электрода используется проволока, которая подается в сварочную ванну с постоянной скоростью. В зону сварки по шлангу подается углекислый газ или смесь газов. Они вытесняют кислород и защищают сварной шов. Преимущества этого вида сварки — отсутствие шлака, высокое качество шва, возможность сваривать тонкий металл.
- TIG.Сварка цветных металлов в среде защитного газа неплавящимся электродом. Он широко используется для соединения цветных металлов и сплавов.
Существует несколько типов различных технологий, используемых в автомобильной или судостроительной промышленности. Они требуют специальной квалификации сварщика. Навыки наплавки или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам более высокого класса.
Сварка
Сварка — соединение металлических деталей путем плавления краев и добавления присадочного металла.В результате образуется сварной шов, края плотно соединяются.
Признаки шва высокого качества:
- Пробитие. Металл шва должен проникать на всю толщину. В процессе сварки края равномерно оплавляются, если проплавить одну сторону, бортик получится неровным.
- Однородность. Стык должен быть цельнометаллическим, без шлака и ямок. Пропуски и неполные проходки не допускаются.
- Прочность. После остывания стыка могут образоваться микротрещины.
- Без подрезов. Слишком сильная дуга «подрезает» края деталей, ослабляя их.
- Выпуклая однородная форма. Брак считается как излишне толстый валик, так и вогнутый. Это указывает на неверно выбранную силу тока.
Шов должен быть равномерным, без излишних «чешуек», провисаний, перегибов. Ширина шва определяется толщиной свариваемых деталей. Слишком узкий будет хрупким, широкий ослабит изделие.
Перед соединением деталей необходимо:
- Определить тип соединения — стыковое, внахлест, угол, тройник.
- Определите пространственное положение — вертикальное, горизонтальное, потолочное.
- Оцените толщину свариваемых деталей.
- Выберите электрод. Толщина зависит от глубины шва.
- Определите силу тока. В пачках есть примерные рекомендуемые таблицы, но стоит ориентироваться на личные ощущения. Лучше выбрать максимально возможный ток, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
- Подготавливаем детали — на толстых делаем фаску, прихватками устанавливаем зазор. Очищаем детали от ржавчины и красим.
Учимся готовить электросваркой
Подготовив детали к сварке, примерно установив силу тока и надев спецодежду, можно готовиться к самой сварке.
Подключаем устройство.
- Подключаем провода к сварочному аппарату. Обычно используют «обратное» соединение — минус (масса) подключается к свариваемой поверхности, плюс — к держателю.Прямое подключение используется, если это рекомендовано производителем электродов.
- Проверка держателя. Он может быть самодельным или заводским. Основные требования — прочность фиксации электрода, возможность быстрой замены, отсутствие токоведущих частей, теплоизоляция ручки. Плохой контакт держателя с кабелем вызывает повышенное сопротивление и нагрев, выгорание изоляции.
- Подключаем масс. Самый простой способ — приварить к металлу, но лучше использовать клещи или магнитную массу.
- В зависимости от пространственного положения важно выбрать угол присоединения электрода к держателю. Обычно электрод следует направлять под углом 45 градусов к заготовке. Глубина проникновения и высота валика зависят от наклона электрода.
Выбор электродов
Есть технология самостоятельного изготовления: проволока окунается в жидкое стекло и прокатывается в песке с добавлением добавок — буры, соды, солей.В продаже сегодня разные виды электродов.
Разделите электроды:
- С основным покрытием. Они трудно воспламеняются, но дают мало шлака. Их легко контролировать, а качество шва высокое. Требуется хорошая подготовка сварщика.
- Рутиловое или кислотное покрытие. Отдают больше шлака, требуют навыков. Легко воспламеняется, шов лучше защищен. Преимущество этого покрытия — меньшее газообразование при сварке, что полезно для здоровья. При обучении лучше использовать именно этот вид.
Диаметр выбирается исходя из толщины свариваемых деталей. Чем толще шов, тем больше сила тока, тем толще электрод. Оптимально использовать, например, электрод диаметром 3 мм для сварки металла, толщиной 2 — 4 мм.
Возникновение дуги
Начинающим сварщикам придется нелегко. Есть несколько способов правильно зажечь дугу:
- Зажигание. Проще говоря, движение похоже на зажигание спички.Получившуюся дугу проводят и переносят на начало шва. Обратной стороной метода является проседание и разбрызгивание металла вне дуги.
- Хит. На кончике электрода образуется пленка шлака, дуга не зажигается. Чтобы сбить шлак, нужно несколько раз слегка ударить по поверхности. Образовавшаяся дуговая искра удерживается и переносится на начало шва. При таком способе электрод часто «прилипает» — он сваривается. Срывать бесполезно, нужно «выламывать» покачивающими движениями.
Зажженная дуга образует сварочную ванну. В начале сварки делаем небольшие круговые движения — перемешиваем ванну.
Чтобы на детали не было следов зажигания дуги, используем следующие лайфхаки:
- Пробиваем по шву, зажигаем дугу и переносим на начало шва. Движение не выходит за пределы шва, а следы зажигания дуги привариваются.
- Используем стартовую тарелку. Вы можете зажечь электрод и начать сварку куска металла, прикрепленного к началу шва.Затем стартовая пластина отламывается или отрезается.
Выбор тока
Чтобы получить контролируемую сварочную ванну, необходимо правильно определить силу тока. Это зависит от:
- Отношение диаметра электрода к толщине свариваемого металла.
- Пространственное положение.
- Скорости движения сварщика.
Перед началом работ выполняется сварка тренировочного шва. Правильная сила тока определяется характером ванны.
Опытные сварщики устанавливают максимальные значения, чтобы готовить быстрее.
Горизонтальные швы сваривают сильным током, на вертикальных стыках сила тока снижается на 10-15%, потолочные швы требуют уменьшения на 20-30% относительно горизонтальных.
Мы держим электрод правильно
На качество сварки в значительной степени влияют длина дуги, ход, скорость сварки и угол наклона электрода.
Движение электрода
- Возвратно-поступательное движение по шву.Дают узкий шов при хорошем прогреве. Может использоваться при соединении тонких деталей с небольшим зазором.
- Поперечный колебательный. У каждого сварщика свои «фирменные» предпочтения и привычки — кто-то ведет с полумесяцем, кто-то с «восьмеркой», Z-образным, многооборотным колебанием. Применяется, если нужно получить широкий шов, с большим зазором или скосами при сварке. Правило: чем толще деталь, тем дольше нужно оставаться у ее краев, чтобы хорошо прогреть.
Длина дуги
Распространенная ошибка начинающих сварщиков — несоблюдение длины дуги.«Короткая» дуга не нагреет металл, шов может стать пористым и неровным. «Длинная дуга» приведет к перегреву металла, но разбрызгивает его по поверхности. Стык не получится, он будет перекрученным, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально поддерживать длину дуги 2-3 мм.
Скорость сварки
Если готовить слишком медленно, существует опасность перегрева металла и ожога. Шов получится полукруглым, выпуклым.
Быстрое движение электрода приведет к неплавлению, прерывистому шву. Шов получится узким, с включениями шлака и раковинами.
Положение электрода
При перпендикулярном положении детали будет чрезмерный нагрев, что может привести к прожогу.
Небольшой угол наклона приведет к образованию раковин, при этом контролировать шов сложнее.
Лучше всего держать под углом 45 градусов.
Электрод должен не «проталкивать» шов, а «тянуть» его.Это обеспечивает оптимальный нагрев, однородность шва и управляемость сварочной ванны.
Готовка прямо
Сварка металлов имеет множество особенностей и трудностей. Главное при проведении шва — не прожечь металл, при этом проплавляя края.
Металл тонкий, корень шва деталей с зазором можно сваривать методом «отрыва». Зажигается дуга и образуется сварочная ванна. Электрод резко поднимается, дуга гаснет, ванна начинает остывать и по ее окончании зажигается дуга.
Сварка толстого металла, сварка тела шва осуществляется без отрыва. Зажигается дуга, и сварочная ванна постепенно протягивается по шву. При необходимости выполняются колебательные движения.
Если электрод закончился, очистите шлак. В конце ванны образуется впадина — кратер. Новая дуга разжигается в кратере предыдущей, и сварка продолжается.
Неисправный шов
После сварки шов необходимо очистить от шлака.Если сварка сделана хорошо, шлак легко отделяется одним ударом. Плохой шов нужно долго чистить, шлак хорошо прилипает к порам.
На какие дефекты стоит обратить внимание:
- Сращивание кромок. Оба края должны быть равномерно соединены.
- Поднутрения. Края деталей плавятся при высокой силе тока, что приводит к появлению вмятин. Это ослабляет металл.
- Мойки и шлаковые включения.
- Высота и ширина ролика.
- Вальцовые хлопья.
Заключение
Чтобы научиться хорошо сваривать металл, вам необходимо хорошо знать теорию и практику. Хорошо, если найдется человек, способный указать начинающему сварщику на недостатки и способы их устранения. Это сформирует у сварщика правильные привычки, а швы всегда будут ровными и качественными. Немаловажным фактором является отношение сварщика к своей работе, желание получить более качественный шов, желание любоваться «солнышком» на кончике электрода.
В повседневной жизни, в собственном доме, на даче или в гараже всегда есть много вещей, требующих навыков сварщика. Этот навык особенно пригодится при строительстве, которое делается своими руками … В природе нет более надежного способа соединения двух металлических частей, чем сварка. И вполне возможно освоить это умение самостоятельно и использовать полученное умение с пользой. Сегодня разберемся, как научиться готовить электросваркой и самостоятельно освоить азы этой специальности.
Чтобы понять, как правильно готовить электросваркой, сначала необходимо ознакомиться с теорией сварочного процесса.
Соединение металлических деталей в монолит с помощью сварки — безусловно, самый надежный и долговечный метод. Это достигается за счет получения высокой температуры. В подавляющем большинстве сварочных аппаратов для плавления металлов используется электрическая дуга: это так называемая электродуговая сварка металлов. В момент воздействия он нагревает металл до точки плавления и делает это на ограниченной площади.
Возникновение электрической дуги происходит от тока — постоянного или переменного. Первый типичен для инверторных сварочных аппаратов, второй — для трансформаторов. Рассмотрим их подробнее.
- Трансформатор значительно усложняет процесс сварки. Из-за переменного тока сварочная дуга постоянно прыгает, процесс сварки довольно шумный. Еще один существенный недостаток таких устройств — сильное воздействие на электрическую сеть, в результате которого возникают скачки напряжения;
- Инвертор проще и тише в работе, питается от сети 220В.Постоянный ток облегчает управление дугой и ее перемещение. Если есть необходимость научиться готовить электросваркой, то урок №1 лучше взять на инверторном аппарате.
Образование электрической дуги становится возможным, когда есть два элемента, которые проводят ток и имеют противоположные заряды. При сварке это металл и электрод. Начинающему сварщику рационально использовать традиционный электрод с металлическим центральным элементом.
Чтобы понять, как правильно варить металл, нужно четко понимать происходящие процессы:
- Электрическая дуга возникает в момент контакта металлической детали с электродом;
- В месте образования дуги свариваемый металл оплавляется;
- Вместе с металлом плавится сам электрод, его расплавленные частицы перемещаются в сварочную ванну;
- Защитное покрытие вала электрода также горит и образует газовое облако.Защищает ванну от воздействия кислорода. Это гарантирует, что температура плавления металла сохраняется в точке сварки;
- Шлак, образующийся при сварке, также способствует поддержанию температуры. Необходимо контролировать, чтобы шлак окружал сварочную ванну;
- Сварной шов образуется в момент движения электрода и ванны;
- При остывании металла после сварки на нем остается корка шлака. Отбивается молотком.
Это теория сварочных работ… Без опыта невозможно понять, как правильно сварить металл, поэтому перейдем к практике.
Инструменты для приготовления пищи
Перед приготовлением электросваркой необходимо подготовить все инструменты и форму для защиты:
- Аппарат сварочный и электроды к нему. Мы рекомендуем запастись достаточным количеством электродов для практики. Пословица «блин первый комок» в области подготовки сварщиков работает без исключения;
- Защита: сварочная маска, защитная одежда и перчатки из толстых материалов.Пренебрегать защитой при сварке нельзя. Это проблема здоровья и безопасности!
- Инструмент вспомогательный — молоток и металлическая щетка — для удаления сварочного шлака;
- Учебный объект — металлические элементы;
- Ведро с водой. Буквально на случай возгорания.
Выбор электродов производится в соответствии с толщиной свариваемого металла, а установка силы тока зависит от электрода. На электрод на 1 мм уходит примерно 30-40 А, важно не превышать эти значения, иначе дуга будет не варить, а резать металл.
Приступим к сварке
Итак, давайте пошагово разберемся, как правильно сварить металл сваркой. Вероятно, для получения приемлемого результата вам придется повторить этот алгоритм не один раз. Но научившись, вы быстро освоите роль сварщика и сможете выполнять довольно сложные операции.
В первую очередь помещаем электрод в специальный держатель. Теперь нужно зажечь дугу. Электрод следует держать под углом примерно 70 ° к поверхности, это положение оптимально.
- С углом между электродом и металлом проведите быструю линию со скоростью 10 см в секунду. При правильном положении появятся искры и потрескивание — верный признак.
- Оставляя оптимальный угол наклона электрода, им нужно коснуться металла и сразу поднять электрод так, чтобы образовалась дорожка 3-5 мм. Если все сделать правильно, дуга загорится, и металл начнет плавиться.
- Нередко электрод прилипает к основанию.В этом случае его нужно слегка встряхнуть и оторвать, а затем снова зажечь дугу. Частое заедание электрода может указывать на то, что сила тока слишком мала. Попробуйте увеличить его и сравните результаты.
- После того, как вы научитесь зажигать дугу и поддерживать ее стабильность, можно приступать к сварке валика. Зажатая дуга плавно перемещается по сварному шву. В этом случае совершаются движения, которые как бы загребают расплавленный металл. Это достигается за счет равномерных колебательных движений с амплитудой около 2-3 мм.Чем размереннее движение, тем красивее получится сварной шов. Кстати, равномерность шва свидетельствует о его высоком качестве и прочности.
На первом этапе лучше всего потренироваться на толстом куске металла и попытаться провести по дуге различные пути — от простых размеренных движений с небольшой амплитудой до более сложных и узорчатых швов. Эти навыки пригодятся в дальнейшей работе и позволят вам понять, как готовить и какой угол наклона электрода лучше выбрать.
После окончания сварки необходимо подождать, пока металл остынет. Сварной шов покроется шлаком. Чтобы она слетела, достаточно постучать по детали молотком или пройтись щеткой по утюгу.
Некоторые точки сварки
Конечно, сварка — это не создание замысловатых узоров на куске металла. Все вышеперечисленное — лишь подготовка и обучение этому довольно сложному ремеслу. Основная цель сварки — надежное соединение металлических элементов, и к этому следует стремиться при обучении.
Сварка металлических элементов имеет множество нюансов, понимание и понимание которых придет с опытом. Но есть некоторые теоретические моменты, которые нужно знать перед практикой:
- Соединять сразу две детали сплошным и длинным швом — неправильно. В большинстве случаев это деформирует металл, так как шов начинает стягивать элементы;
- Перед тем, как сделать основной шов, необходимо прижать детали друг к другу. Для этого на стыках двух деталей делают мелкие точечные швы с шагом 8-25 см в зависимости от размеров скрепляемых элементов.
- Склеивающие швы лучше всего выполнять с обеих сторон сварочной поверхности, так как это сводит к минимуму возможное напряжение металла.
- После закрепки выполняется основной шов.
Подведем итоги
Сварочные работы требуют специальных знаний, навыков и специального оборудования. Учтите, что это довольно сложный и опасный процесс, требующий неукоснительного соблюдения техники безопасности.
Сварочные навыки требуют времени и практики. Нет ничего плохого в тренировках на куске металлолома.Это позволяет вам разобраться в сути сварочного процесса.
Прежде чем приступить к сварке деталей, следует отточить свои знания о сварочном аппарате и уметь сваривать швы на заготовках, а затем переходить к более сложным элементам.
Для того, чтобы стать специализированным мастером, требуется специальная подготовка. Сварочные специальности преподаются в профессиональных училищах в течение 3 лет. Но освоить простой сварочный аппарат для использования в домашнем хозяйстве можно намного быстрее. Все зависит от поставленных задач и настойчивости в их решении.Практические навыки приобретаются с опытом, а теоретические знания призваны помочь в этом начинающему мастеру. Ниже мы разберемся, как правильно сваривать сваркой, какие бывают методы и какие правила безопасности нужно соблюдать.
Сварочная техника
На сегодняшний день известны следующие разновидности электродуговой сварки:
- Полуавтоматическая дуговая сварка.
Схема полуавтоматического аппарата для дуговой сварки
В роли электрода выступает металлическая проволока, на которую подается электрический ток.По мере плавления происходит автоматическая подача (так что длина дуги остается постоянной). При этом на место сварки подается защитный газ — углекислый газ или аргон. В результате качество сварного шва значительно улучшается.
Схема сварочного аппарата с неплавящимся электродом
Вольфрамовый (или графитовый) стержень, используемый в качестве электрода, не плавится , но поддерживает электрическую дугу.Металл шва подается в виде проволоки или прутка. Этот вид сварки может работать без присадочного материала, в режиме паяльника.
Промышленный аппарат для дуговой сварки под флюсом
Электрод, создающий электрическую дугу, подается в слой флюса, покрывающий деталь. Таким образом создаются условия для идеального соединения металлов, не подверженных разрушительному воздействию воздуха.
В домашних условиях данные виды сварки практически не используются. Поэтому перейдем к рассмотрению четвертого вида сварочных работ — ручной электродуговой сварки .
Ручная дуговая сварка основана на использовании специального электрода в покрытии
Электросварочные аппараты для ручной сварки делятся на два типа — переменного тока и постоянного тока.Использование переменного тока позволяет создавать устройства с высокой производительностью и мощностью. Преимущество постоянного тока, поскольку нет смены полярности, заключается в более гладкой сварке с меньшим количеством брызг металла.
В 1802 году В.В. Петров открыл явление гальванической дуги.
Аппарат для сварки металлов «электрогефестом» был запатентован в 1882 году Н.Н. Бенардос.
Русский инженер Н.Г. Славянов в 1888 году первым применил электрод для сварки.
В 1932 году советский физик К.К. успешная подводная сварка металлов.
Ремонт подводного трубопровода
Работа сварочного аппарата основана на создании электрической дуги в месте соприкосновения двух металлических частей. Высокая температура (до 7000 o C) плавит материал до жидкого состояния и происходит диффузия — перемешивание на молекулярном уровне.
Принципиальным отличием сварки от склеивания является отсутствие вспомогательных материалов — соединяемые детали превращаются в монолитную конструкцию.
Следовательно, нужно четко понимать, что для правильного применения для сварки можно использовать только однородные металлы. Не сваривайте алюминий с железом или медь с нержавеющей сталью. Температура плавления у разных материалов разная, и создание сплавов не входит в круг возможностей сварочного оборудования.
Существуют различные сварочные аппараты для сварки металлических конструкций.
- Трансформаторы. Предназначены для преобразования сетевого тока напряжением 220 В в ток с параметрами, необходимыми для создания высокотемпературной электрической дуги.Происходит это из-за снижения напряжения (не более 70 В) и увеличения силы тока (до тысяч ампер). Сегодня такие устройства постепенно уходят в прошлое, так как они слишком громоздки для домашнего использования и потребляют большое количество электроэнергии. К тому же работа трансформатора нестабильна и негативно сказывается на состоянии сети в целом — при его включении создаются перепады напряжения, чувствительные приборы … Есть однофазные и трехфазные.
Трансформатор переменного тока для сварки
- Выпрямители.
Выпрямитель переменного тока для постоянного производства для сварки
Преобразует переменный ток потребительской сети в постоянный. Принцип работы таких устройств основан на использовании выпрямительных кремниевых диодов, которые еще называют лампами. Характерным отличием сварочного аппарата постоянного тока от сварочного аппарата переменного тока является сильный нагрев электрода на положительном полюсе. Это дает возможность управлять процессом сварки: выполнять «бережную сварку», изменяя настройки, чтобы значительно сэкономить электроды при резке металла.
- Инверторы.
Инверторный сварочный аппарат
Долгое время (до 2000 года) они были недоступны для широкого применения в быту из-за своей дороговизны. Но позже они приобрели большую популярность. Принцип работы инвертора заключается в преобразовании сетевого переменного тока в постоянный, а затем снова в переменный, но уже высокочастотный. Отличие этой схемы от трансформаторной сварки состоит в том, что дуга, полученная от преобразованного постоянного тока, более устойчива.
Основным преимуществом инверторной сварки является улучшение динамики электрической дуги, а также значительное уменьшение веса и габаритов установки (по сравнению с прямыми трансформаторами). Кроме того, появилась возможность плавно регулировать выходной ток, что значительно повысило КПД агрегата и обеспечило легкость зажигания дуги при работе.
Но есть и недостатки:
- временные ограничения в использовании из-за преобразований электроники нагрева;
- создание электромагнитного «шума», высокочастотных помех;
- отрицательное влияние влажности воздуха, которое приводит к образованию конденсата внутри устройства.
Что понадобится для работы
Перед тем, как приступить к сварке, вам понадобится сварочный аппарат и оборудование:
- Сварочные электроды. Они подбираются исходя из стоящих перед ними задач. Оптимальным размером для начинающего сварщика считается электрод толщиной 3,2 мм. Более тонкие электроды используются для сварки миниатюрных деталей. С диаметром электрода более 3,5 мм. требуется оборудование более высокой мощности.
Диаметр электрода подбирается в соответствии с плановой работой
- Костюм сварщика.Это одежда из плотного негорючего материала и обувь из плотной кожи. Верхняя одежда хорошего качества с высоким воротником и двойным слоем ткани на запястьях. Штанины брюк широкие, полностью закрывают обувь от искр. В обязательном порядке в костюм входят брезентовые перчатки, пропитанные антипиритным составом (ГОСТ 12.4.250–2013 ССБТ). В зависимости от степени контакта с агрессивными средами существует несколько классов сварочных костюмов.
Сварочный костюм предназначен для защиты сварщика от ожогов.
- Маска со светофильтрами.Очками лучше не пользоваться, так как в защите нуждаются не только глаза, но и кожа лица, волосы, органы дыхания. Работа без маски приводит к офтальмии (воспалению роговицы глаза) и ожогам сетчатки, что приводит к полной потере зрения. При проведении потолочной сварки помимо маски на голову и плечи надевается дополнительная накидка для защиты от ожогов.
Предназначен для защиты глаз, лица, шеи и дыхательной системы от вредного воздействия
- Слесарные инструменты — молоток, проволочная щетка, зажимы, тиски, напильники и т. Д.В идеале работа ведется на верстаке или специальном сварочном столе. Если таких условий нет, необходимо выбрать место с наиболее устойчивым положением.
Место проведения сварочных работ освобождено от горючих материалов и оборудовано средствами пожаротушения — водой, песком, технической содой. Если это закрытое помещение, необходимо оборудовать приточно-вытяжную вентиляцию.
Необходимое противопожарное оборудование на любом объекте
Как правильно сварить
Для успешного освоения техники неразъемного соединения металлических деталей необходимо овладеть 4 базовыми навыками, без которых не обходится ни один «сварочный сеанс». .
Настройка аппарата
Основой настройки сварочного аппарата является правильный выбор тока и напряжения, подаваемого на клеммы. Несмотря на простоту формулировок, тема настройки заслуживает отдельного разговора. Но если кратко сформулировать критерии настройки, то можно выделить 5 основных параметров:
- Структура и диаметр электрода.
Выбор диаметра электрода зависит от толщины металла заготовки
Электрод выбирается в зависимости от того, к какой группе относится основной (тот, на который наносится сварка) металл.Классифицируются три группы сталей — обыкновенная, закаленная и жаропрочная. Для обычной стали критерием выбора является коэффициент прочности: показатель прочности основного металла должен быть близок к прочности электрода, выраженной в мегапаскалях (МПа). Покрытие электрода предназначено для максимальной защиты спая от воздействия кислорода и азота атмосферного воздуха. Есть 4 типа покрытия — кислотное, рутиловое, целлюлозное и основное. Каждый тип выполняет свои задачи. Для жаропрочных и закаленных сталей электрод выбирают по химическому составу — шов должен иметь максимальное приближение химической структуры к основному материалу.Прочность электрода в этом случае не учитывается. Для выбора диаметра электрода лучшим ориентиром является толщина заготовки. Чем толще свариваемая деталь, тем больше потребуется диаметр электрода.
Электроды различаются по конструкции, диаметру и назначению
Маркировка показывает структуру стержня и химический состав покрытия. Для каждого вида металла разработаны оптимальные условия, облегчающие стыковку деталей.Помимо свойств материалов, маркировка содержит информацию об условиях, в которых может использоваться электрод — открытая, закрытая строительная площадка, высотные или подземные работы и т.д.
Разнообразие электродов обусловлено их назначением. для работы с определенным типом металла
- Пространственное положение сварного шва.
Установка режима сварки тесно связана с условиями сварки. В разных ситуациях с помощью регулировок можно изменять интенсивность электрической дуги, что позволяет ускорять или замедлять процедуру наложения соединительного шва, меняет температуру приготовления.Например, если направление сварки — «сверху вниз», слой расплавленного металла утолщается, но глубина сварного шва уменьшается и расширяется вширь. Если направление сварки «снизу вверх», количество расплавленного металла уменьшается, так как он стекает вниз под собственным весом. В результате шов становится более узким.
Сварочные работы в разных местах
- Количество швов.
Часто изделие ошпаривается несколькими швами. Первый шов можно прошивать, следующий — основной, а за ним еще один — закрепляющий или разравнивающий.На каждом этапе может меняться траектория наложения шва и глубина нагрева металла. Используя эту технологию, опытный сварщик формирует идеальное соединение деталей.
Трехслойное соединение труб
- Полярность электродов.
Известно, что температура электрической дуги зависит от положения «плюс» и «минус». На «плюсе» температура всегда выше. Знание этого позволяет пользователю определить правильную полярность местоположения.Чаще на основной части фиксируется «плюс», а на электроде «минус» (прямая полярность). В противном случае полярность называется «обратной».
Для точного подбора текущего значения проще всего воспользоваться готовыми таблицами.
Но в связи с тем, что каждое устройство имеет свои конструктивные особенности и технологические нюансы, решающее слово все же остается за «методом научного тыка» — эмпирическим подбором требуемого тока экспериментальным путем.
Установка сварочного тока в зависимости от диаметра электрода
Таблица соотношения электрода и сварочного тока
Режим выбора тока для сварки стандартных стыковых соединений:
Односторонний шов соединяет поверхность деталей на с одной стороны двусторонний шов с двух противоположных сторон.
Примеры сварки деталей различными швами
Также можно использовать общую таблицу для широкого диапазона:
Начинающему сварщику легко запомнить простое правило.Если ток превысит необходимое значение, электрод обожжет заготовку. Если сила тока ниже необходимой, деталь не закипает, наплавленный металл отваливается при механическом воздействии на нее.
Подключение электрода
Электрод может быть подключен к положительному или отрицательному токовому выходу. Если к детали подключен «+», то полярность называется прямой. Если «-» — наоборот. Соответственно при прямой полярности на электроде располагается «минус», а при обратной полярности — «плюс».Разница между этими положениями в том, что положительный вывод всегда выделяет большое количество тепла. Опытные сварщики используют это явление для решения конкретных задач. Так, например, манипулируя полярностью, можно сваривать тонкие листы нержавеющей стали, чувствительные к перегреву. Для этого на электрод наносят «плюс», а на лист тонкого металла — «минус».
Один из вариантов подключения электрода
Видео: прямая и обратная полярность при работе инверторного сварочного аппарата
Создание дуги
Процесс сварки начинается с зажигания электрической дуги.Во всех видах ручной сварки дуга создается путем кратковременного прикосновения электрода к детали. В этом случае происходит резкий нагрев конца электрода до температуры, достаточной для возникновения дугового разряда.
Процесс зажигания дуги требует определенных навыков.
После короткого замыкания, если дуга загорелась, необходимо выдержать расстояние между концом электрода и заготовкой 3-5 мм. При этом необходимо учитывать тот факт, что длина электрода уменьшается при сварке.При превышении расстояния 5 мм. дуга прерывается, когда уменьшение составляет менее 3 мм. электрод может прилипнуть к заготовке или вызвать сильную струю расплавленного металла.
Движение электрода
Для создания хорошего шва разработаны различные схемы направления дуги по месту сварки. При этом важно не только расплавить края свариваемых деталей, но и заполнить сварочную ванну необходимым количеством металла, наплавленного с электрода.
Различные варианты траектории конца электрода
Этого можно достичь при поддержании постоянной длины электрической дуги и систематическом перемещении конца электрода по определенной траектории.
При изготовлении шва без поперечных перемещений ширина шва обычно равна b = (0,8–1,5) xd эл. Где b — ширина сварного шва, а d — диаметр электрода.
Прохождение такого шва считается предварительным, нормальная конфигурация шва b = (3–5) xdel.
Следовательно, задача сварщика — пройти шов одной из сварочных технологий. В разных ситуациях используются разные концевые пути электродов.
Формирование структуры сварного шва
Плавильное пространство при электродуговой сварке называется т. Н. сварочная ванна (или кратер), которая возникает из-за тепла, исходящего от дуги.
Сварочная ванна — это жидкое состояние сварного шва до затвердевания как сварной металл.
Ю.Солнцев П.
Словарь металлургических терминов
При перемещении источника тепла перемещается также плавильное пространство. Плавильное пространство условно разделено на две части. Голова (спереди) и хвост (сзади). В передней части расплавляются металлы, а основной и дополнительный материал составляют единое целое (диффузия). Сзади по мере охлаждения кристаллизуется твердая поверхность сварного шва.
Схематическое изображение сварочной воронки
При сварке под флюсом может образоваться шов, окруженный оболочкой из шлака, и тогда дуга практически невидима.А сварка называется закрытой.
Открытая сварка — это процесс образования плавильного пространства, окруженного прозрачными газами, выделяемыми покрытием электрода.
Видео: 10 ошибок начинающего сварщика
Видео: как научиться готовить красивые швы электросваркой
Безопасность при сварке
Несоблюдение правил личной безопасности влечет за собой самые неприятные, а иногда и трагические последствия. Основные правила безопасности:
- При использовании сварочного оборудования необходимо следить за надежной изоляцией проводов, питающих устройство и непосредственно к электрической дуге.Необходимо строго соблюдать требования производителя оборудования к заземлению корпуса агрегата, шкафа оборудования и т. Д.
- Работы должны выполняться в спецодежде, обуви и огнезащитных перчатках. В помещениях, где выполняется сварка, следует использовать резиновые коврики и калоши. Помещение должно быть хорошо освещено.
- Сварочное оборудование, в частности электрододержатель, должно соответствовать нормам надежной изоляции, исключая прямой контакт с кожей сварщика.Электрододержатель считается качественным, если он выдерживает 8000 и более электродных зажимов.
- По соображениям безопасности рекомендуется использовать автоматические выключатели.
Это некоторые положения ГОСТа, регулирующие работу сварщика. Конечно, дома никто не будет контролировать выполнение вышеперечисленных положений. Однако их нужно знать и помнить, что они написаны не ради модной фразы, а на горьком опыте жертв.
Сварочные работы — вторые по опасности после горных работ. Даже в домашнем хозяйстве, где время от времени применяется сварка, не следует забывать о потенциальных опасностях при работе с электрическим током и расплавленным металлом. Для обеспечения безопасности используйте только заводскую защитную маску, специальную негорючую одежду, обувь и перчатки. На рабочем месте всегда должны быть средства пожаротушения — вода, песок и огнетушитель. Не подвергайте опасности себя и свой дом, пренебрегая простыми правилами безопасности.Желательно укомплектовать аптечку противоожоговыми препаратами.
Основы MIG-сварки, которые помогут правильно расплавить металл
Когда кто-то говорит, что может сваривать с помощью сварочного аппарата MIG, слышите ли вы слово «действительно», которое звучит в вашей голове? У всех нас есть друг друга, который говорит, что умеет сваривать, но часто эти две части скрепляются мешаниной из расплавленной проволоки и металла. Может, держится, но как долго?
Сотрудники Miller непреклонно стремятся помочь энтузиастам стать лучшими сварщиками, а на веб-сайте Миллера даже есть интересные советы, уловки и статьи, которые помогут в этом.Например, мы узнали о MIG Welding Tips and Techniques for Beginner и подумали, что вам, ребята, может быть интересно почитать.
В статье рассматриваются такие основы, как настройка сварочного аппарата MIG до того, как вы начнете готовить сталь, а также передовые методы сварки MIG, а также есть ссылка на отличное видео, которое поможет вам понять основы сварки MIG. Например, знаете ли вы, что перед тем, как начать сварку, на сварочном аппарате должны быть выполнены две важные настройки: получение надлежащего напряжения и скорость подачи проволоки.
Miller удобен для энтузиастов, и его сварочные аппараты MIG обычно имеют таблицу внутри откидной крышки доступа, которая дает вам рекомендуемые настройки для различной толщины металла. Эти предложения основаны на типе и толщине материала, а также диаметре используемой проволоки. Эти значения используются для регулировки настроек на лицевой стороне машины.
Miller впервые применил то, что он называет технологией Advanced Auto-Set, которая позволяет упростить процесс настройки. Наберите толщину материала и диаметр проволоки, и машина автоматически изменит настройки.
Когда сварщик готов плавить металл, чистота имеет первостепенное значение для получения хороших результатов. Хотя сварка MIG более терпима к незначительным поверхностным загрязнениям, чем сварка TIG, чем чище металл, тем меньше проблем вам придется преодолевать. Любой качественный сварной шов начинается с чистой подготовленной поверхности, поэтому подготовка поверхности и очистка основного металла — хорошая привычка.
Наконец, в статье подробно рассказывается о том, как правильно держать пистолет. Знаете, та часть, которая выплевывает проволоку.Это критически важный процесс при сварке MIG, поэтому будет полезно прочитать эту часть дважды.
Поскольку все мы любим ремонтировать старые автомобили, сварка обязательно будет частью этого процесса. У Миллера есть различные сварочные аппараты, предназначенные для всех, от новичков, желающих учиться, до профессионалов. Приобретение устройства, которое соответствует вашим потребностям, а затем изучение того, как правильно использовать эту замечательную плавильную печь, может быть приятным и сэкономить время и деньги.
7 ошибок при сварке MIG и как их избежать
СваркаMIG предлагает множество преимуществ для производительности без ущерба для качества готового сварного шва, но есть много факторов, которые могут помешать успешной сварке MIG.
Вы можете улучшить производительность и результаты ваших сварочных работ MIG — и сэкономить деньги за счет сокращения отходов расходных материалов — приняв меры, чтобы избежать типичных ошибок, связанных с горелкой MIG и расходными материалами.
Рассмотрите эти распространенные причины плохих характеристик при сварке MIG и узнайте, как их предотвратить, что положительно скажется на производительности и прибылях.
Избежание распространенных ошибок помогает добиться наилучших результатов при сварке MIG. Также важно правильно обслуживать пистолет MIG и расходные материалы, включая контактный наконечник и гильзу.№ 1: Неправильная длина гильзы
Обрезка сварочной гильзы неправильной длины — обычная проблема при сварке MIG. Во многих случаях дело в том, что лайнер обрезан слишком коротко.
Если лайнер имеет неправильную длину, это может вызвать плохую подачу проволоки, неустойчивую дугу и / или вибрацию проволоки. Для обычных лайнеров используйте калибр лайнера в качестве ориентира при обрезке и установке лайнера. Другой вариант — использовать систему расходных материалов, предназначенную для безошибочной установки, которая исключает неправильную обрезку футеровки и не требует измерений.Сварочная гильза загружается через шейку горелки MIG и затем фиксируется на месте спереди и сзади горелки, при этом концентрически совмещаясь с контактным наконечником и силовым штифтом. После фиксации сварщик просто обрезает футеровку заподлицо с приводным штифтом. Помимо точной обрезки, за счет блокировки гильзы на обоих концах пистолета он не может расширяться или сжиматься. Результат — плавный путь подачи проволоки.
№ 2: перегретые расходные материалы
Когда расходные детали пистолета MIG перегреваются, они могут стать источником многих проблем.
Ищите расходные материалы с конической конструкцией, так как это помогает соединить токопроводящие части вместе, что приводит к меньшему электрическому сопротивлению, меньшему нагреву и увеличению срока службы.Чтобы предотвратить перегрев расходных материалов, используйте правильный вылет проволоки, помните о рабочем цикле пистолета и выберите правильное расстояние между контактным наконечником и рабочей поверхностью. Любые меры по охлаждению расходных материалов помогут ограничить количество вибрации в пистолете и уменьшить проблемы с выгоранием.
Хотя слишком длинный вылет проволоки нежелателен, имейте в виду, что слишком короткий вылет может привести к тому, что сопло и контактный наконечник окажутся слишком близко к сварочной ванне, что приведет к их перегреву.Это влияет на производительность, вызывая ожоги и заедание проволоки, а также может значительно сократить срок службы расходных деталей.
Также ищите расходные материалы с конической конструкцией, так как это помогает скреплять токопроводящие части вместе, что приводит к меньшему электрическому сопротивлению, меньшему нагреву и увеличению срока службы. В некоторых системах расходных материалов имеется контактный наконечник, который находится в газовом диффузоре, что помогает снизить перегрев. Эта конструкция также позволяет защитному газу, протекающему через пистолет, охлаждать хвостовую часть контактного наконечника для дополнительной защиты от перегрева.
№ 3: Плохая земля
Сокращение срока службы контактного наконечника и других расходных деталей передней части также может быть результатом отсутствия твердого заземления при сварке MIG.
Без твердого заземления дуга может стать неустойчивой и, в конечном итоге, вызвать большее тепловыделение в передней части пистолета. Любая проблема, вызывающая большее количество тепла, также приведет к увеличению сопротивления и износу, что приведет к повреждению контактного наконечника и других расходных деталей передней части и, возможно, к снижению качества сварки.
Для предотвращения этих проблем разместите заземляющий кабель как можно ближе к заготовке.Если возможно, зацепите заземляющий кабель за сварную конструкцию. Если это невозможно, прикрепите его к скамейке. Но помните: чем ближе он к дуге, тем лучше.
Ключевым шагом для предотвращения перегрева пистолета MIG является выбор правильного пистолета для применения. Помните о требованиях к работе и выберите пистолет с достаточным рабочим циклом и допустимой силой тока.№ 4: Неправильное напряжение или скорость подачи проволоки
Установка неправильного напряжения или неправильной скорости подачи проволоки также может вызвать неустойчивую дугу.
Установка слишком высокого напряжения может привести к слишком сильному нагреву рукоятки пистолета, что, в свою очередь, может в конечном итоге нанести ущерб контактному наконечнику.
Слишком высокая скорость подачи проволоки может вызвать скапливание проволоки вместо ее плавления в сварочной ванне. Это также может вызвать ожог или гнездование птиц. Слишком низкая скорость подачи проволоки не подает сварочную ванну, поэтому проплавление невозможно для получения качественного сварного шва.
Всегда соблюдайте рекомендации производителя по правильному напряжению и скорости подачи проволоки для присадочного металла и толщины свариваемого основного материала.
№ 5: Плохая прокладка кабелей
Неправильная организация кабелей питания может привести к снижению производительности и повреждению кабеля.
Во избежание повреждений или других ошибок не тяните сварочный аппарат за кабель. Когда пистолет горячий, все податливее. Дергание или натягивание кабеля может растянуть кабель или гильзу и даже привести к отрыву кабелепровода от газового штифта, что может привести к проблемам с защитным газом.
Также важно дать пистолету остыть в горизонтальном положении, а не накидывать или вешать кабель на кусок пластины или какой-либо другой предмет.Если горячий пистолет накинуть на что-то или повесить, он может погнуть трубку. Когда пистолет и расходные материалы остынут, они могут деформироваться, что приведет к ограничению охвата защитным газом.
Позаботьтесь, чтобы пистолет был правильно разложен, чтобы он остыл. Кроме того, храните пистолет и кабель надлежащим образом, когда они не используются, чтобы избежать повреждений, которые могут возникнуть в случае наезда на кабель вилочным погрузчиком или другим тяжелым оборудованием.
№ 6: Выбор неправильного пистолета
Ключевым шагом для предотвращения перегрева пистолета MIG является выбор правильного пистолета для применения.Помните о требованиях к работе и выберите пистолет с достаточным рабочим циклом и допустимой силой тока.
Если приложение требует, чтобы вы весь день вели сварку при 300 А, и вы выбрали пистолет на 200 А с рабочим циклом 30 или 40 процентов, этот пистолет не справится с этой задачей. Превышение рабочего цикла пистолета приводит к перегреву, а частое выполнение этого сокращает срок его службы.
В дополнение к выбору пистолета MIG с достаточно высокой номинальной силой тока и рабочим циклом для работы, вы также можете делать перерывы, чтобы дать пистолету и расходным материалам остыть, чтобы избежать его перегрева.
Изменение защитного газа также может помочь снизить количество тепла, выделяемого во время сварки. Если вы используете защитный газ аргон, чем выше процентное содержание аргона, тем меньше охлаждает защитный газ. Однако имейте в виду, что во многих приложениях используется защитный газ аргон, потому что он обеспечивает более чистый процесс с гораздо меньшим разбрызгиванием и меньшим объемом очистки. Таким образом, хотя уменьшение количества аргона может помочь процессу охладиться, есть и другие компромиссы, которые могут повлиять на производительность.
Использование неправильного типа ведущего ролика или установка неправильного натяжения ведущего ролика могут быть частыми причинами неустойчивой или плохой подачи проволоки при сварке MIG.Учитывайте размер и тип используемой проволоки и подбирайте ее для соответствующего приводного ролика.№ 7: Проблемы с приводным креном
Использование неправильного типа ведущего ролика или установка неправильного натяжения ведущего ролика также могут быть распространенными ошибками, вызывающими неустойчивую или плохую подачу проволоки при сварке MIG. Учитывайте размер и тип используемой проволоки и подбирайте ее для соответствующего приводного ролика.
Поскольку порошковая проволока более мягкая — из-за трубчатой конструкции и флюса внутри — для нее требуется приводной ролик с накаткой, зубцы которого могут захватывать проволоку и помогать ее проталкивать.Приводные ролики с накаткой обычно не следует использовать для сплошной проволоки, поскольку зубья могут привести к отрыву стружки от проволоки, засорению гильзы и возникновению сопротивления при подаче проволоки. Вместо этого используйте приводные ролики с U-образной или V-образной канавкой со сплошной проволокой.
Установка правильного натяжения приводных роликов — еще один важный шаг. Без должного напряжения беспорядочное кормление может вызвать ожог или другие проблемы. Чтобы установить правильное натяжение приводных роликов, сначала отпустите ведущие ролики. Затем увеличивайте натяжение, подавая проволоку в руку в перчатке, пока натяжение не превысит проскальзывание проволоки на пол-оборота.Всегда держите пистолет как можно прямо, чтобы избежать перегиба кабеля, что может привести к плохой подаче проволоки.
Избегание типичных ошибок помогает добиться наилучших результатов при сварке MIG. Не менее важно правильно обслуживать пистолет MIG и расходные материалы, включая контактный наконечник, сопло и гильзу.
При каждой замене расходных материалов проверяйте, чтобы отверстия для газа в сопле были чистыми, а седло, удерживающее контактный наконечник, не забито брызгами или мусором.Засоренный контактный наконечник или сопло может вызвать перегрев пистолета и рукоятки.
Также часто проверяйте, чтобы все соединения были плотными и как можно более концентрическими. Сохранение горелки и кабеля как можно более прямыми во время сварки — и их плоская укладка для охлаждения — обеспечивает эффективную и эффективную горелку MIG.
Следуйте этим советам, чтобы свести к минимуму простои, повысить производительность и качество, а также сэкономить деньги на сварке MIG.
проверок безопасности, которые каждый сварщик должен выполнять ежедневно
Сварка — чрезвычайно важный аспект строительства или любого проекта металлообработки, и действительно удивительно, как далеко за эти годы продвинулись технологии.Было много достижений с точки зрения возможностей и эффективности, а также общей безопасности. Тем не менее, несмотря на то, что в области безопасности были достигнуты большие успехи, сварка по-прежнему сопряжена с опасностью. Хорошая новость заключается в том, что, когда безопасность находится в центре внимания сварщиков, они могут многое сделать, чтобы свести к минимуму риск для себя, коллег и имущества. Давайте рассмотрим некоторые из основных проверок безопасности, которые каждый сварщик должен выполнять ежедневно, чтобы избежать опасности.
Меры безопасности перед сваркой
Прежде чем вы прикоснетесь к сварочному аппарату, необходимо выполнить ряд очень важных проверок безопасности, которые вы всегда должны сделать в первую очередь. Эти меры безопасности могут показаться здравым смыслом, но о них легко забыть или начать игнорировать со временем, потому что сама сварка может показаться рутинной. Вот почему крайне важно приучить себя делать эти шаги ежедневной частью своего рабочего графика.
Знайте свое оборудование
Как мы уже говорили выше, сварочная техника за эти годы прошла долгий путь.Это означает, что со временем в оборудование были внесены незначительные изменения. Фактически, даже когда выходит новый сварочный аппарат, который функционирует практически так же, как и его предшественники, все же весьма вероятно, что произойдут по крайней мере некоторые тонкие изменения, о которых сварщик должен знать. Таким образом, даже если вы очень опытный сварщик, всегда старайтесь полностью ознакомиться с конкретным аппаратом, который вы будете использовать, прежде чем начать.
Оцените свое оборудование
Со временем шланги могут начать протекать, а проводка обнажиться или изнашиваться.Когда это происходит, шансы на несчастный случай возрастают в геометрической прогрессии, и все же этот тип обычного износа — одна из самых простых вещей, которую людям легче всего не заметить. Может показаться, что ваша машина в полной безопасности, если вы просто использовали ее накануне, но вместо того, чтобы сразу возвращаться к ней, вы должны сделать это каждый раз, когда вы собираетесь сваривать, визуально осматривать все перед начало.
Проверьте свое рабочее место
По своей природе сварка выделяет опасные пары.Эти пары могут быть чрезвычайно опасными для рабочих и других людей в этом районе, и важно, чтобы люди не подвергались их воздействию в течение длительных периодов времени. Вот почему очень важно перед началом работы убедиться, что место проведения сварочных работ хорошо проветривается. Если вы не проводите сварку на открытом, естественно хорошо вентилируемом месте, вы должны быть уверены, что на месте есть работающая система механической вентиляции, которая будет удалять опасные пары.
Также крайне важно, чтобы вы оценили свое рабочее место, чтобы определить, является ли это безопасным местом для сварки.Убедитесь, что поблизости нет легковоспламеняющихся материалов. Например, во многих магазинах и на рабочих местах одним из потенциальных виновников является растворитель для обезжиривания. Это вещество, безусловно, играет важную роль, но вы должны быть уверены, что в вашей рабочей зоне не осталось никаких остатков, прежде чем вы начнете сварку.
Учитывайте материал, который вы будете сваривать
Очень важно знать, с каким типом материала вы будете иметь дело, прежде чем приступить к сварке. Это не только повлияет на сам процесс сварки, но и может иметь дело с чем-то более опасным или сложным, чем вы думаете.Например, имеет ли свариваемый элемент какое-либо покрытие поверхности, которое могло бы воспламеняться или выделять токсичные газы? Не подвергалась ли сварочная поверхность воздействию горючих химикатов, которые могли оставить следы? Помните, что перед тем, как начать сварку, вы должны убедиться, что ваша сварочная поверхность действительно безопасна для сварки.
Имейте меры предосторожности в чрезвычайной ситуации
Невозможно полностью спланировать и предвидеть аварию. Если бы вы могли точно знать, что приближается авария, тогда, очевидно, вы могли бы предотвратить ее в первую очередь.Из-за их неожиданного характера крайне важно подготовиться к чрезвычайной ситуации еще до ее прибытия. Это означает знание того, где находится ближайший огнетушитель, пожарная сигнализация и пожарные выходы, а также обеспечение надежного доступа к телефону, который можно использовать в чрезвычайной ситуации. Вы также должны быть осведомлены обо всех протоколах безопасности и чрезвычайных ситуациях, которые существуют на вашем конкретном рабочем месте.
Сообщите другим о своей работе
Сварочная вспышка может нанести серьезный вред человеческому глазу.Искры и пары также представляют значительный риск. При надлежащей подготовке человек, выполняющий сварку, должен быть готов к этим опасностям и должен быть готов их безопасно встретить. Однако, скорее всего, это не относится к тем, кто случайно проходит мимо, пока вы выполняете сварку. Чтобы защитить своих коллег и других посетителей рабочего места от этих опасностей, обязательно предупредите людей перед началом сварки, чтобы они могли очистить место или принять необходимые меры безопасности.
Меры безопасности при сварке
После того, как вы позаботились обо всех перечисленных выше делах, пора начинать сварку. Тем не мение. Безопасная сварка — это гораздо больше, чем просто сама сварка. Есть еще несколько вещей, которые вы должны сделать, чтобы свести к минимуму свой риск.
Наденьте подходящее защитное снаряжение
Пожалуй, самым важным компонентом является использование надлежащего защитного снаряжения. Сюда входит подходящий сварочный шлем, который защитит ваши глаза от вспышки, а также защитит ваше лицо, волосы и кожу от искр, брызг и другого опасного мусора.Вы также должны носить огнестойкий фартук и огнестойкие перчатки. Не забывайте и о ногах. Чтобы избежать болезненных и опасных травм, вы должны носить обувь с высоким берцем или сапоги, которые полностью закрывают и защищают ваши ноги. Наконец, не забывайте носить сухую, хорошо сидящую одежду. Одежда также должна быть в хорошей форме, не изнашиваться и не рваться.
Защитите других арочным щитом, когда это возможно
Как мы уже говорили выше, важно уведомить всех коллег и других людей в непосредственной близости о том, что вы собираетесь начать сварку, прежде чем вы начнете.Тем не менее, все еще существует вероятность того, что во время вашей работы может появиться новый человек или что кто-то, кого вы предупредили, может случайно забыть и посмотреть на ваше рабочее место. Обязательно используйте арочный щит, чтобы обеспечить дополнительный уровень защиты для этих людей.
Никогда не смотрите на вспышку и всегда используйте шлем
Это должно быть здравым смыслом для всех, кто знаком со сваркой. Однако, учитывая высокую степень риска, связанного с несоблюдением этих мер безопасности, стоит повторить еще раз: никогда не смотрите на вспышку без защиты и всегда используйте шлем.Помните также, что шлем защищает не только ваши глаза; он защищает все ваше лицо в целом.
Используйте шлем и положение головы, чтобы минимизировать вдыхание дыма
Как мы уже говорили выше, пары, образующиеся при сварке, токсичны, и их продолжительное воздействие опасно для здоровья человека. Вот почему важно сделать все возможное, чтобы свести к минимуму вдыхание дыма во время сварки. Одна из хороших стратегий — попытаться использовать шлем и положение головы таким образом, чтобы не вдыхать пары от сварки.Для этого держите голову подальше от плюмажа и старайтесь держаться подальше от работы. Однако, если это невозможно или недостаточно для вашей защиты, вам также следует использовать дыхательное оборудование под шлемом.
Избегайте наматывания кабеля электрода вокруг тела
Во время сварки кабель электрода может случайно намотаться на руку, ногу или другую часть вашего тела. Иногда может возникнуть соблазн делать это для удобства.Однако это делает сварку намного более опасной и увеличивает риск несчастного случая. Вместо этого всегда избегайте наматывания кабеля электрода на любую часть тела.
Заземлите раму вашего оборудования и свариваемый металл
Помните, что сварка представляет собой серьезную электрическую опасность, и очень важно минимизировать этот риск в максимально возможной степени. Один из важных шагов, который следует предпринять, — всегда заземлять как раму самого сварочного оборудования, так и металл, который вы свариваете.Никогда не начинайте сварку, если этот шаг не был выполнен, и немедленно прекращайте, если что-то перестает заземляться.
Меры безопасности после сварки
По окончании продолжительной сварочной смены естественно устать или просто уйти. Однако, прежде чем вы это сделаете, вам следует предпринять еще несколько заключительных шагов по обеспечению безопасности. Эти меры безопасности помогут защитить ваше оборудование, сотрудников и имущество от повреждений и опасности.
Убедитесь, что ваше оборудование полностью выключено
Перед тем, как покинуть рабочее место, вы всегда должны убедиться, что ваше сварочное оборудование выключено и хранится должным образом.Вы также должны дважды проверить, что клапаны газового баллона полностью закрыты и безопасно убраны. Случайно оставленное оборудование значительно увеличивает риск возгорания, взрыва или других несчастных случаев.
Надлежащая и безопасная утилизация отходов
Когда вы закончите сварку, у вас, вероятно, останется несколько использованных стыков электродов, а также, возможно, дополнительные отходы от вашего сварочного проекта. Эти отходы потенциально могут представлять угрозу безопасности, поскольку они могут быть очень горячими или выделять токсичные пары.В качестве альтернативы они могут просто засорять местность и увеличивать вероятность того, что кто-то поскользнется или случится подобный несчастный случай. Вот почему важно правильно утилизировать эти предметы в специально предназначенном для этого контейнере для отходов.
Остерегайтесь искр, тлеющих углей, тлеющих огней и огня
Даже после того, как вы закончили сварку и выключили оборудование, все еще существует вероятность того, что случайная искра может воспламенить что-то в этом месте. После того, как вы закончите работу, важно не упустить эту опасность в течение короткого периода времени.Конечно, быть бдительным в отношении опасности на рабочем месте в целом также является хорошей стратегией безопасности.
Важно помнить
В приведенных выше разделах основное внимание уделяется тому, что нужно делать для обеспечения максимальной безопасности на различных этапах сварки: до, во время и после. В этом заключительном разделе будут рассмотрены некоторые важные меры безопасности, которые следует помнить всегда, независимо от того, собираетесь ли вы сваривать, выполняете сварку или закончили сварку. Они также содержат важные общие рекомендации.
Сообщить обо всех происшествиях
Никогда не преуменьшайте важность сообщения обо всех несчастных случаях руководителям. Даже то, что в то время может показаться очень тривиальным, может иметь отсроченный эффект или может со временем ухудшиться. Каждый раз, когда происходит даже небольшая авария или травма, важно сообщать об этом каждый раз.
Никаких шуток и шуток
Вполне естественно, что время от времени хочется что-то оживить, выпуская немного пара и подшучивая над коллегами.Однако шутки и розыгрыши, даже кажущиеся безобидными, могут значительно увеличить риск несчастных случаев или травм. На промышленных объектах просто не место для такого поведения, особенно если поблизости кто-то занимается сваркой.
Всегда оставаться сухим
Помните, что одна из самых серьезных опасностей, связанных с сваркой, — это угроза поражения электрическим током. Вероятность этого значительно возрастает, если вы выполняете сварку во влажных помещениях, мокрыми руками или в мокрой или влажной одежде.Вместо этого всегда следите за тем, чтобы вы, ваше рабочее место и ваше оборудование были как можно более сухими. Помните также, что нельзя менять электроды в мокрых перчатках или голыми руками.
Не приваривайте контейнеры с горючими материалами
Помните, что даже небольшого остатка горючего или легковоспламеняющегося вещества может быть достаточно, чтобы вызвать возгорание или зажечь искру. Это означает, что перед сваркой любых бочек, бочек или резервуаров, которые могли содержать такие горючие вещества, очень важно убедиться, что они были должным образом очищены и были приняты все меры безопасности.
Не оставляйте оборудование без присмотра
Когда во время сварки вам нужно остановиться, важно не оставлять сварочный электрод в держателе электрода или жале, пока вас нет рядом, чтобы следить за ним. Вместо этого убедитесь, что все полностью закреплено и отключено, прежде чем отойти от работы.
Поддерживайте чистоту на рабочем месте
Наличие дополнительных предметов, лежащих вокруг, значительно увеличивает риск того, что что-то опрокинется или иным образом помешает сварке.