ГОСТ Р ИСО 2553-2017 Сварка и родственные процессы. Условные обозначения на чертежах. Сварные соединения
Страница 1 из 49
Страница 2 из 49
Страница 3 из 49
Страница 4 из 49
Страница 5 из 49
Страница 6 из 49
Страница 7 из 49
Страница 8 из 49
Страница 9 из 49
Страница 10 из 49
Страница 11 из 49
Страница 12 из 49
Страница 13 из 49
Страница 14 из 49
Страница 15 из 49
Страница 16 из 49
Страница 17 из 49
Страница 18 из 49
Страница 19 из 49
Страница 20 из 49
Страница 21 из 49
Страница 22 из 49
Страница 23 из 49
Страница 24 из 49
Страница 25 из 49
Страница 26 из 49
Страница 27 из 49
Страница 28 из 49
Страница 29 из 49
Страница 30 из 49
Страница 31 из 49
Страница 32 из 49
Страница 33 из 49
Страница 34 из 49
Страница 35 из 49
Страница 36 из 49
Страница 37 из 49
Страница 38 из 49
Страница 39 из 49
Страница 40 из 49
Страница 41 из 49
Страница 42 из 49
Страница 43 из 49
Страница 44 из 49
Страница 45 из 49
Страница 46 из 49
Страница 47 из 49
Страница 48 из 49
Страница 49 из 49
Условные обозначения сварных швов на чертежах
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ СВАРНЫХ ШВОВ НА ЧЕРТЕЖАХ [c.
Условные обозначения сварных швов на чертежах [c.167]
Сварные швы на чертежах обозначают согласно ГОСТ 5263—58, который устанавливает условные обозначения сварных швов на чертежах машиностроения и распространяется на сварные соединения, выполняемые дуговой ручной сваркой, дуговой автоматической и полуавтоматической сваркой под флюсом, газовой сваркой, контактной сваркой, сваркой в среде защитных газов. [c.239]
Условное обозначение сварных швов на чертежах [c.19]
Примеры условных обозначений сварных швов на машиностроительных чертежах согласно ГОСТ 5263—58 приведены в табл. 31.
 [c.123]
[c.123]Существуют различные способы разогревания поверхностей свариваемых деталей при помощи сварки газовой, электроконтактной, электродуговой, термитной, ультразвуковой и др. Наи( лее широкое применение получила электросварка. Подробно способы сварки рассматриваются в курсе технологии металлов. В программу курса черчения входит ознакомление с условным изображением и обозначением. сварных швов на чертежах. Чаще всего приходится сваривать листовой матери . В зависимости от взаимного расположения свариваемых листов различают соединения стыковые, угловые, тавровые.
Подробно способы сварки рассматриваются в курсе технологии металлов. В программу курса черчения входит ознакомление с условным изображением и обозначением сварных швов на чертежах. В зависимости от взаимного расположения свариваемых деталей различают следующие виды сварных соединений стыковые, угловые, тавровые, внахлестку (рис. 340). Швы сварных со- [c.248]
Обозначение сварных швов на чертежах регламентируется действующим ГОСТ 5263—58.
Условные обозначения сварных соединений. На рис. 21 приведены различные типы сварных швов, а на рис. 22 — способы условного обозначения сварных швов иа чертежах. [c.88]
Условные обозначения сварных швов и методика нанесения их на чертежах сводятся к следующему [c.451]
Условные обозначения сварных швов и методика нанесения их на чертежах…………………………………………… . .
В ГСЮТе 5263—58 приведены условные обозначения сварных швов, применяющиеся на чертежах. [c.295]
Условные обозначения сварных швов и правила выполнения их на чертежах установлены ГОСТ 5263-58. Примеры обозначения швов сварных соединений приведены в табл.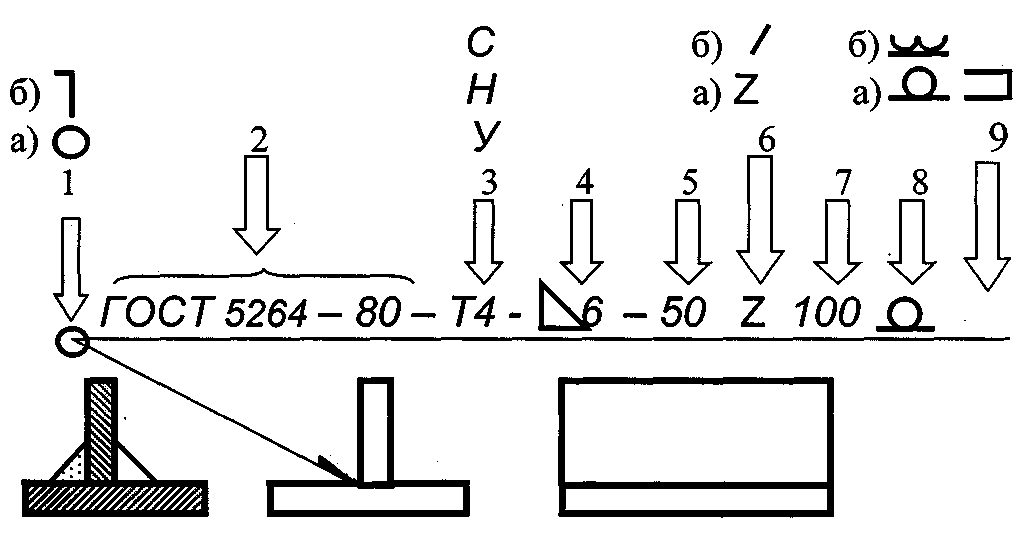 10, а вспомогательные знаки — в табл. 9.
[c.166]
10, а вспомогательные знаки — в табл. 9.
[c.166]
На фиг. 263 —265 приведены примеры нанесения условных обозначений сварных швов для подпятника и узла подкрановой балки. Исполнение чертежа узла подкрановой балки дано в двух вариантах. Предпочтительное исполнение показано на фиг. 265. Заметим, что при вычерчивании узлов металлических конструкций, элементы которых скрепляются при помош,и сварных Швов, необходимо, чтобы линии центров тяжести Zq угольников или каких-либо других профилей, входяш,их в узел, имели в своем пересечении общую точку.
СТРЕЛКИ. Острые окончания размерных и указательных линий на чертеже. По форме бывают односторонними (с одним пером) и двухсторонними. Односторонняя стрелка применяется для выноски условных обозначений сварных швов и их поперечных сечений (ГОСТ 2.312—68). Величина размерных стрелок зависит от толщины линий обводки данного чертежа и должна быть по возможности одинаковой. Стрелки, указывающие направление взгляда прн проекти-
Швы сварных соединений обозначаются на чертежах стандартными условными знаками (ГОСТ 2.312—68). Существует два вида условных обозначений сварных швов — основные, проставляемые на чертежах и других конструкторских документах, и дополнительные (буквенно-цифровые), которые применяют при переписке и в нормативно-технической документации. [c.43]
На чертеже и в карте технологического процесса проставляются условные обозначения сварных швов, соединяющих детали узла между собой. Технологический процесс (или кратко техпроцесс) сборки и сварки узла разрабатывается по чертежу на сварное изделие и оформляется в виде карты техпроцесса (технологической карты). В карте техпроцесса приводятся все основные сведения, необходимые для изготовления узла сваркой, а именно 1) последовательность переходов и операций, которая должна соблюдаться рабочим 2) содержание контрольных операций 3) применяемые оборудование, оснастка, и инструмент 4) сварочные материалы 5) положение сварных
На чертежах сварного соединения каждый шов имеет определенное условное обозначение, которое наносят над или под полкой линии-выноски, проводимой от изображения шва. Условное обозначение лицевых швов наносят над полкой линии-вы-носки. Условное обозначение лицевых швов наносят над полкой линии-выноски. Условное обозначение оборотных швов наносят под полкой линии-выноски. Это обозначение по ГОСТ 2.312—72 (см. рис. 235) имеет следующую структуру (рис. 236, а)
На чертежах сварных соединений часто встречаются одинаковые швы, т. е. швы одного и того же типа с один ковыми размерами конструктивных элементов в поперечном сечении, имеющие одинаковое условное обозначение. В этом случае у одного из изображенных швов проставляют условное обозначение, а от изображений остальных швов проводят линии-выноски с небольшими полками. Всем одинаковым швам присваивается один и тот же номер, который проставляют на линии-выноске, имеющей полку с нанесенным обозначением шва (рис. 357, а). На всех остальных одинаковых швах на полке проставляют только номер шва (рис. 357, б). Допускается указывать количество швов, например запись 20 № Ь (рнс. 357, а) говорит о том, что подобных одинаковых швов на чертеже имеется двадцать.
Общепринята следующая последовательность простановки на выносных линиях чертежей условных обозначений характеристик швов сварных соединений [c.48]
Швы сварных соединений. Автоматическая и полуавтоматическая сварка под флюсом. Основные типы и конструктив>1ые элементы. Стандарт распространяется на сварные швы, выполняемые автоматической и полуавтоматической сваркой под слоем флюса па конструкциях из углеродистых и низколегированных сталей. Стандартом устанавливаются условные обозначения способов сварки, основные типы швов в стыковых, тавровых, угловых соединениях и в соединениях внахлестку в зависимости от формы подготовки кромок и характера выполнения шва. Указывается вид в поперечном сечении подготовленных кромок и выполненных швов в зависимости от толщины свариваемого металла, графическое и буквенно-цифровое обозначение типов швов. Приведены размеры конструктивных элементов швов с допускаемыми отклонениями от них и обозначения швов на чертежах.
Знаки в основных условных обозначениях швов сварных соединений на чертежах проставляются в следующем порядке. [c.274]
Условные обозначения шва наносят на полке линии-выноски, проведенной от изображения шва с лицевой стороны, или под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис. VI,53). Обозначение шероховатости механически обработанной поверхности шва наносят после условного обозначения шва (см. рис. У1.53), указывают в таблице швов на чертеже или приводят в технических требованиях чертежа. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской. [c.174]
Условные обозначения сварных соединений. Независимо от масштаба изображения обозначение сварных швов наносят во всех случаях по ГОСТ 5263—58, предусматривающему сварные соединения, выполняемые автоматической, ручной электродуговой, газовой и контактной сваркой. При выполнении сварных соединений другим способом, отличающимся от указанных в стандарте, на чертежах необходимо давать дополнительные указания. [c.13]
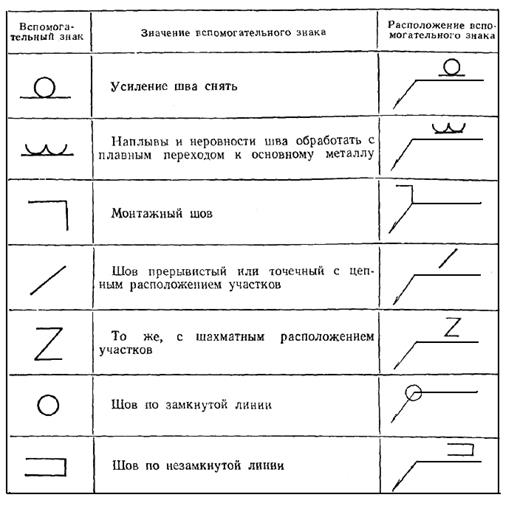
Для обозначения сварных швов используют также вспомогательные знаки (табл. 1.1). Все элементы условного обозначения располагают в указанной последовательности и отделяют один от другого дефисом. Буквенные обозначения способа сварки необходимо проставлять на чертеже только в случае применения в данном изделии нескольких видов сварки, например П — механизированная дуговая сварка А — автоматическая дуговая У — дуговая в углекислом газе и др. Можно не указывать на полке линии-выноски обозначения стандарта, если все швы в изделии выполняют по одному стандарту. В этом случае следует 2 сделать соответствующее [c.20]
Условные обозначения и изображения швов сварных соединений на чертежах установлены ГОСТ 2.312—72. [c.642]
ГОСТ 2.312—72 регламентирует условные изображения и обозначения сварных соединений в технической документации. Независимо от способа сварки видимый шов на чертеже изображают сплошной линией, а невидимый — штриховой. От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой. Условное обозначение шва наносят над полкой линии-выноски, если изображен видимый шов, и под полкой, если шов невидимый. Стандартом определены вспомогательные знаки для обозначения сварных швов, наиболее часто используемые из них приведены в табл. 3. В табл. 4 даны примеры условных обозначений стандартных швов сварных соединений. [c.19]
Имеется также государственный стандарт на условные обозначения сварных швов ГОСТ 2.312—72 Условные изображения и обозначения hibob сварных соединений , также обязательный для применения па чертежах конструкций. [c.12]
Сварной шов независимо от спосрба сварки изображают на чертежах видимый — сплошной основной линией, невидимый — штриховой. От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой. На рис, 2.13 приведены примеры условных обозначений сварных швов, нанесенные на линиях-выносках. На этом рисунке показаны условные изображения швов при ручной дуговой сварке по ГОСТ 5264—80. В случае выполнения швов других видов номер ГОСТа следует проставлять в соответствии с данными табл. 2.1. В условных обозначениях пропущены некоторые данные, которые стандарт разрешает не указывать. [c.17]
Сварные соединения и швы обозначаются на чертежах стандартными условными знаками (ГОСТ 5263—58). Сушествуег два вида условных обозначений сварных швов—основные, проставляемые на чертежах и других технических документах, и дополнительные (буквенно-цифровые). [c.69]
На рис. 21.8а дан разрез сваренных листов с изображением шва. На чертеже показывают упрощенное изображение (рис. 21.86) сварного шва контурной линией, если шов видим, с надписью, для составления и чтения которой требуется стандарт или справочник. Выносная линия заканчивается полустрелкой, кружок означает сварку по периметру (размер диаметра 3-4 мм). Запись стандарта над полочкой выносной линии означает шов видимый. На рис. 21.8в показан невидимый шов. На рис. 21.8г рассмотрены варианты разрезов и вид при точечной сварке (крестики оформляются контурной линией с размерами штрихов, равными 5-10 мм). Обозначения сварных швов регламентирует ГОСТ 2.312-72. Обозначения паяных и клееных соединений (ГОСТ 2.313-82) приведены на рис. 21.8д,е. В разрезе и на виде припой и клей условно изображают двойной контурной линией (25). [c.414]
Условные изображения и обозначения швов сварных соединений на чертежах изделий всех отраслей промышленности выполняются в соответствии с ЕСКД ГОСТ 2.312—68. [c.260]
Условные изображения и обозначения швов сварных соединенпй на чертежах выполняют в соответствии с ГОСТ 2.312—72. [c.60]
Условные изображения и обозначения швов сварных соединений в технической документации регламентированы ГОСТ 2-312—72, а для строительных чертежей—еще и некоторыми положениями ГОСТ 11692—66 (табл. 111.10). Независидмо от способа сварки видимый шов на чертеже изображается сплошной линией, а невидимый—штриховой. Видимая сварная точка обозначается знаком + , невидп.мая ие указывается. От изображения шва или точки проводят линию-выноску, заканчивающуюся односторонней стрелкой. Условное обозначение шва наносится над полкой линии-выноски, если изображен шов с лицевой стороны, и под полкой, если шов — с оборотной стороны. ГОСТ 2.312—72 регламентирует отдельные моменты применения различных обозначений, их упрощения и т п. Стандартом определены вспомогательные знаки для обозначения сварных швов, приведенные в табл. 111.11. [c.45]
Согласно Единой системе конструкторской документации (ЕСКД) изображения и обозначения швов сварных соединений на чертежах изделий должны соответствовать ГОСТ 2312—72 Изображение швов сварных соединений . Независимо от вида сварки видимый шов сварного соединения условно изображают сплошной основной линией, а невидимый — штриховой. Обозначение шва отмечают линией-выноской, заканчивающейся односторонней стрелкой. Характеристики шва проставляют над полкой линии-выноски (для лицевой стороны шва) или под полкой (для обратной стороны шва). Структура условного обозначения стандартного шва приведена на рис. 1.13. Далее указаны номера некоторых стандартов на виды и конструктивные элементы швов сварных соединений для различных видов сварки [c.18]
ГОСТ 2.312—72 устанавливает условные изображения и обозначения швов сварных соединений на чертежах изделий вссх отраслей промышленности, а также в строительной документации, в которой не использованы изображения и обозначения, применяемые в строительстве. [c.179]
Условное обозначение сварных соединений — КиберПедия
Детали, соединяемые сваркой, располагаются внахлестку Н, встык С, под углом У, в виде тавра Т. Выполняются соединения с отбортовкой двух кромок (в соединениях внахлестку), без скоса кромок, со скосом одной кромки, со скосом двух кромок.
В условном обозначении шва наносят буквенно-цифровое обозначение вида соединения, формы подготовленных кромок и характера выполненного шва; способы сварки; виды и методы сварки.
На рис. 1 приведены виды соединений согласно ГОСТ 5264-80 и пределы толщин свариваемых деталей.
Рисунок 1. Виды соединений
С1 — шов с отбортовкой двух кромок, односторонний;
С2 — без скоса кромок, односторонний;
СЗ — то же, на остающейся или съемной подкладке;
С4 — без скоса кромок, двусторонний;
С5 — со скосом одной кромки, односторонний;
С6 — то же, на остающейся или съемной подкладке;
С7 — со скосом одной кромки, односторонний замковый;
С8 — со скосом одной кромки, двусторонний;
С9 — с криволинейным скосом одной кромки, двусторонний;
СЮ — с ломаным скосом одной кромки, двусторонний,
СП — с двумя симметричными скосами одной кромки, двусторонний;
С12 — с двумя симметричными криволинейными скосами одной кромки, двусторонний;
С13 — с двумя несимметричными скосами одной кромки, двусторонний;
С14 — со скосом одной кромки с последующей строжкой, двусторонний;
С15 — со скосом двух кромок, односторонний;
С16 — то же, на остающейся или съемной подкладке;
С17 — то же, замковый;
С18 — со скосом двух кромок, двусторонний;
С19 — с криволинейным скосом двух кромок, двусторонний;
С20 — с ломаным скосом двух кромок, двусторонний;
С21 — с двумя симметричными скосами двух кромок, двусторонний;
С22 — с двумя симметричными криволинейными скосами двух кромок, двусторонний;
С23 — с двумя симметричными ломаными скосами двух кромок, двусторонний;
С24 — с двумя несимметричными скосами двух кромок, двусторонний;
С25 — со скосом двух кромок с последующей строжкой, двусторонний.
В таблице 1 приведены данные по стыковым сварным соединениям листовой стали
Таблица 1. Стыковые сварные соединения листовой стали
Обозначение способа сварки
ГОСТ 5264-80
Р – ручная дуговая сварка ИН – в инертных газах неплавящимся электродом без присадочного материала;
ИП – в инертных газах и их смесях с углекислым газом и кислородом плавящим электрод;
УП – в углекислом газе и его смеси с кислородом плавящим электрод;
ГОСТ 8713-80
АФ — автоматическая на весу;
МФ – механическая на весу
АФф — автоматическая на флюсовой подкладке;
АФо – автоматическая на остающейся подкладке;
МФо – механическая на остающейся подкладке;
АФп – автоматическая на медном ползуне;
АФк – автоматическая с предварительной подваркой корня шва;
МФк – механическая с предварительной подваркой корня шва;
Угловое соединение
У1 — шов с отбортовкой одной кромки, односторонний;
У2 — без скоса кромок, односторонний, впритык;
УЗ — без скоса кромок, двусторонний, впритык;
У4 — без скоса кромок, односторонний;
У5 — то же, двусторонний;
У6 — со скосом одной кромки, односторонний;
У7 — то же, двусторонний;
У8 — с двумя скосами одной кромки, двусторонний;
У9 — со скосом двух кромок, односторонний; У10 — то же, двусторонний.
В табл. 2 приведены данные по угловым сварным соединениям листовой стали.
Таблица 2. Угловые сварные соединения листовой стали
Обозначение способа сварки
ГОСТ 5264-80
Р – ручная дуговая сварка
ГОСТ 8713-80
АФш – автоматическая с предварительным наложением подварочного шва;
МФш – механическая с предварительным наложением подварочного шва;
Тавровые соединения:
Т1
Сварочные символы раскрывают тайну | Интернет-образование Американского общества сварщиков
Одно из моих первых заданий в AWS было в составе команды, которая написала наш предстоящий курс по символам сварки, Общие сведения о символах сварки . Когда я впервые открыл AWS 2.4 Стандартные символы для сварки, пайки и неразрушающего контроля , мои глаза остекленели, и я подумал про себя, как, черт возьми, сделать это доступным для наших конечных пользователей?
Как и другие подобные технические документы, AWS 2.4 написан как свод правил и организован как справочное руководство. Документ является техническим и кратким и служит своей цели: представить систему для указания требований к сварке, пайке и неразрушающему контролю.
Однако AWS 2.4 не предназначен для чтения как книги, и материал требует небольшого пояснения, если вы никогда не сталкивались с ним. Вот где мы и пришли. Мы исследовали и обратились к экспертам в данной области, чтобы помочь нам сделать материалы более удобными для пользователей.Результатом стал наш предстоящий курс Знакомство с символами сварки .
Во время исследования и написания статьи мы заметили несколько областей, которые могут быть немного сложными и могут легко вызвать путаницу. Если вы какое-то время не обновляли правила обозначений для сварки, вот пять распространенных ошибок, которых можно избежать.
Ошибка № 1:
Обратный сварной шов и обратный шов — это не одно и то же… хотя оба используют один и тот же символ сварки. Подложка выполняется перед сваркой с разделкой кромок.Думайте о подкладке как о поддержке настоящего сварного шва. Обратный сварной шов делается постфактум… чтобы улучшить сварной шов, если хотите.
Ошибка № 2:
Если сварной шов покрывает весь периметр соединения, вместо дюймов используется дополнительный символ сварного шва по всему периметру. Обозначение сварного шва по всему периметру означает, что сварной шов полностью продолжается по периметру соединения. В качестве справки, взгляните на рисунок 8 AWS A2.4: 2012, Стандартные символы для сварки, пайки и неразрушающего контроля .
В настоящее время это требование не распространяется на кольцевые соединения, например соединения, образованные трубой или стержнем. Если размер длины не указан, предполагается, что сварной шов охватывает весь периметр соединения. По этой причине символ сварки по всему периметру не требуется.
Взгляните на изображения ниже. На первом изображении изображен угловой сварной шов, охватывающий весь периметр стыка. Сварка продолжается по каждому краю стыка. Поскольку сварной шов полностью покрывает соединение и следует за всеми изменениями направления сварки, используется символ сварки по всему периметру.На втором изображении показано уплотнение вокруг трубы. Поскольку размер по длине не указан, мы знаем, что сварной шов покрывает всю окружность детали, что исключает необходимость в обозначении сварного шва по всему периметру.
Ошибка № 3:
Иногда на символах неразрушающего контроля мы видим процентное значение рядом с буквенным обозначением теста. Например, МП 50%. Сначала я подумал, что это означает испытание магнитными частицами при 50% интенсивности… но на самом деле это означает испытание магнитными частицами только 50% детали.
Ошибка № 4:
Это очень распространенная ошибка: глубина и размер шва с разделкой кромок НЕ одно и то же: глубина — это глубина канавки до начала сварки. Это измерение используется для подготовки стыка к сварке. Размер — это размер самого сварного шва, измеренный во время и после сварки.
Ошибка № 5:
Излом стрелки символа сварки указывает на элемент со скосом.Однако, если очевидно, какой элемент или элементы имеют фаску, например, V-образная канавка на одной стороне соединения, разрыв стрелки не требуется.
Следите за обновлениями, мы расскажем о пяти распространенных ошибках, связанных со сварочными символами, в нашем следующем сообщении в блоге.
Джуди Мансо
Преимущества обозначения CWI
Наши сайты
- FMA
- FABRICATOR
- Гайки, болты и Thingamajigs Foundation
- FABTECH
- Канадская металлообработка
- 50 лет FMA
Наши публикации
- FABRICATOR
- The WELDER
- Подписка
- Электронный бюллетень
- Цифровое издание
- Реклама
- The Tube & Pipe Journal
- STAMPING Journal
- Отчет о добавках
- The Fabricator en Español
Категории
- Аддитивное производство
- Сварка алюминия
- Дуговая сварка
- Сборка и соединение
- Автоматизация и робототехника
- Гибка / складывание
- Расходные материалы
- Подготовка к резке и сварке
- Электрооборудование Транспортные средства
- En Español
- Чистовая обработка
- Гидроформование
- Лазерная резка
- Лазерная сварка
- Обработка
- Производственное программное обеспечение
- Обработка материалов
- Металлы / материалы
- Кислородная резка
- Плазменная резка
- Электроинструменты
- и прочая обработка отверстий
- Профилирование
- Безопасность
- Распиловка
- Резка
- Управление цехом
- Штамповка
- Испытания и измерения
- Производство труб и труб
- Производство труб и труб
- Гидроабразивная резка
Справочник отрасли
- Поиск в справочнике (выставочные залы)
- Справочники и справочники покупателей
- Витрины продуктов
- Глоссарий
- Доска объявлений
- Зарегистрируйтесь в справочнике
Интернет-трансляции
Торговая выставка
FAB 40
Реклама
Подписка
Наши дочерние веб-сайты
- Ассоциация производителей и производителей, Intl.
- Nuts, Bolts & Thingamajigs Foundation
- FABTECH
- Canadian Metalworking
Вход в аккаунт
Поиск
- Наши публикации
- The FABRICATOR
- The WELDER
- The Tube & Pipe Journal
- The Additive Report
- The Fabricator en Español
- FABRICATOR
- From The FABRICATOR
Устранение проблем с качеством при резке труб
2010-е: Были ли 2010-е золотым веком металлообработки?
Художник привносит потрясающее чувство реализма в металлические скульптуры
Листогибочный пресс по сравнению с роликом
- Подписка
- Электронный бюллетень
- Цифровое издание
- Реклама
- О
- Узнать больше
- ШТАМПОВКА Журнал
- Из журнала STAMPING
5 способов обработки штамповки, автоматические потоки отходов высечки
Штемпель второго поколения из Мичигана доказывает свое мастерство с помощью прототипирования
Анализ системы штамповки металла
Угол разработки: анализ самого себя -проклепка заклепочных соединений в автомобильной промышленности
- Подписка
- Электронная рассылка
- Цифровая версия
- Реклама
- О компании
- Подробнее
- Сварщик
- From The WELDER
Jim’s Cover Pass: Как помочь начинающим сварщикам декодировать чертежи
Уголок расходных материалов: Как диагностировать и предотвратить растрескивание сварного шва
От полуавтоматического к автоматическому: Советы по выбору сварочного пистолета
Алюминий и т. Д.: Путешествие нового обозревателя к открытию ниши в сварке алюминия
- Подписка
- Электронная рассылка
- Цифровое издание
- Реклама
- О
- Подробнее
- The Tube and Pipe Journal
- From The Tube & Pipe Journal
Производитель труб вкладывает средства в гибкую автоматизированную технологию прокатного стана
Обеспечивая 30-летний рост производителя, инновации
Исследования включают сплавы для будущего с низким уровнем выбросов углерода
Варианты для цепочки поставок нефти и газа в неопределенности раз
- Подписка
- Электронная рассылка
- Цифровая версия
- Рекламировать
- О
- Узнать больше
- The FABRICATOR en Español
- From The Fabricator en Español
7 maneras de repensar el flujo de trabajo en la oficina
¿A dónde fue esa parte?
Perfeccionando una soldadura de proyección en acero de ultra-alta resistencia
Форма и управление райо льва-ла-солдадура, работающая с лимитами
- Подписка
- E-newsletter 74
- Подписка
- E-newsletter5
Наши сайты
- FMA
- FABRICATOR
- Гайки, болты и Thingamajigs Foundation
- FABTECH
- Канадская металлообработка
- 50 лет FMA
Наши публикации
- FABRICATOR
- The WELDER
- Подписка
- Электронный бюллетень
- Цифровое издание
- Реклама
- The Tube & Pipe Journal
- STAMPING Journal
- Отчет о добавках
- The Fabricator en Español
Категории
- Аддитивное производство
- Сварка алюминия
- Дуговая сварка
- Сборка и соединение
- Автоматизация и робототехника
- Гибка / складывание
- Расходные материалы
- Подготовка к резке и сварке
- Электрооборудование Транспортные средства
- En Español
- Чистовая обработка
- Гидроформование
- Лазерная резка
- Лазерная сварка
- Обработка
- Производственное программное обеспечение
- Обработка материалов
- Металлы / материалы
- Кислородная резка
- Плазменная резка
- Электроинструменты
- и прочая обработка отверстий
- Профилирование
- Безопасность
- Распиловка
- Резка
- Управление цехом
- Штамповка
- Испытания и измерения
- Производство труб и труб
- Производство труб и труб
- Гидроабразивная резка
Справочник отрасли
- Поиск в справочнике (выставочные залы)
- Справочники и справочники покупателей
- Витрины продуктов
- Глоссарий
- Доска объявлений
- Зарегистрируйтесь в справочнике
Интернет-трансляции
Торговая выставка
FAB 40
Реклама
Подписка
Наши дочерние веб-сайты
- Ассоциация производителей и производителей, Intl.
- Nuts, Bolts & Thingamajigs Foundation
- FABTECH
- Canadian Metalworking
Вход в аккаунт
Поиск
- Наши публикации
- The FABRICATOR
- The WELDER
- The Tube & Pipe Journal
- The Additive Report
- The Fabricator en Español
- FABRICATOR
- From The FABRICATOR
Устранение проблем с качеством при резке труб
2010-е: Были ли 2010-е золотым веком металлообработки?
Художник привносит потрясающее чувство реализма в металлические скульптуры
Листогибочный пресс по сравнению с роликом
- Подписка
- Электронный бюллетень
- Цифровое издание
- Реклама
- О
- Узнать больше
- ШТАМПОВКА Журнал
- Из журнала STAMPING
5 способов обработки штамповки, автоматические потоки отходов высечки
Штемпель второго поколения из Мичигана доказывает свое мастерство с помощью прототипирования
Анализ системы штамповки металла
Угол разработки: анализ самого себя -проклепка заклепочных соединений в автомобильной промышленности
- Подписка
- Электронный бюллетень
- Цифровая версия
- Реклама
- О
- Подробнее
Спецификации процедуры сварки
Weldi Технические характеристики процедуры