ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
Информация Скан-копия Текст документа Отзывы (0)
Страница 1 из 39
Страница 2 из 39
Страница 3 из 39
Страница 4 из 39
Страница 5 из 39
Страница 6 из 39
Страница 7 из 39
Страница 8 из 39
Страница 9 из 39
Страница 10 из 39
Страница 11 из 39
Страница 12 из 39
Страница 13 из 39
Страница 14 из 39
Страница 15 из 39
Страница 16 из 39
Страница 17 из 39
Страница 18 из 39
Страница 19 из 39
Страница 20 из 39
Страница 21 из 39
Страница 22 из 39
Страница 23 из 39
Страница 24 из 39
Страница 25 из 39
Страница 26 из 39
Страница 27 из 39
Страница 28 из 39
Страница 29 из 39
Страница 30 из 39
Страница 31 из 39
Страница 32 из 39
Страница 33 из 39
Страница 34 из 39
Страница 35 из 39
Страница 36 из 39
Страница 37 из 39
Страница 38 из 39
Страница 39 из 39
ГОСТ 8713-79
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СВАРКА ПОД ФЛЮСОМ
СОЕДИНЕНИЯ СВАРНЫЕ
ОСНОВНЫЕ ТИПЫ, КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ
И РАЗМЕРЫ
Москва
Стандартинформ
2005
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Дата введения 01.01.81
1. Настоящий стандарт распространяется на соединения из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых сваркой под флюсом, и устанавливает основные типы, конструктивные элементы и размеры сварных соединений.
Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037.
2. В стандарте приняты следующие обозначения способов сварки под флюсом:
АФ — автоматическая на весу;
АФф — автоматическая на флюсовой подушке;
АФм — автоматическая на флюсомедной подкладке;
АФо — автоматическая на остающейся подкладке;
АФп — автоматическая на медном ползуне;
АФш — автоматическая с предварительным наложением подварочного шва;
АФк — автоматическая с предварительной подваркой корня шва;
МФ — механизированная на весу;
МФо — механизированная на остающейся подкладке;
МФш -механизированная с предварительным наложением подварочного шва;
МФк — механизированная с предварительной подваркой корня шва.
(Измененная редакция, Изм. № 2).
3. Основные типы сварных соединений приведены в табл. 1, сечения предварительно наложенных подварочных швов условно зачернены.
Швы сварных соединений. Автоматическая и полуавтоматическая сварка под флюсом. Основные типы и конструктивные элементы
СВАРКА
МЕТАЛЛОВ
ГОСУДАРСТВЕННЫЕ СТАНДАРТЫ СССР
СВАРКАМЕТАЛЛОВ
Издание официальное
ЧАСТЬ 1
ИЗДАТЕЛЬСТВО СТАНДАРТОВ Моста 1975
| ГОСТ 8713 | |||||||||||||||||||||||||||||||||||||||||||
| ГОСТ «711—70 | ||||||||||||||||||||||||||||||||||||||
Форм*
СОДГФТОДОГМ-
яыл кромок
Характер амполитеивп» шн
С отбортовкой
Односторонний
Без скоса кромок
Со скосом одной кромки
Двусторонний С предварительным наложением подваренного шва
С Двумя скосами одной кромки
Вид
СОГВЯМГНИЯ
ФорЧЛ
подготовляй-них кромок
Хкрмтер яыго.игиноге им
Двусторонний с предварительным наложением под-варочного шва
Форме ЮЯ|р»иого с**еиик
ГЮДГОТ*М*»П1ЫЖ
кромок
ъшт.
Без скоса кромок
Двусторонний шахматный
шаШ
Двусторонний цепной
КМООЛИ^ХИОГО □м |
|
| о/-ш* iooj |
| ГОСТ «70—70 | ||||||||||||||||||||||||||||||||||||||||||||
Вия
соединения
«ftopi»» г»дготоялеи-имх кромок
Характер ааполиеииого ты
С криволинейным скосом одной кромки
Двусторонний с предварительным наложением под-варочного шм
Без скоса кромок
Односторонний
Односторонний прерывистый
Ферм поперечяого сечения | £«/ Г _ •д 1| 1§5 | Пределы толщин (•«•рИМеМЫЖ деталей ш мм | й\\ Ilis | |
подтотеалеапых крлистс | амполяш^аго шм | |||
Л | Апш | 16.0-30.0 | Т13 | |
А П | 0 1 1 | HI | ||
щш. | ||||
1» | <шш | |||
шт,А | А П | 1.0-20.0 | Н2 | |
:-Ш/ш | ЧШш | |||
V/ЛША | П | 2.0—6.0 | НЗ | |
Вид соединения |
| ||||||||||||||||||||||||||||||||||||
Без скоса кромок
С круглыми отверстиями
С удлиненными отверстиями
Односторонний точечный
Односторонний
шгт
ГОСТ 8713-70
5. Конструктивные элементы подготовленных кромок свариваемых деталей, их размеры, размеры выполненных швов и предельные отклонения по ним должны соответствовать указанным в табл. 2—52.
Примечание. Допускается изменение размера е по сравнению с указанным в табл. 2—35 в случаях применения специальных способов автоматической сварки под флюсом. Таблица 2 мм | ||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||
П6
IVI
УДК 521.701(083.74)
ОТ ИЗДАТЕЛЬСТВА
Сборник *Сварка металлов> содержит стандарты, утвержденные до 1 октября 1974г.
В стандарты внесены изменения, принятые до указанного срока. Около номера стандарта, в который внесено изменение, стоит знак *.
В связи с пересмотром в сборник не включены ГОСТ 11534-65, ГОСТ 11969-66 и ГОСТ 11531-65.
Текущая информация о вновь утвержденных и пересмотренных стандартах, а также о принятых к ним изменениях публикуется в выпускаемом ежемесячно <г Информационном указателе стандартов».
3-1-2
(£)Издательство стандартов, 1975
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Примечания: 1. Полуавтоматическая сварка при 3>а> 10 мм ие рекомендуется. 2. Допускается выполнение шва сварного соединения взаимно проплавляемыми швами разной ширины. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Группа BOS
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШВЫ СВАРНЫХ СОЕДИНЕНИЙ
Автоматическая и полуавтоматическая сварка под флюсом. Основные типы и конструктивные элементы
Welded joints. Automatic and semi-automatic flux Взамен
welding. Main tupes and constructive elements ГОСТ 8713—58
Постановлением: Государственного комитета стандартов Совета Министров СССР от 29/XII 1970 г. № 1825 срок введения установлен
с 1/1 1972 г.
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт устанавливает основные типы и конструктивные элементы швов сварных соединений из углеродистых и низколегированных сталей, выполняемых автоматической или полуавтоматической сваркой под флюсом.
2. Швы сварных соединений, не предусмотренные настоящим стандартом, должны быть вычерчены на чертеже или оговорены в технических условиях на изделие с указанием всех необходимых размеров.
3. Устанавливаются следующие обозначения способов сварки.
А — автоматическая сварка под флюсом без применения подкладок, подушек и подварочного шва;
Аф — автоматическая сварка под флюсом на флюсовой подушке;
Ам — автоматическая сварка под флюсом на флюсо-медной подкладке;
Ас — автоматическая сварка под флюсом на стальной подкладке;
Апш — автоматическая сварка под флюсом с предварительным наложением подварочного шва;
Апк — автоматическая сварка под флюсом с предварительной подваркой корня шва;
П — полуавтоматическая сварка под флюсом без применения подкладок, подушек и подварочного шва;
Пс — полуавтоматическая сварка под флюсом на стальной подкладке;
Ппш — полуавтоматическая сварка под флюсом с предварительным наложением подварочного шва;
Ппк — полуавтоматическая сварка под флюсом с предварительной подваркой корня шва.
4. Основные типы швов сварных соединений должны соответствовать указанным в табл. 1.
Издание официальное Перепечатка воспрещена
★
| oz-tut iDOJ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Ьшл согдшягмяя | Форем подготоклеа-■ых кромок | Характер аштолиениего шы | Ферт» поперечного сши» | it 4 Д | Пределы толщам смримеыых детеле! е мм | i|ij 111! | |
пйдгитивиеиямх кроме* | выло ЛИАННОГО | ||||||
Стыковое | Без скосе кромок | Односторонний на флюсовой подушке | Г^У-УЛ {й&! | Аф | 2.0—10.0 | С5 | |
Односторонний на флюсо-медной подкладке | Аы | 4.0—10.0 | С6 | ||||
Односторонний на стальной подкладке | w | • | Ас Пс | 2.0-12.0 | С7 | ||
Без скоса кромок с последующей строжкой | Двусторонний на флюсовой подушке | 1 | S | Аф | 16,0-32.0 | С& | |
Вил
соединения
Форма ПОДГОТОВЛЕННЫХ кромок
Характер мполненного mi
Односторонний на флюсовой подушке
Со скосом одной кромки
Односторонний на флюсо-медной подкладке
Односторонний на стальной подкладке
Односторонний замковый
| ГОСТ VIS—70 | |||||||||||||||||||||||||||||||
Вид cot дымная | Форма подготовлю* — им» кромок | Характер аыпскшеваого таа | Форма поларечааго сечей*» | |! • Д 1§5 | Пределы тодщет смраааемы» детален а мм | у|| | |
подготовки аых кромок | •шюлиеямого ■м | ||||||
Стыковое | Со скосом двух кромок | Двусторонний | А П | 14,0—24.0 | С13 | ||
Двусторонний на флюсовой подушке | ЧИР | кк | Аф | 14,0-24,0 | CI4 | ||
Двусторонний с предварительной подваркой корня шва | шт | Апк Ппк | 14,0—30,0 | С15 | |||
Двусторонний с предварительным наложением подварочного шва | «и | Апш Ппш | 5.0-14.0 | С16 | |||
Односторонний на фдоеа вой подушке | ш | Аф | 8,0-24,0 | С17 | |||
| ГОСТ *ш-г« | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
в «Д ГОед»Х<НИ« | Форм подготоа лента «ромох | Характер амполяетюго ш»« | Форма поперечного сечеика | )| Iй. «1 | Предел! тятям стдримемых детадг* 1» мм | .118 |$з| 1т | |
шмиотоалетык кромок | выполягяяого шва | ||||||
Стыковое | С криволинейным скосом двух кромок | Двусторонний с предварительным наложением подварочного шва | те | т | Апш | 24.0-130,0 | С22 |
Односторонний на стальной подкладке | щт | ** | Ас | 16.0-50.0 | С23 | ||
Односторонний замковый | шт | А | 16,0-50.0 | С24 | |||
Со ступенчатым скосом одной хромки | Односторонний на флюсовой подушке | ш | — | Аф | 16,0—50,0 | С25 | |
соединения по стандарту, технология, особенности процесса, оборудование
Прямой доступ кислорода в сварочную ванну чреват тем, что шов получится некачественным и просуществует недолго: начнётся окисление, образуются трещины. Чтобы избежать этого, усовершенствовали процесс. Один из способов разработал в институте сварки академик Евгений Патон. Электрическая дуга горит между концом проволоки и соединяемым металлом под слоем флюса, который перекрывает доступ кислорода. Отличие от классической электродуговой сварки только в том, что процесс проходит в защитной среде.
Применяется для всех металлов и сплавов, в том числе для неоднородных. Кроме защиты зоны сварки, флюс выполняет ещё одну функцию: стабилизирует электрическую дугу и раскисляет металл.
Государственное регламентирование технологии, типов соединения, характеристики
ГОСТ 8713-79 классифицирует и маркирует буквенными обозначениями подвиды способа соединения под флюсом:
- АФ – на весу. Производится без средств, предотвращающих протекание металла в зазоры между соединяемыми кромками. Если требуется проварить на полную глубину, то это делают в два приёма с обеих сторон шва.
- АФф – на флюсовой подушке. Название способа иллюстрирует суть: под свариваемый стык подкладывают флюс, через огнеупорную подкладку прижимают к стыку прорезиненным шлангом. Подают в трубку воздух под давлением – порошок плотно прижат к изделиям в области шва.
- АФм – на флюсомедной подкладке. Применяется для предотвращения пережога металла кромок, соединения угловых, стыковых и тавровых сопряжений с флюсомедными подкладками, формирующими обратную сторону шва.
- АФо – на остающейся подкладке. Применяется при односторонней сварке, когда нельзя сваривать на флюсовой подушке. Стальные подкладки – гарантия полного провара швов.
- АФп – на медном ползуне. Его конструкция обеспечивает соединение порошковой проволокой с принудительным образованием углового шва. Жидкий шлак образуется по ходу горения дуги, затем всплывает на поверхность.
- АФш – с предварительным наложением подварочного шва. Применяется реже из-за значительных трудозатрат. Упрощает процесс сборки изделия.
- АФк – с предварительной подваркой корня шва. Выполняют покрытым или плавящимся электродом в защитном газе. Глубина провара достигает 1/3 толщины детали.
Сварные соединения – как их определяет государственный стандарт
По ГОСТ 8713-79 сварные швы классифицируются как:
- стыковые;
- угловые;
- тавровые;
- нахлёсточные.
В свою очередь, они подразделяются на соединения:
- с отбортовкой кромки;
- без скоса;
- со скосом одной кромки;
- с криволинейным скосом одной кромки;
- с ломаным скосом одной кромки;
- с двумя симметричными скосами одной кромки.
Технология автоматической сварки под флюсом
Подготовительные операции: очистка места соединения от ржавчины, грязи и других посторонних включений металлической щеткой и шлифовальным кругом. Процесс идёт автоматически, оператор задаёт только один из режимов, перечисленных выше.
Флюс насыпают слоем 50-60 мм. Дуга скрыта под массой порошка и горит в его жидкой среде. Этот метод ведётся чаще на токе высокой плотности, поэтому используют автоматы с постоянной скоростью подачи проволоки. Она извлекается из бобины автоматически, как и флюс, который предварительно засыпают в специальный резервуар.
 Примерная стоимость сварочного флюса на Яндекс.маркет
Примерная стоимость сварочного флюса на Яндекс.маркетОсобенности технологического процесса, материалы
Сварочная дуга горит в облаке газа, образованном плавлением и испарением флюса. Когда она гаснет, расплавленный порошок остывает и образует шлаковую корку. Его засыпают перед дугой слоем шириной 40-80 мм и длиной 40-100 мм. Неиспользованный материал отсасывается обратно в бункер и запускается повторно.
В промышленных масштабах сваривают проволокой или ленточными электродами. В качестве флюсов выступают искусственные силикаты: закись марганца, окиси магния, алюминия, кальция.
Процесс более экономичный, чем ручная электродуговая сварка, потому что коэффициент использования тепла дуги выше. Нет вредного воздействия на зрение и органы дыхания оператора – дуга скрыта под слоем порошка.
Недостаток – отсутствие возможности сваривать вертикальные швы.
Оборудование: принцип действия
Для работы этим методом существует два типа аппаратов:
- Электродная проволока подаётся с постоянной скоростью и не зависит от напряжения на дуге.
- Напряжение на дуге регулируется автоматически, от него зависит скорость подачи электродной проволоки.
На установках с постоянной скоростью сварочный ток подбирают в соответствии со временем подачи гибкого электрода, напряжение – изменением внешней характеристики источника питания.
 Примерная стоимость сварочных аппаратов на Яндекс.маркет
Примерная стоимость сварочных аппаратов на Яндекс.маркетНастройки остальных параметров процесса – вылета электрода и высоты флюса – одинаковы для обоих типов аппаратов и зависят от конструкционных особенностей самих установок.
Сварка под флюсом: режимы, ГОСТ, схема, способы
Подробное знакомство со сварочными работами и процессами указывает, что воздух несет негативное влияние на качество соединения. Требуемого крепления возможно добиться с применением защитной среды, к которым относятся флюсы либо инертные газы. Наиболее распространенное применение флюсы получили в промышленных условиях, ввиду того, что при использовании данного способа гарантированно образуется надежное крепление. Использование подразумевает автоматический или полуавтоматический режим, на некоторых производственных линиях применяются роботизированные установки.
 Сварка под флюсом
Сварка под флюсомТехнология сварки под слоем флюса
Автоматизированный процесс сварки подразумевает наличие сыпучего флюса, подаваемого непосредственно к изделию. При розжиге дуги происходит плавление проволоки электрода, воздействующего на металлическое основание. Результатом реакции металла с веществом, которые интегрируются на участке сварки, образуется газовая ванна, состоящая из сварочных паров. Сварка под флюсом применяется автоматическим либо механизированным производством.
Основным предназначением полости при рассматриваемом способе сварки, является образование защитной оболочки во избежание воздействия кислорода на металл.
Также конструкция электродной проволоки реагирует на флюс, подвергая обработке материал, допускает получить качественный шов.

Схема дуговой сварки под флюсом
В процессе удаления дуги, изделие переходит из расплавленного состояния в твердое, образовывая твердый слой, легко удаляемый с поверхности изделия. Технология автоматической сварки под флюсом подразумевает цикл изъятия лишнего вещества с помощью специального механизма. Технология имеет множество достоинств, позволяющих применять метод на любом предприятии.
- Возможно объединить детали, используя повышенную силу тока. На большинстве производств употребляется сила тока от 1000 до 2000 А, для сравнения показатель дуговой сварки не превышает 650 Ампер. Обычным режимом увеличение силы тока пагубно влияет на качество, разбрызгивая металл. При использовании вещества, возможно повышение мощности до 4000 А, что позволяет получить готовый материал в сочетании со скоростью процесса.
- Процесс подразумевает образование дуги под слоем флюса, работающей при большой глубине. Данное условие дает возможность не беспокоится о предварительной обработке сварных соединений.
- Повышенная скорость сцепления позволяет производить больший объем сварочных работ. Для сравнения, изготовление шва с идентичными параметрами дуговой сваркой может отнять больше времени в 10 раз.
- Формируемый газовый пузырь в процессе позволяет избежать разбрызгивания раскаленного металла в процессе. Данное условие позволяет не только получить крепкий шов, но и соблюдать технику безопасности при работе с большими температурами. За счет этого, происходит экономия электроэнергии и инструментов.
Режим сварки определяется при зависимости от некоторых требуемых характеристик шва. Основные критерии:
- диаметр электрода;
- электроток, его полярность;
- скоростные показатели работы и напряжение тока;
- характеристики состава.
Скачать ГОСТ 8713-79
Также существует ряд дополнительных параметров, зависящих от применяемых инструментов.
Что дает применение флюса
Химическое вещество, основанное на множестве компонентов, именуется флюсом. Применяется при необходимом следовании стандартам, защите металлических изделий от коррозионных условий при последующей эксплуатации.

Флюс сварочный
Основные задачи, которые под силу решить веществу:
- устойчивое горение сварочной дуги;
- улучшенные свойства и формы шва;
- обеспечение сварочной ванны, ей производится защита металла;
- применение различных креплений позволяет изменять состав химической смеси для получения необходимых характеристик.
Кроме вышеперечисленных достоинств, основным преимуществом является возможность построения механического процесса стыковки. Различные химические соединения применяются в автоматических линиях.

Химический состав различных марок флюса
У каждого способа существуют недостатки, использование флюса не исключение:
- работа производится только при нижнем положении стыка;
- сборка деталей должна соответствовать параметрам подгонки и обработки кромок;
- производство выполняется только на жесткой опоре, воздействие в подвешенном состоянии на материал недоступно;
- стоимость вспомогательных материалов высока, поэтому способ употребляется в ответственных конструкциях.
Сварка алюминия или других цветных металлом невозможна без применения флюса, вне зависимости от способа стыковки. Однако существует вероятность образования твердой окиси, вытесняемой на поверхность в процессе.
Виды сварки под флюсом
Стыковка цветных металлов методом сварки подразумевает применение различных составов. Составная часть делится на марганцевые, низко кремнистые, бескислородные изделия. Плавленые составы имеют структуру пемзы, легирующие свойства существуют у керамических изделий, улучшающие свойства крепления. Составляющие основных разновидностей:
- Солевые соединения богаты фторидами и хлоридами. С помощью них выполняется ручная аргонодуговая сварка, применяя активные составы, переплав шлаков.
- Оксидные смеси нашли свое назначение в стыковке фтористых деталей, а также низколегированных материалов. Данное изделие отличается содержанием кремния, имеет до десяти процентов фтористых составов.
- Смешанные изделия употребляются к высоколегированным сталям, структуру исполняют все элементы, перечисленные в первых двух материалах.
Подобрать правильный флюс достаточно тяжело без наличия соответствующего опыта, автоматическая дуговая сварка под флюсом требует качественного материала.
Тип и характеристики состава определяются технической документацией.

Режимы сварки сталей под флюсом
Автоматизированная сварка осуществляется таким способом, что оператор выполняет лишь отладку оборудования при соответствующем режиме работы. Последовательность действий и технология:
- К соединяемым деталям автоматическим режимом подводится флюс, высота слоя регулируется по отношению к толщине металла, забор продукта происходит из специально отведенного бункера.
- Кассетным механизмом подается проволока электрода, без которой процесс невозможен.
- Скорость работы выбирается таким образом, чтобы образовывалась качественная сварочная ванна, предотвращающая разбрызгивание металла.
- Изделие с более маленькой плотность всплывает на поверхность ванны, что не влияет на свойства шва. Неизрасходованный материал механически собирается в целях экономии.
Основным положительным качеством является увеличенная скорость путем механизированной сварки под флюсом. Благодаря этому, способ применяется различными производствами, зарекомендовал себя надежным и долговечным способом соединения сварных деталей.
Шов выполняется по нескольким характеристикам, в зависимости от этого подбираются режимы работы. Распространённым видом является холодная сварка, применяется с пониженными температурами для соединения цветных металлов.
Каждый материал имеет техническое задание с разрешенными параметрами сварки.
В случае отсутствия инструкции, вещество подбирается к работе методом пробы, важно следовать некоторым советам:
- Соединение высокого качества можно получить только при наличии стабильной дуги. Параметр регулируется путем подбора уровня скорости движения плавящего инструмента, силы тока.
- На скоростные показатели влияет степень вылета проволоки, а также легированный состав.
- Сила тока напрямую зависит на глубину, а напряжением можно производить регулировку ширины шва.

Механизм работы флюсов при сварке
Таким образом, возможно максимально точно подобрать необходимое вещество. Необходимо понимать, что пренебрегать контролем не стоит, т.к. соединение может быть нарушено при дальнейшей эксплуатации.
Оборудование которым осуществляют сварку под флюсом
На производственных мощностях применяется стенд сборочного типа, на котором возможно зафиксировать обрабатываемые элементы в неподвижном состоянии. Требование надежного крепления особенно соблюдается, т.к. при работах деталь может сместиться, получится неровный сварочный шов. Зачастую, вместо полноценного дорогостоящего оборудования сварки под флюсом, применяют мобильные головки.

Автомат, сваривающий под флюсом
Тележка, оборудованная электроприводом и механической сварочной головкой именуется трактором. Данное устройство способно двигаться по направлениям шва или непосредственно деталям.
Область применения
Автоматизированный способ дает возможность поставить на конвейер производство различных крупных конструкций. Наиболее распространенные области, которыми применяется метод:
- Судостроением употребляется крупно узловая сборка, при сварке флюсом возможно монтирование секциями, что позволяет сократить время на производства в целом.
- Требования к высоким параметрам стыкуемых поверхностей позволяют применять устройство при изготовлении различных резервуаров.
- Газопроводные трубы крупных диаметров.
Технология не стоит на месте, с каждым годом становится все совершеннее. Дуговая сварка под флюсом позволяет производить крупные изделия высокого качества в машинном режиме. На некоторые работы ручным способом уходим несколько дней, механизированные линии выпускают готовое изделие за считанные минуты.
Защитный агент между двумя материалами
Сварочный флюс — это сварочный агент, который предотвращает взаимодействие сварного шва с окружающей средой (например, воздухом). Причина, по которой это так важно, заключается в том, что материал основы и наполнителя может взаимодействовать с атмосферой и вызывать образование оксидов или других нежелательных соединений.
Почему флюс так важен при сварке?
В процессе сварки основной металл и присадочный материал претерпевают значительные изменения температуры за очень короткое время.Нагретый металл может взаимодействовать с окружающим воздухом и вызывать окисление, которое создает оксидный слой на сварном шве, снижая прочность сварного шва.
И не только кислород может создавать инфекционные сварные швы, образование сульфидов и нитридов также может снизить прочность сварного шва.
СВАРКА ТРЕНИЕМ: ПРОЦЕСС, ТИПЫ И ПРЕИМУЩЕСТВА
Поскольку такие газы, как азот, присутствуют в атмосфере в изобилии, металлы имеют очень высокую вероятность воздействия на них включений.Оксидный слой снижает коррозионную стойкость металла.
Также влияет на прочность сварного шва. Поэтому техники и инженеры ищут способы, чтобы кислород никогда не попадал на сварной шов во время процесса сварки.
Основным условием работы флюса является то, что он должен быть инертным по отношению к соединяемым металлам. Другими словами, между флюсом и металлами не должно происходить никакой реакции.
Следовательно, выбор материала флюса зависит от используемых металлов.Помимо предотвращения образования оксидов, сварочный флюс также:
- Создает защитный шлак над расплавленным металлом
- Удаляет загрязнения из металла мотеля
- Уменьшает разбрызгивание
- Предотвращает затвердевание за счет замедления времени охлаждения и т. Д.
Флюсы находят применение в дуговой сварке защищенных металлов (SMAW), порошковой дуговой сварке (FCAW) и дуговой сварке под флюсом (SAW).
Типы электродного флюса
Для сварки флюс не используется как отдельное приложение.Они почти всегда присутствуют вместе с электродом. Флюс наносится на электрод толщиной от 1 мм до 3 мм .
В некоторых электродах внутри полой полости используется флюс. В этом случае электрод закрывает флюс.
В сфере дуговой сварки порошковые электроды в целом подразделяются на четыре различных типа в зависимости от их свойств.
1. Рутиловый электрод
Рутиловое покрытие электрода изготовлено из оксида титана. Они предлагают сварщику отличный контроль дуги и шлака.Благодаря этим свойствам покрытие рутилового электрода часто называют наиболее благоприятным для сварщиков типом флюса.
Количество дыма, выделяемого электродом, также обычно мало для рутилового электрода. Флюс рутилового электрода является предпочтительным выбором для сварки швов вне положения.
2. Основной флюс
Основной флюс изготавливается из карбоната кальция, фторида кальция, карбоната магния и некоторых других защитных соединений. Преимущество использования основного флюса заключается в том, что он приводит к лучшим механическим свойствам и низким уровням диффузии водорода.
Basic Flux является наиболее предпочтительным для высокопрочных сталей. Тем не менее, базовый флюс гораздо менее терпим, когда речь идет о эксплуатационной стабильности и нестандартных сварных швах.
Дуга также менее предсказуема при использовании основного потока.
3. Покрытие электрода из целлюлозы
В покрытии электрода из целлюлозы используется смесь целлюлозы и других органических соединений. Когда целлюлоза подвергается воздействию высоких температур при сварке, она разлагается с образованием окиси углерода и водорода.
Производство этих двух газов обеспечивает защиту сварного шва от атмосферы. Они также обеспечивают лучшее проплавление сварных швов.
Однако высокая скорость образования водорода может не подходить для сварки металлов, которые проявляют свойства включения водорода.
4. Покрытие из оксида железа
Покрытие из оксида железа представляет собой смесь металлических оксидов железа, марганца и кремнезема. Когда они нагреваются, они производят расплавленный кислый шлак.
Из-за высокого образования кислорода покрытие из оксида железа не подходит для сварки металлов, которые легко подвергаются включению кислорода.Одним из способов предотвращения окисления сварного шва является добавление раскислителей в сварочную сердцевину.
Разница между сваркой MIG и сваркой под флюсом
Сварка MIG или сварка в среде инертного газа — это процесс сварки, при котором электрод вводится в сварной шов с помощью электродной горелки. По сравнению со сваркой под флюсом, сварка MIG не требует электрода с флюсовым покрытием, поскольку в ней используется защитный газ для защиты сварочной ванны от внешнего вмешательства.
Но на этом различия не заканчиваются.
Стоимость
Сварочное оборудование MIG обычно дороже, чем установка для дуговой сварки. Следовательно, первоначальный капитал для сварки MIG — это больше, чем дуговая сварка.
Портативность
По сравнению с MIG, оборудование для дуговой сварки порошковой проволокой легко транспортировать. Компонентов, которые нужно перемещать, меньше, поскольку нет никакой системы, необходимой для подачи струи воздуха к сварному шву.
Простота использования
Сварка MIG намного проще для новичка по сравнению со сваркой под флюсом.Простота использования объясняется тем фактом, что сварщику необходимо обрабатывать только один компонент за раз. Сварка под флюсом часто требует более квалифицированных сварщиков.
В помещении или на открытом воздухе
Сварка MIG невозможна снаружи, так как внешние факторы, такие как ветер или дождь, могут значительно снизить прочность сварного шва. По этой причине они в основном предназначены для использования внутри помещений.
Сварка под флюсом не имеет таких ограничений. Они продолжают работать даже в менее благоприятных условиях.
Толщина металла
Сварка MIG используется для сварки металлов тонкой и средней толщины.Сварка под флюсом эффективна для металлов большой толщины благодаря своей глубокой проникающей способности.
Аргон — один из самых популярных защитных газов MIG, используемых в промышленности, благодаря доступной цене и инертным химическим характеристикам.
Заключение
Сварка — это не просто процесс соединения металлов. Безупречный сварной шов — это результат множества сознательных решений, принимаемых сварщиком с учетом всех особенностей.
СВЯЗАННЫЕ С: ХОЛОДНАЯ СВАРКА: СОЕДИНЕНИЕ МЕТАЛЛОВ БЕЗ ТЕПЛА
Флюс является неотъемлемой частью дуговой сварки, и выбор одной из них оказывает большое влияние на окончательное качество сварки.Сварщики проходят подробное обучение, чтобы ознакомиться с различными методами сварки и компонентами, используемыми для каждого метода сварки.
Сварка сердечником флюсом вполне может быть одним из старейших методов дуговой сварки. Тем не менее, это один из самых эффективных и широко используемых методов соединения металлов.
.FCAW (Дуговая сварка с флюсовым сердечником) Определение, процесс и машина
Дуговая сварка с флюсовым сердечником (FCAW) — это Сварочная дуговая электрическая проволока с флюсом (центральный защитный сердечник). FCAW — это комбинация процессов сварки GMAW, SMAW и SAW. В этом источнике сварочной энергии FCAW используется электрический ток постоянного или переменного тока, поступающий от электростанций или через трансформатор или выпрямитель.
Сварка FCAW — это один из видов электросварки, при котором сварочные электроды с присадочной проволокой непрерывно или механически непрерывно вводятся в электрическую дугу.Сварочная проволока или электроды, используемые для сварки FCAW, изготовлены из тонкого металлического цилиндрического проката, затем он заполняется флюсом в зависимости от его полезности.
Определение сварки FCAW, процесс и классификация проволоки:
Процесс сварки FCAW такой же, как и сварка GMAW, но разница заключается в сварочной проволоке или трубчатом электроде, содержащем флюс, в то время как GMAW Solid. По способам защиты сварку FCAW можно разделить на две части.
FCAW Процесс:
- FCAW SS (самозащитный).
Процесс защиты металла шва плавится с использованием газа, образующегося при испарении или реакции флюса сердечника. - FCAW G (газовая защита).
Это защита с двойным газом, которая защищает металл шва от плавления с использованием собственного газа, а также с добавлением защитного газа, который поступает извне. Вышеупомянутые два метода вместе для получения сварочного шлака из флюса в сварочной проволоке, который служит для защиты металла шва в процессе замораживания. Однако отличие заключается в способе использования указанной выше системы дополнительной подачи газа и использовании сварочной горелки (сварочного пистолета).
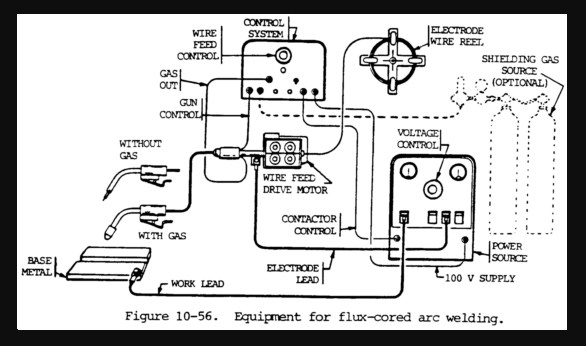 FCAW Сварочный аппарат
FCAW Сварочный аппаратСварка FCAW по принципу действия делится на два:
- Автоматический (автомат автоматический).
- Полуавтомат (полуавтомат).
Основные характеристики (Основные характеристики) блока, принадлежащего FCAW в процессе сварки:
- FCAW Сварка металлургии имеет характер, которым можно управлять с помощью выбора флюса.
- FCAW имеет высокую производительность, поскольку может поставлять электроды для непрерывной сварки.
- При образовании валиков или выступов расплавленный сварочный шлак можно защитить толстой сваркой FCAW, как правило, с использованием газа CO2 или его смесей с аргоном в качестве защитного газа. Но во избежание попадания загрязненного металла наружу или во избежание пористости, он должен быть избирательно-содержащим флюсом, обладающим свойствами связывания кислорода или раскислителем.
FCAW Характер машина и процесс:
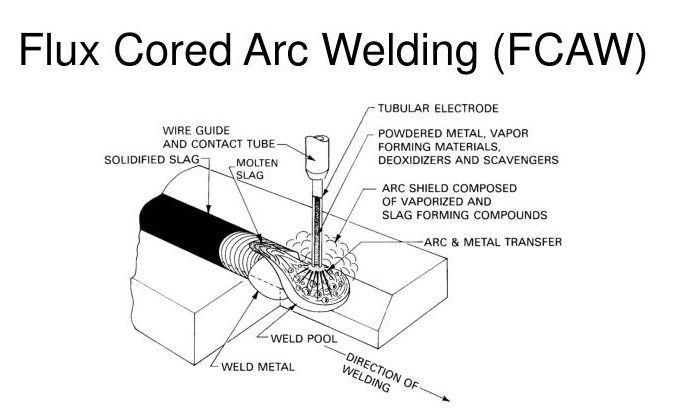 FCAW Сварочный процесс
FCAW Сварочный процессFCAW Сварочный аппарат в зависимости от силы тока делится на три вида, а именно: сварочный аппарат постоянного или постоянного тока (DC), сварочный аппарат переменного или переменного тока. (AC) и сварочный аппарат, который является двойным сварочным аппаратом, который может использоваться для сварки постоянным током (DC) и сварки на переменном токе (AC).Сварочный ток постоянного тока можно использовать двумя способами: прямой и обратной полярностью.
Сварочный аппарат постоянного тока с прямой полярностью (DC-) используется, когда точка плавления основного материала высокой и большой емкости, к держателям электродов, подключенных к отрицательному полюсу и металлическому стержню, подключена к положительному полюсу, в то время как Сварочный аппарат с обратной полярностью постоянного тока (DC +) используется, когда нижний стержень и небольшая емкость для материалов с температурой плавления, к держателям наполнителя, подключаются к положительному полюсу, а металлический стержень — к отрицательному полюсу.Выбор при использовании отрицательной или положительной полярности постоянного тока определяется в первую очередь используемым электродом. Некоторые наполнители FCAW предназначены для использования только DC- или DC +. Другие наполнители могут использоваться как в DC-, так и в DC +.
См .: Определение сварки и история
Области применения FCAW:
- Углеродистая сталь.
- Стальная наплавка и оболочка.
- Нержавеющая сталь.
- Чугун.
- Сталь низколегированная углеродистая.
- Точечная сварка листовой стали
Сварка FCAW Проволока Классификация :
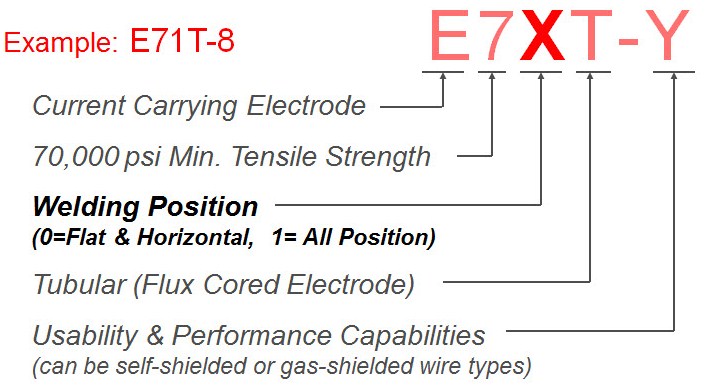 Сварочная проволока FCAW Классификация
Сварочная проволока FCAW КлассификацияПри сварке углеродистой и низколегированной стали широко используется электрод с флюсовой сердцевиной, который широко используется Т-1 (кислый шлак), Т-2 (однопроходная сварка) и Т-5 (основной шлак).
- Электрод Т-1 обладает хорошими сварочными свойствами, но не помогает сохранить кислотный шлак в металле сварного шва с низким содержанием водорода, если он специально не изготовлен. Только определенное количество порошкового электрода может иметь низкое содержание водорода, и это наиболее широко доступный электрод типа T-1. №
- Электрод типа Т-2 предназначен для однопроходной сварки ржавых металлов и имеет раскислитель Mn и Si выше. Электроды T-2 никогда не должны использоваться для многопроходной сварки из-за увеличения Mn и Si, так как прочность на растяжение не растворенного металла шва будет увеличиваться в размере, вызывая проблемы с трещинами при сварке или использовании кислых условий эксплуатации. .
- Электрод 5 типа Т имеет основной шлак, содержащий низкое содержание водорода в металле сварного шва и повышающий ударные свойства и удовлетворительное сопротивление растрескиванию. Преимущества и недостатки
Преимущества FCAW:
- Процесс FCAW-g имеет преимущество более глубокого проникновения и более высокой скорости зарядки, чем процесс SMAW. Таким образом, сварочный процесс становится более экономичным в сварочных цехах.
- Наполнитель FCAW-SS устраняет необходимость во внешнем защитном газе и выдерживает более сильный ветер, не вызывая пористости.
Недостатки FCAW:
- FCAW-G и FCAW-SS образуют слой шлака, который разрушается между слоями сварного шва.
- Процесс FCAW-g дает больше дыма, чем сплошная проволока GMAW. Проволока FCAW-SS даже вызывает больше дыма, поэтому для работы в сварочных цехах требуется соответствующая вентиляция, а иногда требуются специальные инструменты для вывода дыма в сварочную горелку.
В приведенной выше статье о процессе сварки FCAW и ее определении вы можете посмотреть классификацию проволоки FCAW и получить дополнительную информацию.Для FCAW Welder то же самое, что и GMAW, но если сертификат сварщика FCAW не может использоваться для сварки GMAW или других процессов. Поскольку стандарт или код в ASME, другой процесс должен выполнить повторную аттестацию.
.