Выплавка стали: история и современность
Что необходимо, чтобы приготовить какое-либо блюдо? Температура! Если пару веков назад ее давал открытый огонь костра из дров или угля, то сегодня на кухнях используют газовые или электрические плиты.
На металлургической кухне выплавка стали происходит по похожему сценарию: в огромную «кастрюлю» засыпают сырье (шихту) и «варят» в условиях высокой температуры по определенной технологии (рецепту). А нужная температура также достигается либо с помощью газа, либо электроэнергии.
Сейчас есть три основных промышленных способа выплавки стали в мире:
- мартеновский;
- кислородно-конвертерный;
- электрометаллургический.
История выплавки стали
Человечество научилось получать железо еще в средние века. Но вплоть до середины XIX века это были небольшие объемы низкокачественного материала. Его производили, как правило, в сыродутных печах и дорабатывали в кузнях, где мастера получали штучный товар.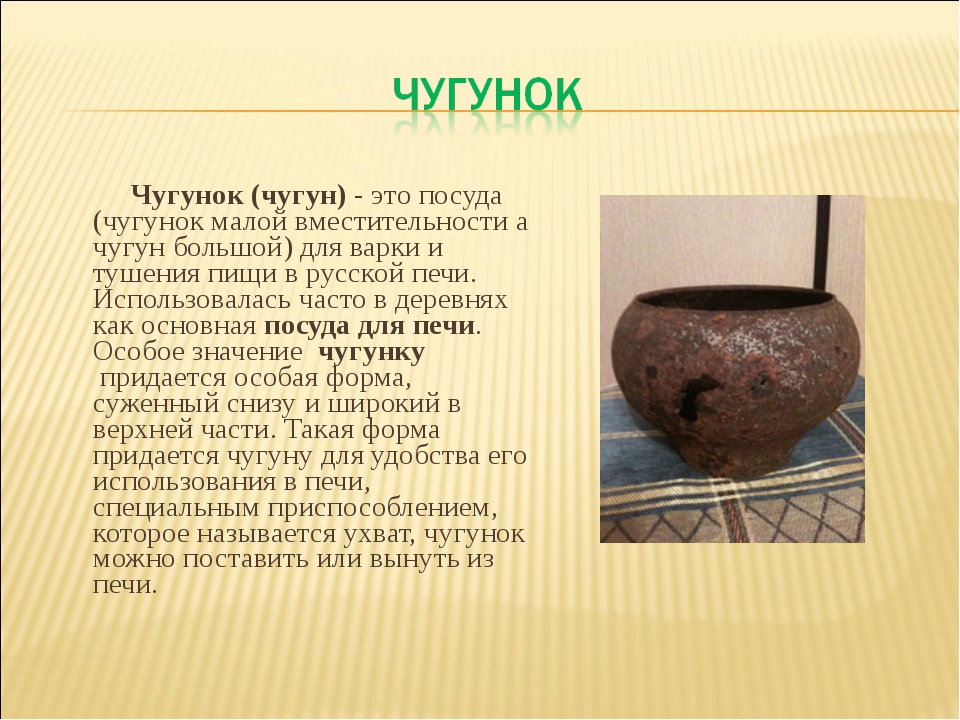
Но в существовавших до XIX века технологиях производства железных изделий был один существенный недостаток. Фактически это было либо очень мягкое железо, либо хрупкая сталь, которую получали из железа доработкой в кузнях. И такие материалы нельзя было в чистом виде использовать — предметы быстро тупились или легко ломались.
Сейчас известно, что железный сплав обладает таким свойством как упругость. Оно появляется лишь при формировании четкой кристаллической структуры из расплава. А средневековые технологии не позволяли расплавить металл с нужной пропорцией железа и углерода. Для этого требовалась недостижимая в те времена температура 1450 С°.
Промышленная революция привела к резкому росту спроса на новый конструкционный и оружейный материал: прочный, долговечный и поддающийся механической обработке.
Как результат, в XIX веке появились истоки всех трех современных способов выплавки стали.
Мартеновское производство: преимущества и модернизация
Первые мартены на территории современной Украины построил валлиец Джон Юз в 1879 году. В середине XX века с использованием этой технологии, по разным оценкам, выплавлялось от 50% до 80% всей мировой стали.
Однако из-за длительного времени плавки, необходимости постоянного внешнего подогрева печи, удорожания природного газа, неэкологичности процесса и других сложностей мартены уступили свои позиции новым технологиям.
В большинстве действующих мартеновских цехов используются не классические мартены, а, так называемые двухванные сталеплавильные агрегаты. В них объединены элементы конвертерной и мартеновской технологий. Грубо говоря, это две мартеновских печи, которые объединены между собой, что позволяет подогревать железный расплав изнутри кислородом, а не только внешнюю часть печи природным газом. Это дает существенную экономию ресурсов и возможность сократить длительность одной плавки до 3-4 часов.
Конвертерное производство: в поисках кислорода
Предтеча конвертерного способа выплавки стали – бессемеровский процесс – появился раньше мартенов. Англичанин Генри Бессемер получил патент на свое изобретение в 1856 году. В нем жидкий чугун продували атмосферным воздухом, чтобы снизить содержание углерода. Но при этом в сталь попадал азот, который снижал температуру плавки и частично переходил в виде примеси в сталь. В том числе из-за этого способ не получил широкого распространения. Ведь более низкая температура плавки ограничивала использование металлолома, возникала потребность в высококачественном сырье – чугуне, который производился бы из железной руды без вредных примесей. Бессемер знал об этом недостатке, но в те годы было практически невозможно получить большие объемы чистого кислорода. Бессемеровские печи работали на территории современной Украины вплоть до 1983 года.
Ведь более низкая температура плавки ограничивала использование металлолома, возникала потребность в высококачественном сырье – чугуне, который производился бы из железной руды без вредных примесей. Бессемер знал об этом недостатке, но в те годы было практически невозможно получить большие объемы чистого кислорода. Бессемеровские печи работали на территории современной Украины вплоть до 1983 года.
В 1878 году еще один англичанин Сидни Гилкрист Томас усовершенствовал изобретение своего земляка. Томасовские печи позволили выводить из расплава часть вредных примесей, таких как фосфор. Благодаря этому технология получила распространение в Бельгии и Люксембурге, где добывались высокофосфористые железные руды.
Однако, в обеих технологиях качество стали оставалось низким по сравнению с мартенами вплоть до начала 1930 годов. Именно тогда начались попытки внедрения кислородного дутья. В бессемеровских конвертерах жидкую сталь продували не воздухом, а чистым кислородом, получаемым в криогенных установках.
Лишь после окончания войны с развитием криогенных технологий кислородные конвертеры начали вытеснять мартеновское производство. Первые промышленные цеха заработали в 1952 году. Производство конвертерной стали оказалось более производительным и экономным. Некоторое время на эту технологию переводили устаревшие бессемеровские цеха, но все чаще строили новые более совершенные производственные линии.
Современные кислородные конвертеры представляют собой сосуды грушевидной формы, изготовленные из стали. Внутри они обложены специальным огнеупорным материалом. Сверху в них погружаются фурмы, через которые под высоким давлением подается чистый кислород. С помощью этого газа дожигается углерод до требуемого в стали уровня.
Дуговые электросталеплавильные печи: сила тока
Еще в 19 веке стало известно, что не только газы, но и постоянный электрический ток может восстанавливать металлы из окислов, а также расплавлять их с помощью электрической дуги. Однако отсутствие мощных источников электроэнергии сдерживало развитие технологии выплавки стали в электрических печах.
Лишь в 30-х годах 20 века начали появляться мощные электростанции, которые позволили задуматься о промышленном внедрении электрометаллургии. Сначала это был цветмет. Впоследствии технология пришла и в черную металлургию. Одним из наиболее наглядных примеров внедрения электрометаллургии является Запорожье. В этом городе в 1932 году запустили первые турбины ДнепроГЭС. После этого здесь один за другим появились предприятия электрометаллургии, которые производили алюминий, титан, ферросплавы и специальные стали.
Сегодня дуговые сталеплавильные печи (ДСП) используют не только для выплавки специальных, но и рядовых марок стали.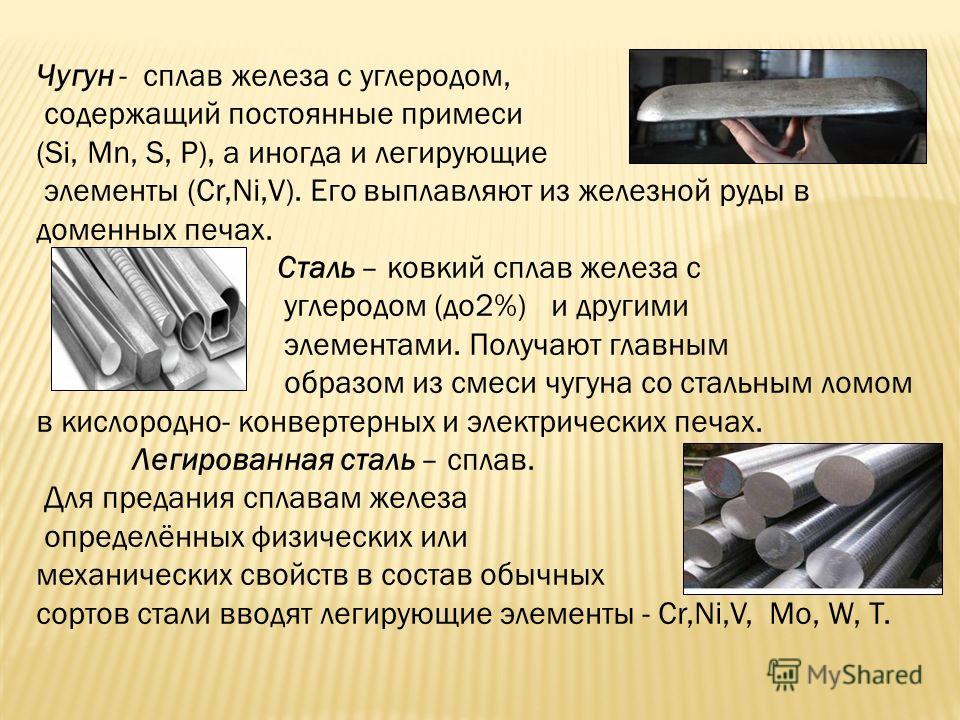 Из них, как правило, производят квадратную заготовку и длинномерный стальной прокат. В печи, заполненные шихтой, погружают три огромных графитовых электрода, на которые подается переменный или постоянный ток. Возникает электрическая дуга, которая создает высокую температуру внутри печи и плавит лом. На базе ДСП обычно строят так называемые мини-заводы (mini-mills) – небольшие металлургические предприятия годовой мощностью 0.5-2 млн. тонн стали. Распространены они в странах с доступной электроэнергией и большими источниками ломообразования.
Из них, как правило, производят квадратную заготовку и длинномерный стальной прокат. В печи, заполненные шихтой, погружают три огромных графитовых электрода, на которые подается переменный или постоянный ток. Возникает электрическая дуга, которая создает высокую температуру внутри печи и плавит лом. На базе ДСП обычно строят так называемые мини-заводы (mini-mills) – небольшие металлургические предприятия годовой мощностью 0.5-2 млн. тонн стали. Распространены они в странах с доступной электроэнергией и большими источниками ломообразования.
Как и в кислородных конвертерах, в электрометаллургии достаточно короткий период плавки – 40-60 минут. На первых этапах развития этих технологий скорость была и основным недостатком – возникали сложности с освоением большого количества марок стали. Ведь за несколько часов плавки в мартенах, в шихту постепенно вводили флюсы, раскислители, легирующие элементы, которые влияли на характеристики материала. А заводские лаборатории успевали за это время провести анализ полученного продукта и дать рекомендации сталеварам.
Сырье: как найти нужную пропорцию шихты
Все три основных способа выплавки на выходе дают один продукт – жидкую сталь. При ее производстве используются разные сырьевые компоненты и их пропорции.
В мартенах при классической плавке около 33% шихты составляет лом черных металлов. Остальное – жидкий чугун из доменных печей. В отдельных случаях доля лома доходила до 66%. Это, так называемый, скрап-процесс, который активно использовался в мартенах при машиностроительных или трубных предприятиях. Ведь там во время обработки металлопродукции образовывалось огромное количество стальных отходов. Но чем больше лома, тем более высокая температура требуется для его расплавления.
А вот в кислородных конвертерах возможности внешнего обогрева нет. Поэтому доля лома в шихте здесь существенно ниже – около 15-25%. Иначе расплав получится слишком холодным. Кроме того, этот способ выплавки стали начал активно распространяться параллельно с непрерывной разливкой, которая привела к сокращению оборотного лома на металлургических предприятиях. Чтобы его не закупать на стороне, приходилось увеличивать долю горячего чугуна.
В электрометаллургических печах нет сложностей с достижением нужной температуры. Поэтому здесь до 100% шихты может быть сформировано из лома черных металлов. Однако, некоторые современные ДСП были построены вместо мартенов в составе интегрированных металлургических комбинатов с действующим доменным производством. Поэтому их конструкцией предусмотрено использование до 40% жидкого чугуна в составе шихты. Но страны, в которых распространены ДСП, имеют свои особенности. Например, в США около 70% стали выплавляется таким способом. Это объясняется высоким уровнем ломообразования: американцы часто меняют автомобили и бытовую технику, в этой стране развито машиностроение. В Турции около 68% электростали, но гораздо меньше источников ломообразования. Поэтому эта ближневосточная страна является крупнейшим в мире импортером лома.
Например, в США около 70% стали выплавляется таким способом. Это объясняется высоким уровнем ломообразования: американцы часто меняют автомобили и бытовую технику, в этой стране развито машиностроение. В Турции около 68% электростали, но гораздо меньше источников ломообразования. Поэтому эта ближневосточная страна является крупнейшим в мире импортером лома.
Выплавка стали в Украине производится всеми тремя рассмотренными способами. По итогам 2019 года согласно данным www.worldsteel.org в мире было произведено 1,87 млрд. тонн стали. Из них – почти 72% в конвертерах, чуть менее 28% в ДЭСП, и лишь 0,3% в мартенах. Полный список стран по выплавке стали можно посмотреть на сайте ассоциации Worldsteel.
В любом случае можно уверенно говорить, что на современной металлургической кухне при соблюдении технологии (рецепта) и хорошей подготовке компонентов (сырья) получится качественное блюдо… то есть сталь. И при этом не важно, в какой печи его готовишь – электрической или газовой.
А то, что это хорошо получается у металлургов Украины, подтверждено географией экспорта их металлопродукции – от ближайших соседей до самых отдаленных уголков земли.
Повышение обессеривающего потенциала технологических систем инжекционной десульфурации чугуна различными реагентами | Шевченко
1. Шевченко А.Ф., Большаков В.И., Башмаков А.М. Технология и оборудование десульфурации чугуна магнием в большегрузных ковшах. ― Киев: Наукова думка, 2017. ― 205 c.
2. Степанов А.А., Зинченко С.Д., Ламухин А.И. и др. Освоение технологии производства стали с использованием установки десульфурации чугуна в условиях конвертерного производства ОАО “Северсталь” // Черная металлургия. Бюллетень научно-технической и экономической информации. 2005. № 4. С. 31–33.
3. Ушаков С.Н., Авраменко В.Л., Бичеев В.А. и др. Производство трубной низкосернистой стали с ковшовой десульфурацией чугуна // Металлург. 2017. № 11. С. 47–61.
Ушаков С.Н., Авраменко В.Л., Бичеев В.А. и др. Производство трубной низкосернистой стали с ковшовой десульфурацией чугуна // Металлург. 2017. № 11. С. 47–61.
4. Кудрин В.А. Внепечная обработка чугуна и стали. ― М.: Металлургия, 1992. ― 335 с.
5. Найдек В.Л. Повышение эффективности металлургических технологий внепечной обработки железоуглеродистых расплавов // Производство стали в ХХI веке. Прогнозы. Процессы, технологии, экономика: сб. докладов междунар. конф. ― Киев: изд-во ЗАО “Укрсплав”, 2000. С. 16–23.
6. Шевченко А.Ф., Маначин И.А., Вергун А.С. и др. Внепечная десульфурация чугуна в ковшах. Технология. Исследования. Анализ. Совершенствование. ― Днепропетровск: Дніпро–VAL, 2017. ― 253 с.
7. Хюскен Р., Каппель Ю. Стратегия десульфурации в кислородно-конвертерном производстве стали // МРТ. Металлургическое производство и технология металлургических процессов. 2013. № 1. С. 28–38.
Хюскен Р., Каппель Ю. Стратегия десульфурации в кислородно-конвертерном производстве стали // МРТ. Металлургическое производство и технология металлургических процессов. 2013. № 1. С. 28–38.
8. Зборщик А.М., Кубарский С.В., Косолап И.В. Эффективность использования извести в современных процессах внедоменной десульфурации чугуна // Черная металлургия. Бюллетень научно-технической и экономической информации. 2011. № 12. С. 35–41.
9. Методы десульфурации на предприятиях ArcelorMitall Flat Western Europе // Новости черной металлургии за рубежом. 2010. № 3. С. 32–34.
10. Воронова Н.А. Десульфурация чугуна магнием. ― М.: Металлургия, 1982. ― 205 с.
11. Охотский В.Б. Физико-химическая механика сталеплавильных процессов. ― М.: Металлургия, 1993. ― 191 с.
― М.: Металлургия, 1993. ― 191 с.
Художественное литьё из чугуна XIX-XX вв.
Коллекция художественного литья из чугуна Сергиево-Посадского музея-заповедника начала формироваться в 1930 году и насчитывает около 200 единиц хранения. Наряду с изделиями знаменитого Каслинского завода в коллекции представлены изделия Кусинского, Нювчимского, Черепетского заводов, образец бытового литья одного из заводов, принадлежавших знаменитым промышленникам Мальцевым и единичные образцы немецкого художественного литья.
Чугун, разновидность железа, металл хрупкий, но мягкий и точный в литье, издавна применялся на Руси для изготовления пушек, ядер, колоколов. До XVII века производство чугуна велось кустарным способом. Первые железоделательные заводы появились в окрестностях Москвы, Тулы и Каширы во второй половине XVII в. Именно Центральная Россия стала колыбелью отечественной металлургии. Но славу русскому художественному литью из чугуна принесли два завода – частный Каслинский завод наследников купца Л. И. Расторгуева, основанный в 1747 году и казенный Кусинский завод, начавший свою работу в 1789 году. На этих уральских заводах во второй половине XIX века по специальным заводским альбомам – каталогам тиражировали объемную круглую скульптуру из чугуна и сделали художественное чугунное литье самостоятельной областью российской промышленности и декоративно-прикладного искусства.
И. Расторгуева, основанный в 1747 году и казенный Кусинский завод, начавший свою работу в 1789 году. На этих уральских заводах во второй половине XIX века по специальным заводским альбомам – каталогам тиражировали объемную круглую скульптуру из чугуна и сделали художественное чугунное литье самостоятельной областью российской промышленности и декоративно-прикладного искусства.
Чугунные пепельницы, пресс-папье, статуэтки, шкатулки были очень популярны в ХIХ в. и соперничали с аналогичными изделиями из мрамора, бронзы, серебра. Их размещали в гостиных, кабинетах, библиотеках; дарили и коллекционировали. Фигурное литье из чугуна воспринималось в ХIХ в. как «подобное бронзе», но более дешевое и доступное, что было одним из важнейших факторов популярности этих изделий. Первые мастера на Каслинский завод были переселены из Центральной России, затем пригласили чеканщиков из Златоуста. Со временем на Каслинском, Кусинском и других заводах сложились целые династии мастеров литейного дела. Чистота поверхности готового предмета, идентичность оригиналу полностью зависели от формовщика. У каждого мастера были свои секреты: набор инструментов, добавки в формовочные смеси, припылы и т.д. Особого искусства требовало изготовление круглой скульптуры, которую отформовывали по частям.
Чистота поверхности готового предмета, идентичность оригиналу полностью зависели от формовщика. У каждого мастера были свои секреты: набор инструментов, добавки в формовочные смеси, припылы и т.д. Особого искусства требовало изготовление круглой скульптуры, которую отформовывали по частям.
На формирование ассортимента чугунного художественного литья влияла мода, требования рынка, возможность получения и исполнения отливок. Источники поступления моделей были самые разнообразные. Образцы могли быть приобретены у автора, привезены из-за границы, получены с других заводов, выполнены местным скульптором-самоучкой и т.д. Чаще всего моделями служили бронзовые изделия. Переведенные в чугун они приобретали новые качества. Черный цвет усиливал впечатление массивности вещи, выявлял четкий контур предмета. Выпускались отливки и непосредственно с чугунных моделей, прежде всего немецких, особенно в начальный период. На развитие чугунной кабинетной скульптуры большое воздействие оказала французская пластика.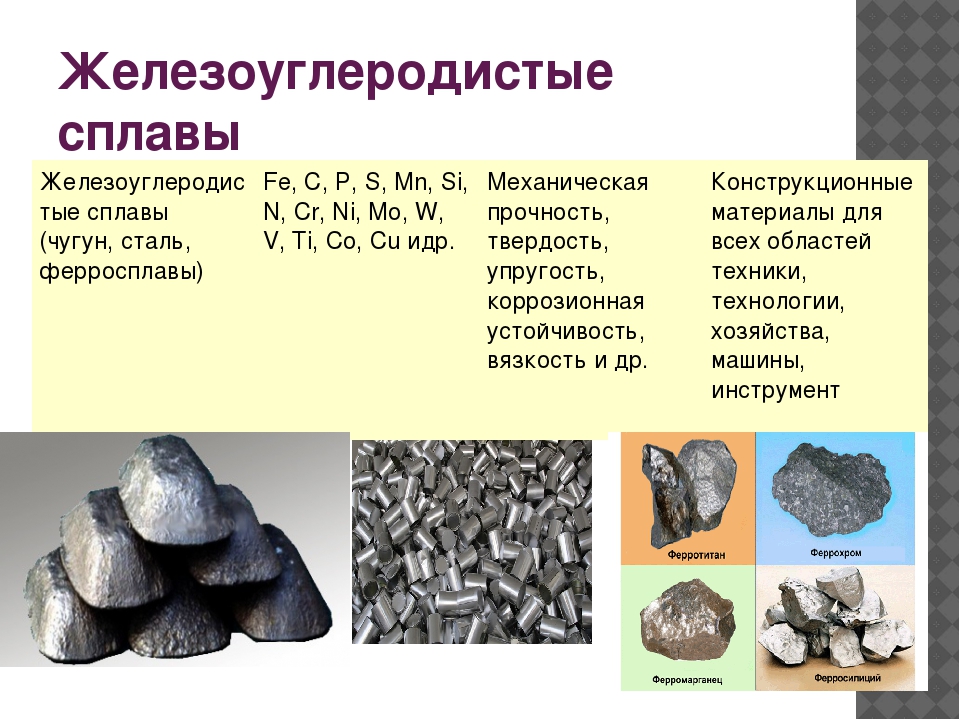 Всплеск интереса к французским моделям в Каслях произошел в конце ХIХ в. в связи с подготовкой к Всемирной выставке в Париже 1900 г. Особой популярностью пользовались работы Ж. Готье: «Дон Кихот», «Мефистофель», анималистическая пластика П. Мена.
Всплеск интереса к французским моделям в Каслях произошел в конце ХIХ в. в связи с подготовкой к Всемирной выставке в Париже 1900 г. Особой популярностью пользовались работы Ж. Готье: «Дон Кихот», «Мефистофель», анималистическая пластика П. Мена.
Значительное место в ассортименте художественного литья из чугуна занимали работы современных русских скульпторов. Для русского искусства второй половины ХIХ в. характерными были «реализм, народность, национальность». Это проявилось, прежде всего, в выборе сюжетов, в натуралистическом их воплощении.
Значительное место в ассортименте художественного литья из чугуна занимали работы современных русских скульпторов. Характерными принципами русского искусства второй половины ХIХ в. являлись «реализм, народность, национальность». Они проявились, прежде всего, в выборе сюжетов, в натуралистическом их воплощении.
В художественном чугуне народная тема вошла в виде разнообразных утилитарных предметов, статуэток, групп, изображающих сцены крестьянского быта, труда и отдыха: чернильница «Крестьянин на пне», статуэтка «Тройка зимой», пепельница «Горшок», подчасник «Избушка на курьих ножках», в котором воспроизводились мотивы архитектурной деревянной резьбы.
Интерес к историческому прошлому России нашел отражение в статуэтке «Ермак –покоритель Сибири», 1898 г.
Широкое распространение в русском чугуне получили многочисленные работы Е. Лансере и А. Обера, иллюстрирующие жизнь и быт народов Российской Империи. Одной из самых любимых моделей в Каслях и в Кусе была скульптурная группа Е. Лансере «Джигитовка лезгин». Автору удалось в металле запечатлеть мгновенное движение.
Особую любовь питали мастера чугунолитейного производства к изделиям анималистического жанра. Фигурные изображения коней, собак, оленей, выполняли роль пресс-папье, дополняли вазы, коробки, пепельницы, служили самостоятельными украшениями интерьеров. Родоначальником уральской анималистической пластики считается малоизвестный нижнетагильский мастер Ф. Звездин. Его ранняя копийная работа «Бык» в течение долгих лет тиражировалась Каслинским заводом.
Решающую роль в становлении анималистического жанра в русской пластике сыграл П. Клодт — создатель знаменитых скульптурных групп укротителей коней, украшающих Петербург, Неаполь, Берлин. Уменьшенные копии этих монументальных произведений, а также другие изделия, изготовленные каслинскими умельцами по моделям П. Клодта, на долгое время стали эталонными образцами чугунолитейного художественного производства. Выпускались в чугуне и произведения известного скульптора-анималиста второй половины ХIХ в., ученика П. Клодта, Н. Либериха. Его работы отличались особым интересом к деталям, к реалиям окружающей среды, тщательной проработкой фактуры.
Клодт — создатель знаменитых скульптурных групп укротителей коней, украшающих Петербург, Неаполь, Берлин. Уменьшенные копии этих монументальных произведений, а также другие изделия, изготовленные каслинскими умельцами по моделям П. Клодта, на долгое время стали эталонными образцами чугунолитейного художественного производства. Выпускались в чугуне и произведения известного скульптора-анималиста второй половины ХIХ в., ученика П. Клодта, Н. Либериха. Его работы отличались особым интересом к деталям, к реалиям окружающей среды, тщательной проработкой фактуры.
На железоделательных заводах Урала трудились и собственные скульпторы. В Каслях создавали образцы для литья, обучали мастеров формовке, чеканке, приемам тонкостенного литья М.Д. Канаев и Н.Р. Бах. В Кусе работал мастер Ф.О. Васенин.
Традиционно скульптурные группы и статуэтки, наиболее трудоемкие и дорогие изделия чугунного литья, составляли самые обширные разделы каталогов. На рубеже XIX–ХХ вв. в ассортименте художественного чугуна стали происходить существенные изменения. Практически не расширялся круг сюжетной круглой скульптуры, зато увеличилось производство пепельниц, ваз, подсвечников, коробочек и т. д. В этих небольших, украшенных рельефными и ажурными орнаментами, пластическими изображениями животных и птиц вещах, наиболее ярко отразились разнообразные стилистические поиски конца XIX–начала ХХ века.
в ассортименте художественного чугуна стали происходить существенные изменения. Практически не расширялся круг сюжетной круглой скульптуры, зато увеличилось производство пепельниц, ваз, подсвечников, коробочек и т. д. В этих небольших, украшенных рельефными и ажурными орнаментами, пластическими изображениями животных и птиц вещах, наиболее ярко отразились разнообразные стилистические поиски конца XIX–начала ХХ века.
Отливки, вошедшие в ассортимент чугунолитейных заводов, впоследствии выпускались неоднократно, одни чаще, другие реже. По одному и тому же образцу произведение могли отливать на разных заводах. Часть продукции имела мемориальный характер. Это, прежде всего, медальоны, отливавшиеся по случаю юбилея какого-либо лица или в связи с каким-либо историческим событием. Создавались и уникальные заказные, выставочные вещи, не включавшиеся в каталоги. К таким единичным произведениям художественного чугунного литья относится каслинская цепочка для часов.
Выпускались и изделия культового назначения, которых сохранилось мало. Однако известно, что первой половине ХIХ в. иконы из чугуна отливались на многих предприятиях. В собрании Сергиево-Посадского музея имеется икона «Бракосочетание Марии с Иосифом», созданная на одном из уральских заводов в начале прошлого столетия. Отлитая по западноевропейскому образцу, икона характеризуется сложной композицией.
Необычной для более позднего русского чугунного художественного литья является полихромная раскраска иконы. На Каслинском заводе были отлиты медальон «Апостол Иоанн Богослов» и статуэтка «Христос». Распространены в России были и иностранные отливки культового характера. Из собрания Троице-Сергиева монастыря происходит икона «Несение Креста», выполненная в Берлине в мастерской И. Мюллера.
В собрании музея имеются работы, выполненные на двух небольших частных чугуноплавильных и железоделательных заводах: Нювчимском, основан в 1756 г. в Вологодской губернии на реке Нювчиме, и Черепетском, основан в 1766 г. в Калужской губернии, на реке Черепети. Изделие Нювчимского завода – пресс-папье «Лежащий медведь» в виде массивной пластины с лежащей на ней распластанной фигурой медведя — цельнолитое и очень тяжелое, что отличает его от аналогичных предметов, изготовленных в Каслях и Кусе. Декоративные тарелки Черепетского завода украшены рельефными изображениями: аллегорическими фигурами в обрамлении картушей и пышных растительных завитков и бытовой сценкой. Моделями для отливок послужили образцы европейского художественного литья. Большинство частных и казенных чугунолитейных заводов на протяжении всего ХIХ в. в изобилии выпускали посуду — черную и эмалированную. Посуда отличалась простотой форм и отсутствием какого-либо декора. Редким для коллекций художественного чугунного литья является рукомой, изготовленный на одном из Мальцовских заводов.
Массовое производство художественного чугунного литья было прекращено в 1914 году в связи с началом Первой мировой войны. Новый период в его истории начался в 1920-е годы с изготовления произведений с революционной тематикой. В Сергиево-Посадском музее хранится небольшое число экспонатов, созданных в 1930—1950-е годы на Каслинском заводе. В 1930-е год большая часть отливок представляла собой повторения дореволюционных моделей. Постепенно в ассортимент стали вводить новые образцы, созданные советскими скульпторами. К таким произведениям относится статуэтка «Зарема — балерина Каминская», автор Е. Янсон-Манизер, группа «За власть Совета», автор В. Симонова. В 1937 г. к юбилею А.С. Пушкина был выпущен медальон С. Мограчева с изображением поэта. Качественный уровень отливок 1930-х годов не уступал дореволюционным. Литьем, чеканкой и формовкой занимались мастера старой выучки, применялся качественный чугун. Касли 1950-х годов в собрании Сергиево-Посадского музея представлены кроме заводских изделий работами учеников ремесленного училища №18, созданного при заводе еще в 1933 г.
Коллекция Сергиево-Посадского государственного историко-художественного музея-заповедника в целом достаточно полно отражает деятельность Каслинского и Кусинского заводов периода их расцвета.
Большинство произведений имеют клейма, что важно для атрибуции предметов и для выявления ассортиментов отдельных предприятий. Небольшое количество работ советского периода дополняют картину развития чугунного художественного литья, знакомят с образцами каслинского литья 1930—1950-х годов.
По материалам каталога: «Художественное литье из чугуна XIX – начала XX в. из собрания Сергиево-Посадского музея- заповедника». Автор-составитель Г. П. Черкашина. 1998 г.
история появления, получение и использование
Сплав железа и углерода с незначительными по весу добавлениями других элементов под названием чугун известен человечеству более 2500 лет. Простота получения, низкая стоимость относительно других металлов и неплохие физические свойства долгое время держали чугун в лидерах металлургии. Из него изготавливали широкий спектр товаров и машин самого разного предназначения, от потребительских товаров до многотонных памятников и деталей станков.
В последние десятилетия на замену чугуну всё чаще приходят более совершенные современные материалы, однако в одночасье отказаться от чугуна не получится — переход на новые материалы и технологии требует слишком больших затрат. Чугун ещё долго будет оставаться одним из главных видов металлургической продукции. Вот небольшая подборка фактов об этом сплаве:
1. Отвечая на вопрос «Что такое сплав железа с углеродом?» нужно не говорить с ходу «чугун», а уточнить, каково содержание углерода в этом сплаве. Потому что сталь — это тоже сплав железа с углеродом, просто углерода в ней меньше. В чугуне содержится от 2,14% углерода.
2. На практике определить, чугунное перед вами изделие, или стальное, довольно сложно. Чугун немного легче, но для сравнения веса нужно иметь аналогичный предмет. В общем чугун магнитится слабее стали, но есть много марок сталей с магнитными свойствами чугуна. Достоверный способ — получить немного опилок или стружки. Чугунные опилки пачкают руки, а стружка рассыпается практически в пыль.
3. Само русское слово «чугун» выдаёт китайское происхождение металла — оно составлено из звуков, связанных с иероглифами «дело» и «лить».
4. Китайцы получили первый чугун ориентировочно в 6-м веке до н. э. Несколькими столетиями позже производство чугуна освоили античные металлурги. В Европе и России работать с чугуном научились уже в Средние Века.
5. В Китае очень хорошо освоили технологию чугунного литья и производили из этого материала большую номенклатуру изделий от пуговиц до крупных скульптур. Во многих домах были тонкостенные чугунные сковороды-воки, диаметр которых мог доходить до метра.
6. Ко времени распространения чугуна люди уже умели работать с другими металлами, однако чугун был дешевле и прочнее чем медь или бронза и быстро завоевал популярность.
7. Широко применяли чугун в артиллерии. В средневековье из него отливали и стволы пушек, и ядра. Причём даже появление чугунных ядер, имевших большую плотность, и, соответственно, вес по сравнению с каменными, уже был революцией, позволив уменьшить вес, длину ствола и калибр пушек. Лишь в середине 19-го века начался переход от чугунных пушек к стальным.
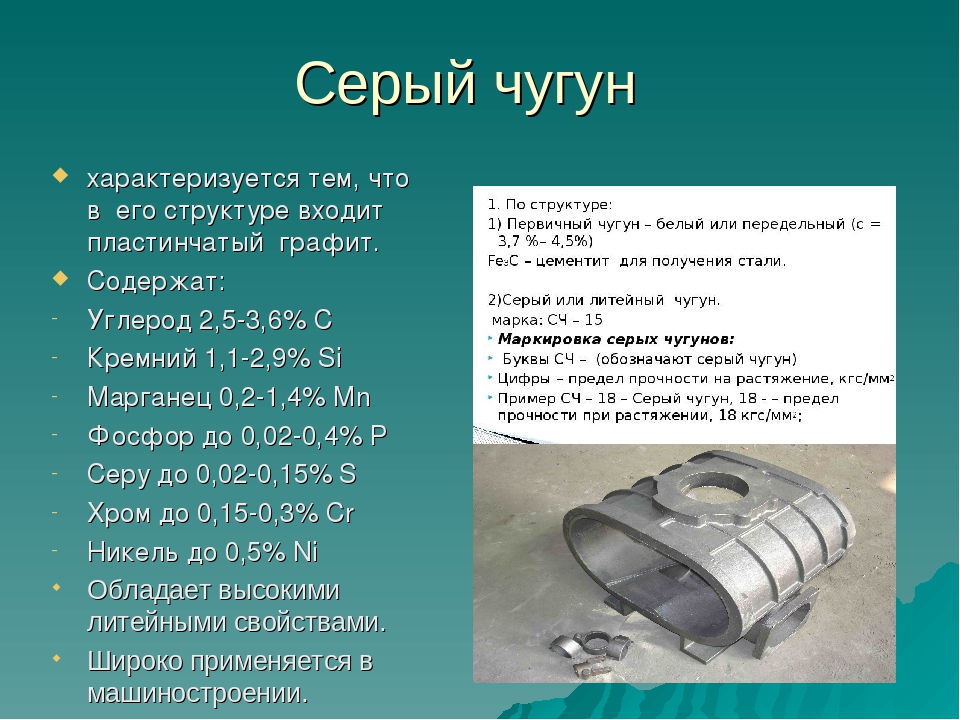
8. В зависимости от содержания углерода, физических свойств и целей производства выделяют 5 видов чугуна: передельный, высокопрочный, ковкий, серый и белый.
9. В России впервые стали применять при выплавке чугуна природный газ.
10. Читая книги о дореволюционных временах и начале 20-го века, не стоит путать: «чугунок» это чугунный горшок, а «чугунка» — железная дорога. Рельсы стали изготавливать из железа сразу после изобретения процесса пудлингования в начале 19-го века, а чугунками железные дорого называли ещё на 150 лет позже.
Нет и не собираюсь
15.18%
Ничего не задали
7.88%
Проголосовало: 70818
11. Процесс плавки чугуна начинается с удаления примесей из руды, а заканчивается поглощением железом углерода. Правда, такое объяснение слишком упрощено — связи углерода с железом в чугуне принципиально отличаются от связей механических примесей, а уж тем более кислорода с железом в руде. Сам процесс проходит в доменных печах.
12. Чугунная посуда практически вечна. Чугунки и сковороды могут служить семьям в течение нескольких поколений. Кроме того, на старом чугуне образуется естественное антипригарное покрытие из-за попаданий жира в микропоры на поверхности сковорода или чугунка. Правда, касается это только старых образцов — современные производители чугунной посуды наносят на неё искусственные покрытия, имеющие совсем другие свойства и закрывающие поры от частиц жира.
13. Любой квалифицированный шеф-повар использует, в основном, чугунную кухонную утварь.
14. Из чугуна делают коленвалы автомобильных дизельных двигателей. Также этот металл используют в тормозных колодках и блоках двигателей.
15. Широкое применение чугун нашёл в машиностроении. Все массивные детали станков типа оснований, станин или больших втулок изготавливали из чугуна.
16. Прокатные валки для металлургических прокатных станов делают из чугуна.
17. В сантехнике, водоснабжении, отоплении и канализации чугун сейчас активно вытесняется современными материалами, но и старинный материал всё ещё востребован.
18. Большинство украшений на набережных, часть художественно выполненных ворот и ограждений и некоторые памятники в Санкт-Петербурге отлиты из чугуна.
19. В Санкт-Петербурге же есть несколько мостов, собранных из чугунных деталей. Несмотря на хрупкость материала, продуманная инженерная конструкция позволяет мостам стоять вот уже 200 лет. А первый чугунный мост был собран в 1777 году в Великобритании.
20. В 2017 году в мире было выплавлено 1,2 миллиарда тонн чугуна. Почти 60% мирового чугуна производится в КНР. Российские металлурги занимают четвёртое место — 51,6 млн. тонн — уступая, кроме Китая, Японии и Индии.
Мне нравится1Не нравитсяГолосуй звездами!
Загрузка…Легированные чугуны
Как и со сталью, улучшение свойств чугуна возможно при их легировании специальными элементами – легирующими элементами.
Использование легирующих элементов оказывает влияние на металлическую основу чугуна, а так же на характер и размеры графитных включений, благоприятно влияя на измельчение перлита.
Легированные чугуны используются в различных сферах деятельности человека, их используют в условиях износа при повышенных температурах или при абразивном износе, а так же в условиях сухого трения.
Наиболее широкое распространение получили жаростойкие, жаропрочные, немагнитные, коррозионностойкие и антифрикционные чугуны.
Давайте более подробно остановимся на некоторых из них.
Начнём с жаростойкого чугуна, который представляет собой хромистый чугун, где содержание хрома находится в диапазоне от 0,5 до 30%. Низколегированные марки данного чугуна применяется для отливок рекуперативных труб, разнообразных деталей, которые будут использоваться при высоких температурах (до 650 градусов).
Что касается высоколегированных марок, то они применимы для изготовления деталей вагранок, печей, изготовления фурм и других деталей, работающих при температурах до 900 градусов.
Коррозионностойкий чугун обладает главой своей особенностью, устойчивостью к процессам коррозии, как и жаростойкий чугун, он бывает высоколегированным и низколегированным.
Низколегированный коррозионностойкий чугун применяют для создания деталей, которые используются в газовых средах при повышенных температурах.
Высоколегированный чугун данного вида используется для производства деталей насосов, для создания оборудования, которое работает с концентрированными кислотами, к примеру с азотной или серной
Жаропрочный чугун представляет собой аустенитный чугун, имеющий шаровидный графит, благодаря своим свойствам он применяется для создания деталей для компрессоров по сжижению газов, деталей для дизелей и другого подобного оборудования.
Немагнитный чугун, как и жаропрочный, обладает аустенитной структурой основы и применяется для производства обойм силовых трансформаторов, статоров, делателей электрических машин, шайб роторов и другого оборудования.
Читайте так же:
Саморезы по дереву, виды саморезов
Коррозионные свойства латуней
Любовное письмо моей чугунной сковороде | by Tricia Haas
Мой верный друг всегда будет рядом со мной.
Изображение любезно предоставлено Oh My DisneyЯ купил свою первую чугунную посуду по прихоти в конце 90-х. Это была скромная плоская квадратная железная сковорода, которая, как я подумал, идеально подошла бы для блинов. У меня все еще есть этот предмет, но это, вероятно, наименее используемая посуда, которая у меня есть. В первый день у меня возникли прекрасные и возвышенные идеи о том, что сковорода с антипригарным покрытием и приготовление горячих идеальных оладий уютным зимним утром.Реальность была другой историей.
Оказывается, чугун как любые стоящие отношения. Требуется время, чтобы вырастить то, что стоит хранить и иметь в своей жизни изо дня в день. Однако если вы готовы приложить усилия, у вас будет спутник на всю жизнь, который всегда будет рядом. Он поможет вам приготовить переваренные, прилипшие блины, и когда-нибудь вы вместе приготовите прекрасный завтрак.
Почему я выбрал чугун в первую очередь? Я полагаю, ностальгия сыграла свою роль.Американская кулинарная культура уходит корнями в чугунную славу. Задумайтесь на мгновение об образе пограничной ковбойской жизни у костра. Скорее всего, на ум приходит горшок с фасолью, тушащийся в чугунной походной печи на открытом огне. Может быть, у вас остались воспоминания о знаменитом бабушкином кукурузном хлебе, приготовленном на старой, черной, блестящей сковороде в горячей духовке, покрытом топленым маслом. Возможно, вы видели в фильмах большие черные котлы в форме котлов, в которых варилось тушеное мясо и супы на плитах или на кострах. Вы, конечно, не можете отрицать, что чугун — прочная часть истории человечества, и для этого есть веские причины.
Чугун чертовски прочен. Шутки в сторону. Просто зайдите в любой авторитетный антикварный магазин где угодно, и вы обязательно увидите хотя бы одну чугунную сковороду на продажу. Иногда они очень дорогие, если за ними хорошо ухаживают. Если вам повезет, вы можете найти одну из этих красавиц в несколько менее чем идеальной форме и сможете купить ее по дешевке. Некоторым из этих сковородок может быть сто лет или даже больше. Возраст не делает эти сковородки устаревшими. Фактически, это делает их лучше.
Все мои чугунные детали (на данный момент их у меня четыре) были куплены у современных производителей. Три из них от Lodge, компании, которую вы, скорее всего, увидите в любом американском магазине, если захотите купить. Четвертой и самой молодой из моей коллекции была сделка Amazon Prime Day от компании Mabua. Это прекрасная двенадцатидюймовая сковорода, самая большая из тех, что у меня есть, и, кажется, я заплатил за нее около 10 долларов два года назад. Он поставляется с силиконовой крышкой ручки и силиконовой подставкой для горячего, которые очень удобны, хотя и не совсем необходимы.Я хотел бы здесь подчеркнуть, что вам не нужно выкладывать огромные деньги, чтобы получить надежный кусок чугуна. У меня не было никаких проблем с моими дешевыми мабуа или более дорогими вещами Lodge. Я никогда не покупал сверхдорогие предметы роскоши, но и у меня не было ни единой трещинки. Считайте приобретенный чугун своим капиталовложением. Эта вещь будет с вами надолго.
Эта прекрасная голландская духовка, сделанная Лоджем, — самая дорогая вещь, которую я купила.Чугун имеет репутацию хорошего проводника тепла, хотя на самом деле это не так.Чугун — плохой проводник тепла. Чтобы нагреть его до приемлемой температуры приготовления, требуется буквально минута. Но когда он становится горячим, он остается горячим и имеет тенденцию нагреваться более равномерно, чем другие типы металла, потому что он нагревается дольше. Сначала вы можете обнаружить, что центр сковороды или кастрюли является горячей точкой, но подождите минутку, и тепло будет хорошо переноситься по сковороде.
Теперь нам нужно заняться заботой о вашей сковороде. С этими произведениями связаны некоторые правила, которые можно и нельзя.Вот мой главный совет:
- НЕ мыть в посудомоечной машине. КОГДА-ЛИБО!! Меня не волнует, сколько яиц вам удалось сжечь до дна сковороды, не бросайте их в посудомоечную машину и надеюсь на лучшее. Результат вам не понравится. Послевкусие будет испорчено, и вам придется начинать с нуля, чтобы снова приправить сковороду. Вы будете ненавидеть себя, если сделаете это. Пожалуйста, прислушайтесь к моему совету.
- НЕ используйте мыло для мытья посуды, если не чувствуете, что другого выхода нет. При необходимости я очищаю сковороды и кастрюлю горячей водой со стальной мочалкой.Если я смогу обойтись простой щеткой или протиркой, я сделаю это. Почему стальная вата? Если вы купите новую вещь, вы, скорее всего, заметите, что она грубая. У него будет неровная текстура. Эта текстура стоит между вами и чугунной сковородой с антипригарным покрытием. Чем раньше вы сможете носить ребенка гладко, тем лучше. Счистите.
3. ЗАПРЕЩАЕТСЯ присматривать за детьми с помощью пластиковой посуды, предназначенной для посуды с тефлоновым покрытием.Я использую металлические лопатки и ложки во всех своих чугунных приготовлениях. Любое соскабливание посуды поможет стереть вышеупомянутую текстуру быстрее. Купите себе хороший металлический шпатель с удобной ручкой и готовьте.
My Prime Day Deal, сковорода Мабуа. Вы можете видеть, что я все еще работаю над стиранием текстуры.4. ОБЯЗАТЕЛЬНО приправляйте сковороду каждый раз, когда готовите с ней. Удалив все остатки пищи, поставьте пустую сковороду на высокую конфорку и дайте ей нагреться.Любая остаточная жидкость должна испариться со сковороды, что и должно произойти. В конце концов, эта сковорода сделана из железа, которое подвержено ржавчине, и вы же не хотите, чтобы ваша драгоценная сковорода ржавела! Когда он высохнет, возьмите бумажное полотенце и нанесите на него немного масла. Вы хотите использовать масло, выдерживающее высокие температуры, поэтому я не рекомендую для этого оливковое масло. Я использую кокосовое масло, но подойдет любое растительное или соевое масло. Если у вас есть хорошо приправленная сковорода, иногда можно пропустить нагрев и просто протереть сковороду маслом и убрать ее.
5. НЕОБХОДИМО протирать всю сковороду тонким слоем масла каждые несколько недель или около того, или если вы планируете хранить кусок в течение длительного периода времени. Масляное покрытие защитит его от лишней влаги, не допуская ржавчины. Я повторю еще раз, вы же не хотите, чтобы ваша сковорода ржавела, хотя, если это произойдет, это еще не конец. Вы всегда можете стереть ржавчину и заново приправить сковороду. Однако это потребует гораздо больше работы, чем надлежащий уход за сковородой в первую очередь.
Последний совет.Если вы обнаружите, что у вас на сковороде очень неприятный беспорядок, который вы просто не можете заставить себя вычистить, есть один простой вариант. Вы можете нагреть сковороду, пока она не станет хорошей и горячей. Затем, взяв в руки верную металлическую лопатку, налейте в кастрюлю немного воды. Будьте осторожны, избегайте попадания пара. Вода должна немедленно закипеть, чтобы вы могли соскрести засохшие продукты со дна сковороды. Это очень похоже на удаление глазури на сковороде, когда вы что-то жарите. При использовании этого метода пища должна отрываться довольно легко, однако после этого вам нужно будет полностью заново заправить сковороду.
Пожалуйста, поймите, что правильное добавление приправ в сковороду — это постоянный процесс. Нельзя сделать это один раз и покончить с этим. Если ваша сковорода действительно испортилась, как моя всегда после приготовления пищи на костре, например, вам нужно будет полностью повторно заправить сковороду, прежде чем использовать ее снова. Нагрейте духовку до красивой низкой температуры и покройте сковороду со всех сторон тонким слоем масла. Поместите кусок в духовку и оставьте его примерно на 15 минут. Осторожно удалите его, используя прихватки для духовки, и снова протрите его тонким слоем масла.Поместите его обратно в духовку на 15 минут и при необходимости снова смажьте маслом. Делайте это, пока он снова не станет черным и блестящим. Когда вы почувствуете себя комфортно с приправой, выключите духовку и дайте сковороде естественным образом остыть перед хранением.
При правильном использовании и уходе ваша чугунная посуда может стать вашим спутником на всю жизнь. Я всегда шучу, что когда-нибудь, после моей смерти, мои дети будут драться из-за того, кому достанется моя чугунная сковорода. Черт возьми, может быть, мои внуки будут. В любом случае, эти кастрюли проживут дольше, чем я.
Условия использования форумов CastIronCollector.Com
Условия использования форумов CastIronCollector.Com
Этот онлайн-форум существует, чтобы предоставить место для обсуждения и получения удовольствия от хобби, связанного с коллекционированием и использованием чугунной посуды, а также на смежные темы.
Пожалуйста, найдите время, чтобы ознакомиться с нашим Правовая информация и Заявление о конфиденциальности , поскольку оно включает дополнительные условия использования, которые могут не быть здесь рассмотрены.
Используя этот веб-сайт, а также регистрируясь и размещая сообщения на его форумах, вы соглашаетесь с Условиями использования, описанными на указанной выше странице, а также с правилами и инструкциями по размещению сообщений, перечисленными ниже.Если эти Условия будут изменены в любое время в будущем, дальнейшее использование вами форумов в будущем означает ваше согласие с Условиями с внесенными в них поправками.
Публикуя сообщения на форумах, будьте вежливы. Пользователям не разрешается, помимо прочего, публиковать оскорбительную, ненавистную или оскорбительную информацию о каких-либо физических или юридических лицах. Грубая лексика, грубый юмор и любой контент сексуального характера запрещены. Это сайт с рейтингом G, поэтому, пожалуйста, публикуйте его соответствующим образом.
CastIronCollector.Com не подтверждает достоверность информации, размещенной на этой доске объявлений. Мы не можем активно отслеживать все содержание опубликованных сообщений и не несем ответственности за любые опубликованные сообщения. Помните, что опубликованные сообщения выражают точку зрения автора сообщения, а не обязательно точку зрения CastIronCollector.Com.
CastIronCollector.Com оставляет за собой право удалить или изменить любое сообщение, аватар, подпись, отображаемое имя или другое поле профиля участника по любой причине или без причины.Вы несете единоличную ответственность за содержание своих сообщений, и вы соглашаетесь освободить от ответственности и обезопасить членов этой доски объявлений CastIronCollector.Com и их агентов в отношении любых претензий, основанных на просмотре этой доски и / или передаче ваших Сообщения).
Если вы считаете, что опубликованное сообщение является нежелательным, вам рекомендуется сообщить об этом, щелкнув значок «Пожаловаться на сообщение» в правом верхнем углу сообщения. У нас есть возможность удалять нежелательные сообщения, и мы приложим все усилия для этого в разумные сроки, если мы определим по собственному усмотрению, что удаление необходимо.Однако это ручной процесс, поэтому имейте в виду, что мы не сможем сразу удалить или отредактировать определенные сообщения.
Рекомендации по отправке сообщений
- Делайте сообщения краткими.
- Ответьте по теме.
- Если при чтении цепочки сообщений у вас возник вопрос, не связанный с этим, начните другую цепочку сообщений.
- Не поддавайтесь искушению нажать кнопку «Ответить», если вам нечего добавить.
- При ответе на последнее сообщение в ветке использовать функцию «цитата» не обязательно.
- Строки темы новой темы должны содержать формулировку, соответствующую содержанию сообщения, то есть не использовать заголовки, вызывающие клик.
- Размеры, шрифты, цвета и веса текста, отличные от значений по умолчанию, должны быть зарезервированы только для случайного выделения или ясности.
- Помните, что форум в основном предназначен для тематических дискуссий: вопросы и ответы, обмен информацией, советы по использованию, рецепты и тому подобное.Он не предназначен для использования в качестве чата.
Политика в отношении настоящего имени
При регистрации ваше имя пользователя должно быть версией вашего настоящего имени / фамилии. Ваше имя пользователя на форуме — это ваше знакомство с другими участниками форума. Это ваш бейджик «Привет, меня зовут», такой же, какой вы носите на личном мероприятии. Это должно быть легко для чтения и понимания другими людьми.
Например, если вас зовут Джеймс Эдвард Макдональд, допустимые имена пользователей включают Джеймс Макдональд, Джим Макдональд, Джей Макдональд, Джей Э. Макдональд, Джеймс М, Джим М. и т. Д.
Если во время регистрации программное обеспечение форума сообщает, что предпочитаемое вами имя пользователя уже используется, используйте соответствующий интервал или знаки препинания, чтобы различать его, например «Джим Макдональд» или «Дж. Э. Макдональд».
Имена пользователей не должны состоять только из инициалов, только имени или только фамилии, например «J.E.M.», «Джеймс» или «Макдональдс». Имена пользователей не должны включать числа или неалфавитные символы, кроме точки, пробела или подчеркивания, используемых в качестве пробела.
Названия компаний не могут быть частью вашего имени пользователя, поскольку они представляют собой форму рекламы или продвижения по службе.Однако вы можете добавить эту информацию в свой профиль.
Почему мы используем настоящие имена более 10 лет? Потому что, когда мы используем настоящие имена, сообщения становятся более дружелюбными, более личными, а ответы, которые вы получаете, более полезными.
Мы оставляем за собой право изменить ваше имя пользователя во время регистрации для ясности и соответствия нашей политике в отношении настоящего имени.
Если вас беспокоит конфиденциальность, не стесняйтесь обращаться к нам, чтобы мы обсудили имя пользователя, которое подойдет вам и соответствует нашим требованиям.
Запрещенная деятельность
Используя эту услугу, вы соглашаетесь, что НЕ БУДЕТЕ:
- Размещать любые материалы, которые являются заведомо ложными и / или дискредитирующими, неточными, оскорбительными, вульгарными, вызывающими ненависть, преследующими, непристойными, непристойными, сексуально ориентированными, угрожающими, посягающими на личную жизнь или иным образом нарушающими какой-либо закон.
- Публикуйте сообщения, изображения, аватары или подписи политического, религиозного или расистского характера. Запрещается обращение в веру в религиозных или политических целях или для каких-либо других целей или организаций.Обсуждение политики и религии на онлайн-форумах имеет тенденцию быстро вырождаться, поэтому обсуждение этих тем запрещено. Даже не делайте косвенных ссылок на эти темы в постах. Посты, нарушающие это правило, будут удаляться. Участникам, нарушившим это правило, будет запрещено участвовать.
- Включите URL-адреса, фотографии, HTML-код или призывы к действию в подпись на форуме.
- Размещайте личную информацию, такую как ваш адрес, номер телефона или адрес электронной почты.
- Размещать личную информацию любого другого пользователя или лица.
- Размещайте любые материалы, защищенные авторским правом, если они не принадлежат вам или этой доске объявлений.
- Используйте ненормативную лексику на этой доске; сообщения, содержащие ненормативную лексику, удаляются без промедления. Повторным нарушителям этой политики (или любой другой политики совета директоров) будет запрещено участвовать.
- Размещайте рекламу, письма счастья, финансовые пирамиды или предложения.Это включает в себя использование аватара, изображения или подписи, предназначенных или выглядящих как реклама. Они неуместны на этой доске сообщений и будут немедленно удалены. Нарушители этой политики подлежат бану.
- «Поднять» темы обсуждения, т. Е. Ответить на ветку исключительно для того, чтобы вернуть ее в верхнюю часть списка форума.
- Публикуйте слишком большие встроенные фотоизображения, которые нарушают видимость и / или функциональность форума.
- Cross-post (разместить одно и то же сообщение более чем в одном месте на форуме).Это фактически помешает вам получить быстрый ответ, а повторные перекрестные публикации могут привести к бану.
Сообщения, предлагающие купить, продать, обменять или приобрести товары или услуги, НЕ разрешены. Сюда входят сообщения, указывающие на готовность или намерение продать или желание купить, или сообщения, размещенные с очевидным намерением привлечь трафик к онлайн-аукционам или другим сайтам продажи.
Публикация сообщений, рекламирующих товары, услуги, события или личные / деловые веб-сайты
Участниками форума разрешены следующие типы сообщений о продуктах / услугах / событиях / веб-сайтах:
- Если вы довольный (или недовольный) покупатель продукта / услуги / мероприятия / веб-сайта, и у вас нет финансовой заинтересованности в продукте / услуге / мероприятии / веб-сайте, вы можете обсудить это на форуме.Положительные и отрицательные отзывы реальных клиентов — один из самых полезных аспектов форума для тех, кто рассматривает возможность покупки продукта / услуги.
- Сообщения о распродажах, скидках, промокодах, бесплатных образцах продукции и т. Д. Разрешены, если у вас нет финансовой заинтересованности в продукте, компании или рекламной акции; и предложение доступно для широкой публики.
Те, кто имеет финансовую заинтересованность в продукте / услуге / событии / веб-сайте , не могут, , публиковать следующие материалы без предварительного одобрения по электронной почте от CastIronCollector.Com:
- Сообщения, продвигающие ваш продукт / услугу / мероприятие / веб-сайт.
- Сообщения, сравнивающие ваш продукт / услугу / событие и конкурирующие продукты / услуги / события.
- Сообщения, которые отвечают на вопросы службы поддержки или обеспечивают техническую поддержку продуктов.
- Сообщения, которые спрашивают об удовлетворенности клиентов продуктами / услугами / событиями.
- Сообщения, в которых обсуждается развитие или улучшение продукта / услуги / мероприятия.
- Сообщения о распродажах, скидках, промокодах, бесплатных образцах продукции и т. Д.
Партнерские ссылки
Мы участвуем в программе Amazon Associates и получаем комиссионные, когда вы совершаете покупки, используя ссылки Amazon в сообщениях. Это помогает покрыть расходы на эксплуатацию сайта. Мы оставляем за собой право обновлять или перенаправлять эти ссылки в ваших сообщениях без предварительного уведомления, вручную или программно с использованием автоматических скриптов, надстроек, сторонних сервисов просмотра ссылок или других технических средств, чтобы ссылки относились к нашим партнерские счета.Участники не могут размещать свои собственные партнерские ссылки; такие ссылки могут быть преобразованы в наши партнерские ссылки или могут быть удалены.
Castironcollector.com оставляет за собой право отслеживать и удалять любые сообщения, которые считаются несовместимыми с его политикой. Castironcollector.com также оставляет за собой право по своему усмотрению прекратить регистрацию любого пользователя Форума, нарушающего любое из Условий использования.
Идентификация и повторное использование контента
Мы оставляем за собой право раскрыть вашу личность (или любую другую информацию, которую мы знаем о вас) в случае жалобы или судебного иска, вытекающих из любого отправленного вами сообщения.Размещая контент на этой доске сообщений, вы соглашаетесь с тем, что CastIronCollector.Com может цитировать или повторно использовать контент в рекламных материалах, информационных бюллетенях или других документах. Если мы намерены использовать контент, размещенный вами таким образом, мы обычно уведомляем вас в порядке любезности.
Свяжитесь с нами
Если у вас есть какие-либо вопросы о том, как работает это онлайн-сообщество, нажмите ссылку «Связаться с нами» внизу любой страницы форума и дайте нам знать.
Как мыть чугунную сковороду — Rockin Green
Чугунные сковороды и сковороды необходимы на любой кухне.Прочные чугунные сковороды прослужат долго, если за ними правильно ухаживать, и они могут хорошо работать в любых условиях. Чугунные сковороды на кухне называли сковородой для рабочей лошади, и это довольно точное описание. Но эти сковороды работают хорошо только в том случае, если их правильно мыть. Если вы не умеете мыть чугунную сковороду, вы можете ее уничтожить. Если вы используете мыло на химической основе и другие чистящие средства для этих кастрюль или поместите их в посудомоечную машину, вы испортите их. Неправильная стирка — это чуть ли не единственное, что может испортить чугунную сковороду.Вот как мыть чугунную сковороду, не повредив ее:
Запуск, пока сковорода еще теплая: не ждите, пока сковорода полностью остынет. К тому времени остатки пищи и растительного масла прилипнут к сковороде, и ее будет сложнее очистить. Подождите, пока он немного остынет, чтобы не было слишком жарко. Затем на дно сковороды насыпьте слой кошерной соли. Вы должны использовать кошерную соль грубого, а не мелкого помола. Это не та соль, которую вы используете для приправы.Вы можете найти грубую морскую соль или грубую кошерную соль в проходе с приправами в продуктовом магазине или в специализированных продуктовых магазинах.
Протрите сковороду: Используйте сложенное кухонное полотенце или чистую мочалку, чтобы протереть сковороду. Не мочите ткань предварительно, иначе соль просто пристанет к ней. Натрите дно и стенки кастрюли солью, чтобы удалить весь мусор. Продолжайте тереть до тех пор, пока все не будет свободно на сковороде, но не теряйте слишком сильно, иначе вы можете повредить сковороду.Если вы не можете удалить все остатки с помощью соли, добавьте пару капель натурального моющего средства, не содержащего химикатов, например Rockin ‘Green, в соль и продолжайте чистить.
Ополаскивание: Смойте соль из кастрюли горячей водой. Убедитесь, что вы смыли со сковороды весь мусор и соль. Никогда не мойте чугунные кастрюли и сковороды в посудомоечной машине. Промойте сковороду несколько раз под горячей водой, чтобы смыть всю соль. Затем тщательно вытрите сковороду бумажным или кухонным полотенцем.
Сезон: Приправка чугунной сковороды сделает ее антипригарной и защитит от ржавчины и других повреждений. Чтобы приправить чугунную сковороду, вы можете использовать прекрасное масло, такое как масло виноградных косточек, или обычное растительное масло. С помощью кухонного полотенца или мочалки втирайте масло в поверхность сковороды круговыми движениями. Накройте всю сковороду. Дайте ему высохнуть, а затем приправьте сковороду.
При действии сообщения опроса Cast Iron сообщение в очереди MQ не обрабатывается.Оркестровка не запускается. Нет сообщения об ошибке, показывающего, что есть
Вопрос
Операция опроса Cast Iron не обрабатывает сообщение в очереди MQ. Оркестровка не запускается. Нет сообщения об ошибке, показывающего, что существует проблема, когда Cast Iron пытается получить сообщение
.Ответ
Такое поведение могло быть вызвано значением поля msd в заголовке RFH сообщения MQ.В некоторых приложениях значение msd установлено в XML «. В этом случае Cast Iron не опрашивает сообщение.
В поле msd должно быть установлено значение» xmlnsc «domain для анализа всех XML-сообщений общего назначения, включая те сообщения, которые использовать пространства имен XML;
Установка значения «XML» не является хорошим вариантом, поскольку домен не поддерживает пространство имен.
[{«Business Unit»: {«code»: «BU053», «label»: «Cloud & Data Platform»}, «Product»: {«code»: «SSQRQ3», «label»: «IBM Cast Iron» }, «Компонент»: «», «Платформа»: [{«код»: «PF025», «ярлык»: «Независимость от платформы»}], «Версия»: «Все версии», «Редакция»: «», «Направление деятельности»: {«code»: «», «label»: «»}}]
Расшифровка цифр и надписей из чугуна
Пожалуйста, поделитесь
Расшифровка цифр и надписей из чугуна
Кредит изображения: wiki commons
Номера
Кредит изображения: ebay.com
Будь то сковороды, вафельницы или сковороды, почти все винтажные изделия, изготовленные крупными литейными предприятиями, имели одну идентификационную маркировку в дополнение к таким вещам, как логотипы. А именно размерные числа.
Номер размера обычно находится либо на нижней части детали, либо на надрезе в верхней части ручки. Часто предполагается, что это число является индикатором диаметра предмета в дюймах. Однако простое измерение как верхнего, так и нижнего краев сковороды доказывает, что это предположение неверно.На самом деле, эти цифры указывают на размер печных горелок старого образца.
В те времена, когда дровяные печи были распространены, сковороды изготавливались с учетом отверстий разного размера в верхней части, называемых проушинами для печей. По сути, печное ушко — это эквивалент современной горелки. Это была тяжелая крышка, сделанная так, чтобы подходить к глазам, которые не использовались напрямую. Для максимального прямого нагрева проушины печи можно также снять с помощью специальной ручки подъемника.
В ранних чугунных кастрюлях обычно имелся обод или нагревательное кольцо на нижней поверхности кастрюли.Нагревательное кольцо обеспечивало стабильность сковороде и помогало поддерживать постоянную температуру, по существу закрывая сковороду над проушиной печи. Поэтому, в зависимости от марки конкретной печи и размеров ее проушин, необходимо покупать сковороды различных и соответствующих размеров.
Хотя дровяные печи уступили место газовым и, в конечном итоге, электрическим плитам, эта система нумерации продолжала оставаться стандартом для определения размеров чугунной посуды.
A Wagner Manufacturing Co.В каталоге от 1924 года указан этот код для диаметров днища их чугунных опалубок:
| # 2 — 4-7 / 8 ″ # 3 — 5-1 / 2 ″ # 4 — 5-7 / 8 ″ # 5 — 6-3 / 4 ″ # 6 — 7-1 / 2 ″ | # 7 — 8-1 / 4 ″ # 8 — 8-7 / 8 ″ # 9 — 9-3 / 4 ″ # 10 — 10-1 / 4 ″ # 11 — 10-7 / 8 ″ | # 12 — 11-3 / 4 ″ # 13 — 12 ″ # 14 — 13 ″ |
Не Однако все производители следовали одним и тем же стандартам. Каталог компании Griswold Mfg. Co 1918 года показывает аналогичные размеры для многих сковородок, причем № 3 и № 4 несколько меньше, чем у Вагнера, а № 13 и № 14 — несколько шире.Между тем сковорода Мартина № 3 была фактически такой же, как Вагнер № 2. Некоторые производители намеренно производили сковороды немного большего размера, чем их конкуренты, чтобы они могли продвигать их как более крупные и, следовательно, более качественные.
Цифры и буквы
Как будто система нумерации недостаточно сложна, многие части могут быть помечены такими надписями, как 3B, 8CX, 710C или 1053C. Буква или буквы после цифр во всех четырех случаях называются шаблонными буквами.
Буква шаблона соответствует одному конкретному шаблону, по которому формовалась сковорода в литейном цехе. Вы видите, что каждая модель кастрюли, произведенная на литейном заводе, имела шаблон для изготовления форм, а в случае обычного или популярного размера было бы изготовлено несколько шаблонов, чтобы можно было отливать несколько форм одновременно.
По мере того, как эти узоры изнашивались или начинали создавать дефектные сковороды, эта система надписей стала для производителей простым способом узнать, какой узор необходимо заменить.
Естественно, для менее распространенных предметов может потребоваться всего несколько узоров для удовлетворения производственного спроса, а на тех, которые мы обычно не видим, узор букв с чем-либо большим, чем первые несколько букв алфавита.С другой стороны, для таких популярных размеров, как сковороды №3 и №8, почти каждая буква могла быть использована на производстве.
Иногда встречаются предметы без буквы после номера. Отсутствие этой буквы не обязательно указывает на порядок создания или какое-либо превосходство.
Буквы не были индикатором пересмотра шаблона, а просто средством идентификации среди определенного набора используемых шаблонов. Отсутствие буквенного обозначения также может означать, что для этой конкретной модели сковороды нужно было создать только один узор за раз.
Итак, независимо от того, что продавцы могут попытаться намекнуть о значении шаблонных букв или их отсутствии, коллекционеры обычно не заботятся о том, какие буквы на изделии.
Вышеупомянутые образцы букв 710C и 1053D, очевидно, немного сложнее простого кода размера, за которым следуют буквы. В случае 1053D, это продукт Вагнера, идентифицируемый как обычная сковорода 105, размер # 3, сделанная по шаблону D.
Вагнер даже поддерживал согласованную систему, когда номер размера вырос до 2 цифр.На сковородах размеров от 10 до 14 были нанесены надписи 1060, 1061, 1062, 1063 и 1064.
Griswold Manufacturing была немного сложнее по своей системе нумерации, причем числа, казалось, не имели отношения к размеру детали. Например, сковорода Гризвольда №6 имеет номер шаблона 699, в то время как №7 — шаблон 701, а №8 — шаблон 704.
Еще одним моментом, вызывающим путаницу при идентификации этих сковородок, является тот факт, что не во всех случаях номера шаблонов, уникальные для конкретного номера модели.И Грисволд, и Вагнер создали несколько моделей с одинаковыми буквами.
С другой стороны, некоторые ранние изделия имеют несколько номеров рисунков на посуде одного размера и типа. Это может помочь объяснить причину, по которой система Гризвольда развивалась таким образом.
Например, на ранних скиллах Эри появляется столько же пяти или шести разных чисел: # 6 (699 701), # 8 (704 705 706 707 708 709), # 9 (710 711 712 713) и # 10 (715 716).
Хотя первоначальный план, возможно, предполагал наличие уникального номера для каждого образца или, возможно, изменение номеров при обновлении дизайна, вся система была списана примерно в 1905 году, когда была разработана более согласованная схема нумерации и буквенного обозначения.
Маленькие выпуклые буквы или цифры
Есть также случай, когда вы можете увидеть маленькое выпуклое число, букву или группу букв на листе.
Они были добавлены в форму во время отливки и известны как марки формовщика.
Поскольку литейщикам обычно платили поштучно, эти отметки не только помогали подсчитать, сколько деталей изготовил формовщик за данную смену, но также показывали, чья работа не соответствовала стандарту.
Знаки Формовщика иногда могут быть расположены немного наклонно, показывая, с какой поспешностью они иногда добавлялись.
Выпуклые буквы обычно указывают на конкретного формовщика, а числа, скорее, указывают на смену литейного производства.
Прочая буквенно-цифровая маркировка
Примерно в 1950-х годах производители начали использовать на деталях описания конкретных размеров, такие как «10 5/8 IN». или «6-1 / 2-дюймовая сковорода» по буквам.
Эти обозначения будут использоваться либо с традиционными номерами размеров, либо в некоторых случаях вместо них.
Позже некоторые производители добавили и метрические размеры.По большей части сковороды с такой маркировкой не считаются предметом коллекционирования.
За некоторыми исключениями являются ранние немаркированные изделия Wagner Ware и некоторые изделия Birmingham Stove & Range Co. «Century», которые считаются хорошими пользователями.
В другом случае вы можете найти номер, вырезанный на дне ручки некоторых небольших кастрюль.
Кажется, они ограничены 1-4. Причина этого в том, что для повышения эффективности небольшие детали иногда отливают группами одновременно в одной и той же форме.
Множественные узоры можно было бы расположить и соединить с помощью направляющих в так называемой групповой форме, чтобы все полости можно было заполнить одной заливкой чугуна.
Точно так же, как буквы-шаблоны указывают на проблемы с качеством, производители использовали эти маленькие числа, а иногда и просто узор из точек.
Другое использование букв
Еще одно использование букв было в качестве идентификации модели. Этот метод широко использовался компанией Lodge Manufacturing в конце 1950-х — начале 1960-х годов.
Хотя многие из них кажутся довольно очевидными, некоторые буквы были немного загадочными, если у вас не было оригинальной этикетки или упаковки для справки.
Ниже приводится список наиболее часто используемых кодов:
| AS — Сковорода All Star AT — Сковорода для пепла B — Сковорода для хлебных палочек BE — Сковорода для яиц и бекона C — Сковорода для кукурузных палочек CAF — Фритюрница Camp CB — Сковорода для кукурузного хлеба CC — Комбинированная плита, закрытая / открытая CF — Фритюрница для кур CK — Котелок Country CO — Походная печь CP — Рифленая форма для выпечки (Bundt Pan) CP — Форма для кактуса CS — Chef Skillet | D — Датская форма для торта DO — Голландская печь DOF — Фритюрница с крышкой и корзиной DOT — Голландская печь Trivet FB — Французский хлеб (Венский рулет с двумя буханками) FBK — Прямой с плоским дном Чайник FF — Фритюрница с корзиной FP — Сковорода для рыбы FS — Набор для сковороды вчетвером / 4-в-1 GC — Стеклянная крышка IC — Железная крышка для фритюрницы и голландской печи LG — Продолговатая (длинная) сковорода M — Форма для маффинов (6 чашек турок) | MP — Плавильный котел NG — Круглая сковорода, новая Style NTP — Сковорода без козырей OG — Круглая сковорода, старый стиль OS — Овальная сковорода P — Сковорода с выпуклым краем PP — Сковорода для окуня RBK — Чайник с прямым дном с круглым дном SC — Крышка сковороды SK — Сковорода SP — Сковорода или сотейник SQSK — Квадратная сковорода ТБ — Верхняя часть бройлера (сковорода в стиле Axford) TK — Чайник |
Спасибо за чтение и обязательно поделитесь этой информацией с ваши друзья, используя кнопки социальных сетей ниже.Говоря о социальных сетях, подумайте о том, чтобы поставить лайк на нашей странице в Facebook, чтобы быть в курсе наших статей. Ознакомьтесь с другими нашими статьями, чтобы узнать больше!
Пожалуйста, поделитесь
Старинная чугунная библиотека ученого стола Зажим для сообщений
Доставка
Ознакомьтесь с полной политикой доставки и часто задаваемыми вопросами.Примечание: товары, сделанные на заказ, обычно включают время выполнения заказа или индивидуальное окно доставки, которое подробно описано в описание продукта.
Сведения о доставке всех остальных товаров см. Ниже:
- Бесплатная доставка
- Для некоторых объявлений может быть предложена бесплатная доставка.
- Небольшие предметы обычно доставляются в течение 2 недель с даты покупки, а более крупные предметы и мебель могут Доставка занимает до 6 недель.
- При возврате товара с бесплатной доставкой стоимость обратной доставки будет взиматься с покупателя.
- Бесплатная местная подвозка
- Самовывоз на месте позволяет клиентам осмотреть товар во время получения и избежать затрат на доставку.
- После покупки на адрес электронной почты, связанный с заказом, отправляется электронное письмо с подтверждением, которое включает: Проверка получения и контактная информация продавца
- Пожалуйста, свяжитесь с продавцом в течение 5 дней, чтобы согласовать получение товара
- Доставка посылок
- Отгрузка осуществляется через признанных перевозчиков, таких как UPS, FedEx и DHL.
- Посылкой можно отправлять только те предметы, которые можно безопасно упаковать в коробку или конверт.
- Стоимость доставки начинается от 9 долларов США и зависит от размера, веса, упаковки и стоимости товара.
- Товары обычно доставляются в течение 2 недель с момента покупки.
- Доставка по месту жительства
- Товар доставляется в ваш дом и размещается в выбранной вами комнате (установка и подключение не включены).
- Местные тарифы доступны для большинства товаров, место доставки которых находится в пределах 50 миль.
- Стоимость доставки начинается от 149 долларов США, в зависимости от типа продукта, размера, местонахождения покупателя и продавца и стоимости. товара.
- Местные доставки обычно занимают до 3 недель.
- Доставка на дом
- Товар доставляется в ваш дом и размещается в выбранной вами комнате (установка и подключение не включены).
- Доставка может занять до 6 недель и до 8 недель, если покупатель или продавец находятся за пределами стандартные маршруты доставки.
- Стоимость доставки начинается от 299 долларов США, в зависимости от типа продукта, размера, местонахождения покупателя и продавца и стоимости товара.
Тип доставки Менее 2000 долларов США Более 2000 долларов США Председательская доставка на дом 299 долларов США 399 долларов США Большая обработка > 35 куб. футов <52 куб. футов 399 долларов 449 долларов Хрупкое и / или негабаритное обращение Цена может отличаться.В зависимости от материала, расположения и размера. Цена может отличаться. В зависимости от материала, расположения и размера. - Доставка, управляемая продавцом
- Доставка осуществляется продавцом через грузоотправителя по выбору продавца.
- Доступно для позиций на усмотрение продавца.
- Местная доставка, управляемая продавцом
- Доставка по обочине дороги осуществляется продавцом в пределах ограниченной географии.
- После покупки письмо с подтверждением будет отправлено на адрес электронной почты с подтверждением, связанный с заказом, и включает в себя: Код подтверждения получения и контактную информацию продавца
- Пожалуйста, свяжитесь с продавцом в течение 5 дней, чтобы согласовать доставку.
Агентство цифрового маркетинга Cast Iron LA направляет любовное письмо своему помещенному на карантин городу
Основатели агентства цифрового маркетинга Cast Iron LA создали любовное видео-письмо в свой город, пораженный коронавирусом.
«We Are LA» был собран за три дня Дж. Барбушем и Луисом Рамиресом с помощью творческих друзей и семьи.
Сын Барбуша, Алекс, создал композицию для акустической гитары на Mac с синим микрофоном. Фотограф Эрик Олсен, научный сотрудник, предоставил Dropbox, полный видеозаписей с дрона.
Голос за кадром произнес Джейми Хилл, профессиональный диктор, который работал в Burger King, GoPro и Volkswagen, и случайно оказался соседом Барбуша.
Видео было разработано, чтобы принести некоторую красоту и чувство единства жителям Города Ангелов, которые находятся на карантине, как и многие другие во всем мире.
«Я знал, что будет хуже, до того, как станет лучше», — сказал Барбуш, описывая образ мышления, предшествовавший проекту.
«Я видел по телевизору, что говорил мэр», — продолжил он. «Он смягчил« приют на месте »на« безопаснее дома », так что я как бы знал, что это будет продолжаться какое-то время.Это не утихает (означает), что мы, как сообщество, должны объединиться, чтобы это сработало. Так что это напоминает всем, почему город делает все возможное для своего окончательного выживания ».
На снимках тихие пляжи, каньоны, пальмовые улицы и пустые автострады, снятые Олсеном рано утром перед карантином. Одинокая цапля стоит на реке Лос-Анджелес, запечатлевая момент, когда природа восстанавливает город.
Посвящение начинается с описания любви жителей к своему городу, а затем признания того, что он уже переживал тяжелые времена.
«Мы сели на корточки, прежде чем поднялись», — гласит голос за кадром, перечисляя некоторые ужасные события, которые определяют время жизни в Лос-Анджелесе, «несправедливость, беспорядки, землетрясения, наводнения и пожары».
Копия Барбуша основывается на сильных сторонах жителей и их объединяющих убеждениях: «для нас любовь — это любовь, теперь это есть сейчас, а этикетки предназначены для органических продуктов, которые мы едим». Он завершается заявлением о стойкости: «Это наш город, даже если вы не видите нас в нем. Мы там сильнее, чем когда-либо, потому что это место построили мечты»
Для Барбуша и Рамиреса устойчивость — это черта, на которую они полагались, когда прошлым летом запустили Cast Iron LA.Сначала Рамирес, а затем Барбуш были уволены после многих лет разработки цифровых и социальных сетей в RPA.
Оба перешагнули рубеж 50-летнего возраста, поэтому «Чугун», сделанный из вторичного металла, который был буквально брошен, стал идеальным именем, отражающим их дух и взгляды агентства.