Требования к помещениям для электросварочных установок и сварочных постов
7.6.33. Помещения и здания сборочно-сварочных цехов и участков с размещенными в них электросварочными установками и сварочными постами, а также вентиляционные устройства должны отвечать требованиям действующих нормативных документов.
7.6.34. Для электросварочных установок и сварочных постов, предназначенных для постоянных электросварочных работ в зданиях вне сварочно-сборочных цехов и участков, должны быть предусмотрены специальные вентилируемые помещения, выгороженные противопожарными перегородками 1-го типа, если они расположены смежно с помещениями категорий А, Б и В по взрывопожарной опасности, и 2-го типа в остальных случаях. Площадь и объем таких помещений и системы их вентиляции должны соответствовать требованиям действующих санитарных правил и СНиП с учетом габаритов сварочного оборудования и свариваемых изделий.
7.6.35. Сварочные посты допускается располагать во взрыво- и пожароопасных зонах только в период производства временных электросварочных работ, выполняемых с соблюдением требований, изложенных в типовой инструкции по организации безопасного ведения огневых работ на взрыво- и взрывопожароопасных объектах, утвержденной Госгортехнадзором России.
7.6.36. В помещениях для электросварочных установок должны быть предусмотрены проходы не менее 0,8 м, обеспечивающие удобство и безопасность производства сварочных работ и доставки изделий к месту сварки и обратно.
7.6.37. Площадь отдельного помещения для электросварочных установок должна быть не менее 10 м2, причем площадь, свободная от оборудования и материалов, должна составлять не менее 3 м
7.6.38. Сварочные посты для систематического выполнения ручной дуговой сварки или сварки в среде защитных газов изделий малых и средних габаритов непосредственно в производственных цехах в непожароопасных и невзрывоопасных зонах должны быть размещены в специальных кабинах со стенками из несгораемого материала.
Глубина кабины должна быть не менее двойной длины, а ширина — не менее полуторной длины свариваемых изделий, однако площадь кабины должна быть не менее 2х1,5 м. При установке источника сварочного тока в кабине ее размеры должны быть соответственно увеличены.
7.6.39. Выполнение работ на сварочных постах при несистематической ручной дуговой сварке, сварке под флюсом и электрошлаковой сварке допускается непосредственно в пожароопасных помещениях при условии ограждения места работы щитами или занавесами из негорючих материалов высотой не менее 1,8 м.
7.6.40. Электросварочные установки при систематической сварке на них изделий массой более 20 кг должны быть оборудованы соответствующими подъемно-транспортными устройствами для облегчения установки и транспортировки свариваемых изделий.
7.6.41. Естественное и искусственное освещение электросварочных установок сборочно-сварочных цехов, участков, мастерских, отдельных сварочных постов (сварочных кабин) и мест сварки должно удовлетворять требованиям СНиП 23-05-95 «Естественное и искусственное освещение. Нормы проектирования».
Нормы проектирования».
7.6.42. При ручной сварке толстообмазанными электродами, электрошлаковой сварке, сварке под флюсом и автоматической сварке открытой дугой должен быть предусмотрен отсос газов непосредственно из зоны сварки.
7.6.43. На сварочных постах при сварке открытой дугой и под флюсом внутри резервуаров, закрытых полостей и конструкций должно обеспечиваться вентилирование в соответствии с характером выполняемых работ. При невозможности необходимого вентилирования следует предусматривать принудительную подачу чистого воздуха под маску сварщика в количестве 6-8 м3/ч.
7.6.44. Над переносными и передвижными электросварочными установками, находящимися на открытом воздухе, должны быть сооружены навесы из несгораемых материалов для защиты рабочего места сварщика и электросварочного оборудования от атмосферных осадков.
Навесы допускается не сооружать, если электрооборудование электросварочной установки имеет оболочки со степенью защиты, соответствующей условиям работы в наружных установках, и во время дождя и снегопада электросварочные работы будут прекращаться.
Сварочный пост — какие требования предъявляются?
Сварочный пост – рабочий участок сварщика, оснащенный всем необходимым оборудованием, дополнительным инструментом. Основными составляющими сварочного поста являются: электрический источник питания, рабочие кабели, ацетиленовая горелка. Также должны быть под рукой вспомогательные инструменты для работы с металлическими конструкциями, индивидуальные средства защиты.
Варианты оборудования рабочего места сварщика
- стационарный – предназначен в основном для работы с небольшими металлическими заготовками;
- передвижной – обустраивается чаще всего на крупных производственных предприятиях, используется при прокладке трубопроводных магистралей, быстровозводимых строительных сооружений.
Общие требования к рабочему месту сварщика
- Участок должен быть достаточно освещен (минимум 80 Люкс).

- Все виды электрического оборудования обязательно заземляются.
- Половое основание на участке должно быть выполнено из кирпичной кладки или бетона.
- Специализированные карманы для хранения документации, расходного материала.
- Обязательное требование – организация качественной вентиляции сварочных постов для отведения вредных газов.
- Рабочая поверхность из чугуна, стали с кабелем питания.
- Под ногами у сварщика должен обязательно лежать коврик, изготовленный из резины.
- Для выполнения сидящих работ должно быть специальное кресло из металла с диэлектрическим сидением.

При обустройстве участка на улице должен быть сделан навес, который будет защищать от атмосферных осадков. Для защиты от прямых солнечных лучей оборудуются специальные складные щиты.
Стационарный сварочный пост
Схема сварочного поста стационарного типа предполагает использование защитной кабины без навеса.
Основные требования к оборудованию рабочего места
- Площадь кабины от 3-х квадратных метров.
- Стенки кабины изготавливаются из негорючих материалов.
- Каркас изготавливается из металла.
- Высота рабочего стола при сидячей работе – 50-60 см, при стоячей работе – 90 см.
- На входе должна быть ширма из брезента.
- Общая высота кабины – от 2-х метров.
- Снизу вдоль стенок оставляются зазоры под вентиляцию – порядка 25 см.
- Площадь рабочей поверхности из чугуна, стали должна составлять квадратный метр.
- Внутри кабина обрабатывается специальным огнеупорным раствором светло-серого цвета, который способен поглощать ультрафиолет, не допускает воспламенение.
Передвижной пост для сварки
Профессиональный передвижной сварочный пост организовывается для качественного проведения сварочных работ, производства крупногабаритных металлических сооружений. Такое рабочее место чаще всего организовывается на открытом участке, поэтому для него обязательно делается навес, который будет защищать от солнечного излучения, атмосферных осадков.
Для удобства хранения электродов, вспомогательного инструмента, спецоборудования, прочих подручных средств газосварочный пост оснащается специальными тумбами. Вентиляционная система в этом случае не предусмотрена, так как работы производятся на открытом воздухе, и вредные газы, выделяемые в процессе выполнения работ, быстро рассеиваются сами.
Основные требования к организации передвижного поста
- Освещение должно сводить к минимуму нагрузку на органы зрения рабочего, получаемую от светового потока.
- Осветительные приборы чаще всего размещают над столешницей рабочего стола, рядом с ней.
- Газосварочный пост должен обязательно иметь заземляющее устройство.
- Для качественной вытяжной вентиляции естественным способом между половым основанием и стенами оставляются зазоры порядка полуметра.
Оборудование
В связи с тем, что сварка бывает разных видов, рабочие места несколько отличаются обустройством. Общие требования к рабочим местам – это наличие заземляющего устройства, выполнение требований безопасности, освещение, дополнительные рабочие инструменты.
Общие требования к рабочим местам – это наличие заземляющего устройства, выполнение требований безопасности, освещение, дополнительные рабочие инструменты.
Отдельные требования к разным рабочим местам
- В случае использования сварки на переменном токе, дополнительно осуществляется организация места сварки осциллятором, который необходим для стабилизации сварочной дуги.
- При использовании механизированной сварки, выполнении резки изделий из металла предусматривается наличие устройства подачи режущего инструмента (расходника).
- Если применяется трехфазное напряжение, тогда понадобится контактор определенной величины.
- При выполнении сварочных работ в защитной газовой среде с использованием неплавящихся электродов сварочный пост кислород-пропан должен быть оборудован местом под размещение компрессора (газовых баллонов).
Стол профессионального сварщика – это место выполнения соединительных работ. Поэтому крышка для сварочного стола изготавливается из стали, имеет толщину порядка 2,5 сантиметров. Для любого поста предусматривается магнитный пускатель, рубильник для включения/выключения рабочего тока.
Для любого поста предусматривается магнитный пускатель, рубильник для включения/выключения рабочего тока.
Важно!
К обустройству места работы сварщика необходимо подходит с высокой ответственностью. Здесь нужно основываться на главном требовании – безопасности выполнения сварочных работ. Поэтому для сварочного поста любого типа с применением любого сварочного оборудования обязательное внимание уделяется освещению, вентиляции, заземлению.
Требования к организации сварочного поста
Не секрет, что проведение любых сварочных работ связано с повышенной пожарной опасностью, так как сварочные работы в первую очередь сопряжены с применением открытого пламени, а это пламя газопламенной горелки или электрической дуги. Помимо этого не малую пожарную опасность представляют и капли расплавленного металла, образующиеся, от высокотемпературного воздействия на металлическую заготовку.
Помимо этого не малую пожарную опасность представляют и капли расплавленного металла, образующиеся, от высокотемпературного воздействия на металлическую заготовку.
Исходя из этого, к организации и оборудованию постоянного или временного сварочного поста предъявляются особые требования. Которые оговорены в «Правилах пожарной безопасности – ППБ», разработанных и утвержденных Государственной противопожарной службой Российской Федерации в 2003 году.
Требования к организации и оборудования постоянного сварочного поста
При разработке проекта для организации и размещения постоянного сварочного поста, в рамках какого либо производственного помещения или площадки необходимо руководствоваться требованиями пункта 24.9 ППБ «Требования к постоянным сварочным постам». В соответствии, с которым, необходимо соблюдать следующие основные требования:
В соответствии с п.639 данного рода технологические участки категорически запрещается размещать в производственных помещениях с повышенной взрывопожарной и пожарной опасностью, как вполне определенная их категория, определенная на основании перечня размещенного в них технологического оборудования и характера выполняемых работ.
Помимо этого в обязательном порядке категория пожарной опасности данного помещения должна быть нанесена на входных дверях данного помещения в соответствии с требованиями пункта 12 ППБ и оговоренной в нем схемы.
Помимо этого постоянные сварочные посты должны удовлетворять следующим требованиям:
- Постоянный сварочный пост должен быть выделен в отдельное несгораемое помещение необходимой площади с потолком высотой не менее 1.8 метра. При невозможности оборудования отдельного помещения постоянный сварочный пост должен быть оборудован на выгороженной территории производственного помещения и иметь несгораемые перегородки, а также противопожарные двери выполненные из металла или иного несгораемого материала.
- При этом входной проем сварочного поста должен быть оборудован плотно закрывающейся дверью и несгораемым, асбестовым пологом.
- Постоянный сварочный пост должен быть оборудован вытяжной вентиляцией по своей мощности и производительности обеспечивающий полное удаление выделяемых сварочных газов со всего объема помещения сварочного поста.
- Постоянный сварочный пост в обязательном порядке должен быть оборудован средствами первичного пожаротушения, а именно пенным или углекислотным огнетушителем средней емкости, а так же асбестовым противопожарным полотном и ящиком с песком. При проведении электросварочным работ наличие пенного огнетушителя является обязательным условием оборудования сварочного поста.
- Вся система электроснабжения и коммутации электроустановок сварочного поста в обязательном порядке должна иметь соответствующую маркировку и систему заземления.
Остальные требования по организации и оборудованию постоянного сварочного поста более подробно оговорены в уже указанном нами выше документе «Правилах пожарной безопасности – ППБ».
Время чтения: ≈5 минут
Всем студентам-сварщикам рано или поздно придется узнать, что такое сварочный рабочий пост. Ведь именно за постом будет проходить вся ваша работа. У сварочного поста нет четкого определения, но мы постараемся кратко сформулировать его.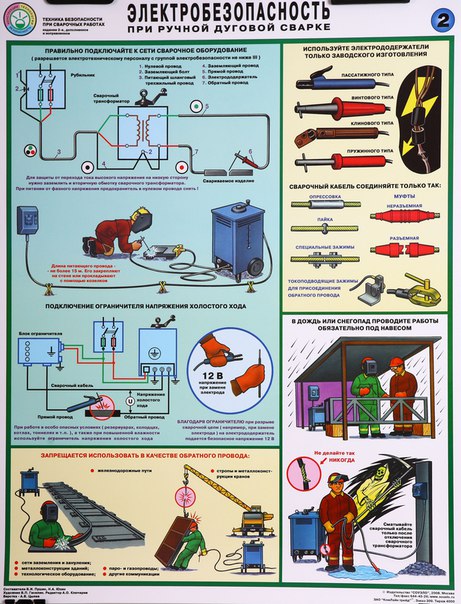 Итак, сварочным постом принято называть небольшую зону (она может быть как в цеху, так и на улице), оснащенную всем необходимым сварочным оборудованием и комплектующими для него.
Итак, сварочным постом принято называть небольшую зону (она может быть как в цеху, так и на улице), оснащенную всем необходимым сварочным оборудованием и комплектующими для него.
Зачастую оборудование сварочного поста состоит из сварочного аппарата, электродов, баллонов с газом (если необходимо), кабелей, горелок, зажимов, инструментов для обработки металла и вообще всем, что может пригодиться вам в работе. Иногда на посту даже есть средства индивидуальной защиты, например, масками или перчатками. Но это лишь базовая информация. В этой статье мы подробно расскажем все о постах для электросварщика.
Разновидности
Существует два типа сварочных постов: стационарные и передвижные. Стационарные посты располагаются в цеху и предназначены для работы с деталями небольшого размера, поскольку рабочая поверхность сварочных столов зачастую ограничена. Передвижные посты могут быть как внутри цеха, так и на улице. Это могут быть небольшие каркасы на колесах, в которые встроено оборудование, или же специальная тележка.
Давайте подробнее рассмотрим каждый тип поста.
Стационарный пост
Ниже показана схема сварочного поста стационарного типа. В большинстве случаев стационарный пост располагается в отдельной кабине без крыши, но с закрывающимися ширмами. Площадь такой кабины должна быть не менее 3 м2.
Стационарный сварочный пост должен быть изготовлен из негорючих материалов, поэтому ширмы делают из полимеров, а каркасы — из металла. Высота самой кабина должна быть не менее 2 метров. Внутренние стенки кабины покрываются огнеупорным составом, не поддерживающим горение.
На каждом стационарном посту есть не только оборудование, но и сварочный стол. Его размеры обуславливаются характером работ. Если сварка производится в сидячем положении, то высота стола должна быть около 60-70 см. Если в стоячем — от 85 и выше. Размер рабочей поверхности должен быть не менее 100х100 см.
Отдельное требование — это хорошая вентиляция для сварочного поста. Местная вентиляция при сварке может быть как естественной, так и принудительной. Принудительная вентиляция предпочтительнее всего. Также необходим местный отсос от сварочного поста, чтобы оперативно забирать металлическую стружку, пыль от шлифовки и пр.
Принудительная вентиляция предпочтительнее всего. Также необходим местный отсос от сварочного поста, чтобы оперативно забирать металлическую стружку, пыль от шлифовки и пр.
Передвижной пост
Сварочный пост для ручной дуговой сварки может быть и передвижным или переносным. Зачастую передвижной сварочный пост можно организовать с меньшими усилиями, поскольку для него не требуется соблюдение многих правил. Не нужно организовывать вентиляцию, соблюдать размер рабочей зоны и т.д.
Но вот что стоит сделать, так это навес над передвижным постом, чтобы сварщик мог работать в непогоду или под солнцем. Также передвижной пост должен иметь удобные колеса, чтобы с их помощью даже тяжелое оборудование можно было перевезти без особого труда.
У передвижного поста должны быть отсеки и ниши для хранения комплектующих. Если это передвижной пост газовой сварки, то должно быть предусмотрено место под газовый баллон. Вентиляция сварочного поста может быть естественной, поскольку работы в большинстве случаев проходят на улице.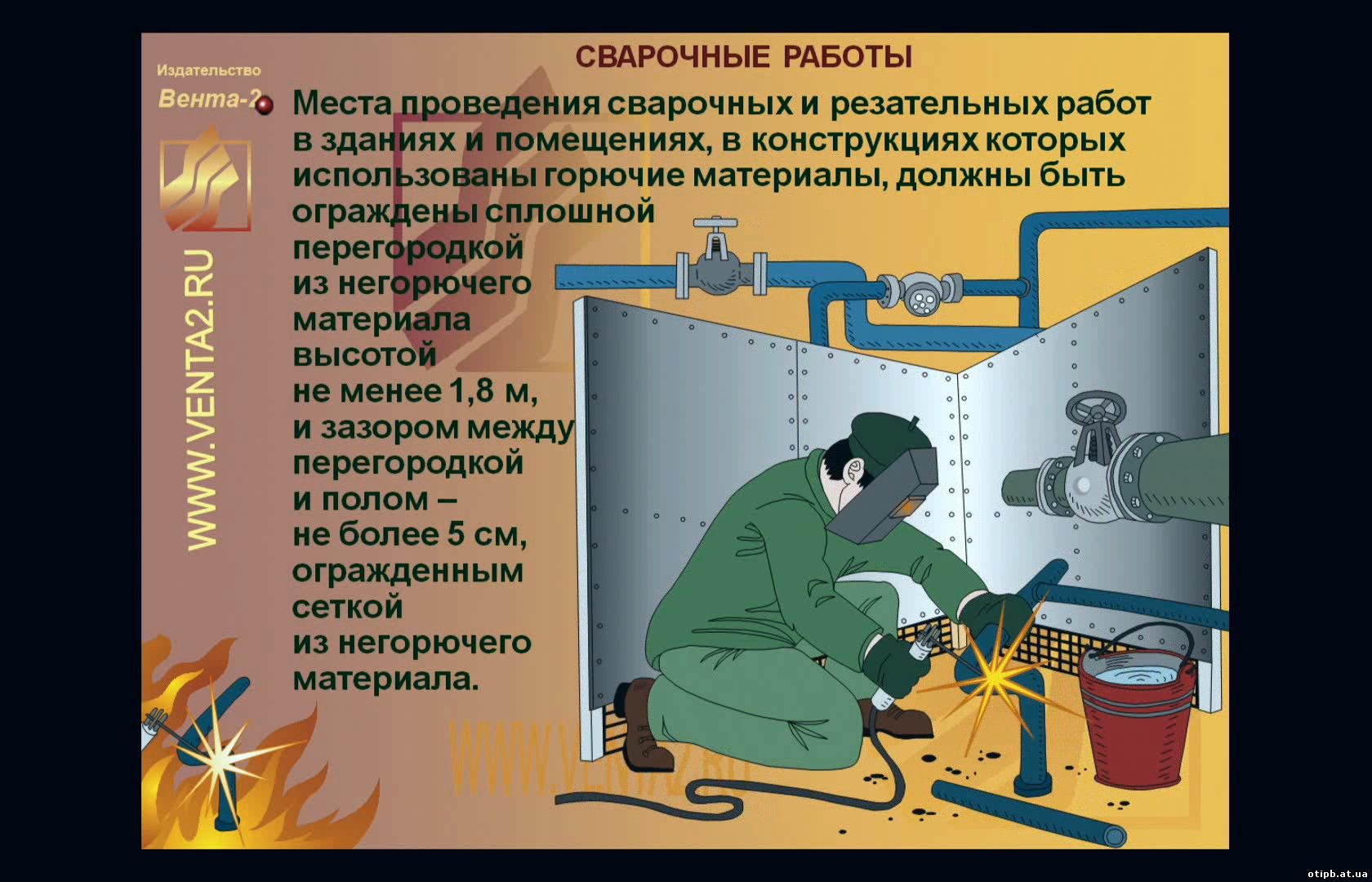
Требования к посту
Общие требования
Требования к сварочным постам обусловлены техникой безопасности и удобством проведения работ. Важно, чтобы посты были заземлены. Рекомендуется размещать их на бетонном или кирпичном основании. У поста должны быть удобные ниши для хранения не только инструментов, но и документации.
О вентиляции мы уже говорили, она обязательна. Сварочные столы должны быть изготовлены из стали или чугуна. Сварщик должен работать, стоя на резиновом коврике.
Применение сварочного поста для ручной дуговой сварки, где мастер будет работать сидя, предполагает использование специального кресла, не проводящего ток. Само кресло должно быть эргономически удобным, чтобы сварщик не уставал даже после нескольких часов непрерывной работы.
Организация сварочного поста не обходится без правильного освещения. Оно должно быть достаточно ярким, чтобы обеспечивать хорошую видимость даже самых мелких деталей. При этом световой поток не должен раздражать сетчатку глаз. Лампы нужно располагать прямо над постом.
Лампы нужно располагать прямо над постом.
Любой пост оснащается выключателем подачи тока. Эта функция должна быть везде, даже если это многопостовая сварка. Сварочные столы должны иметь толщину не менее 2 сантиметров.
Индивидуальные требования
Организация рабочего места сварщика ручной дуговой сварки и организация рабочего места сварщика полуавтоматической сварки конечно отличаются. Есть индивидуальные требования к постам в зависимости от технологии сварки.
Если предполагается сварка на переменном токе, то пост должен быть оборудован осциллятором. Если предполагается, что пост должен использоваться для резки металла, то нужно заранее предусмотреть место для режущего инструмента.
При применении трехфазного напряжения тока нужно предусмотреть расположение контактора. Что касается всех работ, в ходе которых используется газ, то должно быть оборудовано место под хранение и настройку баллона.
Вместо заключения
Подбирая оборудование для поста необходимо учесть все требования и нюансы. Недостаточно просто поставить сварочный аппарат и положить пару электродов. Нужно полноценное обеспечение всех норм и правил. И одно из важнейших — это качественная вентиляция сварочного поста. Благодаря вентиляции можно соблюсти многие требования пожарной безопасности к постам и сохранить здоровье сварщика.
Недостаточно просто поставить сварочный аппарат и положить пару электродов. Нужно полноценное обеспечение всех норм и правил. И одно из важнейших — это качественная вентиляция сварочного поста. Благодаря вентиляции можно соблюсти многие требования пожарной безопасности к постам и сохранить здоровье сварщика.
11. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПРИ ЭЛЕКТРИЧЕСКОЙ СВАРКЕ «ПОЛОЖЕНИЕ. РАБОТЫ С ПОВЫШЕННОЙ ОПАСНОСТЬЮ. ОРГАНИЗАЦИЯ ПРОВЕДЕНИЯ. ПОТ РО 14000-005-98» (утв. Минэкономики РФ 19.02.98)
действует Редакция от 19.02.1998 Подробная информация| Наименование документ | «ПОЛОЖЕНИЕ. РАБОТЫ С ПОВЫШЕННОЙ ОПАСНОСТЬЮ. ОРГАНИЗАЦИЯ ПРОВЕДЕНИЯ. ПОТ РО 14000-005-98» (утв. Минэкономики РФ 19.02.98) |
| Вид документа | перечень, порядок, правила |
| Принявший орган | минэкономики рф |
| Номер документа | ПОТ РО 14000-005-98 |
| Дата принятия | 01.01.1970 |
| Дата редакции | 19. 02.1998 02.1998 |
| Дата регистрации в Минюсте | 01.01.1970 |
| Статус | действует |
| Публикация |
|
| Навигатор | Примечания |
11. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ ПРИ ЭЛЕКТРИЧЕСКОЙ СВАРКЕ
11.1. Общие требования
11.1.1. При электросварочных работах сварщик подвергается опасности поражения электрическим током, воздействия высоких температур и выбросов капель расплавленного металла и искр из сварочной ванны, радиационного воздействия и мягкого рентгеновского излучения при специальных видах сварки, сильных электромагнитных полей, значительных концентраций сварочных аэрозолей и газов, шума, вибрации, опасности ушибов и порезов рук о кромки свариваемых деталей, которые могут стать причиной травм и профессиональных заболеваний. Применяемое сварочное оборудование должно быть оснащено предохранительными и ограждающими устройствами.
11.1.2. При ручной дуговой сварке ультрафиолетовые лучи могут вызвать профессиональное заболевание глаз (электроофтальмию), инфракрасная радиация может привести к помутнению хрусталика глаза, длительное воздействие сварочного аэрозоля, содержащего окислы марганца, хрома, ванадия, цинка, свинца, фтористые соединения и др., может привести к пневмокониозу.
Особенно неблагоприятное состояние производственной среды для сварщика создает сварка в замкнутых объемах. Сварка подогретых изделий может вызвать напряжение терморегуляции у сварщика.
11.1.3. Сварка в вынужденной позе, сидя, на корточках, лежа на боку или спине сопровождается повышенным статическим напряжением мышц рук и тела, стесненные и затемненные условия сварки вызывают повышенное напряжение внимания и зрения сварщика.
11.1.4. При сварке порошковой проволокой загрязнение производственной атмосферы сварочными аэрозолями с содержанием окислов марганца, железа, фтористых соединений, шестивалентных соединений хрома большой токсичности аналогично как при сварке электродами с рутиловым покрытием.
11.1.5. При сварке в среде защитных газов (углекислый газ, аргон, гелий, азот) наиболее благоприятной с гигиенической точки зрения является сварка неплавящимися электродами в среде аргона и при применении торпрованных и лантанированных электродов. При автоматической сварке плавящимся электродом в среде углекислого газа выделения пыли, окислов марганца, хрома, никеля, азота превышают их выделение при автоматической сварке под слоем флюса, а ультрафиолетовое излучение при сварке неплавящимися электродами — в 2 раза, а плавящимся электродом — в 5 — 30 раз больше, чем при электродуговой сварке покрытым электродом.
11.1.6. При полуавтоматической сварке содержание сварочных аэрозолей в зоне дыхания сварщика значительно выше, чем при автоматической.
11.1.7. При сварке алюминия и сплавов на его основе в среде аргона плавящимся электродом наблюдается повышенное образование озона за счет большой ультрафиолетовой радиации.
На машинах автоматической сварки сварочная головка со стороны оператора должна быть укрыта щитком с защитным стеклом.
11.1.8. При сварке под слоем флюса (как автоматической, так и полуавтоматической) каждый сварочный аппарат должен быть оснащен отдельным заземляющим проводом непосредственно с заземляющей магистралью, все части автоматов и полуавтоматов должны быть надежно заземлены, плавкие предохранители должны соответствовать паспортным данным, шкафы, пульты должны иметь дверцы с блокировкой, отключающей первичное напряжение при их открытии. При этом виде сварки выделение пыли во много раз меньше, чем при ручной дуговой сварке, при этом при сварке внутренних швов в полузамкнутых пространствах — в 2 — 2,5 раза выше, чем при сварке наружных швов.
11.1.9. Концентрация аэрозоля, окислов марганца и других токсичных веществ в зоне дыхания сварщика — автоматчика зависит от состава и степени измельчения флюса, конфигурации свариваемого изделия, направления воздушных потоков в производственном пространстве.
Основными вредными веществами в составе сварочного аэрозоля при автоматической сварке являются фтористые соединения и их выделение резко возрастает с увеличением содержания фтористого кальция во флюсе.
11.1.10. Концентрации аэрозоля, окислов марганца и фтористых соединений в зоне дыхания сварщика — полуавтоматчика выше, чем в зоне дыхания сварщика — автоматчика при обслуживании автоматических сварочных установок.
11.1.11. Стационарные автоматические установки для сварки под слоем флюса должны быть оборудованы пылегазоотсасывающими и флюсоуборочными устройствами.
11.1.12. При электрошлаковой сварке основными производственными факторами, оказывающими вредное воздействие на оператора — сварщика, являются: повышенная интенсивность лучистой энергии, аэрозоль и фтористые соединения, опасность ожогов выплескивающимся из ванны металлом и опасные производственные факторы, связанные с подготовкой к сварке крупных и тяжелых конструкций с применением грузоподъемных механизмов.
11.1.13. При лазерной сварке наибольшей опасности подвержены глаза и кожные покровы сварщика вследствие излучения, характеризующегося высокой энергией и оказывающего тепловое, электрическое, фотохимическое, ультразвуковое воздействия.
11.1.14. Поражающее действие лазера зависит от потока его энергии, длительности излучения, характера отражающих поверхностей (опасны зеркальные и светлые поверхности).
11.1.15. Обязательно применение защитных очков против общего яркого освещения. Пучок излучения при сварке должен быть направлен на неотражающие и невоспламеняющиеся поверхности, траектория пучка излучения должна быть недоступна для сварщика. Для сварщика обязателен офтальмологический контроль.
11.1.16. Масляные баки выпрямителей должны иметь клапаны для сброса газов. Смотровое окно для наблюдения за процессом сварки должно быть оборудовано свинцовыми стеклами для защиты от рентгеновского излучения и закрыто светофильтром. Блоки электронно — лучевых установок должны быть в закрытом исполнении или иметь сплошные прочные ограждения.
11.1.17. При сварке токами высокой частоты изделий из синтетических материалов основными неблагоприятными факторами являются высокочастотные электромагнитные поля значительной интенсивности, выделение летучих токсичных веществ (фенола, окиси этилена, формальдегида, паров ацетона и органических растворителей).
11.1.18. Необходимо сплошное экранирование источников энергии (электродов, конденсаторов, фидерных линий) с хорошими электрическими контактами в местах соединения для обеспечения безопасного ведения процесса сварки, обеспечения температурного режима в производственном помещении, санитарно — гигиенических параметров воздушной среды.
11.1.19. При плазменной обработке металлов происходит интенсивное и значительное выделение окислов азота и озона, аэрозоля, состав которого зависит от напыляемых материалов и обрабатываемого металла, высокочастотных звуковых и ультразвуковых колебаний, повышенной ультрафиолетовой, видимой, инфракрасной и ионизирующей радиации, что требует проведения комплекса защитных мероприятий: укрытия установок, применения шумозаглушающих насадок на горелке, использования средств индивидуальной защиты лица, органов зрения и слуха.
11.1.20. Установки для плазменного напыления должны быть оснащены безопасным экраном со светофильтром. Управление процессом напыления должно быть дистанционным. При прекращении подачи воды для охлаждения должно автоматически отключаться электропитание.
При прекращении подачи воды для охлаждения должно автоматически отключаться электропитание.
11.1.21. При контактной — стыковой, точечной, шовной сварке (наиболее неблагоприятная стыковая сварка оплавлением) образуются искры и брызги расплавленного металла, пыль, газы, генерируется низко- и высокочастотный шум, наблюдается ионизация воздуха.
Рекомендуется экранирование, устройство местной вытяжной вентиляции и др.
11.1.22. При диффузионной сварке в вакууме высокочастотный генератор должен быть экранирован и оснащен блокировочным устройством отключения генератора при открытии дверцы.
11.1.23. При сварке трением должно быть обеспечено надежное закрепление свариваемых деталей. Машины для сварки трением должны быть оборудованы предохранительным щитком мест искрообразования, блокировкой, исключающей возможность попадания руки в зажимное устройство при установке деталей, и блокировкой, снимающей напряжение при открытии дверцы, или устройством, исключающим доступ оператора к токоведущим частям установки. Вращающиеся части установки должны быть ограждены защитными кожухами. Пневмогидросистемы этих машин должны быть герметичны и оборудованы манометрами, установленными в удобных для обозрения местах.
Вращающиеся части установки должны быть ограждены защитными кожухами. Пневмогидросистемы этих машин должны быть герметичны и оборудованы манометрами, установленными в удобных для обозрения местах.
11.1.24. При сварке ультразвуком пульт управления и контрольные приборы должны размещаться в удобном для оператора месте. Акустический узел установки должен быть закрыт кожухом, смотровые окна в камере должны быть снабжены экранами — светофильтрами.
11.1.25. Сварщики, не сдавшие испытания по сварочным работам и не прошедшие проверку знаний по охране труда, пожарной безопасности, к выполнению сварочных работ не допускаются.
11.1.26. Электросварщики должны подвергаться предварительному и периодическим медицинским осмотрам (один раз в год при работе в закрытых пространствах и один раз в 2 года при работе на открытых площадках и участках цеха).
11.1.27. Электросварщики с пневмокониозом первой стадии не должны допускаться к сварочным работам внутри емкостей.
11.1. 28. Электросварщики с интоксикацией марганца, хрома, свинца и др. должны быть переведены на другие работы, не связанные с воздействием пыли и токсичных веществ.
28. Электросварщики с интоксикацией марганца, хрома, свинца и др. должны быть переведены на другие работы, не связанные с воздействием пыли и токсичных веществ.
11.1.29. К электросварочным работам в закрытых пространствах и к плазменным способам обработки металлов женщины не должны допускаться.
11.2. Опасность поражения электрическим током при сварке
11.2.1. Большая опасность поражения электрическим током обуславливается тем, что часто эта опасность не воспринимается человеком как источник непосредственной опасности.
11.2.2. При протекании электрического тока через тело человека возникает опасность поражения его отдельных органов или организма в целом.
11.2.3. Основными видами поражения электрическим током являются: ожоги электрической дугой, удар при прикосновении к токоведущим частям, разрыв тканей и др.
11.2.4. Наиболее опасным является электрический удар, сопровождаемый у пострадавшего судорогами, потерей сознания, сильным ослаблением или прекращением деятельности органов дыхания и кровообращения.
11.2.5. Тяжесть электрической травмы зависит от величины сопротивления тела человека электрическому току, от величины электрического тока (табл. 3) и продолжительности контакта, от величины соприкасаемой поверхности и плотности контакта, от влажности, чистоты кожи и наличия царапин. Эта опасность резко возрастает, если, например, руки работника покрыты машинным маслом или мелкими металлическими частицами от стружки.
Таблица 3
ПОРАЖАЮЩЕЕ ДЕЙСТВИЕ ТОКА НА РАЗЛИЧНЫЕ ОРГАНЫ ЧЕЛОВЕКА
| Сила тока, мА | Поражающее действие тока | |
| переменный ток с частотой 50 — 60 Гц | постоянный ток | |
| 2 — 3 | Сильное дрожание пальцев рук | Не ощущается |
| 5 — 10 | Судороги рук | Зуд, ощущение нагрева |
| 12 — 15 | Сильные боли в руках, руки трудно оторвать от электропроводов. Состояние терпимо 5 — 10 с Состояние терпимо 5 — 10 с | Усиление ощущения нагрева |
| 20 — 25 | Руки парализуются, оторвать их от электропроводов невозможно. Сильные боли. Дыхание затрудняется. Состояние терпимо не более 5 с | Усиление нагрева. Незначительное сокращение мышц рук |
| 50 — 80 | Паралич дыхания | Сильный нагрев. Сокращение мышц рук. Судороги. Затруднение дыхания |
| 90 — 110 | Паралич дыхания. При контакте более 3 с — паралич сердца | Паралич дыхания |
| 300 и более | Паралич дыхания и сердца при контакте более 1 с | Поражение дыхания и сердца при контакте более 0,1 с |
Примечания. 1. Сила тока, проходящего через тело пострадавшего, зависит от площади контакта: чем больше его площадь, тем меньше сопротивление прохождению тока оказывает кожный покров.
2. С увеличением времени контакта по мере прохождения тока в результате нарастающего нагревания и поражения рогового слоя кожи уменьшается сопротивление тела пострадавшего.
3. Степень опасности поражения электрическим током зависит от того, каким образом произошло включение пострадавшего в электрическую сеть. Наибольшую опасность представляет двухполюсное прикосновение.
4. При кратковременном контакте степень поражения электрическим током зависит от фазы работы сердца пострадавшего: особую опасность представляет совпадение прохождения тока с периодом между сокращениями и расширениями предсердий и желудочков сердца, длящихся около 0,1 с.
5. Допустимое безопасное напряжение для нормальных условий работы, при исправной сухой спецодежде и обуви принимается: для сухих помещений — 36 В и ниже, для сырых помещений — 12 В и ниже.
11.2.6. Токоведущая сеть сварочных установок (к сварочным постам, трансформаторам и особенно к передвижным сварочным установкам) не должна иметь изношенных, оголенных или голых проводов, могущих стать причиной поражения током не только сварщиков, но и посторонних лиц.
11.2.7. Прокладка проводов к трансформатору по полу, по земле или другим способом, при котором изоляция провода не защищена, а сам провод доступен для прикосновения, запрещается.
11.2.8. Не допускается прокладка к свариваемой детали в качестве заземления провода без изоляции. Запрещается подача напряжения к свариваемому изделию через систему последовательно соединенных металлических листов, рельсов и т.п.
11.2.9. Применять провода длиной более 30 м не рекомендуется. Соединение проводов должно производиться болтовым креплением при помощи медных кабельных наконечников.
11.2.10. Сварочные агрегаты, машины и трансформаторы должны быть оборудованы защитными кожухами и защитой токоведущих частей первичной цепи. Вторичная обмотка трансформатора должна быть заземлена.
11.2.11. При работе в особо опасных условиях (внутри металлических цистерн, котлов, в колодцах, тоннелях, в понтонах, отсеках судов, на металлоконструкциях) электросварочные установки должны иметь блокировку, автоматически включающую сварочную цепь при соприкосновении электрода со свариваемым изделием и автоматически отключающую сварочную цепь при холостом ходе.
11.2.12. Схема безопасной блокировки должна применяться при ручной сварке с трансформаторами, у которых напряжение холостого хода превышает 70 В, при автоматической сварке — 80 В.
11.2.13. Стены сварочных кабин, переносные ширмы, стены сварочных цехов должны окрашиваться в светлые матовые тона цинковыми белилами, желтого крона или титановыми белилами.
11.2.14. Для защиты окружающих лиц место сварки должно ограждаться переносными щитами, ширмами, экранами из несгораемого материала. Допускается применение ширм из брезентовой ткани.
11.2.15. На участке производства сварочных работ должны вывешиваться таблички с предупреждающей надписью и не должны находиться посторонние лица.
11.2.16. При сварке могут иметь место случаи засорения или ранения глаз, ожоги тела, ушибы, ранения.
Опасность ожогов возрастает при сварке ржавой, загрязненной, замасленной или окрашенной поверхности при использовании загрязненного флюса. Ожоги могут быть при прогреве деталей перед сваркой, при случайных касаниях к разогретому электроду или проволоке, при удалении электродного огарка и др.
Порезы рук острыми кромками деталей, ушибы ног падающими деталями, опасность засорения глаз окалиной или частицами горячего шлака могут быть во время зачистки и подготовки деталей к сварке.
11.2.17. Сварщик должен быть защищен от воздействия лучей сварочной дуги, аэрозоля и газов, от поражения электрическим током, выплесков расплавленного металла, брызг, искр, от ожогов рук, тела при соприкосновении с расплавленным металлом в зоне сварного шва и др. как средствами коллективной, так и индивидуальной защиты.
11.2.17.1. Спецодежда. Защитный костюм должен быть прочным, огнестойким, легким, воздухопроницаемым, неэлектропроводным с малой усадкой. Костюмы из брезентовой парусины с огнестойкой пропиткой с накладками из кожевенного сплика и тентового материала удовлетворяют этим требованиям.
11.2.17.2. Рукавицы из брезента не пригодны как по срокам носки, так и по качеству. Рукавицы должны быть прочными и достаточно эластичными, не должны прожигаться при попадании искр, не изменять своих свойств при температуре до -25 °C. Рукавицы из кожевенного сплика удовлетворяют данным требованиям. Рукавицы могут быть однопалыми с короткими или длинными крагами, обычными или утепленными. Рукавицы должны быть изготовлены из материалов с огнестойким покрытием.
Рукавицы из кожевенного сплика удовлетворяют данным требованиям. Рукавицы могут быть однопалыми с короткими или длинными крагами, обычными или утепленными. Рукавицы должны быть изготовлены из материалов с огнестойким покрытием.
11.2.17.3. Спецобувь должна обеспечивать защиту ног сварщика от ожогов и травм. Ботинки с носками, облицованными металлическими пластинками, и с боковой застежкой исключают попадание искр и капель расплавленного металла и обеспечивают необходимую защиту ног от механических травм.
11.2.17.4. При повышенной опасности поражения электрическим током сварщики должны обеспечиваться диэлектрическими перчатками, галошами, резиновыми ковриками.
При плазменной обработке, потолочной сварке, работе в холодных условиях сварщики должны обеспечиваться нарукавниками, наколенниками, подлокотниками, передниками из огнестойких, влагонепроницаемых или теплозащитных материалов.
При сварке предварительно нагретых деталей сварщики должны обеспечиваться теплоизолирующей спецодеждой.
11.2.17.5. Для защиты органов дыхания сварщика при незначительных концентрациях газов и аэрозоля могут применяться противопылевые респираторы ШБ-1, «Лепесток», «Астра-2»; при высоких концентрациях газов и аэрозоля должны использоваться шланговые противогазы с принудительной подачей воздуха, системы принудительной подачи воздуха под маску электросварщика.
11.2.17.6. Для защиты глаз и лица сварщика должны применяться специальные щитки и маски со смотровым окном, размер которого не должен уменьшать угол зрения сварщика, оборудованным светофильтром, соответствующим конкретным условиям излучения сварочной дуги (табл. 4).
Таблица 4
ЗАЩИТНЫЕ СВЕТОФИЛЬТРЫ
| N п/п | Назначение | Марка светофильтра | Визуальный коэффициент пропускания, % |
| 1 | Для работы на открытых площадках при ярком освещении и для вспомогательных рабочих при электросварке | В-1 | 22,1 |
| 2 | Для вспомогательных рабочих при электросварке в цехах | В-2 | 10,4 |
| 3 | Для газосварщиков и для вспомогательных рабочих при электросварке на открытых площадках | Г-1, В-3 | 3,2 |
| 4 | Для газосварщиков (газовая сварка и резка средней мощности) | Г-2 | 0,984 |
| 5 | Для газосварщиков (мощная газовая сварка и резка) | Г-3 | 0,303 |
| 6 | Для электросварщиков при сварочном токе от 30 до 75 А | Э-1 | 0,0088 |
| 7 | То же, при токе от 75 до 200 А | Э-2 | 0,0027 |
| 8 | То же, при токе от 200 до 400 А | Э-3 | 0,00087 |
| 9 | То же, при токе выше 400 А | Э-4 | 0,00027 |
11. 2.17.7. Для защиты глаз крановщиков в сборочно — сварочных цехах рекомендуется применять очки с боковинами, бесцветными стеклами и с откидными цветными светофильтрами или очки со стеклами типа «Хамелеон».
2.17.7. Для защиты глаз крановщиков в сборочно — сварочных цехах рекомендуется применять очки с боковинами, бесцветными стеклами и с откидными цветными светофильтрами или очки со стеклами типа «Хамелеон».
11.2.17.8. Для защиты головы электросварщики должны обеспечиваться защитными касками из токонепроводящих материалов.
11.2.17.9. Для защиты органов слуха от шума должны использоваться вкладыши типа «Беруши» или наушники.
11.2.17.10. Средства индивидуальной защиты следует периодически проверять на соответствие нормативно — техническим параметрам.
11.3. Требования безопасности при эксплуатации баллонов со сжатыми и сжиженными газами
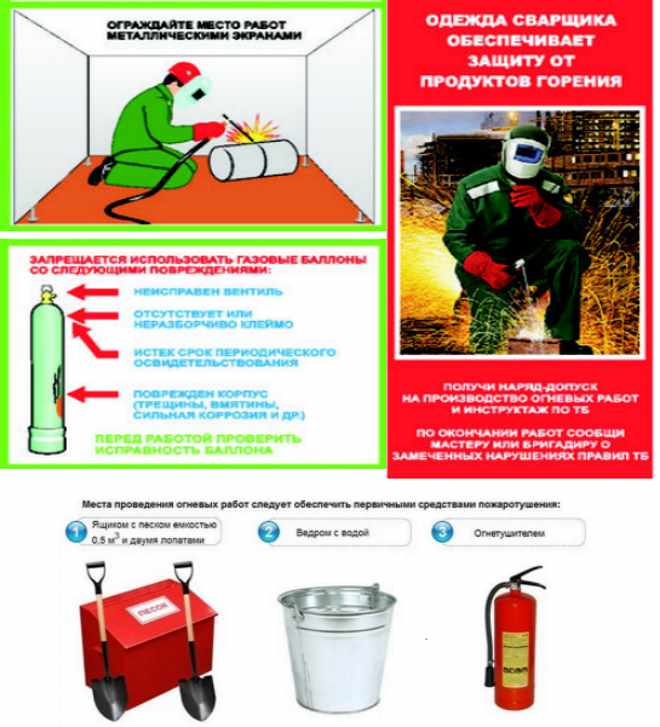
11.3.1. При получении баллонов на складе их необходимо осмотреть и убедиться в том, что:
на корпусе баллона нет вмятин, повреждений;
срок годности баллона, указанный на клейме, не истек;
защитный колпак на вентиле имеется;
вентиль исправен и газ в баллоне имеется (для чего вставить скобу от вентиля и плавным поворотом специального ключа приоткрыть вентиль. Убедившись в том, что в баллоне газ имеется, закрыть вентиль, надеть колпак. Применение молотка и других предметов для открытия вентиля не допускается).
Убедившись в том, что в баллоне газ имеется, закрыть вентиль, надеть колпак. Применение молотка и других предметов для открытия вентиля не допускается).
11.3.2. Для транспортирования баллонов необходимо применять специальные тележки. Переноска баллонов на плечах даже на короткое расстояние запрещается, т.к. при случайном падении баллона возможна травма, а при ударе его о твердый предмет возможен взрыв.
11.3.3. Отогревание замерзшего баллона (редуктора) с углекислым газом необходимо производить путем размещения баллона в теплом помещении с температурой 20 — 25 °C до полного отогревания. Может быть допущено отогревание редуктора водой с температурой не более 25 °C.
Отогревание баллона (редуктора) пламенем горелки, струей пара запрещается, т.к. при резком нагреве может произойти взрыв.
11.3.4. Размещение баллонов следует производить не ближе 5 метров от нагревательных приборов, т.к. давление сжиженной углекислоты в баллоне при изменении температуры окружающего воздуха от 0 до 20 °C повышается от 35 до 50 атм.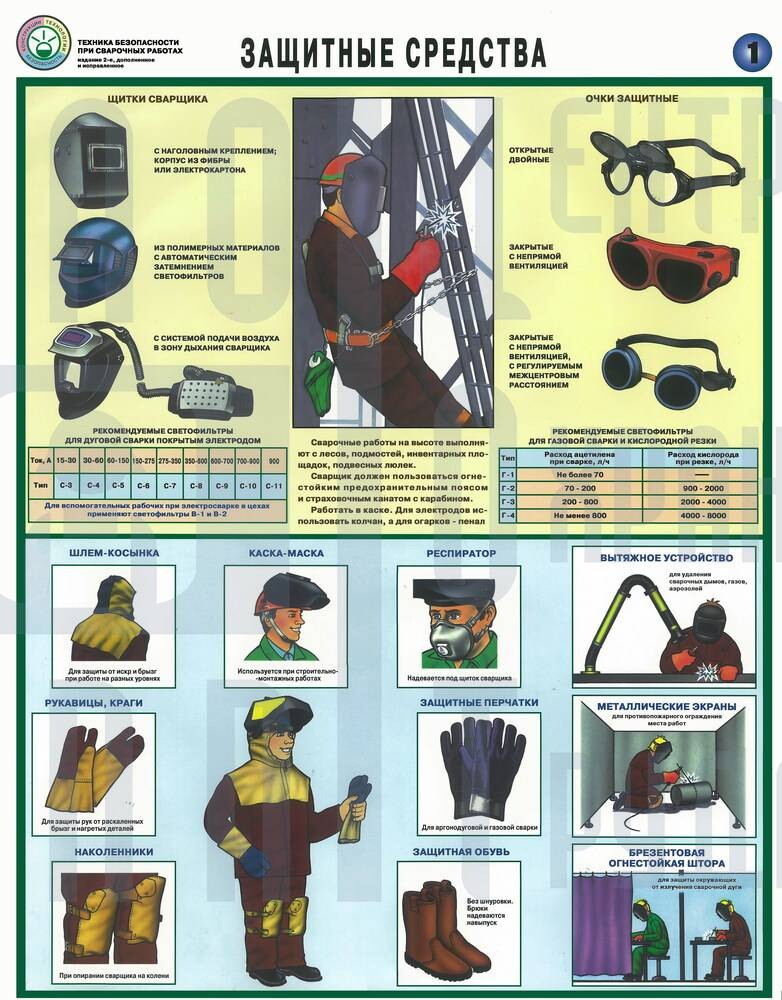
11.3.5. Баллоны на рабочем месте должны храниться в вертикальном положении в специальных стойках или шкафах или в горизонтальном положении. Во всех случаях баллоны должны быть закреплены.
11.3.6. При сварке на открытых площадках в зимнее время баллоны с углекислым газом во избежание замерзания должны размещаться в утепленных помещениях.
Для предотвращения замерзания углекислого газа в редукторе перед ним должен быть установлен подогреватель напряжением не выше 36 В и мощностью не более 70 Вт с исключением контакта спиралей нагрева с баллоном и его нагрева.
11.3.7. При централизованном питании сварочных постов углекислым газом контейнеры — накопители должны быть огорожены с шириной прохода между контейнером и металлическим ограждением не менее 1 м. Вблизи контейнера не должно быть источников нагрева.
При использовании в качестве сосудов — накопителей транспортных автоцистерн площадка должна быть оборудована грузоподъемными средствами для погрузки и разгрузки автоцистерн.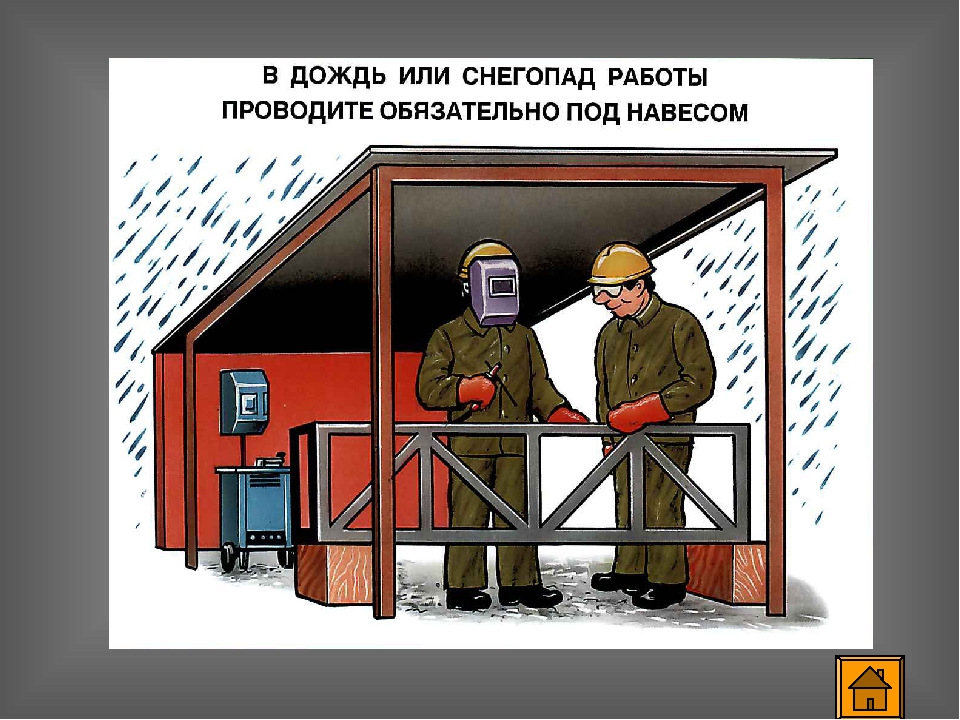
11.3.8. При установке на открытом воздухе контейнер со сжиженным углекислым газом должен быть укрыт навесом, защищающим его от прямых солнечных лучей и атмосферных осадков.
11.3.9. Рабочее давление в контейнере должно поддерживаться автоматически в пределах 8 — 12 атм.
11.3.10. На площадке подачи защитного газа к сварочным постам должно находиться не более 20 баллонов и не должно находиться посторонних предметов и особенно горючих веществ.
11.3.11. Питание подогревателя снабжения сварочных постов углекислым газом от контейнеров или рамповой системы должно осуществляться горячей водой или паром.
11.3.12. При эксплуатации контейнеров со сжиженным аргоном освобождение контейнеров должно производиться с помощью испарителя. Открытие и закрытие вентилей должно производиться плавно, без толчков и ударов. Подтяжку болтов и сальников на вентилях и трубопроводах нельзя производить под давлением. Во избежание обморожения необходимо избегать попадания жидкого аргона на кожный покров.
11.3.13. За эксплуатацией контейнеров и рамп должен быть установлен постоянный контроль. Предохранительные клапаны должны быть отрегулированы, опломбированы и содержаться в чистоте. Все оборудование, работающее под давлением, должно быть зарегистрировано в органах госгортехнадзора.
11.3.14. К обслуживанию контейнеров и рамп допускаются работники, сдавшие экзамены но устройству и безопасной эксплуатации сосудов, работающих под давлением.
11.3.15. Хранение в одном помещении баллонов с кислородом и баллонов с горючими газами запрещается.
11.3.16. Перед присоединением редуктора к кислородному баллону запорный вентиль баллона должен быть продут путем его открытия на 1/4 оборота на 1 — 2 с. При этой операции работник должен находиться сбоку от штуцера вентиля.
11.3.17. Остаточное давление газа в баллоне должно быть 1 — 2 атм (для проверки на наполнительной станции находящегося в баллоне газа). Расходование газа из баллона полностью не допускается.
11. 4. Требования к организации рабочего места сварщика
4. Требования к организации рабочего места сварщика
11.4.1. В зависимости от габаритов свариваемых изделий и характера производства рабочее место сварщика может быть организовано в специальной сварочной кабине без потолка, на площадях сборочно — сварочного или другого цеха, их открытых площадях или непосредственно на сборочном объекте.
11.4.2. Размеры сварочной кабины должны быть в плане не менее 2 x 2 м, высотой 1,8 — 2 м с просветом между полом и нижним обрезом стенки кабины 150 — 200 мм для обеспечения вентиляции.
Каркас кабины выполняется из металлических труб или уголка, стены — из листовой стали, дверной проем — брезентовая занавеска на кольцах.
Окраску стен кабины рекомендуется производить цинковыми, титановыми белилами, желтым кроном, обеспечивающими хорошее поглощение ультрафиолетовых лучей.
11.4.3. При выполнении сварочных работ на открытых участках цеха место сварщика должно ограждаться со всех сторон щитами или ширмами.
С наружной стороны такие ограждения должны окрашиваться в яркие цвета в виде «зебры» и надписями крупными буквами «Осторожно, идет сварка!».
Окраска сварочных цехов, внутренних сторон ограждений мест сварки в темные цвета не рекомендуется, т.к. при этом ухудшается общая освещенность мест сварки.
11.4.4. Многопостовые агрегаты и сварочные установки должны располагаться в отдельном помещении или должны быть ограждены.
11.4.5. Сварочные преобразователи из-за их шума при работе должны быть вынесены за пределы производственного помещения.
11.4.6. Проходы между многопостовыми сварочными агрегатами, установками автоматической сварки должны быть не менее 1,5 м, между однопостовыми сварочными трансформаторами или сварочными генераторами, с каждой стороны стеллажа или стола для ручной сварки — не менее 1 м, между стационарным сварочным агрегатом и стеной, колонной — не менее 0,5 м, между сварочным автоматом и стеной, колонной — не менее 1 м, между машинами точечной, роликовой (шовной) сварки с расположением рабочих мест напротив друг друга — не менее 2 м, между машинами стыковой сварки — не менее 3 м, при их расположении тыльными сторонами друг к другу ширина проходов должна быть не менее 1 м, при расположении передними и тыльными сторонами друг к другу — не менее 1,5 м.
11.4.7. Электрододержатели должны быть легкими, удобными, не утомлять руку и не стеснять движений сварщика, должны выдерживать не менее 8 тыс. зажимов электродов и обеспечивать смену электрода не более чем за 4 с.
Электрододержатели для тока 500 А и выше должны быть снабжены щитком защиты руки от тепла сварочной дуги и брызг металла.
Электрододержатели могут снабжаться устройством выключения сварочного тока во время смены электрода.
Рукоятка электрододержателя должна быть выполнена из теплостойкого, плохо проводящего тепло изоляционного материала, и температура ее поверхности при работе не должна превышать 32 — 33 °C.
11.4.8. Для отсоса газов и пыли от сварочной дуги над столом сварщика в сварочной кабине несколько выше плоскости сварки должен быть установлен односторонний щелевой отсос в виде полузонта, или применены фильтры различных конструкций для очистки сварочных газов.
11.4.9. При сварке крупногабаритных изделий удаление вредных выделений при сварке должно производиться отсосом через панель равномерного всасывания, через стационарно устанавливаемые или передвижные фильтры для очистки сварочных дымовых газов типа установок производства фирм «Совплим», «Эласт» и других фирм.
11.4.10. При применении сварочных роботов в целях защиты их шарниров, электроники от пагубного действия металлической пыли, приводящей к повышенному износу и ошибочным включениям в электронной системе, вытяжка вредных веществ должна быть организована непосредственно на месте их возникновения применением вытяжных установок для сварочных роботизированных производств.
11.4.11. При выполнении электросварочных работ в монтажной зоне или на площадях в цехе необходимо:
обращать внимание на сигналы, подаваемые с грузоподъемных кранов и движущегося транспорта;
не стоять и не проходить под поднятым грузом, а также между станками, колоннами, ограждением и стенами зданий, близко расположенными к передвигаемому грузу;
при передвижении по цеху пользоваться только установленными проходами;
содержать рабочее место в чистоте и порядке;
не допускать загромождения рабочего места, проходов и проездов посторонними предметами;
не иметь на рабочем месте ничего лишнего, мешающего в работе;
детали и заготовки держать в устойчивом положении на подкладках и стеллажах;
не прикасаться к находящимся в движении частям механизмов;
не прикасаться к токоведущим частям, электрическим приводам (даже изолированным), кабелям, шинам и пр. ;
;
не наступать на лежащие на полу детали, изделия, провода, обрезки металлов, доски и пр.;
следить, чтобы руки, обувь и одежда были всегда сухими.
11.4.12. Перед началом работы в монтажной зоне мастер обязан подробно ознакомить электросварщика с характером предстоящей работы, а также с приемами безопасного выполнения данного задания.
11.4.13. Перед началом работы в действующих электроустановках, с мостовых кранов, на высоте, в условиях других опасностей (газ, температура, сырость и т.п.) мастер обязан оформить наряд — допуск и провести производственный инструктаж на рабочем месте, в котором требуется разъяснить:
место установки электросварочного аппарата или агрегата;
способ заземления;
характер работы по выполнению электродуговой сварки и безопасные приемы ее исполнения;
ограждение мест сварки;
обязанность и место нахождения подсобного рабочего;
номер телефона и место нахождения дежурного электромонтера.
11.4. 14. Перед началом электросварочных работ необходимо проверить исправность электрододержателя, надежность изоляции его рукоятки, исправность предохранительной маски с защитным стеклом и светофильтром, а также состояние изоляции проводов, плотность соединения контактов сварочного провода и наличие заземления сварочного аппарата или агрегата.
14. Перед началом электросварочных работ необходимо проверить исправность электрододержателя, надежность изоляции его рукоятки, исправность предохранительной маски с защитным стеклом и светофильтром, а также состояние изоляции проводов, плотность соединения контактов сварочного провода и наличие заземления сварочного аппарата или агрегата.
11.4.15. Металлические части электросварочных установок, вывод вторичной обмотки сварочного трансформатора, а также свариваемые конструкции и изделия до включения сварочной электроустановки в сеть должны быть надежно заземлены. Наименьшее сечение неизолированных проводов для заземления следующее:
медных — 4 кв. мм;
алюминиевых — 6 кв. мм;
диаметр стальной проволоки — 5 мм.
11.4.16. Сварочные аппараты и агрегаты, установленные на открытой площадке, должны быть защищены от атмосферных осадков навесами и оградой от механических повреждений. Исправность электросварочных аппаратов и агрегатов необходимо проверять через каждые 6 мес.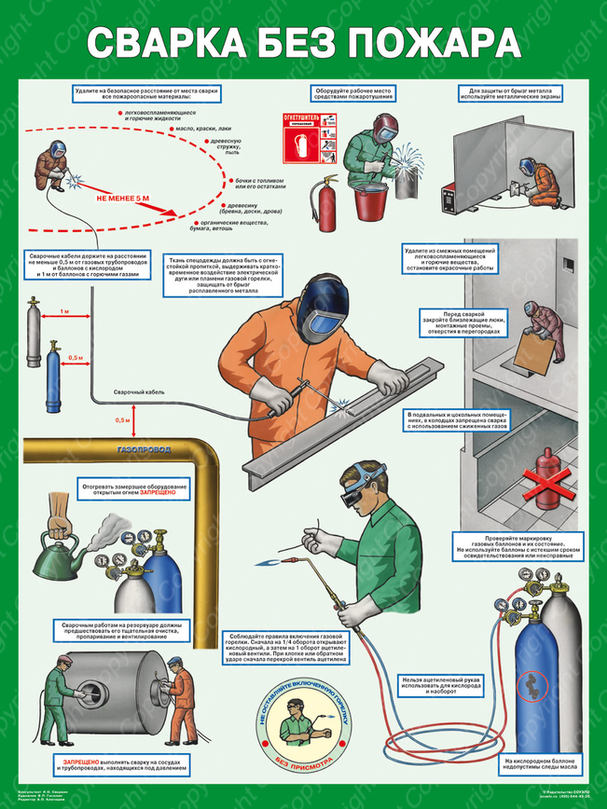 , обращая особое внимание на состояние изоляции обмоток и проводов, а результаты проверки записывать в соответствующую документацию.
, обращая особое внимание на состояние изоляции обмоток и проводов, а результаты проверки записывать в соответствующую документацию.
11.4.17. Сварка должна производиться с применением двух проводов. В качестве обратного провода (заземления) допускается применять:
стальные шины любого профиля с минимальным сечением 40 x 4 мм;
сварочную плиту и свариваемую конструкцию;
металлоконструкции зданий и сооружений.
11.4.18. Запрещается использовать в качестве второго провода или элементов заземления трубы сантехнических сетей (водопровода, газопровода и др.) и технологического оборудования.
Перемещать электросварочный аппарат или агрегат на другое место без отключения от сети строго запрещается. Во избежание ошибочного включения сварочного трансформатора в сеть необходимо на выводах его иметь яркую маркировку сторон высшего и низшего напряжений.
11.4.19. Место установки сварочного трансформатора или агрегата в помещении или на улице должно быть ограждено и находиться в стороне от проходов и проездов, но близко к месту производства электросварочных работ. Максимальная длина сварочного провода (первого) не должна превышать 50 м.
Максимальная длина сварочного провода (первого) не должна превышать 50 м.
11.4.20. Выводы электросварочной установки должны быть прикрыты откидными козырьками.
11.5. Требования пожарной безопасности
11.5.1. Все виды сварки пожароопасны не только вследствие разлетающихся раскаленных металлических частиц, но и по причине неисправности сварочного оборудования.
11.5.2. Наибольшую пожарную опасность представляет электросварка открытой дугой, сварка в среде углекислого газа плавящимся электродом. Особенно пожароопасна сварка в среде углекислого газа при малой плотности тока сильным разбрызгиванием металла из сварочной ванны, что свойственно также контактной, электрошлаковой и другим видам сварки.
11.5.3. В случаях, когда сопротивление обратного провода оказывается выше сопротивления других обходных путей, протекающие по ним токи могут приводить к искрению и нагреву мест со значительным переходным сопротивлением, что может вызвать воспламенение горючих материалов.
11.5.4. Возгорание может происходить при электросварочных работах в плохо защищенных от пожара помещениях, вблизи легковоспламеняющихся материалов и веществ. При сварке емкостей из-под жидкого топлива (бензобаки, цистерны, бочки, канистры и т.п.) без надлежащей их перед сваркой промывки, пропаривания, проветривания, продувки и при нарушении требований обеспечения безопасности при сварке таких емкостей может произойти взрыв.
11.5.5. Перед проведением сварочных работ должны быть приняты меры обеспечения пожарной безопасности: легковоспламеняющиеся материалы должны быть удалены из опасной зоны, легковоспламеняющиеся конструкции зданий, сооружений, объектов сварки должны быть защищены от возгорания.
11.5.6. К проведению сварочных работ работники в спецодежде и рукавицах со следами масел, жиров, бензина, керосина и др. горючих жидкостей допускаться не должны.
11.5.7. Запрещается сварка свежеокрашенных конструкций до полного высыхания краски, аппаратов и коммуникаций, находящихся под напряжением, заполненных горючими, токсичными материалами, негорючими жидкостями, газами, парами, находящимися под давлением.
11.5.8. Перед производством сварочных работ сварщик обязан проверить исправность сварочной аппаратуры, подготовленность рабочего места в противопожарном отношении: наличие средств пожаротушения, внутренних пожарных кранов, песка, огнетушителей и др., отсутствие в опасной зоне легковоспламеняющихся материалов и др.
11.5.9. В пожаро- и взрывоопасных местах сварочные работы разрешается проводить лишь после уборки взрыво- и пожароопасных материалов, очистки аппаратуры и помещения, полного удаления взрывоопасных пылей и веществ, легковоспламеняющихся и горючих жидкостей и их паров. Помещение должно непрерывно вентилироваться и осуществляться контроль за состоянием воздушной среды.
11.5.10. Сварочные работы вне сварочного цеха могут проводиться только по согласованию с пожарной охраной с определением и выполнением мер пожарной безопасности.
11.5.11. По завершению сварочных работ сварщик обязан тщательно осмотреть рабочее место на предмет возможных возгораний.
11. 6. Требования к сварочным материалам
6. Требования к сварочным материалам
11.6.1. Применяемые при сварке материалы (электроды, флюсы, проволока и др.) должны содержать и выделять при сварке минимальное количество вредных веществ.
11.6.2. Для ручной сварки предпочтение должно отдаваться электродам с рутиловым покрытием, выделяющим в 1,5 — 2 раза меньше аэрозоля и в 4 раза меньше высокотоксичных окислов марганца по сравнению с электродами с руднокислым покрытием.
11.6.3. При сварке алюминиевых сплавов рекомендуется аргонодуговая сварка неплавящимся вольфрамовым электродом.
11.6.4. Не рекомендуется во избежании повышенного образования вредных веществ повышать режимы сварки, особенно при сварке цветных металлов, сплавов, легированных сталей, изделий с антикоррозионным покрытием.
11.6.5. Флюс должен быть сухим, не загрязненным посторонними веществами, иметь определенный гранулометрический состав.
Для уменьшения образования фтористого водорода целесообразно применение флюса с меньшим содержанием плавикового шпата.
11.6.6. Системы пневмотранспорта флюса должны иметь герметичные соединения трубопроводов и фильтры для очистки воздуха, выбрасываемого в атмосферу.
11.6.7. Уборка флюса должна производиться с помощью флюсоотсосов. Загрузка флюса в бункер и зачистка шва должны быть механизированы.
11.6.8. Сварка и наплавка с применением хромоникелевых сварочных материалов, плазменная обработка металлов должны производиться в изолированных от основных производств помещениях или на изолированных участках.
11.6.9. В одном производственном помещении со сварочным производством не допускается размещение гальванических, малярных и других более опасных и вредных производств.
Расположение в одном пролете сварочных и несварочных участков может быть допущено только в исключительных случаях.
11.7. Требования к состоянию воздушной среды
11.7.1. Состояние воздушной среды в открытых сборочно — сварочных производствах (температура, относительная влажность, скорость движения воздушной струи, содержание вредных веществ в воздухе рабочей зоны) должно обеспечиваться системами вентиляции, устройствами местных отсосов, применением стационарных или передвижных фильтров.
11.7.2. Обеспечение приемлемого состояния воздушной среды при сварке внутри емкостей, замкнутых пространств, сопровождающейся быстрым образованием высоких концентраций газов и аэрозоля в зоне дыхания сварщика и неблагоприятными метеорологическими условиями, требует применения специальных санитарно — технических и организационных мероприятий, т.к. в этих условиях резко повышается интенсивность теплового облучения и для его нейтрализации требуется применение воздушного душирования места производства работ, обеспечение подвижности подаваемого воздуха от 0,7 до 2 м/с для создания необходимого теплоотвода, отвода образующихся при сварке вредных веществ из зоны дыхания сварщика и исключения, при этом, опасности простудного заболевания сварщика.
11.7.3. Производство сварочных работ внутри замкнутых пространств без вентиляции не допускается.
11.7.4. Перед сваркой емкость должна быть очищена, промыта, провентилирована.
Для обезжиривания недопустимо применение трихлорэтилена и дихлорэтана, т. к. при взаимодействии их с озоном образуется фосген — токсическое вещество удушающего действия.
к. при взаимодействии их с озоном образуется фосген — токсическое вещество удушающего действия.
11.7.5. При сварке внутри емкостей (баков, цистерн, котлов, резервуаров, колонн и т.д.) наряду с общеобменной должна применяться местная вентиляция и индивидуальные средства защиты органов дыхания.
11.7.6. Вентилирование емкостей в большинстве случаев требует применения вентиляторов высокого давления и гибких шлангов и может осуществляться:
как с созданием организованного воздухообмена в емкости подачей чистого наружного воздуха в емкость и вытяжки из нее, так и с удалением загрязненного воздуха непосредственно вблизи электросварочной дуги или вентилированием только зоны дыхания сварщика путем, например, подачи чистого воздуха под маску или под щиток сварщика.
11.7.7. При организованном воздухообмене в емкости подаваемый в емкость чистый воздух в холодное время может быть подогрет до нужной температуры.
Подаваемая струя чистого воздуха должна иметь направление от сварщика к дуге с тем, чтобы вредные выделения не попадали в зону дыхания сварщика.
Удаляемый из емкости воздух должен отводиться в вытяжной воздуховод общеобменной вентиляции.
11.8. Доврачебная помощь при поражении электрическим током
11.8.1. Исход поражения электрическим током зависит от того, как быстро освободили пострадавшего от действия электрического тока, и от того, оказали ли ему своевременно и правильно первую доврачебную помощь.
11.8.2. При освобождении пострадавшего от действия электрического тока необходимо применять резиновые перчатки, использовать сухие доски, резиновые коврики.
Освобождение пострадавшего на высоте от действия электрического тока необходимо производить, кроме того, с применением мер, предотвращающих падение пострадавшего при снятии напряжения.
11.8.3. Освобождение пострадавшего от действия электрического тока должно производиться отключением напряжения в сети, снятия токоведущего провода с пострадавшего, перерезания (перерубания) токоведущего провода и другими способами.
11.8.4. Если пострадавший после освобождения от действия электрического тока находится в сознании, необходимо расстегнуть или снять стесняющую одежду, обеспечить полный покой и доступ свежего воздуха до прибытия медицинского персонала.
11.8.5. Если пострадавший не дышит или дышит судорожно, после освобождения его от стесняющей одежды необходимо сделать искусственное дыхание одним из известных методов.
При способе «изо рта в рот» — производят 10 — 12 вдуваний в рот (или в нос) пострадавшему в 1 мин. В гигиенических целях воздух должен вдуваться пострадавшему через смоченную марлю или специальную трубку.
Одновременно с вдуванием должен производиться наружный массаж сердца ритмичными сжатиями передней стенки грудной клетки крест — накрест сложенными ладонями.
11.8.6. Обязательным требованием для работ с повышенной опасностью поражения электрическим током является наличие в каждой смене, на каждом участке или объекте производства таких работ персонала, обученного практическим приемам освобождения от действия тока и методам оказания первой доврачебной помощи.
ППБО-135-80 => 6. меры пожарной безопасности при производстве сварочных и других огневых работ. 7. монтаж и эксплуатация временных.
 ..
..6. Меры пожарной безопасности при производстве сварочных и других огневых работ
6.1. Сварочные и другие огневые работы, связанные с применением открытого пламени, можно проводить лишь с письменного разрешения лиц, ответственных за пожарную безопасность на данном строительстве, указанных в п. 1.3 и 1.4 настоящих Правил и в строгом соответствии с Правилами пожарной безопасности при проведении сварочных и других огневых работ на объектах народного хозяйства, главой СНиП «Техника безопасности в строительстве», ГОСТ 12.0.003-75 «ССБТ. Работы электросварочные. Общие требования безопасности» и настоящими Правилами.
6.2. В случае проведения огневых работ администрация строительства должна разрабатывать мероприятия по обеспечению пожарной безопасности строящегося объекта, ставить в известность местную пожарную охрану, добровольную пожарную дружину, назначить и инструктировать лиц, непосредственно отвечающих за соблюдение правил пожарной безопасности на месте производства работ.
Ответственное лицо обязано установить контроль за выполнением мероприятий пожарной безопасности исполнителями (электросварщиками, газосварщиками и др.) в период проведения огнеопасных работ.
6.3. Порядок организации и проведения огневых работ на пожаро- и взрывоопасных предприятиях определяется особыми положениями и инструкциями, разрабатываемыми и утверждаемыми госгортехнадзором и согласованными с органами госпожнадзора.. Пои этом во всех случаях разрешение на право проведения огневых работ на таких объектах выдается только главным инженером строительства (строительного управления и строительно-монтажного управления) или лицами, его заменяющими.
При реконструкции и капитальном ремонте гостиниц и других общественных зданий электросварочные работы, работы по ремонту газовых коммуникаций и приборов, а также электрооборудования следует производить только после того, как из этих зданий (смежных помещений) проживающие там люди будут выселены.
6.4. К огневым работам допускаются лица, прошедшие противопожарный техминимум и имеющие специальные квалификационные удостоверения и специальный талон на право допуска к огневым работам.
6.5. Постоянные сварочные работы следует проводить в сварочной мастерской, огороженной несгораемыми конструкциями и имеющей изолированные помещения для ацетиленовых генераторов, кислородных баллонов и сварочных постов. Помещение для ацетиленовых генераторов должно иметь вентиляцию и легкосбрасываемые конструкции.
Устанавливать генераторы в подвальных помещениях не разрешается.
6.6. При выполнении временных огневых работ на открытой площадке для защиты сгораемых конструкций от действий тепла и искр электрической дуги рабочие места необходимо защищать переносными несгораемыми ограждениями (защитными экранами).
Места огневых работ и установки сварочных агрегатов и трансформаторов должны быть очищены от сгораемых материалов в радиусе не менее 5 м.
6.7. Сварщик, резчик или паяльщик может приступить к огневым работам только при наличии письменного разрешения ответственного за пожарную безопасность лица и после выполнения всех требований пожарной безопасности (наличие средств пожаротушения, очистка рабочего места от сгораемых материалов, защита сгораемых конструкций металлическими экранами и листами, поливка их водой, принятие мер против разлета искр и попадания их на сгораемые конструкции, нижележащие площадки и этажи). При работе на высоте внизу должен находиться наблюдающий за разлетом сварочных искр и брызг:
При работе на высоте внизу должен находиться наблюдающий за разлетом сварочных искр и брызг:
Сварщики, работающие на высоте, должны иметь металлическую коробку для сбора электродных огарков.
При силе ветра более 6 баллов электрогазосварочные работы на высоте запрещаются.
6.8. Электрогазосварочные работы в строящихся холодильниках можно вести только в камерах и отсеках, освобожденных от сгораемых материалов, с нанесенными покровными слоями (штукатурки, бетонных или армобетонных стяжек и др.) и наличием противопожарных поясов.
6.9. При строительно-монтажных работах на градирнях огневые работы необходимо выполнять до заполнения и обшивки их сгораемыми материалами. Во время проведения ремонтных огневых работ на градирнях с обшивкой из сгораемых материалов необходимо систематически производить водяное орошение.
6.10. Совмещать сварочные работы с работами, связанными с применением легковоспламеняющихся и горючих жидкостей, не разрешается. Огневые работы следует заканчивать до начала устройства сгораемых полов, укладки сгораемой термоизоляции, отделочных и других работ, связанных с применением сгораемых материалов.
6.11. В наиболее пожаро- и взрывоопасных местах, а также при большом объеме сварочных работ необходимо выставлять пожарные посты из обслуживающего персонала, добровольной пожарной дружины или личного состава пожарной охраны.
6.12. Перед началом электрогазосварочных работ необходимо проверить исправность сварочных трансформаторов, изоляции проводов, шлангов, генераторов, а также плотность контактных соединений.
6.13. Место огневых работ необходимо обеспечивать средствами пожаротушения (огнетушителями или ящиком с песком, лопатой и ведром с водой). При наличии внутреннего противопожарного водопровода к месту проведения огневых работ от пожарных кранов должны быть проложены пожарные рукава со стволами. Все рабочие, занятые на огневых работах, должны уметь пользоваться первичными средствами пожаротушения, а в случае пожара обязаны немедленно вызвать пожарную часть и принять меры к ликвидации загорания имеющимися средствами.
6.14. После окончания сварочных и других огневых работ ответственный за проведение этих работ обязан тщательно проверить рабочее место, а также нижележащие площадки и этажи с целью обнаружения скрытых очагов загораний, полить водой сгораемые конструкции, устранить нарушения, могущие привести к возникновению пожара, а при необходимости выставить посты.
6.15. При газосварочных работах переносные ацетиленовые генераторы необходимо устанавливать на открытых площадках. Допускается временная их работа в хорошо проветриваемых помещениях.
Запрещается разводить открытый огонь, курить и зажигать спички в пределах 10 м от кислородных и ацетиленовых баллонов, газогенераторов и иловых ям.
6.16. Замерзшие ацетиленовые генераторы разрешается отогревать только горячей водой или паром.
6.17. При хранении баллонов с газами следует руководствоваться правилами устройства и безопасной эксплуатации сосудов, работающих под давлением.
Баллоны с газами (не более 50) нужно хранить в самостоятельных складских помещениях (зданиях) или под навесами, выполненными из несгораемых конструкций и защищенными от прямого попадания солнечных лучей.
Баллоны с горючим газом, устанавливаемые в помещениях, должны находиться на расстоянии не менее 1,5 м от приборов отопления. Хранить в одном помещении баллоны с кислородом и горючими газами, а также с карбидом кальция, красками и маслами запрещается.
В сварочной мастерской должно быть не более пяти кислородных и пяти ацетиленовых запасных баллонов.
На рабочем месте разрешается иметь не более двух баллонов: один — рабочий, другой — запасной.
6.18. Карбид кальция следует хранить в металлических закрытых барабанах в отдельно стоящих неотапливаемых сухих зданиях, имеющих естественную вентиляцию. Укладывать барабаны разрешается не более чем на два яруса с прокладкой между ними досок. При этом здания складов вместимостью до 5000 кг могут быть любой степени огнестойкости.
Если вместимость склада 5000 кг и более, здание должно быть I или II степени огнестойкости и разделено несгораемыми стенами на отсеки вместимостью не более 5000 кг каждый.
Во избежание попадания влаги пол в складах карбида кальция должен быть приподнят над уровнем земли не менее чем на 0,2 м. Запрещается размещать склады для хранения карбида кальция в подвальных помещениях и низких затапливаемых местах.
6.19. При производстве электрогазосварочных работ запрещается:
работать при неисправной аппаратуре;
сваривать, резать или паять свежеокрашенные конструкции, не дождавшись полного высыхания на них краски;
допускать соприкосновение сварочного электрокабеля с баллонами со сжатыми газами;
сваривать, резать, паять или нагревать открытым огнем сосуды, находящиеся под давлением; цистерны, баки, резервуары из-под легковоспламеняющихся и горючих жидкостей и масел без предварительной тщательной промывки их и последующей пропарки или заполнения инертным газом;
одновременно работать электросварщикам и газосварщикам (газорезчикам) внутри закрытых емкостей и помещений.
6.20. Негашеную известь необходимо хранить в закрытых отдельно стоящих складских помещениях. Пол этих помещений должен быть приподнят над уровнем земли не менее чем на 0,2 м. При хранении негашеной извести следует предусматривать мероприятия, предотвращающие попадание влаги и воды.
Ямы для гашения извести разрешается располагать на расстоянии не менее 5 м от склада хранения ее и не менее 15 м от других зданий, сооружений и складов.
7. Монтаж и эксплуатация временных электросетей и электрооборудования
7.1. Временные электрические сети и электрооборудование во всех зданиях, расположенных на строительных площадках, должны соответствовать Правилам устройства электроустановок и главе СНиП «Техника безопасности в строительстве», а также Инструкции по монтажу электрооборудования пожароопасных установок напряжением до 1000 В, СНиП «Электротехнические устройства. Правила организации и производства работ. Приемка в эксплуатацию» и настоящим Правилам.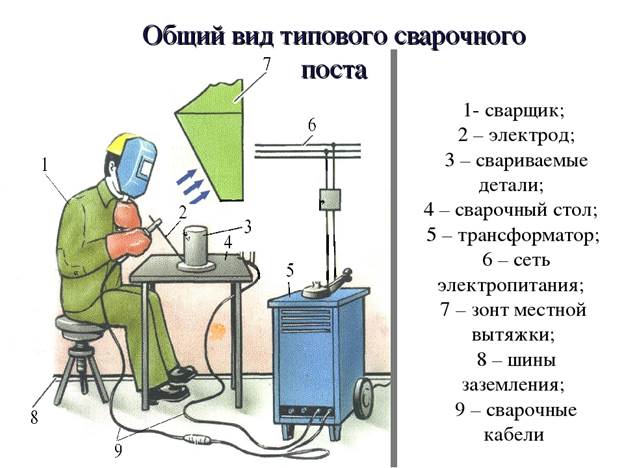
7.2. Временную проводку на строительной площадке следует выполнять изолированным проводом и подвешивать на тросе и надежных опорах на высоте не менее 2,5 м над рабочим местом, 3 м над проходами и 6 м — над проездами.
На высоте менее 2,5 м от земли, пола или настила электрические провода должны иметь защиту от механических повреждений.
Электролампы общего освещения напряжением 110 и 220 В следует подвешивать на кронштейнах на высоте не менее 2,5 м от пола.
Расстояние от светильника до сгораемых и трудносгораемых материалов должно быть не менее 0,5 м.
В случае необходимости подвески светильников на высоте менее 2,5 м над полом следует применять напряжение не выше 36 В.
7.3. Неизолированные токоведущие части электрических устройств (шины, контакты рубильников и предохранителей, зажимы электрических машин и аппаратов и т. п.) должны быть защищены надежными ограждениями или находиться в специальных электротехнических помещениях.
В качестве переносных ламп должны применяться специально предназначенные для этой цели светильники заводского изготовления. Ручной переносной светильник должен иметь стеклянный колпак и защитную металлическую сетку, устройство для подвески и шланговый провод с вилкой.
Ручной переносной светильник должен иметь стеклянный колпак и защитную металлическую сетку, устройство для подвески и шланговый провод с вилкой.
Для переносных светильников в условиях строительства напряжение должно быть не выше 36 В, а в особо опасных местах (особо сырые участки, колодцы, металлические резервуары, котлы и т. п.) — не выше 12 В.
Запрещается применять стационарные светильники в качестве ручных переносных ламп.
7.4. В складских помещениях общий электрорубильник должен располагаться вне помещений склада на несгораемой стене, а для сгораемых зданий складов — на отдельно стоящей опоре, заключенной в шкаф или нишу с приспособлением для опломбирования.
7.5. В местах соединений и ответвлений жилы проводов и кабелей должны иметь изоляцию, равноценную изоляции этих проводов и кабелей.
Соединять, ответвлять и оконцовывать жилы проводов и кабелей следует при помощи опрессовки, сварки, пайки и специальных зажимов (винтовых, болтовых, клиновых и т. п.) в соответствии с действующими инструкциями.
п.) в соответствии с действующими инструкциями.
7.6. При эксплуатации электросетей и электрооборудования запрещается:
использовать провода с поврежденной изоляцией и с другими неисправностями в электросетях, могущими вызвать искрение;
оставлять под напряжением неизолированные концы электрических проводов и кабелей;
применять некаблированные плавкие вставки и различные предохранители кустарного изготовления;
допускать соприкосновения электрических проводов с металлическими конструкциями;
оставлять без присмотра включенные в электросеть электроприборы и электрооборудование;
применять для отопления и сушки самодельные электронагревательные приборы.
7.7. В случае применения на строительной площадке осветительных прожекторов их следует устанавливать на отдельных опорах. Запрещается устанавливать их на сгораемых кровлях строений и зданий.
7.8. Управление электрическими сетями на строительной площадке должно предусматривать возможность отключения всех находящихся под напряжением проводов в пределах отдельных объектов и на участках в нерабочее время.
7.9. Ответственность за исправность электроустановок и электропроводов и правильность подключения электрооборудования должна быть возложена на инженера-электрика приказом начальника строительства (начальника управления, управляющего трестом и т. д.).
8. Меры пожарной безопасности при сушке помещений газовыми горелками инфракрасного излучения и воздухонагревателями, работающими на газе и жидком топливе
А. Меры пожарной безопасности при сушке помещений газовыми горелками инфракрасного излучения
8.1. Для монтажа передвижных и стационарных установок допускаются газовые горелки инфракрасного излучения только заводского изготовления, имеющие паспорт завода-изготовителя и оборудованные автоблокировкой, прекращающей подачу газа при погасании горелки.
8.2. К монтажу и эксплуатации передвижных и стационарных установок с газовыми горелками инфракрасного излучения допускается персонал, прошедший техминимум по газовому делу по специальной программе, согласованной с госгортехнадзором, имеющий квалификационные удостоверения с правом допуска к газовым работам.
8.3. Весь персонал, работающий в помещениях, где применяются передвижные или стационарные установки с газовыми горелками инфракрасного излучения, независимо от профессии и ведомственной подчиненности должен получить инструктаж об основных правилах эксплуатации этих установок.
8.4. Передвижные установки с газовыми горелками инфракрасного излучения устанавливают на полу на специальной устойчивой подставке. При работе сжиженным газом передвижной установки с баллоном, расположенным отдельно, баллон должен находиться на расстоянии не менее 1,5 м от установки и других отопительных приборов, а от электросчетчиков, выключателей и розеток- не менее 1 м.
8.5. Длина шлангов при монтаже установок на сжиженном газе должна быть возможно меньшей, обеспечивающей удобство работ. Расстояние от наиболее удаленного места до узла присоединения не должно превышать 30 м. При большей удаленности установки от газовой сети необходимо прокладывать временный газопровод из стальных труб, а подсоединение к нему горелок осуществлять гибкими шлангами.
Гибкие шланги должны быть соединены с редуктором, трубопроводами с помощью хомутов с болтами и гайками, обеспечивающими герметичность соединения. Прокладывать гибкие шланги следует на высоте не менее 2 м, не допуская их перегибов и защемлений.
8.6. Расстояние от газового излучателя передвижной или стационарной установки до сгораемых конструкций должно быть не менее 1 м, до трудносгораемых — 0,7 м, до несгораемых — 0,4 м.
8.7. Число рабочих, обслуживающих передвижные и стационарные установки с газовыми горелками инфракрасного излучения на объекте, определяется с учетом местных условий и должно быть достаточным для обеспечения систематического надзора за всеми действующими установками (например, для передвижных установок — один рабочий на секцию жилого дома или на этаж при наличии монтажных проемов между секциями; для стационарных установок — один рабочий на одну установку).
8.8. Дежурный рабочий, занимающийся непосредственно эксплуатацией передвижных установок, должен следить за их исправным состоянием и регистрировать в журнале поэтажное размещение установок.
8.9. В каждом строительном и строительно-монтажном управлении, где применяются газовые излучатели, должен быть ответственный из числа ИТР за эксплуатацию газового оборудования, назначенный приказом начальника строительства.
8.10. В помещении, где производят сушку, а также вблизи работающей установки разрешается иметь лишь подключенный к ней баллон со сжиженным газом. Неработающие или использованные баллоны следует убирать с рабочего места в специальные складские помещения на строительной площадке. Хранить баллоны с газом и порожние баллоны в пределах зданий не разрешается.
8.11. Место установки баллонов с газом должно быть ограждено и иметь ящик с песком объемом не менее 0,5 м3, лопату и два огнетушителя.
Расстояние от баллонов до зданий и сооружений, а также другие требования должны соответствовать главе СНиП «Газоснабжение. Внутренние и наружные устройства».
8.12. Запрещается размещать баллоны с газом в подвальных и цокольных помещениях.
8. 13. В местах, где работают передвижные и стационарные установки с газовыми горелками инфракрасного излучения, запрещается производить сварочные, малярные, столярные или слесарные работы, размещать баллоны с кислородом, ацетиленом, хранить легковоспламеняющиеся и горючие жидкости, сгораемые материалы.
13. В местах, где работают передвижные и стационарные установки с газовыми горелками инфракрасного излучения, запрещается производить сварочные, малярные, столярные или слесарные работы, размещать баллоны с кислородом, ацетиленом, хранить легковоспламеняющиеся и горючие жидкости, сгораемые материалы.
8.14. Число газовых излучателей, одновременно работающих в помещениях, следует принимать исходя из технологических надобностей из расчета теплопроизводительности 1260 кДж/ч на 1 м3 объема помещений. При увеличении числа излучателей по сравнению с приведенными нормами необходимо принимать меры к повышению воздухообмена помещения (устраивать принудительную вентиляцию).
Для эффективной сушки и создания безопасных условий труда во время работы передвижных установок с газовыми горелками инфракрасного излучения в помещении должен быть организован воздухообмен (проветривание через форточки). В помещениях без естественного проветривания установка горелок запрещается.
8. 15. При утечке газа из баллонов или трубопроводов необходимо немедленно потушить все огни, удалить людей из помещений, принять меры к проветриванию и сообщить о случившемся в аварийную службу горгаза.
15. При утечке газа из баллонов или трубопроводов необходимо немедленно потушить все огни, удалить людей из помещений, принять меры к проветриванию и сообщить о случившемся в аварийную службу горгаза.
8.16. При эксплуатации горелок инфракрасного излучения запрещается:
оставлять работающую установку без присмотра;
включать горелку с поврежденной керамикой;
пользоваться установкой, если в помещениях появился запах газа;
пользоваться установками на газе одновременно с нагревательными установками на твердом топливе;
пользоваться огнем вблизи баллонов.
8.17. При работе на открытых площадках (для обогрева, рабочих мест и сушки увлажненных участков) следует применять только ветроустойчивые горелки (например, ГИИ-1 и др.).
Б. Меры пожарной безопасности при эксплуатации воздухонагревателей (теплогенераторов), работающих на газе и жидком топливе
8.18. Для сушки помещений строящихся зданий должны применяться только воздухонагреватели заводского изготовления, имеющие инструкции о правилах их эксплуатации.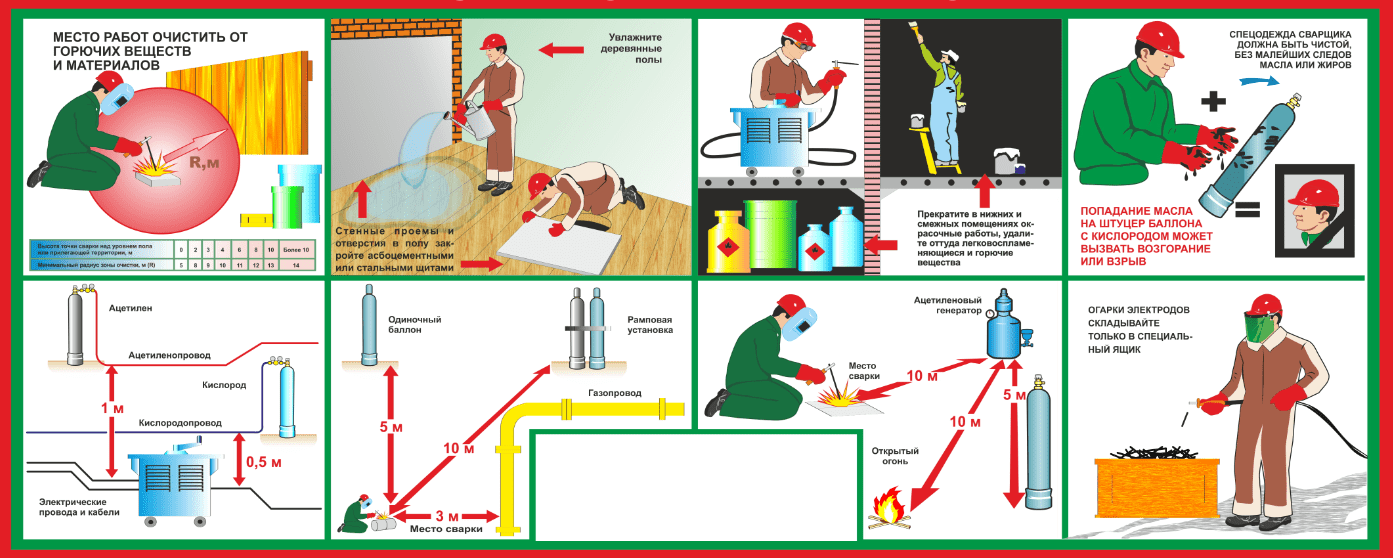
8.19. К обслуживанию воздухонагревателей допускаются лица, обученные обращению с ними, изучившие инструктаж по их эксплуатации, прошедшие противопожарный инструктаж и имеющие квалификационное удостоверение на право работы на них,
8.20. Воздухонагревательные установки должны размещаться не ближе 5 м от строящегося здания.
8.21. Топливная емкость для воздухонагревателя должна быть объемом не более 200 л и находиться на расстоянии не менее 10 м от воздухонагревателя и не менее 15 м от строящегося здания. Топливо к воздухонагревателю следует подавать по металлическому трубопроводу.
8.22. При работе воздухонагревателя на газе подача газа к нему допускается по трубопроводу с давлением не более 5 Па.
8.23. Нагретый воздух надлежит подавать в здание по металлическому воздуховоду через дверные или оконные проемы. При прохождении воздуховода около сгораемых конструкций дверных и оконных проемов должна устраиваться противопожарная разделка в соответствии с п. 9. 5 настоящих Правил.
5 настоящих Правил.
8.24. При эксплуатации воздухонагревательной установки запрещается:
а) оставлять без присмотра работающий воздухонагреватель;
б) работать на установке, имеющей нарушенную герметичность топливопроводов и арматуры, вызывающую подтекание топлива, неплотность соединения форсунки с воздухонагревателем и другие неисправности;
в) работать при неотрегулированной форсунке;
г) применять резиновые шланги и муфты для соединения топливопроводов;
д) отогревать топливопроводы открытым пламенем;
е) устраивать сгораемые ограждения около установки и емкости с топливом;
ж) заливать топливо в действующий теплогенератор или калорифер.
9. Меры пожарной безопасности при эксплуатации отопительных устройств
9.1. Во всех временных сооружениях, где возможна установка центрального отопления, допускается устройство печного отопления, отвечающего требованиям главы СНиП «Каменные конструкции. Правила производства и приемки работ» и СНиП
«Отопление, вентиляция и кондиционирование воздуха».
9.2. Кладку печей должны производить печники, имеющие удостоверение, выданное ведомственной квалификационной комиссией на право производства печных работ.
9.3. При устройстве временных металлических печей должны быть соблюдены следующие требования пожарной безопасности:
а) высота ножек у металлических печей без футеровки должна быть не менее 0,2 м. Сгораемые полы под печами должны быть изолированы одним рядом кирпичей, уложенных плашмя на глиняном растворе, или асбестовым картоном толщиной 12 мм с обшивкой сверху кровельной сталью.
Металлические печи следует устанавливать на расстоянии не менее 1 м от деревянных конструкций здания, не защищенных от возгорания, и не менее 0,7 м от конструкций, защищенных от возгорания:
б) при установке металлических печей без ножек, а также временных кирпичных печей на деревянном полу, основание под печью должно быть из четырех рядов кирпичей, уложенных плашмя на глиняном растворе, причем один или два ряда кладки разрешается делать с шанцами (пустотами).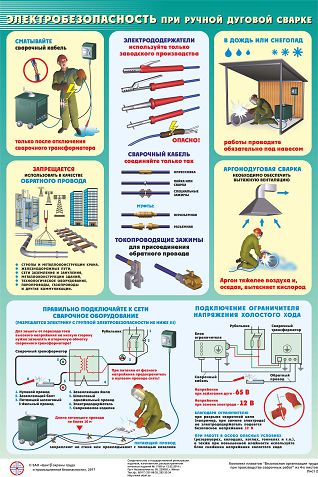
Перед топочным отверстием печи должен быть прибит предтопочный лист из кровельной стали размером 0,7х0,5 м или сделана кирпичная выстилка такого же размера в один ряд на глиняном растворе.
9.4. Металлические трубы, прокладываемые под сгораемым потолком или параллельно сгораемым стенам и перегородкам, должны отстоять от них не менее чем на 0,7 м, если нет изоляции на трубе, и не менее чем на 0,25 м при наличии на трубе изоляции и недопустимости повышения температуры на поверхности трубы выше 90 °С.
9.5. Прокладывать металлические дымовые трубы через сгораемые перекрытия не разрешается.
Дымовые трубы зданий со сгораемыми кровлями должны снабжаться искроуловителями (металлическими сетками с отверстиями не более 5 мм). При выведении металлической дымовой трубы через окно (при отсутствии лесов) в нее должен быть вставлен заменяющий разделку лист из кровельного железа размером не менее трех диаметров дымовой трубы. Конец трубы следует выводить за стену здания не менее чем на 0,7 м и заканчивать направленным вверх патрубком высотой не менее 0,5 м.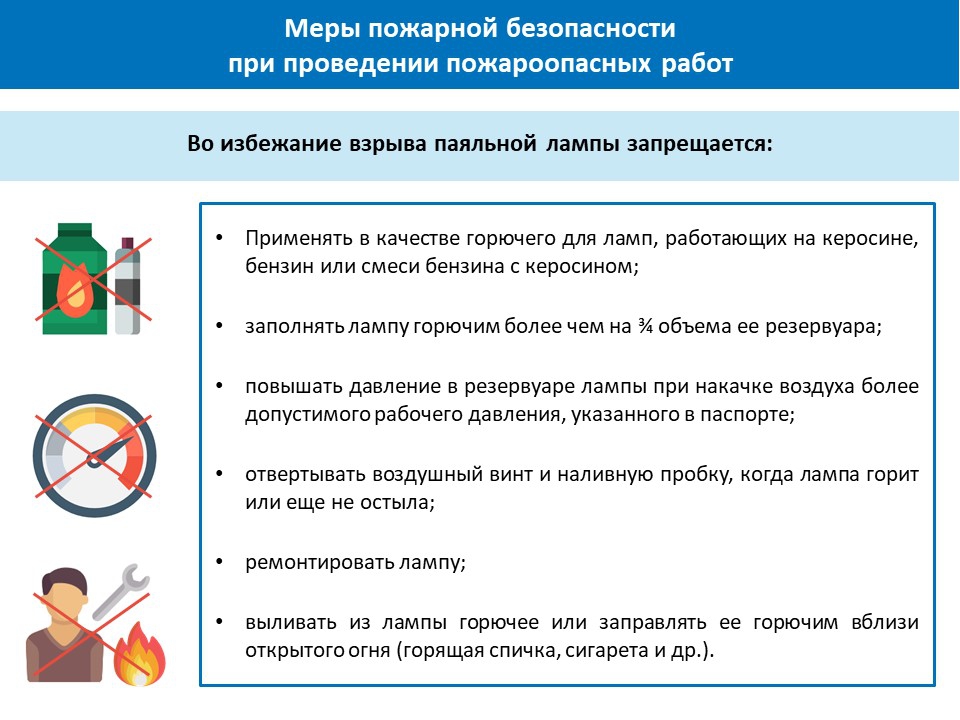 Патрубок, выведенный из окна верхнего этажа, должен подниматься выше карниза на 1 м. На патрубке должен быть установлен колпачок для предохранения от разлета искр и попадания атмосферных осадков.
Патрубок, выведенный из окна верхнего этажа, должен подниматься выше карниза на 1 м. На патрубке должен быть установлен колпачок для предохранения от разлета искр и попадания атмосферных осадков.
9.6. Складирование топлива непосредственно перед топочными отверстиями печей запрещается.
9.7. Топить печь следует под постоянным надзором специально выделенных истопников. Для сушки строящихся помещений на каждые четыре печи сушильных агрегатов должен быть один истопник. Истопники должны быть проинструктированы о правилах безопасности.
9.8. Запрещается разжигать печи керосином, бензином или другими пожароопасными жидкостями; применять для топки печей дрова, длина которых превышает размеры топливника; топить печи с открытыми дверцами; топить углем, коксом или газом печи, не приспособленные для этой цели. Не разрешается сушить на печах и около них обувь и одежду. Для этой цели должны быть специально оборудованные сушилки.
9.9. Очищать дымоходы и печи от сажи необходимо перед началом и в течение всего отопительного сезона не реже 1 раза в два месяца для отопительных печей, 1 раза в месяц для кухонных плит кипятильников (независимо от отопительного сезона) и 2 раза в месяц для специальных печей долговременной топки (в столовых, сушилках и др.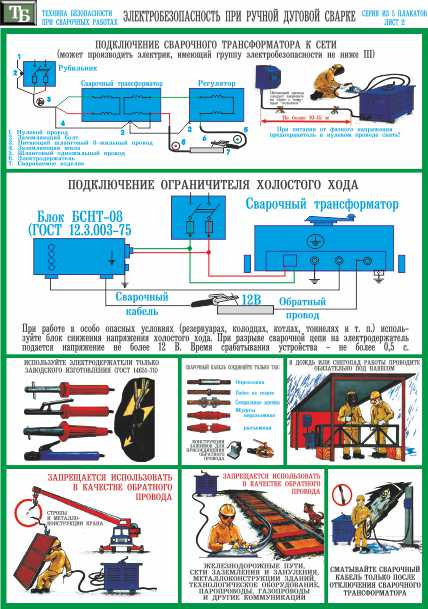 ).
).
Исправность всех печей и дымоходов следует тщательно проверять перед началом отопительного сезона и не менее 1 раза в середине сезона.
10. Водоснабжение и средства пожаротушения
10.1. Прокладку постоянной наружной водопроводной сети и установку пожарных гидрантов, а также строительство пожарных водоемов и других водоисточников следует производить с таким расчетом, чтобы к началу основных строительных работ ими можно было пользоваться для тушения пожаров.
10.2. Когда строительство постоянных источников водоснабжения к началу основных строительных работ закончить невозможно и вблизи него отсутствуют естественные водоисточники, необходимо прокладывать временные пожарные водопроводы или устраивать временные пожарные водоемы.
10.3. Объем временных пожарных водоемов и их число, а также расположение на строительстве должен определить начальник строительства, исходя из размеров строящегося объекта, имеющегося пожарного подразделения и оборудования и вооруженности близко расположенных пожарных частей, которые могут прибыть на помощь при пожаре.
Минимальный объем водоема должен составлять 100 м3. Водоемы следует размещать из условия обслуживания ими зданий, находящихся в радиусе: при наличии автонасосов — 200 м: при наличии мотопомп — 100-150 м (в зависимости от типа мотопомпы).
Расстояние от водоемов до зданий III, IV, V степеней огнестойкости и до открытых складов сгораемых материалов должно быть не менее 30 м, а до зданий I и II степеней огнестойкости — не менее 10 м. Радиус обслуживания пожарных гидрантов 150 м.
10.4. Искусственные водоемы, расположенные на территории строительства, должны быть утеплены и иметь подъезды с площадкой размером 12х12 м для маневрирования пожарных автомобилей. Уровень воды в водоемах должен обеспечивать возможность ее забора пожарными насосами.
Если вблизи строительства расположены естественные водоисточники (реки, пруды, озера), то к ним должны быть устроены подъезды и пирсы для пожарных автомобилей. В зимнее время на них необходимо устраивать «незамерзающие»
проруби.
10.5. Внутренний противопожарный водопровод и автоматические системы пожаротушения, предусмотренные проектом, необходимо монтировать одновременно с возведением объекта. Противопожарный водопровод должен вводиться в действие к началу отделочных работ, а автоматические системы пожаротушения — к моменту пусконаладочных работ.
10.6. Строящиеся здания, временные сооружения, а также подсобные помещения должны быть обеспечены первичными средствами пожаротушения.
Использовать средства пожаротушения не по прямому назначению запрещается.
10.7. В зимнее время при температуре ниже 1 °С во избежание замерзания раствора огнетушителей, находящихся на открытом воздухе или в неотапливаемых помещениях, необходимо помещать их группами в ближайшие утепленные будки или другие помещения, находящиеся на расстоянии друг от друга не более 50 м. О местонахождении средств пожаротушения должны быть вывешены надписи или соответствующие указатели.
10.8. Для размещения личного состава пожарной охраны или добровольной пожарной дружины и пожарного оборудования до начала строительства основных сооружений и строительной базы должно быть построено или выделено соответствующее утепленное помещение.
Пожарные депо, предусмотренные проектом, должны возводиться в первую очередь строительства. Заселение их различными службами заказчиков и подрядчиков запрещается.
11. Пожарная связь и сигнализация
11.1. Каждая новостройка должна иметь телефонную связь для вызова пожарных частей. Доступ к телефонным аппаратам на территории строительства должен быть обеспечен в любое время суток. Около каждого телефона необходимо вывесить табличку с номерами телефонов пожарной охраны. На видных местах территории строительства и в помещениях должны быть вывешены таблички с указанием места ближайшего телефона.
11.2. На территории строительства необходимо иметь звуковые сигналы (колокола, сирены и т. п.) для подачи тревоги, около которых должны быть вывешены надписи «Пожарный сигнал».
12. Действия в случае пожара и организация тушения пожара
12.1. Каждый работающий на строительной площадке в случае возникновения пожара обязан:
а) немедленно сообщить о загорании или пожаре в пожарную охрану и дать сигнал тревоги для местной пожарной охраны и добровольной пожарной дружины;
б) принять все меры к эвакуации людей и спасению материальных ценностей;
в) приступить к тушению пожара своими силами с помощью имеющихся на строящемся объекте средств;
г) организовать встречу вызванных пожарных подразделений, информировать прибывших пожарных о месте пожара и наличии в строящемся здании людей и пожароопасных веществ и материалов.
12.2. Порядок привлечения инженерно-технического состава, технических средств и рабочей силы на строящемся объекте для тушения пожара должен быть заранее согласован с начальником строительства и отработан практически.
Приложение 11
Утвержден заместителем министра топливной промышленности РСФСР
9 декабря 1976 г.
Требования пожарной безопасности при выполнении сварочных работ
Внимание к деталям — важная часть при сварке. Нужно быть начеку всегда: при подготовке, после завершения и в процессе работ.
Правила пожарной безопасности (далее в тексте – Правила, ППБ) есть на каждом рабочем участке. В компании за это отвечает отдельный сотрудник.
В его обязанности входит контроль места сварочных работ, процесса подготовки и самой сварки. Также он проверяет участок, чтобы в отсутствии коллег не случилось возгорание.
Блок: 1/7 | Кол-во символов: 440
Источник: https://prosvarku.info/tehnika-svarki/pozharnaya-bezopasnost-pri-svarochnyh-rabotah
Какие возникают опасности при огневых работах?
- открытый огонь (дуговая сварка, газовая горелка)
- отлетание кусочков металла. Когда искры попадают в щели или в открытые отверстия, может случится «скрытое» возгорание. Оно продолжается от нескольких часов до суток.
высокая температура вещей, приготовленных к сварке.
Что случится если нарушать правила безопасности? Пожар (опасные для человека проводки с дефектами, горючие газы и смеси, которые находятся близко к эпицентру возгорания) или взрыв (будьте особенно осторожны при эксплуатации газовых баллонов).
Частые причины пожаров:
- Неисправное оборудование (повреждения проводов, кабеля и другое), что не прошло плановую проверку.
- При работе используется техника, срок годности которой давно истек.
- Коррозия электроаппаратов.
- Ошибки человека (нарушение Правил, перекур на рабочем участке, неправильное хранение баллонов)
Важно помнить, что для огневых работ допускаются только те сотрудники, что прошли инструктаж и подтвердили свои знания по устранению возможного пожара.
Существует два вида рабочих мест для сварщиков: постоянное (включает небольшие перерывы) и временное (ремонтные работы).
Законодательством регулируется сфера пожарной безопасности, включительно с огневыми работами. Где можно ознакомится с прописанными актами?
- ФЗ «О пожарной безопасности» от 21.12.1994 N 69-ФЗ
- ФЗ «О добровольной пожарной охране» от 06.05.2011 N 100-ФЗ
- ФЗ «Технический регламент о требованиях пожарной безопасности» от 22.07.2008 N 123-ФЗ
Помните, что в разных сферах производства существуют свои правила пожарной безопасности. Эти нормативы лучше искать дополнительно.
Блок: 2/7 | Кол-во символов: 1612
Источник: https://prosvarku.info/tehnika-svarki/pozharnaya-bezopasnost-pri-svarochnyh-rabotah
Средства защиты
Согласно правилам техники безопасности, сварщик во время электросварки должен быть в специальной одежде. Защитную одежду ему выдает предприятие. Закупается она в специализированных магазинах и должна соответствовать целому ряду требований.
Одежда сварщика выполняется из негорючих, натуральных материалов. Синтетические ткани не могут использоваться. Наиболее распространены костюмы из брезента, спилка или замши. При варочных работах в суровых зимних условиях можно надевать суконную одежду.
Для защиты рук сварщик снабжается защитными перчатками или варежками. Наиболее надежную защиту дают рабочие перчатки из спилка или замши. Брезент быстро прогорает, и такие перчатки нередко не выдерживают и одну смену.
Обувь выполняется из различных материалов. Наиболее распространены кирзовые ботинки и сапоги. Подошва может быть резиновой или из других более современных материалов.
При выборе обуви для сварочных работ предпочтение опытные сварщики отдают подошве без сапожных гвоздей. В противном случае даже при минимальной влажности сварщик будет испытывать дискомфорт, особенно специалист с пониженным уровнем сопротивления тела.
Защита лица и органов зрения производится с помощью сварочной маски или щитка. Многие умельцы пытаются сделать их самостоятельно. Но даже незначительная щель в конструкции может нанести большой вред глазам и коже.
Многие умельцы пытаются сделать их самостоятельно. Но даже незначительная щель в конструкции может нанести большой вред глазам и коже.
Поэтому лучше приобрести промышленную простую маску за очень малые деньги, чем всю ночь ходить по квартире, как крот и закапывать глаза новокаином или альбуцидом.
К сварочной маске инспекция по охране труда и правила техники безопасности предъявляют повышенные требования.
Согласно нормам ГОСТа 9497-60 светофильтр должен обеспечивать не только задержание вредного светового излучения, но и возможность нормального контроля над сварочной ванной и положением электрода. Смотровое окошко должно выполняться нормального размера и обеспечивать обзор для сварщика.
Блок: 2/6 | Кол-во символов: 1921
Источник: https://svaring.com/welding/teorija/tehnika-bezopasnosti-pri-svarke
Причины пожаров
Халатность — главная причина возникновения пожаров на производстве
Необходимо рассматривать две составляющих опасности: оборудование и человеческий фактор. Человек, взявший в руки сварочный аппарат, должен понимать, что необходимо соблюдать определенные правила пожарной безопасности. Причины человеческого характера:
Человек, взявший в руки сварочный аппарат, должен понимать, что необходимо соблюдать определенные правила пожарной безопасности. Причины человеческого характера:
- захламленность 5-метровой рабочей зоны воспламеняющимися материалами, жидкостями;
- проведение работ в неподготовленном для этого пространстве;
- неумелое обращение с инструментом;
- применение паяльных ламп для разогрева металла;
- халатная проверка оборудования перед работой.
Возможные технические причины:
- нестабильное напряжение;
- неисправное оборудование;
- широкая зона разбрызгивания горячего металла;
- ненадежная электропроводка;
- отсутствие предохранителей в системе электроснабжения;
- коррозионные разрушения сварочного держателя;
- нарушение правил транспортировки баллонов с газом, их нагрев на солнце;
- неисправность водяного затвора;
- замасливание штуцера баллона с кислородом;
- повышенное давление рабочего газа.

Блок: 3/7 | Кол-во символов: 1044
Источник: https://svarkaprosto.ru/bezopasnost/trebovaniya-pozharnoy-bezopasnosti-pri-vypolnenii-svarochnykh-rabot
Работа с электрооборудованием
Электробезопасность при сварочных работах предписывает использование только исправного и заземленного оборудования. При таком условии поражение человека электротоком полностью исключено.
Техника безопасности требует, чтобы осветительные приборы питались от 12 В, но на практике это редко выполняется. Рабочие полностью зависят от собственников производства и выполняют их приказы, а не правила техники безопасности.
Несмотря на это, знать основные требования, обеспечивающие личную безопасность, полезно в любой ситуации. Все оборудование должно работать на холостом ходе с напряжением не более 90 В.
Смертельное напряжение немного выше – 110 В. Сила тока, величиной более 5 сотых Ампера, может стать причиной электротравмы и летального исхода.
Защитить от поражения током может применение следующих правил техники безопасности:
- все электроприборы должны иметь надежное и качественное заземление и зануление. Их выполняют из медного проводника с достаточным сечением;
- техника безопасности предписывает подключать сварочное оборудование через электрощиток к отдельному защитному автомату и прибору УЗО;
- длина проводов для подключения сварочного оборудования не должна превышать 10 м. При потребности срастить провод в месте обрыва, соединение требуется проводить с помощью специальной соединительной муфты. Провода лучше провешивать на высоте более 2,5 м, а опускать их потребителям требуется по заземленной стальной трубе. Все места прохождения проводки должны оборудоваться специальными резиновыми муфтами.
- при сварочных работах на улице или в полевых условиях техника безопасности рекомендует устанавливать сварочный аппарат под навесами или в крытых павильонах. Работы прекращаются при сильном дожде или снегопаде;
- все кабели и провода должны иметь исправную изоляцию. При значительных повреждениях и скрутках инструкция требует заменить сварочный кабель.
 Их выполняют из медного проводника с достаточным сечением;
Их выполняют из медного проводника с достаточным сечением;Своевременно принимая меры безопасности при выполнении электросварочных работ, можно полностью обезопасить себя и окружающих от удара током.
Блок: 3/6 | Кол-во символов: 2031
Источник: https://svaring.com/welding/teorija/tehnika-bezopasnosti-pri-svarke
Пожарная безопасность при проведении сварочных работ
Требуемый уровень пожарной безопасности при проведении сварочных работ может обеспечиваться за счет реализации определенных мероприятий, общая цель которых направлена на то, чтобы:
- предупредить возникновение возгорания;
- исключить распространение огня на большую площадь;
- создать условия для быстрой ликвидации пожара, если он все-таки возникнул;
- обеспечить защиту сварщиков от ожогов и травм при выполнении сварочных процедур.
Согласно своду правил, описывающих пожарную безопасность при выполнении сварки, на объекте, где они выполняются, должны быть созданы такие условия, которые минимизируют риск возгорания и позволяют максимально быстро ликвидировать огонь, если произошло возгорание. Комплекс требуемых мероприятий включает в себя следующие:
- организационные;
- технические;
- эксплуатационные;
- режимные.

- Организационные мероприятия предусматривают проведение обучений сварщиков правилам пожарной безопасности на объекте, разработку правил действия рабочего персонала в случае возникновения возгорания, проведение инструктажей о подготовке рабочего места, чтобы избежать возгораний во время сварочных процедур и. пр. Благодаря эффективному проведению такого рода мероприятий пожарная безопасность сварщика и объекта может обеспечиваться на очень высоком уровне.
- Технические мероприятия предусматривают соблюдение всех правил и норм по использованию сварочной техники, подготовке систем питания сварочных аппаратов, вентиляционных систем, защитного заземления и пр.
- Эксплуатационными мероприятиями предусматривается правильное использование оборудования, корректный выбор рабочих режимов, периодические технические работы и обслуживание используемой техники.
- Режимные меры по обеспечению пожаробезопасности предусматривают установку соответствующих правил на объектах, которые должны беспрекословно выполняться всем персоналом.

Блок: 2/3 | Кол-во символов: 1867
Источник: https://bezopasnostin.ru/pozharnaya-signalizatsiya/pozharnaya-bezopasnost-pri-svarochnyh-rabotah.html
Мероприятия, направленные на предотвращение потенциально опасных ситуаций
Чтобы минимизировать риск возникновения пожара, необходимо пройти предварительное обучение. Начинающим важно знать:
- как снизить риск возгорания;
- каким образом локализовать огонь при возникновении;
- чем защититься от ожогов во время работы.
Правильно организованное рабочее место – залог безопасности.
Средства тушения огня: огнетушитель или ящик с песком должны находиться в шаговой доступности, эти меры безопасности обязательны. До работы проводятся технические мероприятия: осматривается оборудование, делается контрольный запуск для выбора нужного режима работы.
Блок: 4/7 | Кол-во символов: 640
Источник: https://svarkaprosto.ru/bezopasnost/trebovaniya-pozharnoy-bezopasnosti-pri-vypolnenii-svarochnykh-rabot
Основные правила поведения
При электросварке возникает сильное тепловое и световое излучение, поэтому правила безопасности предназначены для защиты не только сварщика, но и любого человека, который может оказаться в радиусе действия электрической вспышки.
Сварочные работы следует проводить на специально оборудованных постах, оснащенных ширмами для защиты окружающих от вредного воздействия на глаза. Высота ширм не менее 1800 мм.
При нахождении в закрытом помещении сварочные работы следует начинать после предварительного проветривания с включенной приточной вентиляции.
По технике безопасности при электродуговой сварке в закрытых емкостях или в помещениях с сырыми условиями, работать можно с использованием резиновой одежды и коврика. Для защиты при работе в сидячем или лежачем положении требуется подкладывать войлочную подстилку.
Следует проводить постоянный контроль над целостностью провода заземления и сварочных кабелей. Для сварочных работ надо применять надежный и качественный инструмент и держатель электродов.
Проводя сварочные работы по ремонту машины, предварительно следует отключить массу на аккумуляторе и обеспечить соблюдение противопожарных мер.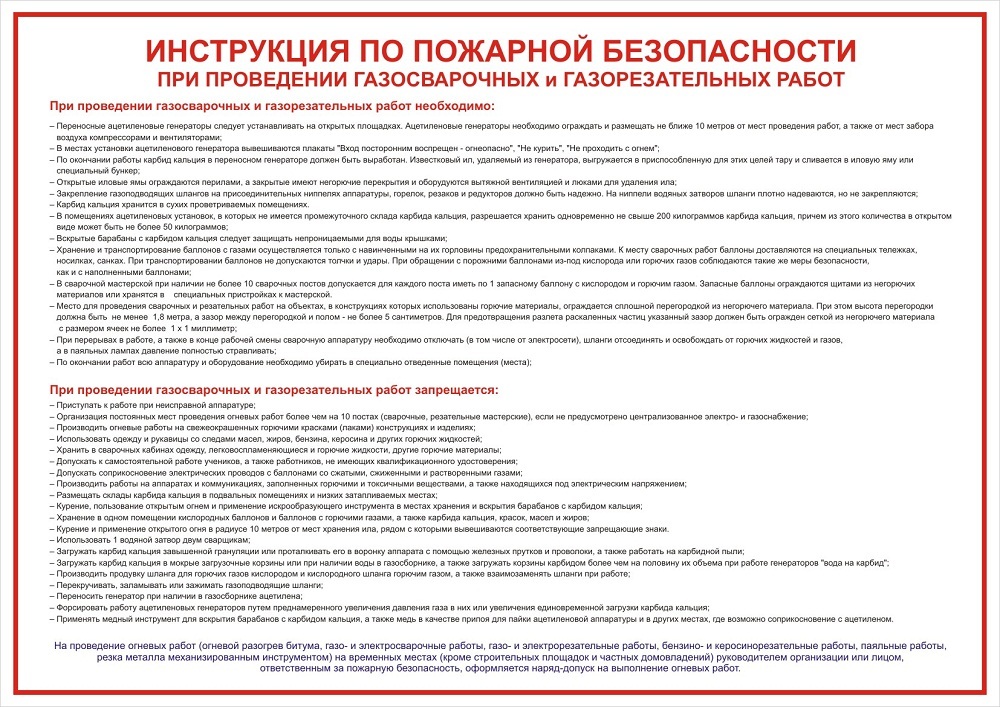 Осуществляя сварку вблизи топливного бака, согласно технике безопасности требуется провести его демонтаж.
Осуществляя сварку вблизи топливного бака, согласно технике безопасности требуется провести его демонтаж.
Осуществляя сварочные работы на высоте, сварщик обязан пройти инструктаж по технике безопасности и получить наряд-допуск. Без этих мер работу начинать запрещено. Техника безопасности требует, чтобы сварщик был надежно застрахован, а весь инструмент закреплен. Страховку осуществляет помощник.
Переставлять электрооборудование следует только после выключения из сети. Если надо отлучиться на некоторое время с места работы, то аппарат отключают, а держатель помещают на диэлектрическую основу.
Блок: 4/6 | Кол-во символов: 1772
Источник: https://svaring.com/welding/teorija/tehnika-bezopasnosti-pri-svarke
Что обязательно должна включать инструкция по пожарной безопасности?
Любая инструкция пожарной безопасности при сварке должна содержать:
- Список операций, что включаются в огневые работы
- Количество и имена сотрудников, которые прошли инструктаж и им позволено работать на участке.
- Инструкция получения допуска и список ответственных за нарушения.
- Этапы допустимых действий на участке и перечень запретов.
- Порядок действий при пожаре.

Намного лучше слов всегда говорят примеры. Давайте рассмотрим сферу строительных работ:
- Сваривайте сосуды, в которых ранее были взрывоопасные и горючие вещества, только после очистки и промывки.
- Высушите окрашенные детали перед началом сварочных работ.
- Ни в коем случае не используйте перчатки, испачканные в масле или бензине.
- Газовые баллоны держите дальше от электропроводки.
- Соблюдайте Правила до начала, во время и после окончания работ.
- Ацетиленовые генераторы лучше установить на расстоянии 10 метров от рабочей площадки.
- Повесьте таблички с напоминаниями «КУРЕНИЕ ЗАПРЕЩЕНО», «ПОСТОРОННИМ ВХОД ВОСПРЕЩЕН».
- Карбид кальция после сварки поместите в подготовленную для него тару.
- Закрепляйте газопроводящие шланги проволокой или хомутиками.
- При транспортировке газовых баллонов не допускайте резких толчков.
- Для открытия барабана с карбидом кальция берите зубило с молотком или нож. Борт крышки должен быть не менее 50 мм.
- Храните емкость с карбидом кальция в вертикальном положении в хорошо проветриваемых помещениях (начиная от 1 этажа).
- Работайте на участке с хорошей вентиляцией.
- Поставьте предохранители на сварочную аппаратуру.
- Не используйте в работе голые и неизолированные провода
- Проверьте электрододержатель для ручной сварки. Главные параметры: вес — лёгкий, рукоятка состоит из невоспламеняющегося материала, соответствует ГОСТу, изготовлен на заводе.
- Остатки электродов выбрасывайте в металлический мешок.
- Заземлите сварочный аппарат, а генератор и трансформатор поставьте в защищенных от влаги местах.
- Регулярно чистите устройства для сварки.

Блок: 5/7 | Кол-во символов: 1996
Источник: https://prosvarku.info/tehnika-svarki/pozharnaya-bezopasnost-pri-svarochnyh-rabotah
Важные запреты
Правила техники безопасности при ручной дуговой сварке запрещают продолжать работу со сломанным защитным шлемом и при небольших щелях в маске или трещинах на стекле.
Нельзя производить сварку с выключенной или неисправной системой вытяжки, а также продолжать сварку на открытом месте при дожде и снеге.
При сварке и резке нельзя работать с незакрепленной деталью, особенно находящейся навесу и удерживаемой рукой. По технике безопасности запрещено варить в местах, где находятся горючие жидкости или газы. Нельзя варить трубопроводы под давлением и применять для проведения заземления толстые стальные детали.
Запрещено долгое время удерживать замкнутый электрод или держатель на металле. Как минимум это приведет к поломке балластника, регулирующего сварочный ток.
Блок: 5/6 | Кол-во символов: 781
Источник: https://svaring.com/welding/teorija/tehnika-bezopasnosti-pri-svarke
Газосварка и резка
Техника безопасности предписывает выполнение целого ряда требований при выполнении газовой сварки или резки металлов. При перевозке на вентили баллонов надевают защитные колпаки, а сами баллоны надежно закрепляют в кузове.
Кислородные и баллоны с горючим газом хранят и перевозят только в вертикальном положении в специальных отсеках, оборудованных гнездами. Отработанные емкости следует хранить до заправки отдельно от заправленных.
При возникновении обратного удара (это выражается в частых хлопках), сначала перекрывается ацетилен, затем кислород.
Особенно опасна работа с использованием газовых генераторов. Обращение с газосварочным оборудованием требует соблюдения пожарной безопасности при сварочных работах.
По правилам техники безопасности их запрещено устанавливать рядом с кислородными баллонами, в подвальных помещениях и на лестницах.
Запрещается производить работы с подключением к аппарату или баллону нескольких горелок или резаков. Запрещается самовольное отключение системы автоматики, работа в промасленной спецовке или перчатках, на которых пятна масла.
При работе с ацетиленовыми генераторами следует контролировать уровень воды в затворе. Контроль проводят не реже 2-х раз за смену и при каждом обратном ударе. Запрещено разводить открытый огонь вблизи баллонов и генератора, курить и палить спички. Производить эти действия можно не ближе 10 метров.
Запрещено разводить открытый огонь вблизи баллонов и генератора, курить и палить спички. Производить эти действия можно не ближе 10 метров.
При замерзании газосварочного оборудования нельзя отогревать его с помощью факела и другого открытого огня. Следует проводить оттаивание с помощью крутого кипятка. Не допускается пользоваться газовыми редукторами со снятыми манометрами, неисправным манометром, баллонами с истекшим сроком службы.
При несоблюдении правил техники безопасности сварщик может подвергнуться воздействию электротока и даже смерти при взрыве баллонов. Не лучшим исходом будут профессиональные болезни.
При отсутствии надежной вентиляции возможно развитие бронхиальной астмы, пылевого бронхита. Несоблюдение правил ношения спецодежды приведут к профессиональной экземе, металлизации кожи.
При выполнении всех требований техники безопасности риск получения электротравм и степень опасностей при работе с электросварочным и газогенераторным оборудованием снизится практически до нуля.
Блок: 6/6 | Кол-во символов: 2252
Источник: https://svaring.com/welding/teorija/tehnika-bezopasnosti-pri-svarke
Итоги
При сварочных работах важно обращать внимание на два фактора пожарной безопасности: технический и человеческий.
В первый из них включаем исправность устройства, правильная эксплуатация и своевременный ремонт или замена.
А сотруднику важнее всего надо соблюдать правила безопасности и обращать внимание на мелкие делали, что могут привести к пожару.
Блок: 7/7 | Кол-во символов: 355
Источник: https://prosvarku.info/tehnika-svarki/pozharnaya-bezopasnost-pri-svarochnyh-rabotah
Количество использованных доноров: 4
Информация по каждому донору:
- https://prosvarku. info/tehnika-svarki/pozharnaya-bezopasnost-pri-svarochnyh-rabotah: использовано 5 блоков из 7, кол-во символов 5003 (22%)
- https://svarkaprosto.ru/bezopasnost/trebovaniya-pozharnoy-bezopasnosti-pri-vypolnenii-svarochnykh-rabot: использовано 2 блоков из 7, кол-во символов 1684 (7%)
- https://bezopasnostin.ru/pozharnaya-signalizatsiya/pozharnaya-bezopasnost-pri-svarochnyh-rabotah.html: использовано 2 блоков из 3, кол-во символов 7241 (32%)
- https://svaring.com/welding/teorija/tehnika-bezopasnosti-pri-svarke: использовано 5 блоков из 6, кол-во символов 8757 (39%)
 info/tehnika-svarki/pozharnaya-bezopasnost-pri-svarochnyh-rabotah: использовано 5 блоков из 7, кол-во символов 5003 (22%)
info/tehnika-svarki/pozharnaya-bezopasnost-pri-svarochnyh-rabotah: использовано 5 блоков из 7, кол-во символов 5003 (22%)Правильно выполненные горячие работы — охрана труда и техника безопасности
Горячие работы выполнены правильно
Сначала посмотрите на защитное снаряжение. Есть ли на объекте пожарные спринклеры и находятся ли они в эксплуатации? Есть ли огнетушители подходящего типа? Есть ли в рабочей зоне огнетушители?
- Барри Р. Вайсман
- 01 декабря 2008 г.
 Вайсман
ВайсманВот декабрь, и мы говорим о горячих работах.Нет, мы не говорим о работе в жаркую погоду, но иногда приходится. Мы говорим о работе с оборудованием, его нагревании и необходимости осторожного обращения с выделяемым нами теплом и окружающей средой.
OSHA утверждает, что огневые работы — это работы, которые включают «сварку или резку, использование электроинструментов, вырабатывающих искру, и операции по измельчению», но что это значит для вас и меня на рабочем месте?
В результате нормального развития событий оборудование выходит из строя и требует ремонта.Некоторые ремонты просты: выньте сломанную деталь и вставьте новую. Другие не так просты. Вам нужно отключить энергию, заблокировать и пометить оборудование, разобрать и снять ограждение, а затем нужно удалить еще полдюжины единиц техники, чтобы добраться до поврежденного участка. Эта секция не может быть удалена, поэтому ее необходимо отремонтировать на месте. Ремонт включает шлифовку некоторых кромок; вырезание участка пилой и болгаркой; а затем приварите новую деталь на месте.
Ремонт включает шлифовку некоторых кромок; вырезание участка пилой и болгаркой; а затем приварите новую деталь на месте.
Именно об этом мы и поговорим.
Если бы оборудование находилось в центре здания, вокруг которого больше ничего не было бы, нам не нужно было бы беспокоиться, что никакие искры от резки или сварки воспламенили бы воспламеняющиеся пары. Нам не нужно было беспокоиться о том, что тепло от отремонтированной детали воспламенит горючие материалы, потому что они находятся в непосредственной близости. Но это не настоящий мир. В реальном мире вам нужно произвести этот ремонт в середине вашего производственного предприятия, пока ваши производственные линии работают на полной скорости, возможно, заполняя аэрозольные баллоны легковоспламеняющимися жидкостями.Или вам нужно сварить этот новый кусок на печатном станке с пачками бумаги со всех сторон.
Что мне нужно знать, чтобы быть в безопасности?
Легковоспламеняющиеся и горючие вещества.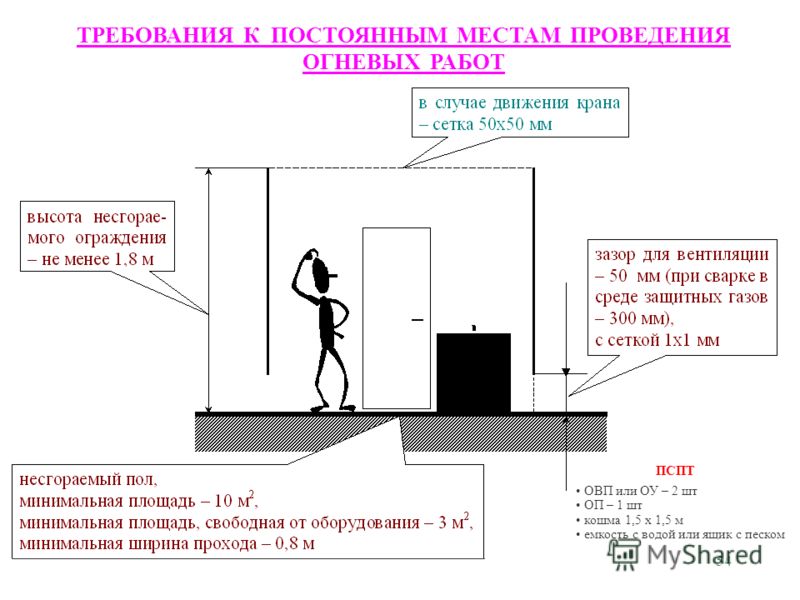 У нас недостаточно места в этой статье, чтобы подробно описать все определения легковоспламеняющейся или горючей жидкости. Определение зависит от агентства, которому вы должны соответствовать, и это меняется. На данный момент OSHA определяет легковоспламеняющуюся жидкость как жидкость с температурой вспышки менее 100 градусов по Фаренгейту (град.F.), а горючие жидкости равны или превышают 100 град. F. но менее 200 град. F.
У нас недостаточно места в этой статье, чтобы подробно описать все определения легковоспламеняющейся или горючей жидкости. Определение зависит от агентства, которому вы должны соответствовать, и это меняется. На данный момент OSHA определяет легковоспламеняющуюся жидкость как жидкость с температурой вспышки менее 100 градусов по Фаренгейту (град.F.), а горючие жидкости равны или превышают 100 град. F. но менее 200 град. F.
Эта статья была впервые опубликована в декабрьском номере журнала «Охрана труда и безопасность» за 2008 год.
РИСКИ ПРИ БУРЕНИИ НЕФТЕГАЗОВЫХ СКВАЖИН — СВАРКА, РЕЗКА И ТОПКА
НЕФТЬ И ГАЗ РИСКИ СВЕРЛЕНИЯ — СВАРКА, РЕЗКА И БРАЗИНГ
Все горячие работы потенциально опасны и оценка опасности следует выполнить, чтобы определить, где существуют опасности.Потенциальная опасность:
Травма, повреждение
и болезни, вызванные горячими работами (например, сварочный дым, УФ-свет, искры,
шум или повреждение кожи).
Возможные решения:
Осмотреть рабочую зону, чтобы гарантировать, что все источники топлива и воспламенения изолированы экранирование, очистка территории, блокировка / маркировка, замачивание легковоспламеняющихся материалов воды.
Носить соответствующие СИЗ, такие как маска для лица, кожаный жилет сварщика и перчатка перчатки.Используйте одежду из хлопка или денима.
Предоставлять Защита от ультрафиолетового излучения для дуговой сварки, где это возможно.
Осмотреть сварочное и режущее оборудование перед использованием (дуговая или газовая сварка / выжигание).
Утечка испытательные газовые горелки, манометры и шланги.
Рассмотрение разрешение на огневые работы при наличии.
Гарантировать наличие соответствующего пожарного дежурства / противопожарного оборудования.
Гарантировать адекватная вентиляция от токсичных газов при сварке и резке.
Особая опасность:
Накопление
токсичных газов в замкнутом пространстве.
Возможные решения:
Проветривать пары токсичных металлов механически попадают в замкнутое пространство, например как внутри резервуара для грязи, резервуара для воды, резервуара для масла, бункера, отстойника, ямы или подвала.Использовать система письменных разрешений, подтверждающая разрешение на въезд, работа должна быть выполненных, и результатов газового мониторинга, где есть потенциал для токсичная, легковоспламеняющаяся или бедная кислородом атмосфера.И горячая работа, и замкнутый разрешение на въезд может потребоваться для сварки, резки или пайки в замкнутом пространстве. Космос.
Дополнительно Информация:
ANSI Z49.1-67 Безопасность при сварке и резке, Американский национальный институт стандартов. AWS Z49.1-88, Безопасность
по сварке и резке и прикладным процессам, Американское сварочное общество.
AWS Z49.1-88, Безопасность
по сварке и резке и прикладным процессам, Американское сварочное общество. Глаз
а защита лица — первая и самая важная категория СИЗ, которая попадает
на ум для сварщика. Но это не единственная категория средств защиты
важность — защитная одежда, средства защиты органов дыхания, перчатки, огнестойкие
фартуки, леггинсы, средства защиты органов слуха, средства защиты ног, а также защитные
экраны, оборудование для пожаротушения и соответствующая вентиляция закрыты.
по стандарту ANSI Z49.Стандарт 1: 2005, Безопасность при сварке, резке и смежных областях
Процессы , в отношении которых Американское сварочное общество является
секретариат. Комитет по безопасности и охране здоровья AWS также делает его доступным как
бесплатно загрузить с веб-сайта AWS (www.aws.org/safety/) вместе с
с 41 загружаемым информационным бюллетенем об опасностях, от сварочного дыма до
ожоги, поскальзывания и падения, шум, радиация, падающие предметы, опасность поражения электрическим током,
замкнутые пространства и многое другое.
В веб-сайт и текст стандарта стоит прочитать всем, кто информация о рекомендуемых методах охраны труда и техники безопасности для всех типов сварка.
Стол 1 в стандарте — это руководство по номерам оттенков линз сварочного шлема. В нем перечислены минимальные номера защитного оттенка и предлагаемые номера для защитного металла дуговая сварка, газовая дуговая сварка металлическим электродом и порошковая сварка, газовая вольфрамовая дуга сварка, резка угольной дугой, плазменная сварка, плазменная резка и углеродно-дуговая сварка с более высокими токами дуги, требующими более высокого оттенка числа.
В
Стандарт определяет, что линзы фильтра и шлем сварщика или щиток для рук должны
соответствуют ANSI / ISEA Z87.1-2010, Глаз и лицо профессионального и образовательного характера
Защитные устройства . «Шлем и ручной щиток должны быть изготовлены из
материал, который является тепло- и электрически изолирующим, негорючим или
самозатухающий и непрозрачный для видимого, ультрафиолетового и инфракрасного излучения
излучения «, говорится в разделе 4. 2.2., который охватывает требования к
защита глаз и лица.
2.2., который охватывает требования к
защита глаз и лица.
Четное когда сварщик носит шлем, он или она также должны носить одобренный Z87.1 защитные очки с боковыми щитками или защитные очки, AWS и поставщики сварочного оборудования Примечание.
В в начале этого стандарта объясняется, что он написан таким образом, чтобы для выдачи сварщику и руководителям цеха и служит практической информацией чтобы помочь им безопасно выполнять свои функции, а также чтобы он содержал информация, полезная для преподавателей, промышленных гигиенистов, инженеров и других ответственных лиц за безопасность и здоровье при сварке.
В стандарт указывает, что защитная одежда должна «минимизировать потенциальные для воспламенения, горения, улавливания горячих искр или поражения электрическим током «, и что все сварщики и резчики должны носить защитные огнестойкие перчатки.
Сварщики
предупреждают, что их защитная одежда должна быть сухой, чистой и исправной.
Масло, жир или растворители могут легко гореть, особенно изношенная одежда. подвержен возгоранию и горению, поэтому его нельзя носить во время сварки или
резка, пояснительная записка в стандартных состояниях.
подвержен возгоранию и горению, поэтому его нельзя носить во время сварки или
резка, пояснительная записка в стандартных состояниях.
Несколько сварочные процессы могут вызывать высокий уровень шума. Стандарт гласит, что шум должен контролироваться у источника, когда это возможно, и, если методы контроля не может снизить уровень шума в допустимых пределах, СИЗ, такие как наушники или должны использоваться беруши.
В Стандарт определяет несколько материалов, для которых предусмотрены специальные меры предосторожности при вентиляции. должны быть приняты, если материалы присутствуют как «кроме следов составляющие при сварке, пайке или резке, и если они не дышат зональный отбор проб в наиболее неблагоприятных условиях »показывает, что уровень опасные составляющие находятся в допустимых пределах. В их состав входит сурьма, мышьяк, барий, хром, кобальт, медь, свинец, марганец, ртуть и никель.
An
Информационный бюллетень OSHA 1 объясняет методы контроля воздействия на сварщиков. сварочным дымам и газам, особенно через общую вентиляцию и местные
вытяжная вентиляция.В листе поясняется, что вытяжные шкафы, вытяжные пистолеты,
и вакуумные сопла следует держать близко к источнику шлейфа, чтобы удалить
максимальное количество дыма и газов, переносные или гибкие вытяжные системы должны
располагаться так, чтобы отводить дым и газы из зоны дыхания сварщика, и
выхлопные отверстия следует располагать подальше от других рабочих. Этот факт 2013 года
Sheet рекомендует, чтобы менеджеры магазинов рассмотрели возможность замены процесса, который
производит меньше дыма или использует менее токсичные расходные материалы. Сварку делать нельзя
в замкнутых пространствах без вентиляции в соответствии с правилами OSHA и респираторных
защита может потребоваться, если методы работы и вентиляция не могут уменьшить количество дыма
и воздействие газа до безопасных уровней.
сварочным дымам и газам, особенно через общую вентиляцию и местные
вытяжная вентиляция.В листе поясняется, что вытяжные шкафы, вытяжные пистолеты,
и вакуумные сопла следует держать близко к источнику шлейфа, чтобы удалить
максимальное количество дыма и газов, переносные или гибкие вытяжные системы должны
располагаться так, чтобы отводить дым и газы из зоны дыхания сварщика, и
выхлопные отверстия следует располагать подальше от других рабочих. Этот факт 2013 года
Sheet рекомендует, чтобы менеджеры магазинов рассмотрели возможность замены процесса, который
производит меньше дыма или использует менее токсичные расходные материалы. Сварку делать нельзя
в замкнутых пространствах без вентиляции в соответствии с правилами OSHA и респираторных
защита может потребоваться, если методы работы и вентиляция не могут уменьшить количество дыма
и воздействие газа до безопасных уровней.
Острый
воздействие сварочного дыма и газов может вызвать раздражение глаз, носа и горла,
головокружение и тошнота, которые при длительном воздействии сварочного дыма могут вызвать легкие
повреждение и рак легких, гортани или мочевыводящих путей.
OSHA стандарты, применимые к сварке, включают:
Сварка, Резка и пайка — 29 CFR 1910, подраздел Q
Сварка & Резка — 29 CFR 1926, подраздел J
Сварка, Резка и нагрев — 29 CFR 1915, подраздел D
Требуется разрешение замкнутые пространства — 29 CFR 1910.146
Ограниченный Закрытые помещения и другие опасные атмосферы на верфях — 29 CFR 1915, подраздел B
Опасность Связь — 29 CFR 1910.1200
Респираторный Защита — 29 CFR 1910.134
Воздуха Загрязняющие вещества — 29 CFR 1910.1000 (общая промышленность), 29 CFR 1915.1000 (верфи) и 29 CFR 1926.55 (строительство)
Огонь
Профилактика
Очевидно, необходимо удалить горючие предметы с территории или обеспечить
они защищены от опасностей возгорания перед началом сварки.Сварочные шторы
можно быстро собрать, чтобы предотвратить попадание искр, ультрафиолета и
пары.
Огонь
оборудование пожаротушения должно быть готово к использованию там, где сварочные и режущие работы
в настоящее время делается. Стандарт ANSI Z49.1 гласит, что если пожарный спринклер
установлена защита, «она должна оставаться работоспособной во время сварки или
резка ». В этом разделе стандарта также говорится, что разрешается
временно защитить автоматические спринклерные головки негорючим листовым материалом
или защитных кожухов из влажной ткани, когда головы могут быть активированы теплом
работай.
Стандарт ANSI Z49.1 гласит, что если пожарный спринклер
установлена защита, «она должна оставаться работоспособной во время сварки или
резка ». В этом разделе стандарта также говорится, что разрешается
временно защитить автоматические спринклерные головки негорючим листовым материалом
или защитных кожухов из влажной ткани, когда головы могут быть активированы теплом
работай.
А ключевая практика, подчеркиваемая властями, — обеспечение тщательной проверки контейнеров. очистить и обезопасить перед началом сварки или резки. «Даже резервуар для воды следует считать опасным, если только квалифицированный лицо объявило, что сварка или резка безопасны », — пояснительная записка в Стандарт ANSI Z49.1 устанавливает.
Канады Стандарт защитных очков
Стандарт Z94.3.1 Канадской ассоциации стандартов, Выбор, использование и
уход за защитными очками , содержит аналогичные положения.Он устанавливает шесть
классы, причем каждый класс имеет конкретное использование:
Учебный класс 2С — очки прямые невентилируемые с радиационной защитой
Учебный класс 3 — сварочные маски
Учебный класс 4 — щиты для рук
Учебный класс 5С — каски нежесткие с радиационной защитой
Учебный класс 6Б — маски с радиационной защитой
Учебный класс 7Б — маска респиратора с радиационной защитой
В Веб-сайт Канадского центра гигиены и безопасности труда, www. ccohs.ca,
предлагает следующие рекомендации по выбору и использованию сварочной маски:
ccohs.ca,
предлагает следующие рекомендации по выбору и использованию сварочной маски:выбирать плотно прилегающий шлем, чтобы уменьшить отражение света в шлеме через пространство между панцирем и головой.
Носить шлем правильно. Не используйте его как щиток для рук.
Защищать затемнение линзы от ударов и резких перепадов температуры, которые могут вызвать это взломать.
Использовать закрывающая линза для защиты линзы затемнения фильтра. Замените защитную линзу, если она царапается или становится мутным.
Делать Обязательно периодически заменяйте прокладку, если она используется в вашем шлеме.
Заменять Прозрачная удерживающая линза защищает глаза от осколков.
Чистый линзы периодически.
Отказаться изъеденные или поврежденные линзы.
Консультации эти стандарты и источники помогут сварщикам и руководителям цехов обеспечить все процессы сварки и резки выполняются безопасно.
Правила Государственного пожарного маршала
Посетите нашу веб-страницу «Предлагаемое нормотворчество», чтобы узнать об обновлениях глав, которые сейчас пересматриваются.
Для последних введенных кодексов или стандартов Национальной ассоциации противопожарной защиты год выпуска — жирным шрифтом . Эти изменения могут представлять собой изменения содержимого, а также включенные ссылки.
ПРЕДУПРЕЖДЕНИЕ : Хотя мы позаботились о точности приведенных ниже файлов, они не являются «официальными» государственными правилами в том смысле, что их можно использовать в суде. Любой, кому нужна заверенная копия главы правил, должен обратиться в офис APA.
По всем вопросам, касающимся правил Управления государственной пожарной охраны, можно обращаться по телефону:
Ричард Тейлор, старший аналитик по планированию и исследованиям
Связь по вопросам нормотворчества
Управление пожарной охраны штата
52 Станция State House
Augusta, ME 04333-0052207-626-3870
- Глава 1: График сборов за пересмотр планов — изменено 28. 10.19
- Глава 2: Правила, устанавливающие критерии для утверждения дымовых извещателей — поправка 17.08.02
- Глава 3: Кодекс пожарной безопасности — изменено 27.11.19
- NFPA # 1, Единый кодекс пожарной безопасности, , издание 2018 г.
- NFPA # 1, Единый кодекс пожарной безопасности, , издание 2018 г.
- Глава 4: Водные системы противопожарной защиты — поправка 6/04/16
- Стандарт NFPA № 13 на установку спринклерных систем, , издание 2016 г.
- Стандарт NFPA № 13D на установку спринклерных систем в одно- и двухквартирных жилых и промышленных домах, , издание 2016 г.
- Стандарт NFPA № 13R для установки спринклерных систем в жилых помещениях высотой до четырех этажей включительно, , издание 2016 г.
- Стандарт NFPA № 14 на установку стояков, частных гидрантов и шланговых систем, , издание 2013 г.
- Стандарт NFPA № 15 для стационарных систем распыления воды для противопожарной защиты, , издание 2012 г.
- Стандарт NFPA № 16 для установки систем орошения пеной-водой и систем орошения пеной-водой, издание 2011 г.
- Стандарт NFPA № 20 на установку стационарных пожарных насосов для противопожарной защиты, , издание 2013 г.
- Стандарт NFPA № 22 для резервуаров с водой для противопожарной защиты, , издание 2013 г.
- Стандарт NFPA № 24 на установку частных сетей пожарной охраны и их принадлежностей, , издание 2013 г.
- Стандарт NFPA № 25 по проверке, испытанию и техническому обслуживанию систем противопожарной защиты на водной основе, , издание 2014 г.
- Стандарт NFPA № 214 на градирни, издание 2011 г.
- Стандарт NFPA № 318 по защите предприятий по производству полупроводников, , издание 2015 г.
- Стандарт NFPA № 409 на подвески самолетов, издание 2011 г.
- Стандарт NFPA № 418 для вертодромов, , издание 2011 г.
- Стандарт NFPA № 750 по системам противопожарной защиты от водяного тумана, , издание 2015 г.
- Глава 5: Огнетушители — поправка 17.03.2009
- NFPA № 10, Стандарт на переносные огнетушители, издание 2007 г.
- NFPA № 10, Стандарт на переносные огнетушители, издание 2007 г.
- Глава 6: Системы пожаротушения — изменено 24.11.10
- NFPA № 11, Стандарт для пеноматериалов с низким, средним и высоким коэффициентом расширения, , издание 2005 г.
- NFPA № 12, Стандарт на системы пожаротушения двуокисью углерода, издание 2008 г.
- NFPA № 17, Стандарт для систем сухого химического пожаротушения, , издание 2009 г.
- NFPA № 17A, Стандарт для влажных химических систем пожаротушения, издание 2009 г.
- NFPA № 18, Стандарт на смачивающие агенты, , издание 2006 г.
- NFPA # 2001, Стандарт по системам пожаротушения с чистым агентом, издание 2008 г.
- Глава 7: Заводы химчистки — поправка 17.03.09
- NFPA № 32, Стандарт для установок химической чистки, издание 2007 г.
- NFPA № 32, Стандарт для установок химической чистки, издание 2007 г.
- Глава 8: Распыление — поправка 17.03.2009
- NFPA № 33, Стандарт для распыления с использованием легковоспламеняющихся или горючих материалов, издание 2007 г.
- NFPA № 33, Стандарт для распыления с использованием легковоспламеняющихся или горючих материалов, издание 2007 г.
- Глава 9: Погружные резервуары — поправка от 17.03.2009
- NFPA № 34, Стандарт для процессов погружения и нанесения покрытия с использованием легковоспламеняющихся или горючих жидкостей, издание 2007 г.
- NFPA № 34, Стандарт для процессов погружения и нанесения покрытия с использованием легковоспламеняющихся или горючих жидкостей, издание 2007 г.
- Глава 10: Стационарные двигатели внутреннего сгорания и газовые турбины — поправка 17.03.2009
- NFPA № 37, Стандарт на установку и использование стационарных двигателей внутреннего сгорания и газовых турбин, издание 2006 г.
- NFPA № 37, Стандарт на установку и использование стационарных двигателей внутреннего сгорания и газовых турбин, издание 2006 г.
- Глава 11: Системы с объемным кислородом и водородом — поправка от 3 сентября 2007 г.
- NFPA № 55, Стандарт по хранению, использованию и обращению со сжатыми газами и криогенными жидкостями в переносных и стационарных контейнерах, баллонах и резервуарах, издание 2005 г.
- NFPA № 55, Стандарт по хранению, использованию и обращению со сжатыми газами и криогенными жидкостями в переносных и стационарных контейнерах, баллонах и резервуарах, издание 2005 г.
- Глава 13: Сварка, резка и сопутствующие процессы и установки для заправки ацетиленовых баллонов — поправка 24/11/10
- NFPA # 51, Стандарт на проектирование и установку кислородно-топливных газовых систем для сварки, резки и родственных процессов, издание 2007 г.
- NFPA # 51A, Стандарт для установок заправки ацетиленовых баллонов, , издание 2006 г.
- NFPA № 51B, Стандарт по предотвращению пожаров при сварке, резке и других горячих работах, издание 2009 г.
- Глава 14: Национальный кодекс по топливному газу с поправками 24.11.10
- NFPA № 54, Национальный кодекс по топливному газу, издание 2009 г.
- NFPA № 54, Национальный кодекс по топливному газу, издание 2009 г.
- Глава 15: Правила противопожарной защиты медицинских учреждений и оборудования — поправка от 9 марта 2007 г.
- NFPA # 99, Стандарт для медицинских учреждений, издание 2005 г.
- NFPA # 99B, Стандарт для гипорбарных сооружений, издание 2005 г.
- NFPA № 110, Стандарт для систем аварийного и резервного питания, , издание 2005 г.
- Глава 16: Хранение сжиженных нефтяных газов и обращение с ними — поправка 17.03.2009
- NFPA # 58, Кодекс сжиженного нефтяного газа, издание 2008 г.
- NFPA № 59, Кодекс по установке сжиженного нефтяного газа, , издание 2008 г.
- Глава 17: Национальный кодекс пожарной сигнализации и сигнализации — с поправками 27.11.19
- NFPA № 72, Национальный кодекс пожарной сигнализации и сигнализации, , издание 2019 г.
 10.19
10.19 



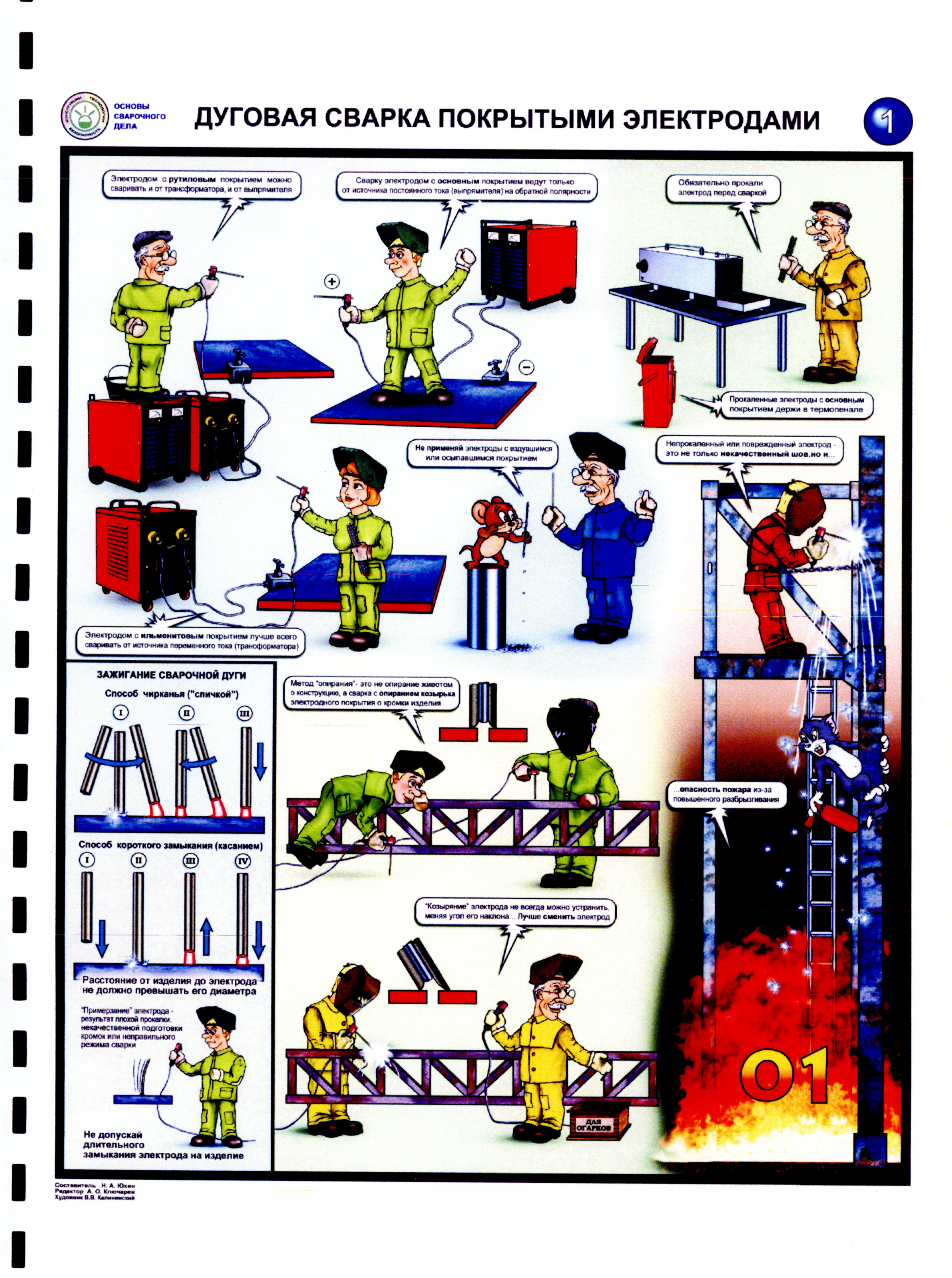
- Глава 19: Удаление паров из кухонного оборудования — исправлено 24.11.10
- NFPA № 96, Стандарт по контролю вентиляции и противопожарной защите предприятий по приготовлению пищи, издание 2008 г.
- NFPA № 96, Стандарт по контролю вентиляции и противопожарной защите предприятий по приготовлению пищи, издание 2008 г.
- Глава 20: Пожарная безопасность в зданиях и сооружениях — поправка от 27.11.19
- NFPA № 80, Стандарт для противопожарных дверей и других средств защиты от открывания, издание 2019 г.
- NFPA # 101, Кодекс безопасности жизнедеятельности, , издание 2018 г.
- NFPA № 220, Стандарт на типы строительных конструкций, , издание 2018 г.
- NFPA # 221, Стандарт для противопожарных стен, противопожарных стен и противопожарных стен повышенной сложности, , издание 2018 г.
- NFPA # 241, Стандарт безопасности при строительстве, перестройке и сносе, , издание 2019 г.
- Глава 21: Конструкции с пневмоприводом для палаток и трибун для мест сборки — поправка 17.03.2009
- NFPA № 102, Стандарт для трибун, складных и телескопических сидений, палаток и мембранных конструкций, издание 2006 г.
- NFPA № 102, Стандарт для трибун, складных и телескопических сидений, палаток и мембранных конструкций, издание 2006 г.
- Глава 22: Дымовые трубы, камины, вентиляционные отверстия и устройства для сжигания твердого топлива — поправка 9/03/07
- NFPA # 211, Стандарт для дымоходов, каминов, вентиляционных отверстий и устройств для сжигания твердого топлива, , издание 2006 г.
- NFPA # 211, Стандарт для дымоходов, каминов, вентиляционных отверстий и устройств для сжигания твердого топлива, , издание 2006 г.
- Глава 23: Продуванные и находящиеся под давлением кожухи для электрического оборудования — поправка от 17.03.2009
- NFPA № 496, Стандарт для герметичных и герметичных корпусов для электрического оборудования, издание 2008 г.
- NFPA № 496, Стандарт для герметичных и герметичных корпусов для электрического оборудования, издание 2008 г.
- Глава 24: Программа обучения и сертификации специалистов по пожарной безопасности — перенумерована 01.08.01
- Глава 25: Правила показа фейерверков — поправки от 17.03.2009
- NFPA № 1122, Код модели ракетной техники, издание 2008 г.
- NFPA № 1123, Код для фейерверков, , издание 2006 г.
- NFPA № 1124, Правила производства, транспортировки и хранения фейерверков и пиротехнических изделий, , издание 2006 г.
- Глава 26: Пиротехника перед приближенной аудиторией — поправка 9/03/07
- NFPA # 160, Стандарт эффектов пламени перед аудиторией, , издание 2006 г.
- NFPA № 1126, Стандарт на использование пиротехники перед приближенной аудиторией, , издание 2006 г.
- Глава 27: Правила, регулирующие использование палаток и оборудования цирков и передвижных аттракционов — перенумерованы 01.08.01.


- Глава 28: Правила, регулирующие работу развлекательных устройств и Midways — с поправками 24.11.10
- Глава 29: Правила, относящиеся к сооружениям, используемым населением в качестве зрителей во время гонок на транспортных средствах — поправки от 01.09.03
- Глава 31: Правила производства, транспортировки, хранения и использования взрывчатых материалов — поправка 9/03/07
- NFPA № 495, Кодекс по взрывчатым материалам, , издание 2006 г.
- NFPA № 495, Кодекс по взрывчатым материалам, , издание 2006 г.
- Глава 34: Правила и положения для легковоспламеняющихся и горючих жидкостей — поправки от 17.03.2009
- NFPA № 30, Стандарты для легковоспламеняющихся и горючих жидкостей, издание 2008 г.
- NFPA № 30A, Кодекс для автозаправочных станций и ремонтных мастерских, издание 2008 г.
- NFPA № 30B, Нормы производства и хранения аэрозольных продуктов, , издание 2007 г.
- NFPA № 385, Стандарт для цистерн для легковоспламеняющихся и горючих жидкостей, издание 2007 г.
- Глава 36: Лицензия на продажу потребительских фейерверков — изменено 2/06/12
- NFPA № 1124, Кодекс производства, транспортировки, хранения и розничной продажи фейерверков и пиротехнических изделий: Глава 7, Розничная продажа потребительских фейерверков , издание 2006 г.
- NFPA № 1124, Кодекс производства, транспортировки, хранения и розничной продажи фейерверков и пиротехнических изделий: Глава 7, Розничная продажа потребительских фейерверков , издание 2006 г.
- Глава 50: Пособие в случае смерти пожарным, погибшим при исполнении служебных обязанностей — исправлено 25.02.21 Чрезвычайная ситуация
- Глава 52: Стандарты сертификации сотрудников муниципальных органов по обеспечению соблюдения Кодекса и сторонних инспекторов — вступает в силу 25.03.2020
Горячие работы · Политики и процедуры · Администрирование
- Цель
- Определения
- Ссылки
Цель
Эта процедура применима ко всем, кто выполняет сварку, резку, пайку, пайку, шлифование или любую работу, при которой возникает искра.Цель этой программы — предотвратить травмы и потерю имущества в результате пожара при использовании оборудования для производства тепла, такого как тепловые пушки, паяльные инструменты, кислородно-топливный газ, а также оборудование для электродуговой резки и сварки.
Горячие работы должны быть разрешены в утвержденных областях, и разрешения будут выдаваться как персоналу Keene State College (KSC), так и сторонним подрядчикам отделом KSC по охране окружающей среды и безопасности (EHS) или квалифицированным сотрудником KSC. Иногда разрешение на одеяло может быть предоставлено на долгосрочный проект и в утвержденных зонах горячих работ, таких как гараж Whitcomb, сантехнический цех и скульптурная студия.Эти области будут ежегодно инспектироваться EHS.
Разрешение на проведение огневых работ требуется для следующих видов деятельности: пайка, резка, нагрев, пайка *, сварка или аналогичные работы в соответствии с OSHA 20 CFR 1910.252. На низкотемпературную пайку (например, термовоздушные карандаши и паяльники) требования разрешения не распространяются, за исключением случаев, когда местоположение или характер работы представляют значительную опасность пожара. Тем не менее, по-прежнему важно обеспечить соблюдение общих процедур, изложенных в этом документе, при выполнении любого типа пайки.
Разрешение на выполнение огневых работ можно получить в офисе EHS (358-2879). Разрешение также должно быть получено от города Кин для любых операций по сварке или резке, выполняемых сторонним подрядчиком (http://www.ci.keene.nh.us/departments/fire-department).
Общие указания
- По возможности, работы следует выполнять альтернативными методами, кроме огневых.
- Горячие работы по возможности следует выполнять в специально отведенных помещениях для горячих работ.
Разрешение
Для получения разрешения на проведение огневых работ необходимо обеспечить следующее:
- Зона должна быть проверена EHS или квалифицированным сотрудником KSC
- Вид огневых работ должен быть согласован для выполняемого проекта
- Контейнеры и / или трубы должны быть должным образом очищены, продуты и проверены
- Все горючие и легковоспламеняющиеся материалы должны быть защищены огнестойким брезентом или перемещены на 35 футов от зоны горячих работ.
- Отверстия в полу и стенах (в пределах 35 футов) должны быть закрыты и герметизированы для предотвращения распространения огня
- Оборудование для обнаружения и тушения пожара должно оставаться в рабочем состоянии постоянно, если иное не защищено или не одобрено KSC Physical Plant
- Огнетушители надлежащего размера и типа должны располагаться в пределах 25 футов от зоны проведения горячих работ.
- Оборудование для горячих работ, такое как газовые баллоны, шланги, кабели и горелки, должно поддерживаться в надлежащем состоянии, закрепляться, храниться, транспортироваться и использоваться постоянно
- Надлежащие средства индивидуальной защиты (т.е. одежда, защитные маски, защитные очки, перчатки, средства защиты головы и ног) должны использоваться в соответствии с требованиями
- Прочие опасности для здоровья и безопасности, такие как асбест, хранение / использование химикатов, замкнутое пространство, электричество, огонь, тепло, вентиляция, должны быть рассмотрены и оценены до проведения огневых работ.
- Должен существовать план эвакуации для конкретных работ
- Пожарное дежурство (не менее ½ часа) должно проводиться при выполнении любых огневых работ.
- Мешки для дымовых извещателей должны быть поставлены и установлены подрядчиком при необходимости
- Постоянные или переносные шторы и экраны должны использоваться, если люди подвергаются или могут подвергнуться воздействию прямого или отраженного излучения.
- Должна быть предусмотрена вытяжная вентиляция, если вентиляция не определена как достаточная
Пожарная вахта
Пожарная вахта должна поддерживаться не менее одного часа после завершения горячих работ (1/2 часа, если это одобрено EH&S или квалифицированным сотрудником KSC).Пожарная охрана требуется при наличии любого из следующих условий.
- Горючие материалы находятся на расстоянии менее 35 футов до точки эксплуатации
- Горючий материал находится на расстоянии более 35 футов, но легко воспламеняется от искры
- Отверстия в стене или полу в радиусе 35 футов открывают доступ к горючим материалам на прилегающих территориях
- Горючие материалы прилегают к противоположной стороне металлических перегородок, стен, потолков или крыш и могут воспламениться от чрезмерного тепла
Обязанности пожарного:
- Обеспечить наличие и готовность к работе оборудования для пожаротушения
- Обучиться обращению с пожарным
- Знайте, куда идти, чтобы подать сигнал тревоги в случае чрезвычайной ситуации
- Следите за возгоранием и тушите его, только если это возможно.
- Когда пожар выходит за рамки их возможностей, им необходимо подать сигнал тревоги
- Следить за возгоранием не менее получаса после завершения огневых работ
Общие средства управления сваркой и резкой
Сварочные работы и резку должны выполняться только работниками, прошедшими соответствующее обучение. По возможности, огневые работы должны выполняться в правильно спроектированном помещении цеха, оборудованном всеми необходимыми средствами управления и соответствующей вентиляцией. Горючие материалы, такие как строительные материалы или другое строительное содержимое, должны располагаться на расстоянии не менее 35 футов от горячей рабочей зоны или должным образом защищаться от контакта с горячими искрами.Полы в этой зоне также необходимо очистить от всех горючих материалов. Все отверстия в полу и стенах в пределах 35 футов от горячей рабочей зоны должны быть закрыты, чтобы горячие искры не попадали в стены, не падали под пол или на более низкий уровень. Запрещается проводить огневые работы в присутствии взрывоопасных смесей легковоспламеняющихся газов, паров, жидкостей или пыли или там, где взрывоопасные смеси могут образоваться внутри неправильно подготовленных резервуаров или оборудования. Атмосферные испытания и мониторинг горючих газов и паров должны проводиться до начала работы и после этого через заранее определенные промежутки времени.Огнестойкие занавески и тонированные экраны следует использовать для предотвращения пожара, ожогов сотрудников и воздействия ультрафиолетового излучения. Рабочие должны иметь средства индивидуальной защиты, специально разработанные для огневых работ. Следует учитывать возможность того, что обрабатываемый материал или поверхностные покрытия могут выделять токсичные пары. Огнетушитель класса не ниже 2-A: 20-B: C должен быть доступен в торговых помещениях, где выполняются горячие работы. На все переносные сварочные тележки должен быть установлен огнетушитель класса не ниже 2-A: 10-B: C.Свяжитесь с EHS для получения дополнительных рекомендаций по выбору огнетушителя. Спринклерная система здания, если таковая имеется, должна быть в рабочем состоянии до начала горячих работ. Лицо, не являющееся оператором, должно выполнять обязанности пожарной вахты и должно оставаться на рабочем месте не менее 30 минут после окончания горячих работ.
Сварка или резка в ограниченном пространстве
- При выполнении работ в ограниченном пространстве необходимо соблюдать процедуры в замкнутом пространстве.
- При работе в плохо вентилируемых помещениях воздействие загрязнителей воздуха, образующихся при сварке или резке, необходимо контролировать с помощью вентиляции, защиты органов дыхания или их комбинации.
- Газовые баллоны и сварочные аппараты должны оставаться вне помещения, когда работа выполняется в таких помещениях, как котлы, резервуары или сосуды под давлением. Тяжелое переносное оборудование, установленное на колесах, должно быть надежно заблокировано для предотвращения движения.
Хранение и транспортировка газа
- Все баллоны должны быть постоянно закреплены одобренной цепью или ремнем
- На всех баллонах должна быть постоянно установлена крышка или регулятор **
- Все баллоны следует хранить, транспортировать и использовать в вертикальном положении.
- Все цилиндры и навесное оборудование не должны иметь повреждений и утечек
- Все цилиндры должны иметь надлежащую маркировку.
- За исключением случаев использования, баллоны с кислородом и топливным газом следует хранить отдельно, на расстоянии не менее 20 футов друг от друга или разделенных негорючей стенкой высотой не менее 5 футов.
Обучение
Рабочие должны быть обучены выбору и использованию средств индивидуальной защиты, правильной эксплуатации оборудования, обращению и хранению сварочных материалов, безопасности сжатого газа, химическим опасностям, замкнутым пространствам и процедурам горячих работ, включая письменные горячие работы разрешать.Свяжитесь с EHS для обучения.
Определения
Пневмоуглеродная резка (CAC-A, ранее известная как воздушно-дуговая резка ), процесс резки, при котором металлы разрезаются и плавятся под действием тепла дуги с использованием угольного электрода. Расплавленный металл отталкивается от разреза струей нагнетаемого воздуха. Это может быть опасно, так как расплавленный материал может быть разнесен на значительные расстояния. [Процесс также очень шумный. Он чаще всего используется для резки и строжки алюминия, меди, железа, магния, углеродистой и нержавеющей стали.Этот процесс отличается от операций плазменной резки, поскольку при воздушной угольной резке используется открытая или несуженная дуга, и дуга действует отдельно от воздушной струи.
Дуговая сварка использует источник сварочного тока для создания электрической дуги между электродом и основным материалом для плавления металлов в точке сварки. Дуговая сварка использует постоянный (DC) или переменный (AC) ток, а также плавящиеся или неплавящиеся электроды. Область сварки обычно защищена каким-либо защитным газом, паром и / или шлаком.Электрический ток используется для зажигания дуги между основным материалом и стержнем плавящегося электрода, который сделан из стали и покрыт флюсом, который защищает область сварного шва от окисления и загрязнения, выделяя в процессе сварки газ двуокись углерода (CO2). Сам сердечник электрода действует как присадочный материал, поэтому отдельный наполнитель не нужен.
Пайка — это процесс соединения металлов, при котором присадочный металл нагревается сверху и распределяется между двумя или более плотно прилегающими частями за счет капиллярного действия.Присадочный металл нагревается немного выше температуры плавления, в то время как он защищен подходящей атмосферой, обычно флюсом. Затем он течет по основному металлу (так называемое смачивание), а затем охлаждается, чтобы соединить детали вместе. Это похоже на пайку, за исключением того, что температура плавления присадочного металла превышает 450 ° C (842 ° F).
Дуговая сварка порошковой проволокой (FCAW) представляет собой разновидность техники GMAW . Проволока FCAW представляет собой тонкую металлическую трубку, заполненную порошкообразным флюсом.Иногда используется защитный газ, подаваемый извне, но часто сам флюс используется для создания необходимой защиты от атмосферы. Этот процесс широко используется в строительстве из-за высокой скорости сварки и портативности.
Газовая дуговая сварка металлическим электродом (GMAW) , обычно называемая MIG (металлический инертный газ), представляет собой полуавтоматический или автоматический процесс сварки с непрерывно подаваемой расходной проволокой, действующей как электрод и присадочный металл, а также инертный или полуинертный защитный газ, который обтекает проволоку, чтобы предотвратить загрязнение места сварки.GMAW предлагает относительно высокие скорости сварки, но более сложное оборудование снижает удобство и универсальность по сравнению с процессом SMAW. GMAW широко используется в автомобильной промышленности из-за его качества, универсальности и скорости. Из-за необходимости поддерживать стабильную оболочку из защитного газа вокруг места сварки, может быть проблематичным использование процесса GMAW в областях с сильным движением воздуха, например на открытом воздухе.
Шлифовка, сверление и шлифование и другие виды механических операций могут вызвать искры, которые могут воспламенить мусор и легковоспламеняющиеся пары.В некоторых случаях может потребоваться разрешение на огневые работы.
Горячие работы — это любой процесс, который может быть источником возгорания при наличии легковоспламеняющегося материала или может представлять опасность пожара независимо от наличия горючего материала на рабочем месте. Обычные процессы горячей обработки — это сварка, пайка, резка и пайка. Когда присутствуют горючие материалы, другие механические процессы, такие как шлифование и сверление, становятся горячими рабочими процессами.
Газ MAPP широко используется в качестве общего названия для стабилизированного метилацетилен-пропадиена UN 1060 (нестабилизированный метилацетилен-пропадиен известен как MAPD).Газ MAPP широко считается более безопасным и простым в использовании заменителем ацетилена. Текущие продукты с маркировкой «MAPP» на самом деле являются заменителями MAPP. Эти версии представляют собой стабилизированный сжиженный углеводородный газ (LPG) с высоким содержанием пропилена. Газ MAPP может использоваться в сочетании с кислородом для нагрева, пайки, пайки и даже сварки из-за его высокой температуры пламени 2927 ° C (5300 ° F) в кислороде. Хотя ацетилен имеет более высокую температуру пламени (3160 ° C, 5720 ° F), то преимущество MAPP состоит в том, что он не требует ни разбавления, ни специальных наполнителей контейнеров во время транспортировки, что позволяет транспортировать больший объем топливного газа при том же заданном весе и это намного безопаснее в использовании.
Сварка MIG (металл в инертном газе) (GMAW или газовая дуговая сварка металлическим электродом) — Также называемая сваркой сплошной проволокой, это процесс дуговой сварки, при котором соединяются металлы путем их нагрева дугой. Дуга возникает между непрерывно подаваемым присадочным металлом (расходуемым) электродом и заготовкой. Подача газа или газовых смесей из внешнего источника обеспечивает защиту. См. Раздел «Сварка металлическим электродом в газе».
Кислородно-топливный (оксиацетиленовый газ) Кислородноацетилен является наиболее горячим горящим обычным топливным газом. Примерно 20 процентов ацетилена расходуется на газовую сварку и резку ацетилена из-за высокой температуры пламени; при сжигании ацетилена с кислородом образуется пламя с температурой более 3300 ° C (6000 ° F) ***.Рабочее давление как для сварки, так и для резки должно контролироваться с помощью регулятора, потому что ацетилен взрывоопасно разлагается при давлении выше 15 фунтов на квадратный дюйм. Для кислородно-топливной сварки / резки обычно требуются два бака: топливо и кислород. Горелки, в которых топливо не смешивается с кислородом (вместо этого сочетается атмосферный воздух), не считаются кислородными горелками и обычно могут быть идентифицированы по одному резервуару. Большинство металлов нельзя расплавить с помощью горелки с одним баком. Таким образом, горелки с одним баком обычно используются только для пайки и пайки, а не для сварки.
Газокислородная сварка (обычно называемая кислородно-ацетиленовой сваркой, кислородной сваркой или газовой сваркой) и газокислородная резка — это процессы, в которых для сварки и резки металлов используются топливные газы и кислород соответственно. Чистый кислород вместо воздуха (20% кислорода / 80% азота) используется для повышения температуры пламени, чтобы обеспечить локальное плавление материала заготовки (например, стали) в помещении. Два куска металла нагреваются до температуры, при которой образуется общая лужа расплавленного металла с помощью сварочной горелки.В ванну расплава обычно добавляют дополнительный металлический наполнитель. Кислородная сварка была очень популярным сварочным процессом в предыдущие десятилетия; но развитие и преимущества процессов дуговой сварки значительно снизили потребность в газокислородной сварке. Однако универсальность кислородно-топливной сварки по-прежнему легко поддается пайке, пайке-сварке, нагреву металла (для отжига или отпуска, гибки или формовки), ослаблению корродированных гаек и болтов и другим применениям.Кислородную сварку можно также использовать в местах, где нет доступа к электричеству.
В газокислородной резке используется резак для нагрева металла до температуры возгорания. Затем поток кислорода направляется на металл, и металл горит в этом кислороде, а затем вытекает из пропила (пропила) в виде оксидного шлака.
Плазменно-дуговая резка (PAC) — это процесс дуговой резки, который используется для резки стали и других металлов разной толщины (или иногда других материалов) с помощью плазменной горелки для плавления небольшой площади заготовки.В этом процессе инертный газ (в некоторых установках — сжатый воздух) с большой скоростью выдувается из сопла; в то же время электрическая дуга образуется через этот газ от сопла к разрезаемой поверхности, превращая часть этого газа в плазму. Плазма достаточно горячая, чтобы расплавить разрезаемый металл, и движется достаточно быстро, чтобы сдуть расплавленный металл от разреза. Этот процесс может разрезать все металлы, проводящие электричество. PAC отличается от кислородно-топливной резки тем, что плазменный процесс работает с использованием дуги для плавления металла, тогда как в кислородно-топливном процессе кислород окисляет металл, а тепло от экзотермической реакции плавит металл.В отличие от газокислородной резки, процесс PAC может применяться для резки металлов, образующих тугоплавкие оксиды, таких как нержавеющая сталь, чугун, алюминий и другие сплавы цветных металлов.
Плазменно-дуговая сварка (PAW) — это процесс дуговой сварки, аналогичный дуговой сварке вольфрамовым электродом (GTAW). Электрическая дуга образуется между электродом (который обычно, но не всегда состоит из спеченного вольфрама) и заготовкой. Основное отличие от GTAW заключается в том, что плазменную дугу можно отделить от оболочки защитного газа, поместив электрод в корпус горелки.Затем плазма пропускается через медное сопло с мелким отверстием, которое сужает дугу, и плазма выходит из отверстия с высокими скоростями (приближающимися к скорости звука) и температурой, приближающейся к 20000 ° C. В этом процессе используется неплавящийся вольфрамовый электрод и дуга, суженная через медное сопло с мелким отверстием. PAW может использоваться для соединения всех металлов, свариваемых GTAW (т.е. большинства промышленных металлов и сплавов).
Экранированная дуговая сварка (SMAW, ручная дуговая сварка металлическим электродом (MMA) или ручная сварка) .Электрический ток используется для зажигания дуги между основным материалом и расходуемым электродным стержнем или «стержнем». Стержень электрода изготовлен из материала, совместимого с основным свариваемым материалом, и покрыт флюсом, выделяющим пары, которые служат в качестве защитного газа и образуют слой шлака, которые защищают зону сварки от атмосферного загрязнения. . Сам сердечник электрода действует как присадочный материал, поэтому отдельный наполнитель не нужен. Этот процесс очень универсален, требует небольшого обучения операторов и недорогого оборудования.Однако время сварки довольно велико, поскольку расходные электроды необходимо часто заменять, а шлак, остатки флюса, необходимо удалять после сварки. Универсальность метода делает его популярным в ряде приложений, включая ремонтные работы и строительство.
Защитные газы — это инертные или полуинертные газы, которые обычно используются в нескольких сварочных процессах, особенно в газовой дуговой сварке металлическим электродом и газовой вольфрамовой дуговой сварке (GMAW и GTAW, более известные как MIG и TIG, соответственно).Их цель — защитить зону сварки от атмосферных газов, таких как кислород, азот, углекислый газ и водяной пар. В зависимости от свариваемых материалов эти атмосферные газы могут снизить качество сварного шва или усложнить процесс сварки. Защитные газы делятся на две категории: инертные (гелий и аргон) и полуинертные (углекислый газ, кислород, азот и водород). Большинство этих газов в больших количествах могут повредить сварной шов, но при использовании в небольших контролируемых количествах могут улучшить характеристики сварного шва.В других процессах дуговой сварки также используются другие методы защиты сварного шва от атмосферы — дуговая сварка металлическим электродом с использованием электрода, покрытого флюсом, который при потреблении выделяет диоксид углерода, полуинертный газ, который является приемлемым защитным газом для сварки стали. .
Пайка — это процесс, в котором два или более металлических предмета соединяются вместе путем плавления и протекания присадочного металла (припоя) в соединение — присадочный металл, имеющий более низкую температуру плавления, чем заготовка.Пайка отличается от сварки тем, что при пайке детали не плавятся. Существует три формы пайки, каждая из которых требует более высоких температур и каждая обеспечивает более высокую прочность соединения: мягкая пайка, при которой в качестве присадочного металла первоначально использовался сплав олова и свинца; серебряная пайка, в которой используется сплав, содержащий серебро; и пайка, при которой в качестве наполнителя используется латунный сплав. Сплав присадочного металла для каждого типа пайки можно регулировать, чтобы изменить температуру плавления присадки.Пайка кажется процессом горячего клея, но он существенно отличается от склеивания тем, что присадочный металл сплавляется с заготовкой в месте соединения, образуя газо- и водонепроницаемую связь. Мягкая пайка характеризуется тем, что температура плавления присадочного металла ниже примерно 400 ° C (752 ° F), тогда как при пайке серебром и пайке используются более высокие температуры, для чего обычно требуется пламенная или угольная дуговая горелка для достижения плавления наполнителя.
Ручной паяльный инструмент включает в себя электрический паяльник, который имеет множество доступных наконечников, от тупых до очень мелких до зубильных головок для горячей резки пластмасс, а также паяльный пистолет, который обычно обеспечивает большую мощность, обеспечивая более быстрый нагрев вверх и позволяет паять более крупные детали.Пистолеты с горячим воздухом и карандаши позволяют выполнять доработку комплектов компонентов, которую нелегко выполнить с помощью электрических утюгов и пистолетов.
Паяльники подают тепло для расплавления припоя, так что он может стекать в стык между двумя деталями. Паяльник состоит из нагреваемого металлического жала и изолированной ручки. Нагрев часто достигается электрически, путем пропускания электрического тока (подаваемого через электрический шнур или кабели батареи) через резистивный материал нагревательного элемента
Карандаши горячего воздуха являются альтернативой паяльнику, который нагревает стык струей горячего воздуха.Они часто используются для электронных компонентов, таких как печатные платы.
Паяльные пистолеты используют припой на основе олова для обеспечения контакта с высокой проводимостью. Инструмент имеет форму пистолета и имеет переключатель типа спускового крючка, поэтому им можно легко управлять одной рукой. Паяльные пистолеты используются там, где требуется больше тепла, чем от паяльников карандашного типа. Их можно использовать для тяжелых электрических соединений, сборки витражей и легких работ с листовым металлом. Типичные паяльные пистолеты имеют мощность от 100 до 240 Вт.Пистолет может включать в себя двухступенчатый спусковой механизм, позволяющий задать два режима нагрева.
Паяльные горелки — это тип паяльного устройства, в котором для нагрева припоя используется пламя, а не жало паяльника. Паяльные горелки часто работают на бутане] и доступны в размерах от очень маленьких бутановых / кислородных блоков, подходящих для очень тонких, но высокотемпературных ювелирных работ, до полноразмерных кислородных горелок, подходящих для гораздо более крупных работ, таких как медные трубопроводы. Обычные многоцелевые пропановые горелки, такие же, как для снятия тепла с краски и оттаивания труб, могут использоваться для пайки труб и других довольно крупных объектов как с насадкой для паяльника, так и без нее; трубы обычно паяют горелкой, непосредственно прикладывая открытый огонь.
Сварка сплошной проволокой См. Сварка металлическим электродом в газе (GMAW).
Сварка под флюсом (SAW) — это высокопроизводительный сварочный процесс, при котором дуга зажигается под покровным слоем гранулированного флюса. Это увеличивает качество дуги, поскольку загрязняющие вещества в атмосфере блокируются флюсом. Шлак, образующийся на сварном шве, обычно снимается сам по себе, и в сочетании с использованием непрерывной подачи проволоки скорость наплавки высока. Условия работы значительно улучшаются по сравнению с другими процессами дуговой сварки, поскольку флюс скрывает дугу и не образуется дыма.Этот процесс обычно используется в промышленности, особенно для крупногабаритных изделий.
TIG (вольфрамовый инертный газ или газовая вольфрамовая дуга, GTAW) — Этот процесс сварки соединяет металлы путем их нагрева с помощью вольфрамового электрода, который не должен становиться частью завершенного сварного шва. Иногда используется присадочный металл, а для защиты используются инертный газ аргон или смеси инертных газов.
Сварка — это производственный или скульптурный процесс, который соединяет материалы, обычно металлы или термопласты, вызывая коалесценцию.Это часто делается путем плавления заготовок и добавления присадочного материала для образования ванны расплавленного материала (сварочной ванны), которая остывает, чтобы стать прочным соединением, с давлением, иногда используемым в сочетании с теплом или само по себе, чтобы произвести сварка. Это контрастирует с пайкой и пайкой, которые включают плавление материала с более низкой температурой плавления между деталями для образования связи между ними без плавления деталей.
Каталожные номера
* Свяжитесь с электриками, чтобы организовать упаковку дымовых извещателей в пакеты, когда требуется пайка.Пожарное дежурство должно поддерживаться не менее ½ часа после завершения пайки.
** Многие регуляторы похожи по конструкции и конструкции. Убедитесь, что регуляторы предназначены для используемого баллона, проверив номер модели производителя и сравнив его с требованиями поставщика газа.
*** Обычное пламя пропана / воздуха горит при температуре около 3630 ° F (2000 ° C), пламя пропана / кислорода горит при температуре около 4530 ° F (2500 ° C), а пламя ацетилена / кислорода горит при температуре около 6330 ° F (3500 ° C).
Об этой политике
Сварка и местная вытяжная вентиляция
Этот информационный бюллетень предназначен для «лиц, ведущих бизнес или предприятие» (PCBU), которые выполняют сварочные работы.
Сварка и местная вытяжная вентиляция (PDF 356 КБ)
Местная вытяжная вентиляция (LEV) — это инженерное средство контроля, обычно используемое для контроля рисков для здоровья рабочих от сварочного дыма.При правильном проектировании, использовании и обслуживании это эффективная мера контроля.
Этот информационный бюллетень содержит информацию о некоторых рисках для здоровья, связанных со сваркой, системами LEV, используемыми для сварки, и их ограничениями.
Что такое сварочный дым и как он влияет на здоровье?
При сварке и горячей резке выделяются пары металла и флюса, состоящие из токсичных газов и очень мелких частиц.
Вдыхание сварочного дыма может нанести вред здоровью.
Острые (краткосрочные) воздействия на здоровье
Острый бронхит — это кратковременное воспаление больших и средних дыхательных путей легких.Симптомы включают дискомфорт в груди, хрипы, откашливание слизи и одышку.
Раздражение дыхательных путей
Вдыхание сварочного дыма может вызвать сухость в горле, кашель и стеснение в груди. Озон, образующийся в процессе плазменной дуги, инертного газа металла (MIG) и инертного газа вольфрама (TIG), может вызывать скопление крови и жидкости в легких.
Профессиональная астма обычно связана с воздействием паров нержавеющей стали. Дым из нержавеющей стали содержит оксид хрома и оксид никеля, вызывающие астму.Симптомы включают стеснение в груди, хрипы и одышку.
Лихорадка от дыма металла вызывается вдыханием оксидов металлов в результате сварки гальванических покрытий. Воздействие паров металлов, таких как цинк, магний, медь и оксид меди, может вызвать лихорадку от паров металлов. Симптомы похожи на грипп и часто ухудшаются в начале недели. Эффекты обычно недолговечны.
Пневмонит — это воспаление легочной ткани, которое может привести к тяжелой, а иногда и смертельной пневмонии.
Хронические (долгосрочные) последствия для здоровья
Хроническая обструктивная болезнь легких (ХОБЛ) включает хронический бронхит и эмфизему.ХОБЛ вызывает необратимое повреждение легких. Симптомы включают затрудненное дыхание, кашель, слизь и стеснение в груди. Повреждение происходит постепенно в течение длительного периода времени, поэтому регулярный мониторинг состояния здоровья важен для выявления изменений.
Рак легких, гортани и мочевыводящих путей связан с воздействием сварочного дыма.
Пневмокониоз — ограничительное заболевание легких, вызываемое постоянным воздействием дыма от алюминиевой дуговой сварки.
Примечание. Исследования показали, что курение значительно усугубляет эти последствия для здоровья.
Смертельный исход произошел при сварке или использовании в сварочных стержнях чрезвычайно токсичных металлов (таких как бериллий или кадмий).
Выявление областей риска
Вы должны начать с проведения оценки рисков на вашем рабочем месте, прежде чем решать, какие меры контроля использовать. Оценка могла бы рассмотреть:
- Какие процессы создают дым?
- Какие вещества содержатся в парах и какие риски связаны с ними? Подробную информацию можно найти в паспортах безопасности сварочных электродов или стержней, а также защитных газов.
- Тип свариваемого металла, например оцинкованная сталь, нержавеющая сталь, алюминий.
- Какой процесс сварки используется (TIG, MIG, плазменная дуга, пайка или пайка)?
- Покрыты или окрашены сварочные поверхности краской на основе свинца, эпоксидной смолой или обезжиривающими средствами?
- Насколько концентрированы пары?
- Температура сварки.
- Кто и как долго подвергается воздействию паров?
- Где будет производиться сварка (внутри, снаружи или в замкнутом пространстве)?
Если рабочая деятельность подвергает рабочих воздействию сварочного дыма, WorkSafe рекомендует блокам PBCU проводить мониторинг воздействия для оценки качества воздуха.Мониторинг воздействия проводится профессиональным гигиенистом или другими людьми, прошедшими соответствующую подготовку. Они сравнят концентрацию загрязняющих веществ в воздухе с соответствующими стандартами воздействия на рабочем месте (WES) [1]. Они могут порекомендовать правильные элементы управления для вашего рабочего места.
Каковы обязанности PCBU?
PCBU обязаны обеспечивать, насколько это практически возможно, здоровье и безопасность своих рабочих и других работников, на деятельность которых они влияют или направляют. PCBU должны устранять риски настолько, насколько это практически возможно, а там, где это невозможно, они должны минимизировать их.PCBU обязаны следить за здоровьем рабочих и условиями на рабочем месте, чтобы гарантировать, что рабочие не пострадают или не заболеют в результате своей работы.
Снижение риска от сварочного дыма
Когда PCBU выбирают средства управления, WorkSafe ожидает, насколько это практически осуществимо, предпочтение средствам контроля, которые защищают одновременно нескольких работников, подвергающихся риску. Например, местная вытяжная вентиляция (LEV) защитит всех на рабочем месте, но средства защиты органов дыхания (RPE) защищают только человека, который их носит.
PCBU должны применять наиболее эффективные меры контроля, которые практически осуществимы. В большинстве случаев средства индивидуальной защиты (СИЗ), такие как СИЗ, не должны рассматриваться в качестве первого или единственного средства контроля.
Подумайте о способах изменения процесса, чтобы устранить или уменьшить количество горячей работы или дыма?
Опции включают:
- с использованием методов холодного соединения, таких как механические крепежи или клеи
- изменение конструкции работы с использованием более тонкого материала
- газовая сварка вместо сварки с проплавлением
- очистка сварочных поверхностей для удаления любого токсичного покрытия, такого как остатки краски или растворителя
- с использованием техники сварки, создающей меньше дыма:
Самый высокий дым
- Дуговая строжка
- Сердечник из флюса
- Ручная дуговая сварка металлом (MMA)
- Металлоактивный газ (МАГ)
- Газовая резка
- МИГ
- Плазменная резка
- TIG
- Лазерная резка
- Сварка сопротивлением
- Подводная дуга
Самый низкий уровень дыма
Местная вытяжная вентиляция (LEV) в качестве меры контроля
LEV — это инженерная система контроля, которая улавливает опасные пары и удаляет их с рабочего места.Большинство систем LEV будут иметь следующие компоненты:
Рис. 1: Базовая система LEVВытяжка улавливает пары у источника.
Для эффективности:
- Вытяжной колпак следует располагать как можно ближе к источнику, в идеале на расстоянии менее одного диаметра кожуха.
- Зона сварки должна быть по возможности ограждена, чтобы избежать сквозняков, которые будут уносить пары от вытяжки и / или дальше на рабочее место.
- Убедитесь, что вытяжка имеет правильную конструкцию для процесса и типа дыма.
- Установите индикатор воздушного потока, например манометр, чтобы проверить правильность работы LEV.
- Сварщик не должен находиться между дымом и вытяжкой.
Вытяжные шкафы
Вытяжные кожухи являются наиболее распространенным типом вытяжек LEV. Процесс происходит за пределами вытяжки. Этот тип вытяжки требует, чтобы система LEV генерировала достаточный воздушный поток для втягивания дыма. Существует несколько типов улавливающих кожухов, используемых в сварочных процессах: на инструменте, подвижный захватывающий кожух, фиксированный захватывающий кожух и выдвинутый рабочий стол.
Рисунок 2: Улавливающий кожух на инструменте Рисунок 3: Захватывающий кожух Рис. 4. Верстак для вытяжкиСистема воздуховодов отводит загрязненный воздух из рабочей зоны. Рекомендуемая скорость в воздуховоде составляет 5 м / с для газов и неконденсирующихся паров и 10 м / с для конденсирующихся паров, дыма и дыма.
Воздухоочиститель фильтрует / очищает воздух перед выпуском (снаружи, вдали от входных отверстий).
Вентиляторы обеспечивают поток воздуха для перемещения загрязненного воздуха с рабочего места через вытяжку и воздуховоды в вытяжную трубу.
Выхлопная труба или другое средство отвода очищенного воздуха.
Вы должны убедиться, что LEV соответствует своему назначению. LEV должен быть разработан инженером по промышленной вентиляции, который оценил потребности вашего рабочего места в вентиляции.
В следующей таблице приведены некоторые примеры типов вытяжки, которые можно использовать для некоторых распространенных сварочных процессов.
| Сварка MIG и MAG MMA |
|
| TIG |
|
| Газовая сварка и пайка |
|
| Порошковая дуга (FCA) и дуга с металлическим сердечником (MCA) |
|
| Дугово-плазменная резка (стационарное оборудование) |
|
| Строжка угольной дугой |
|
Какие ограничения у LEV?
- Выбор и установка LEV может быть сложной задачей — вам потребуется привлечь профессионала, который поможет вам выбрать правильную систему.
- Плохая конструкция, установка и техническое обслуживание какого-либо компонента снизят способность системы удалять пары. Системы
- LEV требуют регулярных проверок и обслуживания для нормальной работы.
Вам нужно будет обучить рабочих выполнять обычные ежедневные проверки, чтобы убедиться, что LEV работает должным образом. О дефектах следует сообщать руководителям, а любые неисправности немедленно устранять, чтобы обеспечить эффективность этой меры контроля. - Вентиляторы, воздуховоды и кожухи будут вибрировать и являются источником шума.
- Установка дополнительных кожухов может значительно снизить эффективность системы.
- Инженер по промышленной вентиляции должен проверить любые изменения или дополнения в системе.
Использование LEV и RPE
Система LEV не обязательно улавливает достаточно паров для обеспечения безопасности на рабочем месте. Технические средства контроля LEV обычно снижают уровень защиты органов дыхания, необходимый для ограничения воздействия на рабочих. Вам следует провести дальнейший мониторинг воздействия, чтобы определить необходимый тип RPE.
Мониторинг
Мониторинг воздействия следует проводить периодически или после любых изменений в процессе. Если мониторинг показывает, что текущие средства контроля не работают эффективно, PCBU должны проконсультироваться со специалистом по гигиене труда или инженером LEV.
Мониторинг здоровья работников — это способ проверить, не заболевают ли работники от опасностей при выполнении своей работы, он направлен на выявление ранних признаков плохого состояния здоровья или болезни. Мониторинг здоровья также может показать, эффективны ли меры контроля.
Там, где рабочие регулярно подвергаются воздействию сварочного дыма, PCBU должны организовывать регулярный контроль здоровья своих рабочих. Мониторинг должен включать базовый, а затем ежегодный тест функции легких и респираторный опросник.
Включите результаты мониторинга воздействия и состояния здоровья, включая уровни участия, в отчеты о состоянии здоровья и безопасности ПХБ.
PCBU должен следовать рекомендациям практикующего специалиста по гигиене труда, имеющего опыт мониторинга здоровья, при определении того, какой тип мониторинга здоровья требуется.
Дополнительная информация
Ключевые моменты, о которых следует помнить:
- Проведите тщательную оценку рисков.
- Обратитесь к профессионалу, который поможет вам выбрать и установить правильную систему LEV.
- Обучите рабочих пользоваться и проверять систему LEV.
- Получите консультацию о требованиях к мониторингу воздействия и здоровья у специалиста по гигиене труда.
Footnote
[1] Предел воздействия на рабочем месте — это верхний предел допустимой концентрации опасного вещества в воздухе на рабочем месте.Они служат только для справки и не гарантируют защиты от болезней.
5 советов по противопожарной защите нефтегазовых предприятий
Пожарная сигнализация и системы массового оповещения важны для безопасной эвакуации рабочих во время пожара.
В связи с использованием горючих химикатов, газов и материалов, используемых в нефтегазовой промышленности, работодатели уделяют большое внимание противопожарной защите на рабочем месте.Борьба с опасностями пожара является ключевой частью обеспечения безопасности работников на добывающих, нефтеперерабатывающих и других объектах.
В соответствии с правилами, установленными Управлением по безопасности и гигиене труда США для промышленности в целом, нефтегазовые компании должны использовать планы предотвращения пожаров, которые могут включать оборудование и обучение рабочих.
Храните огнетушители поблизости от мест, где работники могут подвергаться риску возникновения пожара, например от сварочных рабочих мест.Вот пять способов улучшить противопожарную защиту:
1.Оценка начальной готовности рабочих мест к пожарной безопасности
Хотя компании считают, что они готовы к пожарам или другим инцидентам, тщательная проверка и аудит безопасности могут выявить неизвестные уязвимости на рабочих местах. Оцените отдельные участки и рабочих с повышенным риском возгорания или взрыва. Например, рабочие, выполняющие горячие работы, такие как сварка, могут подвергаться воздействию горючих или легковоспламеняющихся материалов. Найдите участки, где противопожарное оборудование старое или неисправное, и замените его на то, что находится в хорошем рабочем состоянии.Это могут быть спринклерные системы, а также огнетушители.
2. Держите оборудование для аварийного реагирования на месте.
Для сварщиков и других рабочих, подвергающихся аналогичным опасностям, снабдите их рабочие места и зоны поблизости оборудованием, таким как стационарные и переносные огнетушители. Огнетушители должны быть в наличии, чтобы рабочие могли использовать их в чрезвычайной ситуации и изолировать огонь до того, как он распространится на другие части рабочего места.
3. Установите системы оповещения сотрудников о рисках возгорания
В случае пожара необходимо немедленно предупредить рабочих, чтобы они могли безопасно покинуть здание или рабочую зону.Внедрите системы аварийной сигнализации и массового оповещения, которые будут предупреждать сотрудников об опасности. У компаний также есть возможность использовать систему массовых уведомлений, которая сообщает сотрудникам на их мобильные устройства о чрезвычайных ситуациях.
«Контролируйте присутствие этих газов и паров с помощью систем обнаружения горючих и токсичных газов, чтобы избежать действий, которые могут увеличить вероятность возгорания».
4. Измерение опасных газов с помощью оборудования для обнаружения
В связи с риском возгорания и взрыва в воздухе могут находиться опасные газы, которые могут поставить под угрозу здоровье и безопасность работников.Контролируйте присутствие этих газов и паров с помощью систем обнаружения горючих и токсичных газов, чтобы избежать действий, которые могут увеличить вероятность возгорания. OSHA рекомендует прекратить работу, если детекторы обнаруживают, что содержание легковоспламеняющегося или горючего газа превышает 10 процентов от нижнего уровня взрывоопасности. Информируйте рабочих о том, что считается приемлемым уровнем этих газов, чтобы они могли заранее знать, когда прекратить работу, когда она становится небезопасной.
5. Обучите рабочих пользоваться противопожарным оборудованием
Чтобы укрепить свой план, обязательно обучите рабочих работе с противопожарным оборудованием, включая огнетушители.Дайте им инструкции по использованию этих инструментов, а также при необходимости проведите демонстрацию. Кроме того, запланируйте пожарные учения, чтобы напомнить сотрудникам о процедурах безопасности и научить их, как правильно эвакуироваться с рабочего места. Размещение инструкций по эвакуации и путей выхода из здания возле рабочих мест также может помочь защитить рабочих от травм и смертельных случаев в результате пожара.
Руководство и советы по технике безопасности при сварке
Безопасность имеет первостепенное значение для любого сварочный проект, поэтому важно знать, какие меры предосторожности вам необходимы взять перед тем, как приступить к самостоятельному или профессиональному проекту.Множество опасностей сварщики могут быть опасны для вашего здоровья, так как они включают пары и газы, огонь, поражение электрическим током, взрывы и многое другое.
Чтение и понимание инструкций предоставленные производителем, правильно одеваться, носить правильное снаряжение и убедиться, что вы всегда можете свободно дышать — это одни из самых важных вещей необходимо учитывать безопасность при сварке. Ниже вы найдете 10 важных аспекты, о которых нужно позаботиться, прежде чем приступить к сварочному проекту.
Прочтите и поймите ИнструкцияХотя это кажется очевидным советом, обязательно прочтите руководство по эксплуатации сварщика перед запуском проект, так как он содержит важную информацию по безопасности. Если вы используете сварочный аппарат впервые или вы использовали другие сварочные аппараты в прошлого, всегда важно читать руководство к любой новой машине, которую вы собираетесь использовать. Если вы приобрели подержанный сварочный аппарат, у которого нет руководство по эксплуатации, вы можете связаться с производителем для замены или поищите руководство в Интернете.
Если вы следуете определенному плану проекты металлоконструкций, обязательно учтите все инструкции и инструкции по технике безопасности, указанные в чертеже. Некоторые проекты могут потребовать дополнительных инструкции по технике безопасности, поэтому убедитесь, что вы их строго соблюдаете.
Проверить районПеред проведением любых сварочных работ вне профессионально отведенный участок сварки, необходимо осмотреть место и определите все необходимые меры безопасности.Ты должен быть будьте осторожны с любыми предметами, которые могут вызвать поражение электрическим током, а также необходимо удалите из зоны сварки все предметы, которые могут загореться.
Есть некоторые проверки, которые сварщик должен проводить ежедневно. К ним относятся обеспечение правильного расположения рабочей зоны. проветривать перед началом работы. Если вы не ведете сварку в помещение с естественной вентиляцией, необходимо убедиться, что система механической вентиляции доступна в любое время. Вам также необходимо проверить подвергалась ли в последнее время область сварки, которую вы собираетесь использовать легковоспламеняющиеся химикаты и удалите все возможные остатки перед началом работы.
Носите подходящую одеждуЛюбые сварочные работы требуют ношения специальной техники безопасности. оборудование. От сварочного шлема до защитных очков и перчаток. Прежде чем приступить к сварке, вам необходимо приобрести несколько вещей. Перед Приобретая оборудование, необходимо убедиться, что защитное снаряжение вы считают лучшим для вашего направления работы.
Никогда не носите шорты или одежду с короткими рукавами. Футболки при сварке, пусть это всего лишь небольшая работа.Даже для быстрой сварки требуется соответствующее защитное снаряжение, в которое входят одежда, перчатки, и сварочный шлем.
Когда дело доходит до одежды, это не обязательно носить специальное сварочное оборудование промышленного класса, но нужно сделать убедитесь, что вы носите только огнестойкую одежду, например, джинсовые брюки. и рубашки из плотно тканых материалов. Если вы свариваете обычный основы, вы можете инвестировать в сварочную рубашку, которая обеспечивает улучшенные охрана.
Многие сварщики думают, что перчатки могут мешают им получить желаемый результат, но это не так.это правда, что не все пары перчаток могут предложить вам лучшие результаты, но это важно, чтобы ваши руки всегда были защищены. Вы можете выбрать пару эргономичные перчатки с изогнутыми пальцами и дизайном, который идеально подходит для сварочный процесс. Надевайте перчатки, специально предназначенные для сварки. потому что они могут защитить вас от воздействия огня и мусора.
Не стоит забывать об обуви, но хорошо новость в том, что подойдет любая пара сапог или высокие кожаные туфли.Просто сделай Убедитесь, что ваши штаны ходят по шоу в любое время. Никогда не носите ткань или теннис обувь во время сварки, так как это может привести к тлению. Это идет без говоря, что вы никогда не должны пытаться сваривать босиком или носить какие-либо обувь, например шлепанцы.
Инвестируйте в товар Сварочная маскаДаже момент воздействия лучей сварки дуга может вызвать заболевание глаз, которое называется вспышкой дуги, что очень болезненно. это может появиться внезапно или через несколько часов после воздействия.По этой причине вы всегда должны носить сварочный шлем, даже если он всего на пару секунд сварки.
Для того, чтобы предоставить вам необходимый уровень безопасности, ваш сварочный шлем должен быть оснащен фильтром подходящего оттенка это защитит ваши глаза и лицо при сварке. Вы также должны носить сварочный шлем, если вы просто наблюдаете за сваркой другого человека. Убедись, что ты подберите линзу абажура, подходящую для конкретного типа сварки. намерены выступить.
Лучший тип шлема, который вы можете выбрать для профессиональные или любительские сварочные работы — это шлем автозатемнения. С этим типа шлема, вы можете получить затемняющую линзу за доли секунды, что означает, что ваши глаза всегда защищают данные от сварочной дуги.
Каска промышленного класса для сварки реагирует со скоростью 1/10 000 или 1/20 000 секунды, и вы можете регулировать оттенок настройки в соответствии с вашими требованиями к сварке. Хороший шлем промышленного класса также поставляется с элементами управления задержкой, которые позволяют вам контролировать, как долго объектив остаются темными после остановки сварочной дуги, или они могут иметь регулируемый чувствительность, которая пригодится при сварке с малым током.
Когда вы покупаете сварочные шлемы, убедитесь, что приобретаемый вами товар соответствует действующим отраслевым стандартам безопасности. К Таким образом, вы можете быть уверены, что ваш шлем выдержал испытания на скоростной удар от летающих объектов и может обеспечить 100-процентную защиту от ультрафиолета. Каски, соответствующие действующим стандартам безопасности, также проходят испытания на высоких температуры, поэтому вы можете быть уверены, что защищены от воздействия экстремальные температуры.
Обратите внимание на дым и газыЧрезмерное воздействие сварочного дыма и газов является потенциальная опасность для вашего здоровья, и это неудивительно, учитывая тот факт, что сварочный дым содержит сложные соединения оксидов металлов, образующиеся металл, расходные материалы и покрытия основного металла.Таким образом, важно сохранить избавьтесь от испарений, используя достаточную вентиляцию в комнате, где сварка и контроль воздействия веществ в дымах. Этот будет зависеть от типа основного металла и стержня, который вы используете для сварки.
Остерегайтесь пожаров и взрывовПоскольку сварочная дуга создает очень высокую температуры, это может вызвать значительный взрыв и пожар опасность, если вы не соблюдаете безопасные методы.Даже если вы думаете, что сварочная дуга представляет реальную опасность, поскольку может достигать температуры до 3000 ° C, настоящая опасность наступает от сильного жара возле дуги, а также от искр, брызг и тепла созданный дугой. Поскольку это может достигать 35 футов от фактического пространства там, где происходит сварка, важно соблюдать рабочую зону для любых легковоспламеняющиеся материалы и удалите их все перед запуском. Примеры легковоспламеняющихся материалы включают бензин, краску, масло, а также твердые вещества, такие как дерево, бумага и картон.Вы также должны убедиться, что в нем нет газовых веществ. такие как пропан, водород и ацетилен присутствуют в зоне сварки.
Будьте уверены, что дыхание БеспрепятственныйСварочный дым часто трудно избежать, особенно в промышленных условиях, и по этой причине важно принять меры, улучшающие качество воздуха для рабочих. Некоторые болезни которые связаны со сварочным дымом в течение длительного времени, включают сердечные заболевания, рак легких, заболевания желудка, поражение почек, неврологические и двигательные проблемы.Чтобы избежать развития любого из этих состояний, вам необходимо принять меры. чтобы защитить себя от испарений, особенно если вы регулярно занимаетесь сваркой.
Некоторые из возможностей, которые у вас есть, когда дело касается для улучшения качества воздуха в сварочной среде включают переносной дым экстракторы, которые можно легко передвигать по месту работы, потолочная вентиляция, которая работает аналогичным образом, но с использованием систем вентиляции установленный на потолке, или личные респираторы для тех, кто хочет индивидуальный подход к чистому дыханию.
Берегите возможное ЭлектрошокПри прикосновении к металлу происходит поражение электрическим током. объекты, между которыми оказывается напряжение. Поскольку сварка требует использования металлических деталей очень близко друг к другу, важно снизить риск шок. Важно носить перчатки без отверстий, специально разработанные для сварка, в основном при смене электродов. Убедитесь, что вы удалили все заглушки сразу после сварки. Кроме того, не забудьте выключить питание в конце каждой смены, или даже когда вы решили сделать перерыв.
Закройте детали заготовки, которые могут контактирует сварщиком с такими предметами, как кожаные фартуки, кожаные куртки, кожаные обтянутые подушки и термостойкие одеяла. Риск поражения электрическим током шок всегда выше в жарких условиях, в основном потому, что ваша одежда может быть пропитанный потом. Риск увеличивается из-за близости резервуаров или сосуды. Чтобы свести к минимуму риск поражения электрическим током во влажной среде, убедитесь, что вы часто отдыхаете, сушите одежду и снаряжение и проветрите помещение, если возможно, с помощью кондиционера.Это не только поможет сухой пот, но он также охладит ваше тело и сделает работу более эффективной комфортный.
Позаботьтесь о безопасности Шаги после сваркиДаже если вы чувствуете усталость после продолжительной сварки сеанса, важно предпринять некоторые дополнительные меры безопасности, чтобы убедиться, что все потенциальные опасности устраняются еще до того, как прекратить работу. Во-первых, убедитесь, что все ваши оборудование выключено. Даже если вы планируете вернуться на следующий день за дополнительными сварки, храните оборудование правильно и убедитесь, что оно недоступно для дети.Кроме того, дважды проверьте, полностью ли закрыты клапаны газового баллона, так как невыполнение этого может увеличить риск взрывов, пожаров и других несчастные случаи.
При обнаружении остатков электродов или обрезков Ваш сварочный проект валяется после окончания сварки, утилизируйте их правильно. Отходы потенциально опасны, поскольку могут выделять токсичные пары. Даже если они уже не горячие, записки могут увеличить вероятность о том, что кто-то попал в аварию, поскользнувшись на них.
Наконец, будьте особенно бдительны к углям, тление и искры некоторое время после выключения оборудования, так как все еще существует вероятность попадания случайных искр на легковоспламеняющийся объект и зажечь его.
Прочая техника безопасности при сварке СоображенияПомимо указанных выше точек вниз, сварщики должны также помните о некоторых дополнительных соображениях безопасности. Например, если вы работаете в замкнутое пространство или участок, приподнятый над землей, вам потребуется примите дополнительные меры предосторожности. Независимо от сварочной ситуации, вам нужно платить внимание к информации по технике безопасности, содержащейся в руководствах и используемых продуктах а также ссылаться на паспорта безопасности, предоставленные производителем.Если у вас есть коллеги, всегда полезно убедиться, что они перед началом сварки ознакомьтесь со всеми требованиями безопасности.
Как показывает практика, всегда полезно всегда будьте особенно бдительны на рабочем месте, потому что это лучший способ определить опасность и немедленно принять меры. Следуя приведенным выше правилам безопасности и используя здравый смысл, сварщики могут оставаться в безопасности и работать продуктивно без каких-либо происшествий.
.