Страница не найдена — steelfactoryrus.com
Дерево
Содержание1 Точение по дереву: виды и способы художественной обработки. Основные приемы работы со станком1.1
Сварка
Содержание1 Сварочный аппарат для дома и дачи: инвертор или трансформатор?1.
Своими руками
Содержание1 Процесс сборки самодельного фуговального станка1.1 Основные узлы фуговального станка1.2 Самостоятельное изготовление фуганка1.3 Изготовление
Медь
Содержание1 Теплопроводность металлов1. 1 Что такое теплопроводность и термическое сопротивление1.2 Понятие коэффициента теплопроводности1.3 От чего
1 Что такое теплопроводность и термическое сопротивление1.2 Понятие коэффициента теплопроводности1.3 От чего
Своими руками
Содержание1 Домкрат из пневмоподушки своими руками — Металлы, оборудование, инструкции1.1 Каким должен быть пневматический
Содержание1 Стеллаж Из Деревянных Брусков: Как Самому Сделать Своими Руками: Чертежи & & Фото
Расценки на прейскурант сварочных работ с выездом
Профессиональные услуги сварщика в Екатеринбурге на сегодняшний день пользуются большой популярностью.
Вы можете ознакомиться с прайс-листом на сварочные работы в любое удобное для Вас время.
Когда могут потребоваться услуги сварочных работ в Екатеринбурге?
Наши специалисты готовы выполнить профессиональные сварочные работы с выездом для решения задач различной сложности:
- сварочно-монтажные работы могут потребоваться при необходимости замены, ремонта систем отопления и водопровода, реконструирования инженерных коммуникаций и т.д.;
- сварочные работы с выездом являются популярной услугой при замене и ремонте отдельных элементов систем, а именно: радиаторов отопления и батарей, полотенцесушителей, труб, стояков, коллекторов отопления и водоснабжения, регистров отопления и т.
 д.;
д.; - услуги сварщика в Екатеринбурге могут потребоваться в процессе производства и установки металлоконструкций различного типа;
- услуги сварочных работ в Екатеринбурге являются востребованными при мелком бытовом ремонте;
- сварочно-монтажные работы в местах, где отсутствует электричество и т.д.
 д.;
д.;Кроме того, услуги сварщика в Екатеринбурге могут потребоваться при изготовлении элементов интерьера и декора. Специалисты компании «Водоэконом» готовы выполнить сварочные работы с выездом различных типов.
Какие сварочно-монтажные работы выполняют наши специалисты?
Мы предоставляем полный комплекс услуг сварщика, а именно:
- Электродуговые сварочные работы в Екатеринбурге. Данная разновидность услуг сварочных работ наиболее часто используется в строительной сфере. С помощью электродуговых сварочно-монтажных работ изготавливают и устанавливают металлоконструкции различных объемов. Кроме того, услуги электродуговой сварки заказывают при изготовлении и монтаже межэтажных перекрытий, металлических каркасов, лестниц, ограждений.
- Газовые сварочные работы с выездом. Такие услуги сварщика в Екатеринбурге заказывают так же часто, как и электродуговую разновидность. Газовые сварочные работы прекрасно подходят для небольших ремонтных работ: сварка металлических труб систем теплоснабжения, отопления, канализации и т.д.
 Кроме того, услуги электродуговой сварки заказывают при изготовлении и монтаже межэтажных перекрытий, металлических каркасов, лестниц, ограждений.
Кроме того, услуги электродуговой сварки заказывают при изготовлении и монтаже межэтажных перекрытий, металлических каркасов, лестниц, ограждений.Специалисты компании «Водоэконом» обладают многолетним опытом решения типовых и нестандартных задач любых объемов.
Услуги сварщика в Екатеринбурге – с чем мы работаем?
В комплексе монтажно-сварочных работ мы можем работать с различным оборудованием и типами материалов:
- Дверные петли. В процессе работы наши специалисты могут монтировать петли при помощи эффективного сварочного оборудования по технологии электродуговой сварки. Использование данного метода позволяет гарантировать долговечность и эффективность конструкции в процессе эксплуатации. Данные сварочные работы с выездом могут потребоваться в следующих случаях: установка гаражных петель, навесов на калитку, петель на входные двери, металлические конструкции и т.д.
- Решетки на окна. При выполнении сварочно-монтажных работ наши специалисты могут работать с решетками различного типа, включая монолитные и распашные конструкции. Мы сможем помочь Вам осуществить качественный монтаж, ремонт или замену решеток с учетом Ваших пожеланий.
- Трубы. Профессиональные услуги сварщика в Екатеринбурге могут потребоваться в случае: аварийных прорывов трубопроводов горячего и холодного водоснабжения, плановой профилактической замены участка трубы, стояков и т.д. Кроме того, в комплекс услуг сварочных работ с выездом может входить сварка, наложение швов, состыковка полипропиленовых и железных труб, монтаж и демонтаж полотенцесушителя и т. д.
 Использование данного метода позволяет гарантировать долговечность и эффективность конструкции в процессе эксплуатации. Данные сварочные работы с выездом могут потребоваться в следующих случаях: установка гаражных петель, навесов на калитку, петель на входные двери, металлические конструкции и т.д.
Использование данного метода позволяет гарантировать долговечность и эффективность конструкции в процессе эксплуатации. Данные сварочные работы с выездом могут потребоваться в следующих случаях: установка гаражных петель, навесов на калитку, петель на входные двери, металлические конструкции и т.д. д.
д.От чего зависит стоимость сварочных работ с выездом и без?
Цены на сварочные работы в Екатеринбурге могут включать фиксированную или почасовую оплату:
- Первый вариант подразумевает внесение платы по заранее согласованным расценкам на сварочные работы трубопровода. Так, например, клиент может вносить плату за метр трубы, сварочный шов и т.д. При этом затраченное время на выполнение сварочно-монтажных работ не учитывается.
- Почасовая оплата услуг сварщика в компании «Водоэконом» предусматривает учет времени, затраченного специалистом на выполнение сварочно-монтажных работы с выездом. Как правило, такие расценки на сварочные работы трубопровода актуальны при необходимости устранения небольших дефектов или без постановки четкой задачи.
Наши специалисты смогут предоставить Вам всю необходимую информацию, включая ответы на такие вопросы, как: «Сколько стоит сварочная работа?», «Какое оборудование рекомендуется использовать?», «Сколько времени потребуется на замену стояка?» и т. д. Подробнее с прайс-листом на сварочные работы Вы сможете ознакомиться на нашем сайте. Чтобы уточнить стоимость часа работы специалиста по сварке в Екатеринбурге, звоните по тел. +7 (343) 361-24-33.
д. Подробнее с прайс-листом на сварочные работы Вы сможете ознакомиться на нашем сайте. Чтобы уточнить стоимость часа работы специалиста по сварке в Екатеринбурге, звоните по тел. +7 (343) 361-24-33.
Кроме сварочных работ наши специалисты выполлняют сантехнические работы, а также профессиональный монтаж систем отопления и автононмных систем.
Охлаждать ли детали и сварочный шов после сварки?
На протяжении всей своей деятельности в области обучения электросварке я получаю вопросы от своих читателей по поводу принудительного охлаждения деталей после сварки водой. Кроме того, я замечаю, что среди мастеров-любителей очень распространена эта привычка. Но правильно ли охлаждать сварочный шов водой? И как же нужно делать на самом деле? В этой статье раскрою эту темы подробно. Вообще, это тема большая и сложная, но я объясню всё буквально «на пальцах».
Как правильно охлаждать металл
Металлы обладают таким свойством, что их структура изменяется не только от температуры, но и от скорости остывания и нагревания. А одними из самых важных характеристик металла (а значит и сварного шва, и околошовной зоны, и сварного соединения в целом) являются пластичность и твёрдость. Собственно, это противоположные стороны одной характеристики — пластичный металл не обладает твёрдостью, а твёрдый, наоборот, не обладает пластичностью, и при дальнейшем повышении твёрдости становится хрупким.
А одними из самых важных характеристик металла (а значит и сварного шва, и околошовной зоны, и сварного соединения в целом) являются пластичность и твёрдость. Собственно, это противоположные стороны одной характеристики — пластичный металл не обладает твёрдостью, а твёрдый, наоборот, не обладает пластичностью, и при дальнейшем повышении твёрдости становится хрупким.
В металлургии существуют различные термические циклы, обеспечивающие необходимые свойства металла. Нам же в них разбираться не нужно, но крайне важно усвоить, что, в сухом остатке, начальная температура металла, скорость и площадь его нагрева и скорость остывания существенно влияют на свойства металла, а значит и на характеристики сварного соединения.
(Я написал «скорость» нагрева и остывания, но на самом деле, правильнее было бы сказать «режим». Потому что во многих ситуациях применяется не равномерное нагревание и остывание, а целая технология. Например, нагрев до определённой температуры, выдержка на ней в течении какого-то времени, дальнейший нагрев в течение какого-то времени и т. д., и лишь после нескольких таких шагов — сварка. С остыванием может быть примерно такая же технология.)
д., и лишь после нескольких таких шагов — сварка. С остыванием может быть примерно такая же технология.)
Охлаждение сварочного шва
Возвращаясь к практической электросварке в бытовых условиях, важно знать, что принудительное охлаждение металла лишает его пластичности и делает более хрупким. Это приводит к тому, что в сварном соединении могут образоваться закалочные трещины. А даже если они не образуются вскоре после сварки, то такое сварное соединение будет выдерживать меньшую нагрузку, чем если бы оно остывало естественным способом. Трудно пересказывать сопромат бытовым языком, но общий смысл в том, что соединение, остывшее естественным способом, обладает большей пластичностью. Таким образом, при увеличении нагрузки, у такого соединения позже наступает точка необратимого разрушения. Соответственно, у соединения, охлажденного принудительно, точка необратимого разрушения наступает раньше.
Как я уже сказал выше, это сложная тема, которая уходит глубоко в вопросы металлургии и сопромата. Но основной вывод из всей статьи, что никогда и ни при каких обстоятельствах не следует охлаждать сварные швы в бытовых конструкциях принудительно!
Но основной вывод из всей статьи, что никогда и ни при каких обстоятельствах не следует охлаждать сварные швы в бытовых конструкциях принудительно!
А теперь, напишите, пожалуйста, в комментариях, понятна ли и полезна ли вам эта статья, и какой у вас опыт в этой области. Даже если я не отвечаю на каждый комментарий, все их читаю, и для меня действительно важно, чтобы мои статьи были для вас полезны. Пожалуйста, оставьте свой комментарий.
Понравилась статья? Тогда нажмите социальные кнопки:
Ещё по теме:
Ошибки при выполнении сварочных швов
Распространённая ошибка начинающих сварщиков
Ошибка в применении соотношения «диаметр электрода/сварочный ток»
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Сварка швов линолеума — цена на горячую, холодную, шнуром
Для того чтобы выполнить работы по соединению стыков линолеума, а выполнять это процесс необходимо качественно и без видимых следов, используется холодная и горячая сварка. Каждый метод, который необходимо применять в конкретном случае зависит от вида линолеума. Холодный метод в основном применяют к покрытию, которое обладает небольшой толщиной и слабыми параметрами по прочности. Этот материал идеально подходит для использования его в квартирах. Также холодная сварка швов линолеума используется для всех ПВХ-покрытий.
Каждый метод, который необходимо применять в конкретном случае зависит от вида линолеума. Холодный метод в основном применяют к покрытию, которое обладает небольшой толщиной и слабыми параметрами по прочности. Этот материал идеально подходит для использования его в квартирах. Также холодная сварка швов линолеума используется для всех ПВХ-покрытий.
В помещениях общего пользования, где линолеум подвергается большим нагрузкам, используют материал высокой прочности. Сварка линолеума в таком случае происходит при помощи горячего метода. В таком случае применяется достаточно дорогостоящее оборудование, которым пользуются профессионалы.
Стоимость наших услуг по сварке швов линолеума
Обычно цена склейки швов линолеума зависит от их количества, а также квалификации мастера. Наша компания предоставляет высококачественные услуги по настилу линолеума, в том числе, сварке швов всех типов. В нашей команде собраны лучшие специалисты, за плечами которых многолетний опыт выполнения работ различного уровня сложности.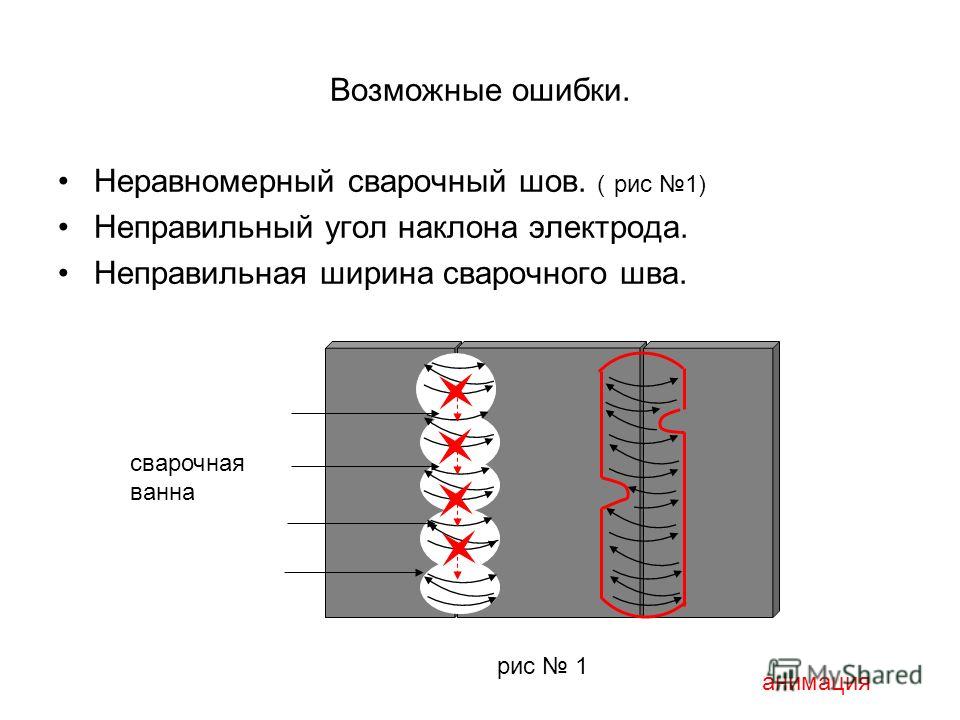 Наш мастер выполнит работу на высшем уровне и в кратчайшие сроки. Потому вы можете быть уверены в том, что конечный результат будет отличным и вы будете использовать напольное покрытие десятки лет, не переживая о целостности швов.
Наш мастер выполнит работу на высшем уровне и в кратчайшие сроки. Потому вы можете быть уверены в том, что конечный результат будет отличным и вы будете использовать напольное покрытие десятки лет, не переживая о целостности швов.
Горячая сварка швов линолеума
Данный вид работ хорошо использовать для линолеума, который содержит в себе натуральные составляющие. В ходе работы используется специально предназначенное для этого оборудование, а также шнур для сварки стыка линолеума, который плавится под влиянием температуры. Полимер, который используется во время этой операции, обеспечивает полную герметизацию стыка, делая его незаметным. Для того чтобы обеспечить высокую температуру, используется сварочный аппарат, который работает за счет питания из электросети.
Горячий вид соединения швов напольного покрытия включает в себя следующие этапы:
- Во-первых, необходимо при помощи ножа обработать кромки покрытия, таким образом, чтобы на них появился желобок, который по глубине доходил до основы самого покрытия.
- Место, где будет проходить шов, необходимо хорошо очистить от мусора и пыли.
- При помощи сварочного фена настраиваем температуру в пределах 350-400 градусов по Цельсию. В сопло помещаем часть сварочного шнура.
- Поместив один из концов шнура в желобок, можно двигать постепенно фен для сварки вдоль шва. В это время необходимо следить за тем, как плавится шнур, чтобы убедится в качестве самого процесса.
- После окончания процесса при помощи серповидного ножа убирают остатки шнура. Делать это необходимо с предельной аккуратностью, чтобы не задеть само напольное покрытие.
- Для того чтобы выполнить один шов, работу проводят в два захода с двух сторон. Там где швы встречаются, сварку выполняют внахлест.
Холодная сварка швов линолеума
Холодная сварка осуществляется при помощи клея, который продается в тюбиках. Для того чтобы работа проходила более аккуратно, используется наконечник в форме иглы, с помощью которого клей проникает в глубину стыка. Для того чтобы клей не испачкал напольное покрытие, место возле стыка проклеивают скотчем. Данный вид сварки швов линолеума не вынуждает приобретать какое-либо дополнительное оборудование. Главное, на что нужно обратить внимание, это правильный подбор клея, который может иметь разное предназначение. Холодную сварку необходимо выполнять в защитных перчатках, а также обеспечить хорошую вентиляцию в помещении для проветривания его от летучих компонентов, содержащихся в клее.
Для того чтобы клей не испачкал напольное покрытие, место возле стыка проклеивают скотчем. Данный вид сварки швов линолеума не вынуждает приобретать какое-либо дополнительное оборудование. Главное, на что нужно обратить внимание, это правильный подбор клея, который может иметь разное предназначение. Холодную сварку необходимо выполнять в защитных перчатках, а также обеспечить хорошую вентиляцию в помещении для проветривания его от летучих компонентов, содержащихся в клее.
Если у вас возникнут какие-либо вопросы о видах и стоимости наших услуг, о том, как протекают и планируются работы, обращайтесь к нам за подробными консультациями.
СНиП и контроль качества сварных швов
Сварочная работа, как и любая другая производственная деятельность, требует наличия и соблюдения определенных правил, чтобы при сварке процесс был максимально продуктивным, а сварные соединения — качественными. В России и некоторых странах бывшего СССР такие правила установлены документами СНиП (строительные нормы и правила), ГОСТ (государственный стандарт), ЕНиР (единые нормы и расценки), СП (свод правил) и другими.
В России и некоторых странах бывшего СССР такие правила установлены документами СНиП (строительные нормы и правила), ГОСТ (государственный стандарт), ЕНиР (единые нормы и расценки), СП (свод правил) и другими.
Впервые устроившись на работу начинающие сварщики часть сталкиваются с незнанием СНиПов и ГОСТов, и это не удивительно. Ведь перед сварщиком стоит задача изучить и понять десятки нормативных документов, написанных в официально-деловом стиле, а это отнимает много времени. Мы решили помочь вам и опираясь на правила, используемые в строительстве и при сварке, составили список важнейших норм, которые следует знать перед тем, как приступить к работе. Мы научим рассчитывать время сварки на 1 м шва и рассчитытвать, сколько метров в день нужно сварить, расскажем, как провести контроль качества сварных соединений и какие предъявляются требования к сварным конструкциям.
Содержание статьи
Нормативы сварочных работ
Для начала давайте разберемся, зачем вообще нужны нормативы и какие они бывают. Прежде всего, нормативы регулируют качество и скорость выполнения работы. Также на нормативы влияет способ сварки, функциональные возможности сварочного оборудования, используемого при сварке, и квалификация сварщика. Ведь опытный мастер способен сделать за смену в два раза больше работы, чем начинающий работник. Также учитывается рабочее место сварщика, отдельное внимание уделяется его организации.
Прежде всего, нормативы регулируют качество и скорость выполнения работы. Также на нормативы влияет способ сварки, функциональные возможности сварочного оборудования, используемого при сварке, и квалификация сварщика. Ведь опытный мастер способен сделать за смену в два раза больше работы, чем начинающий работник. Также учитывается рабочее место сварщика, отдельное внимание уделяется его организации.
Современные нормативы регулируют время, которое сварщик должен затратить на свою работу, количество выполненной работы (например, количество сваренных металлических изделий за смену), расход электроэнергии и материалов (электродов, сварочного оборудования и прочего). Давайте подробнее остановимся на каждом из нормативов.
Нормы времени
В большинстве стран бывшего СССР существуют так называемые единые нормы времени на выполнение 1 м шва. Они обычно прописаны в нормативных документах. Но, несмотря на это каждый сварщик должен самостоятельно уметь делать расчет времени сварки, поскольку это один из важнейших показателей его продуктивности. Норма времени складывается из того, сколько сварщик должен потратить минут на непосредственный процесс сварки, и сколько должен потратить на подготовительные и/или иные производственные операции. В целом, выделяют три производственных операции, из которых складывается норма:
Норма времени складывается из того, сколько сварщик должен потратить минут на непосредственный процесс сварки, и сколько должен потратить на подготовительные и/или иные производственные операции. В целом, выделяют три производственных операции, из которых складывается норма:
- Основная производственная операция. К ней относится заготовка материалов для сварки и металла, его обработка и подготовка к сварке. Также сюда входит сам сварочный процесс.
- Вспомогательная производственная операция. К ней относится контроль качества сварных соединений и швов, а также транспортировка готовой детали в следующий цех.
- Дополнительное время. Оно тоже регулируется и дается специально для того, чтобы сварщик мог провести обслуживание процесса сварки 1 и сдать деталь на хранение, если это необходимо между основной и вспомогательной операцией.
Также обратите внимание, что прежде чем произвести расчет времени сварки нужно учесть и другие процессы, отнимающие даже несколько секунд при работе. К таким процессам относится настройка сварочного аппарата, время, затраченное на поджёг и время горения дуги при сварке особых видов металлов, время, потраченное на смену стержней, нанесение флюса или очистки шва и тому подобное. Также не забудьте учесть, что сварщику нужно время на уход за рабочим местом и на отдых (для этого нужно вычесть около 20% от полученного времени).
К таким процессам относится настройка сварочного аппарата, время, затраченное на поджёг и время горения дуги при сварке особых видов металлов, время, потраченное на смену стержней, нанесение флюса или очистки шва и тому подобное. Также не забудьте учесть, что сварщику нужно время на уход за рабочим местом и на отдых (для этого нужно вычесть около 20% от полученного времени).
Выше мы писали, что учитывается еще и квалификация сварщика, а также его опыт. Обычно это просчитывается с помощью специального коэффициента. В ходе расчетов мы получаем цифру, которая является эквивалентом квалификации. Проще говоря, каждой квалификации присваивается своя цифра, которая затем используется в расчетах.
Расчет можно производить разными способами, но самый распространенный — рабочие единицы. Одна рабочая единица равна одному сваренному изделию. Чем выше квалификация, тем больше единиц должен выполнять сварщик за смену. Если объемы работ слишком большие и не позволяют производить расчет в единицах, то рассчитывается время в минутах, необходимое для выполнения 1 м шва. Как видите, в норму времени входит множество операций, которые стоит учесть при расчетах. О том, как делать расчет, мы поговорим позже, а пока давайте разберемся с остальными нормами.
Как видите, в норму времени входит множество операций, которые стоит учесть при расчетах. О том, как делать расчет, мы поговорим позже, а пока давайте разберемся с остальными нормами.
Норма выработки
Норма выработки — это , по сути, просто то количество работы, которое вы выполнили за определенное количество времени. Как мы говорили выше, норма может выражаться в количестве изделий или в метрах сварного шва, которые вы успели наварить за час или за смену. Норма выработки может быть просто одним из компонентов нормы времени, а может существовать как самостоятельное правило.
Чтобы вам было понятнее, приведем простой пример. Допустим, сварщику нужно сварить 24 метра шва за смену. Мы просчитывает все: время, которое нужно потратить на настройку оборудования, на подготовку металла, на поджёг дуги, на сварочный процесс и так далее, плюс не забываем добавить время на отдых. Итого для сварщика средней квалификации норма составит 3 метра шва за 1 час. Соответственно в день (при условии 8-ти часового рабочего дня) сварщик должен сделать 24 метра шва.
Нормы расхода электроэнергии
Еще одна не менее важная норма, о которой не стоит забывать. Она необходима для расчета себестоимости сварочных работ и готового изделия. Зачастую расход считают в киловатт-часах, которые сварщик потратил на свою работу. Показания снимаются со счетчика.
Норма расхода комплектующих
Как вы понимаете, за время сварки вы расходуете не только электричество и время, но и комплектующие: электроды, газ, флюс, проволоку и прочее. Также сюда входит естественный износ аппаратов, применяемых при сварке. Износу подвержено не только оборудование, но и специфические элементы, необходимые при особых видах сварки. Например, контактные губки, роликовые направляющие, контактные плиты и многое другое. Все это нужно учесть. Кстати, в этой статье мы довольно подробно рассказывали, как рассчитать расход сварочной проволоки. Обязательно прочтите ее.
При этом степень износа может зависеть от многих факторов, например, от материала, из которого сделаны комплектующие, от металла, который вы свариваете и даже от режима, установленного в сварочном аппарате. Важно учитывать все эти факторы, поскольку они тоже влияют на себестоимость вашей работы и готового изделия. Как вы понимаете, нормирование сварочных работ просто необходимо в производственных условиях.
Важно учитывать все эти факторы, поскольку они тоже влияют на себестоимость вашей работы и готового изделия. Как вы понимаете, нормирование сварочных работ просто необходимо в производственных условиях.
Теперь, когда мы разобрались с нормами, давайте перейдем непосредственно к расчету времени, которое нам нужно затратить на сварку, и посмотрим, которые нормы нам предлагают современные строительные документы.
Расчет времени, затраченного на сварку
Нормы времени на сварочные работы устанавливаются не просто так, вы могли понять это после прочтения прошлого раздела. Как вы помните, нашим показателем продуктивности считается либо количество изделий, которые вы сварили, либо метры швов, которые вы наплавили.
Ниже таблица, в которой вы можете видеть единые нормы времени на одностороннюю сварку стыковых соединений без скоса кромок. Эти нормы взяты из ЕНиР (Сборник Е22, раздел «Сварочные работы»). Также вы можете найти нормы в СНиП по сварке. Норма времени на сварку может отличаться в зависимости от многих факторов: начиная от типа шва, заканчивая, опять же, квалификацией мастера. Теперь давайте приступим к непосредственным расчетам, поскольку каждый мастер обязан знать это и применять на практике.
Расчеты
Для расчета времени на ведение 1 метра шва электрической дугой используются формулы. Наиболее универсальная формула выглядит следующим образом:
t0 — это основное время, обычно измеряется в часах и иногда в минутах.
L — это длина шва, обычно 1 м шва измеряется в метрах или сантиметрах.
F — это площадь сечения шва, измеряется в квадратных сантиметрах.
7,85 — пример плотности наплавленного металла, взятой в граммах на кубический сантиметр, вы должны подставить свое значение плотности.
I — значение сварочного тока, измеряется в амперах.
Кн — это коэффициент наплавки.
Чтобы посчитать, сколько времени в день сварщик тратит на работу, достаточно умножить полученную цифру на кол-во рабочих часов.
Если вам нужно рассчитать время, затраченное на газовую сварку, то воспользуйтесь следующей формулой:
S — это толщина свариваемого металла, обозначается в миллиметрах.
К — это коэффициент, он зависит от типа металла, используемого при сварке (для низкоуглеродистой стали это коэффициент составляет 4-5; для легированной стали, чугуна, латуни и бронзы — 6, для меди – 3, а для алюминия и его сплавов – 4).
Также нелишним будет запомнить формулу расчета времени, затраченного на кислородную резку:
L — это длина резки, обозначается в миллиметрах.
v — это скорость резки, обозначается мм в ми.
Как организовать рабочее место
Чтобы сварщик выполнял все нормы, положенные ему в день, нужно правильно организовать для него рабочее место. Согласитесь, сидя на неудобном стуле или с неправильной высотой рабочего стола норму выполнить сложно. А наша задача — максимально повысить производительность труда. Обычно на работе есть так называемые планы НОТ (научная организация труда). В них подробно расписывается, какое рабочее место вам положено. На картинке ниже вы можете видеть рабочее место, которое соответствует правилам.
Помимо физического комфорта рабочее место должно соответствовать правилах техники безопасности. Также у сварщика должен быть легкий доступ ко всем необходимым инструментам, чтобы не терять время в поисках электрода или новой детали.
Контроль качества сварочных работ
С нормами закончили, теперь поговорим о том, что должен делать сварщик после того, как выполнит сварку. Прежде всего, он должен произвести контроль качества сварочных работ. На крупных производствах этим занимаются отдельные люди, но на большинстве заводов эта обязанность поручается сварщику. Тема контроля качества довольно обширна, поэтому остановимся на ней поподробнее.
Контроль сварочных работ можно разделить на три этапа:
- Проверка квалификации сварщика
- Контроль качества свариваемых деталей
- Визуальный и механический контроль качества сварных соединений
Давайте подробнее разберем каждый этап.
Проверка квалификации
Перед тем, как допустить сварщика к работе, нужно проверить соответствие его навыков и присвоенной квалификации. Каждый сварщик должен предъявить документы с допуском к сварке и сделать тестовый шов на выданном ему образце детали. При тесте нужно использовать те же электроды и те же металлы, что и при основной работе. Затем образцы отправляются на экспертизу и подвергаются осмотру. Если работа сварщика соответствует нормам, то мастер допускается к сварке.
Контроль качества свариваемых деталей
Перед работой нужно проверить качество деталей, которые необходимо сварить. Детали должны иметь соответствующие документы, быть изготовлены из сертифицированного металла. Перед сваркой детали нужно тщательно осмотреть и выяснить, есть ли дефекты. В целом, качество деталей так же регламентируется нормами. Их вы можете отдельно изучить, почитав СНиПы и ГОСТы.
Визуальный и механический контроль качества сварных соединений
Это завершающий этап, который проводится после сварки. Для начала нужно очистить шов от шлака и частичек разбрызгавшегося металла. Затем нужно осмотреть шов. В идеале шов должен иметь мелкочешуйчатую структуру, а переход от шва к металлу должен быть плавным. Высота шва не должна превышать 3 миллиметра, в идеале — 1 миллиметр.
Если не соблюдать правила сварки, то практически сразу же образуются дефекты, так что визуальный осмотр помогает выявить 50% проблем еще до того, как деталь будет подвергнута более серьезным испытаниям. В ходе визуального контроля можно обнаружить трещины, излишнюю пористость соединения, излишнюю зашлакованность, не проваренный шов.
После визуального осмотра нужно подвергнуть шов механическим испытаниям. С их помощью выясняется предел прочности соединения. Если были найдены недостатки, то проводится дополнительный контроль, чтобы подтвердить наличие дефектов. Если после повторной проверки отрицательный результат подтвердится, то сварщика отстранят от работы и направят на курсы повышения квалификации.
С помощью механических испытаний можно выявить дополнительные дефекты, не видимые при визуальном осмотре. Это может быть непровар корня шва, боковой непровар, прожог или внутренние трещины. Если сварочные шов длинный, то допускается вырезка дефектного участка.
Ультразвуковой контроль сварных соединений
С помощью ультразвука можно проверить качество сварных швов. Принцип работы прост: устройство генерирует ультразвуковые волны с частотой до 20 тысяч Гц, которые беспрепятственно проникают в поры шва и начинают отражаться от внутренних трещин и или пустот, если таковые имеются. Звуковая волна прямая, но если на ее пути встречается дефект, то она искривляется.
Такую работу обычно поручают не сварщику, а специальному оператору, который фиксирует все дефекты на мониторе прибора и подробно записывает результаты проверки. В целом, это один из наиболее популярных способов обнаружить скрытые от глаз дефекты.
Мы перечислили самые популярные способы контроля качества. Конечно, есть и другие методы, но перечисленные выше давно зарекомендовали себя как наиболее эффективные. Особенно в условиях крупномасштабного производства. После того, как произведен контроль качества сварочных работ, результаты нужно обязательно зафиксировать в журнале и на чертеже.
Требования к сварным швам
Также сварщику желательно знать требования к сварным швам металлоконструкций. Это поспособствует правильному контролю качества и адекватной оценке своей работы.
Требования к механическим свойствам сварного соединения
Сварка металлоконструкций или сварка трубопроводов подразумевает безусловную прочность и надежность сварных швов. Этого можно достичь только в случае полного соблюдения требований к механическим свойствам соединений. Опираясь на ГОСТы и правила мы выявили следующие основные свойства шва, которые нужно соблюдать, чтобы соединение получить качественным:
- Показатель относительного удлинения металла шва не должен быть меньше 15-16%.
- Ударная вязкость должна быть на высоком уровне. Чтобы узнать этот параметр, нужно провести тест: проверить реакцию шва при среднесуточной температуре, при этом тест нужно проводить в течении недели при самой низкой температуре в вашем регионе. Минимальное значение ударной вязкости — 29 Дж/кв.см.
- Временное сопротивление шва на разрыв должно быть аналогичным, как у металла, используемого при сварке. Не допускается меньшее значение сопротивления.
- Твердость металла должна составлять 350 HV для сварных элементов конструкций, относящихся к 1 группе, и 400 HV для сварных элементов всех прочих конструкций. Эти правила регламентирует СНиП II-23.
Требования к качеству сварного шва
При сварке металлоконструкций крайне важно обращать внимание на качество самого шва. Ранее мы рассказывали о том, как проходит контроль качества сварочных соединений, теперь расскажем про классификацию швов исходя из их качества. Итак, швы бывают трех категорий:
- Первая категория. Наилучшее качество. К этой категории могут относиться любые типы швов, к которым предъявляются особые требования долговечности и надежности. Швы первой категории должны выдерживать колоссальные нагрузки и обеспечивать надежное соединение сложных конструкций из металла, в том числе промышленных. Швами первой категории сваривают металлические каркасы зданий и обшивку кораблей. Также к первой категории относятся швы, рассчитанные на долгую эксплуатацию в суровых климатических условиях. Например, на крайнем Севере.
- Вторая категория. Среднее качество. Это наиболее распространенная категория, к ней относятся любые типы швов, стойких к разрыву. В целом, к этой категории можно отнести большинство соединений. Яркий пример — швы, которыми сваривают кузова автомобилей. Такие швы способны выдержать относительно большие нагрузки, но не рассчитаны на эксплуатацию в жестких условиях.
- Третья категория. Ниже среднего. Швы такой категории не обязательно являются самыми плохими по качеству, но их однозначно нельзя накладывать на ответственные конструкции. Зато можно сварить вспомогательные металлические конструкции, сэкономив при этом время и силы.
Прочие требования к сварным соединениям
Требования к сварным конструкциям и швам могут быть самыми разнообразными, и помимо указанных выше существует еще ряд особенностей, которые стоит знать перед тем, как приступить к работе. В рамках этой статьи мы не сможем описать все особенности, поскольку сварочный процесс имеет множество нюансов. Рекомендуем самостоятельно ознакомиться со СНиПами на интересующую вас тему. Там вы сможете найти всю необходимую информацию о расположения сварочного соединения, его рекомендуемой длине и толщине для каждого типа конструкции и металла. Воспринимайте нормы не как свод правил, а как удобную шпаргалку в работе.
Технические условия на изготовление сварочных конструкций
Техническое нормирование крайне важно, оно регулирует весь сварочный процесс. Именно от правильной организации работы зависит конечный результат на сборочно-сварочном заводе любого масштаба. Технические условия на изготовление сварной конструкции — это, по сути, набор документов, с которыми вы можете ознакомиться и узнать всю информацию о той или иной детали. В этих документах описываются все этапы сварочного процесса: от подготовки до транспортировки. Классический пакет документов состоит из чертежей готового изделия, технических условий и программы выпуска (она может быть примерной). Давайте подробнее остановимся на этом.
Начнем с чертежей. Без них не обходится ни одна более-менее профессиональная сварка, поскольку невозможно с точностью определить «на глаз», где должны быть швы. Особенно это касается особо ответственных металлических конструкций, который могут нанести вред человеку при неправильной сварке и последующем разрушении.
В чертежах обычно прописывают информацию о том, какой металл используется при изготовлении изделия, какие особенности он имеет, какой используется размер и толщина металла, какие типы сварных швов применяются при сварке и прочее. Чертеж сдается на проверку главному инженеру, и работа начинается только после согласования. Если инженер обнаружит неточности, то сварщику (или отдельному конструктору) нужно сделать новый исправленный чертеж.
Теперь о поговорим технических условиях, как об отдельном компоненте пакета документов. ГОСТ №15001-69 говорит, что тех.условия должны быть выбраны в соответствии с чертежами, предполагаемыми условиями эксплуатации изделия и накопленным опытом. Говоря простыми словами, в технических условиях описывают, где и при каких условиях будет использоваться деталь, не принесет ли она вред и прочее.
Также в технических условиях указывают особенности эксплуатации конструкции или детали. Например, изделие может быть не предназначено для эксплуатации при большой минусовой температуре или при повышенных механических нагрузках. Всю это информацию в обязательном порядке указывают в тех.условиях, чтобы избежать проблем. Так существуют конструкции нескольких типов: особо ответственные, ответственные и все остальные. Исходя из типа прописываются соответствующие условия.
И последний акт, входящий в состав пакета документации — это программа выпуска. Как мы указывали ранее, она может быть приблизительной. Здесь указывается количество изделий, которое нужно выпустить за определенный срок. Эта информация нужна скорее не для учета выпущенной продукции, а в качестве основания для использования того или иного комплекта сварочного оборудования и доказательства экономической обоснованности использования такого комплекта в работе.
Производственный процесс состоит из множества этапов и крайне важно соблюдать их последовательность и не отклоняться от общепринятых норм. Это поможет изготавливать изделия быстро, качественно и недорого.
Вместо заключения
Теперь вы знаете основные единые нормы времени на выполнение работ и требования, которые необходимо учесть при сварке. Конечно, это далеко не все выдержки из документов, вы можете найти в интернете СНиП по сварке, используемые в строительстве и при сварке, и самостоятельно ознакомиться с ними. Мы лишь собрали наиболее значимые, на наш взгляд, правила, соблюдая которые вы сможете значительно улучшить производительно труда и качество сварочных работ.
Обязательно научитесь рассчитывать расход времени и материалов, это существенно облегчит вашу работу и позволит трезво анализировать свои навыки. Также не поленитесь и заучите хотя бы основные требования к швам и металлу, который собираетесь варить. Если вы начинающий сварщик и только приступили к работе, то рекомендуем выписать основные положения и периодически перечитывать их, а затем применять на практике, чтобы закрепить результат. Делитесь этой статьей в социальных сетях и оставляйте комментарии. Желаем удачи!
[Всего: 2 Средний: 5/5]Сварка автомобиля или рамы грузовика ослабляет его? Это безопасно?
Более 50% произведенных руками человека изделий, таких как автомобили, самолеты, поезда и здания, в которых мы живем, имеют фундаменты, требующие той или иной формы сварки, а иногда и каркасы. Общая прочность сварных рам вызывает сомнения, особенно после того, как рама сломана.
Сварка рамы ослабляет ее? В зависимости от того, с кем вы разговариваете, они скажут, что сварка рамы, особенно для автомобилей, ослабит ее.Однако другие люди скажут вам, что сварка рамы укрепит фундамент, но в конечном итоге это зависит от типа используемого сварного шва.
Существует несколько методов сварки, некоторые из которых обеспечивают более прочное соединение, что зависит от типа металла и основы, используемой для сварки.
Каждая техника сварки имеет свои преимущества и недостатки по сравнению с другими стилями. Все они по-своему уникальны и лучше в разных сферах.
Сварочные рамы
Сварка — это, по сути, соединение двух металлов посредством локального применения комбинации металлургических, давления и температуры.Это используется практически во всех отраслях.
Сварка — средство ремонта и изготовления металлических изделий. Дополнительный материал добавляется, чтобы обеспечить плавное соединение материалов для создания прочной связи.
Теперь сварку любой рамы автомобиля нужно проводить осторожно. Сварка более крупных коммерческих автомобилей, таких как автобусы или полуприцепы, которые едут по автомагистралям, в большинстве случаев технически незаконна. Из соображений безопасности действуют строгие правила.
После того, как какое-либо транспортное средство подверглось повторной сварке, или у него возникли проблемы с рамой, или рельсы были обрезаны, он больше не должен ездить по шоссе и должен быть зарегистрирован только как внедорожный.
Сварка широко используется в автомобилестроении. Для разных частей автомобилей существуют разные типы сварных швов.
Эти сварные швы использовались, в частности, для создания прочных соединений при соединении деталей и каркасов зданий.
Автомобильная промышленность
Наиболее распространенной отраслью, где широко используется сварка, является автомобильная промышленность.
Методы сварки, применяемые в автомобильной промышленности, включают более популярные точечную сварку сопротивлением, сварку в среде инертного металла, сварку контактным швом, сварку в среде инертного газа вольфрама, лазерную сварку, трение и плазменную дугу.
В автомобильном производстве, что касается сварки, каждый добавленный металл увеличивает вес автомобиля, что, в свою очередь, снижает топливную эффективность.
Существуют определенные методы сварки, которые уменьшают это увеличение веса. Два из этих методов включают сварку на средней частоте (MFW) и магнитно-импульсную сварку (MPW).
Ремонт рамы : Ремонт ржавой / треснувшей рамы грузовика >> Посмотрите видео ниже
Среднечастотная сварка
Среднечастотная сварка — это сварка сопротивлением. В нем используется переменный ток, который подается через инвертор для преобразования тока в частоту в более высокую, среднюю частоту и проходит через трансформатор, в котором используется сварочный пистолет.
Преимущества среднечастотного завершения сварки включают более чистый сварной шов, более эффективный и быстрый процесс сварки и больший выбор материалов.
В этой отрасли для изготовления автомобилей используется множество комбинаций сварочных технологий. Постоянно ведется поиск более легких сварных швов с более прочными зацепами для создания более экономичных транспортных средств.
Ссылки по теме: В чем разница между сваркой на переменном и постоянном токе >> Сравнение на переменном токе и постоянном токе
Магнитно-импульсная сварка (MPW)
Магнитно-импульсная сварка — это процесс, в котором используются более легкие материалы, такие как алюминий. Общая цель этого процесса — создать более легкий и экономичный автомобиль.
Компании-производители имеют большой спрос на улучшение качества этих автомобилей.
Проблема ослабленных рам
Проблемы, при которых сварные швы ослабляют рамы, возникают из-за того, что первоначальная рама трескается и подвергается повторному износу. В конечном итоге это зависит от того, насколько серьезны повреждения, вызванные трещиной, и можно ли ее отремонтировать.
Некоторые люди сваривают рамы автомобилей точечной сваркой. Это распространенный метод сварки, который, как известно, является эффективным.
Самостоятельная сварка сломанной рамы в протоколах безопасности не идеальна, но это можно сделать. Вопрос, ослабит ли он вашу раму, зависит от типа сварного шва и от того, насколько хорошо процесс выполнен.
Просто помните о законах и правилах, касающихся сварочных рам.
Ссылки по теме: 11 распространенных дефектов сварки и способы их предотвращения
Безопасно ли сваривать раму грузовика?
Если у вас старый грузовик, вероятно, что-то с ним что-то пойдет не так.
Большинство неисправных элементов, как правило, связаны с вещами под капотом и могут быть легко отремонтированы или заменены по разумной цене.
Однако, если вы заметили трещины в раме кузова вашего грузовика, решить вашу проблему будет не так просто.
Безопасно ли сваривать раму грузовика? Нет, раму грузовика сваривать небезопасно. В то время как опытные мастерские и сварщики могут эффективно отремонтировать треснувшую раму грузовика, используя методы сварки, начинающий сварщик не сможет должным образом сварить раму грузовика, что, вероятно, сделает раму более слабой в процессе.
Можно сварить потрескавшуюся и ржавую раму грузовика так, чтобы она выглядела хорошо, но это не обязательно означает, что рама безопасна, чтобы выдержать вес грузовика.
Если учесть, что грузовик может двигаться на высокой скорости, преодолевать неровности и попадать в аварию, подорванная рама может привести к серьезным последствиям, а сварочные работы не заслуживают доверия.
Распространенные проблемы в рамах грузовиков
Есть несколько общих проблем, которые возникают с рамами грузовиков, которые обычно вызваны усталостью, стрессом, плохим качеством изготовления или сочетанием всех трех.
Гибка
Изгиб — это когда рама постоянно меняет форму. Изгибы вызваны статической перегрузкой из-за слишком сильного удара грузом или удара при падении груза на грузовой кузов. Погнутые рамы часто можно увидеть в автомобильных авариях.
Растрескивание
Рамы иногда могут треснуть в результате усталости, высоких нагрузок и, во многих случаях, плохого качества изготовления. Когда трещина находится между осями, она обычно начинается на нижнем фланце, а затем движется вверх по стенке.
Хотя как погнутые, так и треснувшие рамы можно отремонтировать в автомастерских, ремонт стоит недешево, и страховые компании часто выбирают полную грузовую машину вместо того, чтобы проходить дорогой и трудоемкий процесс ремонта рамы.
Более того, даже в тех случаях, когда рама отремонтирована должным образом, многие пользователи отмечают, что автомобиль никогда не бывает прежним, с заметными различиями в характеристиках и управляемости, обнаруживаемыми водителями.
Таким образом, владельцам часто рекомендуется просто утилизировать свой грузовик на запчасти и купить новый грузовик, а не пытаться ремонтировать раму.
Связанное чтение: Недавно я написал статью, в которой более подробно описываю физические испытания сварных швов, прочтите эту статью здесь: Физические испытания сварных швов — полное руководство — разрушающие и неразрушающие
Проблемы сварки рам тележек
Сварка треснувшей рамы грузовика может показаться простым и незамысловатым решением проблем с рамой, но это гораздо больше, чем кажется на первый взгляд.
Ниже приведены некоторые распространенные проблемы, которые делают небезопасную сварку рам грузовых автомобилей:
- Отсутствие проникновения представляет угрозу безопасности. Прочная рама грузовика должна состоять из цельного куска металла. Проблема многих сварных швов, особенно тех, которые выполняются новичками, заключается в том, что они соединяются с основанием только на поверхности. Это дает мало пользы, когда рама подвергается значительным нагрузкам.
- Большинство сварщиков не обладают достаточным контролем. Чтобы правильно сварить раму грузовика, приоритет должен быть отдан контролю. Это важно не только для сварщика, но и для поддержки рамы во время процесса. Таким образом, единственные действительно эффективные сварные швы рамы грузовика выполняются на заводе-изготовителе в наиболее контролируемых условиях.
- Плохие сварные швы фактически ослабляют раму грузовика. Плохой сварной шов может привести к выходу из строя рамы грузовика, поскольку сварные рамы на 80 процентов чаще выходят из строя в месте сварки, чем рама единственной конструкции.
Что делать при сварке рамы грузовика
Несмотря на неопровержимые доказательства того, что сварка рам грузовиков, особенно тех, которые выполняются любителями как средство удобного решения проблем с рамой грузовиков, небезопасна, все равно будут некоторые, кто попытается сварить свои треснувшие рамы грузовиков. В этом случае выполните следующие действия:
- Не переходите от жесткого к гибкому в конструкции рамы. Любое резкое изменение телосложения усилится.Сужайте и смещайте арматуру, чтобы распределить ремонт по большей площади.
- Как можно точнее подбирайте стали по пределу текучести. Используйте меньший предел текучести для расчетов, чтобы дать себе максимально возможное место для ошибки, чтобы определить, сможет ли сварная рама выдержать полезную нагрузку грузовика.
- Выдвиньте арматуру минимум на удвоенную высоту рамы за сварным швом, прежде чем начинать конус. Это обеспечивает максимальную безопасность и увеличивает количество подкреплений.
- Больше стали прочнее, чем меньше стали. Проще говоря, не пытайтесь сэкономить на материалах при сварке рамы грузовика.
- Подготовьтесь к сварке как можно тщательнее. Надлежащим образом изучите все конструкции производителя и составьте полный план действий в отношении того, как должна выглядеть окончательная рама, процесс сварки, который вы планируете использовать, и каков ваш план действий в непредвиденных обстоятельствах в случае возникновения каких-либо проблем.
- Практикуйте процесс, который вы собираетесь использовать на раме грузовика, прежде чем начинать сварку. Не пытайтесь сварить раму грузовика, пока вы не будете уверены в своем процессе и достаточно опыта, чтобы выполнить сварку в реальной ситуации.
(Источник: Versa Lift East )
Проблемы при движении на сварной раме
Сварка треснувшей рамы грузовика может выглядеть хорошо, а в некоторых случаях даже может считаться «успешной». Однако есть несколько факторов, которые следует учитывать, прежде чем ставить сварную раму на дорогу.
Законность
В некоторых случаях ездить на автомобиле со сварной рамой по дорогам общего пользования просто незаконно. В разделе 49 Федерального управления безопасности автотранспортных средств (FMCSA) говорится, что «в верхней или нижней части рельсовых фланцев не должны быть просверлены отверстия, за исключением случаев, указанных производителем».
Таким образом, многие рамы транспортных средств, которые были обрезаны, сварены, просверлены, модифицированы или отремонтированы каким-либо образом, могут считаться нарушающими этот кодекс FMCSA, что делает их незаконными для использования на дорогах общего пользования и ограничивается частными, внедорожными целями. .
Если вас поймают за рулем автомобиля с неправильно сваренной рамой на шоссе, это может привести к серьезным штрафам.
Ответственность
В случае аварии, если причина кроется в послепродажной сварке рамы транспортного средства, лицо, сварившее раму, может быть привлечено к ответственности в гражданском суде.
Более того, некоторые страховые компании не будут перевозить автомобили со сварной рамой, что еще больше усложняет ситуацию в случае аварии.
Есть ли другие способы ремонта поврежденной рамы?
Как правило, , когда рама повреждается, транспортное средство становится непригодным для восстановления, , поскольку трещина, как правило, является результатом такой травмирующей силы, что транспортное средство было повреждено, или рама заржавела и разрушилась до такой степени, что трещина это только первая из многих последующих проблем с фреймами.
Некоторые специалисты в этой области предположили, что система распорок более эффективна при ремонте трещин в раме грузовика. , при этом болт и металлическая скоба используются для закрепления скомпрометированной области рамы.
Однако, как и при сварке, эта система распорок обеспечивает сомнительное усиление поврежденной рамы грузовика, и пытаться ее использовать только профессионал.
В целом, при сварке рамы грузовика следует соблюдать следующие окончательные рекомендации:
- Поскольку качественный ремонт рамы будет стоить около 10 000 долларов, стоит рассматривать только для автомобилей, достаточно новых, чтобы поддерживать более высокую стоимость.
- Сварку рамы грузового автомобиля можно доверять только профессиональным кузовным мастерским с большим опытом.
- Знайте законы своего штата относительно вождения транспортных средств с отремонтированной рамой.
Сколько стоит сварка рамы грузовика?
Рама вашего грузовика может быть повреждена по разным причинам, например, из-за усталости, стресса, ненадлежащего изготовления или аварии.
Хотя сварка рамы иногда обходится дешевле, чем замена автомобиля, вам следует подумать дважды.
Большинство профессиональных сварщиков скажут вам, что поврежденная рама грузовика может представлять потенциальную опасность для вас и других на дороге.
Если у вас погнута или треснула рама, вам следует серьезно подумать о сдаче автомобиля в слом. Из-за веса грузовика, неровностей дороги и нагрузки больших нагрузок сварные швы в раме могут быть слабыми и опасными.
Сколько стоит сварка рамы грузовика? Однако, если вы настроены на сварку рамы вашего грузовика, вы ожидаете в среднем 10 000 долларов в зависимости от серьезности повреждения.
Payscale заявляет, что средняя ставка сварщика в США составляет 18,27 долларов в час, но каждая работа, стиль сварки и материалы имеют разные цены.
Ссылки по теме: Недавно я написал статью, в которой более подробно рассказываю о заработной плате сварщиков, прочтите эту статью здесь: «Сварщики зарабатывают хорошие деньги — самые высокооплачиваемые сварочные работы»
Если вы хотите сварить раму своего грузовика, вам понадобится очень опытный сварщик, и почасовая оплата значительно увеличится.
Имейте в виду, что многие сварщики отказываются выполнять работы по сварке рамы из-за потенциальной ответственности за повреждения, связанные с повреждением сварного шва рамы.
В Федеральном управлении безопасности автотранспортных средств имеется около юридических положений. Раздел 49: Подзаголовок B: Глава III: Подраздел B: Часть 393.201 (d), касающиеся законности эксплуатации транспортных средств с болтовыми, зубчатыми или гнутыми рамами, которые запрещены. кроме как по рекомендации производителя.
Сколько стоит починить треснувшую раму грузовика?
Сколько стоит починить треснувшую раму грузовика? Трещины, вызванные ржавчиной, стоят дорого из-за времени и труда, необходимых для восстановления исправляемой области, и достигают отметки в 3000 долларов.
Однако стоимость ремонта треснувшей рамы грузовика зависит от того, в какой области возникла трещина, от степени и характера разрушения.
Переломы по линии роста волос обходятся дешевле, в то время как обширные трещины могут быть:
1) Незаконно ремонтировать и затем эксплуатировать дороги в соответствии с Федеральным управлением безопасности автотранспортных средств. Раздел 49: Подзаголовок B: Глава III: Подраздел B: Часть 393.201 (d)
2) Незаконно продавать без уведомления покупателя о ремонте рамы
3) В зависимости от характера трещины и стоимости автомобиля, может быть более безопасным и более экономичным решением сдать автомобиль в лом.
Можно ли сваривать подрамники?
Не рекомендуется приваривать проржавевшие подрамники к точкам крепления нижних рычагов подвески, так как это снизит прочность конструкции.
Подрамник транспортного средства относится к категории компонентов, подверженных высоким нагрузкам, поэтому ремонт или сварка не могут гарантировать, что рама будет иметь первоначальную прочность.
Сварщик кодированной сварки может быть достаточно квалифицированным, чтобы отремонтировать подрамник, может быть в состоянии отремонтировать область, достаточную для прохождения проверки, но затраты на такую квалифицированную работу будут высокими.
Компоненты, подверженные сильным нагрузкам, такие как подрамник, не подлежат ремонту, если коррозия уменьшила его толщину или вызвала образование отверстия или раскола.Это может поставить под угрозу себя и других на дороге.
В зависимости от серьезности повреждения подрамника ремонт такого критически важного компонента автомобиля может представлять опасность.
Может ли сварка автомобиля повредить электронику?
Может ли сварка на автомобиле повредить электронику? Простой ответ — да; сварка может повредить электронику, если сварщик не примет необходимые меры предосторожности во время сварки. Однако есть много противоречивых ответов относительно сварки на транспортных средствах и, как следствие, повреждения электроники.
Благодаря современной бортовой компьютеризованной технологии, теперь уже нелегко проводить сварку на автомобиле без повреждения электроники из-за конструкторских решений современных производителей автомобилей.
Перед тем, как приступить к ремонту, например сварке, необходимо проконсультироваться с руководством по эксплуатации и изготовителем автомобиля, прежде чем начинать любой ремонт, влияющий на электрическую систему. Как только вы это сделаете, убедитесь, что:
- Всегда отсоединяйте отрицательную клемму аккумулятора от транспортного средства, чтобы размыкать электрические цепи аккумулятора транспортного средства.Это отключение снижает риск повреждения из-за перенапряжения.
- Поместите зажим сварочного заземления как можно ближе к сварочной дуге, чтобы уменьшить электрический путь между дугой и землей.
- Отсоедините разъемы подушки безопасности под капотом автомобиля
- Вы можете отключить ЭБУ вашего автомобиля. его риски, такие как нарушение работы системы OBD2, и не рекомендуется.
Должен ли я отключать автомобильный аккумулятор во время сварки?
Убедитесь, что отрицательный аккумулятор отключен, когда вы собираетесь производить сварку на своем автомобиле.Когда отрицательный вывод отключен, контур разрывается, и оба вывода ЭБУ будут иметь одинаковое напряжение, что предотвратит повреждение от перенапряжения.
Электрический ток может вызвать повреждение ваших электрических цепей. Также убедитесь, что все модули, батареи, датчики и электрические компоненты удалены из зоны сварки.
Как проверить наличие повреждений рамы?
При покупке подержанного автомобиля или осмотре автомобиля на предмет повреждений рамы после аварии следует обратить внимание на следующие пять признаков:
- Видимые повреждения или изгиб.Посмотрите вокруг и под автомобилем на предмет складок, трещин или ржавчины.
- Автомобиль не движется по центру. Если ваш автомобиль тянет в одном направлении даже после регулировки углов установки колес, возможно, у вас повреждена рама.
- Необычные шумы. Повреждение рамы может привести к появлению странного скрипа или скрипящего шума в разных частях автомобиля.
- Неравномерный износ подвески или удары. Повреждение рамы приведет к неравномерному распределению веса, и это проявится как неравномерный износ вашего автомобиля, особенно шин.
- Другие детали не установлены заподлицо.Повреждение рамы может привести к смещению других частей вашего автомобиля, таких как двери, окна и крепления.
Как защитить бензобак при сварке рамы грузовика?
Пустые газовые баллоны содержат легковоспламеняющиеся пары и кислород.
Всегда рекомендуется проявлять особую осторожность при сварке вблизи любого легковоспламеняющегося источника. Лучше всего слить воду из бака и проложить трубу от выхлопной трубы, чтобы слить остатки газа.
Затем вам понадобится около 20 минут выхлопных газов для продувки бака, затем накройте бак, чтобы защитить пластик.В противном случае снятие бака — самый безопасный вариант, гарантирующий отсутствие открытых труб или утечек.
Связанная статья: Средства индивидуальной защиты сварщиков — СИЗ | Список и требования
Типы сварочных технологий
Контактная точечная сварка (RSW)
Принцип точечной контактной сварки основан на тепле, генерируемом за счет сопротивления обрабатываемых деталей протеканию тока при приложении давления.
Этот метод не является непрерывным из-за ограниченного количества точек, на которых детали могут перекрываться.
В этом процессе сварки используются медные электроды для проведения сварочного тока. Приложение давления обеспечивает прочную связь между деталями.
Дуговая сварка стержнем
Дуговая сварка штангой — это сварка с использованием плавящегося электрода, который дает электрический ток.
Когда электрод соприкасается с металлоконструкцией, в зазоре возникает электрическая дуга, генерирующая невероятно высокую температуру.
Эта температура достигает 6500 градусов по Фаренгейту.Это тепло плавит электрод, создавая сварной шов.
Этот вид сварки позволяет ослабить тонкие металлы. Это не было бы идеальным вариантом для сварки рам, если исходная металлическая деталь особенно тонкая. Лучше на более толстых металлах.
Работа с его сварочной техникой требует большого мастерства.
Ссылки по теме: Сварка палкой: полное руководство по SMAW, которое вам когда-либо понадобится
Сварка металлов в инертном газе (MIG)
Для сварки металлов в инертном газе используется пистолет с непрерывной подачей расходуемых электродов.В этом методе используется внешний газ для защиты сварного металла от кислорода.
Свариваемые металлы включают алюминий, магний, никель и медь. Он используется в автомобильном ремонте, производстве и робототехнике.
Контактная сварка швов
Сварка контактным швом — это тип сварки, при котором соединение выполняется постепенно по длине сварного шва. Этот процесс сварки является непрерывным и идеально подходит для сварки плотных стыков листового металла.
В автомобильной промышленности этот метод в основном используется для создания герметичных топливных баков.
Вольфрамовый инертный газ (TIG)
Сварка вольфрамом в среде инертного газа — это процесс плавления двух металлических частей без присадки или дополнительного материала. Эта техника требует большого опыта и высокого мастерства.
Этот вид сварки не подходит для ржавых или грязных материалов.
Важно понимать эти различные методы сварки, потому что, как и сварка вольфрамовым электродом в среде инертного газа, это потенциально может ослабить раму, если материал немного грубоватый и не будет тщательно очищен.
Однако TIG лучше всего подходит для авиакосмической и автомобильной промышленности, включая мотоциклы.
Лазерный луч
Технология лазерного луча имеет множество преимуществ, что делает ее популярной в автомобильной промышленности. Он отличается высокой гибкостью, низкими эксплуатационными расходами и экономией энергии, при этом обеспечивая прочную связь.
В этом методе используется тепло, выделяемое при контакте сфокусированного лазерного луча с суставом.
Есть металл определенного размера, который лучше подходит для лазерной сварки.Этот диапазон составляет 0,2-6 мм.
Сварка трением
Сварка трением — это сварка трением, при которой соединение создается приложением давления без какого-либо значительного плавления рабочих частей. .
Это твердотельный сварной шов, что означает получение тепла механическим способом. Тепло создается, когда две металлические части скользят друг относительно друга, создавая трение.
Два куска металла скрепляются друг с другом под давлением.Эта комбинация контролируется путем регулирования скорости вращения скользящих друг относительно друга деталей, времени и давления.
В автомобильной промышленности сварка трением используется для гидравлических цилиндров, поршневых штоков и клапанов двигателей.
Плазменно-дуговая сварка
Плазменная дуговая сварка очень похожа на TIG, поскольку дуга создается между вольфрамовым электродом и заготовкой. Плазменная дуга может быть отделена газовой защитой и пропущена через тонкое медное сопло, сужающее дугу.
Этот метод пригоден для работы с материалами с поверхностным загрязнением или дефектами. Недостатком этого метода сварки является то, что горелка тяжелая и затрудняет сварку.
Если вас интересуют сварочные приспособления или инструменты, просто перейдите по ссылке на нашу страницу рекомендаций, где вы можете увидеть все сварочные принадлежности, которые мы любим и используем (NO CRAP)
Источник:
http: // www.ijmer.com/papers/Vol4_Issue9/Version-4/C0409_04-1319.pdf
https://www.diychatroom.com/f46/can-i-weld-truck-frame-mig-welder-96076/
https://www.trailer-bodybuilders.com/distributors-upfitters/article/21740757/truck-frame-modifications
Сварка шасси 240Z >> Посмотрите видео ниже
Сколько стоит металлическая крыша: факторы, соображения и примеры
Неважно, покупаете ли вы пару обуви или новую металлическую крышу, это всегда больше всего важный вопрос: сколько это стоит?
Вот краткий ответ на этот вопрос: Это зависит от обстоятельств.
Мы понимаем, что это может быть не тот ответ, который вы искали, но это правда. Ни один тип металлической крыши не стоит столько же, сколько другой, и мы думаем, что было бы несправедливо объединять все различные варианты по одной цене. Вместо этого мы хотим дать вам точное и подробное объяснение:
- Какие факторы влияют на стоимость металлической крыши?
- Какие характеристики влияют на стоимость металлической кровли?
- Сколько стоит металлическая кровля?
В Sheffield Metals мы знаем, насколько важно для вас установить цену на металлическую крышу, с которой вам будет удобнее всего, поэтому мы хотим предоставить вам информацию, необходимую для совершения осознанной покупки.
Какие факторы влияют на стоимость металлической крыши?
Понимание различных переменных, влияющих на стоимость металлической кровли, поможет вам лучше определить, какой тип или стиль металлической крыши является лучшим выбором для вас или одного из ваших клиентов. Чтобы лучше понять, куда и на что уходят ваши деньги, когда вы покупаете металлическую крышу, мы разделили их на три отдельных вида затрат:
- Стоимость материалов
- Стоимость рабочей силы
- Эксплуатационные расходы
Стоимость материалов
Стоимость материалов, необходимых для проекта, составляет примерно 1/3 от общей стоимости установки металлической кровли.В эту часть общих затрат входят:
- Металлические панели
- Обшивка
- Подложка
- Принадлежности (например, зажимы, застежки, заклепки и герметик)
- Прочие различные материалы, которые могут потребоваться для завершения установки
Стоимость труда
Учет еще 1/3 стоимости металлической крыши — это сумма, которую подрядчик и / или установщик взимает за фактическую часть проекта по установке.Вот список разбивки, чтобы лучше понять, что покрывает стоимость рабочей силы:
- Количество часов, необходимых для завершения проекта
- Заработная плата сотрудников подрядчика
- Пособия и страхование сотрудников
- Налоги на заработную плату, уплачиваемые подрядчиком компания
Эти факторы не всегда конкретны и могут варьироваться в зависимости от структуры бизнеса, продолжительности проекта и сложности установки.
Операционные расходы
Наконец, последние 1/3 затрат составляют операционные расходы, которые помогают компании поддерживать бизнес и функционировать на рынке.При установке металлической крыши эта часть стоимости может покрыть:
- Аренда или коммунальные услуги здания или офиса
- Канцелярские товары, Интернет, телефоны и мебель
- Реклама и продвижение
- Транспортные средства и прицепы, необходимые для перевозки сотрудников и материалов
- Плюс расходы на топливо и страхование транспортных средств
- Оборудование или машины, используемые для профилирования, резки и сшивания панелей
- Лицензирование и обучение, требуемые промышленностью или государством
- Страхование
- Плюс покрытие для потенциальных убытки, не покрытые страховкой
- Налоги
- Прочие повседневные разные инструменты и предметы
Нет двух предприятий, которые работают одинаково или требуют одинаковой суммы денег для работы, что означает, что могут быть существенные различия в работе затраты от подрядчика к подрядчику.
Какие характеристики влияют на стоимость металлической крыши?
Не менее важно, чем то, какие факторы влияют на стоимость металлической крыши, что может повлиять, как положительно, так и отрицательно, на конечную стоимость металлической кровли, в том числе:
- Размер крыши
- Жилая и коммерческая
- Тип металлического материала
- Сведения для заказа
- Ширина
- Калибр
- Цвет
- Тип краски
- Тип шва
- Принадлежности
- Оклады
- Местоположение или где вы живете
- Размер
4
крыша? - Узнайте, какую площадь основания дома или площадь земли покрывает дом.
- Если у вас есть дом, состоящий из множества сложных форм, определите площадь отдельных форм, а затем сложите все части вместе.
- Кроме того, если вы знаете, что у вас двухэтажный дом площадью 2400 квадратных футов, вы должны использовать квадратные футы только одного уровня (1200 квадратных футов).
- Определите угол наклона крыши или высоту подъема крыши более чем на 12 дюймов. Например, если ваша крыша поднимается на 8 дюймов на каждые 12 дюймов, уклон крыши составляет 8/12. Вот фотография для справки:
- Оттуда вы умножите площадь на типичные значения коррекции уклона (они могут незначительно отличаться у разных производителей, но предлагают приблизительное значение в квадратных футах), показанные в таблице справа.
- Например: если у вас дома скат крыши 8/12 и базовая площадь дома 1200 квадратных футов, вы должны ссылаться на множитель в таблице для этого шага, или 1.202, и используйте эту формулу:
- Голая и окрашенная Galvalume (размер 24): от 0,75 до 1,25 доллара за штуку квадратный фут
- Окрашенный алюминий (.032–0,40 дюйма): от 1,05 до 1,60 доллара за квадратный фут
- Нержавеющая сталь (от 0,015 до 0,024 дюйма): от 3,00 до 8,00 долларов за квадратный фут
- Медь (от 16 унций до 24 унций) : От 4 до 8 долларов за фунт
- Цинк (от 0,7 до 1,5 мм): От 3 до 6 долларов за фунт
- Материалы премиум-класса
- Все металлы, используемые в металлических кровлях, являются приемлемыми вариантами для домовладельцев или домовладельцев, но некоторые из них прочнее других или обладают специальными качествами, из-за которых их цена выше.Например, и медь, и цинк со временем образуют защитное покрытие, называемое патиной, которое еще более устойчиво к коррозии, что является одной из причин, почему оба они стоят дороже.
- Рыночная цена
- Все перечисленные выше металлы являются товарами, то есть они повышаются и понижаются в соответствии с продажной ценой на данном рынке. Недавно произошел скачок цен на медь (вслед за Comex) и скачок цен на цинк (вслед за LME), что отразилось на ценах на металлическую кровлю.
- Кроме того, цены на сталь и алюминий могут измениться, так как есть два расследования по этим двум металлам по Разделу 232, ожидающих рассмотрения и принятия решения президентом США Дональдом Трампом.
- Наличие
- Например, сталь — распространенный сплав, производимый и используемый в инфраструктуре и строительстве, поэтому компании легко и легко могут приобрести его у отечественных или зарубежных производителей стали. То же самое и с алюминием, который является 3 rd наиболее распространенным металлом в земной коре, составляя около 8.1% от этого.
- С другой стороны, медь составляет менее 0,0007% земной коры, поэтому логично, что она продается по гораздо более высокой цене по сравнению с другими материалами.
- Количество
- Учитывая доступность в промышленности или земной коре, меньшая доступность означает меньшее количество продукции, производимой производителями. Другими словами, некоторые производители могут даже не иметь опций с цинком или медью, что является еще одним фактором, влияющим на цену.
- Unpainted Galvalume Plus (самый низкий)
- Standard
- Premium
- Metallic
- Weasted (самый высокий)
- Поливинилиденфторид (PVDF) — Эта смола состоит из около 70% ПВДФ и 30% акрила.PVDF смолы, обычно называемые Kynar 500® или Hylar 5000®, являются лучшими доступными защитными покрытиями и поэтому стоят дороже.
- Силикон-модифицированный полиэстер (SMP) — покрытия SMP, представляющие собой комбинацию полиэфирных и силиконовых материалов, на ступень ниже PVDF. SMP предлагают отличную защиту, хотя и не так хорошо, как PVDF, и имеют более низкую цену.
- Фторэтиленвиниловый эфир (FEVE) — Ниже системы окраски SMP по цене и шкале защиты находятся смолы FEVE, которые состоят из различных звеньев винилового эфира и фторолефина.
- Полиэстер — Хотя полиэстер, синтетический полимер, не является самой эффективной смолой для использования на металлической крыше или стеновых панелях для защиты от выцветания или выцветания, он стоит по самой низкой цене.
- Защелкивающийся замок
- Механический
- Тройник
- Внахлест
- Зажимы
- Специальные зажимы (дороже)
- Зажимы без инженерных разработок
- Заклепки (требуется заклепочный пистолет)
- Крепежные детали
- Подложка
- Синтетическая подстилка с механическим креплением
- Полностью приклеенная пленка и палочка
- Защита от льда и воды (самая дорогая)
- Зажимы
- Герметик и бутиловая лента
- Фломастеры для заливки
- Зона мигания — точка на крыше, где находятся дополнительные материалы, будь то листовой металл, резина или другие материалы. , добавлены для обеспечения дополнительной защиты от атмосферных воздействий. Это часто случается с впадинами, дымоходами, мансардными окнами и другими прорезями в крыше.
- Точки проникновения — Точки на крыше, где что-то проходит сквозь металл. Сюда входят вентиляционные отверстия, трубы или дымоходы.Для обеспечения водонепроницаемости в условиях гарантии многие производители часто требуют некруглых проходов для использования предварительно сваренных бордюров. При проведении торгов это может значительно поднять стоимость материала на металлической крыше.
- Общая стоимость жизни
- Например, товары и услуги стоят дороже в Нью-Йорке или Лос-Анджелесе. Анхелес, потому что стоимость жизни выше
- Стоимость рабочей силы
- Профсоюзный труд: более дорогой, но, как правило, больше внимания уделяется обучению
- Непрофсоюзный труд: менее дорогие, потенциально менее подготовленные рабочие
- Там не является конкретным доказательством того, что профсоюзы или подрядчики, не входящие в профсоюзы, лучше, чем другие, поэтому просто проведите свое исследование и запросите рекомендации заранее, чтобы избежать любых потенциальных проблем с металлической крышей
- Известные региональные производители в этой области
- Количество передвижных профилегибочных машин в регионе
- Откуда поступают материалы
- Например, большинство сталелитейных заводов расположены на территории восточное побережье Ю.S. Если вы живете на западном побережье, это может стоить дороже, потому что катушки / листы требуют дополнительной доставки.
- Пользовательский цвет
- Это тот, который действительно зависит от выбора цвета и количества. Например, пользовательский цвет земного тона — это небольшое увеличение, потому что компании по производству красок легче развиваться. Нестандартный или яркий нестандартный цвет испытает самый высокий скачок цены, особенно если требуется небольшое количество.
- Имейте в виду: некоторые производители ограничивают свои гарантии на краски индивидуальными цветами. Обязательно спросите перед покупкой.
- Индивидуальные оклады
- Если необходимо изготовить и установить специальные оклады, например, специальные башмаки для труб или долины, может взиматься дополнительная плата.
- Тип рулона / металла
- Размер / характеристики
- Геометрия крыши
- Тип шва или профиля
- Географическое положение (стоимость жизни)
- Жилой и коммерческий
- Аксессуары
- Цвета и отделка
- Технические требования
- Профиль: 1.5 ”FF Snaplock с стоячим швом
- Цвет: стандартный (средняя бронза)
- Размер конструкции: 2500 квадратных футов
- Местоположение: Средний Запад (подрядчик, не являющийся профсоюзом)
- Котировочная цена: от 5 до 8 долларов за квадратный фут
- Катушка: 24 калибра Galvalume
- Профиль: Snaplock Standing Seam
- Цвет: Стандартный
- Размер конструкции: 5000 квадратных футов
- Местоположение: Лос-Анджелес, Калифорния подрядчик)
- Заявленная цена: 7 долларов США.От 50 до 10,00 долларов за квадратный фут
- Катушка: Galvalume 24 калибра
- Профиль: 1,5 дюйма Snaplock Постоянный шов
- Цвет: Премиум (Regal Blue)
- Размер структуры : 3000 квадратных футов
- Местоположение: Кливленд, Огайо (подрядчик, не являющийся членом профсоюзов)
- Заявленная цена: от 7,00 до 9,00 долларов за квадратный фут
- Катушка: калибр 24 Galvalume
- Профиль: Snaplock Standing Seam
- Цвет: Стандартный
- Размер конструкции: 5000 квадратных футов
- Расположение: Палм-Спрингс, Калифорния (подрядчик, не входящий в профсоюз)
- Ценовая цена: 9 долларовОт 00 до 16,00 долларов за квадратный фут
- Катушка: SMP
- калибра 29 Профиль: Открытый крепеж
- Цвет: 9014 грин
- Размер конструкции: 4000 квадратных футов
- Местоположение: Средний Запад (подрядчик, не являющийся профсоюзом)
- Цена: от 2,50 до 3,50 долларов за квадратный фут
- Катушка: от 26 до 29 SMP
- Профиль: гофрированная панель 7/8 дюйма
- Цвет: стандартный
- Размер конструкции: 7500 квадратных футов
- Местоположение: Калифорния (подрядчик, не входящий в профсоюз)
- Цена: 5 долларов США.От 00 до 8,00 долларов за квадратный фут
- Змеевик: SMP 29 калибра
- Профиль: Открытая застежка
- Цвет: Стандартный (вечнозеленый)
- Размер конструкции: 2000 квадратных футов
- Местоположение: Центральный Огайо (подрядчик, не входящий в профсоюз)
- Цена: от 2,50 до 3,50 долларов за квадратный фут
- Прямоугольные и круглые металлические трубы
- Барабаны стальные
- Топливные баки
- Другие изделия, для которых требуются прямые или изогнутые сварные швы
- Строительство и инфраструктура
- Транспорт
- Потребительские товары длительного пользования
- Устранение чистовой обработки
- Удаление присадочного материала
- Повышенная прочность, гибкость и стабильность суставов
- Частота следования лазерных импульсов
- Скорость линейного перемещения детали
- Процент перекрытия точек
- Частота следования импульсов
- Диаметр фокусируемого пятна
- Эпоксидный шов можно использовать на внутренних и внешних бетонных плитах и фундаментных стенах
- Эпоксидный сварной шов обеспечивает постоянное и долговечное решение
- Эпоксидный шов заполняет и герметизирует фундамент бетонных плит и фундаментные стены
- AVC Контроль длины дуги
- Система подачи холодной проволоки
- Управление сварочным генератором
- Сварочная камера Xiris Arc View
- Болт на размер базовой конструкции стояка
- Оснастка для кровати из меди, нержавеющей или алюминиевой стали
- Кончики пальцев с непрерывным зажимом
- Отслеживание шва через дугу
- Контроллер системы контроля дуги CWT
- Слишком много других вариантов, позвоните нам!
- Доступны индивидуальные закаточные системы MITUSA
- DTS-S12 1 фут. Цифровая закаточная машина для сварки TIG GTAW, 12 дюймов
- DTS-S24 2 фута. Цифровая закаточная машина TIG GTAW, 24 дюйма
- DTS-S36 3 фута.Цифровая закаточная машина TIG GTAW 36 «
- DTS-S48 4-футовая цифровая закаточная машина для сварки TIG GTAW, 48 дюймов
- DTS-S60 5-футовая цифровая закаточная машина для сварки TIG GTAW, 60 дюймов
- DTS-S72 6 футов. Цифровая закаточная машина TIG GTAW, 72 дюйма
- DTS-S84 7 футов. Цифровая закаточная машина для сварки TIG GTAW, 84 дюйма
- DTS-S96 8 футов. Цифровая закаточная машина для сварки TIG GTAW, 96 дюймов
- DTS-S120 10 футов. Цифровая закаточная машина TIG GTAW, 120 дюймов
- DTS-S144 12 футов. Цифровая закаточная машина TIG GTAW 144 «
- Доступны специальные закаточные системы DTS
Как вы, наверное, уже догадались, стоимость выполнения кровельных работ зависит от размера крыши (измеряется в квадратных футах).Если вам нужна помощь в вычислении площади в квадратных футах скатной крыши, которая отличается от площади плоского основания дома, следуйте этим инструкциям:
Площадь основания квадратных футов x множитель уклона крыши = квадратные футы кровли
1200 (квадратные футы) x 1,202 = 1442,4 квадратных футов кровли
Коммерческий или жилой проект?
Как правило, коммерческие проекты металлических кровель обычно обходятся дороже, чем проекты металлических крыш для жилых домов, из-за того, что на коммерческие здания требуется больше материалов, времени, техники и рабочей силы.
Какой металлический материал используется?
Тип металла влияет на окончательную цену, так как некоторые металлы стоят дороже, а некоторые — значительно дешевле.В рамках этой темы мы сосредоточимся на пяти наиболее распространенных металлических материалах: Galvalume, алюминий, медь, цинк и нержавеющая сталь.
Что касается цен на рулоны металла и листовое сырье, то они могут немного отличаться. Вот средние диапазоны цен только для катушки без учета установки, другой толщины, отделки, цвета, расположения или специальных заказов :
Диапазоны цен отличаются друг от друга по ряду причин, например:
Каковы особенности заказа?
Привлекательной чертой металлочерепицы является количество доступных покупателям вариантов на выбор. В то же время, некоторые из этих опций в котировке или ордере могут вызвать колебания цены в любом направлении.
Ширина
Металлические рулоны и листы обычно бывают различной стандартной ширины (от 48 до 16 дюймов), которые производители обрезают без дополнительной оплаты. Если заказчику или покупателю потребуется рулон или листы нестандартной или нестандартной ширины, это может привести к повышению цены.
Калибр
Калибр или толщина металла также определенно влияет на стоимость. Чем толще металл, тем выше будет цена. (Для справки: чем выше номер датчика, тем тоньше металл, и наоборот.)
Цвет
Вы когда-нибудь были в автосалоне и замечали, что некоторые автомобили дороже только из-за цвета? То же самое относится и к металлической кровле. Некоторые цвета сложнее разрабатывать для компаний по производству красок, некоторые требуют добавления дополнительных материалов, а некоторым может потребоваться один или несколько слоев; все это может увеличить цену.
Например, в Sheffield Metals у нас есть пять различных уровней цен, которые применяются к нашим стандартным продуктам Kynar 24 калибра:
Тип краски
Идти вместе с цветом краски — это тип системы окраски, используемый для покрытия змеевика, цена которого может колебаться в обоих направлениях:
Тип шва
Существует четыре основных типа шва, используемых для соединения панелей в металлической кровле:
Из четырех швов с защелкой и внахлест самые простые в установке.С помощью системы защелкивания края панели скручиваются, чтобы соединиться без механического сшивания, что сокращает трудозатраты и снижает затраты. В случае швов внахлест концы панелей на самом деле никогда не соединяются друг с другом, так как края перекрываются и затем прикрепляются к деке через верх панели.
Более трудоемкие и, следовательно, более дорогие варианты шва — это механический шов или тройник. В обоих случаях требуется ручной или механический закаточный станок, который загибает края, чтобы соединить панели вместе.
Принадлежности
Принадлежности — это детали и детали, необходимые для обеспечения максимальной производительности металлической крыши. Для большинства аксессуаров существует множество различных вариантов, стоимость которых может увеличиваться или уменьшаться в зависимости от типа. Вот краткий перечень различных типов, и если один из вариантов будет дороже:
Еще один фактор, который может повлиять на стоимость, — это количество мигающих зон и / или точек проникновения на крыше.Чтобы различать их, просто знайте, что все точки проникновения являются зонами мигания, но не все зоны мигания являются точками проникновения:
Эти сценарии требуют, чтобы установщики выполняли сверхточные надрезы в материалах или устанавливали дополнительные материалы, такие как кожух трубы или листовой металл, или и то, и другое. Это, вероятно, увеличит стоимость металлической кровли.
Где вы живете?
Вы можете спросить себя: почему стоимость металлической крыши может меняться в зависимости от местоположения?
Точно так же, как стоимость дома меняется в зависимости от города, штата или даже страны, не каждый продукт стоит одинаково везде, куда бы вы ни пошли.При этом существует несколько факторов, влияющих на то, почему металлическая крыша может быть выше или ниже в зависимости от вашего местоположения:
Нужно ли что-нибудь настраивать?
Как и большинство продуктов, настройка обычно требует затрат. Это включает:
Сколько стоит металлическая крыша?
Для нас лучший способ объяснить, сколько будет стоить настоящая металлическая крыша, — это указать цены на реальные проекты металлических кровель, которые были завершены.Имейте в виду, что эти цены относятся к одному проекту с учетом его индивидуальных характеристик.
Хотя эти ценовые диапазоны хорошо отражают стоимость установки металлической кровли, цены все равно будут варьироваться в зависимости от:
Стоимость и цены металлической кровли со стоячим фальцем
ПРИМЕР ЦЕНЫ № 1 — Жилой проект
- : 24 калибр Galvalume
ПРИМЕР ЦЕНЫ № 2 — Жилой проект
ПРИМЕР ЦЕНЫ № 3 — Коммерческий проект
ПРИМЕР ЦЕНЫ № 4 — Коммерческий проект
Цены на металлические кровельные элементы на открытые крепежные детали
ПРИМЕР ЦЕНЫ № 1 — Жилой проект
ПРИМЕР ЦЕНЫ № 2 — Сельскохозяйственный проект
ПРИМЕР ЦЕНЫ № 3 — Коммерческий проект
Последние мысли о стоимости металлической крыши
На стоимость строительства металлическая крыша, поэтому мы понимаем, что временами она может быть непосильной.Лучший совет, который мы можем вам дать: Будьте реалистичны и помните о своем бюджете . Вы всегда хотите получить максимальную отдачу от своих денег, но также не хотите тратить деньги, которых у вас нет, поэтому установите цену и постарайтесь придерживаться ее.
Помните: если вы когда-нибудь захотите узнать больше о стоимости металлической кровли, поговорите с производителем, у которого вы покупаете. Они смогут пролить свет на то, почему один или несколько вариантов могут изменить стоимость.
В Sheffield Metals мы готовы ответить на ваши вопросы и помочь выбрать лучшую металлическую крышу, соответствующую вашему бюджету.
Чтобы назначить консультацию или поговорить с одним из наших компетентных специалистов по металлической кровле, свяжитесь с нами сегодня!
PHMSA: Связь с заинтересованными сторонами — производственный процесс
Обзор:
Производство стальных труб датируется началом 1800-х годов. Изначально трубу изготавливали вручную — нагреванием, гибкой, притиркой и сколачиванием кромок. Первый автоматизированный процесс производства труб был внедрен в 1812 году в Англии. С тех пор производственные процессы постоянно улучшались.Ниже описаны некоторые популярные технологии изготовления труб.
Сварка внахлест
Использование сварки внахлест для производства труб было введено в начале 1920-х годов. Хотя этот метод больше не используется, некоторые трубы, которые были изготовлены с использованием процесса сварки внахлест, все еще используются.
В процессе сварки внахлест сталь нагревали в печи, а затем прокатывали в форме цилиндра. Затем края стальной пластины были «скошены». Зачистка включает наложение внутреннего края стальной пластины и сужающегося края противоположной стороны пластины.Затем шов сваривали с помощью сварочного шара, и нагретую трубу пропускали между роликами, которые сжимали шов, создавая соединение.
Сварные швы, полученные сваркой внахлест, не так надежны, как швы, полученные более современными методами. Американское общество инженеров-механиков (ASME) разработало уравнение для расчета допустимого рабочего давления трубы в зависимости от типа производственного процесса. Это уравнение включает переменную, известную как «коэффициент соединения», которая основана на типе сварного шва, используемого для создания шва трубы.Коэффициент соединения бесшовных труб равен 1,0. Труба, сваренная внахлест, имеет коэффициент соединения 0,6.
Труба электросварная сопротивлением
Труба, сваренная сопротивлением (ВСВ), изготавливается путем холодной штамповки стального листа цилиндрической формы. Затем между двумя краями стали пропускается ток для нагрева стали до точки, в которой края прижимаются друг к другу, образуя соединение без использования сварочного присадочного материала. Первоначально в этом производственном процессе использовались низкочастотные A.C. ток для нагрева кромок. Этот низкочастотный процесс использовался с 1920-х по 1970 год. В 1970 году низкочастотный процесс был заменен высокочастотным процессом ERW, который обеспечил более качественный сварной шов.
Со временем было обнаружено, что сварные швы низкочастотных ВПВ-труб подвержены избирательной коррозии швов, трещинам в виде крючков и недостаточному склеиванию швов, поэтому низкочастотные ВПВ больше не используются для производства труб. Высокочастотный процесс все еще используется для производства труб для строительства новых трубопроводов.
Труба, сваренная оплавлением оплавлением
Труба, сваренная оплавлением, производилась в 1927 году. Сварка оплавлением выполнялась путем придания стальному листу цилиндрической формы. Кромки нагревали до полурасплавления, затем прижимали друг к другу, пока расплавленная сталь не вытеснялась из стыка и не образовывала валик. Как и низкочастотная труба для ВПВ, швы трубы, сваренной оплавлением, подвержены коррозии и трещинам от крюка, но в меньшей степени, чем трубы ВПВ. Трубы этого типа также подвержены отказам из-за твердых участков в листовой стали.Поскольку большая часть труб, сваренных оплавлением, была произведена одним производителем, считается, что эти твердые участки возникли из-за случайной закалки стали во время производственного процесса, используемого этим конкретным производителем. Сварка оплавлением больше не используется для производства труб.
Труба, сваренная двойной дуговой сваркой под флюсом (DSAW)
Подобно другим процессам производства труб, производство труб с двойной дуговой сваркой под флюсом включает сначала формование стальных пластин цилиндрической формы.Края прокатанного листа сформированы так, что на внутренней и внешней поверхностях в месте шва образуются V-образные канавки. Затем трубный шов сваривается за один проход дуговой сваркой на внутренней и внешней поверхностях (следовательно, с двойной погружением под флюсом). Сварочная дуга погружена под флюс.
Преимущество этого процесса в том, что сварные швы проникают на 100% стенки трубы и обеспечивают очень прочное соединение материала трубы.
Бесшовная труба
Бесшовные трубы производятся с 1800-х годов.Хотя процесс развивался, некоторые элементы остались прежними. Бесшовная труба изготавливается путем прошивки горячей круглой стальной заготовки оправкой. Затем полая сталь прокатывается и растягивается для достижения желаемой длины и диаметра. Основное преимущество бесшовных труб — исключение дефектов швов; однако стоимость изготовления больше.
Ранние бесшовные трубы были подвержены дефектам, вызванным примесями в стали. По мере совершенствования технологии производства стали эти дефекты были уменьшены, но полностью устранены не были.Хотя кажется, что бесшовная труба была бы предпочтительнее формованной трубы, сваренной швом, возможность улучшения желаемых характеристик трубы ограничена. По этой причине в настоящее время доступны бесшовные трубы с более низкими сортами и толщиной стенки, чем сварные трубы.
Заключение
Постоянное совершенствование материалов и технологий сварки привело к значительному повышению надежности труб. Однако, как уже упоминалось, все еще используются трубы, подверженные коррозии и дефектам, связанным со швом.Эти дефекты выявляются посредством оценки целостности и устраняются при обнаружении.
Производимая сегодня труба подлежит неразрушающим испытаниям, таким как ультразвуковой и рентгеновский контроль, а также опрессовке. Каждый отдельный участок трубы должен быть испытан производителем под давлением, а новые трубопроводы также испытываются под давлением в процессе строительства.
Дата редакции: 12012011
Проектирование и изготовление сварных швов в центре внимания
Шовная сварка набирает обороты в производстве листового металла.В больших и малых цехах применяется сварка контактным швом, лазерная сварка швов, а может быть и то и другое. И еще больше людей ищут услуги по контрактной сварке.
Что делает сварку швов звездой во многих проектах по производству листового металла?
Услуги по проектированию и изготовлению сварных швов
Используется для шовной сварки:
Шовные сварные швы особенно хорошо подходят для создания соединений, которые должны быть газонепроницаемыми или непроницаемыми для жидкости.
С введением в процесс лазерной технологии область применения расширилась до производства изделий от радарных компонентов до датчиков и корпусов для инсулиновых помп .
Одна из причин, по которой шовная сварка так полезна при производстве листового металла, заключается в том, что в результате получается соединение, которое может быть прочнее, чем металл, из которого он сформирован. Это означает, что конечная продукция более прочная и надежная .
Как работает сварной шов?
Это зависит от того, является ли предметом контактная сварка или лазерная сварка.Хотя конечный результат почти такой же, методы различаются.
Выполняется сварной шов для соединения стыковых поверхностей двух деталей из одинаковых металлов. «Файинг» относится к поверхностям, которые соприкасаются в стыке.
Процесс контактной шовной сварки может быть непрерывным или прерывистым. В непрерывном режиме машина выполняет точечную сварку внахлест, в результате чего сварной шов является герметичным для жидкости и газа. В прерывистом режиме между сварными швами остается зазор, а шов негерметичен.
Как ваш производитель выполняет сварку контактным швом?
Здесь мы поговорим немного о технических деталях. Для сварки контактным швом требуются два электрода, обычно из меди. Соединение листового металла формируется, когда металл проходит между обычно дискообразными электродами, которые создают давление и ток для выполнения работы. Полученное соединение называется сварным швом сопротивлением качению или негерметичным швом.
Прочные швы, сформированные контактной сваркой, используются во многих изделиях.Рынки, на которых обычно используются для контактной сварки сопротивлением, включают :
.Как насчет лазерной шовной сварки?
Лазерная сварка листового металла швом пользуется успехом благодаря важным преимуществам, которые предлагает , в том числе:
Шовная сварка лазером отличается от контактной шовной сварки тем, что с ее помощью выполняются только герметичные швы.Для формирования сварного шва материал перемещается под головкой лазерной фокусировки. Это звучит просто, но есть несколько важных моментов, которые необходимо учесть перед тем, как начнется сварка.
Например, операторы должны определить правильные параметры для выполняемой работы, в том числе:
С другой стороны, знание всех этих технических деталей дает производителям возможность выйти на новые рынки, а это всегда хорошо.
Для шовной сварки, будущее выглядит ярким
Шовная сварка перспективна не только для производителей, но и для проектировщиков. Это дает им более широкий выбор и более экономичных способов удовлетворить широкий спектр требований.
Чтобы узнать больше о контактной сварке и лазерной сварке, обратитесь к производителю. Чтобы узнать больше о том, что должно входить в конструкцию точечной сварки, щелкните здесь.
( Примечание редактора: Эта статья была первоначально опубликована в августе 2018 года и недавно была обновлена)
Welding — это альтернатива шитью для отделки тканей с цифровой печатью.
Мелисса Донован
Сварка — это альтернатива шитью для отделки тканей с цифровой печатью. Для тех, кто не знаком с работой на промышленной швейной машине, доступна опция сварки. Его часто используют для отделки виниловых баннеров, поэтому многие производственные предприятия или типографии могут уже иметь опыт использования такого устройства.
Решение использовать сварку по сравнению с альтернативными методами зависит от области применения, конечного использования и пользователя. Существуют также разные типы сварочных процессов, хотя одни методы более подходят для ткани, чем другие.По мере того как цифровая печать на ткани набирает популярность, сварочные аппараты меняются и адаптируются к новейшим тенденциям.
Вверху: ткань, обработанная сварочными аппаратами Matic Ares, которые доступны в США через Media One.
Зачем нужна сварка
Сварочное устройство используется для отделки ткани по многим причинам. В то время как швейные машины или закаточные машины являются идеальным решением для отделки, сварочный аппарат обеспечивает долговечность и меньшее количество отходов материала, обеспечивая при этом чистый и отполированный конечный продукт.
По словам Кристины Лефевр, регионального менеджера по продажам, NA, Matic S.A., сварная ткань эстетична, особенно по сравнению с шитьем. «На отпечатке нет строчки. Какое бы изображение ни было напечатано, сварной шов никак не повлияет на сообщение. Это незаметно. Сварка создает плоское однородное соединение между двумя слоями ткани. Кроме того, когда ткань развешивается, рюшей нет, поэтому распечатанное изображение не искажается складками.”
«При сварке операторам больше не нужно пытаться подогнать резьбу или беспокоиться о гниении резьбы, когда они подвешены на улице. Сварка обеспечивает высококачественный шов, который можно использовать на открытом воздухе. Некоторые из самых больших рекламных щитов в мире сварены », — делится Жаннетт Хендриксон, менеджер по маркетингу Miller Weldmaster.
Трейси Эвлинг, управляющий директор JTE Machine Systems, Inc., перечисляет преимущества, включая более низкую стоимость рабочей силы, отсутствие ослабления — прокалывания — материала на шве и снижение стоимости материалов — отсутствие необходимости в резьбе.«Во многих случаях количество используемой ткани может быть уменьшено, поскольку для шва обычно требуется загнутый край, а сварной шов — не обязательно», — продолжает она.
По сравнению с другими технологиями, связанными с отделкой ткани, сварщик не так сильно зависит от уровня опыта пользователя, полагают Род Батлер, менеджер бизнес-подразделения Sani USA, и Паскаль Смитс, инженер по продажам, Asco BV.
Важно отметить, что некоторые типы тканей более поддаются сварке, чем другие. «Большинство полиэфирных тканей, нетканых материалов и некоторые материалы типа Тайвек можно сваривать ультразвуком.Все материалы без подложки и с покрытием из ПВХ / ПУ можно сваривать с помощью радиочастотной (RF) сварки. Акрил и нейлон без покрытия плохо поддаются сварке. Настоящая силиконовая или силиконовая краевая графика не из ПВХ не поддается сварке. Хлопок не сваривается без ленты », — рекомендует Эвлинг.
Различия в технологиях
Различные технологии сварки включают ультразвуковую сварку, сварку горячим воздухом или клин, а также импульс.
Хендриксон говорит, что у каждого из них есть свои преимущества в зависимости от области применения. «По нашему опыту, ультразвук обычно используется для более легких тканей и деликатных тканей.Импульс — это статическая полоса, которая движется вверх и вниз, когда гриф касается внешней поверхности; он может оставить блеск на изображении и не всегда дает желаемый вид. И сварка горячим воздухом, и горячая клинья используют технологию, которая помещает тепло между швами, оставляя нетронутым внешний отпечаток и обеспечивая наилучший вид швов для баннеров », — предлагает она.
Лефевр утверждает, что нет никаких возможных травм или вреда, которые могут возникнуть в результате использования импульсного сварочного аппарата. «Электроды не остаются горячими на ощупь после завершения сварки, и аппарат не выделяет никаких вредных веществ.”
«Импульсная сварка позволяет точно определять температуру и определять место приложения тепла. Кроме того, он менее шумный и недорогой », — соглашаются Батлер и Смитс.
Ультразвуковая технология лучше всего подходит для полиэфирных тканей, обычно используемых в цифровой печати, — советует Эвлинг. «При правильных настройках и инструментах ультразвуковая сварка может быть очень быстрой и простой, без необходимости использования ленты или специальных материалов. При ультразвуковой сварке расплав создается внутри самого материала в результате высокочастотной вибрации металлических поверхностей над и под материалом, в результате чего термопласт плавится и сплавляется в течение нескольких секунд », — продолжает она.
Идеально подходит для ткани
Несмотря на то, что существует ряд технологий сварки, некоторые из них больше подходят для изготовления баннеров, чем для ткани. Вот некоторые из лучших устройств, предназначенных для сварки тканей с цифровой печатью.
DAP America, Inc. распространяет сварочные аппараты Pfaff Industrial в Северной Америке. Pfaff 8320 запрограммирован как аппарат для сварки горячим клином или горячим воздухом. Сменный вертлюг позволяет трансформировать его из горячего воздуха в горячий клин и обратно. Все параметры контролируются электронным способом: одна встроенная панель управления контролирует температуру термосваривания, поток воздуха, давление роликов и два двигателя для верхнего и нижнего роликов.
Fiab 900 — это стандартное высокочастотное устройство Fiab, предназначенное для работы с различными материалами. Особенности включают в себя лазеры, облегчающие работу с тканями, систему вакуумного стола, нанесение ленты на сварные швы, дистанционное управление и боковые платформы. Существует пять версий Fiab 900, все с разной выходной мощностью и сварочной поверхностью.
Forsstrom High Frequency AB предлагает высокочастотный сварочный аппарат TX 200-500. Его можно использовать как автономное устройство или как дополнение к более крупной системе сварочных аппаратов.Доступ к машине с трех сторон позволяет оптимизировать погрузочно-разгрузочные работы.
JTE Sonic Bar Welder сваривает ткани с цифровой графикой короткими прямыми швами за секунды. Он использует ультразвуковую частоту для сваривания тканей без складок, в том числе перерабатываемых тканей с полиэфирами и акрилом без покрытия.
Стандартный РЧ сварочный аппарат на гусеничном ходу и тележкеKabar Manufacturing Corporation мощностью 20 кВт идеально подходит для отделки тканей с цифровой печатью. Он имеет импульсную герметизирующую способность. Обычно заполняемые приложения включают навесы, рекламные щиты и баннеры.
Leister Technologies LLC предлагает Seamtek 900 AT. Многорычажная система гарантирует гибкость между несколькими приложениями. Он производит сварные швы внахлест, кромки, открытые кромки, сварные швы труб и ленточные сварные швы. Тестовый режим позволяет быстро определять параметры. Направляющие позволяют легко использовать Seamtek 900 AT даже неопытному пользователю.
Media One занимается распространением сварочных аппаратов Matic Ares и Ares Plus. Оба имеют параметры охлаждения, которые позволяют электродам оставаться в контакте с тканью после периода сварки.По словам Лефевра, это действует как глажка и предотвращает коробление и складки ткани. Все сварочные аппараты полностью программируются, что означает, что оператор может установить определенные элементы управления только для ткани.
Miller Weldmaster’s Digitran идеально подходит для отделки тканей с цифровой печатью. Это универсальное решение для шитья и сварки. Транспортная система, синхронизированная со швейной машиной, обеспечивает точное перемещение материала. В устройстве используется прочная швейная машина с высоким свинцом, обеспечивающая максимальное время безотказной работы, с простым в использовании сенсорным управлением.Он сконфигурирован для обработки нескольких швов и с приводным роликом для работы любого размера.
Sani USA продает сварочные аппараты Asco в США. Компания производит аппараты для импульсной сварки размером до 24 футов. Его модели включают автоматическое складывание и сварку карманов, автоматическое сшивание панелей, невидимую сварку, а также регистрацию данных и интеграцию программного обеспечения ERP.
Supply55, Inc. предлагает систему для сварки баннеров BannerPRO, предназначенную для подгибки втулок, карманов для столбов и изготовления вывесок с карманами.Прочная, полностью стальная конструкция позволяет освободить руки при нажатии на педаль. Твердотельный электронный таймер всегда обеспечивает стабильную сварку.
On Point
Тенденции в этом сегменте рынка влияют на новейшие версии сварочных аппаратов. По мере того, как ткань с цифровой печатью становится все более популярной, оборудование для отделки готово быстро справиться с потоком запросов на работу.
Например, такие модели, как Matic Ares Plus, включают устройство Turbo, которое дает дополнительный импульс, сокращая время сварки вдвое по сравнению с обычными электродами.«Сейчас принтеры работают настолько быстро, что окончательная обработка является узким местом», — добавляет Лефевр.
Хендриксон соглашается, ссылаясь на крупных клиентов, которым нужно закончить тысячи баннеров и которым нужны решения, которые устранят все их узкие места при окончательной отделке. «Таким образом, они ищут автоматизацию, которая может обработать стороны баннеров, включая люверсы и обрезать баннеры по размеру», — говорит она.
Введение в приложения влияет на работу сварщика. Одним из таких факторов Evling считает графические системы с силиконовым краем.«Теперь их кромки обычно изготавливаются из ПВХ и отлично подходят для сварки», — делится она.
«Мы сталкиваемся с более широким спектром цифрового текстиля и тканей, на которых можно печатать благодаря УФ-технологиям. Например, большинство рекламных щитов теперь целиком из полиэтилена. Полиэтилен хорошо подходит для сварки горячим воздухом », — поясняет Хендриксон.
Отделочная ткань
Сварка — идеальная альтернатива шитью для отделки тканей с цифровой печатью.Не знаком или не готов вкладывать деньги в швейную машину, сварщик — хороший вариант. Он не только долговечен, но и позволяет сэкономить на трудовых и материальных затратах. Ряд сварщиков доступен для работы с тканями с цифровой печатью, обязательно проведите комплексную проверку перед покупкой, поскольку некоторые из них предназначены для баннеров и более прочных виниловых материалов.
ноябрь 2017, Industrial Print Magazine
Оливия Кахун
Ремонт сварки стежком эпоксидной смолы, впрыски фонда эпоксидной смолы NC & SC
Foundation Repair Services занимается ремонтом бетонных фундаментов с 2004 года.Мы обнаружили, что один из способов успешного ремонта трещин в бетонном фундаменте — это сшить их вместе эпоксидной смолой. Или залейте эпоксидную смолу в трещины фундамента, чтобы укрепить бетон и восстановить структурную целостность. Узнайте, почему мы рекомендуем сварку эпоксидным швом.
Преимущества
Стежковая сварка и инъекция эпоксидной смолы для трещин в фундаменте
Эпоксидная сварка и инъекция эпоксидной смолы или (эпоксидные сварные швы) могут помочь стабилизировать и отремонтировать бетонный фундамент, который потрескался из-за сдвига почвы, факторов растяжения или сжатия, что является обязательным для строителей планирует провести дополнительные работы на коммерческих и промышленных зданиях.
Процесс эпоксидной сварки
Эпоксидные сварные швы включают инъекции эпоксидной смолы для ремонта фундамента и его отверждение после того, как фундамент здания выровнен и стабилизирован. Эта инъекция эпоксидной смолы заполняет, сваривает и герметизирует трещину, чтобы устранить повреждение и предотвратить дальнейшее повреждение фундамента. Этот прием можно использовать на фундаментных стенах и плитах.
Эпоксидная сварка швом
Эпоксидная сварка швом используется для ремонта больших трещин в фундаменте, требующих дополнительной поддержки.Во время этой процедуры используются специально разработанные металлические скобы, скобы арматуры или полосы из углеродного волокна для укрепления трещины и области вокруг трещины после того, как место было надлежащим образом очищено и подготовлено. Затем в трещину вводят эпоксидную смолу и дают ей застыть.
Обратитесь в службу ремонта фундамента для ремонта трещин эпоксидной смолы
Здесь, в Службе ремонта фундамента, мы можем оценить фундамент вашего здания и порекомендовать решение для стабилизации и выравнивания фундамента и устранения любых трещин, чтобы вы могли завершить остальную часть вашего проекта вовремя. и в рамках бюджета.
Мы являемся лучшим поставщиком услуг по ремонту сварными швами в Шарлотте, Северная Каролина, и наш опыт помог многим клиентам. Благодаря нашему обширному опыту и обширным возможностям, к нам обращались как строители, так и владельцы коммерческой и жилой недвижимости. Независимо от того, какой тип фундамента вам нужен, мы все сделаем за вас.
Вы находитесь за пределами Шарлотты? Мы также обслуживаем остальную часть Северной Каролины, Южной Каролины, Джорджии, Теннесси и Вирджинии.
Чтобы узнать больше о наших услугах по ремонту трещин в эпоксидном фундаменте или назначить встречу для оценки ремонта вашего бетонного фундамента, свяжитесь с нами сегодня!
Позвольте нам управлять вашим проектом фонда
Записаться на прием
Шарлотта: 704-545-0206 | Эшвилл: 828-274-2101 | Южная Каролина: 803-802-2477
DTS — Digital Seamer Design Аппарат для сварки швов TIG
Аппараты для автоматической сварки швов TIG.Интегрированное программируемое оборудование для линейной сварки швов
DTS Digital TIG Seamer System разработана как доступная полностью программируемая система для шовной сварки. Эта укомплектованная машина для сварки швов используется для сварки швов на цилиндрах, конусах, коробках, листах из нержавеющей стали, трубах или сильфонах. Автоматизированное оборудование для сварки швов на любой бюджет.
Одиночная кнопка запускает процесс последовательной сварки швов.Простое управление оператором сварщика и закаточной машины. От начала механизированного процесса сварки до остановки и отвода горелки каретка с линейным перемещением балки возвращается домой, готовая к следующей детали.
Рентабельная (TIG) система GTAW-закаточной машины DTS не похожа ни на одну другую автоматическую систему для шовной сварки TIG на рынке сегодня. Эта укомплектованная система сварки продольным швом представляет собой экономичную полностью интегрированную систему линейной сварки боковых балок рельсов.
Идеально подходит для тонких высоколегированных металлов, таких как сильфоны, где наклон тока вверх и вниз является критическим в начале и в конце процесса сварки швов.Все обрабатывается напрямую через элемент управления DTS. После загрузки детали оператор может просто нажать одну кнопку, чтобы запустить и остановить весь процесс зажима, перемещения и сварки с помощью нашего контроллера последовательности сварки DTS.
Цифровая автоматическая система шовной сваркиMITUSA подойдет для всех цехов, которым необходимо производить шовную сварку листовых листов, цилиндров, конусов и всех уникальных приложений для дуговой сварки GTAW (TIG).
Наш DTS использует подключение с одним входным кабелем питания.Для автоматической системы сварки швов требуется один входной кабель 220/440 В. Один кабель обеспечивает работу системы DTS Digital TIG Seam Welder. Это обеспечивает питание контроллером сварки, AVC, устройством подачи холодной проволоки, опциями сварочной камеры Xiris во всем семействе источников питания GTAW для сварочных аппаратов Miller Dynasty от 210 до 800 ампер.
Особенности включают. Устройства выравнивания кромок станины закаточной машины, локатор ограничителя длины донца оправки. Сокращение времени смены длины детали, повышающее производительность.Медные кончики пальцев, вставки на спинке являются стандартными. Оправка с водяным охлаждением и вставки для продувки газом предлагают варианты охлаждения и продувки газом.
Модели системы механизированной дуговой сварки DTS могут включать источник сварочного тока Dynasty, устройство подачи холодной проволоки, AVC, сварочную камеру Xiris и универсальный контроллер сварочной системы DTS.Все сварочное оборудование размещается на прочных линейных направляющих боковой балки на боковой балке тележки. Исключая сварщиков Dynasty на 800 ампер. Как и все закаточные машины MITUSA, DTS имеет функцию простой замены камеры подушки безопасности, изобретенную нашей компанией.
МодельЦифровая закаточная машина для сварки TIG, модель DTS, размеры
Цифровой контроллер последовательности сварки швов
MITUSA DTS цифровой универсальный системный контроллер последовательности сварки.Это позволяет оператору полностью контролировать процесс механизированной сварки и работу сварочной закаточной системы. Каждый аспект сварочного шва обрабатывается системой управления процессом сварки DTS PLC.
DTS Weld Sequence позволяет оператору использовать весь интерфейс источника питания Dynasty, например, при необходимости повышать / понижать ток. DTS взаимодействует со всеми элементами управления процессом сварки, такими как контроль длины дуги AVC, управление механизмом подачи холодной проволоки, сварочные камеры Xiris, а также управление скоростью перемещения каретки вперед и назад.
Линейные закаточные машины на заказ — это нестандартная разработка.