Профилегиб своими руками: фото и описание станка
Лабуда — это агрегатор всех значимых событий и актуальной информации. Если вы хотите быть в курсе последних новостей, которые далеко не всегда можно отыскать на страницах популярных новостников, найти нужную вам информацию или просто отдохнуть, то Лабуда — это ресурс для вас.
Использование любых материалов, размещенных на сайте Labuda.blog, разрешается только при указании прямой индексируемой ссылки (гиперссылки) на копируемую страницу сайта Labuda.blog. Ссылка обязательна вне зависимости от полного либо частичного использования материалов. Некоторые авторы могут запрещать копирование своих материалов предупреждением в конце статьи.
ВНИМАНИЕ! Мы не разрешаем, сторонним ресурсам, встраивать ссылки на файлы-изображения размещенные на нашем хостинге. Все изображения защищены от хотлинка. Обычное копирование с сохранением изображений на сторонние ресурсы разрешается!
Уважаемые авторы, помните, размещаемые вами публикации, не должны нарушать законодательство Российской Федерации и авторские права сторонних ресурсов.
*Экстремистские и террористические организации, запрещенные в Российской Федерации и Республиках Новороссии: «Правый сектор», «Украинская повстанческая армия» (УПА), «ИГИЛ», «Джабхат Фатх аш-Шам» (бывшая «Джабхат ан-Нусра», «Джебхат ан-Нусра»), Национал-Большевистская партия (НБП), «Аль-Каида», «УНА-УНСО», «Талибан», «Меджлис крымско-татарского народа», «Свидетели Иеговы», «Мизантропик Дивижн», «Братство» Корчинского, «Артподготовка», «Тризуб им. Степана Бандеры», «НСО», «Славянский союз», «Формат-18», «Хизб ут-Тахрир».
В случае если Вами был обнаружен материал, на который распространяется Ваше авторское право, подкрепленное Законом, и вы не желаете распространения материала на labuda.blog без личного согласия либо без такового, наша редакция примет незамедлительные меры и окажет содействие по удалению или корректировке материала в зависимости от Вашего предпочтения.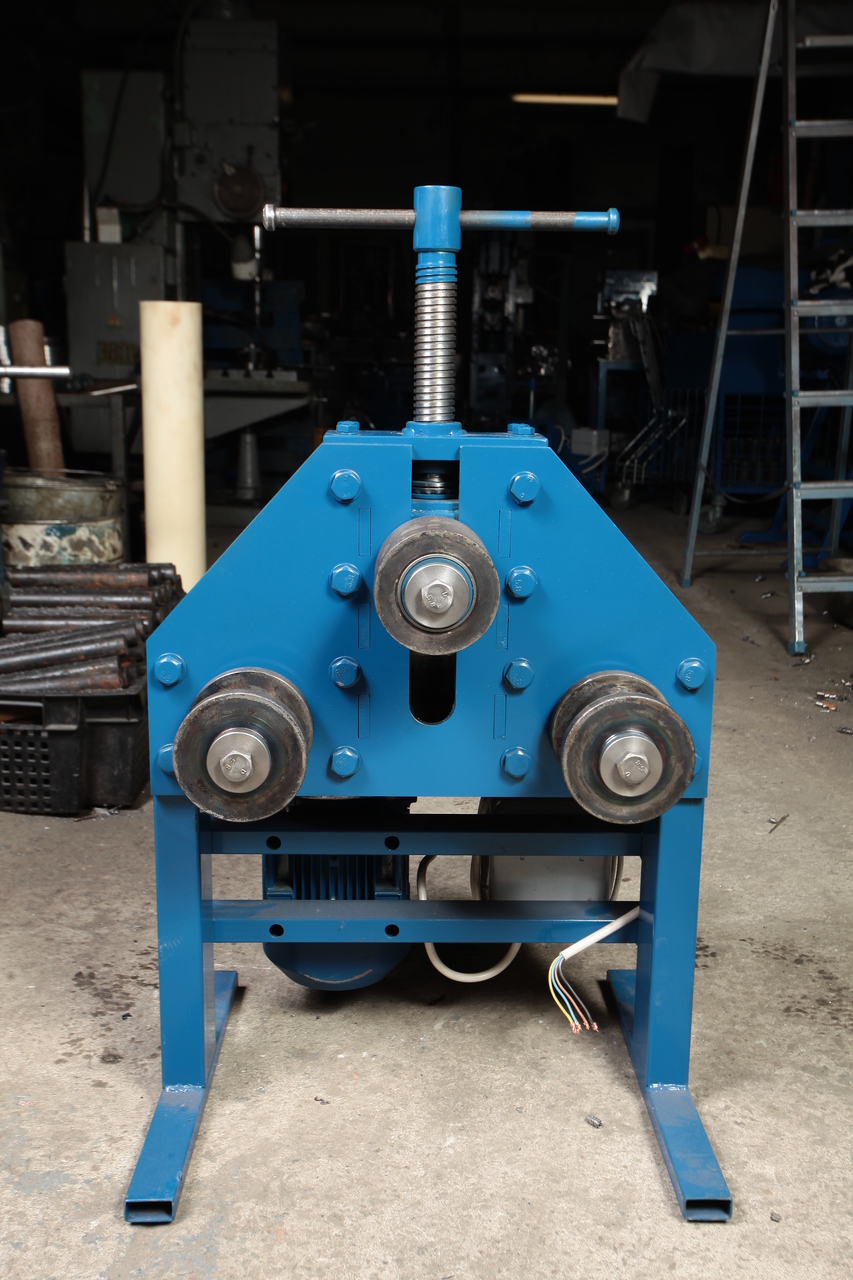 По всем вопросам авторского права обращайтесь на электронную почту golb.adubal@nimda
По всем вопросам авторского права обращайтесь на электронную почту golb.adubal@nimda
| Иллюстрация | Описание действий |
Подготавливаем материалы. Чтобы собрать самодельный профилегиб, потребуется:
| |
| Подготавливаем элементы рамы. Режем швеллер на 4 продольные части, 2 из которых длиной 70 см, и 2 поперечные части по 20 см. Два длинных продольных куска, как показано на фото, обрезаем по торцам под углом 70°. | |
| Размечаем и сверлим отверстия под подшипниковые узлы. К верхней части продольных швеллеров прикладываем подшипниковые узлы и размечаем место под болтовое крепление. Пробойником, как показано на фото, накерниваем место под сверление, а затем делаем сквозные отверстия. | |
| Изготавливаем боковые крепления для прижимного вала. Боковые крепления как показано на фото, делаем из швеллера. Размеры крепления не указаны специально, так как они подбираются в соответствии с тем валом, который есть в наличии. Под ось вала в креплениях высверливаются сквозные отверстия.
| |
Изготавливаем верхнюю часть прижимного узла. Из того же швеллера режем кусок по ширине вала и, как показано на фото, обрезаем его боковины под углом 45°. В итоге, из двух боковин и верхней части можно сложить П-образную рамку, которая будет удерживать вал. | |
| Подготавливаем направляющие для прижимного узла. Из швеллера нарезаем две стойки высотой 500 мм. | |
| Ввариваем пластины для болтового соединения. Нарезаем из стальной полосы две пластины, так, чтобы они свободно входили в полость швеллера. В каждой пластине с отступом в 10 мм от края сверлим отверстия под болты с диаметром 12 мм. Подготовленные пластины вставляются с края швеллеров и привариваются. | |
| Собираем прижимной узел с подвижным роликом. Из двух ранее надрезанных боковин и верхней части свариваем единый узел, в который в ходе сборки вставляем вал. | |
| Собираем раму и вертикальные стойки. Из ранее нарезанных продольных и поперечных частей собираем и свариваем основание трубогиба. К основанию привариваем вертикальные направляющие, по которым будет передвигаться прижимной узел. | |
| Крепим болт. В верхней части прижимного узла размечаем центр, по которому сверлим отверстие диаметром 22 мм. В отверстие пропускаем болт М20. | |
| Изготавливаем верхнюю перекладину для направляющих. Отрезаем кусок швеллера по размеру расстояния между направляющими. По краям сверлим по два отверстия, которые должны совпасть с отверстиями уже просверленными в направляющих. По центру сверлится отверстие, поверх которого наваривается гайка для болта. | |
| Крепим верхнюю перекладину болтами. В отверстия в верхней перекладине и в направляющих вставляем по два болта, которые затягиваем гайками через гроверные шайбы. | |
Крепим подшипниковые узлы. Поверх основания рамы прикладываем подшипниковые узлы с уложенными в них валами. Поверх основания рамы прикладываем подшипниковые узлы с уложенными в них валами.Подшипниковые узлы, через совпавшие отверстия, крепим болтами и гайками. Гайки затягиваем, предварительно установив гроверные шайбы. | |
Привариваем ступицу к шестеренкам. По центру шестеренок под цепь ГРМ наваривается ступица, по диаметру соответствующая шпинделю вала. В ступице делается наплавка, а на валу проточка.
| |
| Устанавливаем шестерни на валы. Одеваем шестерни на шпиндели и затягиваем двумя гайками — одна основная, а другая контрящая. | |
Привариваем ось под ворот. Посредине вертикально расположенной направляющей, со стороны уже установленных шестерёнок, приваривается ось для ворота с шестерёнкой.
| |
Делаем ворот. Отрезаем кусок полосы длиной 40-50 см. С одного края ворота привариваем металлический пруток, который будет ручкой. С другой стороны, навариваем ступицу из обрезка трубы.
| |
Напрессовываем шестерню на рукоятку. На ступицу рукоятки, с помощью тисков, напрессовываем шестерню для цепи ГРМ.
| |
Делаем ворот для прижимного узла В отверстие просовывается обрезок прутка, чтобы получилась рукоять. В отверстие просовывается обрезок прутка, чтобы получилась рукоять. | |
| Установка бокового ворота. На предварительно приваренную ось крепим ступицу ворота и затягиваем первой и контрящей гайками. Через все три шестерни накидывается цепь. | |
| Покраска. После изготовления профилегиба, детали, которые не будут подвергаться трению во время работы, можно окрасить, чтобы замедлить коррозию. |
Самодельный ручной профилегиб своими руками: чертежи, фото, видео
Содержание статьи:
Чтобы своими руками придать нужную форму металлическому профилю или трубе, можно воспользоваться различными приспособлениями. Самым удобным инструментом, который дает возможность самому сделать такую работу, является профилегиб.
Стоимость такого оборудования на современном рынке является достаточно высокой, поэтому приобрести его может позволить себе не каждый человек. Но при желании, наличии необходимых материалов, чертежей и знаний профилегибочный станок можно собрать и своими руками.
Чтобы получить возможность в домашних условиях самому сгибать профиль или трубы из металла, понадобиться ручной самодельный профилегиб. Такой станок дает возможность самому изогнуть профиль. Благодаря этому можно будет самостоятельно получать различные металлические заготовки с требуемой кривизной и контуром.
Выбор конструкции станка
Ручной профилегиб
Если с помощью гибочного станка для профиля будут проводиться большие объемы работ, то оптимальным вариантом будет приобретение профессионального оборудования, в котором присутствует множество дополнительных функций. А вот в случае проведения обычного сгибаний профиля или трубы будет достаточно и ручного оборудования, которое легко сделать своими руками.
Конструкция такого самодельного станка во многом будет зависеть от толщины трубы. В этом плане могут быть разные варианты.
Если диаметр обрабатываемой заготовки будет меньшим 20 мм, трубу или профиль можно согнуть и с применением бетонной плиты со штырями из прочного металла.
В таком случае, проходя между ними, профиль или труба будет сгибаться на требуемый угол и в нужную сторону. В случае же превышения ее диаметра 25 миллиметров, понадобится разработать чертежи профилегибочного станка более сложной конструкции, и сделать по ним собственный станок.
Чертеж типового станка
Сейчас можно встретить немало конструкций ручных профилегибов, которые можно сделать из простых деталей своими руками и без наличия специальных навыков. Один из самых простых чертежей станка профилегибочного типа позволяет осуществлять радиальный загиб труб и прямоугольного профиля. Необходимость именно в таком загибе материала возникает наиболее часто.
Чертежи самодельного профилегиба
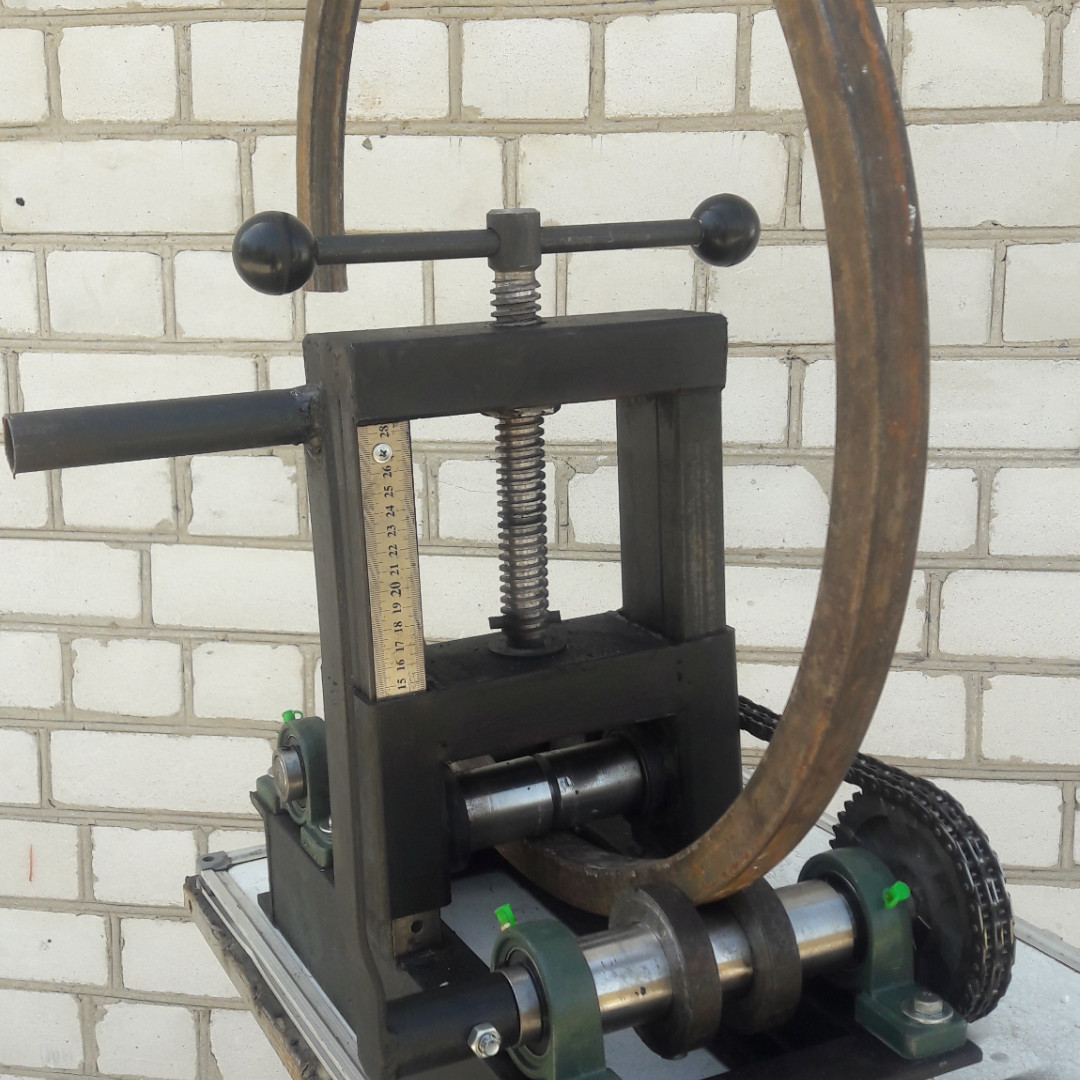
Принцип работы такого самодельного оборудования базируется на использовании трех роликов – двух опорных и основного рабочего. Именно этот рабочий ролик будет деформировать трубу в процессе работы самодельного оборудования.
Главный рабочий вал должен иметь небольшой свободный ход, который будут ограничивать параметры направляющих. Для изготовления таких элементов конструкции используются:
- стальные пластины толщиной до 8 миллиметров;
- одна большая пластина;
- стальной уголок длиной 30 см – таких элементов нужно 4;
К большой пластине прикрепляются вспомогательные ролики с использованием болтов, а с применением сварочного аппарата – уголки, что будут играть роль направляющих.
Чтобы повысить прочность и надежность основания, к его низу следует приварить два стальных уголка. Для усиления направляющих сверху к ним прикрепляется с помощью сварочного аппарата металлическая пластина с отверстием. Ее диаметр должен превышать сечение винта, который будет оказывать основную нагрузку на рабочий вал сделанного своими руками ручного профилегиба.
Чтобы снизить вероятность поломки резьбы винта или рабочей гайки при возникновении сильных нагрузок, рекомендуется использовать детали, которые имеют кинематическую резьбу прямоугольной или трапециевидной формы.

После завершения установки направляющих роликов гибочный станок будет готов к работе, и на нем своими руками трубам и прямоугольному профилю можно будет придавать любую конфигурацию.
Нагрев трубы для обработки на станке
При работе на таком ручном станке, который был сделан своими руками, трубу или профиль из металла в большинстве случаев нужно будет предварительно нагревать. В процессе нагревания материал может трескаться, выпучивать или сминаться. Чтобы предотвратить такие дефекты с трубой при обработке на самодельном профилегибочном станке ее нужно будет набивать речным кварцевым песком.
Перед тем, как наполнить трубу песком для придания ей нужной конфигурации на профилегибочном станке, одна ее сторона затыкается пробкой, длина которой должна составлять примерно в два раза больше, чем диаметр трубы.
После засыпания песка вторая сторона трубы также забивается пробкой. В ней должны быть проделаны отверстия, выводящие газы, которые образуются в процессе нагревания трубы. После этого на трубу в местах изгиба наносятся отметки с помощью обычного мела.
Сгибание профиля на станке
Если в процессе работы на сделанном своими руками профилегибочном станке трубу нужно будет сгибать на угол 90 градусов, ее нужно нагревать с интервалом в шесть диаметров этой трубы, при сгибании на 60 градусов – на четыре диаметра, на 45 – три диаметра.
Прекращать нагрев материала необходимо сразу же после того, как с его поверхности слетит окалина; это – надежный признак хорошего прогревания заготовки. Образование искр на материалы – признак его перегревания.
Сгибание материала необходимо осуществлять на станке за один раз после первого нагревания. В противном же случае, при нескольких нагреваниях, структура материала может ухудшаться, что скажется на дальнейшем использовании.
Таблица изгиба труб в зависимости от нагрева
90 – время нагрева = диаметр заготовки Х 6.
60 – время нагрева = диаметр заготовки Х 4.
45 – время нагрева = диаметр заготовки Х 3.
Преимущества использования ручного станка
Необходимо помнить, что собранный ручной профилегиб своими руками должен иметь шаблон, с которым получить необходимую конфигурацию материала будет намного легче, чем при его отсутствии.
Таким образом, в собственноручном изготовлении такого станка нет ничего сложно, для этого даже не нужно иметь никаких специальных материалов или навыков. Воспользовавшись вышеприведенными советами, каждый желающий сможет самостоятельно сделать ручной станок-профилегиб для придания металлическим трубам или профилю нужной формы. Его использование избавит от проблем со сгибанием профиля и труб, а также от необходимости значительных материальных затрат на приобретение специального дорогостоящего оборудования для такой их обработки.
Станки профилегибы — примеры чертежей
Ручной профилегиб своими руками: чертежи, размеры, фото. Ролики для профилегиба
Многие из тех, кто привык производить работы по дому своими руками, знает, что в строительстве, как и в ремонте, обойтись без металлических профилей и труб бывает попросту невозможно. Зачастую может понадобиться изогнуть данные материалы, причем в соответствии с определенными формами и размером. Для таких нужд предназначены различные инструменты для изгиба. Предлагаемые на рынке готовые станки — весьма недешевое удовольствие. Для того чтобы сэкономить, можно сделать профилегиб своими руками. Такой инструмент непременно поможет вам в хозяйстве, однако, прежде всего, нужно определиться – действительно ли он вам необходим. Рассмотрим принцип работы этого ручного станка, его разновидности, научимся изготовлять профилегиб своими руками.
Зачем нужен профилегиб?
Список задач, с которыми может справиться этот инструмент, огромен. При прокладке кабеля или трубопровода для систем газо-, водоснабжения наверняка потребуется гнуть трубы. Для таких целей профилегиб просто незаменим, без него процесс монтажа превратится в муку.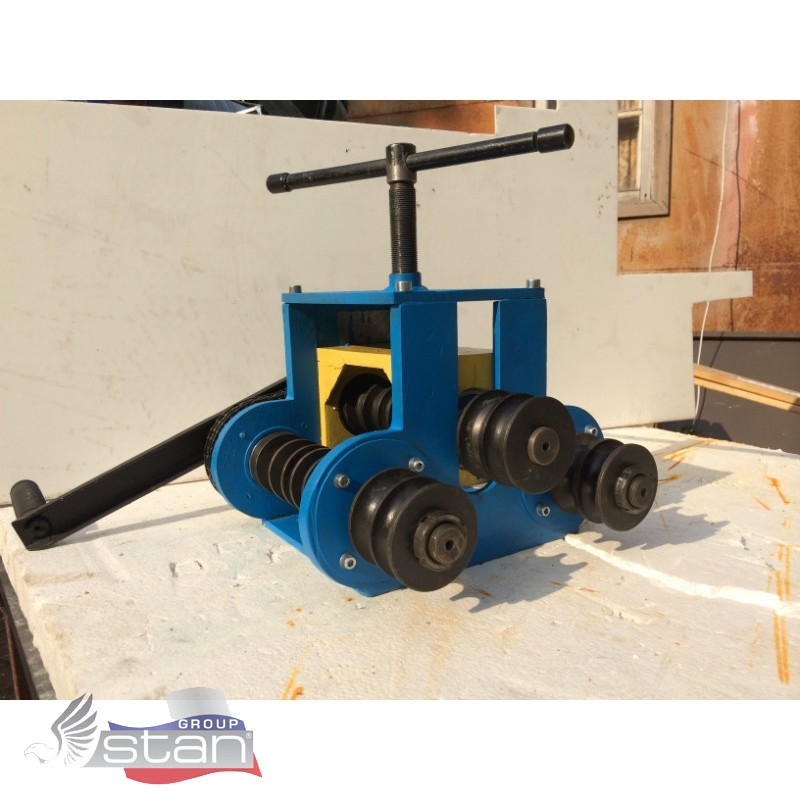 Металлические профили для любых строительных нужд отлично поддаются деформации этим инструментом. Различные уголки, швеллеры и арматура не устоят перед натиском профилегиба в рамках задач стройки и ремонта. Также гибочные станки широко используются в производстве различных труб и профилей, будь то ПВХ или стальные трубы, медные или алюминиевые.
Металлические профили для любых строительных нужд отлично поддаются деформации этим инструментом. Различные уголки, швеллеры и арматура не устоят перед натиском профилегиба в рамках задач стройки и ремонта. Также гибочные станки широко используются в производстве различных труб и профилей, будь то ПВХ или стальные трубы, медные или алюминиевые.
Станок, в том числе и профилегиб, своими руками изготовленный, делает возможным деформацию детали без ее нагрева, то есть используется принцип холодного проката. Очень весомое преимущество заключается в том, что понадобится один прокат для того, чтобы деталь была готова. С его помощью можно выполнить окружность, спираль или другие разнообразные формы из металлической заготовки.
Без этого инструмента в наши дни вряд ли обойдется хотя бы одна крупная промышленная отрасль: энергетика, автомобилестроение, нефтехимическая отрасль и так далее. В работе на этом станке нет ничего замысловатого, все происходит просто: деталь прокатывается между верхним и боковыми роликами, которыми производится поджим.
Что конструктивно собой представляет профилегиб?
Этот инструмент может быть обеспечен механическим, гидравлическим или электроприводом. Зачастую выполняется в переносном варианте, также имеет весьма компактные размеры и небольшой вес. В комплектацию могут входить различные насадки, делающие универсальным данный станок для любых видов заготовок.
Разновидности
- Станок с подвижным верхним роликом. По конструкции является самым простым, потому как в движение приводится лишь один ролик. Данное исполнение позволяет с высокой точностью рассчитать радиус изгиба заготовки, делая поправки на деформацию метала. Такие профилегибы можно назвать самыми популярными в настоящее время.
- Станок с подвижным левым роликом. С помощью такого типа станков можно без труда выполнить спиралевидный загиб, при этом он способен выполнять функции, предусмотренные остальными типами аппаратов.

- Станок с подвижными нижними роликами. Применяется для изгиба больших по размеру деталей, так как благодаря двум подвижным роликам усилие распределяется оптимально.
- Станок со всеми подвижными роликами. По конструкции это самый сложный аппарат. Благодаря подвижности всех роликов возможности этого станка включают в себя функционал всех типов профилегибов.

Как работает устройство?
Вне зависимости от того, сделан профилегиб своими руками или он заводского исполнения, главный принцип работы этого инструмента заключается именно в прокате заготовок, а не загибе. Для начала станок надежно закрепляют на основании. Если есть такая потребность, установку заземляют, а также проверяют надежность электрической цепи и механической конструкции.
Усиленный трубогиб профилегиб ручной для ПРОФИ
Данный ручной профилегибочный станок в комплектации «стандарт» применяется для гибки трубы прямоугольного и квадратного сечения, а также полосы и других профильных изделий из металла. Такие ручные профилегибы используют в небольших мастерских и на монтажных участках с небольшим объемом работ для производства арочных конструкций, козырьков, теплиц.
Особенности трубогиба профилегиба ручного:
✓ Универсальный, переносной, механический станок для гибки профиля и труб для профи мастера;
✓ Комплект роликов в стандартном оснащении станка гнут профильные трубы с разными размерами от 20х20х2 мм до 60х50х3 мм;
✓ Винт с контргайкой для повторяемости гибов с одинаковым радиусом;
✓ Устройство имеет прочный корпус и жесткую конструкцию, толщина боковой стенки 6мм;
✓ Удлиненный, усиленный;
✓ Бронзовая гайка под винт
✓ Трапецеидальная резьба на винте, выдерживает большие нагрузки
✓ Опорные ролики можно устанавливать в 4х положениях, что очень удобно для регулировки радиуса гибки;
✓ Ролики переставляются очень легко без использования спец инструмента;
✓ На всех роликах стоят подшипники закрытого типа, защищены от попадания грязи в процессе работы, не требуют смазки;
✓ На шпильке также стоит подшипник закрытого типа;
✓ Нижние ролики оснащены стопорными кольцами, которые устанавливаются в пазах роликов, что обеспечивает очень жесткую фиксацию стопорных колец;
✓ В каждом нижнем ролике по четыре паза под соответствующую проф.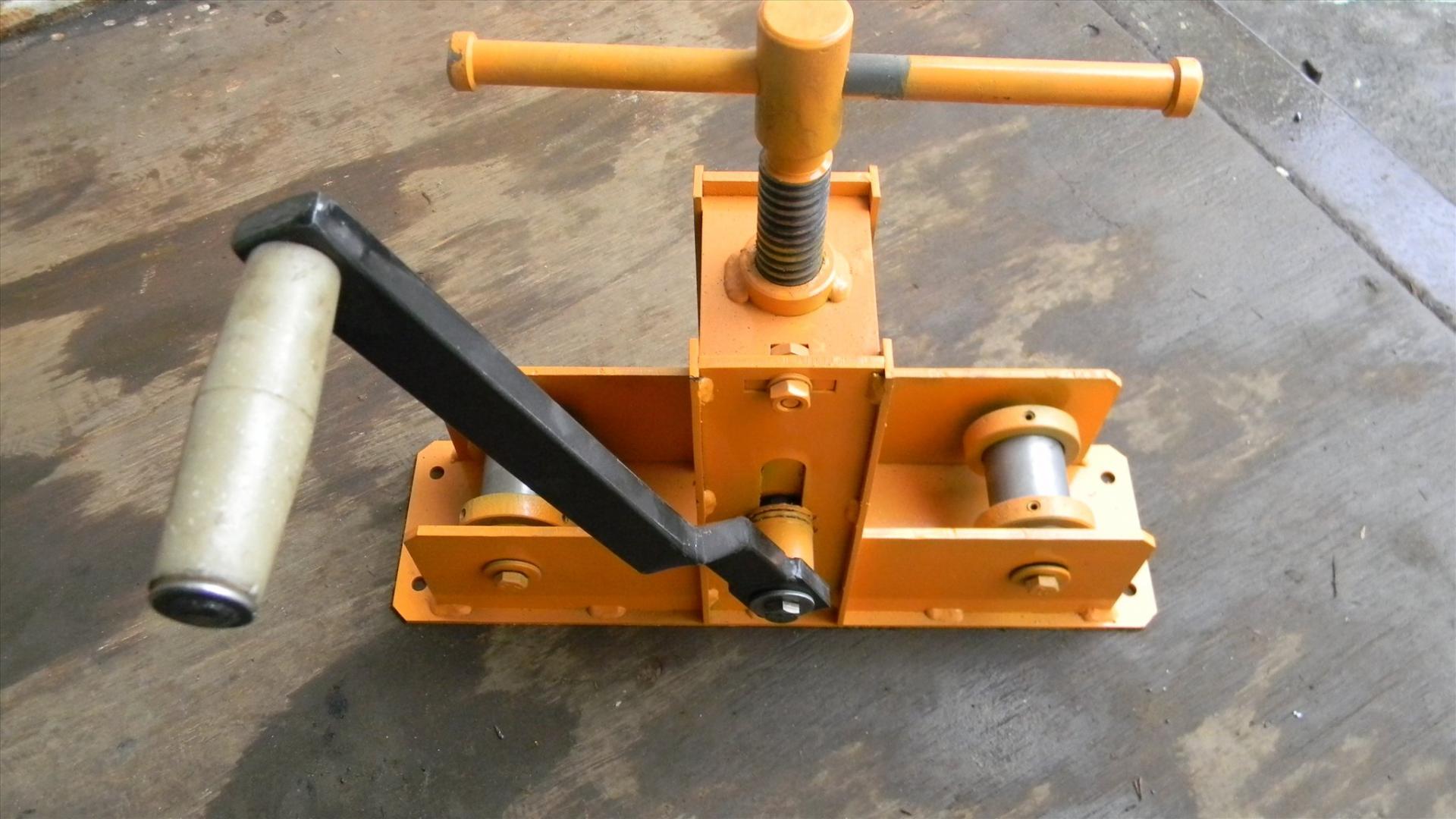 трубу, шириной 20 мм, 30 мм, 40 мм, 50 мм;
трубу, шириной 20 мм, 30 мм, 40 мм, 50 мм;
✓ Профилегиб отлично держит геометрию трубы после гибки, отутствие трапеции;
✓ Вес станка 38 кг
Технические характеристики:
| Сталь (мм) | 20x20x3 25x25x3 30x30x3 40x40x3 60х50х3 |
| Медь (мм) | 20x20x3 25x25x3 30x30x3 40x40x4, 60х50х4 |
| Алюминий (мм) | 20x20x3 25x25x3 30x30x3 40x40x4, 60х50х4 |
| Мин. диаметр изгиба (мм) | 450 500 550 600 |
| Толщина стенок (мм) | 6 |
| Вес (кг) | 38 |
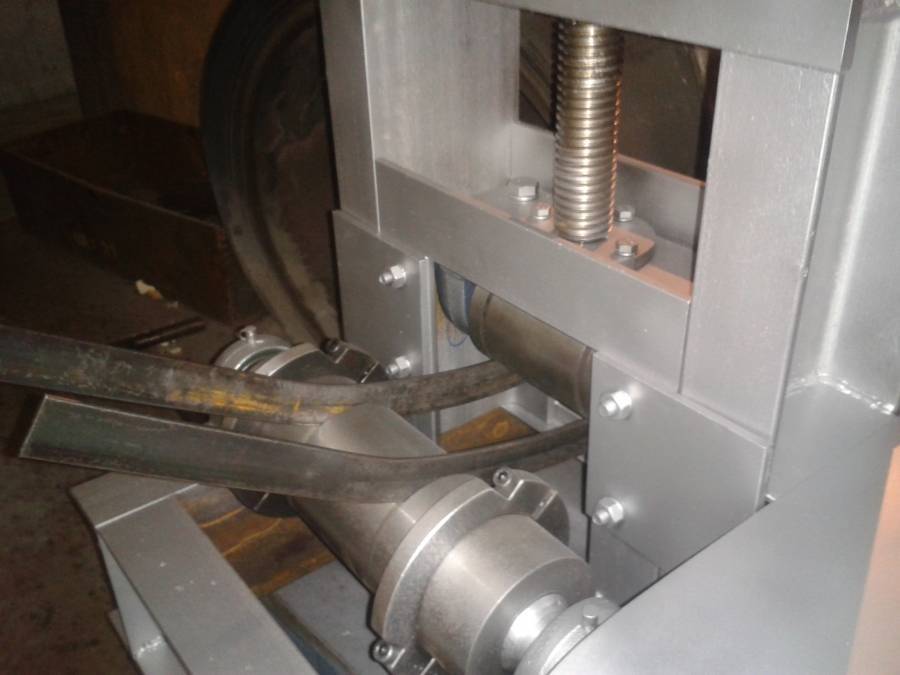
Конструкция и принцип работы ручного профилегибочного станка
Станок профилегибочный трубогиб для изготовления арочных изделий относят к ручному типу гибочного оборудования для металлопроката. Конструкция станка состоит из корпуса, механизма привода, двух роликов для опоры, а также прижимного ролика с подвижным элементом. Снизу корпуса имеется четыре отверстия для болтового крепления трубогиба к рабочей поверхности.
Стенки корпуса из листовой стали, толщиной 6мм, которые соеденяются между собой через оси опорных роликов по бокам в нижней части станка. Также опорные ролики сдвигаются и раздвигаются относительно друг друга по продольным пазам в боковых стенках корпуса.
Профилегиб осуществляет действие при помощи физического усилия человека, заготовка обрабатывается двумя опорными и одним прижимным ведущим роликами. Стандартная комплектация станка предполагает собой наличие роликов для гибки профильных заготовок, для обработки заготовок круглого сечения следует приобретать дополнительные ролики.
Доп.комплектация:
— комплект роликов для гибки труб круглого сечения. Заказывается согласно требуемого диаметра трубы.
Возможно изготовление данной модели с электромеханическим приводом — профилегиб электрический.
Наше производство профилегибов гарантирует высокое качество, а также оперативную замену запчастей при гарантийном и послегарантийном обслуживании.
В нашем интернет магазине широкий ассортимент профилегибочных станков, где вы можете выбрать и купить ручной профилегиб онлайн, связавшись с нашим менеджером.
💬 см. также >>>
ℹ️ Как согнуть ШВЕЛЕР и ДВУТАВР(балку)?
Качелями и горками застроил соседние районы житель Карасука
Безопасные детские качели, карусели, горки и песочницы производят на предприятии в Карасуке. Житель города рискнул открыть бизнес в год пандемии и не прогадал — игровые конструкции в зелёных, красных, синих цветах, выполненные по всем нормам качества с соответствующими требованиями лицензирования, заказывают даже для детишек соседних районов. Так, огромный игровой комплекс в прошлом году установили в центре Багана.
От бумаг до сварщика
У нового предприятия, которое открылось в сложном прошлом году, конкурентов не много: лицензии на производство детских игровых и спортивных объектов есть в основном у предприятий в крупных городах, в районах области такого направления предпринимателей можно пересчитать по пальцам. Именно факт безопасности даёт зелёный свет для участия в тендерах и возможности их успешно отторговывать.
Возглавил предприятие местный житель Александр Костин. Начали с оформления пакета разрешительных бумаг осенью 2019-го. Ранее он выступал подрядчиком для администраций района и сельсоветов в проектах по благоустройству и дорожных работ. Устанавливал дорожные знаки, светофоры и ограждения. Приходилось устанавливать различные конструкции детских площадок, их заказчики покупали в Новосибирске.
«Мы работаем с металлом и деревом, есть весь материал, поэтому посмотрели на готовые детские модули и решили, что сможем и такое сделать. Но нужны лицензии, протоколы испытания, доказывающие безопасность изделия. Я видел перспективу такого производства. В близлежащих к нам районах ни у кого не было права на производство малых архитектурных форм и их реализацию. Удовольствие оказалось не из дешёвых, но оно того стоило», — рассказал руководитель предприятия Александр Костин.
Но нужны лицензии, протоколы испытания, доказывающие безопасность изделия. Я видел перспективу такого производства. В близлежащих к нам районах ни у кого не было права на производство малых архитектурных форм и их реализацию. Удовольствие оказалось не из дешёвых, но оно того стоило», — рассказал руководитель предприятия Александр Костин.
Несколько месяцев потратили на бумажные дела, потом нашли нужные для производства станки. Недостаточно было только сварочного аппарата, требовались трубогибы, профилегибы, специальная порошковая краска и огромная печь для её «запекания». Из-за жёстких условий карантина в пандемию пришлось отказаться от китайского оборудования, которого пришлось бы ждать долгое время. Закупили отечественные аппараты, материал и вышли на торги. Одновременно начали набирать коллектив: и если с разнорабочими было просто, то объявления о вакансии столяра и плотника долго не давали результата. Специалистов начали искать из местных самородков. Так появилось два хороших сварщика.
Глаза боялись, а руки делали
Не ожидали, что начинать придётся с большого – двухъярусного детского комплекса в Баганском районе. Получили заказ и на производство мелких объектов для Карасука и для сельсоветов района – скамейки, песочницы, горки.
Первый рабочий день стартовал на предприятии 1 мая, в конце июля закончили баганский проект – конструкцию из нескольких горок, с множеством лазов, качелями, каруселями, песочным двориком, беседкой и другими необходимыми элементами – лавочками, урнами. И нюансов в производстве много: работать требовалось с профилированным брусом, его идеально шлифовать, закруглять углы, фрезеровать, металлом – использовался различного диаметра, с комплектующими с увеличенным сроком эксплуатации на улице – канаты, верёвки, сети.
Для труб приобрели специальную порошковую краску, которая наносится с помощью статического электричества, а потом в течение десяти минут при температуре в двести градусов «запекается» в печи. Только в этом случае покрытие становится прочным, ярким и долговечным, хорошо оберегая металл в жару и мороз, а срок эксплуатации изделия продлевается до десяти-пятнадцати лет.
Только в этом случае покрытие становится прочным, ярким и долговечным, хорошо оберегая металл в жару и мороз, а срок эксплуатации изделия продлевается до десяти-пятнадцати лет.
«Незабываемый для меня момент – это установка детского комплекса. И не только потому, что мы сами были довольны качеством выполнения конструкции. Тем, что справились с первым крупным объектов в срок. Привезли, выгрузили, начали устанавливать и бетонировать опоры – и тут насыпала детвора. Они весь день за нами наблюдали, сидели и ждали, а как только грузовая техника отъехала, как пчёлы облепили детскую площадку. Глаза горят, смеются, кричат, в общем, довольные и счастливые. Мне пришлось вернуться, разогнать ребятню, следить, чтобы они вновь не залазили наверх, на тогда ещё незакреплённые конструкции. До часа ночи дежурил в Багане. А сколько радости было, когда мы сняли оградительные ленты и разрешили забраться наверх!» – вспоминает Александр Костин.
Уже вдохновлённые тем, что получилось дарить праздник, приступили к другим, более мелким объектам: игровому оборудованию для двух детских площадок по улице Тургенева, одной по Индустриальной, в Астродыме, Студёном.
Главное – аккуратность
Яркие, красного, жёлтого, зелёного, синего, серого цветов, детские зоны привлекали детей. Сюда же приходили дочери сварщика предприятия Ивана Гензика. Девочки были довольны и гордились тем, что это сделал их папа. Иван двенадцать лет управлял грузовиками, намотал миллион километров, устал от постоянных командировок, иногда не бывая дома по два-три дня, и хотел более спокойную работу.
Сварка всегда была его хобби, приварить две детали – влёгкую. Когда построил дом, то рискнул даже отопление сделать самостоятельно. Получилось. Потом были уличные качели для дочек, турник в комнату. Здесь пришлось освоить трубогибочные станки и отточить работу со сварочным аппаратом, болгаркой и дрелью.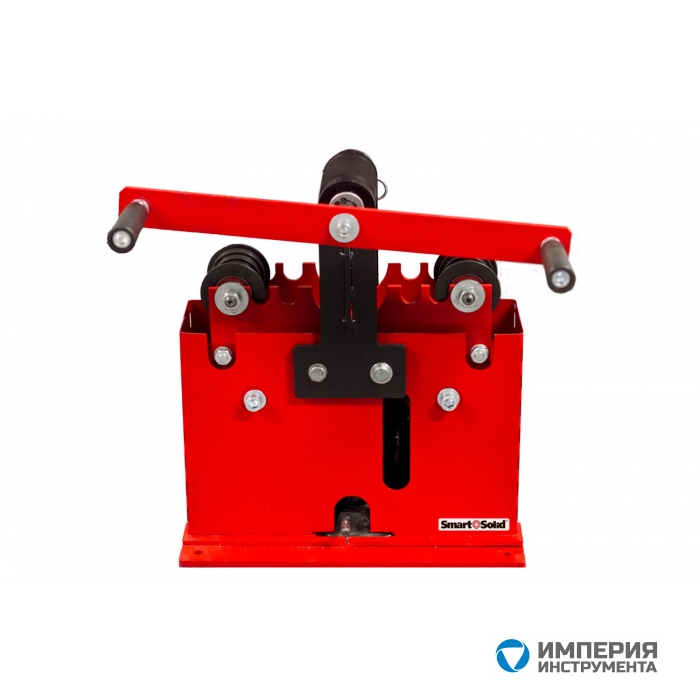
«От меня требуется особое внимание и аккуратность, только тогда будет и качество работы. Я, управляя станком, чувствую металл, добиваюсь нужной дуги, при сварке – идеального шва. Это не только красиво, но и безопасно для детишек», – продолжает он.
Из многих, желающих трудиться на предприятии, отсеивались те, кто не смог соответствовать главному требованию – аккуратности. А это значит – никаких острых углов, зазубрин, сколов, бугров на шве сварки. Сейчас на производстве занято четыре человека, средний возраст коллектива – 40 лет.
«Год был сложным, но интересный»
Как показал прошлый год, чтобы вовремя были завершены проекты, работать нужно практически без выходных. Сдали всё в срок, доказав серьёзность своих намерений быть конкурентоспособными на рынке. Сейчас уже готовы участвовать в торгах. Некоторые руководители предприятий и главы сельсоветов Карасукского и ближайших районов просят коммерческие предложения, чтобы знать, какие архитектурные детские игровые и спортивные формы под силу компании, и во сколько обойдётся детская радость. Конечно, на предприятии ориентированы на крупные заказы и соответствующего клиента, но рады предложить изделия и жителям района, которые здесь могут купить лавочки, беседки, качели-карусели.
Ольга Левина, фото автора
Профилегибочная машина W24S-400, профилегибочная машина
Описание
Модуль упругости профиля профилегибочного станка W24S-400 составляет 400 см 3 . Это более мощный станок для гибки профилей, который обеспечивает выдающиеся характеристики по конкурентоспособной цене и может выполнять гибку всех типов профилей.
Более мощный профилегибочный станок W24S-400 обеспечивает отличное функционирование по конкурентоспособной цене и может сгибать все типы профилей. Три ролика приводятся в движение тремя независимыми гидравлическими двигателями и тремя планетарными редукторами, напрямую связанными с каждым роликом для достижения более высокой передачи крутящего момента.
Профилегибочный станок W24S-400 обеспечивает наилучшие результаты при гибке специальных и стандартных профилей и труб из низкоуглеродистой, нержавеющей стали, алюминия, бронзы, меди и других стальных сплавов.
В процессе обработки специальный трехмерный боковой гидравлический направляющий ролик становится более мощным, может поддерживать и сопровождать изогнутый профиль с движением вверх и вниз, влево и вправо, а также движением толкания / тяги, так что оператор может управлять работать на 360 градусов.
Эффективная и надежная система охлажденияГидравлическая система профилегибочного станка серии BIT оснащена эффективной системой отвода тепла. Даже на жарком Ближнем Востоке машина BIT не снизит производительность или даже не перестанет работать из-за перегрева гидравлической системы.
Технические характеристики профилегибочного станка W24S-400
Фотографии профилегибочного станка W24S-400
История профилегибочного станка W24S-400
В статье W24S-250 мы упоминали, что завод в Цзянсу последовательно закупил два профилегибочных станка BIT.
W24S-400 — вторая машина, приобретенная этим заводом, и день подписания контракта был третьим днем китайского Нового года.
Групповое фото с директором завода и профилегибочным станком W24S-400Через два месяца мы завершили сборку и отладку станка, а краски еще нет. Из-за потребностей клиента в гибке они сразу забрали неокрашенную машину и сами вернулись к покраске. При этом из-за заводских проблем на заводе фундамент не использовали, а сварили верстак для гибки.
В представлении станка W24S-500 мы также увидим неокрашенный станок, выполняющий гибку профиля двутавровой балки, что также происходит по той же причине.
Видео W24S-400
Важная ссылка
Перечень нашей продукции: профилегибочный станок
Необходимо знать информацию о гибке профилей: практическое руководство по гибке различных металлических профилей
профилегибочный станок для труб с тремя роликами Фотография, картинки, изображения и сток-фотография без роялти.
 Изображение 137758121. профилегибочная машина для труб с тремя роликами Фотография, картинки, изображения и сток-фотография без роялти. Изображение 137758121.
Изображение 137758121. профилегибочная машина для труб с тремя роликами Фотография, картинки, изображения и сток-фотография без роялти. Изображение 137758121.трубогибочный станок для профильных труб с тремя роликами. Крупный план трубогибочной трубы с ЧПУ. Рама с гидравлическим профилем.Промышленное оборудование для гибки металла. Станок для изготовления металла. Профиль машины для гибки волокна с роликовым инструментом и трубой. Технология и производство металлического оборудования. Промышленное оборудование на заводе. Изготовление металла.
S M L XLТаблица размеров
| Размер изображения | Идеально подходит для |
| S | Интернет и блоги, социальные сети и мобильные приложения. |
| M | Брошюры и каталоги, журналы и открытки. |
| л | Внутренние и наружные плакаты и печатные баннеры. |
| XL | Фоны, рекламные щиты и цифровые экраны. |
Используете это изображение на предмете перепродажи или шаблоне?
Распечатать Электронный Всесторонний
3000 x 2000 пикселей | 25.4 см x 16,9 см | 300 точек на дюйм | JPG
Масштабирование до любого размера • EPS
3000 x 2000 пикселей | 25,4 см x 16,9 см | 300 точек на дюйм | JPG
Скачать
Купить одиночное изображение
6 кредитов
Самая низкая цена
с планом подписки
- Попробуйте 1 месяц на 2209 pyб
- Загрузите 10 фотографий или векторов.
- Нет дневного лимита загрузок, неиспользованные загрузки переносятся на следующий месяц
221 pyб
за изображение любой размер
Цена денег
Ключевые слова
Похожие изображения
Нужна помощь? Свяжитесь со своим персональным менеджером по работе с клиентами
@ +7 499 938-68-54
Мы используем файлы cookie, чтобы вам было удобнее работать. Используя наш веб-сайт, вы соглашаетесь на использование файлов cookie, как описано в нашей Политике использования файлов cookie
Используя наш веб-сайт, вы соглашаетесь на использование файлов cookie, как описано в нашей Политике использования файлов cookie
Оконное оборудование — Машина для гибки винилового профиля Atech
Новое и подержанное деревообрабатывающее оборудование> Оборудование для окон> Atech Ручная профилегибочная машина для производства винила (ПВХ) горячим воздухом Dragon-M
Ручной термовоздушный станок для гибки ПВХ (винила) профилей с автоматической нагревательной печью, гибочным столом и специально разработанными приспособлениями для быстрого зажима.Мы также предоставляем индивидуальные формы гибки для внутренней и внешней гибки. Общая рабочая длина со вставками составляет 10 футов (3000 мм). Мы предлагаем специальные змеевики для рам, профилей створок и стеклопакетов. Станок поставляется с увеличивающими элементами для стоек и створок. Также включены распорные пластины для быстрой регулировки изгиба.
| Модель станка | DRAGON |
| Макс.ширина гибки полукруглого профиля | 77 дюймов (1950 мм) |
| Мин. ширина гибки полукруглого профиля | 24 дюйма (600 мм) |
| Макс. высота гибки полукруглого профиля | 40 дюймов (1000 мм) |
| Мин. высота гибки полукруглого профиля | 12 дюймов (300 мм) |
| Макс. ширина гибки профиля в форме эллипса | 10 ‘(3000 мм) |
| Мин. высота изгиба профиля в форме эллипса | 2 «(50 мм) |
| РАЗМЕРЫ | |
| Стол | 110″ x49 «x35» (2800x1250x900 мм) |
| Нагреватель (печь) | 126 «x28 «x43» (3200x700x1100 мм) |
| МОЩНОСТЬ | |
| Двигатель | |
| Мощность сопротивления | 10 000 Вт x 2 |
| Объем нагревателя | 0.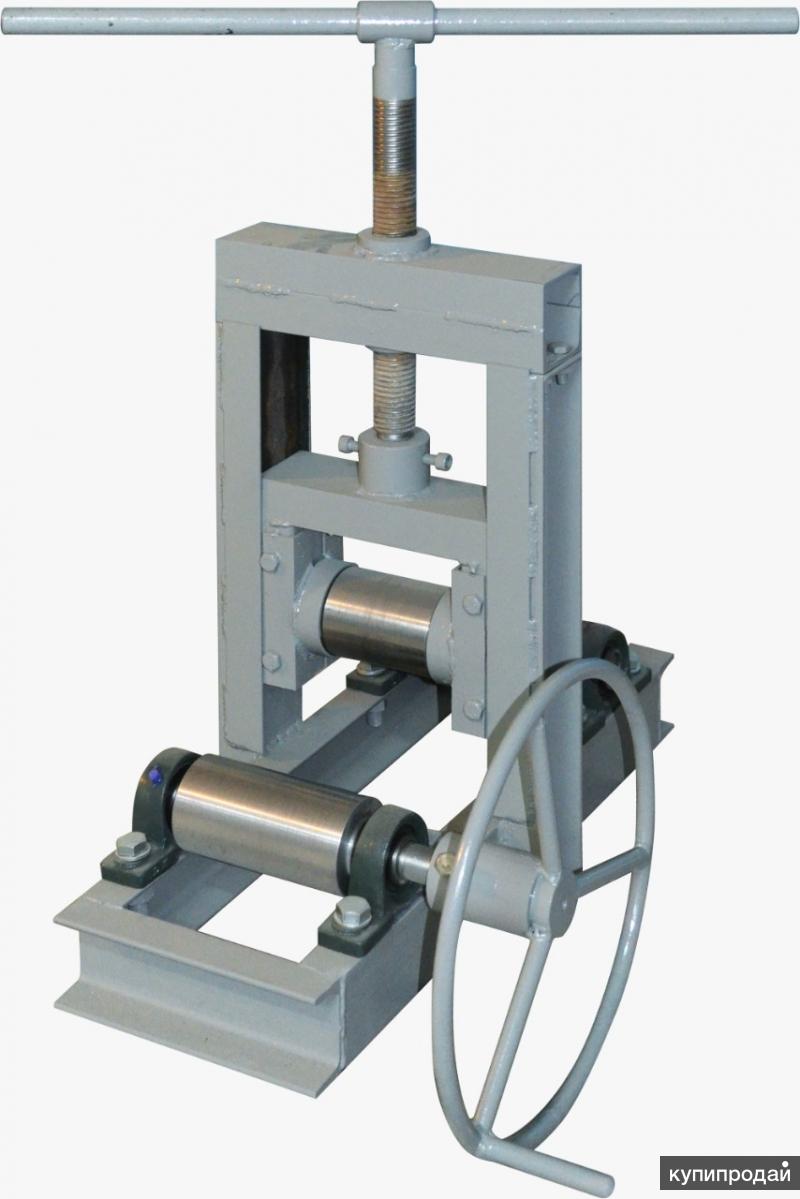 155 м 155 м |
| Напряжение | 3 фазы 220 В |
| Частота | 60 Гц |
| Предохранитель | 32 А |
| Краска | Электростатическая |
| Вес | 2310 фунтов (1050 кг) |
| Производитель | Модель машины | Инвентарный номер | Прейскурантная цена производителя |
| Атех | Дракон-М | 00001331 | 23 500 долл. США.00 |
СТАНОК ДЛЯ ГИБКИ СЕКЦИЙ И ТРУБ MC150B — machstor.com
Наш трубогиб MC150B разработан для минимизации производственных затрат и обеспечения максимальной производительности при гибке труб и профилей. Он был изготовлен для различных профилей, таких как плоский стержень или стержневой профиль, Т-образный профиль, прокатный U-образный профиль, угол изгиба, изгиб сплошного стержня, как квадратного, так и круглого типа, спиральная труба или даже для изготовления квадратных, прямоугольных или круглых труб в разные материалы: железо, углеродистая сталь, нержавеющая сталь, латунь, медь, алюминий.Цель этих операций по гибке варьируется от изготовления теплиц, столов, стульев, автомобильных ограждений, дверей, окон, перил, заборов до бесчисленных металлических изделий.
Вся продукция Nargesa соответствует стандартам CE для промышленного оборудования.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Гибочный станок с пирамидальным профилем MC150B был разработан командой инженеров Nargesa для выполнения работ по гибке различных форм и материалов по очень низкой цене для заказчика. Секрет в его массовом производстве. Многие из наших клиентов просили нас сделать гибочный станок по доступной цене, простой в использовании и прочный, как и вся продукция Nargesa. Одна из основных причин покупки этого — не полагаться на третьих лиц при выполнении работ по гибке. Неоднократные задержки, вызванные тем, что мы не зависим от нас, всегда дороже, чем вложения в наш гибочный станок MC150B.
Секрет в его массовом производстве. Многие из наших клиентов просили нас сделать гибочный станок по доступной цене, простой в использовании и прочный, как и вся продукция Nargesa. Одна из основных причин покупки этого — не полагаться на третьих лиц при выполнении работ по гибке. Неоднократные задержки, вызванные тем, что мы не зависим от нас, всегда дороже, чем вложения в наш гибочный станок MC150B.
- Два приводных ролика. Два нижних ролика моторизованы и имеют накатку для лучшего захвата.
- Надежная трансмиссия с помощью плоских закаленных шестерен.
- Диаметр осей: 40 мм.
- Полезная длина осей: 74 мм.
- Межосевое расстояние между нижними осями: 230 мм
- Максимальная сила гибки круглой трубы: 2 дюйма или 50 мм.
- Регулировка изгиба верхним валом, что позволяет без деформации изгибать размеры труб и профилей, а также профили большого диаметра.
- Мы поставляем профилегибочный станок MC150B с 9 роликами и стандартными шайбами, которые можно комбинировать и изготавливать все виды профилей.(Квадратная труба, прямоугольный, квадратный стержень, круглый и прямоугольный стержень, U-образный профиль, Т-образный профиль, угол, плоский стержень, кромочный стержень …) Только для специальных круглых труб, когда нам нужны специальные ролики.
- Миллиметровая шкала для изгиба верхнего вала.
- Два рабочих положения, горизонтальное и вертикальное на одном верстаке.
- Корректирующие ролики по бокам для контроля деформации изгиба при изготовлении винтовых и винтовых лестниц.
- Нижний шкаф для роликов и аксессуаров.
- Мощность двигателя: 0,75 кВт / 1 л.с.
- Электропитание: 3 фазы 230/400 В или 230 В 1 фаза (Для других напряжений обратитесь к производителю)
- Скорость роликов: 6 об / мин
- Нижний стол на поддоне для удобной транспортировки машины на рабочее место или хранения в случае нехватки места.
- Машина поставляется в полностью собранном виде, вам нужно только подключить ее к источнику питания.
- Поддон из стали и трехслойная картонная коробка, подходящая для морских перевозок.
- Дополнительно : Фумигированный деревянный ящик NIMF15.

ПРИНАДЛЕЖНОСТИ ДЛЯ ГИБКИ СЕКЦИЙ MC150B
СТАНДАРТНЫЕ РОЛИКИ MC150B / MC200 / MC200H
Оснащен 9 стандартными деталями , с помощью которых пользователь может работать со всеми видами профилей. Квадрат., Прямоугольная труба, сплошные круглые и квадратные прутки. П-образный профиль, Т-образный профиль, уголок, полоса, полоса обрезная …
Ролики регулируемые с помощью шайб, размер которых соответствует размеру профиля или трубы, что позволяет производить гибку на трубы и профили различных размеров.
Ролики стальные F1140 обработанные и ректифицированные.
ИНФОРМАЦИОННО-ГИБОЧНЫЙ СТАНОК MC150B
2 ФОРМЫ ИЗГИБА: ВЕРТИКАЛЬНАЯ И ГОРИЗОНТАЛЬНАЯ . Трубогибочный станок MC150B может работать как в вертикальном, так и в наклонном положении.
Когда пользователю приходится изгибать какой-либо профиль на радиусе более 2 м или если возникают проблемы с высотой в помещениях, работать в вертикальном положении действительно неудобно. Достаточно просто согнуть станок, чтобы операция гибки производилась горизонтально с помощью опоры или подставок, на которые мы помещаем деталь, чтобы получить оптимальную работу.Например, когда гнуть арки для теплицы.
РАЗМЕРЫ СТАНКА ГИБКИ СЕКЦИЙ MC150B
Размеры станка: 943x690x1140 мм.
Вес : 270 кг.
Код позиции тарифа: 84622998
Прочие характеристики:
- Основание на поддонах для удобного перемещения на место работы или склад.
- Машина поставляется полностью смонтированной.

ХАРАКТЕРИСТИКИ УПАКОВКИ: СЕКЦИОННЫЙ ГИБОННЫЙ СТАНОК MC150B
№ Поддонов: 1.
Ширина: 700 мм.
Длина: 950 мм.
Высота: 1150 мм.
Объем : 0,76 м 3
Вес нетто: 270 кг.
Вес брутто: 280 кг.
Код позиции тарифа: 84622998
Прочие характеристики:
- Скамья на поддонах для удобного перемещения машины на место работы или хранения.
- Машина поставляется полностью смонтированной.
- Упаковка на стальном поддоне и трехслойном картоне, пригодна для морских перевозок.
- Дополнительно: Полная деревянная упаковка NIMF15.
ИСПОЛЬЗОВАНИЕ СТАНКА: ГИБЕЛЬ СЕКЦИЙ MC150B
Станок для гибки труб и профилей разработан, чтобы облегчить гибку различных профилей и сделать их максимально удобными. Секрет гибки 50% профилей или труб заключается в изготовлении роликов.Остальные 50% приходится на размещение роликов для каждого профиля или трубы. Ролики для круглых труб должны быть по возможности тугими, чтобы избежать их деформации. Когда речь идет о профилях других форм, таких как плоский стержень, перила, квадратная труба, прямоугольник, квадратный стержень, прямоугольник, профиль T, U и угол, расположение 9 роликов MC150B имеет важное значение для достижения хорошего изгиба. работа. Гибка профилей и труб — это искусство, которому нужно научиться на практике, однако наличие хороших рекомендаций с самого начала поможет вам быстрее развиваться.Эта гибочная машина предназначена только для гибки различных форм и форм, но ее применение безгранично: двери, окна, перила, заборы, лестницы, металлическая мебель, скульптуры, фланцы для труб, спиральные трубы, теплицы, столы, стулья, транспорт. знаки …
»Изгиб большой
Швейцарская компания Haeusler AG устанавливает мировой стандарт для металлообрабатывающего оборудования. Силы в этих огромных машинах требуют подшипников, действительно способных выдерживать нагрузки.
Силы в этих огромных машинах требуют подшипников, действительно способных выдерживать нагрузки.
Для большинства людей слова «швейцарское машиностроение», вероятно, вызывают в воображении мысленную картину мелкомасштабной высокоточной работы, такой как часовое производство, в которой швейцарцы преуспевают.Они могут быть удивлены, узнав, что в Швейцарии находится компания, которая производит одни из самых больших и тяжелых металлообрабатывающих станков.
Металлообработка или металлообработка на станках — еще одно понятие, которое иногда неправильно понимают. В сознании большинства людей «станки» означают оборудование небольшого размера, такое как токарные, сверлильные и фрезерные станки. Но станки, которые могут сгибать металлическую пластину толщиной до 24 сантиметров и превращать ее в изделия округлой формы, такие как резервуары высокого давления и трубопроводы, могут иметь длину более 20 метров и вес более 1000 тонн.Производство массивных станков для гибки металла — это бизнес, которым занимается Haeusler AG.
Кристиан Хеуслер основал свою компанию в 1936 году в небольшой слесарной мастерской в Дорнахе, деревне в 12 км к югу от Базеля. Большая часть швейцарской фармацевтической промышленности сосредоточена в этом городе, который расположен на севере Швейцарии, где он встречается с Францией и Германией. Сосуды под давлением и другое химическое технологическое оборудование, используемое в производстве фармацевтических препаратов, в основном состоит из изогнутых металлических пластин.Компания Хэуслера процветала с тех пор, как начала производить станки для гибки металла.
Хэуслер продал свой первый станок для гибки металлических профилей в 1950 году. Станок для гибки металлических листов, поставленный в Нидерланды в 1952 году, стал первым экспортным успехом компании, за которым через три года последовала аналогичная машина, проданная в Индию. Haeusler открыл вторую фабрику в Райнфельдене, примерно в 12 км к востоку от Базеля, через границу в Германии, в 1958 году, чтобы получить лучший доступ к тогдашнему новому Европейскому общему рынку. К 1978 году площади в Дорнахе уже не хватало для постройки все более крупных машин, и фабрика Haeusler переехала по дороге из Дорнаха в следующую деревню, Дуггинген, где сейчас она расположена на берегу реки Бирс.
К 1978 году площади в Дорнахе уже не хватало для постройки все более крупных машин, и фабрика Haeusler переехала по дороге из Дорнаха в следующую деревню, Дуггинген, где сейчас она расположена на берегу реки Бирс.
«Кристиан Хойслер, наш основатель, умер в 1980 году», — говорит Камилла Хойслер, вице-президент компании. «Его сын Йорг Хойслер — мой дядя — затем стал управляющим директором. Под его руководством Haeusler вырос и расширился. Сейчас мы производим много разных машин, но все они так или иначе служат для обработки металла — металлической пластины или листа, металлических труб или металлических профилей — в различных формах.”Производственная программа компании подразделяется на шесть категорий
: трех- и четырехвалковые листогибочные и листогибочные машины, профилегибочные и трубогибочные машины, машины для изготовления выпуклых или фланцевых головок для сосудов под давлением, калибровочные машины, сварочное и сборочное оборудование, и системы формовки металла, такие как комплектные производственные линии для трубных станов, колесных дисков и топливных баков.
Относительная важность этих сегментов зависит от спроса. «Мировой спрос на трубопроводы со стороны нефтехимической промышленности в настоящее время высок, — поясняет Хеуслер.«В результате машины для гибки плоского листа в трубы — трехвалковые машины с предварительно напряженным верхним валком — теперь составляют более половины нашего общего оборота».
Haeusler также производит машины для сгибания массивных стальных профилей и труб в изогнутые формы. Посетители Олимпийских игр в Сиднее, Австралия, в 2000 году, вероятно, проезжали городскую железнодорожную станцию Олимпийский парк и видели велосипедные соревнования на Велодроме Дунк Грей. Изящно изогнутые крыши этих двух конструкций опираются на стальные трубы диаметром 35 сантиметров, профилированные на гибочных станках Haeusler.Трубогибочные машины меньшего размера превращают трубы в спирали для использования в теплообменниках и котлах.
«За прошедшие годы мы приобрели множество ноу-хау в инженерных процессах, которые предшествуют операциям гибки металла при производстве труб и следуют за ними», — говорит Хойслер. «Благодаря этому ноу-хау мы вошли в новый сектор бизнеса в 1991 году, когда Haeusler в качестве генерального подрядчика поставил комплектный трубный завод в Южную Корею.
«Такой завод по производству труб стоит примерно от 40 до 70 миллионов евро», — продолжает она.«После работы в Корее появились проекты« под ключ »для трубных заводов в Египте и Иране в 2002 году и один проект в России в 2007 году. В сфере поставок комплектных трубных заводов мы считаем, что наша доля на мировом рынке составляет 70 процентов».
В качестве генерального подрядчика завода в Египте Haeusler не только поставил все оборудование, но и координировал работу всех других поставщиков, выполнил пуско-наладочные работы и продолжал работать консультантом оператора комбината в течение двух лет после пуска.Основным элементом завода в Порт-Саиде, Египет, является отдельная деталь весом 153 тонны, изготовленная на заводе Haeusler в Дуггингене, доставленная на низкорамном прицепе в Базель, баржой вниз по Рейну в Антверпен, а затем на полуприцепе. грузовой корабль через Средиземное море в Порт-Саид.
Для проектирования и изготовления сложных машин Haeusler требуется высококвалифицированная рабочая сила. «Около 90 процентов наших сотрудников обладают высокой квалификацией, и найти их непросто», — отмечает Хойслер. «Некоторые из наших сотрудников приезжают в Дуггинген из Фрайбурга в Германии, что на расстоянии около 80 километров.
«Мы всегда были на переднем крае технологий гибки металлов», — говорит она. «Наши машины считаются эталоном в нашей отрасли. В 1964 году мы разработали первую в мире гидравлическую четырехвалковую листогибочную машину. В 1986 году мы отправили во Францию самую большую в мире четырехвалковую листогибочную машину весом более 1000 тонн. Затем, в 2001 году, мы побили наш собственный рекорд, установив еще больший четырехвалковый станок для немецкого клиента Dillinger Hütte. В 1997 году мы построили самый большой в мире экспандер, который был продан Франции за помощь в создании ракет «Ариан».
Затем, в 2001 году, мы побили наш собственный рекорд, установив еще больший четырехвалковый станок для немецкого клиента Dillinger Hütte. В 1997 году мы построили самый большой в мире экспандер, который был продан Франции за помощь в создании ракет «Ариан».
«Мы также заслужили репутацию надежных машин», — говорит Хеуслер. «Около 90 процентов всех машин, которые мы построили с 1950 года, до сих пор используются во всем мире. Для подобных машин SKF поставляет нам подшипники — в основном очень большие сферические роликоподшипники — на протяжении десятилетий. Я убежден, что подшипники SKF внесли значительный вклад в нашу репутацию ».
С гнутой металлической пластиной
Невозможно занести в каталог бесчисленное множество применений гнутой металлической пластины.Его превращают в опоры для нефтяных платформ, мачты для ветряных турбин и напорные трубы для гидроэлектростанций или турбин тепловых электростанций. Применяется для изготовления корпусов кораблей, деталей фюзеляжа самолетов и передних кромок крыльев. Он также становится колесными дисками и топливными баками для грузовых автомобилей. Список бесконечен.
| HPB32-42 имеет топливный бак на 75 галлонов (284 литра) и гидравлическую систему на 200 галлонов (757 литров). бак на 160 галлонов (606 л).Большой гидравлический бак помогает сохранить масло охладитель, продлевающий срок службы гидравлической системы. | |
| Пятисекционный гидрораспределитель Hydro Control обеспечивает гибку и лебедку операция. Гидравлический привод оправки является стандартной функцией всех Darby . гибочные станки.  | |
| Боковые пластины машины усилены ребрами жесткости для обеспечения оптимального срока службы рамы.Сторона пластины 1 1 ⁄ 4 дюймов (31,8 мм) сталь T1 и пластины гнезда штампа 1 1 ⁄ 2 дюймов (38,1 мм) сталь T1. Все сварные швы предварительно нагреваются, контролируются и выполняются «на месте». | |
| Поперечные трубы рамы, поддерживающие гидроцилиндры, имеют толщину стенки 3 ⁄ 8 дюймов (9,5 мм) | |
| Гидравлическая система Parker Seal Lok ™ предотвращает утечки и имеет номинальное рабочее давление 3000 фунтов на кв.8 бар). | |
| Панель управления Murphy включает в себя электростартер, дроссельную заслонку, давление масла, тахометр и счетчик моточасов. | |
| Гидравлические цилиндры можно разбирать без резки для облегчения ремонта. | |
| Pinup полностью усилен, чтобы предотвратить распространение. | |
| Компрессор 390 Quincy Air имеет собственный контур с гидравлическим приводом. | |
| Гидравлическое давление 10 микрон и фильтрация обратной линии обеспечивают чистоту масла, что продлевает срок службы системы. | |
Охладитель масла в приводном контуре компрессора поддерживает охлаждение контура. Он непрерывно циркулирует, даже когда компрессор не работает. Это продлевает срок службы гидравлической системы. Это продлевает срок службы гидравлической системы. | |
| Сверхмощные 3-роликовые гусеницы для повышения производительности и снижения уровня грунта. |
Quantum Machinery NARGESA Профилегибочный станок / Профилегибочный станок
Круглая труба: 2,5 дюйма x 0,120 дюйма с минимальным радиусом 18 дюймов
Квадратная труба: 2 дюйма x 2 дюйма x 0,120 дюйма с минимальным радиусом 24 дюйма
Угол (выдвижение ноги): 1,5 дюйма с минимальным радиусом 8 дюймов
Плоский стержень (простой способ): 3,15 x 0,75 дюйма с минимальным радиусом 6 дюймов
Плоский стержень (жесткий путь): 2 дюйма x 0.39 дюймов с минимальным радиусом 10 дюймов
Скорость роликов: 7 об / мин
Диаметр осей: 1,520
Диаметр роликов: 5,1 «
Полезная длина осей: 3,1″
Мощность двигателя: 1,1 кВт / 1,5 л.с.
Ось из стали, обработанной и выпрямленной.
Размеры: 29,1 «Д x 25,5» Ш x 29,6 «В
Нижний шкаф для роликов и принадлежностей.
Миллиметровая шкала для изгиба верхнего вала.
Межосевое расстояние между нижними осями: 11,25 дюйма
Надежная передача с помощью плоских закаленных шестерен.
Максимальная нагрузка для гибки круглой трубы: 2,5 дюйма или 63,5 мм
Три приводных ролика .Два нижних ролика моторизованы и имеют накатку для лучшего захвата.