Как рассчитать угол конуса — Морской флот
| Элементы конуса | Расчетные формулы | Элементы конуса | Расчетные формулы |
| K | K = (D-d)/ l K = 2tga | D | D = K× l + d D = 2× l×tga + d |
| a | tga = (D-d)/ 2l tga = K / 2 | d | d = D – 2× l×tga d = D – K× l |
Угол a вычисляют по тригонометрической функции тангенса.
Нормальные конические поверхности должны быть изготовлены по стандартным размерам, некоторые из которых указаны в табл.4.
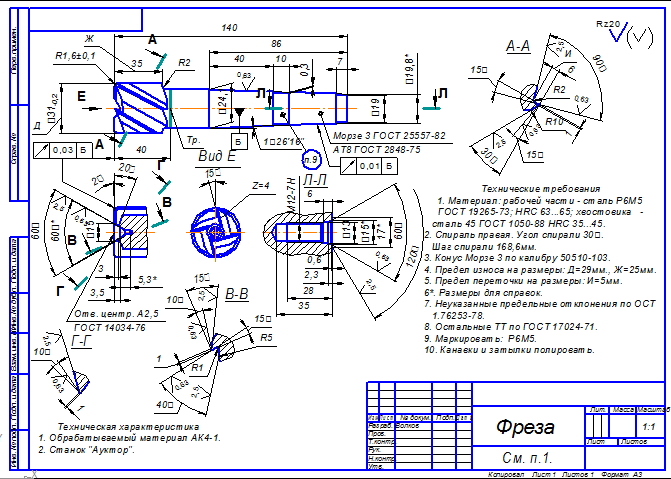
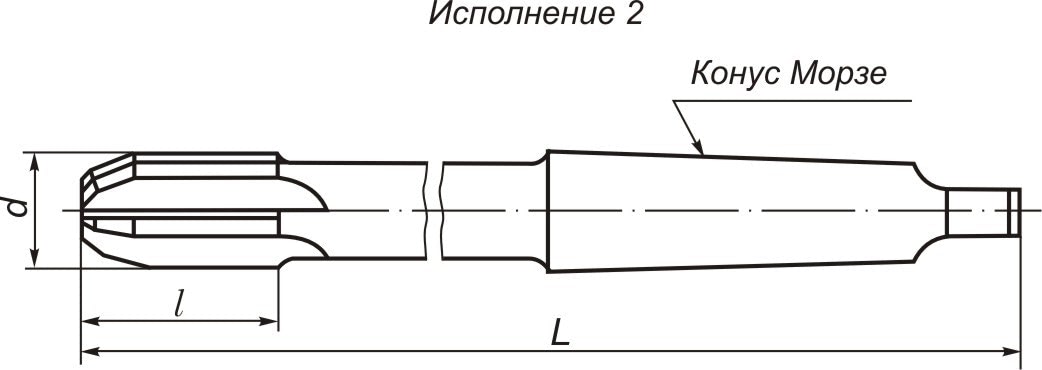
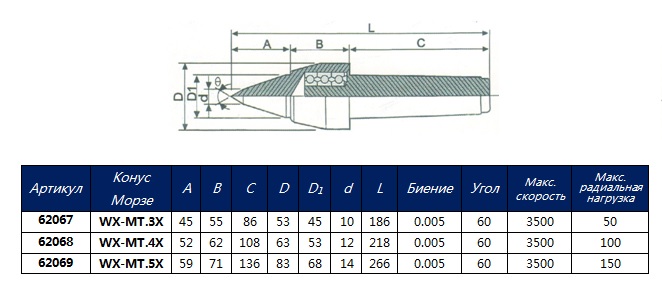
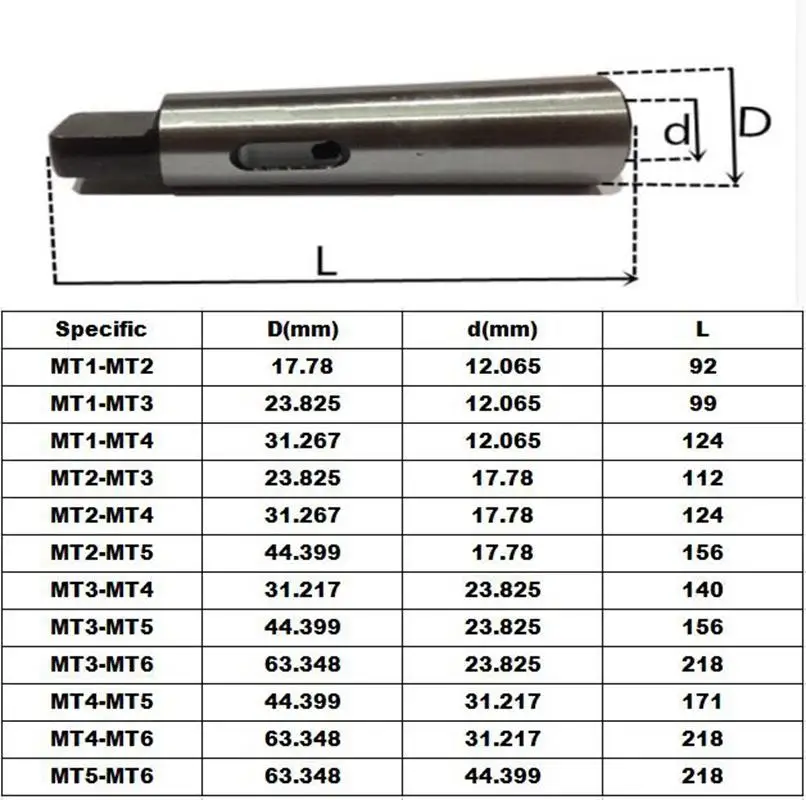
Кроме этих поверхностей, различают также конусы Морзе и метрические конусы. Наружные конусы Морзе выполняют на хвостовой части сверл (см. рис.6), зенкеров, разверток, центров, а внутренние конусы – в отверстиях шпинделей, оправок, переходных втулок, в которые эти инструменты устанавливают. Существуют семь номеров конусов Морзе (от до 6) со своими размерами и углами наклона a. Наименьшим является конус Морзе (1:19,212), наибольшим – конус Морзе 6 (1:19,18). Их размеры приведены в стандарте СТ СЭВ 147-75. Недостатком конусов Морзе следует считать разные углы наклона a у различных номеров.
Наименьшим является конус Морзе (1:19,212), наибольшим – конус Морзе 6 (1:19,18). Их размеры приведены в стандарте СТ СЭВ 147-75. Недостатком конусов Морзе следует считать разные углы наклона a у различных номеров.
Таблица 4
Стандартные размеры конусов деталей
| Конусность K | Угол конуса 2a | Угол наклона a | Обозначение конусности |
| 1:100 1:50 1:20 1:10 1:3 1:1,866 1:1,207 1:0,866 | 0 0 34¢23² 1 0 8¢45² 2 0 51¢51² 5 0 43¢29² 18 0 55¢30² 30 0 45 0 60 0 | 0 0 17¢12² 0 0 34¢23² 1 0 25¢56² 2 0 51¢45² 9 0 27¢45² 15 0 22 0 30¢ 30 0 | 1:100 1:50 1:20 1:10 1:3 30 0 45 0 60 0 |
Метрические конусы 4, 6, 80, 100, 120, 160, 200 (см. тот же стандарт) имеют одинаковую конусность 1:20 (и угол a), а номер конуса обозначает размер диаметра большого основания.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Да какие ж вы математики, если запаролиться нормально не можете. 8256 – | 7223 – или читать все.
8256 – | 7223 – или читать все.
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Конусность – отношение разности диаметров двух поперечных сечений кругового конуса к расстоянию между ними.
Конусность имеет двойной Уклон: k=2i Конусность на чертеже может быть указана в градусной мере, в радианах и в процентах. Заданы конусность пробки крана 1:5, диаметр D=BC=20 мм, длина l=35 мм.
Необходимо построить очертание пробки крана одним из двух способов: Первый способ. Из формулы k=2i находим i=1:10. Отмечаем точки BC и строим треугольник DKP так, чтобы KP:BK=1:10. Продолжив BP до пересечения с осью конуса, получим вершину конуса S. Точку S соединяем с точкой C. Отложив по оси пробки от BC отрезок l=35 мм и проведя через конец этого отрезка прямую, перпендикулярную к оси , получим диаметр d=EF=13 мм торца пробки; Второй способ. Из формулы k=(D-d)/l находим d=EF=20-35/5=13 мм; Величина угла при вершине конуса:
Отложив по оси пробки от BC отрезок l=35 мм и проведя через конец этого отрезка прямую, перпендикулярную к оси , получим диаметр d=EF=13 мм торца пробки; Второй способ. Из формулы k=(D-d)/l находим d=EF=20-35/5=13 мм; Величина угла при вершине конуса:
здесь угол φ представлен в радианах.
где L – расстояние от большого сечения до вершины S конуса, а отношение: D/(2L) = tgφ Пусть задана конусность например 1 : 2,5 откуда i=1:5 и tgφ=0,2 тогда перевод ее в градусы выполняется по формулам:
Конусность стандартизована. ГОСТ 8593-81 устанавливает нормальные конусности и углы конусов
| Обозна- чение | конуса | Конус- | ность | Угол | конуса | Угол | уклона |
| Ряд 1 | Ряд 2 | Угл. ед. | Рад. | Угл. ед. | Рад. | ||
| 1:500 | 1:500 | 0,0020000 | 6`52,5″ | 0,0020000 | 3`26,25″ | 0,0010000 | |
| 1:200 | 1:200 | 0,0050000 | 17`11,3″ | 0,0050000 | 8`25,65″ | 0,0025000 | |
| 1:100 | 1:100 | 0,0100000 | 34`22,6″ | 0,0100000 | 17`11,3″ | 0,0050000 | |
| 1:50 | 1:50 | 0,0200000 | 1°8`45,2″ | 0,0199996 | 34`22,6″ | 0,0099998 | |
| 1:30 | 1:30 | 0,0333333 | 1°54`34,9″ | 0,0333304 | 57`17,45″ | 0,0166652 | |
| 1:20 | 1:20 | 0,0500000 | 2°51`51,1″ | 0,0499896 | 1°25`55,55″ | 0,0249948 | |
| 1:15 | 1:15 | 0,0666667 | 3°49`5,9″ | 0,0666420 | 1°54`32,95″ | 0,0333210 | |
| 1:12 | 1:12 | 0,0833333 | 4°46`18,8″ | 0,0832852 | 2°23`9,4″ | 0,0416426 | |
| 1:10 | 1:10 | 0,1000000 | 5°43`29,3″ | 0,0999168 | 2°51`44,65″ | 0,0499584 | |
| 1:8 | 1:8 | 0,1250000 | 7°9`9,6″ | 0,1248376 | 3°34`34,8″ | 0,0624188 | |
| 1:7 | 1:7 | 0,1428571 | 8°10`16,4″ | 0,1426148 | 4°5`8,2″ | 0,0713074 | |
| 1:6 | 1:6 | 0,1666667 | 9°31`38,2″ | 0,1662824 | 4°45`49,1″ | 0,0831412 | |
| 1:5 | 1:5 | 0,2000000 | 11°25`16,3″ | 0,1993374 | 5°42`38,15″ | 0,0996687 | |
| 1:4 | 1:4 | 0,2500000 | 14°15`0,1″ | 0,2487100 | 7°7`30,05″ | 0,1243550 | |
| 1:3 | 1:3 | 0,3333333 | 18°55`28,7″ | 0,3302972 | 9°27`44,35″ | 0,1651486 | |
| 30° | 1:1,866025 | 0,5358985 | 30° | 0,5235988 | 15° | 0,2617994 | |
| 45° | 1:1,207107 | 0,8284269 | 45° | 0,7853982 | 22°30` | 0,3926991 | |
| 60° | 1:0,866025 | 1,1547010 | 60° | 1,0471976 | 30° | 0,5235988 | |
| 75° | 1:0,651613 | 1,5346532 | 75° | 1,3089970 | 37°30` | 0,6544985 | |
| 90° | 1:0,500000 | 2,0000000 | 90° | 1,5707964 | 45° | 0,7853982 | |
| 120° | 1:0,288675 | 3,4641032 | 120° | 2,0943952 | 60° | 1,0471976 |
Конусности и углы конусов должны соответствовать указанным на чертеже и в таблице. При выборе конусностей или углов конусов ряд 1 следует предпочитать ряду 2.
При выборе конусностей или углов конусов ряд 1 следует предпочитать ряду 2.
Конусность поверхности
обозначается на чертеже: – надписью Конусность с указанием ее величины; – указывающей на нее стрелкой с полкой где пишется: – Конусность с указанием ее величины; – знак конусности и ее величина.
В машиностроении, наряду с цилиндрическими, широко применяются детали с коническими поверхностями в виде наружных конусов или в виде конических отверстий. Например, центр токарного станка имеет два наружных конуса, из которых один служит для установки и закрепления его в коническом отверстии шпинделя; наружный конус для установки и закрепления имеют также сверло, зенкер, развертка и т. д. Переходная втулка для закрепления сверл с коническим хвостовиком имеет наружный конус и коническое отверстие
1. Понятие о конусе и его элементах
Элементы конуса . Если вращать прямоугольный треугольник АБВ вокруг катета АБ (рис. 202, а), то образуется тело АВГ, называемое полным конусом. Линия АБ называется осью или высотой конуса, линия АВ — образующей конуса. Точка А является вершиной конуса.
202, а), то образуется тело АВГ, называемое полным конусом. Линия АБ называется осью или высотой конуса, линия АВ — образующей конуса. Точка А является вершиной конуса.
При вращении катета БВ вокруг оси АБ образуется поверхность круга, называемая основанием конуса.
Угол ВАГ между боковыми сторонами АВ и АГ называется углом конуса и обозначается 2α. Половина этого угла, образуемая боковой стороной АГ и осью АБ, называется углом уклона конуса и обозначается α. Углы выражаются в градусах, минутах и секундах.
Если от полного конуса отрезать его верхнюю часть плоскостью, параллельной егооснованию (рис. 202, б), то получим тело, называемое усеченным конусом. Оно имеет два основания верхнее и нижнее. Расстояние OO1 по оси между основаниями называется высотой усеченного конуса. Так как в машиностроении большей частью приходится иметь дело с частями конусов, т. е. усеченными конусами, то обычно их просто называют конусами; дальше будем называть все конические поверхности конусами.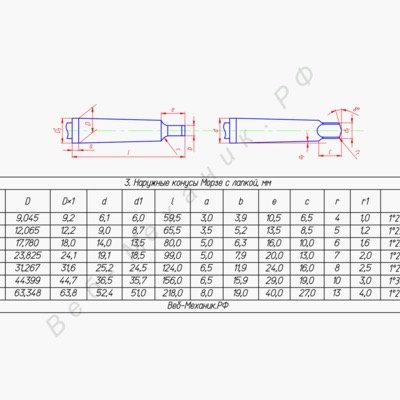
Связь между элементами конуса. На чертеже указывают обычно три основных размера конуса: больший диаметр D, меньший — d и высоту конуса l (рис. 203).
Иногда на чертеже указывается только один из диаметров конуса, например, больший D, высота конуса l и так называемая конусность. Конусностью называется отношение разности диаметров конуса к его длине. Обозначим конусность буквой K, тогда
Если конус имеет размеры: D =80 мм, d = 70 мм и l = 100 мм, то согласно формуле (10):
Это значит, что на длине 10 мм диаметр конуса уменьшается на 1 мм или на каждый миллиметр длины конуса разница между его диаметрами изменяется на
Иногда на чертеже вместо угла конуса указывается уклон конуса. Уклон конуса показывает, в какой мере отклоняется образующая конуса от его оси.
Уклон конуса определяется по формуле
где tg α — уклон конуса;
D — диаметр большого основания конуса в мм;
d — диаметр малого основания конуса в мм;
l — высота конуса в мм.
Пользуясь формулой (11), можно при помощи тригонометрических таблиц определить угол а уклона конуса.
Уклон конуса и конусность обычно выражают простой дробью, например: 1 : 10; 1 : 50, или десятичной дробью, например, 0,1; 0,05; 0,02 и т. д.
2. Способы получения конических поверхностей на токарном станке
На токарном станке обработка конических поверхностей производится одним из следующих способов:
а) поворотом верхней части суппорта;
б) поперечным смещением корпуса задней бабки;
в) с помощью конусной линейки;
г) с помощью широкого резца.
3. Обработка конических поверхностей поворотом верхней части суппорта
При изготовлении на токарном станке коротких наружных и внутренних конических поверхностей с большим углом уклона нужно повернуть верхнюю часть суппорта относительно оси станка под углом α уклона конуса (см. рис. 204). При таком способе работы подачу можно производить только от руки, вращая рукоятку ходового винта верхней части суппорта, и лишь в наиболее современных токарных станках имеется механическая подача верхней части суппорта.
Для установки верхней части суппорта 1 на требуемый угол можно использовать деления, нанесенные на фланце 2 поворотной части суппорта (рис. 204). Если угол α уклона конуса задан по чертежу, то верхнюю часть суппорта повертывают вместе с его поворотной частью на требуемое число делений, обозначающих градусы. Число делений отсчитывают относительно риски, нанесенной на нижней части суппорта.
Если на чертеже угол α не дан, а указаны больший и меньший диаметры конуса и длина его конической части, то величину угла поворота суппорта определяют по формуле (11)
Способ обтачивания конических поверхностей поворотом верхней части суппорта имеет следующие недостатки: он допускает обычно применение только ручной подачи, что отражается на производительности труда и чистоте обработанной поверхности; позволяет обтачивать сравнительно короткие конические поверхности, ограниченные длиной хода верхней части суппорта.
4. Обработка конических поверхностей способом поперечного смещения корпуса задней бабки
Для получения конической поверхности на токарном станке необходимо при вращении заготовки вершину резца перемещать не параллельно, а под некоторым углом к оси центров. Этот угол должен равняться углу α уклона конуса. Наиболее простой способ получения угла между осью центров и направлением подачи — сместить линию центров, сдвинув задний центр в поперечном направлении. Путем смещения заднего центра в сторону резца (на себя) в результате обтачивания получают конус, у которого большее основание направлено в сторону передней бабки; при смещении заднего центра в противоположную сторону, т. е. от резца (от себя), большее основание конуса окажется со стороны задней бабки (рис. 205).
Этот угол должен равняться углу α уклона конуса. Наиболее простой способ получения угла между осью центров и направлением подачи — сместить линию центров, сдвинув задний центр в поперечном направлении. Путем смещения заднего центра в сторону резца (на себя) в результате обтачивания получают конус, у которого большее основание направлено в сторону передней бабки; при смещении заднего центра в противоположную сторону, т. е. от резца (от себя), большее основание конуса окажется со стороны задней бабки (рис. 205).
Смещение корпуса задней бабки определяют по формуле
где S — смещение корпуса задней бабки от оси шпинделя передней бабки в мм;
D — диаметр большого основания конуса в мм;
d — диаметр малого основания конуса в мм;
L — длина всей детали или расстояние между центрами в мм;
l — длина конической части детали в мм.
Смещение корпуса задней бабки производят, используя деления 1 (рис 206), нанесенные на торце опорной плиты, и риску 2 на торце корпуса задней бабки.
Если на торце плиты делений нет, то смещают корпус задней бабки, пользуясь измерительной линейкой, как показано на рис. 207.
Преимущество обработки конических поверхностей путем смещения корпуса задней бабки заключается в том, что этим способом можно обтачивать конусы большой длины и вести обтачивание с механической подачей.
Недостатки этого способа: невозможность растачивать конические отверстия; потеря времени на перестановку задней бабки; возможность обрабатывать лишь пологие конусы; перекос центров в центровых отверстиях, что приводит к быстрому и неравномерному износу центров и центровых отверстий и служит причиной брака при вторичной установке детали в этих же центровых отверстиях.
Неравномерного износа центровых отверстий можно избежать, если вместо обычного применять специальный шаровой центр (рис. 208). Такие центры используют преимущественно при обработке точных конусов.
5. Обработка конических поверхностей с применением конусной линейки
Для обработки конических поверхностей с углом уклона а до 10—12° современные токарные станки обычно имеют особое приспособление, называемое конусной линейкой.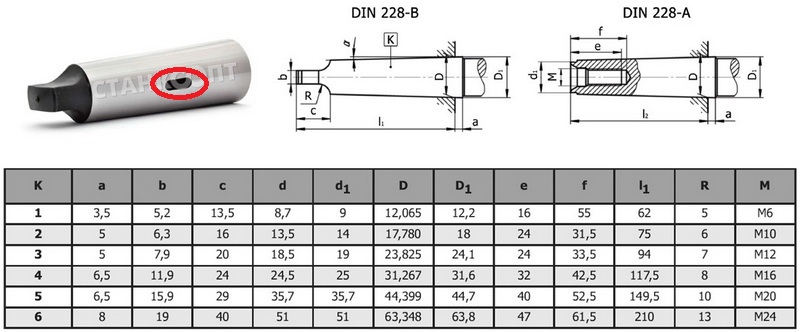 Схема обработки конуса с применением конусной линейки приводится на рис. 209.
Схема обработки конуса с применением конусной линейки приводится на рис. 209.
К станине станка прикреплена плита 11, на которой установлена конусная линейка 9. Линейку можно поворачивать вокруг пальца 8 под требуемым углом а к оси обрабатываемой детали. Для закрепления линейки в требуемом положении служат два болта 4 и 10. По линейке свободно скользит ползун 7, соединяющийся с нижней поперечной частью 12 суппорта при помощи тяги 5 и зажима 6. Чтобы эта часть суппорта могла свободно скользить по направляющим, ее отсоединяют от каретки 3, вывинчивая поперечный винт или отсоединяя от суппорта его гайку.
Если сообщить каретке продольную подачу, то ползун 7, захватываемый тягой 5, начнет перемещаться вдоль линейки 9. Так как ползун скреплен с поперечными салазками суппорта, то они вместе с резцом будут перемещаться параллельно линейке 9. Благодаря этому резец будет обрабатывать коническую поверхность с углом уклона, равным углу α поворота конусной линейки.
После каждого прохода резец устанавливают на глубину резания с помощью рукоятки 1 верхней части 2 суппорта.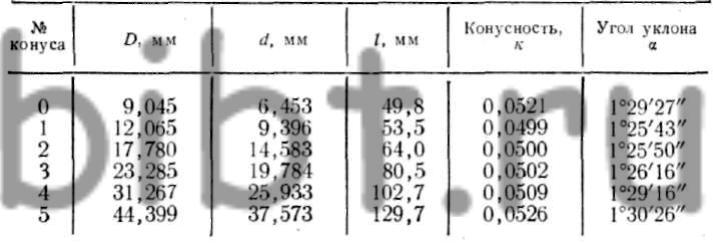 Эта часть суппорта должна быть повернута на 90° относительно нормального положения, т. е. так, как это показано на рис. 209.
Эта часть суппорта должна быть повернута на 90° относительно нормального положения, т. е. так, как это показано на рис. 209.
Если даны диаметры оснований конуса D и d и его длина l, то угол поворота линейки можно найти по формуле (11).
Подсчитав величину tg α, легко определить значение угла α по таблице тангенсов.
Применение конусной линейки имеет ряд преимуществ:
1) наладка линейки удобна и производится быстро;
2) при переходе к обработке конусов не требуется нарушать нормальную наладку станка, т. е. не нужно смещать корпус задней бабки; центры станка остаются в нормальном положении, т. е. на одной оси, благодаря чему центровые отверстия в детали и центры станка не срабатываются;
3) при помощи конусной линейки можно не только обтачивать наружные конические поверхности, но и растачивать конические отверстия;
4) возможна работа е продольным самоходом, что увеличивает производительность труда и улучшает качество обработки.
Недостатком конусной линейки является необходимость отсоединять салазки суппорта от винта поперечной подачи. Этот недостаток устранен в конструкции некоторых токарных станков, у которых винт не связан жестко со своим маховичком и зубчатыми колесами поперечного самохода.
Этот недостаток устранен в конструкции некоторых токарных станков, у которых винт не связан жестко со своим маховичком и зубчатыми колесами поперечного самохода.
6. Обработка конических поверхностей широким резцом
Обработку конических поверхностей (наружных и внутренних) с небольшой длиной конуса можно производить широким резцом с углом в плане, соответствующим углу α уклона конуса (рис. 210). Подача резца может быть продольная и поперечная.
Однако использование широкого резца на обычных станках возможно только при длине конуса, не превышающей примерно 20 мм. Применять более широкие резцы можно лишь на особо жестких станках и деталях, если это не вызывает вибрации резца и обрабатываемой детали.
7. Растачивание и развертывание конических отверстий
Обработка конических отверстий является одной из наиболее трудных токарных работ; она значительно труднее, чем обработка наружных конусов.
Обработку конических отверстий на токарных станках в большинстве случаев производят растачиванием резцом с поворотом верхней части суппорта и реже с помощью конусной линейки. Все подсчеты, связанные с поворотом верхней части суппорта или конусной линейки, выполняются так же, как при обтачивании наружных конических поверхностей.
Все подсчеты, связанные с поворотом верхней части суппорта или конусной линейки, выполняются так же, как при обтачивании наружных конических поверхностей.
Если отверстие должно быть в сплошном материале, то сначала сверлят цилиндрическое отверстие, которое затем растачивают резцом на конус или обрабатывают коническими зенкерами и развертками.
Чтобы ускорить растачивание или развертывание, следует предварительно просверлить отверстие сверлом, диаметр d, которого на 1—2 мм меньше диаметра малого основания конуса (рис. 211, а). После этого рассверливают отверстие одним (рис. 211, б) или двумя (рис. 211, в) сверлами для получения ступеней.
После чистового растачивания конуса его развертывают конической разверткой соответствующей конусности. Для конусов с небольшой конусностью выгоднее производить обработку конических отверстий непосредственно после сверления набором специальных разверток, как показано на рис. 212.
8. Режимы резания при обработке отверстий коническими развертками
Конические развертки работают в более тяжелых условиях, чем цилиндрические: в то время как цилиндрические развертки снимают незначительный припуск небольшими режущими кромками, конические развертки режут всей длиной их режущих кромок, расположенных на образующей конуса. Поэтому при работе коническими развертками применяют подачи и скорости резания меньше, чем при работе цилиндрическими развертками.
Поэтому при работе коническими развертками применяют подачи и скорости резания меньше, чем при работе цилиндрическими развертками.
При обработке отверстий коническими развертками подачу производят вручную, вращая маховичок задней бабки. Необходимо следить за тем, чтобы пиноль задней бабки перемещалась равномерно.
Подачи при развертывании стали 0,1—0,2 мм/об, при развертывании чугуна 0,2—0,4 мм/об.
Скорость резания при развертывании конических отверстий развертками из быстрорежущей стали 6—10 м/мин.
Для облегчения работы конических разверток и получения чистой и гладкой поверхности следует применять охлаждение. При обработке стали и чугуна применяют эмульсию или сульфофрезол.
9. Измерение конических поверхностей
Поверхности конусов проверяют шаблонами и калибрами; измерение и одновременно проверку углов конуса производят угломерами. На рис. 213 показан способ проверки конуса с помощью шаблона.
Наружные и внутренние углы различных деталей можно измерять универсальным угломером (рис.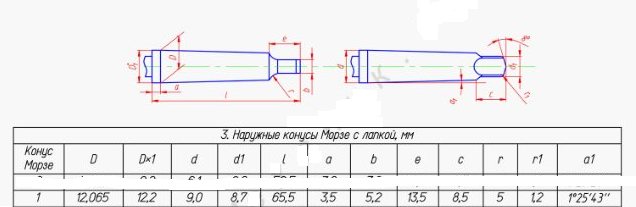 214). Он состоит из основания 1, На котором на дуге 130 нанесена основная шкала. С основанием 1 жестко скреплена линейка 5. По дуге основания перемещается сектор 4, несущий нониус 3. К сектору 4 посредством державки 7 может быть прикреплен угольник 2, в котором, в свою очередь, закрепляется съемная линейка 5. Угольник 2 и съемная линейка 5 имеют возможность перемещаться по грани сектора 4.
214). Он состоит из основания 1, На котором на дуге 130 нанесена основная шкала. С основанием 1 жестко скреплена линейка 5. По дуге основания перемещается сектор 4, несущий нониус 3. К сектору 4 посредством державки 7 может быть прикреплен угольник 2, в котором, в свою очередь, закрепляется съемная линейка 5. Угольник 2 и съемная линейка 5 имеют возможность перемещаться по грани сектора 4.
Путем различных комбинаций в установке измерительных деталей угломера можно производить измерение углов от 0 до 320°. Величина отсчета по нониусу 2′. Отсчет, полученный при измерении углов, производится по шкале и нониусу (рис. 215) следующим образом: нулевой штрих нониуса показывает число градусов, а штрих нониуса, совпадающий со штрихом шкалы основания, — число минут. На рис. 215 со штрихом шкалы основания совпадает 11-й штрих нониуса, что означает 2’Х 11 = 22′. Следовательно, угол в данном случае равен 76°22′.
На рис. 216 показаны комбинации измерительных деталей универсального угломера, позволяющие производить измерение различных углов от 0 до 320°.
Для более точной проверки конусов в серийном производстве применяют специальные калибры. На рис. 217, а показан кониче-ский калибр-втулка для проверки наружных конусов, а на рис. 217, б—конический калибр-пробка для проверки конических отверстий.
На калибрах делаются уступы 1 и 2 на торцах или наносятся риски 3, служащие для определения точности проверяемых поверхностей.
На. рис. 218 приводится пример проверки конического отверстия калибром-пробкой.
Для проверки отверстия калибр (см. рис. 218), имеющий уступ 1 на определенном расстоянии от торца 2 и две риски 3, вводят с легким нажимом в отверстие и проверяют, нет ли качания калибра в отверстии. Отсутствие качания показывает, что угол конуса правилен. Убедившись, что угол конуса правилен, приступают к проверке его размера. Для этого наблюдают, до какого места калибр войдет в проверяемую деталь. Если конец конуса детали совпадает с левым торцом уступа 1 или с одной из рисок 3 или находится между рисками, то размеры конуса правильны.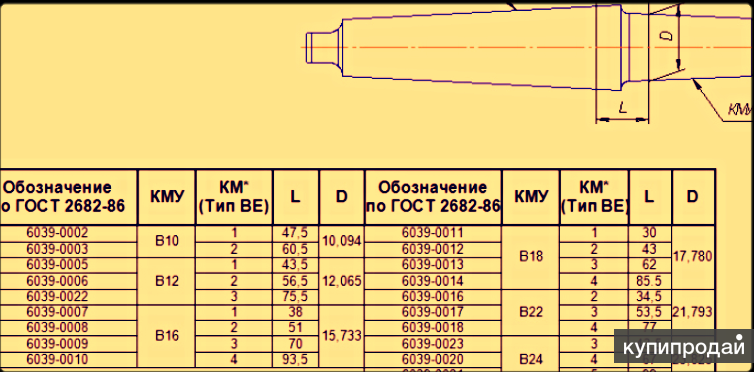 Но может случиться, что калибр войдет в деталь настолько глубоко, что обе риски 3 войдут в отверстие или оба торца уступа 1 выйдут из него наружу. Это показывает, что диаметр отверстия больше заданного. Если, наоборот, обе риски окажутся вне отверстия или ни один из торцов уступа не выйдет из него, то диаметр отверстия меньше требуемого.
Но может случиться, что калибр войдет в деталь настолько глубоко, что обе риски 3 войдут в отверстие или оба торца уступа 1 выйдут из него наружу. Это показывает, что диаметр отверстия больше заданного. Если, наоборот, обе риски окажутся вне отверстия или ни один из торцов уступа не выйдет из него, то диаметр отверстия меньше требуемого.
Для точной проверки конусности применяют следующий способ. На измеряемой поверхности детали или калибра проводят мелом или карандашом две-три линии вдоль образующей конуса, затем вставляют или надевают калибр на деталь и повертывают его на часть оборота. Если линии сотрутся неравномерно, это значит, что конус детали обработан неточно и необходимо его исправить. Стирание линий по концам калибра говорит о неправильной конусности; стирание линий в средней части калибра показывает, что конус имеет небольшую вогнутость, причиной чего обычно является неточное расположение вершины резца по высоте центров. Вместо меловых линий можно нанести на всю коническую поверхность детали или калибра тонкий слой специальной краски (синьки). Такой способ дает большую точность измерения.
Такой способ дает большую точность измерения.
10. Брак при обработке конических поверхностей и меры его предупреждения
При обработке конических поверхностей, помимо упомянутых видов брака для цилиндрических поверхностей, дополнительно возможны следующие виды брака:
1) неправильная конусность;
2) отклонения в размерах конуса;
3) отклонения в размерах диаметров оснований при правильной конусности;
4) непрямолинейность образующей конической поверхности.
1. Неправильная конусность получается главным образом вследствие неточного смещения корпуса задней бабки, неточного поворота верхней части суппорта, неправильной установки конусной линейки, неправильной заточки или установки широкого резца. Следовательно, точной установкой корпуса задней бабки, верхней части суппорта или конусной линейки перед началом обработки можно брак предупредить. Этот вид брака исправим только в том случае, если ошибка во всей длине конуса направлена в тело детали, т. е. все диаметры у втулки меньше, а у конического стержня больше требуемых.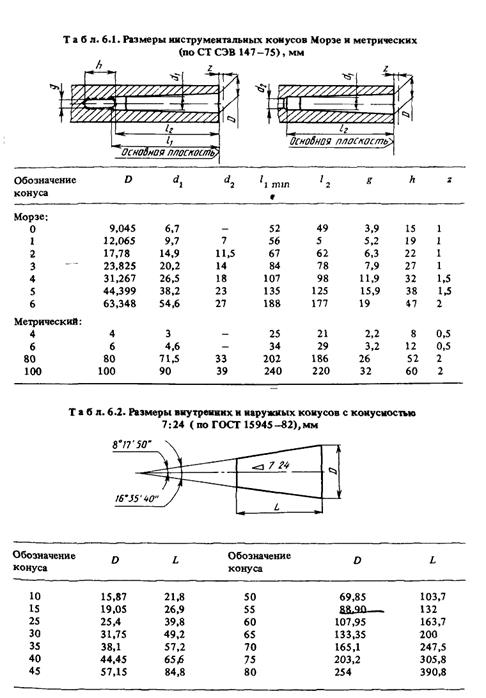
2. Неправильный размер конуса при правильном угле его, т. е. неправильная величина диаметров по всей длине конуса, получается, если снято недостаточно или слишком много материала. Предупредить брак можно только внимательной установкой глубины резания по лимбу на чистовых проходах. Брак исправим, если снято недостаточно материала.
3. Может получиться, что при правильной конусности и точных размерах одного конца конуса диаметр второго конца неправилен. Единственной причиной является несоблюдение требуемой длины всего конического участка детали. Брак исправим, если деталь излишне длинна. Чтобы избежать этого вида брака, необходимо перед обработкой конуса тщательно проверить его длину.
4. Непрямолинейность образующей обрабатываемого конуса получается при установке резца выше (рис. 219, б) или ниже (рис. 219, в) центра (на этих рисунках для большей наглядности искажения образующей конуса показаны в сильно преувеличенном виде). Таким образом, и этот вид брака является результатом невнимательной работы токаря.
Как найти угол конуса
| Элементы конуса | Расчетные формулы | Элементы конуса | Расчетные формулы |
| K | K = (D-d)/ l K = 2tga | D | D = K× l + d D = 2× l×tga + d |
| a | tga = (D-d)/ 2l tga = K / 2 | d | d = D – 2× l×tga d = D – K× l |
Угол a вычисляют по тригонометрической функции тангенса.
Нормальные конические поверхности должны быть изготовлены по стандартным размерам, некоторые из которых указаны в табл.4.
Кроме этих поверхностей, различают также конусы Морзе и метрические конусы. Наружные конусы Морзе выполняют на хвостовой части сверл (см. рис.6), зенкеров, разверток, центров, а внутренние конусы – в отверстиях шпинделей, оправок, переходных втулок, в которые эти инструменты устанавливают. Существуют семь номеров конусов Морзе (от до 6
 Наименьшим является конус Морзе (1:19,212), наибольшим – конус Морзе 6 (1:19,18). Их размеры приведены в стандарте СТ СЭВ 147-75. Недостатком конусов Морзе следует считать разные углы наклона a у различных номеров.
Наименьшим является конус Морзе (1:19,212), наибольшим – конус Морзе 6 (1:19,18). Их размеры приведены в стандарте СТ СЭВ 147-75. Недостатком конусов Морзе следует считать разные углы наклона a у различных номеров.Таблица 4
Стандартные размеры конусов деталей
| Конусность K | Угол конуса 2a | Угол наклона a | Обозначение конусности |
| 1:100 1:50 1:20 1:10 1:3 1:1,866 1:1,207 1:0,866 | 0 0 34¢23² 1 0 8¢45² 2 0 51¢51² 5 0 43¢29² 18 0 55¢30² 30 0 45 0 60 0 | 0 0 17¢12² 0 0 34¢23² 1 0 25¢56² 2 0 51¢45² 9 0 27¢45² 15 0 22 0 30¢ 30 0 | 1:100 1:50 1:20 1:10 1:3 30 0 45 0 60 0 |
Метрические конусы 4, 6, 80, 100, 120, 160, 200 (см. тот же стандарт) имеют одинаковую конусность 1:20 (и угол a), а номер конуса обозначает размер диаметра большого основания.
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Для студентов недели бывают четные, нечетные и зачетные.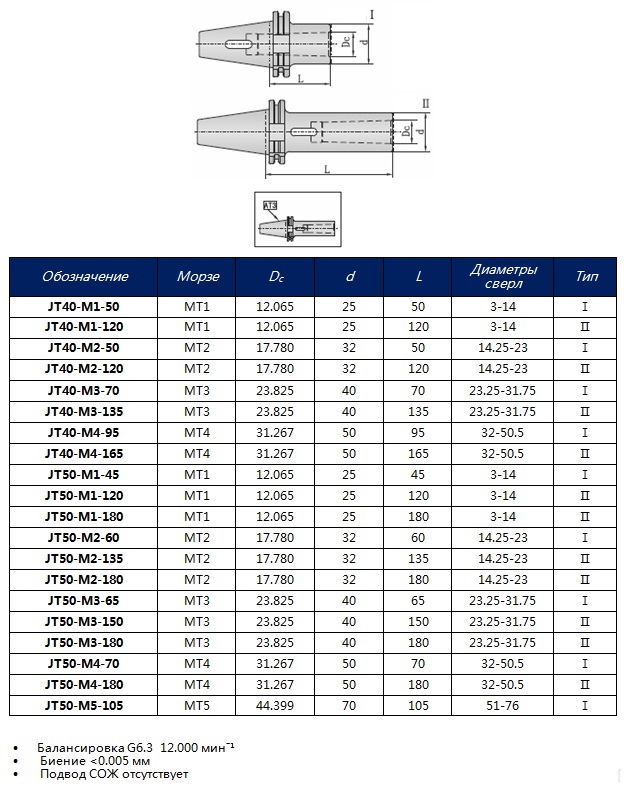
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Конусность – отношение разности диаметров двух поперечных сечений кругового конуса к расстоянию между ними.
Конусность имеет двойной Уклон: k=2i Конусность на чертеже может быть указана в градусной мере, в радианах и в процентах. Заданы конусность
Необходимо построить очертание пробки крана одним из двух способов: Первый способ. Из формулы k=2i находим i=1:10. Отмечаем точки BC и строим треугольник DKP так, чтобы KP:BK=1:10. Продолжив BP до пересечения с осью конуса, получим вершину конуса S. Точку S соединяем с точкой C.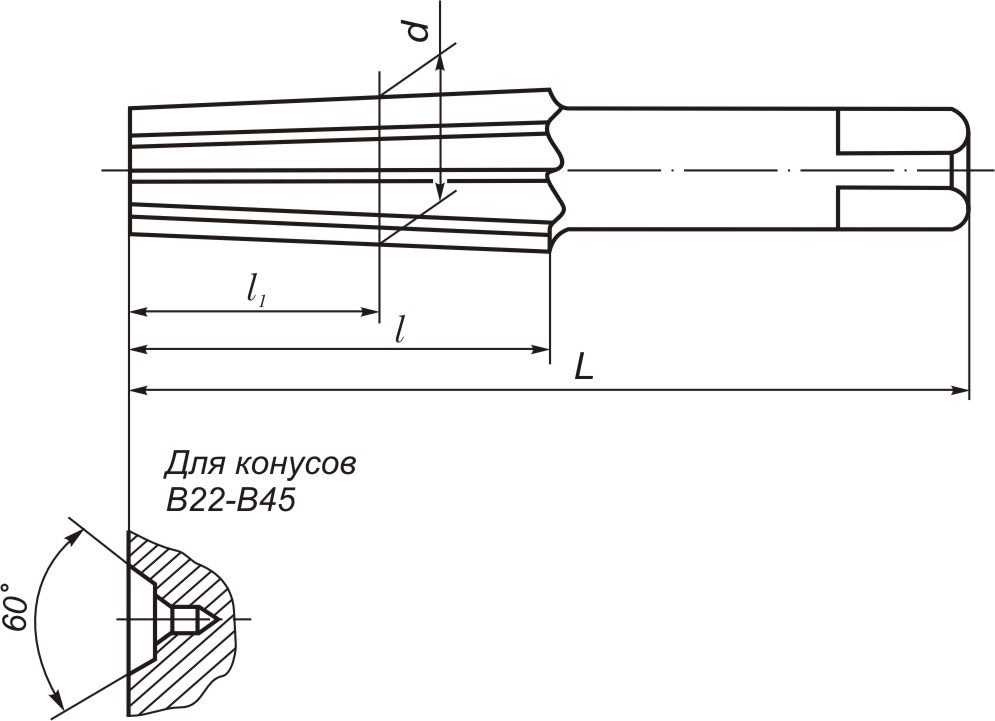 Отложив по оси пробки от BC отрезок l=35 мм и проведя через конец этого отрезка прямую, перпендикулярную к оси , получим диаметр d=EF=13 мм торца пробки; Второй способ. Из формулы k=(D-d)/l находим d=EF=20-35/5=13 мм; Величина угла при вершине конуса:
Отложив по оси пробки от BC отрезок l=35 мм и проведя через конец этого отрезка прямую, перпендикулярную к оси , получим диаметр d=EF=13 мм торца пробки; Второй способ. Из формулы k=(D-d)/l находим d=EF=20-35/5=13 мм; Величина угла при вершине конуса:
здесь угол φ представлен в радианах.
где L – расстояние от большого сечения до вершины S конуса, а отношение: D/(2L) = tgφ Пусть задана конусность например 1 : 2,5 откуда i=1:5 и tgφ=0,2 тогда перевод ее в градусы выполняется по формулам:
Конусность стандартизована. ГОСТ 8593-81 устанавливает нормальные конусности и углы конусов
| Обозна- чение | конуса | Конус- | ность | Угол | конуса | Угол | уклона |
| Ряд 1 | Ряд 2 | Угл. ед. | Рад. | Угл. ед. | Рад. | ||
| 1:500 | 1:500 | 0,0020000 | 6`52,5″ | 0,0020000 | 3`26,25″ | 0,0010000 | |
| 1:200 | 1:200 | 0,0050000 | 17`11,3″ | 0,0050000 | 8`25,65″ | 0,0025000 | |
| 1:100 | 1:100 | 0,0100000 | 34`22,6″ | 0,0100000 | 17`11,3″ | 0,0050000 | |
| 1:50 | 1:50 | 0,0200000 | 1°8`45,2″ | 0,0199996 | 34`22,6″ | 0,0099998 | |
| 1:30 | 1:30 | 0,0333333 | 1°54`34,9″ | 0,0333304 | 57`17,45″ | 0,0166652 | |
| 1:20 | 1:20 | 0,0500000 | 2°51`51,1″ | 0,0499896 | 1°25`55,55″ | 0,0249948 | |
| 1:15 | 1:15 | 0,0666667 | 3°49`5,9″ | 0,0666420 | 1°54`32,95″ | 0,0333210 | |
| 1:12 | 1:12 | 0,0833333 | 4°46`18,8″ | 0,0832852 | 2°23`9,4″ | 0,0416426 | |
| 1:10 | 1:10 | 0,1000000 | 5°43`29,3″ | 0,0999168 | 2°51`44,65″ | 0,0499584 | |
| 1:8 | 1:8 | 0,1250000 | 7°9`9,6″ | 0,1248376 | 3°34`34,8″ | 0,0624188 | |
| 1:7 | 1:7 | 0,1428571 | 8°10`16,4″ | 0,1426148 | 4°5`8,2″ | 0,0713074 | |
| 1:6 | 1:6 | 0,1666667 | 9°31`38,2″ | 0,1662824 | 4°45`49,1″ | 0,0831412 | |
| 1:5 | 1:5 | 0,2000000 | 11°25`16,3″ | 0,1993374 | 5°42`38,15″ | 0,0996687 | |
| 1:4 | 1:4 | 0,2500000 | 14°15`0,1″ | 0,2487100 | 7°7`30,05″ | 0,1243550 | |
| 1:3 | 1:3 | 0,3333333 | 18°55`28,7″ | 0,3302972 | 9°27`44,35″ | 0,1651486 | |
| 30° | 1:1,866025 | 0,5358985 | 30° | 0,5235988 | 15° | 0,2617994 | |
| 45° | 1:1,207107 | 0,8284269 | 45° | 0,7853982 | 22°30` | 0,3926991 | |
| 60° | 1:0,866025 | 1,1547010 | 60° | 1,0471976 | 30° | 0,5235988 | |
| 75° | 1:0,651613 | 1,5346532 | 75° | 1,3089970 | 37°30` | 0,6544985 | |
| 90° | 1:0,500000 | 2,0000000 | 90° | 1,5707964 | 45° | 0,7853982 | |
| 120° | 1:0,288675 | 3,4641032 | 120° | 2,0943952 | 60° | 1,0471976 |
Конусности и углы конусов должны соответствовать указанным на чертеже и в таблице. При выборе конусностей или углов конусов ряд 1 следует предпочитать ряду 2.
При выборе конусностей или углов конусов ряд 1 следует предпочитать ряду 2.
Конусность поверхности
обозначается на чертеже: – надписью Конусность с указанием ее величины; – указывающей на нее стрелкой с полкой где пишется: – Конусность с указанием ее величины; – знак конусности и ее величина.
Автор: starik12, 30 марта 2012 в Общий
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
ⓘ Конус инструментальный — конический хвостовик инструмента и
2. Конус 7:24
Широко распространённый инструментальный конус, в основном, для станков с ЧПУ с автоматической сменой инструмента. Цель разработки — устранение недостатков конуса Морзе.
Существует ряд национальных и международных стандартов на этот конус, отличающихся базовой размерностью дюймовая или метрическая, вспомогательными элементами и обозначениями. Конуса, изготовленные по разным стандартам, не всегда взаимозаменяемы.
- ГОСТ 15945-82 — основные размеры конусов и парный к нему ГОСТ 19860-93 — допуски.
- ГОСТ 25827-93 — конструкции конусов, фланцев и хвостовиков.
- Все еще могут быть актуальны советские и старые российские стандарты
- ISO -конусы. Международные стандарты ISO 297:1988 конструктивная разновидность для ручной смены инструмента, ISO 7388 конструктивные разновидности для автоматизированной смены инструмента.
- Новые российские стандарты: ГОСТ 25827-2014 — конструкции конусов, фланцев и резьб хвостовиков. Парный к нему ГОСТ ИСО 7388-3-2014 — конструкции штревелей. Практически дубликат ISO 297 и ISO 7388.
- IS 2340, IS 11173 — индийские стандарты.
 Первый аналог ISO 297, второй ISO 7388.
Первый аналог ISO 297, второй ISO 7388. - BT — японская разновидность конуса согласно стандарта JIS B6339 JMTBA MAS-403 «BT». Дюймовая размерность, конструктивно аналог ISO 7388 вариант J.
- NMTB от англ. National Machine Tool Builders Association, NST, NT. Американский вариант конуса. Стандарт ANSI B5.18. Дюймовая размерность, конструктивно аналог ISO 297.
- DV, SK от нем. Steilkegel. Немецкий вариант конуса. Стандарты DIN 2080, DIN 69871.
- CAT, CV от англ. Caterpillar V-Flange. Американский вариант конуса. Стандарт ANSI B5.50. Дюймовая размерность, конструктивно аналог ISO 7388 вариант A.
- NFE 62540 — французский стандарт.
 Первый аналог ISO 297, второй ISO 7388.
Первый аналог ISO 297, второй ISO 7388. Типоразмер конуса обозначается цифрой, существуют размеры от 10-го до 80-го с шагом 5. Например, ISO10, NMTB40, BT50. Для всех стандартов размер конусной части одинаков. Угол конуса 16°35’40″. В таблице размеров конусов D обозначает базовый размер — наибольший диаметр конусного отверстия гнезда, L обозначает глубину конусного отверстия.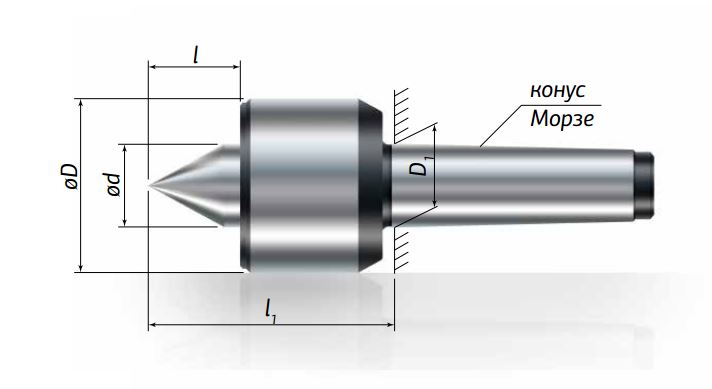 Эти значения также примерно соответствуют наибольшему диаметру конуса и его длине. Диаметр фланца DF примерно одинаков у всех конструктивных разновидностей.
Эти значения также примерно соответствуют наибольшему диаметру конуса и его длине. Диаметр фланца DF примерно одинаков у всех конструктивных разновидностей.
Стандарты ISO и новый российский ГОСТ определяют несколько конструктивных разновидностей: одну для ручной смены инструмента и три разновидности для автоматической смены инструмента, обозначаемые буквами A, U, J. Каждой конструктивной разновидности соответствует свой фланец и штревель. Помимо того, стандарты регламентируют два метода подвода охлаждающей жидкости к инструменту: центральный через штревель обозначается буквой D или боковой через фланец буквой F.
Старый ГОСТ 25827-93 определял три исполнения конусов. Исполнение 1 было аналогично ISO 297. Исполнение 2 было аналогично ISO 7388 вариант A. Исполнение 3 аналогов не имело. Стандарт не определял конструкций штревелей, только фланцев и резьб хвостовиков.
В настоящее время конуса обычно изготавливают со сменными штревелями, что улучшает совместимость оборудования разных стандартов.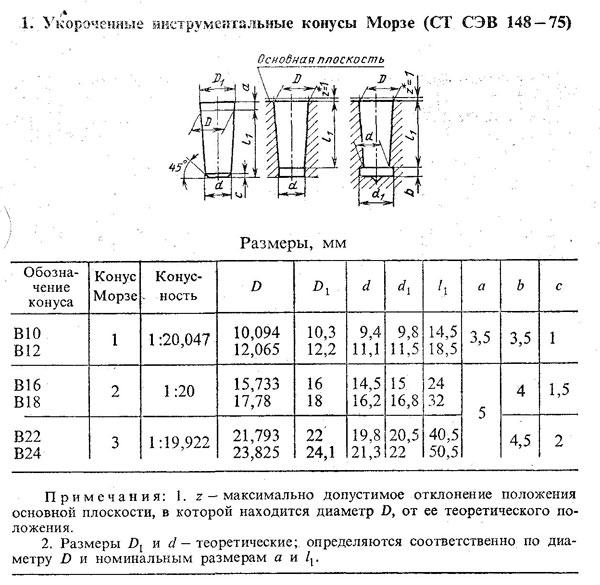
Нормальные конусности и углы
Источник: ГОСТ 8593-81
Конусность К есть отношение разности диаметров двух поперечных сечений конуса к расстоянию между ними.
Уклон «i» есть отношение разности размеров двух поперечных сечений к расстоянию между ними.
Таблица 1. Углы конусности
|
Конусность К |
Угол конуса 2а |
Угол уклона а |
Исходное значение (К или 2а) |
|
1:200 |
0°7’11» |
0°8’36» |
1:200 |
|
1:100 |
0°34’23» |
0°17’11» |
1:100 |
|
1:50 |
1°8’46» |
0°34’23» |
1:50 |
|
1:30 |
1°54’35» |
0°57’17» |
1:30 |
|
1:20 |
2°51’51» |
1°25’56» |
1:20 |
|
1:15 |
3°49’6″ |
1°54’33» |
1:15 |
|
1:12 |
4°46’19» |
2°23’9″ |
1:12 |
|
1:10 |
5°43’29» |
2°51’45» |
1:10 |
|
1:8 |
7°9’10» |
3°34’35» |
1:8 |
|
1:7 |
8°10’16» |
4°5’8″ |
1:7 |
|
1:5 |
11°25’16» |
5°42’38» |
1:5 |
|
1:3 |
18°55’29» |
9°27’44» |
1:3 |
|
1:1,866 |
30° |
15° |
30° |
|
1:1,207 |
45° |
22°30′ |
45° |
|
1:0,866 |
60° |
30° |
60° |
|
1:0,652 |
75° |
37°30′ |
75° |
|
1:0,500 |
90° |
45° |
90° |
|
1:0,289 |
120° |
60° |
120° |
К оглавлению
|
 имплантаты стоматологические: имплантат «суперлайн»
артикул mf fx4508sw
имплантат, без адаптера, самонарезной, с двухзаходной резьбой на поверхности и полированной фаской на шейке. конус шейки имплантата 3 градуса. соединение имплантата с абатментом – конусное, угол наклона 11 градусов (конус морзе), с внутренним шестигранником. размер внутриимплантного конуса с шестигранником одинаковый для всех диаметров имплантатов. поверхность имплантата s.l.a. материал – титан (сплав grade 4). форма по типу «песочных часов». упаковка имплантата представляет собой стерильную пластиковую ампулу, завинчивающуюся крышкой, с двумя титановыми фиксаторами имплантата, предотвращающими контакт имплантата с материалом ампулы. стерильная ампула с имплантатом размещена в стерильной ампуле большего размера с винтовой крышкой с целью предотвращения контаминации. диаметр платформы имплантата 4,5 мм, диаметр тела имплантата 4,3 мм, длина 8 мм.
имплантаты стоматологические: имплантат «суперлайн»
артикул mf fx4508sw
имплантат, без адаптера, самонарезной, с двухзаходной резьбой на поверхности и полированной фаской на шейке. конус шейки имплантата 3 градуса. соединение имплантата с абатментом – конусное, угол наклона 11 градусов (конус морзе), с внутренним шестигранником. размер внутриимплантного конуса с шестигранником одинаковый для всех диаметров имплантатов. поверхность имплантата s.l.a. материал – титан (сплав grade 4). форма по типу «песочных часов». упаковка имплантата представляет собой стерильную пластиковую ампулу, завинчивающуюся крышкой, с двумя титановыми фиксаторами имплантата, предотвращающими контакт имплантата с материалом ампулы. стерильная ампула с имплантатом размещена в стерильной ампуле большего размера с винтовой крышкой с целью предотвращения контаминации. диаметр платформы имплантата 4,5 мм, диаметр тела имплантата 4,3 мм, длина 8 мм.
 имплантаты стоматологические: имплантат «суперлайн»
артикул
mf fx4510sw
имплантат, без адаптера, самонарезной, с двухзаходной резьбой на поверхности и полированной фаской на шейке. конус шейки имплантата 3 градуса. соединение имплантата с абатментом – конусное, угол наклона 11 градусов (конус морзе), с внутренним шестигранником. размер внутриимплантного конуса с шестигранником одинаковый для всех диаметров имплантатов. поверхность имплантата s.l.a. материал – титан (сплав grade 4). форма по типу «песочных часов». упаковка имплантата представляет собой стерильную пластиковую ампулу, завинчивающуюся крышкой, с двумя титановыми фиксаторами имплантата, предотвращающими контакт имплантата с материалом ампулы. стерильная ампула с имплантатом размещена в стерильной ампуле большего размера с винтовой крышкой с целью предотвращения контаминации. диаметр платформы имплантата 4,5 мм, диаметр тела имплантата 4,3 мм, длина 10 мм.
имплантаты стоматологические: имплантат «суперлайн»
артикул
mf fx4510sw
имплантат, без адаптера, самонарезной, с двухзаходной резьбой на поверхности и полированной фаской на шейке. конус шейки имплантата 3 градуса. соединение имплантата с абатментом – конусное, угол наклона 11 градусов (конус морзе), с внутренним шестигранником. размер внутриимплантного конуса с шестигранником одинаковый для всех диаметров имплантатов. поверхность имплантата s.l.a. материал – титан (сплав grade 4). форма по типу «песочных часов». упаковка имплантата представляет собой стерильную пластиковую ампулу, завинчивающуюся крышкой, с двумя титановыми фиксаторами имплантата, предотвращающими контакт имплантата с материалом ампулы. стерильная ампула с имплантатом размещена в стерильной ампуле большего размера с винтовой крышкой с целью предотвращения контаминации. диаметр платформы имплантата 4,5 мм, диаметр тела имплантата 4,3 мм, длина 10 мм.
 имплантаты стоматологические: имплантат «суперлайн»
артикул mf fx4010sw
имплантат, без адаптера, самонарезной, с двухзаходной резьбой на поверхности и полированной фаской на шейке. конус шейки имплантата 3 градуса. соединение имплантата с абатментом – конусное, угол наклона 11 градусов (конус морзе), с внутренним шестигранником. размер внутриимплантного конуса с шестигранником одинаковый для всех диаметров имплантатов. поверхность имплантата s.l.a. материал – титан (сплав grade 4). форма по типу «песочных часов». упаковка имплантата представляет собой стерильную пластиковую ампулу, завинчивающуюся крышкой, с двумя титановыми фиксаторами имплантата, предотвращающими контакт имплантата с материалом ампулы. стерильная ампула с имплантатом размещена в стерильной ампуле большего размера с винтовой крышкой с целью предотвращения контаминации. диаметр платформы имплантата 4,0 мм, диаметр тела имплантата 3,8 мм, длина 10 мм.
имплантаты стоматологические: имплантат «суперлайн»
артикул mf fx4010sw
имплантат, без адаптера, самонарезной, с двухзаходной резьбой на поверхности и полированной фаской на шейке. конус шейки имплантата 3 градуса. соединение имплантата с абатментом – конусное, угол наклона 11 градусов (конус морзе), с внутренним шестигранником. размер внутриимплантного конуса с шестигранником одинаковый для всех диаметров имплантатов. поверхность имплантата s.l.a. материал – титан (сплав grade 4). форма по типу «песочных часов». упаковка имплантата представляет собой стерильную пластиковую ампулу, завинчивающуюся крышкой, с двумя титановыми фиксаторами имплантата, предотвращающими контакт имплантата с материалом ампулы. стерильная ампула с имплантатом размещена в стерильной ампуле большего размера с винтовой крышкой с целью предотвращения контаминации. диаметр платформы имплантата 4,0 мм, диаметр тела имплантата 3,8 мм, длина 10 мм.
 имплантаты стоматологические: имплантат «суперлайн»
артикул mf fx4012sw
имплантат, без адаптера, самонарезной, с двухзаходной резьбой на поверхности и полированной фаской на шейке. конус шейки имплантата 3 градуса. соединение имплантата с абатментом – конусное, угол наклона 11 градусов (конус морзе), с внутренним шестигранником. размер внутриимплантного конуса с шестигранником одинаковый для всех диаметров имплантатов. поверхность имплантата s.l.a. материал – титан (сплав grade 4). форма по типу «песочных часов». упаковка имплантата представляет собой стерильную пластиковую ампулу, завинчивающуюся крышкой, с двумя титановыми фиксаторами имплантата, предотвращающими контакт имплантата с материалом ампулы. стерильная ампула с имплантатом размещена в стерильной ампуле большего размера с винтовой крышкой с целью предотвращения контаминации. диаметр платформы имплантата 4,0 мм, диаметр тела имплантата 3,8 мм, длина 12 мм.
имплантаты стоматологические: имплантат «суперлайн»
артикул mf fx4012sw
имплантат, без адаптера, самонарезной, с двухзаходной резьбой на поверхности и полированной фаской на шейке. конус шейки имплантата 3 градуса. соединение имплантата с абатментом – конусное, угол наклона 11 градусов (конус морзе), с внутренним шестигранником. размер внутриимплантного конуса с шестигранником одинаковый для всех диаметров имплантатов. поверхность имплантата s.l.a. материал – титан (сплав grade 4). форма по типу «песочных часов». упаковка имплантата представляет собой стерильную пластиковую ампулу, завинчивающуюся крышкой, с двумя титановыми фиксаторами имплантата, предотвращающими контакт имплантата с материалом ампулы. стерильная ампула с имплантатом размещена в стерильной ампуле большего размера с винтовой крышкой с целью предотвращения контаминации. диаметр платформы имплантата 4,0 мм, диаметр тела имплантата 3,8 мм, длина 12 мм.
 формирователь десны, диаметр 4,5 мм с внутридесневой частью 3,0 мм, изготовлен из титана (сплав grade 4) металлического цвета, эндоимплантатная часть с конусом морзе, переходящем в винт. супраимплантатная часть длиной 5,0 мм с шахтой для 6-гранной и прорезью для шлицевой отверток в торцевой части.
артикул hab453050l
формирователь десны, диаметр 4,5 мм с внутридесневой частью 3,0 мм, изготовлен из титана (сплав grade 4) металлического цвета, эндоимплантатная часть с конусом морзе, переходящем в винт. супраимплантатная часть длиной 5,0 мм с шахтой для 6-гранной и прорезью для шлицевой отверток в торцевой части.
артикул hab453050l
 имплантаты стоматологические: имплантат «суперлайн»
артикул mf fx4008sw
имплантат, без адаптера, самонарезной, с двухзаходной резьбой на поверхности и полированной фаской на шейке. конус шейки имплантата 3 градуса. соединение имплантата с абатментом – конусное, угол наклона 11 градусов (конус морзе), с внутренним шестигранником. размер внутриимплантного конуса с шестигранником одинаковый для всех диаметров имплантатов. поверхность имплантата s.l.a. материал – титан (сплав grade 4). форма по типу «песочных часов».упаковка имплантата представляет собой стерильную пластиковую ампулу, завинчивающуюся крышкой, с двумя титановыми фиксаторами имплантата, предотвращающими контакт имплантата с материалом ампулы. стерильная ампула с имплантатом размещена в стерильной ампуле большего размера с винтовой крышкой с целью предотвращения контаминации. диаметр платформы имплантата 4,0 мм, диаметр тела имплантата 3,8 мм, длина 8 мм.
имплантаты стоматологические: имплантат «суперлайн»
артикул mf fx4008sw
имплантат, без адаптера, самонарезной, с двухзаходной резьбой на поверхности и полированной фаской на шейке. конус шейки имплантата 3 градуса. соединение имплантата с абатментом – конусное, угол наклона 11 градусов (конус морзе), с внутренним шестигранником. размер внутриимплантного конуса с шестигранником одинаковый для всех диаметров имплантатов. поверхность имплантата s.l.a. материал – титан (сплав grade 4). форма по типу «песочных часов».упаковка имплантата представляет собой стерильную пластиковую ампулу, завинчивающуюся крышкой, с двумя титановыми фиксаторами имплантата, предотвращающими контакт имплантата с материалом ампулы. стерильная ампула с имплантатом размещена в стерильной ампуле большего размера с винтовой крышкой с целью предотвращения контаминации. диаметр платформы имплантата 4,0 мм, диаметр тела имплантата 3,8 мм, длина 8 мм.
 имплантаты стоматологические: имплантат «суперлайн»
артикул mf fx3612sw
имплантат, без адаптера, самонарезной, с двухзаходной резьбой на поверхности и полированной фаской на шейке. конус шейки имплантата 3 градуса. соединение имплантата с абатментом – конусное, угол наклона 11 градусов (конус морзе), с внутренним шестигранником. размер внутриимплантного конуса с шестигранником одинаковый для всех диаметров имплантатов. поверхность имплантата s.l.a. материал – титан (сплав grade 4). форма по типу «песочных часов».упаковка имплантата представляет собой стерильную пластиковую ампулу, завинчивающуюся крышкой, с двумя титановыми фиксаторами имплантата, предотвращающими контакт имплантата с материалом ампулы. стерильная ампула с имплантатом размещена в стерильной ампуле большего размера с винтовой крышкой с целью предотвращения контаминации. диаметр платформы имплантата 3,6 мм, диаметр тела имплантата 3,4 мм, длина 12 мм.
имплантаты стоматологические: имплантат «суперлайн»
артикул mf fx3612sw
имплантат, без адаптера, самонарезной, с двухзаходной резьбой на поверхности и полированной фаской на шейке. конус шейки имплантата 3 градуса. соединение имплантата с абатментом – конусное, угол наклона 11 градусов (конус морзе), с внутренним шестигранником. размер внутриимплантного конуса с шестигранником одинаковый для всех диаметров имплантатов. поверхность имплантата s.l.a. материал – титан (сплав grade 4). форма по типу «песочных часов».упаковка имплантата представляет собой стерильную пластиковую ампулу, завинчивающуюся крышкой, с двумя титановыми фиксаторами имплантата, предотвращающими контакт имплантата с материалом ампулы. стерильная ампула с имплантатом размещена в стерильной ампуле большего размера с винтовой крышкой с целью предотвращения контаминации. диаметр платформы имплантата 3,6 мм, диаметр тела имплантата 3,4 мм, длина 12 мм.
 формирователь десны, диаметр 5,5 мм с внутридесневой частью 3,0 мм, изготовлен из титана (сплав grade 4) металлического цвета, эндоимплантатная часть с конусом морзе, переходящем в винт. супраимплантатная часть длиной 5,0 мм с шахтой для 6-гранной и прорезью для шлицевой отверток в торцевой части.
артикул hab553050l
формирователь десны, диаметр 5,5 мм с внутридесневой частью 3,0 мм, изготовлен из титана (сплав grade 4) металлического цвета, эндоимплантатная часть с конусом морзе, переходящем в винт. супраимплантатная часть длиной 5,0 мм с шахтой для 6-гранной и прорезью для шлицевой отверток в торцевой части.
артикул hab553050l
 имплантаты стоматологические: имплантат «суперлайн» артикул mf fx4512sw
имплантат, без адаптера, самонарезной, с двухзаходной резьбой на поверхности и полированной фаской на шейке.конус шейки имплантата 3 градуса. соединение имплантата с абатментом – конусное, угол наклона 11 градусов (конус морзе), с внутренним шестигранником. размер внутриимплантного конуса с шестигранником одинаковый для всех диаметров имплантатов. поверхность имплантата s.l.a. материал – титан (сплав grade 4). форма по типу «песочных часов». упаковка имплантата представляет собой стерильную пластиковую ампулу, завинчивающуюся крышкой, с двумя титановыми фиксаторами имплантата, предотвращающими контакт имплантата с материалом ампулы. стерильная ампула с имплантатом размещена в стерильной ампуле большего размера с винтовой крышкой с целью предотвращения контаминации. диаметр платформы имплантата 4,5 мм, диаметр тела имплантата 4,3 мм, длина 12 мм.
имплантаты стоматологические: имплантат «суперлайн» артикул mf fx4512sw
имплантат, без адаптера, самонарезной, с двухзаходной резьбой на поверхности и полированной фаской на шейке.конус шейки имплантата 3 градуса. соединение имплантата с абатментом – конусное, угол наклона 11 градусов (конус морзе), с внутренним шестигранником. размер внутриимплантного конуса с шестигранником одинаковый для всех диаметров имплантатов. поверхность имплантата s.l.a. материал – титан (сплав grade 4). форма по типу «песочных часов». упаковка имплантата представляет собой стерильную пластиковую ампулу, завинчивающуюся крышкой, с двумя титановыми фиксаторами имплантата, предотвращающими контакт имплантата с материалом ампулы. стерильная ампула с имплантатом размещена в стерильной ампуле большего размера с винтовой крышкой с целью предотвращения контаминации. диаметр платформы имплантата 4,5 мм, диаметр тела имплантата 4,3 мм, длина 12 мм.
конус в конических структурах| дробилка
Объем конуса, его расчет :: SYL.
 ruИстория определения конусаОсновные определенияФормула расчета объема конусаУсеченный Конус, ОбъемКонус и его Сечение ПлоскостьюРешение ЗадачиПочему Пожарные Ведра имеют форму Конуса?Практическое ПрименениеГеометрия как наука появилась из практических требований строительства и наблюдений за природой. Постепенно опытные знания обобщались, а свойства одних тел доказывались через другие. Древние греки ввели понятие аксиом и доказательств. Аксиомой называется утверждение, полученное практическим путем и не требующее доказательств.В своей книге Евклид привел определение конуса как фигуры, которая получается вращением прямоугольного треугольника в
ruИстория определения конусаОсновные определенияФормула расчета объема конусаУсеченный Конус, ОбъемКонус и его Сечение ПлоскостьюРешение ЗадачиПочему Пожарные Ведра имеют форму Конуса?Практическое ПрименениеГеометрия как наука появилась из практических требований строительства и наблюдений за природой. Постепенно опытные знания обобщались, а свойства одних тел доказывались через другие. Древние греки ввели понятие аксиом и доказательств. Аксиомой называется утверждение, полученное практическим путем и не требующее доказательств.В своей книге Евклид привел определение конуса как фигуры, которая получается вращением прямоугольного треугольника вНормальные углы и конусы инструментов
Профиль резьбового отверстия соответствует отверстию центровому форма Р по ГОСТ ГОСТ 14034-74.. В ГОСТ 25557-2006 все размеры центрового отверстия приводятся в общей таблице.
Развертка по металлу: виды (регулируемая, коническая
Apr 23, 2017 Применение развертки позволяет получать отверстия, точность поверхности которых соответствует квалитету в диапазоне 6–9, а шероховатость находится в интервале 0,32–1,25 мкм (по шкале Ra).
обработка конических поверхностей
Глава xvii Обработка конических поверхностей. В машиностроении, наряду с цилиндрическими, широко применяются детали с коническими поверхностями в виде наружных конусов или в виде конических отверстий.
конус из трубы YouTube
Jan 03, 2013 изготовление конуса из трубы цв. ч/м, нерж 0,5-3мм холодной обработкой
Конус презентация по Геометрии
Презентация на тему Конус к уроку по плоскости с прямым круговым конусом является одним из конических сечений (в невырожденных случаях — эллипсом, параболой или гиперболой, в
Обработка конической поверхности широкими резцами
Заготовку зажимают в патроне передней бабки. Обработка конической поверхности широким резцом Обрабатываемый конец заготовки должен выступать из патрона не более 2,0 — 2,5 диаметра заготовки.
Объем конуса, его расчет :: SYL.ru
Jun 28, 2015 Возьмем прямой круговой конус. Если плоскость пересекает его перпендикулярно оси, то в разрезе образуется круг. Когда секущая пересекает конус под углом к оси, то в разрезе получается эллипс.
Когда секущая пересекает конус под углом к оси, то в разрезе получается эллипс.
Изготовление конических зубчатых колёс Технология
Обработка зубьев конических зубчатых колёс зависит от формы профиля. В гусеничных машинах применяют зубчатые колёса с прямым и криволинейным зубом.
Конические обечайки, производство конических обечаек в
Для изготовления конических обечаек вальцы должны иметь в своей конструкции торцевой упорный ролик, ограничивающий продольный сдвиг обечайки в процессе прокатки.
Конус — Википедия с видео // WIKI 2
Конус (от др.-греч. κώνος ?сосновая шишка?) — тело в евклидовом пространстве, полученное объединением всех лучей, исходящих из одной точки (вершины конуса) и проходящих через плоскую поверхность.
Конус презентация
КОНУС (от лат. conus, от греч. konos) (в элементарной геометрии), геометрическое тело, образованное вращением прямоугольного треугольника около одного из его катетов
Угол в градусах конуса морзе C
Быстроходный вал редуктора Быстроходный вал редуктор Большая Энциклопедия Нефти и Газа, статья, страница 1
Презентация и конспект урока «Конус»
В разработке урока «Конус» используется программа «Наглядная математика» раздел стереометрия.![]() На слайдах скриншоты программы. На уроке лаётся определение конуса, историческая справка.
На слайдах скриншоты программы. На уроке лаётся определение конуса, историческая справка.
Конические роликовые подшипники Мир подшипников
Отдельные детали конических роликовых подшипников обычно продаются отдельно в виде чашек и конусов. Конус содержит роликовый узел и
Завивка волос на конусную плойку в домашних условиях
Сам конус прибора, если он не изолирован особой накладкой, в процессе завивки очень сильно нагревается, поэтому использование специальной защитной перчатки обязательно.
Как выточить конус на токарном станке: видео, схемы, способы
Смещение центров позволяет также получить на токарном станке конус морзе. Однако в этом случае провести точение можно исключительно наружных конических поверхностей.
Чертежи конических зубчатых колес Техническое черчение
В соответствии с ГОСТ 2.402–68 на нем показывают для конических колес лишь две окружности зубчатого венца: окружность вершин зубьев сплошной основной линией
Конус Конус ЦИЛИНДР, КОНУС И ШАР
Поурочные разработки по Геометрии 11 класс основные темы стереометрии раздела геометрии, в котором изучаются свойства фигур в пространстве содержит варианты уроков, справочные и тестовые материалы, контрольные
Конус videouroki.
netВ презентации показаны конусы в природе, архитектуре, вокруг нас. Введено понятие конуса и его элементов: вершины, основания, образующей, боковой поверхности, высоты, оси конуса. Показано изображение конуса на
Завивка волос на конусную плойку в домашних условиях
Сам конус прибора, если он не изолирован особой накладкой, в процессе завивки очень сильно нагревается, поэтому использование специальной защитной перчатки обязательно.
Геометрические расчеты конических зубчатых колес —
Для конических зацеплений, в отличие от цилиндрических, при u > 2,5 удобно применять так называемую тангенциальную коррекцию, заключающуюся в утолщении зуба шестерни и соответственном
Чертежи конических зубчатых колес Техническое черчение
В соответствии с ГОСТ 2.402–68 на нем показывают для конических колес лишь две окружности зубчатого венца: окружность вершин зубьев сплошной основной линией
Измерение конических поверхностей
Затем на конус надевают калибр-втулку (рис. 163, б) и слегка поворачивают ее с небольшим нажимом, в результате которого на сопряженных участках конуса эти линии сотрутся.
163, б) и слегка поворачивают ее с небольшим нажимом, в результате которого на сопряженных участках конуса эти линии сотрутся.
обработка конических поверхностей
Глава xvii Обработка конических поверхностей. В машиностроении, наряду с цилиндрическими, широко применяются детали с коническими поверхностями в виде наружных конусов или в виде конических отверстий.
Посадки конических соединений Метрология,
Наружный конус 3 вводится во внутренний 1 до касания конических поверхностей (рис. 8.8), а затем один из кону сов сдвигается вдоль оси на расстояние E as (или Е ап) — в зависимости от
Презентация на тему: «Определение конуса.. Круговым
Конус в переводе с греческого ?konos? означает ?сосновая шишка?. С конусом люди знакомы с глубокой древности. Много сделала для геометрии школа Платона (428–348 гг. до н. э.). Школе Платона, в частности, принадлежит: а
ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ
В единичном и мелкосерийном производстве на станках с ЧПУ точение конических поверхностей с любым углом конуса при вершине осуществляется подбором
Нормальные углы и конусы инструментов
Профиль резьбового отверстия соответствует отверстию центровому форма Р по ГОСТ ГОСТ 14034-74. . В ГОСТ 25557-2006 все размеры центрового отверстия приводятся в общей таблице.
. В ГОСТ 25557-2006 все размеры центрового отверстия приводятся в общей таблице.
Конус Конус ЦИЛИНДР, КОНУС И ШАР
Поурочные разработки по Геометрии 11 класс основные темы стереометрии раздела геометрии, в котором изучаются свойства фигур в пространстве содержит варианты уроков, справочные и тестовые материалы, контрольные
Методы и средства измерения углов и конусов.
2. Назовите примеры применения конических соединений и их преимущества в сравнении с цилиндрическими соединениями. 3. Начертите конус и покажите основные параметры его. 4.
НАЛАДКА И НАСТРОЙКА ЗУБОСТРОГАЛЬНОГО СТАНКА
Пусть начальный конус S1 проектируется в виде треугольника AOP0. При точном построении профиля конус головок проектируется в виде треугольника bОb, а конус ножек в виде треугольника аОа. При
Обработка конических поверхностей
Обработка конических поверхностей на токарном станке. Общие сведения о конусах. Обработка деталей с конической поверхностью связана с образованием конуса, который характеризуется следующими размерами рисунок
мини заводы по производству шпаклёвкимини заводы по производству шпаклёвки Предлагаются минизаводы по производству красок и эмалей, грунтов, шпаклевок, клеев и др49/5(24K)Выбира
Золотая Руда YouTubeDec 11, 2010 This video is unavailable Watch Queue Queue Watch Queue QueueЗолотая элюция для продажи в Зимбабве МалаяПолучить цену и поддержку в И
400т / ч конусная дробилка Индия100 120 Т ч Цена дробилки камня в Индии Полная конструкция дробилки 350 т / ч Конусная гусеничная дробилка Parker GC 1000 260 тонн в час 200 дробилка 1
щековая дробилка pe1200×1500 примерная ценаPe1200 1500 Щековая дробилка PE 1200 x 1000 щековая дробилка щековая дробилка pe1200푌 примерная цена щековая дробилка 250 x 1200 сан бао дроби
Дробилка валковая 400х400мм YouTubeNov 30, 2015 This feature is not available right now Please try again laterВалковая дробилка YouTubeJul 09, 2015 Принцип работы
Что значит конус 1 10
В машиностроении, наряду с цилиндрическими, широко применяются детали с коническими поверхностями в виде наружных конусов или в виде конических отверстий.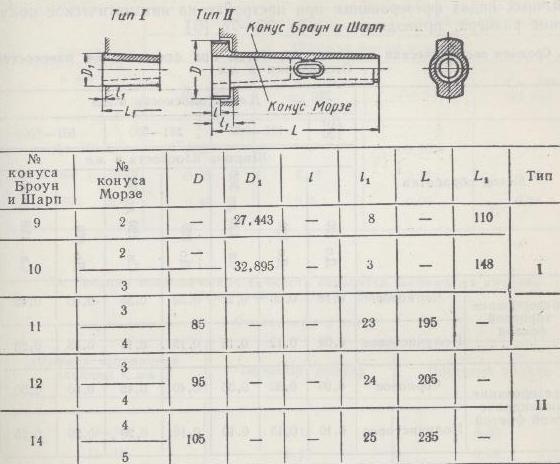 Например, центр токарного станка имеет два наружных конуса, из которых один служит для установки и закрепления его в коническом отверстии шпинделя; наружный конус для установки и закрепления имеют также сверло, зенкер, развертка и т. д. Переходная втулка для закрепления сверл с коническим хвостовиком имеет наружный конус и коническое отверстие
Например, центр токарного станка имеет два наружных конуса, из которых один служит для установки и закрепления его в коническом отверстии шпинделя; наружный конус для установки и закрепления имеют также сверло, зенкер, развертка и т. д. Переходная втулка для закрепления сверл с коническим хвостовиком имеет наружный конус и коническое отверстие
1. Понятие о конусе и его элементах
Элементы конуса . Если вращать прямоугольный треугольник АБВ вокруг катета АБ (рис. 202, а), то образуется тело АВГ, называемое полным конусом. Линия АБ называется осью или высотой конуса, линия АВ — образующей конуса. Точка А является вершиной конуса.
При вращении катета БВ вокруг оси АБ образуется поверхность круга, называемая основанием конуса.
Угол ВАГ между боковыми сторонами АВ и АГ называется углом конуса и обозначается 2α. Половина этого угла, образуемая боковой стороной АГ и осью АБ, называется углом уклона конуса и обозначается α. Углы выражаются в градусах, минутах и секундах.
Углы выражаются в градусах, минутах и секундах.
Если от полного конуса отрезать его верхнюю часть плоскостью, параллельной егооснованию (рис. 202, б), то получим тело, называемое усеченным конусом. Оно имеет два основания верхнее и нижнее. Расстояние OO1 по оси между основаниями называется высотой усеченного конуса. Так как в машиностроении большей частью приходится иметь дело с частями конусов, т. е. усеченными конусами, то обычно их просто называют конусами; дальше будем называть все конические поверхности конусами.
Связь между элементами конуса. На чертеже указывают обычно три основных размера конуса: больший диаметр D, меньший — d и высоту конуса l (рис. 203).
Иногда на чертеже указывается только один из диаметров конуса, например, больший D, высота конуса l и так называемая конусность. Конусностью называется отношение разности диаметров конуса к его длине. Обозначим конусность буквой K, тогда
Если конус имеет размеры: D =80 мм, d = 70 мм и l = 100 мм, то согласно формуле (10):
Это значит, что на длине 10 мм диаметр конуса уменьшается на 1 мм или на каждый миллиметр длины конуса разница между его диаметрами изменяется на
Иногда на чертеже вместо угла конуса указывается уклон конуса. Уклон конуса показывает, в какой мере отклоняется образующая конуса от его оси.
Уклон конуса показывает, в какой мере отклоняется образующая конуса от его оси.
Уклон конуса определяется по формуле
где tg α — уклон конуса;
D — диаметр большого основания конуса в мм;
d — диаметр малого основания конуса в мм;
l — высота конуса в мм.
Пользуясь формулой (11), можно при помощи тригонометрических таблиц определить угол а уклона конуса.
Уклон конуса и конусность обычно выражают простой дробью, например: 1 : 10; 1 : 50, или десятичной дробью, например, 0,1; 0,05; 0,02 и т. д.
2. Способы получения конических поверхностей на токарном станке
На токарном станке обработка конических поверхностей производится одним из следующих способов:
а) поворотом верхней части суппорта;
б) поперечным смещением корпуса задней бабки;
в) с помощью конусной линейки;
г) с помощью широкого резца.
3. Обработка конических поверхностей поворотом верхней части суппорта
При изготовлении на токарном станке коротких наружных и внутренних конических поверхностей с большим углом уклона нужно повернуть верхнюю часть суппорта относительно оси станка под углом α уклона конуса (см. рис. 204). При таком способе работы подачу можно производить только от руки, вращая рукоятку ходового винта верхней части суппорта, и лишь в наиболее современных токарных станках имеется механическая подача верхней части суппорта.
рис. 204). При таком способе работы подачу можно производить только от руки, вращая рукоятку ходового винта верхней части суппорта, и лишь в наиболее современных токарных станках имеется механическая подача верхней части суппорта.
Для установки верхней части суппорта 1 на требуемый угол можно использовать деления, нанесенные на фланце 2 поворотной части суппорта (рис. 204). Если угол α уклона конуса задан по чертежу, то верхнюю часть суппорта повертывают вместе с его поворотной частью на требуемое число делений, обозначающих градусы. Число делений отсчитывают относительно риски, нанесенной на нижней части суппорта.
Если на чертеже угол α не дан, а указаны больший и меньший диаметры конуса и длина его конической части, то величину угла поворота суппорта определяют по формуле (11)
Способ обтачивания конических поверхностей поворотом верхней части суппорта имеет следующие недостатки: он допускает обычно применение только ручной подачи, что отражается на производительности труда и чистоте обработанной поверхности; позволяет обтачивать сравнительно короткие конические поверхности, ограниченные длиной хода верхней части суппорта.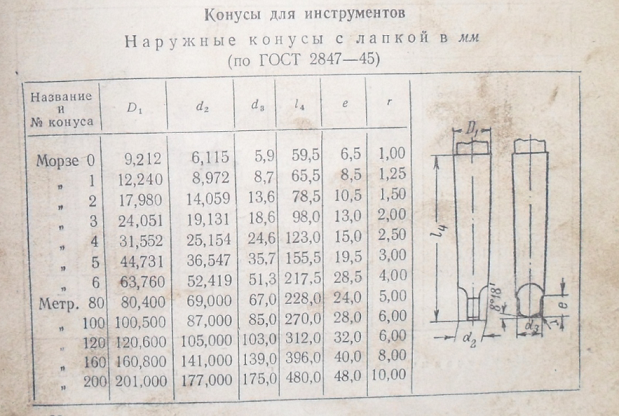
4. Обработка конических поверхностей способом поперечного смещения корпуса задней бабки
Для получения конической поверхности на токарном станке необходимо при вращении заготовки вершину резца перемещать не параллельно, а под некоторым углом к оси центров. Этот угол должен равняться углу α уклона конуса. Наиболее простой способ получения угла между осью центров и направлением подачи — сместить линию центров, сдвинув задний центр в поперечном направлении. Путем смещения заднего центра в сторону резца (на себя) в результате обтачивания получают конус, у которого большее основание направлено в сторону передней бабки; при смещении заднего центра в противоположную сторону, т. е. от резца (от себя), большее основание конуса окажется со стороны задней бабки (рис. 205).
Смещение корпуса задней бабки определяют по формуле
где S — смещение корпуса задней бабки от оси шпинделя передней бабки в мм;
D — диаметр большого основания конуса в мм;
d — диаметр малого основания конуса в мм;
L — длина всей детали или расстояние между центрами в мм;
l — длина конической части детали в мм.
Смещение корпуса задней бабки производят, используя деления 1 (рис 206), нанесенные на торце опорной плиты, и риску 2 на торце корпуса задней бабки.
Если на торце плиты делений нет, то смещают корпус задней бабки, пользуясь измерительной линейкой, как показано на рис. 207.
Преимущество обработки конических поверхностей путем смещения корпуса задней бабки заключается в том, что этим способом можно обтачивать конусы большой длины и вести обтачивание с механической подачей.
Недостатки этого способа: невозможность растачивать конические отверстия; потеря времени на перестановку задней бабки; возможность обрабатывать лишь пологие конусы; перекос центров в центровых отверстиях, что приводит к быстрому и неравномерному износу центров и центровых отверстий и служит причиной брака при вторичной установке детали в этих же центровых отверстиях.
Неравномерного износа центровых отверстий можно избежать, если вместо обычного применять специальный шаровой центр (рис.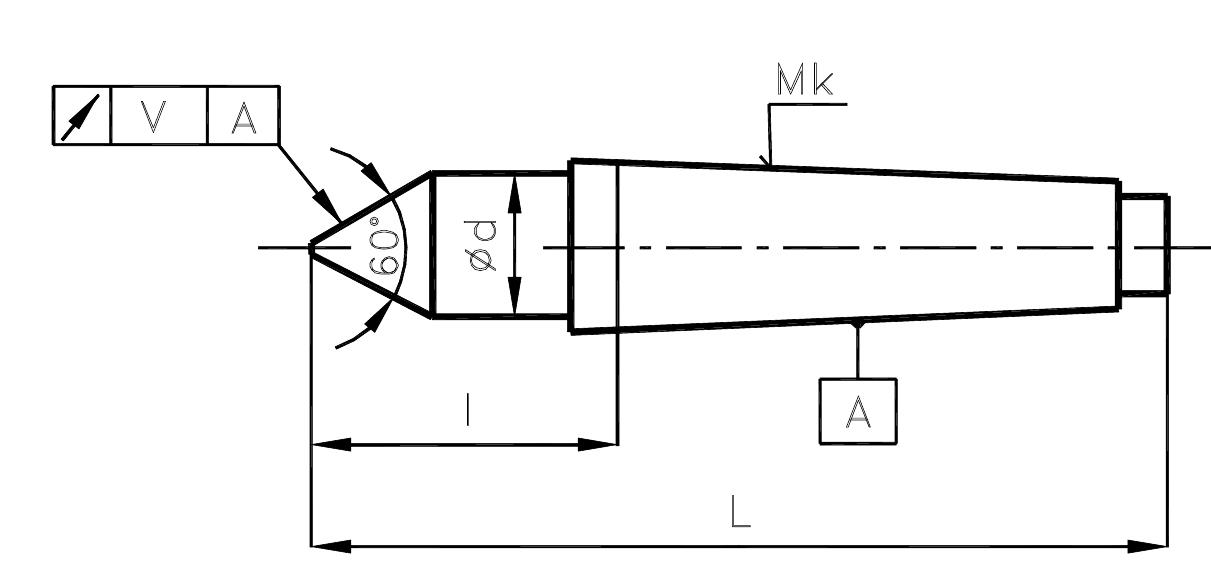 208). Такие центры используют преимущественно при обработке точных конусов.
208). Такие центры используют преимущественно при обработке точных конусов.
5. Обработка конических поверхностей с применением конусной линейки
Для обработки конических поверхностей с углом уклона а до 10—12° современные токарные станки обычно имеют особое приспособление, называемое конусной линейкой. Схема обработки конуса с применением конусной линейки приводится на рис. 209.
К станине станка прикреплена плита 11, на которой установлена конусная линейка 9. Линейку можно поворачивать вокруг пальца 8 под требуемым углом а к оси обрабатываемой детали. Для закрепления линейки в требуемом положении служат два болта 4 и 10. По линейке свободно скользит ползун 7, соединяющийся с нижней поперечной частью 12 суппорта при помощи тяги 5 и зажима 6. Чтобы эта часть суппорта могла свободно скользить по направляющим, ее отсоединяют от каретки 3, вывинчивая поперечный винт или отсоединяя от суппорта его гайку.
Если сообщить каретке продольную подачу, то ползун 7, захватываемый тягой 5, начнет перемещаться вдоль линейки 9.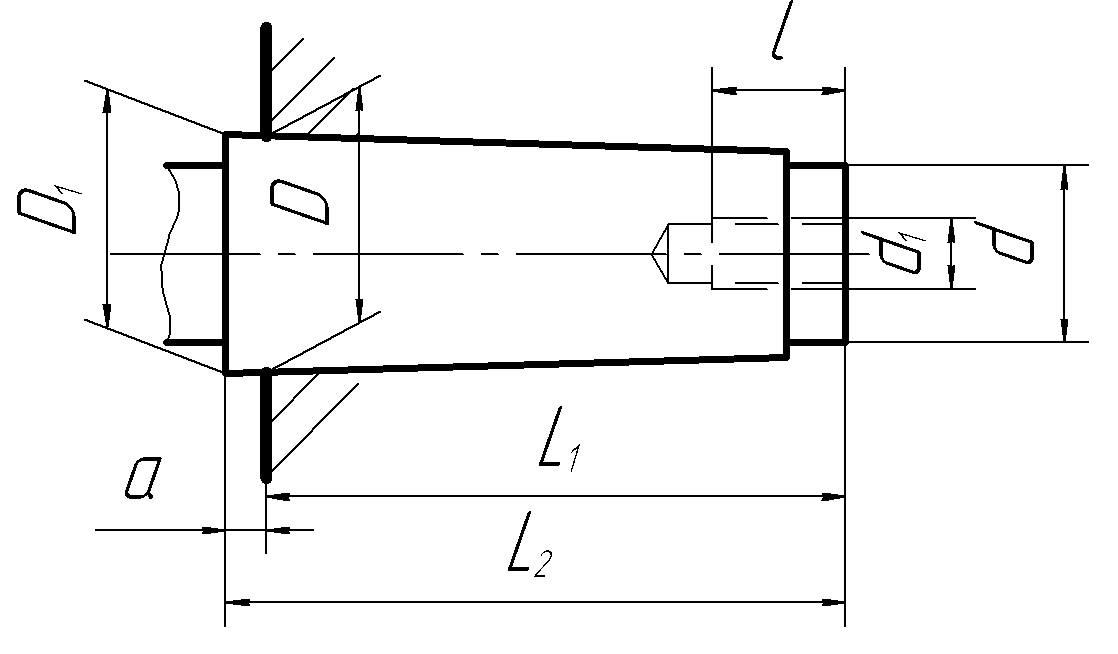 Так как ползун скреплен с поперечными салазками суппорта, то они вместе с резцом будут перемещаться параллельно линейке 9. Благодаря этому резец будет обрабатывать коническую поверхность с углом уклона, равным углу α поворота конусной линейки.
Так как ползун скреплен с поперечными салазками суппорта, то они вместе с резцом будут перемещаться параллельно линейке 9. Благодаря этому резец будет обрабатывать коническую поверхность с углом уклона, равным углу α поворота конусной линейки.
После каждого прохода резец устанавливают на глубину резания с помощью рукоятки 1 верхней части 2 суппорта. Эта часть суппорта должна быть повернута на 90° относительно нормального положения, т. е. так, как это показано на рис. 209.
Если даны диаметры оснований конуса D и d и его длина l, то угол поворота линейки можно найти по формуле (11).
Подсчитав величину tg α, легко определить значение угла α по таблице тангенсов.
Применение конусной линейки имеет ряд преимуществ:
1) наладка линейки удобна и производится быстро;
2) при переходе к обработке конусов не требуется нарушать нормальную наладку станка, т. е. не нужно смещать корпус задней бабки; центры станка остаются в нормальном положении, т. е. на одной оси, благодаря чему центровые отверстия в детали и центры станка не срабатываются;
3) при помощи конусной линейки можно не только обтачивать наружные конические поверхности, но и растачивать конические отверстия;
4) возможна работа е продольным самоходом, что увеличивает производительность труда и улучшает качество обработки.
Недостатком конусной линейки является необходимость отсоединять салазки суппорта от винта поперечной подачи. Этот недостаток устранен в конструкции некоторых токарных станков, у которых винт не связан жестко со своим маховичком и зубчатыми колесами поперечного самохода.
6. Обработка конических поверхностей широким резцом
Обработку конических поверхностей (наружных и внутренних) с небольшой длиной конуса можно производить широким резцом с углом в плане, соответствующим углу α уклона конуса (рис. 210). Подача резца может быть продольная и поперечная.
Однако использование широкого резца на обычных станках возможно только при длине конуса, не превышающей примерно 20 мм. Применять более широкие резцы можно лишь на особо жестких станках и деталях, если это не вызывает вибрации резца и обрабатываемой детали.
7. Растачивание и развертывание конических отверстий
Обработка конических отверстий является одной из наиболее трудных токарных работ; она значительно труднее, чем обработка наружных конусов.
Обработку конических отверстий на токарных станках в большинстве случаев производят растачиванием резцом с поворотом верхней части суппорта и реже с помощью конусной линейки. Все подсчеты, связанные с поворотом верхней части суппорта или конусной линейки, выполняются так же, как при обтачивании наружных конических поверхностей.
Если отверстие должно быть в сплошном материале, то сначала сверлят цилиндрическое отверстие, которое затем растачивают резцом на конус или обрабатывают коническими зенкерами и развертками.
Чтобы ускорить растачивание или развертывание, следует предварительно просверлить отверстие сверлом, диаметр d, которого на 1—2 мм меньше диаметра малого основания конуса (рис. 211, а). После этого рассверливают отверстие одним (рис. 211, б) или двумя (рис. 211, в) сверлами для получения ступеней.
После чистового растачивания конуса его развертывают конической разверткой соответствующей конусности. Для конусов с небольшой конусностью выгоднее производить обработку конических отверстий непосредственно после сверления набором специальных разверток, как показано на рис. 212.
212.
8. Режимы резания при обработке отверстий коническими развертками
Конические развертки работают в более тяжелых условиях, чем цилиндрические: в то время как цилиндрические развертки снимают незначительный припуск небольшими режущими кромками, конические развертки режут всей длиной их режущих кромок, расположенных на образующей конуса. Поэтому при работе коническими развертками применяют подачи и скорости резания меньше, чем при работе цилиндрическими развертками.
При обработке отверстий коническими развертками подачу производят вручную, вращая маховичок задней бабки. Необходимо следить за тем, чтобы пиноль задней бабки перемещалась равномерно.
Подачи при развертывании стали 0,1—0,2 мм/об, при развертывании чугуна 0,2—0,4 мм/об.
Скорость резания при развертывании конических отверстий развертками из быстрорежущей стали 6—10 м/мин.
Для облегчения работы конических разверток и получения чистой и гладкой поверхности следует применять охлаждение. При обработке стали и чугуна применяют эмульсию или сульфофрезол.
При обработке стали и чугуна применяют эмульсию или сульфофрезол.
9. Измерение конических поверхностей
Поверхности конусов проверяют шаблонами и калибрами; измерение и одновременно проверку углов конуса производят угломерами. На рис. 213 показан способ проверки конуса с помощью шаблона.
Наружные и внутренние углы различных деталей можно измерять универсальным угломером (рис. 214). Он состоит из основания 1, На котором на дуге 130 нанесена основная шкала. С основанием 1 жестко скреплена линейка 5. По дуге основания перемещается сектор 4, несущий нониус 3. К сектору 4 посредством державки 7 может быть прикреплен угольник 2, в котором, в свою очередь, закрепляется съемная линейка 5. Угольник 2 и съемная линейка 5 имеют возможность перемещаться по грани сектора 4.
Путем различных комбинаций в установке измерительных деталей угломера можно производить измерение углов от 0 до 320°. Величина отсчета по нониусу 2′. Отсчет, полученный при измерении углов, производится по шкале и нониусу (рис.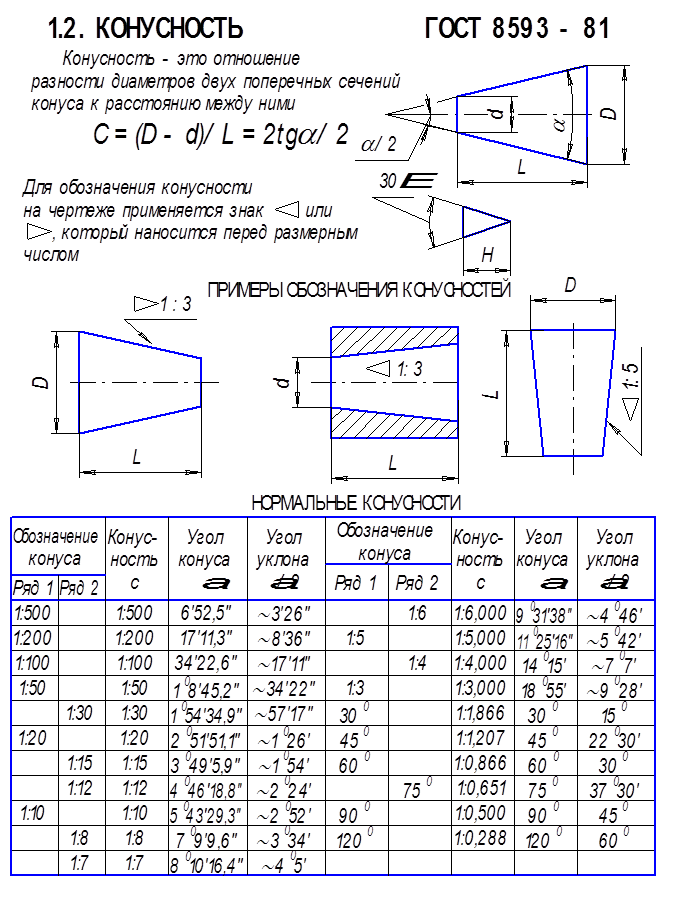 215) следующим образом: нулевой штрих нониуса показывает число градусов, а штрих нониуса, совпадающий со штрихом шкалы основания, — число минут. На рис. 215 со штрихом шкалы основания совпадает 11-й штрих нониуса, что означает 2’Х 11 = 22′. Следовательно, угол в данном случае равен 76°22′.
215) следующим образом: нулевой штрих нониуса показывает число градусов, а штрих нониуса, совпадающий со штрихом шкалы основания, — число минут. На рис. 215 со штрихом шкалы основания совпадает 11-й штрих нониуса, что означает 2’Х 11 = 22′. Следовательно, угол в данном случае равен 76°22′.
На рис. 216 показаны комбинации измерительных деталей универсального угломера, позволяющие производить измерение различных углов от 0 до 320°.
Для более точной проверки конусов в серийном производстве применяют специальные калибры. На рис. 217, а показан кониче-ский калибр-втулка для проверки наружных конусов, а на рис. 217, б—конический калибр-пробка для проверки конических отверстий.
На калибрах делаются уступы 1 и 2 на торцах или наносятся риски 3, служащие для определения точности проверяемых поверхностей.
На. рис. 218 приводится пример проверки конического отверстия калибром-пробкой.
Для проверки отверстия калибр (см. рис. 218), имеющий уступ 1 на определенном расстоянии от торца 2 и две риски 3, вводят с легким нажимом в отверстие и проверяют, нет ли качания калибра в отверстии. Отсутствие качания показывает, что угол конуса правилен. Убедившись, что угол конуса правилен, приступают к проверке его размера. Для этого наблюдают, до какого места калибр войдет в проверяемую деталь. Если конец конуса детали совпадает с левым торцом уступа 1 или с одной из рисок 3 или находится между рисками, то размеры конуса правильны. Но может случиться, что калибр войдет в деталь настолько глубоко, что обе риски 3 войдут в отверстие или оба торца уступа 1 выйдут из него наружу. Это показывает, что диаметр отверстия больше заданного. Если, наоборот, обе риски окажутся вне отверстия или ни один из торцов уступа не выйдет из него, то диаметр отверстия меньше требуемого.
Отсутствие качания показывает, что угол конуса правилен. Убедившись, что угол конуса правилен, приступают к проверке его размера. Для этого наблюдают, до какого места калибр войдет в проверяемую деталь. Если конец конуса детали совпадает с левым торцом уступа 1 или с одной из рисок 3 или находится между рисками, то размеры конуса правильны. Но может случиться, что калибр войдет в деталь настолько глубоко, что обе риски 3 войдут в отверстие или оба торца уступа 1 выйдут из него наружу. Это показывает, что диаметр отверстия больше заданного. Если, наоборот, обе риски окажутся вне отверстия или ни один из торцов уступа не выйдет из него, то диаметр отверстия меньше требуемого.
Для точной проверки конусности применяют следующий способ. На измеряемой поверхности детали или калибра проводят мелом или карандашом две-три линии вдоль образующей конуса, затем вставляют или надевают калибр на деталь и повертывают его на часть оборота. Если линии сотрутся неравномерно, это значит, что конус детали обработан неточно и необходимо его исправить.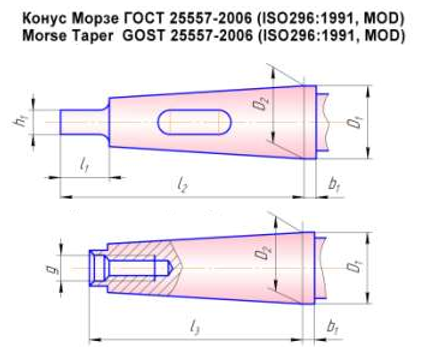 Стирание линий по концам калибра говорит о неправильной конусности; стирание линий в средней части калибра показывает, что конус имеет небольшую вогнутость, причиной чего обычно является неточное расположение вершины резца по высоте центров. Вместо меловых линий можно нанести на всю коническую поверхность детали или калибра тонкий слой специальной краски (синьки). Такой способ дает большую точность измерения.
Стирание линий по концам калибра говорит о неправильной конусности; стирание линий в средней части калибра показывает, что конус имеет небольшую вогнутость, причиной чего обычно является неточное расположение вершины резца по высоте центров. Вместо меловых линий можно нанести на всю коническую поверхность детали или калибра тонкий слой специальной краски (синьки). Такой способ дает большую точность измерения.
10. Брак при обработке конических поверхностей и меры его предупреждения
При обработке конических поверхностей, помимо упомянутых видов брака для цилиндрических поверхностей, дополнительно возможны следующие виды брака:
1) неправильная конусность;
2) отклонения в размерах конуса;
3) отклонения в размерах диаметров оснований при правильной конусности;
4) непрямолинейность образующей конической поверхности.
1. Неправильная конусность получается главным образом вследствие неточного смещения корпуса задней бабки, неточного поворота верхней части суппорта, неправильной установки конусной линейки, неправильной заточки или установки широкого резца. Следовательно, точной установкой корпуса задней бабки, верхней части суппорта или конусной линейки перед началом обработки можно брак предупредить. Этот вид брака исправим только в том случае, если ошибка во всей длине конуса направлена в тело детали, т. е. все диаметры у втулки меньше, а у конического стержня больше требуемых.
Следовательно, точной установкой корпуса задней бабки, верхней части суппорта или конусной линейки перед началом обработки можно брак предупредить. Этот вид брака исправим только в том случае, если ошибка во всей длине конуса направлена в тело детали, т. е. все диаметры у втулки меньше, а у конического стержня больше требуемых.
2. Неправильный размер конуса при правильном угле его, т. е. неправильная величина диаметров по всей длине конуса, получается, если снято недостаточно или слишком много материала. Предупредить брак можно только внимательной установкой глубины резания по лимбу на чистовых проходах. Брак исправим, если снято недостаточно материала.
3. Может получиться, что при правильной конусности и точных размерах одного конца конуса диаметр второго конца неправилен. Единственной причиной является несоблюдение требуемой длины всего конического участка детали. Брак исправим, если деталь излишне длинна. Чтобы избежать этого вида брака, необходимо перед обработкой конуса тщательно проверить его длину.
4. Непрямолинейность образующей обрабатываемого конуса получается при установке резца выше (рис. 219, б) или ниже (рис. 219, в) центра (на этих рисунках для большей наглядности искажения образующей конуса показаны в сильно преувеличенном виде). Таким образом, и этот вид брака является результатом невнимательной работы токаря.
Для закрепления инструмента на станках в машиностроении широко применяются хвостовики и оправки конической формы, называемой конусом Морзе. Эта простая и, в то же время, надежная конструкция позволяет быстро и максимально точно закрепить инструмент в патроне станка.
История создания
Появления такой конструкции, а так же происхождение самого названия до сих пор покрыто множеством тайн. Достоверно известно, что в 1863 году американский инженер Стивен Морзе зарегистрировал патент на изобретение спирального сверла, такого, которое известно нам и по сей день. До этого для изготовления сверла, скручивали заостренный плоский профиль.
В описании, запатентованного Стивеном Морзе спирально м сверле, нет никаких упоминаний об особой форме хвостовика, но по какой-то причине Бюро стандартов США внесло коническую форму в национальные стандарты. Считается, что изобретатель, запатентовав новую конструкцию сверла, направил опытные образцы в Бюро патентов, где была замечена и по достоинству оценена эта особенность.
Впоследствии была создана компания по производству, получившая его имя и занимавшаяся изготовлением инструмента для машиностроения. К концу 19 века компания серьезно расширилась и стала одним из ведущих производителей инструмента того времени. Произведенный ей продукт поставлялся во многие страны мира, в том числе и в Россию. За время ее существования было запатентовано еще несколько изобретений, но, ни одно из них не было связано с коническим исполнением хвостовиков инструмента. Так же есть сведения, что через какое-то время после основания сам изобретатель по неизвестным причинам покинул компанию, при этом его имя в названии сохранилось.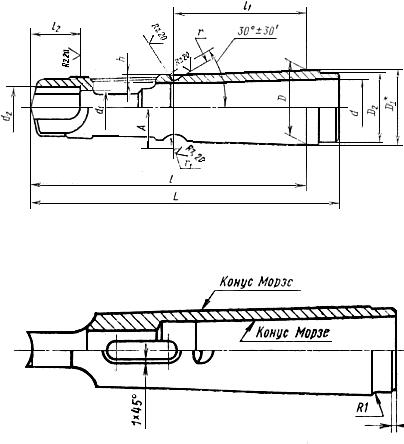
Так же известно еще несколько изобретателей с фамилией Морзе, живших в США в то время. И, возможно, автором этого изобретения является кто-то из них, но никакой информации, подтверждающей эту версию, нет. Поэтому официальным изобретателем конической формы хвостовика инструмента считается именно Стивен Эмброуз Морзе.
Особенности конструкции и основные типы конусов Морзе
Есть версия, что коническая конструкция появилась в результате постепенной эволюции токарного, фрезерного и сверлильного инструмента в результате изучения влияния износа инструмента на его характеристики и качество выпускаемых деталей. Было замечено, что в процессе работы инструмент с цилиндрическим хвостовиком изнашивался и начинал проворачиваться в кулачках, возникали биения и отклонения инструмента.
Наиболее оптимальной формой, позволяющей с максимальной точностью закрепить инструмент в станке, обеспечить быструю смену инструмента без отклонений, а так же обеспечить подачу СОЖ (смазочно-охлаждающей жидкости) к рабочей части инструмента является конус.

В процессе развития технологий машиностроения появился так называемый метрический конус, который отличается от своих предшественников постоянной конусностью и угловыми размерами. Его конусность составляет 1:20, уклон – 1°51’56”, а угол – 1°51’51”, тогда как до этого конусность была переменной и варьировалась от 1:19,002 до 1:20,047.
Согласно классификации, принятой в ГОСТах СССР конусы Морзе принято разделять на малые, большие и общего применения.
Исходя из особенностей конструкции, на сегодняшний день различают три типа конусов Морзе:
Выпадение инструмента из шпинделя предотвращается самой конической формой хвостовика и отверстия в шпинделе или оправке. Дополнительно крепление хвостовика с лапкой в шпинделе происходит за счет вхождения лапки в специальный паз, резьбового – за счет резьбы в торце хвостовика.
Так же изготавливают инструмент с дополнительными пазами и отверстиями для подведения СОЖ. Это наиболее актуально для современных станков с ЧПУ.
Преимущества конуса Морзе
Кроме возможности быстрой смены инструмента и прочного закрепления его в станке, избегая смещения, а соответственно и перенастройки станка конус Морзе дает еще ряд преимуществ.
Во-первых, применение конуса Морзе привело к значительному уменьшения размеров хвостовика инструмента без потери надежности его закрепления в станке.
Во-вторых – придает дополнительный упор по оси крепления при меньшей длине инструмента по сравнению с цилиндрическим хвостовиком.
В-третьих – существенно снижает вероятность заклинивания инструмента в шпинделе.
Системы обозначения конусов Морзе
В России и странах ближнего зарубежья до сих пор принято классифицировать все виды конусов Морзе согласно советским ГОСТам. В них указаны основные параметры (конусность, длина, диаметры наружного и внутреннего конусов) для каждого вида конусов Морзе.
Даже сейчас, когда во всем мире производство инструмента регламентируется международными стандартами ISO и DIN, обозначения ГОСТ обозначения в нашей стране не потеряли свою актуальность. Более того, старые ГОСТы постоянно дорабатываются и совершенствуются.
Более того, старые ГОСТы постоянно дорабатываются и совершенствуются.
На данный момент основным документом, регламентирующим обозначения и размеры конусов Морзе является ГОСТ 25557-2006 «Конусы инструментальные. Основные размеры», заменивший устаревший ГОСТ 25557-82. Ниже приведены примеры обозначения конусов Морзе из данного ГОСТ.
Так же существуют госты на отдельные виды инструмента, в которых применена эта конструктивная особенность. Например, ниже приведена таблица обозначений оправок с конусом Морзе для сверлильных патронов (ГОСТ 2682-86).
В соответствие с современными международными стандартами конусы Морзе подразделяются на 8 видов, обозначаемых маркировкой МТ и цифрами от 0 до 7 (например: МТ3), в Германии принята маркировка МК
Укороченные конусы Морзе
В процессе развития станкостроения появились станки, в которых размеры патронов под инструмент оказались меньше длины стандартных конусов Морзе, что создавало большие проблемы с подбором инструмента и установкой его в станок.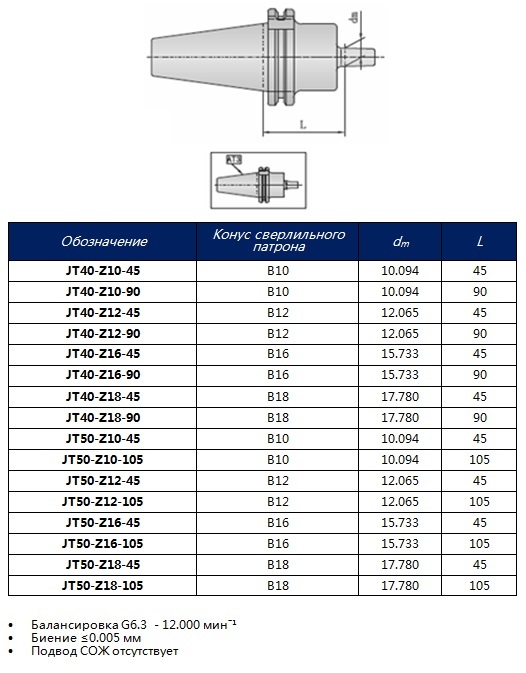 Для таких станков был разработан отдельный вид укороченных конусов Морзе.
Для таких станков был разработан отдельный вид укороченных конусов Морзе.
Главной особенностью таких конусов является то, что при сохраненном большем диаметре и конусности, длина хвостовика была уменьшена. При этом, укороченные конусы, благодаря сохранению своей формы, ни в чем не уступают стандартным. Они позволяют так же надежно закреплять инструмент и так же быстро производить его замену.
Ниже приведены основные размеры укороченных конусов Морзе:
Наименование
конуса
Источник: ГОСТ 8593-81
Конусность К есть отношение разности диаметров двух поперечных сечений конуса к расстоянию между ними.
Уклон «i» есть отношение разности размеров двух поперечных сечений к расстоянию между ними.
Примечания к конусам
Примечания к конусам
Патрон задней бабки для токарного станка по металлу,
с конусом Морзе № 3 и конусом Якобса № 33
Конусы используются в станках, поскольку они обеспечивают как точное выравнивание, так и прочную посадку для привода инструмента.
самоблокировок конусности или медленные конусов имеет очень малый угол, типично только 2 или 3 градуса, а клин себя в гнезде так прочно, что не требуется запорное устройство. Саморастворяющиеся конусы или быстрые этого не делают.
Все нижеперечисленные конусы самоудерживающиеся.
Конус Морзе
Разное количество конусов Морзе немного отличается, но все они составляют примерно 5/8 дюйма на фут (0,05208 дюйма на дюйм). Хвостовики с конусом Морзе используются в различных инструментах, и исключительно на хвостовиках спиральных сверл. Фактически, старые спиральные сверла — недорогой источник конусов Морзе.
| Морзе Номер | Конус * | Незначительный Диаметр | Major Диаметр | Длина |
|---|---|---|---|---|
| 0 | 0.05205 | 0,252 | 0,3561 | 2. 000 000 |
| 1 | 0,04988 | 0,369 | 0,4750 | 2,126 |
| 2 | 0,04995 | 0,572 | 0,700 | 2,562 |
| 3 | 0,05019 | 0,778 | 0,938 | 3,188 |
| 4 | 0,05193 | 1.020 | 1,231 | 4,064 |
| 5 | 0,05262 | 1,475 | 1,748 | 5,188 |
| 6 | 0,05213 | 2,116 | 2.494 | 7,252 |
| 7 | 0,05200 | 2,750 | 3,270 | 10,00 |
* Диаметр в дюймах на дюйм длины.
Конус Джекобса
КонусJacobs используется для сверлильных патронов.
| Jacobs Номер | Конус * | Незначительный Диаметр | Major Диаметр | Длина |
|---|---|---|---|---|
| 0 | 0,04930 | 0,22844 | 0,25000 | 0,43750 |
| 1 | 0,07710 | 0,33341 | 0,3840 | 0,65625 |
| 2 | 0,08160 | 0.48764 | 0,5590 | 0,87500 |
| 2 короткие | 0,08160 | 0,48784 | 0,5490 | 0,97861 |
| 3 | 0,05320 | 0,74610 | 0,8110 | 1,21875 |
| 4 | 0,05240 | 1. 0372 0372 | 1,1240 | 1.6563 |
| 5 | 0,05170 | 1.3161 | 1.4130 | 1.8750 |
| 6 | 0,05190 | 0,6241 | 0,6760 | 1,0000 |
| 33 | 0,06349 | 0,5605 | 0,6240 | 1,0000 |
* Диаметр в дюймах на дюйм длины.
Коричневые конусы и конусы Шарпа
КонусыBrown & Sharpe используются для изготовления конических хвостовиков на таких инструментах, как концевые фрезы и развертки, оправки, цанги и шпиндели станков, особенно фрезерных и шлифовальных станков.
Конус составляет приблизительно 1/2 дюйма на фут (0,04167 дюйма на дюйм) для всех размеров, кроме конуса № 10, где конусность составляет 0,5161 дюйма на фут (0,04301 дюйма на дюйм). Во многих случаях существует несколько раструбов различной длины, соответствующих одному и тому же количеству конусов; Однако все эти конусы имеют одинаковый диаметр на малом конце.
Во многих случаях существует несколько раструбов различной длины, соответствующих одному и тому же количеству конусов; Однако все эти конусы имеют одинаковый диаметр на малом конце.
| B&S Номер | Конус * | Незначительный Диаметр | Major Диаметр | Длина |
|---|---|---|---|---|
| 1 | 0.04160 | 0.200 | 0,239 | 0,9375 |
| 2 | 0,04126 | 0,250 | 0,299 | 1,1875 |
| 3 | 0,04200 | 0,312 | 0,375 | 1,5000 |
| 3 | 0,04171 | 0,312 | 0,385 | 1. 7500 7500 |
| 3 | 0,04150 | 0.312 | 0,395 | 2,0000 |
| 4 | 0,04160 | 0,350 | 0,402 | 1,2500 |
| 4 | 0,04148 | 0,350 | 0,420 | 1,6875 |
| 5 | 0,04171 | 0,450 | 0,523 | 1.7500 |
| 5 | 0,04150 | 0,450 | 0.533 | 2,0000 |
| 5 | 0,04188 | 0,450 | 0,539 | 2,1250 |
| 6 | 0,04168 | 0,500 | 0,599 | 2,3750 |
| 6 | 0,04154 | 0,500 | 0,635 | 3,2 500 |
| 7 | 0,04167 | 0,600 | 0,725 | 3.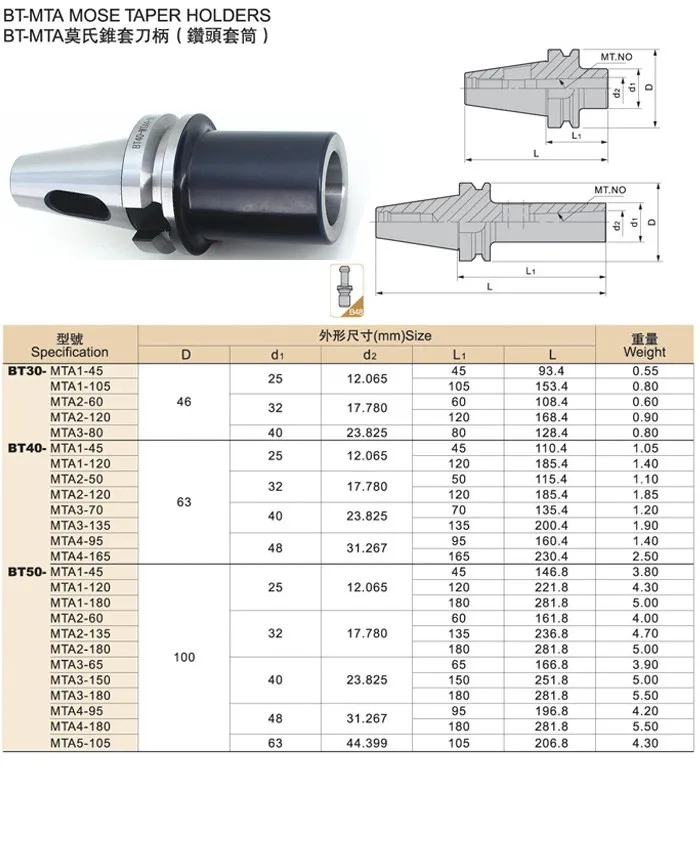 0000 0000 |
| 8 | 0,04154 | 0,750 | 0,898 | 3,5625 |
| 8 | 0,04175 | 0,750 | 0,917 | 4,0000 |
| 9 | 0,04175 | 0,900 | 1.067 | 4,0000 |
| 9 | 0,04165 | 0,900 | 1.077 | 4,2 500 |
| 10 | 0.04167 | 1.0446 | 1,260 | 5,0000 |
| 10 | 0,04167 | 1.0446 | 1,289 | 5,6875 |
| 10 | 0,04167 | 1. 0446 0446 | 1,312 | 6.2188 |
* Диаметр в дюймах на дюйм длины.
Конус Ярно
Изначально предложенные Оскаром Дж. Билом из Brown & Sharpe, конусы Ярно основаны на математической зависимости от числа конусов.Большой диаметр составляет одну восьмую дюйма на номер конуса, меньший диаметр составляет одну десятую дюйма на номер конуса, а длина составляет полдюйма на номер конуса. Например, конус Ярно № 7 составляет 7/8 дюйма на большом конце, 0,7000 дюйма на малом конце и 3½ дюйма в длину. Все конусы Ярно сужаются со скоростью 0,6000 дюйма на фут (0,0500 дюйма на дюйм).
Список литературы
Назад
© 2003 У. Э. Джонс
ИЗГОТОВЛЕНИЕ КОНУСНОГО ЦЕНТРА ИЛИ ОПОРЫ
ИЗГОТОВЛЕНИЕ КОНУСНОГО ЦЕНТРА ДЛЯ МОРСИ ИЛИ ОПОРЫИЗГОТОВЛЕНИЕ КОНУСНОГО ЦЕНТРА ИЛИ ОПОРЫ MORSE
Конусы Морзе используются повсюду при конструировании станков, в шпинделях и других областях, где используется инструмент. Коническая оправка или центр вставляется в соответствующее коническое отверстие, которое эффективно блокирует инструмент от вращения или вытягивания. Конусы Морзе оцениваются числами от 0 до 6, причем от №1 до №3 являются наиболее распространенными размерами, которые чаще используются в большинстве малых и средних машин, которые чаще встречаются в домашних магазинах. Угол или степень сужения не изменяются, но вместо этого поперечное сечение конуса Морзе становится шире с увеличением числа. Существуют и другие типы конфигураций конуса, но нам, вероятно, не придется связываться с ними.
Коническая оправка или центр вставляется в соответствующее коническое отверстие, которое эффективно блокирует инструмент от вращения или вытягивания. Конусы Морзе оцениваются числами от 0 до 6, причем от №1 до №3 являются наиболее распространенными размерами, которые чаще используются в большинстве малых и средних машин, которые чаще встречаются в домашних магазинах. Угол или степень сужения не изменяются, но вместо этого поперечное сечение конуса Морзе становится шире с увеличением числа. Существуют и другие типы конфигураций конуса, но нам, вероятно, не придется связываться с ними.
Есть несколько довольно сложных формул для определения точных углов для установки соединения токарного станка на резку конуса с одинаковой степенью наклона. Я думаю, что некоторым людям нравится делать вещи настолько сложными, насколько это возможно, чтобы показать миру, насколько они умны. Самый простой и безболезненный способ дублировать конус Морзе — это зажать существующую мертвую точку или, еще лучше, переходник с прямым хвостовиком на прямую часть, а затем прижать токарный станок под напряжением или мертвой точкой к центральному отверстию, которое будет найдено в конический конец адаптера Морзе, чтобы убедиться, что он удерживается как можно точнее. С помощью режущего инструмента справа налево на стойке для инструмента отрегулируйте угол составного суппорта так, чтобы при продвижении суппорта от крайнего правого (хвостового конца) к головной бабке кончик инструмента просто касался конической стороны адаптера. Если он касается только одной стороны, а затем отодвигается от конической поверхности, вам нужно будет немного уменьшить угол, и наоборот. Поиграйте с составными регулировками, пока инструмент не будет постоянно касаться конуса по всей длине конуса Морзе образца.Длина конического хвостовика постоянна, как и диаметры как самой широкой, так и самой узкой части конуса. Измерьте эти точки на образце переходника конуса Морзе и сохраните их для дальнейшего использования. Начиная справа, начните делать легкие проходы влево, продвигая составной суппорт и продвигая поперечный суппорт на 0,010 дюйма после каждого прохода поворота, чтобы углубить каждый разрез. Когда вы начнете достигать точки, где вы сужаете общую длину конуса, вам нужно будет начать измерять два диаметра на каждом конце, чтобы определить, сколько еще вам нужно для продолжения резки.
С помощью режущего инструмента справа налево на стойке для инструмента отрегулируйте угол составного суппорта так, чтобы при продвижении суппорта от крайнего правого (хвостового конца) к головной бабке кончик инструмента просто касался конической стороны адаптера. Если он касается только одной стороны, а затем отодвигается от конической поверхности, вам нужно будет немного уменьшить угол, и наоборот. Поиграйте с составными регулировками, пока инструмент не будет постоянно касаться конуса по всей длине конуса Морзе образца.Длина конического хвостовика постоянна, как и диаметры как самой широкой, так и самой узкой части конуса. Измерьте эти точки на образце переходника конуса Морзе и сохраните их для дальнейшего использования. Начиная справа, начните делать легкие проходы влево, продвигая составной суппорт и продвигая поперечный суппорт на 0,010 дюйма после каждого прохода поворота, чтобы углубить каждый разрез. Когда вы начнете достигать точки, где вы сужаете общую длину конуса, вам нужно будет начать измерять два диаметра на каждом конце, чтобы определить, сколько еще вам нужно для продолжения резки. Последние две тысячи следует резать на высокой скорости с использованием хорошего смазочно-охлаждающего масла, чтобы получить гладкую чистую поверхность. Вы можете непосредственно проверить установку, сняв центр задней бабки и после ослабления задней бабки сдвиньте ее и вставьте в нее только что обработанный центр, который должен зафиксироваться только после небольшого давления.
Последние две тысячи следует резать на высокой скорости с использованием хорошего смазочно-охлаждающего масла, чтобы получить гладкую чистую поверхность. Вы можете непосредственно проверить установку, сняв центр задней бабки и после ослабления задней бабки сдвиньте ее и вставьте в нее только что обработанный центр, который должен зафиксироваться только после небольшого давления.
У вас недостаточно прав для чтения этого закона в настоящее время
У вас недостаточно прав для чтения этого закона в это время Логотип Public.Resource.Org На логотипе изображен черно-белый рисунок улыбающегося тюленя с усами.Вокруг печати красная круглая полоса с белым шрифтом, в верхней половине которого написано «Печать одобрения», а в нижней половине — «Public.Resource.Org». На внешней стороне красной круглой марки находится круг. серебряная круглая полоса с зубчатыми краями, напоминающая печать из серебряной фольги.Public.Resource.Org
Хилдсбург, Калифорния, 95448
США
В настоящее время этот документ недоступен для вас!
Уважаемый гражданин:
В настоящее время вам временно отказано в доступе к этому документу.
Public Resource ведет судебный процесс за ваше право читать и говорить о законах. Для получения дополнительной информации см. Досье по рассматриваемому судебному делу:
Американское общество испытаний и материалов (ASTM), Национальная ассоциация противопожарной защиты (NFPA), и Американское общество инженеров по отоплению, охлаждению и кондиционированию воздуха (ASHRAE) против Public.Resource.Org (Public Resource), DCD 1: 13-cv-01215, Объединенный окружной суд округа Колумбия [1]
Ваш доступ к этому документу, который является законом Соединенных Штатов Америки, был временно отключен, пока мы боремся за ваше право читать и говорить о законах, по которым мы решаем управлять собой как демократическим обществом.
Чтобы подать заявку на получение лицензии на чтение этого закона, ознакомьтесь с Сводом федеральных нормативных актов или применимыми законами и постановлениями штата.
на имя и адрес продавца. Для получения дополнительной информации о постановлениях правительства и ваших правах как гражданина в соответствии с нормами закона , пожалуйста, прочтите мое свидетельство перед Конгрессом Соединенных Штатов. Вы можете найти более подробную информацию о нашей деятельности на публичном ресурсе.
в нашем реестре деятельности за 2015 год. [2] [3]
Вы можете найти более подробную информацию о нашей деятельности на публичном ресурсе.
в нашем реестре деятельности за 2015 год. [2] [3]
Спасибо за интерес к чтению закона.Информированные граждане — это фундаментальное требование для работы нашей демократии. Благодарим вас за усилия и приносим извинения за возможные неудобства.
С уважением,
Карл Маламуд
Public.Resource.Org
7 ноября 2015 г.
Банкноты
[1] http://www.archive.org/download/gov.uscourts.dcd.161410/gov.uscourts.dcd.161410.docket.html
[2] https://public.resource.org/edicts/
[3] https://public.resource.org/pro.docket.2015.html
стандартных конусов
стандартных конусовНазвание конуса Большой конус / конус / угол Малая длина Конец фут в дюймах от конца Центр -------------------------------------------------- --------------------- # 0 Морс 0,3561 .6246 .0521 1,4908 0,2520 2,00 # 1 Морс 0,4750 .5986 .0499 1,4287 0,3690 2,13 # 2 Морс 0,7000.
 5994 .0500 1,4307 0,5720 2,56
# 3 Морс 0,9380 .6024 .0502 1,4377 0,7780 3,19
# 4 Морс 1.2310 .6233 .0519 1.4876 1.0200 4.06
# 4-1 / 2 Морс 1.5000 .6240 .0520 1.4894 1,2660 4,50
# 5 Морс 1.7480 .6315 .0526 1,5073 1.4750 5,19
# 6 Морс 2.4940 .6257 .0521 1.4933 2,1160 7,25
# 7 Морс 3,2700 .6240 .0520 1,4894 2,7500 10,00
-------------------------------------------------- ---------------------
# 1 Браун и Шарп 0,2392 .5020 .0418 1,1983 0,2000 0,94
# 2 Браун и Шарп 0,2997 0,5020 0,0418 1,1983 0,2500 1,19
# 3 Браун и Шарп 0,3753 .5020 .0418 1,1983 0,3125 1,50
# 4 Браун и Шарп 0,4207 0,5024 0,0419 1,1992 0,3500 1,69
# 5 Браун и Шарп 0,5388.5016 0,0418 1,1973 0,4500 2,13
# 6 Браун и Шарп 0,5996 0,5033 0,0419 1,2013 0,5000 2,38
# 7 Браун и Шарп 0,7201 .5015 .0418 1,1970 0,6000 2,88
# 8 Браун и Шарп 0,8987 .5010 .0418 1,1959 0,7500 3,56
# 9 Браун и Шарп 1,0775 .5009 .0417 1,1955 0,9001 4,25
# 10 Браун и Шарп 1,2597 .5161 .0430 1,2320 1,0447 5,00
# 11 Браун и Шарп 1.4978 .5010 .0418 1.1959 1.2500 5.
5994 .0500 1,4307 0,5720 2,56
# 3 Морс 0,9380 .6024 .0502 1,4377 0,7780 3,19
# 4 Морс 1.2310 .6233 .0519 1.4876 1.0200 4.06
# 4-1 / 2 Морс 1.5000 .6240 .0520 1.4894 1,2660 4,50
# 5 Морс 1.7480 .6315 .0526 1,5073 1.4750 5,19
# 6 Морс 2.4940 .6257 .0521 1.4933 2,1160 7,25
# 7 Морс 3,2700 .6240 .0520 1,4894 2,7500 10,00
-------------------------------------------------- ---------------------
# 1 Браун и Шарп 0,2392 .5020 .0418 1,1983 0,2000 0,94
# 2 Браун и Шарп 0,2997 0,5020 0,0418 1,1983 0,2500 1,19
# 3 Браун и Шарп 0,3753 .5020 .0418 1,1983 0,3125 1,50
# 4 Браун и Шарп 0,4207 0,5024 0,0419 1,1992 0,3500 1,69
# 5 Браун и Шарп 0,5388.5016 0,0418 1,1973 0,4500 2,13
# 6 Браун и Шарп 0,5996 0,5033 0,0419 1,2013 0,5000 2,38
# 7 Браун и Шарп 0,7201 .5015 .0418 1,1970 0,6000 2,88
# 8 Браун и Шарп 0,8987 .5010 .0418 1,1959 0,7500 3,56
# 9 Браун и Шарп 1,0775 .5009 .0417 1,1955 0,9001 4,25
# 10 Браун и Шарп 1,2597 .5161 .0430 1,2320 1,0447 5,00
# 11 Браун и Шарп 1.4978 .5010 .0418 1.1959 1.2500 5. 94
# 12 Браун и Шарп 1.7968 .4997 .0416 1.1928 1.5001 7,13
# 13 Браун и Шарп 2.0731 .5002 .0417 1.1940 1.7501 7,75
# 14 Браун и Шарп 2.3438 .5000 .0417 1.1935 2.0000 8,25
# 15 Браун и Шарп 2,6146 .5000 .0417 1,1935 2,2500 8,75
# 16 Браун и Шарп 2.8854 .5000 .0417 1.1935 2.5000 9.25
# 17 Браун и Шарп 3,1563 .5000 .0417 1,1935 2,7500 9,75
# 18 Браун и Шарп 3,4271 .5000 .0417 1,1935 3,0000 10,25
-------------------------------------------------- ---------------------
# 2 Ярно 0,2500 .6000 .0500 1,4321 0,2000 1,00
# 3 Ярно 0,3750 .6000 .0500 1,4321 0,3000 1,50
# 4 Ярно 0.5000.6000 0,0500 1,4321 0,4000 2,00
# 5 Ярно 0,6250 .6000 .0500 1,4321 0,5000 2,50
# 6 Ярно 0,7500 .6000 .0500 1,4321 0,6000 3,00
# 7 Ярно 0,8750 .6000 .0500 1,4321 0,7000 3,50
# 8 Ярно 1.0000 .6000 .0500 1.4321 0.8000 4.00
# 9 Ярно 1.1250 .6000 .0500 1,4321 0,9000 4,50
# 10 Ярно 1.2500 .6000 .0500 1.4321 1.0000 5.00
# 11 Ярно 1.3750 .6000 .0500 1.4321 1.1000 5.50
# 12 Ярно 1.5000 .6000 .0500 1.4321 1.2000 6.00
# 13 Ярно 1.
94
# 12 Браун и Шарп 1.7968 .4997 .0416 1.1928 1.5001 7,13
# 13 Браун и Шарп 2.0731 .5002 .0417 1.1940 1.7501 7,75
# 14 Браун и Шарп 2.3438 .5000 .0417 1.1935 2.0000 8,25
# 15 Браун и Шарп 2,6146 .5000 .0417 1,1935 2,2500 8,75
# 16 Браун и Шарп 2.8854 .5000 .0417 1.1935 2.5000 9.25
# 17 Браун и Шарп 3,1563 .5000 .0417 1,1935 2,7500 9,75
# 18 Браун и Шарп 3,4271 .5000 .0417 1,1935 3,0000 10,25
-------------------------------------------------- ---------------------
# 2 Ярно 0,2500 .6000 .0500 1,4321 0,2000 1,00
# 3 Ярно 0,3750 .6000 .0500 1,4321 0,3000 1,50
# 4 Ярно 0.5000.6000 0,0500 1,4321 0,4000 2,00
# 5 Ярно 0,6250 .6000 .0500 1,4321 0,5000 2,50
# 6 Ярно 0,7500 .6000 .0500 1,4321 0,6000 3,00
# 7 Ярно 0,8750 .6000 .0500 1,4321 0,7000 3,50
# 8 Ярно 1.0000 .6000 .0500 1.4321 0.8000 4.00
# 9 Ярно 1.1250 .6000 .0500 1,4321 0,9000 4,50
# 10 Ярно 1.2500 .6000 .0500 1.4321 1.0000 5.00
# 11 Ярно 1.3750 .6000 .0500 1.4321 1.1000 5.50
# 12 Ярно 1.5000 .6000 .0500 1.4321 1.2000 6.00
# 13 Ярно 1.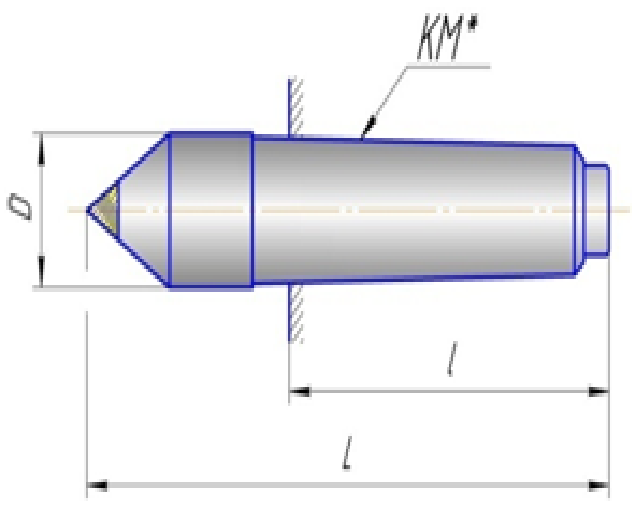 6250 .6000 .0500 1.4321 1.3000 6.50
# 14 Ярно 1.7500 .6000 .0500 1.4321 1.4000 7,00
# 15 Ярно 1.8750 .6000 .0500 1.4321 1.5000 7.50
# 16 Ярно 2.0000 .6000 .0500 1.4321 1.6000 8.00
# 17 Ярно 2.1250 .6000 .0500 1.4321 1.7000 8.50
# 18 Ярно 2.2500 .6000 .0500 1.4321 1.8000 9.00
# 19 Ярно 2.3750 .6000 .0500 1.4321 1.9000 9.50
# 20 Ярно 2.5000 .6000 .0500 1.4321 2.0000 10.00
-------------------------------------------------- ---------------------
# 0 Джейкобс 0,2500 .5915 .0493 1,4117 0,2284 0,44
# 1 Джейкобс 0,3840 .9251 .0771 2,2074 0,3334 0,66
# 2 Джейкобс 0,5590 .9786 .0816 2.3350 0,4876 0,88
# 2 Шорт Джейкобс 0,5488 .9786 .0816 2,3350 0,4876 0,75
# 3 Джейкобс 0,8110 0,6390 0,0532 1,5251 0,7461 1,22
# 4 Джейкобс 1,1240 .6289 .0524 1,5009 1,0372 1,66
# 5 Джейкобс 1.4130 .6201 .0517 1.4801 1.3161 1.88
# 6 Джейкобс 0,6760 0,6229 0,0519 1,4868 0,6241 1,00
# 33 Джейкобс 0,6240 0,7619 0,0635 1,8184 0,5605 1,00
-------------------------------------------------- ---------------------
* * * ВСЕ РАЗМЕРЫ В ДЮЙМАХ * * *
Домашняя страница Логана
Указатель советов
Logan Lathe
6250 .6000 .0500 1.4321 1.3000 6.50
# 14 Ярно 1.7500 .6000 .0500 1.4321 1.4000 7,00
# 15 Ярно 1.8750 .6000 .0500 1.4321 1.5000 7.50
# 16 Ярно 2.0000 .6000 .0500 1.4321 1.6000 8.00
# 17 Ярно 2.1250 .6000 .0500 1.4321 1.7000 8.50
# 18 Ярно 2.2500 .6000 .0500 1.4321 1.8000 9.00
# 19 Ярно 2.3750 .6000 .0500 1.4321 1.9000 9.50
# 20 Ярно 2.5000 .6000 .0500 1.4321 2.0000 10.00
-------------------------------------------------- ---------------------
# 0 Джейкобс 0,2500 .5915 .0493 1,4117 0,2284 0,44
# 1 Джейкобс 0,3840 .9251 .0771 2,2074 0,3334 0,66
# 2 Джейкобс 0,5590 .9786 .0816 2.3350 0,4876 0,88
# 2 Шорт Джейкобс 0,5488 .9786 .0816 2,3350 0,4876 0,75
# 3 Джейкобс 0,8110 0,6390 0,0532 1,5251 0,7461 1,22
# 4 Джейкобс 1,1240 .6289 .0524 1,5009 1,0372 1,66
# 5 Джейкобс 1.4130 .6201 .0517 1.4801 1.3161 1.88
# 6 Джейкобс 0,6760 0,6229 0,0519 1,4868 0,6241 1,00
# 33 Джейкобс 0,6240 0,7619 0,0635 1,8184 0,5605 1,00
-------------------------------------------------- ---------------------
* * * ВСЕ РАЗМЕРЫ В ДЮЙМАХ * * *
Домашняя страница Логана
Указатель советов
Logan Lathe
Спиральное сверло для высокоскоростной стали с коническим хвостовиком — Материал инструмента: быстрорежущая сталь, Тип хвостовика: Конический хвостовик, Форма канавки: Обычная спираль — спиральные канавки, Угол сверления: 118 градусов, Общая длина: 13 дюймов, Размер: 1-3 / 16 «, 01-120-076
Спиральное сверло для быстрорежущей стали с коническим хвостовиком — Материал инструмента: быстрорежущая сталь, Тип хвостовика: Конический хвостовик, Форма канавки: Обычная спираль — спиральные канавки, Угол сверления: 118 градусов, Общая длина: 13 дюймов, Размер: 1-3 / 16 «, 01-120-076
| Описание | Спиральные сверла из быстрорежущей стали с коническим хвостовиком Материал инструмента: быстрорежущая сталь Тип хвостовика: конический хвостовик Форма канавки: нормальная спираль — винтовые канавки Угол сверления: 118 ° Общая длина: 13 дюймов Размер: 1-3 / 16 дюймов |
| Размер | 1-3 / 16 « |
| Конус Морзе | 4 |
| Длина канавки | 7-3 / 8 « |
| Общая длина | 13 дюймов |
No. флейт флейт | 2 |
| Десятичный диаметр | 1,1875 |
| Тип заточки острия | Нормальная точка |
| Уровень сверла | Общего назначения |
| Угол сверления | 118 ° |
| Тип сверла | Конический хвостовик |
| Флейта | Обычная спираль — спиральная |
| Твердость | от 58 до 60 RC |
| Метод производства | Цилиндрически заточенный |
| Серия | A25 / A26 |
| Стиль хвостовика | Конический хвостовик |
| Материал инструмента | Быстрорежущая сталь |
—
Спиральное сверло для высокоскоростной стали с коническим хвостовиком — Материал инструмента: быстрорежущая сталь, Тип хвостовика: Конический хвостовик, Форма канавки: Обычная спираль — винтовые канавки, Угол сверления: 118 градусов, общая длина : 13 дюймов, размер: 1-3 / 16 дюймов, 01-120-076
Точка 118 ° • Правая рука
Приложения
- Сверла общего назначения для нормальной работы, предназначенные для сверления отверстий в различных или обычных сталях, чугуне и других черных и цветных металлах и сплавах.
- Иметь нормальный угол при вершине сверла 118 °, подходящий для различных применений и условий бурения.
- Конические хвостовики для использования в конических головках, размер которых соответствует стандартным размерам конуса Морзе.
- Используется с переносными или стационарными станками, имеющими шпиндель с коническим гнездом.
- Для достижения оптимальной производительности и увеличения срока службы инструмента для большинства операций сверления рекомендуются подходящие смазочно-охлаждающие масла или охлаждающие жидкости.
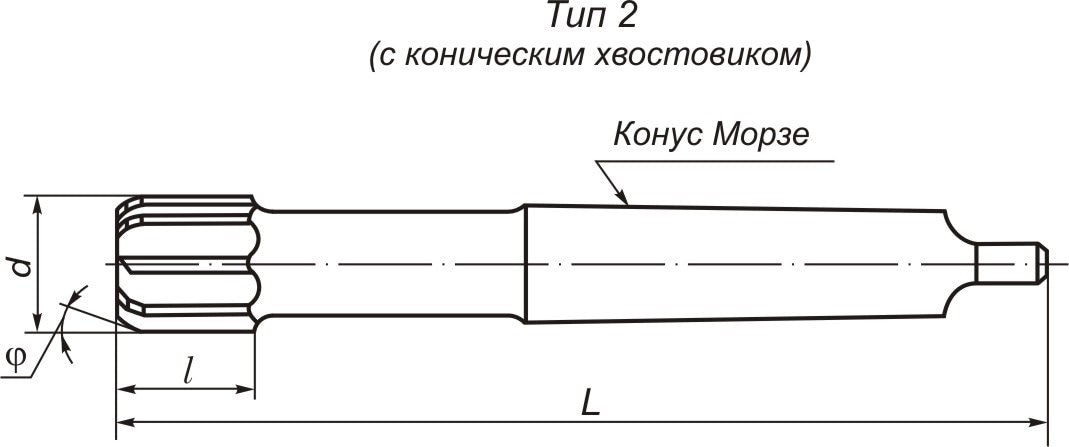
Характеристики
- Правое направление резания (вращение по часовой стрелке).
- Стандартная конструкция с двумя зубьями.
- Спирально-винтовые канавки нормальные.
- Стандартный угол при вершине 118 °.
- Стандартные конические хвостовики Морзе соответствуют диаметру сверла.
- Канавки пропорциональны длине.
Технические характеристики
- Изготовлен из быстрорежущей стали.
- Сверла общего назначения для обычных нагрузок.
- Черное покрытие.
| Описание | Спиральные сверла из быстрорежущей стали с коническим хвостовиком Материал инструмента: быстрорежущая сталь Тип хвостовика: конический хвостовик Форма канавки: нормальная спираль — винтовые канавки Угол сверления: 118 ° Общая длина: 13 дюймов Размер: 1-3 / 16 дюймов |
| Размер | 1-3 / 16 « |
| Конус Морзе | 4 |
| Длина канавки | 7-3 / 8 « |
| Общая длина | 13 дюймов |
No. флейт флейт | 2 |
| Десятичный диаметр | 1,1875 |
| Тип заточки острия | Нормальная точка |
| Уровень сверла | Общего назначения |
| Угол сверления | 118 ° |
| Тип сверла | Конический хвостовик |
| Флейта | Обычная спираль — спиральная |
| Твердость | от 58 до 60 RC |
| Метод производства | Цилиндрически заточенный |
| Серия | A25 / A26 |
| Стиль хвостовика | Конический хвостовик |
| Материал инструмента | Быстрорежущая сталь |
Конус Морзе 11 градусов по сравнению с стыковым соединением
Предпосылки и цель . Геометрия интерфейса имплантат-абатмент (IAI) влияет на риск бактериальной утечки и вторжения во внутренние части имплантата. Целью этого исследования было сравнение бактериальной утечки 11-градусного конуса IAI Морзе и стыкового соединения. Материалы и методы . Были протестированы две системы имплантатов (на группу): CSM (погруженный) и TBR (соединительный). В самые глубокие внутренние части имплантатов засевали 2 мкл л суспензии Streptococcus mutans с концентрацией 108 КОЕ / мл.Абатменты были затянуты на имплантаты. Образцы хранили в инкубаторе при температуре 37 ° C в течение 14 дней, а проникновение бактерии в окружающую среду определяли путем наблюдения за мутностью раствора и сравнения с контрольными образцами. Кривая выживаемости Каплана-Мейера была построена для оценки утечки бактерий, а результаты между двумя группами имплантатов были статистически проанализированы с помощью теста хи-квадрат. Результаты . Ни в одном случае системы имплантата с конструкцией внутреннего конического соединения не было выявлено бактериальной утечки за 14 дней, и о мутности раствора не сообщалось.
Геометрия интерфейса имплантат-абатмент (IAI) влияет на риск бактериальной утечки и вторжения во внутренние части имплантата. Целью этого исследования было сравнение бактериальной утечки 11-градусного конуса IAI Морзе и стыкового соединения. Материалы и методы . Были протестированы две системы имплантатов (на группу): CSM (погруженный) и TBR (соединительный). В самые глубокие внутренние части имплантатов засевали 2 мкл л суспензии Streptococcus mutans с концентрацией 108 КОЕ / мл.Абатменты были затянуты на имплантаты. Образцы хранили в инкубаторе при температуре 37 ° C в течение 14 дней, а проникновение бактерии в окружающую среду определяли путем наблюдения за мутностью раствора и сравнения с контрольными образцами. Кривая выживаемости Каплана-Мейера была построена для оценки утечки бактерий, а результаты между двумя группами имплантатов были статистически проанализированы с помощью теста хи-квадрат. Результаты . Ни в одном случае системы имплантата с конструкцией внутреннего конического соединения не было выявлено бактериальной утечки за 14 дней, и о мутности раствора не сообщалось. В системе с стыковым соединением имплантата и абатмента в 1 случае протечка была обнаружена на третьи сутки, в 1 случае на восьмой день и в 5 случаях на 13-й день. Всего в 7 (70%) случаях обнаружена утечка бактерий в этой системе. Значительные различия были обнаружены между двумя группами имплантатов на основании частоты бактериального протекания (). Заключение . Конус Морзе под углом 11 градусов продемонстрировал лучшую устойчивость к микробной утечке, чем стыковое соединение.
В системе с стыковым соединением имплантата и абатмента в 1 случае протечка была обнаружена на третьи сутки, в 1 случае на восьмой день и в 5 случаях на 13-й день. Всего в 7 (70%) случаях обнаружена утечка бактерий в этой системе. Значительные различия были обнаружены между двумя группами имплантатов на основании частоты бактериального протекания (). Заключение . Конус Морзе под углом 11 градусов продемонстрировал лучшую устойчивость к микробной утечке, чем стыковое соединение.
1. Введение
Зубной имплантат — один из распространенных методов замены отсутствующих зубов с высоким успехом и отличной выживаемостью [1].Наиболее распространенные системы имплантат состоят из двух основных частей: эндостальный крепежа и протеза, поддерживающий абатмента, соединенный с приспособлением с винтом. Соединение между приспособлением и абатментом (FAI) может быть внешним или внутренним. Имплантаты внутреннего соединения в настоящее время более распространены, чем имплантаты внешнего типа. Бактериальная колонизация поверхности раздела абатмент-имплантат в двухчастных системах имплантатов является серьезной проблемой в имплантологии [2]. Было высказано предположение, что зазор соединения имплантата абатмента внутри полости имплантата может действовать как резервуар для патогенов, вызывающих биологические проблемы, приводящие к периимплантиту [3].Фактически, утечка бактерий на границе имплантата и абатмента (IAI) считается наиболее важным фактором возникновения воспалительных реакций вокруг имплантата. Независимо от стабильности, конструкция и технология соединения абатмента с имплантатом могут иметь большее влияние на бактериальную герметичность. Следовательно, имплантаты должны быть изготовлены с идеальным уплотнением, чтобы предотвратить или ограничить накопление биопленки. Было заявлено, что хорошее краевое прилегание компонентов имплантата могло предотвратить бактериальную утечку [4].В доступных на рынке системах имплантатов используются разные IAI. Что касается герметизирующей способности, по нашему мнению, двумя основными IAI являются внутреннее соединение Морзе и стыковое соединение (Рисунок 1).
Бактериальная колонизация поверхности раздела абатмент-имплантат в двухчастных системах имплантатов является серьезной проблемой в имплантологии [2]. Было высказано предположение, что зазор соединения имплантата абатмента внутри полости имплантата может действовать как резервуар для патогенов, вызывающих биологические проблемы, приводящие к периимплантиту [3].Фактически, утечка бактерий на границе имплантата и абатмента (IAI) считается наиболее важным фактором возникновения воспалительных реакций вокруг имплантата. Независимо от стабильности, конструкция и технология соединения абатмента с имплантатом могут иметь большее влияние на бактериальную герметичность. Следовательно, имплантаты должны быть изготовлены с идеальным уплотнением, чтобы предотвратить или ограничить накопление биопленки. Было заявлено, что хорошее краевое прилегание компонентов имплантата могло предотвратить бактериальную утечку [4].В доступных на рынке системах имплантатов используются разные IAI. Что касается герметизирующей способности, по нашему мнению, двумя основными IAI являются внутреннее соединение Морзе и стыковое соединение (Рисунок 1). Конусное соединение Морзе имеет угол от 6 до 16 ° между имплантатом и абатментом. Некоторые исследования с использованием различных систем сужения описали наличие бактериальной утечки в IAI. Итак, целью этого исследования было сравнить бактериальную утечку соединения имплантат-абатмент по Морзе с углом 11 градусов и стыкового соединения.
Конусное соединение Морзе имеет угол от 6 до 16 ° между имплантатом и абатментом. Некоторые исследования с использованием различных систем сужения описали наличие бактериальной утечки в IAI. Итак, целью этого исследования было сравнить бактериальную утечку соединения имплантат-абатмент по Морзе с углом 11 градусов и стыкового соединения.
2. Материалы и методы
Десять имплантатов каждого типа соединения, внутреннее соединение Морзе 11 ° (CSM Implant, Тэгу, Корея) диаметром 4,2 мм и длиной 12 мм, а также соединение встык (TBR, TBR Implant Group, Тулуза, Франция) диаметром 4 мм и длиной 13 мм использовались для оценки микроподтекания.
2.1. Приготовление стандартных штаммов бактерий
Бактерии были приобретены и заказаны в Иранской организации промышленных научных исследований со спецификациями PTCC = 1683.Поэтому их инкубировали в TBS (триптическом соевом бульоне) и восстанавливали. После этого бактерии с 15% глицерином в форме для хранения были помещены в морозильную камеру при температуре 70 ° C для использования на следующих этапах исследования.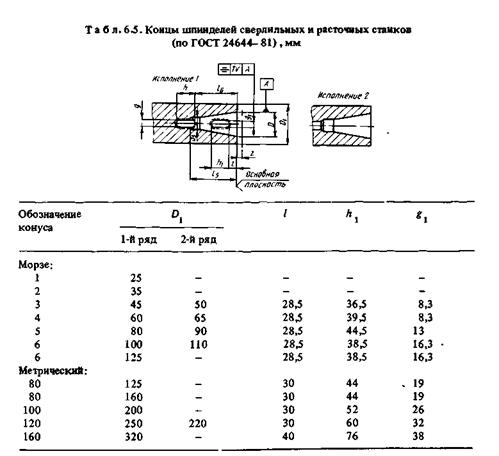
2.2. Приготовление суспензии
Streptococcus mutans с мутностью 0,5 по МакФарландуДля этого сохраненные бактерии переносили около 20 микролитров в среде кровяного агара с 5% овечьей крови и инкубировали линейно. Бактерии инкубировали в инкубаторе при 37 ° C в микроаэрофильных условиях (CO 2 5%) в течение примерно 24–48 часов.Затем некоторые аналогичные моноколонии инкубировали в среде TSB 2 мм и достигали 0,5% мутности по МакФарланду (равной 108 КОЕ / мл).
Путем автоматического контроля микропипеткой отобрали 2 мкл суспензии Streptococcus mutans с концентрацией 108 CFC / мл и поместили в стерилизованное состояние в самую глубокую часть внутренней части имплантата. Затем соответствующий абатмент был закреплен на имплантатах со стандартным крутящим моментом 30 Н · см в стерильных условиях.
В качестве образцов группы положительного контроля были приготовлены две аналогичные лабораторные пробирки, содержащие (TBS) питательный раствор и смешанные с 2 микролитрами суспензии Streptococcus mutans , которая показывает существование и рост бактерий посредством мутности раствора и инкубации бактерий и подтверждает наличие микроорганизма. постоянство во всем эксперименте.
постоянство во всем эксперименте.
В качестве образцов группы отрицательного контроля также использовались две аналогичные пробирки, которые были заполнены стерильным питательным раствором для инфузии мозга и сердца, и были подтверждены прозрачность раствора и обычная техника инкубации.
Для оценки нежелательного загрязнения внешней поверхности имплантата, последующего загрязнения и блокирования имплантата каждый комплекс имплантат-абатмент погружали в отдельный стерильный питательный раствор примерно на 1 минуту и перемещали перекатывающими движениями (всего 20 экспериментальных пробирок).Пробирки с мутным раствором, свидетельствовавшие о загрязнении внешней поверхности, были исключены из исследования. Каждый набор имплантат-абатмент был помещен в стерильные пробирки Eppendorf, содержащие 150–200 см3 питательного раствора, таким образом, чтобы уровень раствора был примерно на уровне соединения имплантата-абатмента.
На следующем этапе 20 пробирок с образцами, 20 пробирок для контроля загрязнения внешней поверхности, 2 (+) контрольных образца и 2 (-) контрольных образца были помещены в инкубатор при 37 ° C примерно на 14 дней.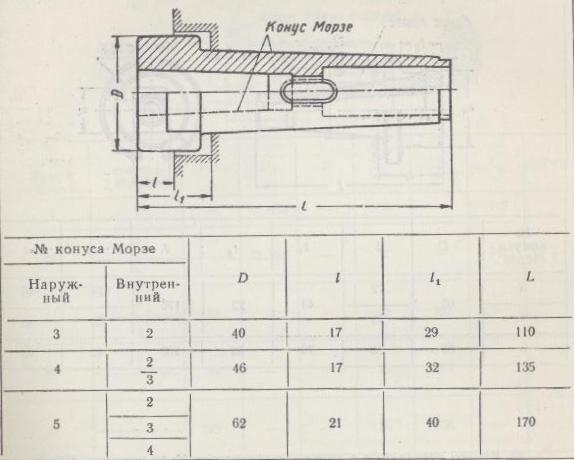 Образцы инкубировали и тестировали бактериально каждый день, определяли проникновение бактерий в окружающую среду из-за мутности раствора и его сравнение с образцом отрицательного контроля и колонизацию на среде кровяного агара, и, наконец, рассматривались наличие или отсутствие помутнения и колонизации бактерий. дата была записана.
Образцы инкубировали и тестировали бактериально каждый день, определяли проникновение бактерий в окружающую среду из-за мутности раствора и его сравнение с образцом отрицательного контроля и колонизацию на среде кровяного агара, и, наконец, рассматривались наличие или отсутствие помутнения и колонизации бактерий. дата была записана.
2.3. Расчет колонии
Для расчета колонии в назначенное время брали 5 микрон мутных пробирок, инкубировали в чашке с агаром с овечьей кровью и полностью рассыпали по L-полоске.Планшеты выдерживали в инкубаторе в течение 24–48 часов, подсчитывали количество образовавшихся колоний и, в конечном итоге, количество бактерий оценивали по следующим формулам: количество рассчитанных колоний × коэффициент тонкости × объем (мл).
Была определена и сообщена частота (количество и процент) утечки бактерий в разные дни в каждой из двух систем имплантатов. Была построена кривая выживаемости Каплана-Мейера для частоты утечки в разные дни в группе TBR и статистически проанализировано различие между группами в соединении имплантата и абатмента с учетом количества утечки с помощью теста хи-квадрат.
3. Результаты
Настоящее исследование проводилось в течение 14 дней, и количество образцов в каждой группе составляло 10. Не было случаев бактериальной утечки, и не наблюдалось мутности раствора в группе с конусом Морзе 11 градусов. (Рисунок 3).
В образцах стыковых соединений признаки негерметичности наблюдались у 7 из 10, у одного — на 3-й день, у одного — на 8-й день и у 5 — на 13-й день. Во всех образцах некоторые колонии были разделены за два дня до наблюдения за мутностью при инкубации.Кривая выживаемости Каплана-Мейера при исследовании частоты утечки в течение 14-дневного периода проиллюстрирована на рисунке 2, а результат, основанный на количестве КОЕ, представлен в таблице 1. Разница была статистически значимой на основании критерия хи-квадрат ( ).
| ||||||||||||||||||||||||||||||
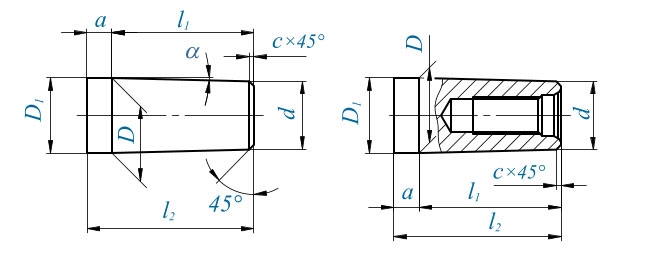 14
144. Обсуждение
В течение 14 дней in vitro оценка бактериальной утечки на границе раздела имплантат-абатмент (IAI), в образцах стыковых соединений признаки негерметичности наблюдались в 70% случаев. Конус Морзе под углом 11 градусов не продемонстрировал никаких признаков микробной утечки, таким образом, более устойчивый к микробной утечке, чем конструкция стыкового соединения.Бактериальная изоляция IAI имеет первостепенное значение в установлении стабильной интеграции твердых и мягких тканей [2]. При стыковом соединении поверхности образуют угол 90 градусов; но при коническом соединении существует соединение между двумя поверхностями воронки, и одна из них переходит в другую. Соединение конуса Морзе кажется более эффективным с учетом этих биологических аспектов [5]. Внутренняя часть двухкомпонентных имплантатов может действовать как резервуар для бактерий и их побочных продуктов [6].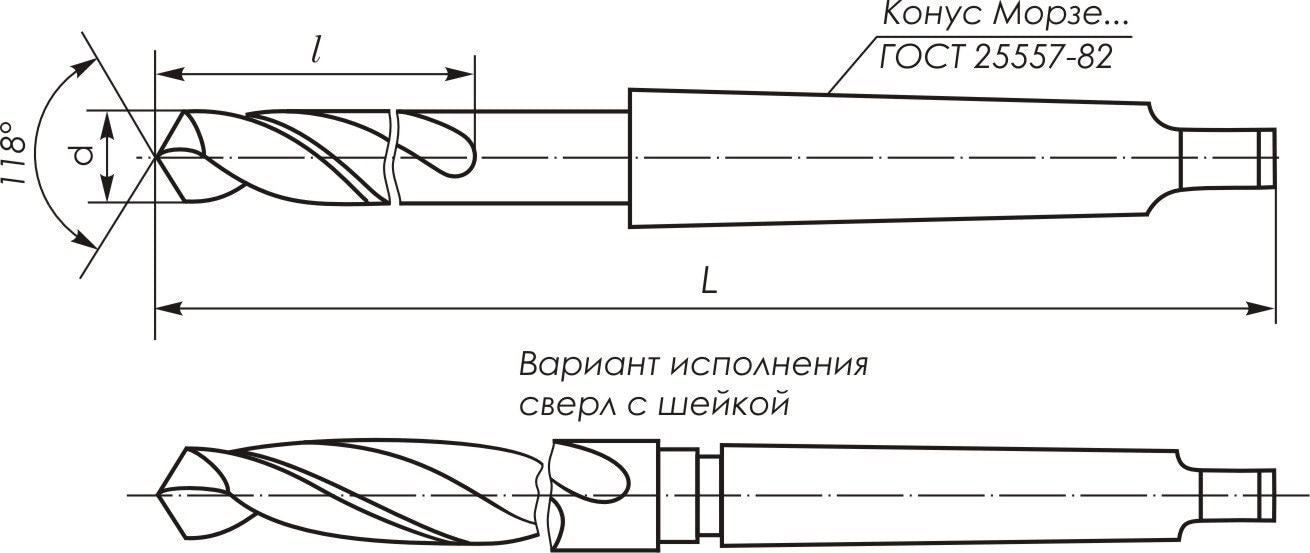 Таким образом, имплантаты должны изготавливаться с идеальным уплотнением, чтобы предотвратить или ограничить любые воспалительные реакции, приводящие к потере костной массы вокруг имплантатов. Особое значение имеет точность производственного процесса и инженерных деталей. Тип подключения более важен. Конусное соединение Морзе показано для одиночных имплантатов, несъемных частичных протезов и планирования съемных протезов, поскольку оно демонстрирует высокую механическую стабильность [7]. Дизайн и характеристики IAI предложены в основном для снижения напряжения гребневой кости.Акцент на распределении напряжений не должен игнорировать важность способности утечки IAI. Следовательно, точность производственного процесса и инженерных деталей имеет особое значение. Тип подключения более важен.
Таким образом, имплантаты должны изготавливаться с идеальным уплотнением, чтобы предотвратить или ограничить любые воспалительные реакции, приводящие к потере костной массы вокруг имплантатов. Особое значение имеет точность производственного процесса и инженерных деталей. Тип подключения более важен. Конусное соединение Морзе показано для одиночных имплантатов, несъемных частичных протезов и планирования съемных протезов, поскольку оно демонстрирует высокую механическую стабильность [7]. Дизайн и характеристики IAI предложены в основном для снижения напряжения гребневой кости.Акцент на распределении напряжений не должен игнорировать важность способности утечки IAI. Следовательно, точность производственного процесса и инженерных деталей имеет особое значение. Тип подключения более важен.
Для группы с конусом Морзе 11 ° не наблюдалось бактериальной утечки и помутнения раствора. В других исследованиях сообщалось о более низкой бактериальной утечке конического соединения Морзе, что также было подтверждено в настоящем исследовании, поскольку не было случаев утечки микробов при конусе Морзе 11 ° в течение 14-дневного периода оценки.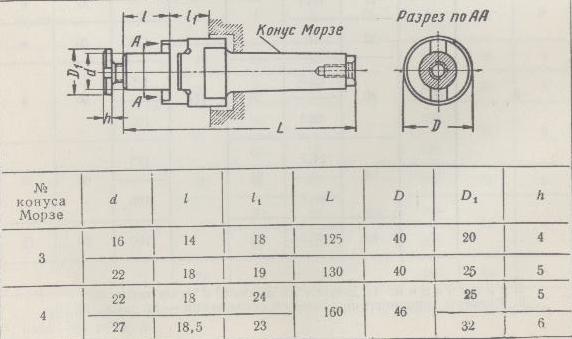 Tripodi et al. [8] оценили бактериальную утечку конуса Морзе IAI с и без нагрузки и не обнаружили никаких различий в микробной утечке между двумя группами. В своем исследовании они использовали идентичные имплантаты. D’Ercole et al. [9] наблюдали утечку в течение 28 дней во внутренних соединениях конуса Морзе конуса и в соединениях резьбовых абатментов и сообщили о более низкой скорости инфильтрации внутренних соединений конуса Морзе. Aloise et al. [10] сравнили частоту утечки бактерий по IAI между двумя системами дентальных имплантатов с конусом Морзе и не обнаружили статистических различий между ними.Среди исследований утечки на соединении с конусом Морзе лишь немногие были связаны с соединением с конусом Морзе 11 °. Насколько нам известно, это первое исследование, в котором сравнивалась микробная утечка при конусе Морзе 11 ° и стыковом стыке.
Tripodi et al. [8] оценили бактериальную утечку конуса Морзе IAI с и без нагрузки и не обнаружили никаких различий в микробной утечке между двумя группами. В своем исследовании они использовали идентичные имплантаты. D’Ercole et al. [9] наблюдали утечку в течение 28 дней во внутренних соединениях конуса Морзе конуса и в соединениях резьбовых абатментов и сообщили о более низкой скорости инфильтрации внутренних соединений конуса Морзе. Aloise et al. [10] сравнили частоту утечки бактерий по IAI между двумя системами дентальных имплантатов с конусом Морзе и не обнаружили статистических различий между ними.Среди исследований утечки на соединении с конусом Морзе лишь немногие были связаны с соединением с конусом Морзе 11 °. Насколько нам известно, это первое исследование, в котором сравнивалась микробная утечка при конусе Морзе 11 ° и стыковом стыке.
Бербери и др. [11] изучили три марки систем имплантатов с одним и тем же коническим соединением 11 ° и пришли к выводу, что испытанные соединения, по-видимому, не могут предотвратить утечку.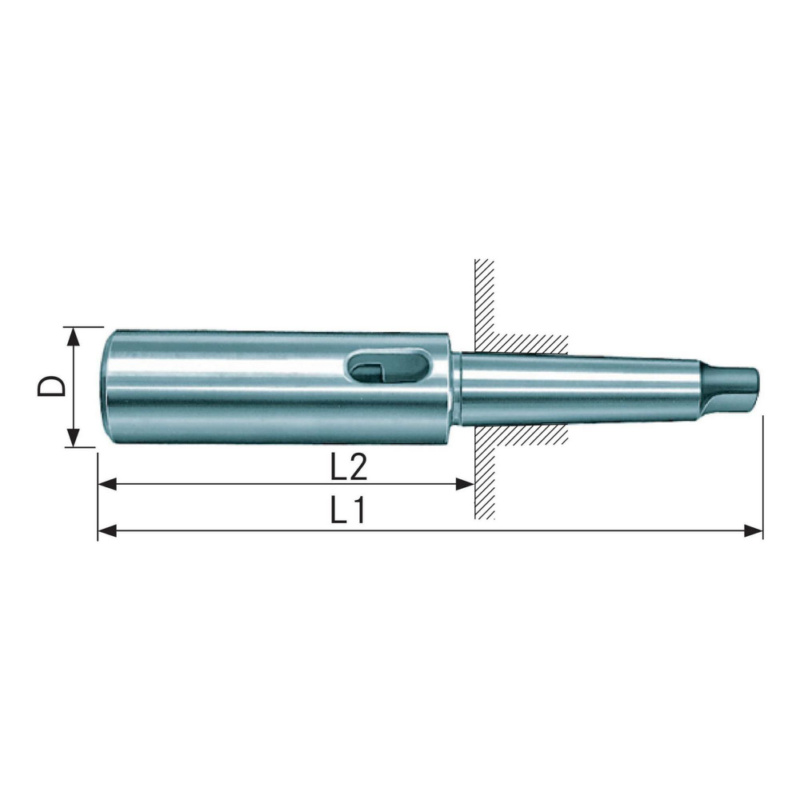 Хотя точность изготовления и точность посадки компонентов кажутся важными факторами устойчивости к утечкам, тем не менее, мы случайным образом использовали одобренные CE конические соединения с конусом Морзе 11 ° от доступных брендов на рынке.
Хотя точность изготовления и точность посадки компонентов кажутся важными факторами устойчивости к утечкам, тем не менее, мы случайным образом использовали одобренные CE конические соединения с конусом Морзе 11 ° от доступных брендов на рынке.
Teixeira et al. [3] наблюдали более высокую степень бактериальной утечки в конических соединениях Морзе (77%) и внутреннем шестиугольнике (100%) через семь дней. Tesmer et al. [12] сравнивали имплантаты с внутренними коническими соединениями имплантат-абатмент и резьбовыми трехлопастными соединениями. Они доказали, что только 30% имплантатов с коническим соединением имели бактериальную утечку. Merz et al. [13] сравнили конус Морзе с углом 8 градусов и стыковые соединения и пришли к выводу, что механика конического упора в трехмерной нелинейной модели конечных элементов лучше, чем у стыковых соединений.С другой стороны, Shin et al. [14] показали, что внешнее стыковое соединение было более выгодным, чем внутренний конус, с точки зрения потери крутящего момента после снятия нагрузки.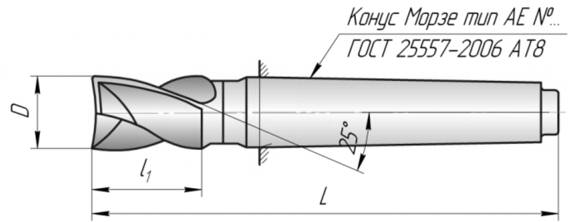 В своем исследовании в двухступенчатой системе внутреннего конуса группа большого диаметра продемонстрировала значительно более низкий уровень потерь, чем группа обычного диаметра. Эта потеря крутящего момента может повлиять на устойчивость IAI к бактериальной утечке. Steinebrunner et al. [15] использовали процесс загрузки при оценке утечки бактерий и показали значительные различия между имплантатами и количеством циклов нагрузки.Наше исследование было в статическом состоянии, без нагрузки; поэтому потеря крутящего момента не была проблемой, связанной с нашими результатами.
В своем исследовании в двухступенчатой системе внутреннего конуса группа большого диаметра продемонстрировала значительно более низкий уровень потерь, чем группа обычного диаметра. Эта потеря крутящего момента может повлиять на устойчивость IAI к бактериальной утечке. Steinebrunner et al. [15] использовали процесс загрузки при оценке утечки бактерий и показали значительные различия между имплантатами и количеством циклов нагрузки.Наше исследование было в статическом состоянии, без нагрузки; поэтому потеря крутящего момента не была проблемой, связанной с нашими результатами.
Считается, что хорошее краевое прилегание компонентов имплантата, по-видимому, могло предотвратить утечку бактерий [16]. Тем не менее, отсутствует документация о влиянии соединения имплантат-абатмент на изменения уровня гребневой кости, хотя расположение обработанной шейки и микрозазора может ограничивать изменения уровня гребневой кости при непогруженных имплантатах [17].Дизайн и разработка IAI могут иметь большее влияние на бактериальную печать.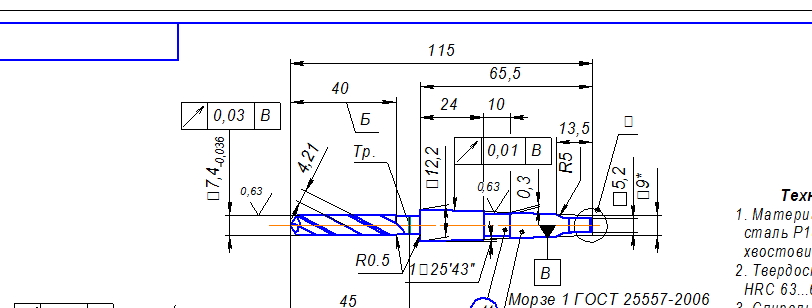 Schmitt et al. [5] в недавнем систематическом обзоре указали, что системы имплантатов, использующие конический IAI, обеспечивают лучшие результаты с точки зрения посадки абатмента, стабильности и характеристик уплотнения. Tripodi et al. [8] оценили бактериальную утечку конуса Морзе IAI с нагрузкой и без нее и не смогли найти различий в микробной утечке между двумя группами. В своем исследовании они использовали идентичные имплантаты. В другом исследовании Tripodi et al.[18] не сообщили о существенных различиях в утечке, наблюдаемых во внутренних шестигранниках и конусах Морзе IAI. Они использовали конический имплантат и обнаружили утечку бактерий в 2 из 10 соединений имплантат-абатмент. В нашем исследовании мы не обнаружили утечки бактерий в течение 14-дневного периода в группе с конусом Морзе 11 °. Различие в результатах может быть связано с разницей в конструкции имплантатов и степени сужения в системах имплантатов. Хотя сообщается, что системы имплантатов, использующие конический IAI, обеспечивают лучшие результаты с точки зрения герметичности, в большинстве исследований сообщалось о некоторых утечках в разные дни.
Schmitt et al. [5] в недавнем систематическом обзоре указали, что системы имплантатов, использующие конический IAI, обеспечивают лучшие результаты с точки зрения посадки абатмента, стабильности и характеристик уплотнения. Tripodi et al. [8] оценили бактериальную утечку конуса Морзе IAI с нагрузкой и без нее и не смогли найти различий в микробной утечке между двумя группами. В своем исследовании они использовали идентичные имплантаты. В другом исследовании Tripodi et al.[18] не сообщили о существенных различиях в утечке, наблюдаемых во внутренних шестигранниках и конусах Морзе IAI. Они использовали конический имплантат и обнаружили утечку бактерий в 2 из 10 соединений имплантат-абатмент. В нашем исследовании мы не обнаружили утечки бактерий в течение 14-дневного периода в группе с конусом Морзе 11 °. Различие в результатах может быть связано с разницей в конструкции имплантатов и степени сужения в системах имплантатов. Хотя сообщается, что системы имплантатов, использующие конический IAI, обеспечивают лучшие результаты с точки зрения герметичности, в большинстве исследований сообщалось о некоторых утечках в разные дни. Используя стимулятор, Koutouzis et al. [19] сообщили об утечке бактерий только в одном из четырнадцати имплантатов с внутренними коническими соединениями. В другом исследовании Aloise et al. [10] бактериальная утечка наблюдалась в 2 из 10 имплантатов с внутренним коническим соединением. Бербери и др. [11] использовали имплантаты с внутренним соединением в своем исследовании, и в них была подтверждена бактериальная утечка. Дибарт и др. [20], которые сообщили об отсутствии утечки, оценили наличие бактериальной утечки всего за 72 часа. Объяснение такого разнообразия результатов может быть связано с различиями в конструкции Морзе и степени сужения в исследуемых образцах имплантатов.Среди других факторов, влияющих на бактериальную утечку, — крутящий момент закрытия во время затяжки абатмента на креплениях. Мы использовали крутящий момент 30 Н · см для всех имплантатов в обеих группах. В целом кажется, что коническое соединение Морзе имеет очевидное преимущество в отношении герметичности; тем не менее, при проектировании и проектировании IAI необходимо учитывать другие аспекты, касающиеся устойчивости, распределения напряжений, ослабления винта и переключения платформы.
Используя стимулятор, Koutouzis et al. [19] сообщили об утечке бактерий только в одном из четырнадцати имплантатов с внутренними коническими соединениями. В другом исследовании Aloise et al. [10] бактериальная утечка наблюдалась в 2 из 10 имплантатов с внутренним коническим соединением. Бербери и др. [11] использовали имплантаты с внутренним соединением в своем исследовании, и в них была подтверждена бактериальная утечка. Дибарт и др. [20], которые сообщили об отсутствии утечки, оценили наличие бактериальной утечки всего за 72 часа. Объяснение такого разнообразия результатов может быть связано с различиями в конструкции Морзе и степени сужения в исследуемых образцах имплантатов.Среди других факторов, влияющих на бактериальную утечку, — крутящий момент закрытия во время затяжки абатмента на креплениях. Мы использовали крутящий момент 30 Н · см для всех имплантатов в обеих группах. В целом кажется, что коническое соединение Морзе имеет очевидное преимущество в отношении герметичности; тем не менее, при проектировании и проектировании IAI необходимо учитывать другие аспекты, касающиеся устойчивости, распределения напряжений, ослабления винта и переключения платформы.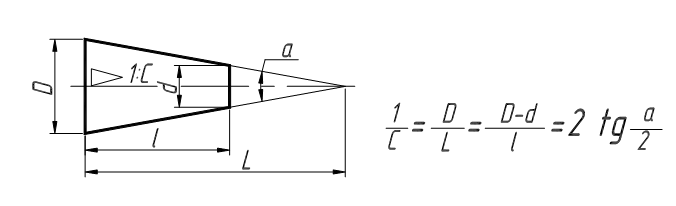
Конкурирующие интересы
Авторы заявляют, что у них нет конкурирующих интересов.
Благодарности
Авторы признательны за финансирование и поддержку этого исследования, предоставленную проректором исследовательского центра и инноваций Университета медицинских наук Шираза. Эта статья основана на докторской диссертации доктора Атооса Багери из стоматологической школы Ширазского университета медицинских наук.
 Центры вставляются в отверстия, просверленные в одном или обоих концах детали.
Центры вставляются в отверстия, просверленные в одном или обоих концах детали.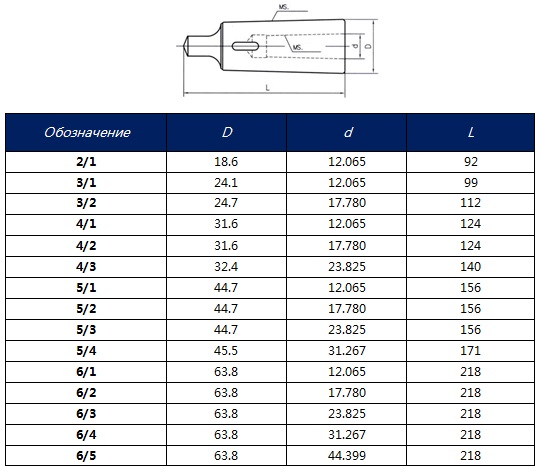 Регулятор подачи компаунда регулирует глубину резания.
Регулятор подачи компаунда регулирует глубину резания. Лицевая сторона детали часто имеет меньший диаметр внешнего конуса.
Лицевая сторона детали часто имеет меньший диаметр внешнего конуса. Угол между двумя определенными элементами. Прилагаемый угол на конусе создается путем перехода от одного диаметра к другому диаметру разного размера.
Угол между двумя определенными элементами. Прилагаемый угол на конусе создается путем перехода от одного диаметра к другому диаметру разного размера.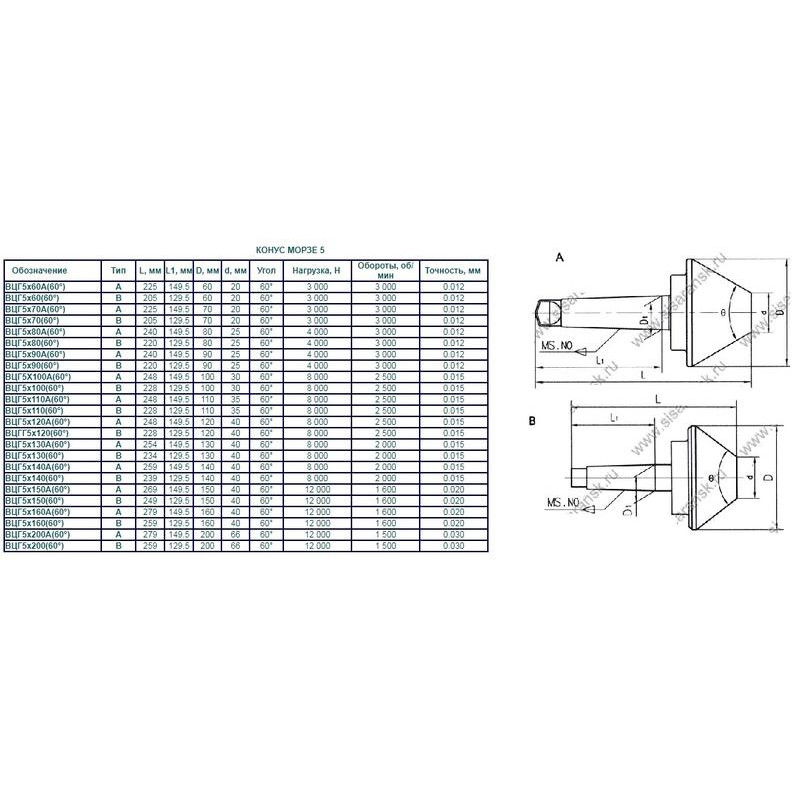 Длинные конусы на компонентах машины позволяют компонентам оставаться самоудерживающимися.
Длинные конусы на компонентах машины позволяют компонентам оставаться самоудерживающимися.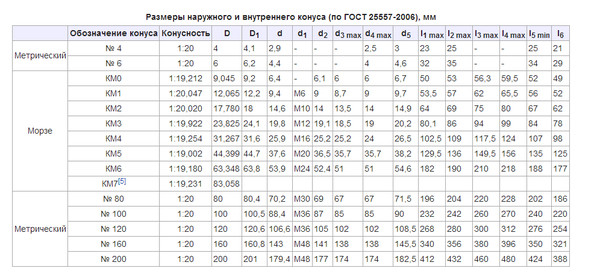 Синусоидальные стержни позволяют устанавливать детали под разными углами для обработки и измерения поверхностей деталей, например конусов.
Синусоидальные стержни позволяют устанавливать детали под разными углами для обработки и измерения поверхностей деталей, например конусов.