Резка металла пропаном – за и против
Среди способов резки металла выделяется газовая: такой метод не требует дорогостоящего оборудования и работать можно буквально в полевых условиях. Рассмотрим подробнее такой процесс как резка металла пропаном.
Не пропаном единым
При газовой резке используются обычно два вида газов. В нашем случае – пропан и кислород. Суть способа заключается в том, что смесь кислорода и пропана нагревает металл до температуры его горения. После этого под давлением подается струя режущего кислорода, которая воспламеняется от контакта с поверхностью. Благодаря этому, одна часть заготовки отделяется от другой.
Преимущества и недостатки
Пропановая резка во многом удобна, но имеет и свои недостатки.
Преимущества метода:
• Линия реза может быть совершенно любой формы, любого вида.
• Нет требований к помещению, в котором проводится такого типа работа.
• Процесс резки достаточно быстрый.
• Резак легко транспортируется в любое место.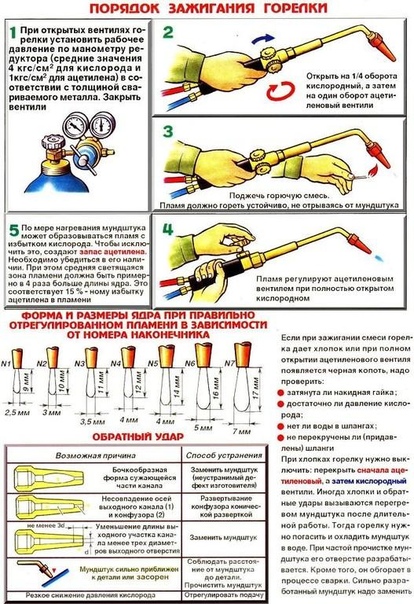
• Удачное соотношение цена/качество.
Недостатки метода:
• Самый главный недостаток: далеко не каждый тип металла можно разрезать при помощи газового резака. Температура горения металла должна быть ниже, чем температура плавления. Поэтому так режут обычно только чугун и углеродистую сталь.
• После газовой резки качество кромок ниже, нежели при других способах раскроя. Вследствие плавления и активного горения на краях среза образуются окалина, неровности, шероховатости, зацепы.
• Вытекает из предыдущего: после газовой резки детали требуют механической обработки (зачистки).
• Возможны линейные отклонения реза.
Резка пропаном может быть разделительной, поверхностной и ударной. Из названия можно понять, что разделительная резка применяется для раскроя металла на части (отделение их друг от друга), поверхностная – для зачистки поверхности, когда нужно удалить неровности, канавки и т.д. Ударная резка применяется для создания в металле отверстий.
Газовая резка требует высокой квалификации от мастера. Заготовки нужно тщательно очистить от ржавчины и грязи. Важно, чтобы подача кислорода была непрерывной – только так срез будет ровным и аккуратным. Есть некоторые нюансы при работе с толстолистовым металлом: мощность струи регулируется сообразно толщине заготовок. Мастер должен точно знать, какое давление кислорода выставить в каждом конкретном случае, выбрать нужную скорость резания, предотвратить попадание искр на заготовки. Только в этом случае линия среза будет качественной, а применение этого метода оправдает себя.
Кислородом, Водородом, Пропаном — МС ГРУПП
Описание услуги
Поверхностная, сквозная или фигурная газовая резка металла осуществляется при помощи автономного или ручного газового резака. Направленная струя чистого кислорода под давлением до 12 атмосфер разрезает металл, одновременно нагреваемый до 1100-1300 градусов по Цельсию при помощи дополнительного газа-подогревателя (пропана или ацетилена).
Преимущества резки металла газом
К преимуществам резки металла газом относится возможность обрабатывать трубный и листовой прокат большой толщины (до 300 мм), выполнять криволинейный рез по шаблону. Также достигается минимальное образование отходов – оксиды металла удаляются кислородной струёй в процессе обработки. Шов реза получается прямым и аккуратным. При высокой скорости реза расход кислорода в час составляет всего10-20 кубометров, а пропана и ацетилена – 1 и 0,7 кубометров соответственно.
Технические характеристики
При резке металла газовым резаком используются следующие газы: чистый кислород, метан, бутан, пропан и их смеси. В качестве подогревателя может использоваться керосин, бензин. Данный способ обработки подходит для низко- и среднеуглеродистых сталей (не более 0,7% содержания углерода) с температурой плавления не ниже 600 градусов по Цельсию и исключает разрез высоколегированных металлов и материалов с высокой теплопроводностью.
Максимальная толщина металла при резке автоматизированным станком составляет (в мм):
- 10-300 для листового проката
- 75-250 для уголка
- 80-400 для швеллера
- 6-200 для квадрата
Максимальный диаметр трубного проката (в мм):
- 80-1200 для трубы
- 10-80 для арматуры
- 6-270 для круга
- 6-100 для шестигранника
Во время термической газовой обработки возможны отклонения по толщине (в мм) вследствие сгорания металла по стенкам шва:
- 3-4 при толщине заготовки до 6
- 5-6 при 12-25
- 6-7 при 30-60
Виды резки металла
Помимо газорезки металла вы можете заказать услуги лазерной, плазменной и гидроабразивной металлообработки в размер без остатка, а также рубку стального листа гильотиной.
Преимущества сотрудничества
Сотрудничая с компанией МС ГРУПП, вы получите услугу резки металла газом по лучшим ценам. Гибкая система скидок и постоянные акции, отслеживать которые можно на нашем сайте, помогут совершить максимально удачную покупку.
Выгодная стоимость резки металла газом, а также круглосуточная доставка с собственных складов компании высоко ценятся нашими постоянными клиентами. Компания МС ГРУПП гарантирует высокое качество готовой продукции и максимально безопасную транспортировку вашего заказа.
Резка металла газом — цены
| Толщина | Цена, м |
|---|---|
| 40 мм | 252 руб |
| 50 мм | 332 руб |
| 55 мм | 398 руб |
| 40 мм | 464 руб |
| 70 мм | 570 руб |
Газовая резка и обработка металла
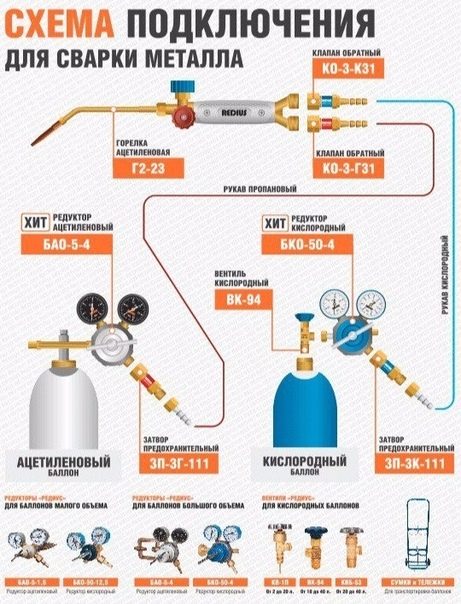
1- мундштук, 2 — подводка кислорода, 3 — подводка
газа, 4, 5, 6 — маховички вентилей, 7-ниппели, 8 — накидные гайки.
На маховичках вентилей наносят наименование газа (кислород или ацетилен) и стрелки, указывающие направление вращения при открывании и закрывании вентилей. Кроме того, вентили окрашивают: кислородный — в синий, а ацетиленовый — в красный цвета. На кислородном штуцере или вблизи от него на рукоятке наносят букву К (кислород).
Поверхность металла, предназначенную для резки, предварительно очищают от ржавчины, грязи и окалины. Резку начинают обычно с края листа. Сначала факелом нагревают сталь до оранжевого цвета, а затем включают режущую струю кислорода и начинают резку.
При резке стали в качестве горючих веществ применяют также керосин и
бензин. Резку ведут с помощью бензинорезов и керосинорезов в
комплекте с бачками. Для подачи керосина и бензина к горелке в бачке
создают ручным насосом избыточное давление. При прохождении через
горелку жидкость нагревается и превращается в пары, которые горят
при выходе из наконечника горелки.
Газопламенная обработка. Поверхности обрабатывают для очистки и обеспечения заданного коэффициента трения соприкасающихся поверхностей в соединениях стальных конструкций на высокопрочных болтах. Для обработки применяют многопламенную горелку с ацетилено-кислородным пламенем (пропан-бутан использовать не рекомендуется). Ширина полосы, обрабатываемой горелкой, 100 мм.
Горелку перемещают держа ее под углом 45° к поверхности. Металл при этом не должен перегреваться.
Кислород и горючие газы поставляют на объекты в стальных баллонах:
газообразный кислород — в баллонах вместимостью 40 л под давлением
15 МПа (в баллоне 6 м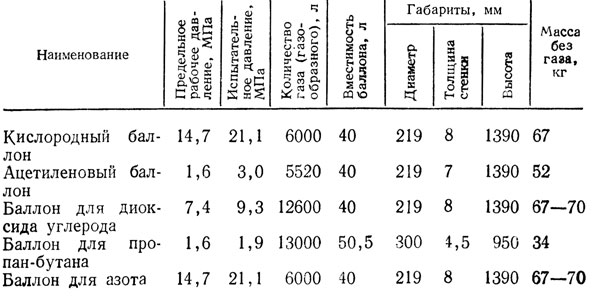
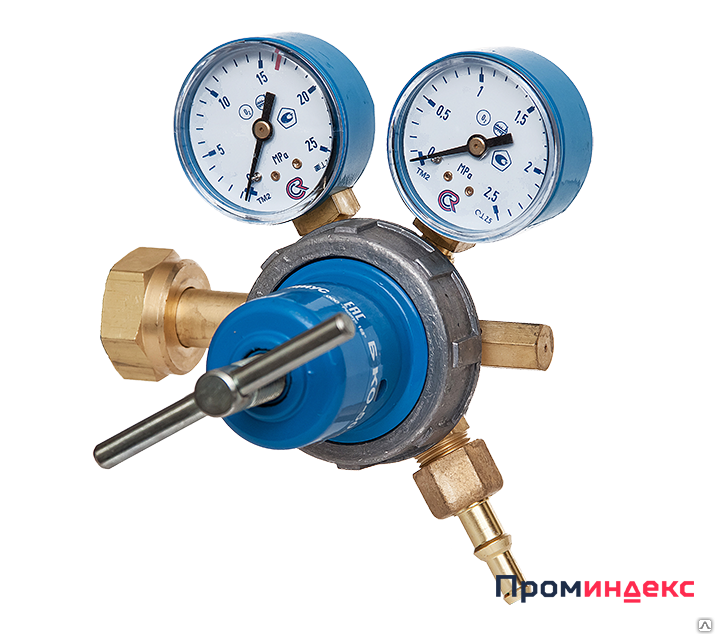
Для понижения давления газа до рабочего на баллоны устанавливают редукторы с манометрами, показывающими выходное рабочее и остаточное давление в баллоне. Во избежание ошибки манометры окрашивают в цвет баллонов.
Резаки и горелки соединяют с редукторами баллонов резиновыми шлангами.
Газовые резаки и мундштуки для механизированной резки HARRIS
Модель 198 газового резака
Механические резаки Harris широко используются в раскройных машинах и автоматизированных устройствах для резки металла.
Резаки выпускаются в диапазоне длины от 6.5 см до 46 см и диметра 28-38мм. Резаки могут оснащаться ручными газовыми вентилями, а также использоваться в системах автоматического управления подачей газа. Основные компоненты такие же как и в ручных резаках.
Отличие составляет специально разработанный для механизированной резки мундштук 6290VVC, обеспечивающий более высокую скорость реза по сравнению с 6290NX и NFF.
Характеристики:
- Известен во всем мире как лучший резак на пропане, бутане или природном газе.
- Универсальный инжектор малого давления для максимальной экономии газа.
- Латунная голова.
- Резка металла до 380 мм
- На резаки 198 модели для всех диаметров части универсальны.
| Ацетиленовые | Пропановые | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Модель 133 газового резака
Характеристики:
- Компактный резак c возможностью резки металла до 200мм.

| Ацетиленовые | Пропановые | ||||||||||||||||||||||||||||||||||||||||
|
|
Мундштук для механизированной резки.
 Ацетиленовая резка.
Ацетиленовая резка.Характеристики:
- 6290VAX: Мундштук механизир. высокоскоростной 2 компонента, до 200мм.
| ? мундштука | Резка толщин ( мм ) |
Скорость резки ( мм/мин ) |
Давление кислорода | Давление ацетилена (bar) |
|
|---|---|---|---|---|---|
| на подогрев (bar) |
на резку (bar) |
||||
| 1VAX | 0-8 | 650 | 0.7 | 2.5-4.0 | MIN 0.015 |
| 2VAX | 8-15 | 600 | 0.7 | 5.0 | MIN 0.015 |
| 3VAX | 15-35 | 550 | 0.7 | 7.0 | MIN 0.015 |
| 4VAX | 35-75 | 450 | 0.7 | 7.0 | MIN 0. 015 015 |
| 5VAX | 75-150 | 300 | 0.7 | 7.0 | MIN 0.015 |
| 6VAX | 150-200 | 150 | 0.7 | 6.5 | MIN 0.015 |
Мундштук для механизированной резки. Пропан-бутановая резка
Характеристики:
- 6290-VVC: Мундштук механизир. высокоскоростной 2 компонента, до 250мм
- 6290-NH: Мундштук механизир. высокоскоростной 2 компонента, от 225 до 380мм
| ? мундштука | Резка толщин ( мм ) |
Скорость резки ( мм/мин ) |
Давление кислорода | Давление пропана (bar) |
|
|---|---|---|---|---|---|
| на подогрев (bar) |
на резку (bar) |
||||
| 5/0VVC | 1-4 | 750 | 0. 4 4 |
3.0 | MIN 0,015 |
| 4/0VVC | 4-6 | 700 | 0.5 | 3.0 | MIN 0,015 |
| 3/0VVC | 6-9 | 650 | 0.7 | 5.0 | MIN 0,015 |
| 00VVC | 9-12,5 | 630 | 0.7 | 5.0 | MIN 0,015 |
| 0VVC | 12.5-20 | 600 | 0.7 | 6.0 | MIN 0,015 |
| 01/2VVC | 20-35 | 550 | 0.7 | 7.0 | MIN 0,015 |
| 1VVC | 35-50 | 480 | 0.7 | 7.0 | MIN 0,015 |
| 1VVC | 50-60 | 400 | 0.7 | 7.0 | MIN 0,015 |
| 11/2VVC | 60-75 | 310 | 0. 7 7 |
7.0 | MIN 0,015 |
| 2VVC | 75-100 | 280 | 0.7 | 7.0 | MIN 0,015 |
| 2VVC | 100-125 | 240 | 0.7 | 7.0 | MIN 0,015 |
| 21/2VVC | 125-150 | 200 | 0.7 | 7.0 | MIN 0,015 |
| 3VVC | 150-175 | 180 | 0.7 | 7.0 | MIN 0,015 |
| 4VVC | 175-200 | 180 | 0.7 | 7.0 | MIN 0,015 |
| 5VVC | 200-225 | 150 | 0.7 | 6.0 | MIN 0,015 |
| 51/2VVC | 225-250 | 130 | 0.7 | 6.0 | MIN 0,015 |
| 5NH | 225-250 | 130 | 0.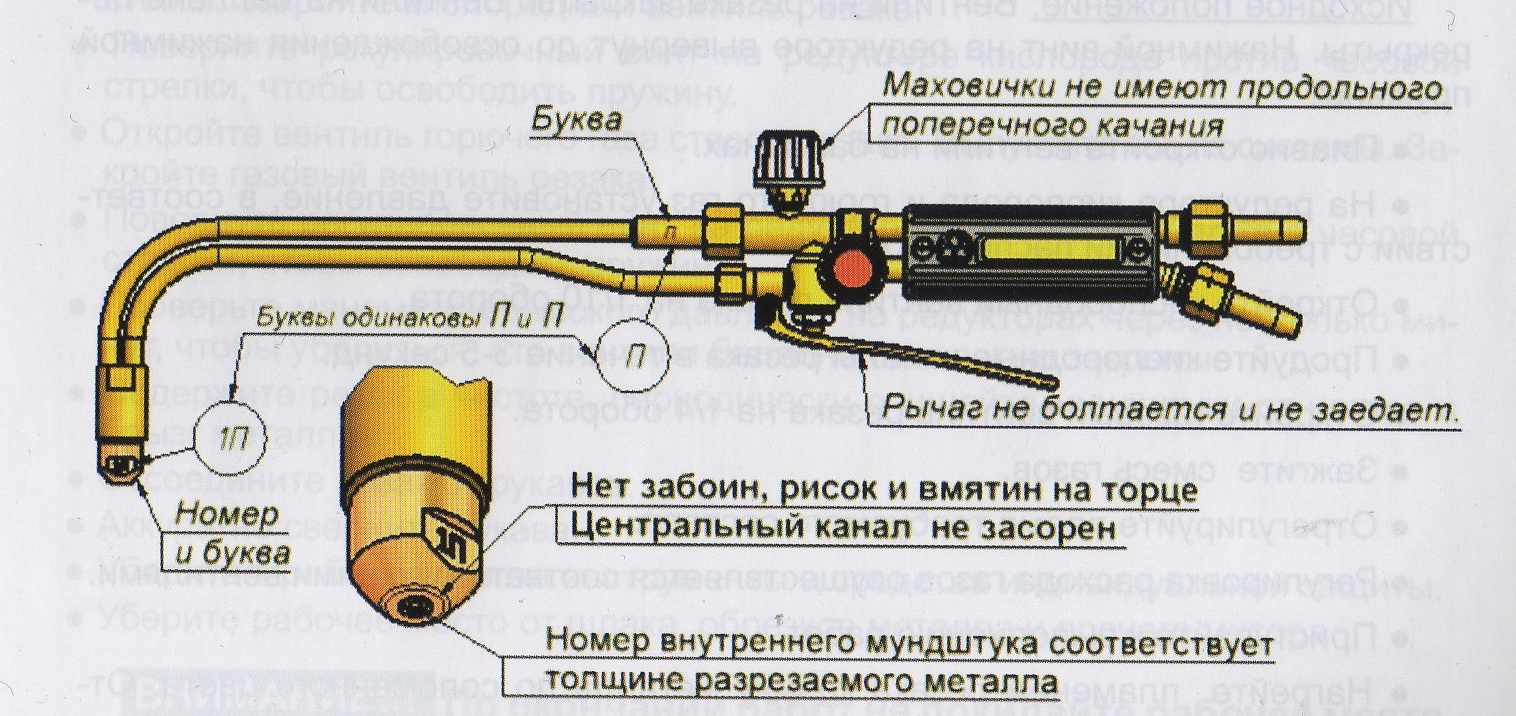 7 7 |
4.0 | MIN 0,015 |
| 6NH | 250-275 | 130 | 0.7 | 4.0 | MIN 0,015 |
| 7NH | 275-300 | 120 | 0.7 | 4.0 | MIN 0,015 |
| 8NH | 300-380 | 110 | 0.7 | 4.0 | MIN 0,015 |
Мундштук для механизированной резки. OXY-MAPP/SPECIALTY GAS (метилацетилен пропандиен)
Характеристики:
- 6290-VPM : Мундштук механизир. высокоскоростной 2 компонента, до 200мм
- 6290-NHM : Мундштук механизир. высокоскоростной 2 компонента, от 200 до 300мм
| Тип мундштука | Резка толщин ( мм ) |
Скорость резки ( мм/мин ) |
Давление кислорода | Давление пропана (bar) |
|
|---|---|---|---|---|---|
| на подогрев (bar) |
на резку (bar) |
||||
| 0VPM | 1-4 | 750 | 0. 5 5 |
3.0 | MIN 0,015 |
| 1VPM | 4-8 | 700 | 0.5 | 3.0 | MIN 0,015 |
| 2VPM | 8-15 | 620 | 0.5 | 5.0 | MIN 0,015 |
| 3VPM | 15-35 | 550 | 0.5 | 7.0 | MIN 0,015 |
| 4VPM | 35-75 | 450 | 0.7 | 7.0 | MIN 0,015 |
| 5VPM | 75-150 | 250 | 0.7 | 7.0 | MIN 0,015 |
| 6VPM | 150-200 | 150 | 0.7 | 7.0 | MIN 0,015 |
| 7NHM | 200-300 | 125 | 0.7 | 4.0 | MIN 0,015 |
Газовая резка металла в Москве
Итак, в наше время газовая резка металла получила широкое распространение.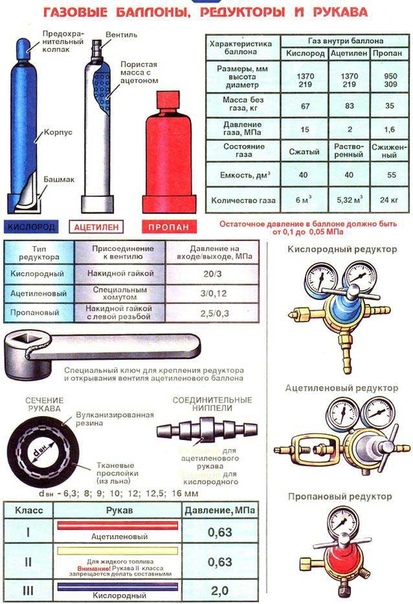 Почему?
Почему?
Потому что осуществляется она очень легко, нет необходимости применять при этом никаких фазоинвенторов (как в электрическом резаке), не нужно соблюдать обязательные нормы помещения (наличия общего заземления через центральный кабель).
Да и почти все газовые резаки являются полностью мобильными, то есть можно их перевозить обычным транспортом.
Два газа использует газовый резак при резке – непосредственно кислород, благодаря которому и осуществляется процесс разрезания металла, а также подогреватель, в качестве которого, как правило, выступает ацетилен или пропан.
Разогревает нагреватель поверхность, которую необходимо разрезать, до температуры в 1000-1200 градусов, а затем подается струя кислорода. Когда струя достигает нагретой поверхности, она от соприкосновения воспламеняется.
Получается в результате горящая струя, которая легко разрезает металл. Самое главное при этом, соблюдать, чтобы кислород подавался беспрерывно.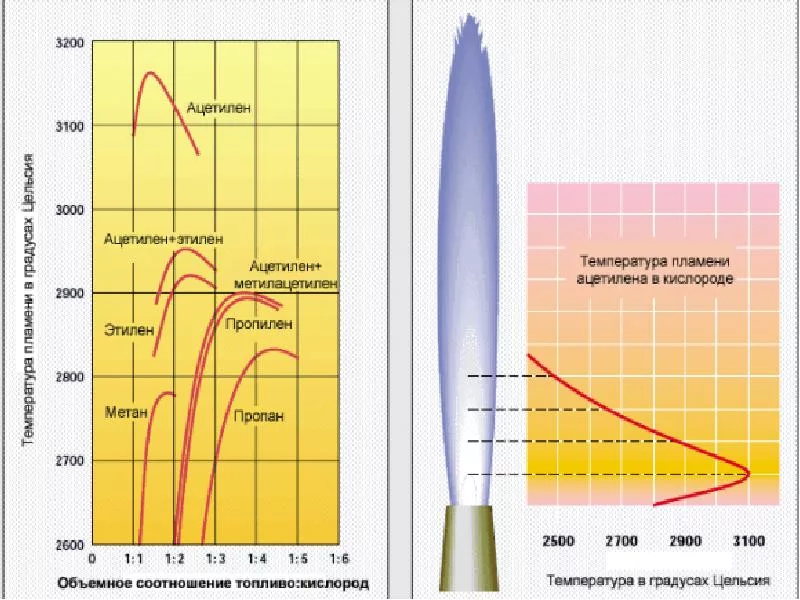
Если будут происходить прерывания, то попросту погаснуть может пламя, после чего придется снова осуществлять разогрев поверхности.
Стандартная газовая резка металла осуществляется с помощью резака Р1-01П. Наилучшим образом он подходит для разрезки каленой стали, в том числе и чугуна.
* Данный резак в качестве сварочного аппарата не применяется.
Зато подходит он для того, чтобы точно разрезать алюминиевую трубу оптом – применяется для этого специальная шарнирная накладка РФ7, изготавливающаяся из стали, но сверху покрывается вольфрамовым слоем.
Кстати, в наше время газовая резка металлов производится с помощью соединения пропана и ацетилена. Но подобное оборудование применяется исключительно для работ с металлами повышенной прочности.
Не дешево стоит оборудование, поддерживающее работу таким газом. Так что особо не будем о нем говорить.
Технология резки газом
Несколько отличается современная технология резки металла от той, которая выше описана. Например, для работ с легкими металлами такие температуры разогрева в 1000 градусов и выше могут просто разрушить металл, с которым работаете вы (испарить и расплавить).
Например, для работ с легкими металлами такие температуры разогрева в 1000 градусов и выше могут просто разрушить металл, с которым работаете вы (испарить и расплавить).
В подобных случаях резка металла осуществляется с одновременным подогревом. Газовый резак имеется наконечник в форме пирамиды с тремя соплами.
Подогревающая смесь подается через два боковых, ну а по центру установлено тонкое сопло для подачи под высоким давлением кислорода.
Под давлением в 12 атмосфер подается кислород в современных резаках. Проще говоря, даже кожу можно повредить под воздушной струей (подразумевается не зажженная струя).
Флюс, образовывающийся при подобной резке, либо подогревающим пламенем разбрасывается в стороны, либо через весь металл непосредственно прожигается (если производится сквозная резка).
Не стоит забывать, что газовая резка металла обладает большим преимуществом перед электрической резкой, а именно:
Не образуется рваного шва. А если применять дополнительно накладки (трафаретки, как называют их профессиональные сварщики), то очень аккуратным получается шов резки.
А если применять дополнительно накладки (трафаретки, как называют их профессиональные сварщики), то очень аккуратным получается шов резки.
Необходимо учесть, что газовая резка металла не подразумевает применение металлов, которые расплавляются при температуре ниже 600 градусов. В данном случае выполняться будет простое удаление верхнего слоя, а не резка металла.
В подобных случаях рекомендуют применять мобильные нагреватели – обыкновенные баллончики, в которых содержится сжатый газ и имеется сопло на конце трубки.
Стандартная технология газовой резки металла использование направляющего резака, которым непосредственно управляет оператор. При помощи двух вентилей регулируется подача вентиля (в некоторых моделях одним общим).
Сама рукоять резака имеет две трубки, которые и встраиваются в ручку. Для нагревателя подает топливо первая рукоятка, а вторая (центральная) осуществляет подачу кислорода. То есть, аж 3 трубки подается к главному соплу.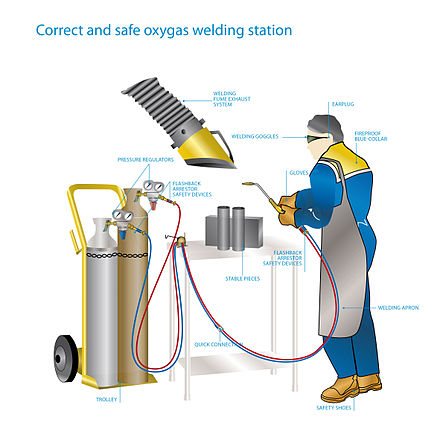
Через одну подается кислород, а через две подается ацетилен или пропан. В более устаревших резаках были два наконечника, которые аналогичным образом работали.
Преимущества резки стали газом
Термическая газовая резка металла перед механическим способом обладает целым рядом преимуществ, а именно:
- Газовая резка дает возможность разрезать сталь со скоростью, которая в два раза превышает скорость применения резака с двигателем внутреннего сгорания даже в руках физически сильного и опытного оператора.
- Особенно при частой резке на одном месте или прирезке больших листов, принимает особое значение удобство использования и малый вес газового переносного резака.
- Переносная газовая горелка легко может прорезать сталь толщиной в два дюйма, а если надо прорезать более толстую сталь, то придется использовать специальные насадки. Газовые стационарные установки для резки резать могут листы металла неопределенной толщины.
- При помощи стационарных газовых установок для резки, которые оснащены системой позиционирования сопел с программным управлением и на основе сервоприводов, можно из стального листа вырезать формы неограниченной практически сложности – при этом, данные установки оснащаться могут и соплами, которые делают особо четкий и чистый разрез. Механические способы резки ничего подобного не могут обеспечить.
- В тех случаях, когда чистота разреза не нужна, вместо ацетилена можно применять пропан: при резке металла пропаном получается не слишком аккуратным, по сравнению с ацетиленом, но значительно дешевле пропан.
- Газовая резка металла обладает своими недостатками. Пожалуй, главный из них – это ограниченный спектр металлов, которые поддаются резке. Можно использовать газ только для резки средне- и низкоуглеродистых сталей, а также ковкого чугуна. Резать газом высокоуглеродистые стали нельзя, так как очень близка температура их плавления к температуре пламени – поэтому, не выбрасывается при резке окалина с обратной стороны листа в виде искр, а смешивается с расплавленным чистым металлом около разреза.

Handy Auto — автоматический газовый резак :: электроды, сварочное оборудование, газорезка металлов в Красноярске и Новосибирске
Handy Auto — автоматический газовый резак
Портативный автоматический газовый резак с внутрисопловым смешением газов Handy Auto для ручной газокислородной резки листового материала при его раскрое с использованием кислорода и горючих газов: пропан-бутана (П) и природного газа метана (М).
Работа резака основана на нагреве подогревающим пламенем линии реза до температуры воспламенения металла с последующим сжиганием его в струе режущего кислорода. Превосходные возможности для резания по прямой, по кривой, по линии конуса, для кольцевого реза, для резания отверстий, а также для резки балок.
- Позволяет производить рез из всех позиций резки;
- Прост в использовании;
- Высокое качество резания – безопасные и долговечные наконечники прилагаются в комплектации к каждому аппарату. Превосходный дизайн и качество наконечника обеспечивает быстроту, плавное резание. Могут использоваться все горючие газы.
| Толщина разрезаемого металла, мм | 3-15 | 15-30 | |
| Мундштук газосмесительный пропан (П) / метан (М) | PNME 1/32 | PNME 1/64 | |
| Давление на входе, кгс/см2 | кислорода | 2,5-3,5 | 3,5-4,0 |
| пропана метана | 0,4-1,5 | ||
| Расход, м3/ч не более | кислорода | 5,8 | |
| пропана метана | 0,49 | ||
| Присоединительная резьба штуцеров | кислорода | М16 × 1,5 | |
| пропана метана | М16 × 1,5LH | ||
| Скорость реза, мм/мин | 150-350 | ||
| Диаметр вырезаемых отверстий, мм | 5-500 | ||
| Перемещение резака | ручное по детали | ||
| Привод перемещения | электропривод, 220В | ||
| Масса резака, кг не более | 3,5 | ||
| Длина резака, мм не более | 500 | ||
| Угол наклона головки, ° | 45° | ||
Кислородная резка — обзор
Склады баллонов
Везде, где на регулярной основе проводится газовая сварка или резка, необходимо хранить запасы газа. В тех случаях, когда использование не в достаточном масштабе, чтобы гарантировать систему резервуаров и трубопроводов, они будут использоваться в баллонах. Желательно иметь специальный склад для газовых баллонов, потому что можно предусмотреть ряд мер предосторожности, а также потому, что это облегчает организованный возврат баллонов для пополнения для поддержания запасов.Лучше всего, если магазин будет на открытом воздухе.
В тех случаях, когда использование не в достаточном масштабе, чтобы гарантировать систему резервуаров и трубопроводов, они будут использоваться в баллонах. Желательно иметь специальный склад для газовых баллонов, потому что можно предусмотреть ряд мер предосторожности, а также потому, что это облегчает организованный возврат баллонов для пополнения для поддержания запасов.Лучше всего, если магазин будет на открытом воздухе.
Хранилище должно быть хорошо осушено и построено из огнестойких материалов. Пол должен быть чистым, ровным и хорошо дренированным. Следует предусмотреть возможность хранения полных баллонов отдельно от пустых баллонов и отделение горючих газов от других либо на расстоянии, либо с помощью огнестойких стен. Рекомендуемые расстояния для разделения и безопасного хранения опубликованы Ассоциацией сжатых газов (Великобритания) 43–46 43444546 и (США). 47 , 48 Вентиляция должна быть сверху и снизу, чтобы она была эффективной как для газов, которые легче воздуха, так и тяжелее воздуха. Не должно быть отстойника или ямы, в которых может скапливаться тяжелый газ.
Не должно быть отстойника или ямы, в которых может скапливаться тяжелый газ.
При хранении на открытом воздухе баллоны следует защищать от прямых солнечных лучей, чтобы избежать чрезмерного нагрева (в разгар лета в Великобритании, а в других местах — дольше). Это может быть объединено с кровлей, опять же легкой конструкции, для защиты от дождя, если магазин находится на улице, или от капель масла или брызг, если магазин находится в закрытой мастерской.Материалы, из которых строится укрытие, должны быть негорючими.
Любая электрическая арматура в непосредственной близости от хранилища топливного газа должна иметь огнестойкую конструкцию, чтобы избежать возгорания или случайного выброса газа. 49 По той же причине нельзя курить в магазине или рядом с ним. Следует установить заметный знак, чтобы напоминать людям о запрете.
Баллоны должны легко помещаться и закрепляться в стойках с четкой маркировкой, указывающей на тип газа, полный или пустой.В качестве альтернативы газовые баллоны, кроме баллонов для ацетилена и пропана, могут быть штабелированы горизонтально. Высота штабеля не должна превышать четырех цилиндров, при этом большие цилиндры должны находиться внизу. Баллоны должны быть надежно заклинены. Ацетилен и пропан всегда следует хранить и использовать в вертикальном положении. В хранилище баллонов нельзя оставлять другие продукты, особенно масла, краски и агрессивные жидкости.
Высота штабеля не должна превышать четырех цилиндров, при этом большие цилиндры должны находиться внизу. Баллоны должны быть надежно заклинены. Ацетилен и пропан всегда следует хранить и использовать в вертикальном положении. В хранилище баллонов нельзя оставлять другие продукты, особенно масла, краски и агрессивные жидкости.
Должен быть обеспечен надлежащий доступ как к транспортному транспорту поставщика газа, так и к распределительному транспорту пользователя.Помещение должно использоваться только для хранения баллонов и содержаться в чистоте и порядке; Лучше всего это можно сделать, назначив ответственного кладовщика, которого затем можно обучить тому, как действовать в случае возникновения чрезвычайной ситуации. На постоянном извещении за пределами магазина должны быть указаны тип и расположение всех газовых баллонов внутри, а также имя и местонахождение продавца.
Когда головки цилиндров не используются, необходимо защитить их, чтобы предотвратить повреждение клапанов.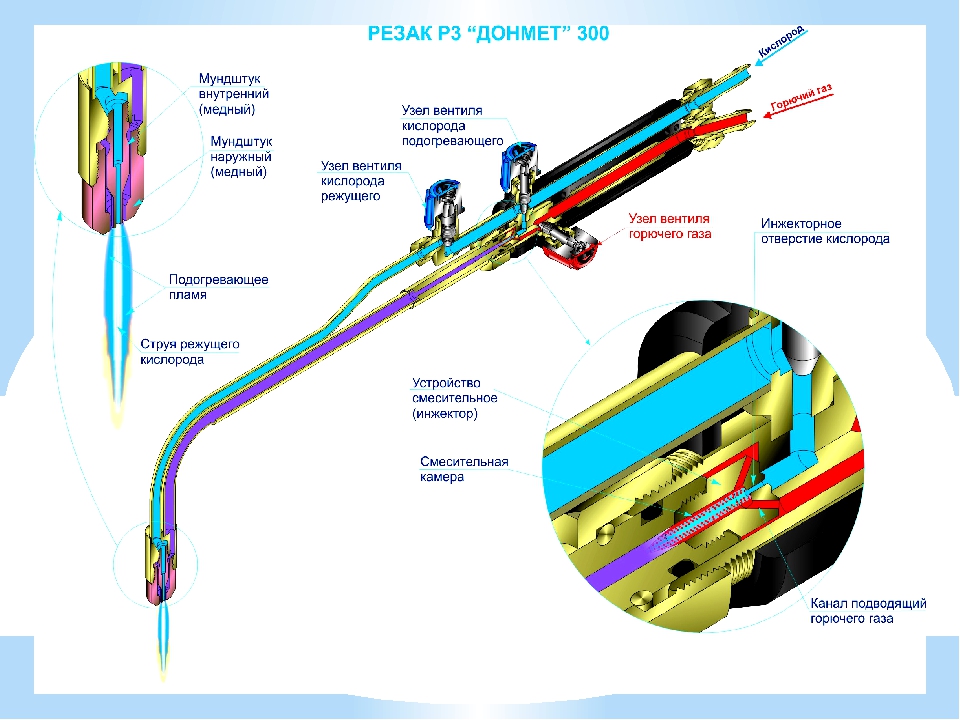 Некоторые конструкции цилиндров имеют навинчивающийся колпачок, но многие имеют экран, постоянно прикрепленный к цилиндру; это не требует никаких действий со стороны пользователя, и газ из негерметичного клапана не может скапливаться внутри, см. рис.4.3. Этот экран обычно не следует использовать для подъема цилиндра.
Некоторые конструкции цилиндров имеют навинчивающийся колпачок, но многие имеют экран, постоянно прикрепленный к цилиндру; это не требует никаких действий со стороны пользователя, и газ из негерметичного клапана не может скапливаться внутри, см. рис.4.3. Этот экран обычно не следует использовать для подъема цилиндра.
4.3. Газовые баллоны с постоянным вентильным щитком. (а) Водород с частично отрезанным экраном; (б) пропан.
Следует обратиться за советом к поставщикам газа и правоохранительным органам, если предполагается создание магазина внутри здания. Существуют строгие правила относительно расстояний сегрегации.
Badger Welding Supplies Inc. Советы и часто задаваемые вопросы
Badger Welding Supplies Inc. Советы и часто задаваемые вопросыКак мне узнать, где установить давление на регуляторе кислорода и топливного газа?
Нам часто задают этот вопрос! Лучшим источником для настройки давления регулятора является руководство пользователя! Производители проделали за вас все эксперименты. Они рекомендуют настройки выходного давления регулятора для каждого типа и размера наконечника, который они производят, и для каждой толщины металла, который вы режете, паяете или свариваете. Если у вас нет настроек производителя — доступна информация:
Они рекомендуют настройки выходного давления регулятора для каждого типа и размера наконечника, который они производят, и для каждой толщины металла, который вы режете, паяете или свариваете. Если у вас нет настроек производителя — доступна информация:
ПРАВИЛО БОЛЬШЕГО ПАЛЬЦА (НАКОНЕЧНИКИ ДЛЯ СВАРКИ И ПРЕЙБЫ ДЛЯ ОДНОГО ОТВЕРСТИЯ)
Наконечники с одним отверстием обычно имеют штамп с одно- или двузначным номером. Установите давление на регуляторе топливного газа и регуляторе кислорода на это проштампованное числовое значение.
Например: для наконечника с отметкой «4» потребуется давление топливного газа 4 фунта на квадратный дюйм и давление кислорода 4 фунта на квадратный дюйм.
ПРАВИЛА РЕЗКИ БОЛЬШОГО НАКОНЕЧНИКА НЕ ПРИМЕНЯЮТСЯ К РЕЗКИ ИНЖЕКТОРНЫМ РЕЖИМОМ!
ПРАВИЛО БОЛЬШОГО КОЛЬЦА (НАКОНЕЧНИКИ ДЛЯ МНОГОПОЛЬЗОВАТЕЛЬСКОЙ РЕЗКИ, КИСЛОРОД / АЦЕТИЛЕН)
Рекомендуемое давление режущей кромки кислородно-ацетиленовой кислоты зависит от размера.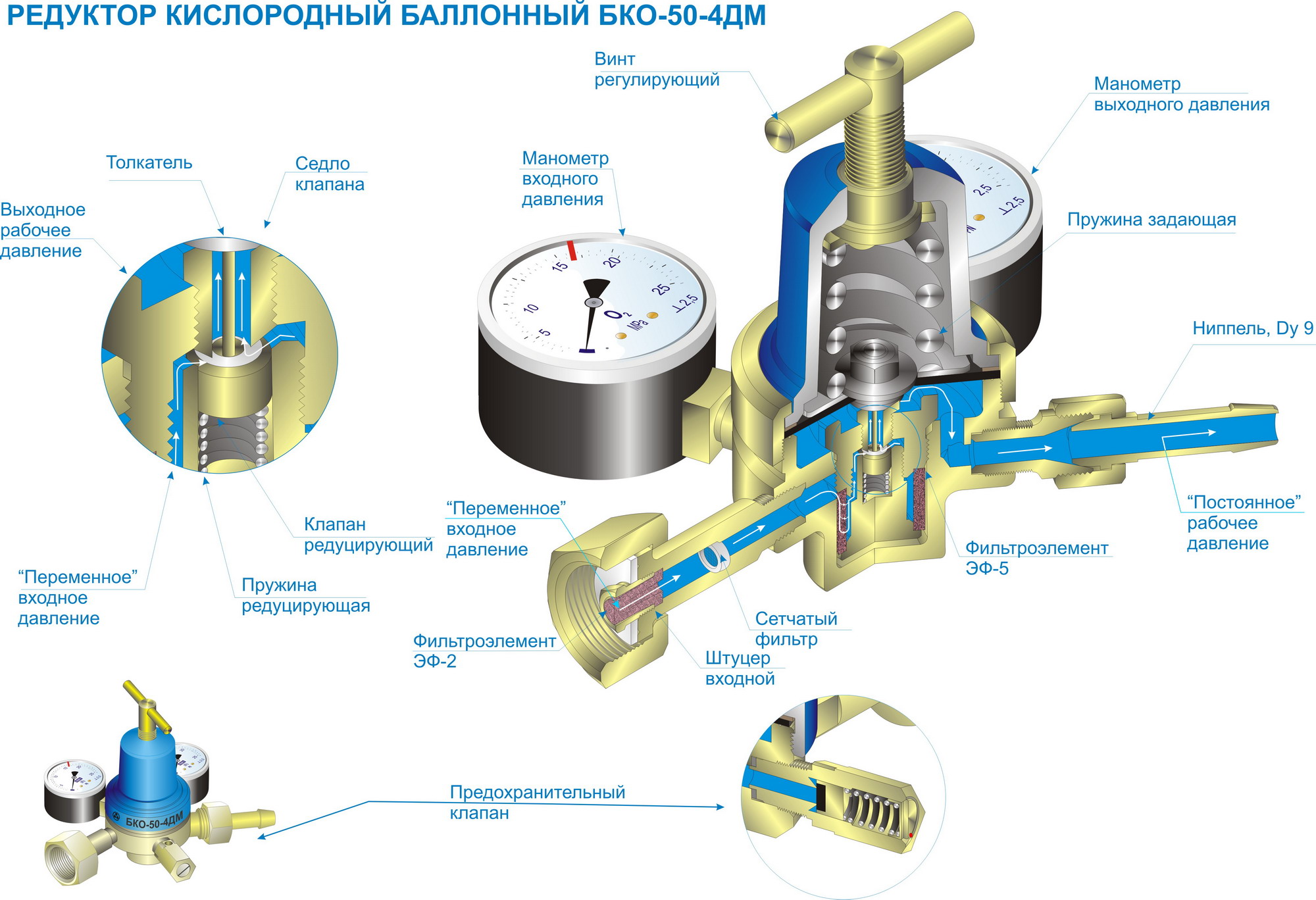 Если у вас нет информации о настройках производителя и вы режете сталь толщиной менее 1 ½ дюйма, установите регулятор ацетилена на 10 фунтов на квадратный дюйм, а кислородный регулятор на 40 фунтов на квадратный дюйм.
Если у вас нет информации о настройках производителя и вы режете сталь толщиной менее 1 ½ дюйма, установите регулятор ацетилена на 10 фунтов на квадратный дюйм, а кислородный регулятор на 40 фунтов на квадратный дюйм.
ПРАВИЛО БОЛЬШОГО КОЛЕСА (НАКОНЕЧНИКИ ДЛЯ РЕЗКИ МНОГООБРАЗНЫХ ОТВЕРСТИЙ, КИСЛОРОД / ТОПЛИВНЫЙ ГАЗ)
Рекомендуемое давление на режущую кромку кислородно-топливного газа (пропан, пропилен, природный газ) также сильно различается в зависимости от размера.Если у вас нет информации о настройках производителя и вы режете сталь менее 1 ½ дюйма, установите регулятор топливного газа на 10 фунтов на кв. Дюйм, а кислородный регулятор на 45 фунтов на квадратный дюйм.
ПРАВИЛО ДЛЯ МНОГОПЛАМЕННЫХ НАГРЕВАТЕЛЬНЫХ НАКОНЕЧНИКОВ («РОЗОВЫЕ БУДЫ»)
Эмпирических правил для насадок с многопламенным обогревом нет! Если у вас есть вопросы по настройке и использованию насадок «бутон розы», звоните нам по телефону ! Мы можем помочь вам избежать серьезных проблемы с воспоминаниями и / или плавлением, приводящие к пожарам!
Выбор подходящего режущего наконечника для работы
Выбор подходящего режущего инструмента или инструмента для укладки означает разницу между средним или отличным срезом. Поэтому важно тщательно выбирать. Выбор правильного наконечника для работы крайне важен как для производительности, так и для безопасности. Вот простой пошаговый процесс выбора подходящего режущего наконечника, который позволит вам каждый раз получать отличный срез.
Поэтому важно тщательно выбирать. Выбор правильного наконечника для работы крайне важен как для производительности, так и для безопасности. Вот простой пошаговый процесс выбора подходящего режущего наконечника, который позволит вам каждый раз получать отличный срез.
Выбор подходящего режущего наконечника
Выбор правильного режущего инструмента или инструмента для укладки для работы означает разницу между средним или отличным срезом. Поэтому важно тщательно выбирать. Выбор правильного наконечника для работы крайне важен как для производительности, так и для безопасности.Вот простой пошаговый процесс выбора подходящего режущего наконечника, который позволит вам каждый раз получать отличный срез.
Марка определит тип сиденья. Вы должны знать производителя или модель вашего резака и / или номер детали наконечника, который вы хотите заменить, который определяет тип сиденья. Если вы пропустите этот шаг, это может привести к повреждению оборудования или утечке опасного горючего газа.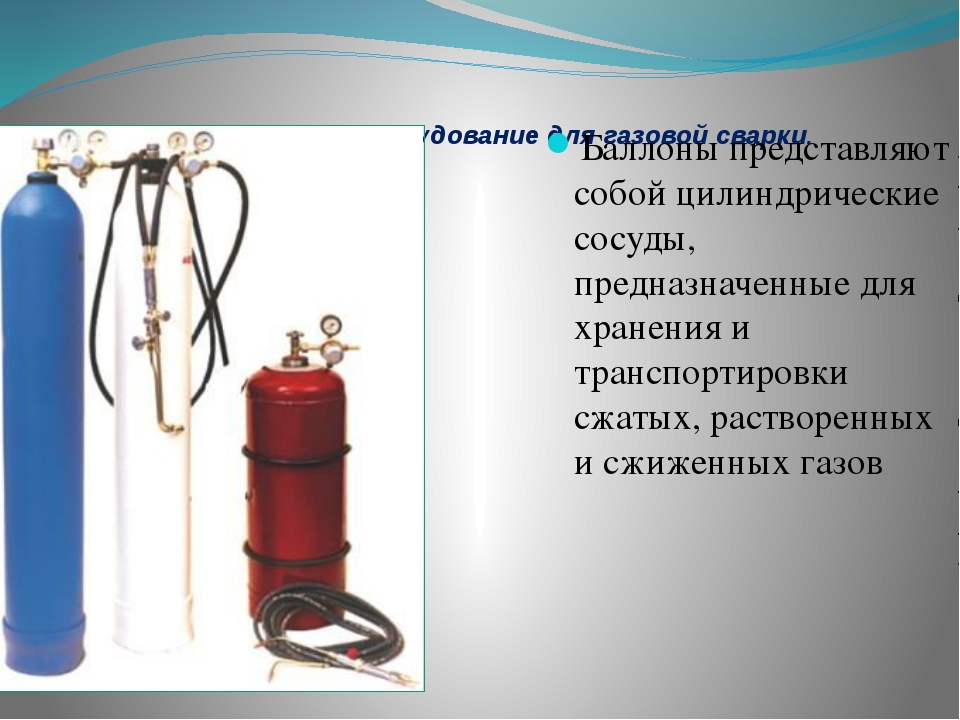 Кроме того, посадочные места для наконечников сильно различаются в зависимости от модели фонарика.
Кроме того, посадочные места для наконечников сильно различаются в зависимости от модели фонарика.
Кроме того, размер отверстия предварительного нагрева позволяет обрабатывать необходимое количество смешанного газа для надлежащего нагрева металла заданной толщины. Кислородно-топливное оборудование способно резать низкоуглеродистую сталь от 3 мм (1/8 ″) до 300 мм (12 ″).
Уникальный дизайн насадок определяет правильное применение. Существуют разные советы по резке, строжке и нагреву. Они могут быть одним из следующих:- цельный из цельной меди
- двухкомпонентный гибрид с латунной внутренней частью и медной внешней частью
Кроме того, некоторые наконечники разработаны специально для использования с автоматическими режущими станками для высоких — резка под давлением, позволяющая выполнять следующие виды резки:
- быстрее
- очистить
- более точно
 Для каждого топливного газа используется различная конструкция режущего наконечника.
Для каждого топливного газа используется различная конструкция режущего наконечника.Они также оптимизируют доставку кислорода и газа.
Ацетилен — самый горячий и универсальный газ. Кроме того, его очень легко использовать для любых целей. Поскольку температура пламени составляет от 5600 до 5800 ° F, время предварительного нагрева для резки и строжки относительно короткое.Однако этот газ самый дорогой из имеющихся и не самый эффективный для обогрева больших площадей.
Пропилен является общим названием для многих типов газов.Они варьируются от определенных газов — с их собственными химическими формулами — до газов, которые в основном представляют собой смеси пропана с этиленом или другими химическими веществами, которые обычно горят сильнее, чем пропан. Для резки, строжки и нагрева может потребоваться разумная эффективность. Хотя время предварительного нагрева может быть больше, использование наконечника правильной конструкции может устранить эту проблему. Пропилен дает температуру пламени от 4800 до 5300 ° F. Этот газ не используется для сварки.
Этот газ не используется для сварки.
Кроме того, пропан имеет высокий выход в БТЕ и большие тяжелые наконечники для нагрева, которые доступны. Поэтому он наиболее эффективен для обогрева. Эти газы не используются для сварки.
Это только основные сведения, которые следует учитывать при выборе подходящего режущего наконечника для работы. Brazos Industries, Inc. — это металлическое предприятие, расположенное в Брайан / Колледж-Стейшн. С помощью наших преданных своему делу сотрудников и постоянных клиентов мы превратились в компанию, которая обслуживает самые разные отрасли. С годами компания расширилась, и мы продолжаем добавлять возможности нового оборудования для удовлетворения растущих потребностей клиентов.Мы предлагаем широкий ассортимент стальной продукции для любых ваших текущих или будущих потребностей в проекте. Свяжитесь с нами по ссылке ниже, чтобы приобрести любой из наших продуктов на складе!
 flashcardmachine.com/images/preview_card_back.gif»>
Срок
flashcardmachine.com/images/preview_card_back.gif»>
Срок | 2. Что такое комбинированная сварочно-резательная горелка? |
| Ручка горелки, к которой могут быть прикреплены различные насадки, такие как режущая головка или сварочный наконечник. |
3. Назовите одно преимущество владения комбинированной сварочно-резательной горелкой по сравнению с наличием просто резака. |
| Комбинированный резак обеспечивает большую гибкость, чем специальный резак. |
| 4.Назовите одно преимущество наличия специальной горелки по сравнению с комбинированной сварочной горелкой. |
Специальные резаки обычно длиннее и имеют большие проходы для потока газа, чем комбинированные резаки.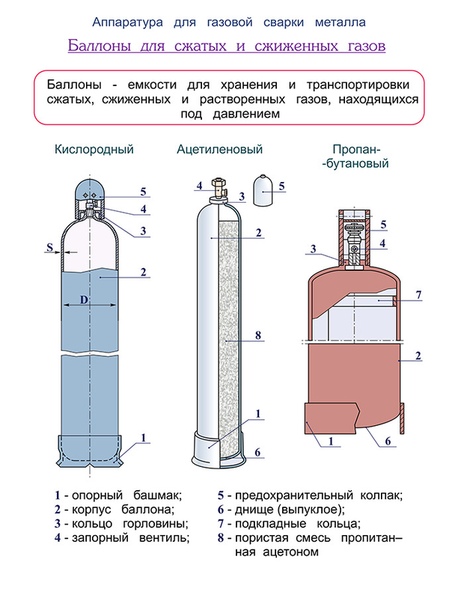 Дополнительная длина специального резака помогает держать оператора подальше от тепла и искр и позволяет резать более толстый материал. Дополнительная длина специального резака помогает держать оператора подальше от тепла и искр и позволяет резать более толстый материал. |
| 5.Что такое смесительная камера? Где он находится? |
| Это один из методов, используемых для смешивания кислорода с топливным газом. Он может располагаться в корпусе горелки или в наконечнике. |
 flashcardmachine.com/images/preview_card_back.gif»>
Термин
flashcardmachine.com/images/preview_card_back.gif»>
Термин | 6. Дайте определение термину горелка равного давления. Как это работает? |
| Это тип смешивания в горелке, при котором оба газа поступают в смесительную камеру под одинаковым давлением.Смесительная камера больше, чем входное и выходное отверстия для газа. Этот больший размер вызывает турбулентность в газах, в результате чего газы тщательно перемешиваются. |
7. Как работает смесительная камера инжекторного типа? Как работает смесительная камера инжекторного типа? |
| Инжектор работает, пропуская кислород через трубку Вентури, которая создает зону низкого давления, которая втягивает топливные газы и смешивает их. |
| 8. Назовите преимущества наличия двух регуляторов кислорода на резаке. |
Добавление разделительной подачи кислорода для резки позволяет более точно регулировать пламя. Это также позволяет регулировать давление во время резки, не мешая другим частям пламени. Это также позволяет регулировать давление во время резки, не мешая другим частям пламени. |
| 9. Почему некоторые режущие кромки из медного сплава хромированы? |
| Хромирование предотвращает прилипание брызг к наконечнику и продлевает срок его службы. |
 com/images/preview_card_back.gif»>
Срок
com/images/preview_card_back.gif»>
Срок | 10.Что определяет количество пламени, необходимое для предварительного нагрева горелки? |
| Тип используемого топливного газа, а также толщина, форма и состояние поверхности материала. |
| 11. Что может произойти, если ацетилен используется на наконечнике, предназначенном для работы с пропаном или другим подобным газом? |
 flashcardmachine.com/images/preview_card_back.gif»>
Определение
flashcardmachine.com/images/preview_card_back.gif»>
Определение | Наконечник может перегреться, воспламениться или взорваться. |
| 12. Почему некоторые насадки для пропана и природного газа имеют глубокую утопленную середину? |
Пламя горит с такой медленной скоростью, что оно может не гореть ни на каком другом наконечнике. |
| 13.Какие типы уплотнений наконечников используются с наконечниками резаков? |
| Некоторые режущие наконечники имеют уплотнения «металл к металлу», а другие режущие наконечники имеют седла с уплотнением волокон на наконечнике резака. |
 gif»>
Условие
gif»>
Условие | 14. Если режущий наконечник застрял в режущей головке, как его следует удалить? |
| Постучите пластмассовым молотком по затылку. |
| 15. Как можно отремонтировать уплотнения наконечника резака? |
 gif»>
Определение
gif»>
Определение | При использовании расширителя, разработанного для конкретного наконечника и головки резака, либо для наконечников с набивками доступны новые волоконные набивки, либо его можно отправить в ремонт. |
| 16.Почему перед чисткой режущего наконечника включается кислородный клапан? |
| Для удаления грязи, высвободившейся во время очистки. |
| 17. Почему пламя предварительного нагрева становится слегка окисляющимся при отпускании режущего рычага? |
| Это происходит из-за повышения давления в трубопроводе, когда прекращается большой поток кислорода через режущее отверстие. |
| 18. Что вызывает крошечные рябь при порезе рукой? |
| Сердцебиение оператора. |
| 19. Почему небольшой угол наклона резака вперед полезен для резки? |
| Угол помогает пламени предварительно нагреть металл, удерживает часть отраженного тепла пламени от наконечника, помогает сдуть грязь и оксиды с разреза и сохраняет наконечник чистым в течение более длительного периода времени, поскольку шлак с меньшей вероятностью попадет на него. |
| 20. Почему банки, бочки, цистерны или другие запечатанные емкости следует открывать с помощью резака? |
| Искры и поток кислородной резки могут вызвать возгорание или взрыв даже негорючего остатка внутри. |
| 21.Почему наконечник резака приподнят, когда режущий рычаг нажат во время вырезания отверстия? |
| Поднимая наконечник резака от металла, количество искр, выдуваемых в воздух, уменьшается, и наконечник остается более чистым. |
| 22. Почему отверстия для предварительного нагрева не совмещены в пропиле при выполнении скоса? |
| Пламя будет направлено на меньшую деталь и самую острую кромку при резке фаски, и это повредит кромку. |
| 25. Как лучше всего установить давление кислорода для резки? |
| Медленно увеличивайте давление и отрегулируйте пламя, наблюдая за длиной сплошной струи в центре пламени. Когда режущий поток сокращается из-за турбулентности, уменьшайте давление кислорода до тех пор, пока пламя снова не удлинится. |
| 26. Какие металлы можно резать с помощью газокислородного газа? |
| Любой металл, который быстро окисляется, например железо, низкоуглеродистая сталь, магний, титан и цинк. |
| 27.Почему при резке использованного металла важно иметь дополнительную вентиляцию и / или респиратор? |
| Они могут быть масляными, грязными или окрашенными и выделять очень опасные пары при разрезании. |
| 28. Какие факторы, относящиеся к пропилу, можно считать со сторон пропила после пропила? |
| Он покажет, что было правильным или неправильным с пламенем предварительного нагрева, скоростью резки и давлением кислорода. |
| Это шлак, который прочно прикреплен к нижнему краю реза, и для его удаления требуется много сколов и измельчения, поскольку в нем 30-40% или более неокисленного железа. |
| 30.Почему важно делать качественные разрезы? |
| Правильно вырезанный металл можно собирать и сваривать с минимальной последующей очисткой или без нее, но при низком качестве резки требуется больше времени для очистки, чем требуется для внесения необходимых регулировок для получения хорошего сварного шва. |
| 31.Опишите методы борьбы с искажениями при выполнении разрезов. |
| Выполнение двух параллельных надрезов на пластине smae с одинаковой скоростью и временем; или, начиная разрез на небольшом расстоянии от края пластины, пропуская другие короткие выступы каждые 2–3 фута, а затем обрезая оставшиеся выступы, когда деталь остынет. |
| 32.Чем резка трубы малого диаметра отличается от резки трубы большого диаметра? |
| Трубу малого диаметра можно разрезать без изменения угла резака, но на трубе большего диаметра резак необходимо держать под прямым углом к поверхности трубы. |
Глава 10: Процессы резания | Metal Arts Press
Глава 10
Практика — лучшее из всех наставлений.
—Аристотель
Раздел I — Кислородная резка
Введение
Кислородная резка — это семейство процессов резки, при которых обрабатываемый металл нагревается до точки возгорания, заставляя его гореть в потоке кислорода. Общие термины для этих процессов: газовая резка , кислородная резка , и горение . Аббревиатура AWS для всего семейства процессов кислородно-топливной резки — OFC , а наиболее заметным представителем этого семейства является кислородно-ацетиленовая резка, сокращенно OAC. Кислородно-ацетилен используется больше для резки, чем для сварки, но для резки также используются природный газ, пропан и пропилен. Кислородная резка — это простой в использовании процесс, режет во всех направлениях, она портативна, и ее недорого добавить к существующему оборудованию для кислородной сварки. Oxyfuel может резать сталь толщиной менее 1 / 32 дюймов до толщины более 12 футов. Сегодня, когда стоимость систем плазменной резки снизилась, плазменная резка заменила некоторые работы, которые раньше выполнялись для кислородного топлива, но для многих стал При резке там по-прежнему нет более быстрого и экономичного процесса, чем кислородная резка.
Оборудование
Обычная система кислородно-ацетиленовой сварки легко преобразовывается для выполнения кислородно-ацетиленовой резки (OAC) путем замены сварочного сопла на рукоятке горелки на режущую головку, как показано на Рисунке 10-1.
Режущее приспособление отличается от кислородно-ацетиленовой сварочной горелки, поскольку оно также имеет средства подачи потока чистого кислорода к месту резки. Режущий рычаг кислорода открывает поток чистого кислорода, когда сварщик нажимает на него. См. Рисунок 10-2.
Рисунок 10-1. Оборудование для резки оксидацетилена (OAC).
Преимущества режущей головки над моноблочным резаком заключаются в том, что режущая головка дешевле, чем моноблочный резак, и ее быстрее и проще переключать между функциями резки и сварки. Моноблочный резак с большей длиной увеличивает расстояние между режущим действием и сварщиком и обычно может справиться с большими потоками кислорода, необходимыми для больших работ.Некоторые резаки имеют режущие головки, установленные под определенным углом для выполнения конкретной задачи, что помогает снизить утомляемость оператора. Однако положение режущей головки зависит от личных предпочтений и зависит от производителя.
В горелке на рис. 10-2 (слева) используется смесительная камера для объединения кислорода и топливных газов, она известна как горелка с положительным давлением, со сбалансированным давлением, или со средним давлением, , , горелка . Преимущество горелки со смесительной камерой заключается в том, что она работает при более высоких давлениях топливного газа и может подавать больше тепла, чем конструкция с трубкой Вентури.Положительное давление — самая распространенная конструкция горелок сегодня.
Горелка на Рисунке 10-2 (справа) использует камеру впрыска или Вентури для втягивания топливного газа в поток кислорода и работает с низким давлением топлива 6–8 унций / дюйм 2 . Конструкция горелки Вентури необходима, когда природный газ из газопровода используется вместо ацетилена для экономии или когда ацетилен производится на месте с помощью газогенератора, что широко распространено в странах третьего мира.
Для резки толстой стали требуется больше кислорода, чем для тонкой стали, поэтому для резки стали толщиной более одного дюйма может потребоваться специальный кислородный регулятор, способный подавать больший объем кислорода при более высоком, чем при сварке, давлении.Также требуются шланги большего диаметра. Сварочный регулятор ацетилена подходит для резки. Кроме того, поскольку при резке происходит намного более высокое потребление кислорода и более быстрое истощение цилиндра, чем при сварочных операциях, типичный регулятор резания имеет двухступенчатый режим для поддержания постоянного рабочего давления по мере того, как газ в цилиндре истощается. Манометры на стороне высокого давления кислородных регуляторов для резки имеют более высокую калибровку давления, чем манометры сварочных регуляторов. При кислородной резке толстых металлов может потребоваться давление кислорода до 100–150 фунтов на квадратный дюйм.
Рисунок 10-2. Резаки кислородно-ацетиленовые. Резак с положительным давлением (слева) и резак с инжектором конструкции Вентури (справа).
Насадки для кислородной резки и газы для резки
Режущая кромка — самый важный фактор, определяющий качество резки. Чистый, неповрежденный режущий наконечник обеспечивает прямую струю кислорода и безопасное стабильное пламя, но поскольку режущие наконечники медные, их легко повредить при падении. Для хорошего среза выходной конец сопел должен быть без заусенцев и перпендикулярен поверхности наконечника.Особенно это касается кислородных жиклеров. Седла в основании насадки также легко повредить, уронив их или затянув насадку, когда на седле есть грязь. Это повреждение обычно не подлежит ремонту. В большинстве случаев наконечники одного производителя не могут использоваться в горелке другого производителя.
Если вы сняли гайку, удерживающую наконечник резака, и наконечник резака застрял в корпусе резака, легкое постукивание по задней части головки резака пластиковым молотком обычно освобождает наконечник.
Из-за близости к теплу резания наконечники изнашиваются и в конечном итоге должны быть заменены. Кроме того, неправильная эксплуатация, грубое обращение и чрезмерная очистка наконечника еще больше сокращают срок службы режущего наконечника. Хранение наконечников в стойке вместо того, чтобы кататься на месте, продлит их жизнь. Доступен широкий выбор режущих насадок для выполнения различных работ. См. Рисунок 10-3.
Рисунок 10-3. Набор специальных режущих головок для кислородной резки.
Помимо ацетилена, для экономии и доступности природный газ и пропилен также используются для предварительного нагрева в процессах OFC.Они называются альтернативными топливами . Наконечники горелок, предназначенные для использования с альтернативными видами топлива, часто бывают разными, поскольку это топливо может подаваться при более низком давлении, иметь другое соотношение топлива и кислорода и разные характеристики скорости горения. Метилацетилен-пропадиен, известный как газ MAPP, был распространенным и эффективным альтернативным газом, но его производство было прекращено в Северной Америке в 2008 году, и сейчас доступны только менее эффективные заменители.
Обзор и советы по резке горелкой— Baker’s Gas & Welding Supplies, Inc.
Сварщики, сантехники и многие другие строительные и производственные предприятия часто используют кислородно-топливную резку — процесс, в котором для резки металлов используется топливный газ и кислород. Горелка со специально разработанным наконечником соединяется с топливным баком, обычно с ацетиленом или одним из трех популярных альтернативных видов топлива, и смешивает топливо с кислородом, чтобы создать высокотемпературный конус пламени для резки металлов.
Кислородная резка с использованием топлива, такого как ацетилен, обеспечивает простые способы быстрой резки металлов без износа пилы.Это приложение для резки очень портативно и требует минимальных начальных вложений, что особенно привлекает случайных пользователей, которые не хотят вкладывать средства в дорогостоящую установку плазменной резки.
В следующей статье ресурса представлены основные виды топлива, советы по резке, использование и меры предосторожности при кислородной резке.
Типы топлива для резки
Для кислородной резки используются четыре основных вида газа: ацетилен, пропан, пропилен и MAPP (метилацетиленпропадиен).
Ацетилен: Ацетилен был предпочтительным топливом для резки при кислородной сварке, пайке и резке, поскольку он достигает максимально возможной температуры, обеспечивает чистую, эффективную резку и универсальность. Тепло в пламени ацетилена сосредоточено внутри конуса пламени.
Высокая стоимость ацетилена и его недавний дефицит побудили многих сварщиков рассматривать альтернативные виды топлива, которые не обязательно горят так же горячо, как ацетилен (хотя добавка пропана HGX может это изменить), но имеют свои собственные преимущества.
Пропан для кислородной резкиПропан и другие виды топлива на основе пропана часто используются в качестве заменителя ацетилена. Фактически, многие операции по резке были переведены на пропан, чтобы сэкономить на расходах на топливо. Внешний конус пропана предлагает большое количество БТЕ, в отличие от пламени для ацетилена, которое концентрирует тепло внутри конуса . Сварщики, работающие с ацетиленом, должны будут адаптировать свои методы, предварительно нагревая и разрезая внешний конус пропанового пламени, чтобы достичь соответствующей температуры резки.
Сварщикам, использующим пропан вместо ацетилена, возможно, придется подождать немного дольше, чтобы нагреть металл, но если они будут использовать внешний край теплового конуса, они обнаружат, что предварительный нагрев не займет намного больше времени, чем ацетилен. Переход с ацетилена на пропан или любое другое альтернативное топливо потребует замены наконечника горелки, самой горелки и шланга в зависимости от топлива.
HGX ПропанHGX-3 — это новый продукт на рынке, который можно добавлять в пропан для повышения его характеристик.Эта смесь, обычно называемая пропаном HGX, режет металл при температурах, сравнимых с ацетиленом. Один галлон HGX-3 можно добавить к 1000 галлонам пропана.
HGX-3 увеличивает температуру пламени пропана на 15%, достигая температуры пламени 5400 ° F, и использует меньше кислорода, чем ацетилен. Это делает пропан HGX жизнеспособной альтернативой для сварщиков, привыкших к теплопроизводительности и скорости, достигаемым с помощью ацетилена для газовой резки. Как и другие альтернативные виды топлива, пропан HGX снижает образование шлака и обеспечивает более плавный и чистый срез.
Одним из самых больших преимуществ альтернативных топливных газов, таких как пропан HGX, по сравнению с ацетиленом, является их подача и хранение. Ацетилен должен поставляться в отдельных баллонах с максимальной емкостью примерно 400 кубических футов на цилиндр, в то время как альтернативные топливные газы могут подаваться либо в баллонах, либо на заправочных станциях, либо даже по трубопроводу.
Пропилен : Как и пропан, пропилен часто неправильно понимают как неэффективное топливо для резки, так как для достижения оптимального теплового потока требуется инжекторная горелка, а также резка и концентрация тепла на внешних краях теплового конуса.Наконечники для пропилена редко нуждаются в очистке и имеют восемь отверстий для эффективного предварительного нагрева. Другими словами, эффективное использование пропилена полностью зависит от правильной настройки резака и наконечника.
Welding Tips and Tricks рекомендует пропилен в качестве отличной альтернативы, поскольку он не предлагает предела рабочего давления в 15 фунтов на квадратный дюйм, без сажи, большего количества БТЕ тепла для нагрева толстого металла и быстрой резки металла.
МАПП ГазMAPP обычно используется вместо ацетилена, поскольку его можно использовать при давлении выше 15 фунтов на квадратный дюйм и, следовательно, он гораздо менее опасен при резке стали толщиной до 12 дюймов.MAPP горит при более низкой температуре, чем ацетилен, и представляет собой сжиженный нефтяной газ, который легче хранить, поскольку он легко сжимается.
ГазMAPP чаще используется вместо ацетилена при кислородной сварке. В то время как другие газы, такие как пропан, пропилен и пропан HGX, более широко используются для резки и пайки, MAPP можно использовать вместо ацетилена, хотя MAPP не горит так сильно и может быть дорогостоящим для крупномасштабных операций.
Советы по резакам
Наконечники резаков предназначены для каждого конкретного вида топлива и определяют, насколько эффективно вы можете резать.Использование неправильного наконечника для определенного вида топлива не позволит вам достичь оптимальной температуры и ограничит эффективность резака при резке. Например, наконечник ацетиленовой горелки не имеет нужного количества отверстий для резки пропаном, поэтому пропан с наконечником из ацетилена не нагреется до оптимального уровня и будет крайне неэффективен для резки.
Наконечники для резки резаком бывают двух типов: цельные и состоящие из двух частей.
Цельные наконечники изготовлены из медного сплава и используются с ацетиленом.Они обрабатываются с 4 или 6 отверстиями для предварительного нагрева и могут выдерживать легкий, средний и тяжелый предварительный нагрев. Существуют различные моноблочные наконечники для резки резаком, которые выполняют различные функции — от строжки металла до резки листового металла и других специальных функций. В цельных наконечниках используется метилацетиленпропадиен (MAPP), ацетилен и пропилен, хотя каждое топливо имеет разное количество отверстий, подходящих для конкретного вида топлива, поэтому обязательно обратите внимание на количество отверстий в каждом наконечнике горелки.
Для насадок, состоящих из двух частей, требуются более холодные и медленно горящие топливные газы, такие как пропан.В случае пропана также очень важно использовать правильный тип горелки. Инжекторная горелка позволяет сварщикам делать разрезы, которые, по мнению некоторых, чище и быстрее, чем у ацетилена. Пропан также предлагает больше возможностей для гибки и нагрева.
Поиск правильного наконечника для работы может сбивать с толку. Американское сварочное общество (AWS) выпустило Единую систему обозначений для кислородно-топливных форсунок еще в 2000 году. В ней они попросили, чтобы на всех стандартных наконечниках было напечатано название производителя, а также идентификационный символ топлива, максимальная толщина материала и деталь. номер для справки и информации; однако многие производители по-прежнему не следуют этим обозначениям из-за дополнительных производственных затрат.При покупке наконечников проверьте размер отверстия для кислорода, размер отверстия и необходимый топливный газ.
Основные сведения о резке горелкой
При кислородной резке управление расходом кислорода определяет, какой вид резки будет сделан. Резка резаком с использованием слишком большого количества кислорода увеличивает общую стоимость и приводит к получению широкого реза с изогнутыми краями, а не к острым, чистым краям, которые требуются при резке резаком. Слишком мало кислорода приводит к медленному, неравномерному резанию, что будет неприятно. Расход кислорода должен соответствовать техническим характеристикам производителя наконечника резака, используемого для резки.
Резка резаком выполняется путем предварительного нагрева металла с последующей резкой при высокой температуре. Этот процесс расплавит разрезаемый металл. Поэтому установите решетку или другой предмет, который может уловить расплавленный металл.
Кислородная резка в основном используется для резки стали. Он почти всегда в два раза быстрее, чем шлифовальный станок, и может резать большие секции с очень небольшим усилием или шумом. Черные металлы толщиной до двух дюймов можно эффективно резать с помощью топлива для кислородной резки, такого как ацетилен.
Безопасность при резке горелкой
Топливо для кислородной резки относится к числу наиболее легковоспламеняющихся и требует соблюдения надлежащих мер безопасности при хранении и использовании. Ацетилен опасен при давлении выше 15 фунтов на квадратный дюйм, поскольку он становится нестабильным и разлагается со взрывом.
Никогда не следует использовать бетон в качестве основы для резки, так как бетон задерживает воду. Когда тепло от резаков вступает в контакт с бетоном, тепло заставляет воду в бетоне расширяться и бетон взрывается.
Соблюдайте особую осторожность и время при чистке кончиков резаков.Убедитесь, что отверстие всегда чистое и гладкое. Всегда используйте защитное сварочное оборудование и сварочные экраны. Убедитесь, что вы используете наконечник подходящего размера для работы и соответствует расходу топлива.
Шланги следует регулярно проверять на предмет утечки топлива. Кроме того, использование неправильного типа шланга для определенного топлива со временем приведет к его износу. Хотя некоторые сварщики обнаружили, что они могут иногда использовать топливо, такое как пропан, с ацетиленовым шлангом, лучшим долгосрочным решением является использование подходящего шланга с каждым типом топлива.
Если ваш шланг протекает, топливные газы, более плотные, чем воздух (пропан, пропилен, MAPP, бутан и т. Д.), Скорее всего, будут собираться в нижних частях и представлять опасность возгорания, особенно в подвалах, раковинах, ливневых стоках и т. Д. другие закрытые помещения. Горючее для резки предназначено для сжигания, поэтому примите надлежащие меры предосторожности с вашей рабочей одеждой, расположением огнетушителей, вентиляцией и техническим обслуживанием оборудования.
Газорезка
Вам нужно только заменить наконечник резака, чтобы переключиться на высокое давление
Узнайте больше о наконечниках для газовой резки G-
Вам нужен природный газ высокого давления
Использование резака, работающего на природном газе под высоким давлением
По сравнению с любой другой горелкой на топливе Oxy-
Сохраните корпус резака, который вы уже используете —
Институт сварки Эдисона сообщает …
Природный газ — отличное топливо … у него меньше склонности к закруглению верхнего края резать и производить меньше шлака или окалины.Кроме того, образовавшаяся окалина … не прилипает так плотно к пластине и легче удаляется. Никакой разницы не было найдено в скорости резания между ацетиленом и природным газом …
Hi-
Один производитель металла в Нью-Джерси протыкает стальной лист толщиной 1 1/2 дюйма примерно за 20 секунд с помощью
природный газ под давлением
Сравнение резки листовой стали толщиной 1 дюйм с ацетиленом (слева) и природным газом (справа) показывает более чистый срез с меньшим количеством шлака, и любой образующийся шлак легче удаляется из отрезанный кусок природного газа.
Посмотрите, как хорошо работает природный газ!
Нажмите на экран YouTube, чтобы просмотреть обзор, объясняющий
G-
G-
Выберите усилитель горелки, подходящий для вашего магазина
TB-
Получите дополнительную информацию о TB-
TB-
TB-
TB-
Получите дополнительную информацию о TB-
TB-
TB-
TB-
Получите дополнительную информацию о усилителях резака TB-
У вас есть более 12 резаков или несколько производственных станций в вашем магазин?
Хорошие новости! Усилители горелки могут быть подключены к газовой магистрали для обеспечения многократной резки.
столы или производственные площади, и если на вашем предприятии более 12 факелов,
несколько модулей Torch Booster могут быть соединены вместе. На основе вашей резки резаком
Требования G-
Природный газ под высоким давлением — лучшее топливо для газовой резки
.