Токарные резцы по металлу — определение, классификация, по металлу, для токарного станка
Резец — вид режущего инструмента с одним лезвием. Сфера применения: обработка деталей различных материалов, характеристик прочности и конструктивных особенностей. Используется для ручных и автоматизованных процессов. Выбор инструмента будет заивсеть от того, какой материал Вы собираетесь обрабатвать и какие планируете операции.
Классификация резцов
— Проходные прямые резцы. Широкой востребованности в токарном процессе они не получили. Но мастера часто используют их для обработки изделий цилиндрической формы. В редких случаях прямые резцы подойдут и для снятия фасок. Державки (стержни) прямого проходного режущего инструмента бывают или прямоугольными, или квадратными. Последними выполняют более сложные работы.
— Проходные отогнутые резцы делятся на два вида. У одних рабочая часть выгнута вправо, у других – влево.
— Проходные упорные отогнутые резцы очень востребованы в токарном процессе. Таким режущим инструментом выполняют обработку цилиндрических изделий вдоль оси их вращения – это и есть преимущество данного типа оснастки. Благодаря этому с детали за один раз можно спилить большой слой лишнего металла, что ускоряет процесс обработки. Державки упорных отогнутых металлоизделий выпускаются в пяти разных размерах, в зависимости от способа работы.
— Подрезные отогнутые резцы похожи на проходные, но с одним отличием. Режущая часть у них сделана в виде треугольника. Таким резцом металлическое изделие нужно
обработать перпендикулярно оси вращения. Стержни у этого типа изделий бывают только трех размеров: 16х10 мм, 25х16 и 32х20 мм.
— Отрезной вид резцов самый востребованный для работ с металлическими изделиями на токарном оборудовании. Инструменты этого типа мастера применяют, когда нужно отпилить кусочек изделия ровно под углом 90 градусов. С помощью отрезного металлорежущего изделия прорезаются углубления различной длины в заготовках. У него есть отличительная черта – тонкая ножка с припаянной твердосплавной пластинкой
— Резьбонарезные резцы применяются только для создания наружной резьбы. Чаще всего этим инструментом выполняют резьбу метрического вида. Но если поменять угол заточки, то можно получить металлическую выделку другого типа. У инструмента режущая поверхность сделана в форме копья, а изготавливают его в трёх основных размерах: 16х10 мм, 25х16 мм и 32х20 мм.
— Резцы для внутренней резьбы. Размеры таких оснасток следующие: 16х16х150, 20х20х200 и 25х25х300 миллиметров. У державки резца из металла
для внутренней металлообработки сечение сделано в виде квадрата.
— Расточные резцы применяются для растачивания сквозных отверстий, которые ранее были высверлены другими инструментами. У рабочей части детали есть небольшой изгиб. Он равен примерно тому слою металлостружки, которая получается во время обрабатывания отверстия. Работать этими изделием можно с отверстиями, чья глубина равна одной из державок.
— Существуют также универсальные (или сборные) резцы для токарного процесса. Эти режущие инструменты изготавливают с пластинами разного типа. Благодаря этому, меняя мини диски,
можно обрабатывать изделия под различными углами. Применяют такие резцы на специальных токарных устройствах. Ими мастер производит расточку сквозного или глухого отверстия,
контурную обточку и другие тонкие токарные работы.
В зависимости от того, как расположен резец к рабочей поверхности обрабатываемого изделия, их различают на тангенциальные и радиальные.
— Тангенциальный резец находиться под непрямым углом от плоскости, которую им обрабатывают. Его применяют в механизмах-автоматах и станках-полуавтоматах. Благодаря таким инструментам процесс работы с изделиями из металла становится чистым и точным.
— Радиальные резцы устанавливают строго под углом 90 градусов к обрабатываемой заготовке. Их проще крепить на токарный станок. Такую модель используют для работ на промышленном оборудовании.
Конструкция резца
Резец состоит из основной части и державки. Державка – это стержень, которым металлорежущее изделие прикрепляется к станку.
У рабочей части есть несколько элементов: передняя поверхность для вывода стружки в процессе обработки заготовок, две задание поверхности,
прикасающиеся к режущей поверхности резца и к обработанной поверхности изделия. Также у рабочего инструмента есть две кромки (главная и вспомогательная).
Одна из них пересекается с задней частью детали, другая – со вспомогательной.
Какой резец выбрать
Перед тем, как выбрать вид резца для работы с металлом, мастер изучает характеристики каждого типа детали. Нужно учитывать, какие детали будут обрабатываться, насколько прочен материал изделия и какую деталь нужно получить в итоге. Качество резцов тоже надо выбирать заранее: если они будут использоваться в домашних, бытовых условиях для личных нужд, можно выбрать недорогие инструменты. Для профессионального применения на станке деталь должна быть износостойкой с большим запасом прочности
Правила заточки резцов
От качественного затачивания зависит работа инструмента, срок его службы и сила резания. В токарной оснастке обтачивают
обе грани режущего металлоизделия. Очинивание происходит в несколько этапов. Отдельно с каждой рабочей поверхностью резца. Начинают с задней части.
Сначала мастер обрабатывает заднюю поверхность детали под углом примерно пять градусов – это угол. Второй шаг – это обтачивание тыльной плоскости режущей грани резца. Угол заточки задней пластины должен быть больше, чем задний угол резания примерно на два градуса. Когда задняя часть и режущая поверхность обточены, мастер формирует окончательный угол резки путём доводки.
Переднюю часть детали станка обрабатывают по тому же алгоритму. На передней части резца угол обтачивания создаётся доводкой или чистовым обтачиванием. Рабочая кромка, с которой производится работа по очиниванию, должна располагаться параллельно шлифовальной поверхности станка.
Как используются резцы в токарном и строгальном процессе
В токарных и строгальных работах мастера применяют разные виды металлорежущих инструментов, в зависимости от поставленной задачи. Чтобы оформить сложную
деталь нестандартной формы, необходимы фасонные модели. Для работы с металлическими изделиями цилиндрической формы пригодятся прямые
проходные токарные детали. Подрезные и отрезные типы резцов применяют в токарном процессе, чтобы подрезать изделие под разным углом: острым или прямым.
Или чтобы отрезать от изделия металлический кусочек небольшого диаметра. Отверстия обрабатывают или расточным, или вставным резцом.
Чтобы оформить сложную
деталь нестандартной формы, необходимы фасонные модели. Для работы с металлическими изделиями цилиндрической формы пригодятся прямые
проходные токарные детали. Подрезные и отрезные типы резцов применяют в токарном процессе, чтобы подрезать изделие под разным углом: острым или прямым.
Или чтобы отрезать от изделия металлический кусочек небольшого диаметра. Отверстия обрабатывают или расточным, или вставным резцом.
Чертеж токарного резца
ГОСТы
ГОСТ 10044-73: Резцы расточные державочные из быстрорежущей стали
ГОСТ 18062-72: Резцы расточные цельные твердосплавные со стальным хвостиком
ГОСТ 18874-73: Резцы токарные прорезные и отрезные из быстрорежущей стали
ГОСТ 28980-91: Резцы токарные проходные и подрезные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
ГОСТ 18877-73: Резцы токарные проходные отогнутые с пластинами из твердого сплава.
 Конструкция и размеры
Конструкция и размерыГОСТ 18869-73: Резцы токарные проходные прямые из быстрорежущей стали. Конструкция и размеры
ГОСТ 18878-73: Резцы токарные проходные прямые с пластинами из твердого сплава. Конструкция и размеры
ГОСТ 18870-73: Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры
ГОСТ Р 50026-92: Резцы токарные расточные с твердосплавными пластинами. Типы и размеры
ГОСТ 18883-73: Резцы токарные расточные с пластинами из твердого сплава для обработки глухих отверстий. Конструкция и размеры
ГОСТ 18872-73: Резцы токарные расточные из быстрорежущей стали для обработки сквозных отверстий. Конструкция и размеры
ГОСТ 18873-73: Резцы токарные расточные из быстрорежущей стали для обработки глухих отверстий. Конструкция и размеры
ГОСТ 29132-91: Резцы токарные проходные, подрезные и копировальные со сменными многогранными пластинами.
 Типы и размеры
Типы и размерыГОСТ 26611-85: Резцы токарные проходные, подрезные и копировальные с креплением сменных пластин прихватом сверху. Конструкция и размеры
Токарные резцы по металлу: виды и размеры
Токарные резцы используются для отрезных операций на металлорежущих станках, а также для оформления или отделки наружного диаметра заготовки. Токарный инструмент приспособлен в основном для обработки деталей типа тел вращения, хотя известны приемы применения токарных резцов по металлу и при работе на более сложных контурах (например, резцы Рело). В большинстве переходов используется одноточечный режущий инструмент.
Оглавление:
- Применение
- Технические параметры
- Материал изготовления
- Стандарты ГОСТ
- Стоимость
Основные операции
Тип и устройство резцов определяются конкретным применением токарного станка. Большинство моделей данной техники являются универсальными, предназначенными для выполнения таких операций с металлом как шлифование, выдавливание, резка, нарезка резьбы, накатка, сверление. На токарном оборудовании можно производить даже термическое напыление поверхности металлической заготовки или скручивание прядей стальных волокон.
На токарном оборудовании можно производить даже термическое напыление поверхности металлической заготовки или скручивание прядей стальных волокон.
Переходы, выполняемые с применением токарных резцов:
1. Черновое точение. Необходимо для снятия основного слоя металла с заготовки, если она отличается неудовлетворительным качеством поверхности или наличием окалины и ржавчины. Металл удаляется, начиная с торцевой части, инструмент подводится под прямым углом к оси заготовки.
2. Чистовое точение. Проводится по той же схеме, однако абсолютный слой удаляемого металла невелик. Необходимо для достижения значений шероховатости и точности поверхности, которые заданы чертежом детали.
3. Получение конических поверхностей. Движение токарного резца выполняется под углом к оси заготовки; угол в ходе обработки может изменяться.
4. Разрезка. Разделение металла может выполняться резцом любого типа, однако направление его перемещения параллельно оси вращения заготовки.
5. Накатка, нарезание резьбы. В настоящее время всё чаще производится на токарных станках по металлу с ЧПУ, движение режущего инструмента – циклическое, по заданной программе.
Накатка, нарезание резьбы. В настоящее время всё чаще производится на токарных станках по металлу с ЧПУ, движение режущего инструмента – циклическое, по заданной программе.
Основными параметрами переходов токарной обработки металлических заготовок считаются глубина резания, скорость и интенсивность подачи инструмента. При малых скоростях и больших подачах говорят о силовом резании. При этом производительность максимальна, а стойкость оснастки и качество финишной поверхности – минимально. В противоположность силовому, скоростное резание выделяется малыми подачами, но увеличенным вращением полуфабриката. Скоростное резание предусматривается на завершающих переходах точения.
Особенности конфигурации рабочей части резцов
Большинство исполнений инструмента более-менее универсальны, что достигается изменением параметров заточки рабочей области. Хвостовая, крепежная часть при этом зависит только от конструкции зажимной головки станка.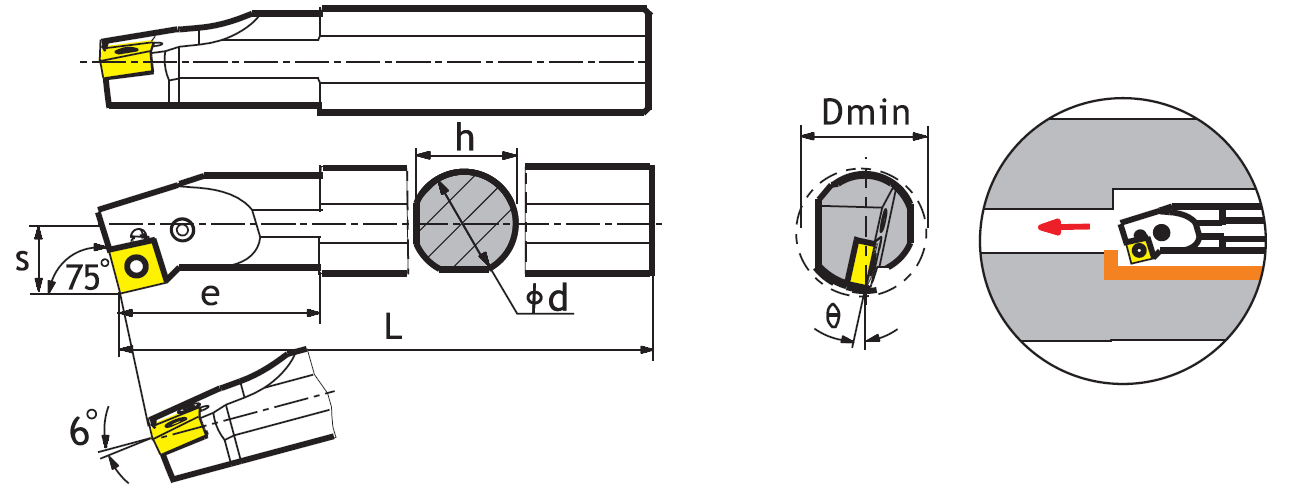 Она закрепляется в суппорте, который можно перемещать вручную, автоматически, либо по заданной программе. Доступны одновременно два направления движения – вдоль и поперёк оси металлической заготовки. Скорость вращения определяется шпинделем станка, а скорость подачи – только конструктивными параметрами рабочей части.
Она закрепляется в суппорте, который можно перемещать вручную, автоматически, либо по заданной программе. Доступны одновременно два направления движения – вдоль и поперёк оси металлической заготовки. Скорость вращения определяется шпинделем станка, а скорость подачи – только конструктивными параметрами рабочей части.
Основной характеристикой рассматриваемой оснастки является угол заточки. Он может быть задним и передним. Эти углы определяют ширину слоя одновременно снимаемого металла, и постепенность этого съёма.
Когда режущий инструмент станка удаляет металл, он прикладывает значительную тангенциальную силу к обрабатываемой заготовке. Чтобы безопасно выполнить операцию, торец изделия должен находиться как можно ближе к губкам патрона.
При механической обработке твёрдых материалов (высокоуглеродистых, легированных сталей, некоторых марок чугуна) задний угол наклона выполняют небольшим, и даже отрицательным (для инструмента с карбидными или алмазными пластинами). Относительно быстрорежущих сталей задний угол обычно выбирается положительным. Для расширения круга операций, которые могут выполняться резцами, в станках используют расточные штанги. С их помощью можно выполнять внутренний захват заготовок с целью выполнения канавок и сложных профилей в одном непрерывном цикле точения.
Относительно быстрорежущих сталей задний угол обычно выбирается положительным. Для расширения круга операций, которые могут выполняться резцами, в станках используют расточные штанги. С их помощью можно выполнять внутренний захват заготовок с целью выполнения канавок и сложных профилей в одном непрерывном цикле точения.
Конструкции и материалы
Токарные резцы обычно изготавливаются из инструментальной нелегированной стали (по ГОСТ 1435-84), инструментальной легированной стали (по ГОСТ 5950-83), быстрорежущей стали (по ГОСТ 19265-83). В составном инструменте используются твердосплавные пластины. Резцы со сменными пластинами выполняются из твёрдых металлокерамических сплавов, содержащих кобальт и карбиды вольфрама, титана, тантала. Для резания мягкого металла находят применение твердых сплавы, не содержащие дефицитный вольфрам, а также минералокерамика. Для токарной обработки используют также алмаз, эльбор, гексанит-Р и другие материалы. Пластины присоединяют к металлической основе резца посредством пайки медью.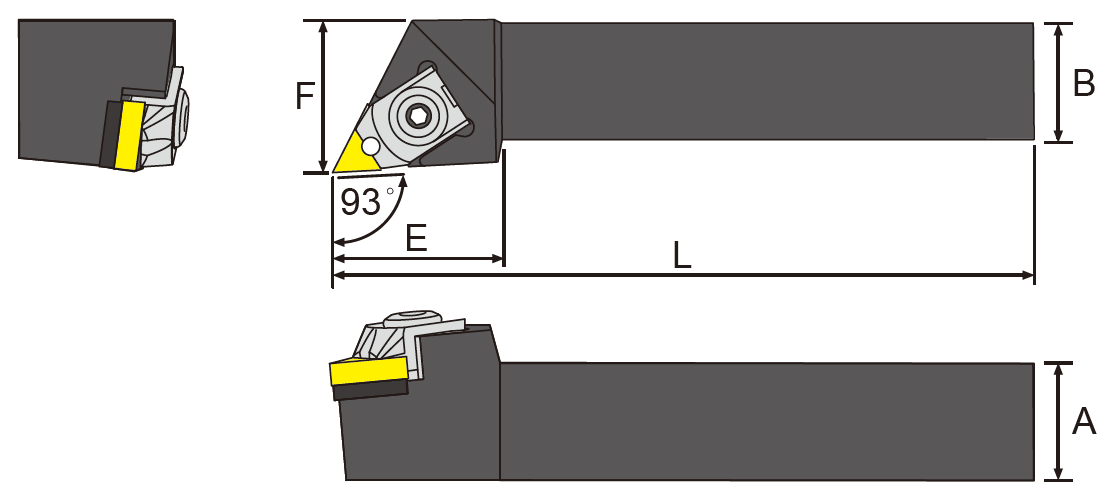 Иногда химический состав инструмента изменяют термическим напылением нужных компонентов на посадочную поверхность рабочей части.
Иногда химический состав инструмента изменяют термическим напылением нужных компонентов на посадочную поверхность рабочей части.
Выбор вида оснастки зависит от трех основных факторов: скорости, подачи и глубины резания. Технологической характеристикой резцов является твердость рабочей части. Относительно инструмента, изготовленного из быстрорежущих сталейона принимается в пределах НRC 62-65, а для напаянных пластин из твердых сплавов достигает НRА 86…90.
Изготовление и стандарты ГОСТ
Технология производства данной инструментальной оснастки определяется и регламентируется многочисленными стандартами. Основные из них:
- ГОСТ 18884-73 (отрезные и прорезные с пластинами из твердого сплава).
- ГОСТ 18874-73 (отрезные и прорезные из быстрорежущей стали).
- ГОСТ 18869-73 (проходные из быстрорежущей стали).
- ГОСТ 18878-73 (проходные твердосплавные).
Купить резцы должного качества целесообразнее всего у дилеров специализированных инструментальных предприятий: их продукция сертифицирована, и отличается (для отечественных предприятий данного профиля) высокими технологическими показателями. А вот приобрести оснастку китайского производства в большинстве случаев рискованно: несмотря на внешнюю привлекательность цены, качество инструмента оставляет желать лучшего.
А вот приобрести оснастку китайского производства в большинстве случаев рискованно: несмотря на внешнюю привлекательность цены, качество инструмента оставляет желать лучшего.
Выбрать и купить резцы, предназначенные для выполнения основных токарных операций, целесообразно после ознакомления с диапазоном цен на них, которые приводятся в таблице:
| Тип резца | Исполнение | Цена, рубли |
| Токарный отрезной | Твердосплавная пластина | 130-140 |
| Токарный проходной | 150-180 | |
| Токарный подрезной | 230-250 | |
| Токарный проходной | Алмазная пластина | 500-650 |
Резцы токарные по металлу
Почта для вашего заказа : [email protected]
* Цены указаны в рублях РФ с НДС на 11. 01.2021 года:
01.2021 года:
Название Сечение Сталь Цена Цена опт Изображение Резец отрезной 16х10 ВК8 96 р. 73 р. Резец отрезной 16х10 Т15К6 96 р. 73 р. Резец отрезной 16х10 Т5К10 96 р. 73 р. Резец отрезной 20х12 ВК8 118 р. 89 р. Резец отрезной 20х12 Т15К6 118 р. 
89 р. Резец отрезной 20х12 Т5К10 118 р. 89 р. Резец отрезной 25х16 ВК8 152 р. 115 р. Резец отрезной 25х16 Т15К6 152 р. 115 р. Резец отрезной 25х16 Т5К10 152 р. 115 р. Резец отрезной 32х20 ВК8 238 р. 180 р. Резец отрезной 32х20 Т15К6 238 р. 180 р. Резец отрезной 32х20 Т5К10 238 р. 180 р. Резец отрезной 40х25 ВК8 429 р. 325 р. Резец отрезной 40х25 Т15К6 429 р. 325 р. Резец отрезной 40х25 Т5К10 429 р. 325 р. Материал : ВК8, Т5К10, Т15К6 / ГОСТ 18884-82, Предназначен для отрезания заготовок.
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Название Сечение Сталь Цена Цена опт Изображение Резец подрезной отог. 16х10 ВК8 99 р. 75 р. Резец подрезной отог. 16х10 Т15К6 99 р. 75 р. Резец подрезной отог. 16х10 Т5К10 99 р. 75 р. Резец подрезной отог. 20х12 ВК8 118 р. 89 р. Резец подрезной отог. 20х12 Т15К6 118 р. 89 р. Резец подрезной отог. 20х12 Т5К10 118 р. 89 р. Резец подрезной отог. 25х16 ВК8 152 р. 115 р. Резец подрезной отог. 25х16 Т15К6 152 р. 115 р. Резец подрезной отог. 25х16 Т5К10 152 р. 115 р. Резец подрезной отог. 32х20 ВК8 317 р. 240 р. Резец подрезной отог. 32х20 Т15К6 317 р. 240 р. Резец подрезной отог. 32х20 Т5К10 317 р. 240 р. Резец подрезной отог. 40х25 ВК8 686 р. 520 р. Резец подрезной отог. 40х25 Т15К6 686 р. 520 р. Резец подрезной отог. 40х25 Т5К10 686 р. 520 р. Материал : ВК8, Т5К10, Т15К6 / ГОСТ 18880-82. Предназначен для точения ступенчатых деталей, подрезания буртиков и торцов.
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Название Сечение Сталь Цена Цена опт Изображение Резец проходной отог. 16х10 ВК8 99 р. 75 р. Резец проходной отог. 16х10 Т15К6 99 р. 75 р. Резец проходной отог. 16х10 Т5К10 99 р. 75 р. Резец проходной отог. 20х12 ВК8 124 р. 94 р. Резец проходной отог. 20х12 Т15К6 124 р. 94 р. Резец проходной отог. 20х12 Т5К10 124 р. 94 р. Резец проходной отог. 25х16 ВК8 198 р. 150 р. Резец проходной отог. 25х16 Т15К6 198 р. 150 р. Резец проходной отог. 25х16 Т5К10 198 р. 150 р. Резец проходной отог. 32х20 ВК8 357 р. 270 р. Резец проходной отог. 32х20 Т15К6 357 р. 270 р. Резец проходной отог. 32х20 Т5К10 357 р. 270 р. Резец проходной отог. 40х25 ВК8 686 р. 520 р. Резец проходной отог. 40х25 Т15К6 686 р. 520 р. Резец проходной отог. 40х25 Т5К10 686 р. 520 р. Материал : ВК8, Т5К10, Т15К6 / ГОСТ 18877-82. Предназначен для точения деталей по наружному диаметру, подрезания торцов, растачивания коротких отверстий больших диаметров.
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Название Сечение Сталь Цена Цена опт Изображение Резец проходной прямой 16х10 ВК8 99 р. 75 р. Резец проходной прямой 16х10 Т15К6 99 р. 75 р. Резец проходной прямой 16х10 Т5К10 99 р. 75 р. Резец проходной прямой 20х12 ВК8 116 р. 88 р. Резец проходной прямой 20х12 Т15К6 116 р. 88 р. Резец проходной прямой 20х12 Т5К10 116 р. 88 р. Резец проходной прямой 25х16 ВК8 158 р. 120 р. Резец проходной прямой 25х16 Т15К6 158 р. 120 р. Резец проходной прямой 25х16 Т5К10 158 р. 120 р. Резец проходной прямой 32х20 ВК8 283 р. 215 р. Резец проходной прямой 32х20 Т15К6 283 р. 215 р. Резец проходной прямой 32х20 Т5К10 283 р. 215 р. Резец проходной прямой 40х25 ВК8 646 р. 490 р. Резец проходной прямой 40х25 Т15К6 646 р. 490 р. Резец проходной прямой 40х25 Т5К10 646 р. 490 р. Материал : ВК8, Т5К10, Т15К6 / Для обточки и отрезки деталей или заготовок из сталей, чугунов или цветных металлов и сплавов на универсальном и автоматизированным оборудовании, в том числе на станках с ЧПУ.
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Название Сечение Сталь Цена Цена опт Изображение Резец проходной упорный отог. 16х10 ВК8 99 р. 75 р. Резец проходной упорный отог. 16х10 Т15К6 99 р. 75 р. Резец проходной упорный отог. 16х10 Т5К10 99 р. 75 р. Резец проходной упорный отог. 20х12 ВК8 136 р. 103 р. Резец проходной упорный отог. 20х12 Т15К6 136 р. 103 р. Резец проходной упорный отог. 20х12 Т5К10 136 р. 103 р. Резец проходной упорный отог. 25х16 ВК8 184 р. 140 р. Резец проходной упорный отог. 25х16 Т15К6 184 р. 140 р. Резец проходной упорный отог. 25х16 Т5К10 184 р. 140 р. Резец проходной упорный отог. 32х20 ВК8 323 р. 245 р. Резец проходной упорный отог. 32х20 Т15К6 323 р. 245 р. Резец проходной упорный отог. 32х20 Т5К10 323 р. 245 р. Резец проходной упорный отог. 40х25 ВК8 607 р. 460 р. Резец проходной упорный отог. 40х25 Т15К6 607 р. 460 р. Резец проходной упорный отог. 40х25 Т5К10 607 р. 460 р. Материал : ВК8, Т5К10, Т15К6 / ГОСТ 18877-82. Предназначен для точения деталей по наружному диаметру, подрезания торцов, растачивания коротких отверстий больших диаметров.
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Название Сечение Сталь Цена Цена опт Изображение Резцы проходные упорные пр. 16х10 ВК8 103 р. 78 р. Резцы проходные упорные пр. 16х10 Т15К6 103 р. 78р. Резцы проходные упорные пр. 16х10 Т5К10 103 р. 78 р. Резцы проходные упорные пр. 20х12 ВК8 136 р. 103 р. Резцы проходные упорные пр. 20х12 Т15К6 136 р. 103 р. Резцы проходные упорные пр. 20х12 Т5К10 136 р. 103 р. Резцы проходные упорные пр. 25х16 ВК8 184 р. 140 р. Резцы проходные упорные пр. 25х16 Т15К6 184 р. 140 р. Резцы проходные упорные пр. 25х16 Т5К10 184 р. 140 р. Резцы проходные упорные пр. 32х20 ВК8 336 р. 255 р. Резцы проходные упорные пр. 32х20 Т15К6 336 р. 255 р. Резцы проходные упорные пр. 32х20 Т5К10 336 р. 255 р. Резцы проходные упорные пр. 40х25 ВК8 633 р. 480 р. Резцы проходные упорные пр. 40х25 Т15К6 633 р. 480 р. Резцы проходные упорные пр. 40х25 Т5К10 633 р. 480 р. Материал : ВК8, Т5К10, Т15К6 / Для обточки и отрезки деталей или заготовок из сталей, чугунов или цветных металлов и сплавов на универсальном и автоматизированным оборудовании, в том числе на станках с ЧПУ.
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Название Сечение Сталь Цена Цена опт Изображение Резцы расточные для глухих отверстий 16х16 ВК8 178 р. 135 р. Резцы расточные для глухих отверстий 16х16 Т15К6 178 р. 135 р. Резцы расточные для глухих отверстий 16х16 Т5К10 178 р. 135 р. Резцы расточные для глухих отверстий 20х20 ВК8 277 р. 210 р. Резцы расточные для глухих отверстий 20х20 Т15К6 277 р. 210 р. Резцы расточные для глухих отверстий 20х20 Т5К10 277 р. 210 р. Резцы расточные для глухих отверстий 25х25 ВК8 382 р. 290 р. Резцы расточные для глухих отверстий 25х25 Т15К6 382 р. 290 р. Резцы расточные для глухих отверстий 25х25 Т5К10 382 р. 290 р. Материал : ВК8, Т5К10, Т15К6 / ГОСТ 18883-82. Предназначен для растачивания глухих отверстий.
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Название Сечение Cталь Цена Цена опт Изображение Резцы расточные для сквозных отверстий 16х16 ВК8 178 р. 135 р. Резцы расточные для сквозных отверстий 16х16 Т15К6 178 р. 135 р. Резцы расточные для сквозных отверстий 16х16 Т5К10 178 р. 135 р. Резцы расточные для сквозных отверстий 20х20 ВК8 283 р. 215 р. Резцы расточные для сквозных отверстий 20х20 Т15К6 283 р. 215 р. Резцы расточные для сквозных отверстий 20х20 Т5К10 283 р. 215 р. Резцы расточные для сквозных отверстий 25х25 ВК8 382 р. 290 р. Резцы расточные для сквозных отверстий 25х25 Т15К6 382 р. 290 р. Резцы расточные для сквозных отверстий 25х25 Т5К10 382 р. 290 р. Материал : ВК8, Т5К10, Т15К6 / ГОСТ 18883-82. Предназначен для растачивания глухих отверстий.
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Название Сечение Стали Цена Цена опт Изображение Резцы резьбовые для внутренней резьбы 16х16 ВК8 249 р. 189 р. Резцы резьбовые для внутренней резьбы 16х16 Т15К6 249 р. 189 р. Резцы резьбовые для внутренней резьбы 16х16 Т5К10 249 р. 189 р. Резцы резьбовые для внутренней резьбы 20х20 ВК8 323 р. 245 р. Резцы резьбовые для внутренней резьбы 20х20 Т15К6 323 р. 245 р. Резцы резьбовые для внутренней резьбы 20х20 Т5К10 323 р. 245 р. Резцы резьбовые для внутренней резьбы 25х25 ВК8 468 р. 355 р. Резцы резьбовые для внутренней резьбы 25х25 Т15К6 468 р. 355 р. Резцы резьбовые для внутренней резьбы 25х25 Т5К10 468 р. 355 р. Материал : ВК8, Т5К10, Т15К6 / ГОСТ 18885-82. Предназначен для нарезания внутренней метрической резьбы с шагом 0,5-6 мм.
Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64
Название Сечение Стали Цена Цена опт Изображение Резцы резьбовые для наружной резьбы 16х16 ВК8 117 р. 89 р. Резцы резьбовые для наружной резьбы 16х16 Т15К6 117 р. 89 р. Резцы резьбовые для наружной резьбы 16х16 Т5К10 117 р. 89 р. Резцы резьбовые для наружной резьбы 20х20 ВК8 132 р. 100 р. Резцы резьбовые для наружной резьбы 20х20 Т15К6 132 р. 100 р. Резцы резьбовые для наружной резьбы 20х20 Т5К10 132 р. 100 р. Резцы резьбовые для наружной резьбы 25х25 ВК8 182 р. 132 р. Резцы резьбовые для наружной резьбы 25х25 Т15К6 182 р. 132 р. Резцы резьбовые для наружной резьбы 25х25 Т5К10 182 р. 132 р. Резцы резьбовые для наружной резьбы 32х20 ВК8 323 р. 245 р. Резцы резьбовые для наружной резьбы 32х20 Т15К6 323 р. 245 р. Резцы резьбовые для наружной резьбы 32х20 Т5К10 323 р. 245 р. Материал : ВК8, Т5К10, Т15К6 / ГОСТ 18885-82.
Предназначен для нарезания наружной метрической резьбы с шагом 0,5-6,0 мм.Почта для вашего заказа : [email protected]
Телефон для заказов : 8 (812) 615-88-64




















 Предназначен для нарезания наружной метрической резьбы с шагом 0,5-6,0 мм.
Предназначен для нарезания наружной метрической резьбы с шагом 0,5-6,0 мм.Резцы токарные по металлу. Вы можете купить в Санкт-Петербург в компании НордСайд.
Резец токарный по металлу — режущий инструмент, предназначен для обработки деталей различных размеров, форм, точности и материалов.
Является основным инструментом, применяемым при токарных, строгальных и долбёжных работах (и на соответствующих станках).
Резец состоит из стержня (державки) и головки. Державка крепится в резце держателе токарного станка. Она имеет квадратную или прямоугольную форму.
Токарные резцы
проходные — для протачивания заготовок вдоль оси её вращения.
подрезные — для подрезания уступов под прямым углом к основному направлению обтачивания или для выполнения торцевания.
отрезные — для отрезки заготовок под прямым углом к оси вращения или для прорезания узких канавок под стопорное кольцо и др.
расточные — для растачивания отверстий.
фасочные — для снятия фасок.
фасонные — для индивидуальных токарных работ. При обработке фасонных деталей обычные токарные резцы не обеспечивают точности получения профиля и малопроизводительны. В крупносерийном и массовом производстве в качестве основного вида режущего инструмента для обработки сложных деталей находят применение специальные фасонные резцы. Они обеспечивают идентичность формы (шаблона), точность размеров и высокую производительность.
Список ГОСТов на проходные и подрезные резцы
ГОСТ 18868-73 — Резцы токарные проходные отогнутые с пластинами из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18869-73 — Резцы токарные проходные прямые из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18870-73 — Резцы токарные проходные упорные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18877-73 — Резцы токарные проходные отогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18878-73 — Резцы токарные проходные прямые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18879-73 — Резцы токарные проходные упорные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 18871-73 — Резцы токарные подрезные торцовые с пластинками из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18880-73 — Резцы токарные подрезные отогнутые с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 26611-85 — Резцы токарные проходные, подрезные и копировальные с креплением сменных пластин прихватом сверху. Конструкция и размеры
- ГОСТ 28980-91 — Резцы токарные проходные и подрезные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
- ГОСТ 29132-91 — Резцы токарные проходные, подрезные и копировальные со сменными многогранными пластинами. Типы и размеры
 Конструкция и размеры
Конструкция и размеры Типы и размеры
Типы и размеры
Список ГОСТов на расточные резцы
- ГОСТ 9795-84 — Резцы расточные державочные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 10044-73 — Резцы расточные державочные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18062-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для сквозных отверстий. Конструкция и размеры
- ГОСТ 18063-72 — Резцы расточные цельные твердосплавные со стальным хвостовиком для глухих отверстий. Конструкция и размеры
- ГОСТ 18872-73 — Резцы токарные расточные из быстрорежущей стали для обработки сквозных отверстий. Конструкция и размеры
- ГОСТ 18873-73 — Резцы токарные расточные из быстрорежущей стали для обработки глухих отверстий. Конструкция и размеры
- ГОСТ 18882-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки сквозных отверстий. Конструкция и размеры
- ГОСТ 18883-73 — Резцы токарные расточные с пластинами из твердого сплава для обработки глухих отверстий. Конструкция и размеры
- ГОСТ 20874-75 — Резцы токарные сборные расточные с механическим креплением многогранных твердосплавных пластин. Конструкция и размеры
- ГОСТ 25987-83 — Резцы расточные с твердосплавными пластинами с цилиндрическим хвостовиком для координатно-расточных станков. Типы и основные размеры
- ГОСТ 26612-85 — Резцы расточные с креплением сменных пластин прихватом сверху. Конструкция и размеры
- ГОСТ 28101-89 — Резцы расточные со сменными режущими пластинами. Типы и основные размеры
- ГОСТ 28981-91 — Резцы токарные расточные со сменными режущими пластинами из сверхтвердых материалов. Типы и основные размеры
- ГОСТ Р 50026-92 — Резцы токарные расточные с твердосплавными пластинами. Типы и размеры
 Конструкция и размеры
Конструкция и размеры
Список ГОСТов на прорезные и отрезные резцы
- ГОСТ 18874-73 — Резцы токарные прорезные и отрезные из быстрорежущей стали. Конструкция и размеры
- ГОСТ 18884-73 — Резцы токарные отрезные с пластинами из твердого сплава. Конструкция и размеры
- ГОСТ 28978-91 — Резцы токарные пластинчатые сборные прорезные и отрезные. Типы и основные размеры
 Конструкция и размеры
Конструкция и размеры
Купить резцы токарные оптом различных типов в наличии и под заказ, вы можете в компании НордСайд Санкт-Петербург. Оставив заявку на сайте или отправить по электронной почте [email protected]
ГОСТ 24996-81 Резцы токарные с механическим креплением сменных пластин…
ГОСТ 24996-81
Группа Г23
РЕЗЦЫ ТОКАРНЫЕ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ СМЕННЫХ ПЛАСТИН,
ЗАКРЕПЛЯЕМЫХ КАЧАЮЩИМСЯ ШТИФТОМ
Типы и основные размеры
Turning tools with mechanical clamped changeable polyhedral plates
fixed by swing pin. Types and basic dimensions
МКС 25.100.10
Дата введения 1984-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 18 ноября 1981 г. N 4988
ПЕРЕИЗДАНИЕ
1. Настоящий стандарт распространяется на токарные резцы с механическим креплением сменных многогранных пластин, закрепляемых качающимся штифтом, предназначенные для работы на станках с числовым программным управлением и универсальных станках.
Настоящий стандарт распространяется на токарные резцы с механическим креплением сменных многогранных пластин, закрепляемых качающимся штифтом, предназначенные для работы на станках с числовым программным управлением и универсальных станках.
2. Резцы должны быть изготовлены следующих типов:
1 — с трехгранными пластинами отогнутые с углом 45°, правые и левые;
2 — то же, с углом 60°;
3 — то же, с углом 90°;
4 — с квадратными пластинами прямые с углом 45°;
5 — с квадратными пластинами отогнутые с углом 45°, правые и левые;
6 — то же, с углом 60°;
7 — с квадратными пластинами прямые с углом 75°, правые и левые;
8 — с ромбическими пластинами с углом 80° с тупым углом при вершине, прямые, с углом 75°, правые и левые;
9 — с ромбическими пластинами с углом 80° отогнутые с углом 95°, правые и левые;
10 — с ромбическими пластинами с углом 55° прямые с углом 63°, правые и левые;
11 — с ромбическими пластинами с углом 55° отогнутые с углом 93°, правые и левые;
12 — с круглыми пластинами прямые;
13 — с круглыми пластинами отогнутые, правые и л
евые.
3. Основные размеры резцов должны соответствовать указанным на черт.1-13 и в табл.1-13.
Черт.1
Тип 1
1 — державка; 2 — режущая пластина по ГОСТ 19046-80;
3 — опорная пластина по ГОСТ 19073-80
Черт.1
Таблица 1
мм
Правые резцы | Левые резцы | |||||||||
Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Размер сечения резца | , не более | Поз. | Поз.3 Опорная пластина по ГОСТ 19073-80 | |||
Обозначение | ||||||||||
2102-1151 | 2102-1152 | 25х25 | 25 | 17 | 150 | 36 | 01114-220404 | 701-2204 | ||
01114-220408 | ||||||||||
2102-1153 | 2102-1154 | 32х25 | 32 | 170 | 01114-220412 | |||||
01114-220416 | ||||||||||
 2
2 Черт.
 2
2
Тип 2
1 — державка; 2 — режущая пластина по ГОСТ 19046-80;
3 — опорная пластина по ГОСТ 19073-80
Черт.2
Таблица 2
мм
Правые резцы | Левые резцы | |||||||||
Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Размер сечения резца | , не более | Поз. | Поз.3 | |||
Обозначение | ||||||||||
2102-1155 | 2102-1156 | 16х16 | 16 | 13 | 100 | 32 | 01114-160304 | 701-1603 | ||
01114-160308 | ||||||||||
2102-1157 | 2102-1158 | 20х16 | 20 | 125 | 01114-160312 | |||||
2102-1161 | 2102-1162 | 20х20 | 17 | 01114-160404 | 701-1604 | |||||
01114-160408 | ||||||||||
2102-1163 | 2102-1164 | 25х20 | 25 | 150 | 01114-160412 | |||||
2102-1165 | 2102-1166 | 25х25 | 22 | 36 | 01114-220404 | 701-2204 | ||||
01114-220408 | ||||||||||
2102-1167 | 2102-1168 | 32х25 | 32 | 170 | 01114-220416 | |||||
 2
2 Черт.
 3
3
Тип 3
1 — державка; 2 — режущая пластина по ГОСТ 19046-80; 3 — опорная пластина по ГОСТ 19073-80
Черт.3
Таблица 3
мм
Правые резцы | Левые резцы | |||||||||||
Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Размер сечения резца | , не более | Поз. | Поз.3 | |||||
Обозначение | ||||||||||||
2102-1171 | 2102-1172 | 16х16 | 16 | 20 | 100 | 32 | 01114-160304 | 701-1603 | ||||
2102-1173 | 2102-1174 | 20х16 | 20 | 125 | 01114-160312 | |||||||
2102-1175 | 2102-1176 | 20х20 | 25 | |||||||||
2102-1177 | 2102-1178 | 25х20 | 25 | 150 | 01114-160404 | 701-1604 | ||||||
01114-160408 | ||||||||||||
2102-1181 | 2102-1182 | 25х25 | 32 | 01114-160412 | ||||||||
2102-1183 | 2102-1184 | 36 | 01114-220404 | 701-2204 | ||||||||
01114-220408 | ||||||||||||
01114-220412 | ||||||||||||
01114-220416 | ||||||||||||
2102-1185 | 2102-1186 | 32х25 | 32 | 32 | 170 | 32 | 01114-160404 | 701-1604 | ||||
01114-160408 | ||||||||||||
01114-160412 | ||||||||||||
2102-1187 | 2102-1188 | 36 | 01114-220404 | 701-2204 | ||||||||
01114-220408 | ||||||||||||
01114-220412 | ||||||||||||
01114-220416 | ||||||||||||
2102-1191 | 2102-1192 | 32х32 | 40 |
| 701-2204 | |||||||
2102-1193 | 2102-1194 | 40х32 | 40 | 01114-220408 | ||||||||
200 | 01114-220412 | |||||||||||
01114-220416 | ||||||||||||
2102-1195 | 2102-1196 | 40 | 01114-270612 | 701-2704 | ||||||||
01114-270616 | ||||||||||||
2102-1197 | 2102-1198 | 40х40 | 50 | 36 | 01114-220404 | 701-2204 | ||||||
01114-220408 | ||||||||||||
01114-220412 | ||||||||||||
01114-220416 | ||||||||||||
2102-1201 | 2102-1201 | 40 | 01114-270612 | 701-2704 | ||||||||
2102-1202 | 2102-1203 | 50х40 | 50 | 250 | ||||||||
Черт.
 4
4
Тип 4
1 — державка; 2 — режущая пластина по ГОСТ 19052-80; 3 — опорная пластина по ГОСТ 19076-80
Черт.4
Таблица 4
мм
Обозначение | Приме- няемость | Размеры сечения резца | , не более | Поз.2 | Поз.3 | |||
Обозначение | ||||||||
2102-1204 | 16х16 | 16 | 8 | 100 | 32 | 03114-090304 | 721-0903 | |
2102-1205 | 20х16 | 20 | 125 | |||||
2102-1206 | 20х20 | 10 | 36 |
| 721-1203 | |||
2102-1207 | 25х20 | 25 | 150 | 03114-120408 | 721-1204 | |||
2102-1208 | 25х25 | 12,5 | ||||||
2102-1209 | 32х25 | 32 | 170 | 03114-150412 | 721-1504 | |||
2102-1211 | 32х32 | 16 | ||||||
2102-1212 | 40х32 | 40 | 200 | 45 | 03114-190612 | 721-1906 | ||
2102-1213 | 40х40 | 20 | 50 | 03114-250716 | 721-2506 | |||
03114-250724 | ||||||||
Черт.
 5
5
Тип 5
1 — державка; 2 — режущая пластина по ГОСТ 19052-80; 3 — опорная пластина по ГОСТ 19076-80
Черт.5
Таблица 5
мм
Правые резцы | Левые резцы | |||||||||
Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Размер сечения резца | , не более | Поз. | Поз.3 | |||
Обозначение | ||||||||||
2102-1215 | 2102-1216 | 16х16 | 16 | 20 | 100 | 32 | 03114-090304 | 721-0903 | ||
2102-1217 | 2102-1218 | 20х16 | 20 | 125 | ||||||
2102-1221 | 2102-1222 | 20х20 | 25 | |||||||
2102-1223 | 2102-1224 | 36 | 03114-120404 | 721-1203 | ||||||
2102-1225 | 2102-1226 | 25х20 | 25 | 150 | 32 | 03114-090304 | 721-0903 | |||
2102-1227 | 2102-1228 | 36 | 03114-120404 | 721-1204 | ||||||
2102-1231 | 2102-1232 | 25х25 | 32 | 03114-120412 | ||||||
2102-1233 | 2102-1234 | 32х25 | 32 | 170 | 03114-150412 | 721-1504 | ||||
03114-150416 | ||||||||||
2102-1235 | 2102-1236 | 32х32 | 40 | |||||||
2102-1237 | 2102-1238 | 40х40 | 40 | 50 | 200 | 45 | 03114-190612 | 721-1904 | ||
2102-1241 | 2102-1242 | 50 | 03114-250716 | 721-2506 | ||||||
2102-1243 | 2102-1244 | 50х40 | 50 | 250 | ||||||
 2
2 Черт.
 6
6
Тип 6
1 — державка; 2 — режущая пластина по ГОСТ 19052-80; 3 — опорная пластина по ГОСТ 19076-80
Черт.6
Таблица 6
мм
Правые резцы | Левые резцы | |||||||||
Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Размер сечения резца | , не более | Поз. | Поз.3 | |||
Обозначение | ||||||||||
2102-1245 | 2102-1246 | 16х16 | 16 | 17 | 100 | 32 | 03114-090304 | 721-0903 | ||
2102-1247 | 2102-1248 | 20х16 | 20 | 125 | ||||||
2102-1251 | 2102-1252 | 20х20 | 22 | |||||||
2102-1253 | 2102-1254 | 36 | 03114-120404 | 721-1203 | ||||||
2102-1255 | 2102-1256 | 25х20 | 25 | 150 | 03114-120412 | 721-1204 | ||||
2102-1257 | 2102-1258 | 25х25 | 27 | |||||||
2102-1261 | 2102-1262 | 32х25 | 32 | 170 | 03114-150412 | 721-1504 | ||||
2102-1263 | 2102-1264 | 32х32 | 35 | |||||||
2102-1265 | 2102-1266 | 40х32 | 40 | 200 | 45 | 03114-190612 | 721-1904 | |||
2102-1267 | 2102-1268 | 40х40 | 43 | 03114-190624 | ||||||
2102-1271 | 2102-1272 | 50 | 03114-250716 | 721-2506 | ||||||
2102-1273 | 2102-1274 | 50х40 | 50 | 250 | ||||||
 2
2 Черт.
 7
7
Тип 7
1 — державка; 2 — режущая пластина по ГОСТ 19052-80; 3 — опорная пластина по ГОСТ 19076-80
Черт.7
Таблица 7
мм
Правые резцы | Левые резцы | |||||||||
Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Размер сечения резца | , не более | Поз. | Поз.3 | |||
Обозначение | ||||||||||
2102-1275 | 2102-1276 | 16х16 | 16 | 13 | 100 | 32 | ||||
2102-1277 | 2102-1278 | 20х16 | 20 | 125 | 03114-090304 | 721-0903 | ||||
2102-1281 | 2102-1282 | 20х20 | 17 | |||||||
2102-1283 | 2102-1284 | 36 | 03114-120404 | 721-1203 | ||||||
2102-1285 | 2102-1286 | 25х20 | 25 | 150 | 32 | 03114-090304 | 721-0903 | |||
2102-1287 | 2102-1288 | 36 | 03114-120404 | 721-1203 | ||||||
03114-120408 | ||||||||||
2102-1291 | 2102-1292 | 25х25 | 22 | 03114-120412 | ||||||
2102-1293 | 2102-1294 | 32х25 | 32 | 170 | 721-1204 | |||||
2102-1295 | 2102-1296 | 32х32 | 27 | 45 | 03114-190612 | 721-1904 | ||||
2102-1297 | 2102-1298 | 40х32 | 40 | 200 | 03114-190624 | |||||
2102-1301 | 2102-1302 | 40х40 | 35 | |||||||
2102-1303 | 2102-1304 | 50х40 | 50 | 250 | 50 | 03114-250716 | 721-2506 | |||
 2
2 Черт.
 8
8Тип 8
1 — державка; 2 — режущая пластина по ГОСТ 19059-80; 3 — опорная пластина по ГОСТ 19078-80
Черт.8
Таблица 8
мм
Правые резцы | Левые резцы | |||||||||
Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Размер сечения резца | , не более | Поз. | Поз.3 | |||
Обозначение | ||||||||||
2102-1305 | 2102-1306 | 25х25 | 25 | 22 | 105 | 36 | ||||
2102-1307 | 2102-1308 | 32х25 | 32 | 170 | 05114-120404 | 731-1204 | ||||
2102-1311 | 2102-1312 | 32х32 | 27 | 05114-120412 | ||||||
2102-1313 | 2102-1314 | 40х32 | 40 | 200 | 05114-160412 | 731-1604 | ||||
2102-1315 | 2102-1316 | 40х40 | 35 | 45 | 05114-190608 05114-190612 | 731-1904 | ||||
2102-1317 | 2102-1318 | 50х40 | 50 | 250 | 05114-190616 05114-190624 | |||||
 2
2 Черт.
 9
9
Тип 9
1 — державка; 2 — режущая пластина по ГОСТ 19059-80; 3 — опорная пластина по ГОСТ 19078-80
Черт.9
Таблица 9
мм
Правые резцы | Левые резцы | |||||||||
Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Размер сечения резца | , не более | Поз. | Поз.3 | |||
Обозначение | ||||||||||
2102-1321 | 2102-1322 | 16х16 | 16 | 20 | 100 | 36 | 05114-120404 05114-120408 05114-120412 | 731-1203 | ||
2102-1323 | 2102-1324 | 20х16 | 20 | 125 | ||||||
2102-1325 | 2102-1326 | 20х20 | 25 | |||||||
2102-1327 | 2102-1328 | 25х20 | 25 | 150 | 731-1204 | |||||
2102-1331 | 2102-1332 | 25х25 | 32 | |||||||
2102-1333 | 2102-1334 | 05114-160412 05114-160416 | 731-1604 | |||||||
2102-1335 | 2102-1336 | 32х25 | 32 | 170 | 05114-120404 05114-120408 05114-120412 | 731-1204 | ||||
2102-1337 | 2102-1338 | 05114-160412 05114-160416 | 731-1604 | |||||||
2102-1341 | 2102-1342 | 32х32 | 40 | |||||||
2102-1343 | 2102-1344 | 40х32 | 40 | 200 | 45 | 05114-190608 05114-190612 05114-190616 05114-190624 | 731-1904 | |||
2102-1345 | 2102-1346 | 40х40 | 50 | |||||||
2102-1347 | 2102-1348 | 50х40 | 50 | 250 | ||||||
 2
2 Черт.
 10
10
Тип 10
1 — державка; 2 — режущая пластина по ГОСТ 24256-80; 3 — опорная пластина по ГОСТ 24254-80
Черт.10
Таблица 10
мм
Правые резцы | Левые резцы | |||||||||
Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Размер сечения резца | , не более | Поз. | Поз.3 | |||
Обозначение | ||||||||||
2102-1351 | 2102-1352 | 20х20 | 20 | 10 | 125 | 40 | 13124-150408 13124-150412 | 781-1503 | ||
2102-1353 | 2102-1354 | 25х20 | 25 | 150 | ||||||
2102-1355 | 2102-1356 | 25х25 | 12,5 | 13124-150608 13124-150612 13124-150616 | ||||||
2102-1357 | 2102-1358 | 32х25 | 32 | 170 | ||||||
2102-1361 | 2102-1362 | 32х32 | 16 | 50 | 13124-190608 13124-190612 13124-190616 | 781-1904 | ||||
2102-1363 | 2102-1364 | 40х32 | 40 | 200 | ||||||
 2
2 Черт.
 11
11
Тип 11
1 — державка; 2 — режущая пластина по ГОСТ 24256-80; 3 — опорная пластина по ГОСТ 24254-80
Черт.11
Таблица 11
мм
Правые резцы | Левые резцы | |||||||||
Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Размер сечения резца | , не более | Поз. | Поз.3 | |||
Обозначение | ||||||||||
2102-1365 | 2102-1366 | 20х20 | 20 | 25 | 125 | 40 | 13124-150408 13124-150412 | 781-1503 | ||
2102-1367 | 2102-1368 | 25х20 | 25 | 150 | ||||||
2102-1371 | 2102-1372 | 25х25 | 32 | 13124-150608 13124-150612 13124-150616 | ||||||
2102-1373 | 2102-1374 | 32х25 | 32 | 170 | ||||||
2102-1375 | 2102-1376 | 32х32 | 40 | 50 | 13124-190608 13124-190612 13124-190616 | 781-1904 | ||||
2102-1377 | 2102-1378 | 40х32 | 40 | 200 | ||||||
2102-1381 | 2102-1382 | 50х40 | 50 | 50 | 250 | |||||
 2
2 Черт.
 12
12Тип 12
1 — державка; 2 — режущая пластина по ГОСТ 19071-80; 3 — опорная пластина по ГОСТ 19083-80
Черт.12
Таблица 12
мм
Обозначение | Приме- няемость | Размеры сечения резца | , не более | Поз.2 | Поз.3 | |||
Обозначение | ||||||||
2102-1383 | 20х20 | 20 | 10 | 125 | 32 | 12114-090300 | 771-0903 | |
2102-1384 | 25х20 | |||||||
2102-1385 | 25х25 | 25 | 12,5 | 150 | 36 | 12114-120400 | 771-1203 | |
2102-1386 | 32х25 | 170 | 12114-150400 | 771-1504 | ||||
2102-1387 | 32х32 | 32 | 16 | 45 | 12114-250600 | 771-1904 | ||
2102-1388 | 40х32 | 40 | 200 |
| 12114-250600 | 771-2506 | ||
2102-1389 | 40х40 | 20 | 12114-250700 | |||||
2102-1391 | 50х40 | 50 | 250 | |||||
Черт.
 13
13
Тип 13
1 — державка; 2 — режущая пластина по ГОСТ 19071-80; 3 — опорная пластина по ГОСТ 19083-80
Черт.13
Таблица 13
мм
Правые резцы | Левые резцы | ||||||||||
Обозна- чение | Приме- няемость | Обозна- чение | Приме- няемость | Размер сечения резца | , не более | Поз. | Поз.3 | ||||
Обозначение | |||||||||||
2102-1401 | 2102-1402 | 20х20 | 20 | 25 | 125 | 32 | 12114-090300 | 771-0903 | |||
2102-1403 | 2102-1404 | 25х20 | 25 | 150 | |||||||
2102-1405 | 2102-1406 | 25х25 | 32 | 36 | 12114-120400 | 771-1203 | |||||
2102-1407 | 2102-1408 | 32х25 | 32 | 170 | 12114-150400 | 771-1504 | |||||
2102-1411 | 2102-1412 | 32х32 | 40 | 45 | 12114-190600 | 771-1904 | |||||
2102-1413 | 2102-1414 | 40х32 | 40 | 200 | 50 | 12114-250600 | 771-2506 | ||||
2102-1415 | 2102-1416 | 40х40 | 50 | 12114-250700 | |||||||
2102-1417 | 2102-1418 | 50х40 | 50 | 250 | |||||||
 2
2
Пример условного обозначения правого резца типа 13, размером сечения =25х25 мм, длиной =150 мм, оснащенного твердосплавной трехгранной пластиной 12411-1204000*:
Резец 2102-1405 ГОСТ 24996-81
__________________
* Текст соответствует оригиналу.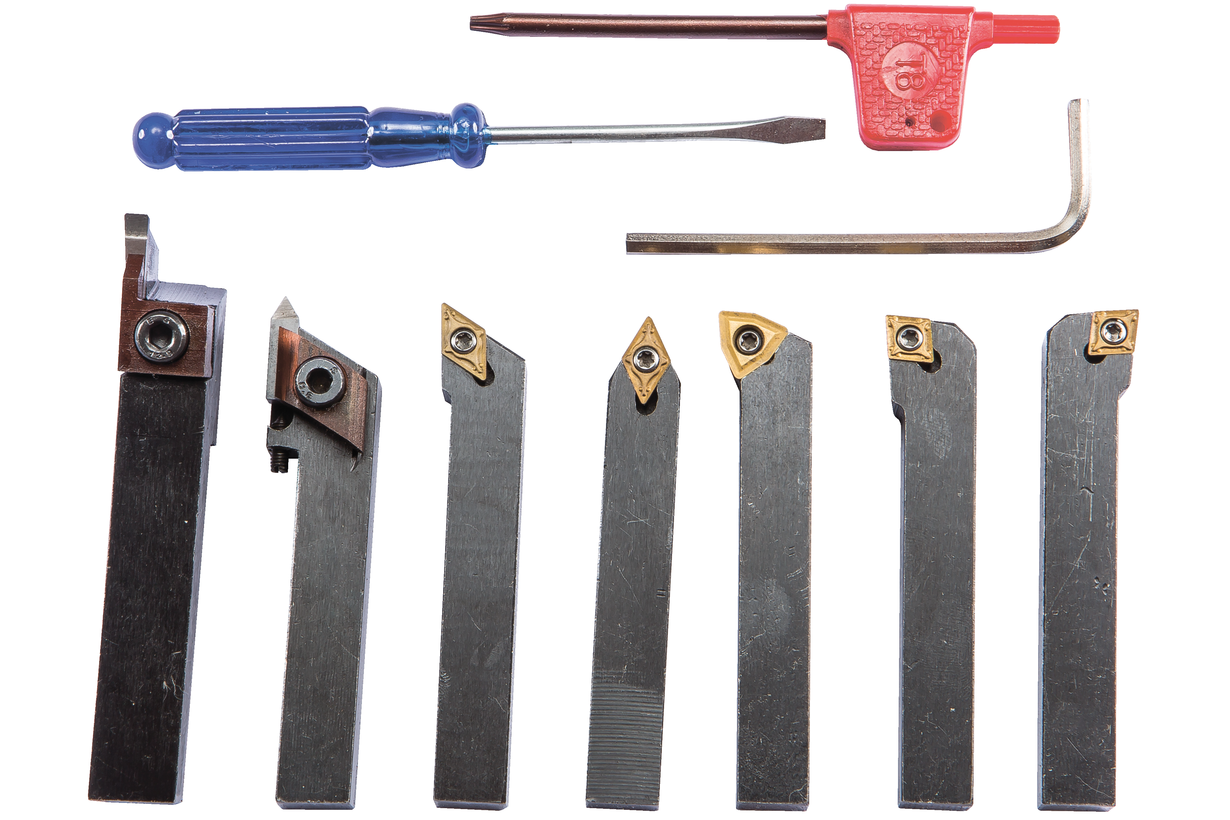 — примечание «КОДЕКС».
— примечание «КОДЕКС».
Текст документа сверен по:
официальное издание
Резцы. Технические условия.
Типы и основные размеры:
Сб. ГОСТов. — М.: ИПК Издательство стандартов, 2003
Резец отрезной
Оглавление
Виды отрезных резцовОсновные размеры
Геометрия отрезного резца
Выбор отрезного резца
Режимы резания при использовании отрезного резца
Маркировка
.
.
Резец отрезной является инструментом, который используется в токарном оборудовании. Его основным предназначением является отрезание относительно небольших слоев металла с заготовки, а также для прорезки узких канавок. В основном они применяются для того, чтобы отрезать лишние части на прутках. Это узконаправленный инструмент, который отлично справляется с возложенными на него задачами. Отрезание лишних частей на прутках относится к грубой обработке, но здесь приходится прилагать большое количество усилий, так что большинство других видов резцов не справляется с данной задачей, так как они быстро изнашивались бы. Их применяют на револьверных и токарных станках, а также на автоматах.
Их применяют на револьверных и токарных станках, а также на автоматах.
Резец токарный отрезной сталкивается в работе со сложными условиями, которые связаны с затруднительным отводом побочной стружки, которая может скапливаться в зоне резания. Это требует дополнительного охлаждения, которого зачастую нет. Форма резца неблагоприятно располагает к этому, так как у нее получается малая жесткость за счет малой толщины и большого вылета. Такие условия нередко приводят к выкрашиванию кромки и сколам на пластинке. При повышении скорости резания ситуация только усугубляется, так что к подбору и режиму резания стоит подходить достаточно ответственно. Лучше всего с этим все справляется резец отрезной Т5К10 и резец отрезной Т15К6, так как они относятся к твердосплавным группам. Эти изделия изготавливаются согласно с ГОСТом 18884-73.
фото:отрезные резцы
Виды отрезных резцов
Существует несколько основных разновидностей, так как резец отрезной может применять в различных производственных случаях. Виды подбираются согласно тому, с чем будет работать инструмент. К примеру:
Виды подбираются согласно тому, с чем будет работать инструмент. К примеру:
- Резец отрезной 25х16х140 ВК8 относится к тем изделиям, которые изготавливаются из быстрорежущей стали. Его нельзя применять для работы с калеными металлами и жесткими материалами. Как правило, на поточном производстве их стараются не применять, так как из-за быстрого износа их приходится часто менять, что тормозит рабочий процесс. В то же время их часто используют при обработке нержавеющей стали и чугуна.
- Резец отрезной 25х16х140 Т5К10 – это весьма распространенный вид инструмента, так как режущая его часть изготавливается из твердосплавных пластин. Главным преимуществом здесь является то, что он лучше всех противостоит ударам. Отрезные резцы для токарного станка такого вида могут работать с любыми металлами и выдерживают относительно высокие температуры, которые получаются при работе.
- Резец отрезной 25х16 Т15К6 – этот вид также изготавливается из твердосплавных материалов, но главной его особенностью является возможность переносить практически любые высокие температуры. Это самый жаростойкий тип из всей отрезной серии.
 Это самый жаростойкий тип из всей отрезной серии.
Это самый жаростойкий тип из всей отрезной серии.
Основные размеры
| Высота,мм | Ширина,мм | Длина,мм | Маркировка |
|---|---|---|---|
| 12 | 12 | 100 | ВК8 |
| 12 | 12 | 100 | Т15К6 |
| 12 | 12 | 100 | Т5К10 |
| 25 | 16 | 140 | ВК8 |
| 25 | 16 | 140 | Т15К6 |
| 25 | 16 | 140 | Т5К10 |
| 32 | 20 | 170 | ВК8 |
| 32 | 20 | 170 | Т15К6 |
| 32 | 20 | 170 | Т5К10 |
| 40 | 25 | 200 | Т15К6 |
| 40 | 25 | 200 | Т5К10 |
Геометрические параметры отрезного резца
Резец отрезной имеет свое уникальное соотношение параметров в форме резца.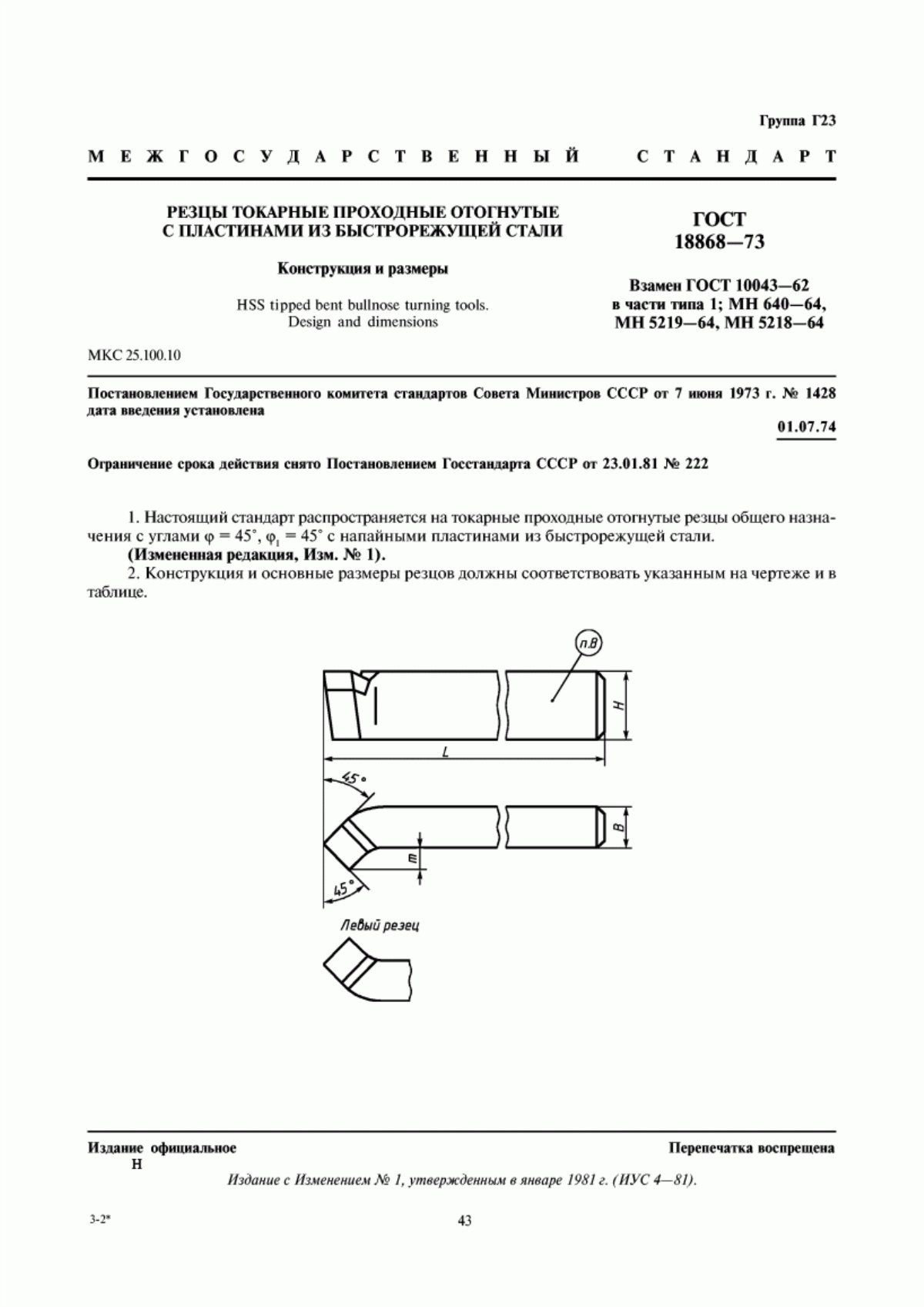 Она рассчитана на скорейшее разрезание заготовок, причем даже если речь идет об относительно большой величине. Из-за этого у резца имеется большой вылет. Но зачастую они выполняются достаточно тонкими, что плохо влияет на жесткость. Единственным способом укрепления здесь является изменение состава самой пластины, чтобы ее делали из крепких материалов. Внешне они достаточно сильно выделяются благодаря своей продолговатой форме.
Она рассчитана на скорейшее разрезание заготовок, причем даже если речь идет об относительно большой величине. Из-за этого у резца имеется большой вылет. Но зачастую они выполняются достаточно тонкими, что плохо влияет на жесткость. Единственным способом укрепления здесь является изменение состава самой пластины, чтобы ее делали из крепких материалов. Внешне они достаточно сильно выделяются благодаря своей продолговатой форме.
фото:геометрические параметры отрезного резца
Выбор отрезного резца
Отрезные резцы для токарного станка при неправильном выборе или использовании не по назначению могут быстро сломаться. В первую очередь стоит отметить, что для постоянного использования нужно подбирать что-то из твердосплавных материалов. Отрезной резец ВК8 будет более дешевым, но его можно использовать только в тех случаях, если потребность в данных операциях возникает периодически.
«Совет профессионалов! Для автоматического оборудования следует подбирать только резец автоматный отрезной.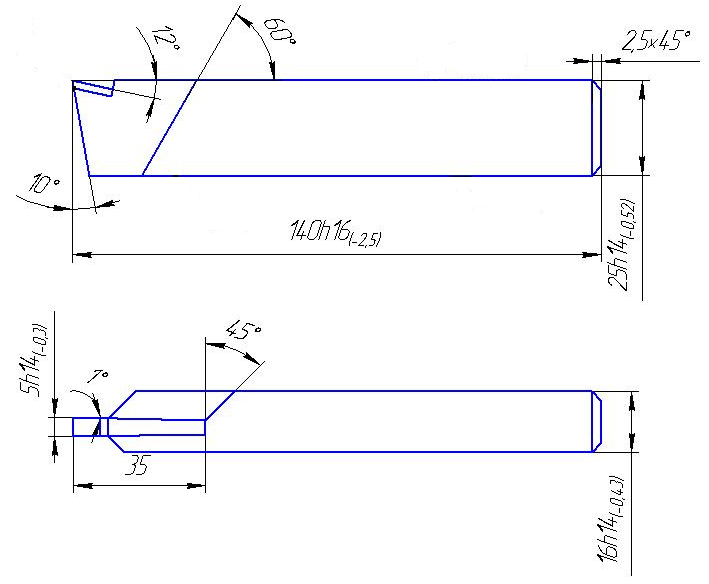 » Но среди твердосплавных видов также имеется несколько отличий, которые помогают получить лучшую устойчивость к ударам или вибрации или же сопротивление высоким температурам. Таким образом, одним из главных принципов выбора является то, с какими материалами придется взаимодействовать. Здесь все зависит от особенностей материала и заготовок, с которыми придется работать. Для улучшения результатов, необходимо соблюдать правильные режимы.
» Но среди твердосплавных видов также имеется несколько отличий, которые помогают получить лучшую устойчивость к ударам или вибрации или же сопротивление высоким температурам. Таким образом, одним из главных принципов выбора является то, с какими материалами придется взаимодействовать. Здесь все зависит от особенностей материала и заготовок, с которыми придется работать. Для улучшения результатов, необходимо соблюдать правильные режимы.
Режимы резания при использовании отрезного резца
Отрезные резцы по металлу следует ставить исключительно под прямым углом к оси детали, которая подвергается обработке. Режущая кромка устанавливается выше, в пределах 0,1-0,2 мм, чем обрабатываемая заготовка. Если установить резец кромки ниже, то на торце детали останется необработанный выступ. Расстояние от обработанного торца в прутке до торца закрепляющего приспособления не должно быть более диаметра этого самого прутка.
С учетом того, что резцы данного типа обладают низкой прочностью, отрезание заготовок следует проводить при помощи изогнутого инструмента, у которого режущая кромка направлена вниз. При этом шпиндель следует вращать в обратную сторону. Особенно это касается работы на старых изношенных станках.
При этом шпиндель следует вращать в обратную сторону. Особенно это касается работы на старых изношенных станках.
Процесс отрезания следует делать как можно ближе к части, которая отвечает за закрепление. Когда происходит резка хрупкого материала, то на поверхности, где происходит отрезание могут появляться углубления. Это значит, что деталь отломилась в процессе резки. Чтобы такого не случилось, не стоит увеличивать скорость резки, а сам процесс стоит делать очень постепенно.
Маркировка
Маркировка отрезных резцов идет согласно материалу изготовления их режущей пластины. К примеру, Т15К6 относят к твердосплавным материалам, к титановольфрамовой группе. Содержание карбида титана достигает 15%, а кобальта – 6%.
Токарные Резцы по металлу — Типы, Применение
Магазин Rezetstokarnyj.ru
Резцы токарные по металлу одни из самых необходимых инструментов в металлообработке. Используется в обточке плоских, цилиндрических и т. д. заготовок. Классифицируются по характеристикам частей головки и держателя, углу установки по отношению к поверхности заготовки (радиальные, тангенциальные), свойствам и способу заточки режущих кромок головки. Также по другим параметрам: материал, конструкция, качество обработки, направлению подачи, расположению режущей кромки к стержню инструмента и виду обработки. Также при подборе необходимых резцов используют унификационный ряд размерных сечений стержня.
д. заготовок. Классифицируются по характеристикам частей головки и держателя, углу установки по отношению к поверхности заготовки (радиальные, тангенциальные), свойствам и способу заточки режущих кромок головки. Также по другим параметрам: материал, конструкция, качество обработки, направлению подачи, расположению режущей кромки к стержню инструмента и виду обработки. Также при подборе необходимых резцов используют унификационный ряд размерных сечений стержня.
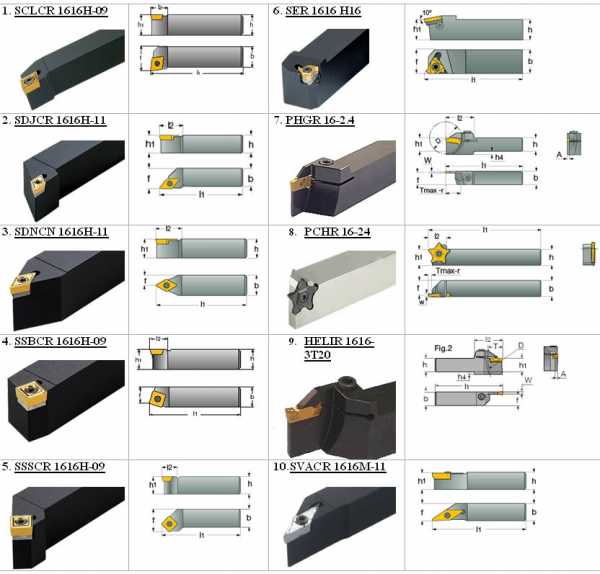
Типы Токарных Резцов по Металлу
Токарные Резцы по металлу Канавочные — ГОСТ 18885-73
Резец Токарный по Металлу Прорезной (канавочный) изготовлен по ГОСТ 18885-73. Применяется для вырезки канавообразных углублений на конических и цилиндрических заготовках, осевой проточки, подрезки торцов. Выгодно использовать эти резцы в обработке деталей сложной конфигурации. Токарный канавочный резец является одним из универсальных металлорежущих инструментов и имеет такие преимущества:
Высокая жёсткость конструкции и износостойкость
Равномерный износ режущей кромки
Сокращение времени на переналадку станков и количества закупаемых инструментов
Поверхность получаемых деталей имеет высокое качество обработки.
Резцы Токарные по Металлу Отрезные — ГОСТ 18884-73
Резец Токарный по Металлу отрезной ГОСТ 18884-73. Служит для отрезки или прорезания канавок, чаще с оттянутой головкой. Их применяют в обработке различных сталей от нержавеющих до твёрдых сортов, чугуна, сплавов, в т. ч. цветных. Основное назначение — разрезание или подрезка заготовок из прутков малого диаметра. Распространён резец токарный отрезной двух типов: с приваренной (напаянной) кромкой и с механически закрепляемой рабочей пластиной. Входят в обязательный инструментарий станков с поперечной подачей.
Резцы Токарные по Металлу Подрезные Отогнутые — ГОСТ 18880-73
Резец Токарный по Металлу Подрезной Отогнутый ГОСТ 18880-73 имеет треугольную режущую часть, (твёрдый сплав) напаянную на державку. Применяются для обработки заготовок перпендикулярно оси вращения. В зависимости от вида обрабатываемых материалов изменяется угол врезки инструмента, для твёрдых и хрупких, вязких материалов, например, сталь разница может составить от 0 до 10 Подбираются для конкретных целей согласно стандартам вышеуказанного ГОСТ.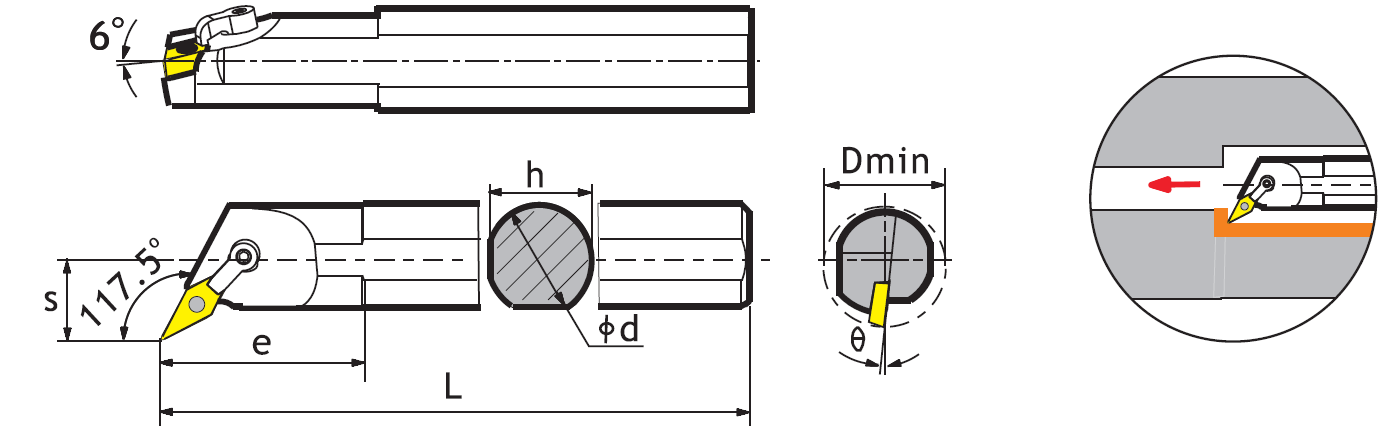
Резцы Токарные По металлу Проходные Отогнутые — ГОСТ 18877-73
Резец Токарный по Металлу Проходной Отогнутый ГОСТ 18877-73 имеет режущую часть, приваренную к державке. Им обрабатываются торцы заготовок, используется при продольной и поперечной подаче, удобен для верхней обработки. Кроме сточки торца, применяется в съёме фаски. В зависимости от угла режущей поверхности служат в обработке заготовок различной сложности, черновой или чистовой работы. Подбор резца проходного отогнутого ГОСТ 18877 73 производят согласно производственным нуждам согласно стандарту. Самый популярный и практичный тип — 25х16 мм. Размер 40х25 мм довольно редок, обычно поставляется под заказ.
Резцы Токарные по Металлу Проходные Прямые — ГОСТ 18878-73
Резец Токарный по Металлу Проходной Прямой ГОСТ 18878-73. Применение токарного резца проходного прямого сходно с проходным отогнутым, прямым удобнее обрабатывать именно поверхность заготовки. Напаянные рабочие пластины инструмента выполняются из твёрдого сплава. Предназначены для применения на станках с продольно и поперечной подачей. Хороши в обрезке торцов и обточке цилиндрических и конических заготовок деталей. Используются главным образом в черновой обработке. По дирекции подачи кромки к поверхности заготовки разделены на резец проходной прямой левый и правый. У первого основная стачивающая плоскость будет находиться слева по отношению к поверхности обрабатываемого материала, у правого соответственно наоборот. Применяются значительно реже проходных резцов.
Предназначены для применения на станках с продольно и поперечной подачей. Хороши в обрезке торцов и обточке цилиндрических и конических заготовок деталей. Используются главным образом в черновой обработке. По дирекции подачи кромки к поверхности заготовки разделены на резец проходной прямой левый и правый. У первого основная стачивающая плоскость будет находиться слева по отношению к поверхности обрабатываемого материала, у правого соответственно наоборот. Применяются значительно реже проходных резцов.
Резцы Токарные по Металлу Проходные Упорные — ГОСТ 18879-73
Резец Токарный Проходной Упорный ГОСТ 18879-73 снабжён прямоугольной рабочей пластиной (угол=90). Необходим для прорезки или обточки небольших уступов. Например, применяется в обработке ступенчатого вала, также необходим для подрезки буртиков. Угол рабочей кромки резца токарного проходного упорного способствует понижению уровня вибрации, он незаменим в обработке деталей из мягкого металла. Используются в различной проточке не жёстких заготовок.
Резец Токарный Проходной Упорный Тип 2 ГОСТ 18879-73. Этот вариант резца токарного проходного упорного используют в чистовой обработке и подрезке уступчатых заготовок. Выгоден в обработке неравномерного сечения среза и прерывистом подрезании. Хорошо обрабатывает высокопрочные стали и сплавы, в т. ч. титановые, цветные металлы, чугун. В производстве действующих элементов этого инструмента обычно применяется металл марок Т5К10,Т15К6, и сортов повышенной прочности ВК8, HRA.
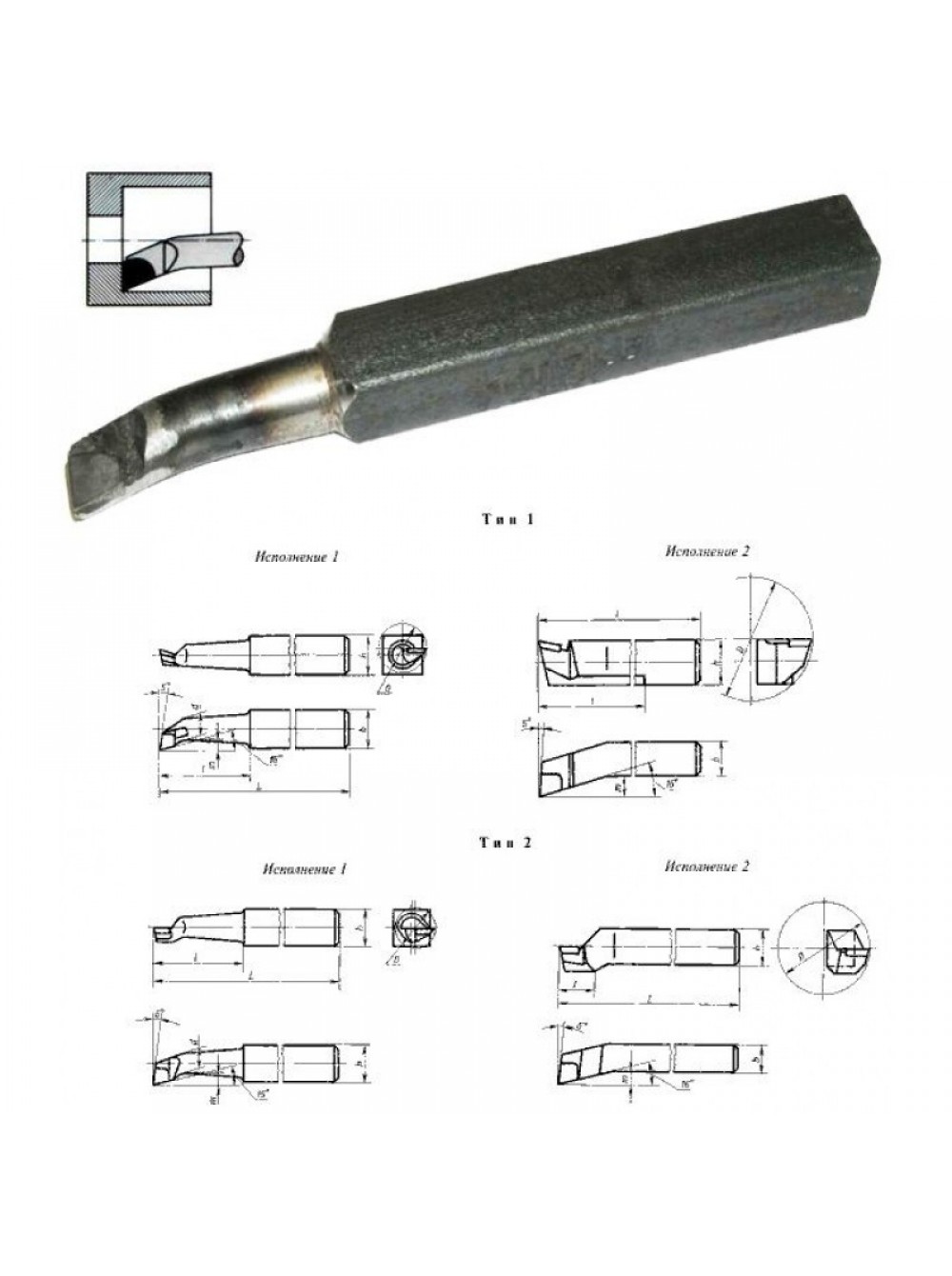
Резцы Токарные по Металлу Расточные для Глухих Отверстий ГОСТ 18883-73
Резец Токарный по Металлу Расточной для Глухих Отверстий ГОСТ 18883-73. Активно применяемые в металлообработке резцы расточные упорного типа для глухого отверстия ГОСТ 18883-73 имеет головку круглой, треугольной или квадратной формы, расточка происходит с торца, назначение инструмента полностью соответствует названию. Может иметь одну, две или несколько режущих кромок, последние отличаются большей скоростью и производительностью работы. Диаметр рабочей кромки должен быть немного менее поперечного сечения разрабатываемого отверстия. Для углублённой обработки выбирают инструменты с длинной державкой подходящего поперечника.Резец токарный расточной для глухих отверстий может иметь приваренную или припаянную головку, реже вставную.
Диаметр рабочей кромки должен быть немного менее поперечного сечения разрабатываемого отверстия. Для углублённой обработки выбирают инструменты с длинной державкой подходящего поперечника.Резец токарный расточной для глухих отверстий может иметь приваренную или припаянную головку, реже вставную.
Резцы Токарные по Металлу Расточные для Сквозных Отверстий — ГОСТ 18882-73
Резец Токарный по Металлу Расточной для Сквозных Отверстий ГОСТ 18882-73. В расточке сквозных каналов в деталях применяют резец расточной для сквозных отверстий ГОСТ 18882-73. Имеют рабочие головки разнообразной геометрии, скруглённую, квадратную. Кроме, типовой области применения резец токарный расточной для сквозных отверстий, как и приспособленный к тупиковым каналам применяют в выработке выемок, лунок и углублений в деталях.
Резцы Токарные по Металлу Резьбовые для Внутренней Резьбы — ГОСТ 18885-73
Резец Токарный по Металлу Резьбовой для Внутренней Резьбы ГОСТ 18885-73 внешне сильно напоминает расточной для глухих каналов, но они принципиально различны по действию режущей поверхности. Головка имеет заострено — прямоугольную или треугольную форму. В отличие от инструмента для внешней нарезки производит резьбу значительно большего диаметра. Глубина врезки резца токарного резьбового для внутренней резьбы зависит от длины державки.
Головка имеет заострено — прямоугольную или треугольную форму. В отличие от инструмента для внешней нарезки производит резьбу значительно большего диаметра. Глубина врезки резца токарного резьбового для внутренней резьбы зависит от длины державки.
Головка резца резьбового для наружной резьбы ГОСТ 18885-73 имеет пирамидально — треугольную, заострённую форму. Самые распространённые размеры 16-10 мм и 25-16 мм. Форма режущей части инструмента как для внешней так и для внутренней нарезки зависит от профиля резьбы которую необходимо сделать.
Резцы Токарные по металлу Чистовые — ГОСТ 18881-73
Резец Токарный по Металлу Чистовой ГОСТ 18881-73. Этот тип резцов служит для конечной обработки и доводки деталей, исправления мелких огрехов работы. С его помощью устраняются припуски, достигается необходимое качество деталей. Резец проходной чистовой ГОСТа 18881-73 в отличие от черновых имеют больший радиус скругления навершия, за счёт этого достигается высокое качество обточки деталей
Выбор токарных резцов по металлу для работы
Для подбора резцов кроме изучения соответствующих ГОСТов потребуется учесть следующие параметры:
Характеристики обрабатываемых материалов и оборудования
Потребная точность обработки детали
Совместимость видов резцов с конкретным оборудованием
Кроме того, важно учесть характеристики режущих пластин инструмента, от геометрии до металла и способа крепления пластины. Возможные нагрузки в процессе обработки заготовок тоже имею большое значение. Головки резцов одного и того же типа могут быть изготовлены из различных материалов и сортов сталей. Это зависит от вида и условий работ, в которых планируется применять инструмент. Если Вас затруднит выбор инструмента можно обратиться к менеджеру компании, он уточнит необходимые детали и поможет подобрать подходящие резцы. Каталог Магазина Токарных Резцов
Возможные нагрузки в процессе обработки заготовок тоже имею большое значение. Головки резцов одного и того же типа могут быть изготовлены из различных материалов и сортов сталей. Это зависит от вида и условий работ, в которых планируется применять инструмент. Если Вас затруднит выбор инструмента можно обратиться к менеджеру компании, он уточнит необходимые детали и поможет подобрать подходящие резцы. Каталог Магазина Токарных Резцов
Резцы для токарного станка по металлу: виды
Токарные работы на сегодня играют очень важную роль и в зависимости от потребностей и поставленной цели требуются резцы для токарного станка по металлу. На сегодняшний день без них практически невозможно обходиться, так как в любой промышленной отрасли их использование – это необходимость.
К токарной установке всегда прилагается определенный набор резцов, которыми производится обработка металла. От них зависит качество работ.
Качество обработки зависит от видов резцов
Что касается получистовых и чистовых инструментальных приспособлений, то этот тип предназначен для доводки уже готовых изделий после первого этапа работ. Такие резцы применяются во время невысокой скорости проведения работ.
Такие резцы применяются во время невысокой скорости проведения работ.
Черновой инструмент дает возможность выполнить обработку детали с повышенными показателями скорости, при этом можно снимать более толстый слой металлической стружки. Рассматриваемые резцы имеют высокую механическую прочность, хорошие высокотемпературные показатели. Один недостаток – это низкое качество.
В зависимости от того, какая цель поставлена перед металлообработкой – используются разные типы приспособлений и насадок. Они предназначаются для черновых, получистовых и чистовых обработок.
Классификация металлорежущих инструментовЗависимо от направления, которое должно осуществляться во время движения, резец бывает левым и правым. В первом случае обработка происходит слева направо, а во втором случае наоборот – справа налево.
Классификация зависит от способа установки, например, «аксессуар» для токарного станка бывает в виде радиальных и тангенциальных заготовок.
Тангенциальные приспособления монтируют не под прямым углом, все зависит от потребностей и поставленной цели.
Установка немного усложняется, но стружка снимается достаточно качественно.
Важно понимать, что даже мельчайшие особенности во время точения способны серьезно влиять на результат и качество проделанной работы. Это важно учитывать перед обработкой детали.
Радиальные приспособления монтируют под углом, который равен 90° к плоскостям обрабатываемых деталей. Это дает возможность использовать более удобные, во время заточки, типы кромок.
Токарные резцы для чайников
Конструкции токарных инструментов
В конструкциях любых резцов, используемых при токарных работах, выделяются такие основные элементы:
- головка (другое ее название – рабочая головка), этой частью обрабатывается металл;
- державка – с ее помощью производится фиксация инструмента на станке.

Резцовая державка выполняется двумя вариантами (берется во внимание поперечное сечение): в виде прямоугольника и квадрата.
Формирование рабочей головки происходит в нескольких плоскостях. Режущие кромки отличаются, их угол заточки напрямую зависим от вида обработки, а также соответственно и самого сырья. Зависимо от ситуации и потребностей обработки, в установках для точения металла используются разные виды резцов.
ПодрезнойПодрезной отогнутый сильно похож на проходной упорный, но есть определенные отличия.
Подрезные инструменты отличаются от проходных упорных тем, что их рабочая поверхность – это пластины, сделанные из твердого сплава (они имеют форму в виде треугольника), одна из них – закругленная. Что касается проходных, то сторона сделана не закругленной, а прямоугольной.
При помощи подрезных отогнутых резцов обрабатывают в поперечном направлении, при обработке приспособление должно находиться в перпендикулярном положении. Существует подрезной упорный тип, но на практике используются значительно реже.
Существует подрезной упорный тип, но на практике используются значительно реже.
Этот инструмент применяется для внутренней расточки заготовок.
Расточной резец
Бывает два типа рассматриваемых токарных приспособлений, первый используется при растачивании глухих отверстий, а другой для растачивания уже имеющихся, например, после сверления сверлом.
Стоит помнить о том, что серьезную роль играет при расточке державка, от ее толщины и прочности зависит качество расточки. Прямые пластины, которые не имеют выступов, дают возможность без усилий входить во внутреннюю часть при вращении.
С применением такого инструмента появляется возможность обработки заготовок с разными формами, под углом (если нужно).
Существуют конструкции универсальных приспособлений, которые еще называются сборными. Это так потому что на одной державке крепится не одна пластина, а несколько.
ОтрезнойОтрезные резцы для токарного станка нельзя перепутать с другими видами инструмента.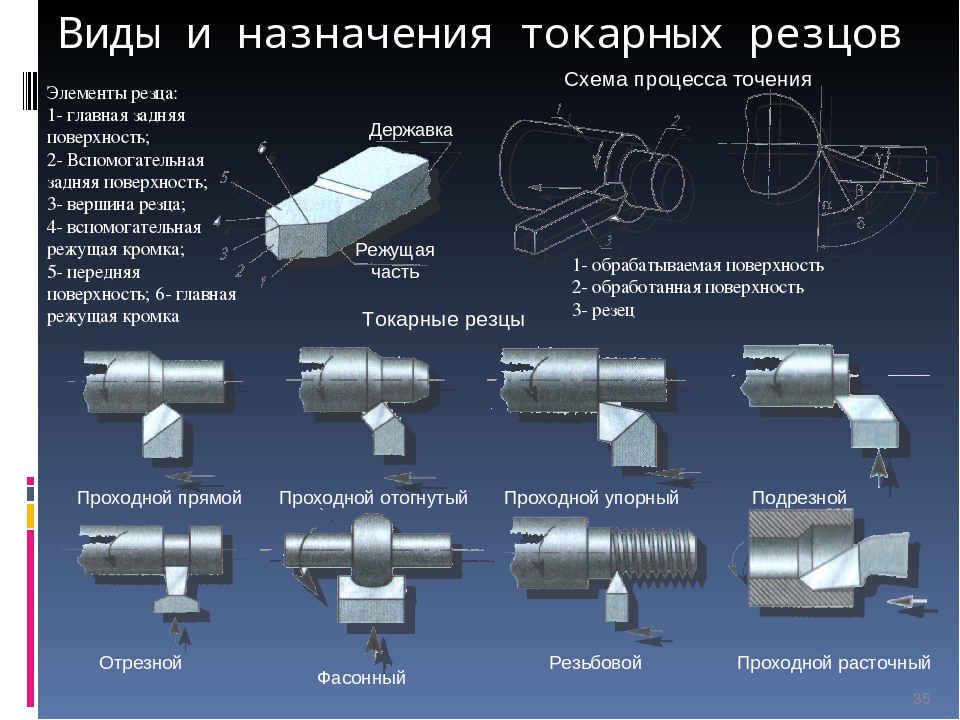
Они имеют тонкую ножку, к которой прикреплена (при помощи пайки) пластина для резки. Она делается из особого сплава, например, рапида или победита.
Ширина канавки зависит исключительно от толщины действующей пластинки или насадки. Точение производят под углом 90°. А также такими типами приспособлений можно сделать канавки.
Практически каждый токарь использует отрезной резец, без которого никак не обойтись. Они применяются для отрезания заготовок нужных размеров (металлические болванки, прутья, трубы, шестигранники).
ПроходнойТорцевая часть всегда обрабатывается при помощи отогнутых проходных приспособлений. А также ими снимаются фаски.
Проходной резец для токарного станка бывает неодинаковых конструкций. Встречаются отогнутые, упорные и прямые их типы.
Упорный отогнутый – это еще одно разнообразие проходного резца. При помощи такого инструмента во время обтачивания металла происходит снятие металла. Движение резца происходит вдоль направления поворота деталей. Упорные отогнутые приспособления бывают двух типов – левосторонними и правосторонними.
Упорные отогнутые приспособления бывают двух типов – левосторонними и правосторонними.
Прямой тип резцов применяют в тех же случаях, что и отогнутый, в зависимости от ситуации. Главное, чтоб соблюдались все условия технологии и техники безопасности.
РезьбовойВ комплекте каждого токарного станка должен обязательно быть резьбовые резцы (наружные, внутренние).
Первый тип применяется при производстве резьбы с наружной стороны. Режущая пластина имеет форму наконечника копья. Что касается второго типа, то работа выполняется внутри заготовки.
Державки и их размеры
Державки резцов бывают различных размеров, в зависимости от возможностей станков и предполагаемого качества:
- самыми распространенными размерами является 25х16 мм;
- если державка изготавливается под заказ, то она может быть 40х25 мм, они практически не продаются;
- не менее популярным и практичным считается 32х20 мм;
- при нестандартных размерах державки бывают 20х12 мм;
- для учебных станков чаще применяются размеры 16х10 мм.

Бывают и другие размеры, которые на практике могут использоваться часто.
Чтобы правильно выбрать нужный инструмент, нужно ознакомиться с особенностями и характеристиками.
Сегодня на рынке есть разные виды рассматриваемых инструментов, при покупке стоит соблюдать особое внимание, особенно новичкам, которые решили приобрести наборы резцов для токарных работ.
Видео по теме: Токарные резцы
Основы токарных инструментов
Токарная обработка древесины, базовая или
продвинутый, является одним из самых художественных аспектов обработки дерева. Это также
обеспечивает быстрое удовлетворение, потому что многие, если не большинство, небольшие проекты могут
легко завершить за один вечер, позволяя плотнику расслабиться и
испытать чувство выполненного долга. Однако для начинающего дровосека
замешательство принимает разные формы; количество и разнообразие токарных инструментов
представьте множество решений, которые нужно принять, когда вы начнете.
Категории инструментов для начинающих просты, но некоторые инструменты могут отсутствовать в все виды набора для новичков. Черновая выемка — хороший пример, потому что они не очень помогает в легком режиме и миниатюрной токарной обработке. И, конечно же, каждый токарь разрабатывает индивидуальные конфигурации из основных инструментов по мере изучения ремесла и собственные потребности. Но для новичка чаще всего может господствовать замешательство, чем нет, так что взгляните на различные работы с выемками, перекосами, скребками и инструментами для отрезки может помочь потенциальному или новому токарю выбрать приличный набор или приличный набор индивидуальные токарные инструменты.
Старт
проверив разницу в размерах различных типов инструментов — мини и
стандарт. Большинство мини-инструментов имеют длину около 10 дюймов, а полноразмерные
инструменты не меньше 15 дюймов и могут иметь диапазон до 24 дюймов. Учитывая достаточно
время, вы обнаружите, что существует множество других инструментов, как небольших, так и
больше, чем описанные здесь.
Сталь : сегодня быстрорежущая сталь (HSS) практически стандарт для токарных инструментов. Углеродистая сталь, которая займет более тонкая кромка быстрее, дешевле в изготовлении, но легче притупляется или затупляется, когда точение абразивных пород дерева, например многих экзотических пород.Инструменты из углеродистой стали их легче затачивать, но они не держат эту сверхострую кромку так долго, по сравнению с сегодняшней быстрорежущей сталью, которая может оставаться до шести раз острой длиннее углеродистой стали. Углеродистая сталь также может выйти из строя из-за при повороте выделяется сильный жар. Однако инструмент из быстрорежущей стали может удерживать высокая твердость при температуре до 500 ° C.
Как использовать 5 основных типов токарного инструмента
Понимание токарного инструмента, того, что он делает и как работает, является важной частью улучшения чистовой обработки и максимального увеличения износа инструмента.Есть много вариантов, поэтому это может показаться запутанным, но на самом деле это не так, если вы понимаете основы. [youtube] https://www.youtube.com/watch?v=0jjyf6tqRdI [/ youtube] Существует пять типов токарного инструмента: внешние токарные инструменты, расточные оправки, сверла, инструменты для нарезания резьбы и отрезные инструменты. Сначала поговорим о внешнем токарном инструменте. Они великолепны в том, что подразумевает название, срезая внешний вид вашего изделия. Сюда входят черновые или чистовые работы. Вторым в нашем списке были скучные штанги.Вы можете узнать их по круглой полосе. Они бывают разных размеров с одной основной целью — увеличить уже существующее отверстие или улучшить отделку отверстия.
Расточная оправка закреплена в зажимном приспособлении группы.Чтобы проделать это начальное отверстие, вам понадобится сверло. Если вы новичок в токарной работе, вы можете представить это как сверло с электроинструментом, но вместо того, чтобы станок врезал режущий инструмент в заготовку, все как раз наоборот. Заготовка движется очень быстро, а сверло зафиксировано в неподвижном положении.Расточные оправки для отверстий имеют более грубую поверхность, но если вы собираетесь нарезать резьбу позже, это прекрасно.
Сверло закреплено в держателе инструмента группы.Инструменты для нарезания резьбы могут добавлять резьбу как внутри, так и снаружи вашей заготовки. Например, если вам нужно сделать заготовку, в которую можно ввинтить винт, вы можете использовать инструменты для нарезания внутренней резьбы после предварительного сверления отверстия. Если вы хотите сделать винт с резьбой, вы также можете сделать это с помощью инструмента для нарезания наружной резьбы.Вы должны убедиться, что в обоих случаях ваши программы CAD и CAM включают в себя операцию нарезания нитей, прежде чем нажимать кнопку go.
Инструмент для нарезания резьбы закреплен в держателе группы.Напоследок — инструменты для отрезки. Инструменты для разделения также очень важны и делают гораздо больше, чем следует из их названия. Эти инструменты могут отрезать, протыкать и отрезать заготовки, обеспечивая при этом стабильную гладкую поверхность. Это то, что вы будете часто использовать, выполняя детальную внешнюю работу.
Инструмент для отрезки закреплен в револьверной головке.Вы также можете слышать о левостороннем, правостороннем и нейтральном инструментах. Это описывает, как режущий инструмент обращен к заготовке и в каком направлении ваш токарный станок вращает заготовку. Обычно наш токарный станок вращается по часовой стрелке. Легко отличить инструменты для левой руки от инструментов для правой руки, потому что, если вы кладете инструменты вставкой вверх, инструменты для левой руки изгибаются вправо, а инструменты для правой руки изгибаются влево, как это делают ваши искатели, если вы делаете с ними.Это также всегда включено в обозначение токарного инструмента, которое вы можете найти выгравированным на боковой стороне вашего инструмента. Если у вас все еще остались нерешенные вопросы о том, какой инструмент лучше всего использовать в различных ситуациях, мы только что начали проводить семинар по основам токарного станка, где вы могли узнать обо всем, от методов токарного станка, обработки заготовок, инструментов и выбора пластин. Посмотрите эту ссылку в комментариях, и мы будем рады обсудить с вами токарный инструмент в комментариях!
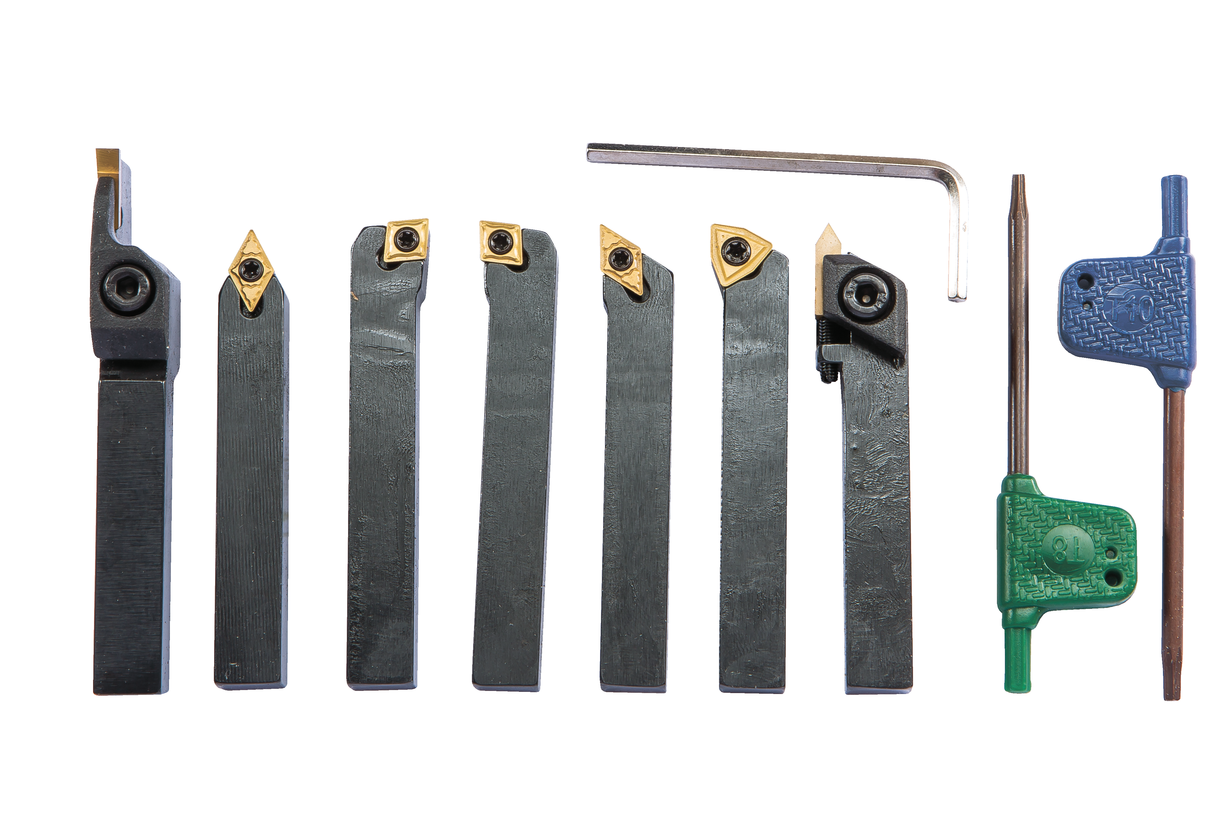
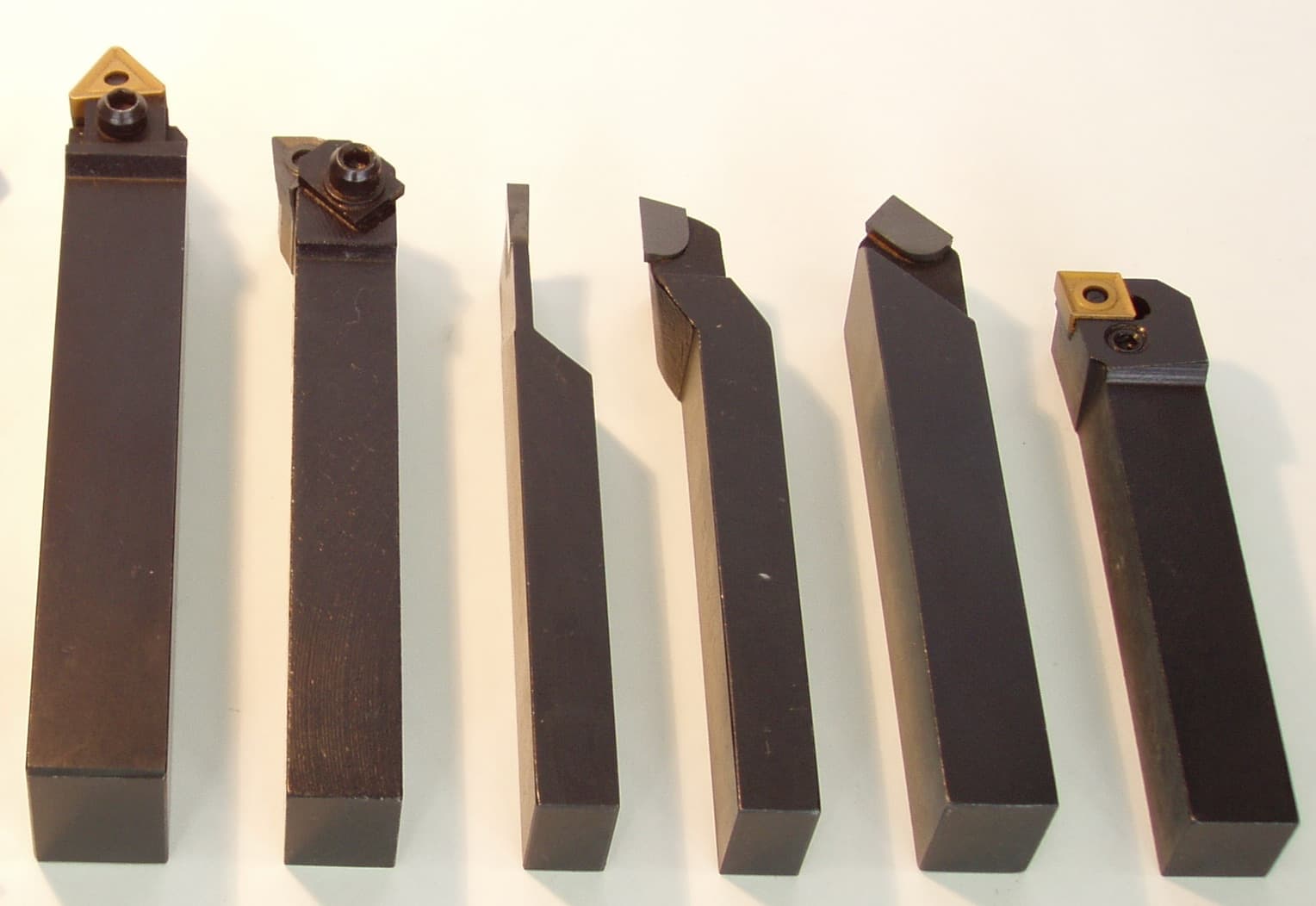
Токарно-режущий инструмент различных типов для токарной обработки, расточки, торцевания, снятия фасок и других операций
1. Токарный инструмент
Токарные инструменты предназначены для удаления материалов из заготовки, черновой токарный инструмент используется для удаления максимального количества материала, а финишный токарный инструмент служит для хорошего качества поверхности, просто удалите небольшое количество, чтобы сделать деталь более точной .
2. Расточная оправка
Расточная оправка необходима, когда вы хотите увеличить существующее отверстие, расточная оправка может легко просверлить отверстие, которое уже просверлено, и увеличить его диаметр.Он может быстро увеличить отверстие и обработать его до нужного размера, чтобы он соответствовал другим компонентам.
3. Инструмент для снятия фаски
Фаска — это переходная кромка между двумя гранями объекта, также определяемая как форма скоса. Инструмент для снятия фаски используется для создания фаски или бороздки на детали. Фаска может использоваться для сглаживания острых или опасных кромок на заготовке.
4. Накатка
Накатные инструменты используются для изготовления деталей токарных станков с накаткой путем создания или вдавливания рисунка на круглое сечение, используемого в качестве захвата для ручки, также обычно создается на крепежных деталях, таких как гайки.Накатывающий инструмент разработан с определенным рисунком.
5. Инструмент для отрезки
Инструмент для отрезки относится к инструменту с узким лезвием, используемому при точении или строгании, или для разрезания детали на две части, или определяемый как инструмент, используемый для отрезания деталей от основной части обрабатываемой заготовки, он изготавливается во многих формах.
6. Инструмент для нарезания резьбы
Инструмент для нарезания резьбы используется для нарезания резьбы на детали токарного станка.При нарезании внешней резьбы деталь может удерживаться в патроне или устанавливаться между двумя центрами, при нарезании внутренней резьбы деталь удерживается в патроне, инструмент перемещается по детали линейно, снимая стружку с детали при каждом проходе.
7. Торцевой инструмент
Инструмент для торцевания используется для торцевания на токарном станке для резки плоской поверхности перпендикулярно оси вращения детали, инструмент устанавливается в держателе инструмента, который опирается на каретку токарного станка, во время процесса торцовочный инструмент будет подавать перпендикулярно поперек оси вращения детали.
8. Инструмент для нарезания канавок
Инструмент для нарезания канавок обычно представляет собой твердосплавную пластину, установленную в специальном держателе инструмента, он предназначен для пластины с несколькими режущими кромками, часто шлифованной до размеров и формы, необходимых для конкретной работы, включая прорезание паза и выполнение других работ.
9. Формовочный инструмент
Формовочные инструменты при использовании на токарном станке делают плоскими или круглыми. У простых формующих инструментов режущие кромки отшлифованы по форме канавки, поднутрения или резьбы, которую нужно нарезать.
По многочисленным просьбам на этой странице подробно рассказывается о заточке токарного инструмента общего назначения. Это попытка объяснить простым языком конструкцию инструмента, терминологию и процесс шлифования, необходимый для его создания. | |||||||||||||
Это первое изображение показывает заготовку инструмента.5 лиц, которые стоит рассмотреть на режущий конец, но только 3 из них требуют шлифовки. Задняя (4) поверхность и нижнюю (5) поверхность можно оставить нетронутой. остальные три грани требуют шлифования по двум осям, однако их все еще можно создать за три шлифовальные операции. На большинстве инструментов есть также четвертая операция шлифования, которая представляет собой радиус на вершине инструмента. Этот радиус увеличивает стойкость инструмента и улучшает качество поверхности. | |||||||||||||
Пронумерованные грани на этом изображении также указывают порядок, в котором вырезаются три грани. Хотя нужно вырезать три грани, и для каждой из них нужно задать два угла, передняя и боковые грани имеют два критических угла и два не критичный. Верхняя грань имеет два угла, оба из которых важны. | |||||||||||||
| Геометрия инструмента. торцевые и боковые грани имеют зазор / заданный угол и еще одну кромку угол резания. Углы снятия нагрузки нужны для предотвращения трения инструмента.А инструмент с большим углом спуска обычно имеет меньшую скорость износа, но поскольку меньше материала для поддержки режущей кромки, инструмент может легче ломается, он также не может так эффективно отводить тепло. верхняя грань имеет два передних угла, потому что она может врезаться как «внутрь», так и «вдоль» заготовка. Эти углы обозначаются как угол бокового наклона и угол «задний передний». Передний угол определяет угол сдвига для срез. Больший передний угол снижает силы резания и увеличивает срок службы инструмента, но слишком большой передний угол может сделать инструмент хрупким. | |||||||||||||
На схеме ниже показана терминология, используемая для описания режущих инструментов (щелкните, чтобы увеличить изображение). | |||||||||||||
Разное материалы лучше всего резать, используя немного другие углы и стол ниже приведены некоторые предлагаемые углы для критических граней; но в Суммарно более твердые материалы имеют меньший передний угол, а более мягкие большие передние углы.Исключение составляют латунь и бронза, которые обычно режут с нулевым или отрицательным углом наклона, чтобы предотвратить «закапывание» орудие труда. | |||||||||||||
A Подставка для шлифования инструмента Точная шлифовка требуемых поверхностей легче достигается с помощью регулируемого шлифовального упора. фото справа показывает простую шлифовальную опору, которая имеет только угол регулируется (не по высоте) и имеет раздвижной упор, который можно использовать для держите резак под заданным углом, когда он проходит через край шлифовальный круг. Некоторые примечания по конструкции шлифовальной опоры можно найти здесь. | |||||||||||||
| Последовательность заточки инструмента Во всем В этой последовательности температура инструмента поддерживалась разумной за счет частых окунание в кастрюлю с водой. Также — всегда следите за тем, чтобы защитные ограждения на шлифовальном круге, и всегда ждите, пока он остановится перед настройкой остальных. | |||||||||||||
Первой вырезаемой гранью была боковая грань. В этом примере мы делаем нормальный правосторонний инструмент для токарного станка. | Шлифовка боковой грани инструмента | ||||||||||||
шлифовальный упор был наклонен для обеспечения необходимого разгрузки бокового зазора и упор отрегулирован таким образом, чтобы получить угол боковой режущей кромки.Работа была подается через край шлифовального круга с легким давлением внутрь сделать разрез. Угол, установленный столом, является здесь важным углом, так же как и боковые облегчение. Угол ограждения не имеет решающего значения и используется просто так что боковой рельеф не нужно шлифовать по всей длине орудие труда. | |||||||||||||
Второй, которую нужно было разрезать, — это торец, показанный ниже зеленым цветом. | Шлифовка торца инструмента | ||||||||||||
шлифовальный упор был наклонен, чтобы обеспечить требуемый угол заделки концов и упор отрегулирован для получения угла передней режущей кромки. Снова фронт угол режущей кромки не имел значения, хотя обычно он сделать чаевые и меньше 90. Угол рельефа является критическим. | |||||||||||||
Если необходимо закруглить наконечник инструмента, он обрезается. Это может выполняться вручную на верстаке или вручную шлифовальный шликер, если нужен только очень маленький радиус. | Заточка радиуса режущей кромки вручную | ||||||||||||
Наконец, была вырезана верхняя грань.Это лицо имело боковой и задний передний угол. | Инструмент в сборе | ||||||||||||
Кому обрезал верхнюю грань, шлифовальный упор был наклонен для установки боковых граблей угол и упор наклонены, чтобы сократить задний передний угол. Оба эти углы важны для создания эффективного инструмента. | |||||||||||||
Инструмент в действии | Это На фотографии показан инструмент, режущий пруток из мягкой стали толщиной 25 мм и оставляющий хорошая отделка поверхности.Давление резания было небольшим, и инструмента не было болтовня. | ||||||||||||
| A осталось. Пожалуйста, распечатайте, ламинируйте, поделитесь и распространите по мере необходимости. | |||||||||||||
станки | Описание, история, типы и факты
Станок , любой стационарный станок с механическим приводом, который используется для формования деталей из металла или других материалов.Формование осуществляется четырьмя основными способами: (1) вырезанием лишнего материала в виде стружки с детали; (2) разрезанием материала; (3) путем сжатия металлических деталей до желаемой формы; и (4) путем воздействия на материал электричества, ультразвука или коррозионных химикатов. Четвертая категория охватывает современные станки и процессы обработки сверхтвердых металлов, которые не поддаются обработке старыми методами.
Станки, которые формируют детали путем удаления металлической стружки с заготовки, включают токарные станки, формовочные и строгальные станки, сверлильные станки, фрезерные станки, шлифовальные станки и пилы.Холодное формование металлических деталей, таких как кухонная утварь, кузова автомобилей и т.п., выполняется на штамповочных прессах, а горячее формование раскаленных добела заготовок в штампы соответствующей формы выполняется на ковочных прессах.
Современные станки режут или формируют детали с допусками плюс-минус одна десятитысячная дюйма (0,0025 миллиметра). В специальных областях применения прецизионные притирочные станки могут производить детали с точностью до плюс-минус две миллионных долей дюйма (0,00005 миллиметра).Благодаря точным требованиям к размерам деталей и большим силам резания, прилагаемым к режущему инструменту, станки сочетают в себе вес и жесткость с очень высокой точностью.
История
До промышленной революции 18 века ручные инструменты использовались для резки и придания формы материалам для производства таких товаров, как кухонная утварь, повозки, корабли, мебель и другие товары. После появления паровой машины материальные товары производились с помощью механических машин, которые могли производиться только станками.Станки (способные изготавливать детали с точными размерами в больших количествах), приспособления и приспособления (для удержания работы и направления инструмента) были незаменимыми инновациями, которые сделали массовое производство и взаимозаменяемые детали реальностью в 19 веке.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчасСамые ранние паровые машины страдали от неточности ранних станков, и большие литые цилиндры двигателей часто неправильно растачивались машинами, приводимыми в действие водяными колесами и изначально предназначенными для стрельбы из пушек.За 50 лет после появления первых паровых двигателей были спроектированы и разработаны базовые станки со всеми основными функциями, необходимыми для обработки деталей из тяжелых металлов. Некоторые из них были переделками более ранних деревообрабатывающих станков; токарный станок по металлу произошел от токарных станков по дереву, которые использовались во Франции еще в 16 веке. В 1775 году Джон Уилкинсон из Англии построил прецизионный станок для расточки цилиндров двигателя. В 1797 году Генри Модслей, тоже из Англии и один из величайших изобретателей своего времени, спроектировал и построил токарно-винторезный станок для двигателя.Отличительной особенностью токарного станка Модслея был ходовой винт для привода каретки. Направленный на шпиндель токарного станка, ходовой винт продвигал инструмент с постоянной скоростью и гарантировал точную резьбу. К 1800 году Модслей оснастил свой токарный станок 28 переключающими механизмами, которые нарезали резьбу с различным шагом, контролируя соотношение скорости ходового винта и скорости шпинделя.
Формовщик был изобретен Джеймсом Нэсмитом, который работал в магазине Генри Модсли в Лондоне. В станке Нэсмита заготовку можно было закрепить горизонтально на столе и обработать резаком, используя возвратно-поступательное движение, чтобы выровнять небольшие поверхности, вырезать шпоночные пазы или обработать другие прямолинейные поверхности.Несколько лет спустя, в 1839 году, Нэсмит изобрел паровой молот для ковки тяжелых предметов. Другой ученик Модсли, Джозеф Уитворт, изобрел или улучшил множество станков и стал доминировать в этой области; на Международной выставке 1862 года экспонаты его фирмы занимали четверть всей площади, посвященной станкам.
Великобритания пыталась удержать лидерство в разработке станков, запрещая экспорт, но эта попытка была предопределена промышленным развитием в других странах.Британские инструменты экспортировались в континентальную Европу и США, несмотря на запрет, и новые инструменты были разработаны за пределами Великобритании. Среди них выделялся фрезерный станок, изобретенный Эли Уитни, произведенный в США в 1818 году и использованный Симеоном Норт для производства огнестрельного оружия. Первый полностью универсальный фрезерный станок был построен в 1862 году Дж. Р. Брауном из США и использовался для нарезания спиральных канавок спиральных сверл. Токарно-револьверный станок, также разработанный в Соединенных Штатах в середине 19 века, был полностью автоматическим при выполнении некоторых операций, таких как изготовление винтов, и он предвосхитил важные события 20 века.Различные зуборезные станки достигли своего полного развития в 1896 году, когда американец Ф.У. Феллоуз разработал формирователь зубчатых колес, который мог быстро обрабатывать почти любой тип зубчатых колес.
Производство искусственных абразивов в конце 19 века открыло новую отрасль станков — шлифовальные станки. C.H. Нортон из Массачусетса наглядно проиллюстрировал потенциал шлифовального станка, создав станок, который может шлифовать коленчатый вал автомобиля за 15 минут — процесс, на который раньше требовалось пять часов.
К концу 19 века в обработке и формовании металлов произошла полная революция, которая создала основу для массового производства и индустриального общества. 20-й век стал свидетелем появления множества усовершенствований станков, таких как многоточечные фрезы для фрезерных станков, развития автоматизированных операций, управляемых электронными системами и системами управления жидкостью, а также нетрадиционных методов, таких как электрохимическая и ультразвуковая обработка.Тем не менее, даже сегодня основные станки остаются наследием XIX века.
Характеристики станков
Все станки должны иметь приспособления для удержания заготовок и инструментов, а также средства для точного контроля глубины резания. Относительное движение между режущей кромкой инструмента и изделием называется скоростью резания; Скорость, с которой неразрезанный материал входит в контакт с инструментом, называется движением подачи. Должны быть предусмотрены средства для изменения обоих.
Поскольку перегретый инструмент может потерять режущую способность, необходимо контролировать температуру. Количество выделяемого тепла зависит от усилия сдвига и скорости резания. Поскольку сила сдвига изменяется в зависимости от разрезаемого материала, а материал инструмента отличается своей устойчивостью к высоким температурам, оптимальная скорость резания зависит как от разрезаемого материала, так и от материала режущего инструмента. На это также влияют жесткость станка, форма заготовки и глубина пропила.
Металлорежущие инструменты подразделяются на одноточечные и многоточечные. Инструмент с одноточечной резкой можно использовать для увеличения размера отверстий или растачивания. Токарно-расточная обработка выполняется на токарных и расточных станках. Многоточечные режущие инструменты имеют две или более режущих кромки и включают фрезы, сверла и протяжки.
Есть два типа операций; либо инструмент движется по прямой траектории относительно неподвижной детали, как на формирователе, либо деталь движется относительно неподвижного инструмента, как на строгальном станке.Должны быть предусмотрены задние или задние углы для предотвращения трения поверхности инструмента ниже режущей кромки о заготовку. На режущих инструментах часто предусмотрены передние углы, чтобы вызвать заклинивание при образовании стружки и уменьшить трение и нагрев.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Здесь описан один из способов изготовления ручки для инструмента.
Украсьте ручку, повернув бусинки или нарезав канавки для прожигания проволоки. Обработку удобно наносить, пока ручка еще установлена на токарном станке. Хороший выбор финиша — масло датского типа или тунговое масло. Поверните любую кривую, которую хотите, чтобы ручка имела на заднем конце, и отделите ее.Отшлифуйте и обработайте задний конец ручки на токарном станке.
Снимите его с зажима и разрежьте дюбель крест-накрест так, чтобы в итоге получилось 3 штуки. Отбросьте среднюю часть, и у вас останутся две полукруглые секции.Вы приклеите эти прокладки с обеих сторон хвостовика. Отшлифуйте плоские стороны полукруглостей, чтобы добиться плотного прилегания.
| |