| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding | |||||
| Подборка ссылок из каталогов производителей инструмента для словаря по машиностроению | |||||
| 1601 Основные типы резьб и области их применения в машиностроении Часть 1 Общепринятое название Эскиз Стандарт Характеристики метрических и дюймовых резьб | 1602 Виды резьбы и их назначение Часть 2 Основные параметры резьбовых соединений Цилиндрические и конические резьбы Упрощенный эскиз профиля | 254 Типы резьб применяемых в машиностроении Обозначения и названия резьбовых соединений Основная метрическая Американская унифицированная Часть 1 | 255 Виды резьб Таблица с условным обозначением и общепринятым названием более специализированных резьбовых соединений Часть 2 Вентильная Велосипедная | ||
| 822 Типы резьб и их обозначения Не метрические цилиндрические и конические виды стандартной резьбы применяемые в машиностроении Упорная винтовая Трубная | 309 Общепринятые стандартные типы и формы резьб Основные области применения Метрическая ISO M Дюймовая UN Применение во всех отраслях промышленности Резьба UNJ контро | 350 Многочисленные виды резьбы различаются соответственно своему назначению по профилю, числу ниток, шагу, размеру, сбегу и конусности По стан | |||
См. | |||||
Диаметр отверстия под резьбу / Tap drill sizes | Таблица дюймов и мм / Inches to mm Conversion table | ||||
Нарезка резьбы на токарном станке / Thread turning | Нарезание резьбы метчиками / Tapping | ||||
Устройство метчика / Thread taps for metal | Резьбовые фрезы / Thread milling | ||||
Плашки по металлу / Thread dies | Бесстружечные метчики (раскатники) / Cold forming roll taps | ||||
| Примеры страниц из каталогов инструмента для металлообработки | |||||
1601 Каталог GUHRING 2012 Режущий инструмент и инструментальная оснастка Стр. | |||||
Основные типы резьб и области их применения в машиностроении Часть 1 Общепринятое название Эскиз Стандарт Характеристики метрических и дюймовых резьб Основные типы резьб и области их применения в машиностроении Часть 1 Общепринятое название Эскиз Стандарт Характеристики метрических и дюймовых резьб _ различных типов резьбы Применение MF метрческая точная резьба ISO 60 DIN 13-2 до DIN 13-11 Общепринятая резьба с мелким шагом UNF Стандартная дюймовая резьба с мелким шагом ASMEB 1.1 Метрическая трапецеидальная резьба ISO Общепринятая UN резьба с мелким шагом UNS стандартная специальная дюймовая резьба Р А 60 А см о см а ASMEB1.1 Общепринятая UN специальная резьба PG Резьба стальных панцирных труб DIN 40430 Цилиндрическая круглая резьба электротехника S метрическая упорная резьба р о 1 DIN 513 При восприятии Односторонне действующих сил W коническая резьба Витворта Р 1814 326′ Вворачиваемые штуцеры и горловины газовых баллонов для вентилей газовых балонов NPTF Американская стандартная дюймовая трубная резьба уплотняемая всухую по конусу p t 147′ V 6 о 7 0 ANSI В1. | |||||
1602 Каталог GUHRING 2012 Режущий инструмент и инструментальная оснастка Стр. | |||||
Виды резьбы и их назначение Часть 2 Основные параметры резьбовых соединений Цилиндрические и конические резьбы Упрощенный эскиз профиля Виды резьбы и их назначение Часть 2 Основные параметры резьбовых соединений Цилиндрические и конические резьбы Упрощенный эскиз профиля _ BSW цилиндрическая резьба Витворта BSP Цилиндрическая трубная резьба (идентично G) R Наружная трубная коическая резьба Витворта DIN EN 10226-1 (основано на ISO 7-1) взамен DIN 2999-1 Наружная резьба для труб с резьбой и фиттингов (для уплотняемых по резьбе соединений) Rc Внутренняя трубная коническая резьба Витворта MJ Метрическая резьба Vg Резьба для вентилей Эскиз профиля Стандарт Применение B.S. 84 Британский стандарт резьбы для труб трубных соединений и арматуры B.S. 93 Британский стандарт резьбы для труб трубных соединений и арматуры Глухая посадка в алюминиевых сплавах DIN EN 10226-2 (ПОЧТИ не применяемая в Европе меняемая с трубной резьбой по ISO 7-1) Внутренняя резьба для труб с резьбой и фиттингов (для уплотняемых по резьбе соединений) DIN ISO — 5855 1 Для аэрокосмическои промышленности Вентили для автомобильных шин Картер раздаточной коробки DIN 7756 BSF Цилиндрическая резьба Витворта с мелким шагом BSPT Коническая трубная резьба (идентично Rc) B. | |||||
822 Каталог ISCAR 2020 Фрезы Сверла Пластины режущие Вспомогательный инструмент Стр.818 | |||||
Типы резьб и их обозначения Не метрические цилиндрические и конические виды стандартной резьбы применяемые в машиностроении Упорная винтовая Трубная Типы резьб и их обозначения Не метрические цилиндрические и конические виды стандартной резьбы применяемые в машиностроении Упорная винтовая Трубная _ МЕТЧИКИ Руководство по эксплуатации Стандарты резьбы Цилиндрическая резьба UNC Унифицированная дюймовая резьба с крупным шагом UNF Унифицированная дюймовая резьба с мелким шагом UNEF Унифицированная дюймовая резьба со сверхмелким шагом UN Унифицированная дюймовая резьба со стандартным шагом: 4,6,8,12, 16, 20,28,32 ниток на дюйм UNS Унифицированная дюймовая резьба со специальными диаметрами и шагами UNJ Унифицированная усиленная дюймовая резьба с постоянным шагом и увеличенным радиусом впадины, составляющим от 0,15011 до 0,18042 шага UNJC Унифицированная дюймовая резьба с крупным шагом и увеличенным радиусом впадины, составляющим от 0,15011 до 0,18042 шага UNJEF Унифицированная дюймовая резьба со сверхмелким шагом и увеличенным радиусом впадины, составляющим от 0,15011 до 0,18042 шага UNJF Унифицированная дюймовая резьба с мелким шагом и увеличенным радиусом впадины, составляющим от 0,15011 до 0,18042 шага Трубная цилиндрическая резьба NPS Цилиндрическая резьба для труб NPSC Американская цилиндрическая резьба для труб и соединительных муфт NPSF Американская цилиндрическая резьба для герметичных соединений без уплотнителей NPSH Американская цилиндрическая резьба для труб, соединителей и ниппелей NPSI Американская цилиндрическая внутренняя резьба для труб (без уплотнителей) NPSL Американская цилиндрическая резьба для гаек и контргаек NPSM Американская цилиндрическая резьба для механических соединений NGO Американская цилиндрическая резьба для газовых выпускных систем NGS Американская национальная трубная резьба для газовой промышленности Коническая трубная резьба ANPT Кон ическая трубная резьба для военной промышленности F-PTE Кон ическая мелкая трубная резьба для соединений без уплотнителей Коническая трубная резьба NPT Кон ическая трубная резьба NPTF Кон ическая трубная резьба (без уплотнителей) NPTR Кон ическая трубная резьба для железнодорожной промышленности PTF-SAE SHORT Коническая трубная короткая наружная резьба (без уплотнителей) PTF-SPL SHORT Специальная коническая трубная короткая резьба (без уплотнителей) PTF-SPL EXTRA SHORT Специальная коническая трубная сверхкороткая резьба (без уплотнителей) SPL-PTF Специальная коническая трубная резьба для соединений без уплотнителей NGT ньютон на метр конусом API Кон ическая трубная резьба по стандарту Американского института нефти Трапецеидальная и упорная винтовая резьба ACME-C ACME Самоцентрирующаяся резьба ACME-G ACME Трапецеидальная резьба общего применения STUB-ACME Трапецеидальная плоская резьба ACME с уменьшенной высотой профиля 60° STUB-ACME Трапецеидальная плоская резьба ACME с углом профиля резьбы 60° N BUTT Американская национальная упорная резьба Британский стандарт BSW Британская стандартная дюймовая резьба Витворта с крупным шагом BSF Британская стандартная дюймовая резьба Витворта с мелким шагом WHIT Специальная дюймовая резьба Витворта R Трубная наружная коническая резьба (соединения без уплотнителей) (в настоящее время BSP-Tr) Rc Британская стандартная трубная коническая внутренняя резьба (BSP-Tr) Rp Британская стандартная трубная цилиндрическая резьба (BSP. | |||||
| Подборка ссылок иллюстрированных из промышленных каталогов | |||||
| 1342 Виды резьб резьбовых соединений и их обозначения Часть 1 Выдержка из немецкого национльного стандарта DIN 202 Профиль (эскиз резьбы) Название Символ Обозначен | 1343 Виды резьб резьбовых соединений и их обозначения Часть 2 Метрическая трапецеидальная резьба ISO Однозаходная и многозаходная TR Скруглённая трапецеидальная ре | ||||
| 1344 Виды резьб резьбовых соединений и их обозначения Часть 3 Метрическая упорная резьба Однозаходная и многозаходная Область применения Для гидравлических прессов | 1345 Виды резьб резьбовых соединений и их обозначения Часть 4 Профиль (эскиз) Название Символ Обозначение Примеры Номинальный размер Цилиндрическая круглая резьба | 1346 Виды резьб резьбовых соединений и их обозначения Часть 5 Цилиндрическая дюймовая резьба Панцирная резьба Pg 2 Pg 21 от 7 мм до 48 мм DIN 40430 В электротехник | 1347 Виды резьб резьбовых соединений и их обозначения Часть 6 По иностранным стандартам Унифицированная резьба UNC Трубная резьба Whitworth BSW А — 20 BSW BS 84 Ве | 1348 Виды резьб резьбовых соединений и их обозначения Часть 7 Цилиндрическая трубная резьба NPSC 1/8 — 27 NPSC ANSI / ASME B1. 20.1 США NPSM NPSL NPSH NH к — 14 NPS 20.1 США NPSM NPSL NPSH NH к — 14 NPS | 1349 Виды резьб резьбовых соединений и их обозначения Часть 8 Резьба под проволочные резьбовые вставки UNC-STI UNF-STI Трапецеидальная резьба ACME 1 — 4 ACME-2G AS |
| 498 Выбор токарного резьбового инструмента Mitsubishi для различных видов профилей и стандартов резьбы Область применения резьбового соединения | 499 Выбор резьбонарезного токарного наружного инструмента Mitsubishi для различных стандартов резьб Коническая трубная резьба BSPT Американская NPTF | 500 Выбор резьбовых токарных оправок Mitsubishi для точения внутренней резьбы различных стандартов Тип Неполный профиль 60 и 55 градусов ISO Метрическая | 501 Выбор резьбонарезных токарных оправок Mitsubishi для обработки внутренней резьбы Коническая трубная резьба BSPT Американская NPTF Круглая DIN 405 | 779 Дюймовая резьба с профилем UNJ применяется для деталей аэрокосмической и других отраслей, где требуется высокая усталостная прочность | |
| Пример иллюстрации инструмента из промышленного каталога (из подборки фото инструментов для металлообработки / Metal cutting tools images) | |||||
280 Каталог WALTER 2012 Режущий инструмент и инструментальная оснастка Стр. | |||||
Нарезание наружной резьбы резьбовым резцом с СРП Крепление сменной режущей твердосплавной пластины винтом Полностраничное фото технологического процесса Нарезание наружной резьбы резьбовым резцом с СРП Крепление сменной режущей твердосплавной пластины винтом Полностраничное фото технологического процесса _ Общий каталог инструмента WALTER на русском языке за 2012 год Токарная обработка Сверление Резьбонарезание Фрезерование Инструментальная оснастка A 276 Walter | |||||
Каталоги металлорежущего инструмента, оснастки и приспособлений для станков / | |||||
 также / See also :
также / See also :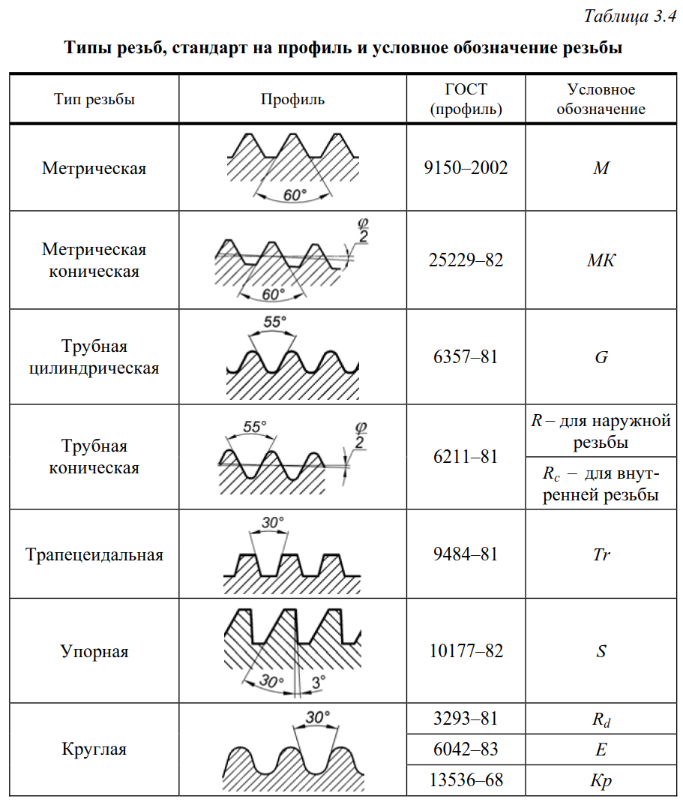 1630
1630


 A276
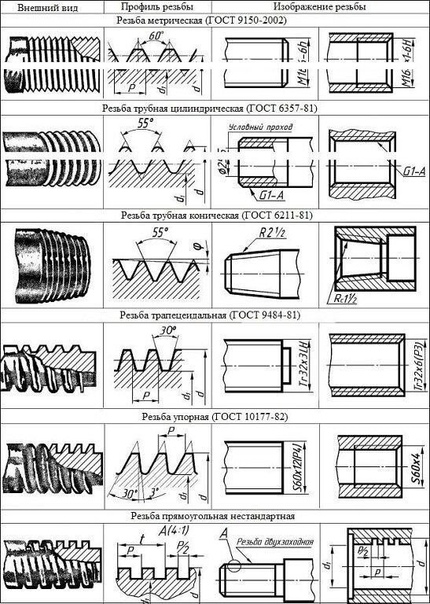
A276Формы и типы резьб. Метрическая, дюймовая, трубная цилиндрическая, трапецеидальная, упорная резьба
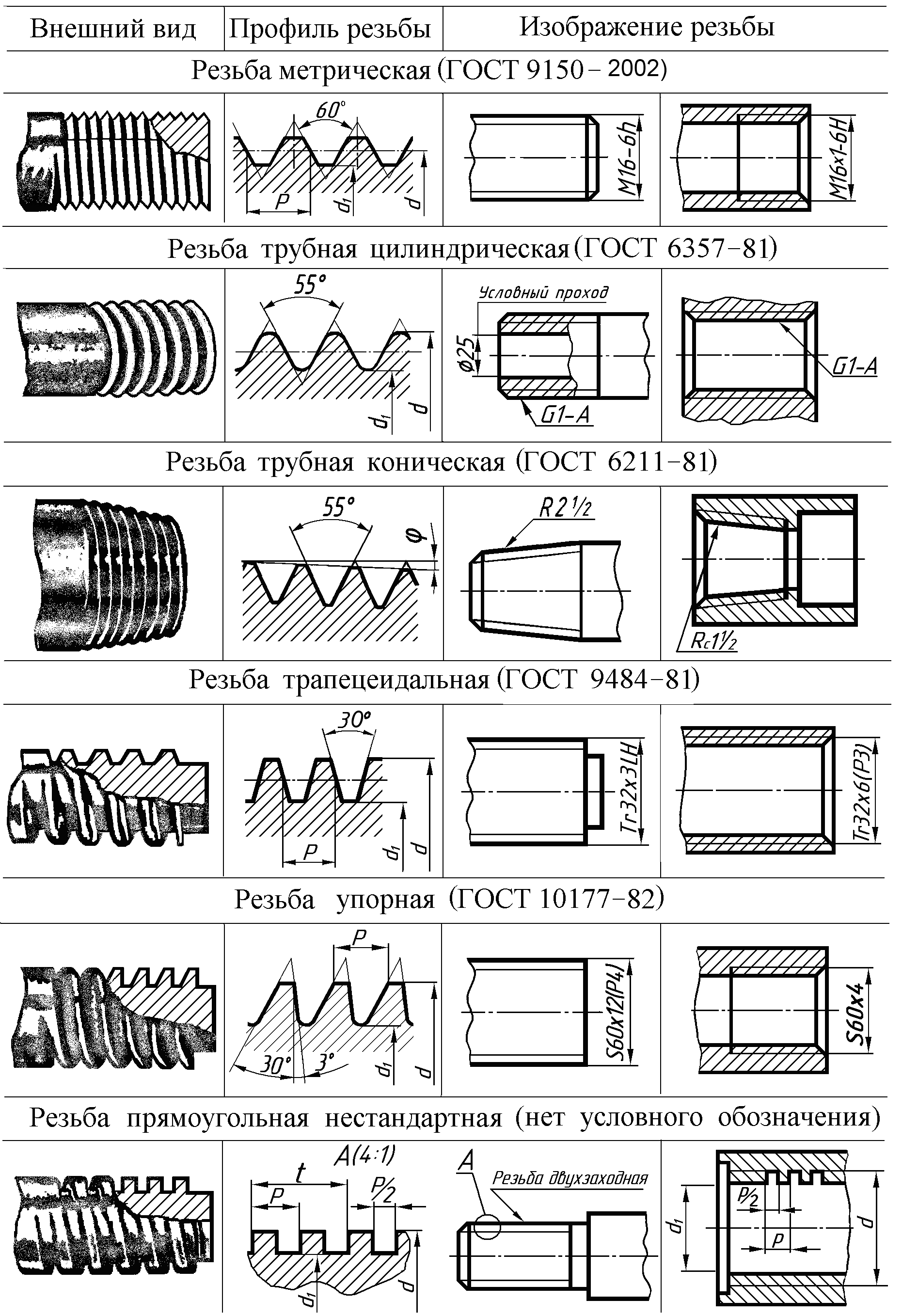
Метрическая резьба (рис. 120). Основным типом крепежной резьбы в России является метрическая резьба с углом треугольного профиля а равным 60°. Размеры ее элементов задаются в миллиметрах.
Размеры ее элементов задаются в миллиметрах.
Рис. 120
Согласно ГОСТ 8724-81 метрическая резьба для диаметров от 1 до 600 мм делится на два типа: с крупным шагом (для диаметров от 1 до 68 мм) и с мелким шагом (для диаметров от 1 до 600 мм).
Резьба с крупным шагом применяется в соединениях, подвергающихся ударным нагрузкам. Резьба с мелким шагом — в соединениях деталей с тонкими стенками и для получения герметичного соединения. Кроме того, мелкая резьба широко применяется в регулировочных и установочных винтах и гайках, так как с ее помощью легче осуществить точную регулировку.
При проектировании новых машин применяется только метрическая резьба.
Дюймовая резьба (рис. 121). Это резьба треугольного профиля с углом при вершине 55° (а равным 55°). Номинальный диаметр дюймовой резьбы (наружный диаметр резьбы на стержне) обозначается в дюймах. В России дюймовая резьба допускается только при изготовлении запасных частей к старому или импортному оборудованию и не применяется при проектировании новых деталей.
В России дюймовая резьба допускается только при изготовлении запасных частей к старому или импортному оборудованию и не применяется при проектировании новых деталей.
Рис. 121
Трубная цилиндрическая резьба ГОСТ 6357-81, представляет собой дюймовую резьбу с мелким шагом, закругленными впадинами и треугольным профилем с углом 55°. Трубную цилиндрическую резьбы нарезают на трубах до 6″. Трубы свыше 6″ сваривают. Профиль трубной цилиндрической резьбы приведен на рис. 122.
Рис. 122
Рис. 123
Трубные конические резьбы применяются двух типоразмеров. Трубная коническая резьба ГОСТ 6211-81, соответствует закругленному профилю трубной цилиндрической резьбы с углом 55° (рис. 123,1).
Коническая дюймовая резьба ГОСТ 6111-52 имеет угол профиля 60°(рис7 123, II). Конические резьбы применяются почти исключительно в трубных соединениях для получения герметичности без специальных уплотняющих материалов (льняных нитей, пряжи с суриком и т. д.).
д.).
Теоретический профиль конической резьбы приведен на рис. 124. Конусность поверхностей, на которых изготавливается коническая резьба, обычно 1 : 16. Биссектриса угла профиля перпендикулярна оси резьбы.
Рис. 124
Диаметральные резьбы конических резьб устанавливаются в основной плоскости (2 — торец муфты), которая перпендикулярна к оси и отстоит от торца трубы 1 на расстоянии I, регламентированном стандартами на конические резьбы (3 — муфта; 4 — торец трубы; 5 — ось трубы).
В основной плоскости диаметры резьбы равны номинальным диаметрам трубной цилиндрической резьбы. Это позволяет конические резьбы свинчивать с цилиндрическими, так как шаг и профили данных резьб для определенных диаметров совпадают.
Коническим резьбам присущи аналогичные цилиндрическим резьбам определения и понятия, такие, как наружный, средний и внутренний диаметры резьбы. Шаг резьбы Рh измеряется вдоль оси.
Шаг резьбы Рh измеряется вдоль оси.
При свинчивании трубы и муфты с номинальными размерами резьбы без приложения усилия длина свинчивания равна l.
Обозначение трубной резьбы обладает особенностью, которая заключается в том, что размер резьбы задается не по тому диаметру, на котором нарезается резьба, а по внутреннему диаметру трубы. Этот внутренний диаметр называется диаметром трубы «в свету» и определяется как условный проходной размер трубы,
Трапецеидальная резьба ГОСТ 9484-81 (рис. 125). Профиль резьбы — равнобочная трапеция с углом а равным 30°. Трапецеидальная резьба применяется для передачи осевых усилий и движения в ходовых винтах. Симметричный профиль резьбы позволяет применять ее для реверсивных винтовых механизмов.
Рис. 125
Упорная резьба ГОСТ 10177-82 (рис. 126). Профиль резьбы — неравнобочная трапеция с углом рабочей стороны 3° и нерабочей — 30°. Упорная резьба обладает высокой прочностью и высоким КПД. Она применяется в грузовых винтах для передачи больших усилий действующих в одном направлении (в мощных домкратах, прессах и т. д.).
Упорная резьба обладает высокой прочностью и высоким КПД. Она применяется в грузовых винтах для передачи больших усилий действующих в одном направлении (в мощных домкратах, прессах и т. д.).
Рис. 126
В прессостроении применяется также упорная резьба. Профиль этой резьбы несколько отличается от упомянутой выше упорной резьбы, Профиль такой упорной резьбы по ГОСТ 13535-87 представляет собой неравнобочную трапецию с углом рабочей стороны 0° и нерабочей — 45°.
Прямоугольная и квадратная р е з ь б ы (рис. 127) имеют высокий КПД и дают большой выигрыш в силе, поэтому они применяются для передачи осевых усилий в грузовых винтах и движения в ходовых винтах. Прямоугольные и квадратные резьбы не стандартизированы, так как имеют следующие недостатки: в соединении типа «болт — гайка» трудно устранить осевое биение; обладают прочностью меньшей, чем трапецеидальная резьба, так как основание витка у трапецеидальной резьбы при одном и том же шаге шире, чем у прямоугольной или квадратной резьб; их труднее изготовить, чем трапецеидальную.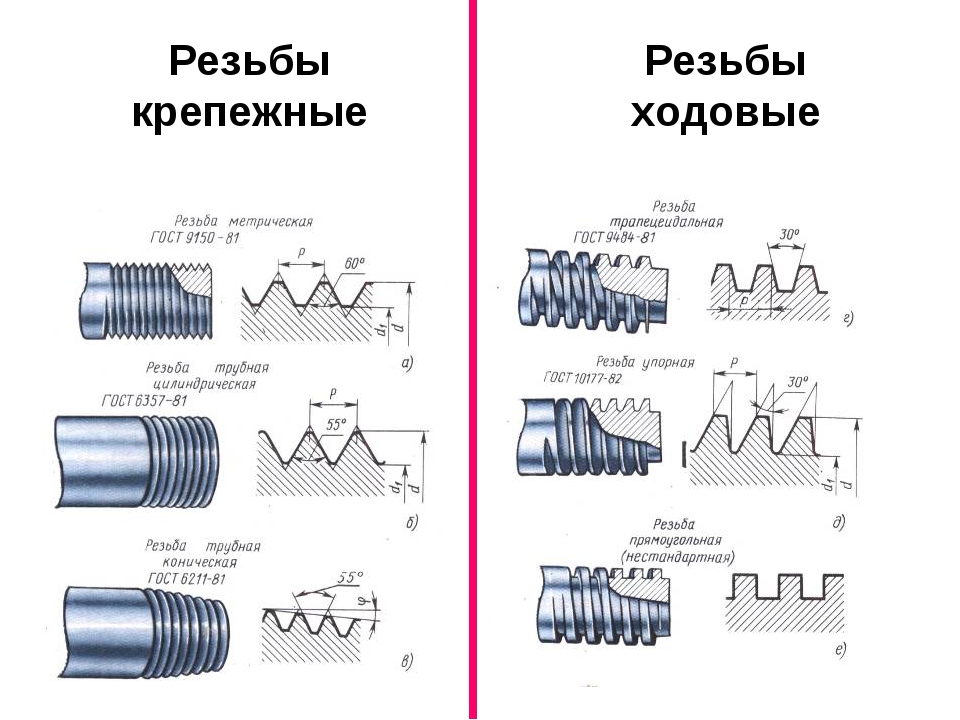
Рис. 127
Примечание. В ответственных соединениях эти резьбы заменены трапецеидальной.
Типы резьб и области их применения
По назначению резьбы подразделяют на крепежные, крепежно-уплотняющие и резьбы ходовых механизмов.
Выбор профиля резьбы определяется многими факторами, важнейшими из них являются прочность, технологичность и величина трения в резьбе (величина потерь).
Крепежная резьба должна обладать высокой прочностью и большим трением, предохраняющим крепежные детали от самоотвинчивания.
Ходовые резьбы должны быть с малым трением, чтобы повысить КПД и уменьшить износ.
Основными
достоинствами резьбовых соединений,
обусловившими их широкое применение
в машиностроении, являются: высокая
несущая способность и надежность;
удобство сборки и разборки; относительно
низкая стоимость.
Основные недостатки резьбовых соединений значительное количество концентраторов напряжений на поверхностях резьбовых деталей.
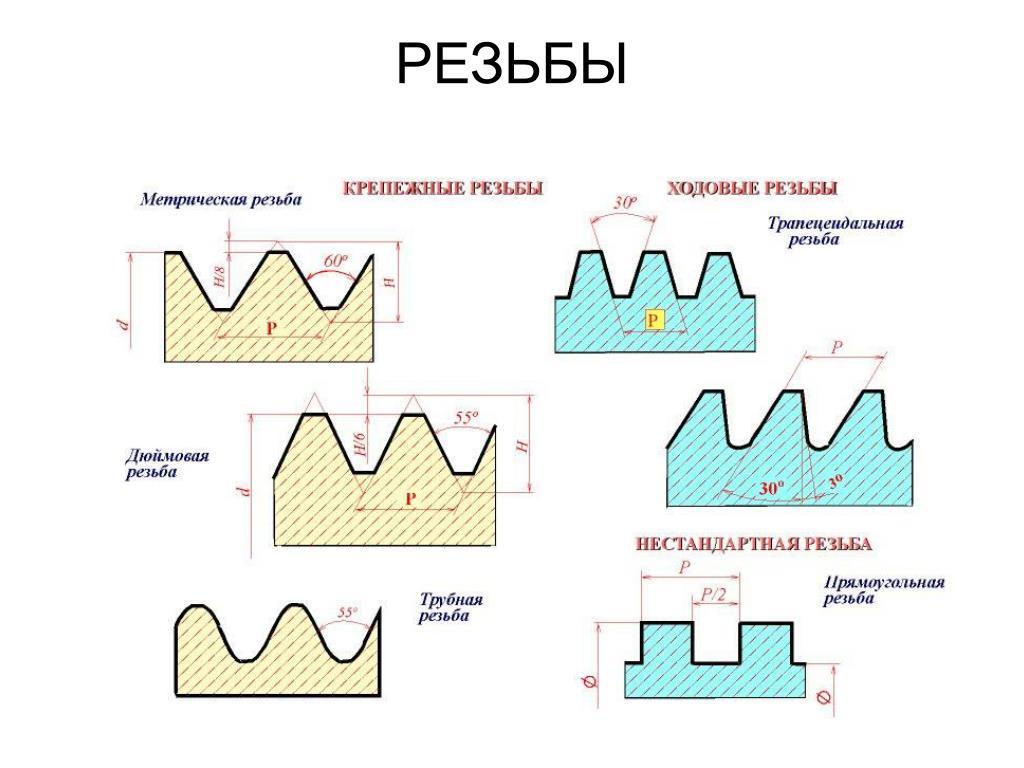
Метрическая резьба (рис.1.2, а) является крепежной, имеет треугольный профиль =60 и бывает с крупным и мелким шагом. Метрические резьбы с мелким шагом по сравнению с резьбой с крупным шагом при одном и том же наружном диаметре обеспечи-
вают большую прочность (глубина канавок меньше и поэтому внутренний диаметр резьбы больше) и надежность от самоотвинчивания (шаг резьбы, а следовательно, и угол подъема резьбы меньшие). Поэтому метрические резьбы с мелкими шагами применяют при изготовлении тонкостенных резьбовых деталей и в ответственных соединениях, подверженных воздействию динамических нагрузок.
Дюймовая
резьба (рис.1.2, б), так же как и
метрическая, является крепежной, но
имеет =55о.
Дюймовая резьба отличается от
метрической резьбы тем, что ее параметры
измеряются в дюймах.
Трубная резьба представляет собой мелкую дюймовую крепежно-уплотняющую резьбу и бывает цилиндрической (рис.1.2, в) и конической (рис.1.2, г, д). Эти резьбы применяются для создания герметичных, без специальных уплотнений, соединений.
Трапецеидальная резьба (рис.1.2, е) является основной резьбой для передач винтгайка. Она проста в изготовлении, имеет малые потери на трение.
Упорная резьба (рис.1.2, ж) имеет несимметричный трапецеидальный профиль витков. Применяется в винтовых механизмах, воспринимающих одностороннюю осевую нагрузку.
Круглая резьба (рис.1.2, з) применяется для витков, несущих большие динамические нагрузки, работающих в загрязненной среде с частым отвинчиванием и завинчиванием (вагонные сцепки, пожарная арматура), а также в тонкостенных изделиях (на цоколях и патронах электроламп, в противогазах и т.п.).
Прямоугольная
резьба применяется сравнительно
редко из-за невозможности использования
высокопроизводительных методов
обработки (фрезерование, шлифование и
т.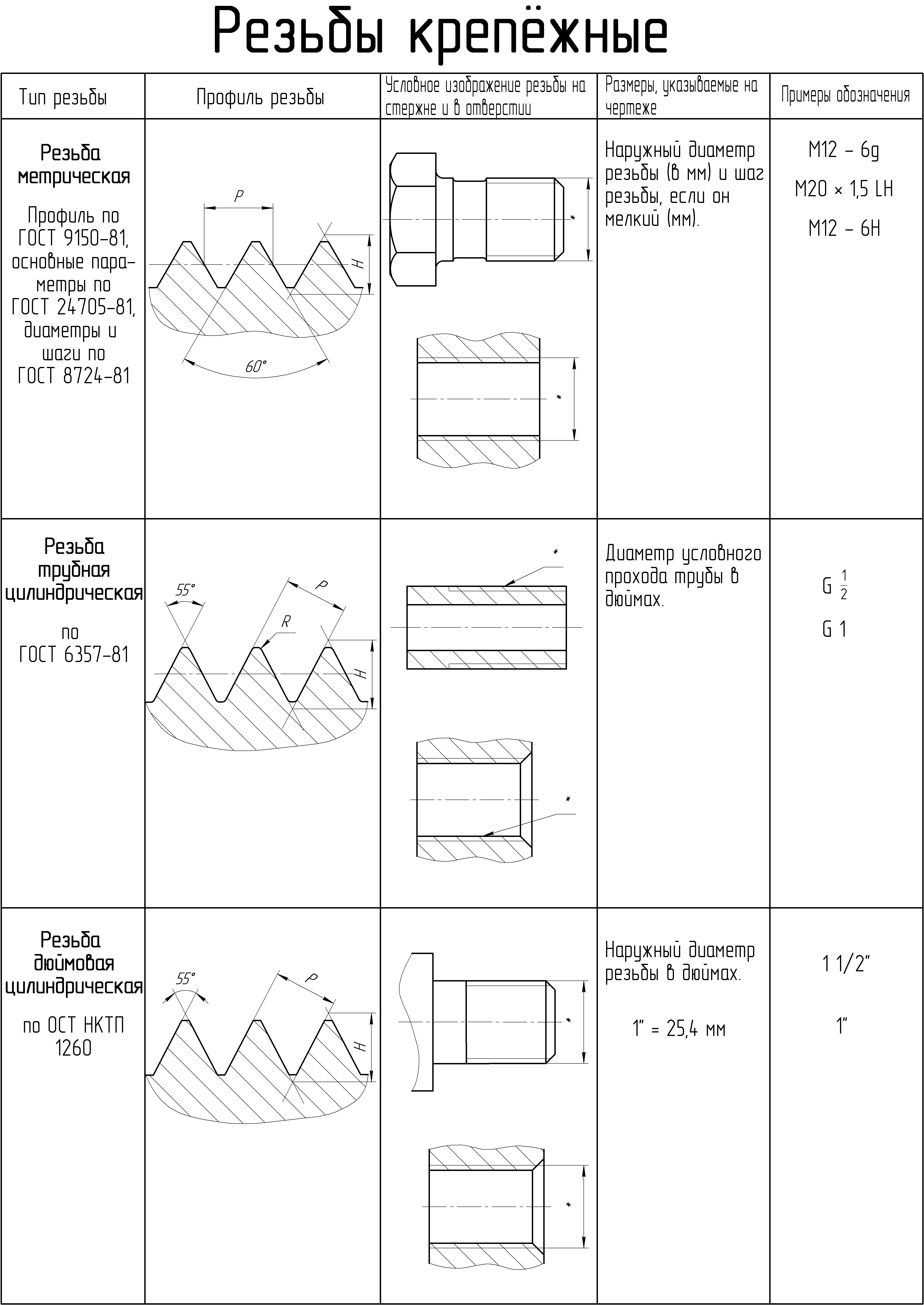 п.).
п.).
Все резьбы, за исключением прямоугольной, стандартизированы.
Расчетные зависимости винтовой пары.
Две детали, сопрягаемые резьбой, называют винтовой парой. Для завинчивания гайки резьбового соединения со стороны ключа на гайку необходимо приложить крутящий момент Тк, а к стержню болта реактивный момент ТQ, который удерживает стержень от вращения. В результате затяжки болт нагружается осевым усилием Fзат. Зависимость между Тк и Fзат можно получить из уравнения работ
Ак =Ат+Аf+AF+AQ, (1.1)
где Ак ,АQ работы моментов,
приложенных, соответственно, к ключу
и болту, Ат, Аf, АР — работы сил трения на
опорном торце гайки, в резьбе и силы Fзат при осевом
перемещении гайки, соответственно.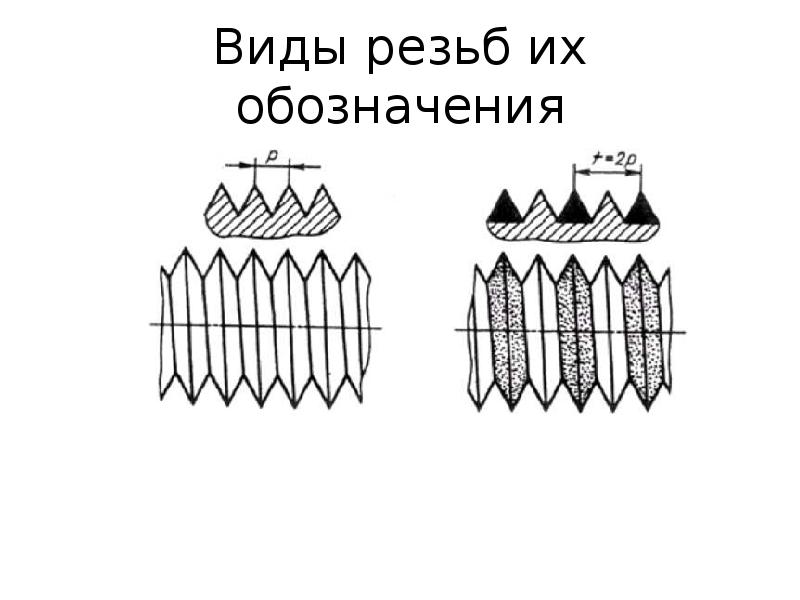
Так как стержень болта не вращается, то, АQ =0.
Для одного оборота гайки можно записать:
Ак=Тк2;
Ат=Тт, (1.2)
где Тт – момент сил трения на опорном торце гайки;
(1.3)
где fт коэффициент трения на торце гайки; Dср= (D1+ d0)/2 — средний диаметр опорной поверхности гайки; D1 – наружный диаметр опорного торца гайки; d0 –диаметр отверстия под болт.
Сумму работ
(Аf+ Ар) за один
оборот гайки можно определить, если
представить движение гайки по резьбе
как движение груза под действием силы Fзат по наклонной
плоскости с углом наклона, равным
углу подъема резьбы
(см. рис.1.1,б). Из курса ТММ известно,
что работа, затраченная на подъем
груза по наклонной плоскости с учетом
трения, равна работе подъема того же
груза по некоторой фиктивной наклонной
плоскости без учета сил трения.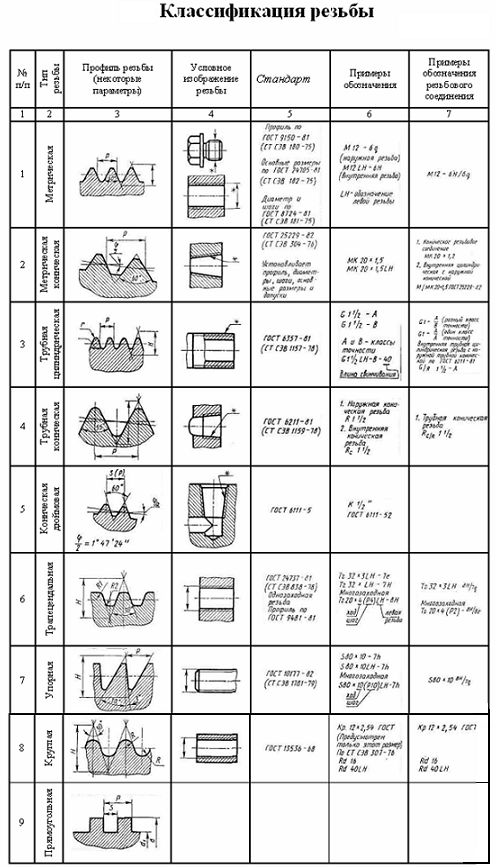
При этом угол подъема фиктивной плоскости больше угла подъема действительной на угол трения
ρ‘ =arctg f‘р, (1.4)
где f ‘р – приведенный коэффициент трения в резьбе.
Таким образом,
(1.5)
Подставив выражение (1.2), (1.3), (1.5) в (1.1), после сокращения на 2π найдём зависимость между Тк и Fзат
(1.6)
Здесь первый член правой части есть момент сил трения на торце гайки Тт (1.3), а второй член является моментом сил в резьбе Тfp
(1.7)
Определив
выражение для крутящего момента Тк на ключе, найдём КПД винтовой пары .
КПД определится как отношение работы,
затраченной на завинчивание гайки без
учёта трения, к той же работе с учётом
трения. Или же по отношению Т‘к/Тк , где Тк определяется по формуле
(1. 6), а Т‘к по той же
формуле, но при fт=0
и ρ’=0.
6), а Т‘к по той же
формуле, но при fт=0
и ρ’=0.
(1.8)
Учитывая потери только в резьбе (Тт=0), найдем КПД собственно винтовой пары
(1.9)
Анализ (1.9) показывает, что ηвп возрастает с увеличением β и с уменьшением ρ’. График ηвп в зависимости от β при ρ’=6о изображен на рис.1.3. Максимальное значение будет при β=45о-ρ’/2.
Рис.1.3
Для увеличения угла подъема резьбы β в винтовых механизмах применяют многозаходные винты. Однако резьбы с β>25о используют редко, так как дальнейший прирост КПД незначителен, а изготовление резьбы затруднено.
Для повышения
КПД винтовых механизмов используют
антифрикционные материалы, проводят
тщательную обработку и смазку трущихся
поверхностей, устанавливают подшипники
под гайки, применяют шариковые винтовые
пары и т. п.
п.
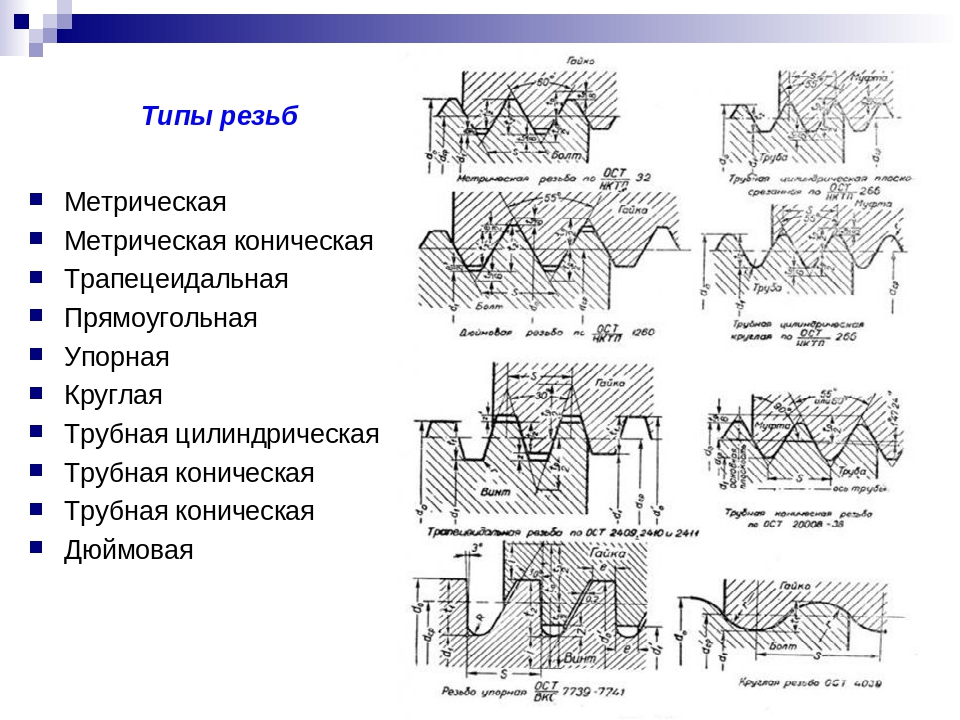
Типы резьб | Резьбонарезные станки
Резьбы, применяемые в машиностроении, представляют собой цилиндрические, конические или глобоидные винтовые поверхности, нанесенные на деталях различными способами. Цилиндрические и конические винтовые поверхности могут быть расположены на наружной или внутренней поверхности цилиндра или конуса. Соответственно и резьба называется цилиндрической или конической, наружной или внутренней.
Резьбу можно представить как перемещение некоторого плоского контура по винтовой линии, в результате которого образуется виток резьбы. Контур сечения резьбы в плоскости, проходящей через ее ось, называется профилем.
Параметры, характеризующие резьбовое соединение, следующие: форма и размеры профиля резьбы, шаг, число заходов, угол подъема винтовой линии, направление витка, диаметр (средний, наружный, внутренний).
Профиль резьбы в осевом сечении может быть выполнен в виде треугольника, трапеции, прямоугольника, части круга (рис. 6).
6).
Шаг резьбы — это расстояние между одноименными соседними боковыми сторонами профиля в направлении, параллельном оси резьбы.
Резьбы бывают однозаходные и многозаходные. Однозаходная резьба получается при перемещении плоского образующего контура вдоль одной винтовой линии, а многозаходная резьба — при перемещении одинаковых плоских контуров вдоль нескольких винтовых линий. Число заходов i резьбы может быть 1, 2, 3 и т. д. Многозаходная резьба характеризуется ходом Р0 резьбы, который измеряется перемещением точки вдоль оси за один оборот витка. Ход многозаходной резьбы равен произведению шага резьбы на число заходов, т. е. Р0 = — Pi. В однозаходной резьбе шаг и ход резьбы совпадают.
Угол подъема резьбы определяют на среднем диаметре
Направление резьбы может быть правым или левым в зависимости от направления винтовой линии. Под средним диаметром резьбы понимается такой диаметр, на котором ширина выступов витков равна ширине впадин, т.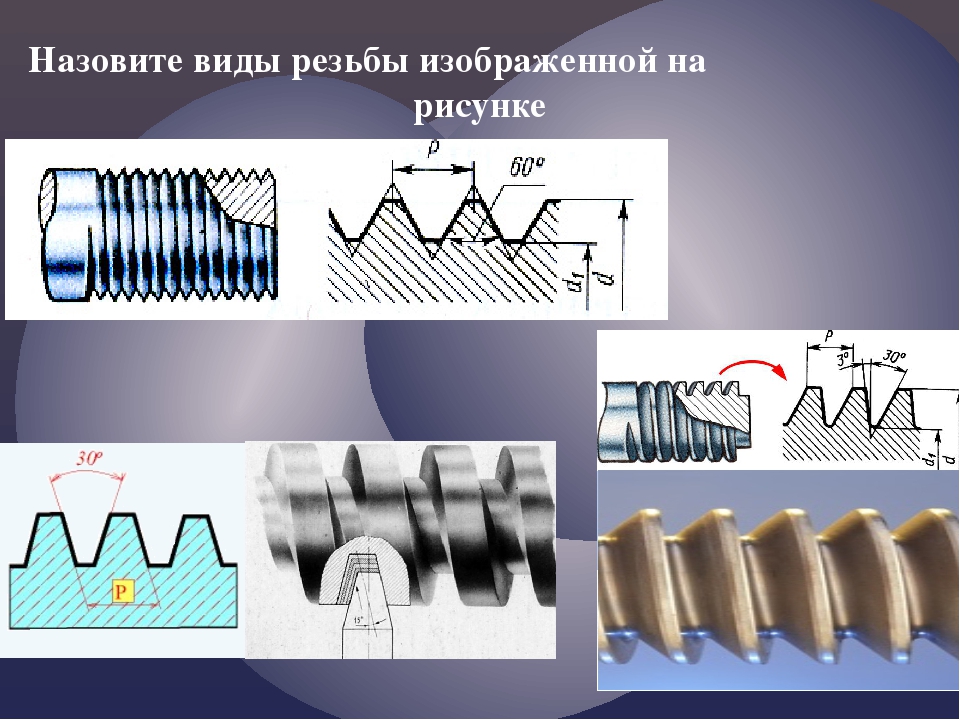 е. половине шага резьбы. Наружный и внутренний диаметры резьбы характеризуют соответственно расположение выступов и впадин резьбы.
е. половине шага резьбы. Наружный и внутренний диаметры резьбы характеризуют соответственно расположение выступов и впадин резьбы.
В машиностроении применяют следующие типы резьб: метрическую, дюймовую, трубную, трапецеидальную, упорную, прямоугольную, Круглую, конусную.
Метрическая и дюймовая резьбы являются основными типами резьб, их применяют в основном как крепежные резьбы для соединения деталей. Метрическая резьба (рис. 6, а) получается в результате равномерного вращательного движения равностороннего треугольника, лежащего в осевой плоскости. Таким образом метрическая резьба является архимедовой винтовой поверхностью. Шаг и диаметр метрической резьбы выражен в миллиметрах. Номинальным является наружный диаметр резьбы. При обозначении резьбы с крупным шагом указывается ее диаметр, а с мелким шагом — еще шаг, например, М24, М24 X 2 и т. д.
Потокв операционной системе — GeeksforGeeks
Что такое нить?
Поток — это путь выполнения внутри процесса.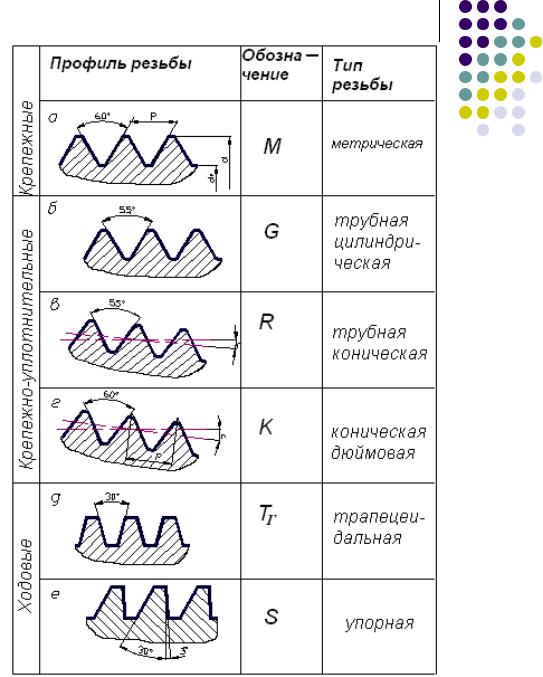 Процесс может содержать несколько потоков.
Процесс может содержать несколько потоков.
Почему многопоточность?
Поток также известен как облегченный процесс. Идея состоит в том, чтобы добиться параллелизма путем разделения процесса на несколько потоков. Например, в браузере несколько вкладок могут быть разными потоками. MS Word использует несколько потоков: один поток для форматирования текста, другой поток для обработки входных данных и т. Д.Дополнительные преимущества многопоточности обсуждаются ниже
Process vs Thread?
Основное отличие состоит в том, что потоки в рамках одного процесса выполняются в общей области памяти, а процессы выполняются в отдельных областях памяти.
Потоки не являются независимыми друг от друга, как процессы, и в результате потоки совместно используют с другими потоками свой раздел кода, раздел данных и ресурсы ОС (например, открытые файлы и сигналы). Но, как и процесс, поток имеет собственный счетчик программ (ПК), набор регистров и пространство стека.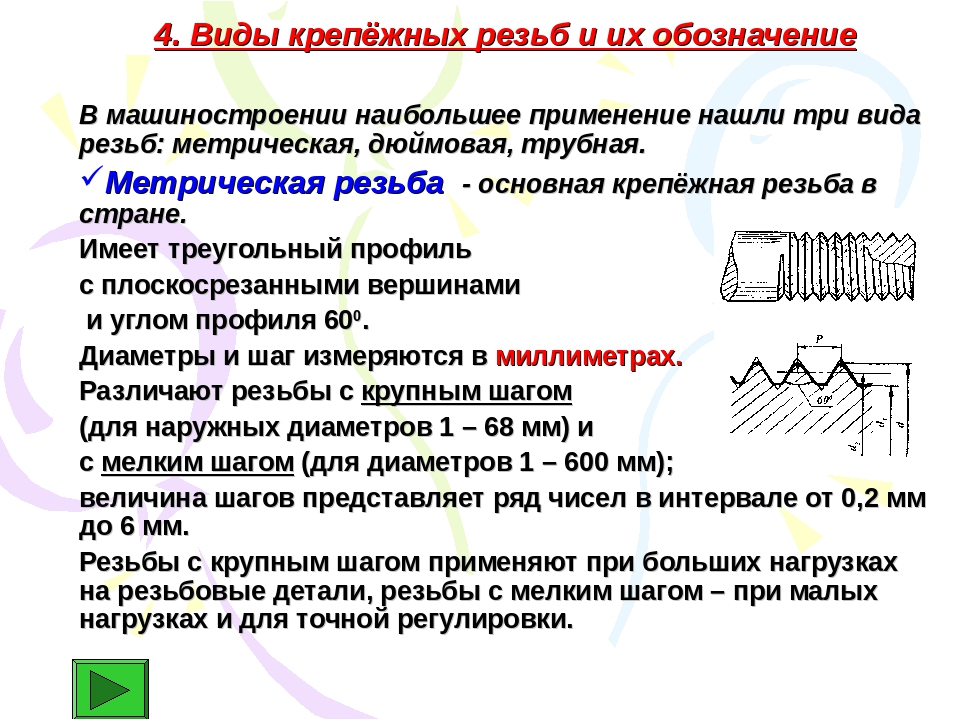
Преимущества потока над процессом
1. Отзывчивость: Если процесс разделен на несколько потоков, если один поток завершает свое выполнение, его выходные данные могут быть немедленно возвращены.
2. Более быстрое переключение контекста: Время переключения контекста между потоками меньше по сравнению с переключением контекста процесса. Переключение контекста процесса требует от ЦП дополнительных затрат.
3. Эффективное использование многопроцессорной системы: Если у нас есть несколько потоков в одном процессе, мы можем запланировать несколько потоков на нескольких процессорах.Это ускорит выполнение процесса.
4. Совместное использование ресурсов: Такие ресурсы, как код, данные и файлы, могут совместно использоваться всеми потоками в процессе.
Примечание: стек и регистры не могут использоваться потоками совместно. У каждого потока есть свой стек и регистры.
5. Связь: Связь между несколькими потоками проще, поскольку потоки используют общее адресное пространство. в процессе мы должны следовать некоторой специальной технике связи для связи между двумя процессами.
Связь: Связь между несколькими потоками проще, поскольку потоки используют общее адресное пространство. в процессе мы должны следовать некоторой специальной технике связи для связи между двумя процессами.
6. Повышенная пропускная способность системы: Если процесс разделен на несколько потоков и каждая функция потока рассматривается как одно задание, то количество заданий, выполненных за единицу времени, увеличивается, что увеличивает пропускную способность система.
Типы резьбы
Есть два типа резьбы.
Поток уровня пользователя
Поток уровня ядра
См. Раздел Пользовательский поток и поток ядра для более подробной информации.
Ниже приведены основные вопросы по темам прошлых лет:
http: // quiz.geeksforgeeks.org/gate-gate-cs-2011-question-16/
http://quiz.geeksforgeeks.org/gate-gate-cs-2007-question-17/
http://quiz.geeksforgeeks.org/ ворота-ворота-CS-2014-набор-1-вопрос-30/
Артикул:
Многопоточность в C
Пожалуйста, напишите комментарии, если вы обнаружите что-то неправильное, или вы хотите поделиться дополнительной информацией по теме, обсужденной выше.
Вниманию читателя! Не переставай учиться сейчас. Получите все важные концепции теории CS для собеседований SDE с курсом теории CS по доступной для студентов цене и будьте готовы к отрасли.
| Резьба — это гребень однородного сечения в форме спирали на внутренней или внешней поверхности цилиндра (описание IFI), или его можно описать как наклонную плоскость, закрученную вокруг цилиндра. . | ||||||||||||
| Наружная резьба на болтах или винтах. | ||||||||||||
| Внутренняя резьба на гайках. | ||||||||||||
| Существует много форм резьбы, но на крепежных изделиях обычно используются два типа. | ||||||||||||
| Резьба крепежных винтов — используется на болтах, установочных винтах, крепежных винтах и предназначена для сопряжения с предварительно сформированной резьбой в гайках или резьбовых отверстиях. | ||||||||||||
Исключения могут представлять собой винты для нарезания резьбы, такие как Taptite, или самонарезающие винты, такие как резьбонарезные станки Teksor, такие как Type 23, которые образуют или нарезают свою собственную резьбу. | ||||||||||||
| Резьба с разнесением — используется на деревянных винтах, саморезах, каретных винтах и резьбонарезных станках Тип 25.Разработан для формирования собственной резьбы, обычно в предварительно просверленном отверстии. | ||||||||||||
| Исключения могут быть саморезами, такими как острие иглы, или самосверлящими винтами, такими как Тип 17, которые образуют собственное отверстие; у некоторых Тексмай также есть разнесенная резьба. | ||||||||||||
| ||||||||||||
Большой диаметр может быть измерен с помощью простого штангенциркуля или щели с достаточной точностью, чтобы определить номинальный диаметр. Болт или шуруп измеряется по гребням; гайка измеряется у корней резьбы. Болт или шуруп измеряется по гребням; гайка измеряется у корней резьбы. | ||||||||||||
| Эффективный диаметр, малый диаметр, угол наклона и шаг требуют специального измерительного оборудования для обеспечения технической точности. Однако простое измерение гребней резьбы будет достаточно точным для большинства практических целей при измерении шага и определении обозначения резьбы. | ||||||||||||
| Для дюймовой резьбы, UNC, UNF, BSW и BSF шаг выражается в количестве резьбы на дюйм, например: 1/4 –20 UNC, где 20 означает 20 ниток на дюйм или 20 TPI. | ||||||||||||
| Для метрической резьбы и резьбы BA шаг — это одна резьба, измеренная и выраженная в миллиметрах, например: M10 x 1,5, где 1,5 — 1,5 мм от одной точки на двух соседних резьбах. | ||||||||||||
| При заказе или упоминании этих резьб нет необходимости указывать шаг резьбы, потому что отсутствие шага резьбы указывает на ссылку на стандартную австралийскую спецификацию. | ||||||||||||
| Указание шага может потребоваться при обращении к метрической мелкой резьбе, на которую не распространяются австралийские стандарты и где в разных странах возможны несколько различных шагов. Также при указании 1 «-14 TPI UNF, который является общепринятым международным стандартом по сравнению с австралийским стандартом, 1» — 12 TPI UNF. | ||||||||||||
| 1 «- 14 TPI UNF также иногда обозначается как 1» — SAE, и хотя это описание не является абсолютно правильным, оно может помочь в распознавании. | ||||||||||||
| Обратите внимание, что в метрической системе и унифицированной системе гребни и основания теоретически должны быть плоскими; однако на практике для облегчения изготовления и подгонки они закруглены внутри максимального контура. | ||||||||||||
| Профиль резьбы Витворта имеет более волнообразную форму и представляет собой серию изгибов радиуса вокруг делительной линии. | ||||||||||||
| Потоки, которые доходят до вершины и корня, называются законченными потоками; те, которые этого не делают, называются неполными потоками. | ||||||||||||
| Большинство форм резьбы крепежных винтов являются неполными. | ||||||||||||
| Резьба машинного винта симметрична — угол на обеих сторонах одинаковый — см. Рисунок. | ||||||||||||
| Углы боковых сторон для METRIC, UNC и UNF составляют 30 °, а общий угол резьбы 60 °. | ||||||||||||
| BSW и BSF составляют 27,5 °, общий угол резьбы 55 ° | ||||||||||||
| Поскольку шаг некоторых резьб является общим для одних и тех же диаметров, их можно сопрягать, например: BSW и UNC все диаметры, кроме 1/2 (где UNC — 13 TPI, BSW — 12 TPI), могут стыковаться все вместе.Однако из-за того, что углы резьбы и профили различаются, «посадка» будет слабой, и механические требования к крепежу не будут достигнуты. Следовательно, следует избегать смешивания резьбовых форм . | ||||||||||||
| Эти винты имеют коническую трехлепестковую резьбу, катушка которой образует собственную сопрягаемую резьбу, когда ее забивают в подготовленное отверстие.Благодаря плотному прилеганию резьбы винт устойчив к вибрации. Также его можно заменить обычным винтом. Подходит для стали, литья под давлением, алюминия. | ||||||||||||
| Которые имеют паз, фрезерованный вдоль острия стержня. Это нарежет резьбу в мягких металлах и твердых пластиках.Также используется для удаления краски с резьбы невыпадающих гаек на окрашенных панелях, например, в автомобилях. | ||||||||||||
| Все изделия с резьбой, болты или винты имеют общие технические термины, относящиеся к резьбе. | ||||||||||||
| ||||||||||||
| Свинец … это точка, в которой видна канавка резьбы на острие винта. | ||||||||||||
| Резьбовая часть … — это полное сечение винта, на котором есть резьба. | ||||||||||||
| Выход резьбы … это точка, в которой встречаются резьба и гладкий хвостовик. | ||||||||||||
| ||||||||||||
| Большой диаметр можно измерить с помощью простой линейки или щели, достаточно точно для определения номинального диаметра.Измерение проводится по гребням. | ||||||||||||
| Малый диаметр и шаг требуют специального измерительного оборудования для обеспечения технической точности. Однако простое измерение гребней будет достаточно точным для большинства практических целей при измерении шага и определении обозначения резьбы. | ||||||||||||
| Диаметр дюймовой резьбы с шагом в дюймах выражается как — калибр или «число» #. | ||||||||||||
| Шаг дюймовой резьбы с шагом в дюйм выражается как — резьбы на дюйм (TPI). | ||||||||||||
| ||||||||||||
| Для метрической резьбы с шагом, которая, за исключением тренерских винтов, является мягким преобразованием из британской системы мер, диаметр и шаг выражаются в мм.Шаг — это расстояние между одной и той же точкой на двух соседних резьбах, поэтому гребни снова будут достаточными в качестве точки измерения. | ||||||||||||
| ||||||||||||
| Для простоты, большинство резьбовых изделий с разнесенной резьбой по-прежнему упоминается в их британских обозначениях, и использование шага не обязательно для стандартных саморезов или для шурупов. | ||||||||||||
| ||||||||||||
| Увеличение доступности шага в изделиях самосверлящего типа, особенно в ассортименте строительных креплений, требует использования обозначений шага для обеспечения точного описания, поскольку многие из этих продуктов могут быть доступны в двух версиях с разнесенной резьбой и версии станка. резьба. | ||||||||||||
| Разработанные для создания собственной резьбы в предварительно просверленных отверстиях в древесине, они включают в себя катаную резьбу с шагом винта для дерева, размер которой является мягким преобразованием из британской системы мер. Однако обозначение размера или номинала |
10 типов резьбовых метчиков, о которых вам нужно знать — urdesignmag
На рынке вы найдете все виды метчиков.Мы покажем вам, чем они отличаются и каковы их приложения. Мы уверены, что после прочтения вы будете знать, что покупать.
Метчики с резьбой используются для нарезания охватывающей части сопрягаемой пары металлических крепежей. С другой стороны, штамп вырезает охватываемую часть металлических крепежных элементов. Метчиками нарезать гайки и высеченные болты.
Есть разница между нарезанием резьбы и нарезанием резьбы. Как нарезание резьбы, так и нарезание резьбы обеспечивает получение винтовой резьбы. Однако при нарезании резьбы образуется внешняя резьба, а при нарезании резьбы — внутренняя.
Существует много типов метчиков с резьбой, включая ручные метчики, метчики для заглушек, метчики со спиральным острием и метчики с ручным приводом. Это лишь некоторые из множества различных резьбовых метчиков.
Ниже представлен список из десяти типов метчиков, чтобы вы знали, для чего они нужны. Обладая информацией, которой мы вас вооружаем, вы сможете принимать обоснованные решения, чтобы решить, какой тип резьбового метчика вам нужен. Перейдите в Руководство на ToolsDuty.com, чтобы купить один из лучших наборов для штамповки и штамповки.
10 типов резьбовых метчиков
Вы можете купить ручные краны в местном хозяйственном магазине.Они распространены, но не для работы с ЧПУ. Сравните простукивание вручную с метчиками из магазина. Вы увидите, что ваши деньги были хорошим вложением. Купленный в магазине работает намного лучше.
Есть два вида ручных метчиков: конусный метчик и метчик для дна. Это следующие:
Метчики с конусом отлично подходят для нарезания резьбы. Он имеет множество конусов, поэтому вы можете легко резать. Вы можете найти их практически где угодно.
Метчики с нижним краем не имеют сужения к концу.Это потому, что он предназначен для прорезания нижней части досягаемости. Нижние метчики сужаются от одной до полутора резьб.
Метчики этого типа подходят для нарезания резьбы глухих отверстий, но перед тем, как делать это метчиком для забора, следует зарезать отверстие коническим метчиком.
2. Заглушка
Пробковые метчики имеют от трех до пяти конических резьб. Это число больше у метчиков с конусом и меньше у метчиков с дном.
Терминология не всегда одинакова и меняется в зависимости от того, где вы находитесь.В некоторых местах нижний отвод называется заглушкой. С другой стороны, название штекерного крана — это второй кран. Вот почему вы должны убедиться, что выбрали правильный.
3. Ответвители
Если у вас есть ручная работа или приложения с ЧПУ, то этот тип резьбонарезного станка вам подойдет.
4. Метчики со спиральным острием
Метчики со спиральным острием имеют спиральную насечку и канавки с разгрузкой. Это обычный метчик с резьбой, похожий на руку. Разница в том, что угол наклона режущей кромки по спирали способствует выпуску стружки.Кроме того, скошенный край отлично работает.
Это самый дешевый метчик для резьбонарезного нарезания резьбы. Они тоже быстрее ручных метчиков. Однако с ним трудно работать над глухими дырами.
5. Метчики со спиральной канавкой
Метчики для спиральных канавок похожи на концевые фрезы, поскольку имеют открытые спирали. Они предпочтительны, так как могут выталкивать стружку из отверстия. Кроме того, это тот, который вам следует выбрать, если вы имеете дело с глухими отверстиями.
Кроме того, они отлично подходят для отверстий с перерывами, в которых есть пересекающиеся элементы.К тому же это удобно. Вы поймете это, когда сравните это с ручным метчиком.
6. Метчик с прерывистой резьбой
В метчике с прерывистой резьбой есть зуб для каждой второй резьбы. По этой причине хорошо извлекает стружку. При использовании метчика с прерывистой резьбой стружка легко выходит.
7. Отводы для труб
Метчики для трубной резьбы. Вы найдете как прямые, так и конические смесители. Правильный выбор зависит от того, хотите ли вы, чтобы трубная резьба была конической или прямой.
Метчики для труб работают тяжело, так как сверлить конусное отверстие невозможно. Больше выходит сверху и меньше снизу.
8. Метчики формы / рулона
Метчик для форм намного лучше, чем метчик для резки. Вместо того, чтобы резать, формируют метчики холодной формы, что означает, что металл сжимается на месте, и выходящие из него нити представляют собой «рулонные нити».
Таким образом получаются прочные метчики и прочная резьба. Поскольку нет резки, нет стружки, которую нужно удалить. Для метчиков-форм требуются разные скорости, подача и начальные размеры отверстий.
Большинство людей используют этот тип метчиков для обработки мягких материалов, например алюминия. Однако вы можете использовать его и на твердых материалах. Он может работать с твердостью 36 HRC или 340 BHN, поэтому вы можете использовать его также для многих типов стали и других материалов.
9. Удлинитель
Удлинитель с длинным хвостовиком. Это позволяет добраться до труднодоступных отверстий. «Длинный метчик акулы» — другое название этого метчика с резьбой.
10. Метчики пробивные
В этом метчике используется технология Audi и Emuge, которая позволяет сократить время цикла нарезания резьбы на 75%.Это отличный инструмент для нарезания резьбы.
Заключение
Метчики и плашки — это инструменты, которые люди используют для нарезания резьбы. Этот процесс называется потоком. Метчик перерезает женскую часть пары. С другой стороны, штамп вырезает охватываемую часть пары. Другими словами, метчик режет гайки, а штамп — болты.
Весь процесс нарезания резьбы и нарезания — это нарезание резьбы. А использование штампа называется «нарезанием резьбы».
Когда дело доходит до метчиков, у вас есть много вариантов на выбор.Каждая конструкция резьбового метчика предназначена для определенных функций. Некоторые хорошо справляются с мягким материалом, а другие — с твердым.
Теперь, когда вы знаете о различных типах метчиков, купите тот, который подходит для вашей задачи.
При таком большом количестве наборов метчиков и штампов на рынке очевидно, что сделать выбор не так просто. К счастью, вот информативная статья, которая содержит всеобъемлющий анализ брендов топовых смесителей и штампов.
Комментарии
комментария
Нитки и нарезание резьбы | Документы Microsoft
- 2 минуты на чтение
В этой статье
Многопоточность позволяет повысить скорость отклика вашего приложения и, если ваше приложение работает в многопроцессорной или многоядерной системе, увеличить его пропускную способность.
Процессы и потоки
Процесс — это исполняемая программа. Операционная система использует процессы для разделения выполняемых приложений. Поток — это базовый блок, которому операционная система выделяет время процессора. Каждый поток имеет приоритет планирования и поддерживает набор структур, которые система использует для сохранения контекста потока, когда выполнение потока приостанавливается. Контекст потока включает всю информацию, необходимую потоку для беспрепятственного возобновления выполнения, включая набор регистров ЦП и стек потока.В контексте процесса могут выполняться несколько потоков. Все потоки процесса совместно используют свое виртуальное адресное пространство. Поток может выполнять любую часть программного кода, включая части, выполняемые в данный момент другим потоком.
Примечание
.NET Framework позволяет изолировать приложения внутри процесса с использованием доменов приложений . (Домены приложений недоступны в .NET Core.) Дополнительные сведения см. В разделе «Домены и потоки приложений» статьи «Домены приложений».
По умолчанию программа .NET запускается с одним потоком, часто называемым первичным потоком . Однако он может создавать дополнительные потоки для выполнения кода параллельно или одновременно с основным потоком. Эти потоки часто называют рабочих потоков.
Когда использовать несколько потоков
Вы используете несколько потоков, чтобы повысить скорость отклика вашего приложения и воспользоваться преимуществами многопроцессорной или многоядерной системы для увеличения пропускной способности приложения.
Рассмотрим настольное приложение, в котором основной поток отвечает за элементы пользовательского интерфейса и реагирует на действия пользователя. Используйте рабочие потоки для выполнения трудоемких операций, которые в противном случае заняли бы основной поток и сделали бы пользовательский интерфейс невосприимчивым. Вы также можете использовать выделенный поток для связи с сетью или устройством, чтобы лучше реагировать на входящие сообщения или события.
Если ваша программа выполняет операции, которые могут выполняться параллельно, общее время выполнения можно уменьшить, выполняя эти операции в отдельных потоках и выполняя программу в многопроцессорной или многоядерной системе.В такой системе использование многопоточности может увеличить пропускную способность наряду с повышенной отзывчивостью.
Как использовать многопоточность в .NET
Начиная с .NET Framework 4, рекомендуемым способом использования многопоточности является использование библиотеки параллельных задач (TPL) и параллельного LINQ (PLINQ). Для получения дополнительной информации см. Параллельное программирование.
И TPL, и PLINQ полагаются на потоки ThreadPool. Класс System.Threading.ThreadPool предоставляет .NET-приложению пул рабочих потоков.Вы также можете использовать потоки пула потоков. Дополнительные сведения см. В разделе Пул управляемых потоков.
Наконец, вы можете использовать класс System.Threading.Thread, представляющий управляемый поток. Дополнительные сведения см. В разделе Использование потоков и потоковой передачи.
Для доступа к общему ресурсу может потребоваться несколько потоков. Чтобы сохранить ресурс в неповрежденном состоянии и избежать состояний гонки, вы должны синхронизировать доступ потока к нему. Вы также можете координировать взаимодействие нескольких потоков..NET предоставляет ряд типов, которые можно использовать для синхронизации доступа к общему ресурсу или координации взаимодействия потоков. Для получения дополнительной информации см. Обзор примитивов синхронизации.
Обрабатывать исключения в потоках. Необработанные исключения в потоках обычно завершают процесс. Для получения дополнительной информации см. Исключения в управляемых потоках.
См. Также
различных типов резьбовых фиксаторов для надежных соединений
Резьбовые соединения, такие как болты и гайки, используются в самых разных областях, от пластиковых игрушек до массивных мостов.Одно сходство, которое связывает их вместе, заключается в том, что эти связи должны оставаться вместе, когда мы этого хотим, но также и разъединяться, когда это необходимо. Например, крышки клапанов двигателя должны оставаться на месте во время движения, но нам также необходимо, чтобы они были съемными, чтобы мы могли обслуживать компоненты двигателя.
Введите заголовок (необязательно)В этой статье будут рассмотрены различные методы, чтобы гарантировать, что эти типы подключений остаются вместе, когда они нам нужны. Термин «блокировка резьбы» обычно используется для обозначения методов обеспечения того, чтобы резьба оставалась на месте без ослабления, и будет часто использоваться в этой статье.
Определение резьбовых соединений
Существует много типов резьбовых соединений, но основные типы следующие:
— Болты и гайки — это, вероятно, наиболее распространенный и недорогой тип резьбового соединения. Он используется в самых разных приложениях: от автомобилей до антенн вышек сотовой связи. На изображении ниже показан пример болта, гайки и плоской шайбы.
Введите заголовок (необязательно)— Винты и отверстия с резьбой — При этом типе соединения мы устанавливаем винт в отверстие, которое было просверлено и нарезано в корпусе или механическом компоненте.Наиболее часто встречающееся различие между винтом и болтом заключается в том, что винты обычно входят в резьбовые отверстия, а болты проходят через 2 компонента без резьбы и закрепляются гайкой. На изображении ниже показан винт, ввинчиваемый в алюминиевый профиль с резьбой.
Введите заголовок (необязательно)Мы видим три винта с головкой под ключ, которые входят в алюминиевые детали с резьбой. Их можно использовать вместо болтов для обеспечения точности, простоты сборки и уменьшения люфта компонентов — вероятно, сочетание факторов, превышающих то, что мы уже упоминали.
— Компоненты с резьбой — чаще всего это валы или корпуса (обычно цилиндрические), которые имеют резьбу для соединения друг с другом. Лампа фонарика и аккумуляторная трубка — хороший тому пример. На изображении ниже показана концепция соединения двух цилиндрических корпусов вместе.
Введите заголовок (необязательно)Последняя идея, которую я хочу затронуть, — это концепция крутящего момента и предварительного натяга. Компоненты с резьбой скручиваются вместе для создания некоторой формы предварительного осевого натяга. Этот крутящий момент измеряется в единицах измерения, таких как фунты-фунты или Н-м, но всегда представляет собой просто силу, действующую для «скручивания» компонентов вместе.В резьбовых компонентах этот крутящий момент вместе создает осевое усилие, называемое предварительным натягом. На изображении ниже показано изображение затяжки болта до и после. Красные стопорные шайбы находятся в растянутом состоянии, но когда узел затягивается вместе, стопорные шайбы сжимаются и действуют как пружины.
Введите заголовок (необязательно)В некоторых случаях сил трения от этого предварительного натяга достаточно, чтобы скрепить крепеж. Но в других случаях нам нужно использовать блокираторы потоков.Некоторые из этих случаев — сильная вибрация, ожидаемая релаксация напряжений (ползучесть пластмасс) и циклические напряжения.
Категории и методы блокировки резьбы
Блокировка резьбы может быть разделена на следующие категории, в которых используются механические элементы для предотвращения ослабления или клеи, предотвращающие ослабление:
Механическое оборудование — это физические компоненты, которые используются для предотвращения резьбовых соединений от расшатывания. Вот некоторые из наиболее часто используемых предметов:
— Стопорные шайбы — существует несколько типов стопорных шайб, но все они помещаются под головку болта или винта с целью предотвращения его ослабления и поддержания прочности. предварительная нагрузка.На изображении ниже представлена разрезная стопорная шайба.
Введите заголовок (необязательно)Шайба этого типа действует как пружина при затягивании болта. Эта пружина поддерживает некоторую предварительную нагрузку, даже если винт немного ослабнет. Однако эффективность этих компонентов в условиях высокой вибрации может быть низкой. Другой тип стопорной шайбой является Норд-замок, которая опирается на механические пандусы и зубов, чтобы предотвратить ослабление, как показано ниже:
Введите заголовок (необязательный)Зубы укусить в болта или головку винта, а также материал под шайбу, а пандусы ориентированы таким образом, чтобы они «поднимались» в том направлении, которое могло ослабить крепление.Другими словами, чтобы раскрутить болт, нужно увеличить предварительную нагрузку, преодолевая пандусы. Они эффективны, но относительно дороги и обычно используются на более крупном оборудовании. Есть много других стилей стопорных шайб, поэтому я рекомендую вам изучить дополнительные варианты.
— Гайка с нейлоновой вставкой (nylock) — они имеют круглую нейлоновую вставку, которая фиксирует резьбу на месте, деформируя сопряженную резьбу. Они могут не выдерживать пиковый предварительный натяг во всех случаях вибрации, но обычно они удерживают гайку, даже если она теряет некоторую предварительную нагрузку.Изображение гайки с нейлоновой вставкой показано ниже.
Введите заголовок (необязательно)Они обычно используются в условиях сильной вибрации в приложениях, не критичных для безопасности, где вы все же хотите предотвратить возможное ослабление и падение гайки. Например, этот тип крепления используется на моей стойке для горного велосипеда, установленной на сцепное устройство, как показано ниже.
Введите заголовок (необязательно)В этом приложении не будет непосредственной угрозы безопасности, если предварительная нагрузка будет потеряна, потому что винт все еще поддерживает нагрузку при двойном сдвиге.Однако, если винт выпадает, это может быть проблемой безопасности, поэтому мы должны убедиться, что болт остается подключенным.
— страховочный трос — использование страховочного троса очень распространено в аэрокосмической, оборонной и гоночной сферах. Он работает, вставляя стальную проволоку через отверстие в винте, болте или гайке и прикрепляя ее к другому элементу. Страховочная проволока часто вставляется между рядами застежек, чтобы удерживать их вместе. На изображении ниже показано такое приложение.
Введите заголовок (необязательно)Мы видим, что для ослабления одной гайки необходимо затянуть другую из-за ориентации провода.Это очень важно помнить, потому что проволока, установленная в неправильной ориентации, практически бесполезна.
— Замковая гайка / Предохранительный зажим / Стопорный штифт — существует несколько вариантов корончатой гайки, но все они ведут себя одинаково. В резьбовой вал или болт вставляется какой-то штифт, чтобы гайка не откручивалась. На изображении ниже изображена корончатая гайка:
Введите заголовок (необязательно)В этом приложении в болте просверливается отверстие, поэтому шплинт может проходить через прорези в корончатой гайке.Это предотвращает вращение гайки в любом направлении, чтобы предотвратить ослабление, но все же позволяет снимать штифт и ослаблять гайку, если это необходимо. На изображении ниже показан пример корончатой гайки, используемой для фиксации ступицы колеса на месте:
Введите заголовок (необязательно)Клеи
Во многих случаях клеи используются для фиксации резьбы на месте. Во многих случаях они даже используются в сочетании с описанным выше механическим методом. В нефтегазовой промышленности, где среда бурения подвержена сильным вибрациям, обычно используют стопорную шайбу и клей.Клеи можно разделить следующим образом:
— фиксаторы резьбы (Loctite, Vibratite) — эта категория может содержать широкий спектр клеев, но все они служат для склеивания резьбы на месте. Loctite — самый известный бренд в США, но есть несколько альтернатив. На изображении ниже показан пример Loctite 242 (синий), нанесенный на болт.
Введите заголовок (необязательно)Важно отметить, что Loctite бывает нескольких классов, некоторые из которых не предназначены для удаления.Вы должны убедиться, что используете правильный класс для вашего приложения.
— Dry Patch — это буквально означает сухую заплату, предварительно нанесенную на нити, чтобы действовать как фиксатор нити. В некоторых случаях это просто сухой нейлон, а в других — активный клей. На изображении ниже показан сухой участок комбинированного фиксатора резьбы / герметика, используемый для герметизации пневматического клапана сброса давления.
Введите заголовок (необязательно)Сухие пластыри можно использовать для устранения вариабельности процесса, связанной с ручной дозировкой клеящих фиксаторов резьбы, или можно использовать для улучшения логистики незакрепленного оборудования, которое потребует фиксаторов резьбы.Например, я недавно собрал мебель, на всей фурнитуре которой были засохшие участки. Производитель знал, что это повысит надежность сборки и не потребует от конечного пользователя применения жидкого фиксатора резьбы.
Я суммировал эти методы в краткой справочной таблице, которая поможет вам начать поиск подходящего фиксатора ниток.
Введите заголовок (необязательно)Как мы видели здесь, существует множество способов предотвратить ослабление потоков при обычных операциях.Однако важно выбрать правильный метод для приложения. Приведенная выше таблица поможет вам начать работу, но прежде чем вы выберете окончательное решение, необходимо провести дополнительные исследования. При выборе метода полезно обсудить эти варианты с поставщиками и коллегами, чтобы подобрать наиболее подходящее для вашего приложения. Ваш дизайн можно дополнительно оптимизировать, если вы протестируете несколько различных вариантов, чтобы увидеть, что дает вам наилучшее сочетание атрибутов.
___________________
Этот пост предоставлен Fictiv, самой эффективной производственной платформой для изготовления деталей.Онлайновый интерфейс, созданный на базе распределенной сети тщательно проверенных поставщиков, позволяет клиентам быстро получать расценки, просматривать отзывы о производстве и управлять заказами — и все это с помощью единой службы.
Сравнение хлопковых ниток, прошитых — NeedlenThread.com
Сравнивать хлопковые нити для вышивания прямо с мотка — это нормально, но еще важнее увидеть, насколько по-разному они вышивают, не так ли? В конце концов, все дело в шитье!
На этой неделе мы сравнили две менее знакомые нити — хлопковый флеш и хлопок бродер.Затем мы внимательно посмотрели на некоторые знакомые нити (перле-хлопок и мулине), сравнив их с флоком и хлопковым бродером.
Сегодня мы сравним несколько линий вышивки с использованием более знакомых ниток — перла и мулине — а затем сравним прошитые хлопчатобумажные ткани и хлопчатобумажные ткани перле и нитки мулине друг с другом. В конце концов, я свяжу все это с выбором ниток, который выберу для проекта «Колибри в секретном саду».
Я надеюсь, что, даже если вы не заинтересованы в самостоятельной работе над проектом Secret Garden, вы все равно найдете эту информацию полезной для ваших собственных усилий по вышиванию!
Вот они, четыре гирьки из хлопка перле, прошитыми стежком.Размеры ниток такие же, как и во вчерашних образцах: a — хлопок перле №3, b — №5, c — №8, а d — №12.
Я использовал основной стежок по двум причинам: 1. это стежок с перекрытием, то есть каждый стежок накладывается на предыдущий. Это придает линии немного большую толщину, показывает текстуру нити и действительно показывает, что делает нить, когда она скручивается вместе с другим стежком; 2. Когда вы переворачиваете работу, у вас есть обратная строчка (более или менее) на спине, так что получается две петли в одной!
Вот обратная сторона строчки: перлец № 3 слева, а затем слева направо № 5, № 8 и № 12.
Вы можете видеть, что размер 3 делает довольно большие стежки. С более толстыми нитками, такими как размер 3, невозможно вышивать мелкие тонкие стежки, поэтому этот тип ниток никогда не подходит для мелкой работы над небольшими проектами. Если вы вышивали огромное настенное панно, на котором вам нужно было много смелой текстуры, вы могли бы обойтись без использования хлопка Perle №3. Но для проекта вышивки поверхности среднего размера с деталями (например, проекта Secret Garden), скорее всего, вы не выберете перле-хлопок № 3, если только вы не планируете укладывать его, а не сшивать.Даже в этом случае тяжесть нити подавляла дизайн.
Обратите внимание на меньшую обратную строчку с размером 5. По мере уменьшения толщины нити для сохранения приличного вида стежки ваши стежки также становятся меньше. Итак, когда мы дойдем до размера 12, обратные стежки действительно будут небольшими.
Здесь сказано очевидное, но именно поэтому с тяжелым потоком работать намного быстрее. Чтобы покрыть такое же количество ткани, требуется меньше стежков.
А теперь давайте добавим застрявший хлопок.
Линия «е» — это все шесть нитей, сшитых стержневым стежком. Я не разделял (или «срезал») пряди и не соединял их вместе, а вместо этого прошивал нитью, которая сходила сразу с мотка.
При шитье нитками хлопка нормально разделить нить на отдельные пряди, а затем снова соединить количество прядей, с которыми вы хотите работать. Как я упоминал в этом уроке по удалению мулине, всегда снимайте одну прядь за раз, а затем, если вы сшиваете две прядки, снова соединяйте их вместе.
Это поможет сохранить нить гладкой и сделает ваши строчки более аккуратными.
В наши дни среди мастеров-вышивальщиц существует тенденция использовать все шесть нитей мулине прямо из мотка. Вы можете видеть, что получается очень толстая линия, но это не самая привлекательная линия. Если вам нужен красивый и красивый вязаный стежок на основе стежка, вы добьетесь лучших результатов, если сначала снимете нить или воспользуетесь перле-хлопком № 3 или № 5.
В большинстве поверхностных вышивок редко можно увидеть все шесть нитей мулине, использованные одновременно.
Линия «f» представляет собой одну из шести ниток мулине, выполненную стержневым швом. Он образует крошечную нежную линию.
Здесь вы можете очень ясно увидеть, что по размеру наиболее тонкая линия создается одной нитью хлопкового мулине в синем цвете. По сравнению с этим хлопок №12 выглядит тяжелым.
Переверните работу, и вы получите довольно ясную историю. Глядя на заднюю часть, вы можете сказать, что требуется много стежков с одной нитью хлопкового нити, чтобы покрыть такое же расстояние, сохраняя при этом целостность веревочного стежка.Вы можете сделать более длинные стежки с одинарной нитью хлопкового мулине, но чем длиннее ваши стежки, тем меньше будут выглядеть стежки по основанию.
Здесь также стоит отметить, что при работе с тонкой нитью, чем длиннее стежок основы (или любой линейный стежок , включая обратный стежок, цепной стежок, контурный стежок — вы называете это), тем сложнее Вышейте аккуратную плавную кривую.