Пайка латуни в домашних условиях
Латунь – это сплав, обязательными компонентами которого являются медь и олово. Обладая высокой прочностью, пластичностью и коррозионной стойкостью, она хорошо подходит для изготовления как тяжелонагруженных деталей различных механизмов, так и элементов конструкций, работающих в агрессивных средах. Её основной недостаток – высокая стоимость. Но есть и другие проблемы, связанные с применением этого материала.
Просто и эффективно
На сегодняшний день разработаны различные технологии, позволяющие сваривать изделия из латуни. Но все они довольно сложны, затратны, и требуют, чтобы выполняющий работу специалист обладал определёнными навыками. Альтернативой сварке часто становится пайка латуни. Она несколько проще технологически и предъявляет иные требования к квалификации исполнителя.
Возникающие препятствия
Если содержание цинка в сплаве невысоко, то особых проблем не возникает. Справиться с задачей удаётся с помощью обычной канифоли.
Выбрать готовый или изготовить самому?
Простейший флюс для пайки латуни несложно изготовить самостоятельно. Для этого потребуется смешать в соотношении один к одному порошок буры и борной кислоты, залить получившееся количество водой из расчета 5 мл на каждый грамм смеси порошка, осторожно помешивая прокипятить, а затем остудить. Но лучшими характеристиками обладают поступающие в продажу уже готовые составы.
 Несмотря на солидный возраст, свою работу он выполняет качественно.
Несмотря на солидный возраст, свою работу он выполняет качественно.- Хорошо справляются со своей задачей флюсы марки ПВ-209 и ПВ-209Х. В основе первого – фторосоли, а второй изготовлен с использованием плавиковой кислоты. И тот и другой также работают при температурах, приближающихся к тысяче градусов.
- Несколько меньшего нагрева потребуют выпускаемые в Германии составы Chemet FLISIL-NS-Pulver (порошкообразный) и Chemet FLISIL-NS-Paste (паста). Для них будет достаточно 550 – 800 градусов Цельсия. Лучше всего они действуют при использовании серебросодержащих припоев.
 Несмотря на солидный возраст, свою работу он выполняет качественно.
Несмотря на солидный возраст, свою работу он выполняет качественно.Перечисленные марки приведены лишь в качестве примера. На рынке представлено множество вариантов этой необходимой для пайки латуни продукции.
Какой взять припой
Не менее важным, чем выбор флюса, является определение нужного состава припоя.
- Для пайки латуни с содержанием меди хорошо подходит припой ПМЦ-48, плавление которого происходит при 870 – 880 градусах. Несколько меньшая температура плавления у ПМЦ-36.
- Марки МФ-1, МФ-2 и МФ-3 относятся к группе медно-фосфористых припоев. Они относительно недороги, пластичны, однако обладают высокой электропроводностью и сопротивляются ударным и вибрационным нагрузкам хуже, чем составы с содержанием серебра.
- Наилучшими механическими качествами обладают серебряные припои. Среди них – ПСр-10, ПСр-12м, ПСр-25 и далее, вплоть до ПСр-72. Все они имеют некоторые отличия, заключающиеся в химическом составе и температуре плавления. По-разному они реагируют и на процентное соотношение меди и олова в соединяемом металле.

Из вышесказанного ясно, насколько важно прежде, чем приступать к выбору флюса и припоя, определиться с маркой латуни. Только тогда удастся добиться приемлемого результата пайки.
Подготовка
Приступая к работе, необходимо как следует очистить место соединения от загрязнений. Для этого можно использовать самые разные инструменты – металлические щётки, специальные насадки, напильники или наждачную бумагу. После этого обработанный металл необходимо обезжирить. Не сделав этого, вы затрудните свою работу, а пайка, если её и удастся выполнить, не будет обладать достаточной прочностью.
После этого обработанный металл необходимо обезжирить. Не сделав этого, вы затрудните свою работу, а пайка, если её и удастся выполнить, не будет обладать достаточной прочностью.
Спаиваемые детали необходимо уложить на термоизолирующую подкладку. Странно, но многие источники до сих пор рекомендуют для этих целей признанный канцерогеном листовой асбест. Несомненно, что стоит подыскать ему не наносящую вред здоровью замену. Например, на основе стекловолокна или углепластика.
Паяльник или горелка?
Использование электрического паяльника допустимо, когда используются флюс и припой с температурой плавления порядка 500 градусов Цельсия. Но даже в этих случаях мощность прибора должна быть не менее 100 Ватт. Лучше, если этот показатель будет составлять 0,5 кВт и выше. Ведь место пайки должно быть предварительно хорошо прогрето.
Соединение массивных деталей или пайку латуни большой толщины более удобно производить с помощью газовой горелки. В этом случае можно прогреть металл так, чтобы стало возможным использование высокотемпературных компонентов.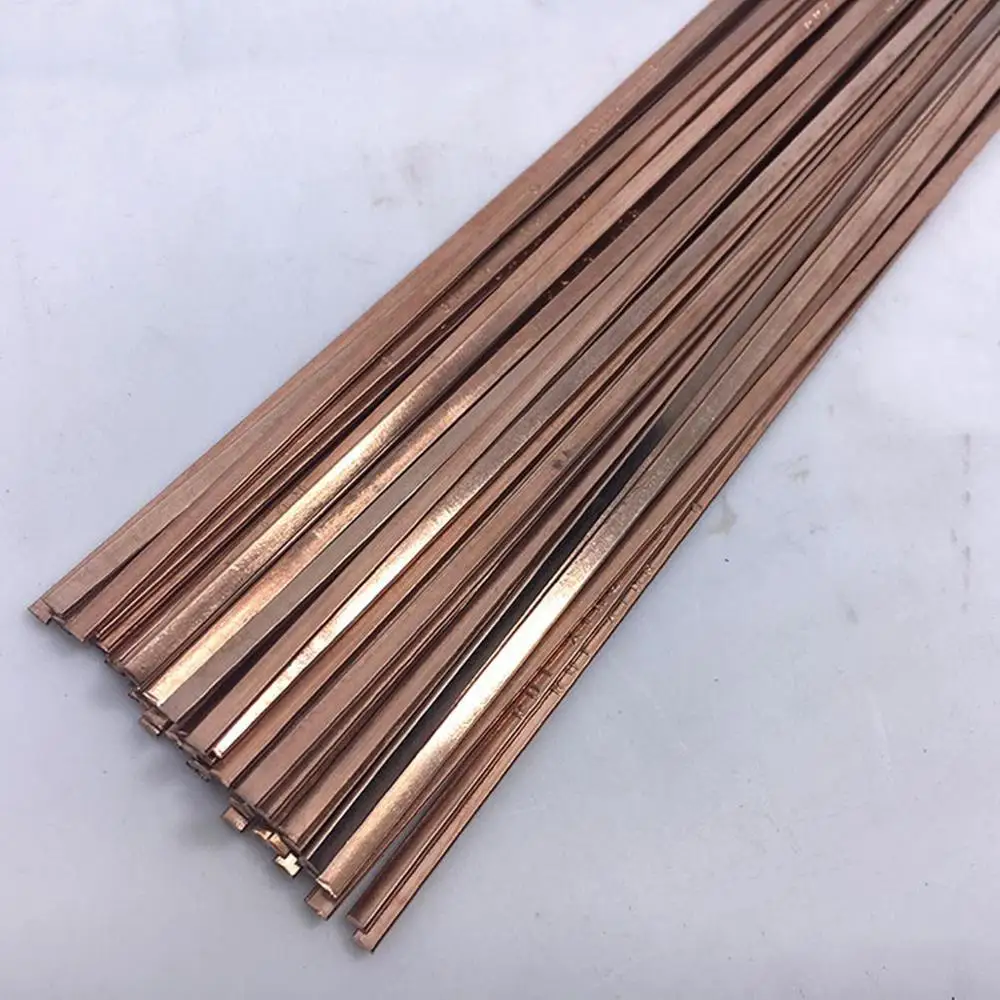 Зону соединения обрабатывают флюсом, а сверху посыпают измельчённым припоем. Лишь после этого переходят к нагреву металла. Делать это нужно крайне осторожно. Сначала выполняется предварительный нагрев, позволяющий активизироваться флюсу, а припою – схватиться с поверхностью. Постепенно температуру повышают до тех пор, пока латунь не приобретёт характерную красноту. Именно в этот момент припой растекается, заполняя все мелкие поры, чтобы при остывании надёжно соединить детали. Если всё сделано правильно, то после постепенного остывания получиться аккуратный шов, цвет которого будет близок с цветом латуни.
Зону соединения обрабатывают флюсом, а сверху посыпают измельчённым припоем. Лишь после этого переходят к нагреву металла. Делать это нужно крайне осторожно. Сначала выполняется предварительный нагрев, позволяющий активизироваться флюсу, а припою – схватиться с поверхностью. Постепенно температуру повышают до тех пор, пока латунь не приобретёт характерную красноту. Именно в этот момент припой растекается, заполняя все мелкие поры, чтобы при остывании надёжно соединить детали. Если всё сделано правильно, то после постепенного остывания получиться аккуратный шов, цвет которого будет близок с цветом латуни.
Область применения
Совершенно очевидно, что выполнить пайку латуни проще, чем сварку не только в домашних условиях, но и на производстве. Полученное соединение будет обладать достаточной прочностью. Тем не менее, рассчитывать на то, что оно выдержит очень высокие нагрузки, всё же не стоит. Исходя из этого, определяется и область применения технологии.
- Изготовление электрических и электронных компонентов.
- Соединение элементов, подвергающихся малым и средним нагрузкам. Сюда можно отнести детали небольших механизмов вроде часов, или составляющие трубопроводов, работающих при давлении, не превышающем нескольких атмосфер.
- Производство ювелирных изделий. Разумеется, стоимость латуни значительно ниже, чем серебра или золота. И всё же, она довольно часто используется для изготовления недорогих колец, брошек и других украшений, становясь если не главной их частью, то хотя бы компонентом оправ и застёжек.
- Не стоит забывать и реставрационные работы. Иногда пайка латуни – единственный способ восстановить вещь, сделанную много лет назад.

Нашлось применение такой методики и в машиностроении. Изготовить с её помощью новый, или запаять повреждённый латунный радиатор значительно проще, чем применять сварку. Эффективность и долговечность получившейся детали окажется значительно выше, чем у более дешёвых аналогов из алюминия.
Эффективность и долговечность получившейся детали окажется значительно выше, чем у более дешёвых аналогов из алюминия.
Мастерство приходит с опытом
Не стоит полагать, что если вы возьмёте в руки паяльник или газовую горелку, то у вас всё получится сразу. Потребуются долгие тренировки, чтобы по их результатам накопить необходимый опыт и понять, каково это – паять латунь. Так что, наберитесь терпения, и можете приступать.
Поделись с друзьями
1
0
0
0
| Название | Цена | Блиц-цена | Ставки | Осталось | |
|---|---|---|---|---|---|
блиц отл. | $39,28 ¥3 873 2 922 р. | $39,28 ¥3 873 2 922 р. | — | 2 дня | |
| * Новый товар несколько экземпляров есть… … класс разъем питания IEC коннектор набор медь хромированное покрытие | $39,35 ¥3 880 2 927 р. | $39,35 ¥3 880 2 927 р. | — | 12 часов | |
| (BELDEN (Belden) 88760 RCA провод 0.75m (75cm) 2 штуки набор новый товар) блиц отл. сост. | $39,35 ¥3 880 2 927 р. | $39,35 ¥3 880 2 927 р. | — | 2 дня | |
| (CANARE (CANARE) 4S8 1.5m 2 штуки набор разъем типа «банан» есть новый товар) блиц отл. сост. | $39,35 ¥3 880 2 927 р. | $39,35 ¥3 880 2 927 р. | — | 3 дня | |
| 97420 NEO by OYAIDE Elec AS-808B V2 1.0m Word Clock BNC коннектор 75 Ом цифровой коаксиал провод блиц магазин отл. сост. | $39,35 ¥3 880 2 927 р.  | $39,35 ¥3 880 2 927 р. | — | 1 день | |
| 81355 NEO by OYAIDE Elec d+ XLR class B 1.0m аудио провод new блиц магазин отл. сост. | $39,35 ¥3 880 2 927 р. | $39,35 ¥3 880 2 927 р. | — | 6 дней | |
| (новый товар X продается блиц-цена) черный OYAIDE наушники… провод (1.3m) (3.5mm стерео mini ⇔ 3.5mm стерео mini блиц отл. сост. | $39,41 ¥3 885 2 931 р. | $39,41 ¥3 885 2 931 р.  | — | 6 дней | |
| * Экспресс-доставка… * : 2.5m «лопатка» разъем типа «банан» (соединитель «лопатка» (… разъём) & разъем типа «банан») By WYVERN AUD new блиц отл. сост. | $39,45 ¥3 889 2 934 р. | $39,45 ¥3 889 2 934 р. | — | 18 часов | |
| (набор…) 3M command… отличный… … двусторонний скотч… доработка SS размер выдерживаемая нагрузка 100g 408 шт. CMR1 new блиц отл. сост. | $39,45 ¥3 889 2 934 р. | $39,45 ¥3 889 2 934 р. 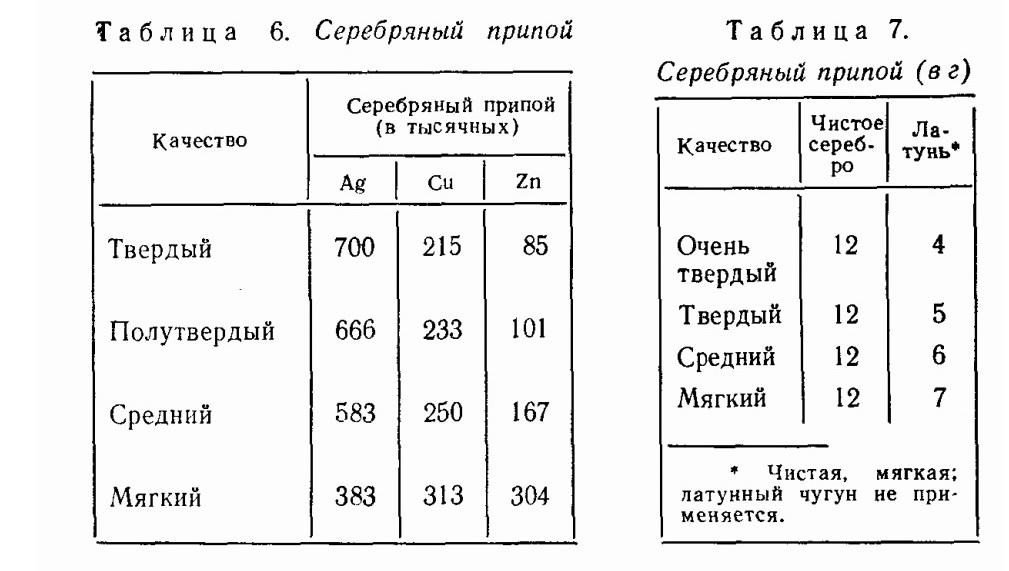 | — | 7 дней | |
| * Медь высокой чистоты одиночная линия (жила) * Нет припой цифровой RCA провод * Изображение для… показывает блиц отл. сост. | $28 ¥2 790 2 105 р. | $39,46 ¥3 890 2 935 р. | — | 2 дня | |
| * … * Спец.заказ… * Нет припой характеристики высота чистота… одиночная линия (жила) RCA провод 60cm блиц отл. сост. | $34,38 ¥3 390 2 558 р. | $39,46 ¥3 890 2 935 р.  | — | 2 дня | |
| 12) … 1.2m RCA разъём RCA разъём… 2965 phono провод (провод заземления есть (серебряное покрытие * Y гнездо позолоченный) ) … MOGAMI PhonoCable блиц отл. сост. | $39,46 ¥3 890 2 935 р. | $39,46 ¥3 890 2 935 р. | — | 4 дня | |
| MOGAMI2549 * Lemon!RCA провод 1.5m пара * premium характеристики блиц отл. сост. | $39,46 ¥3 890 2 935 р. | $39,46 ¥3 890 2 935 р.  | — | 21 час | |
| * Доставка осуществляется бесплатно аудио… акустическая система соединительный провод 1.8m A35-18G X 10 блиц магазин отл. сост. | $37,27 ¥3 674 2 772 р. | $39 ¥3 894 2 938 р. | — | 22 часа | |
| * Доставка осуществляется бесплатно аудио… акустическая система соединительный провод 1.8m A35-18G X 10 new блиц магазин отл. сост. | $37,27 ¥3 674 2 772 р. | $39 ¥3 894 2 938 р.  | — | 2 дня | |
| 10 штук ELECOM LD-GAF1 / WH плоский окантовка 10 штук набор (обратная сторона наклейка есть * Белый) new блиц отл. сост. | $34,46 ¥3 397 2 563 р. | $39,53 ¥3 897 2 940 р. | — | 18 часов | |
| 10 штук ELECOM LD-GAF1 / WH плоский окантовка 10 штук набор (обратная сторона наклейка есть * Белый) new блиц отл. сост. | $34,46 ¥3 397 2 563 р. | $39,53 ¥3 897 2 940 р.  | — | 18 часов | |
| дешевый… звук хороший, BELDEN выкиньте. ( / / / / AMT RCA-Ver. Претензии и возврат товара не принимаются) включая стоимость доставки 50cm~ по 10 см изготовлю. блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 20 часов | |
| * CAT7 * GOLD (нет припой * 4… 8… щиток RCA провод * Высокопрочный нейлон вязание (1.0m X 2 штуки 1 комплект) ) просто направление… new блиц отл. сост. | $39,56 ¥3 900 2 942 р.  | $39,56 ¥3 900 2 942 р. | — | 6 дней | |
| 2019 г. F… N… изменение. Цена и качество звука… пример не делаю. ( / / / / AMT RCA-Ver. Претензии и возврат товара не принимаются) 50cm~ пара цена доставка осуществляется бесплатно блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 20 часов | |
| * Блиц-цена пара RCA провод 3.5m MOGAMI 2534 NEUTRIK позолоченный (L. R… обработка…) * блиц отл. сост. | $39,56 ¥3 900 2 942 р.  | $39,56 ¥3 900 2 942 р. | — | 4 дня | |
| * Блиц-цена пара RCA провод CANARE L-4E6S 4.5m желтый NEUTRIK позолоченный (L. R… обработка…) * блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 4 дня | |
| … 2497 цифровой коаксиал RCA провод 2.0m блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р.  | — | 4 дня | |
| * Блиц-цена пара RCA провод CANARE L-4E6S 4.5m черный NEUTRIK позолоченный (L. R… обработка…) * блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 4 дня | |
| … кабель XLR провод 1.5m блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 4 дня | |
Belden 8412 RCA провод 1. 0m [B] 0m [B]блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 4 дня | |
| * 4K UHD * RED (нет припой * 7… 14 жилы < высота доверие > тройной щиток… провод * Высокопрочный нейлон вязание (20cm4 штуки) ) блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 19 часов | |
| MOGAMI 2893 (XLR «папа» -XLR «мама» 5m) доставка осуществляется бесплатно Canon микрофон провод блиц отл. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 19 часов | |
| в Японии… выпуск !BELDEN82723! очень низкий уровень шума &… звук ! блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 1 день | |
| без покрытия характеристики FI12L-CU FURUTECH ADL L модель входной разъем угол настройка возможно без покрытия характеристики FI1 блиц отл. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 3 дня | |
| * Блиц-цена RCA-XLR «папа» 2m BELDEN 88760 NEUTRIK позолоченный («мама» изменение возможно L. R… обработка возможно) * блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 4 дня | |
* Блиц-цена MOGAMI 2534 RCA- стерео мини-джек 3.5mm переходной кабель 4.5m Y провод позолоченный NYS352AG NYS231BG-LL (. .. изменение…) * .. изменение…) *блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 4 дня | |
| * Блиц-цена пара RCA удлинительный провод «папа» — «мама» 1m BELDEN 88760 TOMOCA JS-613J Neutrik NYS352AG позолоченный бренд — длина изменение возможно * блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 4 дня | |
* Блиц-цена RCAXLR «папа» 2m BELDEN 8412 NEUTRIK позолоченный («мама» изменение возможно L. R… обработка возможно) * R… обработка возможно) *блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 4 дня | |
| очень редкий ! без покрытия… медь линия 3… характеристики !BELDEN1348A чистый качество звука блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 4 дня | |
| BELDEN MIL характеристики 75 Ом коаксиал [BELDEN83264] очень высококачественный серебряное покрытие блиц отл. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 4 дня | |
| * high… !MOGAMI2549 * XLR симметричный кабель 2.5m стереопара блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 21 час | |
| BELDEN 1804a X REAN (2m стерео mini провод) доставка осуществляется бесплатно аудио Belden… провод блиц отл. сост. | $39,56 ¥3 900 2 942 р.  | $39,56 ¥3 900 2 942 р. | — | 2 дня | |
| 3 шт…. набор специальная цена / оригинальный полимерный пр-во USB проставка USB… A гнездо для 3 шт. B гнездо для 3 шт. блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 3 дня | |
| * Блиц-цена пара RCA провод CANARE L-4E6S 5.5m NEUTRIK желтый (L. R… обработка…) * блиц отл. сост. | $39,56 ¥3 900 2 942 р.  | $39,56 ¥3 900 2 942 р. | — | 4 дня | |
| * Блиц-цена… кабель SOFTEC MIC CORD RCA- стерео мини-джек 3.5mm переходной кабель 4m Y провод позолоченный NYS231BG-LL (… изменение…) * блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 4 дня | |
| * Блиц-цена пара RCA провод CANARE L-4E6S 5.5m NEUTRIK черный (L. R… обработка…) * блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 4 дня | |
| * Блиц-цена пара RCA провод CANARE GS-6 3m NEUTRIK позолоченный (L. R… обработка…) * блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 4 дня | |
| * Блиц-цена MOGAMI NEGLEX 2549 4.5m стерео мини-джек провод NEUTRIK NYS231BG-LL (… изменение…) позолоченный * блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 4 дня | |
| * … кабель T-DA203 AES / EBU цифровой XLR провод 110 Ом примерно 2m NC3MXX-B NC3FXX-B черный позолоченный * блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 4 дня | |
| * Блиц-цена CANARE L-4E6S черный (желтый изменение…) 5m стерео мини-джек провод NEUTRIK NYS231BG-LL (… изменение…) позолоченный * блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 4 дня | |
| … 2534 RCA провод 2.0m [B] блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 4 дня | |
| CANARE GS-6 RCA провод 2.0m [B] блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 4 дня | |
| … 2549 XLR провод 1.5m блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 4 дня | |
| Belden 88760 RCA провод 1.0m [B] блиц отл. сост. | $39,56 ¥3 900 2 942 р. | $39,56 ¥3 900 2 942 р. | — | 4 дня |
 сост.
сост. 
 сост.
сост.  сост.
сост.  сост.
сост. Как сделать припой из банок, монет и аккумулятора
Как сделать припой из батареек, монет и аккумуляторовМногим кто занимается пайкой, известны рецепты самодельного припоя. В качестве сырья можно использовать не только металлический бой, но и пальчиковые батарейки, различные детали из приборов, а также, монеты.
В качестве сырья для изготовления припоя в домашних условиях отлично подходят лампочки и ненужная техника, чистый свинец, который имеется в аккумуляторах. Основными же компонентами легкоплавкого припоя являются олово и свинец.
При этом, чем больше будет в припое свинца, тем выше будет его температура плавления. Чтобы повысить прочность припоя используют разные компоненты, в основном сурьму и кадмий.
Существуют и так называемые бессвинцовые припои. Основным компонентом здесь выступает олово с добавлением цинка, алюминия, серебра и меди. Все бессвинцовые припои имеют хорошую адгезию с металлом, они не подвержены коррозии.
Как сделать припой для пайки серебра
Относительно простым способом изготовления отличается припой для пайки серебра. Сделать его можно из серебра и латуни. При этом чтобы получить качественный серебряный припой понадобится максимально чистое серебро 925 пробы.
Латунь можно взять из старых монет или других латунных изделий. Для расплавления данных компонентов понадобится достаточно высокая температура плавления, порядка 1080° С.
Кроме того, нужна будет емкость для приготовления припоя в домашних условиях. Лучше всего, если это будет небольшая чугунная чаша. Но можно использовать и другую емкость, при этом важно, чтобы она не расплавилась быстрей серебра или латуни.
Порядок изготовления припоя
Чугунную чашу нужно смазать воском, после чего прогреть, используя газовую горелку. Приготовление припоя начинается с расплавления серебра, его понадобится порядка 3 грамм. Далее по очереди добавляется латунь, цинк и медь (1 гр). Выливать расплав припоя нужно в предварительно подготовленную изложницу. Делать это нужно быстро, поскольку расплав очень быстро остывает.
Практически также легко можно сделать и оловянный припой, который широко используется многими радиолюбителями. Для его приготовления понадобятся консервные банки и крышки. Если быть точнее, то таким образом извлекается олово из старых и ненужных вещей.
Порядок извлечения чистого олова следующий:
- Берём консервную банку и наполняем её водой, после чего кипятим воду и сливаем;
- Соединяем аккумулятор на 9 вольт и три пальчиковых батарейки. Плюс подсоединяем к банке, а минус к электродному стержню;
- Опускаем электрод в воду, таким образом, чтобы он не касался стен банки;
- Наливаем в банку раствор соды или едкий натрий.
После того, как появится реакция, на электроде можно будет обнаружить осадок в виде чистого олова. Ну а добыть свинец и того проще, для этого достаточно просто извлечь пластины из старого ненужного аккумулятора.
Соответственно, расплавив олово и свинец в определённых пропорциях, мы получим качественный и натуральный оловянно-свинцовый припой. Узнать пропорции смешивания олова со свинцом можно из таблицы выше.
Как паять латунь: как выбрать флюс, припой и подходящий инструмент
Сплав меди с цинком, известный с давних времен, широко применяется и в наше время. Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
В чем особенности технологии?
Этот метод получения неразъемных соединений не настолько популярен, как сварка. Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Низкотемпературное воздействие на спаиваемую поверхность сделало пайку незаменимой, а в некоторых случаях единственно возможной: например, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Пайка особенно актуальна в электронике, где приходится работать с миниатюрными, очень хрупкими микросхемами, и электрике, когда возникает необходимость в соединении либо наращивании проводников.
Классификация латунных сплавов
Латунь бывает двойной либо многокомпонентной. В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
Латунь классифицируется по химическому составу:
- Двухкомпонентная (двойная, простая). Она состоит только из меди и цинка. Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.
- Многокомпонентная (специальная). Эта латунь имеет большое количество ингредиентов, повышающих коррозионную стойкость сплава, его прочность, твердость. Его маркируют по-другому: к букве «Л» добавляют еще одну, означающую легирующий элемент, появляется еще одна цифра — процентное содержание легирующего металла. Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
Латунь идет на изготовление различных изделий. По степени обработки эти сплавы делят на:
По процентному содержания цинка латуни разделяют на:
- Красную (томпак), имеющую в составе 5-10% этого компонента. Такие сплавы идеальны для ювелирных украшений, статуэток и подобных художественных изделий.
- Желтую, здесь процент цинка составляет 21-36%.
Причина популярности латуни — ее долговечность, надежность, устойчивость к перепадам температур, к механическим воздействиям. Поэтому детали, изготовленные из этого сплава, широко используют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении. Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.
Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.
Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Выбор оптимальных материалов
Прежде чем искать оптимальный вариант для пайки латуни, необходимо установить ее марку. Только в этом случае можно гарантировать приемлемый результат операции.
Выбор подходящего припоя
Это материал, обычно сплав, которым спаивают элементы. Главная его особенность — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Типичные примеры сплава — олово со свинцом, чистое олово. Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
- Для пайки латуни, содержащей большое количество меди, лучше брать составы, относящиеся к медно-цинковым припоям, так как в результате присадки цинка снижается температура плавления данных сплавов. Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.
- Для таких же сплавов можно пользоваться серебряными припоями — марки от ПСр12 до ПСр72. Если в латуни большее содержание цинка, то рекомендованы аналогичные припои, однако не ниже ПСр40.
- Относительно недороги медно-фосфорные припои — МФ-1, МФ-2, МФ-3. Они пластичны, но обладают хорошей электропроводностью. Если механические и вибрационные нагрузки будут велики, то лучше приобрести припои с серебром.
- Если необходимо гарантировать особую прочность, то выбирают твердые медные сплавы: например, универсальный L-CuP6.
Последняя марка припоя имеет диапазон температур — 710-880. Она предназначена для работы с бронзой, красной бронзой, латунью, а также медью, при монтаже труб, радиаторов, системы отопления. При использовании серебряных или фосфорных припоев надо учитывать, что латунь интенсивно растворяется, поэтому время обработки (нагрева и пайки) необходимо сократить.
Флюсы: самодельные или готовые
Флюсы очищают поверхность металлов от жира, а также предотвращают образование оксидной пленки. Их тоже подбирают в зависимости от состава сплавов. Для соединений меди достаточно одной лишь канифоли, однако для латуни уже необходимо более агрессивное средство. Самый простой вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.
- Флюс Бура. Он известен очень давно, однако с тех пор не растерял своих поклонников. Причина популярности — его качественная работа.
- Не менее эффективны другие марки: ПВ-209 (от 700 до 900°), ПВ-209Х (от 650 до 850°).
Популярные импортные марки — немецкие порошки FELDER Cu-Rosil, Chemet FLISIL-NS-Pulver, флюс-паста Chemet FLISIL-NS-Paste. На рынке существует множество флюсов, предназначенных и для пайки латуни — как импортных, так и отечественных, поэтому с выбором проблем не возникнет.
Два метода пайки латуни
Как уже было замечено, самая большая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) справиться не в состоянии.
Использование паяльника
Для пайки этого сплава необходим мощный аппарат — как минимум 500 Вт, максимум — 1000 Вт. Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно использовать инструмент скромной мощности — 100 Вт. В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
Пайка с помощью горелки
Эту же задачу можно решить, используя не слишком большую горелку. Но в этом случае есть главное требование к рабочей поверхности: латунную деталь нужно поместить на жаропрочный материал. Например, на небольшую асбестовую пластину, в железное ведро с мелкой галькой. Соединяемые детали совмещают между собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Разогрев ведут поэтапно. Сначала участок нагревают слегка: так, чтобы припой мог схватиться с поверхностями сплавов. Второй этап — разогревание зоны до появления красноты, во время него припой равномерно растекается по поверхности, заполняя зазоры. В этот момент достигается температура 700-750°.
Горелку выключают. После остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: сначала изделие на несколько минут погружают в горячий раствор серной кислоты (3%), затем помещают под проточную воду.
Эти методы отличаются от традиционного соединения других элементов с помощью олова, так как паять латунь не настолько просто. Лучший результат гарантирует использование газовой горелки. Если выполнять все этапы операции корректно, то можно получить качественные и надежные изделия.
Этому животрепещущему вопросу посвящено следующее видео:
Была ли статья полезна?Мы хотим стать лучше. Спасибо за мнение!
Если вам понравилась статья, пожалуйста, поделитесь ей
Источник
Жало паяльника может быть любой формы, а толщина зависит от мощности инструмента
Такое нехитрое приспособление, как паяльник – имеет свою конструкцию, и составляющие части. Самым маленьким по размеру, но не по важности – является жало. Именно от его качества зависит способность паяльника выполнять свои задачи.
Свойства рабочего наконечника:
- Теплопроводность. Важнейшая характеристика. Именно она определяет, сколько тепла от нагревателя будет передано в рабочую зону;
- Способность накапливать тепловую энергию. Характеристика в основном связана с размерами жала. Слишком тонкий наконечник при соприкосновении с массивной деталью моментально отдаст тепло;
- Прочность, а точнее – износостойкость. Никто не собирается забивать паяльником гвозди. Однако со временем жало изнашивается – под действием агрессивных флюсов или механическим путем;
- Защищенность от окисления. Даже тончайшая пленка окислов резко снижает способность наконечника передавать тепловую энергию к месту пайки.
Идеальным материалом для изготовления паяльного жала (с точки зрения теплопроводности) является медь или ее сплавы. Обратная сторона луны – крайне низкая износоустойчивость и подверженность коррозии.
Прямая противоположность – сталь и никелевые сплавы. Высокая прочность, отсутствие коррозии – но отвратительная теплопроводность.
Поэтому производители выпускают наконечники для паяльника из различных материалов, подстраиваясь под запросы рынка. А так же не перестают экспериментировать с композитными материалами, придавая инструменты все более высокие потребительские свойства.
Основные разновидности жал для паяльника
Медные
из медного прутка можно сделать хорошее жало
Подавляющее большинство паяльников комплектуются именно такими наконечниками. Медное жало достаточно универсально, имеет выдающуюся теплопроводность. И что самое главное – отличную теплоемкость.
Это означает, что при работе с массивными медными контактами или спайкой толстого кабеля, накопленное тепло не рассеется по заготовке, резко снижая температуру. Поэтому, для паяния объемных деталей выбираются паяльники с медным жалом, которое весит несколько сотен грамм.
Для его нагрева потребуется много энергии, но масса наконечника обеспечить стабильную температуру во время работы.
Существуют более изящные наконечники из меди. Классический вариант паяльника 40-60 Вт, знакомый многим.
С помощью такого жала можно паять практически все, за исключением современной элементной базы – планарных микросхем, SMD модулей и пр. Можно конечно придать утонченную форму наконечнику – но тогда жало будет моментально изнашиваться.
Главная проблема меди – в её мягкости и низкой термостойкости. При высоких температурах поверхность быстро окисляется. Очистка жала традиционным способом ни к чему не приводит. Приходится зачищать его механическим путем, с помощью напильника или наждачной бумаги. При этом наконечник стремительно уменьшается в размерах.
Для сохранения рабочего состояния поверхности, ее покрывают тонким слоем припоя.
Как правильно залудить жало
Необходимо протереть его влажной губкой, нагреть и зачистить наждачкой или надфилем. Затем погрузить в баночку с канифолью и разместить сверху кусочек припоя. Олово само растечется по чистой поверхности наконечника.
Еще один способ – потереть разогретое жало о дерево, на котором есть флюс и припой. Дерево лучше выбирать хвойных пород.
Если этого не сделать – пайка становится невозможной не зависимо от температуры нагрева.
Вторая серьезная проблема – коррозия от агрессивных флюсов при высокой температуре. Не следует думать, что всему виной кислотные составы. Канифоль также пагубно влияет на поверхность меди. Со временем, на поверхности образуются раковины и борозды, которые надо шлифовать, опять же теряя в размере.
Тем не менее, при правильном уходе и регулярной замене, жало из красного металла показывает очень хорошие качества. Поэтому вопрос о снятии его с производства не стоит.
Необгораемые
По сути – это обычное медное жало, только с покрытием. Для защиты от коррозии и обгорания, поверхность никелируется или серебрится. Проблема в том, что никель обладает плохой адгезией, поэтому расплавленный припой к нему не липнет.
То есть классический вариант – зачерпнул капельку олова и нанес на контакт, тут не проходит. Вы можете лишь прогревать место пайки. Необходима подача припоя со стороны. На деле это означает, что обе руки будут заняты. В одной руке паяльник, в другой оловянная проволока.
Покрытие на основе серебра таких проблем не имеет. Оно прекрасно смачивается припоем и имеет хорошую теплопроводность. Но высокая стоимость не позволяет массово выпускать такие наконечники. К тому же, серебрение быстро выгорает от высокой температуры.
Производители предлагают комплексное решение проблемы. Жало покрывается никелем, кроме рабочего кончика. На него наносятся более дорогие покрытия, с хорошей адгезией. При этом стоимость остается разумной, а свойства наконечника улучшаются.
Предлагаются целые наборы жал для паяльника, с рабочими кончиками различной формы. С одной стороны – приходится покупать целую упаковку, с другой – износ происходит многократно меньше.
Еще один вариант – многослойное жало, в котором используются свойства каждого материала именно по назначению.
Такая конструкция получается недешевой, но служит долго и качественно выполняет свою задачу. Вопросов: как облудить жало паяльника, не возникает, этот процесс проводится в заводских условиях, и повторять его не требуется.
ВАЖНО! Жала с покрытием нельзя зачищать с помощью абразива. Как только защитный слой будет поврежден – наконечник очень быстро выйдет из строя.
Как облудить паяльник, вы узнает просмотрев это видео.
Керамические
Корпус выполнен из прочной керамики, наконечник может быть металлическим. Керамика обладает теплопроводностью и теплоемкостью не намного хуже, чем медь. При этом она прочнее и не подвержена коррозии. Изготавливая композитные наконечники, производители объединяют лучшие качества различных материалов в одном изделии.
Паяльники с керамическим жалом удобнее, позволяют не отвлекаться на регулярную очистку. Но представитель так называемой «старой школы» предпочитают медные наконечники. Хотя, для работы с современными радиодеталями SMD форм-фактора, медь подходит как слон для посудной лавки. А вот паяльник с тонким керамическим жалом – в самый раз.
Составные
Можно использовать свойства каждого материала именно там, где они проявляются наиболее ярко. В составных жалах скомпонованы два, три, или четыре материала. Например, сталь – в виде сердечника для прочности. Медь – в качестве теплопроводящего материала от нагревательного элемента к рабочему кончику. Никель – покрытие от коррозии. Наконечник выполняется из серебряного сплава для лучшей адгезии к припою.
С учетом постоянно меняющихся условий пайки, разумно иметь дома паяльник со сменными жалами. Главное – подобрать диаметр и глубину посадки наконечника в нагревательный элемент.
Стабилизатор температуры жал
Разумеется, одного качественного материала недостаточно. Необходимо, чтобы на кончике жала поддерживалась оптимальная температура. Для этого в его тело может быть встроен датчик. Такой вариант идеален для поддержания постоянной температуры в зоне пайки.
На самом деле, такая схема нужна лишь при работе с элементной базой, чувствительной к перегреву. Тогда на жале выставляется температура не несколько градусов выше, чем точка плавления припоя, и можно паять без боязни повредить детали. В большинстве конструкций применяется более простая схема – с предварительной установкой температуры без объективного контроля.
Регулятор температуры жала может быть встроенным в корпус (если схема питания паяльника индукционная), или вынесен в отдельный блок. На качество работ это не влияет. Тем более что подавляющее большинство работ выполняются, подбирая паяльник по мощности, то есть «на глазок».
Есть категория радиолюбителей, предпочитающих пользоваться инструментами собственной конструкции, в том числе и жалом для паяльника. Как правило, перепробовав различные варианты, от дорогих японских или немецких, и любимых отечественных медных – до никелированных гвоздей из Поднебесной, вы придете к единственному подходящему изделию. Или попробуете сделать жало своими руками.
Для такого случая предлагаем посмотреть следующий материал:
Из чего сделать качественное жало для паяльника
Для изготовления потребуется:
- Доступ к токарному станку или знакомый токарь;
- Медный прут 6-8 мм диаметром;
- Несколько граммов серебра.
Делаем основу. Медный пруток формируем в держатель для жала.
На торце высверливаем отверстие глубиной 10-15 мм под резьбы М4. Соответственно, нарезаем внутреннюю резьбу.
В ювелирной мастерской заказываем серебряный пруток диаметром 5 мм и длиной 10 см. Это не отнимет много средств, тем более что качество металла не имеет значения, можно взять самое дешевое серебро, хоть техническое с контактов. Отрезаем от него кусок длиной 2 см, нарезаем резьбу М4, вкручиваем в основу и придаем кончику необходимую форму.
После обработки получаем превосходное композитное (составное) жало. Медь поставляет тепло на серебряный кончик. Серебро обладает отличной адгезией, поэтому припой липнет к нему, как клей.
Единственный недостаток – серебро со временем сгорает, или растворяется в припое. Это происходит не так быстро, но при интенсивной работе раз в полгода наконечник придется менять.
В холодном состоянии он легко выкручивается, а в горячем сидит очень плотно в резьбовом соединении.
About sposport
View all posts by sposport
6 шагов к пайке ювелирных изделий
При пайке серебра или любого другого металла есть несколько переменных, зависящих от того, что паяется, но по большей части вы выполняете одну и ту же серию шагов каждый раз, когда паяете металл.
Во-первых, вам нужно создать безопасную зону для пайки. Обычно для этого требуется большая керамическая плитка, огнеупорный кирпич или термостойкая прокладка и потолочная лампа. Поверх плитки кладут огнеупорный кирпич. Кроме того, убедитесь, что вы работаете в хорошо вентилируемом помещении.
Некоторые другие предметы, которые вы хотите иметь поблизости, — это пара медных щипцов, банка с водой, небольшая кисть для краски, припой и флюс, а также горшок для рассола.
Подготовьте металл
После того, как у вас есть зона (у нас есть наша в гараже), затем вы должны убедиться, что все, что вы паяете, хорошо подходит. Это часто требует тщательной подпиливания для обеспечения плотной посадки.
Далее, важно, чтобы все, что паяется, было чистым и не содержало жира и масел, которые попали на металл из ваших рук.Итак, каждую деталь, которую нужно припаять, нужно на несколько минут опустить в рассол. Вынув их из рассола, используйте плоскогубцы или пинцет, чтобы обработать металл и положить его на огнеупорный кирпич для подготовки к пайке.
KingWu / E + / Getty ImagesДобавить флюс
После того, как детали для пайки очищены и уложены на кирпич, самое время разрезать припой. Как металл должен быть чистым, так и припой. Хотя мариновать его не нужно, вы должны убедиться, что не обрабатываете его часто.Либо используйте кусачки, либо очень острые ножницы, чтобы отрезать крошечные кусочки припоя. Отложите их на плитке на будущее.
Пришло время измениться. Есть два разных способа и два разных вида флюса. Это вопрос личного выбора. Вы можете сделать одно из следующих действий:
A. Используйте флюс типа Battern’s. Он светло-желтого цвета. Флюс наносится на место пайки тонкой кистью. Затем на металл наносится припой. Таким образом, флюс и припой нагреваются одновременно.
Б. Второй способ — использовать флюс на основе буры, который больше похож на пасту. Снова наносим флюс тонкой кистью. Однако вместо того, чтобы сразу нанести припой, металл сначала нагревают до тех пор, пока флюсованная область не станет похожей на стекло. Затем на металл наносится припой.
Если вам нужно дополнительное время, чтобы разложить припой, то вариант B, похоже, подойдет лучше, потому что он также делает паяную область немного липкой. Однако это кажется ненужным дополнительным шагом, потому что вариант B требует, чтобы вы нагрели металл дважды, а вариант A позволяет одновременно флюсовать и нагревать припой.
Джоди Джейкобсон / E + / Getty ImagesПоместите припой
Пинцет хорошо подходит для нанесения крошечных кусочков припоя на металл. При нанесении припоя на металл его следует размещать между участками, которые лучше всего соединяются с металлом. Немного припоя будет иметь большое значение при правильном размещении. К сожалению, это требует некоторой практики.
Источник изображения / Фотодиск / Getty ImagesФакел
Как только припой будет на месте, пора включать горелку.Сначала следует нагреть весь металл так, чтобы при этом была достигнута температура для пайки. Припой будет следовать за вашим нагревом, поэтому старайтесь не направлять пламя прямо на припой. Вместо этого вы хотите, чтобы пламя протягивало припой через соединяемое соединение. Продолжайте поддерживать пламя, пока не увидите, как течет припой, затем немедленно уберите пламя.
Лейн Оати / Blue Jean Images / Getty ImagesЗакалить металл
Используя пинцет или плоскогубцы, возьмите горячий металл и опустите в банку с водой.Если вам нужно снова припаять деталь, вам нужно будет повторить эти шаги. Не забудьте перейти на другой тип припоя, средний или мягкий. как описано ранее.
Флорис Левенберг / Документальный фильм Corbis / Getty Imagesна маринаде, кислоте, мультиварках и пищевой соде
Нэнси Л. Т. Гамильтон
Обновлено: 28.12.20, 04.08.18, 15.02.17
См. В конце этого сообщения ссылки на дополнительную информацию и видео по этой теме.
Окисление меди путем нагрева горелкой.
Травление — это процесс, при котором удаляет остатки окисления и флюса , которые образуются в процессе пайки. Соленья (обычно) представляют собой смесь кислоты или кислотной соли и воды, которая удаляет оксиды и остатки флюса с металла. См. Мою статью: Пайка 101 — Защита от окисления, флюса и образования отложений для получения дополнительной информации. Рассол не удаляет окалину или пятна от огня. Единственный способ удалить накипь — использовать абразивные материалы.
Из-за коррозионной природы кислот и кислотных солей обращение с рассолом и его использование требуют особых мер безопасности.Конечно, количество и степень мер предосторожности варьируются в зависимости от типа рассола. Некоторые маринады, такие как уксус или лимонная кислота, гораздо менее опасны, чем, скажем, бисульфат натрия или рассол на основе серной кислоты.
Пищевая сода (бикарбонат натрия) обычно используется ювелирами в качестве нейтрализатора. Бикарбонат натрия — это основа. Основание плюс кислота равно нейтрализованному. (Помните те уроки естествознания? Более подробную информацию о кислотах и основаниях см. На Chem4Kids.com ).* Примечание: если вы хотите нейтрализовать хлорид железа при травлении, рекомендуется использовать карбонат натрия, а не бикарбонат натрия. Также известен: стиральный порошок
.Amazon несет сумку весом 13,5 фунтов, которой хватит на долгое время!
После травления металла вам необходимо нейтрализовать кислоту — даже если ваш рассол сделан из уксуса или лимонной кислоты — с помощью основания. Если вы этого не сделаете, кислота будет продолжать разъедать металл. Итак, после того, как вы вынули кусок из маринада, окуните его в Pyrex или другой тип жаростойкой миски, содержащей смесь пищевой соды (небольшая горсть) и (несколько чашек) воды.Точного рецепта нет. Вы поймете, что это работает, если ваш кусок пузыряется, когда вы поместите его в нейтрализующий раствор. Ваш нейтрализатор также станет синим после нескольких данков.
Чаша, пригодная для запекания 8,5 ″
Полые украшения лучше всего тушить или варить в нейтрализующей ванне после травления: полые шарики, полые кольца и т. Д. Кипячение нейтрализатора позволяет маринованию проникнуть глубоко внутрь пустот.
Не кипятите нейтрализатор в кастрюле, в которой вы будете готовить.Купите использованный в магазине барахла и используйте его только в студии.
Перед кипячением в пищевой соде убедитесь, что любые камни или материалы, из которых изготовлено ваше украшение, выдержат температуру 212 ° F или выше. Если у вас есть жертвенный кусок или небольшой кусок материала, сначала попробуйте это. Следует обратить внимание на изумруды (в них часто есть наполнители или масла), органические вещества, такие как кость, жемчуг, ракушки или дерево, а также опалы.
Так как большинство солений лучше всего подходят для теплых овощей, вам понадобится что-нибудь, чтобы согреть их.Большинство ювелиров используют мультиварку с керамической подкладкой или имеющиеся в продаже горшочки для рассола. Micro-Tools.com продает Little Dipper , небольшие размеры которого делают его удобным для использования в студии. Используйте самую низкую настройку — если вы не используете лимонный рассол, который работает лучше, чем горячее.
Важно, чтобы использовала только горшок для рассола с керамической подкладкой , так как кислота медленно разъедает любой металл. Старайтесь избегать горшков для рассола, у которых есть крышка с металлической окантовкой или металлические винты наверху, чтобы закрепить ручку.Если на верхней части вашей мультиварки есть металл, вы покрасите ее акриловым герметиком, чтобы продлить срок ее службы.
Хорошим источником маринованных горшков являются магазины перепродажи, такие как Goodwill или Crossing the Jordan. Перед покупкой проверьте керамику на предмет трещин. Обычно они стоят от 5 до 15 долларов США — в зависимости от вашего района и размера банка.
В крайнем случае, вы можете использовать подогреватель кофейных чашек и каменщик размером или консервную банку в качестве системы травления.Дополнительное преимущество — подогреватель кофейных чашек можно также использовать для сушки металлических пластинок из глины и эмали перед обжигом!
- Всегда используйте дистиллированную воду, чтобы приготовить маринад с добавкой . Минералы и металлы в вашей воде вступят в реакцию с кислотой. У многих людей в воде много железа, которое может покрыть вашу латунь, бронзу, серебро и т. Д. Медью, присутствующей в вашей маринованной посуде (помните раздел о медных покрытиях выше?). Помните, что каждый раз, когда вы протираете металл, содержащий медь, мелкие частицы меди выщелачиваются из металла и осаждаются в маринаде.После нескольких использований (иногда всего один или два раза) вы заметите, что ваш рассол становится синим / зеленым. Это изменение цвета означает присутствие меди.
- Распространенное заблуждение состоит в том, что для серебра и неблагородных металлов (латуни, меди или бронзы) нужны отдельные сосуды для рассола. Это просто неправда. Я использую одну кастрюлю в течение очень долгого времени, и у меня никогда не было проблем, чтобы медь в моем маринаде влияла на другие мои металлы. Ионы меди никоим образом не повредят вашему металлу, не замедлят рассол и не повлияют на ваше серебро и золото (чистое, чистое или аргентинское)! Еще одна причина не иметь двух горшков для рассола: больше места на скамейке!
- Все соленья лучше всего подходят в теплом виде . Не кипятить.
- При смешивании новой партии рассола не забудьте добавить сухую кислоту в воду: a dd. Не сливайте воду в кислоту. Хотите знать почему?
«При смешивании сильных кислот с водой выделяется большое количество тепла. При добавлении кислоты выделяется больше тепла. Если вы добавите воду к кислоте, вы сначала образуете чрезвычайно концентрированный раствор кислоты. Выделяется так много тепла, что раствор может очень сильно закипеть, выплескивая из емкости концентрированную кислоту! Если вы добавите кислоту в воду, образующийся раствор будет очень разбавленным, и выделившегося небольшого количества тепла будет недостаточно для его испарения и разбрызгивания.Итак, Всегда добавляйте кислоту в воду, и никогда не наоборот ».
Из Frostberg.edu
Конечно, когда вода испарится, вам нужно будет добавить еще воды. Вы можете это сделать, потому что вы не имеете дело с кучей концентрированной кислоты. Кислота уже диспергирована в воде.
- При смешивании рассола — независимо от его типа: Наденьте хорошую маску — Мне нравится Маска для твердых частиц 3M , химически стойкие перчатки и химические защитные очки . Включите вентиляционную систему. Даже если вы носите маску из твердых частиц, держите лицо подальше от маринада. После смешивания и использования тщательно вымыть руки. Безопасность, безопасность, безопасность, пожалуйста!
- Прочность рассола можно регулировать. Вы можете добавить больше или (как в моем случае) меньше, чем указано в инструкции. Я всегда использую примерно половину рекомендованного, и он отлично работает. Все зависит от того, насколько быстро вы хотите, чтобы рассол подействовал. Я считаю, что «перерыв для маринования», может быть, 5 минут, чтобы рассол подействовал, — это шанс поработать либо над другим проектом, либо над другой частью проекта — всегда есть что-то, что нужно сделать! Пришло время забить этот трос или закрыть эти прыжковые кольца.
- Нейтрализуйте в ванне с пищевой содой все инструменты, используемые для перемешивания маринада, такие как щипцы, ложки, мерные чашки и т. Д. — все, что контактировало с кислотой! Я бы тоже положил перчатки в нейтрализатор.
- И наоборот, не забудьте смыть пищевую соду с ложек / щипцов перед тем, как снова положить их в кислоту. Со временем непромытые щипцы, покрытые пищевой содой, многократно окунутые в рассол, нейтрализует его.
- Никогда больше не используйте для готовки ложки, щипцы или мерные чашки, которые вы использовали для перемешивания маринада! Обозначьте их «только для студийного использования».
- Не забудьте выключить маринад, когда вы выходите из студии. Я подключил горшок с маринадом к удлинителю. У меня также есть небольшая клипса, подключенная к той же полосе. Я включаю только маринад и свет с помощью выключателя на удлинителе. Когда я закрываю свою студию, я всегда не забываю выключить рассол, потому что у меня есть сигнализация рассола!
- Если вы «варите» рассол, то есть испаряете всю воду, выключите его и дайте кастрюле остыть. При необходимости проветрите студию.Когда кастрюля достигнет комнатной температуры или даже станет немного теплее, вы можете медленно добавлять дистиллированную воду. Дайте воде и кислоте отстояться на 1/2 — 1 час, а затем включите кастрюлю — на низком уровне. Время от времени помешивайте. Вы сможете снова использовать рассол, когда он нагреется. Для полного повторного поглощения кислоты может потребоваться несколько часов. Пока вы ждете, установите этот удлинитель с помощью маринада и клипсы!
- Не кладите в емкость для маринования сталь, если она не из нержавеющей стали. Нержавеющая сталь безопасна в рассоле. Удалите всю вязальную проволоку перед травлением — если вы не используете медную проволоку или проволоку из нержавеющей стали. Обычная стальная связывающая проволока, крестовины, пинцет, некоторые паяльные инструменты и т. Д. При попадании в рассол, в котором находятся свободно плавающие молекулы меди, создадут электрический ток, который покрывает весь окружающий металл медью, называемой медью , мигающей медью . Иногда это то, что вы хотите сделать, но в большинстве случаев это не так. Если с вами такое случится — не паникуйте.Его очень легко удалить с помощью Super Pickle.
- Если вы положили сталь в рассол , просто выньте его как можно скорее. Рассол подойдет. Не нужно выбрасывать рассол! На самом деле нет !!! Медное оплавление обычно происходит, когда маленькие незаметные кусочки стали, такие как застрявшее, сломанное сверло, остаются на месте или кусок вязальной проволоки прилипает к припою. После травления вы обычно видите небольшое медное кольцо вокруг стали. Чтобы исправить это, удалите сталь со своих украшений.Вот рецепт удаления сломанных сверл . Чтобы произошло мигание (также известное как гальваническое покрытие), сталь должна быть довольно сильно болтающейся рядом с металлом, и ей нужно достаточно времени, чтобы уложить слой меди, поэтому, если вы случайно окунете стальной пинцет в рассол, никому не нужно знать ! Просто вытащите их оттуда и покляйтесь никогда не делать этого снова! (Не забудьте нейтрализовать на них кислоту!). Если вы уроните кусок, все еще обернутый вязальной проволокой, удалите его, завершите оставшуюся пайку и смешайте немного Super Pickle.
- Иногда, , если я оставляю серебряные кусочки в своей маринованной кастрюле (с бисульфатом натрия) на слишком долгое время (о чем обычно забывают), серебро, матовое, серое «что-то» покрывает серебро. Я оставил кусочки на час или меньше, и это случилось. Затем я должен снова обжечься и повторно засолить (иногда дважды), чтобы удалить серый налет. Я написал об этом нескольким компаниям, и они ответили, что думают, что серебро вытравливают в маринаде. Я также думаю, что из-за травления в металл попадают примеси в травлении.Пока это моя рабочая теория. Посмотрим…
Рассол серной кислоты
Некоторые соленые огурцы, хотя и не очень распространены сегодня из-за опасной природы кислоты, производятся из раствора с содержанием от 5% до 10%. серной кислоты . Их сейчас трудно найти, и их обычно можно увидеть на производстве.
Лимонный рассол — безопасный и нетоксичный рассол
Лимонная кислота (безводная мелкозернистая лимонная кислота) — это новый , «зеленый» рассол , но у него есть несколько недостатков:
- Срок службы не такой, как у SB.На самом деле, он намного менее долговечен, чем традиционный маринад.
- На нем может образоваться плесень — если он будет оставаться в холодном состоянии слишком долго. Нагревайте его несколько раз в неделю. Он покрывается плесенью. Моя просидела несколько недель и образовала облакоподобную форму. Но форму можно было легко удалить с помощью совка. Думаю, плесени можно избежать при частом нагревании.
- Некоторые говорят, что из-за плесени он может пахнуть странно, хотя я никогда не замечал запаха.
- Он очищает металл не так быстро, как рассол на основе бисульфата натрия.
- Чем выше температура, тем лучше работает — это может привести к ожогам от очень горячего рассола — так что будьте осторожны!
- Вы все равно не сможете слить его в канализацию , если присутствуют частицы меди . Вы можете сказать, присутствует ли медь, если ваш рассол сине-зеленый. Стерлинг, немецкое серебро, серебро Argentium, золото с низким содержанием карата, латунь, бронза и медь могут пролить несколько молекул меди на ваш рассол. Если вы используете только чистое серебро или 24-каратное золото, вы не получите атомов меди в маринаде, но, поскольку чистое серебро и чистое золото не окисляются, обычно нет необходимости в их мариновании.Но не всегда…
- Рассол с лимонной кислотой — более безопасный и нетоксичный рассол. Однако вам все равно нужно надевать маску при смешивании новой партии. Избегайте вдыхания порошка, и я бы тоже не стал опускать лицо в горшок с маринадом! (Ребята, и ваши безумные идеи!) Брызните себе в глаза, и вы будете плакать перед мамой! Итак, носите защитные очки !
- Добавьте еще лимонной кислоты по мере ослабления раствора или сделайте новый.
- MSDS : Вызывает раздражение дыхательных путей. Может вызвать раздражение пищеварительного тракта.Чувствителен к влаге. Вызывает сильное раздражение глаз. Может вызвать сенсибилизацию кожи при контакте с кожей. Вызывает раздражение кожи.
Одна часть лимонной кислоты на 6-7 частей дистиллированной воды.
Другой рецепт рассола из лимонной кислоты:Этот рецепт взят из Международной ассоциации ювелирных исследований . Автор идеи — Ronda Coryell .
1 стакан горячего лимонного сока с 1 чайной ложкой соли или 1 стакан горячего уксуса и 1 чайная ложка соли.Ронда утверждает в своем сообщении, что это хорошо работает с серебром Argentium.
Добавьте в воду лимонную кислоту — Важно!
Поставщики лимонного рассола или лимонной кислоты
Вы немного с этим столкнетесь, так как вам придется заменять его довольно часто, поэтому я рекомендую покупать оптом.
Кстати, я вернулся к своему рассолу на основе бисульфата натрия: он быстрый, не плесневеет и хранится вечно (годы, для студии из одного человека). Вы будете знать, когда заменять рассол , когда он начинает работать все дольше и дольше — при работе в нормальных условиях.
Рассол прочие
Рассол с солью и уксусом — еще один безопасный и нетоксичный рассол
Рецепт рассола с солью и уксусом:
- Добавьте одну чайную ложку соли на каждую чашку уксуса. Я бы использовал дистиллированный белый уксус, чтобы вы могли видеть, что в маринаде. В тепле работает намного быстрее.
Квасцы для рассола
Рецепт, который я узнал из сети, таков: положить большой кусок (горсть?) из Квасцы пищевого качества , также известные как алюминиевые квасцы, в воду в горшочке для маринада.Размешивать. В тепле работает намного быстрее.
Квасцы можно найти в продуктовом магазине (в небольших количествах за большие деньги), Amazon продает Barry Farm Brand по цене 8,53 доллара США за фунт. Я больше не могу найти поставщиков. Кстати, в нем не должно быть железа. Есть много разных типов.
Квасцы в различных формах используются для травления (пищевого качества), закрепления красителей на ткани, разрыхлителя, окрашивания и дубления шкур, а также в огнетушителях.Per McCormick (The Spice People) «Это универсальная пищевая добавка, которая действует как укрепляющий агент».
Квасцы, уксус и соленый огурчик
Одна столовая ложка квасцов на 1/4 стакана дистиллированной воды. Раствориться. Используйте 8 частей белого дистиллированного уксуса на каждую столовую ложку соли. Влейте воду и квасцы в уксус. Нагрейте до закипания (мариновать на сильном огне), а затем добавьте соль в смесь. Уменьшите температуру и держите его в тепле в кастрюле для маринадов.
Рассол Black Magic
Микроинструменты.com и Amazon.com продают этот рассол. Никогда не пользовался. Люди оценили его на 3,5 звезды на Amazon, но часто при чтении нужно принимать во внимание уровень опыта людей. Я видел жалобы на продукты, которые, как я знаю, хороши, но без надлежащих инструкций будут плохо оценены. Итак … Не попробовав Черную Магию, я ничего не могу сказать о ее полезности как маринад. Я слышал, что он якобы не токсичен, и если в вашем изделии будет сталь (например, пружина), это не вызовет медного покрытия.Вот MSDS на Black Magic Pickle.
Он, по-видимому, содержит метабисульфита натрия (он же метабисульфит динатрия) и сульфита натрия . Метабисульфит натрия используется при домашнем пивоварении вина и пива для стерилизации оборудования, а также для множества других целей. При смешивании с водой выделяет диоксид серы (ядовитый газ выходит из Kileaua прямо сейчас — август 2018)). Пахнет сваренными вкрутую яйцами. Перекись водорода используется в качестве замены метабисульфита натрия из-за запаха SO2 (диоксида серы).
На уровне воздействия этого химического вещества на ювелиров считается, что оно вызывает раздражение кожи, дыхательных путей и глаз. Паспорт безопасности метабисульфита натрия .
Сульфит натрия представляет собой растворимую натриевую соль серной кислоты . Помимо прочего, он предотвращает обесцвечивание сухофруктов. Воздействие кислот заставляет его отказаться от диоксида серы. Msds сульфит натрия . Опасно при проглатывании или вдыхании. Раздражает глаза и кожу.
Диоксид серы (побочный продукт при добавлении воды к метабисульфиту натрия). SO2 Паспорт безопасности . Цитата из MSDS: «Воздействие концентраций выше TLV 2 ppm может раздражать глаза, нос, горло и носовые пазухи, приводя к удушью, кашлю, а иногда и к бронхоспазму. Опасными считаются концентрации 50-100 частей на миллион. Воздействие 400-500 частей на миллион немедленно опасно для жизни. Воздействие высоких концентраций может привести к отеку легких и параличу ».
Как мы все знаем, «жить лучше благодаря химическим веществам», но, как все мы также знаем, их нужно уважать, и необходимо соблюдать меры предосторожности, даже если продукт объявлен нетоксичным или безопасным в использовании! Надевайте маску, перчатки, химически стойкий фартук, химически стойкие очки и используйте вентиляцию при смешивании и надевайте химические очки и вентиляцию при использовании .
Рассол на основе бисульфата натрияСамый распространенный рассол для изготовления ювелирных изделий состоит из бисульфата натрия . Бисульфат натрия также используется в качестве редуктора pH в спа-салонах, поэтому вы можете приобрести такой продукт, как: In The Swim ph Reducer , чтобы использовать его в качестве рассола. Micro-Tools.com продает Sparex # 2 , которые я использую. Не покупайте Sparex # 1, который используется для травления стали и железа! Убедитесь, что на этикетке написано: Бисульфат натрия.
Различные названия рассола на основе бисульфата натрия:
*** Примечание Sparex №1 предназначен для травления чугуна и стали .
ph Восстановитель — рассол на основе бисульфата натрияСмешайте примерно одну чашку pH-редуктора с галлоном дистиллированной воды (кислота в воду) . Отрегулируйте количество в соответствии с размером маринада. Вы можете определить, сколько в нем хранится (если вы не покупаете новую и эта информация всегда доступна). Используя мерную чашку, наполните кастрюлю водой на расстояние одного или двух дюймов от верха.Запишите свои результаты для использования в будущем. (Вы не хотите, чтобы рассол переполнялся, когда вы кладете в него предметы!). Так что не переполняйте.
* Примечание: в галлоне 4 кварты, поэтому соотношение (не знаю, действительно ли это точное, поскольку один жидкий, а другой сухой) для литра будет: 1/4 стакана восстановителя pH на кварту дистиллированная вода. Заполните до 1-2 дюймов, а затем добавьте редуктор pH.
Как смешивать бисульфат натрия (он же Sparex # 2, Rio Pickle, Безопасный рассол)Одежда для успеха: маска, очки , перчатки из ПВХ (ссылка для рекомендаций по перчаткам), пластиковый фартук или фартук из ПВХ .
- Используйте только дистиллированную воду
- Определите соотношение кислоты и воды по упаковке.
- Отмерьте воду и вылейте в горшок для маринада.
- Возьмите две специальные измерительные чашки или вытрите насухо ту, которую вы только что использовали.
- Отмерьте маринад.
- Медленно вылейте измельченный рассол в воду в горшочке для рассола.
- Включите горшок для маринования или мультиварку. Установите его на низком уровне.
- Перемешайте медными, латунными или пластиковыми щипцами или специальной пластиковой или деревянной ложкой для украшений.
- Подождите
- Перемешать
- Подождите
- Если вы не можете больше ждать, а на дне все еще есть бисульфатные соли, все равно используйте рассол. Рассол подойдет, а оставшийся порошок со временем растворится.
Предупреждение: (Это с сайта Rio Grande : « Бисульфат натрия. При контакте с водой выделяет серную кислоту, (здесь SciLab.com MSDS по серной кислоте). Вызывает ожоги и раздражение.Избегайте попадания в глаза, на кожу и одежду. Не вдыхайте пыль. Не глотать. Храните в недоступном для детей месте.»
Поставщики рассола на основе бисульфата натрияЕсть еще много поставщиков: просто погуглите «рассол для металлургов или ювелиров»!
Для получения более подробной информации по этой теме, пожалуйста, обратитесь к моей странице о Медной прокладке .
Для этой работы я использую пластмассовые одноразовые стаканчики на 16 унций . Использование прозрачной одноразовой мерной чашки позволяет мне видеть, сколько каждого химического вещества я наливаю.
Первое и довольно очевидное: удалите из маринада, нейтрализуйте и промойте поврежденный кусок металла. Далее прочтите следующие инструкции по удалению медной планки.
Инструкции:
- Смесь состоит из 50% обычного оле , аптечной разновидности перекиси водорода (доступна в концентрациях 3,5-6%) и 50% рассола из вашего маринованного огурца — если ваш рассол бисульфат натрия разновидность! Вот интересный список различных концентраций и использования перекиси водорода, составленный Дэниелом Картером.Кто знал (ну, может быть, знал), что он также используется в качестве ракетного топлива? (Концентрация 90%). Чтобы узнать больше о перекиси водорода (вы можете быть удивлены ее использованием и тем, как она работает), обратитесь к разделу Для дополнительных исследований этой статьи.
- Вставьте в смесь медную деталь.
- Подождите минуту или две.
- Полоскание.
- Отложите пока паническую атаку.
Смесь рассола / пероксида можно использовать повторно. Через несколько часов (я оставляю свой на ночь) перекись водорода перестанет действовать.
Если вы используете серебро, медь, латунь, много золота, в том числе золотую пластину, или бронзу, ваш рассол в конечном итоге станет бирюзово-зеленым. В вашем сине-зеленом огурце плавают молекулы меди, которые просто ждут, пока не появится сталь.
Рассол хранится долго, но со временем он загрязняется растворенной грязью, металлами и кошачьей шерстью. При небольшом уходе ваш рассол может прожить долгую и целенаправленную жизнь.
Когда рассол становится медленным, добавьте больше кислоты, если рассол испаряется, добавьте еще дистиллированной воды .
Если в маринаде не останется мусора, он продлит срок его службы. Я использую (предназначенный для ювелирных изделий) конус Melitta Coffee cone и конический фильтр для процеживания рассола и удаления нежелательных материалов. Помогает, если ваши фильтры подходят к вашему конусу.
Еще один способ продлить срок службы рассола — удалить медь из раствора (если она есть). Ethical Metalsmiths использует стальную вату для «впитывания» ионов меди. Затем стальная вата перерабатывается.Прочтите их статью, чтобы узнать больше.
Мой тест на удаление меди
Я решил опробовать идею компании Ethical Metalsmith со стальной ватой, и вот что я испытал:
- Я положил горсть стальной ваты в небольшую пластиковую мерную чашку с отверстиями, проделанными в основании и по бокам.
- Через несколько минут я открыл крышку, чтобы проверить это, и моя студия наполнилась ужасным зловонием — не знаю, каковы побочные продукты меди, стальной ваты и бисульфита натрия (я исследовал это!), Но , запах вывел меня наружу.Наверное, надо было в первую очередь сделать это на улице!
- (Изображение: после маринада (L), до маринада (R). Рассол «съел» стальную вату. Хотя стальная вата была покрыта большим количеством меди, запах был настолько нервным, что я решил эксперимент, заслуживающий дальнейших исследований.
- Кто-нибудь знает, как называется (отталкивающий) дым, который я создал? Хотелось бы услышать ваше объяснение. Я предполагаю кислород и…?
Еще одна идея по утилизации сульфата меди / меди при отделке .com
Вот видео об утилизации меди из John Smith на Youtube.
Медь может вызывать проблемы со сточными водами, водными организмами, питьевой водой и т. Д. Медь (сульфат меди) наиболее разрушительна в жидком состоянии, а не в твердом. Это может быть опасно в септической системе или системе очистки воды, поскольку может уничтожить полезные бактерии, используемые при обработке нашей питьевой воды. То же самое и с вашей септической системой, плюс существует опасность стекания в один из множества водоемов, перечисленных ниже (я навязчивый человек). Не сливайте воду, насыщенную медью , и не мариновайте ее в канализацию, канализацию, озера, ручьи, ручьи, ручьи, ручьи, скобы, акведуки, бассейны, бассейны, детские бассейны, водохранилища, озера, мельничные пруды, шлюзы и т. Д. кары, заливы, каналы, океаны, внутренние моря, бассейны, водонапорные башни, резервуары, лужи, открытое море, 7 морей, узкие места, шкафчик Дэви Джонса, звуки, проливы, бухты, заливы, фьорды, звуки, заливы, эверглейды , болота, притоки, ручьи, ручьи, ручьи, болота, болота, источники, воронки, заливы, заливы, гавани, устья, каналы, лагуны, лагуны или вода для купания и т. д.ради бога! Утилизируйте маринады экологически чистым и этичным способом. Пожалуйста.
Перед утилизацией рассола необходимо его нейтрализовать. Это делается путем добавления основы (обычно пищевой соды) в рассол. Я рекомендую следующие шаги:
- Надевайте защитные перчатки и маску для лица или очки.
- В большом (желательно) пластиковом контейнере, ведре, резервуаре, раковине — достаточно большом, чтобы полностью вместить горшок для маринада и емкость, в которую вы наливаете использованный маринад.Конечно, в моем описании того, как я только что сменил рассол, я сделал все это в своей кухонной мойке из нержавеющей стали. Плохая собака.
- Возможно, вам захочется иметь под рукой миску (только для украшений), наполненную водой и раствором пищевой соды (от пары стаканов воды до небольшой горсти пищевой соды) для разливов и нейтрализации фильтров. См. №4.
- С помощью воронки или фильтров Melitta и Melitta отфильтруйте все отходы рассола.
- Сложите фильтр, чтобы запечатать мусор, и окуните его в нейтрализующую ванну.Выбросить.
- Вы можете сделать это на улице. Помните самодельный проект вулкана с уксусом и пищевой содой? Ну, соленья и пищевая сода делают то же самое. Раньше я нейтрализовал, прямо в горшке с маринадом, но он всегда пузырился и попадал повсюду. Но я узнал (да, узнал), что если нейтрализовать рассол в большом контейнере, не начнет пузыриться повсюду. Кувшин для воды на 2,5 галлона отлично мне подошел. Теперь я намного счастливее, когда обнаружил этот факт!
- Если вы несете жидкий нейтрализованный рассол в склад для опасных отходов (кхм) или храните его некоторое время, убедитесь, что у вашего контейнера пластиковая, а не металлическая крышка.Металлические крышки съедят рассол.
- Обозначьте контейнер как ядовитый, и было бы неплохо написать, что находится в контейнере. Еще я люблю рисовать на контейнере череп и скрещенные кости! Практика рисования и техника безопасности — все в одном веселом упражнении. (Мне нужно чаще выходить из студии!)
- Не снимайте верх, пока он полностью не нейтрализуется — оставьте на несколько часов. Потому что выделяющиеся газы будут накапливаться и, возможно, взорваться. Фигово.
- Обдумайте свой метод утилизации: испарение, оставление в жидком состоянии или удаление ионов меди с помощью стальной мочалки.
- Обратитесь в местную компанию по утилизации отходов, чтобы узнать их требования и методы.
- Храните испаряющийся рассол вдали от всех живых существ, особенно животных и детей. Держите весь беспорядок подальше от природы в целом.
Мой недавний опыт смены солений
ВНИМАНИЕ: ПРОЧИТАЙТЕ ОБНОВЛЕННУЮ ИНФОРМАЦИЮ В КОНЦЕ ЭТОГО РАЗДЕЛА! Я только что заменил свой рассол, которому почти год.Я сделал фотографии некоторых процессов, через которые прошел. Имейте в виду, я делал это чертовски много раз, но это моя первая «задокументированная» замена рассола. Думал, что поделюсь.
Мой мутный, грязный, но все еще рабочий рассол. Я поменял его, потому что у меня получилось серебристое покрытие на всей меди, которую я протравил. Я подозреваю, что это был свободно плавающий цинк, несомненно, присутствующий из-за пары кусков латуни, которые оставались в маринаде слишком долго. Я собираюсь записать дату смены маринада, чтобы иметь официальный отчет: 8/10/15 (я думаю).Будет интересно посмотреть, когда я в следующий раз буду менять рассол (по крайней мере, мне). ОБНОВЛЕНИЕ: На сегодняшний день, 28.12.20, я ни разу не менял рассол с августа 2015 года! Я долил дистиллированную воду и процедил грязь на дне, но готово! Удивительный. Более 4 лет!
Работая с холодным рассолом, я процедил липкую массу, которая была на дне кастрюли. Я использовал фильтры Melitta и Melitta. Я прошел шесть или около того фильтров, потому что они забились мусором и не опорожнялись достаточно быстро для моей занятой личности.Вот снимок одного из фильтров:
Вся процедура была проделана в моей кухонной раковине. Я сполоснул и вычистил раковину и столешницы после заливки, потому что я не хотел никого травить и не хотел, чтобы кислота разъедала мою раковину или столешницы. Перед всем этим я перемещал все губки, посуду и продукты так, чтобы поблизости не было ничего, что могло бы заразиться рассолом. Я бы предпочел заменять рассол в раковине для стирки, но, увы, у меня ее нет.
Я использовал 2.5 галлонов, пластиковый кувшин для воды. Я вырезал петлю в верхней части, чтобы разместить Melitta, а затем, чтобы воздух мог попасть в контейнер. Моим методом утилизации будет испарение и переработка кристаллизованной меди. Итак, циркуляция воздуха необходима.
Я смешал пищевую соду в мерном стакане на 2 стакана — несколько столовых ложек на 2 стакана воды. Я медленно вливал смесь в рассол, давая ему нейтрализоваться небольшими дозами. Я смешал еще 2 стакана нейтрализатора и тоже медленно добавил.На полную нейтрализацию рассола у меня ушло около 20 минут. Вы можете сказать, когда это будет готово: если вы добавите пищевую соду, и она не пузырится, она нейтрализуется.
Вот мой, теперь нейтрализованный, маринад, ожидающий испарения. Я обновлю эту страницу, когда останутся сине-зеленые кристаллы меди.
ОБНОВЛЕНИЕ: НЕ ИСПОЛЬЗУЙТЕ КОНТЕЙНЕР ЭТОГО ТИПА !!!!!! МОЙ УТЕЧИЛ ВЕЗДЕ! У меня была кислота на ВСЕХ столешницах, и мне нужно было сделать галлон пищевой соды, чтобы ее можно было использовать повсюду.У МЕНЯ УСТРАИВАЛИ ЧАСЫ И ЧАСЫ, ЧТОБЫ УБИРАТЬ ЭТО !!! ОБЯЗАТЕЛЬНО ИСПОЛЬЗУЙТЕ КОНТЕЙНЕР С НЕМЕТАЛЛИЧЕСКИМ ВЕРХОМ.
Сейчас я готовлю партию рассола из лимонной кислоты, чтобы посмотреть, нравится он мне или нет. Я дам вам знать, что я думаю. Вернуться к содержанию
Для дополнительных исследований
Поставщики для стран Европы, Азии, Африки, Австралии (и многих, многих других), пожалуйста, посетите мою веб-страницу: Поставщики за пределами США .
- All About Solder — Вам нужно понимать, с чем вы работаете!
- Проволока для отжига — Нужен обрыв провода? Как насчет расплавленной проволоки? Нужна мягкая и гибкая проволока? Эти советы помогут вам избежать проблем и создать красивый, работоспособный металл!
- Начало ювелирных проектов: изготовление и пайка жемчужного кольца .Вы узнаете, как сделать стержень кольца, припаять его, создать чашу и штырь для удержания жемчужины и как закрепить жемчуг. Освещенные техники: формовка, пайка, отделка, закрепка жемчуга и многое другое.
- Начало ювелирных проектов: изготовление и пайка кулона . Хотите испытать себя? Нужна практика пайки? Это отличный стартовый проект. В этом видео я рассказываю об основах строительства (но не пиления или отделки — см. Другие мои видеоролики, перечисленные ниже) и пайки.
- Создание сфер одинакового размера — как сделать идеально круглые сферы? Возможно, вам нужно знать!
- Вытяжной вытяжной вентилятор для студии или магазина — один из БОЛЬШИХ ДАННЫХ для безопасности студии. Научитесь делать свои собственные!
- Плоские квадратные кромки на металле — Важные методы создания квадратных кромок, например, на кольцевых стержнях, трубах, установках и т. Д. — практически любых двух частей, которые вы хотите спаять вместе!
- Подготовка к пайке — Важные шаги перед пайкой.
- How to Anneal Silver Sheet — важный навык, иначе вы можете повредить свой металл и работать вдвое тяжелее!
- Как сделать безель и установить кабошон Часть первая и Часть вторая — Хотите припаять тонкий материал слишком толстого? Хотите поставить камень или два? Узнайте, как создавать и паять лицевые панели.
- Как настроить резак — есть резак, нужно его настроить? Вот как.
- Identify Wire Solder — Отметьте свой припой, прежде чем воцарится неразбериха!
- Безопасность ювелирной студии — Чрезвычайно важная информация, которую должен знать каждый ювелир! Не рискуйте своей жизнью и здоровьем! Знаешь, чем опасна металлическая пыль? Если нет, ничего не шлифуйте — пока!
- Мой плейлист по пайке на YouTube — Список всех моих видео по пайке на YouTube.
- Пайка 101, часть первая и пайка 101, часть вторая
- Пайка ювелирных изделий: как паять настройки, скобы и проволоку. — Мы постоянно паяем вместе разные формы и размеры металла. Хотите перестать таять свои настройки или поручительства? Можно ли паять провод, не расплавляя его?
- Пайка ювелирных изделий — Пайка потом, промывка или аппликационная пайка — Как припаять два куска металла друг на друга. Узнайте о приемах успешного соединения материалов разного размера и о том, как наносить припой.
- 4 шага для успешной пайки — 4 шага помогут вам добиться успеха в пайке!
- О припое — Узнайте все об используемом вами материале.
- Ацетилен, Факел, Баки, Безопасность — Огромная страница с гораздо большим, чем просто информацией об ацетилене! Узнайте все о резаках, пайке и о том, как защитить себя!
- Таблицы — Схемы, связанные с пайкой. Включает такие параметры, как температура отжига, размеры клапана сжатого газа, какая температура горит ваш газ, каковы точки плавления вашего металла.Кроме того, есть диаграммы калибра проволоки, диаграммы от миллиметров до долей и дюймов, от сверл до диаграмм с калибрами проволоки. Много информации!
- Очистка металла — полезно знать, если вы планируете что-нибудь паять!
- О маринаде, кислоте, кастрюлях и пищевой соде — Как удалить шмуц, оставшийся от пайки, как сделать свой собственный рассол, как использовать рассол и как нейтрализовать рассол. Тонны информации!
- Шкала окисления, флюса и возгорания — Почему происходит окисление? Почему у вас все время образуется огненная чешуя, как от нее избавиться? Узнайте, почему происходит пайка и какие решения существуют.
- Идентификация припоя — Как пометить припой, чтобы вы всегда знали, какой он тип.
- Ювелирные инструменты — Harbor Freight — Недорогие инструменты для студии!
- Тиски для резки под углом и зажимное приспособление : С трудом подгоняете концы стоек колец? Оцените этот инструмент!
- Рецептов: Это уже не только для готовки!
- Рецепт рассола — сделай свой собственный рассол
- Prip’s Flux Recipe — сделайте свой собственный флюс
- Удаление сломанных сверл из металла — сверло сломалось, и вы не можете его вытащить? Вот как удалить сломанные сверла.
- Удаление медной окантовки То есть: как удалить медное покрытие, которое может образоваться при травлении. А также, как удалить медь с латуни или бронзы, которая попадает на поверхность металла после пайки.
- Пайка в двух словах — мой список самого необходимого для пайки.
- Проволока и листовой металл — Информация о материале, с которым вы работаете. Знай свой металл!
- Какой фонарик купить : Пытаетесь выяснить, что вам нужно для пайки? Ознакомьтесь с этой информацией перед покупкой!
Вопросы и ответы по пайке:
- Q&A: Annealing — Как долго выдерживаются температуры отжига.Печной отжиг.
- Вопросы и ответы: Firescale / Firestain — Узнайте, с чем у других были проблемы, и найдите решения!
- Q&A: Вопросы по пайке — Одна из наиболее часто задаваемых тем. Многие из моих веб-страниц были вдохновлены проблемами и вопросами пайки.
- Q&A: Torch / Gas Questions — Портативные и обычные фонари, проблемы с фонариком, узнайте о бутановых горелках, водяных горелках, как безопасно установить фонарик, купите фонарики.
- Q&A: Wire Questions. Спиральная проволока, проволока для сужения, проволока для деформации, проволока для правки и многое другое!
Polly Model Engineering: Технические примечания
Базовая серебряная пайка
РЕЗЮМЕ
Примечание. С конца 2011 года Easyflo 2 и аналогичные продукты на основе кадмия, такие как AG303, больше не будут доступны, и пользователям следует рассмотреть возможность использования SF55 в качестве альтернативы. SF55 — это сплав с более высокой температурой плавления, поэтому при строительстве соединений следует соблюдать осторожность, чтобы обеспечить полное проплавление.
Изготовить, очистить, обработать флюсом, нагреть и припаять, охладить, очистить и осмотреть Это.
Выполнить успешные паяные соединения серебром легко, если соблюдать несколько основных правил. выполняются, а материалы и инструменты тщательно выбираются.
- Совместная конструкция: — Лучшее соединение — это то, в котором есть перекрытие компонентов в виде нахлеста или втулки. Это оставляет небольшой зазор между соединяемыми деталями, в результате чего серебряный припой может поступают за счет капиллярного действия.Обычно в 4 раза больше толщины самого тонкого компонент лучше всего перекрывается.
- Зазор между компонентами: — в зависимости от конструкции конструкции и стадии строительства, что, в свою очередь, определяет тип использованного серебряного припоя. В конце приводится список с подробной информацией о припоях. и флюсы и рекомендуемые зазоры.
- Серебряный припой на выбор: — обычно серебряный припой иметь высокую или низкую температуру, сыпучий или пластичный и может производить мелкие стыки или стыки со скругленными углами.Это сплав, содержащий серебро. с добавками меди, кадмия, олова и цинка. Некоторые конструкции требуют ступенчатая пайка, типичный пример — котел локомотива, где топка и задняя трубная плита припаиваются первыми с высокой температурой плавления припаять, а затем установить в корпус котла с помощью припоя с более низкой температурой плавления чтобы первая часть не распаялась.
- Чистота: — абсолютно необходимо, все детали должны быть чистым от жира и предпочтительно механически очищенным средним наждачная бумага или аналогичный материал.Для цветных металлов и сплавов, например меди и латунь, протрите горячей водой с моющим средством и скребками Scotchbright и хорошо промыть горячей водой непосредственно перед флюсованием и сборкой, окислы на них металлы можно удалить травлением в растворе лимонной кислоты. См. ВЫБОР.
- Флюс: — Флюс — это материал, очищающий поверхность.
соединяемых металлов и покрывает их во время работы, чтобы предотвратить дальнейшее
окисление, обычно поставляемое в виде порошка или пасты.Выбор
флюса наиболее важно для соответствия свойств выбранному серебряному припою
и размер работы. Флюс должен расплавиться и быть активным к моменту
серебряный припой плавится, поэтому для припоя Easy Flo2 использование флюса Easy Flo
требуется. Флюс должен быть способен удалять оксиды из металлов, чтобы
быть соединенными и специальные флюсы доступны для некоторых сталей и вольфрама
инструменты с твердосплавными наконечниками. Флюсы, как и большинство вещей, имеют ограниченный срок жизни и могут стать
истощены, в зависимости от того, насколько жарко и как долго они нагреваются.Если
остатки флюса становятся черными и стекловидными, тогда флюс с более высоким рейтингом должен
использоваться. Если это происходит в процессе выполнения работы, добавление большего количества потока
часто позволяет закончить работу. Вообще говоря, два потока
больше всего подходит модельным инженерам Easy Flo и Tenacity 4a. Easy Flo 2 для нижних
температуры и стойкость для более высоких температур и более длительного времени нагрева.
Флюс EASY-FLO: — обычный флюс общего назначения для всего низкотемпературного серебра
припои не превышающие 800 градусов С.Он успешно флюсирует большинство материалов.
используется в нашем хобби, включая нержавеющую сталь, и остатки могут быть удалены
выключить, замочив в горячей воде.
TENACITY 4a FLUX: — Флюс для более высоких температур с более длительный срок службы подходит для более крупных котлов, также работает с большинством материалов используется при моделировании, и его остатки можно удалить травлением в мягком кислота. Доступны и другие флюсы, но их удаление после пайки затруднительно.
ФЛЮС ПРИМЕНЕНИЕ: — Флюс лучше всего смешивать с водой и каплей. моющего средства до кремообразной консистенции и наносить кистью на суставы во время сборка перед пайкой.Слишком много флюса редко повредит, но слишком мало может испортить работу. Недостаточное флюсование предотвращает капиллярное действие припаять в стык. Дополнительный флюс может быть добавлен во время пайки погружением горячий конец припоя в сухой порошок флюса, а затем перенос это к работе.
- Нагрев и пайка. (См. Также очаг): — Работа должна
быстро повышайте его температуру, чтобы флюс не истощился.Для небольших работ, таких как установка оливок на медные трубы диаметром до 3/8 дюйма.
или небольшие тройники и фитинги для котлов — типичная домашняя паяльная лампа типа DIY
с использованием одноразовых газовых баллончиков, таких как TAYMAR, с соплом диаметром 7/8 дюйма
адекватно. Малые котлы диаметром до 2 дюймов на длину 5 дюймов прибл. может быть
припаял с помощью двух из них. Для более крупной работы лучше инвестировать в крупную
баллон с пропаном от Calor gas или Shell вместе с горловиной Зиверта
горелка.Они состоят из ручки, к которой могут быть прикреплены горелки разных размеров.
установлено, преимущество заключается в том, что горелка с горловиной
воздух вдали от пламени, позволяя горелке работать в ограниченном пространстве
например топка. Обычно они поставляются с длинным гибким шлангом.
для подключения в комплекте с предохранителем от разрывов шланга / пламегасителем для
подключение к газовому баллону.
Очень сложно определить размер горелки, необходимой для конкретная работа, поскольку условия значительно различаются i.е. внутри или снаружи с дует шторм. Вкратце, для котлов диаметром до 5 дюймов и высотой 10 дюймов горелки 1,25 дюйма будет достаточно, для локомотивных котлов 5 дюймов используйте горелку 2,5 дюйма а для действительно больших котлов — две из 2,5-дюймовых горелок. следует избегать, если только кто-то действительно не опытен в его использовании, даже тогда только мягкое белое пламя используется, чтобы избежать возгорания основных металлов. Латунные фитинги имеют тенденцию мгновенно таять при использовании этого типа источника тепла.Главный недостатком оксиацетилена является высокая концентрация тепла, чем больше пламя пропана дает лучшее распространение тепла.
В качестве ориентира для определения температуры состояние флюса или цвет металла может быть использовано. По мере повышения температуры флюс становится прозрачным, жидким и проходит по области стыка, затем можно наложить припой, и он должен растопить и наткнуться на стык. Если он не работает, продолжайте нагрев и после несколько минут попробуйте еще раз, продолжите нагревание и нанесите припой вдоль стыка пока не пропаял все четко.Цвет металла также обеспечивает ориентируйтесь на его температуру, но важно всегда работать с одним и тем же условия освещения. Я нахожу приглушенное освещение внутри или в тени снаружи лучше всего. Если солнце будет светить даже на раскаленный металл, он станет черным и вызвать недоумение. Металл должен светиться тускло-вишнево-красным для Easy Flo. 2 припоя и до ярко-красного, почти оранжевого, для высокотемпературного серебра Flo 24.
При использовании припоя с более высокой вязкостью следуйте за стержнем припоя вместе с припоем. пламя, как оно применяется.Как только стык будет завершен, нагрев должен прекратить и дать работе остыть естественным путем до комнатной температуры после чего он может быть перенесен в ванну для рассола. Закалка от горячего состояние не нужно и может быть опасным, так как пар образуется в полых частях работы и может быть выброшен с большой скоростью, если используется кислота. хуже, так как также часто выделяются пары. Закалка также производит термическое удар, вызывающий неравномерное напряжение и, в конечном итоге, может повредить работу.
- Пода: — Под паяльник может быть изготовлен из изоляционных материалов. строительные блоки, они доступны по разумной цене у строителей-продавцов под торговыми марками Celcon или Thermalite. См. Прилагаемый эскиз. Они делают не портиться и не ломаться при нагревании, легко разрезать или вырезать, чтобы держать детали во время пайки и обычно намного дешевле огнеупорных кирпичей. Делать не используйте кирпичи от старых радиаторов хранения, поскольку они предназначены для поглощения тепла, и вы можете потратить много времени на их нагрев вместо работы.Изоляционные блоки быстро нагреваются на поверхности и светятся красным цветом, добавляя к тепловыделению в работу. Стоящие запасные блоки вокруг работы будут улучшить время нагрева. Также оставьте место для парковки паяльной лампы, пока она не остынет. вниз.
- Травление или очистка от остатков: — после пайки
процесс необходимо тщательно очистить работу, это лучше всего достигается
полностью погрузив работу на ночь в холодную воду или
мягкая кислота для флюса Tenacity.Я использую лимонную кислоту (лимонный сок), которая есть в наличии.
в виде порошка для смешивания с водой от химика Boots по цене около 1 фунта стерлингов
за 3.50z, хватит на несколько галлонов рассола. После маринования обильно промыть
чистой холодной проточной водой небольшие остатки флюса легко удаляются
скотчбрайтом или острым деревом, чтобы попасть в уголки. Проверять
с обеих сторон, где возможно, чтобы все стыки были правильно спаяны, если
нет, как правило, можно перенаправить работу и повторить процесс после
уборка.
Некоторые люди рекомендуют серную кислоту для маринования, но на самом деле это не обязательно хотя может немного ускорить процесс. Травление лучше всего проводить в пластике контейнеры, такие как полиэтиленовые ланч-боксы для очень небольших работ или большие полиэтиленовые урны или небольшие поилки для крупного рогатого скота для больших котлов.
Пригоревшие и почерневшие остатки лучше всего удалять кислотным травлением, но при работе требуется быстро вода до 60 ° C можно использовать для удаления флюса Easy Flo в течение 15-20 минут.
- Здоровье и безопасность: — Здесь лучше всего здравый смысл, никогда не вдыхайте пары из любого источника, особенно при использовании кадмия, содержащего сплавов, используйте хорошую вентиляцию и не стойте в стороне от работы над ней. Поток может вызвать раздражение кожи, поэтому следует избегать длительного контакта. Жара от пайка большого котла может быть непосильной и утомительной, так что имейте в виду и будь осторожен. Некоторые люди носят так называемое одеяло выживания в качестве фартука, когда рабочий или даже лист алюминиевой фольги для отражения тепла.Не испытывать искушение прикоснуться к чему-либо даже в перчатках, если вы не уверены, что холодно, всегда кладите палочки припоя горячим концом подальше от вас на очаге.
| Припой | Температура | Стык | |
|---|---|---|---|
| Easy Flo | 608-617 | .001 ” | Универсальный припой общего назначения с высокой текучестью содержит кадмий.Самая низкая температура. Очень маленькие филе. |
| Серебро Flo 55 | 630-660 | .001 ” | Припой без кадмия, ближайший к EF2, свободно текучий, образует небольшие галтели идеально подходит для изготовления. |
| Сильвер Фло 24 | 740-800 | .001-.002 | Высокая температура используется в качестве первого шага при пайке. Филе большего размера для меди, меди и стали |
| Серебряный Flo 40 | 650-710 | .001-.010 | Скромное скругление как SF55 |
Серебряные припои обычно поставляются в виде стержня 1,5 мм (1/16 дюйма). диаметр на 600 мм в длину. Мы также поставляем Easy flo2 в виде проволоки 0,5 мм для малых фитинги и т. д. Для некоторых применений все три вышеупомянутых припоя доступны в готовом виде. смешанный с флюсом в 30-граммовом шприце, чтобы части могли быть собраны, а затем просто греется.
| Флюс | Очистка | ||
|---|---|---|---|
| Easy Flo | 550-800 | холодная или горячая вода | универсальный флюс общего назначения для большинства M.E. приложения |
| Упорство 4А | 600-850 | слабокислый рассол ополаскивание горячей водой | для высоких температур и увеличения срока службы |
Флюс обычно поставляется в виде порошка в горшках по 250 грамм.
РЕЗЮМЕ
Сделайте, очистите, обработайте флюсом, примените тепло и припой, охладите, очистите и осмотрите
Это.
Эта страница содержит некоторые примечания по серебряной пайке. Когда я впервые приступил к пайке, я обнаружил, что процесс обучения довольно разочаровывающий и временами дорогостоящий, поэтому ниже приводится мой метод создания успешного и прочного соединения Я провел некоторое время, экспериментируя с различными инструментами и техниками, и эта страница призвана передать некоторые знания. Это не обширное эссе на эту тему, а пособие о том, как начать. | |||||||
| Процесс Процесс пайки можно разделить на три этапа.
Первые два шага очень просты. Для очистки стыка можно использовать металлическую вату или мочалку. Оба сделают металл ярким и блестящим. Для флюсования стыка можно нанести флюсовую пасту, смешанную с водой, в гладкую пасту с помощью небольшой кисти. Существует много типов флюсов, но если вы запросите их при заказе прутка для пайки, вы должны получить подходящую комбинацию. Помните, что куда бы вы ни нанесли флюсовую пасту, припой будет стекать. Поэтому, чтобы сохранить соединение в чистоте и избежать дополнительных отделочных операций, будьте осторожны при нанесении флюса. Третья операция требует немного большего внимания. Для нагрева стыка требуются две вещи.
На фотографии ниже изображен самодельный очаг. Из соображений безопасности при строительстве очага следует использовать только материалы, выдерживающие тепло.Кирпич для дома, например, не лучший выбор, так как он может содержать влагу и может взорваться при нагревании. | |||||||
Основание этого очага — слой огнеупорных кирпичей. Огнеупорные кирпичи скорее сохраняют тепло, чем отражают его, поэтому в качестве рабочей поверхности был использован теплоотражающий слой вермикулита. Вермикулит очень легкий и похож на пробку, но хорошо отражает тепло, иногда его продают под торговой маркой Skomolex. Chronos — один из продавцов Skamolex.Использование очага важно как для пожарной безопасности, так и для сохранения тепла, достаточного для успешной пайки. | |||||||
В качестве источника тепла используются 3 различных горелки.
Для большинства работ используется газовая горелка для пайки, поскольку это самый чистый и быстрый инструмент для работы. Простая газовая горелка (первоначальная покупка) сейчас используется редко, она слишком слабая для большинства работ. При пайке с большой массой, например в котле, используется горелка Sievert.На рисунках ниже показано пламя, создаваемое каждым из факелов, чтобы дать представление об их выходе. | |||||||
Сравнение пламени факелов. Фонарь простого сантехника слева и фонарь Зиверта справа. | |||||||
Для начала пайки показанная выше средняя горелка (продается как паяльная горелка), вероятно, является лучшим вложением средств, поскольку сейчас она используется для всего, кроме самых крупных работ по пайке.Только большие котлы или проекты с большой массой ( , например, ручка для покера), похоже, требуют горелки Sievert. | |||||||
Если вы хотите получить более подробную техническую информацию о любых аспектах пайки, то эта книга Tubal Cain доступна. Он расскажет вам все, что вам нужно знать об оборудовании, типах припоев, флюсах, методах и многом другом. | |||||||
Важным моментом при нагревании заготовки является то, что соединение должно быть раскалено докрасна перед тем, как продолжить.Для этого необходимо подавать тепло к заготовке быстрее, чем она теряет его, а для этого необходимы очаг и источник тепла. **** В качестве примера преимуществ пода были спаяны 2 одинаковых болта и гайки M8. В очаге на выполнение работы потребовалось 1 мин 40 секунд. В тисках через 5 минут работы с газовой горелкой она все еще не достигла температуры пайки, и испытание было остановлено, чтобы не тратить газ впустую. Неэффективность объяснялась тем, что тиски отводили тепло быстрее, чем горелка. | |||||||
Когда заготовка нагреется до температуры, можно добавить пруток. Также неплохо нагреть пруток для пайки в пламени и окунуть его в порошок флюса, чтобы создать пруток, покрытый флюсом. После нанесения на горячее изделие стержень должен расплавиться и стечь в любую флюсовую область соединения. Как всегда, потренируйтесь на нескольких деталях, прежде чем пытаться построить какие-либо готовые объекты.Если у вас есть какие-то необычные кусочки сантехнической меди, вы можете попробовать присоединить их вот так. | Mr T (пайка) | ||||||
Также стоит отметить, что медь имеет более высокую температуру плавления, чем латунь, и что латунь может плавиться, если нагреться до тускло-красного цвета.Алюминий совсем не светится, он просто плавится, когда становится слишком горячим, поэтому для этого нужно гораздо больше практики. Наконец, чтобы уточнить, какой тип припоя используется для создания моих моделей. Я предпочитаю использовать прутки для пайки Silver-flo 55, а не Easy-flo no 2, так как первые не содержат кадмия и, следовательно, менее опасны в использовании. Однако оба этих припоя имеют одинаковую температуру плавления и соединяют металлы с аналогичными характеристиками. | |||||||
| Сводка Итак, приступим к пайке.
| |||||||
| Наконец Вот к чему вы стремитесь.Это соединение являлось частью парового котла на 45 фунтов на квадратный дюйм. Соединение имеет красивую кромку из серебряного припоя, оно чистое и аккуратное. Скругление сливается с поверхностью заготовки, что указывает на то, что припой «хорошо растек» и образовал прочное соединение. | |||||||
Как паять, паять и приваривать нержавеющую сталь к меди — за 5 простых шагов! — Learn to Moonshine
Если вы создаете проект, который требует от вас соединения деталей из меди и нержавеющей стали, эта статья научит вас, как это сделать.В моем случае я собирал самодельный горшок, и мне нужно было прикрепить трехзажимные феррулы из нержавеющей стали к медной колонне 2 дюйма. Это очень распространенное соединение в пивоваренной и дистилляционной промышленности, и знание правильного способа соединения этих двух разнородных металлов гарантирует успех проекта. Можно купить 2-дюймовые медные наконечники, которые можно припаять на место, но они довольно дороги по сравнению с наконечниками из нержавеющей стали, и мы обсуждали в Facebook Group, что медные наконечники не герметизируются должным образом с течением времени.Из-за мягкости меди эти наконечники могут царапаться и вмятин. По этим причинам я думаю, что буду придерживаться трехзажимных наконечников из нержавеющей стали. Итак, большой вопрос здесь в том, можно ли соединить медь пайкой, пайкой или даже сваркой их вместе, и если они могут, как это сделать?
Можно ли сваривать медь и нержавеющую сталь?
Можно ли сваривать медь и нержавеющую сталь? Короткий ответ — «Да», их можно сваривать, но это чрезвычайно сложно и обеспечивает очень небольшую прочность конструкции.Почему ты спрашиваешь ? Ну вот и длинный ответ.
При сварке меди и нержавеющей стали возникают две проблемы. Во-первых, два металла имеют существенно разные точки плавления. Нержавеющая сталь плавится при температуре около 1400 ° C, а медь плавится при 1085 ° C, то есть разница в 315 ° C делает образование лужи из двух металлов чрезвычайно трудным. Кроме того, существуют металлургические проблемы смешения разнородных металлов в процессе сварки. Поскольку нержавеющая сталь не полностью растворяется с медью и имеет значительно более высокую температуру плавления, она сначала начнет затвердевать и образовывать зернистые / кристаллические структуры.Присутствующая медь останется жидкостью и будет вытеснена между этими формирующимися кристаллическими структурами, создавая очень слабую связь. По мере дальнейшего охлаждения сварного шва зерна нержавеющей стали начнут сжиматься из-за охлаждения, вызывая тем самым разрыв зерен. На этом этапе медь еще слишком горячая, чтобы добавить структурной прочности зеренной структуре, и сварной шов будет образовывать большие трещины, это называется горячим растрескиванием. Горячее растрескивание серьезно снижает прочность сварного шва этого типа. Если вы хотите соединить медь и нержавеющую сталь, лучше всего подойдет пайка или пайка.Тем не менее, если у вас есть подходящее оборудование и навыки, такие как сварка меди и нержавеющей стали Eb Industries, это можно сделать.
Как сварить медь с нержавеющей сталью
На рисунке 1 показан сварной шов между нержавеющей сталью и медью. Если в вашем гараже нет устройства для электронно-лучевой сварки, такого как Eb Industries, есть другой способ сваривать / паять нержавеющую и медь. Ниже приведено изображение удачного сварного шва трехзажимного наконечника из медной трубы и нержавеющей стали. Это было сделано с помощью сварочного аппарата Tig со стержнем из кремнистой бронзы.Теперь технически это можно классифицировать как пайку Tig, потому что нержавеющая сталь имеет более высокую температуру плавления, чем присадочный стержень из кремнистой бронзы. Стержень из кремниевой бронзы имеет температуру плавления около 1050 ° C, а нержавеющая сталь имеет температуру плавления 1400-1450 ° C. Этот процесс подробно обсуждается на сайте adiforums.com, если вам интересно узнать, что говорят профессионалы о сварке меди и нержавеющей стали методом TIG.
Если вы хотите попробовать сварку / пайку меди с нержавеющей сталью с помощью сварочного аппарата Tig, у Тома Списака III есть хороший совет.Он говорит: «Любой, у кого есть некоторый опыт работы с Tig, должен иметь возможность использовать эту связку с помощью проволоки из силиконовой бронзы, которую можно легко найти в вашем местном магазине сварочных материалов. На рисунке выше показан сварной шов, выполненный между трехзажимным наконечником из нержавеющей стали и медной трубой.
Что вам понадобится для сварки / пайки меди и нержавеющей стали:
Процедура сварки TIG:
- Шаг 1. Очистите все детали, которые будут свариваться / паять, с помощью куска эмори или стальной мочалки.
- Шаг 2. Соберите детали, убедившись, что они плотно прилегают друг к другу.При необходимости зажать.
- Шаг 3: Включите газ аргон, установите сварочный аппарат Tig на постоянный ток и
33 pps с заостренным вольфрамовым электродом. - Шаг 4: Сконцентрируйте тепло на меди, медленно добавьте в бассейн материал присадочного стержня, перетаскивая бассейн на наконечник из нержавеющей стали
. Вы не хотите плавить здесь нержавеющую сталь, иначе вы получите структурное растрескивание, как упомянуто выше. - Шаг 5: После завершения проверки сварного шва на наличие дефектов, очистив участок проволочной щеткой, также проверьте наличие утечек.Если ваше здание все еще такое же, как и я, вы должны убедиться, что нет утечек.
Вот видео, демонстрирующее сварку / пайку меди TIG с нержавеющей сталью.
Можно ли паять медь и нержавеющую сталь вместе?
Да, медь и нержавеющая сталь можно легко спаять или спаять вместе с использованием присадочного материала, обычно содержащего олово и серебро. В отличие от сварки, когда мы плавим два металла вместе, при пайке или пайке используется присадочный материал, чтобы соединить две части вместе, не плавя их.Температура отличает пайку от пайки, тогда как пайка обычно требует нагрева более 450 ° C / 840 ° F для соединения деталей с помощью прутка. Пайка производится при температуре ниже 450 ° C / 840 ° F с использованием припоя. Оба присадочных материала содержат серебро, чем выше его содержание, тем выше температура плавления и тем прочнее связь между деталями. Таким образом, пайка дает гораздо более прочное соединение, чем пайка.
Как припаять нержавеющую сталь к меди
Если вы решите спаять компоненты вместе, обычный водопроводный припой, содержащий 95% олова и 5% сурьмы, отлично подойдет.Вы также можете использовать комплект Lincon Electric Solder Stay-Bright с флюсом, который на 95% состоит из олова и 5% серебра для достижения лучших результатов. Оба припоя будут иметь температуру плавления 230 ° C / 450 ° F и могут нагреваться с помощью простой пропановой или газовой горелки Mapp. Вам нужно будет тщательно очистить обе детали и нанести покрытие из флюса на все паяемые поверхности. Для этой работы мне нравится белая флюсовая паста Harris. Флюс важен, потому что он растворяет оксиды, которые образуются в процессе нагрева, и помогает потоку припоя в соединение, обеспечивая защиту от кислорода в воздухе.Ниже представлено видео о пайке нержавеющей стали с медью и последующей проверке соединения на прочность.
Ниже я подробно описал процесс пайки меди и фитингов из нержавеющей стали в пошаговом формате, который должен упростить процесс. Если вы собираетесь паять медь с медью, вам может быть интересно это Руководство по пайке меди
Материалы, необходимые для пайки:
Процедура пайки:
- Шаг 1: Очистите все детали, подлежащие пайке, с помощью куска Эмори или стальная вата.
- Шаг 2: Нанесите белую флюсовую пасту на паяемые поверхности. Важно использовать флюс, подходящий для нержавеющей стали, поскольку он должен протравить поверхность, чтобы припой мог правильно склеиться. Вы можете использовать соляную (соляную) кислоту
, фосфорную кислоту, фторбороратные флюсы и хлорид цинка. - Шаг 3: Соедините две части вместе и начните нагревать медь пропановой или газовой горелкой MAPP. Не нагревайте нержавеющую сталь напрямую. Как только припой начнет плавиться на меди, переместите тепло на нержавеющую сталь.Нагревайте, пока не увидите, как припой попадает в соединение. Затем удалите источник тепла.
- Шаг 4: Дайте детали остыть, пока она не станет теплой, затем сотрите излишки флюса водой с мылом.
- Шаг 5: Выполните тест на герметичность, чтобы убедиться, что соединение полностью герметично.
Вот еще несколько продуктов, рекомендованных участниками группы Home Disttilers of America в Facebook:
Как припаять нержавеющую сталь к меди
Пайка меди обеспечит более прочное соединение из-за высокого процента серебра в прутке.Но также будет стоить дороже и потребует использования ацетиленовой или газовой горелки Mapp для плавления прутка. Вы можете приобрести прутки для пайки с различным содержанием серебра, а также прутки с флюсовым покрытием или без него. В моем случае я бы порекомендовал использовать пруток для пайки 45% серебра, покрытый синим флюсом, который имеет температуру плавления приблизительно 600 ° C / 1100 ° F для соединения деталей из меди и нержавеющей стали. Если вам нужна большая прочность, вы можете использовать пруток для припоя 56% серебра с оранжевым флюсом. Вы также можете нанести серебряный припой Harris «Stay-Silv» или аналогичный продукт для очистки всех деталей перед пайкой.Ниже представлено видео, демонстрирующее, как припаять медь к нержавеющей стали.
Ниже я подробно описал процесс пайки фитингов из меди и нержавеющей стали в пошаговом формате. Прежде чем начать, важно понять, что вы можете повредить поверхность нержавеющей стали, перегрев ее во время пайки. Хром используется в нержавеющей стали для предотвращения коррозии, когда вы нагреваете нержавеющую сталь между
425–870 ° C (800–1600 ° F) в течение продолжительных периодов времени, хром может диффундировать от поверхности и образовывать карбиды хрома, которые заставят сталь больше не нержавеющая.Это делает его подверженным коррозии и растрескиванию. Вы можете предотвратить это, избегая чрезмерного нагрева деталей и закалив их в воде после 4 минут нагрева.
Материалы, необходимые для пайки:
Процедура пайки:
- Шаг 1. Очистите поверхность стальной мочалкой или тканью Emory.
- Шаг 2: Нанесите флюс на обе поверхности, подлежащие пайке, убедитесь, что у вас есть флюс, способный травить нержавеющую сталь и рассчитанный на высокую температуру пайки (более 840 F), вы не можете использовать обычный водопроводный флюс. здесь.
- Шаг 3: Соедините детали вместе и начните нагревать медь круговыми движениями, стараясь нагреть ее равномерно по всей трубе. Когда паяльный стержень начнет течь, переместите горелку ближе к нержавеющей стали, это должно втянуть наполнитель в стык между двумя частями. Нержавеющая сталь передает тепло медленнее, чем медь, поэтому у нее не так много времени, чтобы нагреться до температуры. Поэтому сначала начинаем нагревать медь. Если вы паяете клапан, который может быть чувствительным к температуре, оберните клапан влажной пленкой, чтобы внутренние части клапана не плавились.
- Шаг 4: Дайте детали остыть, пока она не станет теплой на ощупь, затем удалите флюс с мылом и водой до полного остывания.
- Шаг 5: Выполните тест на герметичность, чтобы убедиться, что соединение полностью герметично.
В чем разница между прутком серебряного припоя с флюсовым покрытием и без покрытия?
Давайте поговорим о преимуществах и недостатках использования прутков для пайки с флюсовым покрытием и прутков без покрытия. Очевидным преимуществом использования прутков для пайки с флюсовым покрытием является удобство. Нам не нужно наносить флюс на детали, которые мы паяем, потому что он уже находится на стержне, и поэтому нам не нужно отдельно покупать серебряный припой.Недостатком паяльного стержня с флюсовым покрытием является то, что трудно контролировать количество флюса, подаваемого на наш сустав, когда он уже находится на стержне, и, что еще хуже, если вы перегреваете стык, флюс может образовывать твердую пленку черного стекла, которую невероятно трудно удалять. Я слышал аргументы в любом случае, мне лично больше нравятся стержни с флюсовым покрытием. Я хотел бы услышать ваше мнение о том, какой метод вы предпочитаете, напишите мне комментарий внизу статьи.
Другие ресурсы
Вот некоторые дополнительные ресурсы о пайке, пайке меди и строительных кадрах, которые стоит прочитать.
Если у вас возникли вопросы или вы думаете, что я пропустил какую-то информацию, которая должна быть включена в эту статью, не стесняйтесь оставлять комментарий внизу. Мне нравится, когда вы, ребята, помогаете улучшить эти статьи. Не забудьте присоединиться к нашей группе в Facebook, это отличное место для изучения и обмена знаниями о дистилляции.
Серебряный ювелирный флюс — Starco Jewelers
Ищете информацию о Silver Jewelry Flux ? Перейдите по ссылкам ниже, чтобы найти всю необходимую информацию и многое другое.
Как сделать серебряный флюс для пайки eHow
- https://www.ehow.com/how_6006005_make-silver-soldering-flux.html
- 30 августа 2017 г. · Поваренная соль — один из ингредиентов самодельного флюса для серебряной пайки. Металлисты, художники и мастера полагаются на флюс при выполнении многих своих проектов. Флюс — это вещество, которое бывает в порошковой, пастообразной и жидкой формах. Используется, когда металл…
Лучший флюс для пайки ювелирных изделий в 2020 году: наш лучший выбор 7…
- https://toolsfocus.com/best-flux-for-soldering-jewelry/
- 18 декабря 2020 г. · Последний, но не менее важный флюс в нашем списке лучших флюсов для пайки ювелирных изделий — это паяльный флюс Harris Silv. . Это универсальный низкотемпературный припой, используемый при пайке серебра. Подходит для пайки большинства черных и цветных металлов; Однако его не рекомендуется использовать для обработки магния, алюминия и титана.
Как флюс используется в производстве ювелирных изделий? — International Gem…
- https://www.gemsociety.org/article/flux/
- Handy Flux используется для легкой и средней пайки (припой, плавящийся при более низкой температуре) золота и серебра. Если он слишком густой, его можно разбавить дистиллированной водой. Его можно купить на Amazon в…
Типы серебряного припоя в ювелирных изделиях — Halstead Bead, Inc.
- https://www.halsteadbead.com/articles/types-of-silver-solder-in-jewelry
- Маловероятно снизить содержание серебра во всем ювелирном изделии настолько, чтобы оно упало ниже требований законодательства из-за легированные металлы в небольшом припое.Единственный раз, когда я буду беспокоиться об этом, это если я сделаю тонкую серебряную филигрань с множеством стыков или сильно гранулированный дизайн с…
Как паять украшения — The Home Depot
- https://www.homedepot.com/c/ah/how-to-solder-jewelry/9ba683603be9fa5395fab5d9295
- Нанесите небольшое количество флюса на место, которое будет паять, с помощью кисти. Нанесите припой на украшение с помощью плоскогубцев или пинцета.
Основы и техника пайки серебром — YouTube
- https://www.youtube.com/watch?v=CJwSmTfZF4Q
- 19 апреля 2017 · ПОДПИСАТЬСЯ на новые видео каждый понедельник и пятницу: https://goo.gl/FRdNssВ бонусном эпизоде этой недели мы покажу вам базовую технику серебряной … Автор: Weld.com
Бура для флюса? Что на самом деле самое лучшее? — Ювелирные изделия …
- https://orchid.ganoksin.com/t/borax-for-flux-what-is-really-the-best/36976
- плавится, это истощает флюс и снижает время защиты, которое обеспечивает флюс.Большинство пастообразных флюсов для серебра и меди состоят из борной кислоты, боратов (бура), фторидов, фторборатов и смачивающих агентов. Бура сама по себе или с борной кислотой имеет тенденцию быть довольно вязкой, поэтому она плохо течет в узких стыках и щелях, а также является твердой
Мы надеемся, что вы нашли всю необходимую информацию о Silver Jewelry Flux, перейдя по ссылкам выше.
Знаете ли вы все 6 этапов травления для пайки ювелирных изделий? | Ювелирные изделия
Практически аксиома: сначала спаиваешь, потом маринешь.Собственно, вы паяете, закаливаете, протираете, ополаскиваете. Или это мариновать, тушить, ополаскивать? Или это так. . . Не слишком уверенный во всех тонкостях, я обратился к Lapidary Journal Jewelry Artist, давнишним редакторам Тому и Кей Бенхам, и попросил их рассказать о травлении и многом другом. Вот реальная информация об этом важном наборе этапов пайки ювелирных изделий (партнерская ссылка). Деталь кулона в виде кометы Галлея, созданного Роджером Халасом, из сваренной стали с рисунком, стерлингового серебра и синего звездчатого сапфира, включает припаянный безель.Первоначально он появился в Lapidary Journal Jewelry Artist December 2017; фото: Джим Лоусон