Ручные и пневматические прессы для промышленного и лабораторного применения
Наши прессы чрезвычайно универсальны и могут быть использованы для сборки, прессования, присоединения, гибки, опрессовки, клепки, штамповки, склеивания и других операций требующих точности и силы. Представленные прессы охватывают диапазон производительности от 30 Н до 100 кН (от 3 кг до 10 тонн).
Мы предлагаем ручные и пневматические прессы коленно-рычажного и прямого действия. Так же предлагаются прессы портального типа и гидропневматические. А разнообразие предлагаемых дополнений и аксессуаров Вас приятно удивит.
Мы готовы подобрать оптимальный вариант для решения Ваших задач.
Бюджетный ручной пресс серии COLOUR LINE ®
Ручной коленно-рычажный пресс
Ручной коленно-рычажный пресс с усилием – 5кН, 7,5 кН, 12 кН … подробней
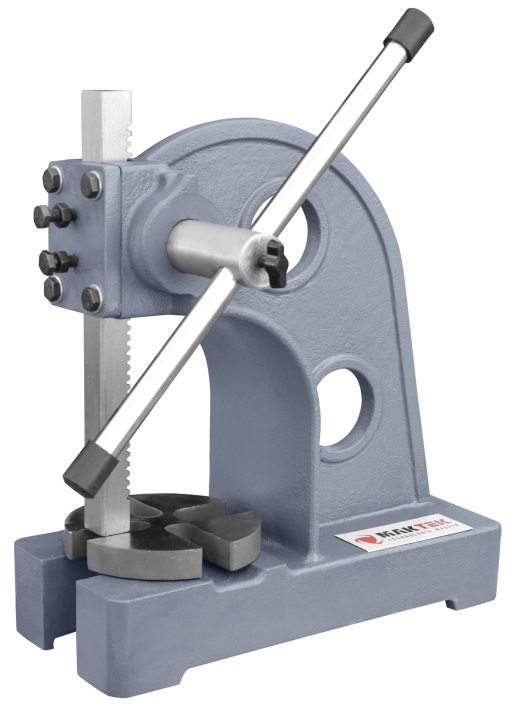
Ручной реечный пресс
Ручной реечный пресс с усилием 5кН, 7,5 кН, 12 кН .
Ручной коленно-рычажный пресс
Пресс серии EP/L-EP
Ручные прессы серии EP/ L-EP с круглым пуансоном и максимальным усилием – 5кН, 7,5 кН, 12 кН … подробней
Пресс серии APK T/XL-APK T
Ручной пресс с круглым пуансоном серии APK T /XL-APK T (с выступ 250 мм) и максимальным усилием 15 кН, 25 кН, 30 кН … подробней
Пресс серии VK/XL-VK
Ручной пресс с квадратным пуансоном серии VK/XL-VK (с выступом 250 мм) и максимальным усилием 15 кН, 25 кН, 30 кН … подробней
Ручной реечный пресс
Пресс серии APZ/L-APZ
Ручной реечный пресс с круглым пуансоном серии APZ/L-APZ и максимальным усилим 1,5кН, 2,5кН … подробней
Пресс серии VZ/L-VZ
Ручной реечный пресс с квадратным пуансоном серии VZ/L-VZ и максимальным усилием 1,5кН, 2,5кН . .. подробней
.. подробней
Пневматический коленно-рычажный пресс
Пресс серии APK/VKL
Пневматический пресс с круглым или с квадратным пуансоном серии APK/VKL и максимальным усилием 5 кН, 10кН, 24 кН, 32 кН, 60кН … подробней
Пресс серии XL-APK/XL-VKL
Пневматический пресс с круглым или с квадратным пуансоном серии XL-APK/XL -VKL (выступ 300 мм) и максимальным усилием 24кН, 32кН, 60кН … подробней
Пресс серии NP/XL-NP
Пневматический пресс с ручным управлением и квадратным пуансон серии NP/XL-NP (выступ 300 мм) и максимальным усилием 20кН, 40кН … подробней
Пневматический пресс прямого действия
Пресс серии DA
Пневматический пресс с круглым пуансоном серии DA и максимальным усилием 1,5 кН, 2,5 кН, 4,5кН, 8,5 кН, 13 кН, 17 кН . .. подробней
.. подробней
Пресс серии XL-DA
Пневматический пресс с круглым пуансоном серии XL-DA (с выступом 250 мм) и максимальным усилием 4,5кН, 8,5кН, 13кН, 17кН … подробней
Пневматический цилиндр
Пневматический цилиндр прямого действия и максимальным усилием от 3,5кН до 34кН … подробней
Пресс серии DAP
Портальный пресс серии DAP и максимальным усилием от 4,5кН до 34кН … подробней
Пресс серии MicroPress
Микропресс с квадратным пуансоном и максимальным усилием от 30Н до 750Н … подробней
Гидропневматический пресс
Пресс серии НР
Гидропневматический пресс серии HP и максимальным усилием 30кН, 50кН, 100кН … подробней
Пресс серии XL-НР
Гидропневматический пресс серии XL-HP (с выступом 300мм) и максимальным усилием 30кН, 50кН, 100кН . .. подробней
.. подробней
Дополнения и аксессуары к прессам
Контроллер для пневматических прессов
Электропневматический двуручный контроллер для пневматических прессов со свидетельством соответствия стандартам EC … подробней
Подвижный рабочий столик
Система мониторинга работы пресса
Система мониторинга работы ручного или пневматического пресса … подробней
Дополнительные опции
Дополнительные опции для ручного пресса … подробней
Готовое решение — пресс с инструментом
Решение — пресс с инструментом
Модели ручных и пневматический прессов системы «Пресс с инструментом» с максимальным усилием – 10 — 30 кН, 25 кН, 35 кН . .. подробней
.. подробней
Скачайте краткий каталог
Оборудование по видам испытаний
Cтандарты и оборудование
устройство и особенности функционирования, разновидности, сфера использования
Сфера использования прибора
Настольный пресс может функционировать на автоматической или же ручной тяге. Популярность такого прибора объясняется и его особо небольшими размерами. Что очень важно при высокой  Это оборудование можно назвать по-настоящему прочным, так как оно создано из закалённой стали. Такое оборудование может работать около 10 лет без замены комплектующих механизмов, а также без совершения дополнительного ремонта. Для его работы не требуются расходные материалы, а обслуживание такого станка можно доверить даже самому неквалифицированному и невнимательному сотруднику на предприятии.
Это оборудование можно назвать по-настоящему прочным, так как оно создано из закалённой стали. Такое оборудование может работать около 10 лет без замены комплектующих механизмов, а также без совершения дополнительного ремонта. Для его работы не требуются расходные материалы, а обслуживание такого станка можно доверить даже самому неквалифицированному и невнимательному сотруднику на предприятии.
При помощи ручного пресса можно обработать такие материалы:
- Картон.
- Кожу.
- Поролон.
- Пластмассы и полимеры.
- Различные по типу материалы.
- Резину.
Механические прессы активно применяются во всех областях производственной деятельности для прессования пластиковой тары, бумаги, различных отходов из цветного металла, алюминия, металлической стружки, а также остальных отходов после производства. Такой пресс принято использовать в типографии, ресторане и гостинице. Пресс будет значительно снижать расходы, которые идут на утилизацию отходов.
Устройство и особенности функционирования
Все процессы можно разделить по форме штока на такие, как:
- Винтовые.
- Реечные.
Конструкция настольного оборудования, которая работает при помощи ручной тяги происходит довольно просто:
- Шток реечного типа.
- Станина колоннообразная, которая совмещена вместе с подставкой для размещения заготовки или же поворотного стола.
- Специализированный вал.
- Зубчатая передача, которая запускается при помощи винта либо рычага.
Принцип функционирования такого механизма заключается в том, что при помощи ручной тяги происходит запуск общего вращательного движения эксцентрика. При этом он крепится на поршень, который качественно продавливает сырьё через специальную матрицу. При всём этом сила контрдавления должна регулироваться самой Существует большое количество матриц для различных разновидностей сырья. В дополнение к такому станку идут специальные штампы для производства плоских компонентов из листового металла.
Во время создании конструкции можно применять различные схемы матриц:
- Крутящиеся.
- Шестигранные сменные.
- Точечные сменные.
Характеристики прибора
Главная характеристика, которая будет главным образом определять применение пресса: максимальное усиление в области штока. При этом показатель способен варьироваться в пределах 450−5 тыс. килограмм. Для создания авторемонтной мастерской вполне хватит давления в 2 тонны, для использования в приусадебном участке — 500 килограмм.
Кроме всего этого важным считается сам размер рабочей площади и вылет самого штока — именно от них и будет составляться зависимость габаритов изготовляемых деталей. Чем мощнее будет станок, тем больше он будет весить и сложнее его будет поднимать. Так, с процессом увеличения усилия на одну тонну, вес устройства начинает умножаться на два.
- Усилие (варьируется от 500 до 5 тыс. килограмм).
- Общая площадь в сечении штока (чем больше площадь, тем крупнее можно сделать само изделие).
- Высота общей заготовки (от 10 и до 25 сантиметров и зависит от диапазона вылета штока).
Настольный тип изделия считается более устойчивым, прочным и надёжным, а также с таким оборудованием будет намного проще работать. Изменять детали в нём довольно просто, детали в это время будут выходить довольно точными. Точность в выполнении работы будет обеспечена общей жёсткостью конструкции, а также монолитным корпусом.
Разновидности ручных прессов
Для применения пресса в разных отраслях создаются следующие разновидности прессов ручного типа:
- Гидравлический. Требуемое усилие происходит при помощи штока гидроцилиндра. В самом гидроцилиндре есть определённая рабочая жидкость, которая начинает активно сжиматься под давлением для создания соединений, сжатия, деформации формы у предметов.
 Считается более мощным и качественным, чем ручной механизм: способен создавать усилие в десятки тонн при самом небольшом усилии со стороны сотрудника.
Считается более мощным и качественным, чем ручной механизм: способен создавать усилие в десятки тонн при самом небольшом усилии со стороны сотрудника.
 Считается более мощным и качественным, чем ручной механизм: способен создавать усилие в десятки тонн при самом небольшом усилии со стороны сотрудника.
Считается более мощным и качественным, чем ручной механизм: способен создавать усилие в десятки тонн при самом небольшом усилии со стороны сотрудника.Главный компонент конструкции — пара гидроцилиндров в различных габаритах, которые при этом заполняются техническим маслом. Между собой они функционируют при помощи рабочей жидкости. Принцип работы такого устройство будет очень сходных с механическим, только в этом случае на месте рычага применяется специальное техническое масло. Мощность оборудования будет прямо пропорциональна отношению диаметров цилиндра, а также поршня.
- Дыропробивной. Специальная разновидность пресса для осуществления штамповки отверстий в листах из различных типов материалов, в том числе сюда входит металл не больше 4 мм. Общий диаметр в пробиваемых поверхностях будет варьироваться от 10 до 40 мм.
- Ручной механический пресс. Применяют его главным образом для осуществления опрессования кабеля и трубчатых гильз. Опрессовывание — это наиболее надёжный метод осуществления соединения электрокабеллей, повышает общий показатель проводимости тока, что уменьшает сопротивление и не даёт развиться перегреву в кабеле, снижает возможность развития аварий в процессе производства, а также обгорания отдельных соединений. Эффективнее всего совершать опрессовывание с помощью механического ручного пресса.
 Эффективнее всего совершать опрессовывание с помощью механического ручного пресса.
Эффективнее всего совершать опрессовывание с помощью механического ручного пресса.Этот механизм представлен в виде рычага, укомплектованного при этом храповиками либо трещотками, они не дают развитию обратного хода и создают довольно прочное усилие для того, чтобы произошло качественное сцепление в проводах. Конструкция позволяет легко изменять общую длину рычагов. Давление, которое происходит в оборудование, можно сравнить с тем, что обеспечивает гидравлический аналог, но второй при этом имеет значительно высокую стоимость. Для осуществления качественного сжатия в проводах стоит нажать на рукоятку несколько раз, а после менять насадки в комплекте.
Механический пресс совершает работу с электропроводами совершенно любых сечений вплоть до отметки в 240 кв. мм. Во время выбора оборудования стоит уточнить диапазон его работы. Чем большего размера устройство, тем более толстый кабель оно способно обжать.
- Пресс-клещи. Используются для надевания наконечников и гильз на специальные кабели и электропровода. При этом такое устройство создаёт особый вдавливающего типа профиль. Способен совершать работу с максимальным сечением кабеля около 35 кв. мм. Общий вес инструмента в это время будет равняться трём килограммам.
- Таблеточный пресс. Это специальное устройство, которое создано для создания таблеток в лабораторных условиях. Есть большое число модификаций таблеточных устройств, включая сюда и настольные, которые совершают свою работу от ручной тяги. Общая производительность в таком приборе варьируется от 200 до 1 тыс. таблеток в час.
 При этом такое устройство создаёт особый вдавливающего типа профиль. Способен совершать работу с максимальным сечением кабеля около 35 кв. мм. Общий вес инструмента в это время будет равняться трём килограммам.
При этом такое устройство создаёт особый вдавливающего типа профиль. Способен совершать работу с максимальным сечением кабеля около 35 кв. мм. Общий вес инструмента в это время будет равняться трём килограммам.Диаметр у таблеток создаётся определённой формой в пределе от 0, 4 до 1 сантиметра, толщина не больше полусантиметра. Максимальное усиление будет доходить до 700 килограмм. Лабораторные таблеточные устройства могут быть гидравлического типа, а также совершают работу от электродвигателя. Такие устройства будут более мощными, производительность в час будет равняться около 6 тысяч таблеток.
 com/embed/DeZhkXDR2tY»/>
com/embed/DeZhkXDR2tY»/>
Критерии выбора пресса
- Показатель мощности. Сила зажима в ручном типе механизме будет напрямую зависеть от усилий со стороны человека. Гидравлическое устройство считается более сложным и мощным, поэтому не требует от человека приложения каких-либо повышенных усилий, гидравлический пресс считается более мощным и сложным в строении, не требует приложения слишком больших усилий, эффект в это время достигается за счёт особой конструкции.
- Показатель размера. Размер в устройстве считается довольно важным показателем, особенно будет важным для небольших точек производства. Вместе с этим, чем меньше будет устройство, тем с меньшими деталями оно сможет совершать работу. Маленькое настольное устройство сможет покрыть потребности в работе мастерских либо в домашнем хозяйстве. Если же вы собираетесь совершать работу с большими деталями, то стоит выбирать более габаритный агрегат. Такие в большинстве случаев совершают свою работу на гидравлике.
- Цели использования. Прессы в основном применяются лишь на производстве либо во время монтажа. Есть специальные модели для осуществления производства пищевой продукции, к примеру, сока. Такие препараты в большинстве случаев используются при домашнем производстве.

Принцип работы гидравлического пресса
Это устройство, которое помогает оператору, прикладывая совсем небольшой показатель усилий на прибор, получать от него усилие в количестве нескольких десятков тонн на самом выходе.
Гидравлический пресс по своей конструкции включает в себя два гидравлических цилиндра различные по своему диаметру, которые совершают сообщённые действия друг с другом. Цилиндры при этом заполняются особой гидравлической жидкостью, которая не оказывает никакого активного воздействия на материал цилиндров, чаще всего гидравлическим маслом.
Принцип работы гидравлического и ручного пресса основан на законе, открытым философом и учёным Паскалем, по которому можно выявить, что давление (сила, действующая на одну единицу площади) в любой области жидкости (либо газа), находящегося в полном покое, является полностью одинаковой по всем направлениям и передаётся абсолютно одинаково ко всему общему объёму.
По своей работе пресс можно сравнить с механическим рычагом, в котором само усилие идёт через плечо рычага, только в этом случае в качестве передающего усилия рычага средство считается жидкость, а общее отношение прилагаемого усилия и усилия на конце рычага будет зависеть от величины соотношения площадей у рабочих поверхностей в гидравлических цилиндрах.
По сравнению с остальными разновидностями прессов, гидравлические и ручные обладают своими неоспоримыми достоинствами, которые предопределяют их широкое использование в области производства, ремонт и обслуживание общих станков, механизмов, а также более тяжёлой технике:
- Простота в конструкции.
- Отсутствие необходимости использовать в изготовлении предохранительных устройств от перегрузки, ведь рабочие усилия могут значительно превышать установленные показатели.
- Рабочие усилия не будет зависеть от положения подвижного рабочего стола.
- Процесс плавного регулирования рабочего усилия.
- В конструкции предусмотрена возможность изменять высоту, а также длину рабочего хода.
- Имеется возможность подавать постоянное усилие сколько вам будет угодно по времени.

Главным недостатком в гидравлическом прессе станет невысокая скорость хода рабочей поверхности штока. Если же начать увеличивать его скорость либо перемещать рабочий шток, то такое может привести к развитию гидравлического удара в шланге или же в трубопроводе пресса в тот момент, когда произойдёт контакт рабочей поверхности и глади детали. В конечном счёте может быть развит люфт во всей конструкции, могут выйти из нормальной работы уплотнители, шланги и остальные детали в конструкции.
Настольные прессы
Настольные прессы (812) 497-41-81
(812) 497-42-00
(812) 497-46-61
|
 Применяться он может практически для любой операции, будь то выпрямление либо сгибание детали, создания штампов, обработка заготовок и т.д.
Пресс настольный эффективен как на небольших производствах, ремонтных мастерских, так и в бытовых условиях. Существует огромное количество модификаций, с ручным или автоматическим типом толкателя, каждая из которых предназначена для определённого вида работ. К основным плюсам настольных прессов можно отнести малые габариты, небольшую стоимость, надёжность а так же практически полное отсутствие затрат на поддержание устройства в рабочем состоянии.
Основными параметрами настольного пресса можно считать:
усилие на толкателе
ход толкателя
размеры рабочего пространства пресса
конструкция и типоразмер толкателя – для установки на него оснастки
Компания «Интерпром» не один год занимается поставками на российский рынок такого оборудования как пресс настольный, пресс кривошипный, и остального необходимого в производстве оборудования, хорошо зарекомендовав себя тем самым в данной отрасли.
Применяться он может практически для любой операции, будь то выпрямление либо сгибание детали, создания штампов, обработка заготовок и т.д.
Пресс настольный эффективен как на небольших производствах, ремонтных мастерских, так и в бытовых условиях. Существует огромное количество модификаций, с ручным или автоматическим типом толкателя, каждая из которых предназначена для определённого вида работ. К основным плюсам настольных прессов можно отнести малые габариты, небольшую стоимость, надёжность а так же практически полное отсутствие затрат на поддержание устройства в рабочем состоянии.
Основными параметрами настольного пресса можно считать:
усилие на толкателе
ход толкателя
размеры рабочего пространства пресса
конструкция и типоразмер толкателя – для установки на него оснастки
Компания «Интерпром» не один год занимается поставками на российский рынок такого оборудования как пресс настольный, пресс кривошипный, и остального необходимого в производстве оборудования, хорошо зарекомендовав себя тем самым в данной отрасли.
Бюджетные ручные коленно-рычажные прессы серии COLOUR LINE
Коленно-рычажный пресс используют, когда полное усилие требуется приложить на короткой дистанции в конце рабочего хода.
Идеален при сборке, перфорировании, клепке, штамповке, склеивании и т.д..
Основные характеристики
- высокая мощность на выходе при незначительном усилии оператора
- эргономичный рычаг управления
- высокая точность благодаря прецизионной настройки пуансона
- прочная станина с двумя отверстиями для крепления
- универсальное крепление нижнего инструмента
Доступные цвета:
| Тип | CL 500 K | CL 750 K | CL 1200 K | ||
|---|---|---|---|---|---|
| Усилие | КН | 5 | 7.5 | 12 | |
| Рабочий ход | мм | А | 40 | 40 | 44 |
| Выступ | мм | В | 63 | 80 | 80 |
| Просвет | мм | С | 45 — 220 | 50 — 260 | 53 — 230 |
| Размер стола | мм | D x H | 110 х 60 | 157 х 115 | 157 х 115 |
| Диаметр планшайбы | мм | F | 20 | 20 | 20 |
| Фиксирующие отверстия | мм | 2 х М8 | 2 х М10 | 2 х М10 | |
| Шаг между отверстиями стола | мм | G | 66 | 108 | 108 |
| Диаметр направляющей х глубина | мм | 10H7 x 25 | 10H7 x 25 | 10H7 x 30 | |
| Диаметр пуансона | мм | 20 | 24 | 30 | |
| Габариты | мм | D x E | 110 х 160 | 157 х 237 | 157 х 237 |
| Вес | кг | 8. 5 5 | 21 | 24 | |
Ручные реечные прессы — — Энциклопедия по машиностроению XXL
| Рис. 297. Напрессовка шарикоподшипника на ручном реечном прессе |
На рис. 3.116, в изображен храповой механизм ручного реечного пресса. На ведущем валу заклинен рычаг 1, несущий ось собачки 5, и палец 2, на который насажена рукоятка У , снабженная /-образным пазом, охватывающим закрепленный в станине палец 3. Передача движения от рукоятки на ведомый вал 6 получается двухступенчатой, с большим передаточным отношением. Рукоятка 4, опираясь на палец 3, передает усилие через палец 2 на конец рычага 1, воздействующий через храповой механизм на ведомый вал. [c.507]
| Рис. 7.14. Храповой механизм ручного реечного пресса. На ведущем валу заклинен рычаг 1, несущий ось собачки 5, и палец 2, на который насажена рукоятка 4, снабженная U-образным пазом, охватывающим закрепленный в станине |
 Прессы реечные ручные Ручные тали 9 — 857—871 Ручные тормоза (ж.-д.) 13 — 706 Ручьи заготовительные — Конструирование 6 — 348
[c.246]
Прессы реечные ручные Ручные тали 9 — 857—871 Ручные тормоза (ж.-д.) 13 — 706 Ручьи заготовительные — Конструирование 6 — 348
[c.246]Привод у реечных прессов состоит из одного или нескольких зубчатых колёс и рейки, наглухо скреплённой с ползуном. Такая конструкция позволяет строить прессы с очень большим ходом и равномерной скоростью ползуна. Максимальное рабочее усилие на ползуне может иметь место при любом его положении. Недостатком всех реечных прессов является отсутствие у них маховика, который невозможно применить по конструктивным причинам. Отсутствие маховика у ручных реечных прессов восполняется большим передаточным числом редуктора от рукоятки к ползуну. У реечных прессов с механическим [c.641]
Ручные реечные прессы. На фиг. 237 и 238 [c.641]
Ручные реечные прессы строят для усилия до 12 т. Столь большие усилия на ползуне могут быть получены механизмом с двухступенчатой передачей (фиг. 239). В этом меха-
[c. 642]
Цех топливной аппаратуры имеет ванну для мойки приборов и деталей, верстак для разборки и сборки приборов, стенды и приспособления для их проверки и испытания, настольно-сверлильный станок, ручной реечный пресс, точильный станок, пневматическое зажимное приспособление для разборки и сборки, технические весы, поверочную плиту, стеллажи для хранения приборов системы питания, шкафы для хранения материалов и деталей, лари для отходов и обтирочных материалов, тумбочки для хранения инструмента, ларь для отходов цветного металла, раковину-умывальник и т. д. [c.212]
Детали после термической обработки правят на ручных, механических и гидравлических прессах (рис. 165). Детали небольшого диаметра (5—10 мм) правят на ручных реечных прессах с рабочим давлением 1—5 тс (рис. 165,а). Более крупные детали диаметром 10— 30 мм правят на ручных винтовых прессах с рабочим давлением 2—25 тс (рис.
 165,б).
[c.284]
165,б).
[c.284]Запрессовка шарикоподшипника на вал ручным прессом показана на рис. 151, б. Это приспособление состоит из ручного реечного пресса 1, нажимной втулки 2, направляющей втулки 3, ограничительной втулки 4 и опорной шайбы 5. [c.235]
А. Пресс ручной реечный настольный [c.242]
Ручной верстачный реечный пресс (фиг. 48, а) состоит из литой станины, нижней частью которой является стол, куда помещается собираемый узел. В верхней части хобота станины расположен реечный механизм. Прессы изготовляются заводами для собственных нужд. Горьковским автозаводом прессы разработаны в трех исполнениях с усилием на штоке от 1000 до 1500 кГ (табл. 26). [c.69]
Ручные реечные верстачные прессы используют при выполнении работ, не требующих усилий более 3000 кГ. [c.254]
Выпрессовку изношенных втулок и запрессовку новых производят легким реечным прессом или в слесарных тисках. Смену втулки непосредственно в картере двигателя при снятом цилиндре производят при помощи приспособления, данного на рис. 88. После запрессовки втулки в ней сверлят четыре сквозных отверстия, применяя простую или электрическую дрель. Во время обработки втулки шатуны придерживают ручными тисками. После сверления отверстий для смазки втулку развертывают под поршневой палец калиброванной разверткой до получения нормального или увеличенного размера. Диаметр отверстия втулки при обработке на практике чаще всего проверяют с помощью поршневого пальца. Обработку можно считать законченной, если поршневой палец, смазанный автотракторным маслом, плавно входит в отверстие под действием усилия боль-
[c.220]
Смену втулки непосредственно в картере двигателя при снятом цилиндре производят при помощи приспособления, данного на рис. 88. После запрессовки втулки в ней сверлят четыре сквозных отверстия, применяя простую или электрическую дрель. Во время обработки втулки шатуны придерживают ручными тисками. После сверления отверстий для смазки втулку развертывают под поршневой палец калиброванной разверткой до получения нормального или увеличенного размера. Диаметр отверстия втулки при обработке на практике чаще всего проверяют с помощью поршневого пальца. Обработку можно считать законченной, если поршневой палец, смазанный автотракторным маслом, плавно входит в отверстие под действием усилия боль-
[c.220]
Под давлением пресса Прессы винтовые ручные реечные пневматические винтовые приводные реечные приводные гидравлические Усилие в тс —2 1—5 3-5 5—10 5-10 Свыше 10 Габариты соединения определяются размерами рабочего пространства пресса [c.342]
Обычно реечные прессы используют для вытяжки гильз или аналогичных технологических операций. Их можно использовать и для других работ. Но обычно это оказывается нецелесообразным, так как не используется основное преимущество реечных прессов — большой ход при строго постоянной скорости ползуна. Реечные прессы имеют механический или ручной привод.
[c.274]
Реечные прессы с ручным приводом (рис. 4.60) очень просты по конструкции. Они состоят из литой чугунной станины /, в верхней части которой имеются расточки для ползуна 2 и валика 3 зубчатого колеса. Зубчатое колесо находится в зацеплении с рейкой ползуна 2 и при вращении рукоятки 4 заставляет его двигаться вверх и вниз, к нижнему концу ползуна крепится необходимый инструмент (пуансон). [c.274]
Прессы ручной (реечный или винтовой) 1 — — 20-25 — - [c.53]
Для замены верстачных реечных, винтовых, эксцентриковых ручных прессов целесообразно в ряде случаев использовать пневматические диафрагменные и электромагнитные прессы. [c.265]
Основным оборудованием для выполнения прессовых соединений служат прессы различных типов ручные (винтовые и реечные), с механическим приводом, пневматические и гидравлические.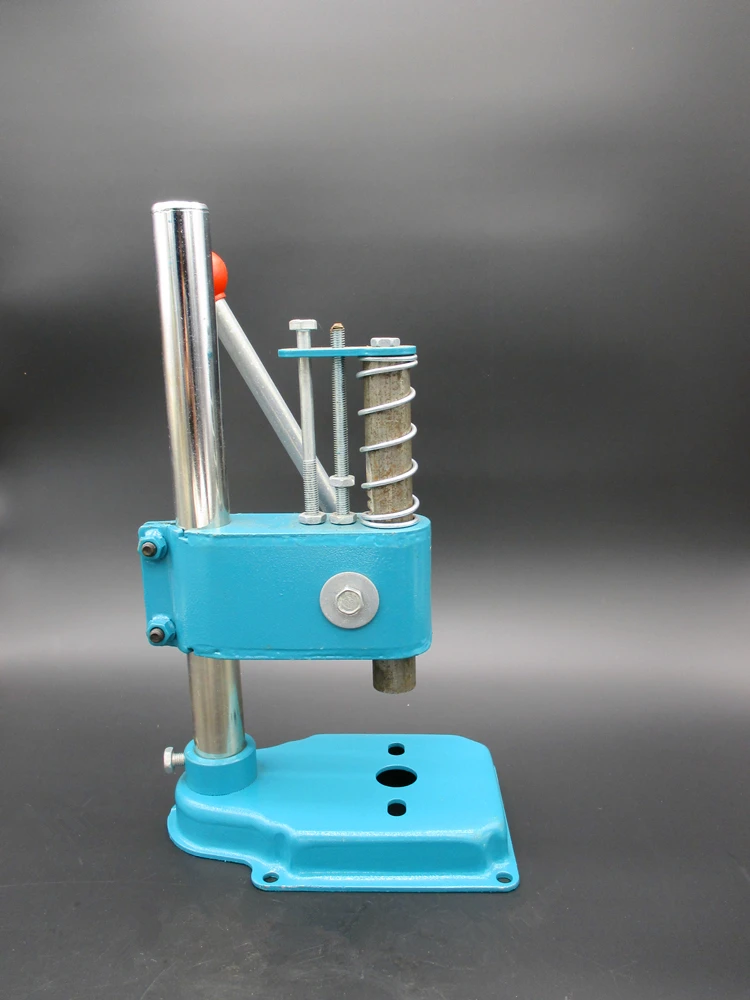 Для запрессовки и рас-прессовки крупных деталей нередко применяют гидравлические домкраты, снабженные специальными приспособлениями. Детали небольших диаметров запрессовывают вручную легкими ударами молотка.
[c.55]
Для запрессовки и рас-прессовки крупных деталей нередко применяют гидравлические домкраты, снабженные специальными приспособлениями. Детали небольших диаметров запрессовывают вручную легкими ударами молотка.
[c.55]
В состав вспомогательного оборудования входят обдирочно-шлифовальный станок (один или больше), настольное точило, ручной пресс (винтовой или реечный), заточной [c.18]
Запрессовка и распрессовка деталей давлением пресса. Суш,ествуют прессы ручные (винтовые, реечные), гидравлические, пневматические и винтовые и реечные приводные. [c.249]
Для запрессовки и выпрессовки деталей небольших размеров применяют ручные винтовые (рис. 4, а) и рычажно-реечные (рис. 4, б) прессы. [c.249]
| Фиг. 48. Реечные ручные прессы а — верстачный б — на подставке в — со сварной станиной. |
[c.260]Основным оборудованием для разборки посадок с натягом являются прессы и съемники. В зависимости от расположения штока и направления действия создаваемого усилия различают прессы вертикальные и горизонтальные, а по характеру их использования — стационарные и переносные. Кроме того, прессы делятся на универсальные и специальные, ручные и приводные. Ручные прессы могут быть реечными, винтовыми и эксцентриковыми, а приводные — пневматическими, гидравлическими и электромагнитными. [c.37]
| Рис. 58. Ручные прессы а — винтовой одностоечный б — винтовой двухстоечный в — реечный простой г — реечный с промежуточной передачей (типа 214-1) 1 — вращающийся стол г — станина З — противовес 4 — рейка з — рукоятка 6 — маховичок 7 и а—зубчатая передача 9 — храповой механизм м — реечная шестерня |
Оборудованием для разъединения их являются прессы и съемники. В зависимости от расположения штока и направления действия создаваемого усилия различают прессы вертикальные и горизонтальные, а по характеру их использования-стационарные и переносные. Они могут иметь ручной (винтовой, рычажно-реечный), гидравлический, пневматический или пневмогидравлический привод.
[c.221]НОМ порядке. Для этого используют универсальные и специальные съемники (рис. 127), ускоряющие работу и обеспечивающие сохранность деталей. Эффективны индукционные съемники, основанные на принципе нагрева охватывающей детали вихревыми токами до температуры 120—140 °С, после чего она легко снимается. Для разборки применяют также ручные винтовые, рычажно-реечные и гидравлические прессы, последние — для крупных деталей. Для сохранения поверхностей распрессовку иногда выполняют нагнетанием масла под давлением до 200 МПа в зону сопряжения. С этой же целью ее выполняют с постепенным нарастанием начального усилия. [c.302]
[c.302]
Реечный пресс (фиг. 48, в) состоит из станины 1 сварной конструкции, стола 2, штока 3. Усилие прессования осуществляется реечным механизмом с ручной подачей. Техническая характеристика пресса наибольшее усилие 50СЮ кГ, рабочий ход 125 мм, общий вес 750 кГ. [c.70]
В зависимости от требуемого усилия применяют простые вер-статочные реечные прессы (с непосредственным воздействием зубчатого колеса, сидящего на оси рукоятки, на рейку) и прессы с промежуточным включением одной или нескольких пар зубчатых колес. Некоторые реечные прессы снабжаются для увеличения передаточного отношения кулисным механизмом. Ручные винтовые прессы предназначаются для создания уаилий до 2000 кГ приводные винтовые до 10 000 кГ. Такие прессы вследствие громоздкости широкого распространения в сборочных цехах крупносерийного и массового производства не получили. Специальные винтовые приспособления для запрессовки в настоящее время применяются широко.
[c. 254]
254]
Задача 226. Определить еозможность запрессовки на ручном пятитонном реечном прессе чугунной втулки длиной / = 80 мм на оправку при наружном диаметре втулки О = 80 жл и внутреннем диаметре [c.177]
Для контроля за степенью давления служит манометр 6. По окончании прессовки открывают вентиль 7, и поршень 3 (со всеми монтированными на нем деталями) подаим1ается вверх автоматически с помощью пружины 1. При этом масло из цилиндра 5 перепускается обратно в бачок 9. Мелкие преооо1Вые работы (выпрессовка втулок, пальцев и т. д.) могут выполняться на ручном верстачном реечном прессе (рис. 192,6). [c.316]
Пневматические прессы значительно эффективнее ручных реечных и эксцентриковых прессов. Они дяют возможность 11(1 [c.140]
Соединение под давлением пресса Прессы Винтовые ручные Рееч но-рычажные Маятниковые педальные Пневматические Винтовые приводные Реечные приводные Г идравлические Для усиления в кГ 1000—2000 1000—1500 300—500 3000—5000 5000-10 000 То же Свыше 10 000
[c. 395]
395]
Соединение деталей с прессовой посадкой может производиться запрессовкой, нагревом охватывающей детали, охлаждением охватываемой детали и комбинированным способом. Детали запрессовывают ручными приспособлениями — легкими ударами молотка, или при помощи струбцин, домкратов, винтовых передач и т. д. ручными прессами винтовыми или рычажно-реечными с силой I—3 г гидравлическими, пневматическими и механическими прессами с силой более 3 т. На величину силы запрессовки большое влияние оказывают скорость запрессовки и смазка сопрягаемых поверхностей. Скорость запрессовки не должна превышать 5 MMj eK. Смазка сопрягаемых поверхностей при запрессовке производится тавотом, солидолом или машинным маслом. [c.258]
| Рис. 33. Ручные прессы а — винтовой одностоечный Я-винтовой дву.хстоетный -реечный |
 В состав вспомогательного оборудования заточных отделений входят о бдирочно-шлифо-вальный станок настольное точило ручной пресс (винто вой или реечный) заточной станок для дисковых пил заточной станок для центровочных сверл.
[c.155]
В состав вспомогательного оборудования заточных отделений входят о бдирочно-шлифо-вальный станок настольное точило ручной пресс (винто вой или реечный) заточной станок для дисковых пил заточной станок для центровочных сверл.
[c.155]| Фиг. 80. Ручные прессы а — винтовой одностоечный б — винтовой двухстоеч-ный в — реечный простой г — реечный с промежуточной передачей (типа 2 74) / — станина 2 — рейка 3 — реечная шестерня 4 — рукоятка 5 — храповой механизм 6 и 9 — зубчатая передача 10 — вращающийся стол II — противовес 12 — маховичок. |
105 фото пошаговой инструкции создания
Прессовочные установки могут быть необходимы в самых разных ситуациях, в том числе бытовых. Например, те автолюбители, которые способны сами произвести ремонт машины, зачастую прибегают к сборке прессовочного оборудования у себя в гараже.
На те же меры могут пойти и начинающие предприниматели, открывающие собственную автомастерскую. Преимуществом в данном случае будет то, что владелец имеет возможность настроить параметры и габариты прессовочной системы специально для себя.
Преимуществом в данном случае будет то, что владелец имеет возможность настроить параметры и габариты прессовочной системы специально для себя.
Стоимость нового пресса достаточно велика, именно поэтому многие решаются сконструировать такой механизм самостоятельно.
Виды агрегатов, которые обычно изготавливают своими руками
Наиболее распространенными прессами, изготавливаемыми в домашних условиях, являются:
- Механические прессы
- Гидравлические прессы
Данные виды инструментов больше всего подходят для использования дома или в гараже, так как занимают немного места.
Механический тип агрегата
Этот вид установки достаточно популяризирован ввиду малых габаритов. Своими руками можно сделать механический пресс любого режима (автоматического или ручного). Простота конструкции обеспечивает ее надежность и предоставляет хорошие ресурсы.
Примерную модель механического пресса, сделанного своими руками, можно увидеть на фото в интернете.
Данный вид конструкции предполагает возможность сэкономить время, изготавливая различные детали, и, например, при выпрессовке втулок или подшипников.
Механический пресс способен обработать:
- Картон
- Резину
- Пластмассу (и другие полимеры)
- Кожу
- Металлы
Гидравлическая прессовочная установка
В основе действия механизма – давление. Специальная жидкость находится внутри особых цилиндров под сильным давлением. Именно поэтому она и называется гидравлической.
Конструкция и ее особенности
Пресс основан на взаимной работе двух цилиндров разных по размеру. Из той камеры, что имеет меньший размер, при увеличении давления происходит перевод жидкости в камеру с большим размером.
Взаимодействие этих цилиндров с поршнями, имеющими разный диаметр и составляет работу конструкции. Таким образом можно достигнуть сильного прессовочного эффекта.
Частное использование предполагает мощность инструмента от 10 до 15 тонн. Такого давления можно добиться, если использовать для основы бутылочный домкрат, имеющий ручной насос.
Вариант самодельного пресса для гаража можно увидеть на фото в интернете.
Домкрат и его особенности
Для изготовления гидравлического пресса чаще всего используют стаканный домкрат. Он имеет относительно небольшую стоимость и способен производить давление на уровне 20 тонн.
Есть два способа собрать гидравлический пресс на основе домкрата в своем гараже:
- Положение домкрата в основании механизма (прессование вверх)
- Положение домкрата вверху механизма (прессование вниз)
У домкратов есть параметр правильного положения. Эксплуатация некоторых домкратов исключает перевернутое положение. Поэтому перед тем, как начать работу, нужно убедиться в возможностях выбранного оборудования.
Чертежи
Перед началом работы над созданием гидравлического пресса настоятельно рекомендуется составить чертеж. Размеры всех деталей конструкции должны полностью совпадать, иначе при первом же использовании агрегата, конструкцию поведет в сторону.
Специалистами рекомендуется самостоятельно составить чертеж будущей системы, так как готовые варианты не всегда смогут удовлетворить владельца в плане габаритов, а также можно ошибиться с выбором типа домкрата. В таком случае будет упущена масса времени на подстройку системы к его параметрам.
Фото чертежей гидравлического пресса можно легко найти в интернете.
Пошаговая инструкция для самостоятельного создания гидравлического прессовочного оборудования.
Одним из основных действий, связанных с изготовлением гидравлического пресса своими руками является подготовка рамы. Она имеет название «станина» и именно внутри нее будет находиться будущий пресс. Ее прочность должна иметь некоторый запас, так как давление внутри станины осуществляется в обе стороны (и вверх, и вниз), поэтому существует вероятность того, что раму разорвет.
Первое, что необходимо сделать: нарезать все основные детали конструкции согласно чертежным данным. Нужно просверлить отверстия в конструкции. Далее устанавливается специальная пластина с помощью сварки.
Следующим действием является сборка модели. Монтирование домкрата в конструкцию – последний этап изготовки конструкции.
Для конструирования более надежной системы рекомендуется использовать швеллер и монтажные углы, а для более устойчивой работы пресса можно добавить переносную опорную балку.
Таким образом, самостоятельное создание пресса – это увлекательное занятие, которое не только позволит сэкономить на покупке нового оборудования, но и подогнать такие параметры как габариты и мощность инструмента под собственные потребности.
Фото пресса своими руками
 youtube.com/embed/UHYi4GNqgeE?rel=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/UHYi4GNqgeE?rel=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Также рекомендуем посетить:
501XL Настольный измельчитель. Руководство по эксплуатации машины. Установка, эксплуатация, обслуживание
БЕЗОПАСНОСТЬ И ИНСТРУКЦИИ ПО ЭКСПЛУАТАЦИИ
ИНСТРУКЦИИ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ И ЭКСПЛУАТАЦИИ EDLUND TOMATO LASER, модели ETL -316, -140 и -380 ПРОЧИТАЙТЕ И ПОНИМАЙТЕ ДАННОЕ РУКОВОДСТВО И ВСЕ ИНСТРУКЦИИ ПЕРЕД ЭКСПЛУАТАЦИЕЙ НАСТОЯЩЕГО ЛУЧА159 Industrial Parkway, Берлингтон,
Дополнительная информацияМеханический монтаж
Стр. -1-1. ВВЕДЕНИЕ И ЦЕЛЬ 1.1. Эта спецификация охватывает установку, тестирование и ввод в эксплуатацию механического оборудования. Работы выполнять совместно с производителем
-1-1. ВВЕДЕНИЕ И ЦЕЛЬ 1.1. Эта спецификация охватывает установку, тестирование и ввод в эксплуатацию механического оборудования. Работы выполнять совместно с производителем
Руководство по обслуживанию Rol-Lift
Руководство по техническому обслуживанию R 2000 серии Rol-Lift: T и E. Разработано Generic Parts Service. Это руководство предназначено для базового обслуживания и технического обслуживания подъемника для поддонов Rol-Lift.Домкраты, которые вы обслуживаете
Дополнительная информацияПРИВОД И ПРИВОДНОЙ ШКИВ
11 ЭЛЕКТРИЧЕСКИЙ ЧЕРТЕЖ ПРИВОДА И ПРИВОДНОГО ШКИВА ——————————————- —— 11-1 СЕРВИСНАЯ ИНФОРМАЦИЯ ————————————— ——— 11-2 УСТРАНЕНИЕ НЕПОЛАДОК ————————————- —————-
Дополнительная информацияКОМПЛЕКТ ДЛЯ ПЕРЕОБОРУДОВАНИЯ DANA 30 РУЧНОЙ СТУПИЦЫ
DANA 30 НАБОР 12194 ДЛЯ ПЕРЕОБОРУДОВАНИЯ СТУПИЦЫ РУКОВОДСТВА ПОЖАЛУЙСТА, ПРОЧИТАЙТЕ И ПОНИМАЙТЕ ВСЕ ИНСТРУКЦИИ ПЕРЕД НАЧАЛОМ РАБОТЫ Ваша безопасность и безопасность других автомобилистов очень важны. Ваш Jeep — внедорожник
Ваш Jeep — внедорожник
ИНСТРУКЦИЯ ПО УСТАНОВКЕ И ЭКСПЛУАТАЦИИ
ИНСТРУКЦИИ ПО УСТАНОВКЕ И ЭКСПЛУАТАЦИИ ПРЕДУПРЕЖДЕНИЕ О РИСКЕ ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОМ. ПОДКЛЮЧАЙТЕСЬ ТОЛЬКО К ЦЕПИ, ЗАЩИЩЕННОЙ ЦЕПЕЙ-ПРЕРЫВАНИЕМ ОТ ЗАЗЕМЛЕНИЯ. УСТАНОВКА УСТРОЙСТВА ДОЛЖНА БЫТЬ УСТАНОВЛЕНА КВАЛИФИЦИРОВАННЫМ ПРЕДСТАВИТЕЛЕМ СЛУЖБЫ.
Дополнительная информацияИнструкция по эксплуатации
Инструкции по эксплуатации Серия L 000 Катушки для шнура Номера моделей: L 000 L 0 0 L 0 BL 0 XL 00 LAXL 0 L 0 0 L 00 L 0 L 0 BL 0 0 XL 00 L 0 AL 0 X ВАЖНО Внимательно прочтите это руководство перед установкой,
Дополнительная информацияКАРТЫ СЛАЙНОЙ ПРОИЗВОДИТЕЛЬНОСТИ
РУКОВОДСТВО ПО УСТАНОВКЕ SLACK PERFORMANCE KARTS Благодарим вас за покупку шасси Slack Axiom 2013 года. Performance Mfg. Стремится предоставить вам самые лучшие шасси и компоненты на рынке сегодня. Ваше удовлетворение
Performance Mfg. Стремится предоставить вам самые лучшие шасси и компоненты на рынке сегодня. Ваше удовлетворение
ВАЖНЫЕ ПРАВИЛА БЕЗОПАСНОСТИ, СЛЕДУЮЩИЕ СЛЕДОВАТЬ
ПРЕДУПРЕЖДЕНИЕ. Средство для чистки полов и ковров. Любое оборудование может быть опасным при неправильной эксплуатации. ВЫ несете ответственность за безопасную эксплуатацию этого оборудования. Оператор должен внимательно прочитать и соблюдать
Дополнительная информация1.8 МАСЛЯНЫХ УПЛОТНЕНИЙ КОЛЕНВАЛА
РУКОВОДСТВО ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ СЕРИИ 60 1.8 МАСЛЯНЫЕ УПЛОТНИТЕЛИ КОЛЕНВАЛА Между каждым концом коленчатого вала и отверстиями в картере маховика и крышкой картера редуктора устанавливается масляное уплотнение для удержания смазочного масла в
. Дополнительная информацияКруглый корпус с боковыми портами
Блок управления рулевым управлением с гидроусилителем (SCU) Информация о запасных частях и ремонте Блоки управления рулевым управлением серии 5 001 Квадратный корпус с боковыми отверстиями Круглый корпус с боковыми отверстиями T E L RP Круглый корпус с концом
Дополнительная информация Поиск неисправностей. Насос
 Насос
Насос Поиск и устранение неисправностей насоса Неисправность Возможная причина Способ устранения Утечка масла в области водяного насоса коленвала Изношенная уплотнение коленчатого вала, плохой подшипник, рифленый вал, или отказ держателя о-кольца. Чрезмерный люфт коленвала
Дополнительная информацияИнструкции по сборке и эксплуатации
Инструкции по сборке и эксплуатации A Изделие 5885 West Van Horn Tavern Road Columbia, MO 65203 www.caldwellshooting.com Инструкция №1001667 Ограниченная гарантия Гарантия бесплатного использования каждого продукта Caldwell
Дополнительная информацияСравнение масляного скиммера типа трубки
Обзор процесса — нефтесборщики трубчатого типа Масло стекает по поверхности скиммера в отстойник, который подсоединен к бочке. Модель BG01 и BG34 или 6V Oil Skimmer 1. 0 или 3/4 Диаметр коллекторной трубки
0 или 3/4 Диаметр коллекторной трубки
— 2 — ВАЖНЫЕ НАПОМИНАНИЯ ПО БЕЗОПАСНОСТИ
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ ВАЖНЫЕ НАПОМИНАНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ Этот прибор следует использовать только для домашней уборки, как описано в данном руководстве пользователя.Перед началом работы с
убедитесь, что вы полностью поняли это руководство. Дополнительная информацияРУКОВОДСТВО ПО ПРОДУКТУ — M090
РУКОВОДСТВО ПО ПРОДУКТУ — M090, МОДЕЛЬ 203/266 ЭЛЕКТРИЧЕСКОЕ ОТКРЫВАНИЕ БАНКОВ 1 ПРЕДУПРЕЖДЕНИЕ ПО БЕЗОПАСНОСТИ: ОТРЕЗАННЫЕ КРЫШКИ БАНКОВ ИМЕЮТ ОБРЕЗНЫЕ КРАЯ. ПРИ ОБРАЩЕНИИ С КРЫШКОЙ РЕКОМЕНДУЕТСЯ ИСПОЛЬЗОВАТЬ ЗАЩИТНЫЕ ПЕРЧАТКИ ИЛИ ЩИПЦЫ. ВНИМАНИЕ! Во избежание риска
Дополнительная информация12. ЗАДНЕЕ КОЛЕСО / ТОРМОЗ / ПОДВЕСКА
12 12 12-0 СЕРВИСНАЯ ИНФОРМАЦИЯ. .. 12-1 ЗАДНИЙ ТОРМОЗ … 12-5 УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ … 12-2 ЗАДНИЙ АМОРТИЗАТОР … 12-8 ЗАДНЕЕ КОЛЕСО … 12-3 ЗАДНЯЯ ВИЛКА … 12-9 ИНФОРМАЦИЯ ПО ОБСЛУЖИВАНИЮ ОБЩИЕ ИНСТРУКЦИИ Когда установка
Электрическая мясорубка
Электрическая мясорубка РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ ПРЕДУПРЕЖДЕНИЕ: внимательно прочтите и усвойте все ИНСТРУКЦИИ перед использованием. Несоблюдение правил безопасности и других основных мер предосторожности может привести к серьезным последствиям. Дополнительная информация
ОБСЛУЖИВАНИЕ ЛИТЬЯ SUPERCHIPPER
ВВЕДЕНИЕ По своей конструкции ротор Superchipper плакирован литьем, который изнашивается во время дробления.Отливки изнашиваются с разной скоростью в зависимости от их расположения на роторе, скорости подачи материала, материала
. Дополнительная информация# 12 Профессиональные мясорубки
# 12 Профессиональные мясорубки MG-203100 (52021040) Руководство пользователя Благодарим вас и поздравляем с покупкой некоррозионной электрической мясорубки. Ваша кофемолка укомплектована всем
Ваша кофемолка укомплектована всем
Водяной насос Ford Model A
Ford Model A Water Pump Джордж Вашингтон Глава, Inc.3903 Old Lee Highway Fairfax, VA 22030 1 Содержание Введение / Технические характеристики .. 3 1. Осмотр и снятие водяного насоса. 4 а. Удаление ..
Дополнительная информацияПоиск и устранение неисправностей пожарного гидранта
Поиск и устранение неисправностей пожарного гидранта Пульсация или дребезжание при открытии и течении воды из гидранта. Ослабление штока на гайке нижней тарелки клапана. Затяните гайку нижней тарелки клапана и зафиксируйте фиксатором SS
. Дополнительная информацияУстановка кабельного барабана
20 Установка кабельного барабана ПРОТИВОБАЛАНС Нет Осторожно встряхните пружинную трубку TorqueMaster, чтобы намоточные валы выдвинулись примерно на 5 дюймов с каждой стороны. Для применений с одной пружиной не будет
Для применений с одной пружиной не будет
Передовая практика электродвигателей переменного тока
Если вы хотите узнать больше о передовых методах обслуживания оборудования или о техобслуживании и установке механического оборудования мирового класса, перейдите по ссылке в наш Интернет-магазин и ознакомьтесь с учебным курсом
. Дополнительная информацияРУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ РОТОРА ПОГРУЗЧИКА
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ РОТОРА ПОГРУЗЧИКА РУКОВОДСТВО ВЛАДЕЛЬЦА РОТОРА ПРЕДУПРЕЖДЕНИЕ ВАЖНЫЕ ИНСТРУКЦИИ И РЕКОМЕНДАЦИИ ПО БЕЗОПАСНОСТИ.Неправильное использование пейнтбольного оборудования может привести к серьезным травмам или смерти. БЫСТРОЕ РУКОВОДСТВО ПО УСТАНОВКЕ АККУМУЛЯТОР
Дополнительная информацияZ-привод CETAC в сборе
Руководство по замене узла Z-привода CETAC Номер детали 610144 Ред.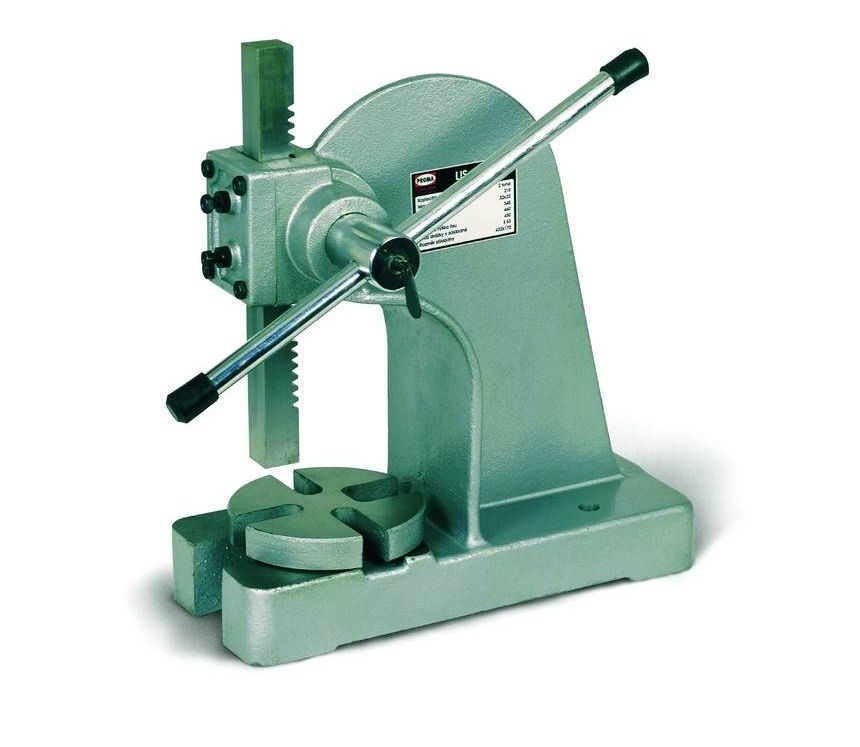 1, 2012 CETAC Technologies, напечатано в США Обзор В этом руководстве описаны необходимые шаги для замены узла Z-привода на вашем
1, 2012 CETAC Technologies, напечатано в США Обзор В этом руководстве описаны необходимые шаги для замены узла Z-привода на вашем
Пошаговая инструкция:
Ремонт резьбы свечей зажигания для головок цилиндров Ford Triton Пошаговые инструкции: идентификация Проверка установки Специально разработано и протестировано для 4.6L, 5.4L и 6.8L 2- и 4-клапанные головки,
Дополнительная информацияНАБОР ПОДУШКИ DYNA RIDER
-J0 REV. 0-0-0 НАБОР ПОДНОЖКИ DYNA RIDER ОБЩИЙ Комплект № 000 Модели Для получения информации о установке моделей см. Розничный каталог P&A или раздел «Детали и аксессуары» на сайте www.harley-davidson.com (на английском языке
). Дополнительная информацияИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
ИНСТРУКЦИИ ПО ЭКСПЛУАТАЦИИ МОДЕЛИ МАЛЫХ И БОЛЬШИХ БАНК MARIE BM1V И BM2V BEDIENUNGSANLEITUNG MODE D EMPLOI GEBRUIKSAANWIJZING ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ Rev3; 06. 01.2010 ВВЕДЕНИЕ Каждый товар King Edward —
01.2010 ВВЕДЕНИЕ Каждый товар King Edward —
СЛИВ СТАЛЬНОГО МАСЛА 15GAL С НАСОСОМ 110 В
СЛИВ СТАЛЬНОГО МАСЛА 15GAL С РУКОВОДСТВОМ ДЛЯ ВЛАДЕЛЬЦА НАСОСА 110 В ПРЕДУПРЕЖДЕНИЕ: внимательно прочтите и усвойте все ИНСТРУКЦИИ ПО СБОРКЕ И ЭКСПЛУАТАЦИИ перед работой.Несоблюдение правил техники безопасности и других элементарных правил техники безопасности
Дополнительная информацияSE-1200-EI. Руководство по эксплуатации и запчастям
SE-1200-EI Руководство по эксплуатации и деталям РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ SE 1200 EI Содержание 1. Руководство по установке 2. Инструкции по настройке 3. Инструкции по эксплуатации 4. Очистка 5. Поиск и устранение неисправностей 6. Руководство по запчастям 7. Электрическая часть
Дополнительная информацияAuto Sentry-eXP Техническое обслуживание
Auto Sentry-eXP Maintenance Процедуры обслуживания для Auto Sentry exp Диспенсер счетов Устройство чтения кредитных карт Приемник банкнот Диспенсер банкнот Обслуживание Диспенсер банкнот Проблема / причина Коды ошибок диспенсера банкнот
Дополнительная информацияЗаточка компаньона
Resharpening Companion 10950 Правильные углы, изображения и пошаговые инструкции Инструмент Resharpening Companion предназначен для использования в качестве руководства и краткого справочника, который поможет вам увеличить резкость. Он не предназначен для замены
Он не предназначен для замены
Замена водяного насоса Solstice / Sky
Замена водяного насоса Solstice / Sky Водяной насос на Solstice / Sky начинает нуждаться в замене на некоторых транспортных средствах. Это руководство поможет заменить водяной насос, пока двигатель еще находится в
. Дополнительная информацияЖим лежа — Википедия
Жим лежа (супажны тлак в лэху на ровне лавичи с велкоу чинкоу) je patrně nejznámější posilovací cvik rozvíjející svaly hrudníku a rukou.Cvik lze obměňovat (např. Různou šíří úchopu či náklonem lavice), a tím měnit zatížení jednotlivých svalových skupin.
Cvik se provádí v lehu na zádech na lavici. Činka je držena nadhmatem v napjatých pažích, palce kolem činky. Kontrolovaně se spustí k hrudníku na úroveň prsních bradavek a následuje Dynamický zdvih opět do napnutých paží. Pohyb musí být pomalý a plynulý. Stejně jako u jako u statních cvik, i u u le dležité správné držení těla. Pánev má být mírně podsazena a přitlačena k podložce a lokty rozvedeny do stran.Нохи йсу певне на земле. Opomenuta nesmí zůstat ani zásada správného dýchání — při spuštění činky nádech, se záběrem výdech.
U tohoto cviku JE nutná přítomnost spolucvičence, který zejména při větších vahách pomůže cvičícímu sundat činku ге stojanu, эля hlavně против případě potřeby zabrání Тому, абы činka při nemožnosti dalšího opakování zůstala cvičícímu ležet на hrudi. Tento cvik není vhodný pro úplné začátečníky.
Варианты úchopů [редактировать | редактировать здрой]
Жим лежа U cviku existsují tři varianty úchopů.Každý z nich zatěžuje zapojené svaly s různou intenzitou.
- Střední úchop v šíři ramen je základní držení činky při жим лежа. Tato optiona zatěžuje všechny uvedené svaly rovnoměrně.
- Úzký úchop aktivuje zejména úsek prsního svalu blíže začátku svalu při kosti hrudní a trojhlavý sval pažní.
- Широкий úchop přenáší účinnost a zatížení prsních svalů do stran, blíže k úponu.

Склон слит [редактировать | редактировать здрой]
- Základní cvik жим лежа на ровных лавинах.Je ovšem žádoucí zařazovat i cvičení na šikmé lavici, kdy je podle sklonu zapojována jiná část velkého prsního svalu.
- Tlak v lehu hlavou vzhůru více aktivuje horní část prsního svalu.
- Naproti Tomu tlak v lehu hlavou dolů zatěžuje hlavní dolní část velkého prsního svalu. Poloha hlavou dol je však nezvyklá a může ztěžovat prostorovou orientaci. To je další důvod, proč je nutná asistence spolucvičence.
Обмена с единообразными элементами [редактировать | редактировать здрой]
Pokud se místo s Velkou činkou cvičí se dvěma jednoručními činkami, prsní svaly se během cvičení účinněji protahují.
- F. Delavier: Posilování — anatomický průvodce
- Libor Kopecký: Posilování pro začátečníky i pokročilé
Руководство по жиму лежа для новичков
Жим лежа — это основное движение, которое каждый понедельник по всей Америке будет тренировать вас в коммерческих спортзалах. Не поймите меня неправильно, это отличный инструмент для наращивания мышц груди, рук и плеч. Это не только движение, которое есть у вас в ящике для инструментов.Но это не должно занимать большую часть вашего обучения.
Не поймите меня неправильно, это отличный инструмент для наращивания мышц груди, рук и плеч. Это не только движение, которое есть у вас в ящике для инструментов.Но это не должно занимать большую часть вашего обучения.
Каждый должен жать лежа, так же как каждый должен приседать и тянуть (или хотя бы знать, как это делать).
Итак, давайте поговорим о том, как безопасно увеличить силу с помощью жима лежа.
Numero Uno… разминка. Пожалуйста, пожалуйста, не заходите в спортзал, ставьте тарелку по обе стороны от перекладины и начинайте жим.
Отжимания, подтягивания, жима гантелей или взлет гантелей — вот лишь несколько примеров упражнений, которые можно выполнять для разминки.
Возможно, вам сойдет с рук не разминаться какое-то время, но, в конце концов, это вас настигнет.
Как настроить жим лежа
1. Возьмитесь за перекладину на ширине плеч. Узкий и широкий хват — хорошие упражнения, которые можно использовать в дополнение к стандартному жиму лежа, но ширина плеч до внешней стороны позволит вам занять сильную позицию. Это положение поможет защитить ваши плечи, грудные мышцы и сухожилия бицепса.
Это положение поможет защитить ваши плечи, грудные мышцы и сухожилия бицепса.
2. Сожмите штангу как можно сильнее.
3. Расположите глаза прямо под перекладиной.
4. Сожмите лопатки назад и вниз или «засуньте их в задние карманы». Представьте, что вы пытаетесь зажать скамейку между лопатками. Это защитит ваши плечи и закрепит вашу технику (сделает вас сильнее).
5. Согните спину. Нет, для спины это неплохо. Ваш позвоночник имеет естественный изгиб. Держите это так и используйте его, чтобы соединить ноги с верхней частью тела.
6.Либо подверните ноги, либо оставьте их перед собой. Но цель состоит в том, чтобы поднять бедра выше колен, чтобы вы могли перенести толчок ног на перекладину и помочь вам жать больший вес.
7. Сделайте глубокий вдох, наполняя живот, как при приседании, сожмите штангу и снимите ее С ПОМОЩЬЮ СПОТТЕРА. Вы когда-нибудь падали 100 фунтов на горло или на лицо? Не будь болваном. Лучшие лифтеры мира используют корректировщиков.
8. Дайте штанге осесть. Держите лопатки плотно сжатыми.Согните широчайшие, как будто делаете подтягивание. Начните эксцентрическое (нисходящее) движение с локтями под углом 45 градусов. Коснитесь планки чуть ниже линии сосков (или на нижней части спортивного бюстгальтера). Переверните штангу, держа локти в том же положении под 45 градусов.
Опять же, есть еще много технических аспектов, о которых я расскажу в следующих статьях, но это основы. Если вы можете это сделать, вы лучше, чем 90% посетителей спортзала Америки.
Как мне программировать жим лежа? Что ж, вы действительно можете следовать той же схеме повторений, которую я изложил для приседаний.Но я дам вам еще несколько примеров, которые могут заинтересовать вас.
Программа жима лежа для новичков
| сетов x повторений | % от 1 макс. Повторений | Пр. 200 # Bencher | |
| Неделя 1 | 3 × 15 | 65-70-80 | 120-140-160 |
| 2 неделя | 3 × 3 | 65-75-85 | 130-150-170 |
| 3 неделя | 3 × 1 | 75-85-95 | 150-170-190 |
| 4 неделя | 3 × 10 | 50 | 100 |
| 5 неделя | 3 × 5 | 65-75-85 | 130-150-170 |
| 6 неделя | 3 × 3 | 70-80-90 | 140-160-180 |
| 7 неделя | 3 × 1 | 90-95-100 | 180-190-200 + |
| Неделя 8 | 3 × 10 | 50 | 100 |
- Очень простая и эффективная программа для начинающих.

Продвинутая программа жима лежа
| сетов x повторений | % от 1 макс. Повторений | Пр. 400 # Bencher | |
| Неделя 1 | 5 × 5 | 65 | 260 |
| 2 неделя | 4X4 | 70 | 280 |
| 3 неделя | 5 × 1 | 50 | 200 |
| 4 неделя | 5 × 5 | 70 | 280 |
| 5 неделя | 4 × 4 | 75 | 300 |
| 6 неделя | 5 × 1 | 50 | 200 |
| 7 неделя | 5 × 3 | 65-70-75-80-85 | 260-280-300-320-340 |
| 8 неделя | 5 × 2 | 60-70-80-90-95 | 240-280-320-360-380 |
| 9 неделя | 5 × 1 | 50 | 200 |
| 10 неделя | 3 × 1 | 90-95-100 | 360-380-400 + |
- По аналогии с номерами программ, но ключевым отличием являются встроенные разгрузки (недели 3, 6 и 9). Это полезно для более продвинутых жимовиков, которые переносят более тяжелые веса. Организму нужно больше времени для восстановления после тяжелых нагрузок, поэтому недели отдыха необходимы.
 Это полезно для более продвинутых жимовиков, которые переносят более тяжелые веса. Организму нужно больше времени для восстановления после тяжелых нагрузок, поэтому недели отдыха необходимы.
Это полезно для более продвинутых жимовиков, которые переносят более тяжелые веса. Организму нужно больше времени для восстановления после тяжелых нагрузок, поэтому недели отдыха необходимы.Фотография Автор: Кен Хикс и Elite FTS.
Настольная закаточная машина для банок с канюлями |
Cannular — это ручная закаточная машина для банок, которая проста в использовании, надежна и красиво проста.
Cannular — это ответ, независимо от того, являетесь ли вы пивоварней, предлагающей баночное пиво на вынос, или домашним пивоваром, желающим сохранить свежесть своих творений и полностью защитить их от света.Этот настольный аппарат — один из самых компактных и простых в использовании закаточных машин для банок, которые вы найдете. Для работы с Cannular требуется только один человек, и на сшивание каждой банки требуется примерно 5 секунд. Благодаря команде из двух человек, одному фасовочному и одному закаточному, Cannular становится подходящим вариантом для нано-пивоварен, производящих небольшие партии консервов.
Операция:
Прелесть Cannular заключается в том, насколько по-настоящему проста в использовании. Имея всего три точки управления, вам понадобится всего несколько минут, чтобы ознакомиться с машиной. Процесс склейки следующий:
- Закройте банку крышкой и поместите банку на распорку стола .
- Поверните рычаг платформы по часовой стрелке, чтобы поднять банку на закаточную машину
- Нажмите кнопку, чтобы включить машину и начать прядение банки .
- Отодвиньте рычаг закатки от себя и удерживайте 1-2 секунды
- Потяните рычаг на себя и удерживайте 1-2 секунды
- Нажмите кнопку, чтобы выключить машину и остановить вращение банки
- Поверните рычаг платформы против часовой стрелки, чтобы опустить таз

Вот и все!
Строительство:
Cannular был спроектирован таким образом, чтобы быть компактным, прочным и безопасным для работы во влажной среде.Платформа изготовлена из нержавеющей стали марки 304, поэтому независимо от того, насколько грязной становится ваша консервная банка, не нужно беспокоиться о ржавчине или порче. Корпус агрегата изготовлен из кованого листового металла и скреплен винтами из нержавеющей стали. Резиновые ножки предотвращают скольжение и скольжение устройства во время использования. Кроме того, Cannular имеет встроенные кронштейны возле ножек, поэтому у вас есть возможность установить машину на стойку или стол. Cannular получает питание 24 В постоянного тока через розетку Андерсона, расположенную на задней панели.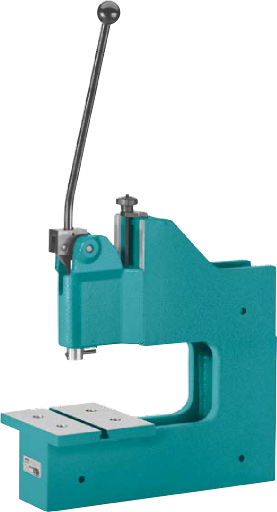 Это более низкое напряжение было выбрано специально, чтобы сделать устройство максимально безопасным для использования во влажной среде.
Это более низкое напряжение было выбрано специально, чтобы сделать устройство максимально безопасным для использования во влажной среде.
Мощность:
Как отмечалось выше, Cannular поставляется с розеткой Anderson 24 В постоянного тока, расположенной на задней панели устройства. Однако в комплект не входят шнур и вилка. При покупке устройства у вас есть возможность соединить его либо с источником питания с вилкой 110 В (CAN101), либо с шнуром длиной 6 футов с вилкой Anderson и зажимами типа «крокодил» (CAN102).Блок питания прямолинейный и позволяет включать устройство в стандартную розетку на 110 В. Зажимы типа «крокодил» позволяют питать устройство от аккумулятора и даже могут использоваться с аккумуляторной батареей 18 В. Это, безусловно, самый доступный вариант питания Cannular, и мы обнаружили, что за одну зарядку аккумулятора можно сшить до 200 банок. Почему банки?
Так почему можно , когда можно бутылки ? Несомненно, за последние несколько лет консервирование становится все более популярным форматом упаковки пива среди крафтовых пивоварен, и не без оснований. Алюминиевые банки не только более экологичны, чем бутылки, поскольку банки требуют меньше энергии для транспортировки и переработки, они также намного лучше защищают качество пива. В то время как бутылки пропускают свет, что приводит к скунсу, алюминиевые банки обеспечивают 100% защиту от ультрафиолета и других длин волн света, которые вредны для пива. До сих пор ведутся большие споры о том, лучше ли банки или бутылки сохраняют пиво свежим, но, если все сделано правильно, банки теоретически являются лучшим вариантом.Когда корончатая крышка обжимается на бутылке, подкладка крышки может образовывать несовершенное уплотнение на бутылке, позволяя проникать небольшому количеству кислорода и выходить небольшому количеству CO2. Со временем это может привести к окислению пива и потере карбонизации. С другой стороны, банки со швом образуют гораздо лучшее уплотнение, которое может предотвратить эти проблемы. Конечно, важно убедиться, что перед наполнением баллончик очищен от кислорода и что крышка баллона закрыта пеной для удаления кислорода из свободного пространства.
Алюминиевые банки не только более экологичны, чем бутылки, поскольку банки требуют меньше энергии для транспортировки и переработки, они также намного лучше защищают качество пива. В то время как бутылки пропускают свет, что приводит к скунсу, алюминиевые банки обеспечивают 100% защиту от ультрафиолета и других длин волн света, которые вредны для пива. До сих пор ведутся большие споры о том, лучше ли банки или бутылки сохраняют пиво свежим, но, если все сделано правильно, банки теоретически являются лучшим вариантом.Когда корончатая крышка обжимается на бутылке, подкладка крышки может образовывать несовершенное уплотнение на бутылке, позволяя проникать небольшому количеству кислорода и выходить небольшому количеству CO2. Со временем это может привести к окислению пива и потере карбонизации. С другой стороны, банки со швом образуют гораздо лучшее уплотнение, которое может предотвратить эти проблемы. Конечно, важно убедиться, что перед наполнением баллончик очищен от кислорода и что крышка баллона закрыта пеной для удаления кислорода из свободного пространства. Если не считать всей «научной штуки», банки на просто безопаснее. Отправляйтесь в поход с пивом, в поход или у бассейна и будьте уверены, что битое стекло не испортит вам день!
Если не считать всей «научной штуки», банки на просто безопаснее. Отправляйтесь в поход с пивом, в поход или у бассейна и будьте уверены, что битое стекло не испортит вам день!
Технические характеристики:
- Мощность: 250 Вт 24 В постоянного тока
- Номинальная скорость: 3300 об / мин
- Передаточное число коробки передач: 9,8: 1
- Размеры: 14 дюймов x 9 дюймов x 19,5 дюймов
- Вес: 40 фунтов
* Обратите внимание: распорка стола, входящая в комплект Cannular, специально разработана для использования алюминиевых банок Can Fresh емкостью 500 мл, а это 167 банок.8 мм в высоту и 52,4 мм в диаметре. См. Ниже в разделе «Возможно, вам также понадобится» дополнительные распорки стола, которые можно приобрести, чтобы сделать закаточную машину совместимой с банками емкостью 330 мл.
** Примечание 2: Когда вы получаете канюль, ролики были установлены и протестированы на заводе. Для 100 000 банок регулировка не требуется. Стол, однако, не отрегулирован, и его правильная установка очень важна для получения надлежащего уплотнения.Испытания Cannular показывают, что фактическое перекрытие 0,4 мм (0,015 дюйма) — это все, что необходимо для герметизации до 90 фунтов на квадратный дюйм. Надлежащее натяжение стола требует небольшой практики и может потратить впустую несколько банок, чтобы набрать его. Как только вы научитесь правильному повторная регулировка натяжения выполняется очень быстро и легко. Вы хотите, чтобы натяжение было сильным, но не настолько сильным, чтобы в банке образовалась вмятина. Для правильной регулировки натяжения используйте банки на высоте, равной вашей высоте, наполненной водой.
Жим лежа Насыл Япылыр
Жим лежа ağırlık salonunda çalışan sporcular arasındaki en popüler egzersizlerden biri. Üst vücudunuzu çalıştırmak için en iyi egzersiz ve doğru bir şekilde yapıldığı zaman tüm Performansınızı arttırıp, размер büyük faydalar sağlayacaktır.
Жим лежа Hangi Kasları Çalıştırır?
Скамья пресс göğüs, tricepsler, ön omuzları, ön kolları Aktif бир şekilde çalıştırmasının yanında boynunuzu ве Юк Altina giren vücudunuzu desteklemek zorunda калан Tüm Сирт kaslarınızı Айни Zamanda, köprü görevi Горен Бакак ве kalçalarınızı да dolaylı olarak çalıştırıyor.
Жим лежа Nasıl Yapılır?
Başlangıç
1) Benche rahat ve sırtınız düz bir şekilde uzanın. Belinizin altı anatomik yapısı nedeniyle hafif kavisli olacak. Gözünüz barı başparmakla tuttuğunuz tarafın tam hizasına denk gelmeli; iki ayağınızla — güç alacağınız topuklarınız dahil- yere basmalısınız ve omuz genişliğinde açtığınız bacaklarınız uyluk kemiğinizle simetrik bir hizada olmalı.
2) Kürek kemiklerinizi birbirlerine olabildiğince yaklaştırın, böylece sırtınız geri gidecek ve göğüsleriniz öne çıkacak.Бу omuzlarınızın hareket sırasında öne çıkmasını da engelleyecektir.
3) Barı kavrayan iki eliniz arasında 55-70 santim mesafe olmalı. Mesafe daraldıkça трицепс, mesafe arttıkça göğüsler daha çok çalışır. Mesafeyi tam olarak şöyle ayarlabilirsiniz. Benche uzanın, Boş barı alın ve göğsünüze kadar indirin. Бар там göğsünüze değdiği an ön kollarınız yerle aynı hizda, yani dik olmalı. Бу şekilde genişliği ayarlayıp tutmanız gereken yeri anlayabilirsiniz.
Mesafe daraldıkça трицепс, mesafe arttıkça göğüsler daha çok çalışır. Mesafeyi tam olarak şöyle ayarlabilirsiniz. Benche uzanın, Boş barı alın ve göğsünüze kadar indirin. Бар там göğsünüze değdiği an ön kollarınız yerle aynı hizda, yani dik olmalı. Бу şekilde genişliği ayarlayıp tutmanız gereken yeri anlayabilirsiniz.
4) Bar elinizin en altında, ön kol kemiklerinin tam üstünde durmalı.Barı asla avuç içinin üst tarafında tutmayın. Böylece kollarınızdan gelen güç bileğinizin etkisine girmeden direk bara aktarılacak. Даха сонра parmaklarınızla barı kavrayın. Başparmağınızla barın diğer tarafını kavramayı asla ihmal etmeyin. Aksi takdirde bar elinizden düşüp çok ciddi bir tehlike yaratabilir! *** ok Önemli ***
Doğru Yanlış
Barı Rackten Çıkarış ve Aşağı İniş
1) Barı Rackten çıkarırken dirseklerinizin dik ve kilitli olması çok önemli.Асла bükük dirseklerle barı Rackten çıkarmaya kalkmayın yoksa barı düşürebilirsiniz.
2) Daha sonra kollar yere tamamen dik durumda, barı göğüs memelerinizin hizasına gelene kadar kendinize doğru çekin. Dirsekleriniz hala kilitli olmalı.
Dirsekleriniz hala kilitli olmalı.
3) Derin nefes alın ve tutun.
4) Бара бакмайын, таванда сабит бир ноктая одакланин. Ve barın kontrollü bir şekilde aşağı inmesini sağlayın. Aşağı indiği sırada bar mutlaka göğüslerinize dokunmalı ama asla sert bir şekilde çarpmamalı veya göğüslerinize çarptırıp barı kaldırmak için hız kazandırmaya kalkmamızısısıs.*** ok Önemli ***
5) Бар там мем учларина деğмели ве бу ноктада аз önce tutuş mesafesini ayarldığınız için ön kollarınız yere tamamen dik bir hizada olmalı.
6) Bu noktada dirsekleriniz ise vücudunuzla 45 derecelik açı yapmalı, 90 derece değil. Яни dirsekleriniz omuzlarınızla paralel olmamalı.
Yukarı Kalkış ve Barı Racke Geri Koyuş
1) Tavanda sabit bir noktaya bakarak boynunuzla benche bastırmadan ve kalçalarınızı kaldırmadan barı kontrollü bir şekilde yukarı kaldırın.
2) Barı kaldırırken hizayı şaşırmamaya, yani barı boğazınıza veya yüzünüze doğru değil, göğüs hizasına doğru kaldırmaya dikkat etmelisiniz.
3) Dirsekleriniz kilitlendiği an nefesinizi verin. Artık nefes alarak yeni bir tekrara hazırsınız. Сын tekrarda, dirseklerinizi kırmadan barı rake yerleştirin.
Sıklıkla Yapılan Жим лежа Hataları
1. Başparmaı Kullanmadan Barı Kavramak
Aksi takdirde tutuşunuz sağlam olmaz ve bar elinizden kayıp düşerek çok büyük bir tehlike yaratabilir.Mutlaka başparmağınızı kullanın.
2. Yanlış Tutuş ve Bilein Bükülmesi
Eğer barı avuç içinin üst kısmına, yani parmaklara yakın tutarsanız, ağırlık bileklerinizi büker. Böylece sakatlanabilir veya bilek ağrısı çekebilirsiniz. Barı avuç içinizin alt kısmına yerleştirin. Bilekleriniz düz olmalı. Eğer aşağıda soldaki resimdeki gibi bileklerinizi bükerseniz bütün ağırlık bileklerinize biner ve sakatlanırsınız.
Yanlış Doru
3.Omuzların Öne ıkması
Bench sırasında kürek kemiklerinizi birbirlerine yaklaştırmazsanız omuzlarınız öne çıkar ve göğsünüz aşağı iner. Бу omuzlarınızın sakatlanma riskini arttırır. Omuzlarınızı sıkı tutmalısınız ve barı dirseklerinizle kaldırıp indirmelisiniz.
Бу omuzlarınızın sakatlanma riskini arttırır. Omuzlarınızı sıkı tutmalısınız ve barı dirseklerinizle kaldırıp indirmelisiniz.
4. Boyunla Benchi İtmek
Barı kaldırırken boynunuzla benchi itip destek almayın. Бу, boynunuzu sakatlamanın kusursuz bir yolu.
5. Barı Göğüs Hizasına Kadar İndirmemek
Ne yazık ki bazı kişiler bilmedikleri için veya arkadaşlarına nasıl ağır çalıştıklarını göstermek için жим лежа yaparken barı göğüs hizasına kadar indirmiyor.Oysa бу hareketin en etkili kesimini iptal ediyor ve egzersizden alacağınız verimi büyük oranda azaltıyor.
6. Barı Göğüs Hizasından Ayırmak
Barı kaldırıp indirirken dalgınlık veya dikkatsizlik sonucu göğüs hizasında olması gereken rotasından çıkarıp boyuna veya yüzünüze doğru kaldırıp, indirmeyin. Bu barın gitmesi gereken mesafeyi arttırır ве hareketten aldığınız verimi azaltır.
7. Barı Bükülmüş Kollarla Rackten ıkarıp-Takmak
Kollarınızın en güçlü olduğu an dirseklerin düz ve kilitli olduğu an. О yüzden barı Rackten çıkarırken veya takarken kollarınızın kilitli ve düz olmasına mutlaka önem verir. Yoksa bar elinizden düşebilir. Сын tekrarda yapılan bir başka hata da barı direk rake doğru kaldırmak. Barı бир sonraki tekrarı yapacakmış gibi uygun noktaya kaldırıp dirsekleri kilitlemeli ве sonra rake götürmelisiniz.
О yüzden barı Rackten çıkarırken veya takarken kollarınızın kilitli ve düz olmasına mutlaka önem verir. Yoksa bar elinizden düşebilir. Сын tekrarda yapılan bir başka hata da barı direk rake doğru kaldırmak. Barı бир sonraki tekrarı yapacakmış gibi uygun noktaya kaldırıp dirsekleri kilitlemeli ве sonra rake götürmelisiniz.
8. Dirsekleri Vücuda Paralel Tutmak
Yukarıda açıkladığım ve resimde gördüğünüz gibi bar göğsünüze değdiği an dirsekleriniz vücudunuzla 45 derecelik bir açı yapmalı.Dirseklerinizin vücudunuzla paralel olması göğüsleri biraz daha fazla çalıştırıyor ama omuzlarınıza da çok daha fazla yük bindiriyor ve omuzların sakatlanma ihtimali yükseliyor.
9. Barı Düz Bir Hizada İndirip Kaldırmamak
BARI «Я» harfi Gibi Düz Bir Hiza yerine J, S, L şeklinde Veya BAŠKA Bir türlü indirip kaldırmak Sadece hareketin mesafesini arttıracak, eklemlerin Veya kasların, özellikle де omuzların zayıf noktalarına Baski yapacak ве sakatlanma riskini arttırdığı Gibi verim almadığınız Halde hareketi zorlaştıracaktır.Eğer uğraşmanıza ramen barı düz indirip kaldıramıyorsunuz ağırlığı azaltın. Сын tekrarda ağırlığı yine düz olarak yukarı kaldırın, dirseklerinizi kilitleyin ve oradan rake götürün. Racka doğru çapraz yaparak kaldırmayın.
10. Kalçaları Benchden Kaldırmak
Bu hareketi kolaylaştırsa da, sırtınıza fazlasıyla yük biner ve sakatlanabilirsiniz.
11. Янлыш Бакак Дурушу
1. resimdeki gibi ayaklarınız topuk dahil yere sağlamca basmalı ve yere dik uzanmalı.Aslına bakarsanız ayaklarınızla yere oldukça sağlam basmalısınız. Vücudunuz ayaklarınızdan omuzunuza kadar sımsıkı durmalı ве böylece sinir sisteminiz çok daha fazla güç üretebilir.
Vücudun üst kısmı ağırlığı kaldırırken, yere sağlam basan ayaklar vücudun alt kısmını dengede tutar. Вэ böylece tüm hareketin bozulmasını engeller. Eğer ayaklarınızı çok geriye basarsanız beliniz bükülür. Eğer fazla ileri götürürseniz dengeniz bozulur.Son resimdeki gibi kimi sporcular alt vücudun desteğini kesip hareketi daha zorlaştırmak istiyorlar.Бу gereksiz ве sakatlanma riskini yükselten bir duruş.
Doğru Yanlış Yanlış
Yanlış
Жим Чешитли Тактиклери
Buradaki bazı basit taktiklerle Bench Press’ten alacağınız verimi artırabilir ve sakatlanma riskinizi azaltabilirsiniz.
1. Жим лежа обратным хватом
Reverse Grip yani ters tutuş Bench Press yaparken barı avuçlarınız yüzünüze dönük şekilde ters tutuyorsunuz.Bir çok insan ters tutuş жим лежа’i bir triceps egzersizi sanıyor ama aslında ters tutuş çok iyi bir üst göğüs egzersizi…
Araştırmalara göre Жим лежа на наклонной скамье düz bench press’e göre üst göğüs kaslarını sadece% 5-10 daha fazla çalıştırırken ters tutuş lojing tam% 30 daha fazla çalıştırıyor.
Eğer tek çalışıyorsanız ve barı Rackten kaldırmak zor geliyorsa önce düz tutuşla indirip göğsünüze gelince ters tutuşa geçebilirsiniz. Ayrıca egzersizin üst göğsü direk etkilemesi için omuz genişliğinden biraz daha geniş tutmanız daha iyi olur.
2. Жим лежа Япаркен Дирсек Позиёнунун Эткиси
Жим лежа yaparken çalışan kaslar göğüs, triceps (arka kol) ve anterior deltoid (ön omuz) kasları. Hareket sırasında dirseğinizin pozisyonu bu kasların ne kadar çalıştığını ve aynı zamanda omuz kapsülüne ne kadar yük bindiğini belirliyor. Sakatlanmamak ве hareketten ан iyi verimi almak için dirseğinizi doğru pozisyonda tutmalısınız.
Dirsekler Dışarıda
Bu şekilde göğüs kasları harekete en fazla katkıyı yapar ve ve ön omuz kaslarının harekete etkisi azalır.Яни göğüsler en çok bu pozisyonda çalışır. Ама не вар ки бу pozisyonda omuz kapsülüne çok fazla баски oluşur. Bench Press sırasında omuz sakatlıkları genelde bu pozisyon yüzünden meydana gelir.
Dirsekler İçeride
Dirsekler vücudunuza ne kadar yakınsa göğüs kasları o kadar az çalışır ve ön omuz kasları harekete daha çok katkı sağlar. Бу, tricepslerin de harekete katkısını arttırır.
Dirsekler 45 derecede açıda
Bench Press sırasında dirsekleri 45 derecede tutmak en fazla kuvveti sağlayacaktır çünkü göğüs, omuz ve tricepsler hepsi harekete önemli oranda katkı sağlar.Bu pozisyon omuz kapsülü üzerindeki yükü de azaltır ve sakatlanma riskini düşürür. O yüzden Bench Press yaparken bu pozisyonu kullanın.
3. Kollarınız Kısaysa Жим лежа Йерине Гантель Жим лежа Yapın
Kollarınız kısaysa ve göğüs kafesiniz genişse normal Bench Press’ten çok fazla verim alamayabilirsiniz çünkü egzersizin hareket menzili kısalır. Böyle bir vücut tipiniz varsa yapmanız gereken Dumbell Bench Press veya Incline Press. Ünkü böylece ağırlığı daha aşağı indirip hareket menzilini arttırabilirsiniz…
4.Dirsek veya Omuz Ağrısına Karşı Жим лежа на наклонной скамье Yapın
Eer Bench Press yaparken omuzlarınızda veya dirseklerinizde ağrı ya da acı hissediyorsanız, sehpanın altına 3 tane 10 KG ağırlık plakası koyun ve açıyı hafif yükseltin. Böylece под ним göğüslerinizi daha iyi çalıştıracak, подол де dirseklerinizdeki yükü azaltacaksınız… Ben şahsen bu yöntem sayesinde sağ dirseğimdeki bir ağrıdan kurtuldum ve Cep telefonunuza бир uygulama indirerek Bench Press sehpasının eğimini ölçebilirsiniz.
5. Omuzlarınızı Korumak İçin Smith Makinesinde Bench Press Yapmayın
Hepimiz sanırım serbest ağırlıklarla Bench Press yapmanın, Smith Makinesinde Bench Press yapmaya göre çok daha etkili olduğunu, daha fazla kas ve kuvvet artışına neden olduğunu biliyoruz. Serbest ağırlıklarla çalışırken barı dengede tutmak için pek çok kas çalışır ama Smith Makinesinde böyle bir olay yok. Ама Смит Makinesinden uzak durmak için başka nedenler de var.
Жим лежа Smith Makinesinde yaparken ağırlığı makine стабилизация eder.Böylece omuz стабилизайону sağlayan каслар месела маншет каслары hareketi yaparken ağır çalışmak zorunda kalmaz. Bu da, kaslar arasında dengesizliğe yol açar ve sakatlığa neden olabilir.
Ünlü терапевт Пол Чек bu duruma «Aşırı Yük Sendromu» diyor ve sevenerlerde Smith Makinesinde Bench Press yapmanın omuz sakatlıklarının yaygın nedenlerinden biri olduğunu anlatıyor.
Check ’göre« Smith Makinesini sürekli kullananlar Aşırı Yük Sendromuna yakalanıyor. Bir obje ne kadar sabitse bu sendroma yakalanma riskiniz o kadar fazla.Çünkü sürekli aynı sabit hizada çalışmak sürekli aynı каслара, тендонлара, ligamentlere ве eklemlere баски yapıp önce mikro-travmaya sonra da zamanla sakatlığa neden oluyor.
Son olarak, omuzlarımızın mekanik yapısı gereği, serbest ağırlıkla Bench Press yaptığımız zaman vücut barın hizasını daha etkili bir hareket için bir nebze değiştirir. Fakat Smith Makinesini eklemin bu şekilde etkili hareketine izin vermez ve omuzlara gereksiz yere zararlı yük bindirir. Kısaca Smith Makinesinden uzak durun.Аз ağırlıkla ama serbest ağırlıkla çalışıp zamanla arttırın.
Ayrıca Bakınız:
Жим лежа Platosunu Aşmak İçin 10 İpucu
Bench Press ve Omuz Ağrısı
10 Haftalık Bench Press Programı
Hiç Duymadıınız 6 Жим лежа eşidi
ınav, жим лежа и жим над головой egzersizleri ne yazık ki çoğu insan tarafından yanlış uygulanıyor.
Normalde bu hareketlerle göğüs kasları, omuz kasları çok iyi şekilde geliştirilebilecekken, bir de yanlış uygulama sonucunda sakatlıklar yaşanıyor.
Bu duruma düşmemek için hareketlerin formlarını iyi öğrenmeliyiz. Жим лежа Пеки, жим над головой ve şınav doğru şekilde nasıl yapılır?
Bu videoda öğrenecekleriniz:
- Sağlıklı ve güçlü şekilde itme nasıl yapılır?
- Жим лежа ве şınavda omuz sağlığını korumak için doğru teknik nasıl yapılır?
- Жим лежа и жим над головой egzersizleri ile göğüs ve omuz kasları nasıl geliştirilir?
- Жим лежа nasıl artırılır?
- ınav sayısı nasıl artırılır?
ınav çekmek hemen hemen herkes tarafından bir şekilde yorumlanabilir, şınav oldukça yaygın bilinen bir egzersiz.
Ancak ne yazık ki yaygın şekilde yanlış yapılıyor.
ınav çekerken göğsünüz yere değebilmeli. Doğru formu yapmazsanız göğsünüz asla değmez, kafanız çarpar. Айрыджа бу форма омуз ичин де техликелидир.
Dirseklerin yana dikkatli şekilde açılması lazım. Kürek kemiklerinin doğru şekilde kullanılması lazım.
Eğer hiç şınav çekemiyorsanız, bunu adımlamanız lazım.
Direk yerde şınav yapmak yerine, dizlerinizi koymaya çalışın.Dizlerinizi koydunuz olmadı, biraz yükseklikte şınav yapmaya çalışın. Bu da mı olmadı, duvara karşı şınav yapın. Ама бир şekilde yapın.
Sonra bu adımları teker teker atlatarak yerde nizami şınav yapmaya başlayacaksınız.
ınav çekemeyenler Hangi faydalardan mahrum kalıyor?
- Şınav temel bir göğüs ve kol kası egzersizidir. Güçlü kollar, triceps kası ve geniş göğüsler hem estetik açıdan çok önemlidir; Hem de göğüslerin zayıf olması birçok itme zayıflığını beraberinde getirebilir.
- ınav itmenin mimik edildiği bir egzersizdir. Örnein araba iterken, güreş gibi sporlarda rakibi iterken şınav büyük avantaj sağlayacaktır. Bu faydası Bench Press gibi egzersizlerle giderilemez, zira şınav daha farklı bir kinetik zincir içinde çalışır.
- Başta zor gelse bile aslında kolaydır, pratiktir, her yerde yapılabilir. Hızlı güçlendirilebilir.
Öncelikle hiç çekemeyenler önce yukardaki adımları yapmalı.
Bunun ardından, diyelim 2-3 tekrar yapabiliyorsunuz.Bu sayıyı nasıl artırabilirsiniz?
Bunun yanıtı elbette zaman, ama bu süreci hızlandırmak için birkaç teknik kullanabiliriz:
- Her gün yapın! Ancak tükenişe gitmeden! Örnein kendinize bir sayı belirleyin, diyelim 10. 10 tekrar şınavı birkaç sette çıkarmayı hedefleyin. Ancak hiçbir sette sonuna kadar gücünüzü tüketmeyin. 3 yapabiliyorsanız maksimum, 2 yapın, 1 yapın, dinlenin 1 yapın. İyice dinlenin 2 yapın. 1 япын. 10’a tamamlayın veya gücünüz daha çoksa bu sayı 20-30 da olabilir.Amaç tükenmeden dinlene çalışma hacmi yüklemek.
- Elinizin altında bir mat bulunsun, gelip giderken 2-3 tane şınav yapın, hacim yüklemiş olursunuz. Zamanla çok daha fazla yapabiliyor olacaksınız.
- Göğüs ve kol kaslarınızı güçlendiren diğer egzersizleri de uygulayın.
- Doğru tekniği ile yapın. Bozuk formda yapmaktansa hiç yapmayın. Yanlışı öğrenmek yerine dizlerinizi koyarak devam edin. Ама доğру итмейи бозмайын. Vücudunuzun sıkılığı kaybolmasın.
- Negatif (эксцентричный) tekrarları da kullanın.Яни kendinizi yere doğru yavaş yavaş indirin. Laps diye direk kendinizi yere vurmayın.
Aşağıdaki video ile birçok farklı şınav çeşidini görebilirsiniz, bunları da çeşit çeşit her yerde yapabilirsiniz:
Жим лежа Nasıl Yapılır?
Öncelikle жим лежа yapmadan önce şınav yapmayı bilmemiz lazım. Aynı prensipleri kullanacağız ama biraz daha geliştireceğiz, çünkü işin içine bench gibi, barbell gibi ekipmanlar da giriyor artık.Kontak noktaları artıyor yani.
Жим лежа her ne kadar bir itiş egzersizi olsa da bu egzersizde omurganızın pozisyonu, sırtınız, kalçanız ve bacaklarınız da aktif bir şekilde rol oynuyor.
Жим лежа Kurulumu ve Doğru Formu
Жим лежа kurulumu az önce de bahsettiğim gibi жим лежа sadece göğüs omuz ve triceps kaslarınızla değil, tüm vücudunuzla uygulamanız daha iyi bir performanceans ve kas gelişimi elde olaktmenıden ne.
Doğru form için adım adım kurulum:
- Bench sehpasına yatın ve barı en rahat ve en güçlü olduğunuz açıklıkta tutun. Бу açıklık, бар göğsünüze indiğinde dirseklerinizin zemine dik indiği pozisyon olacaktır.
- Barı tuttuktan sonra kendinizi barın arkasına çekin, daha sonra tekrar ileri gidip önce scapulanızı sıkarak omuzlarınız benche yerleştirin. Daha sonra kalçanızı olabildiğince kendinize çekin ve benche yerleştirin.
- Bir önceki Adım sayesinde натюрель бир арка aldınız, şimdi yapmanız gereken AER # 1’de öğrendiğiniz Gibi Вальсальвы manevrası Ил nefesi karnınıza Almak в склонная кобра egzersizinde öğrendiğiniz Gibi latlarınızı (kanatlarınızı) Aktif ederek Bari rackten Алинь.
- Barı Rackten aldıktan sonra başlangıç noktasına getirin. Başlangıç noktası omuzlarınızla aynı düzlemdir.
- Barı göğsünüzün altına indirirken j motion (j hareketi) ile indirmeye dikkat edin. Яни barı omzunuzla aynı düzlemde indirip dirseklerinizi yana açarak sakatlanmak yerine, dirseklerinizi kendinize doğru kapatın ve naturel olarak nereye iniyorsa barı oraya indirin.
- Barı indirdikten sonra göğsünüzde 1 saniye bekleyin ve kalçanızı kastıktan sonra barı yukarıya doğru j motionın tam tersi şekilde başlangıç poziyonuna patlayıcı bir şekilde geri itmelisin.
- Dirseklerinizi tam kitleyerek yavaşça barı rake geri yerleştirin.
Жим лежа için Asistan Egzersizler
Asistan egzersizleri amacınıza ve zayıf olduğunuz bölgelere göre seçmeniz uzun vadede size çokardımcı olacaktır.
Жим лежа Eer barı göğsünüzden çıkarmakta zorlanıyorsanız, omuzlarınız güçsüz demektir, жим над головой , подъем в стороны gibi omuz egzersizleri ile omuzlarüinizındı.
Эгер бар göğsünüzden рахат çıkıyor ancak yolun ortasında takılıyorsa göğsünüz yeterince güçlü değil demektir, yapmanız gereken göğsünüzü güçlendirmek, Spoto пресс , гантелей Жим , гантелей летать , Провалы Gibi egzersizleri antrenmanınıza ekleyebilirsiniz.
Eğer takıldığınız nokta kilitlemeye en yakın nokta ise tricepslerinizi güçlendirmeniz gerekmektedir. Bunun için разгибание на трицепс varasyonlarını uygulayabilirsiniz.
Жим лежа Kaçış Taktiği
PR denemesi dışında hiçbir Заман% 100 Efor Ile çalışmanızı tavsiye etmem ама Эгер kaldırabileceğiniz бир ağırlığı kaldıramazsanız yapmanız gereken Тек şey Bari yavaşça göbeğinize Doğru indirmek ве oradan да doğrularak Bari yavaşça kasıklarınıza, oradan bacaklarınıza, oradan да скамейка sehpasına sürmeniz.
Жим лежа Nereyi Çalıştırır?
Жим лежа temel olarak göğüs, omuz ve kol kaslarını çalıştırır.Göğüs, omuz ve kol kaslarının anatomisi için menüden egzersizler sekmesinden bu kas gruplarının sayfasını inceleyebilirsiniz.
Пресс над головой Nasıl Yapılır?
Dikey itiş modelinde ustalaşabilmek için yapabileceğiniz en iyi ve en temel egzersiz, military press diye de bilinen ayakta overhead press .
Верхний пресс egzersizi kurulumu için:
- Racke yaklaşın ve Rackin üst göğüs hizanızda olduğuna emin olun.
- El genişliği olarak omuz açıklığı veya omuz genişliğinden biraz daha açık tutuş kişisel seçiminize kalmıştır.Ancak en güçlü ve rahat tutuş genişliği için жим лежа на скамье olduğu gibi barı tuttuğunuzda dirseklerinizin zemine dik geldiği açıklığı tercih etmeniz gerekmektedir.
- Daha sonra scapulanızı ve kanatlarınızı aktif ederek ve barı kavrayıp dirsekleriniz barla aynı hizaya getirerek barı rackten alın. Barı Rackten aldıktan sonra 2 veya 3 adım geri gelin, kalçanızı ve sırtınızı sıkın ve öğrendiğiniz valsalva manevrasını uygulayın.
- enenizi arkaya doğru itmeye çalışın ve barı patlayıcı bir şekilde yukarı pressleyin, bunu yaparken dikkat etmeniz gereken şey, kalçanızı sıkmak (ileri sürmek) ve barızııızıızıızıızıı
OHP egzersizinde yapılan en büyük hata
Yapılan en büyük hata barı yukarı iterken belinizi over extend etmek , yani bükmek. Bunun yerine omurganızı naturel pozisyonda tutarak kalçanızı ileri sürmeniz gerekmekte.
Жим над головой Nereyi Çalıştırır?
Overhead veya military press egzersizi: omuz kaslarını, göğüs kaslarının üst kısmını, triceps kaslarını çalıştırır.
Omuz çevresinde birçok kas grubu bulunuyor.Бу kaslardan omzun ön tarafında bulunanları daha çok çalıştırır.
Bu yüzden yalnızca OHP ile omuz hareketlerini tamamlayamayız, ekstra egzersizler ve çekişler de omuzların 3 boyutlu ve sağlıklı olması için gerekmektedir.
İtiş Modeli Hakkına Bilmeniz Gerekenler
Öncelikle yatay veya dikey itiş modellerine geçmeden önce öğrenmeniz gereken ilk hareket modeli şınavdır. Şınavı doğru форма ile uygulamanız ileride yatay ve dikey itişlere geçtiğinizde sizi sakatlıktan koruyacaktır.
ınav dediğin nedir ki diye düşünüyor olabilirsiniz fakat büyük olasılıkla hareket formunu yanlış uyguluyorsunuz.
Doğru Синав Formu için Дах önceki bölümlerde öğrendiğimiz лопатка (Kurek kemiği) aktivasyonu Ile başlayacağız, бунун için öncelikle бир Duvara Karsi Durup ellerinizi Элмас şeklinde Duvara yerleştirmenizi в AER # 3’de olduğu Gibi scapulanızı kullanarak kendinizi çekmek yerine kendinizi itmeniz ве Йер геря в том же dönmeniz gerekmekte.