VALTEC | Коллектор отопления распределительный
Коллекторы – сантехническая арматура, массовая потребность в которой возникла с усложнением схем отопления, водоснабжения. В связи с увеличением числа точек водоразбора, потребителей воды в доме и квартире, распространением многоконтурных систем отопления (напольных, настенных, потолочных, радиаторных с горизонтальной разводкой) распространенной задачей стало увязать оборудование так, чтобы подсистемы не влияли друг на друга при изменении рабочих режимов, получая требуемые расход и давление воды/теплоносителя. Организовать это без монтажа множества дополнительных элементов и трудоемких расчетов позволяют коллекторы (практики также называют их гребенками).
В наиболее простом виде коллектор отопления распределительный представляет собой трубу (корпус) с отводами, через которые происходит распределение потока рабочей среды по веткам или контурам системы. В зависимости от материала коллектора и применяемой технологии монтажа отводящие патрубки оснащаются резьбой либо выполняются под приварку.
В настоящее время внутренние инженерные системы зданий оборудуются, в основном, коллекторами из латуни, нержавеющей стали, пластика (чаще всего – полипропилена).
Рис. 1. Латунный коллектор VTc.500.NE
Пример латунного коллектора без элементов управления показан на рис. 1. Корпус изделия выполнен методом горячего штампования, имеет удобную для монтажа форму – с участками шестигранного сечения в месте коллекторной резьбы (она – внутренняя/наружная). К отводам могут быть присоединены как непосредственно трубы – с помощью коллекторных фитингов – так и арматура (в частности, шаровые краны VTc.720.NE). Через специальный тройник коллектор отопления распределительный можно оборудовать воздухоотводчиком, дренажным краном либо измерительным прибором.
Рис. 2. Конструкция и внешний вид коллектора с отсекающими клапанами VTc.580.N
На рис. 2 показан вариант «сложного» коллектора – VT.580.N (NE), выходы которого оснащены отсекающими кранами. Конструкция этого коллектора включает в себя латунный никелированный корпус 1 с присоединенными к нему выходными патрубками 2 (их соединение произведено на резьбе и герметизировано клеем анаэробного твердения Loctite, допущенным для контакта с пищевыми жидкостями). В отводах корпуса между выполненными из РТFE (тефлона) седельными прокладками 3 расположены шаровые затворы 4 – латунные, с хромовым гальванопокрытием. Затвор приводится в движение латунным штоком
Как известно, шаровые краны допускается использовать только в качестве запорной арматуры, затвор которой должен находиться в одном из двух положений – «Открыто» или «Закрыто», но не в промежуточном. Для случая, когда необходимо плавное регулирование потоков рабочей среды, необходим коллектор типа VTc.560.N (NE), оснащенный встроенными вентилями.
Для случая, когда необходимо плавное регулирование потоков рабочей среды, необходим коллектор типа VTc.560.N (NE), оснащенный встроенными вентилями.
Рис. 3. Конструкция и внешний вид коллектора со встроенными вентилями VTc.560.NE
Конструкция коллекторов VTc.560 (рис. 3) содержит латунный никелированный корпус 1. Вращение латунного штока 3 приводит к линейному перемещению ползуна золотника 4 со сменной золотниковой EPDM-прокладкой 5, которая крепится к штоку винтом. Шток фиксируется пружинной скобой 7. В качестве сальникового уплотнения штока используются два кольца 6 из EPDM. Латунная вентильная муфта 2 имеет резьбовое присоединение к корпусу. Герметичность этого соединения обеспечивается прокладочным кольцом из EPDM
Новым видом распределительных коллекторов являются коллекторы из нержавеющей стали. Технологичность материала позволяет выполнять их с большим, чем у латунных аналогов, проходным сечением (для коллектора VTc.505.SS условным диаметром 1″ – 1500 мм2). Это способствует выравниванию давления для потребителей, подключенных к коллектору. В таблице приведено сравнение характеристик коллекторов VALTEC, выполненных из нержавеющей стали и латуни, равнозначных по присоединительным размерам – 1″, «евроконус».
Технологичность материала позволяет выполнять их с большим, чем у латунных аналогов, проходным сечением (для коллектора VTc.505.SS условным диаметром 1″ – 1500 мм2). Это способствует выравниванию давления для потребителей, подключенных к коллектору. В таблице приведено сравнение характеристик коллекторов VALTEC, выполненных из нержавеющей стали и латуни, равнозначных по присоединительным размерам – 1″, «евроконус».
Таблица. Сравнение характеристик коллекторов из нержавеющей стали и латуни
Характеристика | VTc.505.SS | VTc.500.NE |
Материал коллектора | Сталь AISI 304 | Латунь CW617N, никелевое покрытие |
Номинальное давление, бар | 8,0 | 16,0 |
Пробное давление, бар | 12,0 | 24,0 |
Максимальная рабочая температура, °С | 130 | 130 |
Усредненный коэффициент местного сопротивления | 1,1 | 2,25 |
Расстояние между осями выходов, мм | 50 | 40 |
Диаметр резьбы выходов, дюйм | 3/4 | 3/4 |
Средний полный срок службы, лет | 50 | 50 |
В производственной программе VALTEC присутствует также коллектор из нержавеющей стали VTc.
Рис. 4. Коллектор из нержавеющей стали с увеличенным расстоянием между выходами VTc.510.SS
Если на объекте монтируются полипропиленовые трубопроводы, можно реализовать различные варианты распределения потоков – с использованием металлического коллектора и переходных фитингов, готового полипропиленового коллектора или коллекторных тройников.
Рис. 5. Полипропиленовый коллектор со встроенными шаровыми кранами VTp.780
Полипропиленовые коллекторы отопления VTp.780.0 (рис. 5) оборудованы шаровыми кранами, имеют выходы – от двух до шести – под муфтовую приварку труб либо фитингов (например, VTp. 710 для подключения трубы из PEX) наружным диаметром 20 мм. Условный диаметр коллектора – 40 мм. Он также монтируется методом раструбной сварки. В комплекте поставляется заглушка со встроенным ручным воздухоотводчиком.
710 для подключения трубы из PEX) наружным диаметром 20 мм. Условный диаметр коллектора – 40 мм. Он также монтируется методом раструбной сварки. В комплекте поставляется заглушка со встроенным ручным воздухоотводчиком.
Для перехода с выходов готового полипропиленового коллектора на резьбовое металлическое соединение (необходимость в этом бывает довольно часто) монтажники используют комбинированные фитинги и специальную арматуру. Но получить требуемый распределитель потоков можно и другим способом – используя полипропиленовый тройник VTp.734. Соединение этих фитингов между собой с помощью сварочного даст практику коллектор с выходами, имеющими наружную резьбу диаметром 1/2 или 3/4″ (рис. 6). Расстояние (по центрам) между отводами полученного изделия – 53–54 мм. Диаметр полипропиленовых патрубков коллекторного тройника – 40 мм.
Рис. 6. Распределительный коллектор, выполненный из полипропиленовых тройников VTp.734
Латунные, стальные и полипропиленовые коллекторы VALTEC широко используются в системах встроенного и радиаторного отопления, водяного охлаждения, водоснабжения, в том числе – питьевого, иных установках, рабочие среды которых не агрессивны к материалам изделий. Помимо непосредственно коллекторов, раздел нашего каталога «Коллекторные системы» включает в себя распределительные шкафы, блоки в сборе, полный набор комплектующих (кронштейны, фитинги, контрольно-измерительные приборы, арматура и т.д.).
Помимо непосредственно коллекторов, раздел нашего каталога «Коллекторные системы» включает в себя распределительные шкафы, блоки в сборе, полный набор комплектующих (кронштейны, фитинги, контрольно-измерительные приборы, арматура и т.д.).
© Правообладатель ООО «Веста Регионы», 2010
Инструкция на коллектор · «ЗАО Мушарака»
Скачать страницу PDF
Распечатать
Инструкция по эксплуатации
Коллектор
напольный регулируемый универсальный
для систем водяного отопления
и теплого водяного пола
КНР – 32 х 4
КНР – 32 х 3
1. Назначение
Коллекторы распределительные для систем водяного отопления и теплого пола, горячей, холодной воды используются для контроля и распределения теплоносителя в системе отопления. Трубы, подключенные к коллектору, образуют совместно с ним циркуляционное кольцо. Коллектор имеет подающую и обратную гребенку, позволяющую запирать, регулировать поток теплоносителя в контуре. Подающая гребенка оснащается расходомером. Обратная гребенка используется для ручной или автоматической регулировки с помощью электрического сервопривода.
Коллектор имеет подающую и обратную гребенку, позволяющую запирать, регулировать поток теплоносителя в контуре. Подающая гребенка оснащается расходомером. Обратная гребенка используется для ручной или автоматической регулировки с помощью электрического сервопривода.
2. Номенклатура и технические характеристики
2.1. Устройство коллекторного блока
Коллектор состоит из двух гребенок подающей и обратной закрепленных на кронштейнах. Варианты сборки коллекторов приведены на Рис. 1 и Рис 2. Корпуса гребенок (модулей) изготовлены из полипропилена с латунными закладными. Корпуса имеющие 3 и 4 выхода позволяют методом сварки получить любую гребенку от 3 выходов и более кроме 5-ти. Соединительный диаметр гребенок (модулей) под трубу Ø 32.
2.2. Разновидность исполнений
На Рис.3 приведены различные варианты комплектования регулировочными и присоединительными устройствами. Возможны следующие сочетания подачи и обратки:
а) подающая гребенка оснащена расходомером, обратная гребенка оснащена запорнорегулирующим вентилем с ручной регулировкой. Ручную регулировку можно автоматизировать, применив электрический сервопривод со стандартной присоединительной резьбой М30 х 1,5.
Ручную регулировку можно автоматизировать, применив электрический сервопривод со стандартной присоединительной резьбой М30 х 1,5.
б) подающая и обратная гребенки оснащены запорнорегулирующим вентилем с ручной или автоматической регулировкой.
Выхода на подающей и обратной гребенке можно применять следующих видов:
- Евроконус полипропиленовый под пайку трубы Ø 16 – полипропилен
- Компрессионный латунный евроконус с механическим креплением под любой тип трубы Ø 16.
- Компресионный латунный евроконус с механическим креплением под любой тип трубы Ø 20.
2.3. Технические характеристики
Максимальный перепад давления – 0,6 бар.
Максимальное рабочее давление:
- коллектор без расходомера – 6 бар
- коллектор с расходомером – 6 бар
Максимальная температура потока:
- коллектор без расходомера + 80°С
- коллектор с расходомером + 70°С
- материал корпуса коллектора PPRC
- материал вставок – ЛС59-1
- материал евроконуса под пайку – PPRC
- материал компрессионного евроконуса ЛС59-1.


2.4 Порядок регулировки расхода
теплоносителя
Для регулировки расхода снять с расходомера защитный колпачок (красный см. Рис.1 или Рис.2). Отворачивая или заворачивая регулятор расхода (Черный) можно увеличить или уменьшить расход жидкости. Величину расхода контролировать по поплавку.
При регулировке расхода расходомером отсечной клапан на обратной ветви должен быть открыт полностью.
Возможно регулировка расхода отсечным клапаном. При этом расходомер должен быть открыт.
3. Комплектность
В комплект поставки входит:
- Подающая гребенка с расходомерами – 1 шт.
- Обратная гребенка с отсечными клапанами – 1 шт.
- Заглушка со спустником воздуха – 1 шт.
- Заглушка
- Комплект кронштейнов и крепежа
Компрессионный евроконус в комплект поставки не входит.
Поставка полипропиленового евроконуса, гайки накидной и уплотнительного кольца оговаривается при заказе
4.
 Меры безопасности
Меры безопасностиК установке и обслуживанию коллекторов распределительных для систем теплого пола допускается персонал, изучивший его устройство и правила техники безопасности.
5. Транспортировка и хранение
При транспортировке, погрузке и выгрузке изделие должно быть защищено от механических повреждений и атмосферных осадков.
6. Утилизация
Утилизация изделия производится в соответствии с установленным порядком, составленным в соответствии с Законами РФ № 96-ФЗ «об охране атмосферного воздуха», № 89-ФЗ «об отходах производства и потребления», а так же другими российскими и региональными нормами, актами, правилами, распоряжениями и прочими принятыми во исполнение указанных законов.
7. Приемка и испытания
Продукция, указанная а данном паспорте, изготовлена, испытана и принята в соответствии с действующей тех.документацией на предприятии-изготовителе.
8. Гарантийные обязательства
Предприятие-изготовитель (поставщик) гарантирует соответствие коллекторов для систем теплого водяного пола всем техническим требованиям при условии соблюдения потребителем правил хранения, транспортировки и эксплуатации. Гарантийный срок эксплуатации и хранения составляет – 18 месяцев с даты продажи или 24 месяца с даты производства.
Гарантийный срок эксплуатации и хранения составляет – 18 месяцев с даты продажи или 24 месяца с даты производства.
Срок службы коллектора 10 лет при проведении необходимых сервисных работ и соблюдения правил эксплуатации
Скачать (PDF, 28KB)
Скачать (PDF, 28KB)
Скачать (PDF, 117KB)
3 пошаговых инструкции сварки выпускных коллекторов
Сварка выпускных коллекторов: классификация проблем выхлопной системы + алгоритм замены треснувшего коллекторы на новый + 3 способа сварки чугунного коллектора + 3 оптимальных вариации электродов для сварки + лучший вариант сварки выпускных коллекторов из нержавейки + анализ, можно ли сварить коллектор холодной сваркой.
Вопросы о коллекторах в сети довольно распространены, и касаются они автомобилей. Если мы говорим о транспорте, то здесь возможны 2 вариант коллекторов – впускной и выпускной. Большим нагрузкам подвержен именно первый. Высокие температуры + остатки топлива буквально «прожигают» деталь, выводя ее из строя в транспортном средстве. Как именно происходит сварка выпускных коллекторов + имеет ли смысл ее проводить вообще, мы рассмотрим в сегодняшней статье. Приступаем.
Как именно происходит сварка выпускных коллекторов + имеет ли смысл ее проводить вообще, мы рассмотрим в сегодняшней статье. Приступаем.
Что такое коллектор + причины его поломок
В системе автомобиля под коллектором подразумевают впускную или выпускную деталь, расположенную по обеим частям двигателя. Как правило, элементы не имеют точек соприкосновения, к тому же, в 90% случаев выполнены из различных сплавов металла.
Задачи коллектора определяются его типом:
— впускной. Задача детали – это подвод и помощь в смешивании смеси топлива до того, как она попадет в цилиндры двигательной системы;
— выпускной. Выполняет отводящую функцию, где в качестве транспортного сырья выступают сгоревшие газы. Отходы поступают сначала в катализатор, а потом подаются на глушитель.
Структура обоих типов коллекторов также имеет большое сходство – это от 2 до 6 трубок, объединённые в одну, которые «одеваются» на цилиндры двигателя. Число трубок зависит от числа цилиндров, а в 2020 году могут встречаться как старые модели (та же «ОКА») с 2 цилиндрами, или продвинутые американские бензинопожирающие «монстры» с 6-ю цилиндрами. По классике – это 4 цилиндра.
По классике – это 4 цилиндра.
Фото впускного коллектора представлено выше. Его подключение происходит к системе по подаче топлива + воздуха. В верхней части детали будет расположена или заслонка дросселя, или карбюратор.
Принцип работы выпускного коллектора:
После поступления в двигатель топлива, клапаны закрываются. Происходит поджигание смеси свечей зажигания. Поршень смещается вниз благодаря получившейся взрывной силе. В работу вступают клапана на выпуске, которые отводят сгоревшие остатки топлива и газы в выпускной коллектор. К каждой трубе идет подвод коллектора, который в конце объединяет все ответвления в единое целое. Катализатор поджигает смесь из трубы. Горючие частички отправляются или в трубоотвод, или сразу в глушитель. Газы выходят во внешнюю среду.
Выходной коллектор + глушитель подавляют звуки от работы мотора, делая ход транспортного средства для окружающих, в звуковом плане, комфортным.
Важно: выпускной коллектор постоянно подвергается значительным температурным ударам – от 600 до 950 градусов по Цельсию. Логично предположить, что материал изготовления детали обязан иметь высокие показатели теплоустойчивости, а обеспечить это могут только тугоплавкие металлы.
Логично предположить, что материал изготовления детали обязан иметь высокие показатели теплоустойчивости, а обеспечить это могут только тугоплавкие металлы.
Аналогичная ситуация и со сваркой. Если для залатывания коллектора будет использован низкокачественный материал, о долговечности проделанной работы не может быть и речи. В большинстве случаев отводящий коллектор дополняют специальным датчиком, который помогает отслеживать уровень кислорода в выхлопе. Он помогает корректировать состав топливной смеси, что подается в двигатель. Как итог – незримая взаимосвязь между составляющими системы. Теперь поговорим о классификации проблем выхлопной системы.
Оговоренные проблемы возникают из-за влияния химических веществ, которые содержаться в смесях, распространяемых во время гололедицы. Вторая причина – износ детали. Система постоянно находится под влиянием высоких температур. Плавление и прогорание ее компонентов не диковинка.
Сварка выпускных коллекторов собственноручно: особенности и рекомендации
В сути проблемы и ее возможных причинах разобрались. Теперь давайте решим вопрос ремонта выпускного коллектора. Единственный вариант решения проблемы – это сварка. Сама по себе конструкция детали не предусматривает возникновения других проблем, кроме как сквозные дырки или трещины по причине высоких температур и влияния агрессивных веществ. Второе решение – замена коллектора на новый самостоятельно или на станции технического обслуживания.
Теперь давайте решим вопрос ремонта выпускного коллектора. Единственный вариант решения проблемы – это сварка. Сама по себе конструкция детали не предусматривает возникновения других проблем, кроме как сквозные дырки или трещины по причине высоких температур и влияния агрессивных веществ. Второе решение – замена коллектора на новый самостоятельно или на станции технического обслуживания.
1) Как снять/установить выпускной коллектор в авто?
В зависимости от степени сложности проводимого ремонта, может возникнуть необходимость в покупке нового коллектора, ибо сварка обойдется по той же цене, а иногда даже дороже. Для большинства владельцев проще будет обратиться в СТО, но есть и категория автомобилистов, которые предпочитают производить мелкие ремонтные работы собственными руками.
Набор инструментов для замены старого коллектора на новый: емкость, в которую можно слить жидкость для охлаждения; ручной/гидравлический/пневматический или любой другой домкрат; комплект ключей рожкового, накидного и торцового типов; трещотка-ключ + набор насадок к нему + удлинитель; плоская отвертка и крестовинка. Покупая новый коллектор, в комплекте сразу нужно менять 2 типа прокладок – в связке коллектор/ГБЦ и коллектор/приемная трубка системы выпуска. О том, какой именно брать коллектор, скажет маркировка старого + проконсультироваться у продавца – это святое.
Покупая новый коллектор, в комплекте сразу нужно менять 2 типа прокладок – в связке коллектор/ГБЦ и коллектор/приемная трубка системы выпуска. О том, какой именно брать коллектор, скажет маркировка старого + проконсультироваться у продавца – это святое.
Алгоритм замены выхлопного коллектора:
1. Предварительно изучаем технику безопасности при ремонте двигательной системы транспортных средств.
2. Выключаем аккумулятор.
3. Сливаем жидкость для охлаждения. Для этого потребуются перчатки из резины, гаечные ключи, чистая вода и емкость для слива (зайдет обычный тазик).
4. В зависимости от наличия карбюратора, может потребоваться снятие ресивера инжектора. Вторая деталь к демонтажу – воздушный фильтр.
5. Берем подходящий ключ и занимаемся выкруткой гаек/болтов в точках крепления коллектора к головкам блока цилиндров. Если речь идет о восьми клапанных двигателях, придется сначала снять впускной коллектор, потом только выпускной, ибо в таких системах крепления относятся к обоим типам детали.
6. Занимаемся чисткой плоскости головок блоков цилиндров от остатков предыдущей прокладки. При существенных засорениях, можно воспользоваться наждачкой или напильником.
7. Иногда приходится восстанавливать резьбу или устанавливать новые шпильки, что будут крепить коллектор.
8. Ставим новые прокладки.
9. Делаем установку нового впускного коллектора. Если это восьмиклапанный мотор, то параллельно устанавливаем и впускной коллектор, что снимали до этого.
10. Закручиваем болты с гайками на ГБЦ.
11. Соединяем коллектор с трубами системы выпуска и ставим новую прокладку. Гайки с болтами закручиваем не до конца.
12. Проверяем верность установки деталей и сопровождающих прокладок и затягиваем болты с гайками.
13. Фильтруем радиатор и заливаем в него новую жидкость для охлаждения.
14. Подключаем аккумулятор.
Всего 14 шагов. Весь процесс может занять от 1 до 3 часов. Конечно же, если у человека все в порядке с прямотой рук. Если не уверены в своих способностях, лучше обратиться в сервисный центр. Дороже, но качественней.
Дороже, но качественней.
2) Как происходит сварка выпускных коллекторов из чугуна?
Перед началом работы требуется определиться из какого материала изготовлен выпускной коллектор. Здесь 2 варианта – чугун или путем сварки труб из стальных сплавов с примесями для предотвращения коррозийных процессов. Чугунные детали более распространённые в рамках РФ, потому основной объем дальнейших пояснений будет именно о них.
Способы сварки при работе с чугуном:
— Горячая технология. Когда заготовка разогревается до пиковой температуры от 600 до 660 градусов;
— Полугорячая технология. Процесс сварки протекает при температурных условиях 300-350 градусов по Цельсию;
— Холодная технология. Сварка производится в стандартных условиях, без какого-либо нагрева.
Последний вариант отличается методикой прокладки швов – короткие отрезки, на которые накладываются повторные слои. Такое подход позволяет избежать коробления материала выпускного коллектора.
Классификация типов сварки
Если мы говорим о работе в домашних условиях, то единственный приемлемый вариант – холодная сварка инвертором. Из-за хрупкости чугуна, профаны не смогут качественно заделать даже мелкую трещину.
Из-за хрупкости чугуна, профаны не смогут качественно заделать даже мелкую трещину.
Какие электроды использовать:
— ОЗЧ 2 или 6. Электроды в основе которых медный стержень с обмазкой из порошкового железа;
— железо + никель. Хорошая электродная связка для чугуна. Заходит для сварки при постоянном токе;
— железо + никель + медь. Получаемые швы могут противостоять коррозийным атакам, и способны без последствий контактировать со средами агрессивного характера + горячими газами.
При выявлении трещины в выпускном коллекторе, не советуется ожидать пока та приведет к срыву патрубка. Советуется как можно скорее снять деталь с двигателя и произвести ее ремонт. Для чугунных коллекторов при сварке требуется увеличение углерода – от 3% до 7%.
Если используется горячая сварка, деталь необходимо предварительно разогревать. Температура поддерживается на одном уровне (плюс/минус 10%) на протяжении всего процесса сварки. Учитывайте физические свойства чугуна – металл очень быстро остывает.
Из-за повышенной текучести чугуна, вдоль трещины можно либо просверлить отверстия, либо воспользоваться прокладками из графита, подложив их под место сваривания также вдоль будущего шва. Порообразование во время выгорания углерода может исказить конечный результат работы, в том числе, а потому, в процессе работы будьте предельно внимательны.
3) Особенности сварки выпускного коллектора из нержавейки
Тут уже свои особенности. В зависимости от сплава, применимого в процессе сборки выпускного коллектора, могут меняться и способы сварки детали. У большинства элементов имеется примесь никеля, хрома и прочих цветных металлов, что усложняет процесс заделывания трещин и прогаров.
Обратите внимание: во избежание выгорания добавок в сплавах нержавейки, настоятельно рекомендуется производить сварку деталей исключительно в среде защитных газов.
Вторичное последствие – деформация детали из-за температурного режима сварки. При полном соблюдении технологии, обрабатывать фланец не потребуется. В обратном случае, получаем швы со сниженными антикоррозийными свойствами. Причина – преодоление отметки в 500 градусов. При достижении пиковой точки наступает процесс межкристаллической коррозии из-за перераспределения молекул металлов внутри сплава.
В обратном случае, получаем швы со сниженными антикоррозийными свойствами. Причина – преодоление отметки в 500 градусов. При достижении пиковой точки наступает процесс межкристаллической коррозии из-за перераспределения молекул металлов внутри сплава.
Популярные типы сварки для нержавейки: инвертор общего типа (TIG, AC) + инертная среда + электроды из вольфрама; ручной тип сваривания с использованием электродов со специализированным типом покрытия; проволока из нержавейки + среда инертного газа + полуавтоматическая сварка.
Если речь о гаражном ремонте выпускного коллектора из нержавейки, оптимальным решением станет наложение сварочных швов электродами, имеющими ММА покрытие. Можно выбрать электрод на основе титана с рутиловым покрытием.
Менее привлекательные варианты, но тоже рабочие – это опять-таки электроды из двуоксиного титана с покрытием из кальция/карбоната магния. Толщина электрода идет по ГОСТу 10052.
Одна из вариации варки чугунного коллектора сварочным аппаратом:
 youtube.com/embed/OF2mO3Iesms» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/OF2mO3Iesms» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
4) Можно ли сварить выпускной коллектор холодной сваркой?
Хотя прямого отношения к металлическому завариванию швов холодная сварка и не имеет, некоторые мастера ее все же используют на временной основе. Применять метод советуется лишь тем личностям, кто знаком с технологией исполнения.
Когда рационально использовать холодную сварку:
— если при сварке традиционным методом деталь деформируется;
— геометрия вашего коллектора имеет сложный вид, а трещина пошла в самом неудобном месте, куда электродом не подползти;
— шов располагается на границе разных металлов.
Для сварки коллектора из нержавейки холодную сварку в виде клея еще можно использовать, но, если деталь из чугуна – вы только зря потратите время. На сколько хватит шва? Километров 500 от силы, но в 80% случаев сварка отлетает уже спустя 50-100 тысяч метров, так как на сдвиг и кручение шов не работает, к слову, совсем.
Подводя итоги, отметим, что наиболее рациональная сварка выпускных коллекторов – инвертор со специализированными электродами для чугуна, и сваривание ММА электродами для нержавейки. Без опыта в сварке будьте готовы к массе косяков и срывов швов. Если желаете сэкономить нервы, лучше обратиться в СТО или замените коллектор вовсе. Удачи на дорогах!
Коллекторы для труб: цены, характеристики, подбор, гарантия
Трубы и фитинги являются основными элементами конструкций трубопроводных магистралей – нефтяных, газовых, отопительных, водопроводных, канализационных. Современный уровень развития инженерных коммуникаций позволяет использовать как металлические трубы и фитинги, так и пластмассовые. Выбор материалов диктуется проектными характеристиками — областью применения, технической целесообразностью, условиями эксплуатации и фактором стоимости.
Для внешних трубопроводов, особенно большого диаметра, чаще всего используют стальные и чугунные трубы. Для разводки внутри помещений все больше используются пластиковые трубы диаметром от 16 до 63 мм. Это полимерные и металлополимерные трубы из поливинилхлорида, полиэтилена и полипропилена. Такие трубы выдерживают магистральное давление до 10 бар, температуру до 110 0C , они легки, прочны и не подвержены коррозии. Пластиковый трубопровод при правильно подобранных материалах и грамотной прокладке прослужит не менее полувека.
Это полимерные и металлополимерные трубы из поливинилхлорида, полиэтилена и полипропилена. Такие трубы выдерживают магистральное давление до 10 бар, температуру до 110 0C , они легки, прочны и не подвержены коррозии. Пластиковый трубопровод при правильно подобранных материалах и грамотной прокладке прослужит не менее полувека.
Фитингами, или фасонными частями, называются соединительные элементы трубопроводов. Они необходимы при поворотах и разветвлениях труб, переходах с одного диаметра трубы на другой, соединении труб из разных материалов. Есть разные типы соединения труб, которые зависят, прежде всего, от назначения трубопровода.
По профилю изготовления и назначению различают следующие конструкции фитингов:
- муфты – соединение труб прямого участка
- угольники и отводы – соединение труб под углами 450 — 1200
- тройники и крестовины – одно или два ответвления труб от магистрального трубопровода
- коллекторы – сбор, перераспределение и направление потоков через впускные и выпускные отводы
- переходники и ниппеля – соединения труб, отличающихся материалом и диаметром, различными способами
- штуцеры – соединение труб с гибкими шлангами
- заглушки – герметичное закрытие торцового отверстия труб
По конструкции и способу соединения различают следующие фасонные части:
- пресс-фитинги – соединение труб с помощью пресс-втулок
- компрессионные фитинги – соединение с помощью кольца, гайки и прокладки – разборная конструкция
- резьбовые фитинги – соединение с одной внутренней или внешней резьбой и двустороннее резьбовое соединение
- фитинги для сварки – соединение труб с помощью сварки – фасонные части с гладкими торцами
- фитинги для пайки – соединение труб с помощью припоя
- цанговые фитинги – соединение с герметичной самофиксацией трубы при помощи обжимного кольца и муфты
Так же как и трубы, выпускаются металлические и полимерные фасонные части. Металлические фитинги изготавливают из чугуна, нержавеющей стали, бронзы или стойкой к вымыванию цинка латуни. Они самые надежные и подходят для разных эксплуатационных условий. Но и новые поколения пластиковых фитингов вполне обеспечивают герметичность трубных соединений и широко используются. Они дешевле фасонных частей из металла и при прокладке больших участков внутренних магистралей их применение может дать большую экономию. Но для газопроводов и напорных трубопроводов, работающих под большим давлением, пластиковые фитинги использовать нельзя. Есть также комбинированные фитинги с телом из пластика и металлическими резьбовыми вставками.
Металлические фитинги изготавливают из чугуна, нержавеющей стали, бронзы или стойкой к вымыванию цинка латуни. Они самые надежные и подходят для разных эксплуатационных условий. Но и новые поколения пластиковых фитингов вполне обеспечивают герметичность трубных соединений и широко используются. Они дешевле фасонных частей из металла и при прокладке больших участков внутренних магистралей их применение может дать большую экономию. Но для газопроводов и напорных трубопроводов, работающих под большим давлением, пластиковые фитинги использовать нельзя. Есть также комбинированные фитинги с телом из пластика и металлическими резьбовыми вставками.
обзор материалов + сам процесс
Сварка выпускных коллекторов: классификация проблем выхлопной системы + алгоритм замены треснувшего коллекторы на новый + 3 способа сварки чугунного коллектора + 3 оптимальных вариации электродов для сварки + лучший вариант сварки выпускных коллекторов из нержавейки + анализ, можно ли сварить коллектор холодной сваркой.
Вопросы о коллекторах в сети довольно распространены, и касаются они автомобилей. Если мы говорим о транспорте, то здесь возможны 2 вариант коллекторов – впускной и выпускной.
Большим нагрузкам подвержен именно первый. Высокие температуры + остатки топлива буквально «прожигают» деталь, выводя ее из строя в транспортном средстве.
Как именно происходит сварка выпускных коллекторов + имеет ли смысл ее проводить вообще, мы рассмотрим в сегодняшней статье. Приступаем.
Что такое коллектор + причины его поломок
В системе автомобиля под коллектором подразумевают впускную или выпускную деталь, расположенную по обеим частям двигателя. Как правило, элементы не имеют точек соприкосновения, к тому же, в 90% случаев выполнены из различных сплавов металла.
Задачи коллектора определяются его типом:
- впускной. Задача детали – это подвод и помощь в смешивании смеси топлива до того, как она попадет в цилиндры двигательной системы;
- выпускной. Выполняет отводящую функцию, где в качестве транспортного сырья выступают сгоревшие газы. Отходы поступают сначала в катализатор, а потом подаются на глушитель.
 Выполняет отводящую функцию, где в качестве транспортного сырья выступают сгоревшие газы. Отходы поступают сначала в катализатор, а потом подаются на глушитель.
Выполняет отводящую функцию, где в качестве транспортного сырья выступают сгоревшие газы. Отходы поступают сначала в катализатор, а потом подаются на глушитель.Структура обоих типов коллекторов также имеет большое сходство – это от 2 до 6 трубок, объединённые в одну, которые «одеваются» на цилиндры двигателя. Число трубок зависит от числа цилиндров, а в 2020 году могут встречаться как старые модели (та же «ОКА») с 2 цилиндрами, или продвинутые американские бензинопожирающие «монстры» с 6-ю цилиндрами. По классике – это 4 цилиндра.
Фото впускного коллектора представлено выше. Его подключение происходит к системе по подаче топлива + воздуха. В верхней части детали будет расположена или заслонка дросселя, или карбюратор.
Принцип работы выпускного коллектора:
- После поступления в двигатель топлива, клапаны закрываются.
- Происходит поджигание смеси свечей зажигания.
- Поршень смещается вниз благодаря получившейся взрывной силе.
- В работу вступают клапана на выпуске, которые отводят сгоревшие остатки топлива и газы в выпускной коллектор. К каждой трубе идет подвод коллектора, который в конце объединяет все ответвления в единое целое.
- Катализатор поджигает смесь из трубы.
- Горючие частички отправляются или в трубоотвод, или сразу в глушитель.
- Газы выходят во внешнюю среду.

Выходной коллектор + глушитель подавляют звуки от работы мотора, делая ход транспортного средства для окружающих, в звуковом плане, комфортным.
Важно: выпускной коллектор постоянно подвергается значительным температурным ударам – от 600 до 950 градусов по Цельсию. Логично предположить, что материал изготовления детали обязан иметь высокие показатели теплоустойчивости, а обеспечить это могут только тугоплавкие металлы.
Аналогичная ситуация и со сваркой. Если для залатывания коллектора будет использован низкокачественный материал, о долговечности проделанной работы не может быть и речи. В большинстве случаев отводящий коллектор дополняют специальным датчиком, который помогает отслеживать уровень кислорода в выхлопе. Он помогает корректировать состав топливной смеси, что подается в двигатель. Как итог – незримая взаимосвязь между составляющими системы.
В большинстве случаев отводящий коллектор дополняют специальным датчиком, который помогает отслеживать уровень кислорода в выхлопе. Он помогает корректировать состав топливной смеси, что подается в двигатель. Как итог – незримая взаимосвязь между составляющими системы.
Теперь поговорим о классификации проблем выхлопной системы.
| Проблема | Описание |
|---|---|
| Катализатор | Фильтр используется с целью задержки сажи, которая имеется в газах выхлопа. Из-за постоянного влияния высокой температуры и засорения, элементы детали плавятся крайне быстро. О неполадках сигнализирует отсутствие дыма из трубы, либо его слабое проявление с сизым оттенком. |
| Датчик кислорода | Причин поломки может быть несколько – корпус разгерметизировался, перегрев, износ, отсутствие контакта по электрической цепи или банальное механическое повреждение. |
| Гофра | Элемент глушителя цилиндрообразной формы с гофрированной трубкой внутри и внешним покрытием из нержавейки. Благодаря эластичности детали, она поглощает колебания и защищает систему от разрыва. Поломка происходит, когда забит фильтр сажи + происходит резкий скачок давления. Благодаря эластичности детали, она поглощает колебания и защищает систему от разрыва. Поломка происходит, когда забит фильтр сажи + происходит резкий скачок давления. |
| Резонатор | Часто называют малым глушителем. Расположен перед своим старшим собратом. Возможная поломка – 1-2 элемента детали прогорели. |
| Глушитель | Признаки более чем говорящие – дребезжание в месте крепления системы, снижение мощности движка и громкое звуковое сопровождение. |
| Выпускной коллектор | Возможные проблемы – разрыв патрубка или дырка в коллекторе. Признаком проблемы служит аромат выхлопных газов в помещении салона. |
Оговоренные проблемы возникают из-за влияния химических веществ, которые содержаться в смесях, распространяемых во время гололедицы. Вторая причина – износ детали. Система постоянно находится под влиянием высоких температур. Плавление и прогорание ее компонентов не диковинка.
Сварка выпускных коллекторов собственноручно: особенности и рекомендации
В сути проблемы и ее возможных причинах разобрались.
 Теперь давайте решим вопрос ремонта выпускного коллектора. Единственный вариант решения проблемы – это сварка. Сама по себе конструкция детали не предусматривает возникновения других проблем, кроме как сквозные дырки или трещины по причине высоких температур и влияния агрессивных веществ. Второе решение – замена коллектора на новый самостоятельно или на станции технического обслуживания.
Теперь давайте решим вопрос ремонта выпускного коллектора. Единственный вариант решения проблемы – это сварка. Сама по себе конструкция детали не предусматривает возникновения других проблем, кроме как сквозные дырки или трещины по причине высоких температур и влияния агрессивных веществ. Второе решение – замена коллектора на новый самостоятельно или на станции технического обслуживания.Сварка алюминия при помощи электрода
1) Как снять/установить выпускной коллектор в авто?
В зависимости от степени сложности проводимого ремонта, может возникнуть необходимость в покупке нового коллектора, ибо сварка обойдется по той же цене, а иногда даже дороже. Для большинства владельцев проще будет обратиться в СТО, но есть и категория автомобилистов, которые предпочитают производить мелкие ремонтные работы собственными руками.
Набор инструментов для замены старого коллектора на новый:
- емкость, в которую можно слить жидкость для охлаждения;
- ручной/гидравлический/пневматический или любой другой домкрат;
- комплект ключей рожкового, накидного и торцового типов;
- трещотка-ключ + набор насадок к нему + удлинитель;
- плоская отвертка и крестовинка.

Покупая новый коллектор, в комплекте сразу нужно менять 2 типа прокладок – в связке коллектор/ГБЦ и коллектор/приемная трубка системы выпуска. О том, какой именно брать коллектор, скажет маркировка старого + проконсультироваться у продавца – это святое.
Алгоритм замены выхлопного коллектора:
- Предварительно изучаем технику безопасности при ремонте двигательной системы транспортных средств.
- Выключаем аккумулятор.
- Сливаем жидкость для охлаждения. Для этого потребуются перчатки из резины, гаечные ключи, чистая вода и емкость для слива (зайдет обычный тазик).
- В зависимости от наличия карбюратора, может потребоваться снятие ресивера инжектора. Вторая деталь к демонтажу – воздушный фильтр.
- Берем подходящий ключ и занимаемся выкруткой гаек/болтов в точках крепления коллектора к головкам блока цилиндров. Если речь идет о восьми клапанных двигателях, придется сначала снять впускной коллектор, потом только выпускной, ибо в таких системах крепления относятся к обоим типам детали.
- Занимаемся чисткой плоскости головок блоков цилиндров от остатков предыдущей прокладки. При существенных засорениях, можно воспользоваться наждачкой или напильником.
- Иногда приходится восстанавливать резьбу или устанавливать новые шпильки, что будут крепить коллектор.
- Ставим новые прокладки.
- Делаем установку нового впускного коллектора. Если это восьмиклапанный мотор, то параллельно устанавливаем и впускной коллектор, что снимали до этого.
- Закручиваем болты с гайками на ГБЦ.
- Соединяем коллектор с трубами системы выпуска и ставим новую прокладку. Гайки с болтами закручиваем не до конца.
- Проверяем верность установки деталей и сопровождающих прокладок и затягиваем болты с гайками.
- Фильтруем радиатор и заливаем в него новую жидкость для охлаждения.
- Подключаем аккумулятор.

Всего 14 шагов. Весь процесс может занять от 1 до 3 часов. Конечно же, если у человека все в порядке с прямотой рук. Если не уверены в своих способностях, лучше обратиться в сервисный центр. Дороже, но качественней.
Дороже, но качественней.
2) Как происходит сварка выпускных коллекторов из чугуна?
Перед началом работы требуется определиться из какого материала изготовлен выпускной коллектор. Здесь 2 варианта – чугун или путем сварки труб из стальных сплавов с примесями для предотвращения коррозийных процессов. Чугунные детали более распространённые в рамках РФ, потому основной объем дальнейших пояснений будет именно о них.
Способы сварки при работе с чугуном:
- Горячая технология. Когда заготовка разогревается до пиковой температуры от 600 до 660 градусов;
- Полугорячая технология. Процесс сварки протекает при температурных условиях 300-350 градусов по Цельсию;
- Холодная технология. Сварка производится в стандартных условиях, без какого-либо нагрева.
Последний вариант отличается методикой прокладки швов – короткие отрезки, на которые накладываются повторные слои. Такое подход позволяет избежать коробления материала выпускного коллектора.
Классификация типов сварки
| Тип | Особенности | Популярность (из 5 ★) |
|---|---|---|
| Газовая | Методика показывает одни из лучших результатов в работе с чугуном. Предотвращается большое выгорание углерода без потери качества в швах. Предотвращается большое выгорание углерода без потери качества в швах. | ★★★★ |
| Полуавтоматом | Одно из условий успеха – качественная подготовка детали к сварке. Важно запомнить порядок выполнения действий во время процесса. Присадкой будет специализированные вариации проволоки. | ★★★ |
| TIG-сварка | Ручная сварка с применением неплавящегося электрода на основе вольфрама, где в качестве защитного газа используется аргон. Для обработки чугуна методика вполне приемлема. | ★★★★ |
| Инвертором | Тип ручной сварки с большим количеством предварительных работ, связанных с зачисткой поверхности места сварки выпускного коллектора, обезжириванием и углублением трещины до конусообразного вида расшивки. Сам процесс происходит слоями с опорой в качестве стальных шпилек. | ★★★★★ |
Если мы говорим о работе в домашних условиях, то единственный приемлемый вариант – холодная сварка инвертором. Из-за хрупкости чугуна, профаны не смогут качественно заделать даже мелкую трещину.
Из-за хрупкости чугуна, профаны не смогут качественно заделать даже мелкую трещину.
Что такое сварка MIG и MAG
Какие электроды использовать:
- ОЗЧ 2 или 6. Электроды в основе которых медный стержень с обмазкой из порошкового железа;
- железо + никель. Хорошая электродная связка для чугуна. Заходит для сварки при постоянном токе;
- железо + никель + медь. Получаемые швы могут противостоять коррозийным атакам, и способны без последствий контактировать со средами агрессивного характера + горячими газами.
При выявлении трещины в выпускном коллекторе, не советуется ожидать пока та приведет к срыву патрубка. Советуется как можно скорее снять деталь с двигателя и произвести ее ремонт. Для чугунных коллекторов при сварке требуется увеличение углерода – от 3% до 7%.
Если используется горячая сварка, деталь необходимо предварительно разогревать. Температура поддерживается на одном уровне (плюс/минус 10%) на протяжении всего процесса сварки. Учитывайте физические свойства чугуна – металл очень быстро остывает.
Учитывайте физические свойства чугуна – металл очень быстро остывает.
Из-за повышенной текучести чугуна, вдоль трещины можно либо просверлить отверстия, либо воспользоваться прокладками из графита, подложив их под место сваривания также вдоль будущего шва. Порообразование во время выгорания углерода может исказить конечный результат работы, в том числе, а потому, в процессе работы будьте предельно внимательны.
3) Особенности сварки выпускного коллектора из нержавейки
Тут уже свои особенности. В зависимости от сплава, применимого в процессе сборки выпускного коллектора, могут меняться и способы сварки детали. У большинства элементов имеется примесь никеля, хрома и прочих цветных металлов, что усложняет процесс заделывания трещин и прогаров.
Обратите внимание: во избежание выгорания добавок в сплавах нержавейки, настоятельно рекомендуется производить сварку деталей исключительно в среде защитных газов.
Вторичное последствие – деформация детали из-за температурного режима сварки. При полном соблюдении технологии, обрабатывать фланец не потребуется. В обратном случае, получаем швы со сниженными антикоррозийными свойствами. Причина – преодоление отметки в 500 градусов. При достижении пиковой точки наступает процесс межкристаллической коррозии из-за перераспределения молекул металлов внутри сплава.
При полном соблюдении технологии, обрабатывать фланец не потребуется. В обратном случае, получаем швы со сниженными антикоррозийными свойствами. Причина – преодоление отметки в 500 градусов. При достижении пиковой точки наступает процесс межкристаллической коррозии из-за перераспределения молекул металлов внутри сплава.
Популярные типы сварки для нержавейки:
- инвертор общего типа (TIG, AC) + инертная среда + электроды из вольфрама;
- ручной тип сваривания с использованием электродов со специализированным типом покрытия;
- проволока из нержавейки + среда инертного газа + полуавтоматическая сварка.
Если речь о гаражном ремонте выпускного коллектора из нержавейки, оптимальным решением станет наложение сварочных швов электродами, имеющими ММА покрытие. Можно выбрать электрод на основе титана с рутиловым покрытием.
Менее привлекательные варианты, но тоже рабочие – это опять-таки электроды из двуоксиного титана с покрытием из кальция/карбоната магния. Толщина электрода идет по ГОСТу 10052.
Толщина электрода идет по ГОСТу 10052.
Сварка чугунных изделий аргоном
Одна из вариации варки чугунного коллектора сварочным аппаратом:
4) Можно ли сварить выпускной коллектор холодной сваркой?
Хотя прямого отношения к металлическому завариванию швов холодная сварка и не имеет, некоторые мастера ее все же используют на временной основе. Применять метод советуется лишь тем личностям, кто знаком с технологией исполнения.
Когда рационально использовать холодную сварку:
- если при сварке традиционным методом деталь деформируется;
- геометрия вашего коллектора имеет сложный вид, а трещина пошла в самом неудобном месте, куда электродом не подползти;
- шов располагается на границе разных металлов.

Для сварки коллектора из нержавейки холодную сварку в виде клея еще можно использовать, но, если деталь из чугуна – вы только зря потратите время. На сколько хватит шва? Километров 500 от силы, но в 80% случаев сварка отлетает уже спустя 50-100 тысяч метров, так как на сдвиг и кручение шов не работает, к слову, совсем.
Подводя итоги, отметим, что наиболее рациональная сварка выпускных коллекторов – инвертор со специализированными электродами для чугуна, и сваривание ММА электродами для нержавейки. Без опыта в сварке будьте готовы к массе косяков и срывов швов. Если желаете сэкономить нервы, лучше обратиться в СТО или замените коллектор вовсе. Удачи на дорогах!
Сварной коллектор двигателя внутреннего сгорания
Изобретение относится к машиностроению, в частности двигателестроению и может быть использовано в системах выпуска отработавших газов ДВС. Сварной выпускной коллектор содержит присоединительные фланцы, соединенные несколькими трубами различной длины, причем трубы изготовлены из материалов с различными коэффициентами линейного расширения, причем более длинные трубы изготавливают из материала с меньшим коэффициентом линейного расширения, а короткие – с большим коэффициентом линейного расширения. Трубы составлены из отдельных патрубков, выполненных из цельного отрезка тонкостенной жаропрочной трубы, при этом радиусы гиба патрубков более длинной трубы составляют 1,8-2,2 диаметра патрубка в месте его гиба. Использование изобретения позволяет создать недорогую и компактную конструкцию эффективного, надежного в эксплуатации выпускного коллектора. 1 з.п. ф-лы, 2 ил.
Трубы составлены из отдельных патрубков, выполненных из цельного отрезка тонкостенной жаропрочной трубы, при этом радиусы гиба патрубков более длинной трубы составляют 1,8-2,2 диаметра патрубка в месте его гиба. Использование изобретения позволяет создать недорогую и компактную конструкцию эффективного, надежного в эксплуатации выпускного коллектора. 1 з.п. ф-лы, 2 ил.
Изобретение относится к машиностроению, в частности двигателестроению и имеет отношение к конструкции элементов системы выпуска отработавших газов двигателя внутреннего сгорания (далее ДВС).
Известен выпускной коллектор ДВС автомобиля ВАЗ-2108 (В.А.Вершигора и др. «Автомобиль ВАЗ-2108» — М.: ДОСААФ СССР, 1986, с.27), который представляет собой литую массивную деталь из чугуна. Выпускной коллектор имеет присоединительные фланцы крепления, с одной стороны — к головке цилиндров двигателя, а с другой — к приемной трубе тракта выпуска отработавших газов. В процессе работы ДВС коллектор подвергается значительному температурному воздействию со стороны выхлопных клапанов ДВС.
Аналогичные конструкции выпускных коллекторов описаны в патентах США №5347810, МПК5 F 01 N 7/10, 1994, №5069036, МПК5 F 01 N 7/10, 1991, заявке ЕПВ (ЕР) 0049459, F 02 F 11/00, 1982.
Общим недостатком описанных выше устройств является их значительная металлоемкость и теплоемкость, т.е. в процессе работы ДВС их массивная чугунная структура забирает значительное количество тепла, которое необходимо в том случае, когда в трассе выхлопной системы предусмотрена установка каталитического нейтрализатора, что вызвано современными повышенными требованиями по предельно допустимому содержанию в отработавших газах ДВС вредных компонентов (продуктов неполного сгорания рабочей смеси).
Известны технические решения, позволяющие уменьшить теплоемкость описанных конструкций коллекторов (см., например, заявку Японии №63-215809, МКИ4 F 01 N 7/10, 1988). Здесь во внутренней основной части коллектора с образованием зазора относительно внутренних стенок коллектора установлена тонкостенная труба, но такой технический прием значительно усложняет конструкцию коллектора.
В современных конструкциях ДВС, в трассе выпуска которых предусмотрены каталитические нейтрализаторы, нашли широкое применение сварные выпускные коллекторы облегченной конструкции, штампованные из тонкого жаропрочного металлического листа, с приварными присоединительными фланцами (см. РСТ (WO) 90/06207, МКИ5 В 23 К 31/02, 1990; США №4656830, МКИ4 F 01 N 3/18, 1987; Франция №2644207, МКИ5 F 01 N 7/10, 1990; ФРГ №4200611, МКИ5 F 01 N 7/10, 1993; ЕПВ (ЕР) 0623739, МКИ5 F 01 N 7/10, 1994).
Применение таких сварных выпускных коллекторов в сочетании с каталитическими нейтрализаторами различного типа позволяет обеспечить выполнение жестких международных требований по токсичности Евро-3 и Евро-4. Технические трудности, которые возникают при изготовлении описанных коллекторов, заключаются в первую очередь в том, что необходимо соблюсти оптимальные с точки зрения гидравлических сопротивлений геометрические параметры — радиусы гиба отдельных труб, длины отдельных труб, их конкретное расположение в стесненном пространстве моторного отсека и ряд других параметров. Поэтому, как правило, каждая из отдельных труб коллектора изготавливается путем сварки отдельных составляющих трубу элементов. При этом разъемы могут быть как продольными (заявка Японии №3-63644, МКИ5 F 01 N 7/10, 1991), штампованные из двух половин, так и поперечными (ФРГ, №3720714, МКИ4 F 01 N 7/14, 1989), когда каждая из труб сваривается из отдельных заранее формообразованных патрубков. Либо в законченной конструкции коллектора применены одновременно оба названных выше приема (Франция, №2727466, МПК6 F 01 N 7/10, 1996).
Поэтому, как правило, каждая из отдельных труб коллектора изготавливается путем сварки отдельных составляющих трубу элементов. При этом разъемы могут быть как продольными (заявка Японии №3-63644, МКИ5 F 01 N 7/10, 1991), штампованные из двух половин, так и поперечными (ФРГ, №3720714, МКИ4 F 01 N 7/14, 1989), когда каждая из труб сваривается из отдельных заранее формообразованных патрубков. Либо в законченной конструкции коллектора применены одновременно оба названных выше приема (Франция, №2727466, МПК6 F 01 N 7/10, 1996).
В качестве прототипа выбран сварной выпускной коллектор для ДВС легковых автомобилей (полезная модель России №14974, МПК7 F 01N 7/10, БИ №25, 10.09.2000), который содержит по крайней мере две проточные трубы, состоящие, например, из патрубков, скрепленных между собой сваркой, верхние концы которых соединены с впускными отверстиями ДВС через отверстия по крайней мере одного фланца, а нижние концы патрубков по крайней мере по два соединены с коллекторными элементами, нижние концы которых закреплены на нижнем выпускной фланце и через его отверстия сообщены с выпускными трубопроводами системы очистки газов, причем упомянутые патрубки обеих проточных труб выполнены из жаропрочного листового материала. Коллекторные элементы выполнены в виде воронок, при этом верхние концы обеих проточных труб закреплены на цельном впускном фланце. Нижний выпускной фланец выполнен из тонколистового материала, преимущественно из жаропрочной стали, с отбортовкой по его краям и отверстиям и вваренными бобышками в местах расположения крепежных отверстий. Все патрубки выполнены из одного материала.
Коллекторные элементы выполнены в виде воронок, при этом верхние концы обеих проточных труб закреплены на цельном впускном фланце. Нижний выпускной фланец выполнен из тонколистового материала, преимущественно из жаропрочной стали, с отбортовкой по его краям и отверстиям и вваренными бобышками в местах расположения крепежных отверстий. Все патрубки выполнены из одного материала.
К недостаткам рассмотренного сварного выпускного коллектора, как показала практика его эксплуатации на отдельных моделях автомобилей ВАЗ, в первую очередь следует отнести то, что, подвергаясь значительным перепадам температуры, жесткая конструкция коллектора, имеющая разные по длине патрубки, материал которых имеет одинаковый коэффициент линейного расширения, накапливает значительные остаточные деформации, что в конечном итоге приводит к нарушению герметичности в стыке коллектора с корпусом двигателя. Кроме того, изготовление отдельных труб коллектора из отдельных патрубков, которые, в свою очередь, сварены из нескольких коротких или прямолинейных отрезков труб, с последующей их сваркой, приводит к неоптимальным геометрическим параметрам коллектора в целом, что увеличивает гидравлические сопротивления в выпускном тракте ДВС, снижает его мощность и крутящий момент. В частности, в прототипе патрубок первого цилиндра сварен из двух изогнутых отрезков труб, патрубки второго и третьего цилиндров сварены из двух отрезков труб, а патрубок четвертого цилиндра сварен из четырех отрезков труб, два из которых прямолинейные, а два — криволинейные, загнутые по радиусу.
В частности, в прототипе патрубок первого цилиндра сварен из двух изогнутых отрезков труб, патрубки второго и третьего цилиндров сварены из двух отрезков труб, а патрубок четвертого цилиндра сварен из четырех отрезков труб, два из которых прямолинейные, а два — криволинейные, загнутые по радиусу.
Для устранения названного нежелательного явления в известном выпускном коллекторе предлагается компенсировать температурные деформации конструкции за счет подбора материала патрубков разной длины с различными коэффициентами линейного расширения. Кроме того, предлагается не только составить конструкцию коллектора из цельных отдельных патрубков, но и оптимизировать при этом их геометрические параметры, особенно в зоне гиба каждого отдельного патрубка, с целью достижения минимальных гидропотерь в тракте системы выпуска отработавших газов.
Сущность изобретения заключается в том, что в сварном выпускном коллекторе, содержащем присоединительные фланцы, по крайней мере две проточные трубы, одна из которых (более длинная) образована сходящимися на выходе патрубками первого и четвертого цилиндров ДВС, а другая (которая короче первой) образована сходящимися на выходе патрубками второго и третьего цилиндров, верхние концы которых соединены с впускными отверстиями ДВС через отверстия, по крайней мере одного фланца, а нижние концы труб закреплены на нижнем выпускном фланце и через его отверстия сообщены с выпускными трубопроводами системы очистки газов, причем трубы выполнены из жаропрочного листового материала, названные трубы изготовлены из материалов с различными коэффициентами линейного расширения, причем более длинные трубы изготавливают из материала с меньшим коэффициентом линейного расширения, а короткие — с большим коэффициентом линейного расширения. Кроме того, каждый из отдельных патрубков выполнен из цельного отрезка тонкостенной жаропрочной трубы, при этом радиусы гиба патрубков более длинной трубы составляют 1,8-2,2 диаметра патрубка в месте его гиба.
Кроме того, каждый из отдельных патрубков выполнен из цельного отрезка тонкостенной жаропрочной трубы, при этом радиусы гиба патрубков более длинной трубы составляют 1,8-2,2 диаметра патрубка в месте его гиба.
Сущность изобретения иллюстрируется на фиг.1 и 2.
Сварной выпускной коллекторе содержит по крайней мере две проточные трубы 1 и 2, одна из которых образована сходящимися на выходе патрубками 3 и 4 соответственно первого и четвертого цилиндров ДВС, а другая образована сходящимися на выходе патрубками 5 и 6 соответственно второго и третьего цилиндров, верхние концы которых соединены с впускными отверстиями ДВС через отверстия по крайней мере одного фланца 7, а нижние концы труб закреплены на нижнем выпускном фланце 8 и через его отверстия сообщены с выпускными трубопроводами системы очистки газов, причем трубы 1 и 2 выполнены из жаропрочного листового материала. Более длинная труба 1 выполнена из материала, коэффициент линейного расширения которого меньше, чем соответствующий коэффициент материала, из которого изготовлена более короткая труба 2. Каждый из отдельных патрубков 3-6 выполнен из цельного отрезка тонкостенной жаропрочной трубы, при этом радиусы гиба патрубков 3 и 4 первого и четвертого цилиндров составляют 1,8-2,2 диаметра патрубка в месте его гиба.
Каждый из отдельных патрубков 3-6 выполнен из цельного отрезка тонкостенной жаропрочной трубы, при этом радиусы гиба патрубков 3 и 4 первого и четвертого цилиндров составляют 1,8-2,2 диаметра патрубка в месте его гиба.
Приведенная на фиг.2 схема наглядно иллюстрирует процессы, которые происходят при нагреве конструкции коллектора. Сварной коллектор представляет собой конструкцию со статически неопределимыми деформациями в стержнях (трубах 3-6) при изменении температуры конструкции. Схема необходимых удлинений стержней при нагреве всей конструкции при условии не возникновения силовых деформаций представлена на фиг.2. Пунктирными линиями изображены стержни в положении, которое они занимают после нагрева. Стержень 1 получил приращение L1, стержень 2 получил приращение L2, при этом точка соединения стержней Д перешла в положение Д1.
Соотношение приращений стержней, исходя из геометрических соображений (подобия треугольника АСД и треугольника приращений стержней Д1КД), должно быть равно
При равенстве коэффициентов линейного расширения (КЛР) материалов стержней 1 и 2, учитывая то, что температурные деформации стержней пропорциональны их длинам, такое соотношение не может быть обеспечено. Чтобы деформации были совместны, необходимо соотношение между КЛР стержней 1 и 2 определить из зависимости (1). Принимая, что
Чтобы деформации были совместны, необходимо соотношение между КЛР стержней 1 и 2 определить из зависимости (1). Принимая, что
L1=1·L1·t,
L2=2·L2·t,
получим
Из зависимости (2) следует, что для конструкции коллектора с углом =60° при условии отсутствия силовых деформаций необходимо выбрать материалы труб 1 и 2 с коэффициентами линейных расширений, отличающимися в два раза. Практически это достижимо, если трубу 1 изготовить из материала 15Х28 с КЛР, равным 11,0· 10 -6 1/° С, а трубу 2 изготовить из материала 12Х18Н9Т с КЛР, равным 19,5· 10-6 1/° С (Марочник сталей и сплавов. В.Г.Сорокин, А.В.Волосникова, С.А.Вяткин и др. — М.: Машиностроение, 1989, с.640).
Кроме того, при таком конструктивном исполнении достигаются минимальные гидропотери в тракте выпуска ДВС, что приводит к повышению мощности и увеличению крутящего момента ДВС.
Предложенное техническое решение промышленно применимо, поскольку оно может быть использовано промышленным способом в автомобилестроении и других областях народного хозяйства, работоспособно, осуществимо и воспроизводимо.
Работает устройство обычным образом.
На такте выпуска отработавших газов из цилиндров двигателя, когда выпускной клапан открыт, горячие отработавшие газы вытесняются в выпускной коллектор, далее поступают в каталитический нейтрализатор, просачиваются через его активное вещество и в достаточной мере очищенные от вредных веществ поступают в глушитель (глушители если в тракте выпуска их несколько), теряют при этом часть звуковой энергии, после чего выводятся в атмосферу.
Использование заявленного технического решения позволяет создать недорогую и компактную конструкцию эффективного, надежного в эксплуатации выпускного коллектора, повысить конкурентоспособность отечественных автомобилей за счет соответствия их экологической безопасности мировым стандартам, снизить загрязнение воздуха в населенных пунктах токсичными компонентами отработавших газов автотранспортных средств, силовой агрегат которых выполнен на базе ДВС.
Формула изобретения
1. Сварной коллектор двигателя внутреннего сгорания, содержащий присоединительные фланцы, соединенные несколькими трубами различной длины, отличающийся тем, что трубы изготовлены из материалов с различными коэффициентами линейного расширения, причем более длинные трубы изготавливают из материала с меньшим коэффициентом линейного расширения, а короткие — с большим коэффициентом линейного расширения.
2. Сварной коллектор по п.1, отличающийся тем, что трубы составлены из отдельных патрубков, выполненных из цельного отрезка тонкостенной жаропрочной трубы, при этом радиусы гиба патрубков более длинной трубы составляют 1,8…2,2 диаметра патрубка в месте его гиба.
РИСУНКИ
NF4A Восстановление действия патента СССР или патента Российской Федерации на изобретение
Дата, с которой действие патента восстановлено: 27.03.2007
Извещение опубликовано: 27.03.2007 БИ: 09/2007
Можно ли выпускной коллектор замазать холодной сваркой? ᐉ Ответы экспертов Техничка Экспресс
Трещины, сколы, коррозии – самые частые проблемы элементов выхлопной системы. Оставлять их без внимания нельзя, а замена выпускного коллектора требует ощутимых затрат. Одним из вариантов становится восстановление детали с помощью сварки, но это сложная задача и выполнить ее самостоятельно сможет не каждый. Есть и альтернативное решение – холодная сварка. Но можно ли выпускной коллектор замазать холодной сваркой и тем самым устранить дефекты?
Оставлять их без внимания нельзя, а замена выпускного коллектора требует ощутимых затрат. Одним из вариантов становится восстановление детали с помощью сварки, но это сложная задача и выполнить ее самостоятельно сможет не каждый. Есть и альтернативное решение – холодная сварка. Но можно ли выпускной коллектор замазать холодной сваркой и тем самым устранить дефекты?
Что такое холодная сварка?
Это двухсоставный клей на основе эпоксидной смолы и отвердителя. В состав отвердителя входит металлическая пыль, которая делает соединение более прочным, армируя его, повышает стойкость к высоким температурам и механическим воздействиям. Клей невосприимчив к химическим реагентам, влаге, перепадам температур.
Герметик может выдерживать тепловые нагрузки от 200 до 1400 градусов. Причем за счет повышения температуры во время полимеризации можно еще больше упрочнить смесь.
В каких случаях можно использовать герметик?
Любые дырки в выхлопной системе нужно устранять сразу же, пока они небольшого размера. В противном случае вам вряд ли удастся обойтись без обращения в автосервис. Ограничиться герметиком можно, если площадь повреждения сравнима с размером булавочной головки. В этом случае смело можно браться за ремонт своими руками. Можно ли выпускной коллектор замазать холодной сваркой, если дырка по размерам больше монеты или продольная? Да, с такой задачей термоклей тоже может справиться, но работа потребует больше стараний.
В противном случае вам вряд ли удастся обойтись без обращения в автосервис. Ограничиться герметиком можно, если площадь повреждения сравнима с размером булавочной головки. В этом случае смело можно браться за ремонт своими руками. Можно ли выпускной коллектор замазать холодной сваркой, если дырка по размерам больше монеты или продольная? Да, с такой задачей термоклей тоже может справиться, но работа потребует больше стараний.
Проведение работ
В первую очередь необходимо обезжирить место ремонта с помощью растворителя. Сам клей смешивается непосредственно перед началом работ.
Устранение небольших повреждений
- Трещина засверливается по краям сверлом, что снимает внутренне напряжение металла.
- Если дыра имеет диаметр не более 10 мм, ее укрывают слоем герметика в 5-7 мм, по периметру – 8 мм.
- Первичное схватывание занимает 5-20 минут, в это время еще можно исправить форму без механической обработки.
- Спустя 4 часа можно прогреть узел до рабочей температуры.
- Если ремонтируемый участок в процессе работы авто испытывает давление, заплата фиксируется хомутами для дополнительной механической прочности.

Если вы заметили, что термоклей пузырится, состав нужно удалить, более тщательно обезжирить и просушить поверхность, и только после этого снова приступать к ремонтным работам.
Устранение больших повреждений
Большие дыры заделываются наложением заплат из нержавеющей стали. Термоклей при этом также используется.
- Края трещины обрабатываются, удаляются заусеницы.
- Герметиком с запасом промазываются края отверстия и заплата.
- Заплата накладывается с нахлестом в 30 мм на поврежденный участок.
Излишки герметика обычно сложно удалить растворителем, поэтому для этой цели используется напильник или электроинструмент.
Приобрести термоклей и комплектующие для ремонта авто вы можете в интернет-магазине «Техничка-Экспресс». Мы предлагаем огромный выбор надежных автозапчастей от ведущих производителей.
Мы предлагаем огромный выбор надежных автозапчастей от ведущих производителей.
Литой VS Сварные турбо-манифольды
Существует множество распространенных заблуждений между сварными и литыми турбонагнетателями. Эта статья поможет вам понять некоторые различия между теми, которые мы предлагаем, и какой стиль лучше всего подойдет для вашей сборки.
Сначала мы собираемся рассмотреть разницу между турбонагнетателями Turblown Cast Rx7 и турбонагнетателями заводского чугуна. Большинство литых коллекторов на рынке служат только одной цели; сделать турбонаддув и сделать это как можно дешевле.Это действительно не подходит для энтузиастов, ищущих максимальную производительность.
Можно заметить, что большинство литых турбоколлекторов много весят. Это потому, что они имеют более высокое содержание углерода. Это содержание углерода также более эффективно проводит тепло, по сути превращая коллектор в печь в моторном отсеке. Это одна из причин, по которым отсеки для двигателей OEM с двойным турбонаддувом FD такие горячие. Было высказано предположение, что это одна из причин, по которой FD теряет герметичность охлаждающей жидкости намного раньше, чем предыдущие модели.
Было высказано предположение, что это одна из причин, по которой FD теряет герметичность охлаждающей жидкости намного раньше, чем предыдущие модели.
Содержание углерода также является причиной того, что эти чугунные турбодетали легко ржавеют и в течение очень длительного времени действительно трескаются. Следует отметить, что коллекторы cast, iron turbo прочнее сварных коллекторов. Даже правильно сваренный коллектор турбины выйдет из строя намного раньше, чем коллектор из чугуна. Это просто природа литья по сравнению со сваркой.
Турбоколлекторы Turblown Cast Rx7 изготовлены из 347SS. SS означает нержавеющую сталь.В чугуне примерно в 20 раз больше углерода, чем в нержавеющей стали. Коллекторы Turblown Cast на самом деле весят меньше, чем их сварные аналоги той же конструкции. Это возможно, поскольку на направляющих и фланцах и внутри них нет излишков присадочного стержня.
Как правило, большинство литых коллекторов EWG выглядят поверх перепускных клапанов . Обычно бывает только одна заслонка слишком маленького размера и очень неудачно размещенная. Нижеприведенный коллектор печально известен тем, что выхлоп более 3 дюймов используется на одном FC3S с турбонаддувом.Стандартные близнецы еще хуже, и всегда требуют переноса при использовании любой полноценной выхлопной системы. Неправильное размещение перепускных клапанов приводит к увеличению проскальзывания. Как правило, это проблема только автомобилей с насосом только на бензине или тех, которые хотят использовать слишком большой турбонагнетатель при низком давлении наддува и т. Д.
Обычно бывает только одна заслонка слишком маленького размера и очень неудачно размещенная. Нижеприведенный коллектор печально известен тем, что выхлоп более 3 дюймов используется на одном FC3S с турбонаддувом.Стандартные близнецы еще хуже, и всегда требуют переноса при использовании любой полноценной выхлопной системы. Неправильное размещение перепускных клапанов приводит к увеличению проскальзывания. Как правило, это проблема только автомобилей с насосом только на бензине или тех, которые хотят использовать слишком большой турбонагнетатель при низком давлении наддува и т. Д.
Правильное размещение EWG показано ниже любезно предоставлено Turbosmart.
Турбоколлектор Turblown Cast EWG (внешний перепускной клапан) имеет расположение перепускных клапанов для надлежащего контроля наддува. Бегуны расположены прямо по направлению потока, а сдвоенные перепускные клапаны Turbosmart comp40 имеют большую площадь поверхности.
В дополнение к игнорированию производительности затвора, они также игнорируют реакцию на повышение и общую выходную мощность. Как правило, крутых поворотов очень много, — это враг турбо-системы . Эти крутые повороты поглощают много тепла и энергии импульса , которые можно использовать для увеличения скорости вала.Насколько хорошо коллекторы Turbo переходят от выпускных отверстий к коллектору с турбонаддувом и от коллектора с турбонаддувом к фланцам с турбонаддувом, также имеет значение. Как вы можете видеть ниже, литые коллекторы Turblown по выплавляемым моделям разработаны с учетом этих критериев. Очевидно, что некоторые изгибы необходимы, но они ограничены.
Установки с одиночным турбонаддувом не имеют последовательных опций, как у OEM-близнецов, поэтому вы обычно устанавливаете турбонаддув с малой и средней рамой, и его реакция «нормальная» на стандартном литом коллекторе. Не здорово, но и не ужасно. Если вы попытаетесь установить на эти коллекторы турбодвигатель с большей рамой, ваш диапазон мощности значительно пострадает, особенно если это устаревшая технология турбонаддува, такая как To4R / Z. Например, последняя настроенная нами установка To4R давала 22 фунта на квадратный дюйм при 5 000 об / мин. Все, что больше To4Z, обычно тоже не подходит. Таким образом, вы ограничены в выборе турбонаддува и, следовательно, в общем уровне мощности.
Не здорово, но и не ужасно. Если вы попытаетесь установить на эти коллекторы турбодвигатель с большей рамой, ваш диапазон мощности значительно пострадает, особенно если это устаревшая технология турбонаддува, такая как To4R / Z. Например, последняя настроенная нами установка To4R давала 22 фунта на квадратный дюйм при 5 000 об / мин. Все, что больше To4Z, обычно тоже не подходит. Таким образом, вы ограничены в выборе турбонаддува и, следовательно, в общем уровне мощности.
Около 12 лет назад мы провели первое сравнение литого и трубчатого коллекторов на динамометрическом стенде, и результаты были довольно ошеломляющими.Автомобиль набирал 800 об / мин в режиме разгона и 40 л.с. на верхнем конце при 15 фунтах на квадратный дюйм. Мы объяснили эти преимущества более свободным дизайном (более пологие изгибы и полностью разделенная система).
Большинство чугунных турбо-коллекторов не полностью разделены. Большинство из них не разделены и используют открытую спираль. Некоторые из них имеют полностью разделенные главные направляющие, но используют один вестгейт. Хотя это лучше, сдвоенные вестгейты полностью разделяют импульсы, что приводит к еще лучшему отклику на усиление. Мы коснемся этого в статье, посвященной турбо-коллекторам Turblown Cast EWG FD.
Хотя это лучше, сдвоенные вестгейты полностью разделяют импульсы, что приводит к еще лучшему отклику на усиление. Мы коснемся этого в статье, посвященной турбо-коллекторам Turblown Cast EWG FD.
Итак, мы рассмотрели, что эксплуатация заводских коллекторов с турбонаддувом из чугуна по большей части лучше, чем у правильно сваренного агрегата по долговечности. Во всех остальных сферах деятельности они отсутствуют;
- вес
- не подходят для большого диапазона турбин
- управление теплом
- реакция на усиление
- пиковая мощность
- контроль наддува
Именно здесь литые коллекторы Turblown объединяют долговечность литого коллектора и производительность сварного коллектора.Поскольку в соединении с 347SS используется процесс литья по выплавляемым моделям, они даже более надежны, чем турбокомпрессоры из чугуна. Это самый надежный вариант для вашего Rx7 на рынке. 347SS намного прочнее при повышенных температурах по сравнению как с чугуном, так и с 304SS, который чаще всего встречается в сварных коллекторах с турбонаддувом.
Что еще более важно, эти литые по выплавляемым моделям коллекторы работают даже лучше, чем их сварные аналоги. Процесс инвестирования оставляет внутренности идеально гладкими, а каждый переход — идеально плавным.Они выходят из сварных коллекторов турбонагнетателя. Промышленность турбокомплексов постепенно переходит в сторону коллекторов заготовок, представьте это как целый коллектор для заготовок.
Кроме того, производительность значительно повышается за счет конической конструкции коллектора. Все коллекторы Turblown имеют это, но версия EWG доводит это до крайности. Коллектор постепенно сужается к от фланца двигателя до фланца Т4. От 2 дюймов до 1,682 дюйма.После разработки этого коллектора вы заметите, что люди уже пытаются его скопировать. Что ж, это невозможно воспроизвести, если вы не разыграете его; направляющая главного входа больше 2-дюймовой трубы, а конус постепенный, а не резкий.
Как мы упоминали ранее, вы можете видеть, что используется наименьшее количество изгибов.
Так почему же коллекторы, изготовленные методом литья под давлением, не являются более распространенными, если все они, в конце концов, представляют собой все турбо-коллекторы? Просто у большинства компаний нет ресурсов или спроса на их производство.Следите за обновлениями, поскольку мы последовательно выпускаем динамометрические результаты с новым турбо-коллектором Turblown Cast EWG по сравнению с HKS Cast FD. Тот же дино, тот же тюнер, тот же день, с доступными полными журналами данных ..
Комментарии будут одобрены перед появлением.
A-TEAM PERFORMANCE SHEET МЕТАЛЛ НИЗКОПРОФИЛЬНЫЙ ЧЕРНЫЙ ВПУСКНОЙ ПАТРУБОК, СВАРНЫЙ АЛЮМИНИЙ LS3 L92 EFI 102MM
Описание
A-TEAM PERFORMANCE SHEET МЕТАЛЛ НИЗКОПРОФИЛЬНЫЙ ЧЕРНЫЙ ВПУСКНОЙ ПАТРУБОК, СВАРНЫЙ АЛЮМИНИЙ LS3 L92 EFI 102MM
ОБЗОР
Мы разработали наш впускной коллектор из алюминиевого листового металла, чтобы улучшить внешний вид и производительность вашего двигателя LS. Он имеет отверстие дроссельной заслонки 102 мм для максимального потока воздуха. Полозья сгруппированы по скоростям, что позволяет воздуху двигаться более плавно на высоких скоростях. Коллектор изготовлен из алюминия T-6061 толщиной 3 мм и сварен методом TIG для обеспечения постоянной прочности и рабочих характеристик. Отдельные уплотнительные кольца порта гарантируют хорошее уплотнение с головками цилиндров и корпусом дроссельной заслонки.
Он имеет отверстие дроссельной заслонки 102 мм для максимального потока воздуха. Полозья сгруппированы по скоростям, что позволяет воздуху двигаться более плавно на высоких скоростях. Коллектор изготовлен из алюминия T-6061 толщиной 3 мм и сварен методом TIG для обеспечения постоянной прочности и рабочих характеристик. Отдельные уплотнительные кольца порта гарантируют хорошее уплотнение с головками цилиндров и корпусом дроссельной заслонки.
КАЧЕСТВЕННАЯ КОНСТРУКЦИЯ
Первое, что люди замечают, приближаясь к нашему впускному коллектору, — это прекрасная сварка TIG (вольфрамовым инертным газом) на всем протяжении — и все это делается вручную.Это гарантирует прочную конструкцию, которая не выйдет из строя под нагрузкой. Фланцы головки имеют толщину 7/16 дюймов, а камера статического давления изготовлена из 3-миллиметрового алюминия T-6061, что означает, что она может легко выдерживать до 20 фунтов наддува — более чем достаточно для большинства уличных применений.
ИНТЕЛЛЕКТУАЛЬНЫЙ ДИЗАЙН
Помимо высочайшего качества сборки, наш сборный коллектор включает в себя интеллектуальные конструктивные особенности, которые отличают его от остальных. Открытие корпуса дроссельной заслонки 102 мм и впускные желобки со смещением по скорости гарантируют максимальный поток воздуха для приложений с большой мощностью, а отдельные уплотнительные кольца портов обеспечивают плотное прилегание к головкам цилиндров.Это классический дизайн Hi-RAM.
ОБОРУДОВАНИЕ
CHEVROLET МАЛЫЙ БЛОК V8 GEN. III / IV (НА ОСНОВЕ LS)
293 куб.см — 4,8 л (L20, LY2)
325 куб. Дюйм — 5,3 л (LC9, LH6, LH8, LMG, LY5)
364 куб. LY6)
376 ci — 6,2 л (L92, L99, LS3, LSA)
ПРИМЕЧАНИЯ
Подходит для двигателей на базе LS только с «прямоугольной» формой впускного канала
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
ТИП ВПРЫСКА: Многопортовый
ТИП ТОПЛИВНОЙ КАНАЛЫ: Специальная конструкция
ТОПЛИВНЫЕ КАНАЛЫ В КОМПЛЕКТЕ: Нет
РАЗМЕР ОТВЕРСТИЯ КОРПУСА ДРОССЕЛЬНОЙ ЗАСЛОНКИ: 102 мм
ДРОССЕЛЬНАЯ ЗАСЛОНКА УПЛОТНИТЕЛЬНАЯ ЗАСЛОНКА: УПЛОТНЕНИЕ БОЛТА ДРОССЕЛЬНОЙ ЗАСЛОНКИ: Стандартное расположение болта 9011 °
В КОМПЛЕКТЕ ДРОССЕЛЬНОЙ ЗАСЛОНКИ: №
МАТЕРИАЛ ФЛАНЦА: T-6061 Алюминий
ТОЛЩИНА PLENUM: 3 мм
МАТЕРИАЛ PLENUM: T-6061 Лист алюминия
ВАКУУМНЫЕ ПОРТЫ: NPT 1/8 x 3 и NPT 1/4 x 1
ОБЩАЯ ВЫСОТА : 9 ″
В КОМПЛЕКТЕ: уплотнительные кольца портов и оборудование
БЕСПЛАТНАЯ ДОСТАВКА ПО КОНТИНЕНТАЛЬНОМУ США! ПРИВЕТ, АК И PR EXTRA!
Добро пожаловать в журнал комбинированного цикла
Возможно, никто не понимает ваши рабочие задачи лучше, чем коллеги с таким же движком. Именно это делает круглые столы группы пользователей Frame 6 по компрессорам, турбинам, системам сжигания и КИПиУ особенно ценными. Эти занятия позволяют вам описать проблемы, вызывающие озабоченность, другим пользователям и дать им возможность предложить возможные решения, основанные на их опыте. Думайте об этом как о бесплатных консультациях, предоставляемых ведущими отраслевыми экспертами по эксплуатации и обслуживанию.
Именно это делает круглые столы группы пользователей Frame 6 по компрессорам, турбинам, системам сжигания и КИПиУ особенно ценными. Эти занятия позволяют вам описать проблемы, вызывающие озабоченность, другим пользователям и дать им возможность предложить возможные решения, основанные на их опыте. Думайте об этом как о бесплатных консультациях, предоставляемых ведущими отраслевыми экспертами по эксплуатации и обслуживанию.
Хотя круглый стол по безопасности не запланирован на конференцию 2021 года, имейте в виду, что на онлайн-форуме организации, размещенном на веб-сайте опытных пользователей, опубликовано несколько тем по безопасности, в том числе опыт работы с оптическими датчиками пламени, как бороться с плохо подогнанными дверцами отсеков и замена оборудования для исправления, функциональные испытания для подтверждения правильной работы систем пожаротушения водяным туманом при вводе агрегата в эксплуатацию, открытие дверей отсеков при активированной системе CO2 и т. д.
Еще один способ узнать больше об аспектах безопасности Frame 6 O&M — это ознакомиться с техническими информационными бюллетенями (TIL) и бюллетенями по безопасности при обслуживании продукции (PSSB) изготовителя оборудования. Они указаны на боковой панели. Если у вас нет копий соответствующих документов, запросите их у представителя GE на вашем предприятии. А поскольку вы не можете запомнить все, рассмотрите возможность назначения одного или нескольких специалистов по безопасности на вашу станцию во время простоев.
Они указаны на боковой панели. Если у вас нет копий соответствующих документов, запросите их у представителя GE на вашем предприятии. А поскольку вы не можете запомнить все, рассмотрите возможность назначения одного или нескольких специалистов по безопасности на вашу станцию во время простоев.
TIL по безопасности и бюллетени по безопасности, касающиеся газовых турбин 6B
TIL 2101, Модификация ручного рычажного подъемника для безопасного снятия ротора.
2044, Индикация ложного пламени датчика сухого пламени при отключенной турбине.
2028, Настройки управления для датчиков пламени GE Reuter Stokes.
2025, датчики сухого пламени GE Reuter Stokes FTD325, индикация ложного пламени.
1986, Неисправности гибких металлических шлангов с оплеткой.
1918, 6B Riverhawk грузовые сцепные устройства и инструмент, обеспечивающий безопасность.
1838, Деградация датчика утечки газа с каталитическими шариками, вызванная воздействием окружающей среды.
1793, Правила обращения с мышьяком и тяжелыми металлами.
Рекомендации по дренажной системе с ложным запуском 1713, 6B, 6FA, 6FA + E и 9E.
1709, рекомендации по нагрузочной муфте 6В.
1707, Модернизация уплотнительного кольца наружной трубы перекрестного пламени.
1700, Возможная опасность утечки газа во время промывки водой в автономном режиме.
1633, Давление силовой муфты при разборке.
1628, Обследование корпуса газовой турбины класса Е и В.
1612, Температурная деградация светильников турбинного отсека.
1585-R1, Правильное обращение с гибкими металлическими шлангами и уход за ними.
1577, Меры предосторожности для воздухозаборных люков воздухозаборника фильтрационной.
1576-Р1, Контроль ротора газовых турбин.
1574, 6В стандартное растрескивание корпуса топливных форсунок.
1573, Проверка электропроводки системы противопожарной защиты.
1566-R2, Рекомендации по системе обнаружения опасных газов.
1565, Меры предосторожности, которые необходимо соблюдать при работе с грузовыми автомобилями VGV.
1557, Клапаны регулирования температуры, содержащие хлористый метилен.
1556, Меры безопасности от логического принуждения.
1554, Требования к обозначениям для корпусов, защищенных противопожарной защитой CO2.
1537-1, Высокий расход газа при запуске — логическая последовательность Lratiohy.
1522-R1, Модернизация системы противопожарной защиты для некоторых газовых турбин.
1520-1, Рекомендации по очистке с высоким содержанием водорода.
1429-R1, Утечки масла в компрессорной арматуре модуля топливного газа и агрегата топливного газа.
1368-2, Рекомендуемые противопожарные мероприятия для воздухозаборников.
1275-1R2, Чрезмерный расход топлива при запуске.
1159-2, Меры предосторожности при работе в турбинном отсеке или рядом с ним или в системе обращения с топливом
работающей газовой турбины.PSSB
2018-1003, Осведомленность о техобслуживании онлайн-коллектора.
2018-0709-R2, Обнаружение шестивалентного хрома на деталях во время простоя.
2016-1220, Модернизация ГТ — влияние на HRSG.
2016-1209, Датчик пламени газовой турбины с водяным охлаждением, индикация ложного пламени.
2016-1117, Подъемно-такелажные устройства.
2016-1104, Актуализация ГЭК по безопасности эксплуатации газовых турбин.



Некоторые материалы GE, относящиеся к владельцам / операторам рамы 6, выходят за рамки базового двигателя. Пример: PSSB20161220, «Влияние модернизации ГТ на HRSG», представляет опыт владельца, который узнал, что модернизация двигателя была проведена без достаточной оценки воздействия на безопасность котла.В частности, новая паропроизводительность была больше, чем номинальная мощность, указанная на паспортной табличке, и разгрузочная способность существующего предохранительного клапана.
Это серьезная проблема. Но не ожидайте, что на встрече, посвященной газовым турбинам, состоится содержательное обсуждение HRSG. Для этого вам следует принять участие в форуме HRSG с Бобом Андерсоном.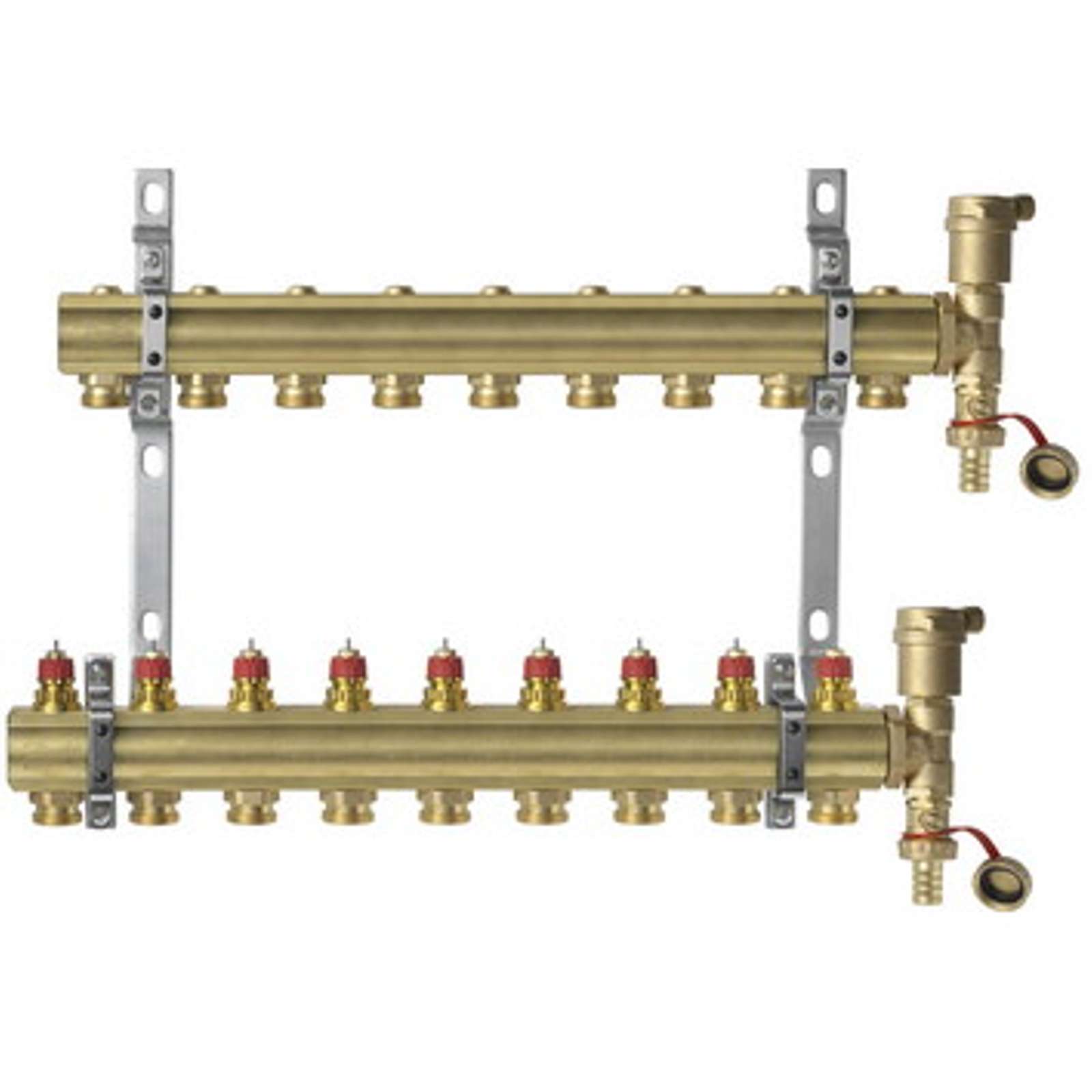 Присоединяйтесь к обсуждению на первом форуме HRSG Forum в 2021 году, 3 мая, зарегистрировавшись на двухчасовом виртуальном мероприятии бесплатно.
Присоединяйтесь к обсуждению на первом форуме HRSG Forum в 2021 году, 3 мая, зарегистрировавшись на двухчасовом виртуальном мероприятии бесплатно.
Наконец, помните, что на веб-сайте CCJ владельцам / операторам доступно большое количество информации по безопасности, где вы можете найти лучшие практики, представленные коллегами на протяжении многих лет.
Ниже приведены несколько обсуждаемых тем, и высказанные мысли на недавних собраниях группы пользователей Frame 6. Некоторые из них вы, возможно, пропустили и имеют текущую ценность, другие могут вызвать некоторые идеи для обсуждения на предстоящих заседаниях круглого стола 4 и 18 мая с 10 утра по восточному времени примерно до полудня. Получите доступ к полной повестке дня и регистрационной форме (бесплатно для пользователей) на веб-сайте опытных пользователей.
Правильная электрическая проводка и проводка КИПиУ внутри отсека важны для надежности агрегата. При устранении неисправностей неисправных или неисправных датчиков технические специалисты иногда обнаруживают, что предел температуры их проводки ниже температуры отсека. Также следует избегать некачественного кабелепровода. Один участник этого обсуждения сказал, что на его заводе датчики подключены к реле для определения неисправных датчиков.
Также следует избегать некачественного кабелепровода. Один участник этого обсуждения сказал, что на его заводе датчики подключены к реле для определения неисправных датчиков.
Не мойте компрессор водой перед отключением. , чтобы свести к минимуму возможность коррозии. Тем не менее, после перебоев в работе следует промывать водой.
Очистите сливное отверстие раструба после промывки компрессора. Вы не хотите, чтобы пара футов воды накапливалась на входе компрессора, где ее можно было бы засосать в агрегат при перезапуске.
Переместите выпускные клапаны компрессора изнутри блока наружу для большей надежности.
Проверьте термопары выхлопа во время запуска на предмет возможных проблем. Если у вас T / C отстает от других примерно на 100 градусов по Фаренгейту и в конечном итоге его догоняет, подумайте о замене при следующей возможности.
Ошибка перезапуска после отключения агрегата. Проверить, нет ли скоплений серы в клапанах переключения стоп / скорости.
Проверить, нет ли скоплений серы в клапанах переключения стоп / скорости.
Отключение при низком давлении смазочного масла. Анализ первопричин показал, что регулирующие клапаны не обслуживались более трех десятилетий. Диафрагмы стали хрупкими и вышли из строя. Рекомендация: добавьте диафрагмы в свой контрольный список PM, если еще нет.
Противопожарная защита — это постоянная тема. Пользователь заметил, что система CO2 на его заводе разряжалась до того, как сработала сигнализация. Наличие надежной сигнализации и внешнего освещения для предупреждения о выбросах критически важно для безопасности персонала.В результате обсуждения сложилось впечатление, что средства управления системами пожаротушения — водяным туманом и CO2 — могут быть не такими надежными, как должны быть. По мнению некоторых участников, бывает сложно найти квалифицированных поставщиков для обслуживания этих систем безопасности. Один сказал, что он перепроверяет сертификаты третьих сторон и любую работу, проделанную в системе.
Участникам было настоятельно рекомендовано проверить целостность упаковки на предмет утечек, потому что, если утечка не исчезнет — например, через жалюзи — вы не сможете поддерживать инертную атмосферу, пока устройство охлаждается.Механизмы жалюзи на устаревших устройствах были определены как проблемная область и охарактеризованы одним пользователем как «непослушные».
Сложность синхронизации блока запуска из черного источника выявила следователям следующее: функция автосинхронизации Mark VI не была отключена, а выключатель замкнулся электриками во вспомогательном шкафу генератора — безопасность нет. Результатом этого инцидента стала измененная процедура запуска, которая требует от операторов подтверждения возбуждения на скорости 50% на блоках с черным запуском.Электрики также должны проверить GAC, чтобы убедиться в отсутствии неисправностей перед запуском. Наконец, на дверце шкафа был повешен предупреждающий знак, и операторы должны отправлять электрикам уведомления об остановке работы во время запуска двигателя.
Отключение агрегата по высокой температуре масла без уведомления об аварии . Записанные данные не указали на изменение температуры масла. Сигнализация высокого давления масла была признана неисправной. Гремлин оказался обвисшей проволокой. Оконечная планка была отремонтирована, и в тот же день установка вернулась в эксплуатацию.Пользователь, поделившийся своим опытом, сказал, что контактные полоски могут выдержать столько злоупотреблений, и предположил, что человек, которого вы назначаете для работы, должен быть тем, кому вы доверяете отвертку.
Разместите защитные боксы в стратегически важных местах вокруг завода , чтобы сохранить требования к использованию СИЗ для конкретных задач и оборудования. Кроме того, рассмотрите возможность размещения определенных инструментов в местах использования. Одним из примеров было размещение ящиков с инструментами на верхней части HRSG, чтобы уменьшить потребность технических специалистов в поездках туда и обратно в центральное место, экономя время и снижая риск травм.
Сварка разнородных материалов выпускного коллектора из Si-Mo высокопрочного чугуна, приваренного к каталитическому нейтрализатору из нержавеющей стали с использованием присадочного металла NI-ROD 44HT
Образец цитирования: Бейкер, Б., Кисер, С., Чен, П., Скинн, Б. и др., «Разнородная сварка выпускного коллектора Si-Mo из высокопрочного чугуна с шаровидным графитом, приваренного к каталитическому нейтрализатору из нержавеющей стали с использованием присадочного металла NI-ROD. 44HT, Технический документ SAE 2000-01-0763, 2000, https://doi.org/10.4271/2000-01-0763.Загрузить Citation
Автор (ы): Брайан Бейкер, Сэмюэл Кисер, Питер Чен, Брайан Скинн, Рик Уильямс
Филиал: Special Metals Corp., Wescast Foundries, Ltd.
Страниц: 12
Событие: Всемирный конгресс SAE 2000
ISSN: 0148-7191
e-ISSN: 2688-3627
Также в: Литейные решения для автомобильной промышленности-SP-1504
Сварка TIG коллекторов из нержавеющей стали по индивидуальному заказу
(щелкните миниатюру, чтобы увеличить)Коллектор из нержавеющей стали | Коллектор из нержавеющей стали, вид сбоку | Крупный план коллектора из нержавеющей стали |
Стремясь предоставлять высококачественные услуги, компания Quality Welding произвела сварку TIG по индивидуальному заказу для данного коллектора из нержавеющей стали, чтобы удовлетворить строгие требования клиентов.Начав с поставляемой заказчиком двухмерной CAD-печати, мы закупили нержавеющую сталь 316 и начали сварку детали в соответствии с проектом. Мы сварили TIG-сварку и торцевые заглушки с 10 приварными фланцами и фланцами, приваренными враструб. Мы разрезаем трубопровод по размеру и просверливаем отверстия, чтобы подгонять фланцы раструба к трубопроводу. При производстве мы использовали несколько единиц оборудования: бриджпорт, сварочный аппарат TIG, пилу и несколько уровней.
Коллектор, предназначенный для использования в испытательной камере в аэрокосмической компании, имел длину 10 футов и имел 1 штуку.50-дюймовые фланцы. Материал трубопровода сортамента 40 имел наружный диаметр 4 дюйма, а весь коллектор весил приблизительно 95 фунтов. После 100-процентной проверки и соблюдения или превышения всех стандартов мы доставили испытательный коллектор из нержавеющей стали нашему заказчику в аэрокосмической отрасли в Хартфорде, штат Коннектикут. Для получения дополнительной информации об этом и других проектах обращайтесь в компанию Quality Welding.
Основные моменты проекта сварки TIG труб из нержавеющей стали| Описание продукта | Этот коллектор из нержавеющей стали был изготовлен на заказ для использования в испытательной ячейке |
| Применяемые возможности / процессы | Закупка материалов Сварка TIG
|
| Оборудование, используемое для производства Деталь | Bridgeport Сварщик TIG Пила Уровни |
| Габаритные размеры детали | Материал: ø4 «Трубопровод сортамента 40 Длина: 10 футов Фланцы: 1.50 « |
| Используемый материал | Нержавеющая сталь 316 |
| Выполняется технологический осмотр | 100% проверка |
| Расчетный вес | 95 фунтов |
| Промышленность для использования | Aerospace |
| Место доставки | Хартфорд, Коннектикут |
| Соответствие стандартам | Заказчик 2-D CAD-печать |
| Название продукта | Коллектор испытательной ячейки из нержавеющей стали |
наверх
Проект тридцать четыре: как построить одиночный турбо-коллектор
Сделай один раз, сделай правильно. Какой фантастический дух для жизни. Особенно, если ваша работа связана с лазерной хирургией глаза или созданием двигателя, чтобы поддерживать ее актуальность для Speedhunters.
Здесь, в Англии, наш пост-карантинный телевизор представляет собой смесь плохо транслируемых кулинарных шоу и 30-минутного ремонта дома. Предпосылка для последнего проста: дом покупают по дешевке, на то, чтобы сделать его пригодным для жилья, тратится минимум средств, а затем наставник выглядит удивленным, когда ему говорят, что он стоит больше денег.
В недавнем эпизоде Энди — консультант на пенсии из Ньюбери — покупает машину с протекающей крышей.Несмотря на совет строителя, он исправил его для максимальной скорости и эффективности. Это прекрасно работает, пока через два дня не пойдет дождь. В конце концов, намек на то, что нужно купить новую крышу.
По телевизору Энди выглядел немного глупо, но его нельзя винить за попытку. Фактически, поменять «протекающую двухспальную кровать в Кембридже» на «темпераментный R34 GT-R», и наш опыт — вместе с подходами к их устранению — не слишком отличается. Хотя головная боль Энди теперь приносит ему деньги на рынке аренды.
Итак, если вы пытались не отставать от Project Thirty Four, , лучший совет, который я могу вам дать, — это следовать совету Дино.«Потому что я тоже не совсем уверен, что происходит большую часть времени; хотя я, по крайней мере, говорю по имени с местным перевозчиком.
Speedhunters еще не представила кнопку «Пропустить повторение» в стиле Netflix , поэтому я постараюсь сделать ее как можно более краткой. Во-первых, у GT-R сорвалась прокладка. После ремонта он треснул в блоке двигателя после того, как на автобане на скорости 130 миль в час отказал шланг с турбонаддувом. Замененный блок продержался 2000 миль, прежде чем щелкнул клапан во время местного трекового дня.
Раздел комментариев казался довольно разделенным относительно того, была ли это моя вина — идиотский водитель — или просто невезение. Я положил его где-то посередине. Если бы я не был на правильном пути, используя все обороты, он, вероятно, не потерпел бы неудачу. Но если бы все, что я сделал, это поместил его в один из тех странных автомобильных презервативов — использовал его для вдохновляющих цитат о ‘грамм , — я мог бы кастрировать себя и купить Nissan Qashqai. Что на самом деле звучит приятнее, чем не использовать интересную машину на случай, если она сломается.
В этих обновлениях легко встретить легкомыслие, игнорирующее отказы двигателя, как колесо с бордюром. Но поверьте, досада очень настоящая. Просто спросите Бена и Райана, у которых весь монолог задокументирован в 14 000 сообщений iMessage. Включение этого в историю Speedhunters не решает проблемы, но это означает, что я могу поделиться своим опытом с единомышленниками-лунатиками как своего рода странной группой самопомощи. Думайте об анонимных алкоголиках, но с турбо-шумом.
Рон из RK Tuning — мой постоянный помощник в работе со Skyline, и с новым двигателем меня осенило, что я не причинял ему головной боли как минимум месяц.В основном потому, что он нашел время обновить страницу RK Tuning на Facebook , которая обычно появляется после каждого лунного затмения. Но на этот раз боль спровоцировал Рон.
«Что вы хотите сделать с этим турбокомпрессором?» он спросил меня по телефону. «Думаю, он должен вернуться в машину», — ответил я , гордясь только что доставленным мной комедийным золотом. «Я видел лучшие дни, дружище. В валу слишком большой люфт — что вы хотите с ним делать? »
Skyline в двух словах.
Есть гифка Зака Галифианакиса из The Hangover card counting, которую я регулярно использую в WhatsApp, просто потому, что это хорошее представление о том, как мой мозг реагирует на простые решения. Отправка турбо-ядра была бы быстрой и эффективной по времени, но Энди из Ньюбери именно так поступил. А что, если бы мы полностью изменили турбо-настройку?
Я думаю, что миссис Кидделл болтала с Роном о дальних каникулах, потому что он, казалось, был полностью поглощен идеей дополнительной работы.Да, и во время неизбежной долгой паузы в разговоре по телефону я решил пообещать Рону, что для удобства разберусь во всех деталях. Но модель Рона Кидделла «полностью на ваше усмотрение, приятель» для меня не хуже Евангелия.
Не то чтобы это особенно трудная работа; детали RB с одинарным турбонаддувом сейчас более распространены, чем даже модификации с двумя турбинами. С точки зрения упаковки, отказ от близнецов освобождает целую загрузку пространства, что означает лучшее управление теплом и возможность вместо этого использовать один гигантский турбо. Я бы также сказал, что он выглядит бесконечно круче, а звук RB с большим синглом трудно превзойти.
С двумя турбинами RB26 сохраняет более «традиционный» вой шестицилиндрового двигателя, который, как я знаю, может быть самым очевидным из того, что я когда-либо печатал. Но послушайте RB26 на 550 л.с. на двух 2530-х против 550-сильного RB26 на одном T04Z, и эти два звука не могут быть более разными. Большой сингл звучит тяжелее, злее и — когда на разогреве — полный дикарь.
Проект тридцать четыре , однако, не нуждался в полной конверсии. Только что из Японии он пришел с полным комплектом HKS T04Z, эта установка развивала 680 л.с. на 1.6 бар (23,5 фунтов на квадратный дюйм) наддува. Так что, когда турбонаддув был удален, это казалось прекрасной возможностью сделать еще больше для большей мощности. Не то чтобы в этом больше не было необходимости, но Skyline GT-R — самые спящие автомобили в мире. Люди ожидают 1000 лошадиных сил благодаря таким сайтам, как Speedhunters.
Мы рассмотрим выбор турбонаддува в одном из следующих обновлений, потому что в этой статье я хотел сосредоточиться на коллекторе — на случай, если название покажется неверным. Всем известно, что можно относительно дешево собрать турбо-комплект, если вы готовы использовать нашего друга (и врага), eBay .Когда я впервые начал возиться с автомобилями в начале 2000-х, турбо-комплекты все еще считались довольно мифическими вещами с ограниченными доступными опциями. eBay — и некоторые типы неидеальных деталей с востока — полностью изменили наш подход к настройке, но это не обязательно плохо.
Во-первых, не все продукты настолько плохи. Он не всегда отличается долговечностью или изяществом, которые можно ожидать от высокопроизводительных долот, но это также отражается на цене.Он сделал упор на использование собственно деталей, изготовленных вручную, для конкретного применения. Такие, за которые вы заплатите в четыре или пять раз больше, но этого хватит на всю жизнь.
Одна компания, продвигающая такое отношение в Великобритании, — это Walton Motorsport, имя, с которым я знаком уже много лет из мира дрифта. Я виноват в том, что предполагаю, что многие дрифт-кары (и сборки в Великобритании) склонны отдавать предпочтение этим не идеальным деталям eBay , но если посмотреть на уровень, на котором Walton Motorsport действует в рамках этого стереотипа, невозможно оторваться от этого стереотипа. правда.Черт, если автомобиль с RB может выдержать удары во время дрифта, у него не должно быть проблем с небольшим движением на гусенице.
Основатель компании Майк Уолтон всегда был производителем, его опыт прочно закрепился в мире автоспорта. Фактически, до Walton Motorsport Майк отвечал за создание коллекторов и выхлопных систем для гонщиков Ле-Мана, классических раллийных автомобилей и даже команд Формулы-1, выигравших чемпионаты. Эта индустрия, мягко говоря, неумолима; Если отказавший выхлоп стоит кому-то победы в гонке или чемпионата, то это долгий рабочий день в офисе.
Изначально я планировал охватить этот коллектор в рамках более крупного обновления проекта, но, если вы не поняли, я склонен немного болтать, и, что более важно, процесс оказался даже более увлекательным, чем я ожидал.
Мы все достаточно обусловлены тем, что ожидаем, что вещи, которые мы заказываем, будут доставлены немедленно — эффект Amazon Prime . На самом деле, объем работы, затрачиваемой на создание предметов ручной работы, сильно недооценивается, и я бы поставил эти многообразия довольно высоко в этом списке.
Это дало мне простую идею наблюдать, как один оживает. Не просто коллектор, а сюрприз-сюрприз, предназначенный для моего собственного GT-R. И не только на последней стадии сварки, но и от сырья до большого откоса в конце. Если я правильно оценил аудиторию Speedhunters, я почти уверен, что вы тоже захотите увидеть этот процесс.
Я не уклоняюсь от того факта, что я механически некомпетентен, но мне очень нравится изучать и понимать, как работают определенные процессы.Очевидно, я злоупотребил своим положением Speedhunter, чтобы получить доступ к процессу изготовления Walton Motorsport, так что, может быть, не приходите и не спрашивайте, можете ли вы посмотреть, как создается такой. Просто оставайся со мной в течение следующей тысячи слов или около того.
Правая, коллекторы. Основная задача коллектора — отводить выхлопные газы от головки блока цилиндров и — в случае автомобиля с турбонаддувом — мимо выпускного колеса с турбонаддувом, при этом вращая его как можно быстрее. Это легкое дело; это сила, долговечность и текучесть, которые становятся немного сложнее.
С чего начать при создании коллектора RB? Перед тем, как доставить какие-либо материалы, первое, что нужно сделать, это выяснить, какой производительности ожидается от двигателя. В случае моего GT-R я нацелен на мощность 800+ лошадиных сил, что было одной из первых вещей, которыми я поделился с Энди и Майком @ Walton Motorsport. Оба были готовы ответить на шквал вопросов, которые я задумал, и я на 99% уверен, что Майк построил бы коллектор за половину времени, если бы я не был там за информацией.
«RB — это мощный шестицилиндровый двигатель, и, как мы обнаружили, большинство клиентов будут стремиться к мощности от 600 до 800 л.с.», — объясняет менеджер по продажам Энди Дав. «Это означает, что вам потребуется установить турбонагнетатель приличного размера, расположенный таким образом, чтобы обеспечить хороший зазор до выхлопной и наддувной труб. Затем есть зазор под капотом и — в случае с RB — крышки кулачков, которые на этих двигателях довольно сильно выступают ».
Я видел это на многих Skyline со спецификациями сопротивления, у которых турбины сильно выдвигаются вперед из-за близости стойки стойки или, в некоторых случаях, выступают из капота.Совершенно нормально, когда вы проживаете свою жизнь на расстоянии четверти мили за раз, и меньше, если вы проживаете свою жизнь в 30 милях от работы.
«Затем нам нужно рассмотреть длину труб и выяснить, что лучше всего подходит для этого двигателя», — добавляет Майк. «Двигателям RB нравится иметь трубы одинаковой длины, тогда как двигатели JZ лучше реагируют на неодинаковые длины. Не только старые длины, но мы держим их в секрете ».
«Также есть перепускной клапан.Это баланс между удалением нежелательных газов и предотвращением чрезмерной турбулентности и тепла внутри коллектора. Только когда у нас будет вся эта информация, мы сможем приступить к фактической стороне производства ».
В зависимости от автомобиля и двигателя этот первоначальный процесс строительства занимает от нескольких дней (коллектор Nissan SR20) до нескольких недель (коллектор BMW N54). По сути, процесс требует болтов, измерений, резки и сварки бесчисленное количество раз, пока они не достигнут точки, где его можно будет проверить.Итак, какой физический компонент стоит на первом месте?
«Коллекционер — это первая деталь, которую мы создаем, но это не стандартный предмет. Нам нужно знать, какой фланец будет использовать турбонагнетатель и какой размер перепускного клапана хочет заказчик », — поясняет Энди. Коллектор, как следует из названия, представляет собой бит в конце коллектора, где каждая ветвь сливается вместе перед входом в турбокомпрессор.
В случае с моим коллектором GT-R я выбрал фитинг с v-образным диапазоном, а не с T4 или двойной прокруткой.Почему? Мне нравится легкость установки / снятия, которую позволяет V-образная полоса, и история научила меня, что двигатель, вероятно, снова выйдет из строя. Но поскольку я использовал сочетание компонентов турбонагнетателя, это также означало, что турбонагнетатель можно было немного повернуть (при необходимости) перед тем, как построить спускную трубу.
«Когда мы знаем эти фитинги, мы выбираем, какие опоры коллектора использовать — кусочки трубы, которые переходят в коллектор», — демонстрирует Майк. «Обычно мы вручную разрезаем их на дому, но недавно мы решили сделать их предварительно разрезанными снаружи, хотя и в соответствии с нашей спецификацией.То же качество, но дает нам больше времени, чтобы сосредоточиться на остальной части строительства ».
Майк продолжает: «Дизайн нашего коллектора должен быть максимально универсальным, однако он может варьироваться. Коллектор RB имеет другую ориентацию по сравнению с коллектором JZ из-за того, что он установлен на противоположной стороне двигателя. Но в большинстве случаев наш «стандартный» ассортимент работает. При этом в настоящее время у нас есть 23 варианта с шестью цилиндрами ».
«После того, как коллектор обретает форму, остаётся последняя работа на стороне коллектора, которой мы особенно гордимся», — добавляет Майк. «Мы свариваем наши коллекторы изнутри и снаружи, прежде чем довести внутреннюю часть до гладкой точки. Это не только увеличивает прочность, но и устраняет риск отламывания металлических фрагментов и их прохождения через турбонагнетатель ».
«Хотя на это требуется больше времени, для фитинговых коллекторов T3 и T4 мы сохраняем порт во фланце правильной формы турбонагнетателя, а не более простой вариант овала. Сохраняя это неизменным, он дополнительно способствует наилучшему потоку для увеличения мощности.”
Наблюдение за тем, как Майк сваривает эту часть коллектора, похоже на наблюдение за самой экстремальной версией Operation , в которую когда-либо играли. Пространство, мягко говоря, ограничено. Одна рука аккуратно управляет горелкой, другая наносит точное количество материала. Затем идет его нога, которая отстукивает, чтобы контролировать силу тока по пути. Я не уверен, что Майк — заядлый барабанщик, но его ритм полностью верен.
После того, как коллектор собран в соответствии со спецификациями заказчика, Уолтон затем обращает свое внимание на фланец головки и заглушки, которые также известны как массивная насадка, которая удерживает коллектор сбоку от двигателя.
Каждый фланец головки разработан на собственном производстве и вырезан из нержавеющей стали марки 304 толщиной 10 мм. Вместо того, чтобы использовать традиционную лазерную резку, Уолтон предпочитает струю воды под высоким давлением, обнаружив, что она не только повышает точность, но и оставляет более гладкую кромку.
«Мы используем нержавеющую сталь марки 304 для предотвращения коррозии, но она также обеспечивает лучшее соотношение цены и качества», — объясняет Энди. «Это не значит, что это лучший выбор для общей производительности, когда бюджет не так важен.Возьмите автомобили RX; мы используем суперсплав под названием Inconel 625, поскольку он остается более прочным при более высоких температурах, чем нержавеющая сталь. В результате мы можем сделать его с более тонкой стенкой, чтобы уменьшить вес, но также мы видели, как в этом приложении таяла разделительная деталь на фланце с двойной спиралью из нержавеющей стали T4 ».
«Еще одно соображение при использовании нержавеющей стали — фланцы головки. Поскольку они сварные, они имеют тенденцию к усадке. Вот почему мы учитываем это в нашем дизайне, чтобы он не только хорошо подходил, но и правильно совмещался с портами.”
«Типичным упрощением здесь является использование монтажных отверстий очень большого размера для учета усадки. Проблема в том, что во время монтажа они будут двигаться и неправильно совмещаться с выпускными отверстиями ».
Прямо сейчас у нас есть часть коллектора, которая крепится болтами к двигателю, и часть, которая крепится болтами к турбонагнетателю. Вы могли предположить, что следующая часть их присоединяется к ним, и были бы абсолютно правы. Первичные трубы — это те трубы, которые проходят между фланцем головки и турбо-фланцем.Они отводят выхлопные газы от двигателя и определяют поток, который, в свою очередь, определяет производительность.
«Обычной практикой является приваривание первичной трубы к лицевой стороне коллектора, как практически у всех наших конкурентов», — комментирует Майк . «Наш метод — использовать заглушку, как упоминалось ранее. Это короткий кусок трубы, который проталкивается через фланец и приваривается спереди и сзади, чтобы создать сверхпрочное основание для поддержки турбонагнетателя ».
«Заглушка также помогает решить проблему преобразования овального выпускного отверстия в круглую первичную трубу.После этого мы перфорируем и выравниваем фланец, чтобы обеспечить наилучший поток газа, а также создать плоскую монтажную поверхность. Неподготовленному глазу это трудно заметить, но обычно вы знаете, делает ли это бренд, потому что они любят кричать об этом ».
Хотя я знаю, что это обычное дело при сварке, я раньше не видел процесса обратной продувки. Это может звучать как последствия особенно агрессивного карри, но на самом деле, к счастью, намного интереснее.
При сварке TIG первичных труб Walton пропускает аргон (для нержавеющей стали) через внутреннюю часть каждой трубы. Аргон создает защитный экран на обратной стороне сварных швов, предотвращая реакцию расплавленного металла с воздухом в атмосфере, потенциально создавая грубый сварной шов в процессе.
Поскольку каждая первичная труба предназначена для обеспечения наилучшего возможного потока, чем ровнее сварной шов, тем лучше. Простой.
«Когда мы разрабатываем манифольд, мы не просто оставляем приспособления и забываем о них, пока не поступит заказ», — говорит Майк. «Мы постоянно находим способы дальнейшего улучшения каждого дизайна, и если мы разработаем более совершенную технику, мы внедрим ее во все наши проекты. Не говоря уже о том, чтобы прислушиваться к отзывам клиентов, что остается важным аспектом при разработке всех коллекторов Walton Motorsport ».
«Вот почему в прошлом году мы представили улучшенный порт перепускного клапана. В этом новом дизайне используется изогнутый порт, который позволяет нам значительно повысить приоритет вестгейта. Это означает лучший контроль наддува, и большее количество газа может обходить турбонаддув (если требуется) без слишком резкого ухудшения характеристик потока.Это также означает, что вы можете использовать перепускной клапан меньшего размера и дешевле, но при этом поддерживать отличный контроль ».
Когда Майк доволен конструкцией коллектора, последняя работа — отшлифовать заднюю часть фланца головки до гладкой и ровной поверхности. Это делается после того, как первичные части были приварены с обратной стороны, чтобы коллектор идеально прилегал к головке блока цилиндров без разрушения.
Затем, когда Майк действительно доволен, коллектор получает крутой значок Walton Motorsport.
Конечно, есть много способов построить единый турбо-коллектор, и я уверен, что у нас также будет несколько интересных обсуждений в разделе комментариев. Но, видя объем работы, выполняемой в одном из этих многообразий, неудивительно, что это дало мне совершенно новый уровень признательности и понимание того, почему они требуют более высокой цены.
Это говорит о многом, что вы найдете большинство профессиональных дрифт каров в Великобритании с коллектором Walton Motorsport. Не говоря уже о любимом норвежце Speedhunters Фредерике Аасбо, который также перешел на предмет Walton на своей новой GR Supra с двигателем 2JZ.В конце концов, это страсть Майка и Энди. Они не просто изготавливают коллекторы для #weldporn в Instagram ; они строят их для правильного использования, от уличных и трековых дней до соревнований по автоспорту.
Прежде чем мы завершим это чудовищное обновление, я хотел спросить Энди, каковы были его три основных критерия для коллектора, независимо от стоимости или производителя. Все мы знаем, что наши сборки продиктованы многими переменными, особенно стоимостью, но если вы сможете держать их в уме, это поможет определить, какой коллектор подходит вам.
# 1: Поток
Так производится сила. Чем эффективнее коллектор может отводить газ от двигателя, тем больше газа может произвести двигатель. Это касается автомобилей с турбонаддувом и без наддува, но на платформе с турбонаддувом чем лучше поток, тем лучше работает турбо.
# 2: Приоритет Wastegate
Коллектор с самой высокой пропускной способностью в мире — ничто, если вы не можете правильно управлять турбонаддувом. Фактически, чем лучше поток в коллекторе, тем важнее управлять перепускным клапаном.Правильное размещение улучшит реакцию двигателя и управляемость, не забывая при этом о продлении срока службы двигателя.
# 3: Качество сборки и надежность
Коллекторы сильно нагреваются и испытывают сильную вибрацию; нередки случаи, когда некачественные коллекторы начинают разрушаться изнутри и разрушать турбину. Также крайне неприятно, что ваш трек-день или мероприятие прерваны из-за трещины. Сломанные коллекторы — не самое приятное занятие для удаления и ремонта. Да, толщина стенок играет роль, но чаще всего это вызвано плохой конструкцией коллектора или плохой сваркой.
Марк Риччони
Instagram: mark_scenemedia
Twitter: markriccioni
[email protected]
Гараж SH на Speedhunters
Сварка пластика (?) На впускном коллекторе
Произведен ремонт. Пришлось продержаться до ср из-за дождя.Конечно, он держится — отлично работает при рабочей температуре, в нормальных условиях вождения, — но неизменно оставалась неизвестной долговечность пластыря в экстремальных условиях.Я брошу его в пробки, остановившиеся / остановившиеся рядом с домом, чтобы посмотреть, выдержит ли он нагрузку. После того, как я перешел к эпоксидной смоле, я чувствую себя более уверенно, но это все еще не кажется идеальным решением, просто недорогим. Кстати, на технический запрос Permatex ответили в течение 24 часов — неплохо. Их ответ заключался в том, что, за исключением того, что они не знали точного типа композиционного материала (не смогли определить, но я думаю, что это на основе нейлона), они довольно хорошо подошли к использованию пластикового сварного шва для ремонта — конечно, без гарантии.
Детали: Обработано ацетоном и окончательно изопропиловой салфеткой. Отшлифовать мелкой зернистостью и обработать металлической щеткой среднего размера поверхность, намного превышающую размер трещины; саму трещину заштриховал ювелирной пилкой. Также предварительно слегка нагрейте участок перед нанесением. Я проработал первый слой в открытой трещине кончиком швейной иглы (он действительно был меньше, чем выглядит на фотографиях, диаметр этой трубки всего 3/4 дюйма), а затем нанес тонкий слой на большую область, чтобы получить » рукав «опоры.
Материал затвердевает довольно быстро, и его трудно поддерживать в чистоте еще быстрее, но полное отверждение составляет 4 часа, после чего он полностью затвердевает. Пахнет, как будто вы проходите мимо маникюрного салона (предполагаю, что это акрил), но образец, который я взял из лотка для смешивания, теперь не имеет запаха.
Я обновлю с более долгосрочными результатами — особенно если это не удастся.
Спасибо за ваш вклад. Что касается уверенности в надежности автомобиля: на 210k это не делает меня более сомнительным / постоянно бдительным на случай следующей поломки, чем я уже был.Я также ценю выраженные опасения по поводу безопасности, включая некоторые последствия того, что я рискую благополучием моего беспомощного жениха. Но я постоянно оцениваю плюсы / минусы и худшие варианты сценариев такого рода приложений, и именно поэтому я обратился сюда за информацией и опытом; были неизвестные. Но я сам часто вожу машину, поэтому я буду знать о любом ее ухудшении, и даже в случае внезапной катастрофической поломки она достаточно искусна, чтобы распознать проблему и не довести машину до смерти.Если не получится, мы просто вернемся на круги своя, а пока он хорош для поездок по городу.