Сервис
Вопросы по расширенной гарантии? >>
Интернет-гипермаркет Utake.ru – официальный представитель ведущих производителей бензо- и электротехнического оборудования «Ресанта», «Huter» и «Вихрь», входящих в топ крупнейших брендов, специализирующихся в данной отрасли.
Ремонт и контроль качества
Ремонт в сервисных центрах осуществляется в строгом соответствии с требованиями производителя и использованием рекомендованного оборудования и оригинальных запасных частей.
Сервисные центры осуществляют контроль качества ремонта продукции. Каждое оборудование после завершения всех видов работ проходит диагностику с использованием теста для подтверждения надлежащего уровня предоставленных услуг. Благодаря непрерывному контролю качества выполняемых работ мы имеем возможность предоставлять долгосрочные гарантии для нашей продукции.
Гарантия и сервисные центры
Наша компания подтверждает высокое качество и надежность продукции, предоставляя от 12 до 36 месяцев гарантии производителя на весь ассортимент, кроме сварочных масок «Ресанта» (6 мес.).
Постоянно растет количество наших сервисных центров. На сегодняшний день их численность в России и Казахстане составляет более 80, налажено их бесперебойное снабжение оригинальными запчастями, а специалисты проходят обучение. Наши покупатели по всей стране высоко ценят возможность быстро и — по истечении гарантийного срока — недорого отремонтировать технику в фирменной мастерской недалеко от дома или работы.
Карта сервисных центров
- Абакан, Молодежный квартал, 12/а, тел.: 8 (3902) 26-30-10, +7 908 326-30-10.
- Армавир, ул. Мичурина, д. 6, тел.: 8 (861) 376-38-46.
- Архангельск, Окружное шоссе, д.6, тел.: 8 (8182) 42-05-10, 8-952-301-25-26.
- Барнаул, пр. Базовый, д.7, тел: 8 (3852) 57-09-55, 50-53-48.
- Белгород, ул. Константина Заслонова, д. 92, тел: 8 (4722) 402-913.
- Благовещенск, ул. Раздольная 27, тел.: 8 (4162) 31-98-68; +7 914-601-07-00
- Братск, Пром.зона БЛПК, п 27030101, офис 2б, тел: +7 914 939-23-72.
- Брянск, ул. 2-ая Почепская, д. 34А, тел: 8 (4832) 59-06-44, 8 (4832) 58-01-73.(сервис).
- Великий Новгород, ул. 3-я Сенная, д.2А, тел: 8 (8162) 940-035.
- Владивосток, ул. Снеговая, д.119, тел: +7 904 624-03-29, 8 (4232) 49-26-72.
- Владимир, ул. Гастелло, д.8 А, тел: +7 (4922) 49-43-32.
- Волгоград, пр-т Волжский, 4к, тел.: 8 (8442) 78-01-68 (доб.2 — сервис).
- Вологда, ул. Гончарная 4А; т. +7 981 507-24-12, 8 (8172) 26-48-63.
- Воронеж, ул. Электросигнальная, д.17, тел: 8 (473) 261-10-34.
- Дзержинск
- Екатеринбург, ул. Бисертская, 145, офис 6, тел.: 8 (343) 384-57-25; +7 965-509-78-08.
- Иваново, ул. Спартака, д.13., тел 8 (4932) 77-41-11.
- Иркутск, ул.Трактовая, д.28А/1, СКЦ Байкалит, складское помещение №5 тел: +7 908 660-41-57 (сервис), 8 (3952) 70-71-62.
- Йошкар-Ола, ул. Мира, д.113, тел. 8 (8362) 49-72-32.
- Казань, ул. Поперечно-Авангардная, д.15, тел: 8 (843) 206-03-65.
- Калининград, ул. Ялтинская, д. 129, тел: 8 (4012) 76-36-09.
- Кемерово, ул. Радищева, д.2/3, тел: 8 (3842) 65-02-69.
- Киров, ул. Потребкооперации, д.17, тел: 8 (8332) 21-42-71, 21-71-41.
- Комсомольск-на-Амуре, ул. Кирова д.54 корп.2, тел. 8-924-116-10-47.
- Кострома, ул. Костромская, д. 101, тел: 8 (4942) 46-73-76.
- Краснодар, ул. Грибоедова, д.4, литер «Ю», тел: 8 (861) 203-46-92.
- Красноярск, ул. Северное шоссе, 7а, тел: 8 (391) 293-56-69, 8 (391) 204-62-88.
- Курган, ул. Омская, д.171Б, тел: 8 (3522) 630-925, 630-924.
- Курск, ул. 50 лет Октября, д.124В, тел.: 8 (4712) 36-04-46; 8 (4712) 77-13-69.
- Липецк, ул. Боевой проезд, д.5, тел: 8(4742) 52-26-97.
- Магнитогорск, ул. Рабочая, д.109, стр. 2, тел.: 8 (3519) 55-03-87; 8-919-342-82-12.
- Москва, ул. Нагатинская, д.16 Б, тел: 8 (499) 584-44-90.
- Москва, Ильменский проезд, д. 9А, стр. 1, тел.: 8 (495) 968-85-70.
- Московская область, Балашиха, Западная коммунальная зона, шоссе Энтузиастов, вл 4, тел.: 8-495-108-64-86 доб. 2, +7 906 066-03-46.
- Москва, ул. Никопольская, д.6, стр.2, тел.: 8 (495) 646-41-41, +7 926 111-27-31.
- Мурманск,ул. Домостроительная, д. 21/2, тел.: 8 (8152) 65-61-90.
- Набережные Челны, Мензелинский тракт, д.52а, офис 405, тел.: 8 (8552) 20-57-43.
- Нижний Новгород, ул. Вятская, д.41, тел: 8 (831) 429-05-65 доб.2.
- Нижний Тагил, ул. Индустриальная 37, тел.: 8 (3435) 96-37-60.
- Новокузнецк, ул. Щорса, д.15, тел: 8 (3843) 20-49-31.
- Новосибирск, Мочищенское шоссе, 1/4, тел.: 8 (383) 373-27-96
- Новороссийск, Краснодарский край., г. Новороссийск, у
Ремонт сварочного инвертора РЕСАНТА САИ 220 SH — Статьи о ремонте
Ремонт платы управления Ресанта серии SH
На передней панели, попавшего в ремонт, сварочного инвертора Ресанта 220 ярко горел желтый светодиод, своим зловещим свечением предупреждая несчастного владельца аппарата о своей полной неготовности к проведению сварочных работ.
Выполнять свои прямые обязанности этот инвертор не желал.
По всем внешним признакам аппарат находился в глухой защите и выходить из нее без посторонней помощи не собирался.
Для начала измерим режим работы платы управления.
Таблица 1 Режим работы платы управления инвертора Ресанта серии SH.
Режимы сняты при питании инвертора от 220 В.
Получив данные измерений и сравнив с инструкцией по ремонту сварочных инверторов Ресанта серии SH, приходим к выводу, что дефект в самой ПУ. Управляющие импульсы на 2 ноге ПУ отсутствовали.
Выпаиваем ее. Как и чем выпаять ПУ можно посмотреть на видео здесь: Светящийся паяльник.
Вот так она выглядит.
Плата управления инвертора Ресанта серии SH
Для удобства работы и проведения измерений запаиваем ее с обратной стороны основной платы инвертора и попробуем включить аппарат.
Ничего не изменилось, аппарат как и прежде в защите, напряжения на выходе нет.
Снимаем режим работы микросхемы UC3845B.
Таблица 2 Режим работы микросхемы UC3845B платы управления инвертора Ресанта серии SH.
Режимы сняты при питании инвертора от 220 В.
Даташит на микросхему UC3845B.
Судя по измерениям питание на 7 ногу ШИМ не подается.
Теперь измерим режим работы микросхемы LM324N.
Таблица 3 Режим работы микросхемы LM324N платы управления инвертора Ресанта серии SH.
Режимы сняты при питании инвертора от 220 В.
Даташит на микросхему LM324N.
Собрав всю информацию можно переходить к проверке деталей и в первую очередь нужно проверить цепочку которая идет к 7 ноге UC3845B это + питания микросхемы.
Проверка деталей выявила следующее — резистор R4 номиналом 4.7 кОм был в обрыве, в результате не срабатывал ключ на транзисторе Q01 и питание на ШИМ контроллер UC3845B не подавалось.
Заменим резистор, пока на скорую руку, и пробуем включить аппарат. Теперь все работает правильно, на 2 ноге ПУ появились управляющие импульсы.
Инвертор вышел из защиты и на выходе установилось нормальное рабочее напряжение.
Плату управления впаиваем как положено, и собираем аппарат. Теперь он полностью готов выполнять свои прямые обязанности — варить всегда, варить везде… ну и т.д. и т.п.
Скачать схему сварочного инвертора Ресанта САИ 220 серия SH ТГР.
Внимание!
Отнеситесь с должным вниманием к ремонту системы управления сварочного инвертора, иначе можно окончательно угробить аппарат.
Ремонт сварочных инверторов Ресанта и других производителей.
Расскажите пользователям соцсетей, как работает этот сварочный инвертор. Отзывы о нем оставленные вами в комментариях помогут другим при покупке аппарата.
Ремонт сварочных инверторов своими руками
В центре технического решения стоит микросхема. Именно эти небольшие элементы дали производителям возможность напичкать оборудование обширным функционалом, кардинально уменьшить вес и размеры установки. Но есть и обратная сторона медали. Она заключается в том, что технически более сложные приборы чаще выходят из строя. Итак, основные неисправности и ремонт инверторных сварочных аппаратов своими руками.
Основные неисправности сварочного инвертора
Сварочный инвертор искрит, но не варит
Такая неисправность довольно часто встречается в бюджетных моделях. Оборудование генерирует разряд, но при этом не разгорается электрическая дуга. Точнее она поджигается на очень короткий промежуток времени и сразу гаснет. Существует несколько объяснений такой поломке.
Поиск неисправности следует начать из проверки сварочных кабелей. Как показывает практика, в большинстве случаев причина кроется именно в них. Даже в том случае, когда явные грехи не нашлись не стоит успокаиваться. Желательно взять новые проводники и снова попробовать разжечь дугу. Если ничего не изменилось, то нужно убедиться в надежности всех разъемов.
Также причина может заключаться в электролитических конденсаторах, которые задействованы в схеме преобразователя. Их несложно заменить самостоятельно. Если же нет навыков, то можно обратиться к более опытным знакомым или специалистам. Когда ситуация не улучшилась, то самое время обратить внимание на провода пакетника. Может быть, что они обгорели и требуют замены.

Если и в этом случае не удалось починить сварочный аппарат, то его следует отнести в сервисный центр. Причин подобной неполадки может быть очень много, а найти их методом перебора очень сложно. Проведя диагностику, специалисты смогут быстро определить поломку и предложить варианты ее устранения.
Сварочный аппарат включается, но не варит
Иногда возникает ситуация, когда инвертер включен в сеть, но не генерирует сварочную дугу. Все индикаторы и приборы показывают, что работают нормально, но сам прибор в это время не варит. Наиболее вероятная причина состоит в том, что аппарат перегрелся. Об этом речь пойдет ниже.
Еще одной из причин может быть неисправность кабелей. Стоит попробовать подключать новые магистрали и снова попытаться извлечь сварочную дугу.
Читайте также: Сварочный аппарат Ресанта САИ 250
Перегрев
Когда инвертер перегревается, он начинает варить плохо или же не генерирует дугу вовсе. Такое случается, когда пришлось варить без перерыва более 10 минут. Большинство реализуемых на рынке моделей укомплектованы защитой от перегрева. Но бывают случаи, когда она не срабатывает. Инвертер остается включенным, но не работает. Решение проблемы не представляет никакой сложности. Достаточно отключить аппарат на полчаса. За этот период времени он остынет, придет в норму и можно будет продолжить работу.

Читайте также: Сварочный трансформатор: устройство и принцип действия
Сварочный инвертор не включается/не работает
Проблема возникает не так уж и редко. Оборудование подключены к сети энергоснабжения, но при этом не подает совершенно никаких признаков жизни. Причин этому может быть несколько. Чаще всего виноватой является именно сеть энергоснабжения: напряжения впало ниже минимально допустимого уровня и его недостаточно для инициализации сварочного аппарата. Решить проблему можно путем приобретения стабилизатора напряжения. В дальнейшем сварка подключается через него и работает нормально.
Еще причиной может служить плохое состояние кабеля энергоснабжения, который подает питание от розетки непосредственно на сам аппарат. Следует проверить целостность кабеля и вилки включения. Также не будет лишним снять корпус, который скрывает часть кабеля энергоснабжения, чтобы убедить в целостности этого участка.

Если не помог стабилизатор, а кабель подачи питания в норме, то причиной может быть поломка источника питания инвертера. При такой поломке желательно обращаться в сервисный центр. Большинство пользователей отремонтировать агрегат самостоятельно не смогут, так как для этого нужны специальные знания и навыки.
Не регулируется ток
Переключение ручки регулятора силы тока не дают никакого эффекта. Это свидетельствует, что, вероятнее всего, сломался сам регулятор. Возможно, что требуется только проверить надежность контактов. Нужно снять корпус и внимательно проверить все визуально. Чтобы продиагностировать регулятор, нужно проверить сварочный аппарат мультиметром.
Если регулятор неисправен, то его следует заменить целиком. Если же причина не в нем, то требуется проверка вторичного трансформатора и дросселя. При выявлении неисправности одного из элементов, он подлежит замене.

Электрод липнет к металлу
Современный инвертеры в большинстве своем имеют в арсенале функцию «антизалипание», которая препятствует «склеиванию» расходника и рабочей поверхности. Но далеко не всегда данная функция работает корректно, а то и вовсе не срабатывает из-за неисправности сварочного аппарата.
Основной причиной того, что электрод прилипает к металлу, является неверный выбор настроек, а именно – неправильный режим сварки. Следующая причина может заключаться в низком напряжении сети энергоснабжения. В розничной сети продаются инвертеры, которые будут нормально работать даже при пониженном напряжении. Но иногда напряжение опускается настолько низко, что даже такие инвертеры не могут функционировать в обычном режиме. В корне решить проблему поможет приобретение стабилизатора напряжения.
Еще одной причиной может стать использование сетевых удлинителей. Бывают ситуации, когда длины кабеля недостаточно для того, чтобы выполнить работы в определенном месте. Выходом из сложившихся обстоятельств является применение специальных сварочных удлинителей. Следует иметь ввиду, что при длине дополнительного кабеля больше сорока метров и сечении проводки не больше 2,5 мм кв. вероятность залипания электрода практически 100%. Это случается из-за снижения сварочного напряжения вследствие использования длинного кабеля м малым диаметром токопроводящих жил.

Залипать электроды могут из-за некачественной подготовки поверхности к работе. Достаточно просто хорошо зачистить металл болгаркой, наждачной бумагой или другим абразивом.
Диагностика поломок инверторных сварочных аппаратов
Дым из корпуса инвертера или едва уловимый запах гари свидетельствует о серьезной неисправности. Нежелательно диагностировать оборудование в таком случае самостоятельно. Желательно обратиться в сервисный центр, чтобы не усугубить ситуацию. Устранение неисправности требует большого опыта в ремонте сварочных аппаратом и понимание всех нюансов работы данной модели.
Когда неисправность не настолько критична, то диагностировать ее можно и самостоятельно. На первом этапе нужно снять корпус и визуально проверить все составляющие аппарата. Иногда на рынок попадают модели с некачественной пайкой или плохо заизолированной проводкой. Для ремонта достаточно будет перепаять некоторые из элементов, чтобы восстановить функциональность оборудования.
Понять, какая именно деталь вышла из строя несложно. Она будет отличаться наличием потемневших участков, иметь трещины или явные признаки короткого замыкания. Выбракованный элемент следует заменить. На каждой детали присутствует маркировка, что позволит безошибочно подобрать аналогичную для замены.

После визуального осмотра, который не помог выявить неполадки, можно перейти к более тщательному анализу. Потребуется мультиметр. С его помощью проверяются все компоненты платы. В обязательном порядке диагностируются транзисторы и печатные проводники. Обгоревшие участки или обрывы цепи должны быть устранены. Параллельно проверяются все контакты на плате. Если требуется, то они зачищаются обыкновенным канцелярским ластиком.
Диодные мосты у инвертера выполняют функции выпрямителя. Они находятся на радиаторе. Диодные мосты характеризуются надежностью, но иногда даже они выходят из строя. Чтобы определить исправность данного узла, необходимо выпаять его из общей схемы. Проверка мультиметром даст понимание того, исправен или нет диодный мост.

Если после всех перечисленных манипуляций не удалось найти поломку, то следует обратиться к специалистам. Ремонтировать сварочный аппарат самостоятельно не рекомендуется.
Заключение
В статье перечислены наиболее часто встречающиеся поломки, описан процесс устранения неисправности своими руками. Но только самые простые случаи. Без навыков ремонта делать серьезные манипуляции не стоит. Лучше отнести аппарат в сервисный центр. При устранении неисправности важно соблюдать технику безопасности. И еще. Если стоимость сварочного аппарата составляет 50-70 долларов, то не всегда стоит заниматься его ремонтом. Иногда проще и дешевле купить такой же самый новый.
диагностика, типы неисправностей и методы их устранения своими руками
 Сварочные аппараты инверторного типа являются распространенными моделями благодаря их мобильности и возможности работать практически от любого напряжения питающей сети в интервале от 175 В до 240 В. Однако возможны случаи выхода из строя сварочников. Причин поломок много, и для ремонта сварочных инверторов необходимо знать основные неисправности, устройство и принцип работы. Произвести ремонт инверторных сварочных аппаратов своими руками несложно.
Сварочные аппараты инверторного типа являются распространенными моделями благодаря их мобильности и возможности работать практически от любого напряжения питающей сети в интервале от 175 В до 240 В. Однако возможны случаи выхода из строя сварочников. Причин поломок много, и для ремонта сварочных инверторов необходимо знать основные неисправности, устройство и принцип работы. Произвести ремонт инверторных сварочных аппаратов своими руками несложно.
Общие сведения об инверторах
Сварочные трансформаторные аппараты имеют незначительную стоимость по сравнению с устройствами инверторной сварки и простоту устройства, позволяющую произвести несложные операции по ремонту. К главным недостаткам нужно отнести их габариты, вес и чувствительность к параметрам питающей сети. При низких значениях напряжения (U) варить практически невозможно, так как мощность, потребляемая аппаратом, существенно возрастает, а счетчики электроэнергии имеют предел мощности до 6 кВт.

В результате этого происходит срабатывания защиты: срабатывает автомат через определенное время из-за нагрева или сгорают предохранители на пробках. Если поставить автомат защиты с большим значением или использовать «жучок» (шунтирование предохранителя медным проводом большего диаметра), то вероятность возгорания проводки возрастает.
Кроме того, при работе с обыкновенной трансформаторной сваркой происходят кратковременные перепады значения U, из-за которых может выйти из строя другая аппаратура и бытовые приборы. Трансформаторные сварочные аппараты стоят сравнительно недорого и очень легко ремонтируются из-за их простого устройства. Однако обладают значительным весом и очень чувствительны к напряжению питания (U). При низком U производить сварочные работы просто невозможно, так как происходят значительные перепады U, в результате которых могут выйти из строя бытовые приборы. Для избежания всех этих неудобств при работе и используют инверторные аппараты.
Устройство и особенности работы
Инверторная сварка применяется в домашних условиях и на различных предприятиях. Она обеспечивает стабильное горение сварочной дуги при высокочастотном токе. Аппарат устроен в виде мощного импульсного блока питания (ИБП), работа которого основана на принципах:
- Преобразование переменного питающего (сетевого) U в постоянное.
- Преобразование постоянного в переменный высокочастотный ток.
- Выпрямление тока с сохранением частоты.

Если следовать этим принципам построения, то происходит значительное уменьшение сварочника в несколько сотен или тысяч раз. Кроме того, такое устройство позволяет оборудовать аппарат дополнительным охлаждением.
Для осуществления качественного ремонта сварочного инвертора нужно знать устройство и принцип работы. Благодаря пониманию работы, возможно грамотно произвести диагностику, выяснить причину неисправности и устранить ее самостоятельно. Сварочный аппарат инверторного типа состоит из основных узлов (рисунок 1):
- Выпрямитель.
- Инвертор.
- Трансформатор.
- Выпрямитель высокочастотный.
- Схема управления (электронный регулятор).

Рисунок 1 — Блок-схема сварочного инвертора.
Выпрямитель состоит из полупроводникового выпрямительного моста и фильтра, выполненного на конденсаторе. Диодный мост выпрямляет переменный ток питающей промышленной сети. При прохождении переменного тока через диод происходит пропускание тока в одном направлении. В результате этого ток становится постоянным, но в нем преобладают значительные пульсации. Ток с такими параметрами не подходит для питания инвертора, так как он работает только от постоянного тока. Для сглаживания пульсаций применяется конденсатор большой емкости (2200.5000 мкФ).
После преобразования U запитывается инвертор. Инвертор представляет собой набор радиоэлементов для генерации необходимого переменного U для высокочастотного импульсного трансформатора. Основными элементами являются мощные ключевые транзисторы и микросхема для получения команд от схемы управления инвертором, а также для корректной работы последнего. Транзисторы переключаются с высокой частотой, которая зависит от текущей модели сварочника. Она может колебаться в диапазоне от 35 до 95 кГц. Подключение транзисторов происходит к понижающему импульсному трансформатору.
Импульсный трансформатор преобразует входящее U, полученное на выходе инвертора в низкое. К вторичной обмотке трансформатора подсоединяется высокочастотный выпрямитель, преобразующий переменный высокочастотный ток в постоянный. При этом преобразовании частотные характеристики сохраняются. Эффективность сварки повышается при использовании высокочастотного тока.
Электронный регулятор применяется для осуществления контроля при работе аппарата, диагностики и выдачи команд для инвертора. Кроме того, он позволяет менять ток сварки.
Благодаря такому исполнению, сравнительно мобильные инверторные сварочники обладают отличными характеристиками:
- Первичный источник питания (сетевое U и ток): 157.275 В и 20.30 А.
- Параметры U холостого хода: 70.85 В.
- U при формировании дуги: 22.35 В.
- Диапазон выставления тока сварки: 20.300 А.
- Время нагрузки при максимальном I сварки:5.10 мин.
- Типы электродов: «1», «2», «3», «4», «5», «6».
- Значение средней массы: 5.7 кг.
Ремонт аппаратов инверторной сварки
 Если внимательно изучить устройство, функции и принцип действия каждого узла, то выявить и устранить неисправность инверторного сварочного аппарата самостоятельно достаточно просто. Многие сварщики начинают искать фирмы, где отремонтировать сварочный инвертор по низкой цене. Но они забывают о том, что фирма или отдельное лицо может поменять детали инвертора на менее качественные. Нужно понять причину проблемы и найти способ для ее решения. Начинать нужно с самого простого и заканчивать сложным. Кроме того, следует внимательно осмотреть инверторный аппарат на наличие подгораний силовых кабелей, поступление питания из сети.
Если внимательно изучить устройство, функции и принцип действия каждого узла, то выявить и устранить неисправность инверторного сварочного аппарата самостоятельно достаточно просто. Многие сварщики начинают искать фирмы, где отремонтировать сварочный инвертор по низкой цене. Но они забывают о том, что фирма или отдельное лицо может поменять детали инвертора на менее качественные. Нужно понять причину проблемы и найти способ для ее решения. Начинать нужно с самого простого и заканчивать сложным. Кроме того, следует внимательно осмотреть инверторный аппарат на наличие подгораний силовых кабелей, поступление питания из сети.
Для ремонта необходимо изучить схему и неисправности. Неисправности можно разделить на несколько групп: простые, средние и сложные.
Простые поломки
 Простые поломки возникают, как правило, при неверном режиме эксплуатации любого прибора и устройства. Этот тип неисправностей не требует особой квалификации и состоит, в основном, из примитивных поломок, устраняемых очень легко и быстро. Следует очень внимательно отнестись к решению проблемы по ремонту инверторной сварки своими руками, так как простая поломка из-за необдуманных действий может привести к более серьезным последствиям. К простым неисправностям можно отнести следующие типы:
Простые поломки возникают, как правило, при неверном режиме эксплуатации любого прибора и устройства. Этот тип неисправностей не требует особой квалификации и состоит, в основном, из примитивных поломок, устраняемых очень легко и быстро. Следует очень внимательно отнестись к решению проблемы по ремонту инверторной сварки своими руками, так как простая поломка из-за необдуманных действий может привести к более серьезным последствиям. К простым неисправностям можно отнести следующие типы:
- Отсутствие сетевого питания инвертора (инвертор «отказывается» включаться).
- Влажность корпуса.
- Пыль внутри инверторного аппарата.
- Нестабильная дуга.
- Отсутствие полной мощности аппарата.
- Залипание электрода.
- Ослабление креплений.
- Разбрызгивание металла.
Отсутствие сетевого питания возможно по нескольким причинам: отсутствие U, дефект кабеля питания инвертора, сгорание предохранителя. Кроме того, существует вероятность поломки электроники аппарата, но эта неисправность не относится к простым, так как требует определенных навыков. Способы устранения очень просты. Например, при отсутствии питающего U нужно произвести замер вольтметром в розетке. При обрыве сетевого кабеля нужно его прозвонить, найти проблемный участок и заменить его. Если произошло сгорание предохранителя, то следует его поменять на исправный (нельзя ставить «жучок», так как это может привести к окончательному выходу из строя).
При работе во влажном помещении нужно просушить содержимое сварочника. Нельзя запускать его, так как постоянно будет выбивать автоматы и перегорать нить предохранителя. Следует помнить о том, что влага — злейший враг любой аппаратуры.
Пыль является отличным проводником электричества. Сварочный аппарат необходимо периодически чистить. Запыленность может привести к более тяжелым последствиям.

При нестабильной дуге и разбрызгивании металла следует проверить ток сварки. В основном, элементарным решением проблемы является его увеличение. Существует определенная зависимость тока от толщины электрода: диаметр электрода нужно умножить на показатели 20-40 А. При вычислении получается необходима сила тока. Например, при работе используется электрод «4» и ток для комфортной работы (при нормальном входном напряжении): I = 4 * 40 = 160 А. Выбор значений из диапазона от 20 до 40 зависит от толщины металла: на каждые 1 мм приходиться коэффициент, кратный 5. Например, нужно рассчитать ток сварки для металла 2 мм и электрода «3». Алгоритм расчета следующий:
- Максимальный ток сварки: Iсв = 3 * 40 = 120 А.
- Ток для 2 мм металла: I = Iсв — 2 * 5 = 120 — 10 = 110 А.
Этот алгоритм используется при нормальном сетевом U (210.225 В). При 110 А сварочные работы будут выполнены аккуратно и вероятность прожога металла минимальная.
При прилипании электрода виновником оказывается пониженное U питающей сети, и для устранения этой проблемы нужно увеличить ток сварки. Кроме того, нужно почистить гнезда и контакты, а также удостовериться в проводе переноски, так как ее сечение должно быть больше 3 кв. мм.
Периодическое отключение аппарата происходит в результате перегрева. В этом случае нужно дать ему остыть в течение 25-40 минут.
Средняя степень
Поломки этого типа возникают при сгорании определенного радиоэлемента. Исправление неполадок этого рода не требует особой квалификации. Основным навыком является умение работать с паяльником или паяльной станцией. В основном, они выявляются при визуальном осмотре. Причины могут быть разнообразны:
- Подгорание резисторов.

- Вздутие электролитических конденсаторов.
- Сгорание трансформатора.
- Обугливание диодов.
- Порча монтажной платы при возгорании.

Оптимальным способом исправления является выпаивание детали и замена ее на такую же или аналог.
Сложные неисправности
При средних поломках все выясняется визуально. Однако бывают ситуации, когда визуальный осмотр не дает положительный результат. Для этого применяется метод анализа схемы инвертора и выявление неисправности, а также дальнейшее ее устранение.
Для ремонта нужны знания в области электротехники, контрольно-измерительные приборы (мультиметр и осциллограф), схема инвертора (схема 1) и немного уверенности в своих силах. «Слабым местом» сварочника инверторного типа являются плата управления и БП. Если неисправна плата управления, то происходит светодиодная индикация (светодиод желтого цвета), свидетельствующая о невозможности запускаться в нормальном режиме.

Схема 1 — Схема инвертора РЕСАНТА САИ
Для осуществления ремонта нужно разобрать инвертор и произвести снятие разъемов с плат. После этого нужно выполнить контрольные измерения напряжений платы управления и сравнить с табличными исправной ПУ. Например, один из вариантов можно рассмотреть в таблице 1.
| № вывода ПУ | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | |
| Исправная ПУ | 4,07 | 2,72 | 4,87 | 0,68 | 14,5 | 0,05 | 0,04 | 3,25 | 7,12 | |||
| Измеряемая ПУ | 0,23 | 15 | 0,01 | 2 | 17,2 | 6,99 |
Таблица 1 — Сравнение измерений.
Согласно таблице 1, нужно сделать вывод о неисправности ПУ. На ПУ есть микросхема типа UC3845D, нужно снять контрольные U и сделать выводы (таблица 2).
| № вывода микросхемы | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| Корректная работа | 1,95 | 0,2 | 2,07 | 2,52 | 15,1 | 5,1 | ||
| Измеряемая микросхема | 0,04 |
Таблица 2 — Сравнение U UC3845B.
На микросхеме (7-я нога) питание отсутствует, следовательно, нужно искать причину в радиокомпонентах, работающих вместе с этой микросхемой. В этой ситуации нужно проверить микросхему LM324N, которая управляет первой при помощи команд-импульсов (таблица 3).
| № вывода | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| Исправна | 0,81 | 4,02 | 14,87 | 3,06 | 4,73 | 0,02 | 0,04 | 15,1 | 4,82 | 4,87 | 6,74 | 0,88 | ||
| Текущая | 1,91 | 15 | 15,37 | 4,69 | 14,2 | 0,03 | 14,97 | 4,8 | 4,83 | 7,72 | 0,1 |
Таблица 3 — Сравнение режимов работы микросхемы LM324N.
 Далее нужно рассмотреть цепь деталей, завязанных на 7-ю ногу. Причиной является неисправный smd-резистор R4. Нужно произвести замену, собрать инвертор (подключить только разъемы и проверить). Результат выполненной работы: желтый светодиод не горит, а, следовательно, аппарат исправен. Нужно отключить его от сети и собрать полностью. Таким способом следует искать и другие неисправности, ничего сложного в этом нет.
Далее нужно рассмотреть цепь деталей, завязанных на 7-ю ногу. Причиной является неисправный smd-резистор R4. Нужно произвести замену, собрать инвертор (подключить только разъемы и проверить). Результат выполненной работы: желтый светодиод не горит, а, следовательно, аппарат исправен. Нужно отключить его от сети и собрать полностью. Таким способом следует искать и другие неисправности, ничего сложного в этом нет.
Таким образом, для устранения неисправностей различного вида нужно знать основное устройство инвертора и его принцип действия. В основном устранить неисправность не составляет труда.
Для этого нужно понять причину, разобрать и внимательно осмотреть все соединения, радиодетали (подгоревшие резисторы, «вздувшиеся» электролитические конденсаторы и так далее). Кроме того, нужно следить за правильной эксплуатацией и производить периодически техосмотр аппарата. Эти меры предосторожности позволят существенно увеличить срок службы сварочника.
Originally posted 2018-07-04 08:14:15.
Ремонт сварочного аппарата, основные причины поломки и тонкости техобслуживания
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
 Основными проявлениями неполадок аппаратов электродуговой сварки являются:
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
 При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
 К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
 Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
 В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).


Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
 Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
Одним из наиболее сложных узлов инверторного сварочного аппарата считается плата управления электронными ключами, проверить исправность которой можно с помощью того же осциллографа.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Ремонт сварочного оборудования | Сварка своими руками
В данной статье немного приоткроем завесу над буднями обычного сервисного центра по ремонту сварочной техники. Сегодня вашему вниманию представляем ремонт сварочного инвертора Telwin Force 165. Возможно, ознакомившись с предоставленной информацией, вы сможете устранить некоторые неисправности своими руками. И помните, не беритесь за ремонт, если не уверены в своих действиях, в результате, это всегда обходится дорого.… Читать далее »
Категории : Ремонт сварочного оборудования Метки: ремонт инвертора своими рукамиРемонт редуктора на примере кислородного БКО-50. Производится только не загрязненными руками. Первым делом обратите внимание на состояние уплотнения на штуцере ввода газа и наличие фильтроэлемента ЭФ-2, который оберегает узел редуцирования от попадания сора, окалины, всевозможных частиц мелкой фракции. Перед установкой фильтра (кладут узкой частью навстречу потоку газа) снимите штуцер входной и уплотнительную прокладку. Последняя… Читать далее »
Категории : Ремонт сварочного оборудования Метки: бко 50, редуктор бко 50, редуктор кислородный бко 50, ремонт редуктораРаспространенная поломка сварочного инвертора – когда сгорают медные панельные разъемы (гнездо) под штекер кабеля на электрододержатель и обратный кабель. Рассмотрим вариант лечения на примере инвертора DECA MMA MOS. Как правило, такая ситуация возникает в двух случаях: по вине пользователя оборудования. Причина: штекер не до конца закручивается в разъем; по вине производителя оборудования. Причина: плохая пайка,… Читать далее »
Категории : Ремонт сварочного оборудования Метки: Ремонт сварочного инвертора своими рукамиКак устранить утечку газа из вентиля газового баллона высокого давления или из системы, присоединенной к баллону? Пример ситуации. Вы заправили баллон на станции, приехали домой, подключили редуктор, а также рукава, затянули шестигранник редуктора на баллоне, открыли вентиль баллона – и понимаете, что травит газ где-то в верхней части маховика. Если в баллон заправлена, например, углекислота,… Читать далее »
Категории : Газовое оборудование для сварки Ремонт сварочного оборудования Метки: вентиль баллон, вк 94, ремонт баллоновВнимание! Внимательно прочитайте руководство по ремонту (доступна к скачиванию инструкция на английском языке TROUBLESHOOTING AND REPAIR MANUAL), прежде чем приступать к ремонту инвертора плазменной резки TELWIN TECNICA PLASMA34 KOMPRESSOR. Ремонт должен выполнять опытный специалист. Помните, при проверке плазморез находится под напряжением, можно случайно коснуться оголенных частей, что чревато поражением электрическим током. Общие указания по ремонту инвертора… Читать далее »
Категории : Ремонт сварочного оборудования Метки: ремонт telwin, ремонт инвертора, ремонт плазменной резкиВ наших краях очень сложно найти аппарат с ККМ, единственный аппарат, который был – это сварочный инвертор Ресанта САИ 190 ПРОФ. Через несколько месяцев эксплуатации он сломался. Непосредственно перед поломкой немножко бился током, после чего на ХХ внутри что-то затрещало и инвертор отключился и впоследствии запустить его не удалось. К сожалению, отправить Ресанту на ремонт… Читать далее »
Категории : Ремонт сварочного оборудования Метки: ремонт инвертора ресанта, ремонт ресанта, ремонт сварочников, ремонт сварочных ресантаРисуем схему подключения трехфазного сварочного аппарата: Алгоритм работы будет таким: 1. Если воткнуть штатную вилку в 220v, то срабатывает пускатель К1 (25А на контакт), который одной парой контактов восстанавливает разрезанный нами провод идущий к переключателю ВКЛ\ВЫКЛ сварочного аппарата. А его вторая пара контактов замкнет сделанные нами разрезы дорожек на печатной плате, которые подводят силовое напряжение… Читать далее »
Категории : Без рубрики Ремонт сварочного оборудования Ручная дуговая сварка Метки: инвертор сварог arc 200, самодельный сварочный аппарат своими руками, самодельный трехфазный инвертор, трехфазный сварочный аппарат, трехфазный сварочный аппарат схемаПришлось мне приводить в порядок старый дом в деревне. Без сварки мужику – сами знаете что. Фаза на краю деревни проваливалась на обычном сварочном трансформаторе так, что соседи приходили и в с держанном тоне предупреждали «по-хорошему». Купил себе цацу TIG 200P AC_DC… точнее сначала был TIG 160 AC_DC, но его вынесли быстро вместе с линолеумом,… Читать далее »
Категории : Без рубрики Ремонт сварочного оборудования Метки: самодельный сварочный аппарат, сварка сварог, сварог tig 200p ac dc, сварочный аппарат 3803 года пользуюсь данным аппаратом (на фото). Недавно пришлось его с гаража (где температура чуть выше нуля) переносить в мастерскую, в которой около +22 оС . Конечно же, из-за разницы температур на инверторе скопилось малость конденсата. Обычно, если появляется конденсат, то даю инвертору выстояться сутки, на этот раз ожидала срочная работа. Поэтому аппарат стоял всего… Читать далее »
Категории : Аргонодуговая сварка Ремонт сварочного оборудования Метки: неисправность инвертора, ремонт вентилятора охлаждения, сварог tig 200pРаботаю сварочным аппаратом KEMPPI MINARC 150. Сегодня во время сварки залип электрод и, как результат, инвертор перестал работать. Подскажите, каковы ориентировочные причины поломки, и каковы методы ремонта MINARC 150? Питание есть, лампа горит. Вентилятор тоже работает. Начальное напряжение запускается самим сварочным аппаратом, он передает напряжение на выходные диоды, а кулер запитывается от добавочной обмотки трансформатора.… Читать далее »
Категории : Аргонодуговая сварка Ремонт сварочного оборудования Ручная дуговая сварка Метки: kemppi minarc evo 150, ремонт minarc 150, Ремонт сварочного инвертора своими руками, сварочный инвертор kemppi minarc 150Ремонт стальных труб конструкции самолета с помощью сварки
Вмятины на кластерном сварном шве
Вмятины на кластерном сварном шве можно отремонтировать путем приваривания сформированной стальной накладной пластины к области вмятин и окружающих труб. Удалите имеющуюся отделку с поврежденного участка и тщательно очистите перед сваркой.
Чтобы подготовить накладку, вырежьте секцию из стального листа того же материала и толщины, что и самая тяжелая поврежденная труба. Сформируйте усиливающую пластину так, чтобы пальцы проходили над трубками как минимум в 1,5 раза больше соответствующего диаметра трубки.Пластина может быть разрезана и сформирована перед сваркой или разрезана и приварена прихваточным швом к кластеру, затем нагрета и сформирована вокруг стыка для получения плотного гладкого контура. При формовании приложите к пластине достаточно тепла, чтобы оставался зазор не более 1⁄16 дюйма от контура стыка до пластины.
Во время этой операции избегайте излишнего нагрева и соблюдайте осторожность, чтобы не повредить угол, образованный двумя соседними пальцами пластины. После того, как пластина сформирована и прихваточна к стыку, приварите все края пластины к стыку пучка.[Рисунок 5-46]  Рисунок 5-46. Ремонт НКТ, помятых на кластере. [щелкните изображение, чтобы увеличить] Вмятины между скоплениями
Рисунок 5-46. Ремонт НКТ, помятых на кластере. [щелкните изображение, чтобы увеличить] Вмятины между скоплениями
Поврежденную трубную секцию можно отремонтировать, используя сварную арматуру с разъемной муфтой. Поврежденный элемент следует тщательно выпрямить и просверлить сверлом № 40 на концах трещин.
Выберите длину стальной трубы из того же материала и, по крайней мере, с такой же толщиной стенок, имеющей внутренний диаметр, приблизительно равный внешнему диаметру поврежденной трубы.
Отрежьте выбранную деталь по диагонали под углом 30 ° на обоих концах, чтобы минимальное расстояние рукава от края.
Ремонт сварочного аппарата— Поставщик, Поставщик, Производитель Ремонт сварочного аппарата во Вьетнаме
Ремонт сварочного аппарата — Поставщик, Поставщик, Производитель ремонта сварочного аппарата во ВьетнамеBat Bo Company Limited — поставщик ремонт сварочных аппаратов .Пожалуйста, свяжитесь с нами для получения дополнительной информации о ремонт сварочного аппарата , торговля и ремонт сварочного аппарата цитата.
Поставщик: Bat Bo Company Limited

Объявление подтверждено: 30.09.2020
![]()
№A179, Ben Dat St., Group 8, Binh Duc 2 Quarter, Lai Thieu Ward, Thuan An Township, Binh Duong, Вьетнам
+ Подробнее …
![]()
ЖЕЛТЫМИ СТРАНИЦАМИ
Торговая компания, Дистрибьютор
Прочие товары и услуги
Сварочные аппараты
Сварочное оборудование и принадлежности
Прочие

Свяжитесь с этой компанией.Желтые страницы могут вам помочь!
+84 24 3636 9512 (доб 312)
+84914261828
(Zalo / What’sapp / Skype / Line)

Бесплатное объявление — это самый простой и умный способ заявить о своем бизнесе в мире!
Если у вас есть какие-либо вопросы, напишите нам по адресу contact @ yellowpagesvn.com.
Товары Вьетнама Желтые страницы

www.trangvangvietnam.com

www.niengiamtrangvang.com

www.yellowpages.vnn.vn

www.nhungtrangvang.net

www.yellowpagesvn.com

ВН Книга желтых страниц

Международная книга желтых страниц
ИНДЕКС БЫСТРОГО ПОИСКА | ЖЕЛТЫЕ СТРАНИЦЫ КАТЕГОРИИ

ВЬЕТНАМСКИЕ ЖЕЛТЫЕ СТРАНИЦЫ — ВЬЕТНАМСКИЙ БИЗНЕС-КАТАЛОГ
Главный офис: Этаж 6, Дом Винафуд 1, ул. Луонг Йен 94, Bach Dang Ward, Hai Ba Trung Dist, Ханой, Вьетнам
Филиал: 1-й этаж, Blue Berry Building, № 9-11, D52 Street, Ward 12, Tan Binh Dist., Ho Chi Minh City, Vietnam
Горячая линия Желтых страниц: (+84) 914 261 828 (Zalo / What’sapp / Skype / Line)
Тел .: +84. 24 3636 9512 (вн.312) — Факс: +84. 24 3636 9371 — Эл. Почта: [email protected]
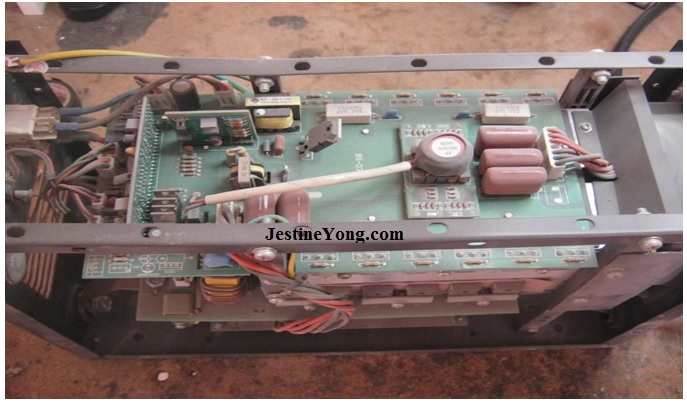
отремонтирован. Модель: Inc-comma 2003
В мой цех пришел сварщик и объяснил основную проблему с этим сварочным аппаратом.Он сказал, что в тот момент, когда он начал сваривать, это работало минуту или две, потом перестало.
Он не объяснил мне значение слова «это останавливается». Я должен выяснить это самостоятельно.

Означает ли это, что сварка прекращается или выключается весь аппарат? Я не совсем уверен. Поэтому я отнес его в сварочный цех моего брата по соседству и попросил его поработать над ним. Он работал над этим почти пять минут, и это прекращается. Это означает, что сварка прекратилась, но машины все еще были включены, а 55 вольт выходили на отрицательную и положительную клеммы машины.Вентилятор все еще работал, а это значит, что проблема не в перегреве.
Я снял крышку и заглянул внутрь. Поверхность этой доски была покрыта пылью, и ее нужно было очистить.
Всегда полезно сдувать пыль. Это помогает мне видеть, есть ли холодные или неплотные пайки или какие-либо сломанные следы.
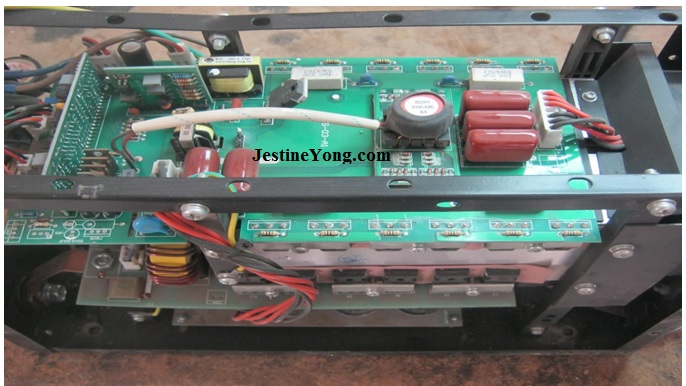
Заметили разницу между двумя фотографиями? По опыту, подобные проблемы обычно возникают в результате холодных соединений или неплотной пайки деталей.Это было моей основной задачей при ремонте.
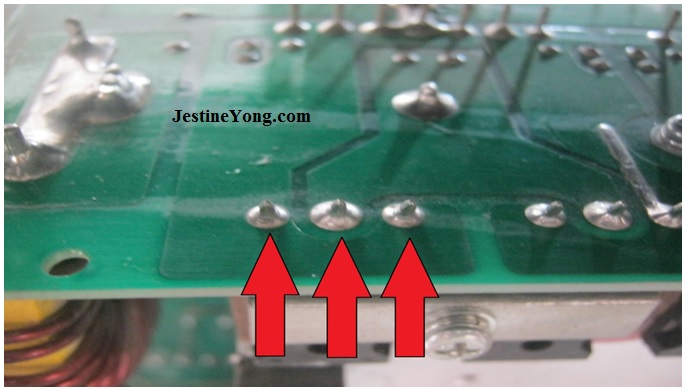
Это была моя первая находка. Первый стык слева на фото хуже. Поэтому мне пришлось перепаять все три контакта.
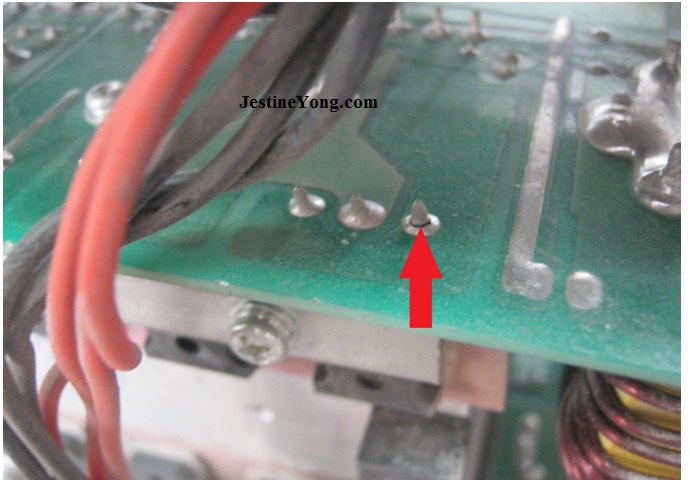
Это мой второй вывод, и он был худшим. Пришлось и это перепаять. Я тщательно проверил все паяльные соединения на этом аппарате, и кажется, что только два были основной проблемой.
Как только я снова собрал машину, я снова отнес ее своему брату, и он немного приварил ее.На этот раз он продолжал работать как шарм. Еще я заметил сварочные кабели. Посмотри, какие там гадости.

Я настоятельно рекомендовал сварщику заменить все эти плохие сварочные кабели. Он согласился. Миссия выполнена.

Эта статья была подготовлена для вас Валидом Ришмави, одним из наших «Мастеров-авторов», который в настоящее время работает в районе Вифлеема в Палестине, ремонтируя электрическое и электронное оборудование.
P.S- Знаете ли вы кого-нибудь из ваших друзей, которым бы полезен этот контент, который вы сейчас читаете? Если да, отправьте этот веб-сайт своим друзьям или вы можете пригласить своих друзей подписаться на мою рассылку новостей бесплатно по этой ссылке Ссылка .
Примечание: вы можете проверить его предыдущие статьи по ремонту по ссылке ниже:
https://www.electronicsrepairfaq.com/safety-locks-on-a-microwave-oven-replaced-model-lg
Сварщики, резаки и операторы сварочных аппаратов
Сварка — наиболее распространенный способ прочного соединения металла части.Тепло применяется к соединяемым деталям, плавлению и сплавляя их, чтобы сформировать постоянную связь. Благодаря своей силе, сварка используется для строительства и ремонта частей судов, автомобили, космические корабли и тысячи других произведенных товары. Сварка используется для соединения балок при строительстве. здания, мосты и другие сооружения, а также трубы в ядерной электростанции и нефтеперерабатывающие заводы.Сварщики используют все типы сварочного оборудования в различных положение, такое как плоское, вертикальное, горизонтальное и потолочное.Они могут выполнять ручную сварку, при которой работа полностью управляемая сварщиком, или полуавтоматическая сварка, при которой сварщик использует оборудование, такое как механизм подачи проволоки, для выполнения сварки задачи. Обычно они планируют работу по чертежам или спецификациям. или анализируя поврежденный металл, используя свои знания в области сварки и металлы. Они выбирают и настраивают сварочное оборудование и могут также проверьте сварные швы, чтобы убедиться, что они соответствуют стандартам или технические характеристики. У некоторых сварщиков более ограниченные обязанности. Oни выполнять плановые производственные работы, которые уже были запланированы, и выложил.Эти работы не требуют знаний в области сварки. техники.
Во многих производственных процессах, где работа повторяется а свариваемые детали относительно однородны — автоматизированы используется сварка. В этом процессе машина выполняет сварку задачи под контролем оператора сварочного аппарата. Сварка машинисты настраивают и эксплуатируют сварочные аппараты как заданные макетами, рабочими заданиями или чертежами. Операторы должны постоянно контролировать машину, чтобы гарантировать, что она производит желаемый сварной шов.
Работа дуговых, плазменных и газовых резаков тесно связана с сварщиков. Однако вместо соединения металлов резцы используют тепло от горящих газов или электрической дуги для резки и обрезки металлические предметы до определенных размеров. Фрезы тоже разбираем крупные объекты, такие как корабли, вагоны, автомобили или самолет. Некоторые управляют и контролируют режущие машины, подобные те, которые используются операторами сварочных аппаратов.
Техническое обслуживание сварщика
Первый шаг к успешной сварке: правильное обслуживание сварочного оборудования
Скотт Скрянк, Lincoln Electric Company
| Один из наиболее важных и простых способов создания прочных сварных швов — это правильное обслуживание сварочного оборудования.Уход за сварщиком не требует больших усилий и в конечном итоге может сэкономить вам значительное время и деньги — как на долговечность оборудования, так и на качество и производительность сварки. Правильное краткосрочное обслуживание машины поможет вам избежать некоторых распространенных ошибок при сварке и поможет избежать затрат на дорогостоящий ремонт неправильно обслуживаемого или вышедшего из строя оборудования. В зависимости от типа сварочного оборудования, которое вы используете, необходимое обслуживание будет различным. Сварочное оборудование Stick (SMAW) требует очень небольшого обслуживания, в то время как сварщикам MIG (GMAW) и TIG (GTAW) требуется немного больше внимания и ухода, чтобы оставаться в надлежащей форме |  |
 | Уход за сварочным оборудованием для стержневой сварки (SMAW) Поскольку большинство компонентов оборудования находится внутри сварочного аппарата, оборудование для стержневой сварки требует минимального технического обслуживания. Единственные элементы, отсутствующие внутри оборудования, — это электрододержатель и зажим заземления. Однако эти элементы не требуют большого ежедневного обслуживания; скорее, эти детали имеют тенденцию изнашиваться с течением времени, поэтому рекомендуется следить за их состоянием и при необходимости заменять эти детали. В долгосрочной перспективе вам необходимо, чтобы квалифицированный технический специалист проверил внутреннюю часть машины на предмет скопления грязи, пыли и сажи на охлаждающих вентиляторах, проводке, трансформаторах и печатных платах.Уход за машиной таким образом поможет охладить компоненты и продлить срок службы устройства. Убедитесь, что вы всегда отключаете машину от сети перед выполнением любых работ по обслуживанию. |
Самая серьезная проблема при техническом обслуживании электродов при сварке штангой. Когда стальные электроды, используемые для процесса SMAW, остаются открытыми, они склонны собирать влагу, создавая риск образования ржавчины. Обязательно заботьтесь о своих стержнях, правильно храня их в закрытом контейнере и плотно закрывая крышкой.Вы также можете использовать стержневую печь, такую как стержневую печь HydroGuard ™ Lincoln Electric, чтобы поддерживать необходимый уровень влажности электродов. Поместите электроды в стержневую печь, как только контейнер будет открыт, чтобы предотвратить проникновение влаги и убедиться, что содержание влаги в электроде остается на должном уровне. Если вы свариваете только время от времени, нет необходимости покупать стержневую печь — просто купите стержни, которые поставляются в герметичном контейнере. Наконец, всегда храните электроды в вертикальном положении, чтобы предотвратить повреждение, которое может произойти, когда стержни сталкиваются друг с другом, поскольку вмятины стержни или электроды без экструдированного покрытия могут отрицательно повлиять на качество сварки. | | |


 | Техническое обслуживание аппаратов для сварки MIG (GMAW) В отличие от аппаратов для ручной сварки, аппараты для сварки проволокой (сварка MIG и / или порошковой сваркой) включают в себя гораздо больше периферийных элементов, включая гильзу пистолета, контактные наконечники пистолета и шланг защитного газа, и поэтому требуют много более регулярный уход и внимание.Опять же, всегда отключайте машину от сети перед выполнением любых работ по техническому обслуживанию. Стальные ведущие ролики обычно не подвержены сильному износу. Однако, когда проволока проходит по ним, это может привести к накоплению большого количества грязи и пыли на приводных роликах. Чтобы предотвратить накопление грязи, рекомендуется продувать внутреннюю часть питателя машины сжатым воздухом не реже одного раза в неделю, чтобы приводные валки оставались чистыми и в наилучшей форме для подачи тонких материалов.025 — Сварочная проволока 0,035 дюйма. Как вариант, вы можете снять ролики и очистить их металлической щеткой. Самое главное — независимо от того, какой метод вы выберете — всегда убедитесь, что устройство подачи проволоки выключено, прежде чем проверять или чистить приводные ролики. Поскольку проволока проходит через приводные ролики в футеровку пистолета, она может образовывать скопление грязи и пыли на лайнере. Опять же, рекомендуется продувать лайнер сжатым воздухом со стороны контактного наконечника пистолета примерно раз в неделю, чтобы удалить скопившуюся пыль и грязь, особенно если вы не пользуетесь сварочным аппаратом регулярно. |
Затем всегда проверяйте, что лайнер отрезан до нужной длины — если он слишком короткий, между лайнером и удерживающей головкой может скопиться грязь и пыль, что приведет к проблемам с механизмом подачи проволоки. И, чтобы обеспечить постоянную защиту и обслуживание гильзы пистолета, никогда не водите и не перекатывайте что-либо тяжелое по кабелю пистолета — гильза сплющится, и вам, как правило, придется ее заменить. | |

| Контактные наконечники пистолета, конус и диффузор, которые часто упускаются из виду при обслуживании сварщика, необходимы для обеспечения бесперебойной работы сварочного аппарата.Поскольку эти компоненты работают вместе, обеспечивая необходимую электрическую проводимость и рассеивание газа для процесса MIG, вы не сможете правильно сваривать, если эти элементы вашей системы не поддерживаются в идеальном состоянии. |

Во время сварки сопло пистолета, которое защищает сварной шов, часто заполняется брызгами. Следите за тем, чтобы сопло было чистым, чтобы не препятствовать потоку газа и не препятствовать сварке.Использование окунания для сопла поможет сохранить сопло в чистоте. Подобно консистенции желе, продукт, называемый окунанием для сопла, может помочь предотвратить прилипание брызг к соплу. Просто время от времени окунайте сопло в продукт во время сварки, чтобы уменьшить скопление брызг. Однако не погружайте форсунку полностью, так как это может повредить пористый изолятор внутри форсунки — просто окуните наконечник. Кроме того, храните насадку в упаковке производителя, чтобы предотвратить повреждение — если вы выбросите ее в мусорное ведро или другой контейнер, она может получить вмятины или царапины, создавая дефектные участки, которые могут собирать брызги. | |

| Диффузор ввинчивается в трубку пистолета внутри сопла и рассеивает защитный газ, необходимый для сварки MIG или порошковой порошковой сваркой в среде защитного газа. Как и на сопле, скопление брызг на диффузоре также будет препятствовать потоку газа. Регулярно снимайте конус и проверяйте диффузор, чтобы убедиться, что он не забит. Если в диффузоре есть брызги, протрите его металлической щеткой или тряпкой. Чтобы обеспечить оптимальную форму контактных наконечников пистолета, старайтесь не прикасаться наконечником к заготовке. Каждый раз, когда вы устанавливаете нежелательное электрическое соединение между наконечником и обрабатываемой деталью, наконечник повреждается. Часто можно обжечь наконечник до такой степени, чтобы изменить путь прохождения проволоки через наконечник и повлиять на качество сварки. Кроме того, для достижения наилучших характеристик обязательно меняйте наконечник на модель с правильным размером отверстия каждый раз при изменении диаметра проволоки. Тем не менее, несмотря на все усилия сварщика, контактные наконечники пистолета в конечном итоге все же необходимо заменить.После продолжительного использования диаметр отверстия в наконечнике увеличится, что повлияет на размещение проволоки в стыке. Кроме того, наконечники изнашиваются и покрываются брызгами. Это сигнализирует о том, что пора покупать новый, например насадки Copper Plus®, предлагаемые в линейке пистолетов Lincoln Electric Magnum® PRO. |  |
 | Другие проблемы при сварке MIG включают в себя внимание к баллону с защитным газом — убедитесь, что он всегда привязан цепью к машине или где-нибудь в цехе.Если он упадет с регулятором на нем, газ попытается уйти, и поток газа потенциально может кому-то повредить. Чтобы предотвратить утечку газа, когда он не используется, снимите регулятор и закрепите резьбовой защитный колпачок на верхней части баллона, чтобы обеспечить безопасность системы клапанов и предотвратить разрыв. Чтобы шланг защитного газа оставался в хорошем состоянии, намотайте его свободно и храните отдельно от земли, чтобы предотвратить его перекручивание или перегиб, что может привести к повреждению. Также не забывайте регулярно проверять его на предмет каких-либо отверстий или потенциальных мест утечки.Храните его в прохладном и сухом месте. |
| Возможно, самый простой совет по уходу за вашим сварочным аппаратом MIG — это предотвращать попадание пыли, закрывая верхнюю часть аппарата, когда он не используется. Кроме того, рекомендуется периодически привлекать сертифицированного техника для обслуживания / осмотра вашего оружия. Хотя сварка MIG требует гораздо большего обслуживания оборудования, чем сварка штучной сваркой, одно из преимуществ процесса GMAW заключается в том, что проволока, как правило, покрыта медью, что означает меньшую вероятность появления ржавчины, что устраняет необходимость в стержневой печи. Уход за оборудованием MIG состоит из множества элементов, но есть простой способ обнаружить потенциальную проблему при обслуживании — видимые отверстия пористости в сварном шве. При любом процессе с защитой от газа видимая пористость в сварном шве указывает на проблему с процедурой или на проблему с защитным газом — это означает, что у вас закончился газ, сопло забито или есть отверстие в вашей линии защитного газа. Поэтому обращайте внимание на качество сварных швов — это простой барометр того, своевременно ли проводится техническое обслуживание вашего оборудования. |  |
Ремонт под сварку на месте
Сварочные генераторы с приводом от двигателя имеют мощность генератора от 5 500 до 20 000 ватт, в зависимости от модели, для работы шлифовальных машин (на фото), дрелей и других инструментов, необходимых для ремонта в полевых условиях.
Неисправное оборудование — будь то большой экскаватор в гравийном карьере или конвейерная лента на перерабатывающем заводе — съедает вашу прибыль. В оглушительной тишине неработающей машины почти слышно, как уносятся деньги.
Ремонт сломанных стальных компонентов в полевых условиях требует мастерства в трех областях:
- Резка и удаление вышедшего из строя компонента
- Подготовка нового соединения / детали
- Сварка и очистка
Резка и удаление вышедшего из строя металла
Первое этап ремонта сваркой — удаление поврежденного металла. Это можно сделать с помощью кислородной или плазменной резки или строжки угольной дугой. Кислородная и плазменная резка обычно лучше подходят для резки металла с по , тогда как строжка угольной дугой лучше для выдолбления трещины или дефекта без полного разделения детали.
Горючие газы, работающие на кислородном топливе, один из самых распространенных инструментов для резки, обычно можно найти на большинстве грузовых автомобилей. Однако плазменные резаки имеют меньший пропил (ширину реза), меньшую зону термического влияния (ЗТВ) и, как правило, быстрее, чем кислородные резаки. Плазменные резаки также прорезают все электропроводящие металлы, тогда как кислородное топливо не может прорезать алюминий или нержавеющую сталь.
Угольная строжка — еще один вариант резки / строжки при использовании сварочных генераторов с выходной мощностью от 300 до 500 ампер и большим рабочим циклом.Для строжки угольной дугой используется угольный электрод для плавления дефектной области и выдува расплавленного металла сфокусированным потоком воздуха под высоким давлением.
Чтобы начать ремонт, срежьте поврежденный участок и удалите все неровности, чтобы обеспечить правильную установку заменяемой детали. Чрезвычайно важно полностью зачистить все трещины — даже за пределами видимых — потому что даже малейшие остатки дефекта будут продолжать трескаться даже после наложения сварного шва.
Подготовка сварного шва
Выбор правильного заменяющего материала / присадочного материала имеет решающее значение.Все компоненты должны быть заменены материалом, который соответствует прочности основного материала или превышает его. Каждое применение различается по механическим свойствам, таким как пластичность, износостойкость, ударная вязкость и прочность на разрыв. Точное соответствие материала обеспечивает качество и долговечность сварки, а также помогает предотвратить преждевременный выход из строя и нежелательные простои.
Время простоя для ремонта также дает прекрасную возможность для устранения проблемных участков. Деталь, которая ломается в одном и том же месте более одного раза, может нуждаться в усилении дополнительной стали.
После получения нужного сплава обрежьте сталь до требуемого размера и скосите края под углом 30 градусов для лучшего проплавления. Для более тяжелых участков материала рекомендуется оставлять небольшой участок внизу стыка. Это можно сделать после снятия фаски с помощью шлифовки по поверхности до тех пор, пока нижняя часть не станет толщиной с никель.
Чистота сварных швов имеет решающее значение. Хотя некоторые сварочные процессы более щадящие, чем другие, никогда не следует оставлять после себя какие-либо загрязнения.Перед сваркой всю ржавчину, масла и краски необходимо отшлифовать или стереть; несоблюдение этого правила приведет к повреждению или ослаблению сварного шва.
Рисунок 1 Универсальные аппараты, которые могут подключаться к источнику питания как 115, так и 230 вольт, обеспечивают гибкость при ремонте в полевых условиях без необходимости постоянного подключения к сварочному генератору на грузовой машине.
После установки детали может потребоваться предварительный нагрев зоны сварки. Предварительный нагрев выполняется для удаления водорода и других газов, уменьшения максимальной твердости, минимизации усадочных напряжений и минимизации деформации, все из которых может вызвать растрескивание, когда очень горячая сварочная дуга применяется к холодной стали.Предварительный нагрев обычно требуется для материалов любой толщины, когда содержание углерода в мягкой стали превышает 0,40 процента. Проконсультируйтесь с вашим поставщиком материалов относительно конкретных требований к материалам и процессу.
Для предварительного нагрева используйте кислородную горелку, снабженную специальным наконечником «бутон розы», который расширяет пламя. Температура предварительного нагрева зависит от свариваемого материала. Временную палочку (или тепловой карандаш) можно использовать для измерения температуры по мере ее изменения. Временные палочки бывают разных температурных значений и, будучи нанесенными на нагреваемый материал, меняют цвет при достижении заданной температуры.Опять же, проконсультируйтесь с поставщиком материалов относительно конкретных требований к материалам и процессу.
Какой способ сварки следует использовать?
Двумя наиболее распространенными способами ремонта при сварке в полевых условиях являются дуговая сварка в защитном металлическом корпусе (SMAW) или дуговая сварка стержнем и порошковая сварка (FCAW) или порошковая сварка. Штучные электроды являются самозащитными, как и многие порошковые проволоки, предназначенные для этого применения. Самозащитные процессы сокращают количество необходимого оборудования — нет необходимости таскать газовый баллон, шланг и регулятор.Адекватная защита сварного шва на открытом воздухе, когда ветер мешает защитным газам, более достижима при использовании процесса стержневого или порошкового наплавления.
Обычно при сварке штучной сваркой используются электроды 6010, 6011, 6013, 7018 и 7024 с обычным диаметром от 1/8 до 5/32 дюйма. Каждый из этих электродов обеспечивает возможность сварки во всех положениях (кроме 7024). Первые две цифры стержневого электрода обозначают минимальную прочность на разрыв «в состоянии сварки»: например, 6010 обеспечивает прочность на разрыв 60 000 фунтов на квадратный дюйм.
Обычной проволокой для порошковой сварки в ремонтных целях является самозащитная проволока общего назначения E71T-11. Другой вариант — E71T-8JD H8. Эти провода представляют собой универсальные многопроходные провода с хорошими ударными свойствами при низких температурах. FCAW может заменить сварку штучной сваркой 7018 и повысить ее производительность в определенных областях применения. Обе проволоки обеспечивают более высокую производительность наплавки, чем стержневые электроды, и шлак легко удаляется. Дополнительным преимуществом порошковой проволоки по сравнению со стержнем является то, что с первой, как правило, нет необходимости переключаться между типами или размерами проволоки для одного и того же ремонта.Это позволяет укладывать борт за бортом с остановкой только для удаления шлака.
Выбор сварочного оборудования
Выбор подходящего аппарата для сварки штучной сваркой во многом зависит от диаметра используемых электродов. 1/8 дюйма электрод сваривает до 145 ампер, а 5/32-дюйм. стержень оптимально работает примерно на 180 ампер. Таким образом, сварочный генератор со 100-процентным рабочим циклом при 250 А обеспечивает достаточную сварочную мощность для удовлетворения большинства потребностей в сварке штангой.
Для сварки порошковой проволокой сварочный генератор с выходным постоянным напряжением (CV) обеспечивает превосходные характеристики сварки проволокой по сравнению с аппаратом постоянного тока (CC).Выход CV также необходим для сварки металлической дугой короткого замыкания (GMAW) для общего производства. Требования к силе тока зависят от типа и диаметра используемого провода, но для большинства приложений достаточно от 250 до 350 ампер.
Вам также необходимо согласовать сварочный генератор с механизмом подачи проволоки для порошковой сварки. Есть два варианта для полевых работ: переносные механизмы подачи проволоки в чемодане с дистанционным управлением напряжением или возможностью измерения напряжения. Машина с дистанционным управлением обеспечивает регулировку напряжения и скорости подачи проволоки на подающем устройстве и не имеет механического контактора, что снижает ее вес.Для этих аппаратов требуется сварочный генератор с 14-контактной розеткой и дополнительный шнур между устройством подачи и сварочным аппаратом. Это ограничивает этот конкретный фидер в пределах 100 футов от вас. Однако механизм подачи проволоки с датчиком напряжения работает с любым сварочным генератором и его легко подключить без дополнительных кабелей. Единственными реальными недостатками фидера с измерением напряжения являются отсутствие управления напряжением на фидере и небольшой дополнительный вес его механического контактора.
На противоположном конце диапазона размеров находятся портативные многофункциональные машины (, рис. 1 ) для ремонта в труднодоступных местах (глубоко внутри завода, высоко на строительных лесах).Эти машины предлагают возможности GMAW и порошковой сварки до 150 ампер и могут подключаться к любому источнику питания 115 или 230 В. Это обеспечивает портативное решение для удаленной сварки в полевых условиях для работ, для которых может быть сложно подвести грузовик к месту сварки. Вы даже можете отремонтировать нержавеющую сталь и алюминий, используя автономный газовый баллон и добавив катушечный пистолет к универсальным машинам.
Факторы, которые следует учитывать при строжке, производстве электроэнергии и подаче воздуха
Для выполнения строжки угольной дугой вам необходимо убедиться, что ваш станок рассчитан на диаметр угля, который вы хотите использовать.
Рис. 2 Машины, в состав которых входят сварочные аппараты, генераторы и воздушные компрессоры в одном блоке, занимают лишь половину площади станины отдельного воздушного компрессора с приводом от двигателя и сварочного аппарата, освобождая на 50% больше места на грузовике для оборудования и расходных материалов.
Подрядчики ожидают, что сварочные генераторы с приводом от двигателя будут иметь двойную сварку и выработку электроэнергии (, рис. 2, ). Эти машины экономят место на грузовиках для технического обслуживания, устраняя необходимость в автономном генераторе, и имеют мощность для работы шлифовальных машин, дрелей, отрезных пил, фонарей и воздушных компрессоров.Некоторые машины имеют два отдельных генератора в одном блоке — один для сварочной дуги, а другой для вспомогательных инструментов. Разделение этих генераторов позволяет рабочему запускать любой инструмент, отключенный от генератора машины, в то время как другой человек занимается сваркой, не влияя на характеристики сварочной дуги.
Для проведения тяжелого ремонта и экономии места на грузовиках для технического обслуживания менеджеры автопарка могут рассмотреть варианты, которые также включают автономные винтовые воздушные компрессоры для работы пневматических инструментов и плазменных резаков.
Еще одним фактором, который следует учитывать при выборе привода двигателя, является топливо. Большинство сварочных генераторов доступны на бензине и дизельном топливе. Газовые двигатели предлагают более низкую стоимость продукта, меньший вес и меньшие размеры. Дизельные двигатели потребляют на 20–35 процентов меньше топлива, имеют более длительный срок службы и требуются на определенных объектах. Выберите тот вариант топлива, который лучше всего соответствует вашим потребностям и условиям работы.
Эта статья лишь поверхностно описывает многие параметры ремонта и доступные варианты оборудования.В случае сомнений не стесняйтесь обращаться к местному специалисту по сварке за советами по оборудованию и применению. Если вы потратите время на то, чтобы исправить что-то правильно с первого раза, это предотвратит повторную поломку — и это сэкономит вам деньги.
.