Обратная и прямая полярность при сварке инвертором
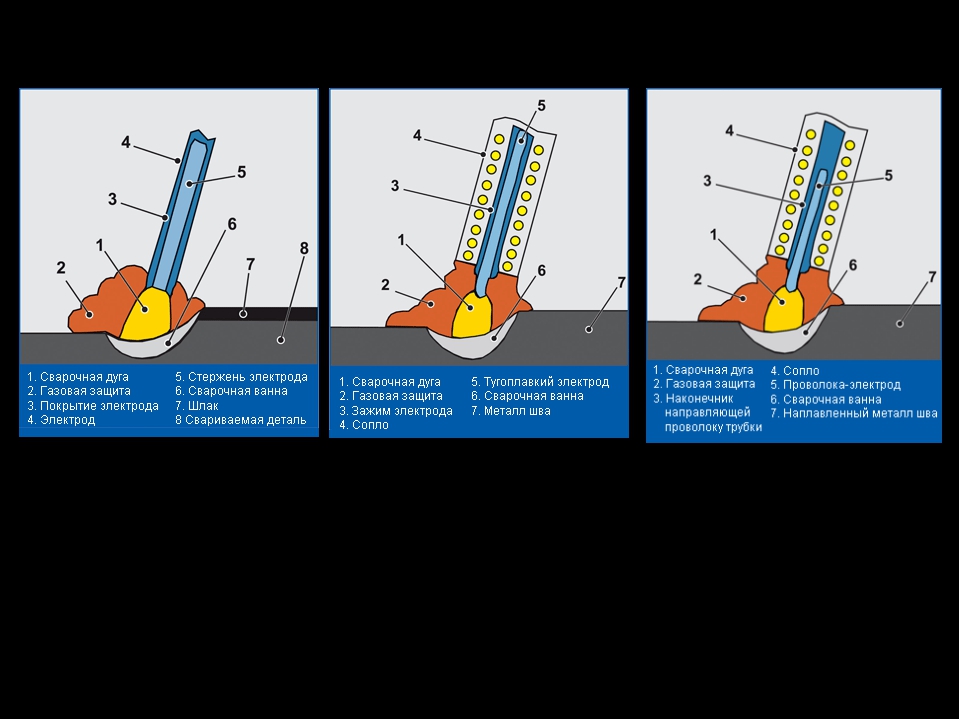
Электродуговой способ сварки, в отличие от традиционной газовой, отличается некоторыми особенностями. Одной из самых главных является температура нагрева дуги, которая может достигать 5000С, что значительно превышает температуру плавления какого-либо из существующих металлов. Отчасти этим объясняется большое разнообразие технологий и способов этого вида сварки, позволяющих решить при ее помощи самые различные задачи.Виды сварки
Сварочные аппараты имеют блок выпрямительных диодов. Что создает постоянный ток, это обязательное условие для сварочных полуавтоматических аппаратов, для которых материалом является проволока. Если для аппарата требуются электроды, то это обозначает возможность использования во время работы всех их моделей. А полярность во время сварки – это залог ее качества.
Используя полуавтомат, надо соблюдать полярность подсоединения. Сварка под газовой защитой омедненной проволокой происходит с помощью полярности прямого тока. Фактически это значит:
Фактически это значит:
- на деталь идет плюс;
- на держак идет минус.
Сила тока подается на деталь от проволоки, и она нагревается, в отличие от сварочной проволоки, сильнее. В итоге повышается площадь свариваемого участка. Ему необходим значительный нагрев для образования варочной ванны. Проволока, имеющая меньшее сечение, быстрей плавится и попадает на необходимый участок уже жидкой каплей. Током, который проходит от разных полярностей, увлекается расплавленный материал, получается подходящая ванна для сварки.
Используя полуавтомат без защитной газовой среды, нужно использовать специальную порошковую или флюсовую проволоку. В этом случае изменяется полярность соединения держака и «массы». На «массе» находится минус, а на держаке находится плюс. Температура плавления флюсовой проволоки имеет примерно такое же значение, как и температура плавления металла. Чтобы достичь качественного шва, необходимо, чтобы сгорел флюс. Затем ожидают два таких процесса:
- Появление газообразного облака;
- В среде этого облака и происходит сварка.


Сила тока переходит от минуса к плюсу, и падение жидкой капли металла становится более низким. Именно это обуславливает меньший нагрев металла для сварки. Так как его охлаждение не происходит под защитной газа. Поэтому образование ванны для сварки практически не отличается от сварки в газовой среде. Работа переменным током имеет определенные преимущества. Она не расходится с дугой относительно изначальной оси. А на качество соединения воздействует именно отклонение дуги.
Делая сварку генератором с переменным током, легко заметить: его полярность изменяется циклически. Циклы имеют частоту 50 Герц. Она, повысившись до плюсового напряжения, может снизиться до нуля или упасть до отрицательного уровня. Напряжение меняется с плюса на минус и, наоборот.
Сварка нержавейки и цветных металлов
Во время сварки цветных металлов, в том числе и алюминий, используют специальный вольфрамовый электрод. Причем используют во время инверторной сварки прямую полярность, на электроде находится минус.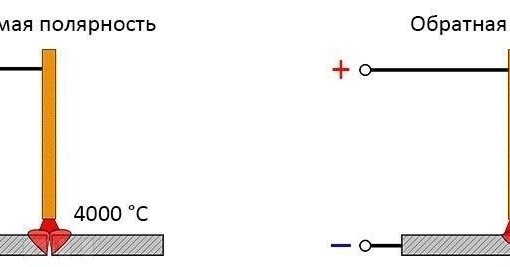 Этот вид подключения позволяет иметь необходимую температуру в участке нагрева. Это немаловажно для алюминия, потому как сперва нужно преодолеть оксидную пленку, у которой температура плавления значительно больше, в отличие от самого металла.
Этот вид подключения позволяет иметь необходимую температуру в участке нагрева. Это немаловажно для алюминия, потому как сперва нужно преодолеть оксидную пленку, у которой температура плавления значительно больше, в отличие от самого металла.Полярность при сварке напрямую способствует образованию:
- более качественного шва;
- более лучшего проплавления металла, в том числе и из нержавеющей стали;
- более концентрированной узкой электрической дуги.
У процесса также существует и немаловажная экономическая часть. Используя дорогой вольфрамовый электрод меньшего диаметра, попутно добиваются уменьшения газовых затрат. Если же подключить вольфрамовый электрод при сварке в другой полярности, а именно, на держателе – с плюсом, то шов будет не таким глубоким. У данного способа есть свои преимущества. Работая с тонкими пластинами, можно не переживать, что вы прожжете насквозь изделие из нержавейки и цветного металла.
Значительным недостатком является эффект электромагнитного дутья. Образующаяся дуга выходит блуждающей, а шов – не сильно привлекательным и герметичным. Используя переменный ток, необходимо использовать электроды для переменки. Опытные сварщики обычно выбирают постоянный ток. Благодаря ему сварка создает однонаправленный проход электронов. Полярность влияет на качество сварочных работ, в том числе материала из нержавеющей стали.
Образующаяся дуга выходит блуждающей, а шов – не сильно привлекательным и герметичным. Используя переменный ток, необходимо использовать электроды для переменки. Опытные сварщики обычно выбирают постоянный ток. Благодаря ему сварка создает однонаправленный проход электронов. Полярность влияет на качество сварочных работ, в том числе материала из нержавеющей стали.
Сварка прямой полярности
Сварка прямой полярности инвертором получается, если с деталью подключается «плюс» источника тока. Когда подсоединяют электрод, то в этом случае получается обратная полярность. Используя сварочный инвертор, можно самостоятельно установить на нем полярность. Полярность определяет направление передвижения потока электронов. То есть, определяется подсоединением проводов к положительной и отрицательной клеммам. При работе со сваркой обратная полярность обозначает:- на электроде – плюс;
- на «земле» – минус.
Ток переходит от отрицательного контакта к положительному. Именно поэтому электроны переходят на электрод от металла. В результате сильно нагревается окончание электрода. Для классической сварки эффективно используют плюс – на электроде, а минус – на клемме. При прямой полярности сварки предполагается минус – на электроде, плюс – на «земле». Ток перемещается от электрода к изделию. Электрод – холодный, а изделие – горячее. Эта особенность широко используется в особых электродах, которые предназначены для быстрой сварки листов нержавеющей стали.
Именно поэтому электроны переходят на электрод от металла. В результате сильно нагревается окончание электрода. Для классической сварки эффективно используют плюс – на электроде, а минус – на клемме. При прямой полярности сварки предполагается минус – на электроде, плюс – на «земле». Ток перемещается от электрода к изделию. Электрод – холодный, а изделие – горячее. Эта особенность широко используется в особых электродах, которые предназначены для быстрой сварки листов нержавеющей стали.
Важность полярности при сварочных работах
Естественно, что инверторная сварка на переменном токе не зависит, какой установлен зажим трансформатора для соединения изделия и электрода. Но вот постоянным током по сложившейся традиции сваривают несколькими способами. Электрод, подсоединенный к отрицательному полюсу, с прямой полярностью является катодом.В анод, подсоединенное к положительному полюсу, преобразуется изделие. Обратная полярность обозначает, что электрод после подсоединения к положительному полюсу становится анодом. Катод в этом положении – это изделие, подсоединенное к отрицательному полюсу.
Катод в этом положении – это изделие, подсоединенное к отрицательному полюсу.
Материал изготовления электрода задает параметр дуги между неплавящимися электродами из вольфрама и плавящимися металлическими электродами. Сварочная дуга имеет ряд физических и технологических свойств. От этого практически полностью будет зависеть результат работы дуги. К физическим свойствам относятся:
- кинетические;
- электромагнитные и температурные;
- электрические и световые.
Основные технологические свойства имеют три вида:
- мощность дуги;
- пространственную стойкость;
- саморегулирование.
Промежуток дуги ионизируется во время зажигания дуги, и все время поддерживается при ее горении. В промежутке дуги, как правило, выделяют следующие области:
В промежутке дуги, как правило, выделяют следующие области:
- область разряда дуги;
- анодную;
- катодную.
В области анодов происходит значительное снижение напряжения, вызванное скоплением около электродов заряженных частиц. На поверхности анода и катода начинается появление электродных пятен, которые представляют некий фундамент дугового столба. Через них и прокладывается маршрут тока к сварке.
У сварки есть общий размер дуги, он состоит из суммарных длин 3-х областей. Общее напряжение дуги – это сумма снижений напряжения в каждой части дуги. Зависимость напряжения от размера дуги – это сумма снижения напряжения в прикатодном и прианодном участках. Удельное снижение в дуге напряжения имеет один миллиметр от столба дуги. А основной характеристикой дуги является тепловая мощность нагревательного источника.
Ее эффективность рассчитывается с учетом количества теплоты, вводимой в металл за единицу времен. Тепловая мощность – это часть общей дуговой тепловой мощности, из которой определенная доля тепла уходит непроизводительно:
- на теплоотвод в изделии;
- излучение;
- на прогрев разбрызгивающихся капель.
Технология сварочных работ дугой
Преимущество сварочных работ дугой явны. Сварка отличается по признакам:- по среде, где находится дуговой разряд;
- по типу тока;
- по типу электродов.
Для ремонта кузовов автомобилей широко используется дуговая сварка полуавтоматом в защитной среде газа. Для частного пользования наиболее доступной является дуговая ручная сварка. Она делается плавящимися электродами на переменном или постоянном токах. Это хороший шанс сварить в не заводской обстановке большую часть видов металлов.
Размер между поверхностью основного изделия и дном кратера является глубиной провара или проплавления. Глубина зависит:
- величины сварочного тока;
- от скорости передвижения дуги.
Если размер дуги сварки не больше, чем размер стержня электрода, то эта дуга называется нормальной или короткой. Она гарантирует великолепное качество шва. Дугу, которая имеет большую длину, считают длинной.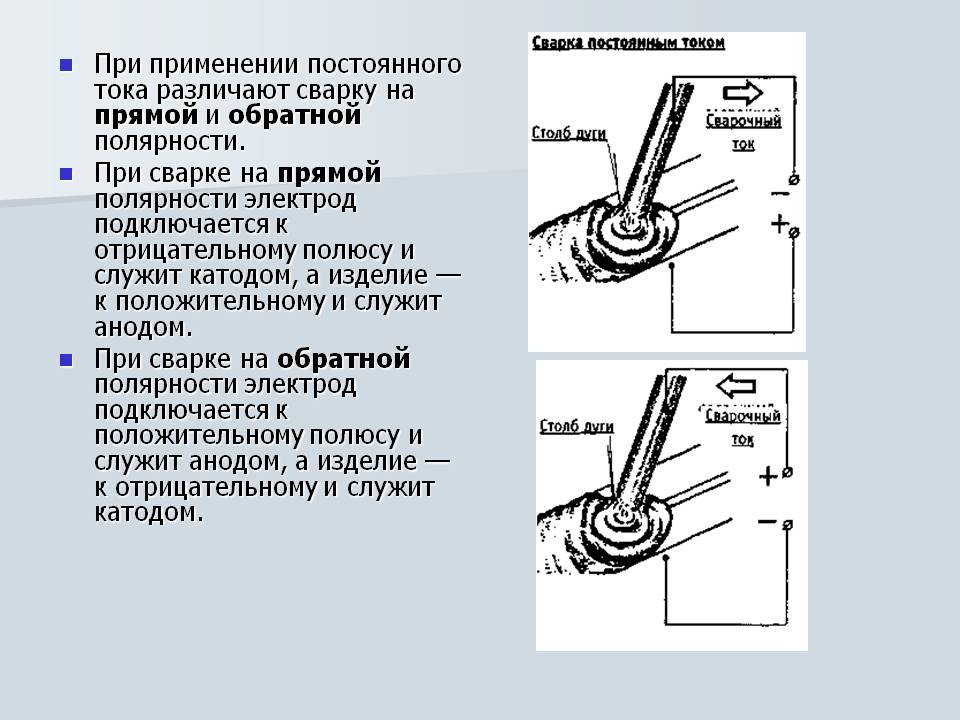 Очень большое наращивание размера дуги приводит к ухудшению качества сварки. Влияние магнитного поля создает отклонение дуги от заданного направления. Это называется электромагнитным дутьем.
Очень большое наращивание размера дуги приводит к ухудшению качества сварки. Влияние магнитного поля создает отклонение дуги от заданного направления. Это называется электромагнитным дутьем.
Электрод во время процесса передвигается вдоль и поперек сварочного шва в направлении оси, дабы сохранить заданный размер дуги. Ускоренное перемещение электрода приводит к образованию узкого, неровного и неплотного шва. При медленном передвижении есть опасность пережога материала.
Сварочные швы по форме бывают:
- тавровыми;
- нахлесточными;
- стыковыми;
- угловыми.
По длине швы разделяются на сплошные и прерывистые. По пространственному расположению имеют такие разновидности:
- вертикальные;
- потолочные;
- нижние;
- горизонтальные.
Источники питания: трансформатор для сварки, выпрямитель, генератор – при внешнем показателе имеют связь величины нагрузочного тока с напряжением на зажимах выхода. Вольтамперный показатель дуги – это соотношение между напряжением в статическом режиме и током дуги. Внешние показатели сварочных генераторов считаются падающими.
Вольтамперный показатель дуги – это соотношение между напряжением в статическом режиме и током дуги. Внешние показатели сварочных генераторов считаются падающими.
На размеры и форму шва также влияют вид электротока и его полярность. То есть, постоянный ток обратной полярности обеспечивает гораздо большую глубину плавления, чем постоянный ток с прямой полярностью, это объясняется разными количествами тепла, появляющимися на аноде с катодом. От повышения скорости процесса сварки глубина и ширина шва провара снижаются.
Оцените статью: Поделитесь с друзьями!На какой полярности лучше варить инвертором. Сварка постоянным током.
Электродуговой способ сварки, в отличие от традиционной газовой, отличается некоторыми особенностями. Одной из самых главных является температура нагрева дуги, которая может достигать 5000С, что значительно превышает температуру плавления какого-либо из существующих металлов. Отчасти этим объясняется большое разнообразие технологий и способов этого вида сварки, позволяющих решить при ее помощи самые различные задачи.
Отчасти этим объясняется большое разнообразие технологий и способов этого вида сварки, позволяющих решить при ее помощи самые различные задачи.
Виды сварки
Сварочные аппараты имеют блок выпрямительных диодов . Что создает постоянный ток, это обязательное условие для сварочных полуавтоматических аппаратов, для которых материалом является проволока. Если для аппарата требуются электроды, то это обозначает возможность использования во время работы всех их моделей. А полярность во время сварки – это залог ее качества.
Используя полуавтомат, надо соблюдать полярность подсоединения. Сварка под газовой защитой омедненной проволокой происходит с помощью полярности прямого тока. Фактически это значит:
- на деталь идет плюс;
- на держак идет минус.
Сила тока подается на деталь от проволоки, и она нагревается, в отличие от сварочной проволоки, сильнее. В итоге повышается площадь свариваемого участка. Ему необходим значительный нагрев для образования варочной ванны . Проволока, имеющая меньшее сечение, быстрей плавится и попадает на необходимый участок уже жидкой каплей. Током, который проходит от разных полярностей, увлекается расплавленный материал, получается подходящая ванна для сварки.
Проволока, имеющая меньшее сечение, быстрей плавится и попадает на необходимый участок уже жидкой каплей. Током, который проходит от разных полярностей, увлекается расплавленный материал, получается подходящая ванна для сварки.
Используя полуавтомат без защитной газовой среды, нужно использовать специальную порошковую или флюсовую проволоку. В этом случае изменяется полярность соединения держака и «массы». На «массе» находится минус, а на держаке находится плюс. Температура плавления флюсовой проволоки имеет примерно такое же значение, как и температура плавления металла. Чтобы достичь качественного шва, необходимо, чтобы сгорел флюс. Затем ожидают два таких процесса:
- Появление газообразного облака;
- В среде этого облака и происходит сварка.
Сила тока переходит от минуса к плюсу, и падение жидкой капли металла становится более низким. Именно это обуславливает меньший нагрев металла для сварки. Так как его охлаждение не происходит под защитной газа.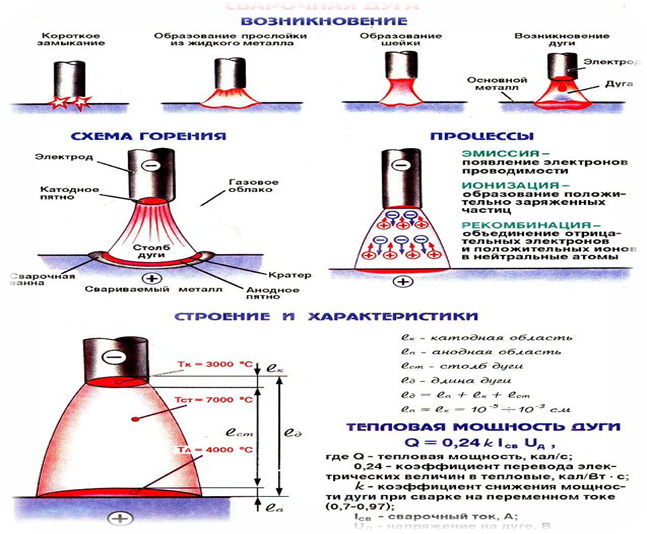
Делая сварку генератором с переменным током, легко заметить: его полярность изменяется циклически. Циклы имеют частоту 50 Герц. Она, повысившись до плюсового напряжения, может снизиться до нуля или упасть до отрицательного уровня. Напряжение меняется с плюса на минус и, наоборот.
Сварка нержавейки и цветных металлов
Во время сварки цветных металлов, в том числе и алюминий, используют специальный вольфрамовый электрод. Причем используют во время инверторной сварки прямую полярность, на электроде находится минус. Этот вид подключения позволяет иметь необходимую температуру в участке нагрева . Это немаловажно для алюминия, потому как сперва нужно преодолеть оксидную пленку, у которой температура плавления значительно больше, в отличие от самого металла.
Полярность при сварке напрямую способствует образованию:
- более качественного шва;
- более лучшего проплавления металла, в том числе и из нержавеющей стали;
- более концентрированной узкой электрической дуги.
У процесса также существует и немаловажная экономическая часть. Используя дорогой вольфрамовый электрод меньшего диаметра, попутно добиваются уменьшения газовых затрат . Если же подключить вольфрамовый электрод при сварке в другой полярности, а именно, на держателе – с плюсом, то шов будет не таким глубоким. У данного способа есть свои преимущества. Работая с тонкими пластинами, можно не переживать, что вы прожжете насквозь изделие из нержавейки и цветного металла.
Значительным недостатком является эффект электромагнитного дутья. Образующаяся дуга выходит блуждающей, а шов – не сильно привлекательным и герметичным. Используя переменный ток, необходимо использовать электроды для переменки. Опытные сварщики обычно выбирают постоянный ток. Благодаря ему сварка создает однонаправленный проход электронов. Полярность влияет на качество сварочных работ, в том числе материала из нержавеющей стали.
Благодаря ему сварка создает однонаправленный проход электронов. Полярность влияет на качество сварочных работ, в том числе материала из нержавеющей стали.
Сварка прямой полярности инвертором получается, если с деталью подключается «плюс» источника тока. Когда подсоединяют электрод
- на электроде – плюс;
- на «земле» – минус.
Ток переходит от отрицательного контакта к положительному. Именно поэтому электроны переходят на электрод от металла. В результате сильно нагревается окончание электрода . Для классической сварки эффективно используют плюс – на электроде, а минус – на клемме. При прямой полярности сварки предполагается минус – на электроде, плюс – на «земле».
Важность полярности при сварочных работах
Естественно, что инверторная сварка на переменном токе не зависит, какой установлен зажим трансформатора для соединения изделия и электрода . Но вот постоянным током по сложившейся традиции сваривают несколькими способами. Электрод, подсоединенный к отрицательному полюсу, с прямой полярностью является катодом.
В анод, подсоединенное к положительному полюсу, преобразуется изделие. Обратная полярность обозначает, что электрод после подсоединения к положительному полюсу становится анодом. Катод в этом положении – это изделие, подсоединенное к отрицательному полюсу.
Материал изготовления электрода задает параметр дуги между неплавящимися электродами из вольфрама и плавящимися металлическими электродами. Сварочная дуга имеет ряд физических и технологических свойств. От этого практически полностью будет зависеть результат работы дуги.
От этого практически полностью будет зависеть результат работы дуги.
- кинетические;
- электромагнитные и температурные;
- электрические и световые.
Основные технологические свойства имеют три вида:
- мощность дуги;
- пространственную стойкость;
- саморегулирование.
Для поддержания горения дуги требуется создать обратные электрически заряженные части в пространстве между находящимися электродами. Данные частицы – это электроны, а также положительные и отрицательные ионы . Их преобразование называется ионизацией. Газ, имеющий электроны и ионы, называется ионизированным.
Промежуток дуги ионизируется во время зажигания дуги, и все время поддерживается при ее горении. В промежутке дуги, как правило, выделяют следующие области:
- область разряда дуги;
- анодную;
- катодную.
В области анодов происходит значительное снижение напряжения , вызванное скоплением около электродов заряженных частиц. На поверхности анода и катода начинается появление электродных пятен, которые представляют некий фундамент дугового столба. Через них и прокладывается маршрут тока к сварке.
На поверхности анода и катода начинается появление электродных пятен, которые представляют некий фундамент дугового столба. Через них и прокладывается маршрут тока к сварке.
У сварки есть общий размер дуги, он состоит из суммарных длин 3-х областей. Общее напряжение дуги – это сумма снижений напряжения в каждой части дуги. Зависимость напряжения от размера дуги – это сумма снижения напряжения в прикатодном и прианодном участках. Удельное снижение в дуге напряжения имеет один миллиметр от столба дуги. А основной характеристикой дуги является тепловая мощность нагревательного источника.
Ее эффективность рассчитывается с учетом количества теплоты , вводимой в металл за единицу времен. Тепловая мощность – это часть общей дуговой тепловой мощности, из которой определенная доля тепла уходит непроизводительно:
- на теплоотвод в изделии;
- излучение;
- на прогрев разбрызгивающихся капель.
Технология сварочных работ дугой
Преимущество сварочных работ дугой явны.
- по среде, где находится дуговой разряд;
- по типу тока;
- по типу электродов.
Для ремонта кузовов автомобилей широко используется дуговая сварка полуавтоматом в защитной среде газа. Для частного пользования наиболее доступной является дуговая ручная сварка. Она делается плавящимися электродами на переменном или постоянном токах. Это хороший шанс сварить в не заводской обстановке большую часть видов металлов.
Размер между поверхностью основного изделия и дном кратера является глубиной провара или проплавления. Глубина зависит:
- величины сварочного тока;
- от скорости передвижения дуги.
Если размер дуги сварки не больше, чем размер стержня электрода, то эта дуга называется нормальной или короткой. Она гарантирует великолепное качество шва. Дугу, которая имеет большую длину, считают длинной. Очень большое наращивание размера дуги приводит к ухудшению качества сварки. Влияние магнитного поля создает отклонение дуги от заданного направления. Это называется электромагнитным дутьем .
Это называется электромагнитным дутьем .
Электрод во время процесса передвигается вдоль и поперек сварочного шва в направлении оси, дабы сохранить заданный размер дуги. Ускоренное перемещение электрода приводит к образованию узкого, неровного и неплотного шва. При медленном передвижении есть опасность пережога материала.
Сварочные швы по форме бывают:
- тавровыми;
- нахлесточными;
- стыковыми;
- угловыми.
По длине швы разделяются на сплошные и прерывистые. По пространственному расположению имеют такие разновидности:
- вертикальные;
- потолочные;
- нижние;
- горизонтальные.
Источники питания: трансформатор для сварки, выпрямитель, генератор – при внешнем показателе имеют связь величины нагрузочного тока с напряжением на зажимах выхода. Вольтамперный показатель дуги – это соотношение между напряжением в статическом режиме и током дуги. Внешние показатели сварочных генераторов считаются падающими.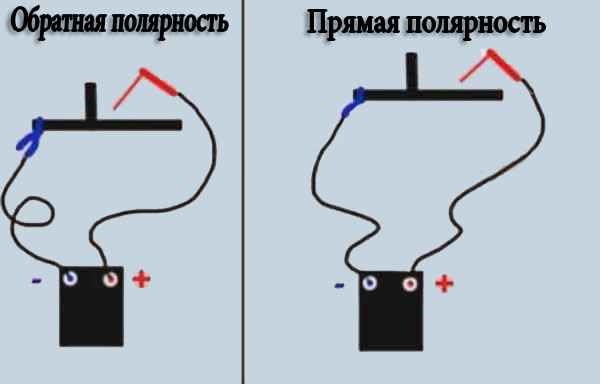
На размеры и форму шва также влияют вид электротока и его полярность . То есть, постоянный ток обратной полярности обеспечивает гораздо большую глубину плавления, чем постоянный ток с прямой полярностью, это объясняется разными количествами тепла, появляющимися на аноде с катодом. От повышения скорости процесса сварки глубина и ширина шва провара снижаются.
На сегодняшний день сварочные инверторы практически полностью заменили с рынка другие типы сварочных аппаратов, ранее использовавшиеся в ходе сварочных работ: выпрямители тока, генераторы и сварочные трансформаторы. Подобные устройства были достаточно громоздкие, тяжеловесные и проблематичные в транспортировке. Инверторы, в свою очередь, обладают рядом неоспоримых преимуществ таких как минимальный вес устройства, относительно недорогая цена, высокое качество сварки, простота в эксплуатации.
Устройства типа инвертор позволяют не только выполнять сварку масштабах производства, но и решать любые сварочные задачи на бытовом уровне. Работать на сварочном инверторе может не только профессионал своего дела, но даже начинающий, имея небольшой багаж знаний и минимальный опыт в сварочных работах.
Также одним из основных достоинств можно считать его универсальность: при сварке используются электроды с постоянным электротоком и с током переменным. Обладая довольно широким спектром настроек тока на выходе можно решать различные задачи от сварки металла минимальной толщины до выполнения сложных работ связанных с резкой металла в несколько слоев. Рассмотрим основные виды полярности электрического тока и их применение в решении различных сварочных задач.
Прямая и обратная полярность при сварке
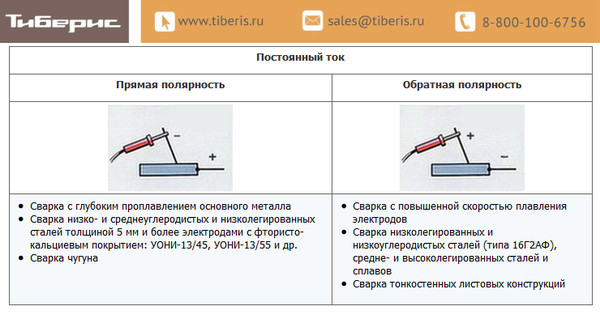
Принцип работы сварки с прямой полярностью подразумевает следующий алгоритм: ток от сварочного инвертора попадает на обрабатываемую деталь под положительным зарядом, в свою очередь клемма аппарата со знаком «плюс» соединяется с поверхностью металла с помощью специального кабеля. Заряд со знаком «минус» подается через электродержатель на электрод, который подключается к минусовой клемме. Это обеспечивает максимальный нагрев обрабатываемой детали при минимальном накаливании электрода. Подобный тип подачи тока рекомендуется для сварки изделий с толстыми краями, скрепление нескольких металлических пластин, а также часто используется профессионалами для резки по металлу.
Это обеспечивает максимальный нагрев обрабатываемой детали при минимальном накаливании электрода. Подобный тип подачи тока рекомендуется для сварки изделий с толстыми краями, скрепление нескольких металлических пластин, а также часто используется профессионалами для резки по металлу.
Полезно знать: Если стоит задача получить идеальный, аккуратный шов без большого количества брызг от обрабатываемого изделия из металла обычно используется применение постоянного тока. Это происходит из-за отсутствия частой смены полярности при сварке. В остальных случаях в основном применяется переменный электроток по причине своей экономности в отличии от тока постоянного.
При сварке обратной полярности инвертором необходимо выполнить противоположные действия. На обрабатываемую поверхность металлической детали подается заряд со знаком «минус» от минусовой клеммы.В свою очередь, на электрод направляется заряд со знаком «плюс» от плюсовой клеммы. При таком подключении максимальные нагрев образуется на электроде, а обрабатываемая поверхность металла нагревается минимально. Такой тип полярности позволяет проводить так называемую «деликатную» сварку, так как в процессе сварки с помощью обратной полярности нивелирует вероятность «прожога» металла, что является наиболее актуальным с тонколистными металлами, сплавами, реагирующими на перегревание, а также с нержавеющей, легированной сталью.
Такой тип полярности позволяет проводить так называемую «деликатную» сварку, так как в процессе сварки с помощью обратной полярности нивелирует вероятность «прожога» металла, что является наиболее актуальным с тонколистными металлами, сплавами, реагирующими на перегревание, а также с нержавеющей, легированной сталью.
Обратите внимание: чтобы предотвратить вероятность прожигания металла в ходе сварки профессионалы в сварочном деле советуют применять прижимную струбцину, которая позволяет крепко фиксировать обрабатываемые листы металла и делать процесс сварки более простым и удобным.
Особенности выбора электродов
Чтобы сварочные работы инвертором всегда выполнялись качественно и быстро очень важно уметь подбирать из всех разновидностей электродов представленных на современном рынке, именно тот который подходит для решения определенных сварочных задач. Выделим основные критерии, которые упростят процесс выбора оптимальных электродов для сварки инвертором:
Разновидность металлического изделия (существует определенная классификация электродов по виду металла, которая поможет выбрать оптимальный вариант стержня электрода).
Представляем вам основную классификации электродов по типу металла:
- Для выполнения ремонтных работ и наплавки;
- Для сварки на углеродистой и низколегированной стали;
- Для сварки изделий из меди и ее сплавов;
- Для сварки изделий из чугуна и его сплавов;
- Для сварки изделий из алюминия и его сплавов;
- Для выполнения работ с трудноподдающихся сварке металлами;
- Для сварка изделий из высоколегированной стали;
- Для сварки изделий с теплоустойчивыми с характеристиками.
Чистота обрабатываемой поверхности металла (например, стрежни электродов с рутиловым покрытием способны выполнять сварочные работы на сильно загрязненных, ржавых поверхностях металлических деталей; а основные электроды, наоборот, рекомендуется использовать для прочных соединений во время при отсутствии каких- либо загрязнений или влаги на металле).
Толщина металла (Чем больше толщина металла для сварки, тем большего диаметра должен быть подобран электрод):
- Для толщины изделия в 2 мм используют диаметр электрода в 2,5 мм;
- Для толщины изделия в 3 мм используют диаметр в 2,5 и 3 мм;
- Для толщины изделия в 4 и 5 мм используют диаметр электрода в 3,2 и 4 мм;
- Для толщины изделия от 6 до 12 мм используют диаметр электрода в 4 и 5 мм;
- Для толщины изделия свыше 13 мм необходимо использовать электроды в 5 мм.

Выбор оптимального электротока (Зависимость между диаметром рабочего стержня электрода и электротоком можно охарактеризовать следующим образом: если при усиленном токе изделие можно прожечь насквозь, то пониженном электротоке возможность создания рабочей электродугу окажется невозможной):
- электроду в 2 мм необходим ток от 50 до 60 А;
- электроду в 2,5 мм необходим ток от 60 до 90 А;
- для электрода в 3 мм необходим ток в пределах 80 — 140 А;
- для электрода в 4 мм необходим ток от 130-160 А;
- для электродов в 5 мм необходим ток в 200 А;
- электроду в 6 мм необходим ток от 220 до 240 А.
Если вкратце, деталь плавится в результате образования электрической дуги, образуемой от анода — электрода с положительным зарядом источника электротока, и отрицательного катода. Источником электротока является сварочный аппарат, анодом и катодом — держатель и провод с клеммой, присоединяемый к металлической заготовке. При приближении электрода к заготовке между ними образуется электрическая дуга, которая разогревает заготовку до высокой температуры, происходит плавление и смешивание разогретых поверхностей. Если анодом является деталь — электросварка происходит в режиме прямой полярности. Обратная полярность при дуговой сварке образуется при подаче положительного заряда на держатель сварочного аппарата.
Если анодом является деталь — электросварка происходит в режиме прямой полярности. Обратная полярность при дуговой сварке образуется при подаче положительного заряда на держатель сварочного аппарата.
Применение разного подключения
Разница подключения значений источника питания существенно влияет на результат работы. По сути, полярность — это движение электронов от отрицательного заряда к положительному. Следует учитывать, что «плюсовой» источник электротока всегда имеет наибольшую температуру нагрева (это явление широко используется в электросварке).
При прямой полярности сварки металл разогревается гораздо сильнее электрода — более чем на четыре тысячи градусов по Цельсию, в то время как обратная позволяет добиться максимальной температуры электрода.
Для соединения тугоплавких материалов либо металла значительной толщины целесообразнее подключить деталь в качества анода. Это обеспечит максимальный разогрев металла и меньшую площадь плавления. То же правило применимо при резке либо изготовлении отверстий в заготовках.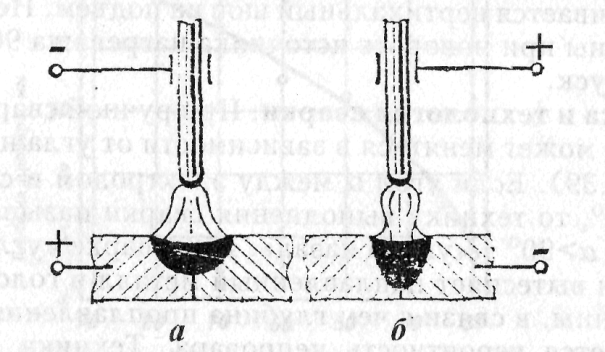
Для работы с тонкими листами либо с легкоплавким материалом идеальным выбором будет обратная полярность электросварки — наибольшая площадь плавки, а также высокая температура электрода позволят избежать прожога заготовки и создать эстетичный сварной шов.
Готовясь к сварочным работам, необходимо уделять внимание типу электротока, его силе, материалу электродов, скорости перемещения держателя при обработке заготовки.
Электроток бывает:
- постоянным;
- переменным.
Инверторный сварочный аппарат при подключении к сети преобразует переменный электрический ток в постоянный, который считается наиболее подходящим. Сварочный шов при использовании постоянного электротока получается более аккуратным, без разбрызгивания расплавленного металла. Разница в подключении «плюса» и «минуса» с использованием переменного тока практически отсутствует. Переменный электроток в электросварке имеет один из плюсов — дешевизну.
За счет увеличения силы тока увеличивается температура пятна сварки и ее глубина. Такие параметры можно регулировать скоростью перемещения держателя: чем выше скорость — тем меньше температура, глубина электросварки. Необходимо обращать внимание на рекомендации завода-изготовителя электродов: применение может отличаться в зависимости от выбранного подключения анода и катода. Неправильно выбранный расходный материал может существенно ухудшить качество шва в результате несоблюдения инструкции по его использованию. Для возбуждения электрической дуги при сварке с обратной полярностью требуется больше времени.
Такие параметры можно регулировать скоростью перемещения держателя: чем выше скорость — тем меньше температура, глубина электросварки. Необходимо обращать внимание на рекомендации завода-изготовителя электродов: применение может отличаться в зависимости от выбранного подключения анода и катода. Неправильно выбранный расходный материал может существенно ухудшить качество шва в результате несоблюдения инструкции по его использованию. Для возбуждения электрической дуги при сварке с обратной полярностью требуется больше времени.
Качество, а также скорость проведения сварочных работ, зависят от подготовки работника, сварочного аппарата и расходных материалов.
Необходимо внимательно ознакомиться и неукоснительно соблюдать требования инструкций изготовителей к аппарату и электродам по режиму сварки : силе, напряжению тока, расстоянию дуги, скорости движения держателя.
Правильный выбор прямой или обратной полярности сварки позволит выполнить работу качественно и без лишних материальных затрат.
Графики, поясняющие процесс сварки постоянным током (б) и переменным (а)
Сварка с использованием сварочных аппаратов, которые работают на постоянном токе, сегодня нашла гораздо большее применение, нежели сварка аппаратами, которые работают на переменном токе. В первую очередь это связано с тем, что особенности сварки постоянным током позволяют существенно уменьшить количество присадочного металла электродов в сварочном шве. Во-вторых, при использовании сварки постоянным током удается добиться существенно уменьшения уровня окалины в сварном шве. Это значит, что соединение, которое получается в результате, обладает повышенной прочностью.
Электроды – одна из основных статей расходов при любых сварочных работах. Сварка постоянным током позволяет достичь существенного уменьшения показателей разбрызгивания электродов, а это значит – сокращение издержки материалов. В целом сварка переменным током позволяет повысить доходность процесса, при этом снизить затраты на изготовление деталей.

Немаловажное преимущество сварки постоянным током – это повышение производительности труда. Работа с постоянным током делает работу сварщика значительно проще, а значит – эффективнее и производительнее.
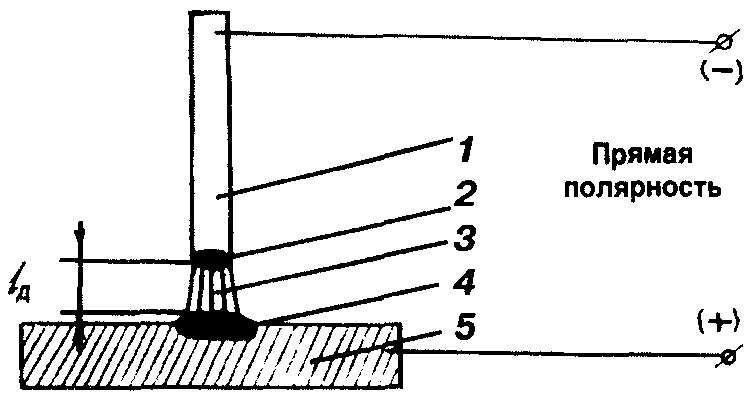
Сварка постоянным током может быть прямой и обратной полярности. Прямая полярность – это когда ток идет от минуса к плюсу и тепло концентрируется на изделии. Этот тип зачастую используют в механизированной сварке. Сварка постоянным током обратной полярности предполагает концентрацию тепла на торце электрода (то есть, минус – на изделии, а плюс – на электроде).
Стоит заметить, что потребности сварочного шва предполагают использование сварочного выпрямителя. Он может быть разного типа конструкции. Большинство этих выпрямителей используются в промышленности, поэтому они чаще всего работают на трехфазном токе частотой 50-60 Гц.
Сварка постоянным током обратной полярности позволяет увеличить глубину провара на 50%, по сравнению со сваркой постоянным током прямой полярности.
 Это объясняется тем, что на аноде и катоде выделяется различное количество теплоты. А вот во время сварки переменным током, глубина провара по сравнению с постоянным током обратной полярности ниже на 20%.
Это объясняется тем, что на аноде и катоде выделяется различное количество теплоты. А вот во время сварки переменным током, глубина провара по сравнению с постоянным током обратной полярности ниже на 20%.Диаметр электрода при сварке постоянным током зависит от положения сварки, толщины металла, вида соединения и формы кромок под сварку. Если речь идет о сварке встык, то диаметр электрода должен быть равным толщине свариваемого листа. При сварке листов большей толщины используют электроды диаметром от 4 до 6 мм.
Напряжение – величина, которая главным образом определяет ширину шва. А на такой параметр как глубина провара, напряжение не оказывает значительного влияния. Но и это не обязательно. Например, если при увеличении напряжения постепенно увеличивать скорость сварки, то ширина шва будет уменьшаться. В основном сила тока зависит от диаметра электрода, от его рабочей длины, покрытия и положения сварки. Чем выше ток, тем больше производительность, поскольку увеличивается количество наплавляемого металла.
Большинство современных сварочных аппаратов имеют в своей конструкции блок выпрямительных диодов, что, в свою очередь, обеспечивает постоянный сварочный ток. Для аппаратов, использующих в качестве сварочного материала проволоку (сварочных полуавтоматов) это является обязательным условием. Для аппаратов же, использующих для работы электроды это уже является опцией, позволяющей использовать практически любые марки электродов для проведения сварочных работ.
Классификация сварочной дуги по полярности постоянного тока:
а — прямая полярность; б — обратная полярность
При работе полуавтоматом необходимо обязательно соблюдать полярность подключения. Так, сварка обычной обмедненной проволокой в среде защитного газа производится током прямой полярности. То есть на изделие подается плюс, а на держак минус (прямая полярность при сварке). При таком подключении ток протекает от проволоки на изделие, в связи с чем нагрев изделия получается выше, нежели сварочной проволоки. И это закономерно.
 Свариваемые части имеют значительно большую площадь, соответственно, требуют большего нагрева для образования сварочной ванны. Проволока же, имеющая меньшую площадь достаточно легко плавится и в место сварки попадает уже в виде расплавленной капли. Протекающий ток, а он протекает именно от плюса к минусу, захватывает расплавившийся материал, опять же способствуя формированию качественной сварочной ванны.
Свариваемые части имеют значительно большую площадь, соответственно, требуют большего нагрева для образования сварочной ванны. Проволока же, имеющая меньшую площадь достаточно легко плавится и в место сварки попадает уже в виде расплавленной капли. Протекающий ток, а он протекает именно от плюса к минусу, захватывает расплавившийся материал, опять же способствуя формированию качественной сварочной ванны.Судя по комментариям посетителей нашего сайта, возникла небольшая путаница с тем, в каком все таки направлении течет ток в цепи. Давайте попытаемся внести ясность в этот вопрос!
Необходимо понимать, что «направление тока» в электротехнике — это больше условность, принятая для рисования схем. Традиционно, на схемах, принято рисовать от плюса к минусу, как будто движение тока происходит от плюса к минусу, хотя реальное движение носителей заряда в большинстве случаев происходит в обратном направлении! В случае, если проводником выступает металл (провод, электрод и т.п.), реальные носители заряда — электроны, летят от минуса к плюсу (т. к. электроны — отрицательно заряженные частицы). Если проводником выступает ионизированый газ или жидкость с ионами, в таком случае ионы летят в обе стороны.
к. электроны — отрицательно заряженные частицы). Если проводником выступает ионизированый газ или жидкость с ионами, в таком случае ионы летят в обе стороны.
При работе полуавтоматом без защитной среды газа, используется специальная порошковая (флюсовая) проволока. В этом случае обязательно меняется полярность подключения держака и «массы». То есть на массе «минус», а на держаке плюс (обратная полярность при сварке). Обусловлено это тем, что температура плавления флюса примерно одинакова с температурой плавления металла, однако для получения качественного шва необходимо чтобы флюс сгорел и образовал небольшое газообразное облако в среде которого и будет происходить сварочный процесс. Как уже отмечалось выше, ток течет от минуса к плюсу, поэтому и падение расплавленной капли металла будет несколько более низким, что обеспечит меньший прогрев свариваемого металла, поскольку охлаждение последнего не осуществляется средой защитного газа и формирование сварочной ванны будет примерно таким же, как и при сварке в среде газа.
Сварка цветных металлов, в частности алюминия, производится, как правило, специальным вольфрамовым электродом. В этом случае обычно используют прямую полярность при сварке — минус на электроде. Такой тип подключения позволяет получить большую температуру в зоне нагрева, что особенно критично для того же алюминия, поскольку первоначально необходимо «пробить» оксидную пленку, тем более, что температура плавления у последней гораздо выше, нежели самого металла.
Прямая полярность помимо всего прочего позволяет получить более концентрированную и узкую электрическую дугу, более глубокое проплавление металла, а, соответственно, более качественный шов и, что немаловажно, использовать меньший диаметр дорогостоящего вольфрамового электрода, а также снизить расход не менее дешевого газа.
При подключении вольфрамового электрода в обратной полярности при сварке — с плюсом на держаке — шов получается менее глубоким. Такой способ хорош при сваривании тонких пластин — в этом случае отсутствует опасность прожечь свариваемый материал.
Однако ещё одним минусом является эффект «магнитного дутья». В этом случае образующаяся дуга получается блуждающей и шов получается менее красивым и герметичным. входная дверь с зеркалом подробнее на сайтеЧто такое прямая и обратная полярность при сварке постоянным током
Качественное сварное соединение, при работе с аппаратами постоянного тока, во многом зависит от их настроек. Даже самый простой инвертор имеет не только настройки силы тока, но и полярности. Чаще всего, по умолчанию установлена прямая полярность при сварке и вы можете годами работать со своим инвертором, не зная всех его возможностей. Если у вас возникла необходимость сварить высоколегированную сталь или не получается добиться качественного шва, то знание всех тонкостей настроек вам просто необходимы. О том, какая бывает полярность и как она влияет на сварочные работы мы и поговорим.
Что такое прямая и обратная полярность
Сварка постоянным током подразумевает наличие гнезда, для подключения к “+” и “–” сварочного аппарата.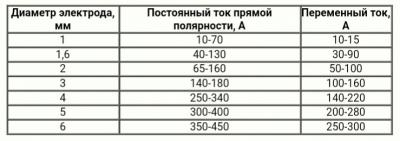 В зависимости от того, куда подключена масса, а куда электрод и различают полярность.
В зависимости от того, куда подключена масса, а куда электрод и различают полярность.
- Прямая полярность – схема подключения, при которой к плюсовому гнезду присоединяется масса, а к минусу – электрод. При этом род и полярность тока обуславливает существование анодного и катодного пятен. При таком подключении анодное(более горячее) образуется на стороне заготовки.
- Обратная полярность – масса присоединена к минусу, а электрод к плюсу. На обратной полярности при сварке постоянным током анодное пятно с более высокой температурой, образуется на противоположной стороне, то есть – электроде.
Обратите внимание! Сварка переменным током подразумевает самостоятельное изменение полярности до сотни раз в секунду, поэтому в таких случаях соблюдать схему подключения не имеет смысла.
Чем обусловлен выбор полярности
Изменяя тип подключения, можно сконцентрировать нагрев или на свариваемой детали или на электроде (перемещая анодное пятно).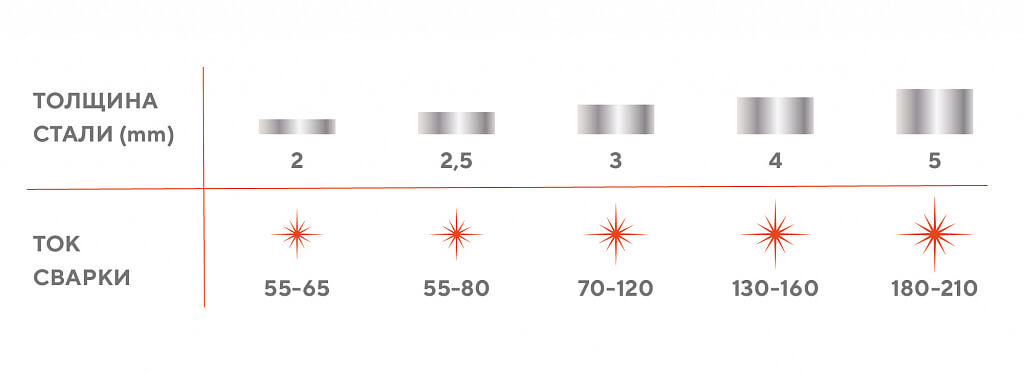 За нагрев отвечает плюсовое гнездо, поэтому при прямом подключении, когда плюс присоединен к металлу наблюдается больший нагрев сварного соединения, а при обратной полярности больше греется электрод.
За нагрев отвечает плюсовое гнездо, поэтому при прямом подключении, когда плюс присоединен к металлу наблюдается больший нагрев сварного соединения, а при обратной полярности больше греется электрод.
Благодаря этой особенности мы можем выбирать схему подключения исходя из:
- Толщины металла. Если мы свариваем толстые детали или средней толщины, то подойдет прямое подключение, при котором тепло, сконцентрированное на изделии поможет получить более глубокий шов и качественный провар. Также этот вид подключения подходит для отрезания металлов различной толщины. Тонкие металлы лучше всего сваривать при обратной полярности, концентрируя большую часть тепла на электроде. Таким образом деталь не будет поддаваться перегреву, а сам электрод будет плавиться быстрей.
- Типа металла. Возможность изменять локализацию теплового пятна помогает подобрать наиболее эффективные схемы работы для различных металлов. К примеру, если мы варим нержавеющие стали или чугун, то необходимо обратное подключение, помогающее избежать перегрева сплава и формирования тугоплавких соединений. Для алюминия необходимо прямое подключение иначе пробиться через окислы будет очень сложно. Перед началом работ внимательно изучите рекомендации по настройки аппарата к конкретному сплаву.
- Типа электрода или проволоки. Как и металлы, электроды имеют свои особенности температурных режимов, в большей степени связанных с типом флюса. К примеру, для работы с угольными электродами нельзя использовать обратную полярность иначе флюс перегреется и электрод придет в негодность. Чтобы подобрать настройку, подходящую для вашего электрода смотрите на тип проволоки и флюса или воспользуйтесь рекомендациями производителя. Говоря о проволоках для полуавтоматов, то они тоже имеют рекомендации, относительно подключения минуса и плюса аппарата.
 Для алюминия необходимо прямое подключение иначе пробиться через окислы будет очень сложно. Перед началом работ внимательно изучите рекомендации по настройки аппарата к конкретному сплаву.
Для алюминия необходимо прямое подключение иначе пробиться через окислы будет очень сложно. Перед началом работ внимательно изучите рекомендации по настройки аппарата к конкретному сплаву.
Теперь вы знаете, что может повлиять на настройки подключения. Бывают случаи, когда металл требует одних, а электрод совсем других настроек. В таких случаях следует искать компромиссы, подстраивая силу тока и рабочие циклы.
В таких случаях следует искать компромиссы, подстраивая силу тока и рабочие циклы.
Запомните! Тип подключения не зависит от пространственного положения.
Особенности сварки током прямой полярности
Прямая полярность при работе с постоянным током имеет ряд особенностей. Некоторые из них, мы уже перечислили, на остальные стоит обратить особое внимание:
- сварной шов получается глубоким, но достаточно узким.
- подходит для большинства сталей, толщиной от 3-х мм.
- цветные металлы с применением вольфрамового стержня варятся только прямой полярностью.
- характеризуется стабильной дугой и как следствие – более качественным швом.
- запрещено использовать электроды для сварочных аппаратов переменного тока.
- лучше подходит для резки металла.
Особенности сварки током обратной полярности
Как и прямая, обратная полярность при сварке инвертором имеет ряд особенностей, зная которые вы сможете избежать ряда ошибок, свойственных новичкам. Стоит выделить такие особенности:
Стоит выделить такие особенности:
- при сварке постоянным током на обратной полярности шов получается менее глубоким, но более широким
- отлично подходит для сваривания тонких металлов и средней толщины. При работе с толстыми заготовками качество шва резко снижается.
- запрещено работать обратной полярностью с электродами, чувствительными к перегреву.
- при низких токах наблюдается значительное снижение качества сварного шва из-за скачущей дуги.
- помимо обратного подключения, для работы с высоколегированными сталями следует строго придерживаться рекомендаций о рабочем цикле и остывании заготовки.
Заключение
Сварочные аппараты постоянного тока, такие как инверторы или полуавтоматы – достаточно просты, чтобы использовать в быту. Именно поэтому спрос и предложение этих устройств на рынке постоянно растет. Этому способствует их доступность, дешевизна и постоянным током варить проще, чем переменным. Однако чтобы получить качественное, красивое и долговечное сварное соединение нужно знать ряд технологических особенностей, в том числе предназначение и виды полярности. Благодаря знаниям из этой статьи и источнику постоянного тока своими руками вы сможете выполнить любые сварочные работы. Главное – тщательный подход к работе и соблюдение всех защитных мер.
Однако чтобы получить качественное, красивое и долговечное сварное соединение нужно знать ряд технологических особенностей, в том числе предназначение и виды полярности. Благодаря знаниям из этой статьи и источнику постоянного тока своими руками вы сможете выполнить любые сварочные работы. Главное – тщательный подход к работе и соблюдение всех защитных мер.
Зачем менять Полярность при сварке Электродами
Чтобы ответить на вопрос зачем менять полярность при сварке электродами, для начала нужно разобраться какие виды полярности бывают, как и в каких случаях их использовать.
Сварка электрической дугой может осуществляться на оборудовании которое вырабатывает или постоянный, или переменный ток.
При работе на переменном токе не имеет значения куда подключать «плюс», «минус», так как при сварке на постоянном токе подключение имеет большое значение. Можно сказать, что полярность при сварке – это основа качества сварки. Полярность обеспечивает качество сварки материала. При сварке постоянным током, сварочная дуга бывает прямой или обратной полярности.
При прямой полярности «плюс» подключается к соединяемым заготовкам (массе), соответственно «минус» подключается на держатель электрода; при обратной полярности «плюс» подключается на электрод, «минус» подключается на деталь. Менять полярность нужно в зависимости от того какую задачу сварки нужно выполнить. На «плюсе» тепла выделяется больше, чем на «минусе».
Прямая полярность используется при сварке цветных металлов (медь, латунь, алюминий), так как они имеют большую теплопроводность, в итоге получаем большую температуру в месте нагрева, что позволяет превысить температуру плавления цветного метала, особенно это важно для алюминия, так как сначала надо одолеть оксидную пленку. У нее температура плавления существенно выше в сравнении с самим металлом.
На прямой полярности так же лучше работать с большими, массивными деталями. При прямой полярности получается более сконцентрированная и узкая электрическая дуга, следовательно металл проплавляется глубже, шов получается более качественный, что происходит благодаря тому, что направление движение электронов постоянное и при сварке не происходит большого разбрызгивания расплавленного металла. Также при использовании прямой полярности можно производить резку металла независимо какой тип электрода используется.
Обратная полярность используется при сварке высоколегированых сталей, тонколистовых металлов, нержавейки, так как температура для их сварки нужна небольшая. Недостатком подключения обратной полярности есть то, что электрическая дуга «гуляет», соответственно шов получается менее герметичным и красивым, но при таком подключении почти полностью исключается возможность прожечь свариваемый материал.
Следовательно менять полярность нужно в зависимости от того, какую задачу сварки необходимо выполнить и верно выбранный вид полярности подключения электродов способствует тому, что качество шва будет выше, а процесс сварки станет намного проще.
Прямая и обратная полярность при сварке
Большинство современных сварочных аппаратов имеют в своей конструкции блок выпрямительных диодов, что, в свою очередь, обеспечивает постоянный сварочный ток. Для аппаратов, использующих в качестве сварочного материала проволоку (сварочных полуавтоматов) это является обязательным условием. Для аппаратов же, использующих для работы электроды это уже является опцией, позволяющей использовать практически любые марки электродов для проведения сварочных работ.Классификация сварочной дуги по полярности постоянного тока:
а — прямая полярность; б — обратная полярность
При работе полуавтоматом необходимо обязательно соблюдать полярность подключения. Так, сварка обычной обмедненной проволокой в среде защитного газа производится током прямой полярности. То есть на изделие подается плюс, а на держак минус (прямая полярность при сварке). При таком подключении ток протекает от проволоки на изделие, в связи с чем нагрев изделия получается выше, нежели сварочной проволоки.
 И это закономерно. Свариваемые части имеют значительно большую площадь, соответственно, требуют большего нагрева для образования сварочной ванны. Проволока же, имеющая меньшую площадь достаточно легко плавится и в место сварки попадает уже в виде расплавленной капли. Протекающий ток, а он протекает именно от плюса к минусу, захватывает расплавившийся материал, опять же способствуя формированию качественной сварочной ванны. Судя по комментариям посетителей нашего сайта, возникла небольшая путаница с тем, в каком все таки направлении течет ток в цепи. Давайте попытаемся внести ясность в этот вопрос!
И это закономерно. Свариваемые части имеют значительно большую площадь, соответственно, требуют большего нагрева для образования сварочной ванны. Проволока же, имеющая меньшую площадь достаточно легко плавится и в место сварки попадает уже в виде расплавленной капли. Протекающий ток, а он протекает именно от плюса к минусу, захватывает расплавившийся материал, опять же способствуя формированию качественной сварочной ванны. Судя по комментариям посетителей нашего сайта, возникла небольшая путаница с тем, в каком все таки направлении течет ток в цепи. Давайте попытаемся внести ясность в этот вопрос!Необходимо понимать, что «направление тока» в электротехнике — это больше условность, принятая для рисования схем. Традиционно, на схемах, принято рисовать от плюса к минусу, как будто движение тока происходит от плюса к минусу, хотя реальное движение носителей заряда в большинстве случаев происходит в обратном направлении! В случае, если проводником выступает металл (провод, электрод и т.
п.), реальные носители заряда — электроны, летят от минуса к плюсу (т.к. электроны — отрицательно заряженные частицы). Если проводником выступает ионизированый газ или жидкость с ионами, в таком случае ионы летят в обе стороны. При работе полуавтоматом без защитной среды газа, используется специальная порошковая (флюсовая) проволока. В этом случае обязательно меняется полярность подключения держака и «массы». То есть на массе «минус», а на держаке плюс (обратная полярность при сварке). Обусловлено это тем, что температура плавления флюса примерно одинакова с температурой плавления металла, однако для получения качественного шва необходимо чтобы флюс сгорел и образовал небольшое газообразное облако в среде которого и будет происходить сварочный процесс. Как уже отмечалось выше, ток течет от минуса к плюсу, поэтому и падение расплавленной капли металла будет несколько более низким, что обеспечит меньший прогрев свариваемого металла, поскольку охлаждение последнего не осуществляется средой защитного газа и формирование сварочной ванны будет примерно таким же, как и при сварке в среде газа.

Сварка цветных металлов, в частности алюминия, производится, как правило, специальным вольфрамовым электродом. В этом случае обычно используют прямую полярность при сварке — минус на электроде. Такой тип подключения позволяет получить большую температуру в зоне нагрева, что особенно критично для того же алюминия, поскольку первоначально необходимо «пробить» оксидную пленку, тем более, что температура плавления у последней гораздо выше, нежели самого металла.
Прямая полярность помимо всего прочего позволяет получить более концентрированную и узкую электрическую дугу, более глубокое проплавление металла, а, соответственно, более качественный шов и, что немаловажно, использовать меньший диаметр дорогостоящего вольфрамового электрода, а также снизить расход не менее дешевого газа.
При подключении вольфрамового электрода в обратной полярности при сварке — с плюсом на держаке — шов получается менее глубоким. Такой способ хорош при сваривании тонких пластин — в этом случае отсутствует опасность прожечь свариваемый материал.
 Однако ещё одним минусом является эффект «магнитного дутья». В этом случае образующаяся дуга получается блуждающей и шов получается менее красивым и герметичным.
Однако ещё одним минусом является эффект «магнитного дутья». В этом случае образующаяся дуга получается блуждающей и шов получается менее красивым и герметичным.Кроме статьи «Прямая и обратная полярность при сварке» смотрите также:
Полярность при сварке инвертором: прямая или обратная
Каждый уважающий себя сварщик должен знать, что такое полярность. Ведь без этого просто не получится правильно настроить оборудование.
По сути, полярность при сварке – это один из способов подключения инвертора. Есть два варианта:
- Прямая полярность – электрод подсоединен к минусу, а металл к плюсу. При такой сварке металл нагревается сильнее, а электрод остается сравнительно холодным. Глубина проплавления заметно больше. Сварочная дуга при этом будет ровнее и стабильнее, что упрощает получение хорошего шва. Однако у такого метода сварки есть и свои недостатки. В первую очередь это высокий риск прожога тонких деталей. Также увеличивается разбрызгивание металла.
- Обратная полярность – металл подключается к минусу, а электрод к плюсу. Благодаря такому подключению металл нагревается заметно меньше, зато электрод плавится намного быстрее. Шов при таком типе сварки получается более широким, но не таким глубоким. Дуга менее стабильна, поэтому ее тяжелее удержать. Дело упрощает варка прерывистым швом.
 Также увеличивается разбрызгивание металла.
Также увеличивается разбрызгивание металла.Теперь рассмотрим сферу применения разных способов сварки. Это поможет лучше понять особенности использования прямой и обратной полярности.
Прямая полярность обычно применяется для сварки металлов толщиной от 5 мм. Лучшего всего подходит для работы с чугуном и практически любой сталью. За счет большой глубины проплавления с помощью прямого подключения удобно не только сваривать, но резать различные изделия.
Цветные металлы практически всегда сваривают в режиме прямого подключения инвертора. Это не случайно. Например, при сварке алюминия очень важно быстро преодолеть оксидную пленку. Благодаря этому во время работы на металле образуется меньше окислов.
Благодаря этому во время работы на металле образуется меньше окислов.
Обратная полярность применяется в первую очередь для работы с тонким листовым металлом. Хорошо подходит для сварки различных стальных и чугунных сплавов. Дело в том, что из-за сильного нагрева могут образовываться тугоплавкие соединения. Использование обратной полярности позволяет этого избежать. Также такой тип подключения хорошо подходит для сварки нержавейки, низколегированной низкоуглеродистой стали, среде- и высоколегированной стали.
Очень важно правильно подобрать электроды или проволоку под используемый способ сварки. К счастью, практически всегда на упаковке указывается, для какого способа подключения они используются.
Однако есть несколько общих рекомендаций, которые помогут с выбором:
- При обратном подключении всегда используйте электроды устойчивые к перегреву.
- Для цветных металлов обычно используют вольфрамовые неплавящиеся электроды.
- Угольные электроды используют только при прямом подключении.
- Флюсовая проволока лучше всего подходит для варки стали при прямом подключении.
Резюмируем:
- Для варки и резки стали или чугуна, а также для работы с цветными металлами используется прямая полярность.
- Для работы с тонкими листами металла или со сплавами применяется обратная полярность.
Категория в каталоге:
Полярность сварочного аппарата
ACϟDС. Понимание сварочного тока и полярности
Сварка – это ручной труд, но сварщики должны обладать достаточным количеством технических знаний, даже если в школе физика для них была чем-то сверхъестественным.
Одним из обязательных понятий, которые необходимо знать, является «сварочный ток». Сварщик должен хорошо понимать, что такое полярность и какое влияние она оказывает на процесс сварки.
На сварочных аппаратах и электродах можно заметить обозначения AC или DC, которые описывают полярность тока. Почему электрические токи и полярность возникают во время сварки? Давайте рассмотрим эти понятия внимательно.
Что такое переменный (AC) и постоянный (DC) ток?
AC от англ. «alternating current» обозначает переменный ток, а DC «direct current» – постоянный ток.
АС чередует направление тока, а DС течет только в одном направлении.
Сварочные машины и электроды с маркировкой DC имеют постоянную полярность, тогда как маркированные AC изменяют полярность 120 раз в секунду с частотой тока 60 герц.
Чем переменный и постоянный ток различаются при сварке?
Сварка при постоянном токе (DC) создает более плавные и более устойчивые дуги, образуется меньше брызг. Легче производится сварка в вертикальном и верхнем положениях.
Тем не менее, переменный ток (AC) может быть предпочтительным выбором начинающих сварщиков, поскольку часто используется в недорогих сварочных аппаратах начального уровня. AC также распространен в судостроительной сварке или в любых условиях, где дуга может плавать из стороны в сторону.
AC также распространен в судостроительной сварке или в любых условиях, где дуга может плавать из стороны в сторону.
Что такое полярность?
Электрическая цепь, возникающая при включении сварочного аппарата, имеет отрицательный и положительный полюс – это свойство называется полярностью. Полярность имеет большое значение при сварке, потому что выбор правильной полярности влияет на прочность и качество сварного шва. Использование неправильной полярности может привести к большому количеству брызг, плохому проплавлению и потере контроля сварочной дуги.
При сварке переменным током соблюдать полярность не требуется!
– сварка током прямой полярности
– сварка током обратной полярности
Что такое прямая и обратная полярность постоянного тока (DC)?
Процесс сварки будет различаться в зависимости от направления, полярности тока: положительной (+) или отрицательной (–).
Положительная полярность постоянного тока (DC+) обеспечивает высокий уровень проплавления, в то время как отрицательная полярность постоянного тока (DC–) даст меньшее проплавление, но более высокую скорость осаждения (например, на тонком листовом металле). Различные защитные газы могут дополнительно влиять на процесс сварки.
Сварка током прямой полярности
Под сваркой прямой полярности принято понимать сварку, при проведении которой на свариваемую деталь (изделие) подаётся положительный заряд от сварочного аппарата, т.е. сварочный кабель соединяет свариваемое изделие с клеммой (+) сварочного аппарата. На электрод же подаётся отрицательный заряд через электрододержатель, соединённый кабелем с клеммой (–).
При сварке током прямой полярности основная температурная нагрузка ложится на металлическую свариваемую деталь. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
Ток прямой полярности рекомендуется применять при необходимости резки металлоконструкций и сварке толстостенных деталей, а также в иных случаях, когда требуется добиться большого выделения тепла, что как раз и является характерной особенностью такого типа подключения.
Сварка током обратной полярности
Под сваркой обратной полярности принято понимать сварку, при проведении которой на свариваемую деталь (изделие) подаётся отрицательный заряд от сварочного аппарата, т.е. сварочный кабель соединяет свариваемое изделие с клеммой (–) сварочного аппарата. На электрод же подаётся положительный заряд через электрододержатель, соединённый кабелем с клеммой (+).
При сварке током обратной полярности больше тепла выделяется на электроде, а нагрев детали сравнительно уменьшается. Это позволяет производить более «деликатную» сварку и уменьшает вероятность прожига детали.
Сварку током обратной полярности рекомендуется применять при необходимости сваривания тонких листов металла, нержавеющей, легированной стали, иных сталей и сплавов, чувствительных к перегреву.
Так как переменный ток (AC) наполовину положительный и наполовину отрицательный, его сварочные свойства находятся прямо в середине положительной и отрицательной полярности постоянного тока (DC). Некоторые сварщики выбирают переменный ток (AC), если они хотят избежать глубокого проплавления. Например, при ремонтных работах на ржавых металлах.
Хотя переменный ток сам по себе не имеет полярности, если электроды для сварки на переменном токе использовать с постоянным, они покажут более низкие результаты. Поэтому производители электродов обычно указывают наиболее подходящую полярность на покрытии и упаковке электродов.
Понимание направления и полярности сварочного тока важно для правильного выполнения сварочных работ. Знание того, как эти факторы влияют на ваш сварной шов, облегчит вашу работу.
Сварочные материалы и оборудование Вы можете приобрести на нашем сайте – сварочные электроды и сварочное оборудование.
Что значит обратная полярность при сварке. Прямая и обратная полярность при сварке инвертором, режимы сварки и рекомендации.
На сегодняшний день сварочные инверторы практически полностью заменили с рынка другие типы сварочных аппаратов, ранее использовавшиеся в ходе сварочных работ: выпрямители тока, генераторы и сварочные трансформаторы. Подобные устройства были достаточно громоздкие, тяжеловесные и проблематичные в транспортировке. Инверторы, в свою очередь, обладают рядом неоспоримых преимуществ таких как минимальный вес устройства, относительно недорогая цена, высокое качество сварки, простота в эксплуатации.
Устройства типа инвертор позволяют не только выполнять сварку масштабах производства, но и решать любые сварочные задачи на бытовом уровне. Работать на сварочном инверторе может не только профессионал своего дела, но даже начинающий, имея небольшой багаж знаний и минимальный опыт в сварочных работах.
Также одним из основных достоинств можно считать его универсальность: при сварке используются электроды с постоянным электротоком и с током переменным. Обладая довольно широким спектром настроек тока на выходе можно решать различные задачи от сварки металла минимальной толщины до выполнения сложных работ связанных с резкой металла в несколько слоев. Рассмотрим основные виды полярности электрического тока и их применение в решении различных сварочных задач.
Прямая и обратная полярность при сварке
Принцип работы сварки с прямой полярностью подразумевает следующий алгоритм: ток от сварочного инвертора попадает на обрабатываемую деталь под положительным зарядом, в свою очередь клемма аппарата со знаком «плюс» соединяется с поверхностью металла с помощью специального кабеля. Заряд со знаком «минус» подается через электродержатель на электрод, который подключается к минусовой клемме. Это обеспечивает максимальный нагрев обрабатываемой детали при минимальном накаливании электрода. Подобный тип подачи тока рекомендуется для сварки изделий с толстыми краями, скрепление нескольких металлических пластин, а также часто используется профессионалами для резки по металлу.
Подобный тип подачи тока рекомендуется для сварки изделий с толстыми краями, скрепление нескольких металлических пластин, а также часто используется профессионалами для резки по металлу.
Полезно знать: Если стоит задача получить идеальный, аккуратный шов без большого количества брызг от обрабатываемого изделия из металла обычно используется применение постоянного тока. Это происходит из-за отсутствия частой смены полярности при сварке. В остальных случаях в основном применяется переменный электроток по причине своей экономности в отличии от тока постоянного.
При сварке обратной полярности инвертором необходимо выполнить противоположные действия. На обрабатываемую поверхность металлической детали подается заряд со знаком «минус» от минусовой клеммы.В свою очередь, на электрод направляется заряд со знаком «плюс» от плюсовой клеммы. При таком подключении максимальные нагрев образуется на электроде, а обрабатываемая поверхность металла нагревается минимально. Такой тип полярности позволяет проводить так называемую «деликатную» сварку, так как в процессе сварки с помощью обратной полярности нивелирует вероятность «прожога» металла, что является наиболее актуальным с тонколистными металлами, сплавами, реагирующими на перегревание, а также с нержавеющей, легированной сталью.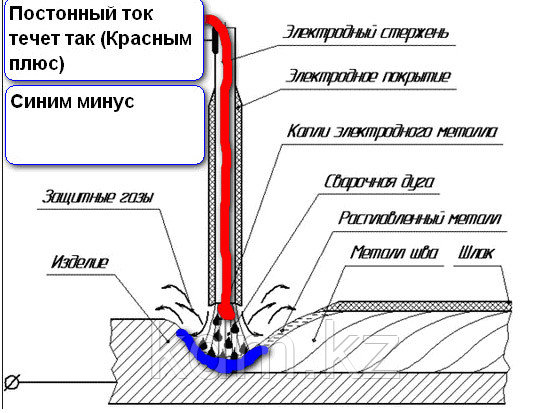
Обратите внимание: чтобы предотвратить вероятность прожигания металла в ходе сварки профессионалы в сварочном деле советуют применять прижимную струбцину, которая позволяет крепко фиксировать обрабатываемые листы металла и делать процесс сварки более простым и удобным.
Особенности выбора электродов
Чтобы сварочные работы инвертором всегда выполнялись качественно и быстро очень важно уметь подбирать из всех разновидностей электродов представленных на современном рынке, именно тот который подходит для решения определенных сварочных задач. Выделим основные критерии, которые упростят процесс выбора оптимальных электродов для сварки инвертором:
Разновидность металлического изделия (существует определенная классификация электродов по виду металла, которая поможет выбрать оптимальный вариант стержня электрода).
Представляем вам основную классификации электродов по типу металла:
- Для выполнения ремонтных работ и наплавки,
- Для сварки на углеродистой и низколегированной стали,
- Для сварки изделий из меди и ее сплавов,
- Для сварки изделий из чугуна и его сплавов,
- Для сварки изделий из алюминия и его сплавов,
- Для выполнения работ с трудноподдающихся сварке металлами,
- Для сварка изделий из высоколегированной стали,
- Для сварки изделий с теплоустойчивыми с характеристиками.

Чистота обрабатываемой поверхности металла (например, стрежни электродов с рутиловым покрытием способны выполнять сварочные работы на сильно загрязненных, ржавых поверхностях металлических деталей, а основные электроды, наоборот, рекомендуется использовать для прочных соединений во время при отсутствии каких- либо загрязнений или влаги на металле).
Толщина металла (Чем больше толщина металла для сварки, тем большего диаметра должен быть подобран электрод):
- Для толщины изделия в 2 мм используют диаметр электрода в 2,5 мм,
- Для толщины изделия в 3 мм используют диаметр в 2,5 и 3 мм,
- Для толщины изделия в 4 и 5 мм используют диаметр электрода в 3,2 и 4 мм,
- Для толщины изделия от 6 до 12 мм используют диаметр электрода в 4 и 5 мм,
- Для толщины изделия свыше 13 мм необходимо использовать электроды в 5 мм.
Выбор оптимального электротока (Зависимость между диаметром рабочего стержня электрода и электротоком можно охарактеризовать следующим образом: если при усиленном токе изделие можно прожечь насквозь, то пониженном электротоке возможность создания рабочей электродугу окажется невозможной):
- электроду в 2 мм необходим ток от 50 до 60 А,
- электроду в 2,5 мм необходим ток от 60 до 90 А,
- для электрода в 3 мм необходим ток в пределах 80 — 140 А,
- для электрода в 4 мм необходим ток от 130-160 А,
- для электродов в 5 мм необходим ток в 200 А,
- электроду в 6 мм необходим ток от 220 до 240 А.
Появление инверторных сварочных аппаратов значительно расширило область их применения. Этот тип работ стал доступен каждому домашнему мастеру. Но не всегда владельцы моделей знают особенности использования. В частности — зачем нужна прямая и в каких случаях применяется обратная полярность при сварке инвертором.
Основы использования инверторного сварочного аппарата
Этот тип оборудования предназначен для выполнения электродуговой сварки, с помощью которой можно соединять или разрезать стальные заготовки. Для применения необходимо определиться с основными параметрами – выбрать сварочный ток и тип электродов. Затем можно приступать к работе.
Общий порядок использования инвертора
- Подготовка поверхности материала – очистка от ржавчины и обезжиривание. Это необходимо для формирования надежного шва.
- Выбрать режим сварочного тока и электроды. Они зависят от характеристик металла, параметров будущего сварочного шва.
- Клемму массы (плюс) нужно соединить с поверхностью металла. Важно, чтобы она не мешала выполнению основных операций.
- К электродному держателю подсоединяется «минус».
- Формирование дуги. Это можно делать чирканьем или постукиванием электродом об металл в районе шва.
- После формирования соединения с помощью молотка необходимо снять окалину.
 Важно, чтобы она не мешала выполнению основных операций.
Важно, чтобы она не мешала выполнению основных операций.Как правильно выбрать модель
Использование режимов прямой и обратной полярности доступно для всех видов инверторов. Однако помимо этой функции аппараты должны обладать дополнительными характеристиками. От этого зависит область их применения, скорость и комфорт выполнения работ. Поэтому к выбору модели необходимо подойти профессионально.
- Горячий старт. Происходит кратковременное повышение тока для быстрого формирования дуги.
- Антиприлипание. При высоких значениях тока велика вероятность его приваривания к металлу. Снижение этой величины позволит сформировать максимально ровный шов.
- Форсаж. Активируется автоматически, когда на конце электрода появляется расплавленный металл. Кратковременное увеличение рабочего тока предотвратит прилипание.
- Переменный ток. Он необходим для сварочных работ с алюминиевыми заготовками.
- Пониженное значение холостого хода. Относится к мерам безопасности при эксплуатации в местах с повышенной влажностью или небольших помещениях. С помощью специального блока происходит снижение напряжения до 15 В.
- Тип индикации. Оптимальный вариант – цифровое отображение текущих параметров.
 Кратковременное увеличение рабочего тока предотвратит прилипание.
Кратковременное увеличение рабочего тока предотвратит прилипание.Также важно выбрать ток сварки, который напрямую зависит от диаметра используемого электрода и толщины металла.
При работе с инверторными сварочными аппаратами чаще всего используют электроды марки АНО и МР. Они подходят для формирования шва на стальных поверхностях. или заготовок из сложных сплавов требует выбора специальных расходных материалов, могут использоваться присадки.
Когда применяется прямая и обратная полярность
Изменение полярности при работе обусловлено протекающими процессами. Помимо выбора основных параметров сварки можно поменять подключаемые клеммы местами. Ток идет от отрицательного элемента к положительному. В результате этого происходит нагрев первого.
Ток идет от отрицательного элемента к положительному. В результате этого происходит нагрев первого.
- Прямая полярность – к электроду подключен «минус», к металлу «плюс». Происходит нагрев поверхности последнего. Подобный режим необходим для обработки глубоких швов при большой толщине заготовки.
- Обратная полярность – электрод подсоединен к «плюсу», металл к «минусу». Возникает обратный процесс – нагрев электрода при холодном металле. Это нужно для обработки тонкостенных заготовок, но приводит к быстрому выгоранию электрода.
Применение того или иного режима зависит от поставленных задач. Простота смены клемм позволяет выполнять эти операции при обработке одной заготовки.
Направление движения электронов регулируется с помощью полярности путём переключения проводов на клемму «плюс» или «минус». То есть, при работе со сваркой постоянного тока возможны два варианта настройки:
- Прямая полярность. Минус подключён к электроду, плюс на клемме «земля». В этом случае ток движется от электрода к заготовке, и металл греется сильнее электрода.
- Обратная полярность. К электроду подсоединяется плюс, на клемму «земля» – минус. Движение тока от минуса к плюсу (от заготовки к электроду) создаёт более сильный нагрев электрода.
 В этом случае ток движется от электрода к заготовке, и металл греется сильнее электрода.
В этом случае ток движется от электрода к заготовке, и металл греется сильнее электрода.Прямая и обратная полярность подключения при сварке инвертором используется в зависимости от поставленных задач и качества материалов. При переменном токе тип подключения неважен, а при постоянном есть возможность менять полярность вручную.
Значение полярности для сварки
Постоянный ток создаёт термическое (анодное) пятно. Меняя полярность, можно его перемещать от электрода к заготовке. Основной нагрев создаётся на плюсовом гнезде, поэтому при прямой полярности сильнее нагревается заготовка, а при обратной – электрод. Таким образом формируются возможности инвертора в зависимости от характеристик металлов:
- Толщина металла. При прямой полярности основной нагрев достаётся заготовке, поэтому ширина шва провара получается достаточно глубокой. Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
- Тип металла. При сварке приходится работать с различными сплавами, обладающими определёнными свойствами. Например, алюминий относится к среднеплавким металлам, поэтому нужно обеспечить заготовке прямое подключение для нагрева. Нержавеющую сталь лучше не перегревать, выбрав обратную полярность. Настройки инвертора позволяют учитывать, какой сплав подвергается варке, поэтому предварительное изучение инструкции поможет эффективно справиться с задачей.
- Тип электрода. Сварочные электроды имеют покрытие – флюс. При разогреве он сгорает, выполняя свою основную задачу: вытесняя воздух, предотвращает образование пор. Тип флюса определяет особенности использования электродов при разных температурных режимах. К примеру, угольные электроды не подходят для подключения с обратной полярностью. Рекомендации производителя позволят сделать правильный выбор. То же самое относится и к типам проволоки. К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
 Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.
Соответственно для тонких металлов правильнее использовать обратное подключение, при котором металл нагревается слабее электрода.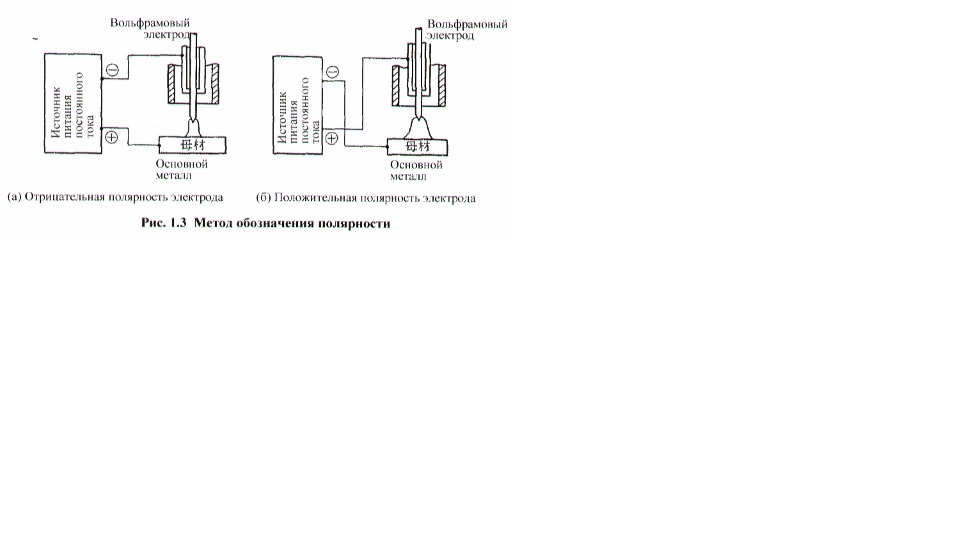 К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.
К слову, инверторные полуавтоматы также имеют характеристики, которые стоит учитывать.Если заготовка и электрод имеют характеристики, требующие противоречивых настроек, придётся найти компромиссный вариант, регулируя силу тока и время обработки шва. С опытом приходят и знания, позволяющие решать любые задачи.
Виды сварки
Ручная сварка дугой с помощью плавящегося электрода (ММА). Здесь его роль играет особая плавящаяся проволока, покрытая шлаком. Способ очень популярен, но специалисты считают его не самым лучшим вариантом для получения качественных швов, если изделие по составу является сложным сплавом. Во время плавления проволока соединяет нужные детали, а её покрытие очищает от грязи и защищает от кислорода сварочную ванну. Способ подходит для сварки чугуна, чёрных металлов.
Сварка полуавтоматическая. Электродом является проволока, автоматически попадающая в зону сварки. Аппарат находится в режиме ручного передвижения, поэтому данный способ не подходит для обработки большой рабочей зоны, его используют для сварки тонких листов, цветных металлов, высоколегированной стали.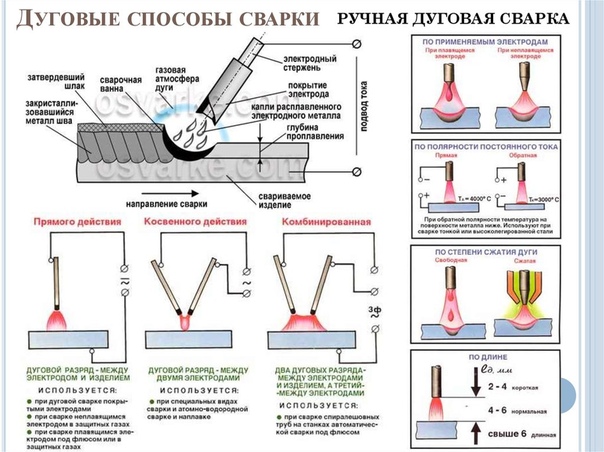 Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Применяется как постоянный, так и импульсный ток. При использовании порошковой проволоки газ не нужен, в остальных случаях сварка производится в среде активных или инертных защитных газов. Возможна сварка электродом без его плавки.
Сварка в среде защитных газов. Технологический процесс подразумевает использование газа аргона, который выжигает грязь и кислородные соединения. Электродом выступает неплавкий вольфрамовый либо графитовый стержень. Применение аргона очищает сварочную ванную от всех ненужных примесей и окислов. Образование шлака исключено, шов получается качественным и чистым, но сварка в среде защитных газов – довольно дорогая технология, требующая серьёзных навыков.
Разные типа сварки используются и в зависимости от условий работы сварки. Например, для ремонта кузовов автомобилей в сервисах используют дуговую сварку полуавтоматом с помощью среды защитного газа, что позволяет создавать качественную сварочную работу при её невысокой стоимости. Прямая и обратная полярность при сварке инвертором позволяет регулировать глубину плавления для любого типа сварочных работ.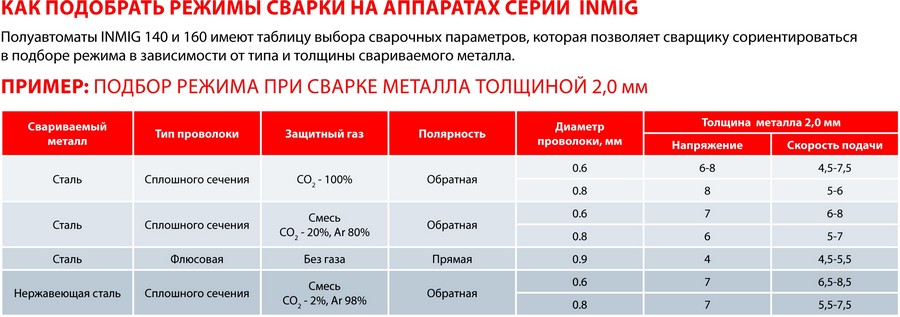
Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
При постоянном или переменном токе для сварки используются плавящиеся электроды. Их во время процесса передвигают по оси координат, чтобы сохранить размер дуги. Оптимальной считается дуга не больше стержня электрода, обеспечивающая самое высокое качество шва. Если допускать длинную дугу, качество сварки ухудшится из-за отклонения дуги от заданного направления. Необходимо соблюдать определённую скорость перемещения электрода, чтобы шов не получился неровным или неплотным.
По форме и типам соединений сварочные швы разделяются на:
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Главная задача для новичка – научиться «вести» сварочный шов. Основной металл прогревается до состояния расплавления, формируя сварочную ванну. В зависимости от ситуации сварщик меняет установки тока, ориентируясь на состояние ванны. Начинать нужно с настроек, рекомендованных производителями, а дальше постепенная практика поможет понять и правильно использовать все возможности инвертора.
Сварка электрической дугой, по сравнению с газовой сваркой, имеет некоторые особенности. Это и более высокая, до 5000°С, температура самой дуги, что превосходит температуры плавления всех существующих металлов, и большое разнообразие видов и типов сварки, а, соответственно, методов и целей её применения. Электродуговая сварка различается по степени механизации, по роду тока, по типу дуги и свойствам сварочного электрода, а также другим параметрам.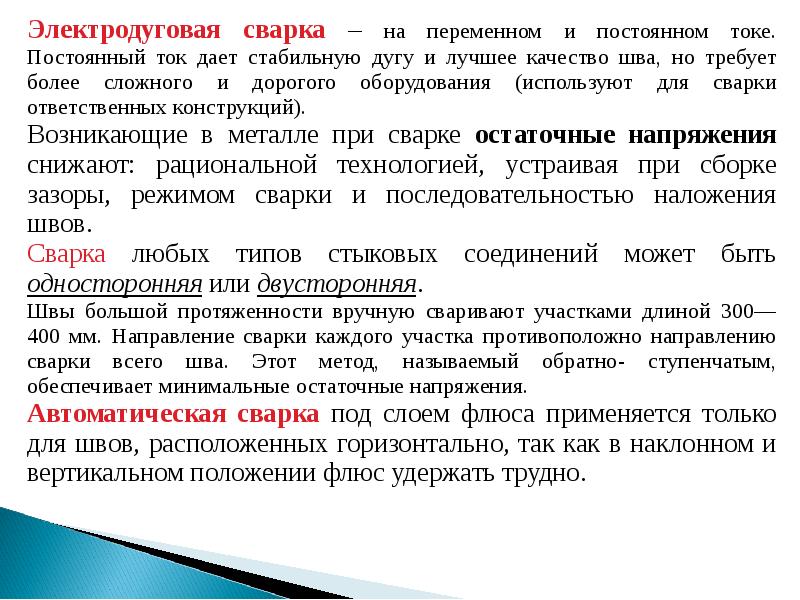 В данной статье хотелось бы рассмотреть некоторые нюансы электродуговой сварки в зависимости от полярности сварочных электродов.
В данной статье хотелось бы рассмотреть некоторые нюансы электродуговой сварки в зависимости от полярности сварочных электродов.
Виды сварки.
По роду используемого тока различают два вида дуговой сварки:
- сварка электрической дугой, питаемой переменным током,
- сварка электрической дугой, питаемой постоянным током.
В свою очередь, сварка с использованием постоянного тока бывает двух типов:
- сварка током прямой полярности,
- сварка током обратной полярности.
Рассмотрим особенности каждого типа сварки постоянным током подробнее.
Сварка током прямой полярности.
Под сваркой прямой полярности принято понимать сварку, при проведении которой на свариваемую деталь (изделие) подаётся положительный заряд от сварочного выпрямителя, то есть сварочный кабель соединяет свариваемую конструкцию с клеммой “плюс” сварочного аппарата. На электрод же подаётся отрицательный заряд через электрододержатель, соединённый кабелем с минусовой клеммой.
Поскольку на положительном полюсе (аноде) температура всегда значительно более высокая, чем на отрицательном (катоде), ток прямой полярности рекомендуется применять при необходимости резки металлоконструкций и сварке толстостенных деталей, а также в иных случаях, когда требуется добиться большого выделения тепла, что как раз и является характерной особенностью такого типа подключения.
Сварка током обратной полярности.
Для проведения сварки током обратной полярности подключение следует провести противоположным образом: на свариваемую деталь подать отрицательный заряд с клеммы “минус”, а на электрод – положительный заряд с клеммы “плюс”.
Такая полярность сварочных электродов обеспечивает обратную прямому подключению ситуацию – больше тепла выделяется на электроде, а нагрев детали сравнительно уменьшается. Это позволяет производить более “деликатную” сварку и уменьшает вероятность прожига детали. Соответственно, сварку током обратной полярности рекомендуется применять при необходимости сваривания тонких листов металла, нержавеющей, легированной стали, иных сталей и сплавов, чувствительных к перегреву.
В отличие от традиционной газовой сварки электродуговой способ отличается рядом особенностей. Одной изсамых значимых из них считается температура дуги, способная достигать 5000 ºС, что намного превышает температуру плавления любого из существующих металлов. Этим отчасти объясняется широкое разнообразие методов и технологий данного способа сварки, позволяющих решение с ее помощью самых разных задач и целей применения.
В электродуговой сварке возможно использование нескольких типов дуги, электродов с различными свойствами и разных степеней механизации. При этом процесс может вестись электродугой, питаемой токами разного рода (постоянным либо переменным), на прямой и обратной полярности в сварке швов различных пространственных положений. Помимо указанных факторов, для режима сварки имеют большое значение скорость ее проведения, диаметр, тип с маркой электрода и напряжение дуги с силой сварочного электротока. Каждый из этих параметров способен существенно влиять на ход процесса и требует тщательного учета в режиме сварки.
В подборе диаметра электрода, кроме толщин обрабатываемых металлов, имеет значение расположение шва в пространстве, а также число слоев сварки. Из различных вариантов пространственных положений предпочтительнее нижнее как самое удобное. Исходя из выбранного диаметра электрода, учитывая расположение шва, устанавливают силу сварочного электротока. В определении его рода с полярностью, помимо толщины обрабатываемого металла, оказывает влияние его вид с физико-химическими свойствами.
В ходе сварки постоянным током обратной полярности образуется большой объем тепла на электроде. Поэтому она используется для тонких металлов, помогая избежать их прожогов. Также необходима обратная полярность при сварке инвертором для обработки высоколегированных сталей, чтобы не перегревать их. Во всех остальных случаях обычно применяется переменный ток как более дешевый в сравнении с постоянным.
Сварка током прямой и обратной полярности
Сварка с прямой полярностью означает, что в ее процессе ток подается от сварочного выпрямителя на обрабатываемую заготовку положительным зарядом.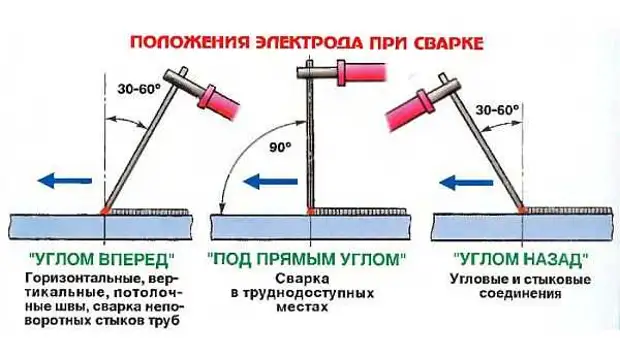 При этом клемма «плюс» аппарата соединяется при помощи кабеля с изделием. На электрод, подключенный к клемме «минус», соответственно, подается посредством электрододержателя отрицательный заряд. Анод, являющийся положительным полюсом, обладает температурой выше, чем служащий отрицательным полюсом катод. Поэтому применение электротоков прямой полярности целесообразно в сварке заготовок с толстыми стенками. Также оно оправдано для резки металлических изделий и в других ситуациях, требующих выделения значительного количества тепла, чем и характеризуется данный тип подключения.
При этом клемма «плюс» аппарата соединяется при помощи кабеля с изделием. На электрод, подключенный к клемме «минус», соответственно, подается посредством электрододержателя отрицательный заряд. Анод, являющийся положительным полюсом, обладает температурой выше, чем служащий отрицательным полюсом катод. Поэтому применение электротоков прямой полярности целесообразно в сварке заготовок с толстыми стенками. Также оно оправдано для резки металлических изделий и в других ситуациях, требующих выделения значительного количества тепла, чем и характеризуется данный тип подключения.
При производстве сварки током обратной полярности необходим противоположный порядок подключения. Отрицательный заряд от минусовой клеммы подается на свариваемую конструкцию, а положительный заряд от плюсовой клеммы направляется на электрод. При данной полярности сварочного электротока, в сравнении с прямым подключением, больший объем теплоты образуется на электродном конце при относительно меньшем нагревании заготовки, что способствует проведению «деликатной» сварки.
Ею пользуются при наличии вероятности прожога заготовок. Поэтому сварка электродами обратной полярностью тока целесообразна для работ с нержавеющими и легированными сталями, прочими сплавами, реагирующими на перегревание, а также для соединения тонколистовых металлических конструкций. Не менее эффективно подключение обратной полярности в сварочном процессе с помощью электродуги, газовой защиты и при флюсовой сварке.
Независимо от используемой полярности питающего электротока существует ряд общих факторов, на которые следует обращать внимание. Если применяется постоянный ток, то получаемый шов будет более аккуратным, без большого количества металлических брызг. Это объясняется отсутствием при ведении работ с постоянным электротоком частого изменения полярности, что выгодно отличает его от переменного.
Если для сварки применяются плавящиеся электроды, то из-за различно нагревающихся анода с катодом метод подключения электротока может отразиться на объеме переносимого на изделие расплавленного электродного металла.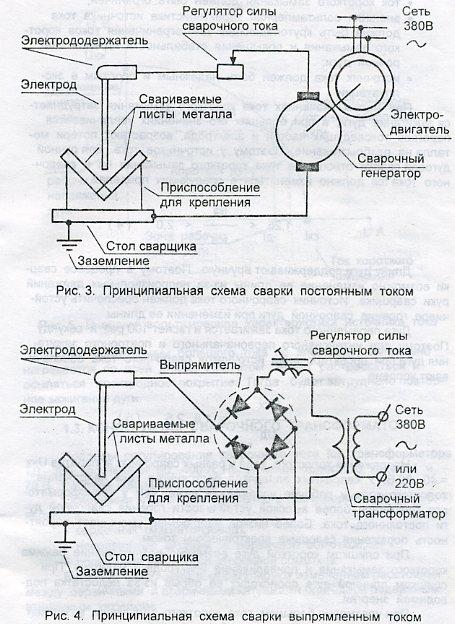 Для предупреждения возможных прожогов свариваемых заготовок в участке присоединения питающего кабеля, неважно с каким зарядом (положительным или отрицательным), необходимо воспользоваться прижимной струбциной.
Для предупреждения возможных прожогов свариваемых заготовок в участке присоединения питающего кабеля, неважно с каким зарядом (положительным или отрицательным), необходимо воспользоваться прижимной струбциной.
Чем обусловлен выбор полярности?
На выбор полярности электрического тока налагает ограничения используемый для сварки материал покрытия электродов. Примером этого может служить сварочный процесс с применением угольных электродов, сильнее разогревающихся при сварке обратной полярностью и быстрее разрушающихся. А проволока без покрытия, к примеру, лучше горит при прямой полярности, чем при обратной, и совсем не горит при питании переменным электротоком.
От показателей режима сварки во многом зависят глубина провара с шириной образующегося шва. Так, с увеличением силы сварочного электротока даже при постоянстве скорости сварки происходит усиление провара, то есть увеличение глубины проплавления металла. Это объясняется ростом погонной энергии дуги, зависящей от количества теплоты, проходящей через единицу длины свариваемого шва.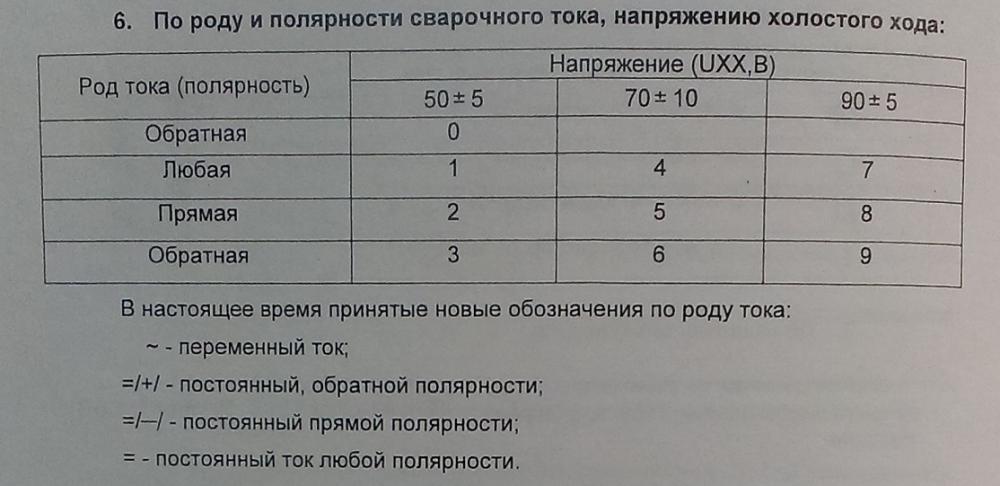 С возрастанием сварочных токов увеличивается и давление, оказываемое дугой на поверхность расплава ванной. Под его воздействием расплавленный металл может быть вытеснен из-под дуги, это чревато сквозным проплавлением детали.
С возрастанием сварочных токов увеличивается и давление, оказываемое дугой на поверхность расплава ванной. Под его воздействием расплавленный металл может быть вытеснен из-под дуги, это чревато сквозным проплавлением детали.
На форму с размерами образуемого шва также способны влиять род электротока с его полярностью. Так, постоянный ток обратной полярности может обеспечить намного большую глубину проплавления, нежели постоянный ток с прямой полярностью, это обусловлено неодинаковыми объемами тепла, образующимися на аноде с катодом. От увеличения скорости сварочного процесса ширина шва с глубиной провара уменьшаются.
Как подключить сварочный инвертор полярность. Что дает смена полярности при сварке электродами.
Если вкратце, деталь плавится в результате образования электрической дуги, образуемой от анода – электрода с положительным зарядом источника электротока, и отрицательного катода. Источником электротока является сварочный аппарат, анодом и катодом – держатель и провод с клеммой, присоединяемый к металлической заготовке. При приближении электрода к заготовке между ними образуется электрическая дуга, которая разогревает заготовку до высокой температуры, происходит плавление и смешивание разогретых поверхностей. Если анодом является деталь – электросварка происходит в режиме прямой полярности. Обратная полярность при дуговой сварке образуется при подаче положительного заряда на держатель сварочного аппарата.
При приближении электрода к заготовке между ними образуется электрическая дуга, которая разогревает заготовку до высокой температуры, происходит плавление и смешивание разогретых поверхностей. Если анодом является деталь – электросварка происходит в режиме прямой полярности. Обратная полярность при дуговой сварке образуется при подаче положительного заряда на держатель сварочного аппарата.
Применение разного подключения
Разница подключения значений источника питания существенно влияет на результат работы. По сути, полярность – это движение электронов от отрицательного заряда к положительному. Следует учитывать, что «плюсовой» источник электротока всегда имеет наибольшую температуру нагрева (это явление широко используется в электросварке).
При прямой полярности сварки металл разогревается гораздо сильнее электрода – более чем на четыре тысячи градусов по Цельсию, в то время как обратная позволяет добиться максимальной температуры электрода.
Для соединения тугоплавких материалолибо металла значительной толщины целесообразнее подключить деталь в качества анода. Это обеспечит максимальный разогрев металла и меньшую площадь плавления. То же правило применимо при резке либо изготовлении отверстий в заготовках.
Это обеспечит максимальный разогрев металла и меньшую площадь плавления. То же правило применимо при резке либо изготовлении отверстий в заготовках.
Для работы с тонкими листами либо с легкоплавким материалом идеальным выбором будет обратная полярность электросварки – наибольшая площадь плавки, а также высокая температура электрода позволят избежать прожога заготовки и создать эстетичный сварной шов.
Готовясь к сварочным работам, необходимо уделять внимание типу электротока, его силе, материалу электродов, скорости перемещения держателя при обработке заготовки.
Инверторный сварочный аппарат при подключении к сети преобразует переменный электрический ток в постоянный, который считается наиболее подходящим. Сварочный шов при использовании постоянного электротока получается более аккуратным, без разбрызгивания расплавленного металла. Разница в подключении «плюса» и «минуса» с использованием переменного тока практически отсутствует. Переменный электроток в электросварке имеет один из плюсов – дешевизну.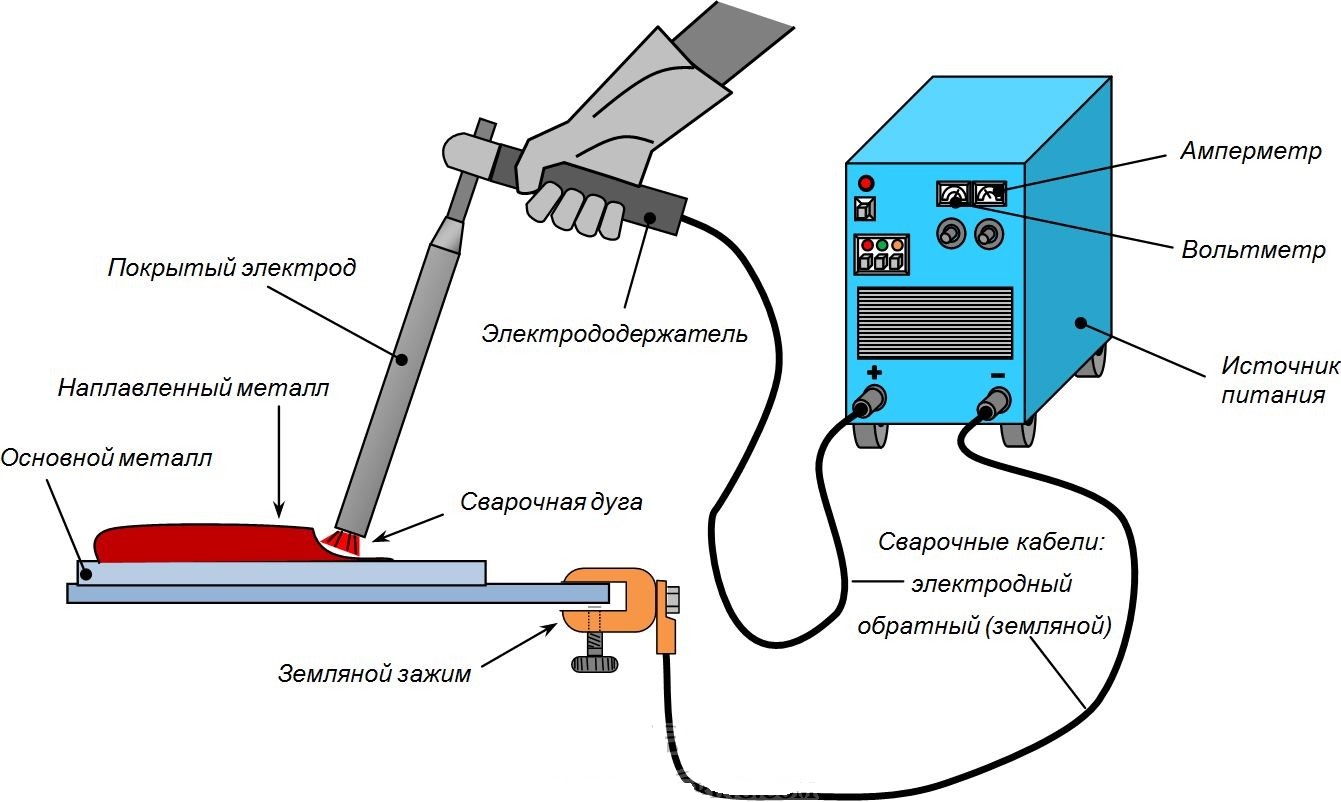
За счет увеличения силы тока увеличивается температура пятна сварки и ее глубина. Такие параметры можно регулировать скоростью перемещения держателя: чем выше скорость – тем меньше температура, глубина электросварки. Необходимо обращать внимание на рекомендации завода-изготовителя электродов: применение может отличаться в зависимости от выбранного подключения анода и катода. Неправильно выбранный расходный материал может существенно ухудшить качество шва в результате несоблюдения инструкции по его использованию. Для возбуждения электрической дуги при сварке с обратной полярностью требуется больше времени.
Качество, а также скорость проведения сварочных работ, зависят от подготовки работника, сварочного аппарата и расходных материалов.
Необходимо внимательно ознакомиться и неукоснительно соблюдать требования инструкций изготовителей к аппарату и электродам по режиму сварки : силе, напряжению тока, расстоянию дуги, скорости движения держателя.
Правильный выбор прямой или обратной полярности сварки позволит выполнить работу качественно и без лишних материальных затрат.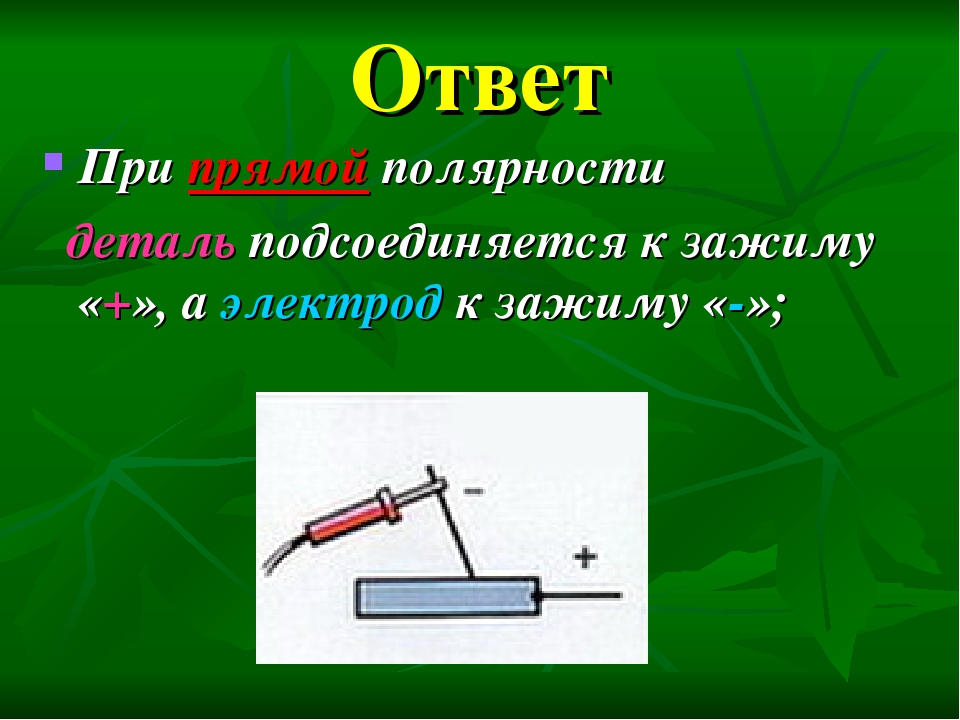
Появление инверторных сварочных аппаратов значительно расширило область их применения. Этот тип работ стал доступен каждому домашнему мастеру. Но не всегда владельцы моделей знают особенности использования. В частности — зачем нужна прямая и в каких случаях применяется обратная полярность при сварке инвертором.
Основы использования инверторного сварочного аппарата
Этот тип оборудования предназначен для выполнения электродуговой сварки, с помощью которой можно соединять или разрезать стальные заготовки. Для применения необходимо определиться с основными параметрами – выбрать сварочный ток и тип электродов. Затем можно приступать к работе.
Общий порядок использования инвертора
- Подготовка поверхности материала – очистка от ржавчины и обезжиривание. Это необходимо для формирования надежного шва.
- Выбрать режим сварочного тока и электроды. Они зависят от характеристик металла, параметров будущего сварочного шва.
- Клемму массы (плюс) нужно соединить с поверхностью металла. Важно, чтобы она не мешала выполнению основных операций.
- К электродному держателю подсоединяется «минус».
- Формирование дуги. Это можно делать чирканьем или постукиванием электродом об металл в районе шва.
- После формирования соединения с помощью молотка необходимо снять окалину.
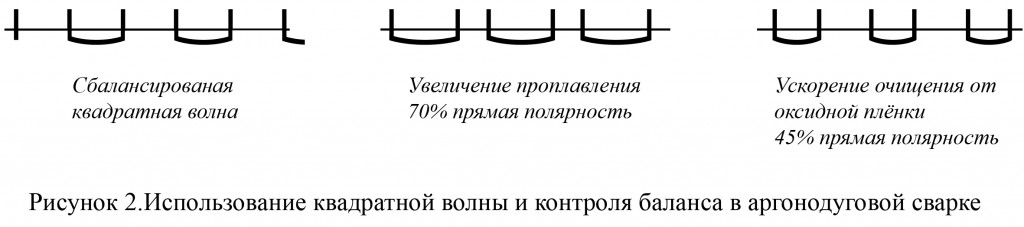 Важно, чтобы она не мешала выполнению основных операций.
Важно, чтобы она не мешала выполнению основных операций.Как правильно выбрать модель
Использование режимов прямой и обратной полярности доступно для всех видов инверторов. Однако помимо этой функции аппараты должны обладать дополнительными характеристиками. От этого зависит область их применения, скорость и комфорт выполнения работ. Поэтому к выбору модели необходимо подойти профессионально.
- Горячий старт. Происходит кратковременное повышение тока для быстрого формирования дуги.
- Антиприлипание. При высоких значениях тока велика вероятность его приваривания к металлу. Снижение этой величины позволит сформировать максимально ровный шов.
- Форсаж. Активируется автоматически, когда на конце электрода появляется расплавленный металл. Кратковременное увеличение рабочего тока предотвратит прилипание.
- Переменный ток. Он необходим для сварочных работ с алюминиевыми заготовками.
- Пониженное значение холостого хода. Относится к мерам безопасности при эксплуатации в местах с повышенной влажностью или небольших помещениях. С помощью специального блока происходит снижение напряжения до 15 В.
- Тип индикации. Оптимальный вариант – цифровое отображение текущих параметров.
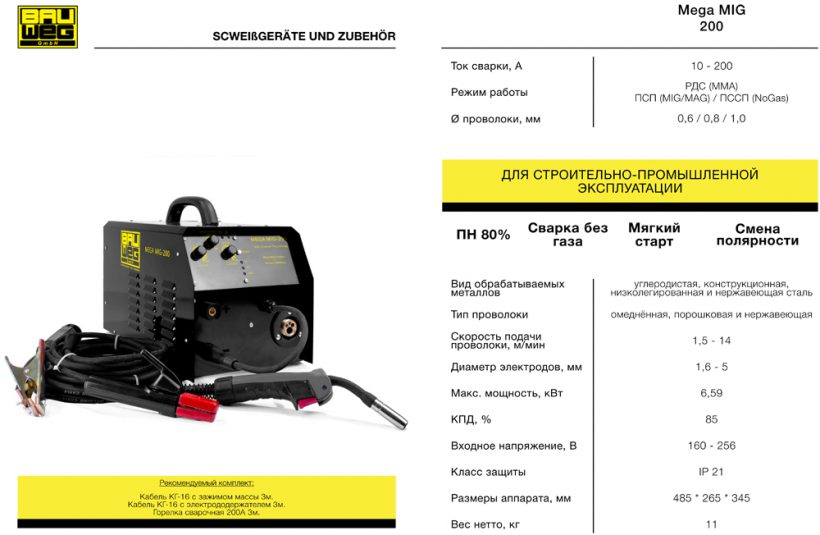 Кратковременное увеличение рабочего тока предотвратит прилипание.
Кратковременное увеличение рабочего тока предотвратит прилипание.Также важно выбрать ток сварки, который напрямую зависит от диаметра используемого электрода и толщины металла.
При работе с инверторными сварочными аппаратами чаще всего используют электроды марки АНО и МР. Они подходят для формирования шва на стальных поверхностях. или заготовок из сложных сплавов требует выбора специальных расходных материалов, могут использоваться присадки.
Когда применяется прямая и обратная полярность
Изменение полярности при работе обусловлено протекающими процессами. Помимо выбора основных параметров сварки можно поменять подключаемые клеммы местами. Ток идет от отрицательного элемента к положительному. В результате этого происходит нагрев первого.
Ток идет от отрицательного элемента к положительному. В результате этого происходит нагрев первого.
- Прямая полярность – к электроду подключен «минус», к металлу «плюс». Происходит нагрев поверхности последнего. Подобный режим необходим для обработки глубоких швов при большой толщине заготовки.
- Обратная полярность – электрод подсоединен к «плюсу», металл к «минусу». Возникает обратный процесс – нагрев электрода при холодном металле. Это нужно для обработки тонкостенных заготовок, но приводит к быстрому выгоранию электрода.
Применение того или иного режима зависит от поставленных задач. Простота смены клемм позволяет выполнять эти операции при обработке одной заготовки.
Сварку металлов постоянным током можно проводить двумя режимами: с прямой полярностью и обратной. Прямая полярность при сварке – это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
Необходимо добавить, что режим обратной полярности применяют также при стыковке высокоуглеродистых и легированных сталей, нержавейки. То есть, тех видов металлов, которые чувствительны к перегреву.
То есть, тех видов металлов, которые чувствительны к перегреву.
Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать. Ни о каком соединении здесь уже говорить не придется.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.
При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки. К примеру, использование обратной полярности при сварке постоянным током, в которой применяется угольный электрод, приводит к быстрому расходу сварных стержней. Потому что при высоких температурах угольный электрод начинает разрушаться. Поэтому этот вид используется только при режиме прямой полярности. Чистый металлический стержень без покрытия, наоборот, хорошо заполняет сварочный шов при обратной полярности.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны. Если говорить о влиянии прямой и обратной полярности при сварке инвертором, то большую глубину проплавки может обеспечить режим обратной полярности.
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
Но остались некоторые тонкие моменты.
- В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
- При таком режиме электрическая дуга нестабильна.
- С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
- Правильный нагрев металла.
- Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
- При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
- Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.
Особенности сварки током обратной полярности
Сваривание тонких заготовок – процесс с повышенной трудностью, потому что постоянно присутствует опасность появления прожогов. Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
- Снизить потенциал тока, чтобы уменьшить температуру на заготовке.
- Сварку лучше проводить прерывистым швом. К примеру, сделать небольшой участок в начале, затем переместиться в центр, после начать стыковку с противоположной стороны, далее начать варить промежуточные участки. В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
- Очень тонкие металлические заготовки сваривают с периодическим прерыванием электрической дуги. То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
- Если проводится сварка внахлест, то две заготовки должны быть герметично прижиматься друг к другу. Небольшой воздушный зазор приводит к прожогу верхней детали. Для создания плотного прилегания нужно использовать струбцины или любой груз.
- При стыковочном соединении заготовок лучше минимизировать зазор межу деталями, а идеально, чтобы зазора не было бы вообще.
- Для сварки очень тонких заготовок с неровными кромками под стык необходимо уложить материал, который бы хорошо забирал на себя тепло процесса. Обычно для этого используют медную пластину. Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
- Можно провести отбортовку кромок свариваемых изделий. Угол отбортовки – 180°.
Влияние полярности тока на процесс сварки ТИГ
Полярность тока сварки существенным образом сказывается на характере протекания процесса дуговой сварки в инертном газе вольфрамовым электродом. В отличии от сварки плавящимся электродом (к которой относится сварка ММА и МИГ/МАГ) при сварке неплавящимся электродом в защитной среде инертного газа различия в характере процесса сварки на обратной и прямой полярности носят противоположный характер.
Так при использовании обратной полярности процесс сварки ТИГ характеризуется следующими особенностями:
— сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности не плавящийся электрод должен быть большего диаметра при одном и том же токе, в противном случае он будет перегреваться и быстро разрушится),
— зона расплавления основного металла широкая, но неглубокая,
— наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (так называемое катодное распыление), что улучшает сплавление кромок и формирование шва.
В то время как при сварке на прямой полярности наблюдается:
— повышенный ввод тепла в изделие и сниженный в электрод,
— зона расплавления основного металла узкая, но глубокая.
Как и в случае сварки ММА и МИГ/МАГ, различия свойств дуги при прямой и обратной полярности при сварке ТИГ связаны с несимметричностью выделения энергии на катоде и аноде. Эта несимметричность, в свою очередь, определяется разностью в значениях падения напряжения в анодной и катодной областях дуги. В условиях сварки неплавящимся электродом катодное падение напряжения значительно ниже анодного падения напряжения, поэтому тепла на катоде выделяется меньше, чем на аноде.
Ниже приведен примерный объем выделения тепла на различных участках дуги применительно к сварке ТИГ при токе сварки 100 А и при использовании прямой полярности (как произведение падения напряжения в соответствующей области дуги на ток сварки):
— в катодной области: 4 В х 100 А = 0,4 кВт на длине 0,0001 мм
— в столбе дуги: 5 В х 100 А = 0,5 кВт на длине 5 мм
— в анодной области: 10 В х 100 А = 1,0 кВт на длине 0,001 мм.
В связи с тем, что при сварке на прямой полярности наблюдается повышенный ввод тепла в изделие и сниженный в электрод, при сварке на постоянном токе используют прямую полярность. При этом, благодаря тому, что тепло выделяется, в основном, в анодной области, плавятся только те участки основного металла, на которые направляется дуга, т.е. где оказывается размещенным анод.
Техника ручной дуговой сварки
Эта статья – небольшой теоретический урок сварки для начинающих.
Дуговая сварка металла — наиболее общий и универсальный метод соединения металла. Технология дуговой сварки: электрический ток от сварочного источника образует дугу между основным металлом и расходуемым электродом. На электроде горит обмазка, которая выделяет газ, защищающий область от контакта с кислородом воздуха. Окружающий газ перегрет и плавит металл, при этом металл с электрода переносится в сварочную ванну.
Когда вы будете учится сварке или что-то чинить, первым шагом будет научится хорошо вести сварочный шов. Перед тем, как начнем жечь электроды, мы узнаем об применяемом оборудовании. Задача сварочного аппарата , независимо от его размера или формы, проста: обеспечить большой регулируемый ток, идущий к электроду. Сварочный аппарат ручной дает постоянный или переменный ток на электрод. Раньше для сварки использовали трансформаторы, сейчас большим спросом пользуется сварка сварочным инвертором, так как они легки, не габаритны, стойки к просаживанию сети.
Сварка прямой и обратной полярности.
Если вы используете переменный ток, то и электроды должны использовать для переменки. Профессиональные сварщики используют постоянный ток. Сварка постоянным током дает поток электронов одного направления. На сварочном инверторе есть возможность выбрать полярность. Полярность при сварке определяет направление движения потока электронов. И зависит от того, как подключены провода к положительной и отрицательной клемме.
Обратная полярность при сварке: плюс на электроде, минус на клемме «земля». Известно, что ток идет от отрицательного к положительному контакту, поэтому электроны движутся от металла на электрод. Это приводит к сильному нагреву конца электрода. Для обычной сварки используется плюс на электроде, минус на клемме.
Прямая полярность при сварке: минус на электроде, плюс на клемме «земля». Ток идет от электрода к металлу, электрод холодный, а металл горячий. Это используется в специальных электродах для скоростной сварки листового металла.
Комплектация сварочника.
Запомните! Разные аппараты сваривают по-разному! Поэтому при обучении используйте один аппарат, насколько это возможно. Также важны изолированные медные провода. Они бывают разных размеров (сечения). На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3 или 4 метровый провод определенного сечения с электрододержателем, он может быть разным: небольшим на 200А или более крупным на 300 А или даже на 500А (используются для толстых электродов и больших токов). Для обычного (домашнего) применения 200А удобнее. Есть разные виды держателей: один как пасатижи, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, вы можете согнуть его у основания). Так же нужна клемма заземления с быстросъемным зажимом.
Яркость дуги очень высокая, поэтому вам нужен защитный светофильтр, для того, чтобы видеть расплавленную ванну и для того, чтобы защитить глаза от ожога. Они бывают разных номеров. Меньше цифра — светлее фильтр маски сварщика. Люди по-разному чувствительны к свету. Светофильтр сварщика должен защищать глаза, но вы должны ясно видеть сварочную ванну. Если вы используете толстые электроды и большие токи, вы должны применять светофильтры с большим номером. Светофильтры для масок достаточно хрупкие. Чтобы защитить их от искр или царапин используйте защитные пластиковые стекла спереди и сзади. При сборке маски используйте уплотнитель и клипсу. После установки фильтра посмотрите на свет, проверьте, что нет зазоров. Когда начнете варить, проверьте снова, и если есть засветка, вы гарантированно получите ожог сетчатки (зайчик). Заменяйте сварочные защитные стекла, когда они грязные или поцарапались. Чистота стекла очень важна для четкого видения сварочной ванны.
Электроды сварочные покрыты флюсом, он делает возможным весь процесс сварки. Сгорая, флюс создает защитный газ и очищает ванну, вытесняя кислород воздуха, удерживая его от соединения с расплавленным металлом, не давая образоваться порам, а так же стабилизирует дугу и поддерживает чистоту расплавленного металла. Когда металл остывает, образуется сварочный шлак, обеспечивая дополнительную защиту металла от воздуха.
Сварка — это практика шаг за шагом, это не трудно. Сначала обратите внимание, чтобы все было готово для сварки. В любой момент сварки вам должно быть удобно! Электрод сгорает не сразу, поэтому расслабьтесь, возьмите держак обеими руками и обопритесь о стол настолько устойчиво, как это возможно. Когда все готово, начинайте процесс дуговой сварки, опустите щиток сварщика или настройте зажим маски, чтобы по кивку головы она опускалась. Зажигать дугу надо, как зажигают спичку: чиркайте электродом по металлу и ведите конец на начало шва. При чиркании начнет плавится флюс электрода, который очищает ванну. Чтобы избежать следов, чиркайте в направлении, куда будете варить. После чирканья электродом возник поджиг дуги, конец электрода должен находится в 3-х мм от поверхности, это создает зазор для дуги, оттуда идет яркий свет. Когда свариваете, не надо смотреть на свет, смотрите дальше дымящихся искр, фокусируйтесь на расплавленной ванне за электродом.
Удобнее брать держак так, чтобы его рычаг был под большим пальцем. Чтобы извлечь электрод, возьмите его левой рукой, нажмите рычаг и достаньте электрод. Если электрод залипает, то скорее всего флюс на кончике поврежден. Чиркните, чтобы сжечь конец электрода до того, как начнет заполняться сварочная ванна.
Когда дуга загорелась, начинайте формировать ванну, здесь нужно некоторое время, чтобы прогреть основной металл. По времени это занимает 2-3 маленьких оборота электродом вокруг сварочной ванны. Далее во время сварки основной металл прогревается и ванна расходится. Сначала ванна маленькая, сделайте так, чтобы ванна была достаточно широкой и не меняла форму.
Контроль дугового промежутка.
Во время сварки держите электрод над металлом. Это называется дуговой промежуток. Контролировать этот зазор первое и наверное САМОЕ ВАЖНОЕ, чему надо научиться. Во время продвижения по шву электрод расходуется, поэтому его надо опускать. Все время вам надо удерживать постоянный зазор между концом электрода и основным металлом.
Зачем использовать преобразователь частоты вместе с электродвигателем? — Леонардо Энергия
Стефан Фассбиндер (DKI)
Электродвигатель и электрогенератор — это в основном одно и то же .
В принципе, любой электродвигатель также может вырабатывать электричество. Электроприводы намного опережают двигатели внутреннего сгорания, поскольку, к сожалению, автомобильный двигатель, который всасывает выхлопные газы во время торможения и спусков и преобразует их в топливо и свежий воздух, все еще не готов.Электродвигатель может обеспечить это, хотя в течение первого столетия его использования его использование в значительной степени затруднялось двумя основными недостатками:
- Электродвигатель не имеет педали акселератора.
- Розетка не имеет никакого «водопроводного крана».
Когда электродвигатель работает, он генерирует напряжение с полярностью, противоположной питающему напряжению .
Следовательно, ток слишком высокий при первом включении, когда двигатель еще не работает.Для больших двигателей необходимо принять меры предосторожности, чтобы не повредить их и не сгореть предохранители. По мере увеличения скорости двигателя это индуцированное напряжение увеличивается. Фактически, при превышении скорости, при которой приложенное напряжение и напряжение сети равны, двигатель будет генерировать более высокое напряжение, чем напряжение в линии. Ток будет течь в обратном направлении, и двигатель изменил свою функцию на генератор.
Это хорошо, поскольку дает отличные преимущества в области энергоэффективности , особенно для кранов, лифтов и т. Д.которые фактически становятся электростанциями при движении вниз. Что не так хорошо, так это то, что линия всегда имеет примерно одинаковое напряжение, но по отношению к другим нагрузкам, например огни, это должно быть так. Следовательно, положения должны быть предусмотрены снова, если скорость двигателя должна измениться . Раньше это было обременительной задачей. Приходилось использовать трансформаторы с несколькими ответвлениями, например, в локомотивах, но это было громоздкое и дорогое решение, или ограничивать ток резисторами, например, в трамваях, что было неэффективным решением.
А с двигателями переменного тока , однофазными или трехфазными, все становится еще сложнее. Принцип электродвигателя всегда заключается в создании вращательного движения за счет притяжения и отталкивания магнитных сил. В строгих терминах физики электродвигатели даже не существуют, но все они должны быть названы магнитными двигателями с точки зрения пуриста: электрический магнит притягивает другой — также электрический или постоянный — магнит, пока он не подойдет как можно ближе как может быть.Затем полярность тока в (одном из) электромагнита (-ов) инвертируется, и сила притяжения превращается в отталкивающую. Механическая конструкция двигателя устроена так, чтобы допускать такое движение только по кругу, потому что требуется вращательное движение. Двигатели переменного тока могут быть построены проще, чем двигатели постоянного тока, потому что периодическая смена полярности происходит в любом случае и не должна генерироваться внутри машины.
Но становится очевидным, что изменение скорости вращения затруднено для двигателей постоянного тока , поскольку оно в значительной степени зависит от питающего напряжения, которое приблизительно стабильно, и невозможно для двигателей переменного тока, скорость которых строго совпадает с частотой сеть, которая с технической точки зрения полностью стабильна.
Теперь любой тип электродвигателя должен быть спроектирован таким образом, чтобы при желаемой (номинальной) скорости напряжение, генерируемое в двигателе, было примерно таким же, как приложенное (номинальное) рабочее напряжение. В двигателях постоянного тока индуцированное напряжение должно быть несколько ниже, чем в линии. При нагрузке двигатель постоянного тока немного теряет скорость, что приводит к дальнейшему падению наведенного напряжения и, следовательно, к большей разнице в линейном напряжении и более высокому входному току, соответствующему более высокой нагрузке. Таким образом, он адаптируется (более или менее) по своей природе к различной нагрузке.
Это преимущество перед двигателем внутреннего сгорания и одно из существенных отличий в рабочих характеристиках, которые будут обсуждаться здесь. Представьте, что вы отключили двигатель автомобиля и положили кирпич на педаль акселератора. Вы не должны этого делать. Электродвигатель, однако, не будет возражать, если он будет работать на полном напряжении без нагрузки, за исключением, возможно, одного конкретного типа — последовательно соединенной коллекторной машины. Большие блоки могут фактически быть разрушены центробежными силами, когда они питаются полным напряжением и без нагрузки.Небольшие единицы, например, используемые в кухонной технике и e. грамм. для стеклоочистителя в автомобиле иметь достаточные потери на трение, чтобы предотвратить это. Но при приложенном фиксированном питающем напряжении определенная скорость всегда будет связана с фиксированной выходной и входной мощностью. Поскольку не существует простой и понятной вещи, такой как водопроводный кран на кухне и в ванной, который можно было бы подключить к розетке, чтобы обеспечить контроль потока электроэнергии, регулирование мощности и / или скорости электродвигателя было сложная задача еще до изобретения силовой электроники.
В большей степени это относится к двигателям переменного тока. Скорость синхронной машины абсолютно стабильна, будь то машина, используемая в качестве двигателя или генератора. Что ж, он действительно немного теряет скорость в течение очень ограниченного времени, когда, например, он переключается с нейтрального режима на двигатель, как раз до тех пор, пока фазовый угол между электрической фазой и положением ротора больше не будет «синфазным». . После этого короткого периода перехода скорость двигателя и частота сети снова будут синхронизированы.Можно представить себе этот процесс так:
Когда машина работает без нагрузки, генерируемое ею переменное напряжение высокое при высоком линейном напряжении и низкое при низком сетевом напряжении. Они находятся в фазе друг с другом, поэтому ток практически не течет в обоих направлениях (грубо говоря, игнорируя аспекты реактивной мощности, специалисты подчеркнут здесь).
Поскольку электрическая мощность (а также ее мгновенные значения) рассчитывается как напряжение, умноженное на ток, изменение напряжения или тока на противоположное означает изменение знака и, следовательно, изменение направления потока энергии.Теперь, когда машина работает как двигатель, генерируемое ею переменное напряжение отстает от приложенного напряжения. Когда напряжение в сети уже достигает своего пика, оно все еще несколько ниже, поэтому ток будет течь из сети в машину; так что он действует как мотор. К тому времени, когда ток, наконец, поменяет полярность, линейное напряжение также изменится, поэтому мы умножаем два раза на -1 и застреваем в работе двигателя.
Когда мы приводим вал машины в движение, чтобы машина работала как генератор, генерируемое им переменное напряжение опережает приложенное напряжение.Оно уже снова падает, когда напряжение в сети достигает пика, поэтому ток будет течь из машины в сеть. К тому времени, когда ток поменяет полярность… и так далее.
Теперь все становится сложно, когда мы переходим к обсуждению наиболее широко используемой электрической машины , асинхронного двигателя , поскольку процессы, которые ее приводят в действие, трудно представить в иллюстративной форме. Он имеет электромагниты с обеих сторон, в статоре и в роторе. Обмотки ротора закорочены и действуют как вторичные обмотки трансформатора.Магнитное поле, вращающееся в статоре, индуцирует ток в закороченных обмотках ротора, который затем создает собственное магнитное поле. Как и в синхронной машине, полюса полей статора, приводимые в действие частотой сети, бегают по кругу и, так сказать, преследуют полюса поля ротора перед собой. Итак, ротор начинает вращаться. Асинхронный двигатель всегда будет вращаться немного медленнее, чем магнитные полюса статора. Эта небольшая разница, скольжение, необходима для поддержания тока в обмотках ротора и, таким образом, для сохранения магнитного поля ротора.Частота скольжения может составлять всего 1 Гц или даже меньше в большой машине, поэтому, если в 2-полюсном асинхронном двигателе, питающемся с частотой 50 Гц, полюса статора вращаются со скоростью 3000 об / мин, ротор будет вращаться со скоростью 2940 об / мин. Когда вы его увеличите, он будет действовать как генератор. При 3060 об / мин, скажем, при том же скольжении с обратным знаком выходной ток будет таким же, как и входной ток при 2940 / мин.
Вместе с двигателями постоянного тока, включая последовательно соединенные коллекторные двигатели, которые могут работать как от переменного, так и от постоянного тока, асинхронный трехфазный двигатель запускается самостоятельно, как только будет подано сетевое напряжение.Более того: это будет происходить очень резко, с в несколько раз превышающим номинальный крутящий момент и потребляемый ток, как описано выше. Это следующее отличие от двигателя внутреннего сгорания, для запуска которого требуется небольшой двигатель постоянного тока.
Синхронная машина как таковая не может запуститься одна. По этой и другим причинам он обычно используется только как генератор.
Кроме того, последовательная коммутаторная машина в принципе является машиной постоянного тока, но поскольку ее статор и ротор соединены последовательно, они оба меняют полярность при изменении тока, поэтому направление вращения остается прежним.Таким образом, он также может работать как двигатель переменного тока, но при использовании в качестве генератора он будет генерировать постоянный ток, полярность которого зависит от некоторого случайного остаточного магнетизма, если не определена специальной дополнительной катушкой.
Теперь, когда управлять мощностью и скоростью двигателя внутреннего сгорания несложно, просто уменьшая подачу топлива, что, с другой стороны, является ужасной необходимостью, в то время как электродвигатель более или менее регулирует себя, «водопроводный кран» для электричества было окончательно изобретено в семидесятых: теперь доступны инверторы, которые преобразуют переменный ток в постоянный, а постоянный снова обратно в переменный с электронными компонентами (и очень низкими дополнительными потерями) .Выход переменного тока можно регулировать как по амплитуде, так и по частоте, чтобы адаптировать его к требованиям любого двигателя в любой желаемой точке работы. Скорость и крутящий момент теперь можно контролировать независимо друг от друга. Таким образом, инвертор преодолевает практически все недостатки электродвигателя по сравнению с любым двигателем внутреннего сгорания, в то время как преимущества остаются такими же выдающимися, как и есть, включая обратную связь по мощности (инверсия потока энергии), если используется 4-квадрантный инвертор (2 направления вращения, 2 направления вращения). направления потоков энергии).
В очень простых терминах такие инверторы создают соединение между постоянным напряжением в звене постоянного тока, когда мгновенное переменное напряжение в линии выше, чем напряжение постоянного тока в звене, что позволяет потреблять энергию и отключает оба от каждого другое, когда напряжение «снаружи» ниже. Это принцип работы двигателя. Для возврата энергии в генераторном режиме инвертор, оправдывая свое название, делает обратное: подключается, когда напряжение в сети низкое, и отключается, когда оно высокое.Таким образом, энергия может идти в любую сторону, даже если линейное напряжение постоянно, а постоянное напряжение в промежуточной цепи также может поддерживаться на постоянном уровне, в зависимости от конструкции.
Другой конец, сторона двигателя силового электронного инвертора, несколько сложнее. Еще раз упрощая, принцип состоит в том, чтобы включать и выключать двигатель очень быстро, намного быстрее, чем это может сделать любой механический переключатель. Путем изменения отношения времени включения / выключения средний ток двигателя можно непрерывно изменять, даже если напряжение постоянного тока в промежуточной цепи поддерживается на постоянной амплитуде.Этот принцип намного сложнее и намного дороже, чем управление потоком воды в ванне с помощью водопроводного крана, но преимущества настолько очевидны, что этот принцип неуклонно распространяется во всем мире электрических приводов.
Инверторы также могут использоваться в сетях постоянного тока .
В то время как старые трамваи — а многие из них все еще существуют — вполне могли использовать свои двигатели для торможения, электроэнергия не могла подаваться обратно в линии, потому что напряжение, генерируемое двигателем, было, грубо говоря, немного ниже, чем напряжение. на линии, поэтому инверсия потока мощности была невозможна.Электроэнергия, генерируемая во время торможения, поглощалась резисторами и терялась в виде тепла. В настоящее время инверторы могут прерывать постоянный ток в переменный, переменный ток можно преобразовать (чем меньше трансформатор, тем выше выбирается частота прерывания), выпрямить обратно в постоянный ток и подать обратно в воздушную линию.
Двигатель внутреннего сгорания имеет определенную номинальную выходную мощность, и все. Если вы попытаетесь получить чуть больше крутящего момента, чем указано на паспортной табличке, вы просто заглушите двигатель.
Какая разница в поведении электродвигателя! Он также имеет определенную максимальную мощность и максимальный крутящий момент, но что он делает, если вы хотите большего? Это дает вам больше!
Скорость двигателя постоянного тока или асинхронного двигателя немного падает, в то время как в синхронном двигателе угол между приложенным и индуцированным напряжением становится немного больше. Оба приводят к более высокому потребляемому току, что обеспечивает более высокий выходной крутящий момент при примерно или точно такой же скорости, соответственно.Двигатель может предложить удвоенный номинальный крутящий момент, если вы этого захотите. В зависимости от типа конструкции и размера двигателя он может быть более чем в 5 раз выше номинального. Единственная проблема заключается в том, что это позволяет это сделать только в течение ограниченного времени, потому что чрезмерный ток генерирует избыточное тепло в двигателе, и в конечном итоге двигатель сгорит. Специальные выключатели защиты двигателя, которые регулируются в соответствии с номинальным током, прерывают ток двигателя, если номинальный ток превышается слишком долго. Лучше всего отслеживать фактическую температуру двигателя.Или использовать инвертор. Его электронное управление предлагает неограниченные возможности программирования.
Итак, начнем:
- Поскольку электродвигатель запускается самостоятельно, а многие типы двигателей даже обеспечивают максимальный крутящий момент (тормозной момент) в режиме покоя, в электромобиле не требуется сцепление.
- Поскольку электродвигатель обеспечивает гораздо больший крутящий момент в течение ограниченного времени, чем при непрерывной работе, в электромобиле не требуется переключение передач, поскольку транспортным средствам всегда требуется максимальная сила тяги только в течение ограниченных периодов разгона и движения в гору.
Итак, электродвигатель — гораздо лучший и более экологичный вариант для эксплуатации автомобиля, чем двигатели внутреннего сгорания любого типа. Вместе с силовым электронным инвертором они близки к идеалу, в то время как привод внутреннего сгорания — это более или менее импровизированный способ передвижения транспортного средства, который только благодаря более чем 100-летнему опыту вместе с огромным и мощным рынком можно было оптимизировать путем: большое состояние, которое мы наблюдаем сегодня. Дальнейшего прогресса не видно.
Все, чего сейчас не хватает, так это годной батареи.В этом случае весь наземный транспорт сразу перейдет на электроприводы. Везде, где есть контактный провод, электропривод уже демонстрирует свое превосходство, и еще есть потенциал.
Мораль: двигатель внутреннего сгорания и электропривод не могут быть менее похожими. Если вы хотите разобраться в электрических приводах, первое, что вам нужно сделать, это забыть все о двигателе вашего автомобиля.
Устранение неполадок с коэффициентом мощности производства солнечной энергии с использованием данных в реальном времени — Центр поддержки Solar Analytics
Есть несколько причин, по которым показания Solar Analytics не совпадают с показаниями инвертора.
- Проблема с чередованием фаз
- Проблема полярности
- Свободный CT
Проблема с чередованием фаз на солнечной генерации может быть легко идентифицирована в Live Data, просмотрев коэффициент мощности через Long Energy на странице Live Data. Когда возникает проблема с чередованием фаз, показание этого конкретного ТТ будет иметь коэффициент мощности, равный 0,5. Попробуйте найти дату, которая содержит данные за полный день. См. Изображение ниже.
Если у вас что-то подобное, следующий шаг, который вам нужно сделать, это проверить вкладку Voltage.Есть два связанных сценария с напряжением:
- Если напряжения на всех каналах одинаковы, очень вероятно, что есть проблема с физической проводкой с устройством (то есть однофазная проводка для устройства, однако объект является многофазным). Следовательно, вам нужно попросить кого-нибудь вернуться на объект, чтобы исправить проблему с проводкой.
- Если напряжение на всех каналах немного отличается, высока вероятность, что это может быть удалено командой поддержки Solar Analytics.Пожалуйста, обратитесь к изображению ниже в качестве примера.
Другой причиной различий в показаниях инвертора и Solar Analytics является проблема полярности. Когда это происходит, показания трансформатора тока обратной полярности отменяют некоторые показания хороших трансформаторов тока. См. Изображение ниже.
Если вы видите это, обратитесь в Solar Analytics, чтобы удаленно поменять полярность.
Эта проблема обычно возникает, когда ТТ был установлен с использованием обратного ТТ, а затем установщик осознал это до того, как они покинули объект, и физически исправили полярность ТТ.В результате мы получили смешанные положительные и отрицательные данные для солнечной генерации, и алгоритм полярности может быть перепутан и сделать неверное суждение.
Другая причина различий в показаниях инвертора и Solar Analytics заключается в том, что трансформатор тока не закреплен плотно. Это можно определить по оперативным данным, просмотрев показания мощности каждого ТТ. Для трехфазного инвертора показания мощности на всех трех трансформаторах тока должны быть примерно одинаковыми. Следовательно, если показание абсолютной мощности на ТТ значительно ниже, чем у других, высока вероятность того, что ТТ не закреплен.Чтобы исправить это, вам нужно найти время, чтобы вернуться на место и убедиться, что зажим CT щелкнул.
Еще одна физическая проверка, которую вы можете выполнить перед тем, как покинуть объект, — убедиться, что от CT не исходит жужжание.
Выясняем, где находятся плюсы и минусы на солнечных батареях
Эми Боде 11 июля 2017
Итак, у вас есть солнечная панель без маркировки полярности. Как определить правильную полярность, какая клемма или провод — плюс, а какой — минус? Вот несколько простых советов, которые можно сделать даже внутри, вдали от солнца.
Посмотрите на диод
Отрицательный полюс байпасного диода (т. Е. Катод) в байпасном диоде расположен с плюсом солнечной панели.
Если вы сможете открыть распределительную коробку, вы, скорее всего, увидите внутри как минимум один обходной диод. Это поможет предотвратить потерю мощности из-за затенения солнечной панели. Он обеспечивает альтернативный путь для тока, когда панель затемнена и, следовательно, имеет более высокое сопротивление. Может быть только один диод, который обходит всю панель в солнечной батарее, как показано на схеме, или несколько диодов, обходящих ячейки внутри самой солнечной панели, как показано на рисунке.
Диодная полоска (катод), указывающая на плюс
Полосатый катод диода будет направлен на положительную сторону солнечной панели. Другая сторона — отрицательная.
Для получения дополнительной информации о диодах в солнечной системе посмотрите наш видеоролик «Блокирующие и байпасные диоды в солнечных панелях».
Измерение вольтметром
Обратная полярность
Правильная полярность
Еще один способ узнать полярность солнечной панели — это проверить с помощью вольтметра.Простое считывание напряжения покажет вам полярность солнечной панели, даже когда она находится внутри.
Для измерения на клеммах или проводах солнечной панели поместите красный положительный провод измерителя с одной стороны, а черный отрицательный — с другой. Установите вольтметр на показание постоянного напряжения. Если вольтметр показывает отрицательное число, обозначенное знаком минус, провода имеют неправильное направление. Их переключение показывает положительное число без отрицательного символа, поэтому красный провод измерительного прибора находится на положительном полюсе, а черный провод измерительного прибора — на отрицательном.
Обратите внимание, что на фотографиях вы также можете увидеть байпасный диод в распределительной коробке. Вы можете видеть, что полоса диода находится на стороне красного положительного вывода, что свидетельствует о правильности предыдущего метода.
Солнечная панель выдает всего 3 вольта, потому что внутри здания она перевернута, и на нее просто попадает небольшой свет. Но этого достаточно, чтобы получить правильную полярность. Если бы вы попытались измерить ток, с таким слабым освещением, вероятно, не было бы ничего, поскольку напряжение меньше зависит от интенсивности света, чем ток.
Посмотрите наши видеоролики в Интернете, чтобы узнать больше советов и приемов для вашей солнечной системы.
Следующие две вкладки изменяют содержимое ниже.Эми Боде работает в сфере солнечной энергетики в магазине altE с 2007 года. Она была торговым представителем, инструктором и всесторонним евангелистом солнечной энергии, разделяя свою страсть к солнечной энергии по всему миру. В свободное от работы время она занимается парусным спортом или лыжным спортом, в зависимости от сезона, но, скорее всего, она все еще говорит о солнечных батареях на лодке или на склонах.
Спросите эксперта: производители инверторов дают нам лучший совет по поиску и устранению неисправностей
Кристофер Барретт
Wi-Fi может вызывать проблемы со связью
Кристофер Барретт, директор по техническим услугам, APsystems
Мы часто видим проблемы, с которыми сталкиваются наши установщики, связанные со связью, часто из-за неправильного подключения шлюза или ненадежного подключения к Интернету. Следование передовым методам, рекомендованным производителем, поможет установщикам сократить количество повторных посещений сайта для устранения проблем со связью.Некоторые из этих передовых методов включают установку шлюза в правильном месте, которое обычно представляет собой прямое соединение с сервисной панелью, на которую устанавливается исходная фотоэлектрическая матрица (часто выделенная фотоэлектрическая субпанель). Мы также рекомендуем по возможности использовать проводное соединение Ethernet, чтобы обеспечить надежную связь и минимизировать возврат на рабочую площадку.
Райан Леблан
Еще раз проверьте эти дыхательные пути, длину струн
Райан ЛеБлан, старший инженер по приложениям, SMA America
- Перенапряжение, слишком длинные струны — самый быстрый способ убить электрическое устройство.
- Блокировка дыхательных путей, установка инверторов слишком близко к стенам или другим инверторам, а также несоблюдение регулярных проверок инверторов на предмет закупорки воздухозаборника являются обычными явлениями. Это приводит к снижению производства, но трудно сказать, убьет ли это их раньше.
Фрэнк О’Янг
Pro Совет: попробуйте разные цвета кабелей
Фрэнк О’Янг, младший вице-президент, Дарфон
Наша техническая группа видит, что часто полярности линий постоянного тока от фотоэлектрического модуля или цепи неправильно подключены к инвертору из-за того, что кабели одного цвета (в основном черные) используются для + и — модуля или цепочки.Этого можно избежать, используя кабели разных цветов для разной полярности или проверяя полярность перед подключением инвертора. Наша техническая группа также видит, что линии L1 и L2 цепи переменного тока неправильно подключены при подключении инвертора к сети. Следует соблюдать осторожность при подключении L1 и L2 и следовать инструкциям из руководства по инвертору.
СВЯЗАННЫЕ: Руководство покупателя солнечного инвертора, 2017
Марк Черасуоло
Хранилище — это сложно — научитесь делать это правильно
Марк Черасуоло, директор по обучению и маркетингу, OutBack Power
Поскольку наши продукты и системы обычно либо включают в себя батареи, либо взаимодействуют с ними, для обеспечения безопасной и надежной установки действительно необходимо обучение, выходящее за рамки того, что есть у большинства установщиков.Даже в этом случае мы настоятельно рекомендуем установщикам использовать предварительно смонтированные системы, чтобы убедиться, что система укомплектована и подключена правильно.
Эд Хикокс
Четыре основных проблемы установки инвертора из CPS
Эд Хикокс, GM, CPS Americas
- «Сетка V вне пределов». Это когда клиент забыл проверить, включен ли переключатель переменного тока, поэтому инвертор считает, что напряжение сети переменного тока выходит за пределы.
- Несоответствие строки. Несоответствующее количество панелей в строке на одном MPPT.
- Превышение рекомендованного соотношения постоянного и переменного тока. Это может привести к случайным периодическим сбоям.
- Установка цепочки постоянного тока слева направо, когда было бы более идеально сбалансировать нагрузку между двумя MPPT. Это может привести к тому, что один MPPT окажется слишком далеким от баланса других MPPT (например, четыре струны в № 1 и одна струна в № 2).
Питер Мэтьюз
Следите за своими связями, проектирование системы
Питер Мэтьюз, генеральный менеджер SolarEdge в Северной Америке
Две очень распространенные ошибки — неправильное соединение разъемов или неправильная полярность.К другим элементам, относящимся к разъемам, относятся оставление разъемов открытыми во время процесса установки, что может привести к проникновению воды, или неполное обжатие проводов. Еще одна область, в которой, как мы видим, возникают проблемы с поддержкой, — это системное проектирование. Например, SolarEdge позволяет устанавливать более длинные цепочки, поэтому установщики, которые привыкли к стандартным конструктивным ограничениям, могут по привычке разрабатывать короткие цепочки вместо цепочек мощностью 11,25 кВт, доступных с решением SolarEdge.
Брайан Лидик
Целостность инвертораначинается с правильной установки
Брайан Лидик, старший инженер по стандартам и технологиям, Fronius USA
Наиболее частые упущения при установке, которые мы наблюдаем, связаны с затяжкой, расположением инвертора и контролем влажности.Монтажный кронштейн должен быть установлен на поверхности, чтобы не допустить изгиба или деформации кронштейна. Электромонтажный отсек должен быть подключен в соответствии с инструкциями, чтобы обеспечить стыковку корпуса инвертора заподлицо с шасси монтажного кронштейна. Если не учитывать прокладку проводов или фитинги кабелепровода, это может привести к потере целостности уплотнения. Обратите особое внимание на крышку DATCOM. Прежде чем закрепить винтами, убедитесь, что он «защелкивается» или «защелкивается». Если крышка просто ввинчивается, между корпусом инвертора и крышкой DATCOM могут быть изгибы и небольшие зазоры, через которые может попасть вода.
Рейтинг лучших судовых инверторов 2021 года
Лучший выбор премиум-классаGo Power! GP-3000HD Судовой инвертор мощностью 3000 Вт для тяжелых условий эксплуатации
Проверить последнюю цену
Ян Форти Обновлено 11 октября 2020 г.В
Boat Safe — это сайт, поддерживаемый сообществом. Мы можем получать партнерское вознаграждение за ссылки на этой странице, но мы уверены во всех рекомендуемых продуктах.
Если вы серьезно относитесь к катанию на лодке, вам нужен лучший инвертор мощности. Морские инверторы питания преобразуют мощность постоянного тока от аккумулятора лодки в полезную мощность переменного тока. Электропитание переменного тока — это то, что позволяет работать большинству обычных бытовых приборов. Вы можете подключить любое устройство по вашему выбору и запустить его, когда у вас есть доступ к источнику переменного тока.Это все, от блендера для приготовления напитков до зарядного устройства для зарядки телефона. Вы даже можете расслабиться и поиграть в Xbox, если хотите. И, конечно же, он также удобен для подключения электроинструментов или кухонного оборудования.
Одним из больших преимуществ использования инвертора мощности является его эффективность. Хотя генератор может обеспечивать энергию, его труднее использовать. Генераторы работают на топливе. Они также производят выхлоп. Инвертор мощности быстрый и чистый. Все, что ему нужно, — это аккумулятор вашей лодки для работы. Тогда у вас есть доступ к высокой мощности на длительный период времени.С помощью комбинации инвертора и зарядного устройства вы можете еще дольше заряжать лодку и бытовые приборы.
Убедитесь, что вы выбрали правильный инвертор мощности для вашей лодки. Не каждый преобразователь мощности совместим с каждой лодкой. Точно так же вам нужно убедиться, что ваш инвертор питания может работать с приборами, которые вы к нему подключаете. Все больше и больше бытовой техники требуют большей мощности.
Лучший общий выбор1.Морской инвертор питания Xantrex Prowatt 1000 SW
Проверить последнюю цену
Xantrex Prowatt — один из лучших инверторов мощности на рынке. Он имеет непрерывную выходную мощность 1000 Вт. Имеется удобный для чтения дисплей, на котором отображается выходная мощность и вольты. Также в комплекте есть один разъем USB и GFCI. GFCI означает прерыватель цепи замыкания на землю. Это помогает предотвратить поражение электрическим током, если где-то в цепи есть неисправность.Вы можете безопасно подключать множество устройств к двум розеткам переменного тока.
В режиме ожидания ваттный инвертор Xantrex Pro минимизирует потребление энергии, помогая экономить электроэнергию. Он также поставляется с дополнительным дистанционным переключателем, поэтому вам не нужно ходить и включать его все время, когда вам это нужно.
При весе чуть больше семи фунтов не сломает вам спину, двигая его. Он также имеет выходную мощность чистой синусоидальной волны 900 Вт. По сравнению с аналогичными силовыми инверторами этот также не издает много шума.Однако в жаркий день вы можете захотеть следить за тем, где вы его разместили. Вы определенно хотите сохранить это круто. Возможность его перегрева и попадания прямых солнечных лучей вполне реальна. Цена также соответствует более дешевым модифицированным синусоидальным инверторам. Это делает его одним из лучших инверторов мощности, которые вы можете купить.
Лучший выбор бюджета2.Инвертор мощности 400 Вт Rally Marine Grade
Проверить последнюю цену
Если вы не хотите покупать мощный инвертор, Rally поможет вам. Их инвертор мощностью 400 Вт поставляется с USB-портом для зарядки и двумя частями переменного тока. Пиковая выходная мощность составляет 800 Вт, так что вы не хотите использовать ее для чего-то вроде микроволновой печи. Однако, если вы просто хотите провести день на лодке и держать телефон заряженным, это отличный вариант.Он дешевле, чем более крупные устройства, но выполняет свою работу. Он создан для морских работ, что делает его устойчивым к коррозии. Функции безопасности включают защиту от отключения при низком заряде батареи. Также есть защита от перегрузки и тепла. Компания также предоставляет 2-летнюю гарантию. Это намного лучше, чем некоторые из более дорогих вариантов. Хотя это может не сработать для хардкорного использования, оно может заряжать аккумулятор автомобиля или запускать некоторые меньшие электроинструменты.
Лучший выбор премиум-класса3.Go Power! GP-3000HD Судовой инвертор мощностью 3000 Вт для тяжелых условий эксплуатации
Проверить последнюю цену
Инвертор Go Power мощностью 3000 Вт обеспечивает непрерывную мощность 3000 Вт. Функции безопасности обеспечивают защиту от перегрузки, пониженного и перенапряжения. Для питания различных приборов доступны четыре розетки переменного тока на 120 вольт. Однако выхода USB нет. Он предупреждает вас о низком заряде батареи, и есть функция автоматического выключения с сигналом тревоги.Компания предоставляет гарантию сроком на один год. Хотя это не чисто синусоидальный инвертор, он оказался очень надежным для многих судоводителей. Для модифицированного синусоидального инвертора это один из лучших. Ожидайте, что он сможет питать телевизор, ноутбук, микроволновую печь, электроинструменты и многое другое. Если вам нужна очень высокая выходная мощность, это один из лучших инверторов мощности, который вы можете получить.
4. Инвертор мощности чистой синусоидальной волны GoWISE Power 2000 Вт
Проверить последнюю цену
Инвертор синусоидальной волны GoWISE Pure имеет три выхода, а также порт USB.Если вам нужно два порта USB, вы можете просто подключить адаптер. Этого должно хватить для удовлетворения всех потребностей в мощности устройств на вашей лодке. Это один из самых мощных инверторов, которые вы найдете на рынке. Он обеспечивает непрерывную выходную мощность 2000 Вт. Пиковая мощность составляет 4000 Вт. Технология с низким уровнем гармонических искажений приближает этот уровень мощности к тому уровню, который вы ожидаете получить дома. Он также оснащен системой безопасности с 5 функциями защиты, чтобы вы были в безопасности. Это защищает от термического воздействия, низкого напряжения, перенапряжения, пониженного напряжения и перегрузки.В комплект поставки входят даже дистанционный переключатель и кабели аккумулятора.
Пульт дистанционного управления подходит для расстояния до 15 футов. Предупреждающие индикаторы сообщат вам, когда инвертор проработал слишком долго. Он также отключается, когда напряжение становится слишком низким. Некоторые владельцы жаловались, что они не всегда достигают максимальной выходной мощности. Он может достигать максимальной мощности до 2000 Вт. Но он предлагает качественную мощность где угодно на вашей лодке. И работа обычно тихая.
5.Cantonape 1500 Вт Инвертор с чистой синусоидой
Проверить последнюю цену
Если ваша главная забота, когда дело доходит до силовых инверторов, — это безопасность, Cantonape 1500-ваттный чистый синусоидальный сигнал для вас. Выбирая этот инвертор, вы видите шесть уровней безопасности, обеспечивающих защиту. Перегрузка, перегрев, перенапряжение, пониженное напряжение, короткое замыкание и обратная полярность. Благодаря постоянной выходной мощности 1500 Вт и скачку мощности 3000 Вт он может работать с большинством электронных устройств.Вы можете безопасно подключить к этому инвертору холодильник.
Доступны две розетки переменного тока. Батарея и выходное напряжение отображаются на встроенном дисплее. Вентилятор охлаждения — это умный вентилятор, и мы будем регулировать скорость в соответствии с температурой устройства. Корпус также алюминиевый, поэтому он может выдержать жизнь в море. Запасные предохранители также включены, не говоря уже о годовой гарантии.
6.AIMS Power PWRIX120012S Инвертор с чистым синусом, 1200 Вт,
Проверить последнюю цену
Инвертор мощности AIMS обеспечивает выходную мощность до 1200 Вт. он дешевле, чем многие другие синусоидальные инверторы. Компромисс в том, что он не такой мощный, как некоторые другие. Однако, в зависимости от ваших потребностей, это может отлично подойти. Если вы хотите использовать только несколько приборов или электронику, это хорошая идея.Вентилятор охлаждения предохраняет устройство от перегрева. Однако он шумнее некоторых. Он также доступен с дополнительным пультом дистанционного управления. Терминалы с проводом также включены, когда вы покупаете это. Есть передаточный переключатель, который контролирует прохождение инвертора. У него нет портов USB или розеток переменного тока, поэтому он не для случайного использования.
7. Инвертор питания Power Bright PW2300-12 Marine
Проверить последнюю цену
Судовой инвертор Power Bright 2300 предназначен для изменения питания 12 В постоянного тока мощностью 2300 Вт на переменный ток 110 В.Это модифицированная синусоидальная модель. Он потребляет 2300 Вт непрерывной мощности с максимальной мощностью 4600 Вт при максимальном потреблении. Это делает его отличным от большинства инверторов мощности. Корпус из анодированного алюминия для прочности. Также есть встроенный вентилятор охлаждения. Вентилятор охлаждения работает довольно тихо. Есть две розетки переменного тока на 120 В, но в комплект не входят шнуры питания, их необходимо покупать. Он достаточно мощный, чтобы при желании запустить морозильник.
Имеет функцию отключения при повышении и понижении напряжения.Также есть сигнализация низкого напряжения. Он также имеет функцию отключения при перегрузке и перегреве. Также есть беспроводной пульт дистанционного управления. Пульт дистанционного управления эффективен на расстоянии до 150 футов.
8. Magnum Energy MS2000
Проверить последнюю цену
Magnum ms2000 — это силовой инвертор и зарядное устройство с синусоидальной волной.Он предназначен для постоянной установки на вашей лодке. Большинство других — портативные, которые вы носите с собой. Но, поскольку это и инвертор, и зарядное устройство, он служит двойной цели. Он предлагает до 2000 Вт непрерывной мощности. Поскольку это чисто синусоидальный инвертор, он может работать с тонкой электроникой. Такие вещи, как диммеры, зарядка телефонов или даже телевизор и Xbox. Он оснащен пятиступенчатой интеллектуальной системой зарядки. Это может ускорить зарядку и защитить аккумулятор.Он также потребляет меньше энергии от генератора, чем ваше стандартное зарядное устройство. Большинство зарядных устройств используют 23 ампера на 100 ампер. Magnum Energy будет работать при минимальной мощности 15 ампер на 100 ампер.
Корпус предназначен для использования в морских условиях. он оснащен кодом и печатными платами для защиты от коррозии. Можно списать на питание 12 вольт или 24 вольта постоянного тока. Как и следовало ожидать, он имеет защиту, которую предлагает большинство других устройств. Это означает отсутствие страха перед перенапряжением при отключении из-за пониженного напряжения. это определенно не для случайных прогулок, или вам просто нужно зарядить свой мобильный телефон.Если вы ищете серьезную мощность, Magnum energy может быть лучшим инвертором, который вы найдете.
9. Зарядное устройство ProMariner True Power 2000PS с чистой синусоидой
Проверить последнюю цену
Зарядное устройство и инвертор Promariner с синусоидальной волной — одно из лучших по универсальности. Этот инвертор мощности также может работать как зарядное устройство.Это определенно большие вложения, чем у большинства других уплотнений преобразователя. Но его двойная цель стоит своих денег. В сочетании с прочной конструкцией это действительно мощная технология.
Обладая непрерывной выходной мощностью 2000 Вт, этот инвертор может справиться с большинством нагрузок. Поскольку это чисто синусоидальный инвертор, он безопасен для вашей самой чувствительной электроники. В качестве зарядного устройства от него можно получить 70 ампер. Он способен заряжать 12-вольтовый аккумулятор. Есть также 7 профилей зарядного устройства, которые вы можете использовать, и три стадии зарядки.
И инвертор, и зарядное устройство работают автоматически. Во время работы устройства нет громкого шума, и он оснащен переключателем мгновенного переключения переменного тока.
10. Морской инвертор Tripp Lite
Проверить последнюю цену
Инвертор Tripp Lite обеспечивает непрерывную выходную мощность до 2000 Вт.Пиковая мощность достигает 4000 Вт. Он имеет две розетки переменного тока, а также вентилируемый корпус с охлаждающим вентилятором. Он также разработан, чтобы быть прочным и долговечным, и на него предоставляется годовая гарантия. Он включает в себя защиту от перегрузки, короткого замыкания, высокого и низкого напряжения, а также от перегрева.
Эти 42 фунта определенно громоздкие. Однако охлаждающий вентилятор хорош для снижения температуры для своего размера. Прочный корпус также устойчив к влаге, что делает его идеальным для использования на лодке.все это так легко устанавливается на любую плоскую поверхность. Вы можете рассчитывать, что этот инвертор прослужит вам долгое время, если вы позаботитесь о нем.
11. Инвертор мощности чистой синусоиды IpowerBingo
Проверить последнюю цену
Чистый синусоидальный инвертор IpowerBingo имеет непрерывную выходную мощность 2000 Вт.Пиковая мощность 4000 Вт. Светодиодный дисплей покажет вам выходное напряжение. Есть защита от перегрузки, короткого замыкания и перегрева. Он также предлагает защиту от обратной полярности и защиты от повышенного и пониженного напряжения. Идеальная рабочая температура нагрудников колеблется от 0 градусов Цельсия до 40 градусов. Когда становится слишком жарко, почти бесшумно работает охлаждающий вентилятор. Включены кабели высокого сечения. Также есть качественная алюминиевая индуктивность.
Что нужно помнить
Выбор лучшего инвертора мощности во многом зависит от того, что вы планируете делать на своей лодке.Если все, что вам нужно сделать, это зарядить телефон, выходная мощность может не быть вашей главной заботой. В этом случае вы можете сосредоточиться в основном на цене инвертора. У любого инвертора есть несколько факторов, на которые стоит обратить внимание. Когда вы узнаете, как работает инвертор и на что он способен, вы сможете сделать осознанный выбор.
Непрерывная мощность
Пожалуй, самое важное, что нужно учитывать при покупке инвертора мощности. Когда вы знаете постоянную мощность, вы знаете, сколько приборов может запитать инвертор.Например, если у вас есть инвертор на 2000 Вт, вы знаете, что справитесь с микроволновой печью на 800 Вт. Следует помнить, что большинство инверторов не могут предложить вам 100% КПД. Если указано 2000 Вт, то максимальная мощность составит 1800 Вт. Большинство инверторов могут обеспечить КПД не более 90%. На всякий случай спланируйте это в качестве основы.
Розетки
В зависимости от того, что вы хотите делать со своим инвертором, вам нужно будет учитывать доступные розетки. Некоторые предлагают одну, две, три или более розеток переменного тока.Некоторые из них также оснащены портами для зарядки USB. Больше торговых точек — больше универсальности. Но вы также должны помнить о своих проблемах с пространством. Сколько бытовой техники вы можете подключить к имеющемуся у вас пространству?
Форма волны
Инверторыпродаются как в модифицированной, так и в чистой синусоидальной форме. Модифицированные синусоидальные инверторы дешевле. Инверторы с синусоидальной волной являются более эффективным источником энергии. Они могут создавать больше энергии и передавать больше энергии. Если вы используете электронику меньшего размера, модифицированный инвертор, вероятно, сделает эту работу за вас.Если вы работаете с серьезной электроникой, вам понадобится синусоидальный инвертор. Инверторы с синусоидальной волной подходят для больших бытовых приборов. Подумайте о таких вещах, как холодильники и плиты.
Функции безопасности
Незащищенный инвертор мощности может вывести вас из строя несколькими способами. Есть до шести различных уровней защиты, которые вы можете получить от определенных инверторов мощности. Чем больше уровней защиты, тем лучше будет. К ним относятся:
- Защита от перегрузки
- Защита от короткого замыкания
- Защита от обратной полярности
- Защита от перегрева
- Защита от пониженного напряжения
- Защита от перенапряжения
Любой из них может серьезно повредить вашу электронику, если что-то пойдет не так.Инвертор, который включает защиту от этих вещей, обеспечит безопасность ваших устройств.
Некоторые инверторы имеют выход GFCI. Они более безопасны в использовании, чем обычные розетки переменного тока. Они значительно снижают риск поражения электрическим током. Помните, что количество энергии, протекающей через инвертор, может быть опасным. 120 вольт могут быть опасны, особенно во влажных условиях на лодке.
Корпус
Несмотря на то, что это может не показаться серьезной проблемой, случай для вашего инвертора важен. Не каждый инвертор предназначен для использования в морских условиях.Прочные алюминиевые корпуса устойчивы к коррозии. Инвертор мощности, предназначенный для дома на колесах, может не справиться с длительным использованием на воде. Это особенно верно, если вы используете лодку в океане. Солевой туман потенциально может повредить нормальный инвертор.
Аккумуляторы
Неудивительно, что силовой инвертор может потреблять много энергии. Вам нужно убедиться, что ваши батареи подходят для этой задачи. Многие серьезные яхтсмены соединяют свой инвертор с генератором.Это гарантирует, что у вас никогда не закончится энергия. Вы также можете получить генератор переменного тока двигателя. Это зарядит вашу батарею при работающем двигателе. Таким образом, инвертор не истощит вас. Кроме того, многие яхтсмены предпочитают использовать солнечные батареи. Вы даже можете получить ветряные генераторы. Всегда проверяйте, как обращаться с такой проводкой. Если нет, попросите профессионала сделать это за вас. Ошибки могут оставить вас на воде без электричества.
Итог
Хороший инвертор может сделать жизнь на лодке более приятной.Если вы проводите много времени на воде, вы, вероятно, смотрите на свою лодку так, как люди на суше смотрят на дома на колесах. Для работы электроники необходим надежный источник питания. Будь то включение микроволновой печи или подключение компьютера, это упрощает задачу. Иногда бывает сложно держать телефоны заряженными. Лучший инвертор мощности может сделать вашу лодку почти такой же удобной, как и ваш дом, с точки зрения энергопотребления.
Убедитесь, что вы покупаете инвертор, соответствующий вашим потребностям.Если вы планируете многочасовое использование, вам понадобится более мощный инвертор. Если вам просто нужно держать несколько вещей заряженными, то вам может подойти меньший по размеру блок. Будьте в безопасности и получайте удовольствие — вот что такое катание на лодке.
[mashshare]
Категории: Лодки
Теги: судовые силовые инверторы, силовые инверторы
Вопрос о заземлении Shorepower — Yachting Monthly
В разделе «Есть вопросы?» Октябрьского выпуска журнала Yachting Monthly за 2004 год читатель Ричард Пеперелл поднял важный вопрос относительно берегового заземления, на который потребовался ответ за пределами отведенного места в журнале.Вот исходный вопрос и расширенное объяснение Найджела Колдера.
Уважаемый YM — У меня 52-футовый стальной кеч с береговым питанием, подключенный через разделительный трансформатор и УЗО (устройство защитного отключения). В мартовском выпуске «Any Questions» YM Найджел Колдер заявляет, что не должно быть бортового соединения между нейтралью и землей, но мои исследования с Metal Boat Society и Mastervolt показывают, что нейтраль и земля должны быть соединены.Могу я услышать мнение Найджела — может, это исключение для металлических лодок?
Найджел также отмечает, что обратная полярность не создает опасности, если установлен изолирующий трансформатор. Мог бы он объяснить это, а также дать мне несколько советов о том, как сделать или купить тестер обратной полярности?
Ричард Пепрелл, по электронной почте
Найджел Колдер отвечает:
Заземление (заземление на языке США) трудно описать в короткой записке, особенно с учетом существенных различий в подходах между европейцами и американцами.Я надеюсь, что следующие ответы будут на конкретные вопросы:
1. При использовании изолирующего трансформатора отсутствует прямая связь между цепью берегового питания и цепями лодки — мощность передается магнитным способом. Это имеет несколько положительных эффектов, одно из которых состоит в том, что полярность бортовых цепей устанавливается на плате и не зависит от полярности берегового соединения. Для такой «поляризованной» лодки устройство обратной полярности не требуется. На других лодках все, что требуется для проверки обратной полярности, — это цепь светодиодов с высоким импедансом (не менее 25 000 Ом в США — я сейчас объясню) между цепями нейтрали и земли.Если на борту поменять полярность, нейтраль становится «горячей», и свет начинает светиться.
2. В случае изолирующего трансформатора полярность на плате устанавливается путем соединения нейтрали и земли вместе на трансформаторе. Фактически, основное правило для всех бортовых источников питания переменного тока заключается в том, что земля и нейтраль должны быть связаны вместе у источника генерации. В типичной установке (без изолирующего трансформатора) генерирующий источник находится на берегу (нейтраль и земля связаны вместе у причального источника), не на лодке, а с бортовым генератором переменного тока, изолирующим трансформатором или постоянным током. -с инвертором переменного тока, эти устройства становятся « генерирующим источником », и поэтому земля и нейтраль должны быть связаны вместе в этой точке (или некоторый электрический эквивалент — обычно используется корпус устройства, но он может быть физически другим. точка, если она имеет такую же электрическую эквивалентность).Я думаю, что Мастервольт, Общество металлических лодок и я все говорим об одном и том же, и, возможно, я не был достаточно ясен в своих предыдущих комментариях о различии между типичными береговыми установками и установками с изолирующими трансформаторами. Если у вас есть изолирующий трансформатор, нейтраль и земля должны быть связаны вместе на трансформаторе.
3. Преобразователь постоянного тока в переменный с «сквозной» способностью (то есть, когда лодка подключена к береговому источнику питания, инвертор переключается на береговое питание) представляет собой интересную ситуацию.В режиме «прохода» (т. Е. Лодка работает от берегового источника питания) соединение нейтрали с землей должно быть у источника генерации (береговая мощность или бортовая сторона изолирующего трансформатора, если он установлен), но когда инвертор при подаче питания переменного тока он становится источником генерации, и поэтому необходимо выполнить соединение нейтрали с землей на инверторе. Морские инверторы имеют переключатели, которые устанавливают это соединение в инвертированном режиме и поэтому отличаются от многих береговых инверторов.Всегда следует покупать морской инвертор для лодки.
4. Европейцы и американцы придерживаются разных взглядов на устройства УЗО (которые измеряют утечку тока от «горячего» и нейтрального проводов на землю и срабатывают, когда ток превышает определенный уровень). В Европе предел срабатывания обычно устанавливается на уровне 30 мА (30 мА), тогда как в США он установлен на уровне 5 мА в результате испытаний, проведенных много лет назад, которые установили 5 мА как уровень, при котором начинается ток утечки в воде. для воздействия на мышечный контроль у людей (это было определено путем подвешивания студентов-добровольцев в бассейне и увеличения силы тока!).Во влажной морской атмосфере 5 мА достаточно мало, чтобы быть подверженными неприятным поездкам, поэтому американцы защищают отдельные розетки на лодке (это помещает только одну цепь и ток утечки из этой цепи на каждое УЗО, в отличие от подключения вся лодка с накопленными токами утечки на одном устройстве), тогда как европейцы устанавливают УЗО на 30 мА на входящую береговую линию электропередач и используют одно устройство для защиты всех цепей на лодке. Европейские стандарты предполагают, что это защитит от утечек на землю, и поэтому, когда установлено УЗО всей лодки, можно подключить лодку без заземляющих цепей переменного тока, подключенных к отрицательной клемме постоянного тока (что в остальном важно с точки зрения безопасности).На лодках, не имеющих изолирующего трансформатора, отсутствие этого соединения помогает предотвратить гальваническую коррозию (особенно важно для металлических лодок). Однако в США был собран значительный объем данных об использовании УЗО в домашних условиях, чтобы показать, что частота отказов высока (в основном из-за скачков напряжения, вызванных молнией), поэтому даже с УЗО для всей лодки американские стандарты рекомендуют заземление переменного тока на постоянное. отрицательное соединение, а затем порекомендуйте либо гальванический изолятор, либо изолирующий трансформатор, чтобы отключить гальваническую цепь обратно на берег.(Я знаю, что некоторые читатели сейчас будут чесать в затылках! Гальваническая изоляция — еще одна сложная тема, на которую я не могу здесь остановиться.)
5. Минимальное сопротивление 25000 Ом на американских устройствах с обратной полярностью устанавливается путем определения сопротивления, которое потребуется в цепи 120 В для поддержания тока ниже порогового значения 5 мА УЗО (в противном случае сигнальная лампа обратной полярности вызывает соединение между нейтралью и землей, отключило бы УЗО).При 120 вольт это 24000 Ом (120 / 0,005 = 24000). Применяя ту же логику к устройству УЗО на 30 мА в цепи 240 В, вы получаете 8000 Ом (240 / 0,030 = 8000), то есть минимальное сопротивление в цепи индикации обратной полярности должно быть выше 8000 Ом.
6. Обратная полярность от других лодок не обязательно сделает воду живой, в то время как лодка без обратной полярности может оживить воду. Основное правило — не заходить в воду вокруг лодок, подключенных к береговым источникам! Вы можете купить простые тестеры, которые подключаются к любой розетке и предупреждают о различных неисправностях — стоит взять с собой один из них.Вы можете провести грубый тест на напряжение в воде, прикоснувшись одним щупом вольтметра переменного тока к любой заземленной цепи (например, к заземляющей розетке док-станции, если вы знаете, что делаете и используете правильную розетку) и повесите другой зонд в воде.
Это сложно! Я надеюсь, что приведенное выше служит для разъяснения, а не для дальнейшей путаницы !!
Лучший инвертор 12 В для преобразования автофургона или жилого автофургона
Многие электронные устройства, такие как ноутбук или телевизор, невозможно получить напрямую от батарей вашего автофургона.Инверторы спешат на помощь! Инверторы — это крутые устройства, которые превращают 12-вольтовую батарею в переменный ток 110 или 220 В.
@kris_lunningКраткий обзор: наш лучший выбор для инверторов 12 В
Вам нужен инвертор 12 В?
Инверторыобычно используются для переоборудования кемперов, но не обязательны для каждой сборки. Если вам удастся запитать все напрямую от батареи постоянного тока, забудьте о неэффективности и сэкономьте немного денег. Для тех, кто пытается готовить с использованием индукционной горелки или запускать мощный ноутбук, у вас может не быть выбора.
Электрооборудование постоянного тока обычно поставляется с вилкой USB
Электроника переменного тока использует бытовую розетку с двумя или тремя контактами
При подключении бытовой электроники переменного тока: скорее всего, вам понадобится инвертор .
| ИЗОБРАЖЕНИЕ | ТОВАР | ПОДРОБНЕЕ | ||
|---|---|---|---|---|
Лучший выбор | Лучший выбор | Novopal Инвертор мощностью 1000 Вт Pure Sign |
| Проверить текущую цену → |
Лучшее соотношение цены и качества | Лучшее соотношение цены и качества | Инвертор Wagan 400 Вт с чистым синусом |
| Проверить текущую цену → |
Лучший бюджетный инвертор | Лучший бюджетный инвертор | Инвертор BESTEK 300W |
| Проверить текущую цену → |
Какой тип инвертора 12 В получить
При выборе инвертора вы будете принимать решение только о двух вещах: типоразмера и типе
Существует два основных типа инверторов — MSW и PSW.Переменный ток распространяется волнами, которые «чередуются» от (+) до (-). Это отличается от того, как мощность постоянного тока проходит через цепи. Эти два типа инверторов описывают, как мощность постоянного тока преобразуется в мощность переменного тока. Изображение упрощает задачу:
- Modified Sine Wave (MSW) : Точнее называется многоступенчатый инвертор . Эти инверторы менее дороги, поскольку они не такие сложные. Они создают «прерывистое» приближение синусоидальной волны.Для многих электрических компонентов не имеет большого значения, как выглядит волна, например, лампочки или предметы с электродвигателями, такие как компрессоры и электроинструменты. Другие электрические устройства, такие как электрические одеяла, кофеварки и индукционные горелки, не будут работать очень хорошо, потому что их микропроцессорам нужна чистая волна для правильного регулирования температуры. Инверторы MSW также создают «жужжащий» шум при работе определенных устройств.
- Чистая синусоида (PSW): Они имеют более высокую первоначальную стоимость из-за сложности электрического оборудования.Нет никаких ограничений относительно того, какие устройства переменного тока вы можете подключать к ним, кроме попытки использовать больше мощности, чем может обеспечить инвертор. Они также немного более эффективны, и мы рекомендуем этот вариант, если у вас есть средства.
Какой размер инвертора получить
Вот где мы видим, как люди сбиваются с пути. Существуют ограничения на размер инвертора. Неудивительно, что вы не хотите, чтобы он был слишком маленьким, потому что тогда вам не хватит мощности. Но есть также проблемы с чрезмерным ростом.
Инверторыимеют размер в зависимости от мощности, которую они могут выдавать. Большинство из них указано в непрерывной и пиковой (или импульсной) мощности.
- Непрерывная мощность: Это указанный размер инвертора, и размер, на котором вы основываете свои измерения. Это количество ватт, которое инвертор может выдавать при нормальном использовании.
- Пиковая (или импульсная) мощность : Это максимальная мощность, с которой инвертор может работать в течение короткого периода времени. Это не повлияет на слишком много вычислений при постройке фургона.Это сделано для того, чтобы многие устройства имели «стартовую» нагрузку, значительно превышающую их рабочую нагрузку. Например, компрессор холодильника может потреблять 100 Вт при включении, но через пару секунд стабилизируется до 50 Вт.
Первая задача — определить максимальное количество ватт, которое вы будете использовать за один раз. Обычно это означает, что вы добавляете сразу все устройства, которые будут подключены. Иногда у вас будут устройства, которые никогда не будут использоваться вместе (кондиционер и электрическое одеяло), поэтому выберите большее из двух.Затем выберите инвертор, который рассчитан на комфортный размер выше этой нагрузки (120% или около того)
.Вот пример: