Пруток 4043 и 5356: в чем разница
Сварка — процесс непростой, ответственный, но в то же время и очень интересный. Чтобы варить профессионально, нужно иметь отработанную технику, неплохое оборудование под рукой и навык подбора расходных материалов. В первую очередь касается это прутков, проволоки и электродов. Все больше споров среди специалистов в последнее время вызывает сварка алюминия. Металл этот достаточно капризный, работать с ним не просто, так еще и разнообразие сварочных материалов вгоняет в небольшой ступор. Сегодня мы решили рассказать вам про два самых популярных типа прутка для аргонодуговой сварки: 4043 и 5356. А вы читайте, запоминайте и используйте на практике.
TIG сварка алюминия: какие прутки бывают?
Вокруг прутков по алюминию порой разгораются нешуточные баталии. Специалисты спорят о том, какая разновидность больше подходит для тех или иных работ, и никак не могут прийти к единому выводу. Мы же начнем с сухих фактов, а затем перейдем к опыту профессионалов.
Самые популярные варианты прутков для сварки алюминия: TIG 4043 и TIG 5356. В составе первого больше кремния, во втором — магния. Именно этот нюанс и оказывает влияние на сферу применения той или иной разновидности.
Но далеко не всегда специалист может просто так взять и посмотреть, какой сплав перед ним. Иногда приходится руководствоваться собственным опытом, а если его нет, то помощью коллег. Чтобы вам было проще сориентироваться, мы подготовили пару дельных советов:
1. Пруток 4043 с большим содержанием кремния просто идеален для тех ситуаций, когда вам предстоит работать с литьем.
2. Варите мягкий металл — берите 4043, не прогадаете.
3. Предстоит сварить конструкцию, которая должна быть устойчива к высокой температуре? Ваш надежный помощник — пруток 5356.
4. Знаете, что будете иметь дело с магниевым сплавом алюминия — купите присадку 5356.
Теперь объясним на примерах. Если вы работаете с котлами или в пищевой промышленности, в судостроительстве, то скорее всего часто по долгу службы варите прутком 5356. Если же вам чаще приходится иметь дело с автомобильными дисками, блоками ДВС, трубками кондиционеров — вам нужна присадка 4043. Вот и все премудрости.
Если же вам чаще приходится иметь дело с автомобильными дисками, блоками ДВС, трубками кондиционеров — вам нужна присадка 4043. Вот и все премудрости.
4043 или 5356 — мнение профессионалов
Теория — это очень хорошо. Но еще лучше, когда она подтверждена на практике. В реальности большинство профессионалов действительно варит диски прутком 4043. Но есть и немного другое, альтернативное мнение.
Присадка 5356 считается более прочной, шов из нее выходит пожестче, а значит и ходить такой диск будет больше. Поэтому эта рубленная проволока многими мастерами используется для работы ремонта дисков с ненарушенной геометрией или нарушенной, но несущественно. Чем это объяснить? Если на изделии не хватает, например, куска, то его можно приварить, используя такой пруток, и его можно будет спокойно использовать еще пару лет, ни о чем не беспокоясь. Если же диск все же придется в дальнейшем править, то жесткий 5356 может не подойти, в отличие от более пластичного 4043.
Чем и как варить, выбирать только специалисту. Но мы настоятельно рекомендуем руководствоваться существующими нормативами и внимательно изучать состав сплавов. Ведь цена даже одной небольшой ошибки может быть слишком высока. Найти же материалы для сварки отличного качества, а также оборудование и принадлежности вы всегда можете в каталоге нашего интернет-магазина. Заходите и выбирайте!
Но мы настоятельно рекомендуем руководствоваться существующими нормативами и внимательно изучать состав сплавов. Ведь цена даже одной небольшой ошибки может быть слишком высока. Найти же материалы для сварки отличного качества, а также оборудование и принадлежности вы всегда можете в каталоге нашего интернет-магазина. Заходите и выбирайте!
Сварочная проволока: классификация, маркировка, применение
Сварочная проволока – это металлическое изделие определенной длины с небольшим поперечным сечением. Как правило, ее применяют для изготовления гибких электродов, а также как присадочный материал при ручной, автоматической и полуавтоматической сварке, обеспечивая высокое качество швов и надежное соединение. Значительной особенностью изделий является то, что ее поверхность не имеет покрытия, поэтому для высококачественного сваривания рекомендуется использовать добавочную защиту, газ.
Разновидности
Следует помнить, что для каждого металла нужно правильно подобрать определенный вид проволоки. От этого будет зависеть качество сварки и шва. Использование чистой, не ржавой и без шероховатостей проволоки сделает шов намного пластичней и качественней, а значит, предоставит максимальную защиту от коррозии. Существуют такие виды проволоки:
От этого будет зависеть качество сварки и шва. Использование чистой, не ржавой и без шероховатостей проволоки сделает шов намного пластичней и качественней, а значит, предоставит максимальную защиту от коррозии. Существуют такие виды проволоки:
- Омедненная – это проволочная продукция, которая применяется для дуговой сварки углеродистых и низколегированных сталей, обеспечивая бесперебойную работу любого сварочного аппарата. При использовании минимизирует разбрызгивание металла, а также гарантирует высокое качество сварных швов.
- Порошковая – обычно имеет вид трубки, состоящей из малоуглеродистой стали, заполненной специальными порошками раскислителей и шлакообразующими веществами. Используется, как правило, для автоматической сварки, помогает минимизировать образование шлака и содействует уменьшению работ по зачистке швов.
- Проволока сплошного сечения используется для полу- и автоматической сварки, для изготовления электродов.
- Неомедненная проволока применяется для механизированной сварки, а также при работе с деталями из низкоуглеродистых сортов стали, не требующей исправления качества швов.

- Активированные проволоки – изделия, которые также состоят из порошковых наполнителей и применяются для сварок в углекислом газе.
- Газосварочная – применяется для сварочных работ с углеродистыми и низкоуглеродистыми видами стали.
- Алюминиевая – широко применяется в полуавтоматической сварке алюминиевых конструкций, придает швам низкую пористость и применяется в молочной и судостроительной промышленностях.
- Проволока из нержавейки применяется для соединения нержавеющих типов стали, наплавления которой защищают от коррозии и трещин.
- Флюсовая – используется при сварке полуавтоматом углеродистых, среднеуглеродистых и низкоуглеродистых видов стали.
- Легированная – помогает проводить любые сварки в разных газовых смесях, является идеальным сварочным материалом для аргонного сваривания.

Классификация
При выборе сварочной проволоки нужно сразу определиться, каких целей вы хотите достичь, а также тщательно изучить предназначение каждого из видов. Для этого существуют группы классификаций, содержащие легирующие элементы в составе:
Для этого существуют группы классификаций, содержащие легирующие элементы в составе:
- Содержат в присадочном материале маленькое содержание углерода.
- Состав содержит незначительное число легирующих веществ.
- Высоколегированная проволока для сваривания.
Сварочная проволока из стали считается наиболее востребованной для применения в разных сварочных целях. В соответствии с нормами ГОСТ2246-70 выделяют целых 77 видов различного сечения, в миллиметровых размерах:
- Размеры 0,3-1,6 мм используют для сварки металлических изделий в защитном газе с помощью сварки автоматов или полуавтоматов.
- Для изготовления электродов применяют сечения 1,6-12,0 мм.
- Для работы сварочной проволокой под флюсом используют сечения с размерами 2,0-6,0 мм.
Маркировка
Маркировка сварочной проволоки применяется для понимания, с какими материалами придется иметь дело сварщику. Каждый мастер сварочных работ должен хорошо разбираться в маркировке, во избежание проблем с итоговой работой, а также для обеспечения собственной безопасности.![]()
Расшифровка сварочной проволоки
Первые цифры маркировки обозначают диаметр, измеряемый в миллиметрах. Потом идут две определенные буквы, которые указывают назначение изделий (СВ – сварочная и так далее). Дальнейший указатель показывает содержание углерода в сварочной проволоке, измеряется в сотых долях от процента. Далее находятся буквы, указывающие наличие определенных легирующих компонентов (Х – хром и т. д.) При содержании данных элементов более 1% их указатель располагается после буквы. Обозначение букв А или же АА означает чистоту относительно вредных примесей. Сварочная проволочная продукция для создания электродов в обозначении имеет букву Э, тогда как омедненная проволока маркируется буквой О.
Химический состав для сваривания стали
Электроды, применяемые при сварке стали, должны гарантировать хорошие механические свойства соединения сварки на высоком уровне, а также высокую производительность при сваривании деталей. Плавящийся электрод – это сварочная проволока бесконечной длины.
Марки проволоки для сварки углеродистых сталей в среде различных газов
Существует три группы сварочной проволочной продукции по химическому составу ГОСТ 2246-70:
- Углеродистые (содержат углерод в количестве не более 0, 12%), применяют для сварочных работ с низкоуглеродистыми, среднеуглеродистыми сталями.
- Легированные, предназначены для сваривания низколегированных и теплостойких сталей.
- Высоколегированные, используют в работе с хромоникелевыми, нержавеющими и иными видами легированных типов стали.
Производители сварочной проволочной продукции
Здесь приведены некоторые российские производители сварочной проволоки:
- «СварМонтажСтрой» – ООО, известная российская компания по изготовлению проволоки для любого вида сварки. Благодаря современному оборудованию и европейским технологиям производство изделий соответствует высочайшим стандартам.
- Организация ООО «Петромет», относящаяся к Ленинградскому Сталепрокатному заводу, занимается изготовлением сварочной проволочной продукции.
- ООО «Велд-Метиз» – российская компания, расположенная в городе Москва, выпускающая разные виды проволоки.
- ОАО Волгоградский сталепроволочноканатный завод.
- ОАО Западно-Сибирский металлургический комбинат, расположенный в городе Новокузнецк.

Таким образом, сварочная проволочная продукция на сегодняшний день выступает эффективным и практичным изделием, которое широко используется сварщиками для создания гибких электродов, а также в качестве присадочного материала в случае выполнения ручной, полу- и автоматической сварки.
для сварки черных металлов и других материалов, омедненная в катушках 1-2 мм и другие виды, ГОСТ и производители
Сварочные работы могут быть как автоматическими, так и полуавтоматическими и осуществляться с разнообразными материалами. Для того чтобы результат проводимого процесса был успешным, есть смысл использовать специальную сварочную проволоку.
Что это такое и для чего нужна?
Сварочная проволока представляет собой металлическую нить, чаще всего намотанную на катушку. Определение данного элемента говорит о том, что он главным образом способствует созданию более прочных швов, лишенных пор и неровностей. Использование нити обеспечивает производство с минимальным количеством брака, а также с низким уровнем формирования шлака.
Устройство фиксируется в подающем механизме, после чего проволока поставляется в зону сварки либо в автоматическом, либо в полуавтоматическом режиме. В принципе, подавать ее можно и вручную путем простого раскатывания катушки.
К присадочному материалу предъявляются требования, касающиеся не только качества, но и соответствия обрабатываемым деталям.

Обзор видов
Классификация сварочной проволоки осуществляется в зависимости от характеристик, свойств и выполняемых задач.
По назначению
Помимо проволоки общего назначения, существуют также разновидности для сварки в особых условиях. Как вариант, металлическая нить может предназначаться для процедуры с принудительным формированием сварочного шва, для работы под водой или с применением ванной технологии. В этих случаях проволока должна обладать либо специальным покрытием, либо особым химическим составом.
По структуре
По структуре проволоки принято выделять сплошную, порошковую и активированную разновидности.  Возможна также укладка рядами в бухты. Иногда альтернативой такой проволоке становятся прутки и ленты. Данная разновидность используется для автоматической и полуавтоматической сварок.
Возможна также укладка рядами в бухты. Иногда альтернативой такой проволоке становятся прутки и ленты. Данная разновидность используется для автоматической и полуавтоматической сварок.
Порошковая сварочная проволока выглядит как полая трубка, заполненная флюсом. Ее, наоборот, не стоит применять на полуавтоматах, так как протяжка нити оказывается затрудненной. Более того, воздействие роликов не должно трансформировать круглую трубку в овальную. Активированная пленка так же представляет собой калиброванный сердечник, но с добавлением компонентов, применяемых для порошковых проволок. К примеру, это может оказаться тонкая прослойка.
По типу поверхности
Сварочная пленка может быть омедненной и неомедненной. Нити, покрытые медью, улучшают стабильность сварочной дуги. Происходит это потому, что свойства меди способствуют более качественной подводке тока к зоне сварки. Помимо этого, уменьшается сопротивление подачи. Неомедненная проволока стоит дешевле, что и является ее главным преимуществом.
Нити, покрытые медью, улучшают стабильность сварочной дуги. Происходит это потому, что свойства меди способствуют более качественной подводке тока к зоне сварки. Помимо этого, уменьшается сопротивление подачи. Неомедненная проволока стоит дешевле, что и является ее главным преимуществом.
Однако непокрытая нить может обладать полированной поверхностью, что делает ее своеобразным промежуточным звеном между двумя основными разновидностями.
По составу
Важно, чтобы химический состав проволоки соответствовал составу обрабатываемых материалов. Поэтому в данной классификации встречается большое количество видов присадочной нити: стальная, бронзовая, титановая или даже легированная, состоящая из нескольких элементов.
По количеству легирующих элементов
Опять же, в зависимости от количества легирующих элементов, сварочная проволока может быть:
- низколегированной – менее 2,5%;
- среднелегированной – от 2,5% до 10%;
- высоколегированной – более 10%.
Чем больше в составе имеется легированных элементов, тем лучше оказываются характеристики проволоки. Улучшаются жаростойкость, коррозионная стойкость и иные показатели.
По диаметру
Диаметр проволоки выбирается в зависимости от толщины элементов, которые предстоит сваривать. Чем меньше толщина, тем меньше, соответственно, должен быть и диаметр. В зависимости от диаметра определяется также и параметр величины сварочного тока. Таким образом, при данном показателе менее 200 ампер необходимо подготовить сварочную проволоку диаметром 0,6, 0,8 или 1 миллиметр. Для тока, не выходящего за границы 200-350 ампер, подойдет проволока диаметром 1 или 1,2 миллиметра. Для тока от 400 до 500 ампер потребуются диаметры, равные 1,2 и 1,6 миллиметра.
Чем меньше толщина, тем меньше, соответственно, должен быть и диаметр. В зависимости от диаметра определяется также и параметр величины сварочного тока. Таким образом, при данном показателе менее 200 ампер необходимо подготовить сварочную проволоку диаметром 0,6, 0,8 или 1 миллиметр. Для тока, не выходящего за границы 200-350 ампер, подойдет проволока диаметром 1 или 1,2 миллиметра. Для тока от 400 до 500 ампер потребуются диаметры, равные 1,2 и 1,6 миллиметра.
Существует также правило, что диаметр от 0,3 до 1,6 миллиметра подходит для частично автоматического процесса, проводимого в защитной среде. Диаметр, начиная с 1,6 и до 12 миллиметров, подойдет для создания сварочного электрода. Если диаметр проволоки равняется 2, 3, 4, 5 или 6 мм, то присадочный материал может использоваться для работы с флюсом.
Маркировка
Маркировка сварочной проволоки определяется в зависимости от марки материала, который требует сварки, а также от условий работы. Обозначается она в соответствии с ГОСТом и ТУ. Для того чтобы понять, как проводится расшифровка, можно рассмотреть пример марки проволоки Св-06Х19Н9Т, которая часто применяется при электросварке, а потому является весьма популярной. Буквенное сочетание «Св» говорит о том, что металлическая нить предназначается только для сварки.
Обозначается она в соответствии с ГОСТом и ТУ. Для того чтобы понять, как проводится расшифровка, можно рассмотреть пример марки проволоки Св-06Х19Н9Т, которая часто применяется при электросварке, а потому является весьма популярной. Буквенное сочетание «Св» говорит о том, что металлическая нить предназначается только для сварки.
За буквами следует цифра, обозначающая содержание углерода. Цифры «06» означают, что содержание углерода составляет 0,06% от общей массы присадочного материала. Далее можно увидеть, какие материалы входят в состав проволоки и в каком количестве. В данном случае это «Х19» – 19% хрома, «Н9» – 9% никеля и «Т» – титан. Так как цифра рядом с обозначением титана отсутствует, это значит, что его количество составляет менее 1%.
Популярные производители
В России выпускается более 70 марок присадочной проволоки. Продукция торговой марки «Барс» выпускается фирмой Barsweld, функционирующей с 2008 года. В ассортименте присутствует нержавеющая, медная, порошковая, омедненная и алюминиевая проволоки. Изготовление присадочного материала происходит с использованием инновационных технологий. Еще одним российским изготовителем металлических нитей является ООО «ИнтерПро». Производство осуществляется на итальянском оборудовании с применением специальных импортных смазок.
В ассортименте присутствует нержавеющая, медная, порошковая, омедненная и алюминиевая проволоки. Изготовление присадочного материала происходит с использованием инновационных технологий. Еще одним российским изготовителем металлических нитей является ООО «ИнтерПро». Производство осуществляется на итальянском оборудовании с применением специальных импортных смазок.
Сварочная проволока может быть также изготовлена на российских предприятиях:
- ООО «СварСтройМонтаж»;
- Судиславский завод сварочных материалов.
Предприятия Китая широко представлены на рынке присадочного материала. Их основным преимуществом является сочетание средних цен и хорошего качества. К примеру, речь идет о китайской компании Farina, производящей проволоку для работы с углеродистой и низколегированной сталью. К другим китайским производителям относятся предприятия:
К примеру, речь идет о китайской компании Farina, производящей проволоку для работы с углеродистой и низколегированной сталью. К другим китайским производителям относятся предприятия:
- Deka;
- Bizon;
- AlfaMag;
- Yichen.
Как выбрать?
Осуществляя выбор присадочного материала, необходимо учитывать два основных правила. Как уже было сказано, важно, чтобы состав проволоки максимально был схож с составом свариваемых деталей. К примеру, для черных металлов и медных сплавов будут использоваться разные вариации. Рекомендуется следить, чтобы в составе по возможности отсутствовали сера и фосфор, а также ржавчина, краска и какие-либо загрязнения.
Второе правило связано с температурой плавления: у присадочного материала она должна быть немного ниже, чем у обрабатываемых изделий. Если температура плавления проволоки окажется выше, то возникнет прогар деталей. Кроме того, стоит убедиться в том, что проволока расправляется равномерно и будет способна полностью заполнить шов. Диаметр присадки должен соответствовать толщине свариваемого металла.
Кстати, материал проволоки должен совпадать с материалом направляющего канала.
Советы по использованию
Хранение сварочной проволоки не может происходить при условиях повышенной влажности. Присадочный материал в оригинальной упаковке может храниться при температуре от 17 до 27 градусов при условии уровня влажности, равного 60%. Если температурный промежуток повышается до 27-37 градусов, то максимальная относительная влажность, наоборот, понижается до 50%. Нити, извлеченные из упаковки, могут эксплуатироваться в условиях цеха на протяжении 14 дней. Однако проволоке необходимо будет обеспечить защиту от грязи, пыли и нефтепродуктов. Если сварка прерывается более чем на 8 часов, кассеты и бобины нужно будет защитить пластиковым пакетом.
Присадочный материал в оригинальной упаковке может храниться при температуре от 17 до 27 градусов при условии уровня влажности, равного 60%. Если температурный промежуток повышается до 27-37 градусов, то максимальная относительная влажность, наоборот, понижается до 50%. Нити, извлеченные из упаковки, могут эксплуатироваться в условиях цеха на протяжении 14 дней. Однако проволоке необходимо будет обеспечить защиту от грязи, пыли и нефтепродуктов. Если сварка прерывается более чем на 8 часов, кассеты и бобины нужно будет защитить пластиковым пакетом.
Помимо этого, применение присадочного материала требует предварительного расчета нормы расхода. Удобнее всего планировать расход проволоки на метр заполняемого соединения. Делается это по формуле N = G*К, где:
- N – это норма;
- G – масса наплавки на готовом шве, длиною в метр;
- K – коэффициент поправки, который определяется в зависимости от массы наплавленного материала к расходу металла, требуемого для сварки.

Для подсчета G необходимо перемножить F, y и L:
- F – означает площадь поперечного сечения соединения в расчете на один квадратный метр;
- y – отвечает за плотность материала, задействованного для изготовления проволоки;
- вместо L используется цифра 1, так как норма расхода рассчитывается на 1 метр.
Подсчитав N, показатель необходимо умножить на K:
- при нижнем сваривании K равняется 1;
- при вертикальном – 1,1;
- при частично вертикальном – 1,05;
- при потолочном – 1,2.
Стоит упомянуть, не желая проводить расчеты по формуле, в интернете можно найти специальный калькулятор расхода сварочных материалов.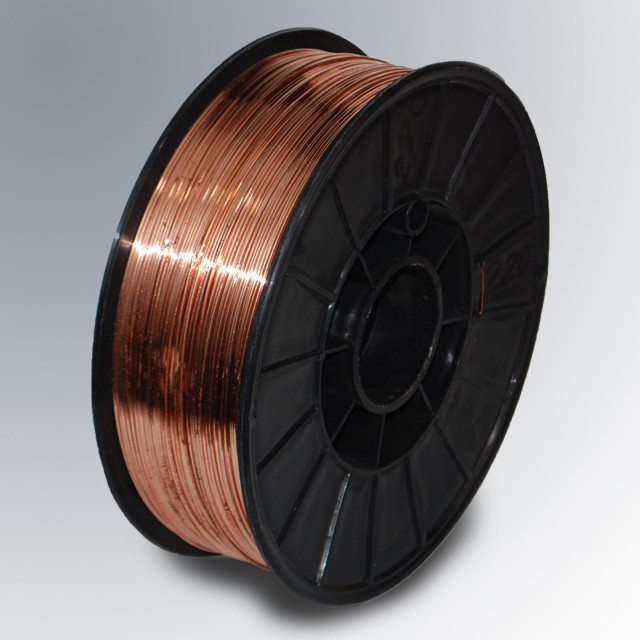 Механизм подачи сварочной проволоки, как правило, состоит из электродвигателя, редуктора и системы роликов: подающих и прижимных. Его можно сделать самостоятельно либо же приобрести готовое устройство. Отвечает данный механизм за транспортировку присадочного материала в зону сварки.
Механизм подачи сварочной проволоки, как правило, состоит из электродвигателя, редуктора и системы роликов: подающих и прижимных. Его можно сделать самостоятельно либо же приобрести готовое устройство. Отвечает данный механизм за транспортировку присадочного материала в зону сварки.
Необходимо также отметить, что проволока для газовой сварки ацетиленом должна быть очищенной от ржавчины или масел. Температура плавления должна быть либо равной, либо ниже температуры плавления обрабатываемого материала.
При невозможности найти сварочную проволоку подходящего состава можно в некоторых случаях заменить ее полосками из материала той же марки, что и обрабатываемый материал. Требования к металлической нити для углекислотной сварки аналогичны.
В следующем видео вас ждет сравнительный тест сварочной проволоки 0. 8мм.
8мм.
самозащитная с флюсом для полуавтомата и ее виды, как варить ею без газа, диаметр и настройка, марки
Процедура сваривания конструкций из стали при помощи электродов не всегда характеризуется удобством. Трудности при проведении данного процесса наблюдаются на открытом участке, высоте.
Для того чтобы избежать формирования некачественных швов, некоторые мастера пользуются порошковым видом проволоки.
Что это такое?
Сварочную проволоку считают важной частью большинства современных технологий сваривания. Порошковый атрибут имеет вид полой металлической трубки, внутри которой располагается флюс или он же в совокупности с порошком из металла. Такую проволоку используют для создания сварочных швов при полуавтоматической безгазовой сварке. Благодаря современному виду данного атрибута осуществляется легкий поджиг дуги, а также происходит стабильный процесс горения.
Порошковый атрибут имеет вид полой металлической трубки, внутри которой располагается флюс или он же в совокупности с порошком из металла. Такую проволоку используют для создания сварочных швов при полуавтоматической безгазовой сварке. Благодаря современному виду данного атрибута осуществляется легкий поджиг дуги, а также происходит стабильный процесс горения.
Производство порошковой проволоки основано на строгом соблюдении ГОСТ, поэтому её применение обеспечивает высококачесвенный результат. Наличие внутри трубки мелкой фракции железа, фосфора, хрома гарантирует следующие моменты:
- стабилизацию температуры в области ванной, а также около дуги до того, пока она станет подходящей к используемому материалу;
- стимуляция перемешивания плавленого металла на деталях, а также электрода;
- равномерное закрытие шва по всей ширине от контактирования с газом;
- обеспечение равномерности кипения и отсутствия брызг;
- увеличение скорости сваривания деталей.

С помощью порошковых проволок осуществляют наплавку на деталях, а также процедуру сваривания в каком-либо месте при условии наличия специального оборудования. Учитывая предназначение, в состав трубки могут входить магнезиты либо плавиковый шпат. При необходимости обработать тугоплавкий материал стоит использовать проволоку, где присутствуют графит и алюминий, так как они увеличивают температуру.
Минусами данного вида сварочного материала можно назвать высокую стоимость, узкую специализацию, сложность сваривания листов толще полутора миллиметров.
Основные требования
Порошковая (флюсовая) сварочная проволока применяется для полуавтоматической сварки без газа, и ей присущ трубчатый вид. Внутренняя полость атрибута наполняется пыльцой особого состава. Основой является полярная лента из металла. Завершающий этап создания такой проволоки заключается в её аккуратном растяжении до необходимых габаритов.
Внутренняя полость атрибута наполняется пыльцой особого состава. Основой является полярная лента из металла. Завершающий этап создания такой проволоки заключается в её аккуратном растяжении до необходимых габаритов.
Любая разновидность флюсовой проволоки обязана соответствовать таким требованиям:
- равномерно плавиться и не осуществлять чрезмерного образования брызг;
- характеризоваться стабильностью и незатруднительностью в возникновении электродуги;
- шлак, возникающий в процессе сварки, должен распределяться равномерно и не проникать внутрь швов;
- иметь ровный шов без присутствия трещин, пор.
Сравнение с обычной проволокой
Проволока для сваривания делится на несколько видов, самыми распространёнными из которых можно назвать порошковую и сплошную. Несмотря на некоторые отличия, оба атрибута используются довольно часто. У сплошного вида проволоки имеется покрытие из меди, а также её можно использовать вместе с инертным газами, чего не скажешь о второй разновидности сварочного атрибута.
Несмотря на некоторые отличия, оба атрибута используются довольно часто. У сплошного вида проволоки имеется покрытие из меди, а также её можно использовать вместе с инертным газами, чего не скажешь о второй разновидности сварочного атрибута.
Ко всему прочему, изготовление порошковой проволоки представляет собой завальцовку полосы из металла, её раскатывание ленточкой с добавлением флюса.
Сплошная проволока имеет более низкую стоимость, однако она лишена некоторых преимуществ порошковой, таких, как:
- использование при вертикальной сварке на подъём;
- работа с оцинкованной сталью и другими трудносвариваемыми разновидностями;
- отсутствие возможности добавления внутрь проволоки различных веществ.
Обзор видов
Каждый сварщик должен знать, что на сегодняшний день существует несколько марок порошковой проволоки, которые могут применяться для газотермического напыления, электродуговой металлизации, легированной стали и многих других целей. Судя по характеристикам разновидностей данного сварочного атрибута, каждое изделие имеет определенный диаметр, маркировку, материалы для оболочки, а также алюминиевое, железное или иное наполнение.
Судя по характеристикам разновидностей данного сварочного атрибута, каждое изделие имеет определенный диаметр, маркировку, материалы для оболочки, а также алюминиевое, железное или иное наполнение.
Трубки из металла по форме делят на круглые, у которых края соединены встык, с замочными загибами, а также многослойные.
Согласно особенностям использования, порошковые атрибуты делят на такие разновидности.
Газозащитная
Этому виду проволоки требуется закрытие поверх ванны сварки. С данной целью используют аргон либо иной газ инертного типа. Газозащитный атрибут для сварки обычно применяют для сваривания углеродистой, низколегированной стали. У этой проволоки имеются следующие преимущества:
- стабильность дуги;
- лёгкость выхода шлака на поверхность;
- отсутствие пористости;
- низкий уровень разбрызгиваний;
- простота шлаковой ликвидации.
Таким трубкам присуще глубокое проплавление. Их использование востребовано при создании соединений на стыках и углах, а также нахлёстов во время изготовления конструкций и труб из металла.
Самозащитная
Самозащитная трубка является хорошим вариантом для функционирования полуавтоматов в любом пространстве, даже в полевых условиях. Этот атрибут сварки не нуждается в присутствии дополнительных видов расходных материалов. Во время работы над ванной замечается скопление облака из газовой шихты. В результате применения самозащитной проволоки на швы накладывается ровный флюс, при этом он широкой полоской скрывает горячие стыки. Эта разновидность порошковой проволоки нашла своё применение во время сваривания материалов в необорудованных условиях. С её помощью паяют алюминиевые изделия, а также их сплавы.
Порошки, которые сосредоточены в наполнении сварочной проволоки, могут выполнять следующие функции:
- легирование;
- раскисление;
- стабилизация электродуги;
- упрощение формирования однородности швов.
В зависимости от того, какой состав имеет порошок, самозащитная проволока может быть:
- флюоритной;
- флюоритно-карбонатной;
- рутиловой;
- рутил-флюоритной;
- рутил-органической.
Особенности использования
Применение полуавтомата при сваривании способствует быстрому накладыванию швов, потому что порошковый тип изделий подаётся без перерывов. Так как шланг с газом не всегда может быть доступен к работе, данный способ позволяет сваривать металлы в среде защитных газов. Правильно варить без газа сможет практический каждый желающий, при этом особое внимание стоит уделить наплавке и настройке. При механизированной сварке нужно обязательно учитывать параметры тока, полярность, а также правильность техники выполнения.
В работе с данным металлическим приспособлением есть свои нюансы, о которых нельзя забывать мастеру. Для того чтобы успешно вести дугу и формировать шов, стоит подготовить ровную поверхность. При работе с полуавтоматами этого можно достичь путём переключения контактов во внутренней части агрегата.
Провод, который идёт к горелке, необходимо присоединить к кабелю массы, а противоположный провод переключить на горелочную клемму.
Важным моментом в работе является установка роликов, полностью соответствующих диаметру используемой проволоки. В боковой части ролика имеется информация о диаметровом диапазоне. Ролик с подвижным типом не стоит затягивать туго, так как проволоке характерна полая структура, и данное мероприятие может повлечь за собой её деформацию либо возникновение затора в кабельном канале.
Для того чтобы протяжка проволоки была беспрепятственной, понадобится снять наконечник, расположенный на выходе прижимного элемента. Его накручивание проводят после того, как появится расходный элемент от окончания данного канала. Диаметр наконечника также должен быть подобран в соответствии с габаритами проволоки, так как большое отверстие может стать причиной возникновения трудностей при управлении дугой. Во время проведения данной процедуры не применяется газ, поэтому надевание сопла не является обязательным. Для того чтобы брызги не прилипали к наконечнику, его стоит опрыскивать специально предназначенным для этого средством.
При сварке порошковым проволочным материалом шов всегда будет находиться под обзором, поэтому внешне технология будет напоминать стандартное пользование электродами.
Так как порошковый атрибут сварки не имеет механической крепости и жёсткости, специалисты рекомендуют применять специальный механизм, что обеспечивает непрерывность автоматической подачи элемента.
В процессе сварки происходит интенсивное образование шлака, его необходимо быстро ликвидировать при помощи металлической щёточки. В противном случае шлак может попасть в рабочую зону, что повлечёт за собой образование дефектов и уменьшение механической прочности.
Порошковая проволока может быть изготовлена полностью из металла или иметь флюсовое наполнение, благодаря чему выполняет задачи газа. При использовании данного атрибута сварки шов может получиться менее качественным, чем обычно, однако в некоторых случаях без порошковой присадки обойтись невозможно.
Транспортировка газовых балоннов не всегда уместна, поэтому мастер может использовать порошковую проволоку, например, на высоте или в неудобном месте. Как показывает практика, для домашнего применения с небольшим объёмом работы этот вариант сварки получается дорогим. А вот на производстве при использовании порошковых трубочек быстрая и качественная сварка может проводиться даже неопытными специалистами. Также было замечено, что такая сварка способна себя оправдать при накладывании длинного шва, в противном случае получается много отходов.
О сварке порошковой проволокой рассказано в следующем видео.
Сварочная проволока. Сварка
Сварочными называют материалы, которые обеспечивают возможность протекания сварочных процессов и получение качественных сварных соединений. К таким относят присадочные, покрытые электроды, флюсы, защитные газы и некоторые другие материалы.
С применением присадочных материалов выполняются практически все сварочные швы. Роль данных материалов, помимо получения необходимой геометрии шва, заключается еще и в обеспечении высоких эксплуатационных характеристик при минимальной склонности к образованию дефектов. В большинстве случаев состав присадочного материала мало отличается от химического состава свариваемого металла. Присадочные материалы разрабатывают применительно к конкретным группам свариваемых металлов и сплавов, а также к их отдельным маркам. При этом учитывают и методы сварки, определяющие потери отдельных элементов.
Присадочный материал должен содержать меньшие количества газов и шлаковых включений, быть более чистым по примесям. Присадочные материалы используют в виде металлической проволоки сплошного сечения или порошковой проволоки (с порошковым сердечником). Применяют также прутки, пластины, ленты.
К сварочной проволоке предъявляют высокие требования по состоянию поверхности, предельным отклонениям по диаметру, овальности и другим показателям. Для заполнения разделки шва в зону дуги вводят присадочный металл в виде прутка или проволоки.
При ручной дуговой сварке применяют плавящиеся электроды в виде прутков или стержней с покрытием. При механизированной сварке используют электрод в виде проволоки, намотанной на кассету. Изготовляют стальную холоднотянутую проволоку круглого сечения диаметрами 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0 мм и поставляют в мотках (бухтах) из одного отреза.
Проволока первых семи диаметров предназначена в основном для полуавтоматической и автоматической сварки в защитном газе. Для автоматической и полуавтоматической сварки под флюсом применяют проволоку диаметром 2–6 мм. На изготовление стержней электродов идет проволока диаметром 1,6–12,0 мм. Поверхность проволоки должна быть гладкой, чистой, без окалины, ржавчины, грязи и масла.
По химическому составу стальная проволока делится на три основные группы:
• углеродистая (6 марок) – с содержанием углерода не более 0,12 % – предназначена для сварки низкоуглеродистых, среднеуглеродистых и некоторых низколегированных сталей;
• легированная (30 марок) – для сварки низколегированных, конструкционных, теплостойких сталей;
• высоколегированная (41 марка) – для сварки хромистых, хромоникелевых, нержавеющих и других специальных легированных сталей.
Проволока маркируется индексом Св (сварочная), буквами и цифрами. Обозначения легирующих примесей следующие:
Г – марганец,
С – кремний,
X – хром,
Н – никель,
М – молибден,
В – вольфрам,
Ф – ванадий и др.
Первые две цифры указывают содержание углерода в сотых долях процента, а цифры после буквы, указывающей легирующие примеси, – количество данного элемента в процентах. Отсутствие цифры после буквенного обозначения легирующего элемента означает, что этого элемента в материале проволоки менее одного процента. Буква А в конце марки указывает на пониженное содержание вредных примесей (серы и фосфора). Например, сварочная проволока марки Св–08ХГ2С содержит 0,08 % углерода, до 1 % хрома, до 2 % марганца и до 1 % кремния. Содержание углерода в сварочной проволоке не превышает 0,12–0,15 %, что снижает склонность металла шва к газовой пористости и образованию твердых закалочных структур.
Содержание кремния в углеродистой проволоке составляет менее 0,03 %, так как наличие кремния способствует образованию при сварке пор в металле шва. Допустимое содержание серы и фосфора также ограниченно (0,04 % каждого элемента), так как они даже при малой концентрации способствуют образованию трещин в сварном шве.
Медь и ее сплавы сваривают проволокой и прутками из меди и сплавов на медной основе.
Алюминий и алюминиевые сплавы сваривают сварочной проволокой из алюминия и его сплавов.
Для сварки других металлов и сплавов применяют сварочную проволоку или стержни, изготовленные либо по ГОСТу на свариваемый металл, либо по техническим условиям.
Рис. 57.
Схема изготовления порошковой проволоки:
1 – стальная лента; 2 – бункер с шихтой; 3 – фильеры; 4 – порошковая проволока
Рис. 58.
Поперечное сечение порошковых проволок:
а – кольцевая; б – с одной загнутой кромкой; в – с двумя загнутыми кромками; г – двухслойная
Порошковая электродная проволока (рис. 57, 58) применяется вместо дорогостоящей легированной сварочной проволоки. Она состоит из таллической оболочки и сердечника. Металлическая оболочка служит для подвода сварочного тока и удержания порошкового сердечника. Сердечник представляет собой смесь порошков минералов, руд, ферросплавов и металлических порошков. Участвуя в металлургическом процессе при сварке, смесь обеспечивает защиту металла сварочной ванны от кислорода и азота воздуха, раскисление и легирование металла шва, образование легко удаляемого шлака и получение высококачественного шва. Сварку порошковой проволокой производят открытой дугой, под флюсом или в защитных газах.
Порошковая лента применяется вместо порошковой проволоки (рис. 59) для получения более широкого слоя наплавленного металла и увеличения производительности наплавки. Она сворачивается в рулоны, применяется для наплавки автоматами, снабженными специальными устройствами для подачи ленточных электродов. Широкое применение получили проволоки, не требующие при сварке дополнительной защиты (самозащитные), и проволоки, используемые с газовой защитой зоны сварки (газозащитные).
Сварка порошковой проволокой получает большое применение при изготовлении и монтаже строительных конструкций на строительно-монтажной площадке благодаря высокой производительности и низкой чувствительности к внешним условиям. Наибольшее применение получили проволоки малого диаметра (1,6–2,4 мм) марок ПП—АН1, ПП—АНЗ, ПП—АН7, ПН—АНН, ПП–1ДСК, ПП–2ДСК и др. Они позволяют получить сварные швы с высокими механическими свойствами.
Рис. 59.
Схема изготовления порошковой ленты:
а – отбортовка нижней ленты; б – заполнение порошком и укладка верхней ленты; в – завальцовка кромок нижней ленты; г – выдавливание углублений для уплотнения порошка и придания гибкости ленте
Разработан и успешно применяется способ сварки самозащитной проволокой, т. е. сплошной легированной проволокой без защитной среды (открытой дугой). Металл специальных электродных проволок, применяемых для этого способа, содержит раскисляющие и стабилизирующие элементы. При сварке происходит компенсация выгорания марганца и кремния за счет повышенного содержания их в металле проволоки. Имеющиеся в электродной проволоке алюминий, титан, цирконий и церий обеспечивают хорошее раскисление сварочной ванны, образуя соединение, переходящее в шлак.
Эти элементы связывают азот, нейтрализуя его вредное действие на пластичность и вязкость металла. Введение церия и циркония повышает ударную вязкость и пластичность металла шва. Они также способствуют устойчивости процесса сварки и уменьшению разбрызгивания металла. Этим способом можно производить сварку в углекислом газе постоянным током прямой полярности, что позволяет значительно повысить коэффициент наплавки и производительности сварки. Для этого способа применяют проволоки марок Св–20ГСТЮА и Св–15ГСТЮЦА.
Таблица 12
Порошковые проволоки
Для сварки используют электроды:
НИИ–48Г (Э–10Х20Н9Г6С) – для сварки ответственных конструкций из низколегированных и специальных сталей, высокомарганцовистых сталей типа 110Г13Л, а также сварки таких сталей с хромоникелевыми аустенитными сталями;
ОЗЛ–19 (10Х23Н12Г) – для сварки и заварки дефектов литья из высокомарганцовистой стали марки 110ПЗЛ, а также сварки этой стали с другими сталями, в том числе с легированными типа 30ХГСА и углеродистыми типа сталь 35, сварки в нижнем, вертикальном и ограниченно потолочном положениях шва постоянным током обратной полярности;
ЭА–112/15(10Х15Н25М6Г2АФ) – для сварки легированных высокопрочных сталей типа АК и высокомарганцовистых сталей;
ЭА–395/9 (08Х16Н26М6АГ2) – для сварки ответственных конструкций из легированных сталей повышенной и высокой прочности в термически упрочненном состоянии без последующей после сварки термической обработки, в том числе сталей типа АК, а также сварки углеродистых и низколегированных сталей с аустенитными сталями, например, типа 110Г12Л;
ЭА–981/15 (10Х15Н25М6Г2АФ) – для сварки легированных прочных сталей типа АК и высокомарганцовистых сталей типа 110Г13 разработанная институтом электросварки им. Е. О. Патона самозащитная порошковая проволока ПП АНВ – 2у.
Данный текст является ознакомительным фрагментом.Читать книгу целиком
Поделитесь на страничкеСварочная проволока для полуавтомата — виды, маркировка
Разновидность электродуговой сварки – применение полуавтомата. Особенность этого способа – автоматическая подача в точку горения электрода. В качестве последнего, применяется сварочная проволока для полуавтоматов.
Описание
Что такое – сварочная проволока? Это материал, служащий электродом для образования электрического разряда и, одновременно, источник металла для образования соединительного шва.
Проволока для полуавтомата представляет собой металлическую нить (шнур) определённого диаметра. Для её изготовления применяют очищенный от примесей металл или сплав. Проволока сварочная – это не только электрод, но, и присадка при сварочных операциях.
Применение
Присадочный материал используют для сварки в среде инертных газов и без оного. Соединяют:
различные виды сталей, в том числе, нержавеющего класса;
чугун;
алюминий и его сплавы;
медь и её производные, а также другие виды металлов и материалов.
Используется сварочная проволока для полуавтоматов без газа, – так называемый способ сварки под флюсом.
Маркировка
Сварочная проволока для полуавтомата – это промышленная продукция. Химический состав, структура, назначение и другие характеристики регламентируются ГОСТ 2246-70. Утверждён он был в 1973г. и действует по настоящее время с уточнениями и дополнениями.
Маркировка сварочной проволоки содержит сведения о присадке для полуавтомата. Схема обозначения по ГОСТ:
В качестве примера, можно рассмотреть характеристики сварочной проволоки 08г2с.
Обозначение Св-08Г2С-0 ГОСТ 2246-70:
Св, – изделие предназначено для сварочных работ;
08, – содержание углерода не превышает 0,08%;
Г2, – содержание марганца не превышает 2%;
С, – содержание кремния; отсутствие цифрового обозначения после буквы, означает массовую долю менее 1%;
О, – проволока для сварки имеет омеднённую поверхность;
ГОСТ, – продукт произведён в соответствии с нормативными требованиями.
Общая массовая доля легирующих элементов превышает 2,5%, поэтому присадка имеет высоколегированный состав. Таким образом, расшифровка сварочной проволоки – это необходимые данные о сварочном изделии, при выборе вида материала.
Проволока 08г2с – одна из самых применяемых в строительстве, машиностроении. Используется в паре с автоматом или полуавтоматом. Может работать в атмосферных условиях или при дуговой сварке в среде защитных газов.
Характеристики
Технические свойства проволоки вызваны химическим составом:
Легирующие компоненты:
Ni (никель), – не более 0,25%;
Cr (хром), – не более 0,2%;
Mn (марганец), – 1,8–2,1%;
Si (кремний), – 0,7–0,95%;
S (сера), – менее 0,025%;
P (фосфор), – менее 0,03%;
C (углерод), – 0,05–0,11%.
Обычное и омеднённое изделие алюминием, ванадием другими элементами не легируется.
Проволока 08г2с производится Ø 0,3–12 мм.
Сопротивление на разрыв:
сечение 0,3–0,5 мм, в диапазоне 882–1372 МПа;
более 2 мм, – в пределах 686–1029 МПа.
Упаковка. Бухты (мотки) массой 2–30 кг. Может поставляться в кассете или на катушке. Проволока иногда имеет на свой поверхности остатки мыльной смазки, что допускается ГОСТ. Но, есть ограничение: в составе не должно быть графита и серы.
Преимущества:
используется для большинства сталей;
образует ровный прочный и высококачественный шов;
создаёт на соединительном шве валик;
полное заполнение свободного пространства между свариваемыми деталями.
Проволока для сварки может выступить в качестве присадки, что позволяет выполнять наплавочные операции.
Виды
Изделие для сварки классифицируется по нескольким параметрам:
Назначение. В свою очередь, подразделяется на изделия специального применения и общего назначения. Первый вид – это подводные работы и космос, ванная сварка, операции с арматурой и другие специфические виды работ. Вторая группа – все общестроительные, машиностроительные операции, наплавные работы.
Внутренняя структура. Изделия выпускается со сплошным сердечником, с порошковым наполнением, активированные.
Внешнее покрытие. Проволока сварочная производится с покрытием медью и без оного. Защитное покрытие применяют при операциях с углеродистой или низколегированной сталью.
Физико-химический состав. Определяет количественное содержание легирующих добавок. ГОСТ определяет три подгруппы:
6 марок с малым содержанием углерода;
30 марок легированной стали;
41 – высоколегированная сталь.
Виды сварочной проволоки, в общетехническом плане, объединяются в пять групп:
Общего назначения
Изделия применяются для работ со средне- и высоколегированными сталями. Операции проводятся при атмосферных условиях в воздушной среде. Благодаря наличию лигатур, почти отсутствуют реакции окисления, не образуется шихта.
Омеднённое изделие
Применяется при процессе соединения малоуглеродистых и низколегированных сталей. Эта группа металлов широко распространена, но в расплавленном состоянии реагирует с кислородом атмосферного воздуха, то есть окисляется. Для нивелирования отрицательного явления, используется медь, нанесённая на поверхность электрода. Этот металл обладает высокой коррозионной стойкостью, создаёт дополнительное защитное покрытие вокруг расплава основного электрода. Используется при сварочных работах в среде инертных газов. Пример, – широко известная сталь СВ08г2с.
Плюсы омеднённого изделия:
наряду с инертными газами, образует дополнительную антикоррозионную защиту;
способствует улучшению качества шва;
применяется при наплавочных операциях;
имеет низкую себестоимость.
Порошковый электрод
Представляет собой конструкцию в виде полой металлической оболочки, внутри которой располагается порошкообразный флюс. По типу наполнителя сварочная проволока для полуавтомата подразделяется на флюоритную; карбонатно-флюоритную; рутиловую; рутил-флюоритную; рутил-органическую.
В свою очередь, по назначению, изделия делятся на самозащитные (флюсовые) и применяемые в среде нейтральных газов. Первый вид значительно упрощает процесс сварки. Электродуга образуется внутри флюсовой оболочки. Это способствует образованию защитного колокола, предохраняющего металл от воздействия окружающей среды.
Конструктивно выполняются:
сплошная полая оболочка;
один загиб оболочки;
двойной загиб;
двухслойная конструкция.
Диаметр и вид электрода подбирается:
под химический состав обрабатываемой детали;
толщину изделия;
параметры сварочного тока;
вид шва: горизонтальный, наклонный, вертикальный, потолочный;
состояние кромок.
К плюсам порошковой детали можно отнести возможность производить работы при сильных ветрах и отрицательных температурах. Технология сварки не отличается от способа со сплошным электродом.
Нержавеющий гибкий электрод
Основное преимущество – высокие антикоррозионные свойства. Выпускается в сечениях:
Диаметр изделия 0,3–10 мм. Нашло применение:
изготовление конструкций, применяемых в медицине;
пищевая, химическая промышленность;
нефтеперерабатывающие предприятия;
металлургия и другие отрасли.
Производство нержавеющей сварочной продукции регламентируется ГОСТ 18143-72.
Цветные металлы
Для работ с деталями из цветных металлов и сплавов применяют соответствующие электроды: алюминиевые, медные, латунные и т.п.
Выпуск алюминиевых сварочных изделий регламентируется ГОСТ 7871-85. Документ определяет технологию производства, требования к химическому составу и размерам. Диаметр детали составляет 0,8–12,5 мм.
Медь и её производные производятся по ГОСТ 16130-72. Диаметр изделий 0,8-8 мм.
Активированная проволока
Своеобразный подвид порошкового изделия. Оболочка выполнена из стали 08г2с. Имеет увеличенную толщину, нежели стандартная порошковая проволока. Внутренняя полость заполнена порошковым флюсом. Массовое содержание не превышает 7% от веса стальной оболочки.
Проволока для сварки используется при работах в среде нейтральных газов. Стабилизации электродуги и получению качественного шва способствует химический состав наполнителя. Он включает соли щелочных и щелочноземельных металлов. При рабочем процессе, в высокотемпературной среде, металлы легко ионизируются, создавая комфортную зону для электроразряда.
Выпуск отечественной продукции регламентируется нормативными документами, – ГОСТом. Он же определяет размерный ряд деталей. С открытием зарубежных рынков, в стране появилось много импортных моделей полуавтоматов. Местные сварочные проволоки не всегда подходят для них по диаметру. Поэтому, выбирая проволоку для полуавтоматического оборудования, необходимо учитывать такой фактор.
Поделись с друзьями
0
0
1
0
Сварочная проволокас широкой областью применения
Наша компания занимается производством сварочной проволоки. Мы производим четыре вида сварочной проволоки: медную сварочную проволоку, алюминиевую сварочную проволоку, сварочную проволоку из нержавеющей стали и серебряную сварочную проволоку. Каждый вид сварочной проволоки имеет разную упаковку (корзина, пластиковая катушка, катушка и т. Д.) И различные характеристики (вес, диаметр). Вы можете выбирать из продуктов, которые у нас есть, а также мы можем изготовить их в соответствии с вашими требованиями.Мы тесно сотрудничаем с нашими клиентами, чтобы удовлетворить их потребности и производить необходимую им сварочную проволоку высокого качества.
Все, что вам нужно, зависит от того, чем вы занимаетесь. Выбирать сварочную проволоку следует исходя из их характеристик и области применения.
- Сварочная проволока с медным покрытием обладает антипористыми свойствами благодаря уникальной обработке поверхности, что позволяет улучшить сварочный эффект. В основном он используется для сварки меди и ее сплавов.
- Алюминиевая сварочная проволока в основном используется при сварке алюминия и его сплавов (сплав Al-Mn, Al-Mg-Si).
- Сварочная проволока из нержавеющей стали имеет зеркальный вид. Он в основном используется для сварки отдельных деталей из нержавеющей стали. И его можно использовать в машинах, производящих пищу.
- Серебряная сварочная проволока широко используется для сварки различных точных инструментов в холодильной, электродной, электрической и аэрокосмической областях.
Наконечники для хранения сварочной проволоки:
- Склад, который используется для хранения сварочной проволоки, должен иметь сухую и вентилируемую среду.
- Сварочную проволоку нельзя хранить вместе с водой, кислотой, щелочью и другими агрессивными жидкостями, которые обладают свойством улетучиваться.
- Сварочную проволоку следует укладывать на деревянные поддоны, нельзя класть ее прямо на пол склада или у стены во избежание попадания влаги.
- Будьте осторожны, чтобы не повредить упаковку при доступе к сварочной проволоке и ее транспортировке, особенно внутреннюю упаковку (пленку, которая дает усадку при нагревании).
- Используйте его как можно скорее после вскрытия упаковки со сварочной проволокой (требуется менее недели).Как только сварочная проволока подвергается прямому воздействию воздуха, время ее защиты от ржавчины значительно сокращается (особенно во влажной коррозионной среде).
- Выпуск сварочной проволоки по принципу «первым пришел — первым ушел», чтобы свести к минимуму время нахождения продукции на складе.
- Храните сварочную проволоку в соответствии с ее видами и спецификациями, чтобы избежать ошибок при ее использовании.
При работе со сварочной проволокой следует обратить внимание на некоторые моменты:
- Используйте подходящие перчатки и защитную маску для обеспечения безопасности операторов.
- Не прикасаться к зоне сварки в случае ожога.
- Выберите подходящий ток: AC или DC.
- Подходящая скорость подачи сварочной проволоки.
Горячие продукты
Сварочная проволока с медным покрытием
Медная сварочная проволока обладает антипористыми свойствами благодаря уникальной обработке поверхности, что улучшает сварочный эффект.
Алюминиевая сварочная проволока
Алюминиевая сварочная проволока в основном используется для сварки алюминия и его сплавов, таких как алюминиевые самокаты, железная дорога, медицинское оборудование и т. Д.
Сварочная проволока из нержавеющей стали
Сварочная проволока из нержавеющей сталиимеет хорошую коррозионную стойкость, поэтому применимы как переменный, так и постоянный ток, поэтому многие люди приветствуют ее.
Серебряная сварочная проволока
Серебряная сварочная проволока в основном используется для сварки различных точных инструментов, таких как: оборудование, электроника, авиакосмическая промышленность, разведка нефти и т. Д.
Выбор проволоки для большой MIG
Как выбрать пакет для оптовой сварки MIGЛиза Байалл, менеджер по портфолио, Lincoln Electric Company
В эти трудные для экономики времена производители постоянно ищут способы сократить расходы и оптимизировать сварочные операции наиболее эффективным и производительным образом.Эффективные решения этого конечного результата не всегда рождаются из больших изменений, а рождаются из маленьких.
Одним из таких способов достижения долгосрочной экономии затрат и повышения эффективности производства является упаковка из проволоки. Путем перехода от мелкой упаковки к упаковке для массовых грузов, такой как барабан или ящик, большинство магазинов смогут практически сразу сократить переналадки и затраты.
Массовая упаковка проволоки для сварки MIG весом 250 фунтов и более в объемных упаковках, таких как барабаны, катушки или коробки, может дать много преимуществ по стоимости. С тех пор как он был впервые использован несколько десятилетий назад, объемная проволока использовалась для обеспечения последовательной, непрерывной и эффективной подачи проволоки в систему сварочного привода.
Если вы решите использовать массовые пакеты MIG, необходимо оценить различные варианты на рынке и определить, какое решение лучше всего подходит для вашего конкретного магазина. Нет двух магазинов с одинаковыми потребностями или схемами подачи проволоки, и это следует учитывать при выборе наилучшей системы подачи проволоки и упаковки.
Развитие упаковки
Объемная сварочная проволока MIG развивалась на протяжении многих лет и теперь доступна в различных вариантах, предлагающих различные функции и преимущества, которые расширяют разнообразие условий и приложений сварочного цеха.Важные факторы, которые следует учитывать, включают количество потоков отходов (например, картонную коробку, полиэтиленовую пленку, стальные рамы, деревянные катушки), размещение проволоки в сварном шве, риск запутывания, установку, площадь пола и место хранения.
Первая партия проволоки поступила в магазины в виде катушек и барабанов, которые необходимо было вращать для правильной выплаты проволоки, выбор, который доступен и сегодня. Эти опции обеспечивают наилучшее размещение проволоки, давая сварщикам, автоматическим горелкам и роботам возможность непрерывно точно и точно размещать проволоку в сварном шве.
КатушкиBulk предоставляют дополнительные преимущества для магазинов с ограниченным складским помещением и площадью, поскольку их можно штабелировать друг на друга высотой до трех.
Однако упаковка с вращающимся барабаном или барабаном имеет некоторые недостатки. Это самый дорогой комплект в установке, так как для обеспечения вращения требуется дополнительное, относительно дорогое оборудование для подачи проволоки. Установка также требует дополнительного времени для переключения с одной катушки или барабана на другую по сравнению с некоторыми из новых вариантов упаковки.
Катушкиобеспечивают ограниченную защиту сварочной проволоки, так как большая часть проволоки во время работы подвергается воздействию окружающей среды. Для насыпных катушек есть защитные крышки, но они увеличивают расходы.
Вращающиеся катушки или барабаны идеально подходят для применений, в которых необходима критическая прокладка проволоки, например, для тонкостенных материалов или там, где требуются небольшие сварочные швы. Другие идеальные приложения включают автоматизированные или роботизированные приложения без сварочного аппарата для компенсации смещения проволоки.Такие работы включают сварку баков для воды или пропана.
Следующий тип варианта насыпной проволоки — упаковка на барабанах без вращения — также обеспечивает хорошее и точное размещение проволоки и, как и любой другой продукт на катушке, минимальное спутывание. Вспомогательная установка дешевле и проще, чем вращающиеся катушки. Кроме того, хранить их просто, так как эти катушки также хорошо складываются в местах с ограниченным пространством.
Подобно вращающимся барабанам, неповорачиваемая упаковка рулонов также подвергает проволоку воздействию окружающей среды во время использования.
Этот тип проволоки для сварки MIG в насыпной упаковке идеально подходит для приложений жесткой автоматизации или для магазинов, где уже используются вращающиеся катушки.
Все типы деревянных барабанов — вращающиеся и неподвижные — могут быть переработаны, а во многих случаях повторно использованы производителем барабана.
Третий тип насыпной проволоки представляет собой невращающиеся барабаны из ДВП. Самым большим преимуществом этого типа упаковки, помимо того, что она предлагает хорошее размещение проводов, является то, что провод не подвергается прямому воздействию окружающей среды во время использования. Что касается замены, этот вариант упаковки предлагает простую установку с недорогим вспомогательным оборудованием для раздачи, хотя для некоторых действительно требуется шляпа для раздачи.При хранении невращающиеся барабаны можно штабелировать до трех в высоту, что сводит к минимуму занимаемую площадь.
Самым большим недостатком этого типа проволочной упаковки является то, что она может содержать несколько потоков отходов, которые трудно разделить для утилизации и вторичной переработки, включая древесноволокнистую плиту и сталь, используемые для структурной поддержки в верхней и нижней части барабана. Эти барабаны также более восприимчивы к проблемам с погрузочно-разгрузочными работами, поскольку они не имеют встроенных поддонов или ремней и их часто сложнее поднимать и перемещать.Барабаны нельзя наклонять или наклонять, так как петли проволоки могут двигаться и запутываться во время выплаты.
Наилучшими областями применения невращающихся барабанов являются полуавтоматическая сварка больших объемов, робототехника и аппараты с ограниченным пространством.
Четвертый вариант — гофроящик без вращения, обеспечивающий хорошее размещение проводов. Эта полностью перерабатываемая альтернатива содержит ограниченное количество материалов, которые легко разделить на несколько потоков отходов. Он также предлагает интегрированную выплату без необходимости вспомогательного оборудования.
Различные методы обработки продукта включают ремни или прикрепленные интегрированные мини-поддоны, готовые к работе с вилочным погрузчиком, что обеспечивает максимальную мобильность и возможность вторичной переработки.
Для этого варианта упаковки может потребоваться больше места для хранения, чем для других оптовых упаковок, и можно штабелировать только две высокие для ящиков по 1000 фунтов и три для упаковки по 500 фунтов. Однако, поскольку такую упаковку можно штабелировать, она все же может сократить использование традиционных методов хранения на 50 процентов или более, в зависимости от магазина.
Роботизированные и полуавтоматические сварочные аппараты лучше всего подходят для этого варианта крупногабаритной упаковки, поскольку он сводит к минимуму переналадки для повышения производительности.
Вопросы для рассмотрения
Теперь, когда вы знакомы с различными вариантами оптовой упаковки, а также с особенностями, преимуществами и проблемами каждого типа, вы можете лучше оценить, какой из продуктов лучше всего подходит для вашей оптовой упаковки. провода нужны.
Чтобы получить правильное решение для насыпной проволоки, в процессе выбора рассмотрите следующие вопросы:
Является ли переработка основной проблемой? Если да, ищите упаковку с ограниченным количеством потоков отходов
Хотите несколько вариантов метода подъема (например,г., тот, который можно поднять сверху или снизу)? В таком случае рассмотрите возможность использования упаковки со встроенным поддоном
и ремнями
Вы ищете объемную упаковку, для которой требуется меньше вспомогательного оборудования? Рассмотрим вариант с интегрированной выплатой
Критично ли размещение проводов? Упаковка с вращающимся барабаном — ваш лучший вариант, за которым следует упаковка с вращающимся барабаном
У вас ограниченное пространство для хранения? Убедитесь, что вы выбрали продукт с подходящей способностью штабелирования
Каждому производителю требуются различные упаковочные решения для снижения затрат, повышения эффективности и производительности производства.Понимание ваших потребностей и того, как различные варианты упаковки могут их удовлетворить, — это первый шаг к выбору бестарного пакета проволоки MIG, который лучше всего подходит для вашего цеха и в конечном итоге сократит время простоя и переналадки, что снизит вашу прибыль.
Лиза Байалл — руководитель портфеля сварочных материалов в компании Lincoln Electric.
Обзоры на сварочную проволоку— интернет-магазины и отзывы на сварочная проволока на AliExpress
Отличные новости !!! Вы попали в нужное место для сварочной проволоки.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эта сварочная проволока в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели сварочную проволоку на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в сварочной проволоке и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести сварочную проволоку по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Сварочная проволока— Перевод на немецкий — примеры английский
Эти примеры могут содержать грубые слова на основании вашего поиска.
Эти примеры могут содержать разговорные слова, основанные на вашем поиске.
Дозатор для нитевидного материала, особенно для сварочной проволоки .
Abwickelvorrichtung für langgestrecktes Gut, insbesondere Schweissdraht .Катушка для нитевидного материала, в частности для сварочной проволоки .
Spule für drahtförmige Materialien, insbesondere für Schweissdraht .Способ и устройство для пульсирующей подачи бесконечной сварочной проволоки .
Verfahren und Vorrichtung zur pulsierenden Zuführung von endlosem Elektrodendraht .В процедуре пульсирующей подачи бесконечной сварочной проволоки положительный импульс, действующий на сварочную проволоку в направлении ее подачи, передается после каждого отрицательного импульса, воздействующего на сварочную проволоку против направления подачи.
ВверхУстройство для продвижения сварочной проволоки .
Процесс с короткой дугой и ферритной сварочной проволокой чрезвычайно стабилен.
Der Prozess mit Kurzlichtbogen und ferritischem Schweißdraht verhält sich äußerst stable.Бесконтактный переключатель замкнут, когда имеется сварочная проволока .
Der Näherungsschalter ist geschlossen wenn Schweißdraht vorhanden ist.Способ по пп.1-6, в котором сварочная проволока имеет диаметр 1,6 мм или больше.
Verfahren nach den Ansprüchen 1 bis 6, bei dem der Schweißdraht einen Durchmesser von 1,6 мм или mehr hat.Изобретение относится к контейнеру для сварочной проволоки , в частности для сварочных автоматов.
Die Erfindung bezieht sich auf ein Behältnis für Schweißdraht , insbesondere für Schweißautomaten.Рекомендуется согнуть петлю 2мм сварочной проволоки (см. Рисунок).
Es empfiehlt sich daher aus 2mm Schweißdraht eine Ösenhalterung zu biegen (siehe Bild unten).Общая цель обеих компаний — продвигать эту 3D-технологию на основе сварочной проволоки по всему миру.
Gemeinsames Ziel der beiden Unternehmen ist die weltweite Vermarktung dieser 3D-Technologie auf Basis von Schweißdraht .Сварочная проволока по п.1, в которой указанное углеводородное соединение, имеющее циклическую структуру, состоит из карбоновой кислоты или ее соли металла.
Schweissdraht nach Anspruch 1, wobei die Kohlenwasserstoffverbindung mit einer cyclischen Struktur aus einer Carbonsäure или einem Metallsalz davon besteht.Сварочная проволока по п.5, в которой указанное углеводородное соединение состоит из нафтеновой кислоты, имеющей пятичленное кольцо или шестичленную кольцевую структуру.
Schweissdraht nach Anspruch 5, wobei die Kohlenwasserstoffverbindung aus Naphthensäure mit einer fünfgliedrigen Ring- oder sechsgliedrigen Ringstruktur besteht.Сварочная проволока по п.1, в которой S, присутствующая в виде сульфида, содержится в количестве 0.1-20 атомных% по данным рентгеновской фотоэлектронной спектроскопии.
Schweißdraht gemäß Anspruch 1, wobei der als Sulfid vorhandene S in einer Menge von 0,1 — 20 Atom-% bei der Messung mittels Röntgenstrahl-Photoelektronenspektroskopie enthalten ist.Сварочная проволока , поверхность которой покрыта смазкой для подачи проволоки по п.1 или 4.
Schweißdraht , dessen Oberfläche mit einem Schmiermittel zur Drahtzuführung nach Anspruch 1 или Anspruch 4 überzogen ist.Изобретение относится к устройству для запайки пластиковых пакетов со сварочной штангой, которая имеет электрически нагреваемую сварочную проволоку (3).
Die Erfindung betrifft eine Vorrichtung zum Verschweißen von Kunststoffbeuteln mit einem Schweißbalken, der einen elektrisch beheizten Schweißdraht (3) aufweist.Сварочная проволока , содержащая флюс, по п.2, в которой указанный порошок сплава на основе никеля или никеля имеет средний диаметр частиц 10-100 мкм.
Flussmittel enthaltender Schweißdraht nach Anspruch 2, wobei das Ni-Pulver или Legierungspulver auf Ni-Basis einen durchschnittlichen Teilchendurchmesser von 10 — 100 мкм hat.Электромагнитное подающее устройство для переменной последовательности пайки или сварочной проволоки в паяльнике или сварочном пистолете.
Elektromagnetische Vorschubeinrichtung zur variablen Vorwärtsbewegung von Löt- oder Schweissdraht in einem Lötkolben oder einer Schweisspistole.Способ по любому из пп. 19-24, отличающийся тем, что скорость и количество транспортируемой сварочной проволоки определяют как мгновенное или действующее фактическое значение.
Verfahren nach einem oder mehreren der Ansprüche 19 bis 24, dadurch gekennzeichnet, daß die Geschwindigkeit und die geförderte Menge des Schweißdrahtes als wirklichen bzw. tatsächlichen Istwert erfaßt wird.Устройство управления сварочным аппаратом, в частности, для сварочной проволоки , скорости подачи
Steuerung für Schweissgeräte, insbesondere für die Vorschubgeschwindigkeit des SchweissdrahtesСварные панели ограждения из проволочной сетки
Сварная проволочная сетка — это металлическая сетка, изготовленная из проволоки из низкоуглеродистой стали, оцинкованной проволоки, железной проволоки или проволоки из нержавеющей стали.Он доступен в различных размерах и формах. Он широко используется в сельскохозяйственном, промышленном, транспортном, садоводческом и продовольственном секторах. Он также используется в шахтах, садоводстве, защите машин и других украшениях.
Сварные проволочные сетки можно разделить на различные типы в зависимости от материалов, применения и характеристик, например, гальванизированная сварная сетка с квадратным отверстием, проволочная сетка из горячеоцинкованной проволоки, проволочная сетка с покрытием из ПВХ, сварная проволочная сетка из нержавеющей стали, сварные проволочные ограждения. панели, сварные решетки из стального прутка и тд.
Оцинкованная сварная проволочная сетка обычно изготавливается из стальной проволоки, это коррозионно-стойкая проволочная сетка. Часто это идеальные материалы для строительных ограждений, строительных конструкций. Оцинкованная сетка с квадратным отверстием обычно используется в клетках для животных, панелях, защитных ограждениях для машин. Мы поставляем высококачественные сварные панели из оцинкованной проволоки без покрытия, а также панели с виниловой отделкой черного или зеленого цвета.
Сетка сварная с ПВХ покрытием и пластиковым покрытием изготовлена из высококачественной оцинкованной проволоки.Покрытие — порошковое ПВХ, обработанное на автомате. Гладкое пластиковое покрытие на проволоке для защиты от коррозии крепится прочным клеем, что увеличивает ее прочность. Он используется для ограждения жилых и служебных помещений, таких как сады, парки, здания и т. Д. Сварная сетка с покрытием из ПВХ, которая доступна как в рулонах, так и в виде панелей, также доступна в различных цветах, таких как белый, черный, зеленый и т. Д.
Для получения дополнительной информации и продуктов, пожалуйста, посетите страницу со списком продуктов из сварной проволочной сетки.
Применение сварной проволочной сетки
Сварная проволочная сеткашироко используется в промышленности, сельском хозяйстве, аквакультуре, строительстве, транспорте, горнодобывающей промышленности и т. Д. Такие как защитный чехол для машины, ловушки для животных или скота, забор для цветов, удерживающий забор под окном, забор из каналов, клетки для птицы и корзины для пищевых продуктов для дома и офиса, корзины для мусора и декоративные.
В дополнение к вышесказанному, сварная проволочная сетка может использоваться в стальных конструкциях, которые могут сыграть роль при производстве стекловаты.
Преимущества сварной сетки
Здесь в основном показаны преимущества сварной проволочной сетки в качестве производственной сетки. В целом производительность обработки сварных сеток очень хорошая, стабильность, хорошая защита от коррозии. Сварная проволочная сетка как производственная сетка, также сварная проволочная ограда, сетчатая структура лаконичная, красивая и практичная.
Легко транспортировать и устанавливать без ограничений на холмистой местности, особенно для гор, склонов и более адаптивных зон изгибов; Низкая стоимость и подходит для использования на большой площади.
Сварная проволочная сетка или сварная проволочная сетка — это стальной арматурный материал в бетоне и зданиях. Сварная проволочная сетка поставляется в рулонах или пакетах панелей для использования в качестве сварных ограждений, сварных панелей и других сварных изделий в промышленности.
Горячеоцинкованная сварная проволочная сетка с характеристиками и преимуществами используется в качестве сварных ограждений, сварных сетчатых панелей, сварных габионов и изделий из строительных сеток в строительстве, строительстве, безопасности и сельском хозяйстве.
Панели из сварной проволочной сеткиимеют типы панелей из оцинкованной сварной сетки, сварных ограждающих панелей из ПВХ и сварных панелей из нержавеющей стали. Они используются на железных дорогах, выставках и в животноводстве.
Проволочные панели3D — это сварная проволочная сетка нового типа, которая в основном используется в строительстве. Популярны панели из проволочной сетки 3D, обладающие прочностью на растяжение и простотой установки.
В 3D-принтере для металлаиспользуется сварочная проволока
Если вы видели как принтер для производства плавленых волокон (FFF), так и аппарат для сварки проволокой, вы могли заметить, что они работают по схожему основному принципу. Сырье поставляется в виде нити накала — также известной как проволока — и расплавляется для нанесения на заготовку для создания сварных швов в случае сварщика или трехмерных объектов в случае принтера. Конечно, существует ряд трудностей, которые не позволяют просто заменить термопластическую нить металлической проволокой.Но оказывается, что эти трудности можно преодолеть, приложив серьезные усилия. [Доминик Мефферт] сделал именно это в своем проекте проволочного 3D-принтера.
Холодный конец экструдера с использованием стандартного подающего роликаДля своей нити [Доминик] выбрал стандартную сварочную проволоку, а также экспериментировал с нержавеющей сталью и порошковой проволокой. Первоначально он использовал обычную зубчатую передачу в качестве механизма в холодном конце с шаговым приводом своего экструзионного механизма с трубкой Боудена, но обнаружил, что стандартное колесо механизма подачи проволоки от сварщика работает лучше.Этот пинч-привод подает проволоку через трубку Боудена к горячему концу.
В термопластичных 3D-принтерах материал расплавляется в камере внутри хотэнда, а затем экструдируется через сопло для нанесения. Вместо того, чтобы пытаться воспроизвести это расположение металлической проволоки, [Доминик] использовал модифицированный трансформатор микроволновой печи (MOT), чтобы генерировать низковольтную / большую силу тока, необходимую для напряженного нагрева проволоки. Нагрев регулируется с помощью фазного регулятора мощности выпрямителя, который модулирует мощность на входе трансформатора.Удобно, что этот контроллер подключается к выходу охлаждающего вентилятора платы 3D-принтера, что позволяет любому стандартному программному обеспечению слайсера генерировать g-код для металлического принтера.
Чтобы провод мог нагреваться и плавиться, должен быть замкнутый контур от вторичной обмотки трансформатора. Стандартное сварочное сопло, соответствующее диаметру проволоки, используется в качестве электрода на горячем конце, в то время как металлическая рабочая пластина служит другим электродом. Как вы понимаете, правильно настроить рабочую пластину и первый слой довольно сложно, даже в большей степени, чем в случае с пластиковыми принтерами.В этом случае дополнительные сложности связаны с тем фактом, что печатный объект должен сохранять хорошую электрическую целостность с пластиной, не должен заканчиваться сплошным сварным швом, а также тот факт, что расплавленная сталь при температуре 1450 ° C имеет тенденцию к деформации пластины.
Учитывая все проблемы, которые необходимо решить, чтобы все это работало, мы очень впечатлены прогрессом [Доминика] на данный момент! Подобные проблемы были решены много лет назад в случае термопластичных принтеров группой высокомотивированных экспериментаторов, и приятно видеть, как подобное начинает происходить с печатью на металле, особенно с использованием простых, легко доступных материалов.