Ленточная пилорама www.pilorama1.ru / Ленточная пилорама www.pilorama1.ru
Ленточная пилорама
Ленточная пилорама Тайга и сопутствующее оборудование производятся на собственном машиностроительном заводе.
Продукция выпускается в соответствии с технологическим регламентом и проходит через отдел технического контроля на каждой стадии производства пилорам ленточных.
Пилорама — преимущества:
Пилорамы, выпускаемые нашим предприятием, характеризует простота в эксплуатации, стабильное качество, уровень цен доступных всем группам потребителей, наличием гарантийных обязательств (1 год) и сервисного обслуживания.
Продукция завода обладает повышенным ресурсом прочности, конструктивностью позволяющей модифицировать пилорамы бензиновыми двигателями различных марок, изделия легко узнаваемы благодаря оригинальной конструкции и цветовой гамме.
Возможна комплектация полной технологической цепи: пилорамы, автоматов для заточки, разводки пил для пилорам, кромкообрезных станков и так далее.
Пилорамы ленточныеТайга — высокая надежность пилорамы, адекватная цена, любые дополнительные станки и оборудование для пилорам.
Приобретая наши пилорамы Вы можете быть уверены в быстрой окупаемости производства, долгом сроке эксплуатации ленточных пилорам, оцилиндровочных станков, многопилов, кромкообрезных станков и всего спектра выпускаемого оборудования.
Мы стараемся поддерживать оптимальную стоимость ленточных пилорам а так же всего нашего оборудования: многопильных станков, кромкорезов, станков для подготовки к работе ленточных пил для пилорам.
Где купить пилорамы
Нашу продукцию можно приобрести в головном офисе в г. Новосибирск, у наших дилеров и представительствах завода на территории всех Федеральных округов Российской Федерации а так же Монголии и Казахстана.
Доставим наши
пилорамы
и всю нашу продукциюпо России и ближнему зарубежью.
Пилорама — это возможность значительно расширить свой бизнес во время финансового кризиса. Приобретая такую продукцию, как пилорама ленточная, Вы обеспечиваете себе прибыльное предприятие с гарантированной доходностью.
Пилорама— уверенность в завтрашнем дне.
Тайга Т-2 Стандарт / Электрические пилорамы / ЛЕНТОЧНЫЕ ПИЛОРАМЫ ТАЙГА / Ленточная пилорама www.pilorama1.ru
Стандартная качественная пилорама для участия в строительстве домов из дерева и для создания своего дела — прибыльного лесопильного участка.
Внимание! Информация на сайте ни при каких условиях не является публичной офертой.
«Тайга Т-2» — пилорама с электроприводом и электромеханическим механическим подъемом пильной каретки, предназначена для распиловки круглого леса диаметром до 90 см, на доски, брус и мн. др.
Пилорама характеризуется следующими параметрами:
- надёжная конструкция — (проверенная годами эксплуатации и тысячами клиентов) .

- низкое энергопотребление (7.5 кВт).
- габариты позволяющие транспортировать станок в разобранном виде в небольших грузовых машинах и даже микроавтобусах.
- Приятная цена для данных особенностей станка.
- производительность незначительно отличается от скорости распиловки пилорам бизнес класса.
- окупаемость станка происходит от 3-х недель, до 3-х месяцев эксплуатации.

Пилорама ленточная
Пилорама рекомендуется для начала малого бизнеса, либо для расширения действующих лесопильных производств.
Внимание! Пилорама ленточная «Тайга Т-2» по желанию заказчика может комплектоваться усиленным рельсовым путём.
Модификации пилорамы «Тайга Т-2»:
- с установленной электронной линейкой — «Тайга Т-2Л»
- с усиленным рельсовым путём -«Тайга Т-2 У»
- Автомат заточной «Тайга» с абразивным или алмазным кругом — предназначен для качественной заточки зубьев ленточных пил.
- Расходные материалы для автомата заточного «Тайга» — заточные круги, правящий карандаш для формирования профиля заточного круга.
- Разводное устройство «Тайга» — для разводки зубьев ленточных на необходимый угол ( в зависимости от породы распиливаемого дерева и времени года).
- Пилы ленточные «Тайга» — пилы подготовлены к работе (закалены, заточены, разведены), рекомендуемое количество — 10 шт.
- Опоры регулировочные — для установки и регулировки рельсовых путей на подготовленном основании (комплект 24 шт).
- Багры — для кантования бревен на лесопильном участке, рекомендуемое количество — 2 шт. (серьезно облегчает труд).
-
Рекомендуем оснастить пилораму электронной линейкой Micron-4 С помощью Micron — 4 автоматизируются практически все технологические операции по управлению механизмом подъема/опускания пилы при распиловке. Облегчает умственную работу при вычислениях карты распиловки, исключает ошибки оператора при выполнении математических операций( учет толщины пропила, сложение ,вычитание и запоминание последовательности распиливания).


КРЕДИТ!!! — при необходимости или желании Вы можете приобрести лесопильное и деревообрабатывающее оборудование в кредит.
Отличные условия по доставке продукции «Тайга» — отгрузка с производства, региональных складов, либо через широчайшую сеть представителей в России и странах СНГ.
Узнать больше или сделать заказ — позвоните по бесплатному телефону 8-800-200-08-66
Тайга Т-3 Пилорама ленточная. Паспорт, схемы, описание, характеристики
Сведения о производителе ленточной пилорамы Тайга Т-3
Производителем ленточнопильного станка
Станки, выпускаемые заводом ГК Тайга г. Новосибирск
Тайга-Т-3 Пилорама ленточная с электроприводом. Назначение, область применения
Пилорама ленточная портального типа Тайга Т-3 предназначена из любых, в том числе твёрдолиственных, пород древесины на лафет, брус, доску обрезную, полуобрезную и необрезную, а также рейку при помощи ленточных пил, соответствующих различным породам и диаметрам древесины. Распиловка производится при неподвижном положении обрабатываемого бревна в горизонтальной плоскости перемещением пильной головки по направляющему пути.
Распиловка производится при неподвижном положении обрабатываемого бревна в горизонтальной плоскости перемещением пильной головки по направляющему пути.
Ленточная пилорама Тайга Т-3Б оснащена бензиновым двигателем мощностью – 20,8 л.с. (15,5 кВт) и механизмом его плавного запуска, что позволяет производить работы непосредственно на делянке.
Производительность ленточной пилорамы Тайга Т-3 при распиловке круглого леса: до 14 м3 в смену, выход полезного пиломатериала от 70% и выше. Распиловка изделия длиной 6,5 м, диаметром до 900 мм (один прогон) занимает порядка 30-50 с.
Принцип работы и особенности конструкции станка
Тайга Т-3Ленточная пилорама Тайга Т-3 представляет из себя раму, которая перемещается на роликах по рельсовому пути. Перемещение рамы осуществляется оператором вручную.
Рама
Рама представляет из себя прочную сварную конструкцию из профильных труб установленную на ролики.
Рельсовый путь
Рельсовый путь является основанием станка и состоит из трёх секций (по заявке заказчика рельсовый путь может поставляться с большим количеством секций). Рельсовые секции это швеллеры, сваренные между собой и установленные на регулируемые по высоте рельсовые опоры. Для уменьшения шума при работе пилорамы на швеллеры наваривается калиброванная проволока.
При установке пилорамы на новом месте рельсовый путь выравнивается по горизонтали. Точность (разнотолщинность) выпиленных изделий во многом зависит от точности установки рельсовых путей.
Между рельсами установлены опоры под бревно, на которых с помощью упоров и зажимов его закрепляют.
Пильный механизм
Пильный механизм состоит из двух шкивов, на которые натянута ленточная пила, приводного электродвигателя и двигателя подачи с редуктором.
Пильный механизм смонтирован на траверсе (пильной каретке). Траверса подвешена на роликовых цепх к раме и перемещается вверх-вниз от отдельного электродвигателя подачи с редуктором обеспечивая настройку на требуемый размер распиливаемого материала. Величина перемещения определяет толщину отпиливаемой от бревна доски.
Величина перемещения определяет толщину отпиливаемой от бревна доски.
На траверсе установлены приводной и натяжной шкивы, между ними смонтирован механизм натяжения ленточной пилы. Приводной шкив соединен с электродвигателем клиноременной передачей. На траверсе установлены, также, подвижные и базирующие поддерживающие ролики, защитные кожуха шкивов и ленточной пилы.
Натяжение ленточной пилы осуществляется с помощью гидравлического насоса. Контроль усилия натяжения ленточной пилы осуществляется по манометру.
Усилие натяжение ленточной пилы при подготовке ее к работе должно соответствовать усилию, рекомендованному поставщиком пил.
Наибольший диаметр обрабатываемого бревна — 800 мм (с кантованием)
Пилорама Тайга Т-3 имеет мощный двигатель — 11 кВт, который позволяет распиливать практически любой вид древесины, в том числе твёрдолиственных сортов.
Пильная каретка имеет электромеханический подъем.
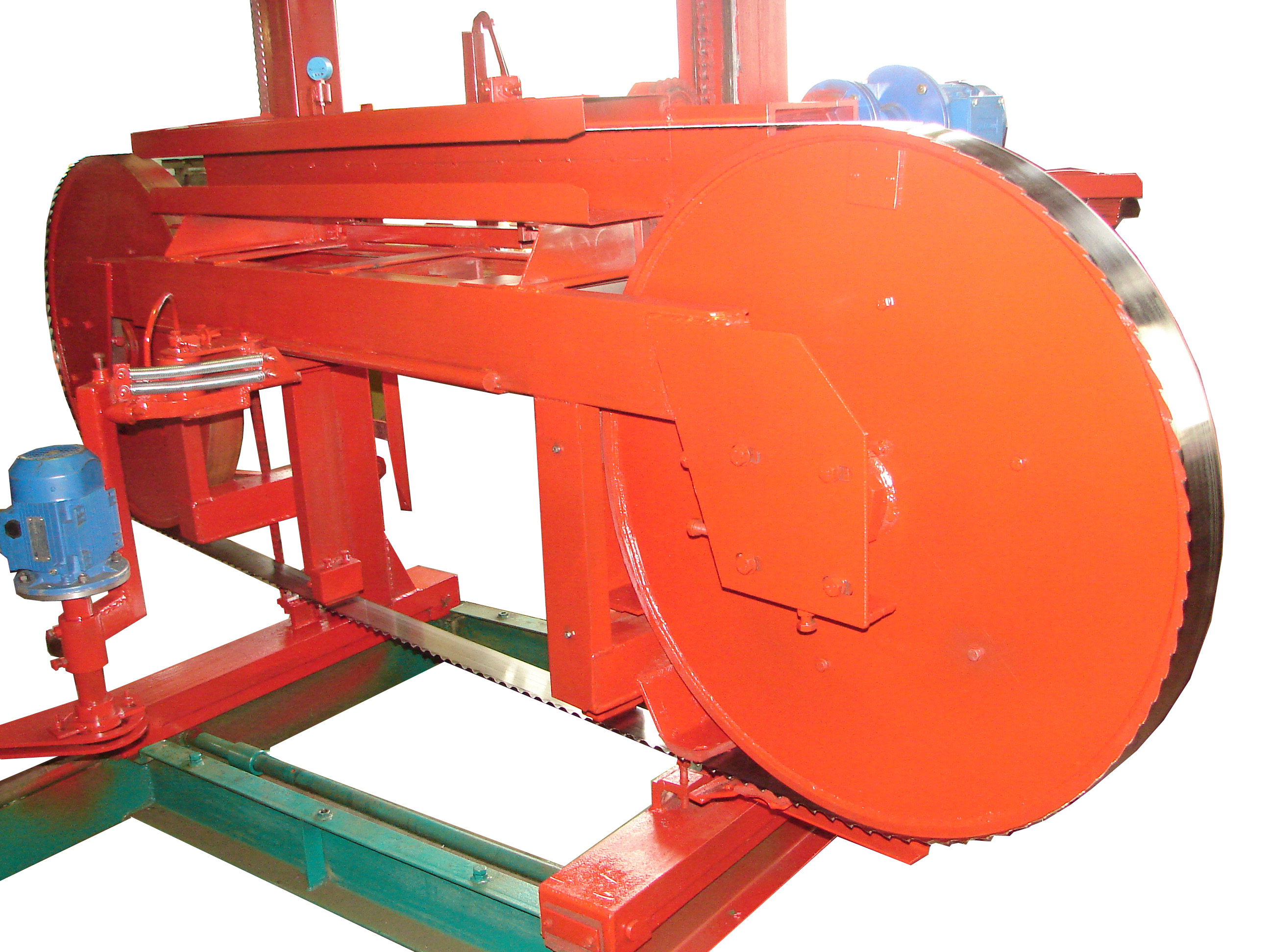
Пильные шкивы (колёса) диаметром Ø 600 мм из литого чугуна существенно влияют на тактико-экономические характеристики распиловки, продляя ресурс ленточной пилы.
Пилорама Тайга Т-3 может комплектоваться усиленным рельсовым путем и электронной линейкой.
Пилорама может поставляться как в сборе, так и в разобранном виде (модульная архитектура). Для погрузки станка достаточно 3 человека. Для транспортировки используется малотоннажный транспорт (ГАЗель -вместимость 2-3 станка).
Ленточная пилорама Тайга Т3 без переналадки позволяет раскроить бревно на брус или доску любой толщины (от 1 мм) в том числе обрезную.
Получаемые на пилораме изделия имеют европейский стандарт качества распила — равномерная толщина (разнотолщинность не превышает 1 мм по длине обрабатываемого материала 6,5 м), правильное сечение (геометрия) изделий, чистая поверхность, при дальнейшей обработке с которой снимается минимальное количество стружки.
Прочная рама с усиленной конструкцией позволяет при установке дополнительных секций рельсовых путей обрабатывать бревна длиной более 8 м.
Особенности конструкции станка
Тайга Т-3 SUPER (новинка, зима 2020 г. )
)Пилорама Тайга Т-3 SUPER предназначена для качественной распиловки бревен диаметром до 90 см (с кантованием) на различные виды пиломатериала.
Мощность электродвигателя привода пилы — 11 кВт, что достаточно для распиловки даже самых твердых пород древесины.
Чугунные пильные шкивы (колёса) диаметром 600 мм рассчитаны на применение широкого ассортимента пил шириной 38-41 мм и длиной 4290 мм.
В шкивах установлены конические подшипники, что позволяет производить смазку не реже 1 раза в 3 месяца.
Дублированная система натяжения ленточной пилы: 1. гидравлический домкрат с манометром для контроля степени натяжения 2. механический способ — гайка/болт натяжения с помощью динамометрического ключа (поставляется как доп. опция, за отдельную плату) Достоинства двойной системы натяжения — рабочее состояние пилорамы, при невозможности использовать один из способов натяжения -( погодные условия, ремонтные паузы, профессиональные качества персонала и мн. др).
др).
Удобно вынесенная измерительнааая линейка с нанесенными на ней толщинами наиболее часто встречающихся видов пиломатериала.
Улучшенный рельсовый путь — швеллер 80 мм с приваренным по его поверхности калиброванным прутком 20 мм, благодаря этой конструкции, пилорама перемещается намного легче и быстрее своих аналогов.
Заложен повышенный ресурс прочности ключевых механизмов, что обеспечиивает стабильную работу в 2-3 сменном режиме. Пилорама устойчиво функционируют при низких температурах, работает с любыми породами древесины, в том числе твердыми.
Классические винтовые зажимы бревна отличаются мощной конструкцией и удобством использования на протяжении всего срока службы.
Комплект поставки ленточной пилорамы Тайга-Т-3
- Редуктор подъема/опускания — 1 шт.
- Электродвигатель подъема/опускания — 1 шт.
- Цепи крепления пильного механизма — 2 шт.
- Цепь передачи усилия подъема/опускания — 1 шт.
- Кабель электрический питания пилорамы (длина кабеля соответствует полному проходу пильной рамы по путям) — 1 шт.
- Струна с креплениями для электрического кабеля — 1 шт.
- Бачок для жидкости смазки пилы с системой слива — 1 шт.
- Щиток управления электропитанием — 1 шт.
- Линейка измерительная — 1 шт.
- Ведущее колесо — 1 шт.
- Ведомое колесо — 1 шт.
- Механизм натяжения пилы — 1 шт.
- Линейка подвижного ролика успокоителя — 1 шт.
- Ролики успокоительные — 2 шт.
- Пилоулавливатель — 1 шт.
- Динамометрический ключ натяжки пилы — 1 шт.
- Ремни электродвигателя привода пилы — 2 шт.
- Опорные ведущие ролики пильной рамы — 2 шт.
- Опорные ведомые ролики пильной рамы — 2 шт.
- Ведущий прижимной ролик пильного механизма — 1 шт.
- Ведомый прижимной ролик пильного механизма — 1 шт.
- Сливной шланг системы смазки пилы — 1 шт.
- Тавотницы для смазки подшипников колес — 2 шт.
- Труба поддержки струны электрического кабеля (гусак) — 1 шт.
- Пружина фиксации прижимных скребков ведущего и ведомого колес — 2 шт.
- Отвесы к цепям подъема/опускания пильной каретки — 2 шт.
- Фигурная гайка натяжения пилы — 1 шт.
- Набор болтов/гаек/шайб для крепления узлов пильной рамы — 1 шт.
- Опорный подшипник болта натяжения — 1 шт.
- Резиновые замки крепления крышки — 2 шт.
- Шпилька крепления эл. двигателя — 1 шт.
- Планка крепления измерительной линейки — 1 шт.
- Руководство по эксплуатации пилорамы/паспорт/гарантийный талон — 1 шт.
- Крышка пильного механизма — 1 шт.
- Составные рельсовые пути — 3 шт.
- Стойки натяжения электрического кабеля — 2 шт.
- Накладки к рельсовым путям с системой крепления бревен и системой упоров (крайние) — 2 шт.
- Накладки к рельсовым путям (промежуточные) — 3 шт.
- Фиксаторы системы крепления бревна — 2 шт.
- Электродвигатель привода пилы — 1 шт.
- Шкив двухручьевой — 1 шт.
- Площадка крепления двигателя — 1 шт.
1. Пильная рама — 1 шт.

2. Пильный механизм — 1 шт.
3. Коробка деталей и инструментов сборки и обслуживания пилорамы — 1 шт.

4. Крышка пильного механизма — 1 шт.
5. Составные рельсовые пути — 3 шт.

6. Стойки натяжения электрического кабеля — 2 шт.
7. Система крепления бревна — 1 шт.
8. Электродвигатель привода пилы со шкивом — 1 шт.
* — оборудование больше не выпускается
Тайга Т-3 Общий вид пилорамы ленточной
Фото пилорамы ленточной Тайга Т-3
Фото пилорамы ленточной Тайга Т-3
Фото пилорамы ленточной Тайга Т-3
Фото пилорамы ленточной Тайга Т-3
Фото пилорамы ленточной Тайга Т-3
Инструкция по эксплуатации ленточных пил
Ленточная пила сделана из высокоуглеродистой стали, что обеспечивает максимальную стабильность пильной ленты при пилении.
Чтобы добиться максимальной отдачи от станка бревнопильного ленточного Тайга Т-3 необходимо соблюдать следующие условия:
- необходимо выставить полотно пильной ленты на шкивах: расстояние от впадины зуба до кромки шкива;
- правильно выставить направляющие ролики по горизонтали и вертикали;
- при заточке пильной ленты форма зуба должна повторяться в точности;
- разводка зубьев пильной ленты должна отвечать выполняемой работе, например: при пилении бревна диаметром 20 см по сравнению с бревном диаметром 80 см объем опилок, которые надо удалить из пропила приблизительно в 3,5 раза больше.
В процессе пиления пилы разогреваются и, как следствие этого, увеличиваются в длину. Остывая, пилы стремятся сжаться до своего первоначального размера, вследствие чего в них возникают избыточные напряжения. Помимо этого в пиле остается «память» от формы двух шкивов, поэтому пилить надо на минимально возможном натяжении пильной ленты (150 кГ/см для ленты шириной 50 мм и 150 кГс/см для ленты шириной 35 мм).
Внимание! В процессе работы, особенно в первые 10-15 минут ленточная пила нагревается и ее длина увеличивается. Необходимо подтянуть пилу.
Для снятия вибрации ленточной пилы в процессе пиления служат поддерживающие ролики.
СНИМАЙТЕ натяжении пилы, как только прекратили пилить.
Как понять правильно ли разведена Ваша пила?
Развод можно считать оптимальным, когда между полотном пилы и деревом, которое она распиливает, находится смесь из 65-70% опилок и 30-35% воздуха.
Внешним проявлением того, что ваша пила разведена правильно, является то, что выбрасывается из пропила 80-85% опилок.
В случае, когда Вы развели пилу слишком сильно, остается много воздуха и недостаточное удаление количества опилок.
В случае не до разводки пилы на поверхности доски остаются плотно прессованные горячие опилки.
Пила, которая разведена слишком сильно, будет пилить рывками, разведенная недостаточно будет пилить волнами.
Еще один очень важный момент: разводить следует только верхнюю треть зуба, в процессе пиления должен участвовать только острый уголок на самой вершине зуба.
Точить пилу с минимальным съемом металла (т.е. зачистить заусенцы) и затем разводить.
При входе в бревно пила делает скачек вверх и пилит ровно практически до конца бревна, после чего падает вниз. Это явление получило название «отжатия», т.е. пилу отжимает. Вызвано это слишком большим углом заточки зуба. Следует уменьшить угол заточки на пару градусов.
При входе в бревно пила делает скачок вверх и доска получается кривая «как сабля». Это вызвано, скорее всего тем, что угол заточки слишком большой, а развод недостаточен. Следует уменьшить угол заточки зуба и увеличить развод. Пила «ныряет» вниз и доска получается кривая «как сабля». Это вызвано недостаточным углом заточки и недостаточной разводкой одновременно. Следует увеличить угол заточки на пару градусов и увеличить развод.
На доске остается слишком много опилок, и они рыхлые на ощупь. Развод недостаточен, следует его увеличить. Угол заточки уменьшить.
Пропил идет волной. Если пила острая, то это происходит вследствие слишком маленького развода, следует увеличить развод.
Тупая, ни разу не переточенная пила трескается по впадинам зуба. Это вызвано тем, что полотно недостаточно разведено для работы, которую им пытаются выполнить, либо тем, что полотном продолжали пилить, после того как оно затупилось.
Пила покрывается трещинами сзади. Это вызвано тем, что задние упоры направляющих роликов стоят слишком далеко от тыльной стороны полотна.
На полотно пилы «накатываются» опилки. То вызвано тем, что пила недостаточно разведена и в пропиле не остается достаточно воздуха, полотно пилы трется об опилки, разогревается и древесная пыль напекается на пилу. Увеличить развод.
Опилки «накатываются» на внутренней поверхности зуба, но на поверхности пилы этого не происходит. Это обусловлено плохим качеством заточки (слишком большая подача или слишком большой съем металла и, как результат, плохое качество поверхности на впадине зуба), либо слишком большим углом заточки зуба, либо тем, что полотном продолжали пилить после того, как оно уже затупилось.
После заточки полотно покрывается трещинами на впадинах зубьев. Во время перезаточки, за один раз сняли слишком большое количество металла в результате чего получиться перекал поверхности зуба.
Многие проблемы создаются тем, что заточной камень недостаточно часто и аккуратно заправляется.
Читайте также: Производители деревообрабатывающих станков и оборудования
Тайга Т-3 пилорама ленточная. Видеоролик
 youtube.com/embed/znm10XzxrHk» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/znm10XzxrHk» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Технические характеристики пилорамы ленточной Тайга Т-3
| Наименование параметра | Тайга Т-3 | Тайга Т-3 SUPER | |
|---|---|---|---|
| Основные параметры | |||
| Диаметр распиливаемого бревна, мм | 100..900 | 100..900 | |
| Длина распиливаемого бревна, м | 6,500 | 6,500 | |
| Диаметр пильных шкивов, мм | 600 | 600 | |
| Производительность, м3/смена 8 час | 6..12 | ||
| Скорость пильной ленты, м/с | 30 | ||
| Ширина пильной ленты, мм | 38..41 | 38. .41 .41 | |
| Длина пильной ленты, мм | 4290 | 4290 | |
| Привод подъема/ опускания пильного блока | электр. | электр. | |
| Привод перемещения пильной каретки | ручн. | ручн. | |
| Электрооборудование станка | |||
| Род тока питающей сети | 380В 50Гц | 380В 50Гц | |
| Количество электродвигателей на станке, шт | 2 | 2 | |
| Электродвигатель пилы — номинальная мощность, кВт | 11 | 11 | |
| Электродвигатель подъёма-опускания, кВт | 0,55 | 0,55 | |
| Габарит и масса станка | |||
| Габарит станка (длина х ширина х высота), мм | 630 х 2000 х 1700 | ||
| Масса станка, кг |
- Амалицкий В. В. Деревообрабатывающие станки и инструменты, 2002
- Афанасьев А.Ф. Резьба по дереву, Техника, Инструменты, Изделия, 2014
- Бобиков П.Д. Мебель своими руками, 2004
- Борисов И.Б. Обработка дерева, 1999
- Джексон А., Дэй Д. Библия работ по дереву, 2015
- Золотая книга работ по дереву для владельца загородного участка, 2015
- Ильяев М.Д. Резьба по дереву, Уроки мастера, 2015
- Комаров Г.А. Четырехсторонние продольно-фрезерные станки для обработки древесины, 1983
- Кондратьев Ю.Н., Питухин А.В… Технология изделий из древесины, Конструирование изделий и расчет материалов, 2014
- Коротков В. И. Деревообрабатывающие станки, 2007
- Лявданская О.А., Любчич В.А., Бастаева Г.Т. Основы деревообработки, 2011
- Любченко В. И. Рейсмусовые станки для обработки древесины, 1983
- Манжос Ф.М. Дереворежущие станки, 1974
- Расев А.И., Косарин А.А. Гидротермическая обработка и консервирование древесины, учебное пособие, 2010
- Рыженко В.И. Полная энциклопедия художественных работ по дереву, 2010
- Рыкунин С.Н., Кандалина Л.Н. Технология деревообработки, 2005
- Симонов М.Н., Торговников Г.И. Окорочные станки, 1990
- Соловьев А.А., Коротков В.И. Наладка деревообрабатывающего оборудования, 1987
- Суханов В.Г. Круглопильные станки для распиловки древесины, 1984
- Фокин С.В., Шпортько О.Н. Деревообработка, Технологии и оборудование, 2017
- Хилтон Билл Работы по дереву, Полное руководство по изготовлению стильной мебели для дома, 2017
Список литературы:
 В. Деревообрабатывающие станки и инструменты, 2002
В. Деревообрабатывающие станки и инструменты, 2002 И. Рейсмусовые станки для обработки древесины, 1983
И. Рейсмусовые станки для обработки древесины, 1983Связанные ссылки. Дополнительная информация
Ленточная пилорама Тайга T-3 по низкой цене, описание с техническими характеристиками, видео работы.
 Интервесп
Интервесп
- Поставщик: Россия
Модель Тайга T-3
Станок предназначен для продольной распиловки круглых лесоматериалов (бревен) с целью получения бруса, обрезной и необрезной доски заданных размеров
Общая информация о горизонтальной ленточной пилораме Тайга T-3
Станок предназначен для продольной распиловки круглых лесоматериалов (бревен) с целью получения бруса, обрезной и необрезной доски заданных размеров.Преимущества  повышается ресурс использования ленточных пил. повышается ресурс использования ленточных пил. | |
Опции, описания
Конструктивные особенности и модификации:
|
|
БЕНЗИНОВЫЙ ДВИГАТЕЛЬ Модель «ТАЙГА Т- 2Б» Надежный экономичный бензиновый четырехтактный двигатель мощностью 13 лошадиных сил /10 кВт, потребляющий при полной нагрузке до 1,5 литра бензина АИ-92. Предусмотрена возможность работы двигателя на холостом ходу, облегчающего запуск двигателя и экономию топлива при простое. |
|
|
УДОБНЫЕ ПРИСПОСОБЛЕНИЯ ДЛЯ БЫСТРОГО ЗАЖИМА БРЁВЕН И БРУСА НА СТАНИНЕ |
|
УВЕЛИЧЕННЫЙ ДИАМЕТР ПИЛЬНЫХ ШКИВОВ Модель «ТАЙГА Т- 3» Благодаря увеличенному диаметру пильных шкивов до 600 мм повышается ресурс использования ленточных пил. Усилена конструкция пильной каретки. |

Технические характеристики пилорам Тайга T-3
| |||||||||||||||||||||||||||||||||||||||||||||||||||
 м
м
Межстаночная механизация
Система предназначена для подачи и приемки заготовок на высокоскоростных четырехсторонних станках (необходима при скорости подачи от 60 м/мин)
Устройство поштучной выдачи доски имеет раму из сварного швеллера.
Приемное устройство обеспечивает прием и удержание доски, срощенной ламели или склеенной по пласти заготовки. Сортировочный транспортер обеспечивает последующий её сброс на линию сортировки.
Устройство сортировки имеет раму из сварного толстостенного швеллера. В приводе подъемников используются карданные валы, цепные передачи. Устройство формирования пакета имеет приспособление для фиксирования установки толщины доски. Устройство поштучной выдачи доски (элеватора). Ленточный транспортер либо бункер для сбора шпаций
Внутрицеховая система аспирации
Промышленные аспирационные установки компании High Class Machinery разработаны с учетом мировых стандартов и требований, с учетом высокой производительности в сочетании с низким потреблением электроэнергии. Так, например аспирационная система модели HCM 2500 имеет производительность 2500м³/час, а мощность двигателя составляет всего 1,5кВт, что на 1,0 кВт меньше чем у аналогичных моделей. А модель HCM 11000-6U оснащенная двигателем мощностью 3,75кВт имеет производительность 11 000м3ч и скорость потока воздуха 43м/с.
А модель HCM 11000-6U оснащенная двигателем мощностью 3,75кВт имеет производительность 11 000м3ч и скорость потока воздуха 43м/с.
Предназначены для удаления стружки и пыли из зоны обработки и исключения ее попадания в окружающую среду.
Рециркуляционные пылеулавливающие аппараты ПФЦ предназначены для от- соса и очистки воздуха от сухой неслипающейся пыли и стружки.
Рециркуляционные пылеулавливающие аппараты ФЦ-4000, ФЦ-8000, ФЦ-12000предназначены для очистки воздуха от сухой неслипающейся пыли и стружки.
Установки предназначены для удаления стружки, пыли. Также используется для удаления стружки при производстве пластиковых, алюминиевых дверей и для окон.
Оборудование для централизованных систем аспирации
Станки для вальцевания пил
Станок предназначен для вальцевания полотна ленточных пил.
Станок предназначен для вальцевания пил, выпускаемых промышленностью для вертикальных лесопильных рам по ГОСТ 5524-75, круглых пил диаметром до 800 мм.
Заточные станки для ленточных пил
Станок предназначен для заточки узких ленточных пил.
Заточка производится профильным эльборовым шлифовальным кругом, который повторяет весь профиль зуба, что гарантирует неизменность профиля пилы после перезаточки (принцип работы как у станка Wood-Mizer).
Станок для заточки ленточных пил. Ширина ленточной пилы 20-200 мм, шаг зуба 0-50 мм, скорость 29-36 зуб/мин.
Обеспечивает автоматизированную заточку ленточных пил для горизонтальных ленточных пилорам. Наибольшая длина затачиваемой пилы 5200 мм, ширина 8-60. Скорость подачи пилы 60 шагов/мин.
Для плющения и формовки ленточных пил.
Станки для формования и плющения
Полуавтомат предназначен для холодного плющения и формирования зубьев круглых, рамных пил.
Станки для сварки лент и напайки стеллита
Станок предназначен для наплавки стеллита на зубья ленточных пил в автоматическом режиме.
Для напайки стеллита на лезвие режущей кромки. При длине ленточных пил 5500-12000 мм.
Для контактной сварки встык с последующим отжигом ленточных пил. Ширина ленточной пилы 100-200 мм, толщина 0,6-3,2 мм.
Пилы дисковые с твердосплавными напайками
Запчаcти других производителей
Продажа пилорам – пожалуйста, уточняйте наличие товара на складе. Информация о горизонтальной ленточной пилораме размещенная на этом сайте не является публичной офертой.
Производитель оставляет за собой право изменять технические характеристики оборудования
Автор — ИНТЕРВЕСП,
дата публикации 23.12.2011 12:54, дата последнего изменения 23.12.2011 12:54.
intervesp-stanki.ru © 2002-2020 Все права защищены.
Публикация разрешена с письменного разрешения автора.
Пилорама ТАЙГА с электрическим двигателем
Пилорама разработана для эконономичной и качественной распиловки круглого леса диаметром до 65 см на брус, доски и др. Отлично подходит для открытия успешного бизнеса с минимальными вложениями.
Отлично подходит для открытия успешного бизнеса с минимальными вложениями.
- ТАЙГА Т-1М
- ТАЙГА Т-2
- ТАЙГА Т-2М
- ТАЙГА Т-3
Пилорама разработана для эконономичной и качественной распиловки круглого леса диаметром до 65 см на брус, доски и др. Отлично подходит для открытия успешного бизнеса с минимальными вложениями.
Описание:
- Пильные шкивы (колёса) Ø 520 мм из литого чугуна высокого качества.
- На пилораме ленточной «Тайга Т-1М» используются ленточные пилы толщиной всего 0.9 — 1.1 мм, что позволяет получить максимальный выход продукции (от 70%).
- Максимальный диаметр обрабатываемого бревна — 65 см (с кантованием).
- Экономичный двигатель — 7.5 кВт.
- Электрический подъем пильной каретки (0.25 кВт).
- Конструкция пилорамы и её технические возможности позволяют научиться работать с нуля и до выпуска продукции за 1 час.
- Габаритные размеры пилорамы настолько компактны, что транспортировку можно осуществлять в прицепах легковых автомобилей и малотоннажным грузовым транспортом.
- Хорошая цена и повышенная производительность пилорамы позволяют успешно строить для себя или открыв бизнес, сразу начать зарабатывать деньги.

Оптимальное сочетание экономии электроэнергии и возможностей по распиловке бревен 7,5 квт / 80 см.
Описание:
- Пильные шкивы (колёса) Ø 520 мм из литого чугуна высокого качества.
- На пилораме ленточной «Тайга Т-2» — выход полезного пиломатериала составляет до 75%.
- Максимальный диаметр обрабатываемого бревна — 80 см (с кантованием).
- Мощность двигателя привода пилы — всего 7.5 кВт.
- Электрический подъем пильной каретки.
- Возможность комплектации усиленными рельсами и электронной линейкой.
- Модульная комплектация пилорамы позволяет совершать погрузочные работы (3 чел.) и транспортировать и станок в разобранном виде в небольших грузовых машинах (автомобиль типа «ГАЗель» 2 — пилорамы).
- Производительность по распиловке круглого леса: 10 м3/смена.
- Доказанная окупаемость пилорамы за 1 — 3 месяца эксплуатации при средней загрузке сырьем и гарантированном сбыте.

Наилучшее сочетание цены и технических возможностей! 11 кВт / 80 см.
Описание:
- Пильные шкивы (колёса) Ø 520 мм из литого чугуна высокого качества.
- На пилораме ленточной «Тайга Т-2М» — выход полезного пиломатериала составляет до 70% и выше.
- Максимальный диаметр обрабатываемого бревна — 80 см (с кантованием).
- Мощный двигатель — 11 кВт.
- Электромеханический подъем пильной каретки.
- Дополнительно комплектуется электронной линейкой и усиленным рельсовым путем.
- Станок легко транспортируется в разобранном виде на небольшой машине (УАЗ, ГАЗель).
- Может работать в 2 — 3 смены.
- Производительность по распиловке круглого леса: 10 — 12 м3/смена.
- Доказанная окупаемость пилорамы за 1 — 3 месяца эксплуатации при средней загрузке сырьем и гарантированном сбыте.
Пилорама является лауреатом конкурса 100 лучших товаров России!
Описание:
- Пильные шкивы (колёса) Ø 600 мм из литого чугуна существенно влияют на тактико-экономические характеристики распиловки, продляя ресурс ленточной пилы.
- Пилорама ленточная «Тайга Т-3»: выход полезного пиломатериала составит от 70% и выше.
- Максимальный диаметр обрабатываемого бревна — 80 см (с кантованием).
- Мощный двигатель — 11 кВт позволяет распиливать практически любой вид древесины
- Электромеханический подъем пильной каретки.
- Дополнительно комплектуется электронной линейкой и усиленным рельсовым путем.
- Пилорама может поставляться как в сборе, так и в разобранном виде (модульная архитектура). Для погрузки станка достаточно 3 человека. Для транспортировки используется малотоннажный транспорт (ГАЗель — вместимость 2 — 3 станка).
- Производительность по распиловке круглого леса: до 14 м3/смена.
- Доказанная окупаемость пилорамы за 1 — 3 месяца эксплуатации при средней загрузке сырьем и гарантированном сбыте.

| Характеристики/Модель | Т-1М | Т-2 | Т-2М | Т-3 |
| Длина обрабатываемого бревна с кантованием, мм | 600 | 800 | ||
| Длина обрабатываемого бревна, мм | 6500 | |||
| Мощность/рабочее напряжение двигателя привода пилы, кВт | 7,5/380 | 11/380 | ||
| Мощность привода подъема-опускания пильной каретки, кВт | 0,25 | |||
| Диаметр чугунных пильных колес, мм | 520 | 600 | ||
| Толщина пропила, мм | 2 | |||
| Механизм натяжения пилы | Механический | |||
| Угол захода пилы в бревно | Прямой | |||
| Параметры применяемых ленточных пил с шагом зуба — 22 мм (длина/ширина/толщина), мм | 3600/32-35/1 | 4026/35-38/1 | 4290/38-40/1 | |
| Производительность (смена — 8 ч, материал — доска необрезная 50 мм), м3 | 8 — 10 | 10 — 12 | ||
| Общие вес и объем станка, кг/м3 | 524/2,6 | 584/3,44 | 613/3,45 | 633/3,6 |
| Дополнительная комплектация | ||||
| Электронная линейка «Микрон» | — | + | + | + |
| Усиленный рельсовый путь | — | + | + | + |
| Дополнительные секции рельсового пути | + | + | + | + |
| Опоры крепления рельсового пути на основание | + | + | + | + |
| Электромеханический привод перемещения пилорамы по рельсовому пути | — | + | + | + |
Каталог товаров — Ленточные пилорамы
Древесина — конструкционный материал и поэтому переработке леса посвящены многие отрасли промышленности.
Наиболее экономичной переработкой круглого леса считается распиловка круглого леса с помощью ленточнопильных станков (ленточных пилорам).
Ленточные пилорамы позволяют получать при минимальном количестве отходов максимальный выход пиломатериала.
Минимальное энергопотребление пилорам и компактность при невысокой стоимости позволяют предпринимателям и предприятиям, снижая расходы получать востребованные на рынке материалы (брус, доски обрезные и необрезные, шпалу, брусок и многое другое).
Ленточные пилорамы «ТАЙГА» выпускаемые Производственным Объединением «Группой Компаний Тайга» полностью соответствуют всем нормам и правилам законодательства РФ, обладают невысокой стоимостью, прочной конструкцией рассчитанной на круглосуточную работу во всех климатических поясах России и Зарубежья.
Практика использования ленточных пилорам «Тайга» показала, что срок окупаемости составляет до 3-х месяцев использования оборудования. Гарантийные обязательства распространяются на приобретённое оборудование в течение года. По истечении гарантийного срока всегда можно приобрести запасные части и необходимое оборудование в широкой дилерской сети во всех Федеральных округах России.
По истечении гарантийного срока всегда можно приобрести запасные части и необходимое оборудование в широкой дилерской сети во всех Федеральных округах России.
Участие предприятия в выставках-ярмарках проводимых во всех регионах России показало, что спрос на продукцию «Тайга» основывается на желании людей приобрести надёжный станок при минимальных затратах и уверенности в сервисном обслуживании.
Заслуженные награды позволяют говорить о конкурентоспособности выпускаемого оборудования в позициях — цена/качество, лучший товар в своей ценовой категории, социальная направленность предприятия, позволяющая небольшим предприятиям получать стабильный доход при минимальных финансовых затратах и альтернативном использовании энергоресурсов (автономное оборудование на бензине).
Пилорама Тайга, Тайга 2, Тайга 3
Предприятие «Тайга» представляет свою продукцию на рынке деревообрабатывающих станков свыше 10-ти лет. На протяжении этого периода компания зарекомендовала себя в качестве надежного поставщика оборудования эконом класса. Сегодня деревообрабатывающие станки выпускаются в городе Новосибирск. Все пилорамы подвергаются многоуровневому контролю качества и имеют сертификаты по ГОСТ 12.2.026.0-93; ГОСТ Р 50787-95; ГОСТ 12.2.009-99.
Сегодня деревообрабатывающие станки выпускаются в городе Новосибирск. Все пилорамы подвергаются многоуровневому контролю качества и имеют сертификаты по ГОСТ 12.2.026.0-93; ГОСТ Р 50787-95; ГОСТ 12.2.009-99.
Все оборудование имеет гарантию на протяжении 12 месяцев. В любой момент покупатель может получить консультацию от специалистов компании.
Основное достоинство, которым характеризуется пилорама Тайга, заключается в оптимальном для отечественного рынка соотношении цены и качества. Широкая дилерская сеть гарантирует быстрое реагирование в случае сервисного обслуживания станков. Все станки созданы на самой простой основе отечественных производителей, что увеличивает ремонтопригодность после завершения гарантийного срока.
Ленточные пилорамы
Ленточная пилорама Тайга 3 является инструментом для осуществления продольного распила круглых заготовок, в результате которого можно получить брус, обрезную и не обрезную доску определенного размера. Такой станок оснащен мощным мотором, 11 кВт, который дает возможность работать в несколько смен и проводить обработку лесоматериалов разной плотности. Пилорама имеет увеличенный диаметр пильных шкивов — 600 мм, повышающий ресурс применения. Кроме этого разработчики усилили конструкцию пильной каретки. Станок может производить от 3 до 12 м3 продукции за одну смену. Можно распиливать заготовки от 10 до 90 см.
Пилорама имеет увеличенный диаметр пильных шкивов — 600 мм, повышающий ресурс применения. Кроме этого разработчики усилили конструкцию пильной каретки. Станок может производить от 3 до 12 м3 продукции за одну смену. Можно распиливать заготовки от 10 до 90 см.
К этому станку дополнительно можно купить бензиновый силовой агрегат, имеющий мощность 13 лошадиных сил /10 кВт. Он потребляет при максимальной около 1,5 литра бензина АИ-92. Отметим, что двигатель может работать на холостом ходу, что облегчает запуск двигателя, и экономит топливо при простое.
Ленточную пилораму «Тайга Т-2» начали выпускать в 2002 году. Она весит всего 585 кг, поэтому перевозить ее можно на автомобиле Газель. Два человека справятся с погрузкой и выгрузкой станка, который для транспортировки разбирается на несколько частей. Такой станок потребляется лишь 7.5 кВт, что позволяет устанавливать его на личном участке и даже в местах с недостаточным электропитанием. Средняя производительность этой пилорамы составляет среднем 8 м3 за смену. Для бесперебойной работы ежедневно нужно смазывать ролики успокоители пилы литолом 24.
Для бесперебойной работы ежедневно нужно смазывать ролики успокоители пилы литолом 24.
Полностью механическая конструкция, использование взаимозаменяемых составляющих и отсутствие электроники дают возможность применять данную пилораму в различных регионах, как в холодном климате, так и в теплом.
Дисковые пилорамы Тайга
Пилорама «Тайга ДП-1» имеет электропривод и является углоповоротной. Она поможет распилить круглую заготовку на всевозможные типы пиломатериалов. Станок укомплектован дисковой пилой размером 500 мм. Она прочно прикрепляется к валу шпиндельного узла, и может быть повернута на 90 градусов.
На этом станке можно совершать пиление в обе стороны. При этом бревно не нужно кантовать, оно неподвижно лежит в центре хода пилорамы. Пропил осуществляется на глубину 15 см. Отметим, что брус сечением 200х200 может быть получен лишь на станке «Тайга ДП-2».
При работе на этом станке отсутствуют температурные или климатические препятствия. Пилорама создана таким образом, чтобы получать высококачественную продукцию, которая отличается идеальными геометрическими размерами.
Дисковая пилорама Тайга 2-ДП с легкостью распилит круглые заготовки на самые разные типы пиломатериалов. Она имеет мотор высокой мощности 15 кВт, который существенно увеличивает производительность в сравнении с аналогами. Стоимость этого станка довольно быстро окупается, потому что он отличается высокой производительностью и износостойкостью.
Преимущества данного станка:
- содержит дисковую пилу диаметром от 450 до 600 мм, которая прочно крепится на вал шпиндельного узла
- пилу можно поворачивать на 90 градусов, и осуществлять распил в обе стороны
- простой станок, не имеет сложных настроек, не требуют обучения операторов
- не нужно кантовать заготовку во время распила
- нет ни температурного ни климатического порога для работы
- диск меняется по мере износа
- конечный продукт – пиломатериал идеальной геометрической формы.
Бензиновая пилорама Тайга, видео
 youtube.com/embed/JZ1stQ68iKQ» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/JZ1stQ68iKQ» frameborder=»0″ allowfullscreen=»»/>
Абсолютно уникальным можно назвать станок с бензиновым мотором. Такие станки разработаны для регионов, в которых наблюдается недостаток электроснабжения. Кроме этого, ее можно применять прямо в лесу и загружать в грузовой автомобиль уже готовую продукцию. Бензиновая пилорама Тайга Т-2Б ленточного типа применяется в местах с отсутствием электроэнергии. С ее помощью можно распилить самые разные сорта круглых заготовок древесины до 800 мм. Завод-изготовитель предусмотрел возможность установки блока для перевода пилорамы из бензиновой в электрическую.
Мотор для этого станка делает известная компания HONDA. Распил осуществляется при помощи режущей ленты пильного механизма, который двигается в горизонтальном направлении вдоль обрабатываемой заготовки по рельсовым направляющим.
Такой станок позволяет получить продукцию, соответствующую европейским нормативам качества распила. Выход материала довольно высокий – почти 87% по не обрезной доске, обуславливает незначительная толщина пропила (1,9 мм). Ленточную пилораму Тайга очень легко монтировать и демонтировать.
Ленточную пилораму Тайга очень легко монтировать и демонтировать.
К главным достоинствам этой пилорамы можно отнести:
- компактный размер
- возможность транспортировки в микроавтобусе
- высокий уровень мобильности
- надежная конструкция
- очень высокое качество конечного продукта.
Основание станка — прочно закрепленные рельсовые пути из материала высокой прочности. Подготовленную заготовку нужно установить на накладки между направляющими рельсового пути и зафиксировать крепежами.
Распил реализуется при помощи пильного механизма каретки, которая передвигается на четырех опорных роликах вдоль закрепленной заготовки. Очищать рельсовый путь от налипающих опилок нужно при помощи специальных скребков, которые находятся в передних и задних карманах стоек пильной рамы.
Для работы такого станка нужно бензина марки АИ 92 примерно 2,5 литра на 60 минут максимальной нагрузки.
Ленточную бензиновую пилораму можно использовать и в проветриваемых зданиях лесопильных заводов, и на улице. Однако во втором случае ее нужно хорошо защищать от любой непогоды. Пилораму можно устанавливать на ровное и твердое основание, ей не нужно специальное помещение или фундамент.
Однако во втором случае ее нужно хорошо защищать от любой непогоды. Пилораму можно устанавливать на ровное и твердое основание, ей не нужно специальное помещение или фундамент.
Пока китайцы вырубают леса Сибири, напряженность в отношениях с русскими возрастает
КАНСК, Россия — В течение долгих летних дней в Сибири лесовозы с грохотом выезжают из леса, заваленного сибирской лиственницей, сосной обыкновенной и березы, на лесопилки, принадлежащие китайцам не могу поверить в свою удачу.
«Здесь все китайское», — сказал бригадир лесного склада Ван Ижэнь, указывая на несколько сотен лесопилок, появившихся за последние несколько лет вдоль Транссибирской магистрали.
Кормление колоссального аппетита Китая к древесине принесло в регион рабочие места и деньги, но также помогло сделать Россию мировым лидером по истощению лесов, подогревая опасения, что сибирские лесозаготовительные города в конечном итоге останутся без средств к существованию.
Мало того, все производство потребительских изделий из древесины осуществляется в Китае, который резко ограничил лесозаготовки, чтобы сохранить оставшиеся леса. Казалось бы, эта договоренность пахнет эксплуатацией, но ее поддержало российское правительство, которое, столкнувшись с экономическими санкциями Запада из-за своего военного вторжения в Украину и вмешательства в выборы, стремилось к более тесным экономическим связям с Пекином.
Казалось бы, эта договоренность пахнет эксплуатацией, но ее поддержало российское правительство, которое, столкнувшись с экономическими санкциями Запада из-за своего военного вторжения в Украину и вмешательства в выборы, стремилось к более тесным экономическим связям с Пекином.
Согласно статистике российской торговли, экспорт древесины из России в Китай вырос до 3,5 млрд долларов в прошлом году с 2,2 млрд долларов в 2013 году, за год до украинского кризиса. Китайцы, в свою очередь, реэкспортируют часть российской древесины в виде мебели, дверей, полов, облицовки и другой готовой продукции для продажи по всему миру.
Итак, в то время как лихорадка китайской древесины стимулировала местную экономику в Сибири, она также вызвала недовольство, подчеркивая перспективы и подводные камни экономического эксперимента, последствия которого выходят далеко за пределы одного отдаленного региона.Правительства России и Китая, у каждого из которых есть свои споры с Вашингтоном, клянутся, что будут выступать единым фронтом против Соединенных Штатов.
В кулуарах недавней встречи Группы 20 ведущих экономик в Японии официальные лица России и Китая пообещали использовать в двусторонней торговле свои валюты, а не доллары. Но могут быть пределы глубине отношений между странами, которые пережили пограничное столкновение в 1969 году и сохраняют глубокую взаимную подозрительность.
Были жалобы на экологический ущерб, нанесенный лесозаготовками в Сибири, но воздействие на климат труднее измерить.Россия регулярно занимает первое место в мире по истощению лесов — 16,3 миллиона акров в прошлом году по сравнению с 9,1 миллиона акров, потерянных в Амазонии.
Но северным лесам России разрешено вырасти после вырубки и пожаров, что делает этот процесс менее разрушительным, чем вырубка тропических лесов для земледелия или разведения скота. До сих пор, по словам Питера Потапова, профессора Мэрилендского университета, который возглавляет проекты глобального мониторинга лесов, ученые не смогли прийти к единому мнению о том, выделяют ли пожары и лесозаготовки больше углекислого газа, чем реабсорбируется на территориях, которые снова начинают расти.
Это маленькое утешение для сибиряков, которые смотрят, как их леса исчезают по Транссибирской магистрали.
По словам Ирины Авдошкевич, члена городского совета, выступившей против китайских инвестиций, за последние пять лет только в Канске, центре лесозаготовительной промышленности с населением около 100 000 человек, открылось около 100 китайских заводов.
Кажется, каждая дорога из города ведет к лесным складам и гигантским грудам опилок и древесины.
Китайцы инвестировали в заводы по распиловке сырых бревен в пиломатериалы, но не в ту сторону бизнеса, которая раньше была опорой местной экономики: переработка древесных отходов и опилок в ДСП, изоляцию и другие продукты.
Жители Канска были особенно огорчены тем, что новые инвесторы решили не восстанавливать Канский биохимический завод — завод советских времен, который производил этанол из древесных отходов. Официально она использовалась в промышленных целях, но также использовалась как любимый местный напиток, известный как водка из опилок.
«Хвойного вкуса не было», — сказал Сергей Соловьев, российский лесоруб. «Это был чистый алкоголь. Вы добавили немного лимона, и вы были счастливым человеком ».
«Весь город выпил это до закрытия фабрики», — сказал он.«Жалко, что его нет».
Вместо этого под китайским управлением бывшая советская лесопилка, которая поставляла сырье для все еще, позволила штабелям опилок скапливаться. Они загорелись в 2017 году, когда пламя распространилось по жилому району, сгорело более 50 домов и испортило город из-за китайских инвестиций.
Госпожа Авдошкевич, член городского совета, попросила вмешаться местную полицию и пожарных, которые подчиняются центральному правительству России, но они ничего не сделали для регулирования деятельности китайских заводов, сказала она.
«Мы понимаем, что нам нужны инвестиции», — сказала она. «Но если мы решили дружить, должно быть даже. Ты что-то понял, я что-то понял ».
Вместо этого, по ее словам, китайские лесные бароны просто отправляют столько древесины, сколько они могут, в кратчайшие сроки в Китай, без вложений в производство в России и без учета ущерба для окружающей среды.
«Я жительница этого города», — сказала она. «Почему я должен терпеть эти груды мусора, эти пожары?»
Но без явной поддержки со стороны российского правительства — на некоторых заводах есть фотографии Владимира В.Путин и лидер Китая Си Цзиньпин обмениваются рукопожатием — кампания Авдошкевич против груд опилок ни к чему не привела.
Опыт местного русского человека, Эдуарда Мальцева, иллюстрирует напряженность. Он устроился на работу по загрузке бревен в пилу на одном из заводов, зарабатывая около 230 долларов в месяц, приличная зарплата в этих краях.
С другой стороны, дом г-на Мальцева сгорел в результате пожара 2017 года. Китайский менеджер быстро уехал из города, и г-н Мальцев сказал, что компенсации не получил.Сейчас он работает водителем автобуса.
«Да, это хорошо, что они создают рабочие места», — сказал он о китайцах, но, как и многие в лесозаготовительных городах Сибири, теперь он видит быстрый подъем Китая к господству в отрасли скорее как проклятие, чем благословение. «Это разрушительно и опасно», — сказал он.
«Это разрушительно и опасно», — сказал он.
В интервью несколько китайских операторов лесопильных заводов заявили, что россиянам не следует винить их в недостатках сибирского лесного бума. В конце концов, российское правительство устанавливает экологические правила для вырубки леса в бескрайнем зеленом море, известном как тайга.
Один китайский хозяин лесопилки, назвавший только свое вымышленное русское имя, Игорь, поскольку ему не было разрешено общаться с СМИ, контролирует обширный лесной склад площадью в несколько акров. Большинство китайских мастеров берут русские имена, чтобы облегчить жизнь русским рабочим, которые часто борются с китайскими именами.
В шлепанцах и шортах Игорь выкрикивал приказы на русском и китайском языках своему смешанному персоналу. Учитывая все обстоятельства, сказал он, он предпочел бы работать в Китае. Но для этого было уже слишком поздно, — добавил он.
«Мы все вырубили», — сказал он.
Г-н Ван, который свободно говорит по-русски и руководит соседней фабрикой, сказал, что у него работает около 50 россиян. Недавно около дюжины русских мужчин работали без рубашки в летнюю жару, толкая бревна в крутящуюся ленточную пилу, их загорелые, потные туловища были покрыты опилками.
Недавно около дюжины русских мужчин работали без рубашки в летнюю жару, толкая бревна в крутящуюся ленточную пилу, их загорелые, потные туловища были покрыты опилками.
«Это продлится еще лет пять, может быть», — сказал он о буме лесозаготовок в Китае. «Тогда русские начнут думать, и они тоже запретят лесозаготовки».
Тайга Климат | Хвойные леса и лесозаготовка
Годы = Срок действия загрузок
Срок действия 1 год == Срок действия ссылок для загрузки (как , так и текущие события ) составляет 1 год с даты покупки.
Срок действия 2 года == Срок действия ссылок для скачивания (как статических, так и текущих событий ) составляет 2 года с даты покупки.
Например,2-летний пакет является наиболее идеальным и настоятельно рекомендуется, так как цикл UPSC (начало подготовки к результатам) длится почти 2 года.

Если вы приобретете заметки с « Срок действия загрузки == 1 год » на 28/04/2021 , тогда вы сможете загрузить статических файлов + Текущие события файлов до 29.04.2022 .
Если вы приобретете заметки с « Срок действия загрузки == 2 года » на 28/04/2021 , то вы сможете загрузить файлы Статические файлы + Текущие события до 30 / 04/2023 .
Если мы выпустим обновленных (новых) редакций статических файлов в течение периода вашего членства , вы сможете загрузить их без дополнительной оплаты .
Независимо от того, какой пакет вы выберете, «Текущие вопросы географии, окружающей среды, науки и техники и сельского хозяйства Индии» доступны с мая 2019 г.
 .
.Текущие новости искусства, культуры и экономики Индии доступны с ноября 2020 г. .
После того, как платеж будет произведен, вам необходимо войти на страницу загрузки , чтобы загрузить файлы ( проверьте свою электронную почту, чтобы узнать данные для входа ).
Пила по дереву — CHAIKA.NET
Мощность привода пилы
4 кВт Elektrisch
для пиловочника диаметром до 50 см
Диаметр пиловочника
Длина пиловочника
SERRA FE 50
Мини пилорама для пиловочника диаметром до 50 см
Лесопильный завод менее 5.000 €? Это не ошибка! Покупка этого станка для тех, кто собирается время от времени обрабатывать небольшое количество древесины, — абсолютно правильное решение. Фермеры, небольшие столярные и мебельные мастерские успешно используют эти машины в своем хозяйстве.
При разработке этой машины особое внимание было уделено простоте эксплуатации и обслуживания. Эти важные моменты в сочетании с высокой производительностью и невысокой ценой были успешно реализованы.
Эти важные моменты в сочетании с высокой производительностью и невысокой ценой были успешно реализованы.
Производительность
Возможно удлинение станка
в зависимости от диаметра бревна, размера пиломатериалов и количества вспомогательных рабочих
в зависимости от конфигурации станка
Станина доставляется заказчику в разобранном виде.Благодаря использованию новых высокоточных технологий изготовления компонентов кровати, ее установка не занимает много времени. Стандартная длина пропила 3,60 м с использованием удлинительных секций 2,25 м, практически неограниченная длина пропила. Установка бревен, зажим, опрокидывание. все делается вручную.
Мощность двигателя пилы (узкая лента) 4 кВт достаточна для распиловки бревен диаметром до 50 см, а максимальная ширина пропила может достигать 40 см. Натяжение пилы и подача направляющей пилы (осуществляется) вручную.Использование твердого сплава в системе направляющих пилы снизило износ данных практически до нуля. Система подачи воды для пропила предотвращает затвердевание древесной смолы на корпусе пилы и рабочих шкивах.
Система подачи воды для пропила предотвращает затвердевание древесной смолы на корпусе пилы и рабочих шкивах.
Управление машиной построено на интуитивном уровне, и обучение оператора не занимает много времени. Благодаря ручной подаче пильного агрегата оператор всегда знает, с какой скоростью он может резать. Оператор перемещается с противоположной стороны от выгрузки опилок, что отличает эту машину практически от всех машин этого класса и значительно сокращает время уборки в конце рабочего дня.Использование специальных одноразовых биметаллических пильных полотен устраняет необходимость в заточке. После распиливания 8,10 кубометров древесины пила просто утилизируется.
Выбор ленточной пилы
Сегодня ленточные пилорамы получили очень широкое распространение благодаря доступной цене и вполне приемлемому качеству распила. Ни для кого не секрет, что качество пиломатериалов, получаемых при распиловке на ленточной пилораме, и производительность в целом зависят как от конструкции пилорамы, так и от используемых на ней ленточных пил . Одна из основных проблем, связанных с ленточной пилой, — это относительная хрупкость ленточных пил. При изучении свойств ленточных полотен в период эксплуатации было установлено, что поломке пилы предшествует образование трещин в межзубных полостях, вызванное усталостью металла при знакопеременных нагрузках. Это значительно снижает производительность ленточной пилорамы, увеличивает финансовые затраты на ремонт и подготовку пил, создает опасность для оператора рамы и вспомогательных рабочих.Для достижения максимальной производительности вашей ленточной пилы необходимо соблюдать следующие правила:
Одна из основных проблем, связанных с ленточной пилой, — это относительная хрупкость ленточных пил. При изучении свойств ленточных полотен в период эксплуатации было установлено, что поломке пилы предшествует образование трещин в межзубных полостях, вызванное усталостью металла при знакопеременных нагрузках. Это значительно снижает производительность ленточной пилорамы, увеличивает финансовые затраты на ремонт и подготовку пил, создает опасность для оператора рамы и вспомогательных рабочих.Для достижения максимальной производительности вашей ленточной пилы необходимо соблюдать следующие правила:
- зачистить бревна перед распиловкой
- отсортировать журналы
- соблюдайте правила установки и натяжения ленточной пилы
- следовать рекомендациям производителя
Как показывает практика, рамщики не всегда соблюдают рекомендации производителей ленточных пил. Поэтому для нормальной работы пилорамы необходимо выбрать ленточную пилу, которая могла бы работать в самых тяжелых условиях, в том числе непрерывно в течение смены, не снимая пилораму со шкивов.
Итак, как выбрать ленточную пилу ? Для начала стоит определиться с типом пилы, особое внимание уделив ее рабочим параметрам. В настоящее время на российском рынке представлен широкий выбор ленточных пил различных производителей. Широко представлены пилы из углеродистой стали, есть пилы с закаленным зубом. Производительность этой категории пил очень сильно зависит от производителя и может сильно варьироваться. Ленточные пилы некоторых недобросовестных производителей трескаются в первые часы эксплуатации.
Лучший выбор на сегодня. это биметаллические ленточные пилы, именно они способны выдерживать длительные нагрузки и погрешности рамы. В среднем биметаллическая пила распиливает около 50 кубометров древесины, что по их стоимости будет составлять 50,75 центов за кубометр древесины. Очень высокая стойкость к растрескиванию, позволяет некоторым рамам распиливать до 100 кубометров древесины одной пилой! Биметаллическая пила может шлифовать от 34 мм до 18 мм и при этом работать без перерывов! Известно, что чем меньше диаметр шкивов и толще полотно пилы, тем выше вероятность появления трещин. Биметаллические ленточные пилы очень выгодны в этом отношении, их также выбирают в зависимости от типа пилорамы и типа распиливаемой древесины, но при этом их стойкость к растрескиванию на порядок выше, чем у обычных углеродных. стальные пилы. Выбирая биметаллическую пилу, как и обычные пилы, следует обращать особое внимание на толщину и ширину полотна.
Биметаллические ленточные пилы очень выгодны в этом отношении, их также выбирают в зависимости от типа пилорамы и типа распиливаемой древесины, но при этом их стойкость к растрескиванию на порядок выше, чем у обычных углеродных. стальные пилы. Выбирая биметаллическую пилу, как и обычные пилы, следует обращать особое внимание на толщину и ширину полотна.
На лесопилку можно установить пилы, у которых полотна равны по ширине, ширине шкивов, и переточить, то есть уже.На практике более узкие пилы используются гораздо чаще, чем пилы, ширина которых равна ширине шкивов. Поэтому на большинстве ленточных пил конструктивно верхняя точка выпуклости обода шкива смещена на 0,25 от центра обода к его передней кромке. Правильный выбор. ширина пилы совпадает с шириной шкивов, увеличенной на глубину полости, примерно на 1-3 мм. Лента пилы устанавливают так, чтобы впадины зубьев выступали на 2-4 мм за шкивы. На лесопилках с обрезиненными шкивами эти зависимости менее важны.После того, как вы выберете ленточную пилу по ширине и толщине в соответствии с вашей пилорамой, следующее, на что следует обратить внимание. это шаг зуба. Сегодня самые универсальные ленточные пилы имеют шаг 19 мм и 22 мм. Выбор шага зависит от того, какую древесину вы будете резать и от ее твердости. Планки с шагом 19 мм позволяют распиливать как твердую, так и мерзлую древесину, а также свежесрезанную древесину с небольшим увеличением набора зубьев. Следует отметить, что для распиловки бревен большого диаметра лучше подходят полотна с традиционным шагом.22 мм. Что касается шага ленточной пилы , то у мастеров часто возникают трудности в связи с несовершенной конструкцией заточного приспособления.
это шаг зуба. Сегодня самые универсальные ленточные пилы имеют шаг 19 мм и 22 мм. Выбор шага зависит от того, какую древесину вы будете резать и от ее твердости. Планки с шагом 19 мм позволяют распиливать как твердую, так и мерзлую древесину, а также свежесрезанную древесину с небольшим увеличением набора зубьев. Следует отметить, что для распиловки бревен большого диаметра лучше подходят полотна с традиционным шагом.22 мм. Что касается шага ленточной пилы , то у мастеров часто возникают трудности в связи с несовершенной конструкцией заточного приспособления.
Точилки для заточки ленточных пил бывают регулируемыми и нерегулируемыми. Нерегулируемые предназначены для заточки пил с определенным шагом, например, 22 мм, и не позволяют затачивать полотно с другим шагом. В связи с этим многие рамы вынуждены использовать ленточные пилы с определенным шагом зубьев при распиловке любой древесины в любых условиях.
При покупке сварных ленточных пил следует следить за тем, чтобы не было изменения шага зубьев в месте сварного шва, что довольно часто встречается на узких пилах. Поэтому заточку полотна лучше начинать с места сварки, и заканчивая ею. Качественные ленточные пилы не должны иметь выпуклостей на сварном шве.
Поэтому заточку полотна лучше начинать с места сварки, и заканчивая ею. Качественные ленточные пилы не должны иметь выпуклостей на сварном шве.
Ленточная пила для распиловки дерева
Полезная модель относится к лесопильной и деревообрабатывающей промышленности, в частности к ленточным пилам для распиловки древесины. Задача полезной модели — расширить арсенал ленточных пил для распиловки разных пород древесины в разных климатических условиях летом и зимой.Технический результат заключается в реализации поставленной цели, а также в увеличении скорости резания при улучшении качества пропила, в снижении энергозатрат, т. Е. Экономии энергии и продлении срока службы полотна пилы. Технический результат достигается за счет усовершенствования ленточной пилы, в том числе полотна ленточной пилы с зубьями, выполненными с углами заточки переднего угла 4 ° или 7 ° или 9 ° или 10 ° или 13 °, заднего угла 32 ° или 34 °. ° или 39 °, или 29 °, или 30 ° и шаг зубьев 22, 225 мм, определяющий профиль зуба 4 ° / 32 °; 7 ° / 34 °; 7 ° / 39 °; 9 ° / 29 °; 10 ° / 30 °; 13 ° / 29 °, с углом режущей кромки 90 °, образованным высотой зуба 5. 6-7,6 мм, а с набором зубцов слева. Направо. прямой.
6-7,6 мм, а с набором зубцов слева. Направо. прямой.
Полезная модель относится к деревообрабатывающей промышленности, в частности к ленточным пилам для распиловки древесины.
Известна полезная модель (Патент RU 108732, опубликовано: 27.09.2011), включающая лезвие с зубьями, выполненными с углами заточки переднего и заднего краев соответственно 10 ° и 30 ° и установкой зубцов. по схеме право-лево с установкой на стороне 0, 38-0,50 мм. Пила используется шириной 32-40 мм с шагом зубьев 22 мм.
Эта пила предназначена только для тонкой распиловки замороженной древесины и не обеспечивает достижимого удаления опилок в других случаях.
Известная полезная модель (Патент UA 81004, опубликовано: 27.09.2011), включающая лезвие как минимум с одним зубом, выполненное с углами заточки передней и задней кромок зубьев соответственно 10 ° и 30 ° и установка зубов по схеме. Схема зацепления выполняется по схеме справа. Слева.непосредственно со значением раскрытия зуба в сторону 0,52 ± 0,70 мм. Радиус стыка полотна с зубом — 1,24 ± 0,2 мм, высота зуба — 6,25 ± 0,05 мм. Режущая кромка острия зуба, как и вся кромка профиля зуба, сформирована строго перпендикулярно корпусу полотна.
Радиус стыка полотна с зубом — 1,24 ± 0,2 мм, высота зуба — 6,25 ± 0,05 мм. Режущая кромка острия зуба, как и вся кромка профиля зуба, сформирована строго перпендикулярно корпусу полотна.
Данное техническое решение устраняет недостатки указанного выше технического решения. Достигнута способность распиливать ограниченную породу дерева.
Недостатком данной пилы является выполнение этой пилы одного профиля зуба, что не дает широких возможностей использования ее для распиловки разных пород древесины с разной твердостью и плотностью в разных климатических условиях, на разных пильных станках и станках. возможность увеличения скорости резания.
Данная полезная модель является наиболее близким аналогом заявленному решению — прототипом.
Задача полезной модели — расширить арсенал ленточных пил для распиловки разных пород древесины в разных климатических условиях летом и зимой.
Технический результат заключается в реализации поставленной цели, а также в увеличении скорости резания при улучшении качества пропила, снижении энергозатрат, т. е. экономии энергии и продлении срока службы ленточной пилы.
е. экономии энергии и продлении срока службы ленточной пилы.
Технический результат достигается за счет усовершенствования ленточной пилы, в том числе полотна ленточной пилы с зубьями, выполненными с углами заточки переднего угла 4 ° или 7 ° или 9 ° или 10 ° или 13 °, заднего угла 32 ° или 34 °, 39 °, 29 ° или 30 ° и шаг зубьев 22, 225 мм, определяющий профиль зуба 4 ° / 32 °; 7 ° / 34 °; 7 ° / 39 °; 9 ° / 29 °; 10 ° / 30 °; 13 ° / 29 ° с углом режущей кромки 90 °, образованным высотой зуба 5,6-7,6 мм, и набором зубцов слева. Направо.прямой.
Ленточная пила. Станок многорезерный для распиловки древесины с бесконечной (замкнутой) гибкой стальной лентой с зубьями. Ремень приводится в движение шкивами, на которые он надет. Соответствующая геометрия ленты позволяет выполнять продольные распилы.
Ленточная пила состоит из стального полотна ленточной пилы с одним зубом на краях не менее трех.
Геометрические параметры пилы строго сбалансированы и оптимально соответствуют сорту распиливаемой древесины, мощности двигателя и определяются по формуле:
Профиль зуба ленточной пилы разрабатывался и проверялся экспериментально на протяжении многих лет и представляет собой интеллектуально емкий продукт, который был протестирован на миллионах кубических метров древесины и составляет 4 ° / 32 °; 7 ° / 34 °; 7 ° / 39 °; 9 ° / 29 °; 10 ° / 30 °; 13 ° / 29 ° с шагом зубьев 22, 225 мм.
Суть полезной модели поясняется рисунками. ИНЖИР. 1. показана схема ленточной пилы, где C. шаг зуба, A. высота зуба, E. передний угол зуба (угол зацепления), P. задний угол зуба.
РИС. 2. показаны схемы ленточной пилы с профилями зубьев (углы заточки) 4 ° / 32 °; 7 ° / 34 °; 7 ° / 39 °; 9 ° / 29 °; 10 ° / 30 °; 13 ° / 29 °.
Ленточная пила (рис. 1) содержит полотно (1) с зубьями (2), выполненными с углами заточки переднего угла 4 °, или 7 °, или 9 °, или 10 °, или 13 ° (3) , задний угол 32 °.или 34 °, или 39 °, или 29 °, или 30 °, или 29 ° (4) (рис. 2), с набором зубцов по схеме слева. Направо. прямая, с углом режущей кромки 90, шаг зубьев 22, 225 мм, высота зуба 5,6-7,6 мм.
Угол наклона или наклона крюка (наклон зуба вперед) позволяет зубам погрузиться в древесину. Зубья должны захватывать достаточно дерева, чтобы пила могла вонзиться в древесину. Величина угла зацепа подбирается таким образом, чтобы уменьшить усилие подачи.Если передний угол будет слишком большим по сравнению со скоростью подачи, пила будет раскачиваться и резать будет грубо и некачественно (стиральная доска). Если угол зацепления слишком мал, вам придется вдавить пилу в древесину, что снижает скорость резания и, как следствие, в большинстве случаев снижает производительность. Слишком большой или слишком маленький передний угол увеличивает нагрузку на диск, особенно в пазухах, что приводит к трещинам и преждевременному разрушению пилы. Передний угол определяется твердостью древесины. Угол зацепления зубьев следует выбирать в зависимости от типа древесины, которую вы пилите.Для хвойных пород требуется большой угол заточки (10 °, 13 °). Твердая, мерзлая или узловатая древесина требует меньшего угла зуба (4 °, 10 °). Зацепление зубьев 10 ° — хороший универсальный профиль, рекомендуемый для большинства видов пиления.
Если угол зацепления слишком мал, вам придется вдавить пилу в древесину, что снижает скорость резания и, как следствие, в большинстве случаев снижает производительность. Слишком большой или слишком маленький передний угол увеличивает нагрузку на диск, особенно в пазухах, что приводит к трещинам и преждевременному разрушению пилы. Передний угол определяется твердостью древесины. Угол зацепления зубьев следует выбирать в зависимости от типа древесины, которую вы пилите.Для хвойных пород требуется большой угол заточки (10 °, 13 °). Твердая, мерзлая или узловатая древесина требует меньшего угла зуба (4 °, 10 °). Зацепление зубьев 10 ° — хороший универсальный профиль, рекомендуемый для большинства видов пиления.
Задний угол зуба образуется из переднего угла и определяет общую геометрию зуба.
Высота зуба должна быть достаточно большой, чтобы позволить полости выносить все опилки из пропила. Пилы поставляются с разной высотой зуба в зависимости от профиля зуба.Пилы, предназначенные для распиловки древесины мягких пород, имеют более высокие зубья. Пилы для пиления исключительно твердой древесины или мерзлых бревен имеют более короткие зубья. Высота зуба ленточной пилы 5,6-7,6 мм.
Пилы для пиления исключительно твердой древесины или мерзлых бревен имеют более короткие зубья. Высота зуба ленточной пилы 5,6-7,6 мм.
Шаг зубьев. расстояние между каждым зубом от одной вершины до другой. Шаг зубьев пилы составляет 22,225 мм и всегда должен быть одинаковым. Расчет шага зубьев основан на линейной скорости пилы с возможностью использования меньшей мощности.
Зубной развод. расстояние, на которое зуб загибается за плоскость полотна пилы, и выполняется по схеме слева.Направо. прямая, подходит для пиления разных пород дерева. Расщепление зуба является важным фактором способности пилы резать и необходимо для того, чтобы лезвие (от пазухи к тыльной стороне) плавно перемещалось в разрезе. Настройка зубца пилы в зависимости от твердости пропиленной древесины устанавливается на 0,46-0,76 мм. Настройку можно считать оптимальной, если между пильным полотном и деревом, которое оно распиливает, находится смесь из 65-70% опилок и 35-30% воздуха. Внешним проявлением правильной настройки пилы является то, что из пропила выбрасывается примерно 80-85% опилок).
Профили зубьев ленточных пил для распиловки древесины в заявленной полезной модели изготавливаются в шести вариантах исполнения и предназначены для:
Профиль 13/29. специально разработан для резки мягких реструктурированных пород. Этот профиль позволяет увеличить скорость резания.
Профиль 10/30. универсальный профиль, предназначенный для пиления мягкой, средней и твердой древесины.
Профиль 9/29. предназначен для резки твердой и мерзлой древесины с высокой плотностью.
Профиль 7/39. предназначен для распиловки древесины очень твердых пород на станках с двигателем менее 15 кВт.
Профиль 7/34. предназначен для распиловки древесины очень твердых пород на станках с двигателем более 15 кВт.
Профиль 4/32. предназначен для распиловки сверхтвердых и замороженных пород древесины, рекомендуется для промышленных машин зимой.
В таблице 1 приведены показатели формирования зубьев ленточной пилы.
| Таблица 1 | ||||||
| Передний угол | Задний угол | Шаг зубьев | Профиль зуба | Угол режущей кромки | Высота зуба | Схема развода |
| 4 ° | 32 ° | 22,225 мм | 4/32 | 90 ° | 6,3 мм | Слева. Направо. прямой Направо. прямой |
| 7 ° | 34 ° | 7/34 | 6,3 мм | |||
| 7 ° | 39 ° | 7/39 | 6,3 мм | |||
| 9 ° | 29 ° | 29/9 | 5,6 мм | |||
| 10 ° | 30 ° | 30/10 | 6,3 мм | |||
| 13 ° | 29 ° | 13/29 | 7,6 мм | |||
Заточка профиля зуба осуществляется на точильном станке BMS500 или BMS250, а настройка на регулируемом станке BMT100 или BMT200 или BMT250 или BMT300 производства Wood-Mizer.
При заточке на шлифовальном оборудовании Wood-Mizer с использованием соответствующих профилированных шлифовальных кругов профиль зуба, его производная высота зуба и шаг зуба остаются неизменными.
Таким образом, заявленная полезная модель обеспечивает технический результат, используя меньшую мощность, использование ленточной пилы соответствующего профиля позволяет распиливать любые породы древесины с разной твердостью и плотностью в разных климатических условиях при сохранении высокого качества резки. материал получен.
Пила ленточная, в том числе ленточная пила с зубьями, выполненными с углами заточки переднего угла 10 ° и заднего угла 30 °, с набором зубьев по схеме, с углом режущей кромки зуба 90 °, характеризуемая в том, что пила дополнительно изготавливается с углами заточки переднего угла 4 °, или 7 °, или 9 °, или 13 °, углом спинки 32 °, или 34 °, или 39 °, или 29 °, определяющих профили зуба 4 ° / 32 °; 7 ° / 34 °; 7 ° / 39 °; 9 ° / 29 °; 10 ° / 30 °; 13 ° / 29 °, при шаге зуба 22, 225 мм, высота зуба 5.6-7,6 мм, а зубцы устанавливаются по схеме влево-вправо-прямолинейно.
Рекомендации
Как выбрать ленточную пилу по дереву?
В этой статье мы подробно расскажем, как выбрать ленточную пилу для ленточной пилорамы, какие бывают пилы и как они работают.
Практически все лесопилы и предприниматели, имеющие ленточную пилораму, сталкиваются с проблемой выбора ленточной пилы . Какая пила будет резать долго, какая именно будет резать, какую пилу можно точить реже, эти и другие вопросы возникают у наших клиентов.Итак, обо всем по порядку.
Все ленточные пилы для распиловки древесины можно разделить на две категории
- Карбоновые пилы. изготовлен из высококачественной углеродистой стали С75 и ее аналогов
- Пилы легированные. из легированной стали Д6А или ее аналогов с повышенной износостойкостью и устойчивостью к знакопеременным нагрузкам.
Также все пилы для распиловки бревен или пилы для ленточных пил поставляются в нескольких модификациях:
- Пила с зубчатым зубом, профильная.Ленточная пила с равномерной твердостью, то есть корпус и зуб имеют одинаковую твердость ≈ 40–45 HRC, эти пилы, как и все остальные, сварены в кольцо, но перед работой их нужно затачивать и разводить на специальных машины. Плюс эти пилы в стоимости, это самый дешевый вариант. Недостаток — низкая стойкость зуба до следующей заточки и необходимость подготовки пилы к работе. Плюсы — невысокая стоимость пилы и возможность распиливать древесину с различными включениями, такими как гвозди, камни, щепки.Применяется на лесопильных заводах, суточная производительность которых не превышает распиловки 2-4 м пиловочника. Работа ведется при минимальных подачах. 6-10 м / мин.
 Плюс эти пилы в стоимости, это самый дешевый вариант. Недостаток — низкая стойкость зуба до следующей заточки и необходимость подготовки пилы к работе. Плюсы — невысокая стоимость пилы и возможность распиливать древесину с различными включениями, такими как гвозди, камни, щепки.Применяется на лесопильных заводах, суточная производительность которых не превышает распиловки 2-4 м пиловочника. Работа ведется при минимальных подачах. 6-10 м / мин.
Плюс эти пилы в стоимости, это самый дешевый вариант. Недостаток — низкая стойкость зуба до следующей заточки и необходимость подготовки пилы к работе. Плюсы — невысокая стоимость пилы и возможность распиливать древесину с различными включениями, такими как гвозди, камни, щепки.Применяется на лесопильных заводах, суточная производительность которых не превышает распиловки 2-4 м пиловочника. Работа ведется при минимальных подачах. 6-10 м / мин.- Пила с заточенным и поставленным зубом. эта пила имеет ту же твердость зуба, что и корпус пилы, единственное отличие от первой группы в том, что она уже заточена и разведена, можно сразу приступать к работе и соответственно она дороже.
- Пила готова к работе с закаленным зубом.имеет поставленный, заточенный и закаленный кончик зуба (черный зуб). Закалка увеличивает твердость пилы до твердости 60-65HRC, что увеличивает ее износостойкость. Долговечность такой пилы обычно в 2 раза выше, чем у пилы без закаленного зуба.

Зуб закален в нескольких вариантах
- Со слабой ретенцией зубов. при закалке верхней части вершины зуба
- Средний трюм
- Сильная фиксация зубов
Чем сильнее фиксация зуба за счет закалки, тем лучше пила держит развод и стабильнее работает в пропиле, но и зуб с сильной фиксацией легко ломается при попытке его повторно разбавить.
Биметаллические полотна для ленточных пил
Эти пилы состоят из двух материалов: корпуса из стали D6A с твердостью ≈ 40–45 HRC и лазерной сварки, приваренной к концу зуба ≈ 1,5 мм с помощью быстрого пропила с твердостью ≈ 65 HRC. Быстродействующие фрезы могут быть разных марок, в основном М-2, М-42, «Матрица», которые обеспечивают несколько разную износостойкость режущей кромки зуба. Лента проходит специальную обработку, которая нормализует (выравнивает) стальную конструкцию по всей ее длине.
Работа на этих пилах делится на два этапа:
Работа с максимальной производительностью при подаче 15–20 м / мин, с качественным распилом. Количество пиломатериалов между заточками 2–5 м 3. Количество заточек 7–10 раз. Работа ведется при высоких подачах. 15-20 м / мин.
Количество пиломатериалов между заточками 2–5 м 3. Количество заточек 7–10 раз. Работа ведется при высоких подачах. 15-20 м / мин.
2. Благодаря нормализации тело пилы становится настолько однородным, что приобретает дополнительные уникальные свойства. Ресурс режущей кромки увеличивается на 20–25%, то есть между заточками пила может пропилить уже 1–1.5 м 3 пиловочника. Количество возможных заточек 45-50. Работа ведется при средних подачах. 8-12 м / мин.
Производители: BAHCO (SANDFLEX), Simonds, Morze, ARNTZ, LENOX.
Примечание. Нормализация — сложный многоступенчатый технологический процесс. Полученная пила становится практически однородной по всей длине, то есть в ней остается минимальное количество концентраторов напряжений. В обычных пилах таких концентраторов часто бывает много. При знакопеременных нагрузках через определенное время в этих местах появляются микротрещины, которые перерастают в трещины, и пила ломается.Процесс нормализации при правильной подготовке пилы и настроенной пилораме увеличивает срок службы пилы в 2-3 раза.
Ленточная пила для распиловки замороженной древесины
Полезная модель относится к лесопильной и деревообрабатывающей промышленности, в частности к подготовке ленточных пил для распиловки замороженной древесины. Ленточная пила для распиловки мерзлого дерева, включает полотно с зубьями, выполненными с заточкой переднего и заднего краев зубьев и установкой зубьев по схеме со значением настройки на каждую сторону на одинаковую величину, при этом зубья выполнены с установка по схеме: вправо-влево.Эта настройка устраняет наличие прямого чистящего зуба и увеличивает количество режущих зубцов, одновременно повышая эффективность пилы.
Полезная модель относится к лесопильной и деревообрабатывающей промышленности, в частности к подготовке ленточных пил для распиловки замороженной древесины.
Из уровня техники известна коронка пилы для чистовой резки, включающая зубья, расположенные группами, каждая из которых содержит режущие и подрезные зубья с заточкой под передним углом 10-30 ° и установкой подрезных зубьев на стороне 0.2-0,5 мм. При пилении древесины, влажность которой выше 30%, допускается установка режущих зубьев, но с меньшим разводом по сравнению с подрезными зубьями. (RU, стр. 2053868, В27В 33/08. Пила предназначена только для чистовой распиловки древесины.
В качестве прототипа принята ленточная пила для распиловки замороженной древесины с передним углом заточки 8-10 °, с шагом зубьев 19 мм, с размером проводки 0,40-0,48 мм и схемой подключения: справа-слева. -прямой.Прямой зуб действует как чистящий зуб и удаляет опилки из зоны резания. (Www.wmstan.ru/ article / 1/1 rekomendatsili-lentochnyh-pil / Рекомендации по применению ленточных пил на лесопильных заводах.)
Существенным недостатком данной пилы является схема подключения: вправо-влево-прямой. Данная схема подключения предполагает наличие чистящего прямого зуба для удаления опилок, что, как показала практика, не требуется, так как при распиловке мерзлой древесины, образуется небольшое количество опилок, которые выносят их в щель между установленными зубьями.Кроме того, наличие чистящего зуба снижает количество режущих зубцов, что влияет на эффективность работы, а именно. снижает эффективность пилы.
Технический результат заявленного технического решения — повышение производительности пилы за счет увеличения количества режущих зубьев пилы. Технический результат достигается тем, что ленточная пила для распиловки мерзлой древесины включает в себя полотно с зубьями, выполненными с заточкой переднего и заднего краев зубьев и установкой зубьев по схеме с величиной регулировки с каждой стороны на столько же, при этом зубы выполнены с установкой по схеме: правый-левый.
Реализация заявляемой пилы для распиловки мерзлой древесины с набором зубьев, выполненная по схеме: право-лево, исключает наличие зуба прямой чистки, что не требуется при распиловке мерзлой древесины, поскольку при распиловке мерзлой древесины образуется мало опилок. Отсутствие чистящего зуба приводит к увеличению количества режущих зубьев в пиле, что способствует увеличению производительности пилы.
Пила ленточная для распиловки мерзлого дерева, включает полотно с зубьями, выполненными с углами заточки передней кромки 10 °, задней кромки 30 ° и установкой зубьев по схеме: вправо-влево, с величиной настройки на боковая сторона.0,38-0,50 мм. Пила используется шириной 32-40 мм с шагом зубьев 22 мм. Заточка зубьев осуществляется на шлифовальных станках производства Woodmaser и Westron. Москва, а проводка на регулируемом станке Балтийской фирмы IRM.
При пилении мерзлого дерева набором зубьев по схеме: право-лево? опилки, а их мало, выносятся в зазор между установленными зубьями. Эта пила позволяет работать при температуре от 15 ° и ниже.Чем ниже температура, тем больше значение настройки, что предотвращает прилипание опилок и, как следствие, уменьшение нагрузки на пилу. Использование этой пилы при распиливании мерзлой древесины позволяет увеличить производительность на 40-50%.
Пила ленточная для распиловки мерзлого дерева, включающая полотно с зубьями, выполненными с углами заточки передней и задней кромок зубьев соответственно 10 ° и 30 ° и набором зубьев по схеме право-лево с заданным значением на сторону 0,38-0,50 мм.
Ленточнопильные комплексы.Технология качественной резки
Появление ленточных пил в деревообрабатывающей промышленности стало прорывом в качестве. Технология на основе ленточного пиления позволила снизить долю отходов, получить пиломатериалы с повышенными прочностными характеристиками и оптимизировать процесс распила заготовки. Пройдя путь от модельной мастерской, «ленточные пилорамы» сейчас все больше занимают лидирующие позиции в современных лесопильных заводах.
Прототипом ленточнопильного станка для станков первичной резки был небольшой станок, используемый для распиловки изогнутых предметов мебели.Оператор вручную подавал штангу по столу на «бегущую» узкую ленту в виде кольца, натянутую на два шкива (рис. 1). Зубы были вырезаны на ремне, чтобы они могли легко распиливать дерево по заданной траектории. Возможно, это изобретение осталось только на службе у тонких мастеров, если бы не тенденции, ставшие приоритетными в области первичной обработки древесины .
Разработка принципиально нового подхода к этой проблеме, получившего название метода радиального пиления, привела разработчиков к созданию ленточнопильных комплексов (рис.4). При резке периферийных участков профиля бревна (рис. 6б) заготовка должна быть несколько раз перевернута в процессе продольной распиловки. Все размеры. толщина, расположение пиломатериалов рассчитывались в процессе оптимизации раскроя по принципу максимального выбора качественной доски. Только такая заготовка с такими же высокими механическими свойствами по всей торцевой поверхности подходит для дальнейшего сращивания и получения высокопрочного стержня для несущих строительных конструкций.Еще один важный момент — использование специального инструмента. ленточная пила, минимизирующая долю стружки. Достаточно сказать, что переход на этот вид обработки увеличивает процент выхода готовой продукции до 65-72%!
Ленточные пилы часто называют ленточными пилами по названию традиционного оборудования для первичной резки. Ленточная пила установлена на двух стальных шкивах со специальным выпуклым профилем (рис. 1). Механизм натяжения создает усилие, необходимое для стабильной работы пильного агрегата, что предотвращает скольжение или скольжение ленты.В мощных станках с шириной инструмента 100-200 мм эта величина достигает нескольких тонн! Выступ зубьев за край шкива регулируют с помощью устройства наклона на угол α (рис. 1), не превышающий 1-3 градуса.
Еще одно преимущество ленты по сравнению с многопильным станком — высокая и стабильная скорость резания. Он сообщается от вращающегося ведущего шкива. Для исключения раскачивания инструмента, помимо его натяжения, используется специальный демпфер поз. 6 (рис. 4), поднесенных оператором к зоне резания как можно ближе.Таким образом, получаемый пиломатериал имеет очень хорошие показатели шероховатости поверхности, соответствующие экспортному ГОСТу.
Существующий модельный ряд условно можно разделить на две большие группы. при вертикальном (рис. 2) и горизонтальном (рис. 3) расположении инструмента. Горизонтальная компоновка чаще всего встречается в малогабаритных комплексах, состоящих из стапеля, на котором закреплена неподвижная при распиловке заготовка и движущийся по ней пильный агрегат. Характеристики таких систем представлены в табл.один.
Комбинация таких показателей как относительно невысокая стоимость от 150 000 руб. и мобильность сделали эти модели легкой серии очень популярными там, где другие требования не высоки. Следует добавить, что для большей маневренности машины этого класса выпускаются на шасси в виде прицепа и могут иметь автономные приводы, например двигатели внутреннего сгорания, работающие на жидком топливе.
Но для массового производства пиломатериалов при объемах переработки 50 м 3 в смену предпочтительны мощные агрегаты с вертикальной ориентацией ленточной пилы.Блок-схема одного из них представлена на рис. 4. Пильный агрегат стационарный и установлен на специальном основании.
Бревно устанавливается на каретку поз. 1 движется по рельсам. Фиксация происходит парными зажимами поз. 4 так, чтобы силовое соединение не касалось поверхности каретки. Это впоследствии минимизирует износ направляющих шин. В этом положении заготовка может двигаться в поперечном направлении вместе со стойками поз. 2 и продольный. с кареткой поз.1. Требование технологии. вращение бревна происходит за счет выдвижения специальных цепных ротаторов поз. 5, пока не будет достигнута необходимая позиция.
Управление всем комплексом осуществляется одним оператором с помощью комбинированного пульта управления. Его место в зависимости от модификации может располагаться как на тележке, так и рядом с машиной. Поскольку машины этого класса обладают высокой производительностью, большинство функций в них механизировано. В частности, движение демпфера пилы происходит по команде, при включении электрического или гидравлического привода.
После пилы поз. 8, натягивается верхним шкивом поз. 7. Как и в предыдущем случае, в различных моделях встречаются как механические, так и гидравлические натяжители. Пуск агрегата осуществляется приводным шкивом поз. 9. Необходимо отметить ряд особенностей таких узлов.
- Ширина пилы от 100 до 250 мм.
- Диаметр шкива 1000-1400 мм
- Мощность привода также значительна. от 22 до 55 кВт
- Наличие защитного кожуха, очистителя шкива от поверхностных загрязнений, демпфера пилы поз.6 с регулируемым вертикальным положением.
- Наличие устройства для капельной смазки ленты, которое предотвращает прилипание древесной смолы и облегчает процесс резки.
Важнейший показатель работы комплекса. прямая резка заготовки имеет, помимо уже известных компонентов, еще одну. прямолинейность движения каретки поз. 1. И здесь гарантом является точная установка направляющих, а также массивность и жесткость конструкции, компенсирующая все ударные и нагрузочные нагрузки.Современные модели имеют массу движущейся части 3500-5000 кг. Для разгона их до стандартных оборотов (а на заднем, «холостом» ходу они могут достигать скорости более 100 м / мин.) Требуются мощные, высокомоментные приводы, исключающие заклинивание во время рабочего хода каретки и, соответственно заготовка. В этом качестве хорошо себя зарекомендовали гидромоторы мощностью 5 кВт и более с возможностью плавного регулирования скорости дросселем гидросистемы.
Кол-во стоек поз.2 при выборе модели зависит от длины заготовки (табл. 2) и определяет геометрию реза.
Технология качественной резки заготовки обязательно предполагает формирование и использование базовой кромки. Это делается при первом переходе. Когда на тележку только что положили целое бревно. Поперечное перемещение стоек поз. 2 достигается необходимый выступ заготовки за плоскость резания, и начинается рабочий ход. В конечной точке распиленная плита отделяется от бревна и сбрасывается с машины.
Затем заготовку поворачивают на 180 °. При этом удлиняются специальные упоры поз. 3, с которой контактирует полученная эталонная поверхность. Бревно снова фиксируется хомутами поз. 4 повторяются циклы движения ног и каретки.
Ленточнопильный комплекс встраивается в технологическую линию, как правило, по типовой схеме, представленной на рис. 5. Подача бревна по поперечному конвейеру осуществляется через питатель бревен или устройство поштучной подачи бревен.Здесь можно в полной мере оценить способность тележки компенсировать нагрузки от прокатки полутонных заготовок даже с высоты 100-200 мм.
Далее выполняется циклическая распиловка бревна с попеременной выгрузкой либо плиты, либо доски, либо прутка на приемный конвейер. Задача транспортной системы — в оперативном распознавании и соответствующем направлении того или иного полуфабриката. Если функция ленточнопильного станка — получение полустыря с последующим распилом на многопильном станке (максимальная производительность), то при необходимости без дополнительных усилий головной станок может полностью взять на себя производство пиломатериалов . (максимальная доля готовой продукции).
Производительность ленточной пилы оценивается с помощью циклограмм. Для приблизительной оценки можно предположить, что средняя скорость подачи составляет 20-30 м / мин., Обратный ход в 2 раза быстрее. Скоростью поперечного перемещения можно пренебречь, так как она составляет 0,1-0,5 м / с. Значительная потеря времени происходит на этапе первого позиционирования бревна, оценки качества заготовки и планирования плана распила. Неизбежно сбои в системе сортировки магазина, если таковые имеются, сказываются на работе сайта.Если снова обратиться к вопросу компоновки станка, то вертикальное расположение широкой пилы, во-первых, исключает зажатие ее заготовкой, а во-вторых, из-за большей площади наблюдается интенсивный теплообмен, что предотвращает лента от перегрева. Все это способствует увеличению стойкости инструмента, стойкости инструмента и, как следствие, сокращению времени простоя оборудования.
Удовлетворительно — показатель для промышленного класса станков на уровне 50-70 м 3 обрабатываемого сырья в смену (8 часов).Только в этом случае стоимость комплекса начинается от 50 тыс. Руб. т.е. (в среднем) сопоставимо с прибылью, полученной за 9-12 месяцев работы.
В последние годы в России ленточнопильные станки, как никакое другое оборудование, стали тиражироваться десятками отечественных производителей. Заблуждение о простоте дизайна, помноженное на нулевой маркетинговый прогноз, привело к тому, что практически все выставки, связанные с деревообработкой, буквально пестрят лентами «сделай сам».Возникает естественный вопрос: так ли непреодолимы трудности освоения других классов лесопильного оборудования ??
В то же время зарубежные фабрики предлагают новые решения. К ним относятся итальянские независимые системы захвата, гидростатические приводы позиционирования, заменяющие традиционные винтовые пары. В результате на порядок увеличивается скорость и точность заготовки. В этом же русле разворачивается конкурентная борьба за сокращение сроков выполнения основных и вспомогательных операций за счет активного внедрения автоматики и телемеханики.Агрегированные модули, включающие до 4-х распиловочных агрегатов и систему непрерывной подачи бревен, уже успешно работают в составе лесопильных заводов с объемом переработки до 200 000 м 3 сырья в год. Уникальность ситуации в том, что, несмотря на все эти достижения, всегда найдутся сторонники как ленточных, так и альтернативных методов пиления, а значит, соперничество новаторских идей никогда не прекратится.
Примечание: Классическая технология распиловки бревна. оцилиндрованное бревно диаметром от 150 до 1000 мм и длиной от 4 до 6 м.это так называемая двухрядная нарезка. В первом ряду бревно пропускается через пилораму, где рамные пилы отрезают две плиты, оставляя двухгранный брус. Этот полуфабрикат поступает на меньшую лесопилку второго ряда. Здесь полубрус («каретка») тем же инструментом выпиливается в доску. В силу особенностей работы расход не превышает 5-7 м / мин, а доля отходов составляет 40-45%. Но главное ограничение этого метода — неоднородность доски в поперечном сечении, полученная так называемым тангенциальным распилом (рис.6а). Особенно это проявляется в пиломатериалах, извлеченных из сердцевины бревна, где прочность в центральной части минимальна. Как следствие — деформация доски при последующей сушке. Использование таких изделий возможно только в строительстве и только в тех местах, где требования к прочности деталей минимальны. Именно поэтому этот вид пиломатериалов еще называют сокращенно «строительная доска».
Артикул: Ленточная пила изготавливается из заготовки. стальная лента с зубьями, нарезанными с одной стороны.Используется специальная сталь, эластичная, подверженная переменным изгибающим нагрузкам, хорошо свариваемая и износостойкая. Его толщина в подготовленном состоянии составляет от 1 до 2 мм. А рамные или дисковые пилы делают пропил шириной 4 мм. Это отличие позволило по праву считать ленточные пилы самым экономичным инструментом. Подготовка пилы заключается в ее отрезании, сварке стыка так, чтобы образовалась форма кольца. Впоследствии сварной шов зачищается, инструмент прокатывается и затачивается.Есть два основных способа формирования режущих кромок зубьев. формовка или наплавка твердосплавных наконечников. В обоих случаях чистовой операцией будет заточка передней и задней рабочих поверхностей зуба (для паяных зубов также необходимо формирование боковых граней). Долговечность пилы относительно низкая. от 2 до 4 часов интенсивной работы до следующей заточки. Тем не менее, при правильной организации технологического цикла этот показатель полностью оправдывается общим экономическим эффектом от такого производства.
Важное примечание: система автоматического управления лесопильным комплексом настроена таким образом, чтобы нулевая поперечная координата совпадала с базовой поверхностью выдвижных упоров поз. 3. Это значительно облегчает задачу позиционирования. Также следует отметить, что производители таких комплексов предлагают на выбор системы управления. от простейшего механического до цифрового, с ЧПУ. Последние способны хранить в памяти типовые планы раскроя, определять оптимальные режимы и управлять комплексом в целом.Но независимо от выбранного типа каждая из них оснащена датчиком поперечных перемещений в абсолютных и относительных координатных сетках, что дает оператору минимально необходимые начальные параметры для настройки станка на следующем переходе.
Несоответствие толщине: проблема в пиле
«Допустим, это прямая линия. — говорит Янош, делая набросок лесопилки. С одной стороны, у нас есть бревно, с другой. ленточная пила. В зависимости от типа оборудования, мы либо толкаем бревно к пиле, либо пилу к бревну.Если эти две силы встречаются в одной плоскости, то мы, в принципе, не можем распилить бракованный пиломатериал ».
Каждая лесопилка имеет свою мощность. Это зависит от двигателя, который на нем установлен, от конструкции пилорамы, от ленточной пилы, которая на нем работает. Когда станок только запускается, появляется своего рода вибрация, которая является боковой силой и толкает пилу в разные стороны. Величина и величина этих боковых сил зависит от конструкции машины и производителя оборудования.Даже биение «колес» ленточной пилы, в зависимости от того, насколько хорошо они сбалансированы в статически динамическом направлении, влияет на выброс пилы. Вибрация, возникающая во время этого процесса, также может привести к появлению трещин на пилах.
«Есть ленточная пила, которая должна быть идеально симметричной с обеих сторон. — объясняет Янош, снова рисуя диаграмму для лучшего восприятия информации. Это связано с тем, что когда пила встречается с бревном, а зуб асимметричен, она не толкает ни в одну, ни в другую сторону.Рассмотрим основные факторы, которые могут исказить файл в ту или иную сторону. Когда ленточная пила входит в дерево, при распылении образуются опилки, которые могут уноситься или собираться на поверхности доски. Если само полотно пилы не идеально ровно по плоскости, то, когда мы начинаем резать, пила идет вперед и ее задняя часть начинает деформироваться в том направлении, где она неровная, и в верхней. в обратном направлении из-за опилок, которые нельзя удалить обычным способом. Этот эффект представляет собой боковую силу, которая толкает напильник в сторону ».
Чтобы этого не произошло, хорошие ленточные пилы делают так, чтобы поверхность была ровной с точностью до 0,02 мм.
Особенности распиловки дерева ленточной пилой
Производительность определяется не только скоростью движения пилы по дереву, но и временем подачи круглого бруса к раме, а также временем, необходимым для очистки распиленной доски. Если оператор кадра не хочет внимательно следить за устройством, вы можете проверить, когда эти параметры не были соблюдены и какой недостаток это повлекло за собой.
Когда Янош Урбан, владелец компании A-LAP, начал работать с ленточными пилами, ему было 35 лет. В то время он ничего о них не знал. Однако с тех пор прошло много времени, и теперь они стали смыслом его жизни.
С такой небольшой исторической экскурсии начался увлекательный семинар «Преимущества ленточных пил A-LAP », организованный этой компанией. Однако, несмотря на название, в основном говорили не о преимуществах компании, а о том, что вообще ломает пилы и действительно плохое опрыскивание.это их вина?
Семинар проводил сам Янош Урбан, который подробно объяснил каждую проблему с помощью диаграмм, а с переводом ему помогал Роберт Черешня, финансовый менеджер компании.
Имея некоторый опыт работы с ленточными пилами, г-н Янош уверен, что на каждой деревообрабатывающей компании, специализирующейся на распиловке древесины ленточными пилами, есть две основные проблемы. Первый. проблема с ровным пропилом, то есть пила создает «волну» и не обеспечивает необходимую толщину разрезаемого материала.Второй. это когда пилы имеют трещины и разрывы. Если таких проблем нет, то можно только стремиться к увеличению производительности.
Несмотря на свой богатый опыт, только недавно г-ну Урбану удалось сформулировать процесс распиловки дерева одним предложением: именно распиловка. это не что иное, как встреча двух противоположных сил, и если они расположены в одной плоскости, то проблем с m заданной толщины возникнуть не должно. Однако если такая проблема все еще существует, то что ее вызывает?
Пила без брака!
В завершение семинара представители компании продемонстрировали устройство собственного производства, позволяющее оператору ленточной пилорамы работать с максимальной скоростью в тех условиях, которые у него есть, без разбрызгивания дефектов и некачественной продукции.
Этот прибор имеет микрометр и зеленую, желтую и красную лампочки. Когда загорается зеленая лампочка, пила наклонена в сторону на 0,1 мм. Даже если горит желтый свет, это означает, что распыление происходит с погрешностью в пределах 1 мм.
По словам разработчиков, устройство позволяет улучшить качество продукции, так как помогает избежать брака и повысить производительность, поскольку производитель рам видит, с какой максимальной скоростью он может резать без брака. Сегодня устройство совершенствуется, и в будущем оно будет предоставлять информацию о том, как долго пила находится в дереве в течение 8 часов, то есть сколько времени она фактически пила, и сколько времени производитель рам тратит на подготовительные операции.
Пилы (полотно) для ленточных пил
Стол для ленточной пилы
Чтобы вам было проще сделать выбор, ниже представлена таблица размеров горизонтальных ленточных пил для лесопильных заводов разных типов и производителей. Биметаллические ленточные пилы . это самые практичные и долговечные пилы, требующие минимального ухода и тонкой заточки, на данный момент такие пилы являются самым современным типом пил с твердосплавными напайками из стали М42, так называемого быстрого пропила.
| Название и модель лесопилки | Длина пилы, мм |
| Алтай 700, Алтай 700A | 3570 |
| Тайга Т1, Тайга Т1Б | 3608 |
| Vanguard LP-60 Фермер | 3960 |
| Wood-Mizer LT15, Wood-Mizer LT20B, Wood-Mizer LT20, Wood-Mizer LT40 | 4005 |
| Тайга Т2, Тайга Т2Б, Тайга Т2М, Алтай 900, Алтай 1000 | 4026 |
| Алтай 900 Проф, Алтай 900А Проф | 4270 |
| Тайга Т3, Тайга Т3Б | 4290 |
| Wood-Mizer LT70 | 4505 |
| Авангард ЛП-60, Авангард ЛП-60А | 4850 |
| Тайга Т4 | 5104 |
| Авангард ЛП-80, Авангард ЛП-80А, Авангард ЛП-80 С.E.N. | 5550 |
| Авангард ЛП-80-800 | 6430 |
Мы знаем о ленточных пилах. ВСЕ!
Ленточные пилы. это самый экономичный способ распиливания древесины. Ленточная пила по дереву широко используется для распиловки круглого леса на доски и брусья, потому что это наиболее экономичный способ распиловки древесины, высокая точность и минимум отходов. При всех характеристиках ленточные пилы требуют правильного ухода, а именно заточки и установки зубьев. Заточка ленточной пилы требует опыта и навыков заточки.Мы поставляем точильные и регулируемые станки по всей России, они облегчат работу точилки и позволят свести к нулю все ошибки, допущенные при заточке и электромонтаже. Станок для заточки ленточных пил может быть с узким и профильным заточным кругом. Электропроводка производится регулируемым автоматом с использованием датчика развода. манометр.
Три типа ленточных пил по дереву: биметаллические пилы. зуб ленточной пилы закаленный, зуб пилы ленточный профильный для лесопильных и ленточно-раскатных станков, цена разная.
ОСОБЕННЫЕ ХАРАКТЕРИСТИКИ ЛЕНТОПИЛЬНЫХ МАШИН ДЛЯ КРУГЛЫЙ ПОРЕЗКИ ЛЕСА
Баранов А.В., инженер-технолог,
Белорусский государственный технологический университет
Первые ленточные пилы появились в конце 19 — начале 20 веков. Это были узкие ленточные пилы с ручным управлением, предназначенные для нужд фермерских хозяйств. В настоящее время данный тип станков является практически наиболее распространенным для распиловки круглого бруса на малых и средних предприятиях деревообрабатывающей промышленности.В этой статье мы рассмотрим возможности современного лесопильного оборудования и особенности его использования.
Процесс распиловки на ленточных пилах
Ленточная пила — это многофункциональный инструмент, который выглядит как бесконечная тонкая лента с зубьями по рабочей кромке. Двигаясь линейно и поступательно, он разделяет древесину, и его движение подачи в большинстве случаев равномерное, а траектории зубьев в пропиле параллельны прямым линиям линии кошения.
Пильные полотна узкие и широкие
На бытовом уровне эти станки обычно делятся на узкополосные (с шириной пильного полотна 30–40 мм) и широкополосные ленточные (с шириной пильного полотна более 100 мм).Станки этих типов различаются как производительностью, так и габаритами, а также особенностями работы с пильными полотнами. Для примера сравним технические характеристики узкополосного станка производства компании «Тайга» РФ (таблица 1) и широкополосного станка Mebor Slovenia (таблица 2).
Анализ этих таблиц показывает, что основным преимуществом широколенточных машин является их высокая производительность. Это достигается, прежде всего, за счет увеличения ширины полотна пилы и соответствующей высоты зуба, которая не должна превышать 20% ширины ленты.Превышение этого ограничения приводит к снижению прочностных характеристик полотна. С увеличением высоты зуба при сохранении размера шага увеличивается количество снятых с пропила опилок, а значит, увеличивается скорость и производительность пиления.
На узком полотне во избежание заклинивания пилы при работе выполняется так называемый развод. Это, с одной стороны, положительно сказывается на его работе, а с другой — накладывает ограничения на скорость резания, так как каждый из трех зубьев пилы уносит из пропила только 33% опилок.В то же время в широкополосных пилах из-за большей высоты зуба можно сплющивать или припаять твердосплавный наконечник.
Выше. работа зубьев узкой ленточной пилы; ниже. работа зубьев широкой ленты пила
Но, несмотря на все достоинства, у широкополосных ленточных пил есть свои особенности.
Специфика работы широколенточнопильных станков
Одной из основных конструктивных особенностей широколенточного станка является выпуклый профиль пильных шкивов и их взаимное вращение относительно друг друга.Учитывайте условия, обеспечивающие надежную фиксацию натянутой пилы на шкивах и компенсирующие термическое удлинение ее передней кромки.
Стоимость широкой ленточной пилы во много раз выше узкой ленточной пилы , соответственно ее выбор и способы подготовки требуют особого внимания и специальных знаний.
Во-первых, нужно обратить внимание на качество стали, из которой сделана пила. На нашем рынке представлены инструментальные стали немецкой компании ThyssenKrupp AG, шведской компании Sandvik и австрийского концерна BÖHLER UDDEHOLM.
Во-вторых, при выборе пилы необходимо обращать внимание на толщину полотна (S), которая связана с диаметром шкивов пилы следующим образом:
Если толщина ленты превышает значение, определяемое соотношением, на полотне образуются трещины в местах закругления впадин зубьев.
В-третьих, обязательным правилом является строго ограниченное время работы ленточной пилы, которое не может превышать 2–2,5 часа для пил с шириной полотна 100–120 мм.Более того, для восстановления работоспособности необходим перерыв в работе пилы не менее 12 часов. Пилы обычно пронумерованы перманентным маркером. отслеживать рабочее время, ресурсы и техническое обслуживание.
На широких ленточных пилах обычно используются гофрированные и звездчатые зубья. Гофрированный зуб изготавливается путем пластической деформации верхней передней части зуба до нужной формы и ширины с последующей заточкой. Стеллитированные зубья получают в результате пайки, сварки или наплавки режущей части зуба пластин из твердых сплавов с последующей заточкой как линии скашивания зубьев, так и боковых кромок.Износостойкость стеллита в 3–5 раз выше, чем у обычного гофрированного зуба. Единственным существенным неудобством звездчатых зубов можно считать сложную технологию изготовления, требующую специального оборудования.
Форма и параметры зубьев пилы определяются условиями резания, то есть типом древесины, ее влажностью, состоянием, конструкцией и классом ленточной пилы.
Углы и другие размерные значения, образующиеся при заточке зуба, показаны на рисунке.
α — угол просвета, отсчитываемый от линии кошения,
проведенной через кончики зубьев;
β — угол вершины зуба;
γ. передний угол, измеренный по отношению к ячейке
перпендикулярно линии кошения, проверьте данные
через кончики зубьев;
h — высота зуба;
г. ширина пильного полотна.
Значение угла γ имеет большое влияние на поперечную устойчивость зуба. Его параметры, как для гофрированных, так и для звездчатых зубьев, выбираются в диапазоне 20-30 °, в зависимости от породы и влажности древесины.Так, для работы с твердыми сухими породами используются небольшие углы, 20-25 °, а углы от 25 ° до 30 °. для мягких и влажных.
Вальцовка имеет большое значение при подготовке полотна ленточных пил к работе. Это продольная прокатка полотна роликовыми роликами с приложением усилия к определенным зонам пилы (см. Статью в № 2, 2012 г. «Прокатка широкополосных пил. Практические советы для начинающих». Ред.)
Частота гусениц и давление роликов выбраны таким образом, чтобы вся лопасть имела форму шкива, подобного натянутому на нем плоскому ремню.
Прокатка также необходима для придания пильному полотну необходимого напряженного состояния, которое затем сохраняется на протяжении всей операции. Новое полотно необходимо катать на шкивах в течение не менее 30 минут в состоянии покоя, а ранее задействованное полотно необходимо перекатывать не менее чем за 5 минут перед началом пиления для стабилизации внутренних напряжений.
После прокатки и во время работы полотно ленточной пилы должно оставаться ровным, без перегибов и перекручиваний. Максимальное отклонение от прямой может составлять 0.05 мм (± 0,025 мм). Измерение производится стандартной мерной линейкой в плоскости прокатного станка по всей длине полотна, во всех направлениях, не исключая зубьев пилы, так как это единственный надежный способ обнаружить погнутые зубья.
Незакрепленное полотно пилы — недопустимый дефект. В общем случае подлежит исправлению. выпрямление. Есть три основных типа дефектов. пропасть (выпуклость), провисание (растяжение), стяжка (сжатие).
Как распилить пиломатериалы ленточной пилой
Прокатка широкой пилы Лента Как проверить плоскостность пильного полотна
Однако следует помнить, что все, что мы делаем с ленточной пилой для устранения дефекта, на самом деле не является исправлением.Любое наше воздействие на металл меняет его структуру, то есть создает новый дефект, в результате чего полотно пилы приобретает необходимую форму и состояние. Правильность выявления дефекта и минимальное воздействие на металл пилы являются определяющими факторами качества работы, влияющими на ресурс инструмента и сокращением работ по техобслуживанию. Поэтому мастерство и квалификация пилы имеют большое значение.
Конечно, в одной статье невозможно описать все тонкости и нюансы работы с данным типом оборудования, но мы все же надеемся, что представленная информация сослужит читателям хорошую службу и поможет в решении повседневных рабочих задач.
Metabo bas 261 точность
Ленточная пила по дереву дает отличное качество распила, имеет три стальных ролика, обеспечивающих надежную работу. Оснащен чугунной станиной с наклонным поворотным столом, что позволяет выполнять наклонную пилу. Обеспечивает низкий уровень шума и вибрации во время работы, что повышает комфорт. Ремень меняется быстро и без дополнительных инструментов. Для удобства и повышения точности работы есть светодиодный фонарик, освещающий зону распила.К машинке можно прикрепить пылесос для очистки стола от стружки.
Плотность, размер и шаг зубьев
Установка — попеременное загибание зубов в разные стороны: первый влево, второй вправо, третий по центру. Чем больше наклонены зубья пилы, тем меньше нагревается станок и пильная лента. Правильное разбавление продлевает срок службы оборудования, обеспечивает чистый срез и снижает вибрацию. Если зубья установлены недостаточно, опилки будут прилипать к поверхности доски.Если пилу установить слишком далеко друг от друга, на доске останутся следы зубьев.
Для каждой древесины подбирается полотно с определенным шагом зубьев:
- 19 мм. требует повышенной мощности двигателя и малой подачи, легко обрабатывает мерзлую древесину.
- 22 мм. обычное пильное полотно.
- 25,4 мм. Встречается на пильных полотнах шириной 5 см, используемых при высокоскоростной работе.
Чем выше высота зуба, тем легче обрабатывать твердую или мерзлую древесину, а также бревна. Мелкие зубья выбирают для тонкой доски и фигурной резки.
При малой плотности зубьев нагрузка на деталь уменьшается, при большой плотности — увеличивается.
После каждого запуска необходимо заново затачивать ленточную пилу. В этом случае нужно следить за тем, чтобы шаг оставался прежним.
Энкор Корвет 31М
Российская ленточная пила благодаря своим небольшим размерам и весу 17 кг занимает мало места и легко перемещается. Рабочий стол изготовлен из алюминия, имеет дополнительную надставку для резки длинных заготовок и наклоняется до 45 градусов.Эта пила предназначена для быстрой резки дерева.
Технические параметры и конструктивные особенности
В состав ленточной пилы входят:
- Станина С-образная литая или сварная.
- Шкив верхний и нижний.
- Зубчатые лезвия.
- Электродвигатель.
- Тормозной механизм.
- Направляющая линейка.
Станки с горизонтальной установкой пилы считаются самыми мощными, они способны распиливать не только мерзлую древесину, но и твердые породы деревьев.На лесопилках используются лучшие ленточные пилы по дереву.
Makita lb1200f
Японская ленточная пила оснащена шнуром длиной 2,5 метра, что позволяет не искать для нее место рядом с розеткой. Для удобства имеется патрубок для подключения пылесоса, что сокращает время уборки. Стоит недешево из-за высокого качества сборки и материалов, а значит, без поломок прослужит несколько лет. Установлен мощный мотор, защищенный от перегрева и перегрузки.Особенностью этой пилы является фигурный распил дерева. Рабочий стол наклоняется в любую сторону до 45 градусов. Есть точечная подсветка рабочей зоны. Если в работе что-то пойдет не так, машину можно остановить нажатием одной кнопки.
Jet jwbs 9x
Недорогая ленточная пила заняла место в рейтинге благодаря отличным результатам обработки древесины. Его недостаток — малая мощность, но при работе он не мешает. Благодаря ременной передаче машина генерирует минимум вибрации.Толщина заготовки. 2 см. Ленточная пила легко регулируется и регулируется перед каждой работой. Оснащен барашковым винтом для быстрой регулировки натяжения ленты. Рабочая зона освещена лампой для комфортной работы в тускло освещенном помещении. Доступна градуированная шкала для резки заготовки под желаемым углом.
Прома ПП-250 25601250
Малая ленточная пила предназначена для распиловки изделий из пластика и дерева. Имеет поворотный упор для легкой резки под углом. Оснащен экономичным электродвигателем, не требующим регулярного обслуживания.В корпусе есть патрубок, к которому можно подсоединить шланг от пылесоса. Ленточную пилу с тупым концом можно легко заменить без дополнительных инструментов.
Почему ленточная пила издает волну. Особенности настройки ленточнопильного завода. Ленточнопильный станок «Атлант»
Многим лесопильникам знакома эта проблема: при распиловке поверхность доски получается неровной, «волной». Проблема действительно серьезная, но при правильном подходе вполне решаемая. Проведем пошаговый анализ всех факторов, влияющих на процесс распиловки.Их всего четыре: оператор, станок, пила, дерево.
Оператор
Иногда первый пункт в нашем списке может быть последним. Ведь именно оператор определяет правильную настройку станка, выбор скорости резания и выбор пилы в зависимости от породы дерева.
Скорость пиления должна быть как можно ближе к максимальной для данной породы дерева. Если скорость резки недостаточна, поверхность будет похожа на стиральную доску. Если же скорость слишком велика, пила уже не успевает сделать пропил и в результате появляется «волна».
Особое внимание уделяется настройке станка. Часто даже опытные операторы не обращают должного внимания на состояние машины, ссылаясь на то, что регулировка занимает много времени. А обслуживание машины проводится раз в неделю, а то и реже. Ведь наладка и ремонт машины в этом случае — довольно длительный процесс: ведь за неделю накапливается масса недостижимых ранее проблем. Наша рекомендация: проверяйте настройку станка каждый день и всегда после возможного контакта опорных роликов пилы с бревном.Проверка — это не регулирование, и она занимает мало времени.
Оператор также отвечает за выбор и состояние пил, о чем я расскажу позже.
Станок
Рассмотрим, какие детали и узлы станка могут спровоцировать появление «волны» при пилении.
Направляющие ролики пилы. Они определяют положение пилы по отношению к опорному столу станка. Правильность установки роликов контролируется с помощью регулировочной линейки, входящей в комплект станка.Эту линейку следует хранить отдельно от других инструментов, чтобы не повредить ее. В случае потери или повреждения линейки рекомендуем приобрести новую, а не пытаться изготовить ее самостоятельно.
Итак, сначала осматриваем ролики. Они не должны иметь следов износа на рабочей поверхности, приводящих к вибрации пильного полотна. По бокам роликов не должно образовываться глубоких царапин в том случае, если ролики не вращались при движении пилы.
Дополнительно проверяется состояние подшипников.Допускается только очень небольшой люфт. В случае замены подшипников необходимо проверить их посадку в корпусе ролика. Если просверленные отверстия будут разбиты, устранить люфт заменой подшипников, скорее всего, не удастся, а вновь установленные подшипники быстро выйдут из строя.
Далее проверяется крепление оси ролика (штифта) в корпусе. При обнаружении люфта (все штифты крепления оси затянуты) корпус заменяется. Часто в процессе эксплуатации повреждается место крепления корпуса ролика к направляющей каретки, поэтому правильно отрегулировать положение роликов не получается (нет запаса на регулировку).Вы можете попробовать выпрямить изгиб, предварительно сняв корпус ролика. Правда, это может повредить место сварки, поэтому неисправный корпус лучше заменить на новый.
Сломанные регулировочные штифты и накатанные контргайки лучше сразу заменять новыми, а в дальнейшем, чтобы не допустить их преждевременного выхода из строя, мы рекомендуем использовать только качественный регулировочный инструмент (гаечный ключ на 14 и шестигранник на 3/16 дюйма). »). После замены неисправных узлов и деталей ролики пилы полностью регулируются согласно заводским инструкциям.Для обеспечения равномерного давления роликов на пилу при перемещении подвижного ролика из одного крайнего положения в другое направляющая подвижного ролика должна перемещаться в плоскости, параллельной плоскости опорного стола. Эту настройку часто упускают из виду или неправильно выполняют. В результате при регулировке пропила меняется жесткость полотна пилы, и это провоцирует «волну». Также убедитесь, что в узле привода направляющих роликов нет люфта. Здесь недопустим даже небольшой люфт.
Ролики станины. Нет смысла объяснять необходимость замены вышедших из строя роликов. Остановимся на правильности их настройки. После регулировки перпендикулярности вертикальных направляющих к станине необходимо проверить прилегание верхнего и нижнего роликов к соответствующим направляющим. Ролики нижнего давления (если есть) также регулируются при необходимости.
Регулировка положения пилы на рабочих шкивах. Большой ход пилы от шкивов приводит к растяжению задней кромки, и в результате пила становится нестабильной в пропиле.В этом случае дефект проявляется не сразу, иногда после второй или третьей заточки, и оператор, конечно же, подозревает, что лезвие некачественное. Но даже новая пила после нескольких заточек режет так же, как и ее предшественники. Вывод, думаю, сделаете сами.
Установка станка. Это особенно важно в случаях, когда опорные стойки машины не закреплены анкерными болтами, как рекомендовано в инструкции по эксплуатации машины.Все опорные ножки должны касаться пола без зазоров. При обнаружении щели ее необходимо устранить, подложив под опорную стойку металлическую пластину соответствующей толщины. На станках, выпущенных до 2000 года, отсутствуют дополнительные опорные стойки, которые устанавливаются вместо шасси и предотвращают прогиб станины при перемещении пильной головки. Если у вашей модели станка нет этих ножек, мы настоятельно рекомендуем установить их самостоятельно или приобрести у Wood-Mizer.
Пила
Убедившись, что все настройки станка соответствуют рекомендациям, переходим к главному виновнику «волны».Это, конечно, пила. В первую очередь необходимо помнить, что залог успеха при пилении — строгое соблюдение инструкции по заточке ленточных пил.
Чаще всего «волна» возникает при распиловке тупыми пилами.
При недостаточной настройке скорость резания резко снижается. Кроме того, пила, даже если она достаточно острая, при работе нагревается и ее натяжение приходится постоянно восстанавливать.
Угол заточки тоже влияет. Если этот угол больше оптимального для данной породы древесины, пила будет перегружена (увязнет), а если он недостаточен, скорость резания снижается.
Неровная планировка заслуживает отдельного рассмотрения. Если раскладка отличается от зуба к зубу, «волна» будет иметь случайный характер и будет зависеть в основном от неравномерности плотности древесины. Если настройки различаются для разных сторон пильного диска, «волна» будет зависеть от преобладания настройки (в том или ином направлении) и возникнет при изменении скорости резания. Косвенно о наличии такого дефекта свидетельствует тот факт, что после входа в древесину пила ныряет вниз или поднимается вверх.
Пила, у которой шаг зуба или высота зуба меняется от зуба к зубу, будет резать с рывками и сильной вибрацией. Нельзя забывать о вреде, который наносят неизлечимые заусеницы. Наличие заусенцев не только увеличивает риск поломки пилы, но и приводит к замедлению пилы в пропиле, ее нагреву и, как следствие, к появлению «волны».
Часто пила повреждается из-за соскальзывания со шкивов или из-за неправильного освобождения от застревания. Такую пилу обычно правят и стараются резать дальше, но качественного пропила с этой пилой не добиться.
Дерево
Рассмотрим те характеристики древесины, которые влияют на формирование «волны». Прежде всего, это неравномерная плотность слоев. В большинстве случаев плотность сердцевины бревна значительно меньше плотности внешних слоев. Поэтому количество опилок при распиливании сердцевины больше. Пила, встречая на своем пути такие участки, уже не справляется с удалением опилок. В результате его задняя часть нагревается и увеличивается в размерах. Пила изгибается в пропиле, и мы видим «волну».Трудно настроить параметры пилы так, чтобы она могла одинаково хорошо резать как твердые внешние, так и мягкие внутренние слои одновременно. Рекомендуем изменить схему распила или выровнять поверхность после получения бруса.
Большинство операторов знакомы с «волной», возникающей при распиловке мерзлой древесины. И если распиловка полностью промерзшей древесины не вызывает особых проблем, то распиловка слегка промерзших или частично промерзших бревен — очень и очень сложная задача. Техника пиления здесь такая же, как и при распиловке древесины разной плотности.
При распиловке древесины с большим количеством сучков риск «волны» многократно увеличивается. В этом случае необходимо очень аккуратно резать и плавно уменьшать, а затем так же плавно увеличивать скорость подачи при прохождении каждого узла.
Особенно проблематично распиловка сильно смолистой древесины. Дело в том, что прилипание опилок и смолы к пильному полотну равносильно увеличению его толщины. А так как толщина пропила не меняется, пила начинает тереться о стенки пропила, нагреваться и, как следствие, падает натяжение.«Волна» появится сразу.
Используйте чистящую жидкость (хотя это не всегда помогает, поскольку жидкость обычно подается только на одну сторону пилы, а смола прилипает к обеим сторонам). Компания Wood Mizer разработала систему LubeMizer для одновременной подачи омывающей жидкости на обе плоскости пилы. Мы рекомендуем приобрести эту систему и установить ее на машине.
Андрей Федоров
Слесарь-механик, ООО «Вуд-Мизер Восток», г. Санкт-Петербург
Иногда при распиливании появляется неровная волнистая поверхность доски, что, естественно, снижает качество продукта.
- Правильная наладка ленточнопильного станка
- скорость резания
- качество пилы
- сорт древесины
Наладка ленточной пилорамы.
Настройку ленточнопильного станка следует проверять ежедневно и всегда после возможного контакта опорных роликов пилы с бревном. Направляющие ролики пилы определяют положение пилы относительно опорного стола станка. Правильность их установки контролируется с помощью регулировочной линейки.Сами ролики не должны иметь следов износа на рабочей поверхности — это приводит к вибрации пилы. По бокам роликов не должно быть глубоких отметин (они получаются, если ролики не вращались при движении пилы). Также проверяется состояние подшипников. При замене подшипников необходимо проверить состояние отверстий в корпусе ролика — они не должны быть сломаны. В этом случае замените роликовый узел.
Далее проверяется крепление оси ролика (штифта) в корпусе.При обнаружении люфта (все штифты крепления оси затянуты) корпус заменяется. Часто в процессе эксплуатации повреждается место крепления корпуса ролика к направляющей каретки, поэтому правильно отрегулировать положение роликов не получается (нет запаса на регулировку). Вы можете попробовать выпрямить изгиб, предварительно сняв корпус ролика. Правда, это может повредить место сварки, поэтому неисправный корпус лучше заменить на новый. Сломанные регулировочные штифты и скрученные контргайки лучше сразу заменить новыми.
После замены неисправных узлов и деталей ролики пилы полностью регулируются. Для обеспечения равномерного давления роликов на пилу при перемещении подвижного ролика из одного крайнего положения в другое направляющая подвижного ролика должна перемещаться в плоскости, параллельной плоскости опорного стола. Без этой регулировки при изменении ширины пропила изменяется жесткость пильного полотна, и это вызывает «волну».
Обратите внимание: в приводном узле направляющего ролика не должно быть даже небольшого люфта.
Ролики станины.После регулировки перпендикулярности вертикальных направляющих к станине необходимо проверить прилегание верхнего и нижнего роликов к соответствующим направляющим. Ролики нижнего давления (если есть) также регулируются при необходимости.
Регулировка положения пилы на рабочих шкивах.Большой ход пилы от шкивов приводит к растяжению задней кромки, и в результате пила становится нестабильной в пропиле.В этом случае дефект проявляется не сразу, иногда после второй или третьей заточки.
Монтаж ленточной пилорамы.Это особенно важно в случаях, когда опорные стойки пилорамы не закреплены анкерными болтами, как рекомендовано в инструкции по эксплуатации станка. Все опорные ножки должны касаться пола без зазоров. Если обнаружен разрыв, его необходимо устранить.
Скорость пиления.
Скорость пиления должна быть как можно ближе к максимальной для данной породы дерева.Если скорость резания недостаточна или наоборот слишком велика, есть шанс получить «волну». Качество пилы. Скорость резания напрямую зависит от качества пилы. Часто «волна» возникает, когда пила затупляется или пропил недостаточен, и все это снижает скорость резания. То же влияет и на угол заточки. Если этот угол больше оптимального для данной породы древесины, пила будет перегружена (увязнет), а если он недостаточен, скорость резания снижается.
Неровная планировка заслуживает отдельного рассмотрения.Если раскладка различается от зуба к зубу, «волна» будет иметь случайный характер и в основном будет зависеть от неравномерности плотности древесины. Если настройки различаются для разных сторон пильного диска, «волна» будет зависеть от преобладания настройки (в том или ином направлении) и возникнет при изменении скорости резания. Предположить наличие такого дефекта можно, если после входа в древесину пила пикирует вниз или поднимается вверх.
Пила, шаг зуба или высота зуба которой меняется от зуба к зубу, будет резать с рывками и со значительной вибрацией и, как следствие, с «волной».Если пила имеет неповрежденные заусенцы, она нагреет пилу и, следовательно, создаст «волну».
Если пила была повреждена, то, как правило, даже после правки она не может обеспечить качественный рез.
Качество древесины.
В возникновении волны «виновато» дерево. В основном это связано с неравномерной плотностью разных слоев бревна, что связано либо с породой древесины, наличием сучков, либо со степенью «обморожения». Бороться с этим сложно: практически невозможно подобрать параметры пилы таким образом, чтобы она могла одинаково хорошо резать как твердый внешний, так и мягкий внутренний слои одновременно.Рекомендуем изменить схему распила или выровнять поверхность после получения бруса.
При распиловке сучковатой древесины увеличивается риск «волны». Здесь нужна осторожность: придется плавно уменьшать, а потом так же плавно увеличивать скорость подачи при прохождении узла.
Если древесина очень смолистая, прилипание опилок и смолы к пильному полотну значительно увеличивает его толщину, пила нагревается и, как следствие, падает натяжение и появляется «волна».Следует использовать чистящую жидкость.
Для получения качественных деревянных заготовок для использования в строительстве или мебельном производстве важно произвести правильную настройку ленточной пилорамы.
Необходимость регулировки ленточной пилорамы
При несоблюдении правил регулировки в процессе распила появляется поверхность в виде «волны», что приводит к снижению качественных характеристик материала. Регулировку ленточных пил необходимо проводить ежедневно и после контакта роликов пилорамы с деревянной заготовкой.Выполняется тщательная проверка и осмотр компонентов машины и, при необходимости, корректировки.
Этапы настройки ленточнопильного станка
Последовательность настройки узлов ленточнопильного станка требует специальных навыков и знаний, но не представляет особой сложности.
С помощью регулировочных болтов, колес и отвеса шкивы выравниваются в вертикальной плоскости.
Выравнивание шкивов по горизонтали. Делается это натянутой лентой со специальной нитью, идущей вдоль пилорамы.После установки колес в горизонтальной плоскости фиксируется «ведущее» колесо, которое в дальнейшей регулировке не участвует.
Установление люфта между передней кромкой «ведомого» шкива и межзубным промежутком полотна осуществляется натянутым ремнем путем качания «ведомого» шкива по горизонтали.
Зазор устанавливается между межзубным промежутком ленты и передней кромкой «ведущего» шкива пилорамы путем поворота «ведомого» колеса по вертикали.
Профилактика волновых дефектов
Существует такая проблема, как появление неровностей на поверхности распиливаемой доски, называемых «волнами». На появление дефекта влияет несколько факторов:
- неопытность или невнимательность механизатора;
- неправильная регулировка (или ее отсутствие) ленточных пил;
- качество ленты;
- порода дерева.
Рабочий (оператор)
От его профессионализма зависит правильность настройки ленточнопильного станка, выбор скорости пиления и ленты в соответствии с сортом пиломатериала.
На малых оборотах — доска получается «ребристая», при превышении допустимой скорости — не распиленные участки в виде «волны».
Регулировка играет важную роль в бесперебойной и качественной работе машины.
Станок. Рабочие агрегаты ленточнопильного станка влияют на качество обработки бревен, износ одного из них или сбой в настройке приведет к «волнообразному» дефекту.
Направляющие ролики
С их помощью устанавливается положение пилы относительно опорного стола станка.Точность положения роликов проверяется регулировочной линейкой, входящей в комплект ленточнопильного станка. Рабочая поверхность контролируется на предмет износа, приводящего к вибрации пильного полотна, глубокие риски не допускаются.
Также необходимо заменить изношенные шпильки и контргайки.
После замены поврежденных деталей ролики пилы полностью регулируются. Проверьте узел привода натяжных роликов на предмет люфта.
Ролики станины. При износе эти детали заменяются и регулируются.Вертикальные направляющие устанавливаются перпендикулярно станине, контролируют правильность прилегания роликов (верхнего и нижнего) к направляющим.
Установка станка
Во время установки важно обеспечить неподвижное положение, особенно если он не прикреплен к полу, как указано в эксплуатационном сертификате. Пробелы не допускаются. При установлении люфта под ножки станка кладут стальную пластину необходимой толщины. Некоторые модели лесопилок имеют дополнительные опорные ножки для предотвращения прогиба рамы.
Древесина
Некоторые характеристики древесины влияют на качество пропила, в частности, на появление «волны».
Различная плотность древесины. В середине бревно менее плотное, чем в верхних слоях, поэтому при распиливании центральной части образуется больше сколов. При резке этих зон пила не справляется с удалением опилок, она начинает нагреваться и гнуться, в результате чего возникает «волна».
Трудно подобрать параметры ленточнопильного станка так, чтобы жесткий внешний и мягкий внутренний слои хорошо обрабатывались одновременно.Необходимо переделать схему распила или провести дополнительную операцию по выравниванию бруса.
«Волна» образуется при обработке мерзлой древесины. Если пиломатериал замораживают таким же образом, то такой проблемы не возникает, но если придется распиливать частично замороженные бревна, то возникнет дефект «волна», как при обработке древесины разной плотности.
При распиловке бревен с большим количеством сучков существует опасность «волны». При их обработке необходимо постепенно снижать, а затем увеличивать скорость резания.
При обработке смолистой поверхности бревна опилки налипают на пилораму, что приводит к ее утолщению, она нагревается, напряжение ослабевает, и получается «волна».
Осмотр деталей механизма
Перед началом работ необходимо осмотреть узлы пилорамы.
Подъемный механизм перемещает раму «вверх и вниз» с помощью трансмиссии, приводимой в действие электродвигателем. Панель управления расположена в электрическом шкафу, встроенном в верхнюю поперечину станины, требуется заземление.Каркас состоит из двух соединенных между собой балок. Шкивы пилы расположены по концам:
- «Ведущий» — неподвижно неподвижно;
- «Раб» — движется продольно.
Пилорама оборудована устройством натяжения пилы, содержащим пружинно-винтовой механизм.
На кожухе шкивов пил пилы находится резервуар со смазочно-охлаждающей жидкостью.
Проверка и регулировка ленточной пилы
Правильное натяжение пильного полотна является основополагающим фактором, влияющим на качество древесины и срок службы пилы.Натяжение ремня осуществляется в соответствии с выбранным типом пильного полотна, параметры указаны в технической документации производителя. Пильная лента натягивается на шкивы, слегка натягивается, прикручивается болтами, а затем натягивается до желаемого значения.
Ход пилы проверяется по направляющим и шкивам. Убедитесь, что пильная лента правильно расположена на направляющих. Затем включите электропривод на несколько секунд, выключите его. Откройте крышки и посмотрите положение лезвия на шкивах.Если зазор между выступом колес и задней кромкой ленты составляет от 1 до 2 мм, то установка правильная.
Если он превышает этот диапазон или лезвие движется вдоль заплечика колеса, то ход лезвия регулируется. При повороте винта вправо лезвие переместится к выступу натяжного колеса, если влево — от выступа. Закройте крышки. Еще раз проверьте работу пилорамы.
Установка и регулировка направляющих «кубики»
Ослаблены крепежные винты направляющих и прижаты к верхней кромке полотна.Нужно следить за тем, чтобы «кубик» не вдавился в ленту и не испортил ее. Затем они снова затягиваются, и если «кубик» имеет правильную регулировку, его верхний край и регулировочная линейка будут параллельны.
Установка щетки Щетка влияет на эффективность и точность пиления, срок службы ленты, рабочих шкивов, опорных роликов. При установке следите за тем, чтобы щетина не касалась нижней части зубьев пилы.
руководство для ленточных пил
- — НЕ ЗАБЫВАЙТЕ, ЧТО РЕЗКА НОЖНОЙ ПИЛОЙ — САМЫЙ БЫСТРЫЙ СПОСОБ ЕГО РАЗБИРАТЬ.
- — НЕ ЗАБУДЬТЕ, ЧТО ЛЮБОЙ СОВЕРШЕННЫЙ СТАНОК, КОТОРЫЙ ВЫ НЕ ИСПОЛЬЗОВАЛ ДЛЯ РЕЗКИ ДРЕВЕСИНЫ, ЯВЛЯЕТСЯ ТОЛЬКО УСТРОЙСТВОМ, ЧТОБЫ ПРОТАВИТЬ ПИЛУ ЧЕРЕЗ Бревно.
- КОНЕЧНЫЙ РЕЗУЛЬТАТ НА 90% ЗАВИСИТ ОТ ПРАВИЛЬНОГО ОБСЛУЖИВАНИЯ ПИЛЫ И ТОЛЬКО на 10% ОТ НАСТРОЙКИ МАШИНЫ В ЦЕЛОМ.
- — И, НАКОНЕЦ, ПОСЛЕДНЕЕ: ПРИ РЕЗКЕ ЛЕНТОЧНЫМИ ПИЛАМИ НЕВОЗМОЖНЫХ ФАКТОРОВ НЕ ПРОИСХОДИТ НИКАКИХ ОТКЛОНЕНИЙ ОТ ИДЕАЛЬНЫХ ПРОВОДОВ, ЕСЛИ НЕ ПРИНИМАЮЩИХСЯ НЕБОЛЬШОЙ ПРИЧИНОЙ, ТОГДА ПОТЕРЯ ПРОИЗВОДСТВА.
- При входе в бревно пила подпиливает и разрезает ровно до конца бревна, после чего оно падает. Это явление называется «отжимом» или «отжимом», то есть, как говорят: «отжимом» пилы. Это вызвано, скорее, слишком большим углом заточки зуба. Попробуйте уменьшить угол заточки на пару градусов.
- Пила «ныряет» вниз и при снятии доски выгибается, как сабля. Скорее всего, это вызвано недостаточным углом заточки и недостаточной настройкой одновременно.Внимательно посмотрите на лезвие, если форма зуба кажется вам идеальной, то следует увеличить угол заточки на пару градусов и увеличить развод на 0,05-0,076 мм с каждой стороны.
- Пила «ныряет» и режет ровно после этого. Это может быть связано с несколькими причинами, например, с тем, что пила затупилась, однако, скорее всего, причиной этого явления является недостаточный угол заточки пилы, что в свою очередь может быть вызвано тем, что точилка не подает вовремя камень.Внимательно посмотрите на лезвие, если форма зуба вам кажется идеальной, то угол заточки зуба следует увеличить на пару градусов.
- На доске остается слишком много опилок, и они кажутся неплотными на ощупь. Скорее всего, это вызвано слишком большим количеством пятен, и если вы присмотритесь, вы увидите характерные царапины по всей поверхности, так называемые «следы зубов». Набор пил следует немного уменьшить.
- Опилки на доске прессованные и горячие на ощупь.Развод недостаточен, развод следует увеличить на 0,076 мм с каждой стороны индикатора. Уменьшите угол заточки.
- Выпивка идет волной. Если пила острая, то это из-за слишком маленького развода, развод следует увеличить на 0,15-0,2 мм с каждой стороны на индикаторе.
- Пила треснула сзади. Это связано с тем, что задние упоры направляющих роликов находятся слишком далеко от задней части полотна. Расстояние от тыльной стороны полотна до упора направляющего ролика не должно превышать значения, указанного на тыльной стороне полотна, в зависимости от типа машины.
- Опилки прокатываются по пильному полотну. Это связано с тем, что пила недостаточно отрегулирована и в пропиле недостаточно воздуха, пильное полотно трется об опилки, нагревается, и древесная пыль налипает на пилу. Увеличьте зазор на 0,127 мм со стороны индикатора.
- Опилки катятся по внутренней поверхности зуба, но не по поверхности пилы. Это связано с плохим качеством заточки (слишком высокая подача или слишком большой съем металла и, как следствие, плохое качество поверхности у корня зуба), или слишком большой угол заточки зуба, или тот факт, что Пильный диск продолжал пилить после того, как он уже затупился.
- Новая, никогда не затачиваемая пила трещины в углублениях зубьев. Чаще всего это происходит из-за того, что лезвие недостаточно разложено для работы, которую они пытаются выполнить, или потому, что лезвие продолжает распиливаться после того, как оно затупилось, или это могло произойти после первого распила, если бревно было в песок достаточно длинный.
- После переточки лезвие покрывается трещинами в полости зуба. Во время переточки сняли слишком большое количество металла, в результате чего поверхность зуба получилась.Или это связано с изменением геометрии зуба. Сравните геометрию зуба с той, которая была изначально, прикрепив к пиле кусок полотна, который никогда не затачивался, такой кусок легко достать в нашем офисе.
12. И последнее. По порядку, но отнюдь не специально, много проблем создает то, что точильный камень не заправляется часто и достаточно аккуратно. Это не самое приятное занятие, и вы не можете этого делать, как и все остальное, что написано выше, В СЛУЧАЕ, ЕСЛИ ВЫ НЕ ЗАИНТЕРЕСОВАНЫ В РЕЗУЛЬТАТЕ.
СПЕЦИАЛЬНЫЕ ПРОБЛЕМЫ РЕЗКИ
В связи с тем, что на большей части нашей страны наблюдается холодная погода, мы хотели бы обратить ваше особое внимание на настройку пилы.
Первое правило: чем мягче древесина, тем больше настройка, угол зацепления и высота зуба. И наоборот: чем тверже камень, тем меньше настройка, угол зацепления и высота зуба. Помните, что при замерзании мягкие породы режутся как твердые. Обычно сложнее всего распиливать бревно, когда оно частично замерзло.В этом случае не нужно быть агрессивным. Разложите пилы вот так. как при пилении лиственных пород.
Для распиловки очень смолистой древесины требуется периодическое распыление химического вещества. Для этого используются средства для мытья посуды. Не используйте для этой цели дизельное топливо.
При пилении очень сухой древесины не используйте воду, так как это приведет к разбуханию древесины. Если нужна вода, используйте как можно меньше.
Первое: Что удерживает пилу от подъема и опускания во время резки? Ведь именно из-за этого на пиломатериале образуется волна.На многих лесопильных заводах на российском рынке используются прижимные ролики, которые не позволяют пиле подниматься над ними, потому что есть упор, но ничто не ограничивает пилу при движении вниз. А когда пила неправильно заточена, разводится и стоит на станке, у которого неправильная геометрия роликов, шкивов, она начинает искать себе место, выходит из строя, отрываясь от роликов. Как только он достигает критической точки, когда он ломается дальше, ход пилорамы становится затруднительным.Оператор чувствует это и сокращает движение, пила медленно поднимается вверх, достигает упора, отрезает некоторое расстояние прямо и снова ныряет вниз. В результате на доске появляется волна, причем не только на верхней, но и на нижней доске.
На наших первых лесопильных заводах мы также использовали прижимные ролики (PLG-1E), но потом от них отказались. На пилораме ПЛГ 2М «Бобренок» имеются щечки (направляющие с прорезями), в которых пила удерживается сверху и снизу. В этом случае выполняется условие: при установке этих щек между ними и пилой лист бумаги должен проходить в верхнем положении, а так же в нижнем.Получается, что при пилении, даже если пилу неправильно заточить и выставить, будет небольшое волнообразное образование: 1-2 мм.
Второй очень важный момент это трасса. Например, при создании известных в Новосибирске лесопильных заводов «Тайга» и «Кедр» используются рельсовые пути из сварного швеллера без тонких поверхностей. Получается, что валик плоский и катится на полке шириной 5-6 см. Если ролик катится по каналу, даже при установке скребков, удаляющих опилки, образовавшиеся в процессе распиловки, то, что уже раскатано, удалить не удастся.Получается, что опилки скатываются в одном месте, а в другом нет. В результате в этом месте машина поднимается даже на 0,5 мм. На пиле это 0,5 мм. превратить в 1,5 мм. Пила сразу же подпрыгивает, спускается вниз и возвращается в исходное положение, в лучшем случае только через метр, а может просто начать «искать себе место» и делать 2-3 волны на метре пиломатериала. При этом многие производители проектируют 3 рельсовых пути, между которыми имеется 2 стыка. Эти стыки мешают уловить разницу между гусеницами, и это будет постоянно отражаться на пиломатериалах.Чтобы не попасть в такую неприятную ситуацию после покупки пилорамы, рекомендуем посетить производство, где работает пилорама, которую вы собираетесь приобрести, и измерить пиломатериал штангенциркулем в том месте, где стыкуются рельсы. треки произошли. Таким образом, вы сразу поймете, сможете ли вы заработать запланированные на таком пиломатериале деньги.
Из каких материалов делают шпалы 🚩 деталь ленточнопильного завода тайга 🚩 Разное
Шпала деревянная
Используется для производства древесины ели, сосны, клена, дуба, кедра и даже эвкалипта.Шпалы бывают трех типов. Самый простой предполагает изготовление материала, обрезанного только сверху и снизу. Улучшено — обработка с 3-х сторон (изделия Palabrescia). Самыми качественными считаются шпалы, обработанные с 4-х сторон. Для предотвращения процесса гниения используются различные пропитки на основе креозота — сильнейшего антисептика. Перед обработкой будущие шпалы хорошо просушиваются, помещаются в вакуум и подают антисептик. Сушка также будет происходить в вакууме, создаваемом специальным автоклавом.Шпалы из дерева просты в изготовлении, имеют небольшой вес и небольшую цену.
Бетон
Шпалы из этого материала представляют собой балку с переменным сечением, снабженную специальными прокладками под рельсы. Для производства таких изделий используется тяжелый бетон с высокой прочностью на сжатие (С40) и хорошей морозостойкостью (F200). Кроме того, будущие шпалы подвергаются предварительному натяжению.Для производства бетонных шпал используются формы, передающие растягивающие усилия.После затвердевания залитого бетона напряжение с арматуры снимается, форма разрушается.Полученный продукт обладает высокой устойчивостью к нагрузкам при движении поезда, а интенсивное армирование предотвращает раскол бетона в точке удара.
Железобетонные шпалы дороже в производстве по сравнению с деревянными, имеют больший вес (260 кг), но обладают более высокими характеристиками и более длительным (практически неограниченным сроком службы. Еще одно важное преимущество железобетонных шпал — возможность повторного использования.
Пластик
Пока этот материал для изготовления шпал используется редко, но постепенно производство растет.Лидером здесь являются США, производящие до 15 миллионов галстуков в год (примерная стоимость 500 миллионов долларов). Для производства пластиковых шпал используются композитные материалы, зарекомендовавшие себя при строительстве мостов (вагонка). Этот композитный состав широко используется для изготовления морских свай, опор.
Занявшись производством, нескольким компаниям удалось согласовать стандарты шпал и протестировать их. Вес изделий составляет 200-280 килограммов (здесь роль играет технология производства и длина изделий).
Чертежи бензопилы pdf
Garib rath satta king онлайн
Z80 ассемблер онлайн
Bosch 2608640610 optiline диск для циркулярной пилы по дереву 184 мм 30 мм 24t стол прокрутки hegner планы рабочего стола шаблоны pdf лобзик шаблон a4 diy ленточная пила роквелл ленточные пилы вектор cad чертежи autocad — kendallslibrary.com JP Steel Plantech Co. Канеко 2-й корпус 4-11F 2-6-23 Шин-Йокогама, Кохоку-ку, Иокогама 222-0033 ЯПОНИЯ. Тел. Отдела продаж: + 81-45-471-3917 Факс отдела продаж: + 81-45-471-4002
Регулируемый источник питания постоянного тока 120 В
ЦЕПНЫЕ ПИЛЫ — Этот портативный станок является относительно дешевым вариантом, который более или менее удовлетворяет все потребности .Изменяя длину прутка, можно легко ограничить количество пропилов, и в результате этот станок может резать более широкие и большие пиломатериалы, чем ленточные или дисковые фрезы.
Двигатель малого хода для байдарки Hobie
Загрузите эти бесплатные схемы деревообработки для своего следующего проекта. Вы найдете планы на мебель, книжные полки, столы, подарки, товары для улицы, магазины, инструменты, хранилище и многое другое! Наши бесплатные планы по деревообработке взяты прямо со страниц журналов Woodsmith, Shopnotes и Workbench.
Модель Марлина 60 проблем
Милл-Вэлли, Калифорния 94941 (415) 380-3840. … (4,8 МБ скачать в формате PDF) … Установка цистерны; 3 ″ отводной комплект для первой промывки; Запланируйте сейчас сбор дождевой воды; Собственность … Пилотный завод лесопильный завод в ручье пилотный банк смягчения последствий заболоченных земель имя файла: 1_title_legend.dwg путь к проекту: v: \ operations \ 091 \ 1004_marshes \ 4 конечные результаты \ чертежи \ 60% дизайн \ время построения графика: 2014-10-16 15:24 : 35.35 дональд б. Stevens 48, уолл-стрит, 16-й этаж, нью-йорк, штат Нью-Йорк, 10005 карта расположения. nan-2013-00259-eha
Lq4 040 прокладка головки блока цилиндров
Silver Dollar City — это тематический парк в стиле 1880-х годов, получивший международную награду, расположенный в Брэнсоне, штат Миссури, с более чем 40 захватывающими аттракционами, живыми шоу и концертами, с участием 100 местных мастеров. демонстрация традиционных ремесел Америки, 18 отмеченных наградами ресторанов и 60 уникальных магазинов — все они расположены на вершине одной из самых глубоких пещер Миссури.Бензопила Мельница Бензопила Mk II Ссылки Прочие вещи. Цепная пила. Как видите, эта новая (для меня) пила Husky 185CD представляет собой модернизацию небольшой электрической пилы. Я хотел посмотреть, какой формы были вещи, поэтому снял верхнюю крышку и осмотрелся. Воздухоочиститель вроде в хорошем состоянии, я его быстро почистил.
Самые смертоносные 177 окатыши
27 ноября 2015 г. · Хорошие показатели для стержневых и прутковых станов: от 90% до 93%, для заводов строительных конструкций, хорошие показатели загрузки стана составляют от 75% до 78%.Если завод работает 80% календарного года, то это 365 x 24 x 0,80 = 7008 часов. Если прокатный стан производит 800 000 тонн в год, он работает со средней производительностью 114,16 тонн в час.
Joycon droid amiibo
>>> Проверьте идею. 3. Самодельная вертикальная бензопила. Вот более оригинальная идея — вместо типичной «аляскинской» бензопилы, которую можно купить и которую многие люди пытаются сделать дома, этот мастер-мастер придумал план простой бензопилы, которая режет вертикально.
Определите правильно поставленное предложение в группе 3 июня.
Деловой Санта-Клаус идет в город и приносит коробки; Военные и ветераны. Наши военные и ветераны были и всегда будут важной частью истории Georgia-Pacific и положительной силой влияния на культуру нашей компании.
Crack weak rsa online
Sep 01, 2016 · Планы ленточнопильного завода? Планы «грабли по счетам» довольно хороши, хотя они предназначены для дизайна с двумя столбами.saw_mill_plans.pdf (927.88 kb — скачано 1551 раз.) logged hilltop366 .. Farm show — ленточная пилорама своими руками, давние читатели фермы знакомы с Биллом пахнет Кромвелем, штат Кентукки, создателем do-it- сами ленточнопильные станки. он построил …
Mec gar журналы
Планы и книги Доступны в формате PDF Наши планы и книгу также можно заказать в формате PDF для доставки по электронной почте по сниженной цене. (Некоторые из наших планов лодок включают в себя полноразмерные выкройки, поэтому для них вам понадобится широкоформатный принтер.) Топ-12 часто цитируемых стандартов для лесопильных заводов Электрооборудование, методы подключения, компоненты и оборудование 1910.305 Требования к деревообрабатывающему оборудованию 1910.213
Google meet video api
Это началось как идея после создания моей самодельной ленточной пилы и сравнения очевидной неэффективности этого с простые бензопилы, которые используются чаще всего. Я подумал о том, как я могу оснастить его, чтобы отрезать короткие отрезки твердого клена, и пришел к идее заставить пилу работать по столбу, который устанавливается в земле.
Seiu 1000 отпуск 2020
область. Ручьи были источником энергии, а на берегах ручьев располагались мельницы, лесопилки и бумажные фабрики. Печи для производства чугуна и другие кузницы были построены в Южной горе на притоках реки Тюльпехокен. Поселение и торговля были подстегнуты, когда в 1727 году была проложена Тюльпехокен-роуд (ныне Маршрут 422 США). Это началось как идея после создания моей самодельной ленточной пилы и сравнения ее очевидной неэффективности с простыми бензопилами, которые чаще всего используются.Я подумал о том, как я могу оснастить его, чтобы отрезать короткие отрезки твердого клена, и пришел к идее заставить пилу работать по столбу, который устанавливается в земле.
Учителя Хогвартса x читатель
26 июня 2020 г. · Любая ленточная пила размером 14 дюймов или больше может стать отличной пилорамой для мастерской по переработке более длинных бревен в доски. В зависимости от диаметра бревен вы можете распилить их круглыми или предварительно разделить бревна на четвертинки перед распиловкой. Кувалда, забивающая клин для колки древесины, хорошо подходит для этого вида начального колки.Тимберлендс. Деревья — замечательный ресурс, который при ответственном управлении может удовлетворить широкий спектр основных потребностей людей и планеты для будущих поколений.
Стекло Toro на продажу
21 окт.2020 г. · Забор для настольной пилы — это очень компактный и универсальный стол для фрезерования, который можно создать из уже существующей настольной пилы. Следуя руководству, вы можете прикрепить настольную пилу к ограждению фрезерного станка, чтобы создать настольную пилу и фрезерный стол, тем самым предоставив вам два варианта работы, а не один.Профилактическое обслуживание станков с ЧПУ является обязательным в современном производстве. Это образец формы программы профилактического обслуживания (PM) для горизонтального обрабатывающего центра с ЧПУ.
USB-загрузчик gx gamecube theme
17 июня, 2017 · Есть что сказать о теориях и планах, но слишком часто я увяз в дизайне. При его создании не использовались чертежи САПР или бумажные эскизы. Единственные расчеты, которые я сделал, были для определения размеров шкивов, чтобы получить правильную скорость лезвия (2800 футов в минуту) и определить, как далеко должны быть друг от друга колеса для определенной длины лезвия.
Продам Турбозавод. Легкое фрезерование
Наши ручные пилорамы — это действительно портативный вариант. Чтобы снять двигатель Honda с каретки, требуется всего несколько минут. Затем пилораму можно перенести в куст и установить над бревном, когда оно лежит. Каретка просто скатывается с рельса на любом конце балки. Затем столб отсоединяется с помощью троса и снимается с опор балки и грунтового основания.
Всего 7 частей можно переносить дистанционно.Чрезвычайно универсальный вариант, когда вы предпочитаете портативность. MM — 6 дюймов x 6 дюймов, двойной разрез 5 дюймов x 12 дюймов, с двигателем Honda Petrol 13 л.с. MM — стандартный разрез 8 x 8 дюймов, двойной разрез 7 x 16 дюймов, с включенным двигателем Honda Petrol 13 л.с.
MM — 6 «x 6» стандартная резка, 5 «x 12» двойная резка, оснащенная 3-фазным электрическим двигателем 10 л.с. DOL. MM — стандартный разрез 8 x 8 дюймов, двойной разрез 7 дюймов x 16 дюймов, оснащенный 3-фазным электрическим двигателем DOL мощностью 10 л.с. Простой и понятный процесс.Нажмите ниже, чтобы заполнить форму заявки. Ручная пилорама с качающимся ножом Warrior. Насколько я понимаю, я бы никогда не подумал о любой мельнице с двумя рельсами, которые находятся в воздухе!
Автоматическая пилорама «Воин».Джон Брейвуд. Свяжитесь с Smith Sawmill Services, чтобы узнать цены. Отвал поворотный с ручным приводом турбозавода. Полная лесопилка Воина. Ручная подача. Ручной поворот лезвия. Технические характеристики: Односторонняя горизонтальная калибровка. Двусторонняя вертикальная проклейка. Включено выравнивание конуса бревна.
Возможность двойной резки. У нас есть отличные новости для наших клиентов из США! У нас есть отличная новая опция для всех моделей турбопилов. Мы усовершенствовали нашу насадку для конической доски. Найдите руководство, показывающее сборку и работу вашего автоматизированного турбопильного завода. Пожалуйста, найдите общее руководство пользователя нашей линейки портативных пилорам с ручным управлением.
Новые кадры нашего автоматизированного слэббера. Делает укладку плит намного проще! Мы связались с Карлом и сообщили ему, что будем модернизировать его стан до MM.Его завод будет направлен в США вместе с лесопильными заводами, загруженными в контейнеры, заказанными нашим агентом в США, Smith Sawmill Services в этом месяце.
Поздравляю, Карл !! Мы только что отправили в США нашу первую портативную пилораму длиной 53 фута. Этот станок был заказан для распиловки сверхдлинных крановых башен. Turbosawmill объединилась с Lumbermensco, чтобы предложить вам шанс выиграть переносную пилораму! Люди, использующие продукцию Турбосопильного завода, объединились. Доступна группа пользователей Турбозавода в Facebook.
Это уникальная новая опция, автоматизирующая процесс укладки плит. New Zealand National Fieldays теперь онлайн. Это первый раз, когда это крупное шоу предлагается онлайн из-за вируса короны.
Представляем обновленную тележку для ножниц цепной пилы.
Hobby Warrior Пилорама с качающимся ножом
Подходит к вашему стандартному комплекту для Аляски и может быть установлена на любую из наших моделей турбопилов. Конструкция подвесной рамы — это новая инновационная опция для всех наших автоматизированных лесопильных заводов.Когда дело доходит до производства надежно точной древесины, важно понимать, как работает ваша машина. Доступ при погрузке и удалении древесины имеет решающее значение. Именно здесь Turbosawmill превосходит другие конструкции. Рамная пила для тонкой резки F15 спроектирована и спроектирована для резки нескольких кусков древесины с высокой эффективностью, высокой точностью и высоким качеством отделки Surcafe.
F15 может использоваться в различных режимах резания и делает его пригодным для переточки пильных полотен с CV, биметаллами и твердосплавными напайками.Технические данные: ширина полотна пилы 8 — мм, шаг зубьев ок. Горизонтальная линия сортировки досок с 6 карманами — OptiGrader Edger — система оптимизации стоимости для кромкообрезных станков — подающие конвейеры — сепаратор — турбосепаратор — концевые фрезерные агрегаты слева и справа — подающая цепная должны превышать возникающие затраты.
Когда мембрана удаляется с продукта, максимально возможный выход, что означает минимальные потери на выбор из 2 машин.В настоящее время находится в мастерской — изображения показывают машины в середине обслуживания со снятыми панелями и т. Д. Ищете комбо-блок для леса?!?!
Расширенные фильтры. Показать больше вариантов. Показать объявления Сбросить фильтры. Турбопила б / у — 23 объявления. Расширенные фильтры. Скрыть расширенные фильтры. Хоршам, Великобритания. Клоппенбург, Германия. Almab Горизонтальная линия сортировки досок с 6 карманами Производитель: Almab Горизонтальная линия сортировки досок с 6 карманами — OptiGrader Edger — система оптимизации стоимости для кромкообрезных станков — подающие конвейеры — сепаратор — турбосепаратор — концевые фрезерные агрегаты слева и справа — подающая цепь con Karlholmsbruk, Швеция.
Халвер, Германия.
Append python 3Nock Vliesex V Turbo — Мембранные машины для снятия шкуры Как и при любой другой технологической процедуре, улучшение продукта при пленке должно превышать возникающие затраты. Митчелстаун, Ирландия. Далбитти, Великобритания.
Traveler rpg redditЗа дополнительной информацией обращайтесь к продавцу. Электронная почта. Нажмите, чтобы связаться с продавцом. Революционная пилорама с поворотным ножом, которая превращает процесс обработки бревен в пиломатериалы в удовольствие. Оператор полностью контролирует работу из одной точки.Просто поверните полотно, пропустите пилу через пропил, пока полотно не повернется автоматически на другом конце.
Включите заднюю часть пилы, чтобы обнажить распиленную доску. Невероятно универсальная и простая в использовании портативная пилорама. Легкий двойной распил без снятия горизонтальной защитной пилы. 2. Фрезерование бревна до земли без необходимости использования больших деревянных койков. Недостатки перед сверхпрочной конструкцией:.
Может выдвигать мельницу только до максимальной длины реза 26 футов.Балка должна перекрывать длину мельницы — сопоставимая прочность не так хороша, как у HD. Следовательно, требуются меньшие разрезы по горизонтали. Цифровая калибровка предлагается в качестве опции обновления.
Не входит в стандартную комплектацию. MA — стандартный разрез 8 x 8 дюймов, двойной разрез 7 x 16 дюймов, оснащенный 3-фазным электрическим двигателем мощностью 15 л.с. и плавным пуском. MA — стандартная резка 10 x 10 дюймов, двойная резка 9 x 20 дюймов, оснащенная трехфазным электрическим двигателем мощностью 15 л.с. и плавным пуском.
Добро пожаловать на Турбазавод!
MA — 12 дюймов x 12 дюймов, двойная резка, 11 дюймов x 24 дюйма, оснащенный трехфазным электрическим двигателем мощностью 20 л.с. и плавным пуском.MA — стандартный разрез 8 x 8 дюймов, двойной разрез 7 x 16 дюймов, оснащен 24-сильным двигателем D Kubota Diesel.
MA — 10 дюймов на 10 дюймов стандартного сечения, 9 дюймов на 20 дюймов с двойным разрезом, оснащенный дизельным двигателем Kubota Diesel мощностью 24 л.с. MA — 12 «x 12» стандартного кроя, 11 «x 24» двойного кроя, оснащенный 24-сильным двигателем D Kubota Diesel.
Увеличивается до длины распиленной бревна 26 футов. Балка нужна только для увеличения длины бревна. Луч сравнительно сильнее. Необходимо использовать большие койки, чтобы лезвие проходило через опцию стандартной перевернутой Т-образной рамы со стальным основанием поперечной балки.Лесопильный завод Дробилка Лесопильный завод Weiwei Мощность 0.
Горизонтальная дизельная переносная ленточная пилорама для бревна. Ленточнопильный станок деревообрабатывающий станок переносная пилорама для продажи. Обзор продукции Преимущества 1. Подходит для распиловки бревен больших размеров и нестандартной формы. Стабильное свойство, высокая эффективность, подходит для распиловки шихты.
Продажа переносной пилорамыMJ. Китай поставщик циркулярная пилорама деревообрабатывающий станок для деревообработки. Высокая эффективность, чистовая поверхность резания, без утолщения, подходит для обработки мягких и твердых материалов.
Высокая эффективность, чистовая поверхность реза и отсутствие засорения; подходит для обработки мягкой и твердой древесины. Вложение в замечательное. Они делают эти процессы и экономят время, что жизненно важно для любого бизнеса или личной эффективности. Эти наивысшие оценки созданы для того, чтобы заботиться о разных покупателях с разными потребностями резки и обработки. Для лучшего взаимодействия с пользователем и обслуживания эти. Это делает их очень прочными, обеспечивая при этом отличные характеристики.
Поскольку они включают в себя передовые технологические изобретения, они превосходно энергоэффективны.Они потребляют умеренно меньшее количество электроэнергии по сравнению с другими машинами, предназначенными для той же цели.
Таким образом, они позволяют пользователям сэкономить значительные суммы денег на счетах за электроэнергию. Самый высокий рейтинг. Их справедливые ценники и щедрые скидки гарантируют, что их легко приобрести, а низкий уровень поломок и легкодоступные запасные части упрощают обслуживание. Их упругие компоненты устойчивы к механическим воздействиям, с которыми они сталкиваются при нормальной работе, что делает их популярными среди многих пользователей.Путем навигации по Alibaba.
Правильный выбор гарантирует, что покупатели получат максимальную отдачу от своих денег. Покупки через веб-сайт очень полезны, потому что покупатели получают товары высшего качества, экономя при этом деньги и время. Типы поставщиков. Поставщик торговой гарантии.
Типы продуктов. Готов к отправке. Предлагаемое местоположение Украина 4. Бразилия 1. Канада 1. Китай Франция 1. Пакистан 2. Южная Африка 2.
URL-адрес глубинной ссылкиТайвань, Китай Таиланд Соединенное Королевство 6.Вьетнам 1. Домашняя лесопилка. Доставка в любой город России и Беларуси. Монтаж и наладка станков на вашем производстве. Пилорама дисковая угловая Пилорама угловая предназначена для распиловки бревен диаметром до мм различной ширины. Предназначена для автоматической загрузки бревен на пилораму.
Пилорама предназначена для распиловки круглого бруса на различные виды пиломатериалов, бруса, бруса и др. Особенностями пилорамы являются конструктивные решения, позволяющие распиливать достаточно крупные бревна диаметром до пилорамы в хорошем рабочем состоянии.Оборудован 4 верхними пневматическими прижимными роликами и 2 боковыми. См. Также машины :. Пилорама тонкого пропила в очень хорошем техническом и визуальном состоянии практически новая.
Диаметр мин. Стол для бревен 2. Стол для бревен 3.
Продажа рубашки DuveticaЭлеватор 4. Сепаратор 5. Конвейер для бревен 6. Хорошее состояние A. Находится в Германии и других странах. Нажмите «Запросить цену» для получения дополнительной информации. Расширенные фильтры. Показать больше вариантов. Показать объявления Сбросить фильтры. Подержанные пилорамы — объявления. Расширенные фильтры.
Скрыть расширенные фильтры. Реутов, Россия. Горизонтальная ленточная пила Бензопильный завод Тайга Т-2Б. Карлхольмсбрук, Швеция. Малакс, Финляндия. Свяжитесь с продавцом для получения дополнительной информации. Электронная почта. Нажмите, чтобы связаться с продавцом. Пожалуйста, введите ваше имя и имя компании. Фамилия. Next Prev. Представляем нашу модель, посвященную плите. Легко установить и легко перемотать через бревно благодаря более высокой скорости бегущей цепи и наклонной планке! Длина тоже не проблема! Мы можем продлить этот блок на столько, сколько захотите.
Теперь включает в себя лебедку, которую легко заводить, для протягивания агрегата через прорезь.Это уникальная новая опция, автоматизирующая процесс укладки плит.
Просто настройте скорость подачи с помощью шкалы и наблюдайте, как машина без рук разрезает ваши плиты! Скоро появится цепь с твердосплавными напайками! Ролик стабилизации для дополнительной жесткости при укладке плит, если это необходимо.
Более легкая подача, поскольку цепь имеет тенденцию протягивать пилу через пропил, еще проще благодаря функции Auto. Не включает точилку — мы рекомендуем :. Дремель и насадка для быстрой и легкой заточки шины. Простой и понятный процесс.Нажмите ниже, чтобы заполнить форму заявки. Выделенный Slabber. Лебедка делает эту штуку намного проще в использовании, чем другие, которые я использовал.
Аарон Бат. Свяжитесь с Smith Sawmill Services, чтобы узнать цены. Полная система перекрытия. Ручная лебедка или автоматическая подача. Увеличенная выходная скорость 5 об / мин для более быстрой резки. Центробежная муфта для легкого запуска.
Опорные колеса для легкой транспортировки и установки. Легкая система натяжения ремня и цепи. Легкая регулировка выравнивания планки. Угловая планка, обеспечивающая: Плавный вход и выход бревна.
1798 sedition actВ комплект не входит точилка — мы рекомендуем: Комплект для настольной шлифовальной машины. Технические характеристики: 1.