Резак ацетиленовый Р1А: цены, оптом в ПТК 001.020.152
Резак ацетиленовый Р1А предназначен для ручной разделительной резки листового и сортового металла из низкоуглеродистых сталей толщиной до 100 мм. На резаке установлена ручка из высокотемпературного штампованного пластика, выдерживающая температуру до 200°С, благодаря чему можно работать в тонких рукавицах.
Запорные вентили (кислород подогревающий, горючий газ и кислород режущий) изготовлены из нержавеющей стали. На штоке вентилей установлен уплотнитель из фторопласта. Данная конструкция позволяет легко подтянуть сальниковую гайку, чтобы добиться необходимого плавного открытия вентилей.
Резак поставляется в сборе с внутренним мундштуком №2 и наружным №1А. Дополнительно укомплектован внутренними мундштуками №1 и 3. Давление газа на входе и расход зависит от установленного внутреннего мундштука. В руководстве по эксплуатации указаны ориентировочные данные.
Маркировка внутренних мундштуков и толщина разрезаемого металла:
- №1 (8–15 мм)
- №2 (15–30 мм)
- №3 (30–50 мм)
- №4 (50–100 мм) – мундштук не входит в комплект поставки к резаку, приобретается отдельно.

Особенности:
- Резак укомплектован ниппелями, что позволяет использовать резинотканевые рукава с внутренним диаметром 6 и 9 мм без дополнительных переходников, накидными гайками M16х1,5 для подачи кислорода и M16х1,5LH для подачи ацетилена.
- Товар поставляется в индивидуальной упаковке, что исключает бой и обеспечивает сохранность комплектации во время транспортировки и хранения на складе.
- Для защиты от противотока газа, а также от обратного удара пламени рекомендуется устанавливать клапана КОК (кислород) и КОГ (горючий газ) на входные штуцеры резака.
Комплектация:
- Резак ацетиленовый Р1А – 1 шт.
- Мундштук наружный ацетиленовый №1А – 1 шт.
- Мундштук внутренний №1, 2, 3 – по 1 шт.
- Ниппель универсальный диаметром 6/9 мм – 2 шт.
- Гайка накидная M16х1,5 – 1 шт.
- Гайка накидная M16х1,5LH – 1 шт.
- Руководство по эксплуатации – 1 шт.

Технические характеристики
| Применяемый горючий газ: | Ацетилен |
| Толщина разрезаемого металла, мм: | до 100 |
| Давление кислорода на входе, МПА (кгс/см²): | 3,5–5,0 |
| Давление ацетилена на входе, МПА (кгс/см²): | 0,03–0,2 |
| Расход кислорода, м³/ч: | 3,2–13,8 |
| Расход ацетилена, м³/ч: | 0,5–0,9 |
| Угол наклона головки резака: | 90° |
| Длина резака, мм: | 500 |
| Вес нетто, кг: | 0,85 |
ВМЕСТО ПРОПАНА – АЦЕТИЛЕН ???
Ежегодно в конце лета цены на пропан устремляются ввысь. Не стал исключением и этот год. Осложнило ситуацию еще и то, что момент окончания выборки квот поставок пропана на внутренний рынок РФ по времени совпал с очередным витком кризиса в отношениях между Россией, Украиной и Европой, что побудило шустрых Европейских коммерсантов активно включиться в закупку жидкого «голубого топлива» в РФ. И вот встает вопрос: «А не выгоднее уже теперь использовать ацетилен там, где его заменяют пропаном именно с целью экономии?»
И вот встает вопрос: «А не выгоднее уже теперь использовать ацетилен там, где его заменяют пропаном именно с целью экономии?»
Температура горения пропана в резаке 2000-2500 градусов Цельсия, у ацетилена – 3260. Время нагрева металла до температуры плавления при кислородной резке при пропане значительно больше. Резка слаболегированных и сталей больших толщин возможна только на ацетилене. Ацетиленовый баллон, несмотря на большую стоимость, обладает гораздо большей живучестью, по сравнению с пропановым. Использование клапанных резаков, отсекающих греющую смесь на время непосредственной резки, добавит еще экономии на газе. Ниже в таблице приведены характеристики из паспорта резака типа Р1. Из этой таблицы видно, что не только пропана, но и кислорода в пропановом резаке тратится на 30% больше, чем в ацетиленовом. И это при том, что разница в цене заправки ацетиленового и пропанового баллона уже отличается всего на те же 30%.
Может, есть смысл заглянуть в дальние уголки склада, вытащить запыленные ацетиленовые баллоны, заменить мундштук в резаке с пропанового на ацетиленовый и попробовать? А если еще вспомнить, что ацетиленом можно еще и варить? И что ацетиленовая горелка стоит намного меньше сварочного полуавтомата. А в качестве сварочной проволоки в аварийной ситуации, когда дорога каждая минута, можно использовать обычный электрод, который можно просто «обстучать от обмазки», а не покупать 5 кг бобину. И не нужно нестись за углекислотой или смесью. Может пора начать экономить?
А в качестве сварочной проволоки в аварийной ситуации, когда дорога каждая минута, можно использовать обычный электрод, который можно просто «обстучать от обмазки», а не покупать 5 кг бобину. И не нужно нестись за углекислотой или смесью. Может пора начать экономить?
| Техническая Характеристика | ||||
| Толщина разрезаемой стали, мм | до 15 | 15-50 | 50-100 | |
| Мундтштук внутренний | 1А/1П | 3А/3П | 4А/4П | |
| Мундштук наружный | 1А/1П | |||
| Давление на входе кгс/см2 | Кислорода (номинальное) | 3,0-3,5 | 4,0-4,2 | 4,5-5,0 |
| горючего газа, А/П | 0,03 — 1,2/0,01 — 1,5 | |||
| Расход м3/час | кислорода при работе на А | 2,6 — 2,8 | 5,4 — 5,8 | 8,6 — 10,2 |
| кислорода при работе на П | 3,2 — 3,5 | 7,7 — 8,5 | 11,1 — 13,1 | |
| горючего газа, А/П, не более | 0,26/0,4 | 0,33/0,48 | 0,36/0,56 | |
| Масса резака, кг, не более | 0, 75 | |||
| Длина резака, мм, не более | 500 | |||
|
Внутренний диаметр присоедняемых рукавов — 6 или 9 мм |
||||
газовый резак, резак пропановый, резак ацетиленовый|Чита
 Стоимости товаров/услуг, их наличие и технические характеристики уточняйте в отделе
продаж используя
средства связи указанные на сайте.
Стоимости товаров/услуг, их наличие и технические характеристики уточняйте в отделе
продаж используя
средства связи указанные на сайте.
Газовый резак (резак для ручной резки), также автоген — аппарат для резки металла с помощью
нагревания до
высоких температур. Сущность процесса заключается в сгорании металла в струе химически
чистого кислорода,
с последующим удалением этой струёй продуктов окисления из зоны реза (выдувом).
Ручные резаки для газовой резки классифицируются по следующим признакам: по роду горючего
газа, на котором
они работают:
для ацетилена, газов-заменителей, жидких горючих смесей.
Резак ацетиленовый Р2А
Резак Р2А предназначен для ручной разделительной кислородной резки низкоуглеродистых и низколегированных сталей с применением в качестве горючего ацетилена и кислорода чистотой не ниже 99,7 % по ГОСТ 5583.
ООО «ПромЭнергоТехнолоджи» является дилером компании ЗАО НПФ «Джет» и предлагаем вам по лучшим условиям Резак Р2А
| Наименование показателяи единица измерения | Величина | ||||||||||||
| Внутренний мундштук | 0;0А;0П | 1;1А;1П | 2;2А;2П | 3;3А3П | 4;4А;4П | 5 | 6 | 7 | 8 | ||||
| Наружный мундштук | 1А; 1П; 1ГП. | 2А; 2П; 2ПГ; | 3П; 3ПГ | ||||||||||
| Толщина реза стали, мм | 3-8 | 5-25 | до 50 | до100 | 50-150 | 100-200 | 200-300 | 300-400 | до450 | ||||
Давление, МПа: | |||||||||||||
| Кислорода | 0,3 | 0,4 | 0,6 | 1,0 | 1,2 | ||||||||
| Ацетилена | 0,01-0,1 | 0,01-0,12 | 0,12-0,14 | ||||||||||
| Пропан-бутана | 0,02-0,15 | 0,06-0,15 | 0,02-0,15 | ||||||||||
| Природного газа | |||||||||||||
Расход газа, м3/ч: | |||||||||||||
| Кислород режущий | 1,25 | 3,20 | 6,8 | 14,0 | 24,0 | 32,0 | 38,0 | 42 | 46 | ||||
| Кислородв подогре-вающем пламени: | ацетилена | 0,60 | 0,70 | 0,85 | 0,95 | 1,05 | 1,25 | — | — | — | |||
| пропан-бутана | 1,25 | 1,50 | 1,80 | 2,30 | 2,30 | 2,30 | 2,40 | 2,5 | 2,6 | ||||
| Природногогаза | |||||||||||||
| Ацетилен | 0,40 | 0,50 | 0,65 | 0,75 | 0,90 | 1,25 | — | — | — | ||||
| Пропан-бутан | 0,50 | 0,60 | 0,70 | 0,95 | 0,95 | 0,95 | 0,95 | 0,96 | 0,97 | ||||
| Природный газ | 0,60 | 0,70 | 0,80 | 1,05 | 1,05 | 1,05 | 1,05 | 1,1 | |||||
| Габаритные размеры, мм, | Р2А, Р3П, Р3ПГ-480х160х60 | Р2А, Р3П, Р3ПГ-800х160х60 | Р2А, Р3П,Р3ПГ-1000х160х60 | ||||||||||
| Масса резака, не более, кг | Р2А, Р3П, Р3ПГ- 0,95 | Р2А, Р3П, Р3ПГ- 1,1 | Р2А, Р3П, Р3ПГ- 1,3 | ||||||||||
*Габаритно-массовые характеристики указаны при соответствующей длине резака.
Резаки изготавливаются климатического исполнения У, ХЛ категории размещения 1 по ГОСТ 15150, для эксплуатации при температуре окружающего воздуха: от минус 40 до плюс 40оС — при работе на ацетилене.
Резак ацетиленовый и пропановый отличия
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Об ацетиленовых резаках
Такие устройства отличаются прежде всего своей высокой мощностью: их используют для обработки листов, толщина которых составляет 300 мм и даже больше. Купить ацетиленовый резак обычно необходимо для производственных целей.
Особенности таких механизмов обусловлены свойствами ацетилена, который в смеси с кислородом разогревается до температуры, превышающей три тысячи градусов. Это обеспечивает очень высокую производительность работы, низкое образование окислительных процессов, что гарантирует высокое качество резки.
Это обеспечивает очень высокую производительность работы, низкое образование окислительных процессов, что гарантирует высокое качество резки.
Что касается принципа функционирования, он не слишком оригинален. Кислород из баллона подается в инжектор и режущую трубку. В инжекторе этот газ смешивается с ацетиленом, подогреваясь и воспламеняясь. Именно этим пламенем и разрезают листы металла.
Основным назначением аппаратов для газового раскроя металла является смешивание горючих веществ (жидкостей или газов) с кислородом для получения струи высокотемпературного пламени. В отличие от сварочной горелки, газовый резак снабжен трубкой и запорно-регулирующей арматурой для подачи кислорода режущей струи, а также имеет особое устройство головки.
Классификация аппаратов
Газовые резаки имеют достаточно много видов и классифицируются по таким признакам:
- тип резки: поверхностные и разделительные;
- назначение: ручные и механизированные;
- вид горючего: ацетиленовые, пропановые, метановые, керосиновые;
- конструкция: наличие или отсутствие инжектора;
- кислородная подача: низкого и высокого давления;
- тип мундштука: многосопловые и щелевые;
- мощность: малая ( 20 см).

Сегодня разными производителями выпускается более десятка модификаций подобного оборудования, однако конструктивно они мало чем отличаются между собой. Для таких устройств характерно наличие ручки с вентилями для изменения подачи пламеобразующих газов, и наконечника с головкой, в которой происходит образование пламени.
На рисунке представлен пример газового резака фирмы KRASS
Внешне резак и сварочная горелка имеют много общего. Как отмечалось выше, основное отличие заключается в отсутствии у последней подачи кислорода режущей струи и другое устройство головки. Больше о горелках можно прочитать в статье: горелка газовоздушная для газопламенной обработки материалов.
Газовый резак инжекторного типа
Инжекторные устройства позволяют использовать горючий газ низкого, среднего и высокого давления. Проходя через инжектор, подогревающий кислород, реализует в смесительной камере эффект разрежения, вследствие чего осуществляется подсос газа. Далее смесь поступает в головку, а из нее подается в шлицевые каналы внутреннего мундштука.
Комплектация аппарата может состоять из 6 внутренних мундштуков (№№ 0-5), которые обеспечивают раскрой металла толщиной до 20 см при работе с ацетиленом, и 7 внутренних мундштуков (№№ 0-6) для толщин 0,3-30 см при работе с пропаном-бутаном. Данное оборудование также может комплектоваться разными модификациями наружных мундштуков (№1 для диапазона толщин 0,3-10 см; №2 для 10-30 см).
На рисунке представлены внутренние мундштуки
Для обработки углеродистых и низкоуглеродистых сталей толщиной до 10 см применяется инжекторный газовый резак Р3П-100 «Krass», который выпускается как для работы с ацетиленом, так и с пропаном-бутаном. Для более толстой стали (до 30 см) используется P3П-300 «Krass», работающий с ацетиленом, пропаном и метаном. Кстати, статьи о технических газах Вы можете прочитать в этом разделе.
Внутрисопловое смешение
В устройствах с внутрисопловым смешением смесь образуется в шлицевых каналах между наружной гильзой и внутренним мундштуком. Подача режущего кислорода осуществляется рычажным клапаном, а подогревающего и горючего газа – регуляторами, которые установлены на рукоятке.
Подача режущего кислорода осуществляется рычажным клапаном, а подогревающего и горючего газа – регуляторами, которые установлены на рукоятке.
Данное оборудование выпускается в 3-х исполнениях: для работы с ацетиленом, пропаном и природным газом. Поскольку газ смешивается не у рукоятки, как в инжекторных устройствах, а в головке, такие аппараты имеют повышенный уровень безопасности. Вместе с тем, подобный принцип действия требует более сложной конструкции, что приводит к увеличению стоимости приспособления. Также для стабильной работы требуется повышенное давление горючего газа – от 20 кПа.
Устройства с внутрисопловым смешением
Керосино-кислородные резаки
Оборудование для резки металла, работающее на керосине, обладает конструктивными отличиями от газовых аппаратов, поскольку для получения пламени необходимо превращение жидкости в газообразное состояние. Данный процесс осуществляется в испарителе, подогрев керосина в котором реализуется с помощью специального подогревающего сопла.
Горючее подается из бачка по маслобензостойкому шлангу под давлением 30 кПа. Емкость снабжена предохранительным клапаном и ручным насосом, и с учетом конструкции позволяет залить до 8 л горючего. Устройство такого типа имеет востребованность при работе в полевых условиях.
Что нужно знать при работе с резаками
Прежде нужно знать принцип работы и классификацию этих устройств. Для этого можете посмотреть видео ниже:
- Каждый маховик вентиля имеет маркировку газа, подачу которого он регулирует.
- Стрелками на вентиле указывается направление при открытии и закрытии («О» — открытие, «З» — закрытие).
- На сменном мундштуке указывается индекс газа («А» — ацетилен, «П» — пропан, «М» — метан).
- Гайка кислородного штуцера имеет правую резьбу, а горючего газа – левую.
- Детали, соприкасающиеся с ацетиленом до камеры смешения, не изготавливаются из меди и медесодержащих сплавов (>65%).

Также советуем посмотреть видео о том, как выбрать данное устройство:
В компании «Промтехгаз» можно приобрести качественные резаки фирмы «Krass», которые осуществляют газовую резку металла (до 30 см), а также заправить баллон пропаном по оптимальной цене.
Резак ацетиленовый
Резаки ацетиленовые — чистый срез, выгодная экономия
Резаки ацетиленовые относятся к категории резаков производящих раскрой стали посредством кислорода. В качестве составляющей горючей смеси, в тандеме с кислородом, используется горючий газ — ацетилен.
Ацетиленовым резаком производится раскрой листов из сортового проката низкоуглеродистых, низколегированных сталей от 6 до 300 мм, пробиваются непроходные отверстия глубиной не более 50 мм. Ацетиленом также можно вырезать фасонные профили и окружности, разогревать и паять изделия и заготовки.
Резаки с ацетиленом обладают массой полезных свойств, среди которых: быстродействие, небольшой вес, возможность быстрого ремонта и замены износившихся частей.
Конструкция
На рукояти ацетиленового резака размещены три барашка. Один из них отвечает за регулировку подачи ацетилена. Два вентиля регулируют уровень подачи кислорода для создания воспламеняющей смеси и резания.
Резаки по своему типу делятся на инжекторные и безинжекторные. Самую большую популярность, благодаря своей высокой эффективности получили инжекторные модели. В данных устройствах потоку разогревающего кислорода придается ускорение и тот, вступая во взаимодействие с газом, в особой смесительной камере образует горючую смесь, создающую посредством контакта с мундштуком факел пламени, доводя металл до плавления. В свою очередь, поток чистого кислорода прорезает и выдувает горячий металл из зоны реза. Подача кислорода и ацетилена для работы резака обеспечивают газовые рукава, соединенные с двумя баллонам.
Модель резака Р1-01 А- является характерным примером ацетиленового резака инжекторного типа.
Инструмент эффективно выполняет любые работы по разделительной резке сортового проката низкоуглеродистых и низколегированных сталей с применением ацетилена. Масса резака не превышает 0,95 кг. Толщина разрезаемого листа сортового прокатаот 3 до 100 мм (в зависимости от номера мундштука).
Более безопасными, в плане эксплуатации, считаются резаки со смесительной камерой, расположенной в головной части конструкции, непосредственно пред самим мундштуком. Данная модель предотвращает «обратный удар» на все 90%. Визуальным отличием от старого образца является третий канал.
Эта особенность конструкции хорошо прослеживается в ацетиленовом резаке НОРД-01А, который помимо стандартных рабочих свойств ацетиленового резака имеет впечатляющую надежность, взрывобезопасность и в результате более длительный срок службы.
Легко режет лист стали до 100 мм. Резаком можно паять металл толщиной от 0,5 до 17 мм (с использование насадки стандартной газовой горелки), прогревать сталь свыше 700 градусов.
Резаком можно паять металл толщиной от 0,5 до 17 мм (с использование насадки стандартной газовой горелки), прогревать сталь свыше 700 градусов.
Ацетиленовые резаки идеальны в том случае, когда полученный срез будет механически обрабатываться. Именно ацетилен дает возможность получать чистые края реза, что позволяет уменьшить припуск под чистовую обработку металла. А это, в конечном счете, приводит к экономии: уменьшение расхода стали и снижение трудоемкости при чистовой механообработке.
| Наименование: | Описание: | |
| Резак ацетиленовый Р1А Олимп | Резак ацетиленовый инжекторный для ручной газокислородной разделительной резки низкоуглеродистых сталей, толщина реза до 100мм, диаметр присоединяемых рукавов 6/9 мм, в комплекте внутренние мундштуки №1 (8-15мм), №2 (15-30мм), №3 (15-30мм), L=500мм, вес 0,85кг. | |
| Резак пропановый Р1П Олимп | Резак пропановый инжекторный для ручной газокислородной разделительной резки низкоуглеродистых сталей, толщина реза до 100мм, диаметр присоединяемых рукавов 6/9 мм, в комплекте внутренние мундштуки №1 (8-15мм), №2 (15-30мм), №3 (15-30мм), L=500мм, вес 0,85кг. | |
| Резак пропановый Р1П трехтрубный | Предназначены для ручной разделительной кислородной резки углеродистых и низколегированных сталей с применением пропана.Толщина реза до 100 мм. Длинна резака: 450 мм Рукав д. 6 и 9 Внутриголовочное смешение газов. | |
| Резак пропановый Р3-300В трехтрубный | Предназначены для ручной разделительной кислородной резки углеродистых и низколегированных сталей с применением пропана.Толщина реза до 300 мм. Рукав 6 или 9мм. Длина 520мм. Внутриголовочное смешение газов. ВНИМАНИЕ!Для работы на горючем газе — ацетилене надо поставить Мундштук АЦЕТИЛЕНОВЫЙ. | |
| Резак пропановый Р3-300К рычаж. трехтрубный | Предназначены для ручной разделительной кислородной резки углеродистых и низколегированных сталей с применением пропана.Толщина реза до 300 мм. Рукав 9мм. Длина 520мм. Внутриголовочное смешение газов. ВНИМАНИЕ!Для работы на горючем газе — ацетилене надо поставить Мундштук АЦЕТИЛЕНОВЫЙ.  | |
| Резак пропановый Р3-300КУ удл. рычаж. трехтрубный L-920 | Предназначены для ручной разделительной кислородной резки углеродистых и низколегированных сталей с применением пропана.Толщина реза до 300 мм. Рукав д. 9 Внутриголовочное смешение газов. ВНИМАНИЕ!Для работы на горючем газе — ацетилене надо поставить Мундштук АЦЕТИЛЕНОВЫЙ. | |
| Резак пропановый Р3-345 трехтрубный | Предназначены для ручной разделительной кислородной резки углеродистых и низколегированных сталей с применением пропана.Толщина реза до 300 мм. Рукав 6 и 9мм.Длина 500мм. Внутриголовочное смешение газов. ВНИМАНИЕ!Для работы на горючем газе — ацетилене надо поставить Мундштук АЦЕТИЛЕНОВЫЙ. | |
| Резак пропановый Р333 (Маяк) | Предназначены для ручной разделительной кислородной резки углеродистых и низколегированных сталей с применением пропана.Толщина реза до 300 мм. Рукав 6 или 9мм. Длина 580мм. 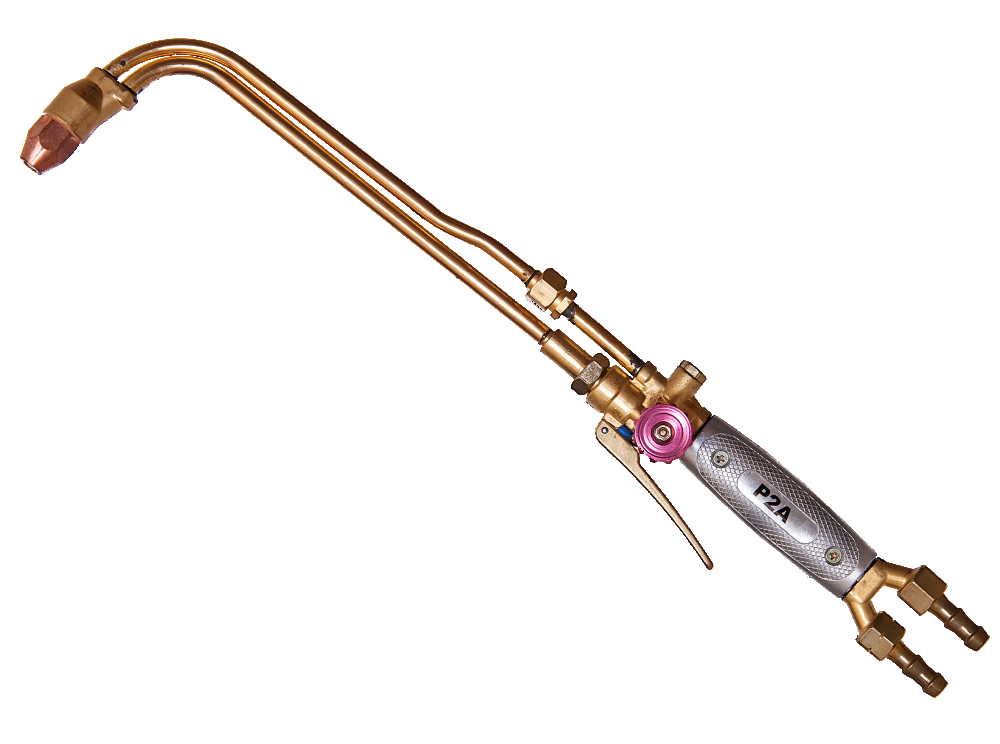 Комплектация: мундштук №2(15-30мм), №3(30-50мм), №4(50-100мм) | |
| Резак пропановый Р3П трехтрубный | Предназначены для ручной разделительной кислородной резки углеродистых и низколегированных сталей с применением пропана.Толщина реза до 200 мм. Рукав 6 и 9мм.Длина 520мм.Мундштук №2П(30-50мм). Внутриголовочное смешение газов | |
| Резак пропановый РЗП Олимп | Предназначены для ручной разделительной кислородной резки углеродистых и низколегированных сталей с применением пропана.Толщина реза до 300 мм. Рукав 9мм.Мундштуки №1(8-15мм.) и №3(30-50мм.) Длина 500мм. Мск | |
| Резак пропан.337П «Донмет»** | Пропановый резак, толщина реза до 300 мм, диаметр присоединяемых рукавов 9 мм, в комплекте мундштуки №3(30-50 мм),4(50-100 мм),6(200-300 мм), L=520 мм, вес 0,97 кг |
Пропан и ацетилен для резки и сварки
Резка и сварка пропана и ацетилена
Сварка — один из сложных производственных процессов, используемых в различных отраслях промышленности. Процесс может сильно различаться в зависимости от материала, который рассматривается для сварки, магнитного или немагнитного материала, черных или цветных металлов и так далее. Газы являются одним из неотъемлемых компонентов сварки, и сегодня для этой цели используются различные типы газов. Выбор материала также повлияет на ваше решение о типе газа, который будет использоваться для сварки.Два популярных типа газов, используемых для сварки, включают защитные газы и горючие газы. Гелий, диоксид углерода и аргон — это несколько важных типов защитных газов, используемых для сварки, тогда как пропан, ацетилен и пропилен являются важными типами топливных газов. Этот пост посвящен двум важным типам топливных газов, используемых для сварки, — пропану и ацетилену, их достоинствам и недостаткам.
Процесс может сильно различаться в зависимости от материала, который рассматривается для сварки, магнитного или немагнитного материала, черных или цветных металлов и так далее. Газы являются одним из неотъемлемых компонентов сварки, и сегодня для этой цели используются различные типы газов. Выбор материала также повлияет на ваше решение о типе газа, который будет использоваться для сварки.Два популярных типа газов, используемых для сварки, включают защитные газы и горючие газы. Гелий, диоксид углерода и аргон — это несколько важных типов защитных газов, используемых для сварки, тогда как пропан, ацетилен и пропилен являются важными типами топливных газов. Этот пост посвящен двум важным типам топливных газов, используемых для сварки, — пропану и ацетилену, их достоинствам и недостаткам.
Краткое обсуждение основных различий между сваркой пропаном и газовой сваркой ацетилена
Ниже приведены некоторые основные отличия, которые помогут вам понять, чем сварка пропаном и сварка ацетиленовым газом отличаются друг от друга.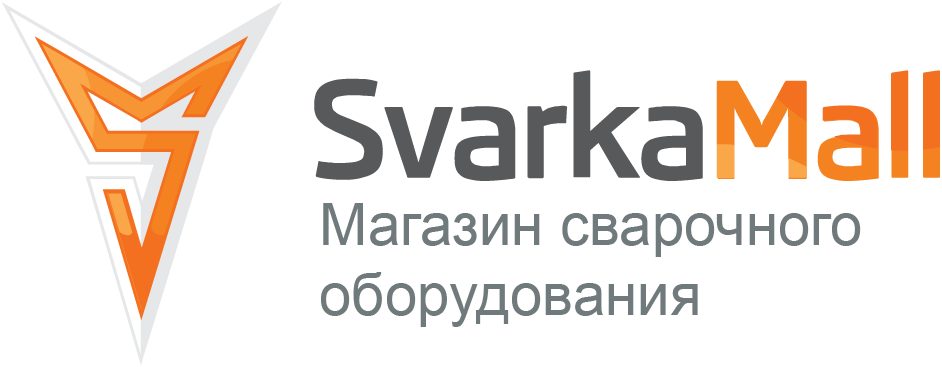
- Температура пламени: Оба эти газа объединяются с кислородом для создания желаемого профиля, подходящего для сварки различных типов металлов. Пропан, также называемый сжиженным нефтяным газом или сжиженным нефтяным газом, при смешивании с кислородом создает температуру пламени 2800 градусов Цельсия. Однако ацетилен при смешивании с кислородом создает температуру пламени 3100 градусов Цельсия. Высокая температура пламени и отличные характеристики пламени ацетилена используются для сварки или резки закругленных кромок любого металла.Более высокая температура пламени позволит быстро прокалывать твердые материалы.
- Тепловая мощность: Ацетилен и пропан также различаются по их тепловой мощности. Значение британской тепловой единицы (БТЕ) ацетилена составляет 1470 на кубический фут, в то время как пропан имеет значение 2498 британских тепловых единиц на кубический фут. Даже если у ацетилена температура пламени выше, чем у пропана, это не означает, что последний выделяет меньше тепла. Хотя комбинация оксиацетилена обеспечивает более быстрый предварительный нагрев, чем пропан, большая часть предварительного нагрева при сварке выполняется с использованием пропан-кислород.Это связано с тем, что пропан дешевле и способен производить большое количество тепла, необходимого для предварительного нагрева.
- Сварочный процесс: Во-первых: пропан нельзя использовать для газовой сварки. Когда ацетилен горит кислородом, он создает зону восстановления, которая очищает стальную поверхность. Пропан не имеет восстановительной зоны, как ацетилен, и поэтому не может использоваться для сварки.
 Хотя комбинация оксиацетилена обеспечивает более быстрый предварительный нагрев, чем пропан, большая часть предварительного нагрева при сварке выполняется с использованием пропан-кислород.Это связано с тем, что пропан дешевле и способен производить большое количество тепла, необходимого для предварительного нагрева.
Хотя комбинация оксиацетилена обеспечивает более быстрый предварительный нагрев, чем пропан, большая часть предварительного нагрева при сварке выполняется с использованием пропан-кислород.Это связано с тем, что пропан дешевле и способен производить большое количество тепла, необходимого для предварительного нагрева.Почему ацетилен используется в качестве сварочного газа?
Ацетилен стал более популярным сварочным газом по сравнению с пропаном по нескольким причинам.
- Безопасность: Это одно из основных требований любого производственного процесса, и сварка не исключение. Предел воспламеняемости ацетилена в воздухе составляет от 2,5% до 82%, а пропана — от 2,1% до 9,5%. Это может привести к выводу, что ацетилен опаснее пропана; однако это не так. Удельный вес ацетилена 0,9, поэтому он легче воздуха. Если газ вытечет, он поднимется. Удельный вес пропана 1,6 и тяжелее воздуха.Любая утечка пропана в замкнутом пространстве будет тонуть и концентрироваться на уровне палубы, накапливаться и иногда избегать обнаружения. Ацетилен хранится в пористой массе, а ацетон внутри баллона, что обеспечивает его 100% безопасное хранение.
- Сварка высокого качества: Хорошо известно, что ацетилен дает острое и сфокусированное пламя больше, чем пропан. Пропан генерирует менее 10% тепловой энергии, тогда как ацетилен генерирует 40% тепловой энергии во внутреннем конусе пламени. Это помогает обеспечить лучшее качество сварки и резки с использованием ацетилена.
- Помогает снизить потребление электроэнергии: В настоящее время высокопрочные стальные материалы используются в различных отраслях промышленности, особенно в автомобильной. Сложность конструкции стальных материалов и точность, необходимая при сварке или резке этих стальных материалов, сделали электросварку предпочтительным выбором среди сварщиков. В связи с растущими опасениями по поводу снижения потребления электроэнергии сварщики снова начали использовать кислородно-ацетиленовую сварку, поскольку она не требует источника питания и может использоваться для сварки большинства типов высокопрочных стальных материалов.
- Экономия: Пропан имеет более высокие стехиометрические потребности в кислороде, чем ацетилен. Для максимальной температуры пламени в кислороде отношение объема кислорода к топливному газу составляет 1,2: 1 для ацетилена и 4,3: 1 для пропана. Таким образом, при использовании пропана потребляется гораздо больше кислорода, чем ацетилена. Несмотря на то, что пропан дешевле, чем ацетилен, этому противодействует более высокое потребление кислорода.
 Это может привести к выводу, что ацетилен опаснее пропана; однако это не так. Удельный вес ацетилена 0,9, поэтому он легче воздуха. Если газ вытечет, он поднимется. Удельный вес пропана 1,6 и тяжелее воздуха.Любая утечка пропана в замкнутом пространстве будет тонуть и концентрироваться на уровне палубы, накапливаться и иногда избегать обнаружения. Ацетилен хранится в пористой массе, а ацетон внутри баллона, что обеспечивает его 100% безопасное хранение.
Это может привести к выводу, что ацетилен опаснее пропана; однако это не так. Удельный вес ацетилена 0,9, поэтому он легче воздуха. Если газ вытечет, он поднимется. Удельный вес пропана 1,6 и тяжелее воздуха.Любая утечка пропана в замкнутом пространстве будет тонуть и концентрироваться на уровне палубы, накапливаться и иногда избегать обнаружения. Ацетилен хранится в пористой массе, а ацетон внутри баллона, что обеспечивает его 100% безопасное хранение. Сложность конструкции стальных материалов и точность, необходимая при сварке или резке этих стальных материалов, сделали электросварку предпочтительным выбором среди сварщиков. В связи с растущими опасениями по поводу снижения потребления электроэнергии сварщики снова начали использовать кислородно-ацетиленовую сварку, поскольку она не требует источника питания и может использоваться для сварки большинства типов высокопрочных стальных материалов.
Сложность конструкции стальных материалов и точность, необходимая при сварке или резке этих стальных материалов, сделали электросварку предпочтительным выбором среди сварщиков. В связи с растущими опасениями по поводу снижения потребления электроэнергии сварщики снова начали использовать кислородно-ацетиленовую сварку, поскольку она не требует источника питания и может использоваться для сварки большинства типов высокопрочных стальных материалов. Все вышеперечисленные пункты помогут вам понять, почему сварка ацетиленом всегда важнее сварки пропаном. В настоящее время газовая сварка ацетилена выполняется с использованием баллонов с ацетиленовым газом. Важно, чтобы вы приобретали эти цилиндры от надежного производителя.
В настоящее время газовая сварка ацетилена выполняется с использованием баллонов с ацетиленовым газом. Важно, чтобы вы приобретали эти цилиндры от надежного производителя.
РАЗНИЦА МЕЖДУ АЦЕТИЛЕНОМ И СУГ / ПРОПАН В КАЧЕСТВЕ РЕЗКИ ИЛИ НАГРЕВА — QWS
Ацетилен — один из стандартных методов резки для всех промышленных процессов термической резки, но когда на рынок был выведен пропан (LPG) , весь процесс термической резки изменился, и битва между пропаном (LPG) и Так родился ацетилен.
Какой газ действительно режет лучше?Давайте продолжим и обсудим некоторые преимущества и недостатки наших соперников…
АЦЕТИЛЕН
Преимущества:
• Ацетилен обеспечивает самую высокую температуру пламени для газокислородной резки и сварки
• Более высокая температура способствует более быстрой прошивке материалов
• Ацетилен может использоваться на объектах без источника питания
• Это довольно универсальный процесс, который можно использовать для сварки большинства металлов.
Недостатки:
• Линии сварки ацетиленом имеют более грубый вид и требуют дополнительной обработки
• Ацетилен нестабилен и дорог
• Существует больше проблем с безопасностью, связанных с ацетилено-кислородным соединением, поскольку имеется открытый огонь.
ПРОПАН
Преимущества:
• Пропан имеет большее общее тепловое сгорание
• Оксипропан легко получить и дешевле
• Пропан более стабилен.
Недостатки:
• Пропан дает более низкую температуру пламени
• Увеличено время предварительного нагрева
• Пламя менее сфокусировано, поэтому при неправильном использовании проникает медленнее
• Пропан нельзя использовать для газовой сварки, так как он не имеет зоны восстановления
Вот некоторые факты и распространенные заблуждения относительно пропана (СНГ) и ацетилена:
— Максимальная нейтральная температура пламени ацетилена в кислороде составляет около 5720 F.
— Максимальная нейтральная температура пламени пропана в кислороде около 5112 F
Но говорят, что разница не имеет значения, действительно важно тепловыделение
— БТЕ ацетилена составляет примерно 1470 БТЕ на кубический фут.
— БТЕ пропана составляет примерно 2498 БТЕ на кубический фут.
Ацетилен может гореть сильнее и быстрее нагревать металл, но означает ли это, что пропан выделяет меньше тепла? Не совсем так, с соответствующими деталями, настройкой и знаниями он мог бы соответствовать или даже работать лучше, чем ацетилен в определенных условиях.В сварочной промышленности подавляющее большинство предварительного нагрева выполняется с использованием кислорода / пропана. Это факт. Они делают это не потому, что это дешевле, а потому, что доступное тепло от пропана намного выше. Если вы хотите иметь возможность выполнять сварку с настроенной горелкой, вам следует подумать о настройке ацетилена.
Несмотря на все факты, преимущества и недостатки, все же неубедительно, что вы выбираете одно перед другим. Это потому, что причина проста и понятна, а преимущества зависят от типа работы или от того, как вы будете использовать ее для конкретного проекта.
Это потому, что причина проста и понятна, а преимущества зависят от типа работы или от того, как вы будете использовать ее для конкретного проекта.
Существуют очень разные опыты и мнения, но в случае сравнения ацетилена и пропана в качестве топлива для резки нельзя отрицать, что оба они могут эффективно разрезать много металла различной толщины. Если вы потратите время на то, чтобы подобрать подходящее оборудование для вашей пропановой установки и резать краем пламени (а не по направлению к центру, что является обычным для ацетилена), вы сможете резать без каких-либо проблем. В этом заключается проблема, поскольку пропан выделяет лишь небольшую часть тепла во внутреннем конусе пламени (менее 10%), поэтому большая часть тепла в пламени находится во внешнем конусе.Ацетилен выделяет почти 40% тепла во внутреннем конусе пламени.
Когда вы разговариваете с рабочими-металлистами и сварщиками, вы обнаружите, что многие магазины и склада металлолома используют пропан, помимо сварщиков-любителей и рабочих-металлистов.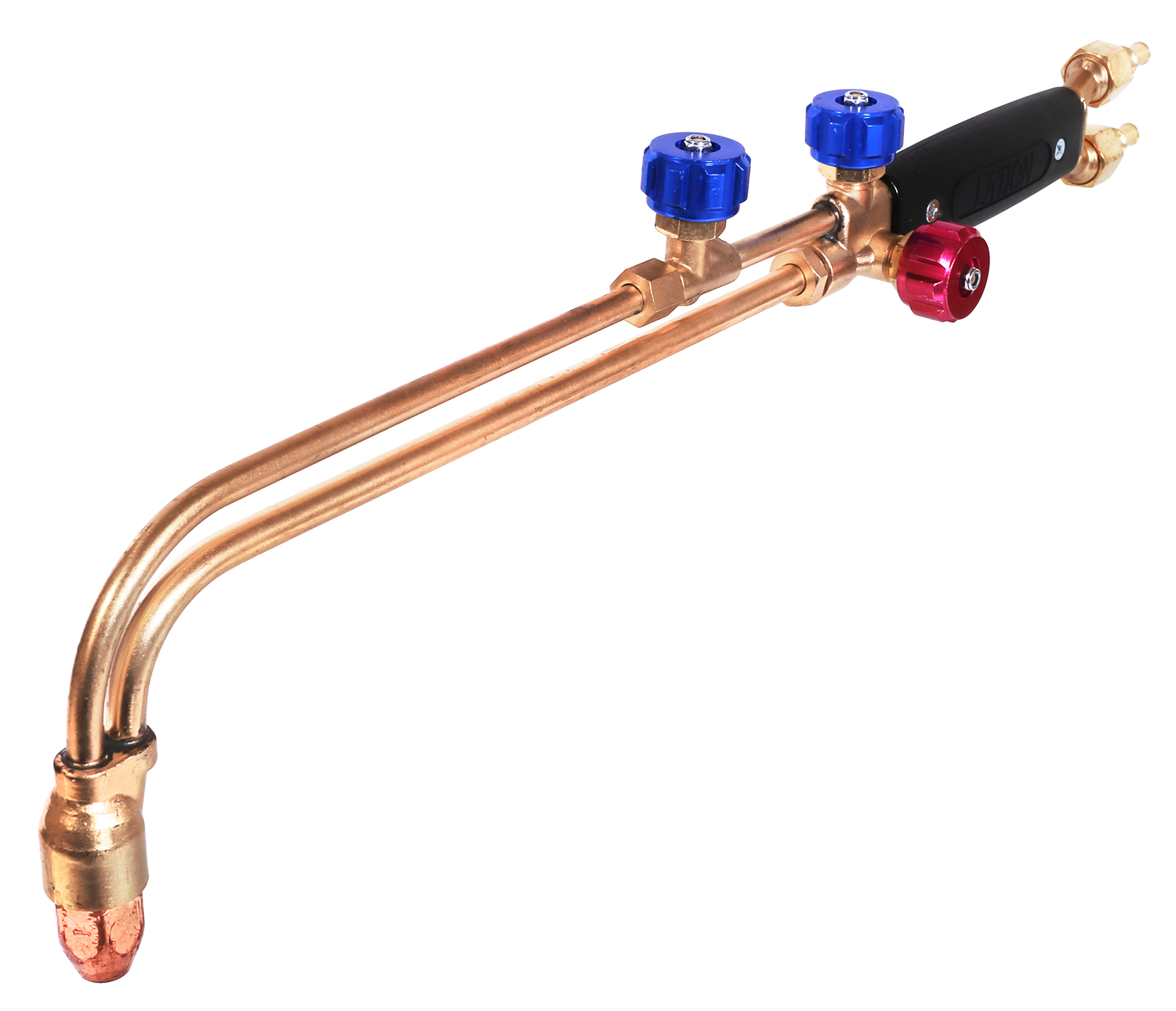 Изучив немного иную технику и подобрав правильные наконечники, шланги и регуляторы для резаков, вы сможете начать резку без особой разницы по сравнению с ацетиленом.
Изучив немного иную технику и подобрав правильные наконечники, шланги и регуляторы для резаков, вы сможете начать резку без особой разницы по сравнению с ацетиленом.
Ацетилен воспламеняется при смесях от 2,5% до 82%, пропан — 2.От 1% до 9,5%. Судя по этим цифрам, ацетилен горит быстрее, чем пропан. Из этого можно сделать вывод, что ацетилен намного опаснее пропана, верно? Но это не так и не является причиной несчастных случаев при большинстве зарегистрированных взрывов.
Позвольте мне привести простую аналогию безопасности. Будете ли вы держать и поднимать горячую сковороду голыми руками? Я считаю, что ваш ответ — «НЕТ», верно? ЗАЧЕМ? Потому что ты знаешь, что это жарко, и знаешь, что руки обожжены, верно? Итак, что вы собираетесь делать, чтобы удерживать и поднимать сковороду? Наверное, возьмите прихватку или перчатки.Тот же принцип применяется, когда вы работаете с ацетиленом и пропаном. Они оба являются горючим газом и могут представлять большую опасность для вас и окружающих. Единственный способ предотвратить это — поставить всех в известность о потенциальных опасностях, которые это может принести, и снабдить их соответствующими средствами защиты и рабочими процедурами.
Единственный способ предотвратить это — поставить всех в известность о потенциальных опасностях, которые это может принести, и снабдить их соответствующими средствами защиты и рабочими процедурами.
Австралия прилагает все усилия для обеспечения безопасности всех, так что если вам нужен совет или материалы для сварки в районе Саншайн-Кост, Брисбен, Голд-Кост…так далее. От защитного снаряжения, обучения, рабочих процедур и т. д., пожалуйста, не стесняйтесь обращаться к нам в QWS Welding Supply Solutions и узнавать о нашем широком ассортименте продукции и поддержке, которые мы предлагаем.
СРАВНЕНИЕ СТОИМОСТИ| СНГ | АЦЕТИЛЕН | |
| АРЕНДА ЦИЛИНДРОВ | 0 долларов (после покупки баллона) | 250 $ в год |
| СТОИМОСТЬ ЦИЛИНДРА | Приблизительно 25 долларов за 9 кг | Равно 10. 5 м3 (или 1,5 цилиндра размера G) на общую сумму 450 долл. США 5 м3 (или 1,5 цилиндра размера G) на общую сумму 450 долл. США |
| ДЕПОЗИТ | $ 0 | 11 $ за каждый обмен |
| КИСЛОРОД | Потребляет столько же кислорода при резке | |
| ТЕПЛОПРОИЗВОДСТВО | Использует больше кислорода для обогрева, но производит больше тепла на большей площади | Использует меньше кислорода для обогрева, но производит меньше тепла на эквивалентной площади |
| ФЛЕШБЕКИ | Меньше вероятность повторного воспроизведения, так как он переносит собственный кислород в атмосферу для резки или нагрева | Больше риска воспоминаний, создающих потенциальную опасность для жизни и оборудования |
| СОВЕТЫ | Режет грязную или окрашенную сталь и предотвращает лопание наконечника из-за перевернутого центрального наконечника. Эффективное расстояние реза от заготовки примерно в 2-3 раза больше, чем у ацетилена. Кроме того, менее вероятно, что он перегреется и, следовательно, не создаст атмосферу для воспоминаний Эффективное расстояние реза от заготовки примерно в 2-3 раза больше, чем у ацетилена. Кроме того, менее вероятно, что он перегреется и, следовательно, не создаст атмосферу для воспоминаний | .Наконечники просверлены заподлицо и используются намного ближе к режущей поверхности, что значительно увеличивает риск попадания посторонних предметов в отверстия |
| УСТОЙЧИВОСТЬ ПЛАМЕНИ | Может использоваться в замкнутых пространствах без недостатка кислорода в зоне непосредственного пламени, например.грамм. прорезание отверстий, нагревание или нарезание углов. Это поддерживает стабильность пламени без всплесков и вспышек | Поскольку кислородно-ацетиленовое пламя требует 20% кислорода из атмосферы вокруг пламени, это позволяет выполнять сварку плавлением без окисления ванны расплава |
| ПРИМЕНЕНИЕ | Подходит для пайки сталей, серебряной пайки и пайки меди и сплавов | Подходит для сварки плавлением низкоуглеродистой стали |
| ОБЩАЯ СТОИМОСТЬ | $ 25 | $ 711 |
Готовы перейти на сжиженный газ сегодня? У Харриса есть отличный комплект со всеми необходимыми предметами для переделки!
https: // www. Weldingsupply.com.au/collections/complete-gas-kits
Weldingsupply.com.au/collections/complete-gas-kits
Ацетилен против пропана: плюсы и минусы
Поговорите с любым сварщиком о том, чего они хотят от своих сварочных инструментов, и они, вероятно, скажут вам, что они отдают предпочтение теплу, эффективности, универсальности и чистоте разрезов, в зависимости от того, какой тип сварки они конкретно используют. смотря на.
Ацетилен на протяжении многих лет является предпочтительным топливом для резки сварщиков. Но по мере того, как стоимость ацетилена растет, вы можете посетить любой форум по сварке, и вы найдете горячих спорщиков, которые задаются вопросом, действительно ли ацетилен лучше многих альтернатив, таких как пропан, для сварочных целей.В Vern Lewis Welding Supply, Inc. мы предлагаем заправки как ацетилена, так и пропана в Фениксе, штат Аризона, поэтому мы хотим указать на плюсы и минусы каждого из них, чтобы вы могли принять обоснованное решение о том, какой вариант лучше всего соответствует вашим потребностям.
Тепло
Один из главных аргументов в пользу ацетилена — то, что он горит сильнее. В отношении сварки люди часто утверждают, что чем горячее, тем лучше. Однако действительно ли ацетилен горит сильнее? Простой ответ на этот вопрос — да. Максимальное нейтральное пламя для ацетилена в кислороде составляет около 5720 F, а температура для пропана — 5112.Однако это не означает, что пропан выделяет меньше тепла.
Ацетилен может гореть сильнее и может даже быстрее нагреть металл. Однако при наличии необходимых знаний, деталей и настройки пропан может сравниться с ацетиленом или даже превзойти его. Очевидно, здесь задействовано множество переменных. Вопрос не в том, какой вариант лучше, а в том, какой вариант лучше всего подходит для вас, в зависимости от типа работы, которую вы хотите выполнять, и оборудования, которое вы хотите использовать.
Безопасность
Один из главных аргументов в пользу пропана — то, что он безопаснее ацетилена. Опять же, глядя на цифры, может показаться, что это так. Ацетилен воспламеняется при смесях от 2,5 до 82 процентов, в то время как диапазон для пропана составляет от 2,1 до 9,5 процента. Основываясь на этих цифрах, легко утверждать, что пропан гораздо безопаснее использовать, чем ацетилен. Однако имейте в виду, что оба эти газа являются легковоспламеняющимися, и с ними следует обращаться осторожно. Независимо от того, какой вариант вы выберете, следует соблюдать одни и те же меры предосторожности.
Опять же, глядя на цифры, может показаться, что это так. Ацетилен воспламеняется при смесях от 2,5 до 82 процентов, в то время как диапазон для пропана составляет от 2,1 до 9,5 процента. Основываясь на этих цифрах, легко утверждать, что пропан гораздо безопаснее использовать, чем ацетилен. Однако имейте в виду, что оба эти газа являются легковоспламеняющимися, и с ними следует обращаться осторожно. Независимо от того, какой вариант вы выберете, следует соблюдать одни и те же меры предосторожности.
Стоимость
Наконец, мы должны обсудить могущественный доллар, который часто оказывает наибольшее влияние на многие бизнес-решения.В частности, в последние годы стало труднее получить ацетилен, что увеличивает его стоимость. Пропан, с другой стороны, легко доступен и более стабилен для хранения, что делает его более доступным. Фактически, именно постоянно растущая разница в цене между этими двумя видами топлива для сварки заставляет многих в отрасли задуматься о переходе с ацетилена на пропан.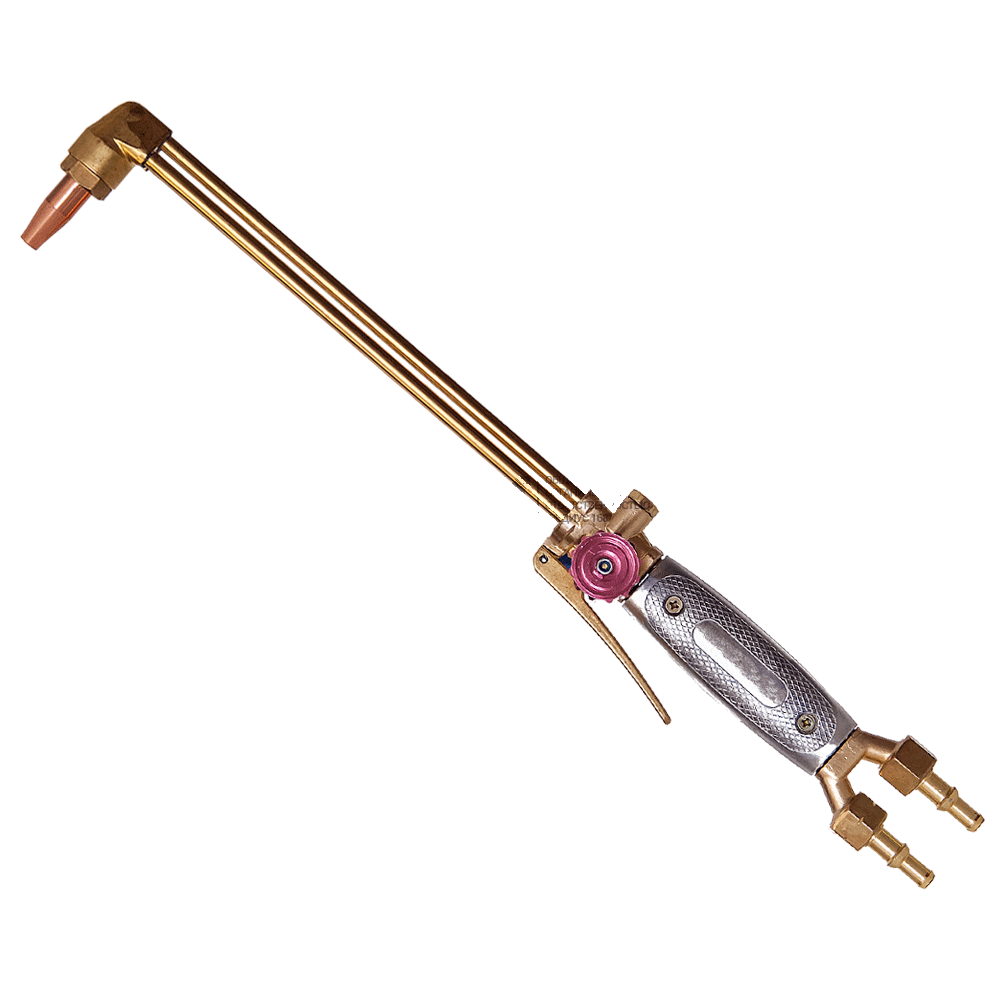
Если вы все еще не уверены, какое сварочное топливо лучше для вас, обратитесь к нашим специалистам из Vern Lewis Welding Supply, Inc.Наши сотрудники будут рады помочь вам решить, какое топливо лучше всего подходит для ваших нужд. Мы предлагаем заправки как ацетилена, так и пропана в Фениксе, штат Аризона, поэтому независимо от того, какое топливо вы решите использовать, мы будем рады помочь!
Блог на складе сварщиков
Я принимаю много звонков по поводу использования кислорода + пропана или кислорода + пропилена вместо ацетилена + кислорода.
Краткий ответ на вопрос о заголовке: «Да» и «Нет».
Извините за неоднозначность, но все зависит от того, что вы хотите сделать! Позволь мне объяснить!
Варианты топливного газа
Раньше комплекты кислород + топливный газ были простыми, у вас был кислород + ацетилен! Однако сейчас вода замутнена рядом факторов.
- Ацетилен сложно и дорого получить.
- Аренда баллонов для ацетиленовых баллонов резко подорожала.
- Ацетилен часто вызывает тревогу у официальных лиц, заботящихся о здоровье и безопасности, из-за его горючести и нестабильности!

К сожалению, кислородно-ацетиленовая смесь по-прежнему является лучшей универсальной газовой смесью, но есть жизнеспособные альтернативы, если вы знаете, что хотите делать, и тщательно выбираете.
Пропан кислородный
Пропан является наиболее простой альтернативой ацетилену топливного газа и обычно поставляется в баллонах на условиях залога, а не в аренду (как это обычно бывает с ацетиленом).
Для большинства пользователей пропан обходится дешевле, особенно для нечастых пользователей комплектов кислород + топливо. Единственный реальный недостаток использования кислорода / пропана в том, что его нельзя использовать для настоящей сварки. Однако комплекты, работающие на кислородном и пропановом топливе, идеально подходят для серебряной пайки, пайки, резки и нагрева. Итак, если вы не хотите сваривать, кислород и пропан — отличный способ! Кислород + пропан создает температуру пламени около 1800⁰C.
Кислородно-пропиленовый
Комплект ProGas 2000 KitПропилен представляет собой смесь газов, включая пропан, и доступен во многих марках одноразовых баллонов, например, Gasex, Mapp и Turbo Gas, кроме трех, он также доступен в больших многоразовых баллонах.Смесь кислород / пропилен горит немного горячее, чем кислород и пропан, обычно около 3100 ° C, и поэтому может считаться лучшей, поскольку рабочие места будут быстрее достигать рабочей температуры.
К сожалению, как и пропан, пропилен не подходит для сварки плавлением. Вы найдете людей, которые скажут вам, что его можно использовать для сварки, но в ходе испытаний, которые я проводил, сварные швы, которые он производил, были довольно хрупкими, поэтому я, безусловно, делал бы что-нибудь конструктивное или от чего зависела моя жизнь. с этим!!!
Кислород + пропилен, однако, отлично подходит для серебряной пайки, пайки и нагрева.
Оборудование «Кислород + пропан» также следует использовать для работы с кислородом + пропиленом.
На складе сварщиков имеется ряд отличных комплектов. Пожалуйста, загляните на нашу страницу о кислородно-пропановых / пропиленовых наборах, чтобы увидеть ассортимент!
Горелка для пропана / пропилена
Хотя для работы с кислородно-пропаном / пропиленом можно использовать стандартную кислородно-ацетиленовую горелку, она далека от идеала. Пропан и пропилен — медленнее горящие газы.
Пропан и пропилен также перемещаются по системе в виде пара, а не газа, фактически не превращаясь в газ, пока не встретятся с воздухом.
Компания Welders Warehouse разработала две специальные многоструйные горелки для кислорода, пропана и пропилена.
Легкая кислородно-пропановая / пропиленовая горелка
Горелка для тяжелых условий эксплуатации на пропане / пропилене
Оба используют нашу собственную, специально разработанную многоструйную форсунку, которую намного легче зажечь и которая с меньшей вероятностью взорвется по сравнению с кислородно-ацетиленовой форсункой.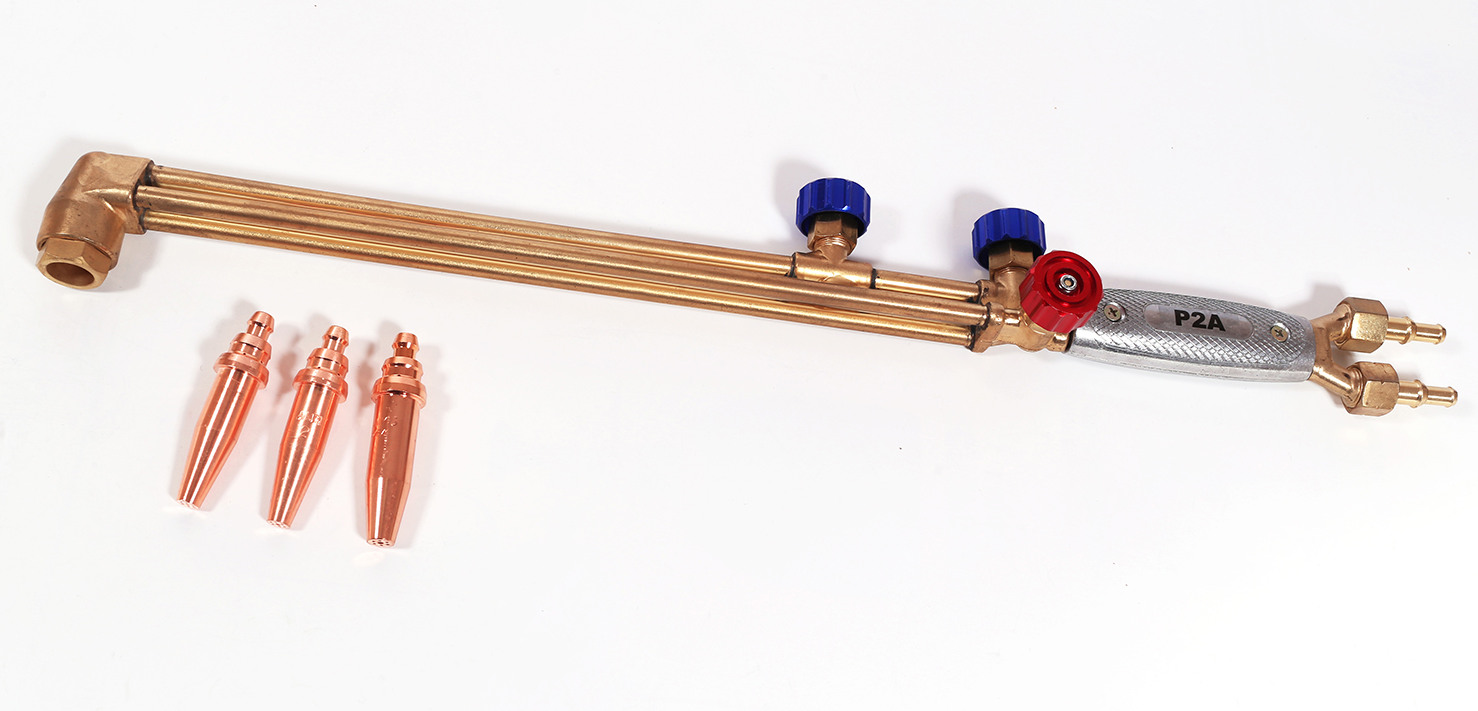
Выводы
При правильном оборудовании пропан или пропилен в смеси с кислородом являются жизнеспособной альтернативой кислородно-ацетилену для большинства применений, кроме сварки плавлением.
Надеюсь, вы нашли эту статью полезной.
Вам также может быть полезна моя статья «Замена кислородно-ацетиленового на кислородно-пропан или пропилен».
Пожалуйста, дайте мне знать, что вы думаете об этой статье, оставив комментарий. Не беспокойтесь, ваш адрес электронной почты не будет добавлен в базу данных или передан другим пользователям, и вы не получите нежелательных писем.
Ура
Грэм
Технический консультант — The Welders Warehouse Ltd
Использование альтернативных топливных газов для резки и нагрева
На этом свалке используется недорогой природный газ и удлиненный резак для лучшего охвата и отвода пламени подальше от оператора.
Ford против Chevy. Канадцы против Мэйпл Лифс. Ацетилен против альтернативных видов топлива. Хорошо, Монреаль доминирует в подсчете Кубка Стэнли, но в остальном вопрос о том, что лучше всего, часто сводится к личным предпочтениям. Ацетилен остается самым популярным топливным газом, но пользователи могут получить преимущества в плане затрат, безопасности и производительности, используя альтернативное топливо, такое как пропан, природный газ, пропилен и патентованные газовые смеси. Однако существует ряд заблуждений относительно альтернативных видов топлива. Эта статья разъясняет некоторые факты, помогает операторам выбрать необходимое оборудование (рис. 1) и дает операторам ручных резаков важные советы для достижения успеха.
Заблуждение: альтернативные виды топлива не работают так же хорошо, как ацетилен
Источником этого заблуждения является максимально возможная температура нейтрального пламени, которая составляет 5720 градусов по Фаренгейту для ацетилена и 5112 градусов по Фаренгейту для пропана. (В целях иллюстрации в этой статье часто используется пропан в качестве типичного альтернативного топлива из-за его популярности. Обратите внимание, что смеси альтернативного топлива на основе пропана, которые содержат 0,5% дополнительных газов, могут гореть при температуре 5800 градусов по Фаренгейту.) Поскольку ацетилен горит примерно на 10 процентов сильнее, люди говорят, что с ним можно резать быстрее.
(В целях иллюстрации в этой статье часто используется пропан в качестве типичного альтернативного топлива из-за его популярности. Обратите внимание, что смеси альтернативного топлива на основе пропана, которые содержат 0,5% дополнительных газов, могут гореть при температуре 5800 градусов по Фаренгейту.) Поскольку ацетилен горит примерно на 10 процентов сильнее, люди говорят, что с ним можно резать быстрее.
С ацетиленом вы держите кончик внутреннего конуса первичного пламени рядом с металлом, чтобы предварительно нагреть пластину. Это потому, что ацетилен выделяет почти 40% тепла в первичном пламени. И наоборот, большая часть тепла в пламени пропана находится во вторичном пламени или внешнем конусе. Первичное пламя выделяет только около 10% тепла. По этой причине вы должны держать резак примерно на ½ дюйма. при использовании альтернативного топлива (см. Рисунок 2). Зазор можно уменьшить во время резки, но для эффективного доведения пластины до температуры растопки требуется более длительный зазор.В противном случае время предварительного нагрева увеличивается, что является частым источником жалоб при использовании альтернативных видов топлива.
Это потому, что ацетилен выделяет почти 40% тепла в первичном пламени. И наоборот, большая часть тепла в пламени пропана находится во вторичном пламени или внешнем конусе. Первичное пламя выделяет только около 10% тепла. По этой причине вы должны держать резак примерно на ½ дюйма. при использовании альтернативного топлива (см. Рисунок 2). Зазор можно уменьшить во время резки, но для эффективного доведения пластины до температуры растопки требуется более длительный зазор.В противном случае время предварительного нагрева увеличивается, что является частым источником жалоб при использовании альтернативных видов топлива.
Говоря о обогреве, альтернативные виды топлива превосходят ацетилен в системах обогрева, поскольку они имеют более высокую тепловую мощность. Поскольку альтернативные виды топлива выделяют больше тепла во вторичном пламени, говорят, что они создают больше тепла типа «замачивания» или «гашения». Например, при нагревании большой тарелки альтернативным топливом вы можете легко нагреть всю тарелку вишнево-красного цвета.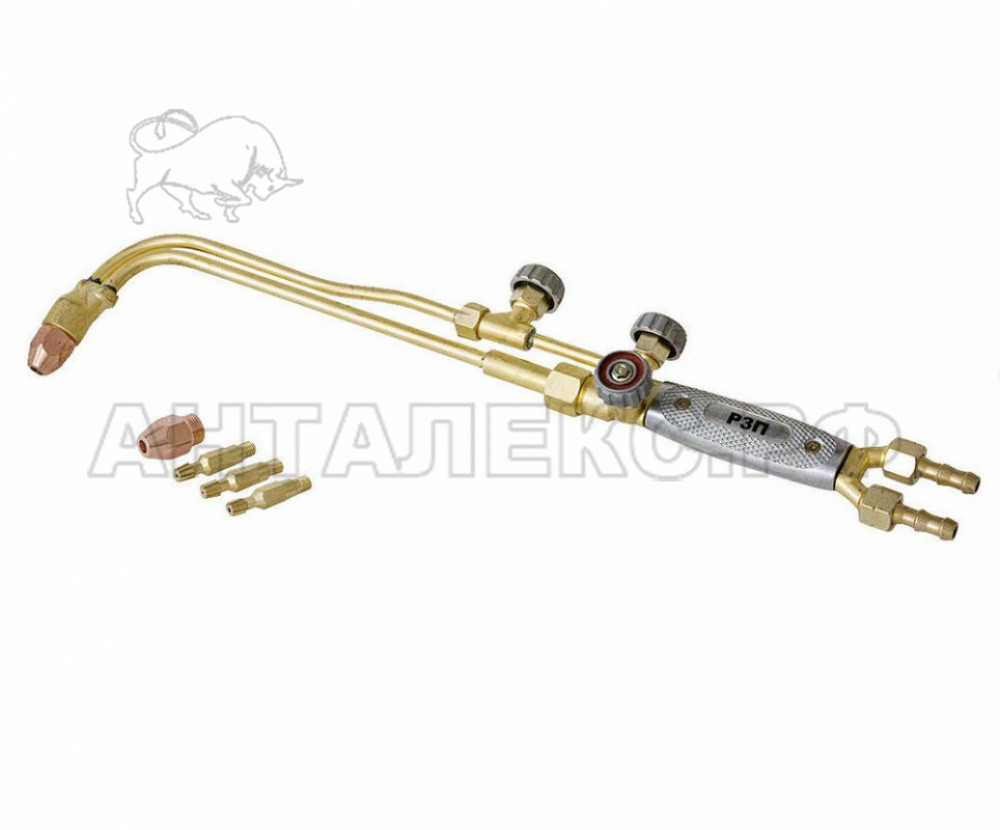 В случае ацетилена начальная точка будет темнее к тому времени, когда горелка достигнет конца пластины.
В случае ацетилена начальная точка будет темнее к тому времени, когда горелка достигнет конца пластины.
Наука, стоящая за цифрами, показывает, почему. Ацетилен производит примерно 1470 БТЕ на куб. футов, а пропан производит примерно 2500 БТЕ на куб. футов. С пропаном многопламенная нагревательная насадка размером 15 может производить около 499 600 БТЕ / час. (200 квадратных футов / час, расход топлива x 2498). С ацетиленом MFA размером 15 производит около 324 400 БТЕ / час. (Расход топлива 220 SCFH x 1470).
Учитывая более низкую стоимость пропана, выбор для обогрева пропаном должен быть несложным решением.Хотя альтернативные виды топлива требуют более высокого отношения кислорода к топливному газу, чем ацетилен (4: 1 для пропана против 1,5: 1 для ацетилена), они могут снизить затраты на 40% или более в зависимости от выбора топлива. и местные цены.
Заблуждение: пропана недостаточно для сварки
Одно заблуждение состоит в том, что для сварки стали нельзя использовать альтернативные виды топлива, потому что пламя недостаточно горячее. Учитывая, что сплавы углеродистой стали плавятся при температуре от 2500 до 2800 градусов по Фаренгейту, это не совсем так.
Учитывая, что сплавы углеродистой стали плавятся при температуре от 2500 до 2800 градусов по Фаренгейту, это не совсем так.
Настоящие причины двояки. Во-первых, более концентрированное тепло первичного пламени является основным фактором при газовой сварке, а пропану не хватает концентрированного тепла. Во-вторых, альтернативные виды топлива не создают защитного газа при горении. И наоборот, правильная смесь кислорода и ацетилена с нейтральным пламенем производит CO2, который, в свою очередь, защищает расплавленную сварочную ванну от атмосферного загрязнения.
Основное оборудование для резки с использованием альтернативных видов топлива включает (сверху вниз) регулятор расхода топлива, режущее приспособление с универсальным смесителем (который работает со всеми топливными газами), шланг класса T и режущие наконечники для конкретного вида топлива.
Обратите внимание, что пропан может использоваться для пайки, поскольку этот процесс не требует защитного газа или концентрированного тепла, необходимого в первичном пламени.
Заблуждение: для альтернативных видов топлива необходимо использовать другую горелку
Резаки (и режущие приспособления для комбинированных резаков) смешивают топливный газ и кислород с использованием различных технологий. Те, у кого есть спиральный смеситель (также часто называемый смесителем равного давления), откалиброваны для работы как с альтернативными топливными газами (которые используют более низкие давления подачи), так и с ацетиленом (которые используют несколько более высокие давления подачи).Эти горелки удерживают газы под давлением и перемешивают их за счет турбулентности между ручкой и головкой горелки.
Другие горелки оснащены инжектором или смесителем типа Вентури, который не создает давление в топливном газе. Поток кислорода фактически откачивает топливо в точке смешивания. Инжекторные горелки предназначены для разных видов топлива, поэтому вам потребуются разные горелки для ацетилена и альтернативных видов топлива. Они являются лучшим выбором для работы с плотностью 2 фунта на квадратный дюйм (PSI) и ниже (при использовании наконечника размера 000 для резки пластины тоньше 1/8 дюйма). , редкий случай).
, редкий случай).
В наиболее популярных на рынке горелках используется универсальная конструкция газового смесителя, сочетающая спиральный и инжекторный принципы. В результате получается высокопроизводительная горелка, которая эффективно работает на любом топливном газе, подаваемом при давлении 2 фунта на квадратный дюйм и выше, поэтому нет необходимости менять горелку при переходе на альтернативное топливо.
Вот итог по конструкции смесителя: все эти конструкции смесителя будут работать исключительно хорошо, обеспечивая максимальную температуру пламени и интенсивность горения.Главное — убедиться, что регуляторы и клапаны горелки настроены так, чтобы они обеспечивали правильные пропорции кислорода и топливного газа в смеситель.
Заблуждение: регуляторы ацетилена работают с альтернативными видами топлива
Стандарт безопасности ANSI Z49.1-2005, Безопасность при сварке, резке и смежных процессах, гласит, что «регуляторы понижения давления должны использоваться только для газа и давления, для которого они помечены. » Регулятор для использования с пропаном или пропиленом должен иметь маркировку «L.P. Gas », чтобы указать, что он может использоваться с сжиженными нефтяными топливными газами (см. Рисунок 3).
» Регулятор для использования с пропаном или пропиленом должен иметь маркировку «L.P. Gas », чтобы указать, что он может использоваться с сжиженными нефтяными топливными газами (см. Рисунок 3).
При давлении более 15 фунтов на квадратный дюйм (PSIG) ацетилен считается нестабильным и может сильно разлагаться и взорваться без наличия искры или пламени. Таким образом, UL и CSA требуют, чтобы регуляторы ацетилена имели предел подачи 15 фунтов на квадратный дюйм и красную полосу на манометре выше 15 фунтов на квадратный дюйм в качестве предупреждения. Газы сжиженного нефтяного газа работают при более высоком давлении, поэтому регулятор сжиженного газа можно отрегулировать намного выше 15 фунтов на кв. Дюйм, ман.Даже если регулятор может физически обеспечивать соответствующее давление, использование регулятора, не зависящего от топлива, увеличивает опасность случайного изменения значения выше 15 фунтов на кв. Дюйм, что может быть чрезвычайно опасным. Не делай этого — НИКОГДА! Всегда используйте регуляторы, специально разработанные и маркированные для того типа газа, который они обслуживают.
Регуляторы с маркировкой и цветовой кодировкой (например, красный для ацетилена, оранжевый для LP / пропана и зеленый для кислорода) для облегчения идентификации помогут вам выбрать правильный регулятор.Регуляторы для альтернативных видов топлива будут иметь соединение «510» CGA (Ассоциация сжатого газа). Обязательно выберите регулятор с мощностью, достаточной для применения: средней, тяжелой или высокой производительности. При необходимости проконсультируйтесь с производителем или поставщиком сварочного оборудования при переключении регуляторов.
Используйте стойку примерно 1/2 дюйма при резке пропаном.
Здесь нет мифа: используйте шланг класса T
Это одна из областей, где большинство пользователей Интернета понимает это правильно: используйте шланг класса T для альтернативных видов топлива (рис. 4), как рекомендовано CGA и ассоциацией производителей резины .Неопреновая подкладка этого шланга не позволит жидкой фазе альтернативного топлива проникать через него. Шланги классов R и RM (сорта, которые иногда используются для ацетилена) потенциально могут позволить сжиженному газу проникать через газовый шланг в кислородный шланг.
Шланги классов R и RM (сорта, которые иногда используются для ацетилена) потенциально могут позволить сжиженному газу проникать через газовый шланг в кислородный шланг.
Характеристики топлива и советы по резке
Каждое топливо имеет разную скорость горения или скорость, с которой газ сгорает обратно к наконечнику резака. Хотя может казаться, что пламя горит вдали от факела, на самом деле происходит обратное.Альтернативные виды топлива имеют более низкую скорость горения, чем ацетилен. Достижение надлежащего прилегания пламени между концом наконечника и точкой воспламенения пламени требует использования наконечников, специально разработанных для обеспечения конкретной скорости горения топливного газа.
Производители разрабатывают расходные материалы, чтобы они соответствовали характеристикам каждого топливного газа, поэтому наконечники имеют разные выемки (рис. 5). Альтернативные топливные наконечники, состоящие из двух частей, обеспечивают наилучшую производительность. Скорость горения ацетилена создает естественное препятствие, поэтому ацетиленовые наконечники имеют плоскую форму и изготавливаются как единое целое.
Скорость горения ацетилена создает естественное препятствие, поэтому ацетиленовые наконечники имеют плоскую форму и изготавливаются как единое целое.
При использовании альтернативных видов топлива общие проблемы можно решить, используя разные режущие наконечники. Например, для более быстрого предварительного нагрева замените наконечник общего назначения (GP) на наконечник с более тяжелым предварительным нагревом (HP). Наконечники GP имеют 18 разъемов для предварительного нагрева по сравнению с 22 разъемами (рис. 6) для наконечников HP. Четыре дополнительных слота позволяют наконечникам HP прикладывать больше тепла к области контакта, позволяя альтернативным видам топлива почти соответствовать времени предварительного нагрева ацетилена. Наконечники HP зависят от вида топлива; используйте наконечники с маркировкой HPP для пропилена и HPN для природного газа / пропана.
Кроме того, насадки HP облегчают зажигание топливного газа, что может помочь при работе на открытом воздухе или в ветреную погоду. Когда вы работаете с высоколегированным листом, сильно ржавым листом или при снятии фаски, наконечники HP могут улучшить производительность. Размеры режущего наконечника соответствуют размерам, используемым для ацетилена. Также доступны наконечники с альтернативным топливом для строжки, промывки заклепок и резки вблизи переборок.
Когда вы работаете с высоколегированным листом, сильно ржавым листом или при снятии фаски, наконечники HP могут улучшить производительность. Размеры режущего наконечника соответствуют размерам, используемым для ацетилена. Также доступны наконечники с альтернативным топливом для строжки, промывки заклепок и резки вблизи переборок.
Процедура зажигания
Где ацетилен весит почти так же, как воздух (0.91), альтернативные виды топлива имеют тенденцию всплывать вверх или вниз. Природный газ легче воздуха (0,55), а пропан (1,52) и пропилен (1,47) тяжелее. Из-за этих различий вам может потребоваться использовать разные методы зажигания факела на альтернативном топливе.
Чтобы зажечь комбинированный фонарь, полностью откройте кислородный клапан на ручке; это обеспечивает максимальный поток кислорода к рычагу режущего кислорода. Затем поверните кран топливного газа на четверть и зажгите факел. Поочередно добавляйте кислород (через режущий кислородный клапан) и топливо, чтобы «поднять» пламя до желаемой температуры и достичь нейтрального пламени (подробнее об этом чуть позже).
Этот регулятор имеет четкую маркировку для использования альтернативного топлива (низкого давления).
Если ветер тушит пламя с использованием первого метода, приложите обратное давление на пламя, чтобы снизить скорость его горения. Повернув топливный клапан на четверть оборота, поместите наконечник на рабочую поверхность под углом 45 градусов, зажгите резак и, удерживая резак на месте, откройте клапан кислорода для резки до тех пор, пока пламя не «встанет» на место (Рис. 7). Вы услышите настоящий щелчок.
Третий способ зажечь горелку на альтернативном топливе — открыть клапаны подачи топлива и подачи кислорода на четверть оборота, зажечь пламя и нагреть его до желаемой температуры.
Независимо от топливного газа, всегда выполняйте одну и ту же процедуру отключения: сначала кислород, а потом альтернативный топливный газ. Прекращение подачи кислорода сначала удаляет наиболее критическую ветвь пожарного треугольника и, после закрытия топливного клапана, позволяет проверить утечку клапана топливного газа. Если к горелке остается небольшое пламя, возможно, пришло время отремонтировать топливный клапан.
Если к горелке остается небольшое пламя, возможно, пришло время отремонтировать топливный клапан.
Достижение нейтрального пламени
Достижение нейтрального пламени начинается с увеличения потока газа до точки, где исчезает выброс сажи (или когда пламя достигает небольшого зазора от наконечника), а затем добавления кислорода до тех пор, пока вторичное пламя не отступит к точка, где они есть даже с первичным пламенем, или светящиеся конусы на кончике. При использовании альтернативных видов топлива пламя нужно поднимать вверх или усиливать, чтобы предотвратить голодание или погасить пламя.
После зажигания резака и добавления кислорода для первоначального подогрева, в качестве альтернативы, добавьте еще топлива и больше кислорода, открывая соответствующие клапаны на четверть или половину оборота за раз, пока клапан топливного газа не откроется полностью (или почти полностью).Затем добавляйте кислород до тех пор, пока пламя не создаст громкий свистящий звук и основные конусы не достигнут самой короткой точки. Нажмите рычаг режущего кислорода и при необходимости отрегулируйте предварительный кислородный кислород.
Нажмите рычаг режущего кислорода и при необходимости отрегулируйте предварительный кислородный кислород.
Чтобы проверить нейтральное пламя, поместите резак перпендикулярно поверхности заготовки и рядом с ней. Пламя предварительного нагрева создаст звездный узор с четко очерченными ножками длиной от 2 до 3 дюймов (рис. 8). У окислительного пламени будут более короткие и острые ножки, тогда как у науглероживающего пламени будут более длинные и более перистые ножки.
Джон Хендерсон — региональный менеджер по продуктам, 940-381-1440, и Курт Роча — международный менеджер по продуктам, 940-381-1360, ESAB Welding & Cutting Products, 2800 Airport Rd., Denton, TX, 76207, www. esab.com.
Поменять наконечник недостаточно
Группа продуктов Harris
Переключение на альтернативное топливо
Если вы используете альтернативное топливо с оборудованием, специально разработанным для ацетилена, возможно, вы не реализуете все преимущества альтернативного топлива. Часто требуется нечто большее, чем просто замена насадки. По мере того, как предварительно нагретый кислород и альтернативный топливный газ проходят через высокоскоростной инжекторный смеситель Harris, создается однородная смесь. Эта однородная смесь обеспечивает большую эффективность сгорания. Горелки без инжекторного смесителя никогда не смогут достичь этой оптимальной производительности, особенно если вы замените только наконечник.
Часто требуется нечто большее, чем просто замена насадки. По мере того, как предварительно нагретый кислород и альтернативный топливный газ проходят через высокоскоростной инжекторный смеситель Harris, создается однородная смесь. Эта однородная смесь обеспечивает большую эффективность сгорания. Горелки без инжекторного смесителя никогда не смогут достичь этой оптимальной производительности, особенно если вы замените только наконечник.
Вот почему:
- Инжекторные смесители, предназначенные для альтернативных видов топлива, тщательно смешивают кислород и топливный газ для увеличения выхода БТЕ и максимальной температуры пламени.
- Инжекторные смесители обеспечивают исключительную стабильность пламени. В отличие от смесителей равного давления, незначительные колебания давления газа не влияют отрицательно на стабильность пламени и характеристики горелки.
- Инжекторные смесители проще в настройке и эксплуатации. Регулировка кислородного клапана обеспечивает более или менее предварительный нагрев, поскольку форсунка автоматически поддерживает оптимальное соотношение кислород / топливо. Инжекторные смесители
- могут эффективно работать при давлении топливного газа менее двух P.S.I.G.

Как работает смеситель-форсунка?
Поток кислорода через смеситель создает всасывающее или всасывающее действие для протягивания топливного газа через смеситель. Правильно спроектированный смеситель всегда будет отбирать необходимое количество топливного газа для оптимального соотношения кислород / топливо. Увеличение или уменьшение потока кислорода автоматически увеличивает или уменьшает объем топливного газа для оптимального смешивания и наилучшей производительности. Давление топливного газа в смесителе форсунок не так критично, как давление топливного газа в смесителе равного давления.Инжекторный смеситель разработан для эффективной работы даже при доступном давлении топливного газа всего 4 унции.
Кислород проходит с относительно высокой скоростью через смеситель инжектора, создавая турбулентность в точке смешивания. Турбулентность тщательно перемешивает кислород и топливный газ, обеспечивая большую эффективность сгорания.
Harris предназначены для получения максимальной тепловой единицы за ваш доллар, более высоких температур пламени и сокращения времени предварительного нагрева.
Газо-кислородные резаки
бросают вызов ацетилену и пропану, oPetrol ведет к революции в резаке
Используете ли вы резак для ацетилена или пропана? Газокислородно-бензиновые резаки oPetrol ежегодно экономят тысячи долларов. Продукция компании, кислородно-бензиновые и кислородно-керосиновые резаки, по всем параметрам превосходит ацетиленовые или пропановые резаки.
Пекин, Китай, 17 марта 2006 г. — (PR.com) — oPetrol, китайский производитель, разработал резаки на жидком кислородном топливе, сварочные горелки и дутьевые горелки, революционный продукт, который предлагает уникальные возможности для франчайзингового бизнеса. «Наши резаки на жидком топливе могут оказаться одним из самых многообещающих продуктов этого века, потому что они могут переписать историю ацетилена и пропана в области термической обработки», — говорит Флора Мяо, президент компании.
Судостроение и демонтаж, сельскохозяйственные магазины, скребок, машиностроительные заводы, сталелитейные заводы, шахты, пожарно-спасательные работы, стекольные заводы, мраморные заводы, ремонт автомобилей, строительство, трубы и трубы — все отрасли получат выгоду от нового резака oPetrol.
o В бензиновых резаках в качестве топлива используется обычный бензин или керосин.3 литра бензина (3 литра) режут столько же стали, сколько один цилиндр 7 кг ацетилена! Это примерно 3 доллара за топливо для резки по сравнению с 40-100 долларов за ацетилен. Экономия на топливе составляет 90% и более.
В качестве топлива можно использовать бензин с любой заправки. Бензиновый бак на 2 галлона весит всего 20 фунтов (9 кг), когда он заполнен топливом, в то время как баллон с ацетиленом легко весит более 200 фунтов. Это делает наши фонари очень удобными для всех пользователей, особенно для ремонтных бригад и любителей.
Альтернатива кислородно-ацетиленовым или оксипропановым резакам, газокислородно-жидкостные резаки oPetrol чрезвычайно экономичны, безопасны, удобны, быстро и чисто режут. Более того, он экологически чистый.
Более того, он экологически чистый.
У всех горелок oPetrol отсутствует обратная вспышка в топливопровод из-за свойств жидкого топлива. Это дает пользователям больше уверенности. Чтобы сделать хранилище бензина безопасным, oPetrol разработал топливный бак, наполненный своего рода взрывобезопасным материалом.Танк не взорвется даже при выстреле. Зажигать пламя на заливной горловине бензобака — это все равно, что зажигать зажигалку для сигарет. После резки остается мало загрязнений. Бензин — экологически чистое топливо. Присутствие кислорода в пламени резки делает сгорание полным и вызывает небольшое загрязнение.
Ацетилен уже много десятилетий используется при резке стали и других операциях термической обработки. Ацетилен очень опасен и требует больших затрат энергии.Он также известен своим загрязнением.
Попытки найти лучшее топливо для замены ацетилена предпринимались во многих странах уже почти столетие. Пропан продвигается в некоторых странах. Но зона термического влияния пропанового резака очень широкая и рез не такой удовлетворительный.