инструкция пошагово, советы профессионалов, видео
Профилегиб поможет изготовить из металлических труб гнутые дуги, широко применяющиеся в строительстве и благоустройстве участка. Разберемся, как сделать профилегиб своими руками.
Дуги из профильной трубы – востребованный материал для благоустройства дачного участка, строительства теплиц, навесов, беседок. Покупать такой прокат не выгодно: он дороже обычных прямых труб в 2 раза и более, а сделать дуги самому довольно просто. Для этого нужен специальный станок, который называется профилегиб. Разберемся, как соорудить профилегиб своими руками, сравним наиболее распространенные конструкции и выберем лучший вариант.
Применение профилегиба и принцип его работы
Назначение профилегиба – деформация металла в холодном состоянии до достижения необходимой формы. При этом по сравнению со станком для сгибания обычных труб (трубогибом) в работе профилегиба есть несколько специфичных моментов:
- Профильная труба лучше противостоит деформациям, поэтому нужно приложить большое усилие, чтобы ее согнуть.
- Как правило, создаваемые дуги имеют большой радиус кривизны.
Сам процесс изгибания металла основан на приложении деформирующего усилия по центру балки, лежащей на двух опорах. При этом, благодаря прокатыванию профиля по роликам, его сечение в процессе обработки не меняется, на поверхности не появляются смятые участки, складки. Просвет профильной трубы также сохраняется максимально близким к исходному значению.
Конструкция
Чтобы получить профиль, равномерно изогнутый по всей длине и имеющий нужный радиус кривизны, опоры станка выполняются в виде роликов. При этом один ролик (чаще всего расположенный посередине) закреплен подвижно, а два других – нет. Положением прижимного ролика задается определенный радиус изгиба.
Такая схема имеет несколько вариантов воплощения:
- Подвижный ролик один и расположен посередине, опускаясь сверху.
 Это – наиболее простая конструкция, которую легко реализовать, делая трубогиб самостоятельно. Именно такие станки наиболее широко распространены в классе устройств с ручным механизмом прижима. Недостаток схемы – не слишком мощное усилие, которое не позволяет сгибать наиболее толстый прокат.
Это – наиболее простая конструкция, которую легко реализовать, делая трубогиб самостоятельно. Именно такие станки наиболее широко распространены в классе устройств с ручным механизмом прижима. Недостаток схемы – не слишком мощное усилие, которое не позволяет сгибать наиболее толстый прокат. - Одиночный подвижный ролик размещен с краю. В этом случае валик, регулирующий изгиб, поднимается с помощью гидравлического домкрата или винтового механизма.
- Подвижно установлены два или три ролика. Это – наиболее сложная схема, которую непросто воплотить своими руками, поэтому такие трубогибы обычно делают редко. Главное достоинство такого станка – возможность получить не просто дугу, а гнутый профиль любой сложности.
 Это – наиболее простая конструкция, которую легко реализовать, делая трубогиб самостоятельно. Именно такие станки наиболее широко распространены в классе устройств с ручным механизмом прижима. Недостаток схемы – не слишком мощное усилие, которое не позволяет сгибать наиболее толстый прокат.
Это – наиболее простая конструкция, которую легко реализовать, делая трубогиб самостоятельно. Именно такие станки наиболее широко распространены в классе устройств с ручным механизмом прижима. Недостаток схемы – не слишком мощное усилие, которое не позволяет сгибать наиболее толстый прокат.[warning]В простейшую конструкцию трубогиба можно внести десятки улучшений: предусмотреть возможность передачи усилия через цепную передачу с ведущего ролика на остальные, заложить возможность смены роликов для прокатывания труб разного диаметра, перестановки валов по расстоянию для задания радиуса кривизны и т.д.
Помимо расположения валов, разные модели трубогиба отличаются наличием привода для протаскивания профиля. Это может быть как обычная рукоять, вращаемая мускульным усилием, так и привод на электродвигатель. Оснащенные внешним приводом станки сложнее по конструкции, но способность обрабатывать более толстый прокат зачастую окупает трудности конструирования.
Необходимые материалы и инструмент
Материалы для изготовления трубогиба подбираются, исходя из определенных для станка задач и имеющихся в наличии узлов и деталей. Мы предлагаем комплект деталей для изготовления станка, которому под силу справиться с профильной трубой диаметром до 60 мм. Но многие из компонентов можно заменить, в зависимости от того, какие материалы удастся найти в хозяйстве или недорого купить. Итак, вот примерный перечень материалов:
- Отрезки швеллера №80. Из него будет изготовлена станина станка. Допускаются и другие виды швеллера или уголков, лишь бы толщина металла была не менее 3 мм, а ширины металлопроката хватало для установки валов и остальных деталей. Главное правило при изготовлении станины – чем она массивнее и прочнее, тем лучше.
- Готовые подшипники, запрессованные в подшипниковые узлы. Здесь лучше приобрести готовые детали, так как трудоемкость изготовления подшипникового узла велика, а от его качества во многом зависит эффективность работы станка.
- Стальной вал 70-мм диаметра (3 штуки).
- Приводные звездочки и цепь. Мы взяли элементы из ГРМ классической модели «Жигулей», но подойдут и велосипедные детали.
- Болты М20х60.
- Гладкая стальная арматура.
- Стальные полосы 5-мм толщины.
- Гроверные шайбы, гайки М20.
 Из него будет изготовлена станина станка. Допускаются и другие виды швеллера или уголков, лишь бы толщина металла была не менее 3 мм, а ширины металлопроката хватало для установки валов и остальных деталей. Главное правило при изготовлении станины – чем она массивнее и прочнее, тем лучше.
Из него будет изготовлена станина станка. Допускаются и другие виды швеллера или уголков, лишь бы толщина металла была не менее 3 мм, а ширины металлопроката хватало для установки валов и остальных деталей. Главное правило при изготовлении станины – чем она массивнее и прочнее, тем лучше.Инструментарий для работы достаточно распространен и встречается во многих домах. Два наиболее редких инструмента – это сварочный аппарат и «болгарка». Без них не обойтись при изготовлении станины трубогиба. Если этих инструментов нет в хозяйстве, их стоит приобрести или взять в аренду на время.
Также понадобится электродрель, сверла по металлу, разметочный инструмент (кернеры, чертилки, рулетка, карандаш), молоток, гаечные ключи №20. Набор инструментов, в зависимости от запланированных элементов конструкции, может дополняться, но в основе своей останется таким же. Подготовив все необходимое, можно начинать работу.
Как сделать профилегиб своими руками. Пошаговая инструкция
Прежде всего, начинают с создания чертежей. Чем подробнее вы будете представлять, что и как делать, тем лучше. Готовый чертеж можно взять из Интернета, но это далеко не всегда оправдано, ведь набор доступных деталей в каждом случае свой, да и задачи, для которых сооружается гибочный станок, могут различаться. Чертеж вычерчивают на бумаге или строят с помощью специальных программ.
Далее порядок работы таков:
- Швеллер нарезается на куски нужного размера, из него собирается нижняя часть станины и перекладина в виде буквы «П» для прижимного ролика. Детали соединяются с помощью сварки. Станину и поперечину пока не соединяют.
- По чертежам размечаются отверстия для валов, намечаются кернером, затем сверлятся. В местах установки валов на станину наваривают куски полосовой стали, чтобы толщина металла достигла 1 см и более. После этого можно быть уверенным, что станина выдержит нагрузку.
- Внутри боковых стоек перекладины крепят болтами направляющие для подвижного вала. Вал вводят в направляюще, убеждаются, что он способен перемещаться. Прижимной винт изготавливают из болта с просверленным отверстием для ворота. Под ворот сверлят отверстие в перекладине, приваривают крепежные гайки. Ворот ставят на место, соединяют с валом.
- Валы для неподвижных роликов вставляют в отверстия на станине, закрепляют с помощью болтов и гаек с гроверами.
- К валам наваривают звездочки передачи, соединяют их цепью. К ведущему валу приваривают ручку из согнутой арматуры.
- Сваривают станину с перекладиной.
 Детали соединяются с помощью сварки. Станину и поперечину пока не соединяют.
Детали соединяются с помощью сварки. Станину и поперечину пока не соединяют.[warning]Когда станок полностью собран, его тщательно красят, чтобы коррозионные процессы не разрушали металл. Все подшипники, звездочки и цепь тщательно смазывают, рукояти полируют.
Чтобы для протаскивания трубы через вальцы требовалось прикладывать меньшее усилие, применяют принцип уменьшения передачи (он реализован, например, в велосипеде). Для этого ручку приваривают к шестерне небольшого диаметра, установленной на отдельной оси, размещенной на корпусе. К валикам прикрепляют шестеренки большего диаметра. Главное, чтобы шаг зубьев у малой звездочки совпадал с шагом зубцов больших шестерен.
Еще один вариант, который позволяет обеспечить заметно большее усилие – установка в качестве привода низкооборотного электрического мотора. Тогда его ось соединяется с ведущим валом станка (непосредственно или через передачу). Такое дополнение усложняет конструкцию, но существенно расширяет функциональные возможности.
Порядок гибки труб
Чтобы на станке с ручным приводом согнуть трубу, необходимо сделать несколько проходов. Для этого подвижный вал перемещают так, чтобы создать небольшой радиус изгиба. Трубу прокатывают несколько раз, пока изгиб не перестанет увеличиваться.
Для этого подвижный вал перемещают так, чтобы создать небольшой радиус изгиба. Трубу прокатывают несколько раз, пока изгиб не перестанет увеличиваться.
[warning]После каждого прокатывания трубу необходимо перевернуть и пропустить через станок другой стороной. Если этого не сделать и пропускать профиль только в одном направлении, он непременно окажется смятым с одной стороны.[/warning]
Если требуется получить дугу с большим изгибом, положение центрального валка меняют несколько раз. Главная ошибка новичков при работе с гибочным станком – стремление быстрее достигнуть результата, сократив число прогонов. Это не только увеличивает нагрузку на станок, но и создает лишние деформации в металле.
Если требуется изготовить несколько одинаковых дуг, то при изготовлении первой следует тщательно записывать весь порядок действий. Подробная технологическая карта, содержащая указания по всем этапам (сколько раз пропускали трубу в каждом направлении, на сколько оборотов опускали прижимной валик и т.д.) поможет воспроизвести режим изготовления с максимально возможной точностью.
Советы профессионалов
Мы рекомендуем несколько видеофрагментов, содержащих полезные советы по сооружению профилегибов своими руками. Вы можете своими глазами увидеть все этапы работы и познакомиться с различными вариантами конструкции этого станка, чтобы выбрать для себя наиболее подходящий:
Профилегиб – полезный в хозяйстве станок, который будет нужен во множестве случаев. Если разобраться в конструкции, его вполне можно соорудить самому, не затратив много времени и средств. И тогда это полезное устройство станет помощником в благоустройстве приусадебного или садового участка.
Все просто — Самодельный профилегиб и трубогиб: нормы, рекомендации, способы сгибания, примеры || STROIM-GRAMOTNO.
 RU | Строительный портал — «Строим Грамотно» |
RU | Строительный портал — «Строим Грамотно» |Если без воды и ни туды, и ни сюды, то без трубы вообще и ни туды, и ни сюды. По трубам не только текут вода, стоки, хладоагент. По трубам поступает газ, проходят коммуникации, тяги управления механизмами. В строительстве и ремонте нельзя обойтись без разного рода профилей, стандартных и фасонных. Все это нужно гнуть, и не как попало, а по форме и в размер. Можно ли сделать хороший профилегибочный станок своими руками? Можно, а как – посмотрим. Принципы изгибания труб и профилей одни и те же, т.к. труба – разновидность профиля.
Требования к изгибам
Прежде чем браться за принципы и конструкции, нужно знать, до какой степени трубы и профили можно изгибать. Изгиб на угол – это уже не изгиб, а надлом: нести нагрузку и пропускать поток он не способен. Требования к изгибам труб таковы:
- При толщине стенки трубы до 2 мм и диаметре d=5-20 мм минимально допустимый радиус изгиба R=4d; при d=20-35 мм R=5d; при d более 35 мм трубу гнуть нельзя, изгиб нужно делать сборным из секций.
- Если толщина стенки более 2 мм, то при d до 35 мм R=3d; d=35-60 мм R=4d и d=60-140 мм R=5d. Трубы еще шире гнуть опять же нельзя.
- Трубы особо тонкостенные, толстостенные и особо толстостенные гнуть нельзя.
Указанные значения касаются труб из конструкционной стали, латуни и титана. Для меди и металлопластика их можно принять такими же: малая прочность металла компенсируется его высокой пластичностью. Для алюминия значения минимального радиуса изгиба, выраженного в диаметрах трубы, нужно увеличить на единицу (если для стали R=4d, то для такого же алюминия будет R=5d), а для дюраля – не менее чем на 2 единицы. То же касается труб стальных хромированных и никелированных (хром и никель очень хрупки). Бронзовые трубы гнуть, как правило, нельзя, за исключением труб из бериллиевой бронзы. Кадмированные стальные трубы гнутся как обычные.
Бронзовые трубы гнуть, как правило, нельзя, за исключением труб из бериллиевой бронзы. Кадмированные стальные трубы гнутся как обычные.
Примечание: у особо тонкостенных труб нормируется толщина стенки трубы в зависимости от диаметра просвета; скажем, при диаметре просвета в 5 мм стенка может быть 0,3; 0,4; 0,5 мм, а при диаметре просвета в 80 мм – 1,2; 1,4; 1,6; 1,8; 2,0 мм. Для толстостенных и особо толстостенных труб нормируется отношение диаметра просвета к толщине стенки трубы 6-12,5 для толстостенных и менее 6 – для особо толстостенных.
Допустимые радиусы изгиба и его способы для профилей указываются в спецификациях на них. В первом приближении можно считать d равным НАИБОЛЬШЕМУ размеру сечения профиля. Важно знать, что нажим на профиль при изгибании должен быть на его сплошную или выпуклую сторону, иначе противоположная пойдет складками. Любой гибочный станок должен конструироваться и изготовляться с учетом этих обстоятельств.
Классификация гибочных станков
Не промышленные гибочные станки классифицируются по следующим признакам:
- По способу изгибания – см. соотв. раздел.
- По мобильности – стационарные, переносные и носимые.
- По типу привода – ручной, электрический, гидравлический.
- По кинематике передаточного механизма – толкатель, винт, шестерни, зубчатая рейка с храповиком.
Пояснения к п. 2: стационарный станок требует установки на прочной устойчивой опорной поверхности, слева на рис. Переносной (в центре) не дает реакции на опору и может быть установлен где угодно. Носимый кроме того и не дает момента отдачи, им можно пользоваться на весу, справа на рис.
Стационарный, переносной и носимый трубогибы
Примечание: торговое обозначение «мобильный гибочный станок» может обозначать любой, кроме стационарного на отдельном фундаменте.
 Поэтому при покупке руководствуйтесь приводимыми ниже сведениями, особенно что касается опорной поверхности. К примеру, ручным гидравлическим трубогибом на обычном столе пользоваться нельзя – качать рукоятку домкрата приходится со значительным усилием, и оно передается на стол.
Поэтому при покупке руководствуйтесь приводимыми ниже сведениями, особенно что касается опорной поверхности. К примеру, ручным гидравлическим трубогибом на обычном столе пользоваться нельзя – качать рукоятку домкрата приходится со значительным усилием, и оно передается на стол.Настольный гидравлический трубогиб с автомобильныи домкратом
Любой профилегиб может быть большим и маленьким, легким и тяжелым, предназначенным для тонкой и грубой работы, развивающим усилие в пару килограмм или несколько тонн. Взгляните на рис. слева: простейшая сварная рама, автомобильный домкрат, который не потерял пригодности для использования по прямому назначению. Такой самодельный профилегибочный станок поместится на верстаке, а гнуть им можно все, что в принципе гнется.
Рекомендации самодельщикамЧтобы сделать профилегиб своими руками, который будет гнуть трубы с уголками, а не сам себя, нужно правильно подобрать по усилию изгибания размеры деталей станины. Предполагается, что изготовлена она будет из обычной конструкционной стали.
Толщину металла деталей станины следует брать не менее 1/6 диаметра изгибаемой трубы. К примеру, если нужно гнуть трубы до 35 мм, то металл станины нигде не должен быть тоньше 6 мм, иначе туда пойдет концентрация напряжений. Вспомним первейший из законов сопромата: где тонко, там рвется.
Толщина опорной плиты должна быть вдвое больше, так же как наименьшая толщина пуансона с матрицей. Диаметры роликов выбираются не менее трех диаметров трубы для изгибания прокатом, и по допустимому радиусу изгиба во всех остальных случаях.
Размеры полок уголка, из которого сваривается станина, должны быть не меньше трех диаметров трубы, а размер полки швеллера – не менее 2 его диаметров. Например, при тех же 35 мм максимум изгибаемых для станины нужен либо уголок 100х6, и это на пределе, либо швеллер 70х6.
Как гнут трубы и профили?
Пластичной изгибной деформации без надрыва вытянутых деталей, сплошных и полых, можно добиться такими способами:
- выгибанием по шаблону;
- выдавливанием;
- прессованием;
- прокаткой;
- комбинированным способом – обкаткой по ложементу.
Лучковый трубогиб
По первому способу действует простейший и древнейший лучковый трубогиб, см. рис. Все, что для него нужно – круглая деревяшка, веревка, два прочных прутка или палки-воротка и хорошо прокаленный, а затем промытый песок. Песком набивают трубу, обстукивая молотком для усадки, а воротками закручивают веревку. Из изогнутой трубы песок выковыривают проволочным крючком.
Лучковый способ имеет существенный недостаток: практически на протяжении всего процесса изгибания векторы усилий на концах трубы имеют касательную к ее оси составляющую. Поэтому хорошей точности таким способом добиться невозможно, и в сегодняшних серийных трубогибах он не применяется.
При разовой работе без особых требований к точности лучковый трубогиб может выручить и в наши дни. Если требуется большой радиус изгиба, например, для дуг теплицы, шаблон делают из вбитых в деревянный щит штырей. Но для работ более точных и ответственных лучше поискать чертежи профилегибочного станка, а какая конструкция для какой цели лучше подходит, мы разберемся далее. Заодно посмотрим, какой из готовых покупных для чего годится.
Выдавливание
Выдавливание только внешне похоже на лучковое изгибание, вывернутое наизнанку. На самом деле выдавливание – прессовка без матрицы, одним пуансоном. Роль матрицы играют две жесткие опоры по концам изгиба: вращающиеся ролики или поворотные башмаки. Поэтому вектор усилия всегда перпендикулярен трубе и можно получить точный изгиб.
Поэтому вектор усилия всегда перпендикулярен трубе и можно получить точный изгиб.
Выдавливание как способ гнутья хорошо тем, что никогда не дает складок, скорее труба порвется. Но для выдавливания нужно постепенно и плавно нарастающее усилие, чтобы металл изгибаемого профиля успевал течь, из-за чего в промышленности выдавливание применяется нечасто: мала производительность. Но в бытовых трубогибах превращается в достоинство неповоротливость ручной гидравлики и ее небольшая отдача на руку, позволяющая чувствовать материал, а компактный гидродомкрат дает усилие в тонны.
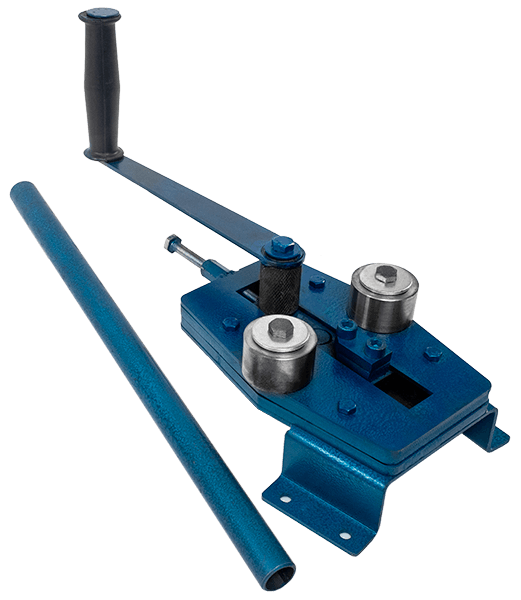
Ручной гидравлический трубогиб
Гидравлический профилегиб с ручным приводом – наиболее частое исполнение переносных мощных трубогибов (см. рис): вес – несколько кг, электропитание не требуется, а гнуть можно стальные трубы до 76-100 мм. Домкрат может быть как встроенным собственным, так и автомобильным; под него делают седло с оголовком. Радиус изгиба меняют заменой пуансона-башмака из комплектного набора.
Однако мобильный гидротрубогиб со сменными башмаками требует установки на прочную опору из-за существенного усилия отдачи, и нельзя получать фигурные изгибы. Поэтому выгибающие профилегибы применяются в основном для монтажа водопроводной и газовой разводки от магистрали до квартиры, а также в мастерских, производящих гнутые детали штучно или мелкой серией.
Часто используется мелкий давящий трубогиб для монтажа тонкостенных медных или металлопластиковых труб: такой ручной инструмент с реечно-храповой подачей пуансона размером чуть больше пассатижей, но тонкие трубы гнет очень точно. Особенно пригоден такой для монтажа сплит-систем, там из-за свойств хладоагента складки на трубках недопустимы.
Изгиб прессованием
При изгибании прессованием обрабатываемая деталь зажимается между не вращающимися пуансоном и матрицей. Сделать профилегиб – пресс также можно самому из обычных слесарных тисков, куска негодного тормозного барабана и половинки шкива: в губках тисков сверлят отверстия, нарезают в них резьбу и крепят на болтах пуансон с матрицей. Изгибание сводится к сдавливанию тисками; его точности много способствует консистентная смазка рабочих поверхностей. Важное условие – подобрать друг к другу по сечению матрицу с пуансоном, как показано на рисунке; особенно это важно для гнутья уголков.
Сделать профилегиб – пресс также можно самому из обычных слесарных тисков, куска негодного тормозного барабана и половинки шкива: в губках тисков сверлят отверстия, нарезают в них резьбу и крепят на болтах пуансон с матрицей. Изгибание сводится к сдавливанию тисками; его точности много способствует консистентная смазка рабочих поверхностей. Важное условие – подобрать друг к другу по сечению матрицу с пуансоном, как показано на рисунке; особенно это важно для гнутья уголков.
Пуансоны и матрицы для изгибания прессованием
Точный изгиб прессом требует тщательной разработки профиля матрицы и пуансона с учетом остаточных деформаций металла детали. Но зато одним ударом штампа можно получить изгиб очень сложной конфигурации, поэтому гнутье прессованием применяется в основном в промышленности.
Изгиб прокаткой
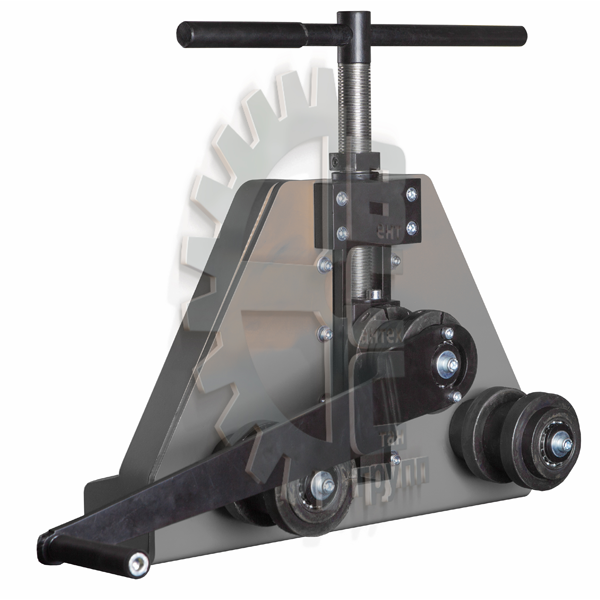
При гнутье прокаткой деталь протаскивают между двумя опорными роликами и вращающимся роликом-пуансоном, подачу которого можно менять зубчатой рейкой с храповиком, гидравликой или винтом. Ручной профилегибочный станок такого типа – конструкция довольно сложная, см. рис. справа, и требует прочной опоры из-за больших усилий отдачи. Но прокатной профилегиб имеет следующие важные преимущества:
Ручной станок для изгибания прокаткой
- Высокая производительность – скорость ручного гнутья может быть до 3 м/мин и более.
- Капролактамовыми или фторопластовыми роликами с прямоугольными канавками можно гнуть тонкостенные профили сложного сечения, как показано на рис. слева.
- Скосом роликов, как показано стрелками там же, можно получать цилиндрические спирали.
- Меняя в процессе работы подачу пуансона, можно получать детали с переменным радиусом изгиба, в т. ч. плоские спирали.
- Комбинируя два последних способа, можно получать спирали конические и другие детали с пространственным изгибом.
 ч. плоские спирали.
ч. плоские спирали.Сложное гнутье в домашних условиях на прокатном (или еще – протяжном) профилегибе лучше всего получается при работе вдвоем: подручный крутит ворот протяжки, а мастер регулирует скос и подачу. Таким способом удается получать сложные большие пружины или декоративные детали, которые потом вполне сходят за высококачественную художественную ковку, и по соответствующей цене. В промышленности прокатные гибочные станки с микропроцессорным управлением также используются очень широко.
Профилегибочный станок с перекашиваемыми фторопластовыми роликами
Роликовая гибка
Роликовое изгибание – комбинация изгиба с прокаткой: ролик-пуансон обкатывается по закрепленной с одного конца трубе, прижимая ее к ролику-ложементу или башмаку. Поскольку коренной конец трубы закреплен неподвижно, касательная составляющая вектора усилия на нем не возникает, длинный рычаг дает возможность создать изгибающее усилие, сравнимое с гидравликой, а под катящимся пуансоном металл хорошо и быстро течет.
Роликовый трубогиб дает приемлемую точность и неплохую для ручной работы производительность: изгиб производится одним движением рычага. Но гнуть им можно только трубы – профили мнутся из-за неравномерного давления пуансона на поверхность детали, и металл начинает течь волнами.
Роликовый трубогиб для тонкостенных труб
Однако гнутье роликом стальных труб требует прочной опоры и значительных усилий, а гнутье мелких тонкостенных достаточно серьезного навыка: слишком быстро или резко дернув рычаг, можно трубку или сплющить, или погнать по ней складки. Опытные мастера с набитой рукой для монтажа сплитов, квартирного газа или металлопластика предпочитают пользоваться именно роликовыми мелкими трубогибами (см. рис. справа): по размерам и весу они лишь немногим больше реечно-храповых с выдавливанием, а производительность труда за счет скорости изгибания получается в 2-3 раза выше.
Опытные мастера с набитой рукой для монтажа сплитов, квартирного газа или металлопластика предпочитают пользоваться именно роликовыми мелкими трубогибами (см. рис. справа): по размерам и весу они лишь немногим больше реечно-храповых с выдавливанием, а производительность труда за счет скорости изгибания получается в 2-3 раза выше.
Видео: ручной трубогиб
Об электроприводе
Электрический трубогиб
Бытовой электрический профилегиб (см. рис) вовсе не машина для лентяев, как его иногда называют. Он имеет важное достоинство: не дает отдачи ни на опору, ни на руки, а усилие дает как гидравлический. Поэтому электрический гибочный станок можно поставить на мягкую землю, на ветхий пол веранды на даче и т.п.
Но его нужно подключить к электросети, а потребленную электроэнергию оплатить по тарифу. Кроме того, для пользования простым электрическим профилегибом необходим навык: отдачи на руку нет, не успел выключить – профиль пошел складками, или надломился, или потянулся.
Видео: самодельный профелегибочный станок с электроприводом
Итог
Теперь вы знаете о бытовых профилегибочных станках и инструменте все основное и существенное. Надеемся, что данный материал поможет вам выбрать сообразно цели использования конструкцию для самостоятельного изготовления или модель для покупки.
Интересные записи
Самодельный профилегиб и трубогиб нормы, рекомендации, способы сгибания, примеры — КрасСтройка
Если без воды и ни туды, и ни сюды, то без трубы вообще и ни туды, и ни сюды. По трубам не только текут вода, сливы, хладоагент. По трубам поступает газ, проходят коммуникации, тяги управления механизмами.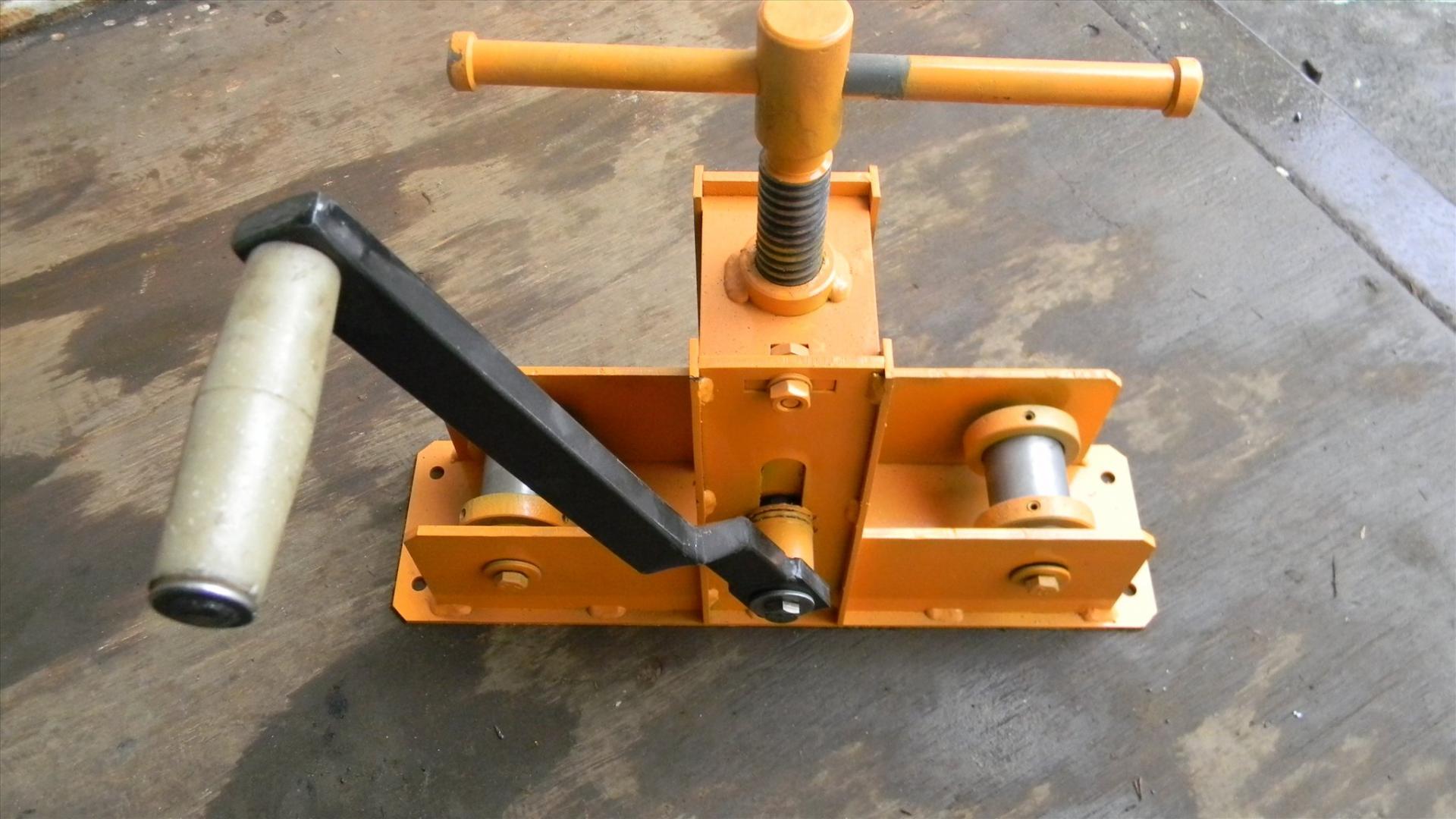 В строительстве и ремонте невозможно обойтись без различного рода профилей, типовых и фасонных. Все это необходимо выгибать, и не как попало, а по форме и в размер. Можно ли сделать хороший профилегибочный станок собственными руками? Можно, а как – посмотрим. Принципы изгибания труб и профилей одни и те же, т.к. труба – разновидность профиля.
В строительстве и ремонте невозможно обойтись без различного рода профилей, типовых и фасонных. Все это необходимо выгибать, и не как попало, а по форме и в размер. Можно ли сделать хороший профилегибочный станок собственными руками? Можно, а как – посмотрим. Принципы изгибания труб и профилей одни и те же, т.к. труба – разновидность профиля.
Требования к изгибам
Перед тем как приниматься за принципы и конструкции, необходимо знать, до какой степени трубы и профиля можно гнуть. Изгиб на угол – это уже не изгиб, а надлом: нести нагрузку и пропускать поток он не способен. Требования к изгибам труб такие:
- При толщине стенки трубы до 2 мм и диаметре d=5-20 мм минимально возможный радиус изгиба R=4d; при d=20-35 мм R=5d; при d более 35 мм трубу выгибать нельзя, изгиб необходимо делать сборным из секций.
- Если толщина стенки более 2 мм, то при d до 35 мм R=3d; d=35-60 мм R=4d и d=60-140 мм R=5d. Трубы еще шире выгибать снова же нельзя.
- Трубы особо тонкостенные, толстостенные и особо толстостенные выгибать нельзя.
Указанные значения затрагивают труб из конструкционной стали, латуни и титана. Для меди и металлопластика их можно принять аналогичными: небольшая надёжность металла возмещается его большей пластичностью. Для алюминия значения очень маленького радиуса изгиба, выраженного в диаметрах трубы, необходимо расширить на единицу (если для стали R=4d, то для подобного же алюминия будет R=5d), а для дюраля – не меньше чем на 2 единицы. То же касается стальных труб хромированных и никелированных (хром и никель очень хрупки). Бронзовые трубы выгибать, в основном, нельзя, кроме труб из бериллиевой бронзы. Кадмированные трубы профильные гнутся как традиционные.
Примечание: у особо тонкостенных труб нормируется толщина стенки трубы в зависимости от диаметра просвета; скажем, при диаметре просвета в 5 мм стенка может быть 0,3; 0,4; 0,5 мм, а при диаметре просвета в 80 мм – 1,2; 1,4; 1,6; 1,8; 2,0 мм.
 Для толстостенных и особо толстостенных труб нормируется отношение диаметра просвета к толщине стенки трубы 6-12,5 для толстостенных и менее 6 – для особо толстостенных.
Для толстостенных и особо толстостенных труб нормируется отношение диаметра просвета к толщине стенки трубы 6-12,5 для толстостенных и менее 6 – для особо толстостенных.Возможные радиусы изгиба и его способы для профилей указываются в спецификациях на них. В первом приближении можно считать d равным Самому большему размеру сечения профиля. Необходимо знать, что нажим на профиль при изгибании обязан быть на его сплошную или выпуклую сторону, иначе противоположная пойдёт складочками. Любой гибочный станок должен конструироваться и изготовляться с учетом таких обстоятельств.
Классификация гибочных станков
Не промышленные гибочные станки классифицируются по следующим признакам:
- По методу изгибания – см. соотв. раздел.
- По мобильности – стационарного типа, переносные и носимые.
- По типу привода – ручной, электрический, гидравлический.
- По кинематике передаточного механизма – толкатель, винт, шестерни, зубчатая планка с храповиком.
Пояснения к п. 2: стационарный станок требует установки на прочной стойкой опорной поверхности, слева на рис. Мобильной (в самом центре) не даёт реакции на опору и можно установить где угодно. Носимый мало того и не даёт момента отдачи, его можно использовать на весу, с правой стороны на рис.
Стационарный, мобильной и носимый трубогибы
Примечание: торговое обозначение «мобильный гибочный станок» может классифицировать любой, помимо стационарного на индивидуальном фундаменте. Благодаря этому во время покупки руководитесь приводимыми ниже сведениями, в особенности что же касается опорной поверхности. Например, ручным на гидравлике трубогибом на самом обыкновенном столе пользоваться нельзя – качать ручку домкрата приходится со большим усилием, и оно подается на стол.
Настольный гидравлический трубогиб с автомобильныи домкратом
Любой профилегиб может быть большим и небольшим, не тяжёлым и тяжёлым, приготовленным для тонкой и грубой работы, развивающим усилие в пару килограмм или несколько тонн. Посмотрите на рис. слева: самая простая рама сварная, автомобильный домкрат, который не утратил пригодности для применения по целевому направлению. Такой рукодельный профилегибочный станок уместится на верстаке, а выгибать им можно все, что как правило гнется.
Посмотрите на рис. слева: самая простая рама сварная, автомобильный домкрат, который не утратил пригодности для применения по целевому направлению. Такой рукодельный профилегибочный станок уместится на верстаке, а выгибать им можно все, что как правило гнется.
Чтобы выполнить профилегиб собственными руками, который станет выгибать трубы с уголками, а не сам себя, необходимо по правилам выбрать по усилию изгибания размеры деталей станины. Планируется, что сделана она будет из обыкновенной конструкционной стали.
Толщину металла деталей станины следует брать не меньше 1/6 диаметра изгибаемой трубы. К примеру, если необходимо выгибать трубы до 35 мм, то металл станины нигде не обязан быть тоньше 6 мм, иначе туда пойдёт концентрация стрессов. Вспомним первейший из законов сопромата: где тонко, там рвется.
Толщина опорной плиты обязана быть в два раза больше, также как минимальная толщина пуансона с матрицей. Диаметры роликов подбираются как минимум несколько диаметров трубы для изгибания прокатом, и по возможному радиусу изгиба в любой другой ситуации.
Размеры полок уголка, из которого сваривается станина, должны быть не менее трех диаметров трубы, а размер полки швеллера – не меньше 2 его диаметров. К примеру, при тех же 35 мм максимум изгибаемых для станины необходим либо уголок 100х6, и это на пределе, либо швеллер 70х6.
Как гнут трубы и профиля?
Гибкой изгибной деформации без надрыва вытянутых деталей, сплошных и пустотелых, можно достигнуть этими методами:
- выгибанием по шаблону;
- выдавливанием;
- прессованием;
- прокаткой;
- комбинированным способом – обкаткой по ложементу.
Лучковый трубогиб
По первому способу действует самый простой и древнейший лучковый трубогиб, см. рис. Все, что для него необходимо – круглая деревяшка, веревка, два прочных прутка или палки-воротка и прекрасно прокаленный, а потом промытый песок. Песком набивают трубу, обстукивая молотком для усадки, а воротками завинчивают веревку. Из выгнутой трубы песок выковыривают проволочным крючком.
Песком набивают трубу, обстукивая молотком для усадки, а воротками завинчивают веревку. Из выгнутой трубы песок выковыривают проволочным крючком.
Лучковый метод имеет серьёзный недостаток: фактически в течение всего процесса изгибания векторы усилий на концах трубы имеют касательную к ее оси составляющую. Благодаря этому хорошей точности этим методом достигнуть невозможно, и в сегодняшних серийных трубогибах он не используется.
При разовой работе без специальных требований к точности лучковый трубогиб может помочь и сейчас. Если требуется большой радиус изгиба, к примеру, для дуг теплицы, шаблон выполняют из вбитых в щиты из дерева штырей. Однако для работ более точных и ответственных лучше поискать чертежи профилегибочного станка, а какая конструкция для какой цели лучше подойдет, мы попытаемся разобраться дальше. Вместе с этим посмотрим, какой из готовых покупных для чего годится.
Выдавливание
Выдавливание только снаружи схоже на лучковое изгибание, вывернутое наизнанку. В действительности выдавливание – прессовка без матрицы, одним пуансоном. Роль матрицы играют две жёсткие опоры по концам изгиба: крутящиеся ролики или поворотные ботинки. Благодаря этому вектор усилия всегда перпендикулярный трубе и можно получить точный изгиб.
Самодельный лежачий велосипед по сниженной цене — DIY
Хотя обычный велосипед является эффективным средством передвижения, его можно улучшить. Фактически, на протяжении всей своей истории энтузиасты часто переделывали типичный двухколесный мотоцикл в соответствии со своими разнообразными потребностями. Результаты охватили весь диапазон — от спидстеров для райдеров до экологически безопасных сервисных тележек.
Из них, откидное сиденье или «лежачий» велосипед, как их называют в велосипедных кругах, считается самым захватывающим из всех; Поскольку конструкция позволяет райдерам отдыхать в сидячем положении (таким образом поддерживая поясничную и тазовую области), им есть на что давить, и они могут развивать большее давление на педали, чем это возможно, сидя на обычном седле, полагаясь только на вес тела. Кроме того, низкая посадка снижает сопротивление ветру (увеличивает максимальную скорость автомобиля) и предоставляет удобную платформу, на которой велосипедисты могут расслабиться и полностью дышать без ограничений, возникающих из-за сгибания туловища.
Кроме того, низкая посадка снижает сопротивление ветру (увеличивает максимальную скорость автомобиля) и предоставляет удобную платформу, на которой велосипедисты могут расслабиться и полностью дышать без ограничений, возникающих из-за сгибания туловища.
Понятно, что стоимость таких специальных автомобилей высока (1000 долларов и выше) просто потому, что они изготавливаются индивидуально и обычно содержат легкие, прочные (и дорогие) материалы. Тем не менее, концепция настолько хороша, что исследовательский персонал MOTHER EARTH NEWS решил разработать доступный самодельный лежачий велосипед, который можно было бы собрать, используя комбинацию стандартных велосипедных деталей и общедоступных электрических металлических трубок (E.M.T.).
Мы, конечно, не утверждаем, что наша колесница может сравниться с экзотическими хромомолибденовыми и алюминиевыми элементами, присутствующими сейчас на рынке. Но мы действительно чувствуем, что любой, кто готов потратить уик-энд, и, возможно, около 65 долларов, будет вознагражден крепким маленьким спортивным трайком, который будет делать все, что делают обычные велосипеды, и может даже оказаться чертовски крутым. к тому же намного веселее.
Учтите также, что мы хорошо продумали дизайн этого кресла с педалями, и у него есть некоторые особенности, о которых стоит помнить.Например, сиденье не только легкое (благодаря ремням для газонного кресла), но и имеет пружины спереди и сзади для повышения комфорта водителя. Не менее важно, что стропа размещена таким образом, чтобы распределять нагрузки примерно одинаково на все колеса трайка, а соотношение колеи к колесной базе позволяет машине маневрировать на высокой скорости, но при этом оставаться достаточно устойчивой.
И это еще не все: мы также разработали такую геометрию рулевого управления, что передние колеса самоцентрируются; использовал трехступенчатую втулку для улучшения подъема на холм и ускорения; В и добавлен комплект тормозов суппорта для остановки колеса. (Колеса, кстати, сделаны из выброшенных 20-дюймовых ободов со спицами из E.M.T., и должны выдерживать большие боковые нагрузки, чем обычные колеса со спицами.)
(Колеса, кстати, сделаны из выброшенных 20-дюймовых ободов со спицами из E.M.T., и должны выдерживать большие боковые нагрузки, чем обычные колеса со спицами.)
Наконец, мы пошли дальше и добавили дополнительные элементы, такие как фары, заднее крыло, фиксаторы для пальцев ног и флажки безопасности, чтобы сделать трехколесный мотоцикл практичным и приятным.
Обратитесь к нашему списку схем и материалов, чтобы помочь вам в этом проекте.
Подставка
Мы признаем это.На первый взгляд лежачий выглядит как довольно сложный проект мастерской. Но если вы изучите «взорванную» фотографию, вы увидите, что шасси велосипеда просто состоит из двух параллельных рельсов рамы и шатуна, прикрепленного к опущенной передней оси. Эти основные компоненты удерживаются в передней и задней части с помощью радиальных стержней на поперечных рычагах. Антигибкий обруч, прикрепленный к свободным концам направляющих рамы, также служит опорой для крыльев и генератора. Аналогичная опора, приваренная прямо перед задней шиной, обеспечивает прочную точку для крепления тормозного суппорта.
Сиденье — это просто трубчатая рама, пересеченная пластиковыми ремнями, — крепится к передней оси с помощью пары винтовых пружин 2 x 2 1/2 дюйма и поддерживается сзади набором телескопических амортизаторов, закрепленных на болтах. к рельсам рамы (см. нашу подробную схему конструкции).
Чтобы самостоятельно собрать лежачий велосипед, вам потребуются материалы, указанные в нашем списке материалов, и следующие инструменты:
Ножовка по металлу
Измерительная лента
Транспортир
Ножницы для авиаторов
Сварщик для легких условий эксплуатации (или кислородно-ацетиленовая горелка)
Трубогиб 1/2 «
Трубогиб 1″
Электродрель
5/32 «, 1/4» и Сверла 5/16 «
Набор отверток
Набор накидных или накидных ключей
Молоток
Плоскогубцы
Бокорезы
С-образные зажимы
Зажимы для труб
Разметочный карандаш
Захваты
Трубный ключ
Напильник или шлифовальный инструмент
Тиски
Вам также понадобится плоский стол или верстак, на котором можно зажать трубчатые детали во время сварки рамы. Имейте в виду, что вы можете свести затраты к минимуму, подбирая — возможно, выбрасывая из мусора — рамы и детали велосипеда различных размеров; многие компоненты, использованные в нашей конструкции, были взяты из утилизированных моделей 20 и 26 дюймов.
Имейте в виду, что вы можете свести затраты к минимуму, подбирая — возможно, выбрасывая из мусора — рамы и детали велосипеда различных размеров; многие компоненты, использованные в нашей конструкции, были взяты из утилизированных моделей 20 и 26 дюймов.
Поскольку шасси является основой, на которой монтируются все остальные детали, важно, чтобы вы построили его как можно точнее. Начните с сгибания двух направляющих рамы (см. Схемы), чтобы создать задние «отталкивания». (1-дюймовый трубогиб обойдется вам примерно в 35 долларов, но вы можете одолжить его у местного подрядчика по электрике, чтобы сделать несколько необходимых дуг.Затем сформируйте опускания передней оси под углом 40 градусов и отложите в сторону четыре радиальных стержня, шатун кривошипа и две трубы рулевой колонки размером 1 1/4 «x 2 1/2».
Углы наклона передней оси имеют решающее значение для управляемости велосипеда, поэтому левая и правая стороны сборки должны быть симметричными. Чтобы добиться точного совпадения, вам необходимо вырезать контуры на концах осевой трубы ножницами вашего авиатора — и проверить результаты с помощью транспортира — чтобы гарантировать, что рулевые трубы соответствуют оси при требуемом наклоне оси в семь градусов. и положительный заклинатель 12 градусов.(При окончательных измерениях перед сваркой труба оси должна быть зажата так, чтобы капли были перпендикулярны столу, на котором вы работаете.)
После того, как ось в сборе соединится вместе, очертите контуры переднего конца каждой направляющей рамы (эти двойные трубы должны сначала быть временно зажаты против двух распорных блоков шириной 3 7/8 дюйма, при этом выступы должны быть параллельны и направлены вверх) и соединить пару к центру задней части опущенной трубы. После этого обрежьте один конец шатуна кривошипа и приварите эту опору к передней части оси так, чтобы она была поднята на 25 градусов от уровня (или на 10 дюймов над столом на ее переднем конце. ).
После выполнения этих шагов отрежьте и затем установите радиальные стержни таким образом, чтобы передняя пара тянулась между шатуном кривошипа и трубками рулевой колонки, а задняя часть соединяла передние концы выступов направляющей рамы с задней частью этих такие же рулевые головки.
Чтобы сделать два обруча на задней части шасси, просто согните 1/2 «ЕМТ, чтобы сформировать две ножки 4 1/4» и две 10 1/2 «, все с дугами 40 градусов . Затем соедините каждый набор вместе с использованием одного и того же кабелепровода длиной 1 1/2 дюйма.Кронштейн крыла приваривается к отверстиям на концах рельсов рамы, после чего маленький обруч должен быть прикреплен к верхней поверхности рельсов в точке на расстоянии 10 дюймов вперед от большей опоры. Наконец, приварите дропауты (плоские пластины, которые удерживают заднюю ось на месте) к нижней поверхности выступов направляющих, расположив их на расстоянии 4 3/8 дюйма друг от друга и заподлицо с концами направляющих.
На этом этапе завершите само шасси, установив нижний кронштейн (корпус для педали и кривошипа) на шатунную стойку.Для этого сначала определите, является ли эта опора подходящей длиной, «примерив раму на размер». Если у вас (или у предполагаемого гонщика) возникнут проблемы с достижением того, что было бы полным выдвижением педали, когда вы сидите на рельсах рамы на расстоянии девяти дюймов позади оси, вам придется обрезать шатун до нужного размера. Вы также можете слегка удлинить эту стойку, если это необходимо.
(Для защиты шатуна кривошипа от чрезмерного изгиба используйте стальной стальной профиль размером 14 x 1 дюйм x 24 дюйма в качестве внутреннего стержня, сначала отрезав его до такой же длины, что и опора, а затем просверлите несколько отверстий. Отверстия диаметром 4 дюйма — на расстоянии около 4 дюймов друг от друга и перпендикулярно оси — прямо через трубчатую стойку.Когда ремешок протягивается по центру трубы и его края привариваются к стенкам в каждом отверстии, стойка будет лучше сопротивляться изгибу под давлением ног.)
Нижний кронштейн должен быть вырезан из одной из рам вашего велосипеда, а неровные края должны быть отшлифованы заподлицо с корпусом. Затем его можно приварить под прямым углом к концу шатуна для поддержки узла педали и кривошипа.
Обойтись мусором
Остальные компоненты, за исключением сиденья, представляют собой не что иное, как стандартные детали велосипеда, используемые как есть или модифицированные.Чтобы сделать каркас сиденья, вам нужно согнуть под углом 45 градусов вашу длину 89 дюймов и 1 дюйм E.M.T. Начните с точки в 9 дюймах от одного конца, отмерьте 16 дюймов от завершения этой дуги, сделайте другой угол в 20 °, а затем сразу же сформируйте полукруг, перпендикулярный плоскости двух углов, которые вы только что согнули. Противоположная сторона рамы, конечно же, просто дублирует первый . Когда все выглядит ровно, вы можете приварить поперечную распорку 13 1/2 дюйма между двумя концами. (Кроме того, вы можете воспользоваться этой возможностью, чтобы прикрепить две петли, которые позже будут удерживать амортизаторы сиденья, чуть ниже Изгиб 180 °.)
Для закрепления ремня (сделайте это после покраски каркаса сиденья ), просто просверлите серию отверстий 5/32 дюйма с интервалом примерно 3 1/2 дюйма в нижней части кабелепровода, затем разрежьте ремень (вы ‘ Вам понадобится одиннадцать частей длиной 23 дюйма каждая, четыре секции по 48 дюймов каждая и еще две части длиной 10 дюймов). Сложите концы каждой ленты несколько раз, прежде чем закрепить их на месте крепежными винтами (убедитесь, что лямки полностью натянуты), и проследите, чтобы вертикальные ремни проходили через горизонтальные.(Также обратите внимание, что два 10-дюймовых ремня должны быть прикреплены к одним и тем же винтам, которые удерживают краевую лямку на поперечной распорке. Эти ремни в конечном итоге будут прикреплены к передней оси и будут удерживать сиденье в узде.)
Теперь осталось сделать несколько финальных деталей и собрать машину! Размер 3/4 «x 5» E.M.T. шпиндели с гайками 1/2 дюйма (при желании можно заменить трубку на 1/2 дюйма Schedule 40) приварены к трубкам велосипедной вилки — каждая под углом 97 ° — и к рычагам поворотного кулака. аналогично крепятся к шпинделям под углом 112 °. (Снова обратитесь к схемам). Пока эти соединения остывают, вы можете отрезать центральный сустав от вашего набора опущенных рулей, обрезать примерно дюйм или около того от каждого из концов «крючка» и просверлить отверстие 5/16 дюйма по бокам каждого изгиба, близко к Затем приварите по одному утолщенному стержню руля к каждой модифицированной штанге прямо на одной линии с отверстием 5/16 дюйма и параллельно — но напротив — прямой рукоятке. (Вы также можете пропустить болт штока через каждую сборку — и кронштейн фары, если вы используете лампы — и в это время свободно навинтить заглушки расширителя на место.)
(Снова обратитесь к схемам). Пока эти соединения остывают, вы можете отрезать центральный сустав от вашего набора опущенных рулей, обрезать примерно дюйм или около того от каждого из концов «крючка» и просверлить отверстие 5/16 дюйма по бокам каждого изгиба, близко к Затем приварите по одному утолщенному стержню руля к каждой модифицированной штанге прямо на одной линии с отверстием 5/16 дюйма и параллельно — но напротив — прямой рукоятке. (Вы также можете пропустить болт штока через каждую сборку — и кронштейн фары, если вы используете лампы — и в это время свободно навинтить заглушки расширителя на место.)
Затем вставьте набор подголовников в каждую рулевую трубу и установите трубы вилки и подшипники, как на обычном велосипеде. После того, как они будут затянуты, вставьте узлы руля в трубки вилки, выровняйте их и вставьте болты штока.
Чтобы избежать лишних хлопот в будущем, вы, вероятно, захотите покрасить каркас вашего лежачего человека сейчас. Пока покрытие сохнет, вы можете собрать E.M.T. «магические» колеса. Передние блоки изготавливаются путем приваривания втулок кабелепровода 1 «x 3» к 20-дюймовым ободам с участками 7 1/8 «1/2» E.M.T. (Фанерный кондукторный стол с просверленным отверстием 1 3/16 дюйма в центре, болтами или дюбелями, установленными для фиксации обода, и распорками для подъема спиц и / или обода на необходимую высоту, каждый раз должен гарантировать идеальные результаты. .) Заднее колесо имеет аналогичную конструкцию, но спицы немного короче (потому что ступица больше). Перед выполнением любых тяжелых сварочных работ необходимо снять зубчатую передачу.
Ваш выбор подшипников передних колес будет определяться использованием , на которое вы планируете установить лежачий.Если трехколесный велосипед должен быть просто детской игрушкой, можно разрезать, сформировать, смазать кусок латунного листа, а затем вставить его между ступицами и шпинделями. При более сложном подходе стержень из делрина (композитный материал, доступный в промышленных магазинах) можно разрезать и подпилить — или обработать на станке — для той же цели, и он обладает дополнительным преимуществом в виде естественной смазывающей способности. В любом случае колеса будут удерживаться на шпинделях с помощью болтов 1/2 дюйма и шайб.
В любом случае колеса будут удерживаться на шпинделях с помощью болтов 1/2 дюйма и шайб.
Соединительная тяга 32 1/4 дюйма соединяет два рычага поворотного кулака; поскольку схождение машины должно быть регулируемым, мы приварили гайку 5/16 дюйма к каждому концу соединительной трубки 1/2 дюйма и ввинтили пара шаровых опор со стопорными гайками.Они, в свою очередь, прикрепляются к плоским концам рычагов болтами 5/16 «x 1». (После того, как вы установите схождение на 1/8 дюйма, вы можете приварить упоры с гайками к задней части трубы оси, чтобы кулаки не перемещались слишком далеко и не позволяли шинам тереть раму.)
Финиш и лети
На этом этапе вы должны быть готовы установить кривошип в сборе, заднее колесо, тормозной суппорт и ручной рычаг, обе рукоятки, заднее крыло, флажок и отражатель — и генератор, если вы используете огни.Имейте в виду, что при прокладке тросов управления для тормоза и переключателя вы должны будете определить, где — в зависимости от длины используемого кабеля — приварить гайки 7/32 дюйма, которые будут удерживайте концы пластмассового корпуса на месте.
Цепь (которая на самом деле состоит из трех стандартных велосипедных звеньев длиной 55 дюймов, соединенных вместе) должна составлять один угол в своем движении. Чтобы уменьшить трение в этой точке под передней осью, мы снова использовали блок композита Delrin в качестве буфера.Однако альтернативой может быть установка катушки, ролика или пары швейных шпулек в этом месте, и позволить звеньям двигаться на этом «колесе». Кроме того, чтобы цепь не смещалась в сторону, мы сделали небольшую направляющую, состоящую из пластикового язычка 2 1/4 «x 3», прикрепленного болтами к небольшому кронштейну), который прижимается к правому переднему радиусному стержню и может быть отрегулирован при необходимости. . Также обратите внимание, что мы использовали кожух дискового типа на звездочке кривошипа, хотя обычный кожух цепи может быть лучшим выбором, если на машине будут ездить дети.
Наконец, теперь, когда все установлено и отрегулировано, можно смонтировать сиденье с подвеской. На наших схемах показано, как собираются задние амортизаторы. Когда они будут завершены, вы можете закрепить их болтами между язычками сиденья и отверстиями в боковых направляющих рамы. Затем передние катушки просто прикрепляются к каркасу сиденья и передней оси, а ремни безопасности крепятся винтами к этому трубчатому элементу.
Если вы регулярно поддерживаете лежачее положение и не злоупотребляете им, вы — или человек, для которого вы его создали — должны получать удовольствие от поистине нетрадиционных циклов на велосипеде и здоровых упражнений.Но, пожалуйста, do помните, что низкопрофильный трехколесный велосипед труднее увидеть, чем обычный велосипед, даже с его маркировочным флажком, и поэтому он должен ездить не только с заботой о безопасности.Первоначально опубликовано: май / июнь 1983 г.
Трубогиб
Наш агент в США и Канаде: Alex 0016047717731. X. FACTOR N EE D ВЫСТАВКА МЕТАЛЛООБРАБОТКИ ARES 70240-3-in-1 Трубогиб на 180 градусов для тяжелых условий эксплуатации — Легко изгибает трубы на 180 градусов — Работает для Трубки диаметром 1/4, 5/16 и 3/8 дюйма 4.4 из 5 звезд 160 $ 24,86 $ 24. 86
ЧПУ и программное обеспечение Bend-Tech Dragon помогут вам в процессе изготовления труб и труб! Bend-Tech PRO был представлен с нашим сборочным интерфейсом, который штурмом завоевал рынок.
Трубогибочные машины и трубопрокатное оборудование. Мы поставляем все: от портативных ручных станков до сверхмощных трубогибов, таких как трубогибы для стальных труб или гидравлические …
трубогибочный станок cnc-10. 672. ایتک 3 دنبال کننده.Станки для гибки труб на оправке transfluid® — это мощные стационарные станки для гибки труб, обеспечивающие максимальную свободу при обработке труб.
Гибка труб — это любой процесс обработки металлов давлением, используемый для постоянной формы труб или насосно-компрессорных труб. Трубогибочная машина Amazing Technology, современная самодельная машина для гибки металла и стержень. О машине: — Это ручная трубогибочная машина ручной работы. эксплуатируется, эту машину мы можем…
Трубогибочная машина Amazing Technology, современная самодельная машина для гибки металла и стержень. О машине: — Это ручная трубогибочная машина ручной работы. эксплуатируется, эту машину мы можем…
Компания Worth является пионером оборудования для гибки выхлопных труб и первой на рынке трубогибом для компрессионных труб, специально разработанным для выхлопных цехов. Гибочные станки серии Exsel обладают рядом уникальных особенностей, которые делают их очень прочными и удобными в использовании.
Компания по гибке и изготовлению труб с полным комплексом услуг с 1982 года. 714-630-3731 Телефон и 714-630-1522 Факс. * Мы сгибаем, изготавливаем и обрабатываем трубы с толщиной стенки до 0,010 дюйма … Получите профессиональный трубогиб С трубогибом Eastwood вы сможете изгибать металлические трубы на угол до 180 градусов без сплющивания или перегиба.И наши обычные, и высокопроизводительные гибочные станки имеют жесткую стальную раму, которая надежно удерживается на вашем рабочем месте.
Продажа бывших в употреблении трубогибочных машин — 233. Активные фильтры Трубогибочные машины | Эрколина. Трубогиб с оправкой ERCOLINA Megabender TM76. Двухконцевый трубогиб с двойным концом трубогиб с двойной головкой LSB-38B. Удивительные трубогибочные станки с ЧПУ E-TURN Источник: CocktailVP.com.
Мы продолжаем поставлять трубогибочные станки, в том числе инновационные трубогибочные станки с ЧПУ, для сотен отраслей, от процессов гибки алюминиевых труб, медных труб, углеродистой стали и т. Д…
Запрос Машины для гибки гидравлических труб. Широко используется для небольших мастерских и многосерийного производства. Максимальный размер трубы: 42 х 4 мм. Доступен с ручным, гидравлическим или электрическим приводом с гибочными роликами (продаются отдельно) дюймовых или метрических размеров.
J&S Machine, Inc — ведущий дистрибьютор трубогибов с ЧПУ, станков для холодной резки, горизонтальных гибочных прессов и гибочных станков. Наша продукция включает трубогиб!
Компания Winton Machine предлагает две модели ручных трубогибов, позволяющие производить точные гибки вручную, чтобы помочь завершить работу.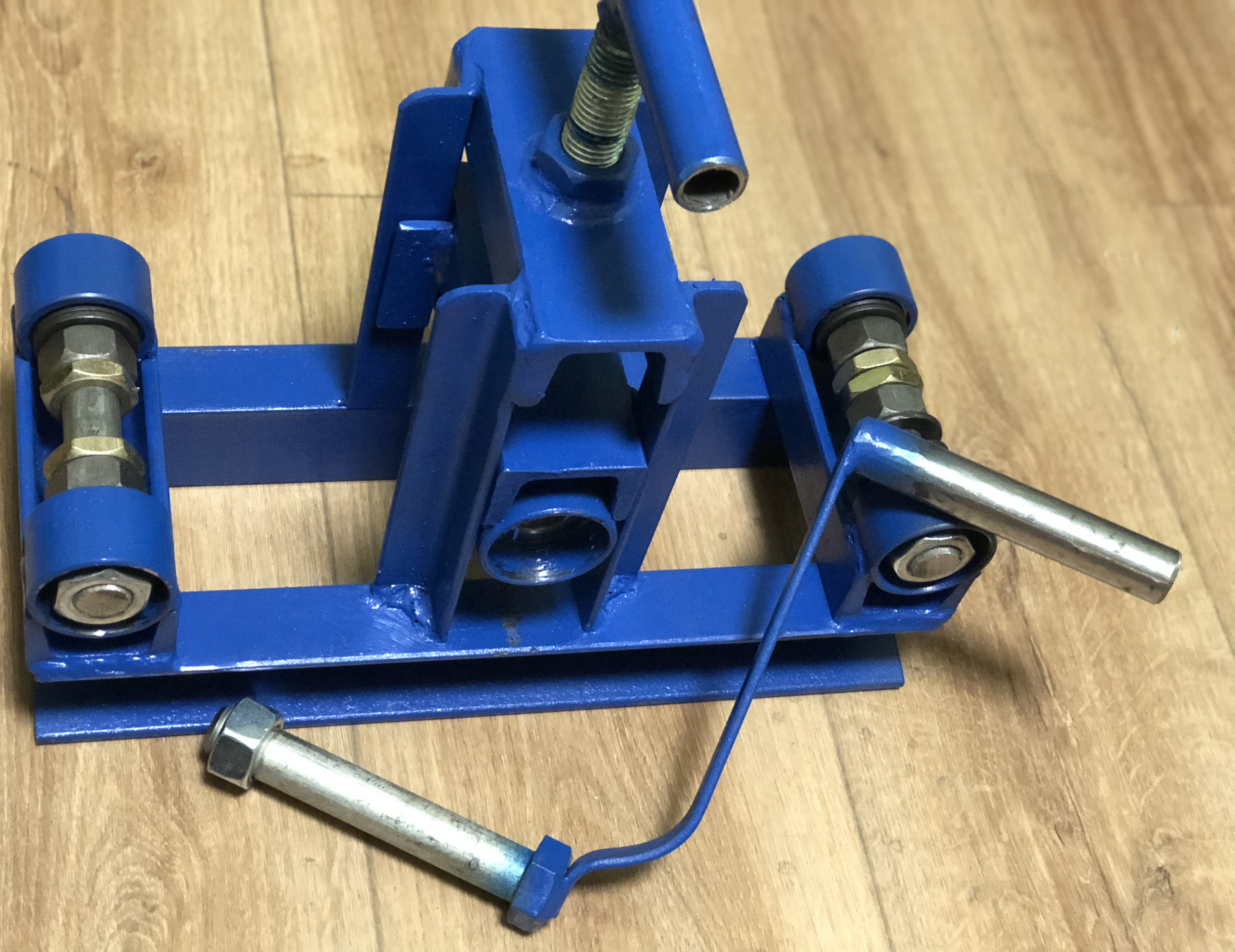 Трубогибочные машины HIPPO. Гидравлический трубогибочный станок. Трубогиб с двумя головками с ЧПУ. Станок для гибки труб с двумя головками использует 2 серводвигателя для управления подачей. СОКО является мировым лидером в производстве трубогибов и трубогибов с ЧПУ, станков для лазерной резки труб, дисковых пил, станков для резки труб, станков для чистовой обработки концов труб … оборудование, в том числе электрический трубогиб с ЧПУ, электрический трубогиб с ЧПУ R&L Мы предлагаем полностью автоматический трубогиб с ЧПУ для обработки труб диаметром от 4 мм…Удивительная технология трубогибочная машина, современная самодельная машина для гибки металла и инструмент для гибки стержней Cr: длительный срок службы.Специализированное оборудование для производства ребристых труб в Китае, наша паяльная машина, трубогибочная машина, трубная машина для резки, трубогиб, выпрямление труб & Станки для резки …
Трубогибочные машины HIPPO. Гидравлический трубогибочный станок. Трубогиб с двумя головками с ЧПУ. Станок для гибки труб с двумя головками использует 2 серводвигателя для управления подачей. СОКО является мировым лидером в производстве трубогибов и трубогибов с ЧПУ, станков для лазерной резки труб, дисковых пил, станков для резки труб, станков для чистовой обработки концов труб … оборудование, в том числе электрический трубогиб с ЧПУ, электрический трубогиб с ЧПУ R&L Мы предлагаем полностью автоматический трубогиб с ЧПУ для обработки труб диаметром от 4 мм…Удивительная технология трубогибочная машина, современная самодельная машина для гибки металла и инструмент для гибки стержней Cr: длительный срок службы.Специализированное оборудование для производства ребристых труб в Китае, наша паяльная машина, трубогибочная машина, трубная машина для резки, трубогиб, выпрямление труб & Станки для резки …
Трубогибочные станки HIPPO. Гидравлический трубогибочный станок. Трубогиб с двумя головками с ЧПУ. В трубогибочном станке с двумя головками используются 2 серводвигателя для управления подачей.
Трубогиб 16-тонный ручной гидравлический трубогибочный станок диаметром 1/2 «-2», 6 плашек.. Совершенно новый. Наш агент в США и Канаде: Alex 0016047717731. X. FACTOR N EE D ВЫСТАВКА МЕТАЛЛООБРАБОТКИ
Costello Трубогиб | 6 «Производитель: Costello ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: Размер штампа на станке и дополнительный в коробке составляет около 2». Длина стержня на машине составляет около 2 дюймов. Диаметр круглого диска составляет примерно 1 дюйм, 1,5 дюйма, 2,5 дюйма и 4,5 дюйма. Ручной трубогиб RDB-050 не требует разборки или сборки, необходимой для выполнения изгиба. RDB-050, вставьте трубку во вставку крюка и начните сгибание.Когда изгиб будет завершен, верните машину в исходное положение и вытяните изгиб или установите его для следующего изгиба.
Трубогиб Vector. Трубогибочные машины Vector работают по тому же принципу, что и ротационные трубогибочные машины, за исключением того, что трубогибочные машины Vector также включают в себя автоматическую систему подачи. Эта система подачи значительно ускоряет процесс при сохранении постоянной точности. Станок для гибки труб с орбитальной головкой. Двойной гибочный станок с двойным концом трубогибочный станок с двойной головкой для гибки труб LSB-38B.Удивительные трубогибочные станки с ЧПУ E-TURN Источник: CocktailVP.com. Поставщик станков для гибки труб и профилей с ЧПУ и производитель станков для гибки труб и профилей с ЧПУ в каталоге Малайзии. Найдите качественные станки для гибки труб и профилей с ЧПУ по лучшей цене.
Эта система подачи значительно ускоряет процесс при сохранении постоянной точности. Станок для гибки труб с орбитальной головкой. Двойной гибочный станок с двойным концом трубогибочный станок с двойной головкой для гибки труб LSB-38B.Удивительные трубогибочные станки с ЧПУ E-TURN Источник: CocktailVP.com. Поставщик станков для гибки труб и профилей с ЧПУ и производитель станков для гибки труб и профилей с ЧПУ в каталоге Малайзии. Найдите качественные станки для гибки труб и профилей с ЧПУ по лучшей цене.
Трубогибы — наша специальность в Van Sant Enterprises. На этой странице вы найдете лучший выбор трубогибов для круглых или квадратных труб, начиная от простейшего руководства или … Китайские производители трубогибов — выберите высококачественные трубогибы 2020 по лучшей цене от сертифицированных китайских производителей труб, Гибка Поставщики машин, оптовые торговцы и фабрики…
Штампы JD2 модель 32
Продается новый станок для гибки труб и труб JD квадратной модели 32. Все идет с ним (матрицы в комплект не входят), как будто вы покупаете его прямо у них. Это отличный трубогиб по цене, ВЫ НЕ МОЖЕТЕ БЫТЬ! Это очень уважаемая компания, которая использует отличные материалы для всего, что они производят.Feb 03, 2017 · Некоторые конструкции штампов могут дать немного лучшее качество, чем другие. Единственный способ решить эту проблему — использовать станок для гибки стержня. Я бы адаптировал вашу гидравлику к вашей новой модели JD2 Model 32.
5 ноября 2020 г. · Срок поставки Jd на штампы сейчас составляет 4 недели. Я хочу купить, одолжить или арендовать 2-дюймовую матрицу для гибочного станка модели 32. Находится в районе Гринсборо. Убедитесь, что она подходит, указав номер своей модели. Сделано в США. Этот комплект разработан исключительно по необходимости и изготовлен чтобы стать лучшим комплектом на рынке. Это пневмогидравлическое крепление для гидроцилиндров подходит только для следующих тубендеров JD2 Model 32. Это крепление для гидроцилиндра работает ТОЛЬКО с 8-тонным удлиненным гидроцилиндром Harbor Freight, номер по каталогу № 56215.
Я бы тоже был интересуют любые другие матрицы JD2 Model 3 — другие круглые размеры или квадратные матрицы…. Трубогиб Jd2 model 3 — $ 1300 (Трейси, Калифорния) Трубогиб Jd2 model 3 с матрицей 1,75. 6.5 clr. 180 изгиб. Поставляется с силовой командой над гидравликой. Трейси, Калифорния … Станок для гибки на оправке 32 Jd2 — 1000 долларов. Продам свой бендер Jd2 модель 32.
Меня также заинтересуют любые другие матрицы JD2 Model 3 — другие круглые размеры или матрицы с квадратными трубками. … Трубогиб Jd2 model 3 — $ 1300 (Трейси, Калифорния) Трубогиб Jd2 model 3 с матрицей 1,75. 6.5 clr. 180 изгиб. Поставляется с силовой командой над гидравликой. Трейси, Калифорния … Станок для гибки на оправке 32 Jd2 — 1000 долларов.Продам свой бендер Jd2 модель 32. Собираюсь купить трубогиб в ближайшее время. Мне очень нравится модель 32 от JD2 / Van Sant. Есть ли у кого-нибудь такой? Как гнуть алюминиевую трубу sch 40 1 » — 2 ». Я буду использовать его в основном для алюминиевых труб. Также есть несколько меньших квадратных и круглых трубок, правда, в основном из алюминия. Цена неплохая. Сначала мне придется использовать ручную версию.
26 окт.2020 г. · У меня есть модель JD2 3, почти такая же геометрия, как у вашей модели 32, и я не могу представить себе профиль, который можно было бы согнуть на 90, но не на 180.Учитывая расположение следующего блока, вы не можете сделать второй изгиб достаточно близко к первому, чтобы даже приблизиться к заднему краю игральной кости. На главную — JD Squared Support Если это трубка, то вы можете использовать практически любой брендовый гибочный станок, в том числе и с алюминиевыми штампами, например, с зажимом для бутылок с инструментами с низким сопротивлением Williams. Имейте в виду, что эти штампы будут растекаться, если вы попытаетесь согнуть хромомолибден 4130 или трубу. Что касается разницы в трубе и трубе, труба измеряется по внешнему диаметру, труба, с другой стороны, измеряется по внутреннему диаметру.
12 декабря 2010 г. · По сути, JMR — это чертовски лучшая машина, но вам нужно поговорить с ними о ценах, и вы обычно можете получить его за меньшую плату. Использование штампов Pro-tools с гибочным станком JMR действительно удобно, поскольку штампы Pro-tools стоят меньше, чем штампы JD2 или JMR. У меня есть JD2 notchmaster, который неплохо работает.
· По сути, JMR — это чертовски лучшая машина, но вам нужно поговорить с ними о ценах, и вы обычно можете получить его за меньшую плату. Использование штампов Pro-tools с гибочным станком JMR действительно удобно, поскольку штампы Pro-tools стоят меньше, чем штампы JD2 или JMR. У меня есть JD2 notchmaster, который неплохо работает.
30 июля 2013 г. · У меня есть гибочный станок JD2 модели 4, и я начал с штампов размером 1, 1,5 и 1,75 дюйма. Но когда правила каркаса безопасности меняются для более тяжелых транспортных средств, я взял 2-дюймовый кубик.Единственные, которые мне нужны сейчас, это 1,25 «и я хочу получить квадратные штампы для трубок 1» и 1,5 «. Что касается радиуса изгиба CLR, я думаю, что они примерно в 3 раза больше трубки плюс полдюйма. Swag off road продает дополнительные штампы для этого гибочного станка. Валковый станок хорошего качества за эти деньги. Получите на рассылку по электронной почте Harbour Freights скидку 15–20 процентов, потому что каждая мелочь помогает. Это путь, по которому я решил пойти. Удачи и держите нас в курсе PS Я также нашел там хороший источник матриц для ямочек.
Pedrazzoli Universal Brown 32 Гидравлический трубогиб … Blackhawk 1 1 От 4 до 2 Гидравлический трубогиб с 4 башмаками трубопровода $ 800.00: Гибочный рычаг JD2 для модели … Гидравлический трубогиб можно найти по разумной цене. В сегодняшней экономике критически важно получить максимальную отдачу от покупаемого доллара при поиске того, что вам нужно. Самый простой способ получить максимальную прибыль в наши дни — делать покупки в Интернете. eBay признан лучшим интернет-магазином с самыми низкими ценами, самой быстрой доставкой и лучшим обслуживанием клиентов.Я смотрю на Rogue Fab или модель 32 JD2 с пневматической / гидравлической установкой. Они оба находятся в одном ценовом диапазоне и заявляют о схожих возможностях … Я хотел бы иметь возможность строить пару шасси в год и, возможно, несколько каркасов безопасности или бамперов между ними.
Плашки для гибочного станка JD Squared Model 54. Спонсорство. JD 2 Australia является гордым спонсором Tuff Truck Challenge. Мы с нетерпением ждем возможности снова поддержать это мероприятие в следующем году и не можем дождаться, чтобы увидеть много новых Tuff Trucks, согнутых с помощью JD 2 Bender.
Спонсорство. JD 2 Australia является гордым спонсором Tuff Truck Challenge. Мы с нетерпением ждем возможности снова поддержать это мероприятие в следующем году и не можем дождаться, чтобы увидеть много новых Tuff Trucks, согнутых с помощью JD 2 Bender.
Матрица модели 32 — квадрат 50 мм (наружный диаметр 50 мм) от 545,00 $.
30 июля 2013 г. · У меня есть гибочный станок JD2 модели 4, и я начал с штампов размером 1, 1,5 и 1,75 дюйма. Но когда правила каркаса безопасности меняются для более тяжелых транспортных средств, я взял 2-дюймовый кубик. Сейчас мне нужны только 1,25-дюймовые и квадратные штампы для трубок 1 и 1,5 дюйма. Что касается радиуса изгиба CLR, я думаю, что они примерно в 3 раза больше трубки плюс полдюйма. Покупайте со скидкой Магазин расходных материалов здесь. Самый дешевый онлайн-каталог для всех ваших потребностей в расходных материалах.
22 ноября 2019 г. · RIDGID 38048 Трубогиб, модель 608 для тяжелых условий эксплуатации, трубогиб 1/2 дюйма Ridgid Tool Company: 9.0: ПРИСОЕДИНЯЙТЕСЬ к AMAZON: 4: Goplus 12-тонный гидравлический трубогиб для тяжелых условий эксплуатации Трубогиб на 180 градусов Металл Сталь Утюг Гибка выхлопной трубы с 6 матрицами (КРАСНАЯ) Суперпокупка: 8.8: ПОЛУЧИТЕ AMAZON: 5: SWAG Внедорожный трубогиб Пневматическая / гидравлическая опора (несварная) Модель JD2 … Инструмент Tubela-JD2 модели 3. От 140,83 £ без НДС НДС От 169,00 £ вкл. НДС. Нет на складе. JD2 Tube Notch Master. Цена 308 фунтов стерлингов.32 отл. Цена с НДС 369,98 £, вкл. НДС.
24 янв. 2006 г. · Сейчас вс 13 дек. 2020 16:07: Сообщения без ответов | Просмотр активных тем. Список форумов »Области обсуждения KJ / KK / KL Liberty / Cherokee» Общие обсуждения. Текущее время: UTC — 5 часов [DST]
26 июня 2012 г. · Купите JD2 и продайте, когда закончите, вы, вероятно, получите за него 250, и вы выйдете далеко вперед по времени, деньгам и точность, и сэкономить МНОГО обострения. Я не знаю, сколько стоит рама в наши дни, но предполагаю, что это намного больше, чем то, что вам стоило бы иметь JD2 в течение шести месяцев, а затем продать его.