Как правильно варить вертикальный шов электросваркой или дуговым (электродуговым) инвертором для начинающих: как сваривать вертикалы сварочным электродом
06Дек
Содержание статьи:
- Особенности сваривания вертикала
- Общие определения и требования
- Виды соединений
- Положение в пространстве
- Как правильно варить вертикальный шов электросваркой
- Горизонтальное соединение
- Как правильно варить потолочный вертикал
- Управление положением проводника
- Параметры для вертикального сварочного шва
- Инструкция для начинающего сварщика
- Зачистка швов
- Дефекты
В статье расскажем о том, как правильно варить вертикальный сварочный шов электродом и ручной электродуговой (дуговой) сваркой, какие проблемы встречаются в работе и как с ними справляться.
Особенности сваривания вертикала
Сварщики часто сталкиваются с ситуацией, когда сварное соединение нужно проводить в разных плоскостях, это случается с потолочными конструкциями и боковыми. Иногда это детали, расположенные под углом, в остальных случаях они прямые, но имеют неудобный доступ – на потолке. Основные сложности:
Иногда это детали, расположенные под углом, в остальных случаях они прямые, но имеют неудобный доступ – на потолке. Основные сложности:
- На расплавленный металл действует сила притяжения, поэтому может получиться некрасивый, а главное, нефункциональный подтек.
- Чтобы упростить переход электрода в кратер, специалисты рекомендуют делать швы короткой дугой.
- Для кристаллизации металла и создания нужного соединительного элемента важно своевременно отводить стержень и дать материалу остыть.
- Чтобы добиться лучшего результата, необходимо пользоваться точечной техникой, обеспечивающей низкое крепление комплектующих.
При учете всех пунктов, вы сможете создать качественные швы.
| Диаметр электрода (см) | Полярность | Тип тока | Сварочная дуга в вертикальное положении |
| 0,4 | обратная | постоянный | 110-140 |
| 0,3 | 85-100 | ||
| 0,25 | 65-80 |
Общие определения и требования
Есть несколько типов шва в зависимости от того, где они располагаются. По направлению:
По направлению:
- вертикальный;
- горизонтальный.
По плоскости:
- нижний;
- верхний;.
- боковой.
Самый простой проходит по горизонту и находится внизу, на рабочем столе. Тогда очень просто следить за образуемой сварной ванной, а само наплавление ложится аккуратно и последовательно, вне зависимости от того, как движется электрод.
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения 2 частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.

Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы жестко фиксируются. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длится дольше. При увеличении ширины заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
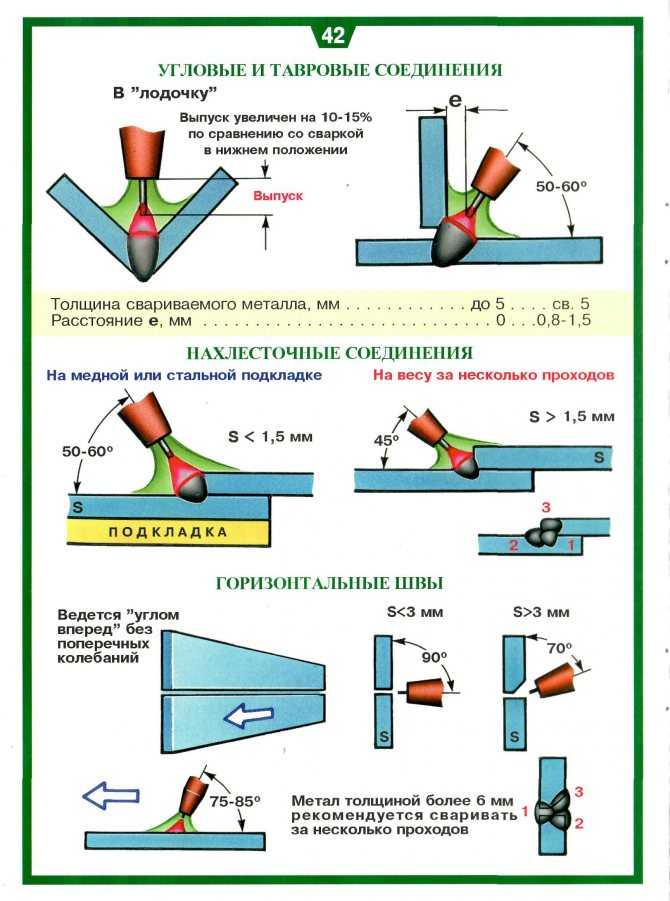
Внахлест
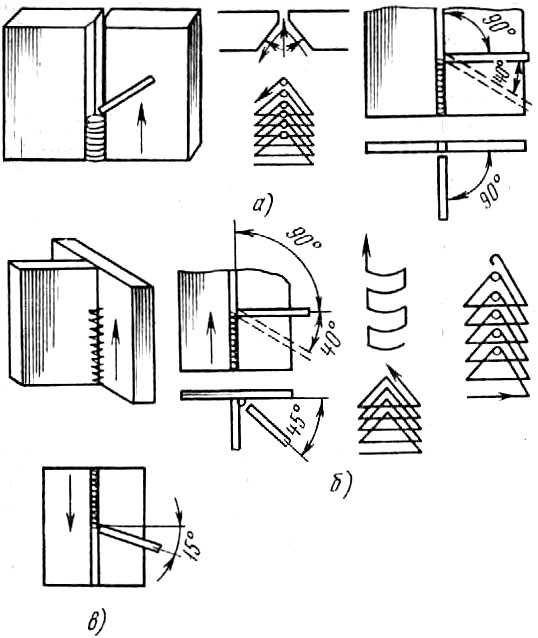
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии. Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то рубец получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то рубец получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
Толщина металла | Количество проходов | Обработка кромок |
До 4 мм | 1, с одной стороны | Не требуется |
От 4 до 8 мм | 2, двусторонний | Не нужна |
От 8 до 12 мм | 1, со стороны разделки | Предварительный скос под 45 градусов |
От 12 мм | 2, двусторонний | Два откоса вертикальной плоскости |
При угловом соединении сваривание можно проводить изнутри или снаружи, от этого зависит то, с какой кромочной части будет сниматься излишек.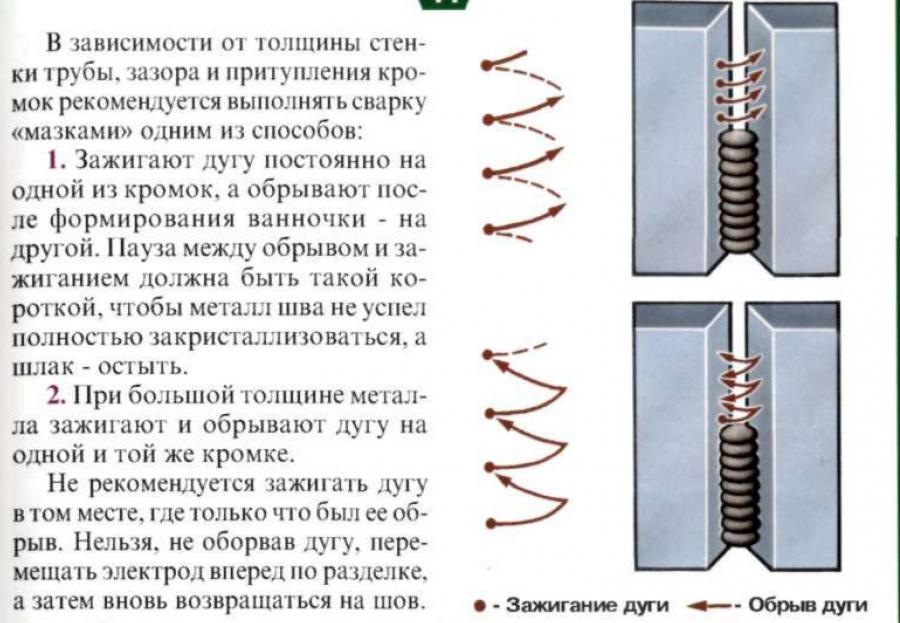 Также можно делать двойной проход. Для наглядности посмотрим на схему:
Также можно делать двойной проход. Для наглядности посмотрим на схему:
Если угол проваривается внутри, то важно расположить электрод по направлению биссектрисы, то есть ровно посередине. Сварщики называют этот метод «в лодочку», потому что две заготовки образуют подобие плавсредства. Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
Сварка угловых швов
При работе появляется несколько трудностей. Первая заключается в том, что с вертикально расположенной заготовке расплавленный металл стекает вниз. Вторая появляется в случаях, когда для работы взят неподходящий, слишком большой в диаметре электрод. Его кончик просто не помещается в углу. Избежать этого легко. Изначально при розжиге электродуги и при заполнении всего пространства следует делать вращательные движения. Первое прикосновение – к вертикали и под большим наклоном, затем проводник необходимо постепенно выравнивать под 45 градусов и выше, а кончик – опускать на горизонталь, затем повторять по кругу. Техника отлично изображена на рисунке:
Техника отлично изображена на рисунке:
Полуавтомат
Технология имеет несколько нюансов:
- Расплавленный материал должен быстро застывать, чтобы капли не стекали вниз. Это можно отрегулировать с помощью уменьшения размера сварочной дуги.
- Направление движения при работе — снизу-вверх. Только так удастся сварить ровный шов без подтеков. В обратном случае для качественного результата необходимо использовать короткую дугу, располагать электрод перпендикулярно плоскости, на которой вы работаете, а также соблюдать острый угол между материалом и механизмом.
Полуавтоматом можно варить в техниках треугольник, елочка и лестница.
Положение в пространстве
Здесь все очень просто в теории, и нелегко – при исполнении. Проще всего представить это так: пройдитесь глазами по комнате, сколько там есть прямых линий, столько и возможностей для соединения у сварщика. Как на этой картинке:
Как на этой картинке:
Как правильно варить вертикальный шов электросваркой
Чтобы преодолеть силу притяжения, необходимо придерживаться основных принципов:
- Кристаллизация металла должна проходить быстрее, чем при обычной работе. Этого можно добиться, если количество расплавленного сплава будет меньше. То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.
- Лучшее направление – снизу вверх. Так, внизу будет образовываться затвердевшая масса, которая не даст металлическому составу сливаться вниз.
- Начинать работу лучше всего перпендикулярно поверхности, подвергающейся обработке.
- Чтобы уменьшить количество металла, который стекает при нагревании, можно увеличить показатель силы тока и ускорить перемещение электрода (в этом случае дуга, как и ширина шовного соединения, станет больше).
Перемещается несколькими способами:
- Используя колебательные движения перпендикулярно стыковой части.
- Применяя возвратно-поступательные колебания параллельно стыку.
- Прямым действием.
Но не всегда каждый из принципов может быть реализован. Бывают ситуации, когда нужно изменить не только силу нажатия или положение, но и направление. Ниже расскажем, что для этого требуется сделать.
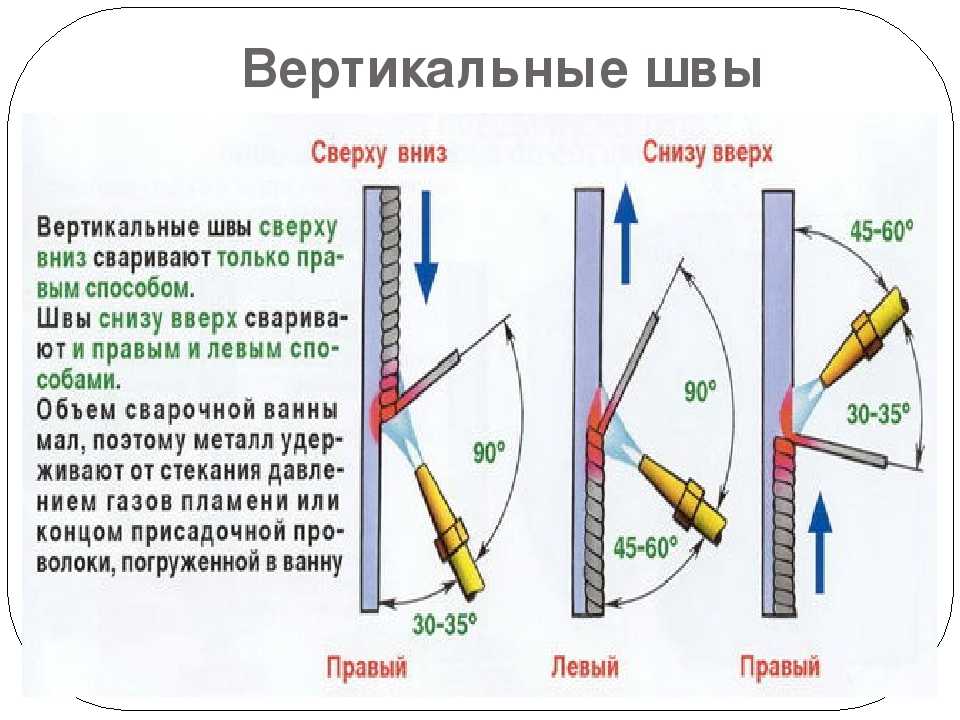
Как варить вертикальный шов дуговой сваркой по технике снизу вверх
Сперва следует по всей линии сделать короткие, до 2 см, прихваты. Они соединяют два листа и препятствуют дальнейшему смещению или деформации в связи с нагревом. Угол наклона проводника не должен быть меньше 45 градусов, больше – допустимо вплоть до 90. Сам электрод направляется вверх. Начало работы происходит в самой нижней точке. Скорость передвижения – небольшая. Необходимо следить за ванной, чтобы она не была слишком большой. Если сварщик производит соединение конструкции со стенками, превышающими 4 мм, то допустимо осуществлять поперечные движения, например, елочкой. Они увеличивают прочность.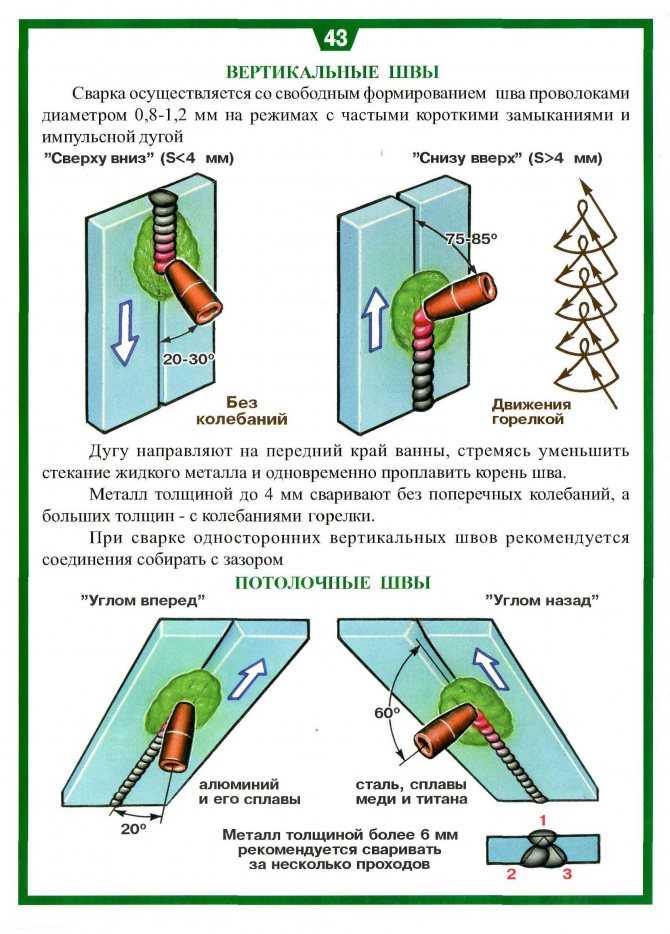 Посмотрим варианты на изображении:
Посмотрим варианты на изображении:
Как правильно сварить вертикальный шов электросваркой по технологии сверху вниз
Чтобы добиться хорошего контроля за движением расплава, следует изменять угол электрода. Сперва он должен располагаться под 90 градусов. Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75. Остальные хитрости остаются прежними. Опытные сварщики считают, что хоть в таком направлении варить труднее, но результат – намного лучше по прочности и внешнему виду.
Возвратно-поступательные движения (для рутиловых электродов)
Актуальны для сварки корневых проходов, тонких составных частей (до 0,5 см) и деталей из нержавеющей стали. Техника следующая:
- В первую очередь проваривается участок длиной 5-10 мм.
- Электрод возвращается на 1/3 проваренного шва.
- Нагревательный элемент перемещается по стыку еще на 10-15 мм. Пункты повторяются до завершения работы.
Елочка
Такой тип сварки швов реализуется следующим образом:
- В основании создается порожек, препятствующий вытеканию материала из полости.
- Электрод уводится до упора вверх и вправо до угла.
- Следом нагревательный элемент смещается в верхнюю часть и влево.
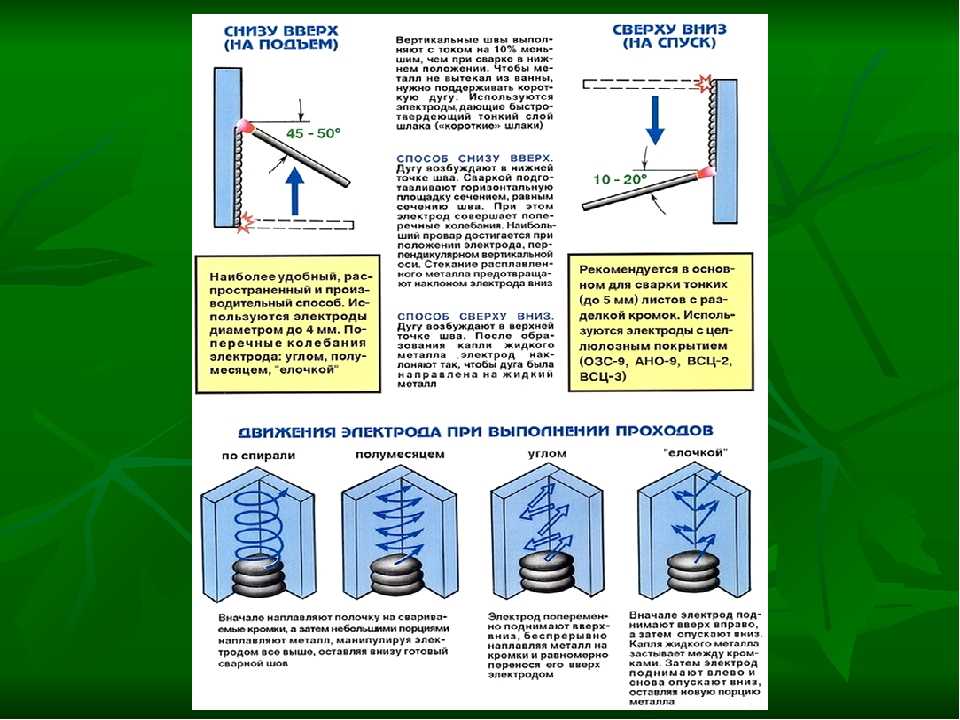
Последние 2 пункта повторяются до завершения работы. Чтобы шов получился качественным, важно соблюдать одну скорость, контролировать силу нажатия и не допускать стекания капель на проваренную часть.
Треугольник
Применяется для сварки деталей, имеющих большую толщину. В результате получается широкий шов. Технология:
- В первую очередь прогревается металлическая поверхность.
- В нижней части будущего шва создается порожек для задержки капающего металла.
- Процесс начинается с центра с небольшой задержкой — это необходимо для плавности перехода.
- Поочередно электрод перемещается от левой к правой кромке, задерживаясь на 0,5 секунд.
- Далее элемент возвращается в центральную часть и повторяет движения до завершения работы.
Полумесяц и Z-образные перемещения
Техника исполнения:
- Наплавляется порожек, удерживающий капли металла, внизу шва.
- Металлическая поверхность прогревается перед обработкой.
- Электрод передвигается от левого края к правому до конца работы.
Горизонтальное соединение
Это более простая наука, но сила притяжения продолжает работать, если сами свариваемые поверхности располагаются вертикально. Справа налево или наоборот – зависит от техники специалиста и его удобства. Считается нормой постоянное поддерживание дуги, но если не получается держать под контролем сварочную ванну, можно несколько раз гасить и зажигать электродугу. Ширина провара зависит от выбранного рисунка (См. выше), а отсутствие подтеком – от силы тока. Она должна быть минимальной, но достаточной для работы. Выбирается опытным путем. Второй вариант – увеличить скорость передвижения проводника, чтобы снизить количество расплавленного металла.
Как правильно варить потолочный вертикал
Это наиболее трудная задача, выполнить ее помогут рекомендации:
- Положение электрода – 90 градусов к поверхности.
- Дуга – короткая.
- Скорость перемещения – постоянная, высокая.
- Рисунок – круговой, чтобы сделать шире свариваемую область.

Важно применять средства защиты.
Управление положением проводника
Есть три возможные расположения:
Углом вперед | Горизонтальные, вертикальные, потолочные конструкции, трубы, тонкостенные заготовки, так как получается широкий расплав и небольшая глубина |
Назад | Угловые стыки и толстые образцы, которые нужно глубоко проваривать |
Прямой | Труднодоступные места |
Параметры для вертикального сварочного шва
Есть стандартные рекомендуемые значения, но мы советуем испытать опытным путем выставляемый режим.
| Диаметр электрода, мм | Сварочный ток при положении шва, А | ||
|---|---|---|---|
| нижнее | вертикальное | потолочное | |
| 3 | 70 — 100 | 70 — 80 | |
| 4 | 120 — 150 | 100 — 120 | 100 |
| 5 | 150 — 180 | 130 — 150 | — |
Инструкция для начинающего сварщика
Новичкам рекомендуем проверить рабочее место на соответствие техники безопасности:
- Прочная одежда с закрытыми руками и ногами. Обувь – из твердой кожи. Обязательно наличие специальных очков или маски.
- Аппарат должен быть исправным. Познакомьтесь с ним, проверьте различные режимы.
- Подготовьте пространство: уберите легковоспламеняющиеся предметы.
 Обувь – из твердой кожи. Обязательно наличие специальных очков или маски.
Обувь – из твердой кожи. Обязательно наличие специальных очков или маски.Зачистка швов
Сперва следует с помощью молотка и зубила сбить брызги – окалину. Если выпуклое соединение вам не подходит, и вы уверены в глубине и прочности провара, то можно воспользоваться специальной шлифовкой по металлу. Посмотрим на видео, как это делают опытные сварщики:
Дефекты
Расскажем, с чем может столкнуться каждый при неправильном выполнении работ.
Непровар
В стыке остаются полости воздуха или несоединенной стали.
Результат – непрочное соединение. Причина – малая сила тока или слишком быстрое перемещение электрода.
Подрез
По сути, это канавка, которая образуется так – сварная ванна очень широкая, поэтому заготовка прогревается на большое расстояние. Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Прожог
С этим сталкивается каждый новичок, желающий усилить подачу электричества. Образуется полость. Здесь посоветовать можно одно – нужно плавно вести электрод, подолгу не оставлять его на одном месте. Подробнее о дефектах и причинах на видео:
Поры и наплывы
По сути это неровности – в одном месте кристаллизация прошла быстрее, а в другом – медленнее. Обычно виной этому неправильно подобранные электроды (просто некачественные) или сквозняк. Выглядит это так:
Трещины
Они означают, что соединение недостаточно прочное для оказанных нагрузок. Необходимо повторно провести процедуру.
В статье мы рассказали, как правильно варить вертикальный шов инвертором или электродуговой сваркой для начинающих. Предлагаем ознакомиться с нашим ассортиментом ленточнопильных изделий. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны. Для закрепления материала посмотрим видеоролик:
Сварка вертикальных швов: особенности и основные правила
Самым простым и удобным положением сварки является нижнее положение. С него начинается обучение профессии. По мере роста мастерства и уверенности в себе, сварщики переходят к горизонтальным, вертикальным и потолочным швам. Рассмотрим различные варианты проведения таких работ.
1 / 1
Классификация сварных соединений
Главный признак, по которому производится классификация сварных соединений, это их пространственное положение. При этом их делят на следующие виды:
· стыковые соединения;
· угловые соединения;
· тавровые соединения;
· нахлесточные соединения.
Особенности вертикальных швов
Для того, чтобы понимать, как варить вертикальный шов, необходимо ознакомиться с особенностями такой сварки. Основная особенность состоит в постоянной склонности к стеканию расплавленного металла вниз. Сварочная ванна будет стремиться вниз под действием силы земного притяжения. Остановить его может повышенная вязкость. Чтобы увеличить вязкость расплава, необходимо уменьшить его температуру до определенной величины.
Но, при низкой температуре не произойдет расплавление и сваривание деталей. Здесь и начинаются основные особенности вертикальных швов. При ММА сварке вертикальных швов расплавление производят короткими касаниями электрода с последующим его отводом в сторону. Во время этих отводов уменьшается поступление энергии в зону сварки и происходит ускоренная кристаллизация металла. Кристаллизованный металл создает своеобразную полочку, на которую ложится следующая порция расплавленного металла.
Технология сварки вертикальных швов
Как мы уже выяснили ранее, для удержания расплавленного металла на вертикальной поверхности необходима ускоренная кристаллизация металла. Этого эффекта достигают путем поддерживания малой длины дуги. В идеале, длина дуги должна равняться половине диаметра электрода. Но, для такой «ювелирной» работы необходимо иметь сварщиков очень высокой квалификации.
Реально можно говорить о расстоянии, равном диаметру электрода. Вертикальные швы принято варить, в основном, электродами диаметром 3 мм. Такой же будет и длина дуги. Наилучшим направлением сварки вертикального шва принято считать направление снизу-вверх. При этом застывший внизу объем металла будет поддерживать сварочную ванну.
Два хорошо закрепленных листа металла прихватывают один к другому короткими прихватками, что гарантирует отсутствие их смещения в процессе сварки и частично предохраняет от деформирования. Электрод должен быть направлен вверх под углом не менее 45 градусов. При увеличении угла (ближе к перпендикулярному) между электродом и свариваемой велика вероятность прожога свариваемого металла.
Для наиболее надежного процесса сварки величину сварочного тока снижают на 10 – 20% в сравнении с аналогичными условиями при сварке в нижнем положении.
Сварка листов толщиной 4 и более миллиметров необходимо проводить с поперечными движениями электрода. Эта техника оказывает существенное влияние на прочность сварного соединения. Поперечные движения производятся по определенным схемам, самая распространенная — «ёлочка».
Процесс плавления металла электрической дугой
Для лучшего понимания процесса образования вертикального сварного шва, есть смысл рассмотреть физическую сущность и особенности плавления металлов электрической дугой, которая загорается в промежутке между электродом и свариваемым изделием при соблюдении определенных условий.
При касании электродом металлической поверхности, к которой подсоединен сварочный кабель другой полярности, замыкается электрическая цепь, что является одним из условий протекания электрического тока. Вторым условием является наличие электродвижущей силы, которую дает источник питания: сварочный трансформатор, выпрямитель или инвертор.
Когда эти условия соблюдены, мы имеем электрический ток в этой цепи. При оттягивании электрода назад мы разрываем электрическую цепь. В этот момент под действием сложных физических явлений загорается электрическая дуга. Теоретически её температура может доходить до 7000 С
Таким образом, под воздействием электрической дуги происходит расплавление свариваемого изделия и металла электрода, которые перемешиваются в сварочной ванне, и, после остывания, становятся одним целым.
Полуавтоматический режим
Полуавтоматическая сварка более производительный вид в сравнении с ручной дуговой сваркой. Она производится с помощью сварочной проволоки, что подразумевает другие значения сварочных токов и меньшую вероятность стекания ванны при вертикальной сварке. Этот вид сварки не требует высокой квалификации сварщиков и позволяет делать качественные швы даже начинающим. К тому же, производительность полуавтоматической сварки в 3 – 4 раза выше, чем ручной.
Шов, полученный в результате сваривания полуавтоматом, имеет лучший внешний вид и высокое качество. Это связано с воздействием защитных газов на расплавленный металл в области сварочной ванны. Здесь подразумеваются защитные газы, которые подводятся непосредственно к горелке через специальные каналы. Наличие регулировочной аппаратуры позволяет изменять количество подаваемого газа в зависимости от свариваемых металлов и режима сварки.
Защитные газы, применяемые для полуавтоматической сварки разделяют на инертные и активные. В качестве активных газов применяют углекислый газ. Но, наиболее высокое качество шва можно получить только при сварке в среде смеси на основе аргона. Это связано с тем, что эти газы не реагируют с металлами, их относят к инертным.
Вертикальная сварка — Сварочный штаб
Сварочные работы на верфях, строительных объектах, в нефтегазовой промышленности, трубопроводной арматуре и строительстве электростанций требуют от сварщиков сварки массивных металлических конструкций в вертикальном положении. Тяжело передвигать такое огромное оборудование и класть его горизонтально для удобства. Если вы хотите узнать больше о , как сварить вертикальный , то продолжайте читать.
Вертикальное положение сварки
Когда вы соединяете две детали вместе таким образом, что один конец обращен вниз к земле, а другой направлен вверх, это называется вертикальным или вертикальным положением сварки. Сварка в таких положениях требует навыков и опыта.
Строительные площадки обычно требуют соединения двух кусков металла вместе в вертикальном положении. Маневрировать такими тяжелыми деталями для удобства сварщика невозможно. Поскольку результат в этих приложениях должен быть прочным и прочным, спрос на квалифицированных сварщиков растет.
Наиболее часто используемая процедура в строительстве – это сварка стержнем или дуговая сварка защищенным металлом.
Направления сварки
Существует два основных движения горелки при вертикальной сварке.
- Вертикально вверх
- Вертикально вниз
Несмотря на то, что эти два термина говорят сами за себя, вот их краткое описание.
Вертикально вверх
При сварке вертикальным движением вверх думайте об этом как о строительстве кирпичной стены, где вы начинаете с создания прочного основания, а затем постепенно продвигаетесь вверх. В этой технике вы начинаете сварку снизу и медленно продвигаетесь вверх, создавая прочную опору для сустава.
Это медленный процесс, требующий терпения. Сварщик движется по одному шагу за раз, одновременно борясь с гравитацией. Каждая секция выступает в качестве основы для следующей и известна как полка.
Профессиональный совет : Убедитесь, что каждая полка в 1,5–2 раза больше диаметра используемого вами электрода. Это создаст лужу, которая замерзнет, пока вы будете делать следующую полку.
Вы также можете использовать технику зигзага или плетения, прокладывая путь вверх по заготовке. Сосредоточьтесь на боковых сторонах соединения, так как это дает сварочной ванне необходимое буферное время, чтобы позволить ей достаточно остыть, чтобы избежать прожога. Это также гарантирует, что расплавленный металл не попадет на ноги сварщика.
Для лучшего проникновения держите электрод немного выше и поддерживайте более короткую дугу. Это позволяет лучше направить электрическую дугу на свариваемое соединение. Это также поможет вам добиться лучшего проникновения материала.
Вертикально-вниз
Вертикально-вниз по сути то же самое движение, только сверху вниз. Здесь вы должны помнить о нескольких вещах. Вы боретесь с гравитацией, которая переносит расплавленную лужу в вашу рабочую зону. Вам придется всегда быть впереди шлака. Этот метод требует постоянного контроля, и вам нужно тщательно настраивать усилитель, чтобы избежать риска прогорания.
Профессиональный совет : Используйте стержень для быстрой заморозки, так как с ним весь процесс будет проще простого. В противном случае вы можете получить много шлака и наложенный металл шва, из-за чего швы будут иметь неприглядный вид. Убедитесь, что вы не останавливаетесь, как при вертикальном движении вверх, так как пауза может привести к тому, что шлак с верхней полки вторгнется в ваше текущее рабочее пространство.
Сварщики выбирают вертикальное движение почти для всех соединений, если только лист, с которым вы работаете, не слишком тонкий, и вы не беспокоитесь, что расплавленный металл может упасть. Несмотря на то, что вы можете использовать любой из этих методов в сочетании с любой процедурой сварки, наиболее часто используемым из них является дуговая газовая сварка с защитным металлом.
Сварка стержнем для вертикальных соединений
Это процедура дуговой сварки, которую можно использовать для соединения двух деталей вместе с давлением или без него, а также с дополнительным присадочным металлом или без него. Вы можете использовать этот процесс для соединения множества различных металлов, при условии, что они являются теплопроводниками.
В течение многих лет сварка электродами была самым популярным методом практически для всех видов сварки. В этом методе используется электрическая дуга, которая течет от электрода к заготовке. Электрическая дуга обеспечивает отличное проплавление сварного шва, что делает ее идеальной для сварки более толстых металлов. Он также может нагреваться от ржавчины и грязи, поэтому его предпочитают в большинстве ремонтных и строительных работ.
Ручная сварка идеально подходит для сквозняков и использования на открытом воздухе. Он работает невероятно хорошо практически на всех сплавах и материалах. В качестве дополнительного плюса вы можете использовать его как с источником питания переменного, так и постоянного тока, и он оказывается более экономичным, чем другие процедуры сварки.
Несмотря на свои преимущества, существенным недостатком дуговой сварки является то, что ее использование несколько ограничено листами не тоньше 18-го калибра. Поскольку он производит сильное тепло и обеспечивает отличное проникновение в материал, он идеально подходит только для более толстых металлов. В противном случае вы можете прожечь заготовку насквозь.
Используйте его для плавки металла толщиной 1/16 дюйма или больше. Он идеально подходит для сварки стали, нержавеющей стали и чугуна. При выборе процедуры сварки вам придется учитывать применение, толщину и ваш бюджет. Вы также можете использовать методы сварки MIG и TIG для вертикальных соединений.
Металлический инертный газ для вертикальных соединений
Сварка MIG, вероятно, является одной из самых простых в использовании для большинства соединений. Этому невероятно легко научиться, и большинству любителей удается без особых усилий выполнить сварку MIG. Однако использование этого процесса для вертикальных соединений требует навыков.
MIG использует электрическую дугу и непрерывно подаваемую присадочную проволоку, которая расплавляет и перекрывает зазор. Это чистый и удобный процесс. При вертикальной сварке многие сварщики предпочитают движение вертикально вниз, так как здесь процессу помогает сила тяжести. Однако для более толстых металлов это не очень хорошая идея. Шлак остается сосредоточенным в середине, что приводит к более слабому проникновению материала по бокам.
Профессионалы или опытные сварщики выбирают вертикальное движение вверх. В этом методе они в конечном итоге движутся против силы тяжести, что усложняет направление сварочной ванны, но обеспечивает лучшее проплавление сварного шва. Мы рекомендуем вам следовать перевернутому движению V.
Перевернутая буква V позволяет сваривать две соединяемые детали по всей длине. Он решает проблему образования шлака и обеспечивает идеальное проплавление присадочного металла для создания прочного соединения. Не всем сварщикам удается добиться хорошего качества при использовании перевернутого V-образного метода.
Мы не рекомендуем использовать MIG для вертикальной или потолочной сварки, так как при этом образуется значительное количество шлака. Однако, если вы опытный сварщик, обладающий навыками управления сварочной ванной, то это более быстрый метод, подходящий для использования на различных материалах.
Вольфрамовый инертный газ для вертикальных соединений
Сварка ВИГ подходит для большего количества металлов, чем любой другой метод сварки. В нем используется нерасходуемый вольфрамовый электрод, и при необходимости вы можете добавить присадочную проволоку вручную. Он создает минимальную искру или брызги и уменьшает количество образующегося шлака, что упрощает работу при вертикальной сварке.
При использовании TIG перед началом сварки необходимо очистить заготовку. С чистой заготовкой у вас будет лучший контроль над валиком сварного шва, что позволит вам создать чистый сварной шов. В отличие от MIG, TIG рекомендуется для вертикальных суставов.
Вы можете использовать несколько движений, чтобы соединить две части вместе по их длине.
- метод замочной скважины – В этом процессе вы нагреваете две детали до тех пор, пока в середине не образуется зазор, и вы заполняете его присадочной проволокой. Этот процесс обеспечивает отличное проплавление сварного шва и создает прочные соединения.
- Метод вверх-вниз – Движение вверх-вниз – еще один способ эффективной укладки присадочного металла. Это гарантирует отсутствие шлака, а также перемещение и регулировку расплавленной ванны по ходу движения.
- Метод стежка – Перемещая горелку из стороны в сторону и вверх, вы равномерно распределяете тепло по металлическим пластинам.
ВИГ подходит почти для всех применений и во всех положениях. Убедитесь, что вы используете чистый аргон в качестве защитного газа для защиты заготовки от внешнего загрязнения. Пока вы можете поддерживать подвод тепла, вы будете иметь невероятный контроль над сварным швом, оставляя вам красивые и чистые сварные швы.
Наиболее часто используемым процессом для вертикального положения является сварка электродом. Его проще всего использовать на свежем воздухе, так как в процессе не требуется защитный газ. Поддержание идеального покрытия газа в ветреную погоду становится затруднительным. И MIG, и TIG предполагают использование защитного газа, что делает их не такими идеальными.
Вот несколько советов, которые помогут вам освоить вертикальную сварку электродом.
1. Выберите правильный электрод
Сварка в вертикальном положении требует борьбы с гравитацией. Никто не должен идти в бой с неправильным оружием. Правильный электрод может помочь вам добиться того, чтобы полученный шов был наилучшим из возможных.
При выборе электрода для сварки вертикально вверх мы рекомендуем выбирать электрод с низким содержанием железного порошка. Железному порошку требуется больше времени, чтобы остыть. Электрод с меньшим содержанием железного порошка схватывается быстрее, не капает и не образует шлака.
Вы можете выбрать AWS 6010 или AWS 7018. При использовании электрода 7018 используйте плетение. Для 6010 мы предлагаем вам использовать метод взбивания или штабелирования, при котором вы периодически втягиваете стержень в сварочную ванну и извлекаете ее из нее.
При перемещении вертикально вниз используйте электрод AWS 7024. Он не схватывается так быстро, что позволяет сварочной ванне перемещаться по поверхности. Смещение расплавленного металла является обязательным условием успеха при сварке вертикально-вниз.
2. Создайте полки для сварки
Если вы не работаете с более тонкими металлическими конструкциями, мы рекомендуем всегда использовать вертикальное движение вверх. Это сложно и долго, но дает наилучшие результаты. Чтобы упростить процесс, можно создать приварные полки.
Сварочная полка — это когда вы соединяете одну секцию заготовки, а затем переходите к следующей. Ванна для предыдущего сварного шва действует как полка для сварки следующей секции. В идеале вы должны попытаться ограничить бассейн в 1,5 или в два раза больше размера используемого вами электрода. Он обеспечивает наилучшее проплавление сварного шва.
С электродом 7018 следует выбирать технику плетения. Результат будет похож на шахматную доску. С электродом 6010 вы должны выбрать метод укладки, при котором результат будет выглядеть как покерные фишки, расположенные рядом друг с другом.
3. Настройки низкого тока и низкой мощности
Распространенной ошибкой, которую вы можете совершить, является использование настроек высокой мощности, что может привести к множеству проблем, включая подрезание. Вы можете легко избежать проблемы, снизив ток и замедлив весь процесс. Это уменьшит размер пула и улучшит контроль над итоговым внешним видом.
Точно так же, чтобы позволить расплавленной луже замерзнуть, вы должны уменьшить настройку силы тока. Это также поможет вам сохранить лучший контроль.
4. Безопасность превыше всего
При выполнении всех сварочных работ сварщик всегда должен следовать стандартным правилам техники безопасности. Тем не менее, они должны проявлять особую осторожность при выполнении сварных швов вне положения, будь то вертикальные или потолочные.
- Используйте маску с автоматическим затемнением – Использование маски с автоматическим затемнением особенно важно при сварке. При сварке в нерабочем положении работа требует от вас быть бдительными и постоянно следить за расплавленной ванной, чтобы не допустить каких-либо происшествий. Вы не можете позволить себе менять объективы посреди работы. Поскольку дуги очень яркие, вам нужно убедиться, что у вас есть шлем самого высокого качества для защиты вашего зрения.
- Защитные очки – При сварке электродом образуется значительное количество брызг. Наличие съемных защитных очков в дополнение к вашему шлему может показаться немного лишним, но это необходимо для вашей безопасности. Кроме того, снять очки и почистить их проще, чем снять шлем.
- Сапоги со стальным носком – Для получения идеального сварного шва шлак должен стекать до того, как вы поместите его в присадочный металл. Объедините капающий металл с брызгами, и ваши ноги подвергаются серьезному риску травмы. Сапоги со стальным носком — обязательный элемент защиты. В противном случае можно обжечь ноги.
- Огнестойкие перчатки – Для сварки в вертикальном положении мы рекомендуем надевать огнестойкие перчатки, закрывающие локти. Они должны быть устойчивы к огню, так как при сварке электродом необходимо поддерживать короткую дугу для оптимального провара. Добавьте к этому образующиеся брызги, и ваши руки рискуют получить серьезные ожоги.
- Огнестойкий комбинезон – К одежде относится то же самое, что и к перчаткам. Тепло в сочетании с брызгами подвергает вас риску. Вы должны носить одежду с длинными рукавами, защищенную огнеупорным комбинезоном.
5. Задокументируйте настройки вашего сварщика
У опытных сварщиков есть несколько настроек на кончиках пальцев в зависимости от материала и области применения. Рекомендуется задокументировать настройки, которые вы используете для своих вертикальных соединений, на основе материала, толщины, настроек силы тока, входного тока и т. д.
Это поможет ускорить процесс в следующий раз. Вместо того, чтобы тестировать различные настройки, вы можете обратиться к своим заметкам и выбрать тот, который вы уже пробовали.
Связанные вопросы
В каком положении сварки легче выполнять сварку?
Существует четыре основных положения: горизонтальное, горизонтальное, над головой и вертикальное. Наиболее распространенными типами сварных швов являются угловые и разделочные соединения. Вы можете встретить их практически во всех типах позиций. Из всех четырех, плоское положение легче всего сваривать.
В плоском соединении фактическая поверхность сварного шва находится почти в горизонтальном положении. Передняя часть металла плоская, и ваш резак будет двигаться в горизонтальном направлении, что делает его наиболее доступным соединением. Все остальные положения представляют собой сварные швы, которые требуют большего внимания к расплавленной ванне и использования методов, обеспечивающих максимально чистый сварной шов.
Вы толкаете или тянете при сварке?
При сварке электродом правило относительно простое. Если он производит шлак, то вы используете движение сопротивления. Если он не дает шлака, то вы проталкиваете проволоку. При вертикальной сварке электродом почти все методы сварки производят шлак, поэтому вы всегда будете использовать лобовое движение, чтобы направить расплавленную ванну на место.
Какая сварка самая сложная?
Вольфрамовый инертный газ — самый сложный процесс для освоения. Это намного утомительнее и значительно сложнее. Этому труднее научиться, и требуется значительная практика, прежде чем сварщик сможет эффективно использовать этот процесс. Это также относительно дороже, чем другие. Сварка стержнем является самым дешевым методом, который следует учитывать при вертикальной сварке.
Вертикальный SMAW: это палка
Рис. 1 SMAW, или сварка стержнем, требует определенных навыков, а вертикальная и потолочная сварка стержнем намного сложнее — одна из причин, по которой эта специальность пользуется таким большим спросом.
Вертикальная и потолочная сварка никогда еще не пользовалась таким высоким спросом. На юго-востоке США продолжается крупномасштабное строительство (см.
Металлурги, трубомонтажники, котловщики и судостроители работают, чтобы удовлетворить новый глобальный спрос на развитие и энергию. В основе этой работы лежит продвинутое положение сварщика, требующее навыков, выходящих за рамки предпочтительного горизонтального положения — дуговая сварка металлическим электродом в вертикальном положении вверх или электродуговая сварка.
Сварка в плоском и горизонтальном положениях обеспечивает более быструю работу, но иногда нельзя обойтись без вертикальной или потолочной сварки штучным электродом. Если это так, вот пять советов, которые помогут вам сделать это хорошо.
1. Выберите правильный электрод
Борьба с гравитацией является основной проблемой при сварке вертикально вверх или в любом положении под углом 45 градусов и выше. Стержневые электроды с классификацией AWS 7018 считаются лучшим выбором из-за низкого содержания железного порошка (см. , рис. 2 ). Расплавленный металл образует лужу, которая может быстро замерзнуть и менее склонна стекать с изделия в жидком состоянии.
AWS 6010 также можно использовать по тем же причинам, но 7018 обеспечивает более быструю схему плетения. Использование 6010 требует техники штабелирования или взбивания, при которой палка периодически втягивается в лужу и выходит из нее.
Электрод 6010 поможет справиться с плохим состоянием поверхности, но он требует больше времени и навыков, чем сварка электродом 7018. Новички в вертикальной сварке вверх иногда ошибочно выбирают электрод 7024, который не имеет надлежащего заполнения и часто неконтролируемо капает на изделие.
2. Создание полки для сварки
Из пяти положений сварки — плоское, горизонтальное, над головой, вертикально вверх и вертикально вниз — вертикальное вверх является самым медленным, поскольку сварщику необходимо бороться с гравитацией. Низкая скорость перемещения обеспечивает лучшее проникновение, чем вертикально вниз, поэтому этот метод требуется для большинства материалов толще листового металла.
Хитрость как при вертикальной, так и при потолочной сварке заключается в предотвращении вытекания сварочной ванны из сварного шва.
Вертикальную сварку вверх можно сравнить с кладкой кирпича в том смысле, что вы медленно создаете основание сварного шва снизу вверх, по одному небольшому участку за раз и непрерывно работаете над каждым ранее уложенным швом. Каждый вновь уложенный нижний шов служит основой, на которой выполняются последующие швы (см. 9).0003 Рисунок 3 ). Эта нижняя бусина называется полкой.
Каждая ступенька полки должна быть примерно в 1,5–2 раза больше диаметра электрода. Электрод диаметром 1⁄8 дюйма должен создавать от 1⁄6 до ¼ дюйма. лужа, которая замерзает вовремя, чтобы поддержать следующий сварной шов.
Рисунок 2. Стержневые электроды, классифицируемые как 7018, образуют быстро замерзающую ванну, что позволяет получить более быстрый рисунок плетения при сварке в гору.
При плетении вертикально вверх электродом 7018 двигайтесь зигзагами вперед и назад и дайте каждой секции лужицы застыть на месте вовремя, чтобы сварить до следующей ступени лестницы. Держите электрод немного вверх и держите короткую дугу, чтобы улучшить проплавление и плавление.
Во время плетения сосредоточьтесь на сварке сторон соединения. Ненадолго сделайте паузу по бокам, чтобы бусинка внизу остыла и сформировалась нижняя полочка. Внимательно следите за лужей, чтобы убедиться, что шлак капает с полки. Шлак, оставшийся в сварном шве, ухудшит прочность и ухудшит внешний вид. Если основной металл перегреется, лужа прольется. Если вы видите, что это начинает происходить, быстро отодвиньте электрод от кратера, не теряя дуги.
С электродом 6010 метод укладки заменяет плетение 7018. Стопка должна напоминать покерные фишки — каждая фишка создает полку для следующего уровня. Чтобы сварить шов вертикально вверх, держите электрод в корне материала. По мере образования лужи поднимайте электрод вверх, поддерживая дугу. Когда лужа замерзнет, верните электрод на место и нанесите другой уровень на переднюю кромку сварного шва. Продолжайте это до тех пор, пока сварка не будет завершена. Опять же, каждая лужа должна быть примерно в 1,5-2 раза больше диаметра электрода.
3. Избегайте подрезки
Одна ошибка, которую следует избегать при плетении, — это подрезка. Это происходит, когда изделие выдалбливается без достаточного количества присадочного металла, поскольку сила тяжести оттягивает присадочный металл от изделия. Один из способов избежать этого — уменьшить ток и замедлить процесс. Иногда простое уменьшение размера лужи улучшает контроль оператора.
Хорошие сварщики, работающие вне рабочего места, внимательно следят за лужей. Они учатся читать его характеристики. Как при плетении, так и при штабелировании шлак должен капать с полки, а лужа образуется достаточно хорошо, чтобы заполнить выемку и остаться на месте.
4. Используйте настройку низкой мощности
Поскольку вертикальная лужа должна быстро замерзнуть и остаться на месте, для поддержания контроля необходимо установить низкую силу тока. Сварка в горизонтальном положении имеет преимущество силы тяжести и может выполняться при более низких температурах и более высоких скоростях перемещения.
Как правило, при сварке вертикально вверх или над головой используйте нижний предел номинальной силы тока электрода. Например, мощность от 120 до 130 ампер с использованием 1/8 дюйма. 7018 электродов и от 90 до 100 ампер для 1/8 дюйма. 6010 электродов.
5. Обратите внимание на сварку флюсом вертикально вверх
Сварка флюсом заменила некоторые виды традиционной сварки электродом на многих строительных рынках из-за более высокой производительности благодаря непрерывной подаче проволоки. Тем не менее, многие сварщики предпочитают палку, которая может быть более удобной, если работа требует от сварщика много двигаться.
Для длительной сварки в одном месте хорошей альтернативой может быть порошковая проволока. Если это так, то для вертикальной сварки вверх применяются все те же правила, что и для метода плетения стержней 7018. Постройте полку и плетите вверх достаточно медленно, чтобы нижний уровень застыл, не перегревая при этом основной металл.
Безопасность превыше всего
При любой сварке в нерабочем положении все стандартные меры предосторожности, применимые к плоской и горизонтальной сварке, должны быть усилены из-за дополнительного риска падения расплавленного металла и брызг. Защитные очки, надлежащий шлем, перчатки, одежда с длинными рукавами и кожаная или огнестойкая одежда являются обязательными (см. Рисунок 4 ). Обувь с защитным носком поможет предотвратить ожоги.
Получение сертификата для сварки в вертикальном положении — хорошая идея для тех, кто планирует повторять сварку вертикально вверх. Еще одним преимуществом является то, что сертифицированный специалист по вертикальной сварке автоматически получает сертификат по плоской и горизонтальной сварке.