Штангенциркули — назначение, виды и классификация
Штангенциркуль – это универсальный инструмент для измерения с точностью до 0,1 или 0,01 мм внутренних и наружных размеров, а также глубины отверстий. Он входит в число наиболее популярных измерительных инструментов благодаря простоте конструкции, быстроте в работе и удобству в эксплуатации.
Назначение штангенциркулей
С помощью штангенциркуля можно производить точный замер наружных и внутренних диаметров отверстий, глубин, длин деталей и других изделий. Есть и специализированный инструмент, предназначенный для измерения пазов, малых диаметров, проточек, межосевых расстояний, толщин стен труб и т. д. Конструкцию штангенциркуля могут дополнять различные дополнительные поверхности и приспособления, значительно расширяющие функциональные возможности инструмента.
Что касается конструкции штангенциркуля, то в качестве примера рассмотрим наиболее популярный ШЦ-I. Данный инструмент представляет собой измерительную линейку с верхними и нижними губками, левая половина которых закреплена неподвижно, а правая передвигается на подвижной рамке.
Штангенциркуль широко используется практически во всех сферах деятельности, где возникает потребности в точном измерении внутренних и наружных диаметров изделий. В первую очередь это металлообработка, строительство, машиностроение, ремонт машин и оборудования – именно здесь данный измерительный инструмент получил наибольшее применение.
Классификация
Прежде чем купить штангенциркуль следует разобраться с тем, что предлагают современные производители. Существует три вида штангенциркуля и около восьми типоразмеров по российским стандартам. Вид инструмента зависит от шкалы индикатора и может быть нониусным (ШЦ), циферблатным (ШЦК) или цифровым (ШЦЦ). Их разновидностей стоит отметить универсальный ШЦ-I, ЩЦТ-I с односторонним расположением губок из твердого сплава и ШЦ-II с рамкой микрометрической подачи. И, в заключение, хотим напомнить, что огромный выбор штангенциркулей вас ожидает в «Мекке Инструментов»!
Их разновидностей стоит отметить универсальный ШЦ-I, ЩЦТ-I с односторонним расположением губок из твердого сплава и ШЦ-II с рамкой микрометрической подачи. И, в заключение, хотим напомнить, что огромный выбор штангенциркулей вас ожидает в «Мекке Инструментов»!
Все что нужно знать о штангенциркуле
Штангенциркуль — это средство измерения, наиболее универсальное из всех ныне существующих. Примечательно то, что со времен своего изобретения этот измерительный инструмент, цена которого достаточно демократична, стал, безусловно, более совершенным, но принцип его работы остался неизменным. При помощи этого инструмента проводят линейные измерения самых разнообразных деталей, имеющих самые вариативные формы, а также к преимуществам штангенинструментов можно отнести такую особенность как конструктивные возможности для измерения глубины, что очень важно во многих областях промышленного производства, строительстве и хозяйственной деятельности.
Если говорить об инструментах этого типа, то нельзя не обратить вашего внимания на тот факт, что все штангенциркули изготавливают по определенному, достаточно суровому, стандарту. Главный документ, регламентирующий правила у условия производства штангенциркулей – ГОСТ. В этом документе определены:
- условия выпуска различных моделей инструментов данного вида с пределом измерений деталей от 0 до 2000 мм;
- условия производства небольших по размеру специализированных моделей для мельчайших деталей, небольших расстояний, мизерных отверстий, тонких деталей, таких, к примеру, как толщина стенок труб;
- принципы деления средств измерения этого типа на виды;
- принципы ведения отсчетов и снятия показаний и т.д.
Согласно ГОСТу можно выделить несколько видов штангенциркулей, которые сегодня эффективно используются в различных сферах деятельности и областях производства.
Виды современных штангенциркулей
Сегодня на рынке представлены в достаточно широком ассортименте штангенциркули следующих видов:
- Штангенциркуль нониусный.
 Это самый распространенный и универсальный вид штангенциркулей. Из названия этого инструмента следует, что отсчет при измерениях ведется непосредственно по нониусной шкале. На маркировке такой инструмент обозначается как штангенциркуль ШЦ с диапазоном измерения от 1 до 2000 мм. Нониус, кроме прочего, может иметь значения отсчета от 0, 05 до 0,1 мм.
Это самый распространенный и универсальный вид штангенциркулей. Из названия этого инструмента следует, что отсчет при измерениях ведется непосредственно по нониусной шкале. На маркировке такой инструмент обозначается как штангенциркуль ШЦ с диапазоном измерения от 1 до 2000 мм. Нониус, кроме прочего, может иметь значения отсчета от 0, 05 до 0,1 мм. - Циферблатный штангенциркуль. Конструктивно отличается наличием циферблата. Осуществлять измерения при помощи такого устройства можно намного быстрее и проще, а точность измерений становится еще более высокой. Обозначают такой инструмент как «штангенциркуль ШЦК», цена которого несколько выше, чем у стандартного инструмента, но все еще доступна широкому кругу потребителей. Несколько отличается и цена делений на этих инструментах. Кроме стандартных 0, 05 и 0, 1 мм есть еще шкала с делением 0,02 мм.
- Цифровой штангенциркуль. Это наиболее современный и технологичный вид штангенциркуля, имеющих жидкокристаллический экран, демонстрирующих результаты измерений с максимально возможной точностью. Обозначается на маркировке как «штангенциркуль ШЦЦ». У этого инструмента есть одно преимущество – наименьший шаг дискретности в 0, 01 мм. Такой точности, безусловно, нет ни у одного инструмента этого типа, а потому в производственной деятельности сегодня все чаще и чаще используют именно этот вид измерительного инструмента.
 Это самый распространенный и универсальный вид штангенциркулей. Из названия этого инструмента следует, что отсчет при измерениях ведется непосредственно по нониусной шкале. На маркировке такой инструмент обозначается как штангенциркуль ШЦ с диапазоном измерения от 1 до 2000 мм. Нониус, кроме прочего, может иметь значения отсчета от 0, 05 до 0,1 мм.
Это самый распространенный и универсальный вид штангенциркулей. Из названия этого инструмента следует, что отсчет при измерениях ведется непосредственно по нониусной шкале. На маркировке такой инструмент обозначается как штангенциркуль ШЦ с диапазоном измерения от 1 до 2000 мм. Нониус, кроме прочего, может иметь значения отсчета от 0, 05 до 0,1 мм. Обозначается на маркировке как «штангенциркуль ШЦЦ». У этого инструмента есть одно преимущество – наименьший шаг дискретности в 0, 01 мм. Такой точности, безусловно, нет ни у одного инструмента этого типа, а потому в производственной деятельности сегодня все чаще и чаще используют именно этот вид измерительного инструмента.
Обозначается на маркировке как «штангенциркуль ШЦЦ». У этого инструмента есть одно преимущество – наименьший шаг дискретности в 0, 01 мм. Такой точности, безусловно, нет ни у одного инструмента этого типа, а потому в производственной деятельности сегодня все чаще и чаще используют именно этот вид измерительного инструмента.На что стоит обратить внимание при покупке
Прежде, чем купить штангенциркуль, обратите внимание на такие его особенности как:
- диапазон измерений, который представляет собой значения, ограниченные шкалой штангенциркуля;
- цена деления;
- температура окружающей среды;
- допустимый предел погрешности и т.д.
Все эти характеристики в совокупности определяют непосредственно точность измерений, а также значение измеряемой длины. Качественные штангенциркули, цена которых приемлема и демократична, вы можете приобрести в нашем интернет – магазине в наиболее широком ассортименте.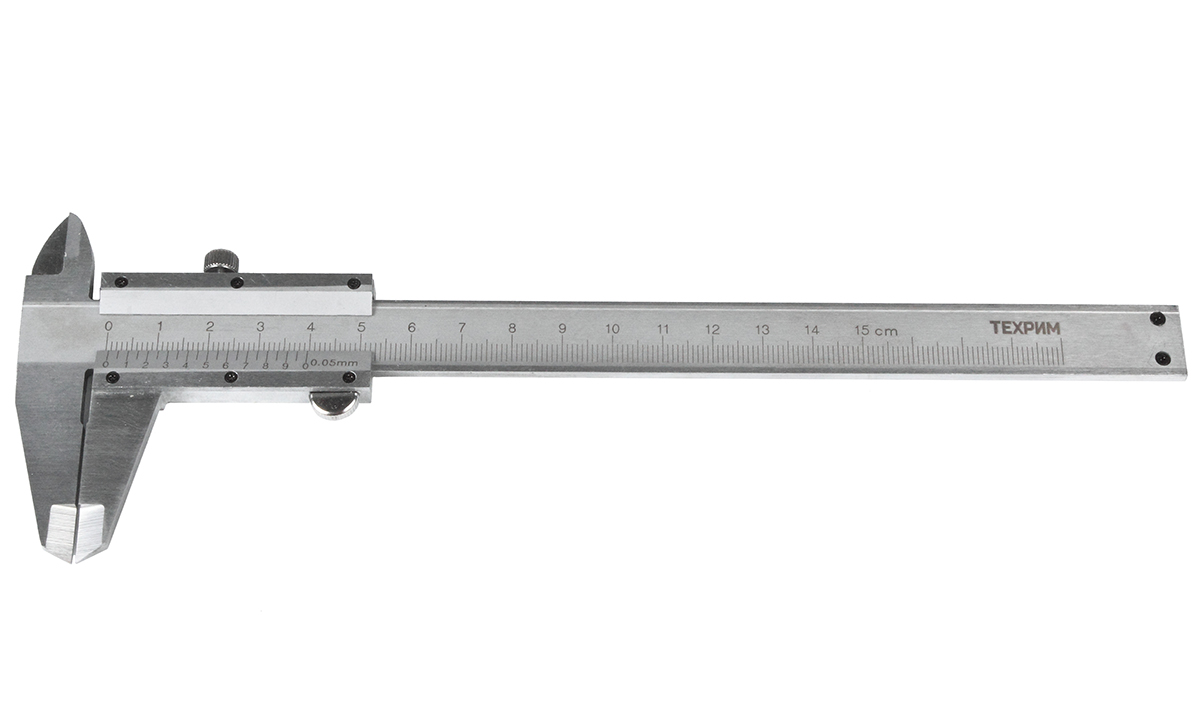
Нониусный штангенциркуль: конструктивные особенности
Нониусный штангенциркуль – это одно из самых распространенных средств измерения, сфера применения которого широка и практически не ограничена. Этот инструмент незаменим во многих сферах производства, строительства или в хозяйственной деятельности. Такую «популярность» инструмент приобрел благодаря простоте в использовании и точности измерений, которые проводятся с его помощью.
Любой штангенциркуль этого вида имеет особенности конструкции, определяющие его качественные характеристики и функциональные особенности. В основе конструкции лежит измерительная штанга, на которую при помощи специальных технологий нанесена основная шкала инструмента. Именно на эту шкалу принято ориентироваться прежде всего, при проведении любых видов измерений.
По штанге этого измерительного инструмента движется особенная подвижная рамка, на которую определенным способом нанесена другая шкала. Именно эта подвижная металлическая рамка и называется нониусом. Разметка стандартного нониуса предполагает шкалу, указывающую не целые числа, а доли деления, что позволяет достичь высокой точности измерений. Цена деления стандартного нониуса может быть различной и порой составляет десятые, а то и сотые доли миллиметра.
Но это далеко не все конструктивные особенности нониусного штангенциркуля. Этот измерительный инструмент конструктивно состоит из следующих частей:
- губки внутренние;
- винт для фиксации.
- штанга;
- линейка глубиномера;
- губки наружные;
- подвижная рамка;
- нониус;
Некоторые средства измерений этого типа имеют двухстороннее расположение губок, а другие – имеют губки только одного типа. Верхние губки предназначены для проведения различных видов внутренних замеров канавок, углублений или проемов, а верхние – для измерения наружных размеров.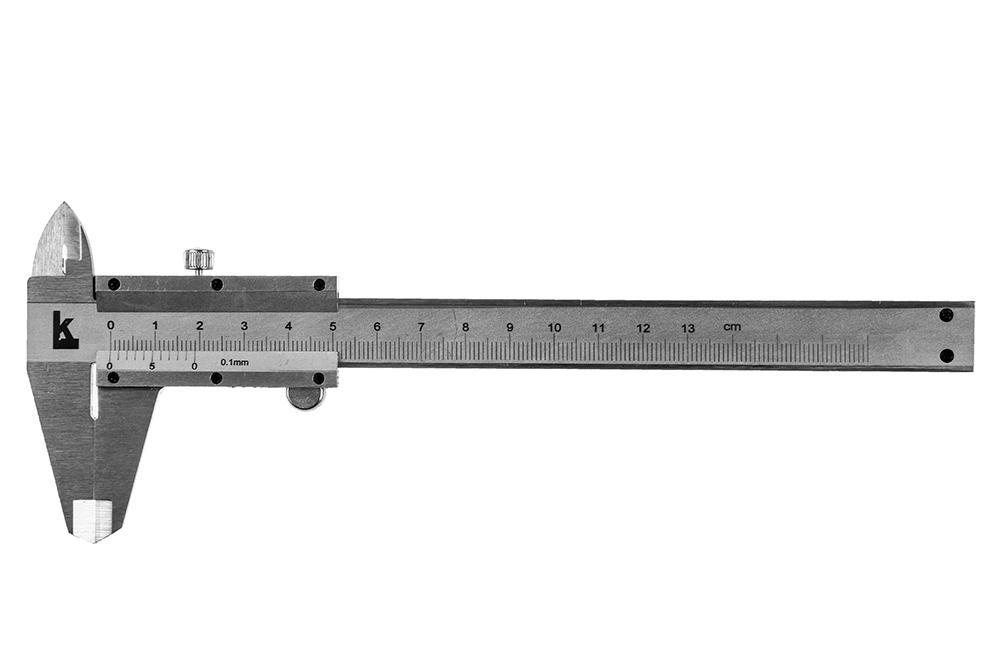
Как правильно проводить измерения?
Принцип проведения измерений при помощи штангенциркуля, купить который сегодня не составляет сложности, предельно прост, но имеет свои особенности. Губки штангенциркуля для проведения замеров разводят посредством передвижения нониуса по основной шкале средства измерения. В случае, если измерению подлежат внешние размеры, следует не раздвигать, а, напротив, сдвигать губки штангенциркуля.
Допустим, перед нами стоит задача провести измерения точных размеров какой-либо детали при помощи нониусного штангенциркуля. Что нужно сделать? Алгоритм предельно прост:
- В первую очередь, следует расположить деталь слева губки для наружных измерений и зажать ее между губками.
- Затем следует зафиксировать положение рамки при помощи специального винта.
- Зафиксировать количество «полных» миллиметров.
- Найти штрих на штанге, наиболее приближенный к нулю на нониусе.
- Высчитать доли миллиметра по нониусной шкале.
- Найти на нониусе штрих, наиболее приближенный к нулю.
- Определить порядковый номер найденного штриха.
- Порядковый номер разделить на фактическую цену деления нониуса.
- Для получения наиболее точного результата необходимо суммировать целые числа по шкале штангенциркуля и доли, которые указаны на нониусе.

Как вы могли заметить, измерения при помощи штангенциркуля – достаточно несложная процедура, в особенности, если иметь определённые навыки. Еще проще проводить измерения, если вы предпочтете нониусному классическому инструменту более современные его виды с циферблатом или вовсе электронные модели. Впрочем, многие мастера – консерваторы им сегодня пользуются «классическими» штангенинструментами, считая их более привычными и надежными.
Купить штангенциркуль любого из перечисленных видов вы можете в нашем интернет – магазине по самой выгодной цене. В нашем каталоге представлены штангенциркули в самом широком ассортименте и только высокого качества, соответствующего государственному стандарту. Мы предлагаем выгодные условия сотрудничества, приемлемые цены и гарантии лучших отечественных и зарубежных производителей. Сделать заказ просто, для этого достаточно заполнить форму на нашем сайте. Все вопросы вы можете задать нашим менеджерам, позвонив по телефонам, указанным в разделе сайта «Контакты». Удобные способы оплаты, быстрая доставка вашего заказа, наличие паспорта на каждое изделие и гарантии производителя – вот далеко не полный перечень преимуществ сотрудничества с нашей компанией.
Назначение и устройство штангенциркуля
При производстве строительных работ или мелкого ремонта часто требуются измерительные инструменты. Обычно ими являются линейки или рулетки. Но при измерении диаметра трубы или глубины отверстия эти инструменты не подходят. Для таких целей служат более точные измерительные приборы – штангенциркули.
Но при измерении диаметра трубы или глубины отверстия эти инструменты не подходят. Для таких целей служат более точные измерительные приборы – штангенциркули.
Такой прибор является универсальным. С его помощью можно измерить внешние и внутренние размеры деталей. Штангенциркули приобрели широкую популярность в быту, так как он имеет простое устройство и удобен в пользовании. С помощью такого прибора можно быстро и легко произвести измерение с высокой точностью.
Устройство штангенциркуля
1 — Губки для внутренних измерений
2 — Губки для наружных измерений
3 — Зажимной винт
4 — Подвижная рамка
5 — Нониус
6 — Штанга
7 — Шкала штанги
8 — Глубинометр
У всех аналогичных штангенциркулю инструментов имеется измерительная штанга, благодаря которой прибор получил такое название. На штанге имеется основная шкала, которая необходима при измерении в первую очередь.
Подвижная рамка с нанесенной шкалой имеет возможность перемещаться по штанге. Шкала на штанге называется нониусом, который имеет более точную разметку по долям делений. Это обеспечивает повышенную точность измерений. Степень точности штангенциркуля в зависимости от исполнения может достигать сотых долей миллиметра.
Шкала на штанге называется нониусом, который имеет более точную разметку по долям делений. Это обеспечивает повышенную точность измерений. Степень точности штангенциркуля в зависимости от исполнения может достигать сотых долей миллиметра.
Штангенциркули имеют губки двух видов:
- Для измерения внутренних размеров.
- Для измерения наружных размеров.
Также имеется еще один измерительный элемент прибора, который называется глубиномером. С помощью него можно измерить глубину отверстий и другие размеры.
Цифровые штангенциркули устроены аналогичным образом. Однако вместо нониуса применяется цифровая шкала, повышающая удобство применения и точность измерения прибором.
1 — Зажимной винт
2 — Батарейка
3 — Ролик изменения длинны
4 — Обнуление
5 — Вкл/Выкл
6 — Переключение мм/дюймы
Как и все измерительные приборы, цифровые приборы оснащены шкалой с ценой деления 0,01 мм. Допустимой погрешностью считается отклонение результата измерения в меньшую или большую сторону на 10%. В промышленности все измерительные инструменты каждые полгода подвергаются метрологическому контролю.
В промышленности все измерительные инструменты каждые полгода подвергаются метрологическому контролю.
В торговой сети продаются штангенциркули, упакованные в футляре. При приобретении инструмента рекомендуется осмотреть измерительные губки. Они должны быть ровными, и при их сжатии не должно быть просвета.
Шкала нониуса при сомкнутых губках должна находиться в нулевом положении. Линии отметки делений шкалы по нониусу должны быть нанесены четко. В комплект прибора должен входить паспорт с отметкой о произведенной поверке на точность.
Виды и особенности
Основные виды штангенциркулей:
Существует несколько подвидов различных штангенциркулей в зависимости от размеров, конструктивных особенностей и принципа действия.
ШЦ-I
Это наиболее простая и популярная модель прибора, которая широко используется в промышленном производстве. Его называют «колумбиком» по названию фирмы изготовителя, которая производила инструмент в военное время (Columbus).
Прибором можно измерить внутренние, наружные размеры, глубину. Интервал измерений составляет от 0 до 150 мм. Точность измерений достигает 0,02 мм.
ШЦЦ-I
Эта цифровая модель измерительного инструмента имеет аналогичную конструкцию классического штангенциркуля. Интервал измерений 0-150 мм. Одним из его преимуществ можно назвать более высокую точность при измерении за счет наличия цифрового индикатора.
Удобство использования такого цифрового прибора заключается в том, что в любой точке измерения можно обнулить индикатор. Также легко одной кнопкой можно переключать метрическую систему на дюймовую.
При покупке цифровой модели необходимо обратить внимание на наличие нулевых показаний при сведенных губках, а также при затянутом стопорном винте цифры на дисплее не должны прыгать.
ШЦК-I
В такой конструкции штангенциркуля присутствует поворотный индикатор с круглой шкалой, цена деления которой 0,02 мм. Такими штангенциркулями удобно пользоваться при частых измерениях на производстве. Стрелка индикатора хорошо видна для быстрого контроля результата, не имеет скачков, в отличие от цифровых моделей. Этим прибором особенно удобно пользоваться в отделе технического контроля для замеров аналогичных типовых размеров.
Такими штангенциркулями удобно пользоваться при частых измерениях на производстве. Стрелка индикатора хорошо видна для быстрого контроля результата, не имеет скачков, в отличие от цифровых моделей. Этим прибором особенно удобно пользоваться в отделе технического контроля для замеров аналогичных типовых размеров.
ШЦ-II
Такие линейки используются для измерения внутренних и наружных размеров, а также для работ по разметке деталей перед обработкой. Поэтому на их губках имеются насадки, выполненные из твердого сплава для защиты их от быстрого износа. Интервал измерения серии приборов ШЦ-II находится в пределах 0-250 мм и точностью измерения 0,02 мм.
ШЦ-III и ШЦЦ-III
Большие детали измеряются чаще всего такой моделью инструмента, так как точность измерений у него выше остальных моделей и составляет 0,02 мм для механических приборов, и 0,01 мм для цифровых.
Наибольший размер для измерения составляет 500 мм. Губки в таких моделях направлены вниз, и могут иметь длину до 300 мм. Это дает возможность производить измерения деталей в широких пределах.
Штангенциркули специального назначения
Коротко рассмотрим несколько специализированных моделей штангенциркулей, предназначенных для специальных видов работ. В торговой сети такие приборы появляются довольно редко.
- ШЦЦТ – применяется для замеров труб, его называют трубным штангенциркулем.
- ШЦЦВ — для измерения внутренних размеров, имеет цифровой дисплей.
- ШЦЦН – аналогичная предыдущему прибору, служит для измерения наружных размеров.
- ШЦЦУ — универсальный цифровой измеритель, в комплект входит комплект насадок для труднодоступных измерений: межцентровых расстояний, стенок труб, наружных и внутренних размеров и т.д.
- ШЦЦД – прибор для измерения толщины тормозных дисков и деталей с наличием различных выступов.
- ШЦЦП — штангенциркули применяются для измерения глубины протектора шин автомобилей.
- ШЦЦМ – штангенциркули, предназначенны специально для замеров межцентровых расстояний.
Правила пользования штангенциркулем
- Проверить инструмент. Для этого губки штангенциркуля свести вместе и проверить точность их смыкания на наличие между ними просвета.
- Инструмент взять в правую руку, а измеряемую деталь в левую руку.
- Для измерения внешнего размера детали, необходимо развести нижние губки инструмента и расположить между ними контролируемую деталь. При этом следует быть осторожным, так как края губок острые, и можно получить травму при неаккуратном обращении с инструментом.
- Губки штангенциркуля сжать до соприкосновения с деталью. Если материал изготовления детали имеет мягкую структуру, то сильное сжатие губок приведет к неточности измерения. Поэтому губки необходимо сдавливать осторожно, только до соприкосновения с поверхностью детали. Для передвижения рамки штангенциркуля используют большой палец руки.
- Проверить расположение губок относительно детали. Они должны находиться на равном расстоянии от краев детали, наличие перекосов инструмента не допускается.
- Зафиксировать винт, предназначенный для зажима подвижной рамки. Это позволяет сохранить положение рамки для точных результатов измерения. Затягивать винт целесообразно большим и указательным пальцем, одновременно этой же рукой удерживать инструмент в одном положении, чтобы не сдвигать его для обеспечения точности измерения.
- Отложить деталь в сторону, а зафиксированный штангенциркуль без детали взять для снятия результатов замера.
- Этап снятия показаний инструмента является очень важным, так как неточность при измерении может привести к серьезным последствиям на производстве.
 Для передвижения рамки штангенциркуля используют большой палец руки.
Для передвижения рамки штангенциркуля используют большой палец руки.Штангенциркуль расположить прямо перед глазами.
1 — Шкала штанги
2 — 21 деление
3 — Шкала нониуса
— На рисунке изображен порядок измерения. Слева показаны губки для внешних замеров с измеряемой деталью, а справа изображены шкалы: нониусная и основная. Их деления и определят результат измерения.
Слева показаны губки для внешних замеров с измеряемой деталью, а справа изображены шкалы: нониусная и основная. Их деления и определят результат измерения.
— Сначала необходимо подсчитать количество целых миллиметров. Для этого нужно найти на шкале штанги деление, которое находится наиболее близко к нулю нониуса. Это деление указано первой верхней стрелкой красного цвета. В нашем случае эта величина равна 13 мм. Это значение необходимо запомнить, либо записать.
— Далее нужно вычислить доли миллиметра. Для этого на шкале нониуса надо найти деление, совпадающее с делением на шкале штанги. Это деление на рисунке показано второй красной стрелкой.
— Далее необходимо определить номер деления по порядку, для нашего случая получается 21.
— Затем нужно это число умножить на цену деления шкалы нониуса. В нашем примере цена деления 0,01 мм.
— Теперь необходимо подсчитать точную величину измерения, определенного штангенциркулем. Для этого нужно сложить целое число с долями миллиметра. В результате получается 13,21 мм.
В результате получается 13,21 мм.
- По окончании работы с инструментом очистить его, ослабить винт, сомкнуть губки и положить в чехол. Если инструмент будет долго храниться, то рекомендуется обработать его антикоррозийным раствором.
При наличии циферблатного или цифрового штангенциркуля процесс измерения становится намного проще, так как рассчитывать ничего не нужно, готовый результат будет виден на дисплее или на циферблате.
Содержание: Скрыть Открыть
Штангенциркуль – это универсальный измерительный прибор для определения линейных размеров деталей с установленной точностью. С его помощью можно производить измерения наружных и внутренних размеров деталей, а также глубины отверстий при условии наличия выдвижной штанги.
Устройство и применение штангенциркулей
Наиболее популярными областями применения штангенциркуля является строительство, ремонт машин и оборудования, обработка металлических и деревянных изделий. Сфера применения фактически не имеет ограничений – он может быть использован для определения размеров с точностью 0,1 или 0,05 мм (в зависимости от типа инструмента) в любой сфере деятельности – и в быту, и в аэрокосмической отрасли. Возможности применения ограниченны лишь размером шкалы и требованиями точности (до 0,01 мм для электронных штангенциркулей).
Возможности применения ограниченны лишь размером шкалы и требованиями точности (до 0,01 мм для электронных штангенциркулей).
Устройство штангенциркуля достаточно простое. Основным элементом является неподвижная штанга со шкалой и губками для наружных и внутренних размеров, к которой крепятся подвижные и фиксирующие элементы.
- Передвижная рамка;
- Подвижные губки для определения внутреннего размера;
- Подвижные губки для определения наружного размера;
- Шкала нониуса;
- Штанга глубиномера;
- Винт для крепления рамки.
В отдельных моделях возможно наличие подвижной шкалы в верхней части с дюймовой системой измерения.
Как снять показания с помощью штангенциркуля
Перед началом работы необходима поверка штангенциркуля на точность. Для этого необходимо полностью свести губки и проверить совпадение нулей на обеих шкалах. Если нет совпадения, то в зависимости от требуемой точности необходимо либо взять другой инструмент, либо учесть имеющуюся погрешность.
В процессе измерения учтите следующие рекомендации:
- Для замера внешнего размера разведите губки штангенциркуля, поместите предмет и соедините их.
- Замер внутреннего размера производится путем размещения соответствующих верхних губок внутрь измеряемой области и их разведением до упора
- Губки должны упереться в края детали. Если поверхность твердая, то можно немного сжать для плотной фиксации, для мягкой этого делать не следует, т. к. можно исказить результат.
- Проверьте расположение штангенциркуля относительно измеряемой детали на отсутствие перекосов. Для этого губки должны располагаться на одинаковом расстоянии от края детали.
- Зафиксируйте нониус крепежным винтом.
- Определите целое число миллиметров по основной шкале.
- Находим совпадение штриха на нониусе с нулем основной шкалы и отсчитываем количество делений.
- Умножаем количество делений нониуса на цену деления и суммируем со значением основной шкалы.
Виды штангенциркулей
В целом, все виды штангенциркулей можно разделить на механические и электронных в зависимости от типа шкалы.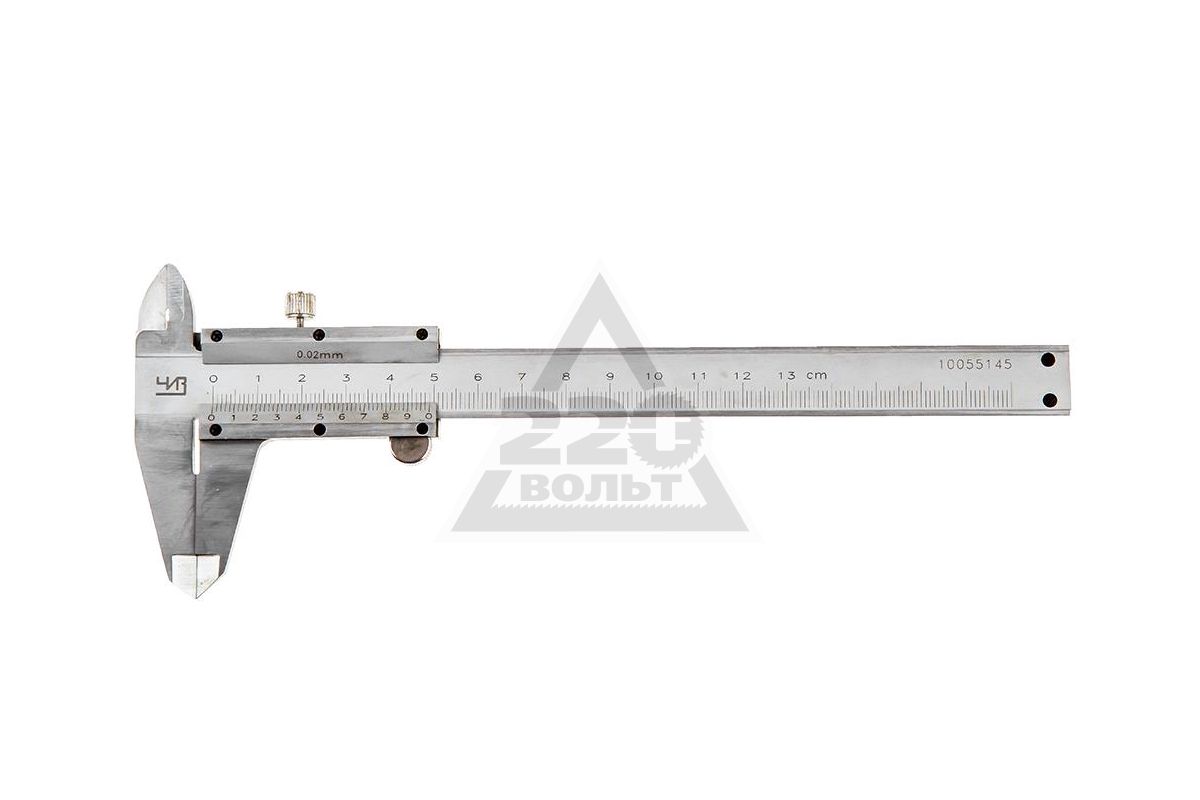 Основными видами, согласно ГОСТ 166-89 являются:
Основными видами, согласно ГОСТ 166-89 являются:
- ШЦ-I — инструмент с 2-сторонним размещением губок для измерения наружных и внутренних величин и глубиномером.
- ШЦК — оснащен круговой шкалой для определения точного размера. Более простой в применении, чем штангенциркуль с отсчетом по нониусу.
- ШЦТ-I — односторонние губки для измерения наружных линейных размеров. Отличается высокой стойкостью к износу.
- ШЦ-II — оснащен двумя губками для наружного и внутреннего замера и разметки, а также рамкой микрометрической подачи.
- ШЦ-III — односторонние губки для определения наружных и внутренних размеров.
- ШЦЦ — электронный штангенциркуль с цифровой индикацией.
Техническое состояние и поверка штангенциркуля
Одним из наиболее важных требований обеспечения точности инструмента является его чистота. Намагниченный слой металлических опилок, консервирующая смазка, грязь – все это может значительно исказить результат измерений. Также на результат влияет износ инструмента, его деформация, нарушения настроек. Во избежание этого необходима ежегодная поверка штангенциркуля специализированном сервисном центре с ремонтом и настройкой. Самая же простая проверка корректности показаний – это совпадение нулевых штрихов при полном закрытии губок.
Также на результат влияет износ инструмента, его деформация, нарушения настроек. Во избежание этого необходима ежегодная поверка штангенциркуля специализированном сервисном центре с ремонтом и настройкой. Самая же простая проверка корректности показаний – это совпадение нулевых штрихов при полном закрытии губок.
Действующие ГОСТы
Производство и поверка инструмента регулируется рядом государственных стандартов. Так, определяет технические условия на штангенциркули ГОСТ 166-89. Порядок поверки инструмента определён в ГОСТ 8.113-85.
Новости
Доставка — в штатном режиме
Адресная доставка и до транспортной компании
Поздравляем с 8 Марта!
Поздравляем с Международным женским днем!
Поздравляем с 23 февраля!
Поздравляем с Днем Защитника Отечества!
Статьи
Развертывание отверстий
Применение, порядок и используемый инструмент
Размеры и диаметры сверл по металлу
Подбор диаметра и длины сверла
Как пользоваться развертками
Применение и использование разверток по металлу
Один из самых конструктивно простых и распространенных измерительных инструментов, который отличается своей универсальностью, высокой точностью показаний и способностью выполнять замеры внутренний и внешних диаметров – штангенциркуль.
Среди множества его видов, имеющих, к тому же, разные размеры, можно найти варианты с действительно минимальной погрешностью.
Сам инструмент активно применяют в быту, а в машиностроении и токарном деле без него и вовсе невозможно обойтись.
Подробнее о том, что такое штангенциркуль, на что он способен, из чего сделан, каким бывает и какой выбрать, далее.
Назначение и принцип действия
Назначение штангенциркуля – выполнение замеров высокой точности внутри и с наружи измеряемых объектов, а также глубины всевозможных отверстий.
Особенность инструмента — универсальность.
Штангель – распространенное название штангенциркуля среди тех, кто им постоянно пользуется, является обыкновенным сокращением слова.
Этот инструмент “умеет” измерять внешние и внутренние диаметры круглых и цилиндрических объектов, например, гаек и болтов, подходит для внутренних измерений канавок по всем параметрам.
Принцип измерения штангенциркулем заключается в определении размера на основании положения измерительной рамки, которая свободно перемещается вдоль штанги с нанесенной шкалой.
Само значение размера определяется методом совпадения, а его точность, в зависимости от, собственно, класса точности, способно доходить до сотых частей миллиметра.
Устройство, характеристики и свойства
Если подключить фантазию, то внешне штангель выглядит, как симбиоз молотка и линейки.
Состоит классический инструмент из следующих элементов:
- Штанга с размеченной шкалой. Максимальная величина измерений зависит от длины штанги.
- Измерительная рамка – подвижная часть штангеля, способная перемещаться вдоль штанги. На ней нанесена шкала нониуса, позволяющая определять доли миллиметра. Внутри рамки установлена пружина с фиксирующим винтом, прижимающая ее к штанге, что снижает погрешность измерений, которая способна повысится в следствии перекоса подвижной части относительно неподвижной. Вместо нониуса может быть установлена циферблатная шкала или небольшой цифровой дисплей, что зависит от модели штангенциркуля.
- Неподвижная губка – конструктивно является частью штанги или жестко на ней закреплена, и находится с одной стороны инструмента. Рабочей зоной является внутренняя грань стационарной губки, во время измерений ее плотно прикладывают к измеряемому объекту.
- Подвижная губка – конструктивно является частью рамки или жестко на ней закреплена. Рабочая часть также внутренняя, а сама деталь расположена ровно напротив неподвижной губки таким образом, что при сдвигании рамки грани обеих губок соприкасаются. В этом положении нулевые параметры шкал штанги и нониуса должны совпадать.
- Выдвижная планка – конструктивная часть измерительной рамки, ее назначение для замера глубины в объектах.
Рассмотренная конструкция, имеющая односторонние губки, позволяет определять лишь внешние размеры объектов.
Для внутренних замеров потребуется штангенциркуль с двусторонним размещением губок.
Вторые имеют, как правило, меньшие размеры, расположены аналогично первым, но с противоположной стороны штанги, а рабочими являются внешние грани.
Материал
Металлический штангенциркуль изготавливают преимущественно из углеродистой и нержавеющей стали, низколегированных инструментальных сталей 9ХС, ХВГ.
Нержавеющий инструмент — классика, однако, в производстве современных штангелей используют и композит, например, на основе углеродного волокна и полимерных смол.
Размеры
Типовые размеры классических штангенциркулей:
- Длина губок для выполнения наружных замеров: 35 – 300 мм.
- Длина губок для выполнения внутренних замеров: 6 – 22 мм.
- Измерительный диапазон – до 2 м.
- Длина нониуса: 9 – 39 мм.
- Вес (зависит от материала и размеров): 0,2 – 8,9 кг.
Модели с диапазоном измерений до 5000 мм могут весить более 35 кг.
Следующие действующие ГОСТы регулируют как поверку, так и производство штангенциркулей:
- ГОСТ 166-89 – определяет технические условия
- ГОСТ 8.113-85 – определяет порядок поверки
Точность
Нониусный штангенциркуль характеризуется несколькими классами точности:
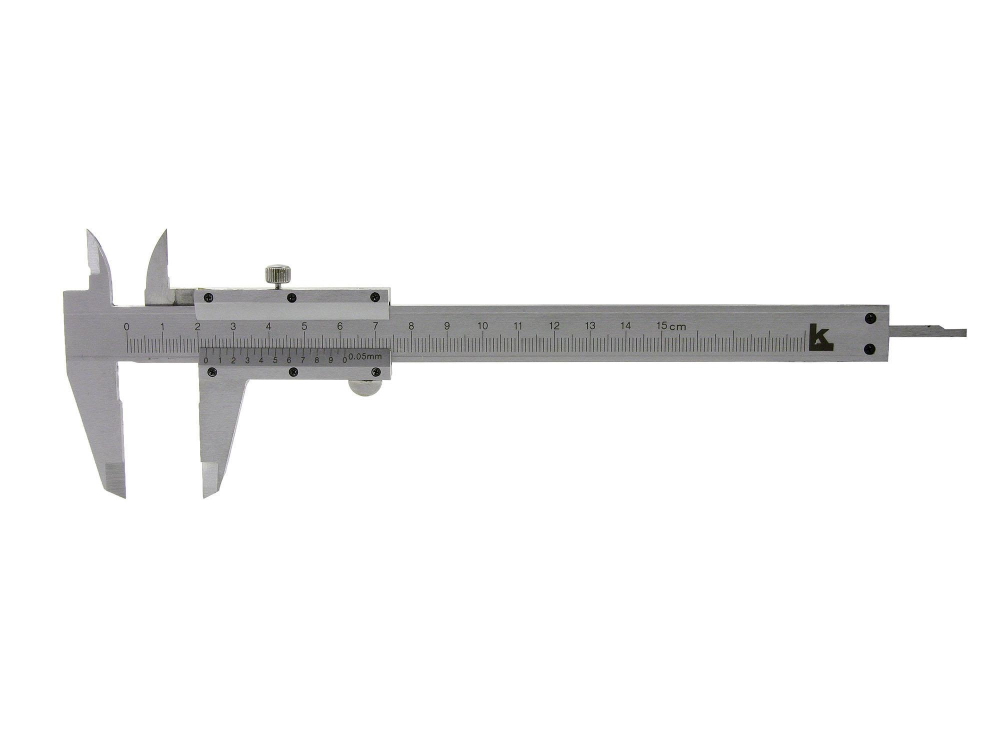
- класс – погрешность составляет 0,05 мм (двадцатая часть миллиметра)
- класс – погрешность составляет 0,1 мм (десятая часть миллиметра)
Для высокоточных замеров применяется совершенно другой инструмент – микрометр.
Чтобы наглядно показать, на что влияет класс точности, достаточно предположить, что необходимо определить диаметр нескольких сверл без маркировки.
Штангель второго класса точности позволит найти сверла диаметром 6,7 или 6,8 мм, а первого класса еще и 6,75 мм.
Для электронных инструментов погрешность может достигать 0,01 мм.
Поверка
В процессе работы штангенциркулем может наблюдаться нарушение его настроек, различные деформации отдельных элементов, банальный износ.
Все это влияет на точность проводимых измерений, которые, к тому же, способна исказить налипшая грязь, смазка, металлические опилки, покрывающие инструмент намагниченным слоем.
Каждому владельцу штангеля необходимо бережно обращаться с ним, и содержать инструмент в чистоте.
Дабы избежать различных искажений результатов измерений, выполняется ежегодная поверка инструмента.
Для этого достаточно обратится в специализированный сервисный центр по настройке и ремонту.
По результатам поверки выдается соответствующее свидетельство.
В домашних условиях выполнить простейшую проверку правильности показаний можно, если свести до упора губки штангенциркуля.
В этом случае нулевые штрихи должны совпадать.
Маркировка
- ШЦ-I – позволяет определять внешние и внутренние размеры за счет двух пар губок. Глубина отверстий определяется посредством соответствующей линейки.
- ШЦ-IС – снятие показаний упрощено за счет стрелочной головки, шестерни которой сцеплены с рейкой, установленной в штанги.
- ШЦТ-I
Устройство и использование штангенциркуля
Штангенциркуль является очень популярным измерительным инструментом. Устройство штангенциркуля достаточно несложное, поэтому пользоваться им может практически каждый без особой предварительной подготовки. С его помощью можно измерять как наружные, так и внутренние размеры различных деталей, а также глубины отверстий в них. Несмотря на простую конструкцию, этот инструмент имеет различный класс точности и может давать показания с точностью от 0,1 до 0,01 мм. Свое название он получил, исходя из основной детали конструкции. Благодаря устройству штангенциркуль по праву считается одним из самых универсальных измерительных инструментов.
С помощью штангенциркуля можно измерять как наружные, так и внутренние размеры различных деталей, а также глубины отверстий в них.
Принципиальные конструктивные характеристики штангенциркуля
Штангенинструмент в принципе, и штангенциркуль в данном случае, имеет в качестве основной детали выдвижную штангу с измерительной шкалой. Эта шкала разделена на деления по 1 мм, а ее общая длина у простейшей бытовой модели ШЦ-1 составляет от 15 до 25 см. Существуют и модели больших размеров, но они применяются только на промышленных предприятиях и встречаются намного реже. Именно по этой штанге и определяется максимальная величина, которую может измерить данная конкретная модель штангенциркуля.
Цифровой штангенциркуль ШЦЦ имеет установленный на подвижной рамке цифровой дисплей.
Особой конструктивной чертой его является наличие такого устройства, как нониус. Это вспомогательная шкала, которая подвижна относительно основной линейки. Она помогает правильно определить количество долей деления на этой линейке. Деления на шкале нониуса, еще известного как “верньер”, на определенную долю меньше, чем деления основной линейки. Их может быть 10 для модели, имеющей точность до 0,1 мм, или 20 для моделей с точностью до 0,05 мм. Принцип работы нониуса основан на том, что определить на глаз совпадение делений намного легче, чем относительное расположение одного деления между двумя другими.
При необходимости измерения внешних поверхностей, таких как сечение провода, большие губки просто накладываются с обеих сторон внутренними поверхностями. Провод зажимается между ними, и нулевое деление шкалы подвижной рамки дает показание на основной шкале штанги. Малые же губки имеют форму лезвий ножниц, что помогает измерить диаметр трубы или иного отверстия по шкале без дополнительных вычислений. У них рабочие поверхности внешние, имеющие профиль заостренного лезвия, поэтому ими можно измерить такой показатель, как шаг резьбы.
Составные детали и применение
Устройство штангенциркуля.
Инструмент состоит из неподвижной основы и выдвижной арматуры. Они изготовлены из инструментальной стали. В состав штангенциркуля входят следующие составные части:
- Основная штанга, на которую крепится вся подвижная арматура. На ней находится основная шкала.
- Подвижная рамка, имеющая винтовой фиксатор и прижимаемая внутренней пружинной пластиной. На ней находится шкала нониуса. Она может быть нанесена непосредственно на нее, а может находиться на пластине, закрепленной винтами. Это позволяет регулировать ее относительно шкалы на штанге.
- Губки для измерений наружных поверхностей, или большие губки. Одна из них закреплена на неподвижной штанге, а другая – на подвижной рамке. На концах имеются узкие поверхности, что дает дополнительные возможности для измерения.
- Губки для измерения внутренних поверхностей, или малые губки. Расположены по тому же принципу напротив предыдущих по центральной оси.
- Линейка для измерения глубин. Закреплена к подвижной рамке.
Линейка для измерения глубины закреплена на подвижной рамке и двигается по пазу, сделанному в плоскости штанги. Она может служить также для измерения внутренних канавок и удаленности уступов. Штанга ставится на торец перпендикулярно измеряемому предмету. Линейка выдвигается до тех пор, пока не упирается в дно. Для измерения конических отверстий торец ее имеет небольшое заострение. После получения результата измерений положение инструмента рекомендуется зафиксировать стопорным винтом, а уже потом снимать показания.
Разновидности конструкции штангенциркулей и их маркировка
Наряду с простейшей механической моделью, устройство которой рассмотрено выше, существуют и другие. Их можно разделить на 4 основных вида, имеющих 8 стандартных размеров. Их конструкции, как и назначение, имеют некоторые отличия. Помимо рассмотренного выше двустороннего штангенциркуля ШЦ – 1 существует односторонний вариант ШЦТ- 1. Он имеет губки только с одной стороны и линейку для измерения глубин. Хотя он имеет механическое устройство, как и ШЦ – 1, материалом для его изготовления служит твердая высоколегированная сталь. Такой инструмент помогает определить наружные линейные размеры и глубину отверстий при абразивном воздействии на измеряемый предмет.
Инструмент под названием ШЦ – 2 оснащен двусторонней конструкцией, но губки для измерений внутренних и наружных поверхностей совмещены, и имеют соответственно плоские поверхности внутри и цилиндрические снаружи. Напротив них находятся губки такой же величины для измерения наружных размеров, имеющие заточенные кромки. Это позволяет производить не только измерение, но и разметку на поверхности измеряемой детали. Кроме того, эта модель имеет вспомогательную рамку микрометрической подачи, позволяющую снимать показания с большой точностью.
Штангенциркуль ШЦ – 3 отличается от предыдущей модели только односторонней конструкцией. Его пара губок предназначена для измерения как внутренних, так и наружных размеров. Эта модель предназначена для измерения самых больших размеров, поэтому сама тоже достаточно велика. А чем больше размеры измерительного прибора, тем больше получаемая при измерении погрешность. Поэтому, помимо вышеописанных конструкций, штангенциркули делятся по индикаторам, с помощью которых снимаются показания.
Согласно этому принципу они одразделяются на нониусные, на которых показания вычисляются самостоятельно, исходя из перемещения рамки, на циферблатные и цифровые. В циферблатных, имеющих маркировку ШЦК, используется тот же механический принцип. На рамке расположена цифровая шкала, связанная со штангой зубчатой передачей. Целые миллиметры считываются по положению края рамки, а их доли уже по циферблату. Такой штангенциркуль имеет более высокий класс точности, чем нониусный, и может составлять до 0,01 мм. Однако он очень уязвим для механических повреждений и загрязнения зубчатой рейки от измеряемых деталей.
С использованием штангенциркуля неразрывно связаны токарное производство, установка различных трубопроводных систем, винтовых соединений и прочих конструкций, требующих повышенной точности.
В то же время, благодаря конструкции, пользоваться им может практически каждый. Цифровой штангенциркуль ШЦЦ имеет установленный на подвижной рамке цифровой дисплей. В рамку вмонтировано считывающее устройство, показывающее расстояние между измерительными губками. На дисплее имеются кнопки, позволяющие им управлять. Точность такого прибора составляет 0,01 мм и позволяет делать измерения самых мелких деталей, в частности контролировать резьбу. Однако все недостатки электронных приборов присущи и этому инструменту. Изменения параметров штанги под воздействием температурных перепадов немедленно влияют на показания дисплея.
устройство и принцип работы, шкала измерения, классы точности и виды
Среди прочих представителей ручного измерительного инструмента штангенциркуль отличается такими качествами, как универсальность и широкий диапазон измеряемых величин, простота в использовании, высокая точность измерений. Пользователями штангенциркуля являются представители многих профессий — токари и фрезеровщики, слесари и столяры, мастера и техники, конструкторы, технологи, контролеры и другие.
Из истории инструмента
Историю этого инструмента показательно рассматривать в контексте истории металлообработки и одного из направлений ее развития — токарного дела. Исторический период 15−18 веков характеризуется чередой научных открытий и практическим внедрением этих открытий во всех отраслях экономики этого периода.
Применение математического подхода в астрономии расширило горизонты морской навигации, эпоха Великих географических открытий подняла на новый уровень объем торговли и промышленного производства. Мелкотоварное производство уступило место мануфактурному, а промышленная революция 18−19 веков окончательно установила переход к массовому применению машин и индустриализации.
Хронология событий
Для наглядности можно представить хронологию этих событий, включающую ключевые точки появления штангенциркуля:
- Начало XVI века — токарные станки применяются в основном для обработки дерева, кости и мягких металлов. Привод, хотя и усовершенствованный с древних времен, по-прежнему ручной или ножной, так же, как и резец, остается в руках мастера. Вехой можно считать появление стального центра и люнета для крепления заготовки.
- К этому же периоду относится имеющая прямое отношение к штангенциркулю попытка португальского математика Педро Нуньеша создать прибор для точного измерения углов с помощью набора деленных на равные части концентрических окружностей. Целью являлась не металлообработка, а насущные проблемы навигации. До изготовления и практического применения прибора дело не дошло, но направление мысли не осталось незамеченным.
- К середине XVI века токарные станки оснастили механическим приводом от водяного колеса, что позволило приступить к обработке резанием стали. В это время в мастерских появились первые образцы современного штангенциркуля — деревянные линейки с передвижными измерительными губками и нанесенной шкалой для прямого измерения. Вернувшись к Микеланджело, отметим, что именно циркуль явился прообразом штангенциркуля — замеры деталей выполнялись ножками циркуля, а величину определяли по линейке. Очевидно, нашелся мастер, упростивший эту процедуру, совместив оба инструмента в одном и сократив измерение до одной операции.
- В 1631 году математик из Бургундии Пьер Верньер закончил начатое Нуньешем дело, доработав его мысль и адаптировав ее технически в квадранте для измерения угловых величин. Созданная им дополнительная измерительная шкала тут же широко шагнула во многие направления измерений, получив при этом названия в честь обоих ученых — «нониус» или «верньер». При этом в металлообработке в основном используют понятие нониус, верньер более распространен в приборной и радиотехнической отрасли.
- Результатом постоянного совершенствования на отрезке более ста лет стало оснащение к началу XVIII века токарного станка суппортом для жесткого крепления резца, механизмами продольной и поперечной подачи. Токаря уже имели в своем распоряжении мерительный инструмент с нониусной шкалой, позволяющей обеспечить соответствующее качество изготовления.
- К концу XVIII века появился на свет универсальный токарный станок, принцип устройства и работы которого мало в чем изменился по сегодняшний день. С этим периодом связано и появление понятий стандартизации и унификации продукции и мерительного инструмента, единой системы измерения.
Происхождение названия
К истории штангенциркуля можно добавить немного интересной информации о его названии.
В русском языке за инструментом по каким-то причинам закрепилось название с немецкими корнями — «штанга» и «циркуль». Обиходным среди специалистов для образца ШЦ-I является термин «колумбик», прижившийся с советских времен по имени компании «Колумбус», массово поставлявшей измерительную технику в нашу страну.
В Германии под названием Stangenzirkel используют инструмент, более соответствующий переводу — разметочный штанговый циркуль. Аналоги российского штангенциркуля выпускаются под названием Messchieber — раздвижной измеритель или Schieblehre — измерительная линейка.
Во многих языках название инструмента является производным от слова «калибр», что подчеркивает высокую точность измерения. В качестве примера можно привести английский calliper, испанский calibrador, итальянский calibro a corsoio (калибр кулисного камня — элемента шатунного механизма). Английский штангенциркуль имеет еще одно название — trammel, переводимый также как препятствие, трал или невод.
Простота и надежность штангенциркуля
Прежде чем приступить к подробному рассмотрению устройства штангенциркуля и работе с ним, следует отметить несколько важных и общих для различных видов измерительного инструмента требований. Это поможет более точно определить место и область использования штангенциркуля в системе измерений:
- Погрешность измерительного инструмента составляет примерно половину цены деления его шкалы.
- Допуск на измеряемую величину определяет выбор измерительного инструмента.
- Наибольшая цена деления измерительного инструмента должна быть примерно в 3 раза меньше допуска.
Стандартными для наиболее распространенных типов инструмента ШЦ-I и ШЦ-II установлены цены деления 0,1 и 0,05 мм. Следовательно, если изготовление детали включает контрольную операцию, этими штангенциркулями можно контролировать размеры с допуском не менее 0,3 и 0,15 мм соответственно.
Устройство и виды
Инструмент состоит из следующих основных частей:
- Штанга с односторонними или двусторонними губками и нанесенной основной шкалой с ценой деления 1 мм. Обе конструкции предназначены для измерения и наружных, и внутренних размеров деталей. Губки, как правило, изготовлены из твердосплавного материала.
- Передвигаемая по штанге каретка с ответным губками и нониусной шкалой. К каретке может быть прикреплен стержень глубиномера.
Наиболее распространенными являются штангенциркули типа ШЦ-I и ШЦ-II с интервалом измерений 0−150 и 0−250 мм соответственно. Модель ШЦ-III предназначена для измерения деталей с размерами до 500 мм, вылет губок составляет до 300 мм. По типу снятия показаний различают механические, индикаторные и цифровые штангенциркули.
Шкала штанги позволяет определить целую часть измеряемого размера. Измерение дробной части и ее точность определяется наличием и ценой деления нониусной шкалы.
Принцип определения основан на простых математических и геометрических правилах кратности и пропорциональности. Как правильно пользоваться штангенциркулем, можно рассмотреть на примере образца с классом точности 0,05 мм.
Работа со шкалой
Нулевому размеру соответствуют совмещенные деления 0 обеих шкал. Значению 10 нониусной шкалы соответствует значение 39 основной шкалы, при этом она включает в себя 20 делений.
Деление 10 нониуса соответствует значению 39 основной, можно сказать, что она смещена влево на 1,00 мм от деления 40. По правилам геометрической пропорции риска 9,5 нониуса смещена на 0,95 мм от риски 38, далее соответственно и пропорционально: риска 9,0 — на 0,90 мм от риски 36, средняя риска 5,0 нониуса сдвинута влево 0,5 мм от риски 20, и, наконец, деление 0,5 сдвинуто влево на 0,05 мм от деления 2.
При сдвиге каретки вправо в диапазоне от 0 до 1 мм на долю 0,05 мм риски обеих шкал будут последовательно совмещаться: если зазор между губками 0,05 мм — риска 0,05 совпадает с риской 2 мм, зазор 0,10 мм — 1,00 нониуса совмещается с риской 4 мм основной, зазор 1,00 мм — 10 нониуса совмещается с риской 40.
Например, нужно измерить несколько проволочек диаметром до 1 мм. Диаметр проволоки 0,05 мм, если деление 0,05 нониуса наиболее точно совпало с одним из делений основной шкалы. Если риски 0 и 10 нониусной шкалы точно совпали с рисками основной шкалы — проволока имеет диаметр 1,00 мм.
Техника измерения ничем не отличается для размеров более 1 миллиметра — целая часть размера определяется по основной шкале, к ней добавляется дробная, определенная по описанному способу. Приведем несколько примеров подобных замеров.
Практические примеры
Качество измерения зависит как от индивидуальной квалификации специалиста, так и от способности человеческого глаза оценивать объект измерения. Именно по этой причине класс точности штангенциркулей ограничен делением 0,05 мм — более мелкая нониусная шкала с трудом воспринимается зрением и может привести к ошибке. Хотя бывают и штангенциркули повышенной точности — до 0,02 мм. Основная шкала этого прибора имеет цену деления 0,05 мм.
Примеры измерений:
- Замер наружного диаметра втулки. Целое число делений основной шкалы — 33, совпавшей риской нониуса считаем 0,05. Наружный диаметр втулки 33,05 мм.
- Замер внутреннего диаметра втулки. Результат — 27,30 мм.
- Проверка осуществляется замером толщины стенки — 2,80 мм. Пересчет по двум первым замерам дает (33,05−27,30)/2=2,90 мм.
- Замер высоты втулки губками инструмента — 40,40 мм.
- Замер высоты глубиномером — 40,40 мм.
Чем объясняется полученная погрешность 0,05 при замере толщины стенки? Можно назвать три причины:
- погрешность инструмента;
- качество изготовления детали. У втулки при отрезке не сняты заусенцы, что привело к недостоверному результату при замере внутреннего диаметра, а результат замера должен заставить токаря исправить это отклонение;
- третья причина точно сформулирована великим творцом Возрождения Микеланджело: «Циркуль следует иметь в глазу, а не в руке, ибо рука работает, а глаз судит». Глубиномер при замере можно было установить не строго вертикально, полученный замер получился бы недостоверным.
Инструкция инструмента предписывает простые правила, как правильно измерять штангенциркулем — при замере (в том числе глубины) инструмент должен быть установлен строго вдоль или перпендикулярно оси детали, губки должны быть плотно прижаты к измеряемой поверхности, а каретка зафиксирована винтом.
Для более точных измерений применяются инструменты более высокого класса точности — микрометры и микрометрические нутромеры с винтовой подачей рабочей измерительной головки и круговой шкалой с точностью 0,01 мм.
Доступные всем онлайн-справочники машиностроителя указывают, что установленные выше допуски на размер ±0,3 и ±0,15 мм для валов в диапазоне размеров от 50 до 1000 мм соответствуют квалитетам точности от h8 до h22. По этим квалитетам изготавливают неответственные детали техники и машин — втулки, оси, фланцы, крышки. С помощью штангенциркуля нельзя проточить шейку вала под посадку подшипника с квалитетом к6 и допуском до +0,02 мм.
При изготовлении деталей в пределах 8−12 классов точности применяются и другие модификации и виды штангенциркуля. Штангенглубиномер вместо губок оснащен опорными лапками для установки на края или буртики отверстий. Каретка штангенрейсмаса с установленной чертилкой позволяет использовать его для разметки высотных размеров.
По совокупности своих характеристик штангенциркуль нашел свое место в геральдике и эмблемологии, характеризующих его присутствие на гербах некоторых городов или на эмблемах ведомств и структур как символ технической вооруженности.
Originally posted 2018-04-06 09:29:21.
суппортов R US! Услуги по покраске тормозных суппортов на заказ! Вашингтон, округ Колумбия, Северный Вирджиния, Мэриленд, DMV, Восточное побережье, Западное побережье, США, World Wide
Calipers R US, Inc , рада предложить покраску тормозных суппортов в нашем магазине в Северной Вирджинии. Вы ищете индивидуальный вид? Специалисты по суппортам R US могут улучшить цвет ваших тормозных суппортов и внешний вид вашего автомобиля. Calipers R US, Inc Система окраски суппорта тормозного механизма доступна во многих стандартных глянцевых износостойких цветах.
Наши усилители колес на заказ являются экспертами во всех типах индивидуальной отделки. Мы можем покрасить ваши колеса практически в любой цвет и предложить полный блеск, сатин или матовый блеск. Если вы можете представить цвет и отделку, наши художники по колесам смогут это воплотить!
Нет ничего хуже, чем иметь действительно хороший набор колес на великолепно выглядящей машине, а за ними — ржавый набор тормозных суппортов и роторов, действительно портящих имидж вашего автомобиля, грузовика, фургона или внедорожника.Или вы можете захотеть получить тот же вид, что и топовая или спортивная модель в вашей линейке автомобилей, или, возможно, сделать что-то немного другое, чтобы выделить свою поездку среди всех остальных. С помощью нашей услуги по покраске суппортов мы можем помочь вам в достижении ваших желаний.
Наша система тормозного суппорта не только уникальна и привлекательна, но и обеспечивает отличную химическую и физическую защиту суппорта. Тормозная жидкость, пыль, дорожная соль, грязь и даже гравий не могут повредить глянцевое покрытие. Calipers R US, Inc Компания рада обновить ваши тормоза с помощью наших услуг по окраске тормозных суппортов.Когда дело доходит до легковых и грузовых автомобилей, наибольшее влияние оказывают мелкие детали. Когда дело доходит до окраски суппорта, это не может быть более справедливым.
Один незначительный элемент, например, ржавые или тусклые тормоза, может ухудшить внешний вид вашего автомобиля. Мы знаем, что покраска ваших суппортов может быть утомительной и детальной работой, которая может привести к разочарованию, если вы попытаетесь сделать это самостоятельно. Вы действительно знаете, что делаете, или у вас есть время? Доверьте это профессионалам и свяжитесь с Calipers R US, чтобы провести реконструкцию тормозов, которая значительно улучшит внешний вид вашего автомобиля и придаст вашему автомобилю или грузовику индивидуальный вид с помощью нашей услуги по окраске суппортов.
СПРОСИТЕ НАМ О ДРУГИХ УСЛУГАХ
Доступны услуги аренды и возврата
- Окрашенные под заказ колеса
- Индивидуальная роспись эмблем и отделки
- Услуги по кузову автомобилей
- Ремонт авто
- Керамическое покрытие
- Пластиковые окунания
- Автомобильная пленка
- Окрашенные на заказ тормозные суппорты
- Тонировка окон
- Полная передвижная детализация
- Ремонт обода
- Реставрация фар
- Электроника — стерео, сигнализация и многое другое!
Мы приветствуем автопарк и дилерский бизнес!
Просмотрите наши изображения в Google — нажмите вкладку >>>>>>>>>>
Посмотрите нас в Instagram — щелкните все вкладки ниже >>>>>>>>
Готовы придать своему автомобилю индивидуальный вид?
Свяжитесь с нами сегодня для бесплатной оценки!
Позвоните или отправьте текстовое сообщение (703) 962-1179
НАЖМИТЕ ЗДЕСЬ, чтобы запросить оценку сегодня!
Назначение
Выберите City24 Parganas24 Pargs (N) 24 PGS (п) 24 PGS (ы) AaloAboharAbu RoadAdampurAdilabadAdimaliAdoniAdoorAdukamparaiAdyarAgacaimAgarAgartalaAgraAhmadnagarAhmed NagarAhmedabadAhmednagarAhoreAhwaAihoAinapurAizawlAizwalAjmerAjnalaAkbarpurAkividuAkkalkotAkleraAkolaAlandiAlangudiAlangulamAlappuzhaAlathurAlibagAlibaghAligarhAlipurduarAlirajpurAllagaddaAllahabadAlmoraAluvaAlwarAlwarpetAlwayeAmal Ка KantaAmalanagarAmalapuramAmalnerAmbalaAmbala CanttAmbalapuzhaAmbamataAmbasamudramAmbedkar NagarAmbedkarnagarAmbernath EastAmbernath WestAmbikapurAmbilikaiAmbujanagar (kondinar) AmburAmeerpetAmetAmethiAmethi (Чхатрапати Shahuji Махарадж Нагар) AmitalaAmlaAmraliAmravatiAmreliAmreli DistrictAmritsarAmrohaAmtalaAnakapalleAnakapalliAnandAnandapurAnandpur SahibAnantapurAnanthapurAnantnagAnaparthyAnchalAndalAndamanAnekalAnekal TalukAngadickalAngamalyAngulAnjarakandyAnjawAnkleshwarAnkolaAntaAnuppurAoundhAraAraidangaAraidanga MaldaArakkonamArakonamArakuArambaghAraniArariaAravalliArcotAriyalurAriyurArkiArmoorAr oorArrahAruppukottaiArwalAsansolAshok NagarAshoknagarAshwapuramAsifabadAtariyaAthaniAtholiAtmakurAtturAuraiyaAurangabadAuthoorAvanashiAyanavaramAyappankavuAyodhyaAzamgarhBabaiBabooriBadaunBadgamBadgaonBadlapurBadlapur EastBadneraBagalkotBagdograBageshwarBaghpatBagpatBahadurgarhBaharagoraBahraichBaijnathBaikunthpurBailhongalBairagarhBaksaBalaghatBalangirBalasinorBalasoreBaleshwarBaleswarBaliBallabgarhBallariBallarpurBalliaBalligudaBalodBaloda BazarBalorBalotraBalrampurBaltanaBalurghatBambolimBanarasBanas KanthaBanaskanthaBandaBandari GudemBandikuiBandiporaBangaBangaloreBangalore RuralBangalore UrbanBanganapalleBangitolaBangitola MaldaBanjara HillsBankaBankapurBankuraBanmore Dist MorenaBanswaraBantavaBapatlaBarabankiBarajamdaBarakarBaramatiBaramullaBaranBarapaliBarasatBarautBardezBardhamanBardoliBareilleyBareillyBareliBargarhBargarh (baragarh) BaripadaBariupurBarkatpuraBarkuiBarmerBarnagarBarnalaBarodaBarpetaBarpetaroadBarrackporeBarutBarwalaBarwaniBasatapurmoreBasava KalyanBasirhatBastar BastiBatalaBathalapalliBathindaBavlaBawlaBawla (расстояние Ahmedabad) BayadBayad Dist (sabarkantha) BazaribaghBazpurBeasBeawarBedlaBeedBegumpetBegusaraiBehrorBelagaviBelekeriBelgaumBellampalliBellaryBelthangadyBelukurichiBemetaraBemetraBengaluruBenodaBerhamporeBerhampurBetgeriBettiahBetulBhabanipatnaBhabhuaBhabuaBhadohiBhadohiyBhadoiBhadraBhadrachalamBhadrakBhadranBhadravathiBhadravatiBhagalpurBhagyanagarBhalkiBhalukaBhaluka MaldaBhandaraBhanduBhandupBhandup WestBhanjanagarBhanpurBharanganamBharatpurBharuchBhataparaBhatindaBhatkalBhattuBhavaniBhavnagarBhawani MandiBhawanipatnaBhazaribaghBhiknoorBhilaiBhilwaraBhimavaramBhindBhingaBhinmalBhiwadiBhiwaniBhodhanBhojpurBhokthapurBhongirBhopa RoadBhopalBhorBhubaneshwarBhubaneswarBhujBhuliBhusawalBiaoraBibwewadiBicholimBidarBihar DhanbadBihar SharifBiharigarhBiharsharifBihguriBijapurBijnorBijoynagarBikanerBilaspurBilaspur P OBilkhaBillimoraBinnaguriBioraBirbhumBirparaBirubari, GuwahatiBishnupurBithoorBlood Bank Of Bhojpal Благотворительный TrustBoathBobbliBodh anBodiBokakhatBokaroBokarosteelcityBolangirBolpurBongaigaonBongaonBorgangBorliBormotoriaBorsadBotadBoudhBoudh (bauda) BrahmapurBrahmapuriBramhapuriBrindavananBuchhi Редди PalemBudaunBudgamBulandshaharBulandshahrBulandsharBulbulchandiBuldanaBuldhanaBundiBuniyadpurBurahanpurBurdwanBurhanpurBurnpurBuxarCacharCalanguteCalcuttaCalicutCambayCannanoreChadarghatChaibasaChailChakdahChakdahaChakiaChakradharpurChalakkudyChalisgaonChalthanChamarajanagarChamarajnagarChambaChamoliChampawatChamphaiChamrajnagarChanchalChandauliChandausiChandelChandigarhChandragiriChandrapurChanganacherryChanglangChannarayapatnaChapraCharadaChasChatraCheekaChegannurChellan NagarChengalpattuChengalpetChengamChengannurChenganoorChenglepetChennaiCheranalloorCherthalaCherukunnuCherukupalliChhapraChhatarpurChhattaChhindwaraChhota UdaipurChicalimChickballapurChidambaramChigateriChikkaballapurChikkamagaluruChikkodiChikmagalurChikmagalur DistChilakalurupetChinakuriChindwaraChinnalapattyChinnamanoorChinsurahChintalpuriChiplunChi ralaChirangChiryinkilChitguppaChitradurgaChitrakootChittoorChittorgarhChomuChoondalChopdaChrompetChuikhadanChurachandpurChuruChutmalpurCochinCoimbatoreColachelColvaContaiCooch BeharCoochbeharCoonoorCoonoor NilgirisCoorgCoorg DistrictCortalimCuddaloreCuddapahCumbumCurchoremCuttackCyberabadDabhoiDabraDabwaliDadraDadra И Нагар HaveliDadriDahanuDahodDahod RoadDakoreDakshin DinajpurDakshina KannadaDakshinakannadaDakshindinajpurDallirajharaDaltanganjDalton GanjDamanDamanjodiDamohDanapurDandeliDangDantewadaDapoliDaporijoDarbhangaDarjeelingDarrangDarsiDasuyaDatiaDaundDausaDavanagereDavangereDebagarhDebagarh (Deogarh) DeesaDeesa (Б.К.) Dehgam SkDehradunDelhiDeobandDeogarhDeogharDeoriaDergaonDevagiriDevakottaiDevarkondaDevbhoomi DwarkaDevgadDewasDhahan KaleeranDhalaiDhamangaonDhamnodDhamtariDhamtaryDhanbadDhangdharaDhanha KaleranDhaniDhanpuriDhansuraDharDharampurDharamshalaDharapuramDharmanagarDharmapuriDharmavaramDharwadDharwarDhemajiDhenkanalDholpurDhoneDhorajiDhrolDhubriDhuleDhuliaDhupguriDiamo й HarbourDibang ValleyDibrugarhDigboiDima HasaoDimapurDinajpurDinajpur DakshinDinajpur UttarDindigulDindoriDinhataDiphuDispur, GuwahatiDist 24 PGS (п) р-н AkolaDist AmravatiDist BuldhanaDist KhamgaonDist MansaDist MehsanaDist ThaneDist YavatmalDiuDivDodaDoddaballapurDohadDomalgudaDombivliDombivli EastDombivli WestDomlurDona PaulaDorahaDuandDuliajanDumkaDumnaDungarpurDurgDurgapurDurtlangEast ChamparanEast гаро HillsEast GodavariEast Jaintia HillsEast KamengEast Кхаси HillsEast MidnaporeEast SiangEast SikkimEast SingbhumEast SinghbhumEastchamparanEastgarohillsEastgodavariEastsikkimEastsinghbhumEdappalEgmoreEgraElampillaiEluruEngandiyurEranhipalamErnakulamErodeEtahEtawahFaizabadFalnaFarakkaFarakka BarrageFaridabadFaridkotFarrukhabadFatehabadFatehgarhFatehgarh SahibFatehgarhsahibFatehpurFatehpuraFazilkaFerozpurFirozabadFirozepur CanttFirozepur CityFirozpurFrukhabadFuliaGadagGadapGadarwaraGadchiroliGadhinglajGadinglaj Dist KolhapurGadwalGagalheriGajapatiGajendragadGajoleGajole MaldaGajuwak aGajwelGakulpurGanderbalGandhi NagarGandhidhamGandhighamGandhigramGandhinagarGangakhedGanganagarGangarampurGangavatiGangohGangtokGanjamGanjbasodaGannavaramGarhmukteshwarGarhwaGarhwalGariabandGariyadharGarshankarGarwaGauribidanurGautam Буддх NagarGautam Будда NagarGautam Budh NagarGautambudhnagarGayaGayeshpurGaziabadGazipurGazoleGhaillaGharsanaGhataprabhaGhatkoparGhatsilaGhaziabadGhazipurGhungoor, SilcharGiddalurGiddarbahaGingeeGir SomnathGiridhGiridhiGiridihGoaGoalparaGobichettipalayamGobichettypalayamGodavarikhaniGoddaGodharaGodhraGohanaGohana SonepatGokakGol GharGolaghatGolcondaGollagudaGolparaGoluwalaGomatiGondaGondalGondiaGootyGopalganjGopeshwarGopiganjGorakhpurGorayaGoregaonGotegaonGovindpurGozariyaGreater NoidaGudalurGudivadaGudiyathamGudiyattamGudurGuduruGuindyGulabpuraGulbargaGullapalliGumlaGumla Via RanchiGunaGuntakalGunturGuntur RuralGunupurGurdaspurGurgaonGurugram GuwahatiGwaliorHabraHadiaHaflongHaibargaonHailakandiHajipurHaldiaHaldwaniHaldwani NainitalHaliyalHalvadHamirpur HanamkondaHansiHanumakondaHanumangarhHapaniaHapurHapur (Panchsheel Нагар) HardaHardoiHardwarHaridwarHariharHaripadHarirampurHarischandrapurHarishchandrapurHassanHassan DistrictHathrasHathras (Махамайя Нагар) HatkotiHaveriHaveri DistrictHazaribagHazaribaghHazipurHilliHimatnagarHimayat NagarHimayathnagarHimayatnagarHimmatnagarHindalgaHindonHindupurHingoliHiran MagriHirapurHisarHissarHojai, NagaonHonavarHonnavarHooghlyHosakoteHoshangabadHoshiar PurHoshiarpurHospetHospital исследований и диагностический центр крови BankHosurHowrahHubballiHubliHumnabadHuttiHuzurabadHuzurnagarHyderabadHydergudaHylakandiHymayathnagarIbrahimpatnamIchalkaranjiIdapadiIdarIdukkiIlkalImphalImphal EastImphal WestImphalwestIndapurIndapur Dist BaramatiIndiranagarIndoreIslampurIsmilabadIsranaItaharItanagarItarsiJabalpurJadupurJafarabadJagadhariJagalurJagatsinghapurJagatsinghpurJagdalpurJaggaiahpetJaggannapetaJaggayyapetaJagityalJagjiban NagarJagraonJagtialJagtyalJaguliJaintia HillsJaipurJaisalmerJajapurJajpurJalandharJalaunJa lgaonJalnaJaloreJalpaiguriJamkhambhaliyaJamkhandiJammalamaduguJammikuntaJammuJamnagarJamshedpurJamtaraJamuiJanagoanJangaonJangareddygudemJanjgirJanjgir-champaJaoraJasdanJashpurJaunpurJaunpur DistrictJawalapurJayantJehanabadJetpurJetsarJewargiJeyporeJhabuaJhajjarJhajjharJhalawarJhalrapatanJhansiJhargramJhariaJharsugudaJhunjhunuJindJiribamJodhpurJokaJorhatJowaiJublee HillsJunagadhJyotiba Пхуле NagarJyotibaphulenagarK R NagarK.Г. F.KabirdhamKabirdham (ранее Kawardha) KachchhKadapaKadiKadiriKadodaraKahikuchiKailasaharKaimurKaimur (bhabua) KaithalKaithoonKakdwipKakdwip BazarKakinadaKakkanadKalahandiKalamasseryKalamboliKalapetKaliachowkKaliaganjKalimpongKalitheerthalkuppamKalkaKallakurichiKallakuruchiKallorKalolKalpettaKalwaKalyanKalyan EastKalyandurgKalyaniKamalpurKamareddyKambhatKampteeKamrupKamrup MetroKamrup MetropolitanKanchanbaghKancharaparaKanchikacherlaKanchipuramKandelaKandhamalKandlaKandukurKangayamKangraKanhangadKanigiriKanjirappallyKankavaliKankerKankhalKankroliKannaujKanniyakumariKannurKanpurKanpur DehatKanpur Dehat (ramabai Нагар) Канпер NagarKanshi Рам NagarKanya KumariKanyakumariKapadwanjKapasanKapp VyaraKapurthalaKaradKaraiKaraikalKaraikkudiKaraikudiKarakkonamKaramsadKaranjiaKaranpurKarauliKarbi AnglongKareliKargilKarimganjKarimnagarKarnalKarurKarwarKasaragodKasganjKashipurKashipur Р OKashmirKathuaKathunKatiharKatniKatraKatrashKattakkadaKattanamKattangulathurKattappanaKatwaKaushambiKavaliKaward haKayalpatnamKayamkulamKedgaonKeelakaraiKelambakkamKendraparaKendujharKendujhar (Кеонджхар) KengeriKeonjharKesarisinghpurKeshodKhagariaKhagaznagarKhairagarhKhajurahoKhaleelwadiKhambhaliyaKhamgaonKhammamKhanapurKhandwaKhandwa (восток Nimar) KhangabokKhannaKhanpurKhanpur KalanKharagpurKhararKhargoneKhargone (запад Nimar) KhedKhedaKhedshivapurKheriKhordhaKhowaiKhuntiKhurdaKhusidaKidangoorKingkotiKinnaurKiphireKiratpurKiriburuKirumampakkamKishanganjKishangarhKishangarh BasKishtwarKizhakkambalamKk DistKochiKodadKodaguKodakaraKodarmaKodermaKodinarKodumudiKodungallurKohimaKoilkuntlaKoilpattiKokrajharKolarKolar DistKolasibKolathurKolhapurKolkataKollamKollegalKomarapalayamKondagaonKondapalliKondapurKonnagarKoorkencherryKoothattukulamKoppalKoraputKorbaKoreaKoriyaKorutlaKosikalanKotaKotdawarKotdwarKotdwaraKothagudemKothamangalamKothapetKotharKotiKotkapuraKotputliKottakkalKottakkaraKottapparambaKottarakkaraKottayamKottivakkamKottiyamKovilpattiKovurKovvuruKowdiyarKozhencherryKozhikodeKozihkodeKrishnaKrish nagiriKrishnanagarKuchamanKuchindaKudalKudremukhKufriKukarwadaKuksiKulasekaramKulgamKulluKultiKumbakonamKumbanadKumtaKundaKunda PratapgarhKundapurKundapuraKunjabanKunnamkulamKuppamKupwaraKurisumuduKurnoolKurseongKurukshetraKurung KumeyKurushetraKushinagarKushmundiKutchKuthera VattemKuzhikkattuseryLadakhLahaul И SpitiLaheriasaraiLakdikapoolLakhimpurLakhimpur KheriLakhimpur KhiriLakhimpurkheriLakhipurLakhisaraiLakshadweepLalbaghLalitpurLamphelpatLangolLanjaLasalgaonLashkarLateharLaturLawngtlaiLaxetpetLehLimbdiLingkyamLohardagaLohardaga Via RanchiLohitLonavaleLonawadaLongdingLonglengLower Дибанг ValleyLower SubansiriLucknowLucknow (s G P G I) LudhianaLumdingLungleiMacherlaMachilipatnamMadanapalleMadgaoMadhepuraMadhiraMadhubanMadhubaniMadikeriMadnapalliMadrasMaduraiMadurantakamMaduranthagamMahabalipuramMahaboobnagarMahabubabadMahabubnagarMahadMaharajganjMahasamundMahbubnagarMaheMahemdavadMahendergarhMahendragarhMahesanaMaheshwarMahiMahisagarMahobaMahuvaMainpuriMakranaMalakpetMalaparambaMa lappuram
Назначьте встречу в Калифорнийском DMV Online
Перед тем, как посетить филиал, сэкономьте время, записавшись на прием в CA DMV.Департамент транспортных средств Калифорнии (DMV) предлагает систему онлайн-записи для планирования услуг водителей и транспортных средств.
Услуги, покрываемые системой назначения DMV
Вы можете заранее записаться на прием в DMV для выполнения следующих задач:
Не видите свою задачу в списке?
Если ваша задача не среди перечисленных здесь , вы, , не можете назначить встречу для нее — она обслуживается только в порядке очереди.Если у вас есть вопросы, обратитесь в местный филиал.
- Тесты по вождению за рулем .
- Подать заявку, заменить или продлить a Калифорния:
- Водительское удостоверение .
- Удостоверение личности .
- Разрешение на обучение (учащегося) .
- Повторно сдать письменный тест .
- Зарегистрировать или присвоить транспортному средству или судну (лодке).
- Заказать Специальные номера .
- Запросить водительские права или записи о регистрации транспортного средства .
Пытаетесь избежать поездки в DMV? Имейте в виду, что вы также можете использовать онлайн-сервисы, предоставляемые государством и различными сторонними компаниями.
Как записаться на прием в DMV
Как упоминалось ранее, вы можете использовать онлайн-систему записи в Департамент транспортных средств CA, чтобы запланировать большинство видов посещений DMV.
Тем не менее, вы должны записаться на прием по телефону по телефону (800) 777-0133, если вы:
- Хотите записаться на тест дорожных навыков на коммерческое водительское удостоверение (CDL).
- У вас есть конкретные вопросы по поводу вашего приема.
Подтверждение или отмена встречи
Чтобы просмотреть или отменить предстоящую встречу, посетите Систему встреч CA DMV и выберите вкладку «Просмотреть или отменить встречу».
Что принести в DMV CA Запись на прием
В зависимости от того, чем вы хотите заниматься в DMV, документы, которые вам нужно будет принести, будут разными.Ознакомьтесь с нашими контрольными списками и руководствами, чтобы узнать, что вам следует взять с собой, когда вы отправляетесь на различные встречи.
CA Водительские права и удостоверения личности
Убедитесь, что у вас есть необходимые документы, прежде чем отправиться на встречу:
California Title and Registration Appointments
Для визитов в DMV, связанных с вашей должностью и регистрацией, убедитесь, что у вас есть все необходимое при входе на запрос:
На главную | Система назначения паспортов онлайн
Срочное путешествие? Паспорт нужен быстро?
Добро пожаловать в U.Система онлайн-записи паспортов Государственного департамента США для паспортных агентств, расположенных в США. У нас есть ограниченное количество встреч на человек. Прежде чем начать, обратите внимание…
- У вас должен быть действующий адрес электронной почты. Так мы будем с вами общаться.
- Все поля должны быть заполнены.
- Назначения необходимы для входа в региональное паспортное агентство.Вас не пустят в здание, если у вас нет записи на прием и необходимых документов.
- Для наилучшего просмотра мы рекомендуем последние версии браузеров, такие как Chrome, Firefox, Internet Explorer 11, Edge, Safari (MAC), Android (мобильный) и iPhone (мобильный).
- Если у вас возникли технические проблемы с этой системой записи, пожалуйста, свяжитесь с нами.
Запишитесь на прием здесь, чтобы подать заявление в паспортное агентство, если:
- Вы можете назначить встречу, если едете в течение 2 недель или вам нужна иностранная виза в течение 4 недель; , однако, , назначить встречу нельзя более чем за 3 рабочих дня до даты поездки или за 10 дней, если вам требуется виза.
- По прибытии на прием вы должны предоставить доказательство того, что вы едете в течение 3 рабочих дней или 10 дней, если вам требуется виза. Если вы не можете предоставить это подтверждение поездки, мы сожалеем, что агентство не сможет вас принять.
- Вы соглашаетесь оплатить дополнительный сбор за ускорение в размере 60 долларов
- У вас еще нет записи; повторяющиеся встречи могут привести к отмене всех ваших встреч ».
- Если вы уже подали заявку на получение паспорта, свяжитесь с нами, так как лучше всего поговорить с представителем службы поддержки клиентов.
VFS: Зарегистрированный логин
1.Записаться на прием: Чтобы назначить встречу, используйте ссылку Назначить встречу в меню слева. Запись на прием включает следующие шаги:
- а. Выберите миссию (опция доступна только для пользователя CC. Для индивидуальных пользователей / TA эта опция отключена.)
- г. Выберите страну (опция доступна только для пользователя CC. Для отдельных лиц / TA эта опция отключена.)
- г. Выберите место: Центр может быть визовым центром (VAC), Embassy
- г. Выберите категорию Visa
- e. Нажмите кнопку «Продолжить», чтобы перейти на страницу со списком клиентов.
- ф. Список клиентов: изначально список клиентов будет пустым. Авторизация Пользователь должен добавить клиента / ов, прежде чем он / она продолжит выбор даты встречи.
- г. Выбор даты и временного интервала: после добавления клиента / ов, при нажатии кнопки «Продолжить» пользователь попадет на последнюю страницу календаря, где он увидит даты встреч (зеленым цветом) и праздники (красным).
- ч. Пользователь может выбрать дату и временной интервал и подтвердить.
- я. Подтверждение встречи: нажмите кнопку «Подтвердить» на последней странице календаря
- Дж. Электронное письмо и SMS будут отправлены клиенту / ам после подтверждения встречи.
2. Перенести встречу: Чтобы перенести встречу, пользователю необходимо иметь ссылочный номер с действительной будущей встречей. Пользователь может щелкнуть ссылку «назначить встречу».
- а. Введите ссылочный номер и нажмите «Отправить», чтобы получить информацию о клиенте / ах
- г. Пользователь может выбрать клиента / ов для перепланирования и нажать «Продолжить», чтобы перейти к окончательному календарю, чтобы выбрать дату и время.
- г. После выбора даты и времени можно подтвердить встречу, нажав кнопку подтверждения.
- г. Появится сообщение о подтверждении встречи
- e. Электронная почта и SMS будут отправлены клиенту
3.Отмена встречи: Чтобы отменить встречу, пользователю необходимо иметь справочный номер с действительной будущей встречей. Пользователь может щелкнуть ссылку «Отменить встречу».
- а. Введите ссылочный номер и нажмите «Отправить», чтобы получить информацию о клиенте / ах
- г. Пользователь может выбрать клиента / клиентов для отмены и нажать «Продолжить».
- г. Появится сообщение с подтверждением отмены встречи
- г. Электронная почта и SMS будут отправлены клиенту
4.Распечатайте или отправьте письмо о встрече по электронной почте: Чтобы распечатать письмо о встрече, пользователю необходимо иметь справочный номер с действительной будущей встречей. Пользователь может щелкнуть ссылку «Распечатать встречу».
- а. Введите ссылочный номер и нажмите «Отправить», чтобы получить информацию о клиенте / ах
- г. Пользователь может выбрать клиента / клиентов для печати и нажать кнопку «Загрузить письмо о встрече».
- г. Электронная почта и SMS будут отправлены клиенту
5.Получить незавершенную встречу: Чтобы получить незавершенную встречу, пользователю необходим ссылочный номер. Пользователь может щелкнуть ссылку «Получить незавершенную встречу».
- а. Введите ссылочный номер и нажмите «Отправить», чтобы получить информацию о клиенте / ах
- г. Пользователь, входящий в систему, также может добавить клиента / ов перед тем, как приступить к выбору даты встречи.
- г. Пользователь может выбрать клиента / ов для планирования и нажать «Продолжить», чтобы перейти к окончательному календарю, чтобы выбрать дату и время.
- г.После выбора даты и времени можно подтвердить встречу, нажав кнопку подтверждения.
- e. Появится сообщение о подтверждении встречи
- ф. Электронная почта и SMS будут отправлены клиенту
Справочный центр USAJOBS | Типы встреч
Федеральное правительство предлагает различные типы трудоустройства на федеральном уровне для удовлетворения различных потребностей разнообразной и динамичной рабочей силы. С USAJOBS легко найти подходящую работу.
Несколько
Работа с несколькими типами встреч обычно означает, что есть несколько вакансий, которые можно заполнить, и типы встреч могут различаться.
Навсегда
Постоянные контракты не имеют установленного срока. Работа, которая не является временной или ограниченной по времени.
Временное
Временные назначения имеют установленный срок и включают следующее:
- Деталь — Временное назначение на другую работу.Вы должны быть действующим федеральным служащим, чтобы подавать заявку на подробные вакансии.
- Прерывистый — Возникает с нерегулярными интервалами; не непрерывный или устойчивый.
- Срок — Работа, которая может длиться от одного до четырех лет. Назначения на срок могут использоваться для проектной работы, чрезвычайной рабочей нагрузки, запланированного прекращения должности, реорганизации, неопределенности будущего финансирования или заключения контракта с функцией.
- Временный — Работа продолжительностью не более одного года.
- Сезонно — Ежегодная повторяющаяся работа, которая может длиться шесть месяцев или более в течение одного года.
- Лето — Работа доступна в летние месяцы и обычно предназначена для студентов.
Студент
- Стажировка — Работа для нынешних студентов (оплачиваемых и неоплачиваемых), позволяющая узнать о федеральной карьере, оставаясь в школе.
- Недавний выпускник — Работа для недавних выпускников, ищущих программу развития карьеры.
- Президентские стипендиаты по вопросам управления — Это программа развития лидерских качеств, принимающая кандидатов на ученую степень начального уровня осенью каждого года.