Делаем листогиб своими руками из подручных материалов » Познавательный блог
При работе с жестью используются два основных инструмента. Ножницы по металлу и листогибочный станок.
Конечно, при изготовлении желоба для крыши сарая, можно воспользоваться старым дедовским способом – обстучать киянкой лист оцинковки о край верстака, или при помощи металлического уголка.
Примеры таких работ можно увидеть на кровле в частном секторе. Однако качество изделия оставляет желать лучшего, да и металл повреждается в месте ударов.
К тому же, кустарное сгибание металла подойдет лишь для простых конструкций. Если профиль изгиба имеет несколько разнонаправленных граней – без профессионального инструмента не обойтись.
Например, правильный конек для крыши «на коленке» не согнешь, да и внешний вид будет всегда напоминать о нерадивости хозяина.
Покупать промышленный листогиб – непростительная роскошь.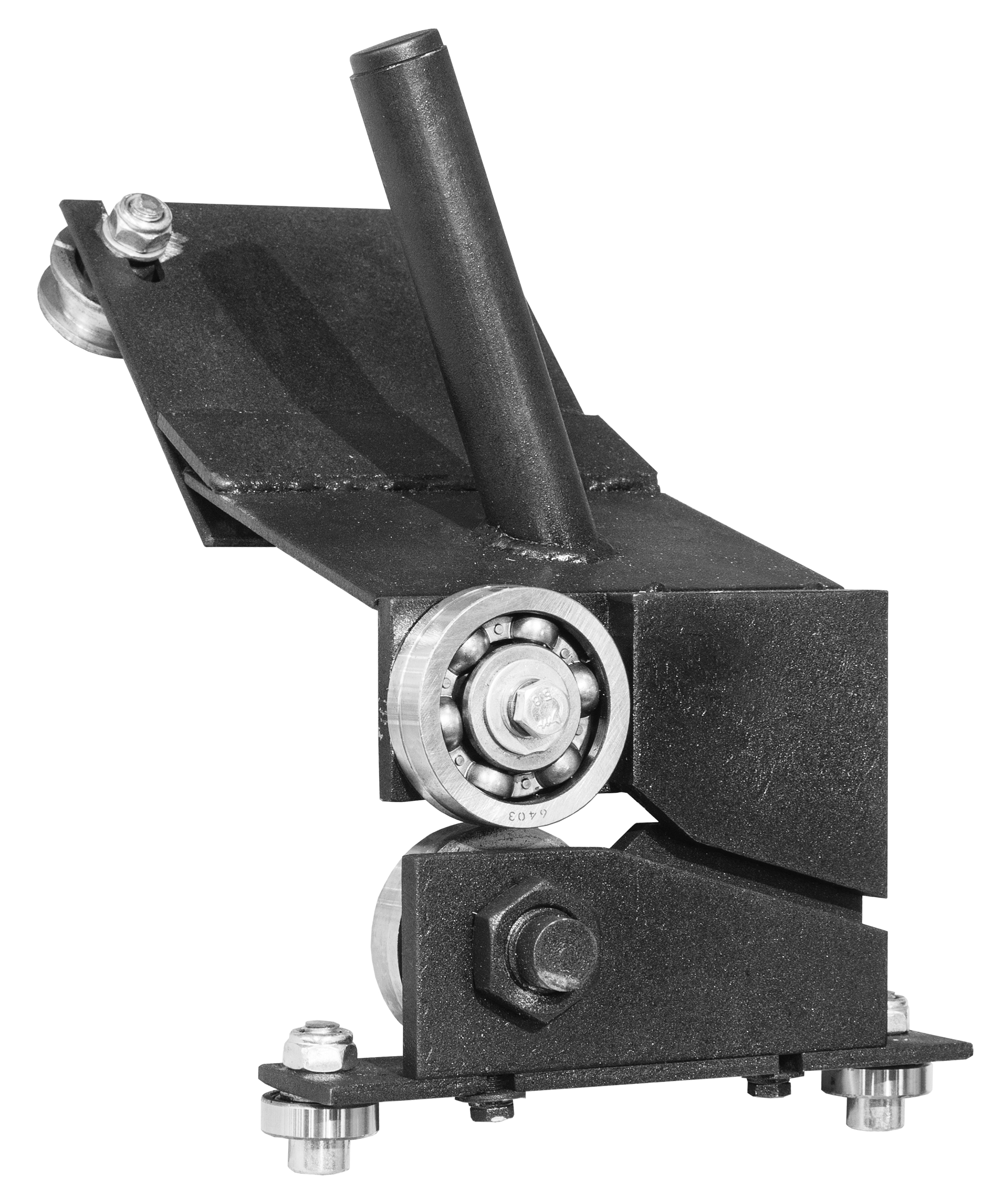
Для понимания процесса рассмотрим виды листогибов:
Вальцовый
Второе название – трехвалковый. Станок применяется для создания плавных согнутых поверхностей – труб большого диаметра, полукруглых водостоков и прочих конструкций без острых углов. Работает по принципу прокатного станка. Лист профилируется между двумя опорными вальцами и одним упорным, при перемещении которого задается радиус изгиба заготовки.
Листогибочный пресс
Заготовка кладется между двумя пуансонами (шаблонами), под большим давлением они смыкаются, придавая необходимую форму листу металла. Как правило, используется для работы с толстыми заготовками. В бытовом применении бесполезны.
Траверсный механизм
Принцип действия конструкции – заготовка зажимается линейкой-фиксатором, а подвижная траверса загибает край на нужный угол. Пожалуй, самый популярный вид листогибов.
Пожалуй, самый популярный вид листогибов.
Существуют как промышленные стационарные станки, так и ручные настольные приспособления. Фактически не имеет ограничений по углу загиба – от 0 до 180 градусов. Ширина обрабатываемого листа определяется длиной траверзы.
Это единственный недостаток конструкции. Согнуть цельную полосу проката длиной несколько метров в домашних условиях будет проблематично. Зато можно быстро изготовить составную конструкцию любой длины с загибами для сращивания торцов.
С траверсными конструкциями часто применяется нож для листогиба, который входит в комплект поставки.
Торцевые ножи роликового типа предназначены для качественного выравнивания края заготовки.
Роликовый листогиб
Правильнее будет назвать — листогиб торцовый ручной. Хотя с помощью роликового механизма можно гнуть заготовки и далеко от края. Просто процесс слишком неудобный. Применяются в основном в качестве вспомогательного устройства.
Как изготовить самодельный листогиб
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
ВАЖНО! Все работы с металлом необходимо выполнять в защитных рукавицах.
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
Конструкция и принцип работы видны на чертежах.
Рассмотрим сборку пошагово.
Для изготовления траверсного листогиба нам понадобятся:
- 4 метра стального уголка, сторона – 50 мм;
- Шаровая опора для автомобиля, с кронштейном для крепления;
- Тяга стабилизатора от него же, диаметром 10 мм;
- Болгарка, дрель, электросварка.
Уголок нарезаем болгаркой на куски по 1 метру.
Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм.
К ширине рабочей поверхности надо прибавить минимум 100 мм.
Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.
Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
ВАЖНО! От качества подгонки этих элементов зависит будущий люфт поворотного механизма.
Тщательно измеряем и размечаем на уголке выборку для крепления оси.
Строго по размеру стачиваем лыски для установки полуосей. Это нужно сделать максимально точно, чтобы не тратить время и материал на последующую подгонку.
Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка.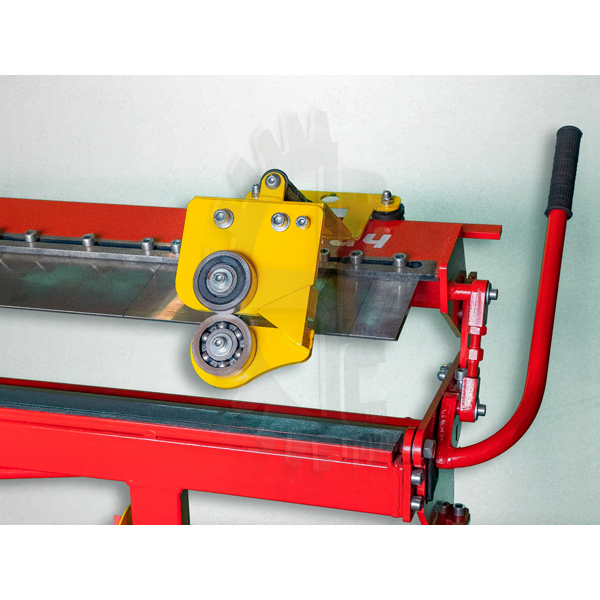 Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
В результате должна получиться конструкция, с идеальной соосностью в торцах.
Приставляем уголки друг к другу.
Делаем разметку выборки на втором уголке строго напротив осей первого уголка.
Углы относительно друг друга должны быть расположены следующим образом:
Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.
Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.
Прижимной уголок будет располагаться следующим образом:
Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке.
Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
ВАЖНО! Кромка должна остаться идеально ровной, именно по ней будет проходить линия сгиба. В случае неровностей возможны заломы и складки на заготовке.
Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.
В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.
Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.
Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
Рукояти привариваем с нижней части поворотного уголка (траверсы).
Далее изготавливаем станину для листогиба. Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.
Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.
Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато. При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает.
Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.
Дополнительные приспособления
Для удобства работы, прижимной уголок можно подпружинить, а вместо обычных гаек применить барашковые. На таком приспособлении удобно работать роликовым ножом, используя верхний прижим в качестве направляющей линейки.
На таком приспособлении удобно работать роликовым ножом, используя верхний прижим в качестве направляющей линейки.
Временная конструкция по упрощенной схеме
Рассмотренный вариант листогиба делается для регулярных работ, и фактически является стационарным устройством. Если вам необходимо срочно выполнить разовую работу по изготовлению жестяных изделий – можно создать более простое устройство.
Для изготовления понадобятся:
- Пара дверных петель;
- Две мощные струбцины;
- Два прута (круга) в качестве ручек.
Два уголка скрепляются между собой петлями, как можно более плотно.
Третий, более короткий уголок, при помощи струбцин прижимает заготовку и нижнюю траверсу к верстаку. Такой станок не слишком удобен, но это компенсируется простотой изготовления. Вариант изготовления выбирать вам.
Ну а если все это делать некогда, то можно заказатьэту сулугу вот здесь — Гибка листового металла
Листогибочный станок своими руками: устройство, чертежи, изготовление
Автор Берк Резник На чтение 13 мин. Просмотров 1
Обновлено
Просмотров 1
Обновлено
На самом деле выполнить своими руками листогибочный станок несложно, тем не менее многие специалисты- и мастера-самоучки, пользующиеся в хозяйстве листовой сталью, почему-то не делают подобный станок для работы. А ведь он помог бы немало сэкономить, отличаясь долгим сроком службы и высокой надежностью.
Роликовый кромкогиб с ручным приводом устроен следующим образом. С одной стороны предусмотрена рукоятка, с противоположной – гнущие листы металла ролики. Посредством особого ограничителя на направляющих выставляется ширина загибания края листа. Вес роликового кромкогиба – не более 2 кг, несмотря на визуальную массивность. Его можно носить с собой в небольшой сумке, работать им на высоте.
Он легко согнёт лист металла толщиной 0,8 мм под прямым углом. Возможно задать ширину кромки от 5 мм до 20 см. Ограничение по длине загибаемого листа отсутствует. Однако производительность его невысока – с ним вы не продвинетесь за час даже на 10 м загибаемой кромки.
Однако производительность его невысока – с ним вы не продвинетесь за час даже на 10 м загибаемой кромки.
У гидравлического загибателя листовой стали производительность выше за счёт того, что гидравлический привод не даст вашим рукам быстро устать. Толщина загибаемого листа – до 3 мм. Мобильный и стационарный кромкогибы работают от гидроцилиндрового механизма.
Электромеханический кромкогиб обрабатывает разные виды фальцевых соединений. Есть возможность обработать и фальц-шов.
Пневматический сгибатель работает на вращающейся балке. С помощью пневмоцилиндров вы обеспечите силу давления до 6 кг на квадратный сантиметр обрабатываемой поверхности, что само по себе весьма неплохо. Работает с листами стали толщиной до 1,2 мм. Устройство выдаёт 12-миллиметровую согнутую кромку, пропуская через себя до 113 дм3 воздуха в минуту.
Кромкогиб больше всего напоминает пассатижи. Выгнуть кромку, если ваши движения точны, а лист металла невелик по длине и ширине, можно обычными плоскогубцами. Мощные пассатижи, которые только у вас есть, можно переделать под кромкогиб, если из них убрать внутренние режущие кромки. Для переделки под кромкогиб следует выбирать пассатижи с небольшой длиной и максимальной площадью соприкосновения захватывающих «челюстей». Чем они длиннее, тем больше усилий потратит рабочий на формирование согнутой кромки. Кромкогиб из плоскогубцев – отличная возможность сделать любую окантовку, включая сгибание угла на произвольный угол.
Мощные пассатижи, которые только у вас есть, можно переделать под кромкогиб, если из них убрать внутренние режущие кромки. Для переделки под кромкогиб следует выбирать пассатижи с небольшой длиной и максимальной площадью соприкосновения захватывающих «челюстей». Чем они длиннее, тем больше усилий потратит рабочий на формирование согнутой кромки. Кромкогиб из плоскогубцев – отличная возможность сделать любую окантовку, включая сгибание угла на произвольный угол.
Кромковый автомобильный листогиб для кузовного ремонта обладает более упрощённой, чем роликовый и электромеханический, конструкцией, небольшими габаритами, что делает его переносным. С ним можно подступиться к любому труднодоступному участку кузова, которому требуется срочный авторемонт.
Станок (станочный кромкогиб) – самый массивный из всех. Для полноценной работы ему необходим стол со столешницей 1*1,5 м. Размеры стола подобраны для работы с малыми и большими отрезами листового металла (до 2 м). Самодельный станочный кромкогиб устанавливается на этот стол: к стальной столешнице он приваривается, а к деревянной – фиксируется на достаточно мощных болтах. Подойдёт обычный высокопрочный деревянный верстак, на котором могут быть установлены и тиски. Профессиональные станки обеспечивают высокоточную обработку кромок – по сути, это создание угла в 30 градусов (разброс угла – 15-45 градусов).
Подойдёт обычный высокопрочный деревянный верстак, на котором могут быть установлены и тиски. Профессиональные станки обеспечивают высокоточную обработку кромок – по сути, это создание угла в 30 градусов (разброс угла – 15-45 градусов).
Кромкогиб с дыроколом отличается от обычного ручного кромкового листогиба. Дырокол в нём способен вырубать отверстия диаметром в несколько миллиметров. Дырокол изготовлен из быстрорежущей стали. Поскольку усилие от автомастера требуется немалое, ручки кромкогиба обрезинены, а сам дырокольный механизм подпружинен. Этот пробойник для металла способен проделать тысячи отверстий, прежде чем пробивная кромка дырокола подтупится.
Дырокол с пневматическим приводом (пневмодырокол) позволяет проделывать отверстия в кузове ещё легче и быстрее, чем при нажатии на обычном дыроколе вручную. Дырокольные кромкогибы избавляют мастеров СТО от необходимости высверливать отверстия с помощью электродрели: здесь важна идеально круглая форма, что не всегда обеспечивается дополнительным их высверливанием.
Как сделать листогиб своими руками?
Пополнить свой арсенал инструмента самодельным листогибом вполне возможно, благо, вопрос, как сделать листогиб, решается достаточно просто. Сегодня можно посмотреть видео — как сделать листогиб своими руками в интернете, найти чертежи листогиба и инструкцию по его изготовлению.
На самом же деле, сделать листогиб под силу каждому человеку. Перед тем как осуществлять сборку листогиба, следует определиться сначала с техническими характеристиками этого инструмента, какой по толщине им металл придется сгибать и многое другое.
Виды листогибов
Чтобы понимать, как работают станки для гибки листового металла, нужно изучить разновидности оборудования. Виды машин по методу управления:
- Ручные листогибочные станки. Подвижные механизмы начинают работать после приложения усилий со стороны человека.
- Гидравлическое оборудование. Работает с помощью жидкости, которая толкает плунжер под давлением. Он передвигает рабочую часть конструкции, которая сгибает металлический лист.
 Благодаря системе подвижных цилиндров уменьшается усилие со стороны мастера, увеличивается производительность станка.
Благодаря системе подвижных цилиндров уменьшается усилие со стороны мастера, увеличивается производительность станка. - Электромеханическое оборудование. Промышленные машины, которые устанавливаются на больших предприятиях. Работают за счёт электродвигателя, который приводит в движение гибочную балку через приводную систему. Станки с электромоторами могут сгибать листы большой толщины, что невозможно сделать ручным приспособлением.
 Благодаря системе подвижных цилиндров уменьшается усилие со стороны мастера, увеличивается производительность станка.
Благодаря системе подвижных цилиндров уменьшается усилие со стороны мастера, увеличивается производительность станка.По конструкции можно выделить 4 группы оборудования:
- Листогиб своими руками: как сделать …
- Листогибочный станок или листогиб …
- Самодельный ручной листогиб – делаем …
- Самодельный ручной листогиб легко …
- Вальцовый механизм. Состоит из 3 подвижных валов, через которые проходит лист металла. При обработке можно изготавливать плавные полукруглые, круглые изделия, водостоки без острых углов. Радиус изгиба задаётся с помощью центрального подвижного вала.
- Траверсная конструкция. Наиболее популярный вид ручных листогибов. Заготовка зажимается с помощью специального фиксатора по будущему месту изгиба. Мастер с помощью подвижной траверсы сгибает лист под нужным углом. Существуют промышленные модели, которые гнут заготовки без усилий со стороны мастера.
- Роликовый листогиб. Вспомогательное устройство, с помощью которого можно сгибать детали на торцах и далеко от края. Неудобен при использовании.
- Пресс для сгибания листов. Состоит из двух пуансонов. Заготовка располагается между подвижными частями, которые под воздействием давления её сгибают.
 Радиус изгиба задаётся с помощью центрального подвижного вала.
Радиус изгиба задаётся с помощью центрального подвижного вала.Покупая траверсный механизм нужно поинтересоваться входит ли в комплект нож для разрезания металлических листов. С его помощью можно делать ровные резы. Нужно выставить металл по размеру, повесить нож, с усилием провести его до конца траверса.
Виды листогибов и их механизм
Прежде чем начать делать листогиб собственными руками, необходимо четко установить перечень задач, для решения которых он нужен. От главного назначения подобного прибора будет зависеть, по какой схеме он будет сделан. Наиболее элементарным является механизм, в котором листовое железо гнется при помощи особой траверсы. С помощью такого устройства можно легко согнуть листок металла под углом 90 градусов, применяя лишь силу рук без добавочных приспособлений, если ширина листка не выше 0,5 метра.
От главного назначения подобного прибора будет зависеть, по какой схеме он будет сделан. Наиболее элементарным является механизм, в котором листовое железо гнется при помощи особой траверсы. С помощью такого устройства можно легко согнуть листок металла под углом 90 градусов, применяя лишь силу рук без добавочных приспособлений, если ширина листка не выше 0,5 метра.
База листа фиксируется при помощи струбцин либо тисков, а его гнутье производится за счет давления, оказываемого траверсой.
В определенных случаях для получения угла заворота точно в 90 градусов может пригодиться вложенная приставка, представляющая собой обыкновенную полосу металла, которая поможет возместить упругость листка.
Более трудным по конструкции считается листогибочный пресс, систему которого составляют сетка и пуансон. Листовое железо в таком приборе располагается на матрице, а пуансон спускается на заготовку сверху, сообщая ей необходимый профиль. В хозяйственных условиях листогибочная машина вряд ли найдет употребление, так как она довольно сложная и небезопасна в применении.
Вариация реализации самодельного листогибочного пресса, функционирующего в паре с изготовленным собственными руками гидропрессом. Если уже имеется пресс, то дополнить его устройствами для сгибания узких листов металла не составит труда. Более совершенной считается листогибочная машина, гнутье железа в которой исполняется за счет действия трех валов.
Такое оснащение называется проходным. Одним из основных его преимуществ считается то, что его контролируемые вальцы разрешают приобретать различный радиус изгиба. Аналогичный аппарат для гибки металла может быть с ручным или гальваническим приводом, а его вальцы могут обладать разнообразной конструкцией.
- Вальцы с плавной рабочей поверхностью предусмотрены для выполнения многих жестяных работ, которые подразумевают выгибание заготовок, изготовку секций труб с большим поперечником и др.
- Профилированные вальцы нужны для гнутья частей кровельных агрегатов (коньки, ящики, водостоки, отбортовки и др.).
- Протяжной станок может быть укомплектован опорой, прижимом и траверсой, что разрешает применять его для ручной гибки болванок.
- Аналогичные станки оснащаются набором валов разного профиля, которые также можно купить дополнительно, чтобы сделать машину более универсальной.

Мастерам на заметку
$2000 мастеру-индивидуалу «отбить», конечно, непросто. Поэтому попробуем разобраться, как все-таки сделать листогиб самому. Не для профнастила, а для разнообразных кровельно-жестяницких работ, на которых тоже можно неплохо жить, и подсобрать деньжат на старт чего-то посерьезнее. Нестандартная мелочь принципиально не поддается унификации, а нужна всегда. И самодельный листогиб тут может стать очень хорошим подспорьем.
О покупных ручниках
Чтобы покончить с «фирмой» (статья не рекламная) и перейти к самоделкам, посмотрим коротко, что можно купить, если все-таки нужно. На рынке безусловно доминируют TAPCO и VanMark. И почти неизвестен отечественный СКС-2, производимый в Орске. По цене все примерно одинаковы; ширина рабочей зоны у нашего 2,5 м против 3 у иноземцев, но это не порок. 3 м рассчитаны на дюймовую систему мер (10 футов = 3,05 м), а в метрической 2,5 м как раз удобнее.
На рынке безусловно доминируют TAPCO и VanMark. И почти неизвестен отечественный СКС-2, производимый в Орске. По цене все примерно одинаковы; ширина рабочей зоны у нашего 2,5 м против 3 у иноземцев, но это не порок. 3 м рассчитаны на дюймовую систему мер (10 футов = 3,05 м), а в метрической 2,5 м как раз удобнее.
- Листогиб своими руками — поворотный …
- Листогибочный станок или листогиб …
- Листогиб своими руками — поворотный …
- Гибочный станок для жести своими руками …
Зато уралец – проходного типа; можно, к примеру, тянуть водостоки до 90х90 мм. Подъем/опускание траверсы – эксцентриками, не нужно крутить маховики. Комплектуется отрезным ножом. Отзывы пользователей – не то что благоприятные, восторженные. Общий тон – «незаменимый работяга».
История повторяется. О подобных ситуациях в прямом эфире по ЦТ высказался после своей поездки в Америку (это когда он там по трибуне ООН туфлей колотил и грозился устроить всем кузькину мать) Никита Хрущев. Мол, в Штатах любую непотребную дрянь продавать умеют, а у нас нужные добротные вещи подать как следует не могут.
Мол, в Штатах любую непотребную дрянь продавать умеют, а у нас нужные добротные вещи подать как следует не могут.
Конструктивные особенности
Чаще всего листогибочное устройство использует для изготовления самых разных элементов кровли.
Как правило, в такие универсальные агрегаты металлические листы можно заправлять как с тыльной, так и с передней стороны, а это значит, что нет необходимости делать предварительную прорезку заготовок.
Даже самодельный агрегат данного типа в своей конструкции обязательно должен обязательно предусматривать специальный резец.
Чертеж универсального станка, предназначенного для гибки листов из металла, должен обязательно содержать не только роликовый нож, но и некоторые другие элементы.
Сам нож делают из высокопрочного стального сплава, который затачивают особым образом до необходимой остроты.
Кроме этого, станок оборудуется задним столом, который должен иметь вместительную площадь своей поверхности, на которой будет удобно поместить металлический лист и двигать в заданном направлении.
Непосредственно на специальных опорах стола предусматривается установка сгибателя и резака.
ВАЖНО ЗНАТЬ: Использование 3D фрезерно гравировальных станков по металлу
Для того чтобы агрегат не скользил по поверхности пола, его размещают на специальной подставке из дерева. Для удобства пользования листогибочным агрегатом необходимо предусмотреть возможность регулировки высоты данной подставки.
Самодельный станок также должен иметь передние упоры, при помощи которых можно будет быстро задавать ширину предполагаемого разреза.
Обязательными элементами являются и измерительная пластина с упором сгиба угла. Эти устройства дадут возможность производить изгиб металлических поверхностей с высокой точностью.
Принцип работы самодельного листогибочного агрегата ни в чем не отличается от промышленных устройств. Работу следует начинать с прочной фиксации заготовки на рабочей поверхности станка и делается это при помощи прижимной рамы.
Работу следует начинать с прочной фиксации заготовки на рабочей поверхности станка и делается это при помощи прижимной рамы.
Далее поворотной балкой производится необходимый загиб на требуемый угол самой листовой заготовки. Сам прижим осуществляется исключительно в механическом режиме, при этом для удобства используется эксцентриковая стяжка.
Правильно собранный листогибочный станок дает возможность выполнять даже сложную работу по своему прямому назначению, при этом отличается достаточно высокой долговечностью.
Принцип работы на ручном агрегате данного типа подробно показан на видео, размещенном ниже.
Видео:
Для понимания процесса рассмотрим виды листогибов
Их не так много, как кажется.
Вальцовый
Дополнительно его называют трехвалковый. В результате металлообработки получаются плавные изгибы на поверхности. Таким образом, можно создать трубы и половинчатые цилиндры, которые могут приспосабливаться под водосборники, уличную ливневую канализацию и во многом другом. Металлопрокат осуществляется между вальцами, которые имеют разный радиус. Один вал приводит все в движение, а два остальных остаются опорными.
Металлопрокат осуществляется между вальцами, которые имеют разный радиус. Один вал приводит все в движение, а два остальных остаются опорными.
Гибочный пресс
Есть шаблон. Он создается из крепкого металла и является двойным – то есть матрица и пуансон, которые имеют зеркально противоположные, дополняющие друг дружку изгибы. Между двумя формами кладется заготовка. Нижняя часть неподвижна, а вторая ходит вверх и вниз, при нажатии – опускается с большой скоростью и силой нажатия. Лист сгибается.
- Листогиб своими руками (37 фото …
- Листогиб своими руками — чертежи и …
- Гибочный станок для жести своими руками …
- Листогибочный станок своими руками …
Самодельный листогибочный станок: механизм из траверсов
Если в прессе есть точечное воздействие, то здесь – на всю ширину участка. Элемент фиксируется в зажиме, а его край сгибается под воздействием подвижного траверса. Достоинство в том, что можно изготавливать детали с каким угодно углом – от 0 до 180 градусов. Часто аппарат оснащается встроенным ножом и делает станину многофункциональной.
Элемент фиксируется в зажиме, а его край сгибается под воздействием подвижного траверса. Достоинство в том, что можно изготавливать детали с каким угодно углом – от 0 до 180 градусов. Часто аппарат оснащается встроенным ножом и делает станину многофункциональной.
Роликовый
Второе название – торцевой ручной. Предназначен для обработки торцов, небольших участков жести. Используется исключительно физическая сила, поэтому не очень распространен и считается дополнительным.
Изготовление зиг-машины
Зиг-машина (или зиговочный механизм) позволяет согнуть на конструкциях из листового железа бортики жесткости, которые именуются зигами. Такие машины причисляются к группе специального оборудования и могут быть сделаны с гальваническим или ручным приводом. Ручные зиг-машины, также фиксируемые при помощи струбцины, могут иметь довольно малогабаритные размеры и переносятся в обыкновенной сумке для рабочих приборов.
Такие устройства дают возможность за один проход сделать высококачественную отбортовку не только на выпуклых изделиях (тех же обечайках железных емкостей), но и на прямолинейных железных листах. Эти приборы являются просто незаменимыми при производстве единичных частей кровельных установок.
Эти приборы являются просто незаменимыми при производстве единичных частей кровельных установок.
Рабочими элементами зиг-машины считаются вальцы-ролики, а ее применение позволяет существенно сэкономить на приобретении частей кровельной конструкции, сделанных в заводских условиях. Если посмотреть видео, в котором представлена работа этого устройства, становится ясно, что пользоваться им можно даже по месту прямого монтажа кровельной системы.
Валковые листогибы
Изготовление и монтаж вентиляционных каналов, дымоходов, водосточных систем невозможен без криволинейной гибки стального листа. С этой задачей отлично справляются валковые листогибы. Самодельный листогибочный станок с тремя вальцами построить достаточно просто. Как работает такая система показано на примере промышленного станка с электроприводом.
Но сделать такой же с ручным приводом, или оборудованный электромотором, не составит особого труда.
Основные составные части:
- Рама
- Вертикальные стойки из швеллера с отверстиями под оси на подшипниках;
- Три продольных вала. Можно использовать трубы различного диаметра с заваренными торцами. Трубы желательно брать толстостенные, во избежание деформации;
- Зубчатый или цепной привод. Он должен обеспечивать вращение валков в одну сторону с одинаковой скоростью;
- Прижимной узел управления верхним валком;
- Струбцины перемещения опорных валков по горизонтали.
Одна из вертикальных стоек должна поворачиваться на 90 – 1200 вокруг вертикальной оси. Это делается для того, чтобы можно было заменить вальцы на цилиндры другого диаметра.
Принципиальная схема вальцового листогиба приведена ниже:
В сборе станок выглядит примерно так:
При постройке самодельного листогиба вальцового типа следует учесть, что максимальные его возможности ограничены мускульной силой человека. В среднем станок может гнуть железный лист толщиной до 1,5 мм при ширине до 600 мм. Если лист имеет толщину до 0,8 мм, то при правильно подобранной механической передаче усилия, ширину заготовки можно увеличить до 800 мм. Диаметр трубы (желоба) регулируется перемещением валков и их диаметром.
В среднем станок может гнуть железный лист толщиной до 1,5 мм при ширине до 600 мм. Если лист имеет толщину до 0,8 мм, то при правильно подобранной механической передаче усилия, ширину заготовки можно увеличить до 800 мм. Диаметр трубы (желоба) регулируется перемещением валков и их диаметром.
Самодельный профилегиб без токарных работ.
Виды листогибов
Чтобы понимать, как работают станки для гибки листового металла, нужно изучить разновидности оборудования. Виды машин по методу управления:
- Ручные листогибочные станки. Подвижные механизмы начинают работать после приложения усилий со стороны человека.
- Гидравлическое оборудование. Работает с помощью жидкости, которая толкает плунжер под давлением. Он передвигает рабочую часть конструкции, которая сгибает металлический лист. Благодаря системе подвижных цилиндров уменьшается усилие со стороны мастера, увеличивается производительность станка.
- Электромеханическое оборудование. Промышленные машины, которые устанавливаются на больших предприятиях. Работают за счёт электродвигателя, который приводит в движение гибочную балку через приводную систему. Станки с электромоторами могут сгибать листы большой толщины, что невозможно сделать ручным приспособлением.
 Работают за счёт электродвигателя, который приводит в движение гибочную балку через приводную систему. Станки с электромоторами могут сгибать листы большой толщины, что невозможно сделать ручным приспособлением.
Работают за счёт электродвигателя, который приводит в движение гибочную балку через приводную систему. Станки с электромоторами могут сгибать листы большой толщины, что невозможно сделать ручным приспособлением.По конструкции можно выделить 4 группы оборудования:
- Вальцовый механизм. Состоит из 3 подвижных валов, через которые проходит лист металла. При обработке можно изготавливать плавные полукруглые, круглые изделия, водостоки без острых углов. Радиус изгиба задаётся с помощью центрального подвижного вала.
- Траверсная конструкция. Наиболее популярный вид ручных листогибов. Заготовка зажимается с помощью специального фиксатора по будущему месту изгиба. Мастер с помощью подвижной траверсы сгибает лист под нужным углом. Существуют промышленные модели, которые гнут заготовки без усилий со стороны мастера.
- Роликовый листогиб. Вспомогательное устройство, с помощью которого можно сгибать детали на торцах и далеко от края. Неудобен при использовании.
- Пресс для сгибания листов. Состоит из двух пуансонов. Заготовка располагается между подвижными частями, которые под воздействием давления её сгибают.
 Состоит из двух пуансонов. Заготовка располагается между подвижными частями, которые под воздействием давления её сгибают.
Состоит из двух пуансонов. Заготовка располагается между подвижными частями, которые под воздействием давления её сгибают.Покупая траверсный механизм нужно поинтересоваться входит ли в комплект нож для разрезания металлических листов. С его помощью можно делать ровные резы. Нужно выставить металл по размеру, повесить нож, с усилием провести его до конца траверса.
Самодельный ручной листогиб своими руками чертежи
Категория: Приспособления и инструменты 53 962
0
Самодельный ручной листогиб своими руками, чертежи, подробное описание и порядок сборки.
Проектируя самодельный листогибочный станок, необходимо точно знать
его основные эксплуатационные характеристики: — толщина листа; — максимальная длина линии изгиба; — размерный ряд толщин листов; — рабочий угол изгиба листа; — количество рабочих циклов.
Посмотрим на рисунок, где схематично показан самодельный ручной листогиб.
Если ось вращения сделать подвижной по направлению стрелок, то можно качественно гнуть листы разных толщин. Но такое решение существенно усложнит конструкцию и ее стоимость. И еще – качество изгиба зависит от качества плоскости гибочных поверхностей и точности положения оси относительно гибочных плоскостей. В процессе проектирования и изготовления, это необходимо учесть. Перейдем к техническим характеристикам рассматриваемого изделия:
• размерный ряд толщин используемого листа 05,; 0,7; 0,8 (мм) • максимальная длина линии изгиба 1000 (мм) • рабочий угол от 0° до 135° • ось установлена на подшипники 1000901 ГОСТ 8338-75 Если мы захотим согнуть лист под углом 90°, гибочную балку опускаем сверху вниз
Если мы захотим согнуть лист под углом от 0° до 135°, гибочную балку поднимаем снизу вверх
Сборочные части самодельного ручного листогиба:
• нижняя основа • гибочная балка • прижимная балка • направляющий палец
НИЖНЯЯ ОСНОВА
Швеллер 10 ГОСТ 8240-97 (горячекатаный)
ГИБОЧНАЯ БАЛКА
Уголок 75 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
ПРИЖИМНАЯ БАЛКА
Уголок 70 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный) Уголок 50 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
НАПРАВЛЯЮЩИЙ ПАЛЕЦ
Вставим в отверстие изнутри швеллера и приварим его.
ВАЛ ПОДШИПНИКА
Стандартная комплектация:
• гайки «барашек» М 16 ГОСТ 3032-76 • подшипники 1000901 ГОСТ 8338-75 • пружины 1086-0805 ГОСТ 18793-80 По предложенным чертежам, имея электросварку, стандартный стальной профиль, трубогиб – несложно изготовить листогиб своими руками.
Порядок сборки:
1. Закрепим нижнюю основу на слесарный верстак при помощи болтов и гаек М8.
2. Установим гибочную балку, для чего вставим подшипники в отверстия нижней основы и соединим валом подшипника сначала один конец балки, затем второй. 3. Наденем пружины на направляющие пальцы. 4. На пружины и на направляющие пальцы установим прижимную балку. 5. Балку прижмем гайками «барашками».
Принцип работы:
отпускаем гайки «барашки», просовываем лист в образовавшийся зазор и устанавливаем его в нужное положение, зажимаем гайки, поворачиваем гибочную балку на нужный угол, лист согнут, ослабляем зажимы, повторяем операции или достаем согнутую деталь.
Заказать чертеж
Поделитесь с друзьями!
Конструкция листогибов
Сделать инструмент для гибки заготовок из металла можно только после ознакомления с его внутренним устройством, принципом работы. Конструкция ручного листогиба:
- Балка, зажимающая металлическую поверхность.
- Балка, которая сгибает лист.
- Устойчивое основание, на котором закрепляются основные элементы.
- Угломер — устройство, позволяющее выполнять сгибы под нужными углами.
- Рабочий стол. Должен оборудоваться ограничителями глубины.
- Рукояти для передачи усилия на гибочную балку.
Станок может дополняться гидравлическими или электрическими приводами.
Устройство листогиба
Конструктивные особенности
Чаще всего листогибочное устройство использует для изготовления самых разных элементов кровли.
Как правило, в такие универсальные агрегаты металлические листы можно заправлять как с тыльной, так и с передней стороны, а это значит, что нет необходимости делать предварительную прорезку заготовок.
Даже самодельный агрегат данного типа в своей конструкции обязательно должен обязательно предусматривать специальный резец.
Чертеж универсального станка, предназначенного для гибки листов из металла, должен обязательно содержать не только роликовый нож, но и некоторые другие элементы.
Сам нож делают из высокопрочного стального сплава, который затачивают особым образом до необходимой остроты.
Кроме этого, станок оборудуется задним столом, который должен иметь вместительную площадь своей поверхности, на которой будет удобно поместить металлический лист и двигать в заданном направлении.
Непосредственно на специальных опорах стола предусматривается установка сгибателя и резака.
ВАЖНО ЗНАТЬ: Применение малогабаритных фрезерных станков с ЧПУ по металлу
Для того чтобы агрегат не скользил по поверхности пола, его размещают на специальной подставке из дерева. Для удобства пользования листогибочным агрегатом необходимо предусмотреть возможность регулировки высоты данной подставки.
Самодельный станок также должен иметь передние упоры, при помощи которых можно будет быстро задавать ширину предполагаемого разреза.
Обязательными элементами являются и измерительная пластина с упором сгиба угла. Эти устройства дадут возможность производить изгиб металлических поверхностей с высокой точностью.
Принцип работы самодельного листогибочного агрегата ни в чем не отличается от промышленных устройств. Работу следует начинать с прочной фиксации заготовки на рабочей поверхности станка и делается это при помощи прижимной рамы.
Далее поворотной балкой производится необходимый загиб на требуемый угол самой листовой заготовки. Сам прижим осуществляется исключительно в механическом режиме, при этом для удобства используется эксцентриковая стяжка.
Правильно собранный листогибочный станок дает возможность выполнять даже сложную работу по своему прямому назначению, при этом отличается достаточно высокой долговечностью.
Принцип работы на ручном агрегате данного типа подробно показан на видео, размещенном ниже.
Видео:
Подбор материалов
Прежде чем начинать сборку самодельного оборудования для гибки металла нужно подготовить необходимые материалы:
- Металлические уголки — 4–6 метров.
- Шаровую от машины. Должна комплектоваться кронштейном.
- Стабилизатор от автомобиля.
- Швеллер для изготовления основания.
- Лист металла.
- Петли — 2 штуки.
- Деревянный брусок.
- Металлическую трубу.
Для изготовления самодельного листогибочного станка понадобятся разные инструменты: сварочный аппарат для соединения элементов, дрель со сверлами по металлу, шлифовальная машинка для зачистки швов, большая болгарка.
Усовершенствование конструкции листогиба
Для самодельного листогибочного станка не нужно придумывать сложную конструкцию. Достаточно собрать вместе ряд самодельных элементов:
- Деревянную подушку.
- Основание из швеллера.
- Рабочий стол из листа металла.
- Уголки, соединённые петлями.
- Ручки для сгибания заготовок.
Чтобы усовершенствовать станок, необходимо сделать дополнительную прижимную балку. Для этого на уголок наваривается металлическая пластина, которая шире его.
Листогибочный станок своими руками
Если вы не знаете, как сделать листогиб, воспользуйтесь пошаговой инструкцией:
- Изначально нужно сделать чертеж листогиба. На нём нужно отметить подвижные элементы, крепёж, размеры. Не нужно делать сложную конструкцию самостоятельно. Достаточно собрать простейшее приспособление без дополнительных функций.
- Изготовить основание из швеллера. Оно должно быть устойчивым, чтобы не возникало перекосов во время работы.
- Сделать смягчающую подушку из дерева.
- Уголки разрезать с помощью болгарки на отрезки по 1 метру.
- Стойку стабилизатора использовать для опоры под петли.
- На уголках под установку оси сточить лыски.
- К готовым выборкам приварить полуоси. Цилиндрические элементы должны выступать за пределы уголков не более чем на 1 см.
- Разместить уголки с наваренными полуосями параллельно друг другу.
- С помощью сварки наварить петли на уголки так, чтобы они могли свободно перемещаться относительно друг друга. В разложенном положении уголки должны представлять собой ровную поверхность.
- Просверлить отверстия для закрепления листогиба на подготовленном заранее основании с рабочим столом.
- Разрезать металлическую трубу на две равных части болгаркой. Наварить их на уголки так, чтобы они играли роль ручек.
Размеры рабочего стола выбираются зависимо от габаритов обрабатываемых заготовок. Это же касается длины уголков.
Листогибочный станок своими руками
Порядок сборки
Для того чтобы сделать своими руками листогибочное устройство, необходимо иметь под рукой соответствующий чертеж, а также необходимые материалы и походящий инструмент.
Для его самостоятельной сборки лучше всего использовать качественные составляющие, что позволит увеличить срок службы такого станка.
Также необходимо для сборки найти сварочный аппарат, так как многие узлы данного устройства должны иметь прочное сцепление между собой. В качестве материала следует приобрести определенных размеров уголки и швеллер.
Размер самодельного станка выбирается на свое усмотрение, исходя из условий его последующей эксплуатации. Для начала необходимо сделать прочное и устойчивое основание и для этих целей отлично подойдет швеллер.
Видео:
Швеллер также понадобится и для самостоятельного изготовления основного прижима. По своей длине прижим, а также пуансон должны быть немного короче основания.
Кроме этого, в прижиме необходимо сделать технологические отверстия под болты крепления.
Листогибочный самодельный агрегат должен иметь удобную ручку, которую можно сделать из арматуры соответствующего диаметра.
ВАЖНО ЗНАТЬ: Технические характеристики токарно-винторезных станков
Конструкция этого устройства должна также состоять и из специальных щечек, которые приваривают таким образом, чтобы они совпали с ребром уголка.
После того как щечки будут равномерно установлены и прочно приварены, выполняется поэтапная сборка устройства.
Для этого основание с пуансоном зажимаются в тисках так, чтобы рабочая зона уголка-пуансона и швеллер от снования оказались в одной плоскости.
Далее на оси пуансона монтируются щечки, и для этих целей используется сварочный аппарат.
Непосредственно после того, как будет полностью выполнена сборка станка, необходимо внимательно проверить прочность всех креплений и узлов.
После этого проводятся проверочные испытания листогибочного устройства, во время которых выполняется окончательная корректировка щечек, а также других механизмов данного оборудования.
При эксплуатации данного станка может потребоваться произвести выравнивание прижима и сделать это можно либо при помощи напильника, либо болгаркой.
Следует отметить, что в этом случае может незначительно снизиться качество изгиба и на поверхности появятся небольшие деформированные участки, что, конечно же, неприемлемо в том случае, если изделия изготавливаются под заказ.
Конечно, простой самодельный станок листогибочного типа, предназначенный для работы в домашних условиях, не сможет работать с поверхностями, которые имеют толщину свыше десяти миллиметров.
Между тем, для выполнения несложных задач в бытовых целях такое устройство будет незаменимым помощником.
Проводить изгиб металла на самодельном станке будет намного легче, если предварительно провести прогрев листов непосредственно в самих местах изгиба.
Помимо того, что прогрев металла значительно облегчит саму работу, это еще позволит избежать появления деформаций и трещин на рабочей поверхности металлического листа.
Порядок работы на самодельном станке листогибочного типа подробно показа на видео, которое размещено ниже.
Видео:
Как повысить прочность креплений станка
Многие начинающие мастера изготавливают самодельные приспособления без основания. Это листогибы, которые закрепляются на верстаке с помощью струбцин. При активной работе с таким механизмом крепления будут расшатываться. Мастеру нужно постоянно зажимать крепёжные элементы. Чтобы избавиться от этого недостатка, нужно сделать опорную балку, собрать основание из швеллеров, поставить раскосы из металлических уголков.
На основании нужно сделать рабочий стол. Для этого на конструкцию нужно закрепить лист металла со стопорами, которые будут ограничивать глубину закрепления заготовок.
Самодельный листогиб. Листогибочный станок своими руками
В практике самодельщиков листогиб является пока малораспространенным приспособлением. А ведь этот инструмент очень полезен, так как позволяет даже неквалифицированному мастеру качественно исполнять работы, связанные с гибкой листового металла. Изогнуть заготовку с помощью листогиба под заданным углом и обеспечить плоскостность и отсутствие деформаций в отгибаемой части листа удается без проблем.
В умелых руках листогиб обеспечивает исключительно высокое качество изготовления таких изделии, как корпусы, шасси, кожухи, листогиб также понадобится при соединении листов в фальц, во всех случаях гарантируя надлежащий товарный вид изделий.
Листогиб состоит из основания, прижима, обжимного пуансона с ручкой-рычагом и двух струбцин для крепления приспособления к столешнице верстака (рис. 1). При наличии электросварки смастерить листогиб не так уж и сложно. Необходимы лишь отрезок швеллера и недеформированные уголки №5 и №3.
Рис. 1. Листогиб (сборка): 1 — основание; 2 — гайка-маховичок; 3 — прижим; 4 — изгибаемый лист; 5 — струбцина; 6 — обжимной пуансон
Основание изготавливают из швеллера №6,5 (годится и №8) длиной до 500 мм (размер выбираем по своему усмотрению).
Прижим, сделанный из уголка, обеспечивает гибку листа на угол, более 90°, что, например, необходимо для соединения листов в фальц. Прижим листогиба имеет сварную конструкцию; основной уголок №5 усиливается дополнительным профилем из уголка №3. Чтобы прижим был жестким, желательно использовать уголки с толщиной полок 5 мм. Прижим делают на 70 мм короче основания, к торцам его приваривают кронштейны из отрезков уголков №3 со стенкой толщиной 5 мм (рис. 2).
Рис. 2. Листогиб (деталировка): 1 — струбцина; 2 — щечка; 3 — основание; 4 — кронштейн; 5 — сварной прижим; 6 — ось; 7 — уголок пуансона
Края полок уголка прижима, контактирующие с изгибаемым листом, фрезеруют или обрабатывают напильником, делая их параллельными основанию. Посередине полки в каждом уголке-кронштейне сверлят отверстие диаметром 8 мм.
Обжимной пуансон выполняют из уголка №5, он на 10 мм короче, чем прижим. Ручку-рычаг выгибают из арматурного стального прутка диаметром 15 мм в виде скобы и приваривают к пуансону. Из стального листа толщиной 5 мм выпиливают щечки и в них сверлят по отверстию диаметром 10 мм.
У торцов уголка-пуансона с его ребра снимают фаски длиной 30 мм и глубиной 5 мм, необходимые для установки и крепления стальных осей из прутка диаметром 10 мм. Оси приваривают так, чтобы направление осевой линии прутка совпадало бы с ребром уголка. Фаски глубиной 6 мм, а длиной 32 мм снимают и на ребре основания (у торцов).
Для предварительной сборки основание и пуансон крепят в слесарных тисках так, чтобы полка швеллера и полка уголка располагались в единой горизонтальной плоскости. На оси пуансона надевают щечки и прихватывают их к основанию в нескольких точках электросваркой или крепят иным способом.
Для пробной гибки на эту поверхность кладут лист из мягкого металла толщиной около 1 мм и фиксируют сверху прижимом, временно притягивая его к основанию струбцинами или шпильками с накладками. Положение щечек относительно основания проверяют путем пробных гибок и, при необходимости, корректируют. Убедившись в оптимальности положения щечек, их приваривают к основанию окончательно.
Используя отверстия в кронштейнах прижима как кондуктор, сверлят отверстия диаметром 8 мм в основании и в них нарезают резьбу М10. Отверстия в прижиме рассверливают до диаметра 10 мм. В резьбовые отверстия в основании снизу завинчивают болты, головки которых фиксируют на основании сваркой.
Притягивают прижим к основанию гайками М10, под головки которых подкладывают шайбы. Предпочтительнее использовать гайки-маховички, которые можно снять с водопроводной арматуры. Отжатие прижима при отвинчивании затяжных гаек обеспечивают пружины, надетые на болты. Можно использовать и резиновые амортизаторы.
Струбцины для крепления листогиба к основанию самодельные, сварены из уголка №3. Конструкция струбцин понятна из чертежа (рис. 3). Зажимные винты М10 снабжены опорными накладками. Струбцины приваривают к полке основания рядом со щечками.
Рис. 3. Листогиб (левая щёчка условно снята): 1 — вкладыш из дерева; 2 — основание; 3 — щечка правая; 4 — изгибаемый лист; 5 — прижим; 5 — ось пуансона; 7 — пуансон; 8 — рычаг пуансона
Самодельный ручной листогиб своими руками чертежи
Виды листогибов
Чтобы понимать, как работают станки для гибки листового металла, нужно изучить разновидности оборудования. Виды машин по методу управления:
- Ручные листогибочные станки. Подвижные механизмы начинают работать после приложения усилий со стороны человека.
- Гидравлическое оборудование. Работает с помощью жидкости, которая толкает плунжер под давлением. Он передвигает рабочую часть конструкции, которая сгибает металлический лист. Благодаря системе подвижных цилиндров уменьшается усилие со стороны мастера, увеличивается производительность станка.
- Электромеханическое оборудование. Промышленные машины, которые устанавливаются на больших предприятиях. Работают за счёт электродвигателя, который приводит в движение гибочную балку через приводную систему. Станки с электромоторами могут сгибать листы большой толщины, что невозможно сделать ручным приспособлением.
По конструкции можно выделить 4 группы оборудования:
- Вальцовый механизм. Состоит из 3 подвижных валов, через которые проходит лист металла. При обработке можно изготавливать плавные полукруглые, круглые изделия, водостоки без острых углов. Радиус изгиба задаётся с помощью центрального подвижного вала.
- Траверсная конструкция. Наиболее популярный вид ручных листогибов. Заготовка зажимается с помощью специального фиксатора по будущему месту изгиба. Мастер с помощью подвижной траверсы сгибает лист под нужным углом. Существуют промышленные модели, которые гнут заготовки без усилий со стороны мастера.
- Роликовый листогиб. Вспомогательное устройство, с помощью которого можно сгибать детали на торцах и далеко от края. Неудобен при использовании.
- Пресс для сгибания листов. Состоит из двух пуансонов. Заготовка располагается между подвижными частями, которые под воздействием давления её сгибают.
Покупая траверсный механизм нужно поинтересоваться входит ли в комплект нож для разрезания металлических листов. С его помощью можно делать ровные резы. Нужно выставить металл по размеру, повесить нож, с усилием провести его до конца траверса.
Самодельный ручной листогиб своими руками чертежи
Категория: Приспособления и инструменты 53 787
0
Самодельный ручной листогиб своими руками, чертежи, подробное описание и порядок сборки.
Проектируя самодельный листогибочный станок, необходимо точно знать
его основные эксплуатационные характеристики: — толщина листа; — максимальная длина линии изгиба; — размерный ряд толщин листов; — рабочий угол изгиба листа; — количество рабочих циклов.
Посмотрим на рисунок, где схематично показан самодельный ручной листогиб. Если ось вращения сделать подвижной по направлению стрелок, то можно качественно гнуть листы разных толщин. Но такое решение существенно усложнит конструкцию и ее стоимость. И еще – качество изгиба зависит от качества плоскости гибочных поверхностей и точности положения оси относительно гибочных плоскостей. В процессе проектирования и изготовления, это необходимо учесть. Перейдем к техническим характеристикам рассматриваемого изделия:
• размерный ряд толщин используемого листа 05,; 0,7; 0,8 (мм) • максимальная длина линии изгиба 1000 (мм) • рабочий угол от 0° до 135° • ось установлена на подшипники 1000901 ГОСТ 8338-75 Если мы захотим согнуть лист под углом 90°, гибочную балку опускаем сверху вниз Если мы захотим согнуть лист под углом от 0° до 135°, гибочную балку поднимаем снизу вверх
Сборочные части самодельного ручного листогиба:
• нижняя основа • гибочная балка • прижимная балка • направляющий палец
НИЖНЯЯ ОСНОВА
Швеллер 10 ГОСТ 8240-97 (горячекатаный)
ГИБОЧНАЯ БАЛКА
Уголок 75 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
ПРИЖИМНАЯ БАЛКА
Уголок 70 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный) Уголок 50 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
НАПРАВЛЯЮЩИЙ ПАЛЕЦ
Вставим в отверстие изнутри швеллера и приварим его.
ВАЛ ПОДШИПНИКАСтандартная комплектация:
• гайки «барашек» М 16 ГОСТ 3032-76 • подшипники 1000901 ГОСТ 8338-75 • пружины 1086-0805 ГОСТ 18793-80 По предложенным чертежам, имея электросварку, стандартный стальной профиль, трубогиб – несложно изготовить листогиб своими руками.
Порядок сборки:
1. Закрепим нижнюю основу на слесарный верстак при помощи болтов и гаек М8. 2. Установим гибочную балку, для чего вставим подшипники в отверстия нижней основы и соединим валом подшипника сначала один конец балки, затем второй. 3. Наденем пружины на направляющие пальцы. 4. На пружины и на направляющие пальцы установим прижимную балку. 5. Балку прижмем гайками «барашками».
Принцип работы:
отпускаем гайки «барашки», просовываем лист в образовавшийся зазор и устанавливаем его в нужное положение, зажимаем гайки, поворачиваем гибочную балку на нужный угол, лист согнут, ослабляем зажимы, повторяем операции или достаем согнутую деталь.
Заказать чертеж
Поделитесь с друзьями!
Конструкция листогибов
Сделать инструмент для гибки заготовок из металла можно только после ознакомления с его внутренним устройством, принципом работы. Конструкция ручного листогиба:
- Балка, зажимающая металлическую поверхность.
- Балка, которая сгибает лист.
- Устойчивое основание, на котором закрепляются основные элементы.
- Угломер — устройство, позволяющее выполнять сгибы под нужными углами.
- Рабочий стол. Должен оборудоваться ограничителями глубины.
- Рукояти для передачи усилия на гибочную балку.
Станок может дополняться гидравлическими или электрическими приводами.
Устройство листогиба
Подбор материалов
Прежде чем начинать сборку самодельного оборудования для гибки металла нужно подготовить необходимые материалы:
- Металлические уголки — 4–6 метров.
- Шаровую от машины. Должна комплектоваться кронштейном.
- Стабилизатор от автомобиля.
- Швеллер для изготовления основания.
- Лист металла.
- Петли — 2 штуки.
- Деревянный брусок.
- Металлическую трубу.
Для изготовления самодельного листогибочного станка понадобятся разные инструменты: сварочный аппарат для соединения элементов, дрель со сверлами по металлу, шлифовальная машинка для зачистки швов, большая болгарка.
Пошаговая инструкция по изготовлению
Для изготовления траверсного листогиба нам понадобятся:
- 4 метра стального уголка, сторона – 50 мм;
- Шаровая опора для автомобиля, с кронштейном для крепления;
- Тяга стабилизатора от него же, диаметром 10 мм;
- Болгарка, дрель, электросварка.
- Металлопрокат нарезаем болгаркой на куски по 1 метру. Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм.
- Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.
- Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
ВАЖНО! От качества подгонки этих элементов зависит будущий люфт поворотного механизма. - Тщательно измеряем и размечаем на уголке выборку для крепления оси.
- Строго по размеру стачиваем лыски для установки полуосей. Это нужно сделать максимально точно, чтобы не тратить время и материал на последующую подгонку.
- Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
- Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
- В результате должна получиться конструкция, с идеальной соосностью в торцах.
- Приставляем уголки друг к другу.
- Делаем разметку выборки на втором уголке строго напротив осей первого уголка.
- Углы относительно друг друга должны быть расположены следующим образом:
- Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.
- Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.
- Металлический прижим будет располагаться следующим образом:
- Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке. Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
ВАЖНО! Кромка должна остаться идеально ровной, именно по ней будет проходить линия сгиба. В случае неровностей возможны заломы и складки на заготовке. - Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.
- В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.
- Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.
- Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
- Рукояти привариваем с нижней части поворотного уголка (траверсы).
Популярное: Как правильно точить ножи бруском — видео рекомендации
Делаем станину для листогиба
Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.
Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.
Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато.
При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает. Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.
Усовершенствование конструкции листогиба
Для самодельного листогибочного станка не нужно придумывать сложную конструкцию. Достаточно собрать вместе ряд самодельных элементов:
- Деревянную подушку.
- Основание из швеллера.
- Рабочий стол из листа металла.
- Уголки, соединённые петлями.
- Ручки для сгибания заготовок.
Чтобы усовершенствовать станок, необходимо сделать дополнительную прижимную балку. Для этого на уголок наваривается металлическая пластина, которая шире его.
Листогибочный станок своими руками
Если вы не знаете, как сделать листогиб, воспользуйтесь пошаговой инструкцией:
- Изначально нужно сделать чертеж листогиба. На нём нужно отметить подвижные элементы, крепёж, размеры. Не нужно делать сложную конструкцию самостоятельно. Достаточно собрать простейшее приспособление без дополнительных функций.
- Изготовить основание из швеллера. Оно должно быть устойчивым, чтобы не возникало перекосов во время работы.
- Сделать смягчающую подушку из дерева.
- Уголки разрезать с помощью болгарки на отрезки по 1 метру.
- Стойку стабилизатора использовать для опоры под петли.
- На уголках под установку оси сточить лыски.
- К готовым выборкам приварить полуоси. Цилиндрические элементы должны выступать за пределы уголков не более чем на 1 см.
- Разместить уголки с наваренными полуосями параллельно друг другу.
- С помощью сварки наварить петли на уголки так, чтобы они могли свободно перемещаться относительно друг друга. В разложенном положении уголки должны представлять собой ровную поверхность.
- Просверлить отверстия для закрепления листогиба на подготовленном заранее основании с рабочим столом.
- Разрезать металлическую трубу на две равных части болгаркой. Наварить их на уголки так, чтобы они играли роль ручек.
Размеры рабочего стола выбираются зависимо от габаритов обрабатываемых заготовок. Это же касается длины уголков.
Листогибочный станок своими руками
Самодельный листогиб с чертежами
В этой публикации представлена разработка самодельного листогиба, которую построил блогер канала ютуб Горячий мастер. В своем видеоуроке мастер покажет листогиб собственного производства, разработанный для обработки рулонов с бесконечным листовым железом. Он сквозной и через него можно протянуть сколько угодно длинную ленту крашеного металла. Использовать данный станок можно для гибки оцинкованного железа и другого металла толщиной до 2 миллиметров. Если толщина составляет 2 миллиметра, то длина сгиба бы не может быть больше 30-40 сантиметров.
Необычные инструменты в этом китайском магазине.
Чертежи для данного листогиба были найдены в интернете. Представленные станок изготовлен из швеллеров и уголков. Уголки сварены в короб. Это рабочий узел. Прижимная планка сделана также из сваренных между собой уголков в короб. Зажим листа осуществляется с 2 сторон, на которых установлены прижимные винты. Однако, как показал опыт, достаточно ограничиться одной стороной. Между рабочими органами, в которые зажимается лист, установленны клапанные пружины для того, чтобы прижимная планка свободно поднималась, когда происходит ослабление зажима. В поворотном механизме установленные шарниры. Угол поворота более 90 градусов. Рукоять изготовлена из каленого прута в укороченном виде и не мешает передвигаться рабочему. Железный лист можно устанавливать как спереди со стороны работника, так и с противоположной стороны. Рычаг расположен горизонтально, что создает дополнительные удобства, когда рабочему не требуется наклоняться вниз, чтобы захватить рукоять. Кроме этого, поверхность, создаваемые рукоятью, можно использовать для подачи в станок листа. При желании можно установить на рычаг дополнительный столик, создав ровную рабочую поверхность. Противоположный зажим не должен быть быстрым регулируемым, это может быть простая гайка, которую иногда можно поворачивать для регулировки зазора.
Товары для изобретателей
Самодельный станок-листогиб
Мастер, работающий на строительной площадке с доборными элементами кровли, водосточными трубами, может не
только сэкономить приличную сумму семейного бюджета, но и значительно увеличить благосостояние семьи, изготовив станок — листогиб своими руками. Цены на готовые изделия значительно превышают стоимость используемого материала. Самодельный станок — листогиб станет незаменимым помощником мастера-жестянщика при изготовлении различных изделий высокого качества.
История возникновения станка
Листогибочные прессы впервые появились в XIX веке в США, когда появилась необходимость в большом количестве конструктивных деталей из металла. Вручную сгибать металлические листы очень сложно и трудоемко. Первые механические листогибы были чрезвычайно травмоопасные, массивные, неудобные и потребляли много электричества. В 60-х годах прошлого века появились первые модели гидравлических станков. Оборудование усовершенствовалось, становилось все более безопасным, удобным и простым в использовании. Сегодня станок-листогиб можно изготовить самостоятельно.
Предназначение
Гибочный станок
Прессовый агрегат, производящий гибку полос и листов из металла разной формы и толщины, называется листогибочным станком. С помощью изготовленного своими руками оборудования листы можно изгибать, не нарушая их плоскостности, под разными углами. Мастера используют станки для работы с листами из самых разных металлов.
Изделия получаются отличного качества, без деформации листа и практически ничем не отличаются от изделий, изготовленных промышленным способом. При этом цена значительно ниже. Силиконовая вставка на гибочной балке позволяет изгибать окрашенные листы, не нарушая покрытие. В конструкции станка предусмотрена регулировка толщины обрабатываемого листа.
Работая на самодельном станке — листогибе мастер получает продукцию, полностью соответствующую всем требованиям. Есть модели оборудования, на которых можно не только сгибать листы, но и выполнять их резку. В строительстве станки используют для изготовления воздухоотводов, кровли, отделки крыши, вентиляционных шахт, отливов и коньков для окон, элементов профнастила, металлочерепицы и сайдинга из металла.
Оборудование для сгиба листов используют в мебельном производстве, в авиа- и кораблестроении, для изготовления запчастей и кузовов в машиностроении, в электронике.
Конструкция
Для резки металла прямо на объекте станок оборудован резцом. Самодельный станок-листогиб состоит из следующих элементов:
- Роликовый нож. Для изготовления ножа используется самый качественный и прочный стальной сплав. Самой стойкой к нагрузкам является конструкция ножа со специальной порошковой посыпкой.
- Задний стол предназначен для размещения рабочего листа. Во время работы лист двигают в нужном направлении и заправляют для сгиба. На опорах стола крепится резак и сгибатель материала.
- Подставка изготавливается из дерева и нужна она для размещения рабочего стола. Высоту подставки можно регулировать, а станок отлично перемещается на колесах.
- Передние упоры необходимы для регулировки ширины разреза листа. Конструкция упоров свободно поворачивается на 180 градусов.
- Угловой упор сгиба и измерительная пластина. Упор нужен для быстрой установки угла сгиба заготовки. Также он может сгибать металл самостоятельно без фиксации.
Сборка станка
Агрегат состоит из основания, двух струбцин, прижима и пуансона обжима с рычагом. Чтобы собрать станок — листогиб, необходимы:
- электрическая сварка;
- качественные уголки №3 и №5 без деформаций;
- 50 см швеллер №8.
- Прижим, позволяющий выполнить качественную глубокую гибку заготовки, делают из уголков. Уголком №3 путем сварки усиливают прочность уголка №5. Для получения жесткого прижима лучше заготовить уголки с 5 мм толщины полками. Длина основания должна быть на 7 см больше прижима. Из кусков уголка №3 к торцам прижима крепятся кронштейны.
- Для обработки краев уголка, соприкасающихся с заготовкой из металла, используют напильник, придавая им положение параллельно основанию. В центре полки уголка-кронштейна делают 8 мм отверстия.
- Уголок №5 подходит для устройства обжимного пуансона. Длина пуансона на 10 мм короче длины прижима. Арматурный пруток из стали выгибают скобой и получают рычаг, который приваривают к пуансону. Из 5 мм стального листа выпиливаются щечки, а в них сверлят 10 мм отверстия.
Самодельный станок
На уголке-пуансоне с торцовых ребер для крепления осей из стали снимаются фаски размером 5х30 мм. Оси привариваются параллельно ребру основания, на котором также снимают фаски размером 6х32 мм.
Для проведения предварительной сборки оборудования в слесарных тисках крепят пуансон и основание так, чтобы швеллера и полки уголка обязательно располагались одной горизонтальной плоскости. Щечки надеваются на оси пуансона и прихватываются к основанию точечной сваркой.
Для пробной гибки берется мягкий лист. Прижимом заготовка фиксируется сверху и одновременно притягивается струбцинами к основанию. Делая пробные гибки, проверяется положение щечек и при необходимости сразу проводится корректировка. Когда будет выбрано оптимальное положение, проводится их жесткое крепление к основанию.
Струбцины изготавливаются также самостоятельно, используя уголки 3 номера. Ознакомившись с чертежом станка — листогиба, вы сразу поймете, что изготовление станка не представляет особой сложности и под силу каждому мастеру.
Как сделать листогиб. Ручной роликовый листогиб своими руками
Как сделать листогиб
Содержание статьи
Ручной листогиб — необходимый инструмент в арсенале каждого домашнего мастера.В особенности, этот инструмент незаменимый для тех людей, которые занимаются такой работой, как холодная ковка металла, где нужно согнуть какой то отдельный элемент металлической заготовки и т. д.
Конечно же, если необходимо сгибать что-то один или несколько раз, то можно взять листогиб на прокат у знакомых или в какой нибудь фирме.
Но если постоянно требуется в работе применять листогибочные операции, то никак не обойтись без покупного варианта станка-листогиба, либо его аналога изготовленного своими руками.
Как сделать листогиб своими руками?
Пополнить свой арсенал инструмента самодельным листогибом вполне возможно, благо, вопрос, как сделать листогиб, решается достаточно просто. Сегодня можно посмотреть видео — как сделать листогиб своими руками в интернете, найти чертежи листогиба и инструкцию по его изготовлению.
На самом же деле, сделать листогиб под силу каждому человеку. Перед тем как осуществлять сборку листогиба, следует определиться сначала с техническими характеристиками этого инструмента, какой по толщине им металл придется сгибать и многое другое.
Самодельный листогиб и его характеристики
Прежде чем приступать к основной части вопроса, как сделать листогиб своими руками, следует определиться вот с чем:
- Какой металл по толщине придётся гнуть листогибом.
- В каком диапазоне углов гибки металла, необходимо работать чаще всего.
- С габаритами самодельного листогиба — его высотой, длиной и шириной.
- Насколько точным должен быть листогиб, изготовленный своими руками.
Как только ответы на все вышеперечисленные вопрос будут найдены, можно приступать к изготовлению листогиба своими руками. Как сделать листогиб и что потребуется для его изготовления?
Чтобы сделать листогиб потребуется станина и подвижная часть механизма, которая будет гнуть металл под требуемым углом. К станине, заготовка для сгибания, должна надежно фиксироваться посредством рычагов, на концах которых имеется резьба.
Часто распространённым вариантом является листогиб из тисков, которые используются для фиксации заготовки во время её сгибания.
Не менее популярным вариантом листогиба, является и листогиб своими руками с использованием деревянных составляющих. Такой самодельный листогиб, чаще всего используется, для того, чтобы сделать оконные отливы, в общем, различные элементы, гнущиеся из тонкой оцинкованной жести.
Листогиб может быть различных конструкций и вариаций, поэтому на вопрос как сделать листогиб своими руками, можно найти множество всевозможных ответов. Главное при этом, определить правильные технические характеристики листогиба, которые во многом зависят от рода выполняемой им работы.
Оценить статью и поделиться ссылкой:Самодельный роликогиб
Основная проблема, с которой сталкиваются люди, которые занимаются различными металлическими проектами и вообще конструкциями, — это изгиб металлических деталей. Причина, по которой эта проблема возникает во время этих проектов, заключается в том, что металлические детали требуют большого давления, прочности и точности для изгиба. Для этого можно использовать много машин, но их стоимость высока. Хотя металлический роликогиб уже однажды был изготовлен командой «make it extreme», конкретная конструкция не была доступна никому, поскольку требовалось производить более специализированные машины, чем те, которые можно найти в любом доме.Таким образом, наша 56-я конструкция более удобна для всех, относительно доступна, чрезвычайно полезна и вызовет чувство радости и удовлетворения у людей, которые хотят продуктивно проводить свое время.
Для начала мы использовали кусок домашней балки общей длиной 144 см, шириной 18 см и высотой 9 см. Затем мы разрезаем его на четыре части: 3 части по 28 см и еще одну по 60 см. Мы сделали основу нашей машины, положив на нее длинную деталь, а затем приварили к ней одну из частей длиной 28 см вертикально.На последнем куске мы соединили еще один кусок 28 см по горизонтали. Таким образом мы завершили основу нашей машины.
Что касается оставшейся части, мы соединили ее с петлей толщиной 20 мм и длиной 18 см на горизонтальной устойчивой части 28 см. Таким образом, мы создали подвижную часть металлического гибочного станка, которая регулирует наклон, который мы хотим иметь на гибочных частях. На две части по 28 см, подвижную и неподвижную, мы разместили 4 (Y) подшипника по 20 мм, по 2 в каждой части.Между двумя частями мы поместили подшипник с фланцем 25 мм. Высота этих подшипников регулируется с помощью некоторых отверстий, которые мы создали по бокам металлического гибочного станка, чтобы регулировать высоту центральной оси в соответствии с толщиной материала, который мы хотим сгибать, и они могут изменять положение. в зависимости от высоты этих гнутых материалов. Таким образом, разместив три металлические оси, две из которых имеют толщину 20 мм и одну толщиной 25 мм, мы создали ролики, по которым катятся утюги во время гибки.Наклон подвижной части осуществляется с помощью домкрата для бутылок, который может поднимать до 2 тонн. Более того, поместив винт в центральную точку оси, мы можем поставить сверло для вращения оси и сгибания металлов, а также вращения, используя также руку, поддерживаемую колесом, расположенным в той же точке.
Одна деталь, которая увеличивает возможности конкретной конструкции, заключается в том, что все необходимые регулировки были сделаны так, чтобы оси с одной стороны могли быть задействованы, чтобы освободить место для размещения роликов для гибки труб или круглых металлических материалов.Кроме того, еще одной важной деталью, которая увеличивает функциональность нашей машины, является регулировка через отверстия, с помощью которых мы можем перемещать подшипники на 20 мм от центра или наоборот. Это очень важно, поскольку при гибке толстых металлов подшипники уменьшают мощность, когда они находятся далеко от центра, а для создания более узкого изгиба подшипники размещаются как можно ближе к центру.
Наконец, конкретная идея и ее первоначальная форма возникли пять лет назад, и мы должны сказать, что мы полностью удовлетворены ее исполнением.Подводя итог, на этот раз мы решили сделать эту конструкцию, чтобы дать возможность нашим зрителям также попробовать сделать свой собственный металлообрабатывающий станок в собственном доме с помощью электросварки, с помощью угловой шлифовальной машины и дрели. Наш последний совет — наберитесь терпения, поскольку даже эта конструкция проста, она также требует большого терпения и аккуратности!
Получить план: http://bit.ly/MIEplans
000000000000000000
Являются ли самодельные инструменты для листогибочного пресса хорошей идеей?
Следует ли при гибке в значительной степени полагаться на самодельные инструменты? Это зависит от обстоятельств, — пишет гуру листогибочного пресса Стив Бенсон.При правильном изготовлении и для правильного применения самодельные листогибочные инструменты могут быть очень удобными и практичными, как инструменты заводского изготовления. Изображения предоставлены
Q: Я устроился на новую работу начальником отдела листогибочного пресса в крупной мастерской. На моей предыдущей работе мы время от времени использовали самодельные инструменты, но не стали повседневной практикой. На моей новой работе я обнаружил, что компания не только разрешает, но даже поощряет самодельные инструменты в цехах. Наш отдел контроля качества даже использует несколько самодельных инструментов для проверки деталей.На мой взгляд, такая практика не может быть правильной.
У меня было несколько обсуждений с менеджерами о достоинствах высококачественных инструментов измерения, и я подробно изложил все причины, по которым я считаю, что это плохая практика. У них всегда есть разумный контрапункт, но я все равно не верю ему. Продолжаются ежедневные дебаты.
Надеюсь, вы поможете прояснить это: кто прав, когда дело доходит до того, что в значительной степени полагается на самодельные инструменты? Это хорошая идея? Ваши взгляды на эту тему могут иметь большое значение для нас.Спасибо за ваше время. Я читаю вашу колонку каждый месяц и многому научился. С вашими знаниями листового металла вы казались идеальным человеком, чтобы спросить.
A: Самодельные инструменты делятся на три категории. Первый включает в себя рабочие и калибровочные инструменты, которые помогут вам выполнить операцию, например, боковой упор. Второй тип помогает измерить или квалифицировать деталь, чтобы убедиться, что работа и деталь соответствуют спецификациям. Сюда могут входить измерители угла радиуса или зенковки.В-третьих, это рабочие инструменты, которые помогают в работе машины, например, крепления для циферблатных индикаторов и специальные инструменты.
Измерительные инструменты
Калибры для пальцев . Они измеряют фланец от элемента до линии изгиба — немного мастерства старой школы, которое все еще ценно сегодня (см. , рис. 1, ). Когда вызываемый размер находится от элемента до линии сгиба, и вы выходите за пределы элемента, чтобы определить местоположение сгиба, размер сохраняется, и любая ошибка возникает между элементом и кромкой.Измерьте расстояние от края до линии сгиба, и любая ошибка обнаружится в названном размере.
Боковой упор . Боковой упор — это правый или левый упор вдоль станины или ось Z тормоза. Деталь прижимается к заднему упору, чтобы удерживать размер, в то время как боковой калибр удерживает предыдущие фланцы, рельефные детали, крепеж и другие детали из-под пуансона.
Калибр изгиба . Это помогает совместить нарисованную линию изгиба с центром радиуса пуансона (см. , рисунок 2, ).Его можно сделать из квадратного токарного станка, поставленного на его край и отрезанного с одного конца. При размещении на V-образной матрице сокращенная часть калибра образует вертикальную линию, которую оператор использует для совмещения линии разметки сгиба с центром сгиба.
Измерительные инструменты
Вы можете довольно легко изготовить различные измерительные инструменты, если у вас есть доступ к лазеру. Фактически, все, кроме одного из следующих примеров, можно легко вырезать самостоятельно.
Радиусный калибр . После того, как вы создадите свою первоначальную программу для резки измерителя радиуса на лазере, вам нужно только масштабировать вашу лазерную программу вверх или вниз, чтобы создать измеритель радиуса, который вам нужно измерить.Во многих отношениях это лучше, чем покупать набор измерительных приборов стандартных британских или метрических размеров. Большинство из нас в наши дни изгибают воздухом, и когда мы формируем заготовку воздухом, внутренний радиус создается как процент от отверстия матрицы. Этот плавающий радиус редко будет одним из фиксированных значений из приобретенного набора датчиков. Создав собственные калибры для радиуса, вы можете точно согласовать их с радиусом, который вам нужно произвести в детали (см. , рис. 3, ).
Правило . Используя лазер, вы можете вырезать линейку по точному размеру и нанести точные отметки, будь то британские или метрические.Это так же точно, как и обычные правила магазина. Возможно, он не так точен, как инструмент для проверки, но он позволяет вам приблизиться ко многим ситуациям в цехе (см. , рис. 4, ).
Рис. 1. Этот калибр для штифта изготовлен из листового металла и вставлен в стойку из ПЭМ.
Шарики стальные . Для снятия фаски с отверстия можно использовать стальные шарикоподшипники разных размеров, немного изменив его диаметр. Независимо от того, является ли отверстие слишком большим или немного не по размеру, эти стальные шарики могут оказаться тем инструментом, который вам понадобится для сохранения прототипа детали (см. , рис. 5, ).
Угловой калибр с зенковкой . Опять же, их просто вырезать лазером и просто использовать. Как и нестандартные калибры радиуса, вы можете отрезать их до точного угла зенковки, который вам нужно измерить (см. Рисунок 6 ).
Операционные инструменты
Крепление индикатора часового типа . Допустим, вы хотите проверить задний упор на точность и повторяемость, или вам нужно отрегулировать задний упор вручную на станке без ЧПУ. Циферблатный индикатор — это как раз подходящий инструмент, но для его установки на станину листогибочного пресса потребуется другой нестандартный, хотя и очень простой инструмент.Это не что иное, как установочный штифт, приваренный к болту, который входит в любое из множества резьбовых отверстий на большинстве станины листогибочного пресса (см. , рис. 7, ).
Малый пуансон и матрицы . Если вы формируете очень тонкий материал и вам нужно очень узкое отверстие матрицы, например 0,035 дюйма, у вас могут возникнуть проблемы с его поиском. Рисунок 8 показывает 0,500 дюйма. квадратная планка с двумя узкими V-образными канавками, образующая миниатюрную двойную V-образную матрицу, которая защелкивается в специальном держателе. Держатель изготовлен из твердого уретана и предназначен для установки на монтажную рейку европейского типа.
Вероятно, вы также не найдете пробойник для этой работы в каталоге инструментов. Здесь я использовал тонкую режущую линейку, предназначенную для вырезания картонных коробок по форме (см. , рис. 9, ), эффективно создавая пуансон с нулевым радиусом. Вы можете обрезать правило до нужной длины и даже можете добавить ушки, вырезы и другие детали, необходимые для формирования детали. Вам также потребуется изготовить пуансон, напоминающий европейский клиновой блок, или специальный держатель для строгального станка.
Центрирование такого маленького пуансона на такой маленькой матрице требует исключительно точной регулировки, гораздо более тонкой, чем средний процесс центрирования.Вы можете сделать это, снова сделав держатель, который крепится к станине листогибочного пресса и удерживает микрометрическую головку, которая прикреплена к самодельному инструменту, который зажимает направляющую для крепления штампа. Это позволяет вам перемещать рельс внутрь и наружу с шагом 0,0001 дюйма. приращения (см. Рисунок 10 ).
Но подождите … это еще не все. У вас есть инструмент, крепления и регуляторы, но вы по-прежнему не видите пуансон и штамп, когда центрируете инструменты. Опять же, вы можете обратиться к самодельному ответу.
Как центрировать пуансон с радиусом 0 в центре 0.V-образная матрица шириной 035 дюймов? Конечно, нельзя класть голову между кроватью и бараном. Но вы можете получить увеличительную линзу с правильным фокусным расстоянием для процесса центрирования. Вам понадобится пара блоков, нарезанных для установки на европейскую направляющую (или на любую другую, которая у вас есть), чтобы удерживать небольшую веб-камеру. Теперь, с помощью нескольких мониторов для просмотра, вы можете центрировать инструмент (см. , рис. 11, ).
Уретановые плашки . Вы можете сделать небольшой набор уретановых инструментов в комплекте с отклоняющими стержнями и воздушным каналом под подушкой, чтобы уменьшить формовочный тоннаж (см. , рис. 12, ).
Инструмент для косынки . Допустим, вам нужно сформировать косынку — ребро жесткости, перпендикулярное изгибу. Этот маленький драгоценный камень поможет вам создать складчатые изгибы, просто поместив его между двумя частями инструмента. Небольшие прокладки с обеих сторон позволяют материалу вытекать из косынки. Инструмент для косынки в модели Рисунок 13 был изготовлен из нержавеющей стали. Просто обрежьте его на размер немного меньше высоты инструмента, и он готов к работе.
Рисунок 3.Самодельный измеритель радиуса можно вырезать так, чтобы он точно соответствовал радиусу, который вам нужно сформировать в вашей детали.
Помните о нагрузке, которой будет подвергаться инструмент для косынки во время использования. Тоннаж будет сосредоточен на кромке косынки и может врасти в монтажную шину или станину станка. Лучше всего подложить защитную полосу под обе стороны матрицы по всей ее длине, приподняв инструмент для его защиты.
Калибровочные блоки . Если вы используете традиционные строгальные инструменты, вам нужно будет использовать калибровочные блоки для калибровки заднего упора по центру изгиба во время настройки (см. , рис. 14, ).
Просто образец
Надеюсь, я дал вам несколько идей, которые вы можете использовать, когда возникает потребность в творчестве. Представленные здесь идеи — лишь малая часть того, что самодельные инструменты могут сделать для вашего магазина. Некоторые самодельные инструменты могут быть недостаточно хороши для контроля качества, но некоторые, безусловно, достаточно хороши для производственного цеха.
Хорошая идея — полагаться на самодельные инструменты? Это зависит от того, как работают ваши операторы, от требуемого уровня точности и от того, насколько хорошо изготовлены самодельные инструменты.При аккуратном изготовлении такие инструменты вполне работоспособны.
Почему профилирование? — Dahlstrom Roll Form
Существует множество способов производства металлических компонентов, многие из которых мы коснемся ниже на этой странице. Профилирование должно иметь цель и нишу, верно? Вы можете сделать ставку — это наиболее экономичный производственный процесс для массового производства:
- Уголков
- Каналов (C, J, прямоугольник, шляпа)
- Сложных форм с несколькими изгибами
- Длинных компонентов с отверстиями
Профилирование также обеспечивает экономичное и простое добавление к линейной пробивке . такие функции, как:
- Отверстия
- Пазы
- Пазы
- Тиснения
Конструирование этих элементов в специальные инструменты устраняет необходимость в медленных, дорогих Вторичные операции .Профилирование снижает производственные затраты и значительно сокращает время выполнения заказа — до тех пор, пока подходит обувь.
Преимущества профилирования
Многие преимущества холодного профилирования недоступны иным образом. Конечно, не все в одном пакете. Но мы пока коснулись лишь поверхности.
Давайте развернем полный список преимуществ профилирования:
Поточные элементыПрирода процесса профилирования рулона позволяет дополнительно добавлять штампованных элементов и тиснений на линии.Ваш производитель может исключить многоэтапные операции, чрезмерный брак и заусенцы.
Гибкость объема заказа
Один из мифов, с которыми сталкивается отрасль, заключается в том, что ее жизнеспособность очень зависит от объема.
Хотя большие объемы, безусловно, являются наиболее рентабельным способом использования профилирования, малые и средние тиражи не обязательно останутся незамеченными. В зависимости от конструкции детали объемов от 10 000 до 20 000 погонных футов в год могут быть рентабельными.
Ваш производитель также может обеспечить экономичный объем заказа. Это позволяет производителю хранить инвентарь и передавать его вам при необходимости. Экономичные запуски увеличивают объем и сокращают время настройки, а вы не работаете всухую.
Ваш производитель может также согласиться со скидкой на небольшие заказы в обмен на более длительный контракт.
Сложные профили со сложной гибкой
Профилегибочный станок подходит для многих других процессов обработки металлов давлением.С помощью небольшой умной инженерии он способен производить широкий диапазон поперечных сечений.
Конструкции с несколькими радиусами изгиба вызывают проблемы при формовке листогибочным прессом по ряду причин. То же самое касается многоугольных деталей — альтернативный процесс приводит к задержкам производства , требуя частой смены инструмента и перезапуска оборудования.
Жесткие, повторяемые допуски
Если ваш производитель знаком с профилегибочными машинами (и не совсем некомпетентен), он будет производить детали высокой точности.
При правильном выполнении профилирование может выдерживать допуски до +/- 0,005 дюйма на определенных сегментах профиля . Общая длина детали может достигать +/- 0,020 дюйма.
При проектировании необходимо учитывать концевую развальцовку и упругую отдачу. Ваш производитель должен понимать, как можно контролировать эти искажения с помощью правильного проектирования и настройки производства.
Вы можете делать большие вещи
С помощью профилирования вы можете изготавливать детали любой длины! Помните, что длина гнутых деталей ограничена только количеством материала под рукой.
Небольшое обслуживание инструмента
Обслуживание инструмента обычно меньше для профилированного профиля, чем для штампованного компонента. Это связано с тем, что профилегибочные машины могут производить детали и особенности в непрерывном движении .
Лучший способ определить объем обслуживания инструмента — это посмотреть объем вашего заказа.
Способен формировать высокопрочные металлы
Не все процессы производства металла могут обрабатывать высокопрочный металл.Или, если они могут, это ценой быстрого повреждения инструмента .
Возможность холодной прокатки высокопрочных материалов, таких как высокопрочная низколегированная (HSLA) сталь, дает вам преимущество перед материалами стандартной прочности, такими как углеродистая сталь 1040. Сталь HSLA отлично подходит для изготовления конструктивных элементов во многих отраслях промышленности.
Право собственности на инструмент
Амортизация затрат позволяет вам сохранить полную собственность на инструмент и избежать скрытых платежей. Вы также получаете:
- Снижение совокупной стоимости владения: Амортизация сразу снижает первоначальные производственные затраты и дает вам возможность делать небольшие платежи.
- Долгосрочная рентабельность инвестиций: Вы платите один раз за инструменты и можете использовать их для других проектов!
- Гибкость: Хотите взять инструмент с собой в другое место? Действуй.
Меньше шансов на ошибку
Профилегибочные машины в 21 веке очень эффективны. Благодаря программному обеспечению САПР машины в высшей степени автоматизированы и требуют меньше рабочей силы. Это означает меньше шансов на ошибку , вызванную человеческим фактором, .
Скорость и адаптируемость являются ключевыми факторами в отраслях с быстрым сроком выполнения работ.
Меньше лома
Одним из самых популярных методов профилирования является то, что при профилировании образуется меньше отходов, чем при многих других методах профилирования металла.
Стоимость лома обычно составляет 1-3% от вашей общей стоимости. Этот навык вдвойне хорош, когда вы работаете с дорогими материалами.
Применения для профилирования валков
Многие профили продукции сложно изготовить с помощью листогибочного пресса, штамповки или экструзии (подробнее об этом ниже). Эти же приложения можно экономично выполнять при высокой производительности с помощью профилирования.
Это критерии для определения холодной прокатки:
Общие правила
Если ваш проект соответствует хотя бы нескольким из этих ковшей, он может быть идеальным для производства профилей:
- до 30 футов является обычным явлением)
- Повторяющиеся рисунки пуансонов в семействе деталей различной длины, все с одинаковым профилем
- Средние и большие годовые объемы. Инструменты могут стать дорогими из-за небольших тиражей
- Эстетические проекты, в которых следы инструмента недопустимы.Постепенный процесс формования фактически устраняет следы инструмента!
- Сложные поперечные сечения
- Глубокие U-образные каналы с узкими отверстиями
Особые области применения
Профилирование идеально подходит для многих отраслей — некоторые очевидны, другие нет. Многие из этих отраслей используют преимущества профилирования на протяжении десятилетий, в то время как другие все еще изучают его достоинства:
ПерилаМиллионы миль перил приобрели свою прочную и прочную форму благодаря профилированию.
Оцинковка перил возможна прямо на заводе. Добавление этого цинкового слоя помогает компоненту оставаться устойчивым в любых условиях.
Компоненты для монтажа солнечных панелейРулонные детали составляют каркасную систему , на которой размещается множество солнечных панелей:
- Коммерческие крыши
- Солнечные электростанции
- Жилые крыши
Американские профилегибочные машины относятся к проектам на рынке солнечной энергии больше, чем к любой другой работе.
Строительный каркасБольшинство коммерческих зданий построено не со стальными стойками в стене, а с элементами гнутой формы.
Их очень быстро выпускают компании, которые очень привержены этой супер-нишевой отрасли и имеют необходимые специальные сертификаты. Архитектор должен знать, что деталь может соответствовать стандартам и требованиям по нагрузкам, прежде чем он даже рассмотрит это.
НКТПрактически все НКТ изготавливаются методом прокатки.Трубопроводы широко используются в производстве бытовой техники, автомобилей, архитектуры и многого другого.
Трубки могут быть квадратными, круглыми, овальными и прямоугольными. При профилировании все трубы свариваются без шва за счет зачистки.
Гнутые трубы изготавливаются из разных металлов. Однако иногда алюминиевые трубки изготавливают методом экструзии.
Сайдинг и кровляВся оболочка здания может быть сделана из гнутых элементов.
Вы увидите много металлических крыш на домах на северо-востоке. Это еще один сырьевой бизнес, в котором доминируют всего несколько профильных компаний.
Прочие структурные компонентыЭти гнутые детали требуют большей толщины. Прогоны или Z-образные профили обычно используются для всех видов конструкций, работающих под большим напряжением.
Типичные области применения в автомобильной промышленности:
- Рельсы рамы
- Бамперы
- Дверные балки
- Дужки крыши
Вы можете заказать оконные стойки и поручни, изготовленные из рулонных деталей.(Стойки представляют собой вертикальные профили, а поручни — это горизонтальные элементы.)
Полая оконная рама сокращает ваши расходы, обеспечивая при этом элегантный дизайн. Кроме того, вы просто установите его, щелкнув!
Дверные компонентыДверные коробки, кожухи и другие детали могут быть изготовлены с помощью роликов. Существует множество вариантов этого обрамления для краев, низа и верха вашей двери, в зависимости от того, какой тип оборудования будет использоваться.Формование этих деталей методом валков является довольно распространенным явлением.
«Стандартные» двери больших объемов используют профилирование кромок, верхнего и нижнего обрамления, что приводит к снижению затрат .
Вы также можете использовать профилированные детали для добавления остекления. Они могут быть установлены заподлицо или внахлест.
Наконец, некоторые поверхности дверей также подвергаются прокатке. В таком случае этот шаг обычно выполняется производителем двери, а не третьей стороной.
ЛифтыОтслеживание вала лифта и некоторые структурные компоненты кабины изготавливаются методом профилирования.
Валкообразователи также могут классифицировать элеватор. Внутренние декоративные элементы кабины также подвергаются гнутой прокатке
.
Здесь задействованы тонны профилирования.
Все трубки, входящие в состав теплообменника хладагента , изготовлены из гнутой меди. Множество конструктивных элементов внешней оболочки изготовлено методом прокатки.
В коммерческих хранилищах продуктов этот процесс может быть использован для формирования:
- Отбойных пластин, защищающих от пыли
- Рельсы из нержавеющей стали по краям
- Декоративные планки и карнизы для создания привлекательных дисплеев в продуктовых магазинах и магазинах повседневного спроса
Любой вид транспорта является целью оптимизации с помощью перехода на гнутые детали.
Конструктивные элементы шасси составляют большую часть отрасли. Это касается как автомобильного, так и строительного секторов. Вам нужны межкомнатные двери, которые защитят вашего конечного пользователя во время аварии? Используйте гнутые детали.
На прицепах и грузовиках задние элементы конструкции и шасси формируются в рулонах. На внешней стороне корпуса применена декоративная металлическая отделка.
ПоездаВ поездах сайдинг может быть изготовлен из нержавеющей стали гнутой прокаткой. Это распространенный маршрут городского общественного транспорта.
В поездах также используются конструкционные, а также внешние и внутренние декоративные металлические детали, изготовленные методом профилирования.
КораблиЕсть неиспользованный потенциал для декоративных металлических компонентов на судах. Рабочие и правительственные лодки, мы смотрим на вас.
В настоящее время не хватает креативности на мебели из нержавеющей стали внутри. Все это квадратно и приземленно.
Возможности профилирования для кабельной разводки и лотков приводного стола имеются в большом количестве.Их можно повесить по длине корабля для удобства и надежности.
ЭлектроснабжениеКабельные лотки, кабельные каналы … они должны быть изготовлены из стали. Почему бы не прокатить гнутую сталь? Эти изделия, как правило, изготавливаются из оцинкованной стали, с которой отлично справляются роллеры.
Медные шины / проводники обычно формуются в рулонах.
Затраты на профилирование
Стоимость профилированных каналов можно проследить до нескольких факторов:
- Сложность формы
- Трудозатраты
- Стоимость сырья
- Оснастка
- Объем заказа
Сложность формы
Сложность профиля и необходимая перфорация будут определять, будут ли здесь добавлены какие-либо затраты.
Высота профиля может увеличить стоимость инструмента. Для более высоких профилей требуются инструменты для профилирования валков большего диаметра, что увеличивает количество необходимой инструментальной стали.
Трудозатраты
После установки линии профилирования трудозатраты становятся довольно недорогими. Профилирование — это одностадийный процесс, поэтому человеческий труд не требует больших затрат.
Стоимость сырья
Самые большие затраты при профилировании — это цена сырья, составляющая 55-70% от окончательной цены.Прелесть этого процесса в том, что он производит настолько мало лома , что он составляет всего 1-3% от общей стоимости.
Затраты на инструменты
Затраты на инструменты для профилирования — еще один неудачный миф об этом процессе.
Во-первых, инструмент для изготовления любого металла может быть дорогим. При разумных закупках инструмент для профилирования валков на не дороже, чем любой другой тип . Вот несколько способов контролировать затраты на инструмент:
- Если ваш производитель участвует в проектировании детали, он может оптимизировать деталь для инструмента для профилирования валков.
- Платежи могут амортизироваться с течением времени, чтобы избежать высоких первоначальных затрат.
- Ваш производитель может предоставить скидку на инструмент в обмен на обязательство со временем закупить определенное количество деталей.
- Профилегибочный станок, который существует уже долгое время, может иметь уже существующий инструмент, который подойдет для вашего проекта.
Объем заказа
Экономическая конкурентоспособность валковой гибки не так зависит от объема заказа, как вы думаете . Конечно, большие объемы имеют смысл, но некоторые профилегибочные машины могут оптимизировать свой процесс и для небольших заказов.
Почему это не так дорого, как вы думаете
В процессе гибки рулона заложено множество экономических преимуществ:
1. Бесплатное размещение на линии
После покупки штамповочного инструмента вы эффективно получаете отверстия поставить деталь бесплатно. Форма должна быть сформирована в любом случае, а процесс штамповки связан и непрерывен.
В отличие от других видов металлообработки, где добавление каких-либо элементов является повторяющимися и совокупными затратами, стоимость рулонной формы зависит от времени работы машины — независимо от того, сколько функций вы используете.
2. Более низкая стоимость детали
Сумма добавленных вами затрат на инструмент возмещается вам за счет более эффективных функций.
Сравните эту окупаемость с многоэтапной мастерской:
- Резка детали
- Перенос детали на пресс или станок для лазерной резки
- Перенос ее на пресс с тормозом, где кто-то устанавливает инструмент и сгибает вашу деталь в нужную форму
С помощью профилегибочного станка все это осуществляется непрерывно. Профилирование идеально подходит для повторяемых деталей и процессов.
3. Снижение затрат на рабочую силу
При меньшем количестве задействованных процессов логично, что вы также выиграете от чрезвычайно низких затрат на рабочую силу. Речь идет о , 6% от общей стоимости проекта , тогда как в мастерской это 15-20%.
4. Меньше ожидания Около
Время выполнения заказа по частям лучше. Мы говорим всего лишь о 10% времени выполнения заказа в этом цехе .
5. Возможность совместной работы по оптимизации детали
Если ваш производитель предлагает помощь в проектировании, это может фактически сэкономить вам деньги за счет оптимизации детали для инструментов и процессов профилирования валков.
Профилирование валков Vs. Конкурирующие процессы
В правильной ситуации ваша компания может воспользоваться профилированием для эффективного производства деталей, которые подходят для любой отрасли. Поскольку каждая ситуация уникальна, давайте глубже рассмотрим плюсы и минусы валковой гибки по сравнению с штамповкой, прессовым торможением, экструзией, литьем и ковкой.
Большинство этих конкурирующих процессов выполняется посредством горячей штамповки. Проблема в том, что горячее формование — это очень специализированный процесс прокатки .Использование высоких температур и расплавленного продукта требует огромных печей, которых не так много. Покупка оборудования, необходимого для безопасного обращения с жидкой сталью, и поиск опытных специалистов для эксплуатации оборудования — это крупные инвестиции.
Разница в том, что…
Существуют общие различия в конечном результате холодной штамповки и горячей штамповки:
- Скорость и качество обработки: Для горячей стали может потребоваться 50 валков для утонения заготовки. , в то время как для этой же детали может потребоваться 100 проходов при холодной прокатке.Но… с большим количеством валков вы можете получить более жесткие допуски на деталь и более качественный конечный продукт. Это может привести к увеличению затрат, но, возможно, это того стоит для вашего клиента.
- Прочность: Для аналогичных марок холоднокатаный металл может быть прочнее горячекатаного металла из-за наклепа. Если для детали, которая будет формоваться в рулоне, указан горячекатаный лист, вы все равно получите немного дополнительной прочности. Но это не будет соответствовать той прочности, которую вы получили бы, если бы начали со стандартного холоднокатаного материала.
- Использование в конструкциях: Формула стали для двутавровых балок отличается от той, которая используется при холодной штамповке. Он менее пластичен и тверже, поэтому его труднее сгибать в холодном состоянии.
- Ограничения по размерам: Стальной лист подвергается горячей прокатке только до определенной толщины. Длина гнутых деталей ограничена только количеством материала в рулоне.
Профилирование валков Vs. Штамповка
Штамповка не идеальна для небольших проектов, отчасти потому, что стоимость инструмента для штамповки огромна. Штамповка не позволяет формировать длинные детали, и нельзя вносить изменения в рисунок штамповки.
Существуют определенные объемные приложения с простым дизайном, на которые можно наносить штамп. К ним относятся:
- Механизмы
- Двигатели
- Компоненты самолетов
- Электроника
- Телекоммуникации
- Аппаратные средства
- Электроинструменты
- Приборы
- Устройства блокировки
- Уход за газонами Боеприпасы Формирование Vs.Листогибочный пресс
- Трубки
- Алюминиевые канистры
- Цилиндры
- Трубопроводы подачи топлива
- Рамы
- Гусеницы
- Рельсы
- Штанги
- Штанги 9018
- Электроды
- Прототип
- Тяжелое оборудование
- Приборы
- Двигатели
- Артиллерия
- Art
- Кожухи и крышки
- Колеса 9018 9018 Корпуса клапанов
- 9018
- Оснастка
- Шестерни
- Рулевые рычаги
- Валы
- Фланцы
- Клапаны
- Сверла
- Головки
- Крюки
- Шаровые шарниры
- Ракеты Шестерни 9018 9018 Шпиндели 9018
- Покупка профилегибочного станка через Интернет
- Наличие у производителя нового оборудования разработки и установки индивидуального станка под ключ
- Привлечение опытного профилировщика валков
- Погрузочно-разгрузочное оборудование
- Погрузочный кран
- Система разматывания
- Пресс для предварительной штамповки (если в вашем компоненте есть отверстия, пазы или выступы)
- Точная система подачи / управления
- Ускоритель обрезки летающих штампов с элементами управления
- Отрезной пресс подходящего размера
- Толщина и свойства коммерческих металлов сильно различаются
- Для прогонов с различными партиями металла требуется точная регулировка для получения ожидаемого профиля
- Необходимо внести корректировки с учетом упругого возврата из более твердых металлов
- Для более толстых партий требуется больше места между инструментами для профилирования
- Неравное давление на валки для профилирования приведет к скручиванию и изгибу
- Учет растяжения компонентов
- Предотвращение врезания металла в штампы
- Будет ли линейный оператор на постоянной основе?
- Большие объемы требуют постоянной работы рабочих групп. Сможет ли ваша компания сбалансировать затраты, объем производства и другие зависимые процессы этой рабочей нагрузки?
- Оборудование
- Люди
- Процессы
- Производственные площади
- Экономии затрат
- Надежности сроков поставки и цепочке поставок
- Пониманию структуры вашей системы поставок
- Объемы ваших заказов превышают рентабельность ваших текущих процессов.
- Отходы вашего лома вышли из-под контроля.
- Ваш текущий процесс неэффективен.
- Вам нужен больший контроль над процессами и инструментами.
- Вы хотите усилить цепочку поставок с помощью запасов, управляемых поставщиками.
- Вы хотите воспользоваться преимуществами бережливого производства.
- Вам нужен более экологически чистый продукт.
- Никакая конструкция над средним роликом не позволяет использовать плотные ролики
- Может катить куски металла шириной до 6 дюймов
- Работает!
- Вы должны отвинтить средний ролик, чтобы освободить плотно свернутый кусок металла
- Для снятия обоих болтов необходимо захватить средний ролик тисками
- Отсутствие дорогих услуг по транспортировке и упаковке длинных панелей. Катушки доставляются прямо в магазин или на строительную площадку.
- Панель не повреждается при транспортировке, задержки минимальны.
- Меньше труда и отходов.
- Умение работать по собственному графику, а не по фабричному.
- Формируйте идеальные панели любой длины.
Листогибочный пресс имеет те же недостатки, что и штамповка, а также некоторые другие.
Листогибочный пресс также не подходит для более длинных деталей. Также он не превосходит сложные изгибы, углы и радиусы.
Отличие заключается в том, что на самом деле он намного лучше для заказов с небольшим объемом, чем для заказов с большим объемом.
Как правило, листогибочный пресс дает противоречивые результаты. Никогда не знаешь, когда у тебя останется царапины и другие следы инструмента .
К гибочным прессам относятся детали из листового металла.
Профилирование валков Vs. Экструзия
Теперь все становится немного интереснее. Экструзия немного более конкурентоспособна с профилированием, чем наши первые два участника.
Во-первых, плохо. При крупносерийном производстве экструзионное оборудование и инструменты могут быть очень дорогими. Все требует вторичной обработки, и нет никаких дополнительных действий, которые можно было бы выполнять в оперативном режиме.
Экструзия — это еще один процесс, ограниченный размерами компонентов. Следует помнить о длине детали; тонкие компоненты тоже вызов .
Тем не менее, нет недостатка в областях, в которых экструзия предпочтительнее, чем детали, формованные прокаткой, особенно при работе с алюминием. Структурные профили часто изготавливают с помощью горячей прокатки (сочетание экструзии и прокатки) для достижения хорошего баланса веса и прочности.
Помимо конструктивных элементов, приложения для экструзии включают:
Профилегибочное профилирование Vs.Литье
Литье часто препятствует конкуренции со стороны порошковой металлургии, но также бывает несколько случаев, когда прокатка сталкивается с ним.
С точки зрения эффективности литье не подходит для больших партий. С точки зрения качества, он производит детали с высокой пористостью — что, в зависимости от вашего применения, может быть большим запретом.
Вот области применения, в которых литье становится жизнеспособным:
Профилирование валков Vs.Ковка
Тепло, возникающее при ковке, приводит к очень твердым компонентам. Иногда это хорошо; в других случаях это буквальный рецепт неудачи. Высокая твердость отлично подходит для деталей, которые должны противостоять вмятинам и царапинам. Но с твердостью приходит хрупкость — компоненты с высокой твердостью имеют низкую ударопрочность, что делает их опасными для некоторых транспортных проектов.
Итак, где же стоит посмотреть поковки?
Делаем это внутри компании Vs.Аутсорсинг
Возможно, вы пришли к выводу, что профилирование хорошо подходит для вашего проекта. Если да, то что теперь?
Нужно принять решение — делать это самому или использовать контрактный формирователь валков.
Внедрение процессов профилирования в ваш бизнес — сложное вложение. Это больше, чем просто покупка профилегибочного станка, который можно включать и выключать по мере необходимости. Существуют дополнительные расходы и риски, которые многие предприятия, не специализирующиеся на профилировании, не могут понять — пока не станет слишком поздно.
Это не значит, что вы не можете этого сделать. Ваш уровень успеха просто зависит от ваших конкретных операций, потребностей и целей.
У вас есть три варианта:
Есть три фактора, которые должны влиять на ваш путь.
1. Стоимость оборудования по сравнению с ценой.ROI
Профилегибочное оборудование — это больше, чем просто формовочная машина. Полная линейка включает:
Все эти характеристики линии должны соответствовать вашим формующим инструментам, штампу для предварительной штамповки и штампу для резки.
Стоимость полной системы профилирования может составлять от 200 000 до 2 миллионов долларов, , в зависимости от сложности вашего семейства компонентов. Большинство собственных систем могут производить только цельный профиль. Типичная линия может производить около 1,5 миллиона погонных футов в год при односменной работе.
Если вы планируете приобрести собственную систему профилирования рулонов, лучше всего производить большие объемы, чтобы добиться приличной рентабельности инвестиций.
2. Навыки оператора против. Контроль качества
В отличие от листогибочного оборудования, профилегибочные линии требуют операторов с многолетним опытом для обеспечения высококачественной продукции.Вот лишь некоторые из соображений для каждой линии:
Сможет ли ваш штатный оператор покрыть все эти базы? Тебе лучше на это надеяться.
Опытные производители профилированных профилей гарантированно понимают и учитывают эти переменные. Они знают, как полностью использовать свое оборудование. Опытные операторы могут работать с несколькими профилями и металлами на одной линии.
Нанимать специалистов на полную ставку для ваших собственных операций очень дорого. И, если вам нужны сервисные подрядчики, у них, вероятно, не будет графиков, отвечающих вашим насущным потребностям. Это подвергает риску вашу цепочку поставок и ваших клиентов.
3.Внутреннее управление запасами Vs. Поставки от поставщика
Контроль над товарно-материальными запасами — основная причина, по которой компании осуществляют проекты по производству профилей для производства валков своими силами. Но как управление запасами соотносится со стоимостью эксплуатации профилегибочного станка? Спросите себя:
Сторонние производители рулонных форм уже имеют сбалансированные системы, обеспечивающие возможность непрерывной прокатки по приемлемой цене.
Они также могут управлять запасами за вас — будь то JIT (своевременная доставка) или поставки с большим запасом по мере необходимости. Чтобы затраты на складские запасы не подкрались к вам, минимизируйте запасы, обеспечивая при этом буфер для изменений спроса. Неопытное управление запасами может привести к дорогостоящим задержкам в цепочке поставок.
Подробнее о рентабельности инвестиций
Поначалу может быть страшно доверять третьей стороне. Если вы взвешиваете, стоит ли аутсорсинг вашего производства, помните, что аутсорсинг только одной части для U.Поставщик S. может повысить рентабельность инвестиций.
Это не сумасшедший разговор, если вы предложите увеличить количество отправляемых единиц на 20% до 50% ? Вот как и когда это возможно:
Когда обращаться к поставщику за окупаемостью инвестиций
Почти все поставщики имеют оборудование и процессы, предназначенные для обеспечения индивидуальных функций, присущих уникальности их продукции. Независимо от того, вносят ли эти функции вклад в уникальную функцию или предлагают клиентам дополнительные возможности, они образуют основное отличие, поддерживающее их существование.Логично, что инвестиции этих специалистов в…
… должны отдавать предпочтение им, а не хранению процессов внутри компании.
Еще одно соображение: какие заказы вы будете выполнять? Товары в больших объемах могут поставить мертвую хватку на способность вашей организации увеличивать количество отгружаемых единиц. Если мощность линии ограничивается хотя бы одним компонентом с большим объемом , передача этой части на аутсорсинг может экспоненциально увеличить вашу прибыльность.
Рентабельность — это увеличение количества отгружаемых единиц при тех же затратах и существующих инвестициях. Для этого созданы опытные сторонние поставщики.
Таким образом, несмотря на то, что профилирование внутри компании подходит для некоторых компаний, это не рентабельная альтернатива для всех. Для многих контрактный профилегибочный станок обеспечит более высокую рентабельность инвестиций и снизит уровень стресса.
Дальнейшие действия
Если вы решили, что лучше всего передать производство внешнему профилегибочному станку, пора отправиться на охоту! Ищите партнера по профилированию валков, который предложит вам комплексную систему поставок.Правильное соглашение о поставке приведет к:
Удачи в вашей охоте! Если вы не принимаете окончательное решение в своем OEM-производителе , вы можете столкнуться со скептически настроенным начальником. Если ваш проект соответствует хотя бы паре этих критериев использования профилирования, он будет продан:
Будем надеяться, что этот ресурс послужил аргументом в пользу профилирования при производстве компонентов. Если вы хотите лучше понять процесс или у вас есть конкретные вопросы по дизайну, свяжитесь с нами сегодня. Мы работаем с 1904 года. , поэтому мы можем быстро определить, какой производственный процесс подходит именно вам.
Moose Forge
Прежде всего, что такое кольцевой ролик? Это устройство с 3 роликами. Вы катите полосу металла между роликами, и она выгибает металл:
Моя конструкция основана на использовании гаечных ключей для поворота болтов. На практике нормально крутился только болт на «среднем» (крайнем правом) ролике.
Почему построить один, а не просто купить? Портовый фрахт продает каток с малым кольцом примерно за 50 долларов.Он был слишком мал для работы, которую я хотел. Следующий размер, который я смог найти, стоил около 800 долларов. Мой кольцевой ролик стоил около 50 долларов материалов. Кроме того, кольцевой ролик был отличным проект для новичка, такого как я, чтобы попрактиковаться в моих навыках резки, обработки и сварки металлов.
Будучи новичком, я купил большую стальную пластину и вырезал из нее свои части. Из этого я понял, что намного проще покупать металл, максимально приближенный к чистому размеру! Если бы я сделал еще один кольцевой ролик, я бы купил детали шириной 1/4 дюйма на 6 дюймов и спроектировал его так, чтобы использовать детали шириной 6 дюймов.Кроме того, я начинающий сварщик, поэтому не думайте, что я имею в виду, что сварные швы на фото должны соответствовать качеству космических шаттлов!
Основные плиты:
Длинная средняя прорезь позволяет центральному ролику перемещаться вверх и вниз. Два отверстия под ним предназначены для боковых осей. Два нижних отверстия предназначены только для крепления пластины к фрезу для обработки паза и отверстий. Изготовлено 2 таких пластины.
Другая боковая пластина. Полукруги на концах позволяют прикрутить кольцевой ролик к столешнице. Изготовлено 2 таких пластины.
Нижняя пластина. Большое отверстие внизу предназначено для основного болта, а полукруги для крепления кольцевого ролика к столешнице. Изготовлена 1 такая пластина.
Эти пластины были сварены в коробку.
Я добавил коробчатую конструкцию на дно для прочности. Я подумал, что если я собираюсь сгибать сталь толщиной 1/4 дюйма, мне нужно что-то более прочное, чем пластина толщиной 1/4 дюйма внизу.
На последней картинке показано, как идет болт.Если повернуть основной болт сильнее, металл будет сильнее гнуться.
Следующей работой было создание конструкции, которая удерживала бы средний ролик и позволяла с большой силой тянуть его вниз с помощью основного болта. Кусочки были из мягкой стали размером 1/4 на 1,5 дюйма. Я сделал коробчатую конструкцию для большей прочности и чтобы главный гайка не вращалась. Отверстия предназначены для осевых болтов среднего ролика. Я обнаружил, что дуга на моем сварочном аппарате TIG будет уходить боком в углы, поэтому я отказался от сварки валиков до внутренних углов.Предупреждение о безопасности: многие гайки имеют покрытие, которое может быть токсичным при сварке, поэтому я стачиваю покрытие перед сваркой гайки.
Вот и изделие в собранном виде. Я обнаружил, что проще просто закрепить его на рабочем столе С-образным зажимом, чем прикручивать. Ролики изготовлены из холоднокатаной стали толщиной 1,5 дюйма. Я просверлил отверстия диаметром 1/2 дюйма и нарезал им резьбу на каждом конце. Меньший кусок болта в нижней части каждого отверстия удерживает болт 1/2 дюйма от дна и регулирует глубину его входа. Болты просто вращаются в простом металле.Смазал болты, и без навороченных подшипников работает отлично.
Пришлось переделать ролики. Первый раз я использовал небольшой токарный станок. Он был недостаточно прочным и достаточно гибким, чтобы ролики вращались не по центру. Я переделал их на токарном станке друга побольше, и теперь они отлично работают.
Чтобы использовать его, просто вставьте кусок металла, немного затяните основной болт (я делал около 1/4 оборота за раз) и закрутите ролики с помощью их болтов. Обычно вы делаете кривую за несколько проходов.На рисунке ниже показано, как он изгибается из стали размером 1/4 x 3 дюйма. К моему приятному удивлению, чтобы гнуть такой толстый металл, не нужно много сил.
Сущность кольцевого ролика заключается в том, что последний дюйм металла не сгибается и остается плоским. Придется либо смириться с этим, либо отрезать плоскую часть.
Вот пример обруча, который я скатал. Если вы присмотритесь, то увидите, что последний дюйм все еще плоский.
Достоинства моего дизайна:
Недостатки:
Мама, посмотри, что еще я нашла!
| Мудрость моего отца: «Человеку нужно больше, чтобы уйти от битвы, чем остаться и сражаться.» | |
5 способов использования прокатного стана в ювелирной студии и грунтовка для ремонта
Прокатные станы и ювелирные ателье неразрывно связаны. Некоторые ювелиры используют свои прокатные станы для печати рисунков на отожженном металлическом листе. Другие используют прокатный стан как рабочую лошадку по сырью для своих мастерских. Посмотрите на эти и другие варианты использования в действии.
Цена прокатного стана может быть ошеломляющей, она варьируется от 150 до 3500 долларов за большие электрические прокатные станы. Это немалое вложение, особенно если вы художник, только начинающий свою первую работу. В более крупных машинах ролики приобретаются отдельно, что может быть дорогостоящим. Для начала попробуйте менее дорогой прокатный стан, который поможет вам понять, как вы его будете использовать. Прокатный стан, который мы везем в Halstead, оснащен 5 роликами, охватывающими все необходимое для начала работы.Позже, если вы решите обновить систему, вы узнаете, какие ролики вы используете, и это может лучше соответствовать вашим потребностям. Вот 5 способов использования прокатного стана, советы по уходу и видео о техническом обслуживании / поломке, которые помогут вам начать работу.
5 способов использования прокатного стана
1. Узоры для тиснения на листовом металле
Основная причина, по которой я использовал наш студийный прокатный стан, заключалась в том, чтобы пропустить через него листы латуни. Было весело печатать узоры на отожженном медном листе. Я быстро получал выкройки на медном металлическом листе, который был готов к работе.Мы также отожгли медь и прогнали найденные предметы. Можно использовать листья, цветы, веточки и мягкие сетчатые материалы. Всегда отжигайте металл, на котором хотите выполнить тиснение. Использование прокатного стана в этом качестве доставляет много удовольствия и приносит удовлетворение; однако он может сделать гораздо больше.
Совет. Стальные предметы, такие как сетка, пильные полотна и другие твердые предметы, могут необратимо повредить ролик. Сталь очень тверда на роликах, она может оставлять царапины и выдавливать их. Если ролики повреждены, их необходимо отправить на ремонт, что требует больших затрат времени и средств.Если пропустить сталь через прокатный стан, поместите ее между двумя листами из мягкого металла. Таким образом, сталь никогда не соприкасается с роликами.
2. Расплавить и свернуть лом в пригодный для использования лист
Только когда я посетил семинар Майкла Дэвида Стерлина, я понял, насколько важен прокатный стан, и действительно научился ценить его. Это был первый раз, когда я видел, как металлолом превращается в слиток. Затем я наблюдал, как Майкл пропустил этот слиток через прокатный стан, пока не расплющил его до нужной толщины.Вот что он делает со своим металлоломом. Вместо того, чтобы отправлять его за деньги, если ему нужен калибр, а его нет под рукой, он просто плавит и раскатывает его. Совет. Разделите все записки. Выделите специальные банки для лома меди, латуни и стерлингового серебра. |
3. Калибры вытяжного провода
Этот новый взгляд на прокатные станы действительно изменил мое отношение к ним как к инструментам.Однажды я испытал это на проекте, над которым недавно работал. Я учился наматывать проволоку, и у нас закончился калибр, который мне был нужен. Мне пришло в голову, что наш прокатный стан поставляется с проволочными роликами, поэтому я вытащил их из коробок и нашел то, что я нашел выше. Всего с данным прокатным станом поставлялось 5 валков. Два плоских ролика, которые всегда были на машине, длинные и короткие проволочные ролики и короткий текстурированный ролик (на этом текстурированном ролике есть два рисунка сетки. Какое удовольствие это было обнаружить!). После замены роликов я начал с проволоки большего размера и прокатал ее через стан. Я обнаружил, что скатываю его вниз, пока не достиг нужного размера, и проблема не была решена. Это сработало отлично. Совет: если вам нужна полукруглая проволока, просто оставьте плоский ролик внизу и поместите проволочный ролик сверху. |
4. Укрепите листовой металл
Иногда вам нужно закалить металл, и прокатный стан отлично подходит для закалки листа и проволоки.Вы уже знаете, что если вы хотите запечатать свой металл, его необходимо отжечь, однако каждый проход через прокатный стан упрочняет ваш металл. Он может затвердеть до точки растрескивания всего за несколько проходов, поэтому при закалке металла просто пропустите его через ролики, чтобы добиться нужного состояния, но не превышайте проходов и не повреждайте металл. Совет. Ролики гнут ваш металл. Не расстраивайтесь, когда это происходит, потому что это легко исправить.Используйте скамейку и молоток из сыромятной кожи или нейлона, чтобы выровнять его, не повреждая и не сдвигая металл. |
5. Формование сгиба
Да, вы можете сгибать форму без прокатного стана, но складки на вашем металле будут намного более выраженными, если вы пропустите его через прокатный стан. Ваши металлические складки будут более плотными и будут выглядеть намного острее, поэтому вы можете использовать прокатный стан со всеми вашими украшениями в форме складок.Попробуйте и посмотрите, что вы думаете!
Уход за прокатным станом
Шестерни и ручка
Я провел время с Майклом Дэвидом Стурлином в его студии и в нашей. Он один из моих наставников и дал несколько важных советов по прокатным станам. Но сначала немного о Майкле. Майкл ездит в школы и студии, преподает курсы и занятия. Он также проводит недельные ретриты в своей студии Майкла Стурлина в Скоттсдейле, штат Аризона. Его понимание чрезвычайно ценно для меня.Во-вторых, прокатный стан — это не предмет одноразового использования. Для большинства это дорогая машина, поэтому уход за ней может стать разницей между машиной, которая прослужит годами, и машиной, которая ломается на ранней стадии.
Майкл сказал, когда я попросил его дать советы и предложения относительно прокатных станов: «Проблема с поломкой обычно связана с зубчатыми колесами. На станах меньшего или более низкого качества, если приложить чрезмерное усилие, возможно, что зубья шестерни сломаются, обычно с шестеренкой, прикрепленной к ручке.«
«Один совет, который я предлагаю, — не пытаться слишком сильно снижать скорость за один проход, если возникает слишком большое сопротивление, когда вы начинаете катиться, слегка приоткройте ролики». — Майкл Дэвид Стурлин
Правильная высота прокатного стана
Еще один совет от Майкла сочетает в себе эргономику и осанку, эффективность и долгосрочное повреждение вашего тела (и мы знаем, что никогда не рано сделать это с первого раза). «Правильная высота — это установка мельницы так, чтобы ручка в верхней части вращения была выровнена с вытянутой рукой, параллельно полу.Как правило, это поместит ручку в нижнюю часть вращения в положение руки, свисающей сбоку, и направленной вниз к полу. Это немного варьируется в зависимости от размера фрезы и длины ручки. Если мельница находится на низком столе, она вынуждает пользователя наклоняться, когда он ее использует, а если мельница слишком высока, она заставляет плечо выдвигаться, когда ручка поднимается вверх до вершины качелей. Любая из этих позиций будет способствовать проблемам со спиной и плечами «.
Он также добавил предложения по подъему прокатного стана на нужную высоту: «В большинстве ситуаций может быть достаточно 4 x 4 дюйма или 4 x 6 дюймов.У меня не было под рукой древесины такого размера, поэтому я сложил две секции двухдюймовых досок. Люди могут заглянуть в отдел пиломатериалов своего магазина товаров для дома, довольно часто там есть отсек для обрезков или мусор, где они могут найти лишнюю или торцевую деталь за очень небольшую плату ». Это обсуждение заставило меня понять, что наш прокатный стан слишком короткие, и когда они посещают школу и студии, их привинчивают к таблицам среднего размера. Когда я сделал ему это наблюдение, он ответил: «Довольно часто в академических учебных заведениях прокатные станы привинчиваются к столу, который слишком низко.Промышленные клети прокатного стана изготавливаются с довольно высокой платформой для крепления стана болтами, что обеспечивает правильную высоту стана ».
Урон водой
После отжига металла тщательно просушите его перед тем, как пропустить через прокатный стан. Вода может повредить его, вызвав со временем ржавчину и коррозию, поэтому никогда не пропускайте через него какие-либо влажные предметы.
«Чистый и сухой металл — суть проблемы». — Крис Контос,
Мой инструктор по ювелирным изделиям в колледже Явапай, Крис Контос из contosmetalarts, объяснил мне, почему школьный прокатный стан был закрыт.Прокатный стан был заблокирован, чтобы не повредить его неподготовленными руками. На старых роликах были царапины от незащищенной стали и травления поверхности от травления. В идеале, ролики должны оставаться как можно более нетронутыми. Некоторым людям нравится протирать поверхность легким маслом. поверхность ролика после каждой рабочей сессии, прежде чем он перестанет работать. В студии колледжа идеал не всегда практичен или возможен ».
Хранение прокатного стана
При покупке нового прокатного стана он будет сильно смазан маслом.Это хорошая вещь! Всегда смазывайте прокатный стан и ролики трансмиссионным маслом 3 к 1, которое защитит стан от коррозии. Это особенно важно при транспортировке морским транспортом, поэтому новые мельницы имеют много защитной смазки во время транспортировки. Чтобы удалить его, вытрите излишки ветошью, но не используйте воду или жидкие чистящие средства. Вам нужно, чтобы на мельнице оставалось немного смазки, чтобы поддерживать ее в рабочем состоянии. Прокатывая металл через стан, вы можете стереть излишки масла с роликов мягкой тканью или бумажным полотенцем.Когда закончите, просто смажьте его маслом 3-в-1 перед хранением.
Наконец, поместите мешок или коробку на прокатный стан, чтобы защитить его от пыли, мусора и других вредных веществ. Помните, прокатный стан прослужит долгие годы, пока вы о нем заботитесь.
Рекомендуемая литература:
Техническое обслуживание гибкого вала
Как купить материал для изготовления колец
Типы серебряных припоев, используемых в ювелирных изделиях
Как купить металлический лист для изготовления ювелирных изделий
Добавление бриллиантов в вашу коллекцию серебряных украшений
Есть вопросы? Напишите нашему координатору студии Эрике Стайс по адресу studio @ halsteadbead.com. Мы хотели бы услышать от вас. К сожалению, поддержка студии недоступна по телефону. Только электронные письма, пожалуйста.
Вопросы и ответы
Q: Доброе утро. Можете ли вы сказать мне, есть ли компания, которая может изготовить для меня ролик на заказ? Спасибо, Джейме
A: Привет, Джейми, я никого не знаю. Вы можете связаться с машинистом, чтобы узнать, смогут ли они это сделать, если нет, возможно, они смогут направить вас в правильном направлении. Надеюсь, это поможет!
Готовы ли вы свернуть свой собственный? Металлические кровельные панели, то есть.
В наши дни все больше и больше подрядчиков по кровельным работам отвечают на этот вопрос утвердительно. Независимость производства, обращение с отходами, соображения транспортировки и другие факторы убедительно свидетельствуют о том, что подрядчики хотят купить профилегибочный станок и производить свои собственные панели. Но все не так просто — необходимо взвесить дополнительные производственные затраты, обучение сотрудников, складирование и другие аспекты транспортировки, прежде чем нажимать на курок для этой важной покупки.
Фотография предоставлена McElroy Metal.
Майк Миллиман из Rain Trade решил, что оно того стоит. Rain Trade уже много лет продает водосточные системы New Tech Machinery и имеет такой положительный опыт работы с их оборудованием, что недавно компания стала новым дистрибьютором профилегибочного оборудования New Tech. «Покупка собственного оборудования для компаний дает так много преимуществ, — говорит Миллиман. «Просто не зависеть ни от кого — это большое преимущество. Это экономит время и деньги.”
Кен Маклаухлан, региональный менеджер Drexel Metals, соглашается и говорит, что речь идет о контроле над тем, за какие проекты вы хотите взяться. «Вы можете управлять своей судьбой и гибко выбирать, какую работу выполнять, и быть уверенным, что выпускаете лучший продукт», — говорит он.
Более 38 лет компания Roll Former Corp. из Чалфонта, штат Пенсильвания, проектировала и разрабатывала оборудование на заказ для компаний, которым требуется применение в области профилирования. «Мы проектируем наше индивидуальное оборудование с нуля и предлагаем около 25 стандартных продуктов», — сказал Джон Дамке, директор по продажам и маркетингу Roll Former Corp.Думке говорит, что профилирование имеет много преимуществ по стоимости по сравнению с панелями торможения и предварительно формованными панелями, включая:
Кроме того, Брюс Пирсон из Zimmerman Metals занимается этим бизнесом уже 40 лет, и он говорит, что вы можете снизить свои затраты на ведение бизнеса, используя портативные профилегибочные машины разными способами.«Изготовление на месте исключает повреждение при транспортировке, вам не нужно беспокоиться об упаковочных материалах, ошибках в размерах, а панели могут быть изготовлены на заказ. Кроме того, когда вы изготавливаете панели на месте, вам не нужно беспокоиться о том, что изготовленные панели будут повреждены на рабочем месте », — говорит он.
Собственное и портативное формовочное оборудование
Фотография любезно предоставлена Drexel Metals
Готовы сделать свой собственный? Следующим вашим решением будет выбор между двумя различными типами профилегибочных машин — портативными и собственными.Собственные машины обычно представляют собой более крупные агрегаты, спроектированные и построенные для высокой производительности. Портативные профилегибочные машины меньше по размеру, что упрощает транспортировку, и, как правило, более гибкие при изготовлении различных профилей панелей.
Собственным производителям не нужно «загружать машину, чтобы оправдать ее расходы», поскольку они созданы для увеличения заказов и высокой производительности.
Однако портативные профилегибочные машины, как правило, экономят на транспортных расходах — они экономят на упаковке и расходах на транспортировку, давая кровельщикам возможность сократить время проекта вместо того, чтобы заказывать панели заводской формовки.В качестве дополнительного бонуса изготовление панелей на месте исключает возможность повреждения панелей при транспортировке, неправильного расчета размеров и т. Д. Кроме того, рулонные машины на месте могут производить панели различной длины, необходимой для конкретной крыши, поскольку они не регулируются правилами перевозки.
Сколько стоит
Итак, вы решили открыть чековую книжку и купить формирователь вала. Стоит ли их вложения? Стоимость варьируется, и ваши приоритеты будут определять размер чека, который вам нужно будет выписать.
«Есть начальный уровень и коммерческий уровень. Но гибкость и способность избавиться от среднего человека могут быть полезны для вашего бизнеса, — говорит Маклаучлан из Drexel. «Роликовая машина начального уровня может стоить от 20 000 долларов США, в то время как цена на очень специфические коммерческие машины может достигать 150 000 долларов США. Но возможность разнообразить свою работу окупится ».
В отрасли есть ряд компаний, которые будут работать с подрядчиками по финансированию оборудования.Другой вариант — аренда оборудования. Лизинговые платежи намного дешевле общей покупной цены профилегибочного станка и могут относиться к расходам до уплаты налогов. Лизинг также позволяет обновлять и добавлять оборудование.
По словам Пирсона из Zimmerman Metals, они проходят обучение по обслуживанию и настройке своих машин. «Мы проводим обучение на всем нашем оборудовании. Вы можете сделать это на месте на нашем заводе, или мы отправим вам одного из наших производителей для обучения, которое обычно занимает всего один день.Мы не берем плату за приобретение новых машин », — сказал Пирсон.
Кроме того, Думке из Roll Former Corp. говорит, что они также предлагают обучение. «Мы делаем это двумя способами; Вы можете прийти к нам на завод и потренироваться в поле, или, если хотите, мы пришлем вам кого-нибудь. В любом случае, мы позаботимся о том, чтобы вы знали, как работать с нашей специальной машиной ».
Как и в случае любой крупной покупки, подрядчик, желающий приобрести формирователь валков, должен присмотреться к нему и учитывать не только цену, но и репутацию качества, гарантии и обслуживание.«Качество является наиболее важным фактором при выборе профилегибочного станка, поскольку машина станет неотъемлемой частью вашего бизнеса», — говорит Роджер Гир из New Tech Machinery.
Кроме того, Пирсон советует проверять рекомендации. «Также важно знать, как долго они строят свои машины; проверьте, предлагают ли они обучение, посмотрите, где они делают свое оборудование. Лично я предпочитаю американского производства, но убедитесь, что это качественная компания с качественным продуктом. Мы предлагаем двухлетнюю гарантию на наши машины, но у нас никогда не возникает проблем.Я построил свою первую машину 24 года назад, и сегодняшний владелец этой машины заменил только одну деталь за 24 года », — сказал он.
Всегда развивается
Сегодня портативные профилегибочные машины, как правило, являются более совершенными и используют современные технологии, позволяющие производить качественные панели, которые не уступают заводским профилегибочным машинам. Портативные валкообразователи позволяют резать металлы быстрее и без отходов. Многие продаваемые сегодня профилегибочные машины оснащены программным обеспечением для компьютерных контроллеров, которое предлагает пользователям больше возможностей и преимуществ, чем раньше.Многие из них предлагают датчики приближения, память различной длины, управление партиями и длиной, а некоторые даже распознают цвет катушки для современных удобных настроек.
Еще одно ключевое различие между различными типами профилегибочных машин — это многопанельные и фиксированные панельные машины. Рич Смолл из Englert Inc. в Перт-Амбой, штат Нью-Джерси, сообщает, что видит все больше и больше первых.
«Мы видим, что продается все больше опций с несколькими панелями, поскольку подрядчики хотят иметь возможность диверсифицировать свою работу и получить большую долю рынка в своем бизнесе», — говорит Смолл.«Есть также более индивидуализированные проекты, которые ищут как жилые, так и коммерческие проекты». MR
Уникальный конический проект
Фото любезно предоставлено New Tech Machinery
Металлические кровельные панели с конусом в наши дни не могут считаться уникальными, но портативные профилегибочные машины могут облегчить подрядчикам выполнение более уникальных работ. Например, оборудование New Tech Machinery идеально подходило для выполнения работы в Далласе, когда приходилось заменять необычную медную крышу.Для этого конкретного проекта существующая крыша площадью 16 000 квадратных футов изначально была построена вручную с использованием взаимосвязанных частей 3 × 3. Поскольку крыша имела форму буквы «S», каждая деталь должна была быть скошенной. На создание оригинальной медной крыши у монтажников ушло восемь месяцев.
ВMetal Master Roofing and Construction вместо медной крыши использовалась сталь цвета меди. Оборудование New Tech для изготовления конических панелей использовалось для изготовления непрерывных панелей от карниза до конька. Другие подрядчики, которых попросили подать заявки на проект, не смогли предоставить непрерывные панели, производимые портативным профилегибочным станком New Tech.
Фото любезно предоставлено New Tech Machinery
«Оборудование было простым в использовании, и команда была готова приступить к изготовлению панелей после всего лишь нескольких экспериментальных панелей», — говорит Фил Миллер, работавший над проектом. «Самой сложной частью крыши было вычисление величины конуса, необходимого для каждой панели, чтобы каждая панель имела одинаковый размер от первой до последней. Поскольку каждая секция крыши была разной длины, математические расчеты приходилось каждый раз проводить по-разному ». Дополнительную информацию об этом конкретном проекте можно найти в выпуске журнала « Metal Roofing Magazine» за февраль / март 2014 г.
Фотография предоставлена Englert Inc.
Панель длиной 100 футов и более
При транспортировке изготовленных панелей с завода на строительную площадку существуют ограничения по длине прицепа по дороге, которые применяются к транспортировке длинных панелей. Следовательно, работы с панелями длиной 100 футов и более часто требуют, чтобы панели были сформированы в рулоне прямо на рабочем месте.
Так было в начальной школе Silver Run в Мурстауне, штат Нью-Йорк.J., где производитель ADPI из Авенеля, штат Нью-Джерси, решил прокатить панели с помощью оборудования Englert на уровне крыши, используя кран для подъема станка для фальцевания стоя к краю крыши, где панели будут установлены. Команда опытных производителей ADPI также построила из стали что-то похожее на футбольную перекладину и установила ее в земле примерно в 4 футах от основания здания школы. Эта перекладина сыграла важную роль в стабилизации профилегибочного станка относительно стены здания, пока рабочие ADPI работали с панелями.
Каждая панель выходила из машины по верхней части старой крыши. Изготовители устанавливали каждую панель примерно на 3 фута на крышу, где к переднему концу панели был прикреплен небольшой набор колесных роликов. Затем, используя ролики для плавного движения панели, оператор прогнал множество панелей длиной до 136 футов. Когда панель запускалась, бригада из семи рабочих, распределенных по ширине крыши, в унисон поднимала панель и проводила ее к месту, где она в конечном итоге должна была быть установлена.Когда это было завершено, машину переместили на другую секцию крыши, построили новую поперечину и процесс повторили.
Крыша была установлена в начале лета 2009 года. Этот процесс был особенно практичным, потому что южная часть Нью-Джерси, где расположена школа, пострадала от проливных дождей. Монтажная бригада смогла снять достаточно панели, чтобы установщики могли закрыть открытый каркас на открытых участках старой крыши.
Проект церкви Энглерт
Фото любезно предоставлено Englert Inc.
Еще одним уникальным проектом, созданным с использованием рулонных формирователей на месте, был проект Erdy McHenry Architecture из Филадельфии, архитектурной фирмы, ответственной за дизайн церкви Святого Алоизия в Джексоне, штат Нью-Джерси. исследования, которые придают форму дизайну этой новой Римско-католической церкви.
Названный «Переоборудование палатки», в котором описываются тонкие высокие линии крыши, вызывающие концепцию простого богослужения, установщики использовали профилегибочное оборудование Englert для завершения этого проекта.По углам были закреплены четыре массивных опоры, которые служили фундаментом здания.
Конструкция фальцевой кровли является отличительным образом церкви. Крыша также служит для акустического разделения внутреннего пространства, создавая при этом ощущение интимности. «Фальц со стоячим фальцем и гиперболическая параболическая конструкция крыши были замечательным аспектом этой конструкции, и было важно, чтобы ее реализация была защищена на этапе проектирования», — сказал Дэвид МакГенри, партнер Erdy McHenry.
Гиперболические параболоиды часто называют «седлами», и фотографии показывают, почему. Их официальное название связано с тем, что их вертикальные сечения — параболы, а горизонтальные — гиперболы. МакГенри считал, что металл может быть единственным материалом, подходящим для его сложной конструкции с вертикальным поперечным сечением. Насколько известно МакГенри, это может быть первая в мире крупномасштабная гиперболическая параболическая крыша, выполненная со стоячим фальцем.
Архитектор выбрал в качестве кровельного материала 17-дюймовую панель 24-го калибра Englert Series 1300 со стоячим фальцем.Крыша покрыта металлом Galvalume серо-голубого цвета площадью более 37 000 квадратных футов, вырезанным с помощью профилегибочных машин. Несмотря на впечатления от изгибов в впадинах крыши, изогнутый материал не использовался, и каждая панель была тщательно спланирована и установлена, сказал Брайан Сворхаут из Excel Contracting, Inc., Уайтинг, штат Нью-Джерси, который установил крышу. Все это нужно было сделать, чтобы соответствовать требованиям гиперболической параболической конструкции.
«Это были одни из лучших субподрядчиков, с которыми мы когда-либо работали», — говорит Эрди.«У нас было несколько встреч с ними, пока они делали рабочие чертежи, чтобы выяснить, как приспособить« изгибы ». Большое внимание было уделено определению того, как будут размещены изгибы и погашены повороты.
«Гиперболический параболический тип конструкции обычно используется при проектировании спортивных сооружений, что позволяет архитекторам создавать большое открытое пространство для экономии и функциональности. В этом случае дизайн был выполнен с учетом образа и эстетики, которые он спроектировал для палатки для встреч, поднимающейся из земли.Четыре бетонных контрфорса представляют собой колышки палатки, закрепляющие конструкцию крыши, в то время как параболическая фанерная обшивка позволяет конструкции «палатки» парить ».
Водосточная машина с опциями с правой стороны
Englert теперь предлагает дополнительные органы управления водосточной машиной и ножницы с правой стороны своих 5- и 6-дюймовых машин. Исторически сложилось так, что у водосточных машин органы управления и ножницы располагались с левой стороны. Englert является первым производителем станков, который предлагает дополнительные правые органы управления и ножницы, а также стандартные.Идея машины была детищем нью-йоркского торгового представителя Ланса Ниномия.
Фотография предоставлена Englert Inc.
Кроме того, Englert также предлагает дополнительный предохранительный концевой выключатель на кулачковых ножницах на 5- и 6-дюймовых машинах с водосточными желобами. Переключатель обеспечивает дополнительную безопасность для оператора и предотвращает заклинивание машины, что было разработано Ninomiya при содействии механика Эда Саттона.
Мустафа Белер, владелец Magic Gutters of Brentwood, N.Y. имеет все основания полагать, что специальная машина для производства водосточных желобов Englert 555 повысит безопасность и ускорит профилирование. Почему? Он лично модифицировал свою предыдущую 5-дюймовую водосточную машину, установив ножницы с правой стороны, что, по его мнению, упростило и ускорило работу.
«Нет никаких сомнений в том, что наличие рукоятки ножниц и органов управления на противоположной стороне машины сделает нашу работу более эффективной», — сказал Белер, правша. «Наличие переключателя предотвратит простой из-за возможного застревания материала.”
Zimmerman Metals Project
Этот проект был реализован в Бразилии с использованием новой машины Zimmerman Metals для производства строительных кровельных панелей, демонстрирующей прокатные панели Medabill длиной 90 метров. Фото любезно предоставлено Zimmerman Metals
Проект перелива кровли
В рамках этого проекта оригинальная крыша и здание были построены в 1976 году в Клинтоне, штат Иллинойс.
Фотография предоставлена McElroy Metal
Фотография предоставлена McElroy Metal
• Площадь перекрытой секции составляла 150 × 300 или 45 000 квадратных футов.
• Новая кровельная панель представляет собой систему симметричных стоячих фальцев 238T от McElroy Metal.
• Панели имели ширину 24 дюйма в подложке Galvalume с акриловым покрытием
• Панели были изготовлены на месте с использованием производственного оборудования для высоких роликов McElroy Metal.
• Валкообразователи позволили подрядчикам изготавливать и устанавливать панели большой длины от карниза до конька, устраняя при этом необходимость в нахлестах.
• На южной стороне здания были 100-футовые панели.
• На северной стороне здания были 50-футовые панели.
• Подрядчикам потребовалось около двух недель на выполнение работ.
Похожие сообщения:
Планы для металлических тормозов своими руками
Создайте свои собственные планы гибочных тормозов для 18-дюймового листового металла Металлообрабатывающее оборудование своими руками Если вам когда-либо приходилось гнуть листовой металл и вы хотите, чтобы он выглядел великолепно, это то, что вам нужно. Я считаю, что размер 18 дюймов подходит для всех моих потребности, не занимая слишком много места в моем магазине. Это современные чертежи, созданные с использованием программного обеспечения AutoCAD для обеспечения точности.Собери сам …
Для моего металлического тормоза я буду гнуть металл на 1/8 дюйма, поэтому мне понадобится зазор 1/8 дюйма между уже закрепленными металлическими частями. Чтобы получить этот зазор, вы можете использовать кусок металла толщиной 1/8 дюйма (это то, что я видел. Надеюсь, этот урок DIY поможет вам сделать простой металлический тормоз, который можно использовать для сгибания металла в домашних условиях!
Custom Brake Lines, Создайте свой собственный дизайн тормозных магистралей с помощью нашего нестандартного конфигуратора тормозных магистралей Комплекты тормозных магистралей для автомобилей Комплекты тормозных магистралей с оплеткой из нержавеющей стали для автомобилей Принадлежности для тормозных магистралей Банджо-болты, спускные болты, коллекторы, втулки и выключатели стоп-сигналов
A: Планы составляют 20 долларов стоимость комплекта составляет от 615 до 1020 долларов в зависимости от выбранных вами обновлений (двигатель, тормоза, шины, диски и сцепление).Сталь и метизы являются обычным явлением и будут стоить около 150 долларов, которые можно купить в вашем местном хозяйственном магазине или на сталелитейном дворе.
Набор штампов тормозных тисков 8 дюймов KAKA, магнитное крепление в тисках, тормозные тиски для листового металла-BDS-8.