Как закалить металл в домашних условиях? | Дом и семья
И действительно, убедившись на собственном опыте, могу подтвердить: часто лезвие топора современного производства то недокалено (заминается), то, наоборот, перекалено (выкрашивается). Досадно! Причем проверить качество закалки при покупке практически невозможно. Да, с определенной степенью точности можно узнать, как закален ваш ручной инструмент, проведя по режущей кромке напильником.
- Если напильник очень сильно «липнет» к металлу, почти сто процентов вероятности — недокал, кромка будет слишком мягкой (и не будет держать заточку).
- Если напильник будет «отскакивать» от поверхности, «гладить» ее, ваша рука не будет при нажатии встречать никакого сопротивления, — это, скорее всего, перекал. Кромка лезвия будет выкрашиваться, более того, инструмент при усилии на изгиб может сломаться.


Согласитесь, пользоваться в работе было бы крайне неудобно как изделием из пластилина, так и из стекла — один мнётся, второе ломается. Проблема в том, что продавец не позволит вам «строгать» напильником еще не купленный инструмент. И не примет обратно «построганный».
Для закалки металла потребуется костер, емкость с машинным маслом и емкость с водойФото: pixabay.com
Как же быть, если вы купили инструмент некачественной закалки? Выбрасывать? Продолжать пользоваться, сетуя на брак? Ни первое, ни второе!
Вы можете закалить металл в дачных условиях.
- Для этого потребуется костер с солидным количеством углей и две емкости. Одна — с машинным маслом (автол, дизельное, моторное, отработка), вторая — с колодезной водой. И подумайте, чем вы будете держать раскаленное железо. Идеальный вариант — кузнечные клещи. Их у вас нет? Придумайте же что-нибудь!
 Идеальный вариант — кузнечные клещи. Их у вас нет? Придумайте же что-нибудь!
Идеальный вариант — кузнечные клещи. Их у вас нет? Придумайте же что-нибудь!Итак, будем считать, что вы готовы. Кладите инструмент в костер, на угли! Чем они белее, тем выше их температура. И контролируйте процесс. Цвет поверхности инструмента в месте закаливания должен быть ярко-малиновым, но ни в коем случае не белым! Если вы перегреете металл, он может просто «сгореть». Следите за тем, чтобы цвет распределялся равномерно, на закаливаемой кромке не должно быть темных участков.
Если цвет будет недостаточно ярким — «синюшным», то вы «отпустите» сталь, она будет мягкой. Ни разу не замечали, что какие-нибудь «железяки» после костра становятся очень мягкими (слишком пластичными)? Кстати, так можно «размягчить» сталистую проволоку: сильно нагреть и дать ей медленно остыть. И не старайтесь добела накалить весь инструмент: вам же нужно закалить только режущую кромку!
Сначала в огонь, потом в масло и в воду
 com
com Что ж, представим себе, что закаливаемый инструмент «созрел». Ну, так хватаем его и окунаем в емкость с маслом, чуть «побулькивая» им! Секунды три-четыре, затем резко вынули, секунды две подождали и снова резко отпустили в масло и «побулькали» уже чуть дольше — секунд пять-шесть (до «синюшного» цвета). И тут же — в емкость с водой до полного остывания. Желательно «помешать» воду закаливаемым инструментом для более резкого охлаждения.
- Будьте осторожны: масло на «железяке», когда вы ее вытащите в первый раз из масляной емкости, может вспыхнуть!
Вот такой процесс. Если вы все сделаете правильно — качественная закалка металла вам гарантирована. Разумеется, таким способом нельзя превратить «сырец» из вторчермета в первосортную сталь. Но хотя бы закалка будет нормальной.
Этому способу меня научил старый кузнец дядя Коля, и до сих пор я на качество своей закалки не жаловался.
Улучшайте ваш инструмент, уважаемые читатели! И не забудьте присказку: острый топор — половина работы. Хорошей вам закалки!
Как закалить топор в домашних условиях: видео и советы
Как качественно закалить топор в домашних условиях? Актуальность данного вопроса объясняется широкой востребованностью этого инструмента. Кроме того, на примере такого простейшего домашнего инструмента, каким является топор, можно в подробностях разобрать нюансы нескольких типов термической обработки – отжига, закалки и отпуска.
Хороший кованный топор способен надрезать гвоздь
Узнать о том, что новый топор, приобретенный с рук или в строительном магазине, необходимо закалить, достаточно легко: если лезвие инструмента очень мягкое (что можно определить по его смятию даже при рубке сучков небольшой толщины), значит, оно нуждается в качественной закалке. В том случае, если на рабочей части топора в процессе работы появляются трещины или лезвие выкрашивается, его следует подвергнуть полноценному отпуску.
Из какой стали производят топоры
Чтобы определить, насколько качественно выполнена закалка топора, можно воспользоваться обычным напильником, который не сильно изношен и имеет мелкую насечку. В том случае, если твердость рабочей части топора высокая, напильник будет легко скользить по ней, если средняя, то инструмент будет слегка снимать шероховатости, если низкая – напильник будет хорошо брать металл. Если топор закалили в соответствии с общепринятыми требованиями, то наиболее твердой является острая часть (на ширину примерно 3 см от лезвия), а металл в остальной части инструмента более мягкий.
Назначение инструментальных углеродистых сталей
Как правило, топоры изготавливаются из сталей этих марок
После того как вы выяснили, что инструмент все же нужно закалить, необходимо определить, из какого металла он изготовлен. Предприятия, работающие в полном соответствии с утвержденными нормативными документами (ГОСТами), производят топоры из определенных сталей, марки которых оговорены в специальной таблице. Естественно, что для каждого из таких сплавов требуется свой температурный режим нагрева и определенная охлаждающая среда, которые и обеспечат требуемое качество термической обработки. Все подобные параметры для каждой из марок сталей также можно найти в специальных справочниках.
Режимы отжига углеродистых сталей
Режимы термообработки на примере сталей марок У7 и У7А
Из всех типов сталей, используемых для изготовления топоров, наиболее распространенными можно считать инструментальные стальные сплавы марок У7 и У7А.Именно поэтому в качестве примера мы рассмотрим, как закалить рабочую часть топора, изготовленного из сплава марки У7.

Основные этапы закалки топора
Если вам надо закалить топор в домашних условиях, надо затупить его режущую кромку, доведя ее толщину до 1 мм. Сама процедура термической обработки инструмента, выполняемая в том числе и в домашних условиях, состоит из нескольких этапов.
Отжиг
Отжиг – это первый этап термической обработки не только топора, но и любого другого инструмента. Целью данной технологической операции, которую можно выполнить и в домашних условиях, является очистка структурной памяти металла. В результате происходит улучшение его внутренней структуры, снятие внутренних напряжений и уменьшение твердости. Суть данной процедуры заключается в том, что рабочую часть топора нагревают до 740–760

Простейший горн для нагрева топора – листовой металл с прорезями, на который укладываются кирпичи и насыпается уголь
Самым важным моментом при выполнении отжига является правильное определение температуры нагрева. В таких ситуациях можно ориентироваться на свой опыт или на обучающие видео, чтобы определить требуемый порог нагрева по цвету раскаленной стали. Однако есть и более надежный способ, позволяющий точно определить температуру, до которой нагрелась сталь. Это достаточно просто реализовать даже в домашних условиях. Данный способ предполагает использование обычного магнита, который перестает притягиваться к поверхности изделия из инструментальной стали при 768
Цвет инструментальной стали, нагретой до 768°, красно-бордовый, а если ее нагреть до 800–930 градусов, что необходимо для выполнения закалки, она станет ярко-красной. Посмотреть, как изменяются цвета инструментальной стали в зависимости от температуры ее нагрева, можно по видео, которое несложно найти в интернете.
Посмотреть, как изменяются цвета инструментальной стали в зависимости от температуры ее нагрева, можно по видео, которое несложно найти в интернете.
Цвета каления стали (нажмите для увеличения)
После того как требуемая температура для проведения отжига топора, который требуется закалить, достигнута, следует прекратить его нагревать. Затем топор оставляют в потушенной печи часов на десять для медленного остывания.
Закалка
После окончания процедуры отжига поверхность топора, который надо закалить, следует очистить от окалины. Для этого можно использовать проволочный круг. Когда поверхность топора очищена, ее необходимо снова нагреть, но уже до 800–830°. Степень нагрева можно контролировать, следя за цветом стали, который должен стать ярко-красным.
Нагрев топора «до красна» в импровизированном горне из кирпичей
После нагрева топор необходимо охладить. Для этого используют две среды – воду, нагретую до 30°, и масло. В первую очередь охлаждается лезвие топора (шириной 3–4 см), для чего его опускают в воду на 3–4 секунды. Чтобы в используемой воде не образовалась паровая подушка, которая будет препятствовать эффективному охлаждению, лезвие надо интенсивно двигать в емкости. В масляную охлаждающую среду помещается весь топор, при этом важно следить за тем, чтобы масло не воспламенилось.
Для этого используют две среды – воду, нагретую до 30°, и масло. В первую очередь охлаждается лезвие топора (шириной 3–4 см), для чего его опускают в воду на 3–4 секунды. Чтобы в используемой воде не образовалась паровая подушка, которая будет препятствовать эффективному охлаждению, лезвие надо интенсивно двигать в емкости. В масляную охлаждающую среду помещается весь топор, при этом важно следить за тем, чтобы масло не воспламенилось.
Чтобы снизить твердость рабочей части топора, которую она приобретет после того, как ее закалить, ее необходимо подвергнуть отпуску. Перед выполнением такой технологической операции поверхность топора необходимо также зачистить проволочным кругом, что позволит контролировать степень ее нагрева, ориентируясь на цвета побежалости.
Цвета побежалости стали (нажмите для увеличения)
Отпуск
Отпуск закаленной рабочей части топора позволяет снять внутренние напряжения, сформировавшиеся в металле в процессе закалки, а также уменьшить хрупкость материала. Для выполнения этой процедуры в домашних условиях можно использовать обычную духовку, нагрев ее до 300° и поместив в нее топор на 1 час (прежде чем приступать к отпуску, посмотрите соответствующее видео). После выдерживания топора в духовке его охлаждают, оставив на открытом воздухе. О том, что отпуск был проведен при требуемой температуре, будет свидетельствовать синий цвет побежалости на поверхности топора.
Для выполнения этой процедуры в домашних условиях можно использовать обычную духовку, нагрев ее до 300° и поместив в нее топор на 1 час (прежде чем приступать к отпуску, посмотрите соответствующее видео). После выдерживания топора в духовке его охлаждают, оставив на открытом воздухе. О том, что отпуск был проведен при требуемой температуре, будет свидетельствовать синий цвет побежалости на поверхности топора.
Фотография топоров, прошедших закалку, отпуск и зачистку лезвия
Чтобы убедиться в том, что рабочая часть топора стала несколько мягче после отпуска, можно использовать напильник, как уже описывалось выше. Следует иметь в виду: чем выше температура, при которой выполняется эта процедура, тем более мягким и пластичным получится в итоге закаленный металл. Для выбора температуры отпуска, от которой напрямую зависит твердость готового изделия, также можно воспользоваться специальными таблицами.
Зависимость механических свойств стали марки У7 от температуры отпуска
В заключение предлагаем посмотреть отличное видео, в котором мастер подробно рассказывает обо всех основных этапах самостоятельной закалки топора в домашних условиях.

Оценка статьи:
Загрузка…Поделиться с друзьями:
Как закалить нож в домашних условиях: особенности, температура, охлаждение, отпуск
Нож – незаменимый инструмент для человека практически с того самого момента, когда человечество научилось создавать колюще — режущие предметы. С древних времен люди обрабатывали металлы для своих нужд. Вопрос термообработки до сих пор является актуальным для владельцев ножей, так как закаливание способно придать лезвию необходимый уровень прочности. За клинком необходимо правильно ухаживать, иначе он потеряет свои функции.
Особенности
В основе термической обработки лежит процесс полиморфного превращения. При нагреве до определённой температуры кристаллическая решетка металла изменяется и принимает другую форму. После этого инструмент подвергают резкому охлаждению, чаще всего в воде. За счет полиморфного превращения увеличивается твердость, но существенным минусом является снижение прочности. Не допустить это поможет отпуск – еще один вид термообработки. В таком случае температуру понижают медленно, чтобы снять напряжение в структуре.
За счет полиморфного превращения увеличивается твердость, но существенным минусом является снижение прочности. Не допустить это поможет отпуск – еще один вид термообработки. В таком случае температуру понижают медленно, чтобы снять напряжение в структуре.
Существуют и другие виды закаливания, например, без перехода кристаллической решетки из одной формы в другую.
Не каждый нож можно нагревать. Для этой процедуры обычно подходят клинки из нержавеющей стали или же сплавы. У них мартенситная структура и высокая твердость. Если использовать технологию отпуска, то можно добиться увеличения вязкости сплава, из-за чего будущее изделие можно применять в различных сферах.
Можно закалить или весь кинжал целиком, или какую-то его определенную часть, которая и должна быть самой прочной. На этом основано деление процесса на два вида: локальный и глобальный.
Выбор стали для закалки ножа
Сталь представляет собой сплав железа с углеродом. Иногда в качестве примесей могут быть и другие химические элементы, например, хром, никель, молибден, ванадий и др. Исходя из массовой доли углерода в сплаве, существуют разные виды сталей: высокоуглеродистая, легированная, конструкционная и т. д.
Иногда в качестве примесей могут быть и другие химические элементы, например, хром, никель, молибден, ванадий и др. Исходя из массовой доли углерода в сплаве, существуют разные виды сталей: высокоуглеродистая, легированная, конструкционная и т. д.
Важно помнить, что низкое содержание углерода в составе увеличивает пластичность, а значит, предмет будет тверже и прочнее, но ему грозит быстрое изнашивание и коррозия.
Как изготовить камеру для закаливания металла?
Если дома присутствует муфельная печь, то своими руками очень просто закалять стальной нож. В печи можно обрабатывать различные металлические изделия и придавать им необходимые характеристики. Для ее создания используют специальную глину, которая обязательно должна обладать огнеупорным свойством. Из нее лепят камеру и ее стенки не должны по толщине превышать 1 см. Размеры печки для комфортного домашнего использования составляют 210*105*75 мм.
Прежде чем изготавливать печь, необходимо создать картонную основу и тщательно пропитать ее парафином во избежание прилипания. Затем с изнанки формы начинают наносить глину, во избежание усадки во время сушки. Глина способна самостоятельно отсоединиться от картонной формы после того, как затвердеет. Точно так же изготовляется дверь для печки.
Затем с изнанки формы начинают наносить глину, во избежание усадки во время сушки. Глина способна самостоятельно отсоединиться от картонной формы после того, как затвердеет. Точно так же изготовляется дверь для печки.
Обе глиняные части сушатся на воздухе. Окончательно удалить остатки влаги возможно, подвергнув детали стоградусной температуре в печи, а затем поднимают нагрев до 900 градусов и обжигают камеру и дверь. Впоследствии их оставляют медленно остывать, не вынимая из печи.
Дверку при помощи напильника и петли присоединяют к камере. Она должна открываться горизонтально. Не стоит забывать про шлифовку.
На следующем этапе на камеру накручиваются 18 метров нихромовой проволоки, причем ее толщина должна составлять строго 0,75 мм. Первый и последний витки проволоки скручивают и, кроме этого, намазывают все расстояние между витками глиной, чтобы не было риска возникновения короткого замыкания.
После этого на дверцу необходимо установить керамическую деталь, используя болты и прокладки. Необходимо использование асбестовой крошки для того, чтоб заполнить углубления и отверстия между элементами нагревания и каркасом.
Необходимо использование асбестовой крошки для того, чтоб заполнить углубления и отверстия между элементами нагревания и каркасом.
Кроме вышеперечисленного, нужно сделать разъем и шнур с вилкой стандартного размера.
Очень удобно просверлить в камере пару дырок диаметром 1 и 2 см и приделать к ним маленькие металлические шторки. Дырочки нужны для установления термопары, а также наблюдением за процессом нагрева.
В итоге созданная закалочная печка весит примерно 10 кг.
Для облегчения понимания можно посмотреть видео:
Закалка стали в домашних условиях
Закаливать нож в домашних условиях не представляет большой трудности, если делать все правильно.
Предмет можно закалить на открытом огне, например, на костре, что достаточно легко выполнимо. Для этого процесса необходим огонь, две емкости, само изделие для закалки и кузнечные клещи (или что-то, похожее на них). В тары помещается масло, а в другую – вода.
Для этого процесса необходим огонь, две емкости, само изделие для закалки и кузнечные клещи (или что-то, похожее на них). В тары помещается масло, а в другую – вода.
После зажигания костра на раскаленные угли кладут предмет. Важно знать, что пламя должно быть окрашено в малиновый цвет, но ни в коем случае не в белый. Если огонь белого цвета, то есть риск перегрева ножа. Также на его кромке ножа не должно быть черных пятен и синего цвета. Таким образом, при закаливании необходимо быть очень внимательным, чтоб не испортить предмет.
На втором этапе инструмент вытаскивают из костра и, осторожно держа его при помощи клещей, начинают опускать в масло. Частота опускания – примерно на 3 секунды. По мере остывания промежуток увеличивается. Действия должна быть четкими и резкими.
На третьем этапе закаленный нож опускают в тару с водой. При этом необходимо ее немного взбалтывать. Очень важно помнить, что маленькие остатки масла на инструменте могут неожиданно загореться при помещении в воду.
Таким образом, если соблюдать все условия, в первую очередь осторожность и внимательность, то закаливание лезвия пройдет без происшествий.
Источник тепла
При закалке можно использование разнообразных закаливающих приборов: муфельная печь, паяльная лампа, газовая горелка, горн.
Муфельная печь является оптимальным вариантом, так как продукты сгорания никаким образом не воздействуют на клинок, а помимо этого нагрев постоянный и равномерный.
За неимением печки можно использовать паяльную лампу, но для поддержания равномерного нагрева придется сделать своеобразный шалашик из кирпичей.
Иногда можно соорудить открытый горн, представляющий собой ямку в земле, которую необходимо обложить кирпичами. Внутри ямки разводится костер.
Температура нагрева
Очень важно соблюдать правильную температуру – если она будет слишком низкая, то изделие не закалится до конца, же перегреется и деформируется или треснет.
- Низкоуглеродистая сталь нагревается при температуре 727–950°С.
- Высокоуглеродистая – 680–850°С.
- Если в составе стали содержатся легирующие элементы, то температура должна быть 850–1150°.

Охлаждение
От правильного подбора охлаждающей среды зависит очень многое, ведь для различных стальных изделий необходимы разные виды охлаждения. Например, для низколегированных сталей необходимо охлаждение в водных растворах, в отличие нержавейки – для нее используют неводные, например, масляные растворы. Неправильный выбор охлаждения способен испортить клинок.
Отпуск
Уже упоминалось, что после закалки предмет может стать хрупким, что ограничит круг его функций. Для предотвращения этого используют так называемый отпуск, при помощи чего можно вернуть ножу его прочность.
Отпуск в своей сути является повторным нагревом изделия, но на этот раз охлаждение идет медленно, вплоть до остывания на воздухе естественным путем. Отпуск классифицируют по-разному в зависимости от температуры. То, что подойдет одному предмету, не сгодится для другого и наоборот. Для лезвия оптимально использование низкотемпературного отпуска – до 250 градусов.
Для лезвия оптимально использование низкотемпературного отпуска – до 250 градусов.
Правила качественной закалки
- При помещении ножа в довольно агрессивную среду следует помнить о рукояти, необходимо позаботиться, чтоб она не пострадала.
- Очень просто можно проверить, хорошо ли закален клинок – прислонить к лезвию напильник и подвигать его. Если оно гнется и кажется липким, то процесс закалки не прошел до конца, а значит, необходимо повторить процедуру.
- По звуку во время обработки можно определить, готов образец или нет. Если слышны звуки, похожие на свист, но закалка готова и можно переходить к охлаждению.
Опускать лезвие можно только вертикально и плотной частью вниз, полностью неподвижно. Если соблюдать это правило, то нож не деформируется и не испортится. - Если толщина ножа очень значительна, то можно применить способ закалки в графите. Плюс этого метода в том, что нагреву подвергается исключительно режущая часть изделия.
- Не рекомендуется окунать нож в чистую воду, в нее следует добавить соль. Такой прием поможет избежать трещин.
 Такой прием поможет избежать трещин.
Такой прием поможет избежать трещин.Советы по закалке стали в домашних условиях
Нож – незаменимый инструмент для человека практически с того самого момента, когда человечество научилось создавать колюще — режущие предметы. С древних времен люди обрабатывали металлы для своих нужд. Вопрос термообработки до сих пор является актуальным для владельцев ножей, так как закаливание способно придать лезвию необходимый уровень прочности. За клинком необходимо правильно ухаживать, иначе он потеряет свои функции.
Блок: 1/6 | Кол-во символов: 429
Источник: https://oxmetall.ru/termo/zakalka-nozha-v-domashnih-usloviyah
Они есть, поэтому закалка ножей — операция, которую нельзя назвать элементарной. Первое правило гласит, что нагрев клинка должен происходит постепенно и равномерно. Если на это условие махнуть рукой, то очень быстрый нагрев приведет к формированию довольно крупных зерен в структуре металла, а следствием станет чрезмерная хрупкость изделия. Потому для каждого стального сплава подойдет только свой температурный режим. Например:
Если на это условие махнуть рукой, то очень быстрый нагрев приведет к формированию довольно крупных зерен в структуре металла, а следствием станет чрезмерная хрупкость изделия. Потому для каждого стального сплава подойдет только свой температурный режим. Например:
- высокоуглеродистые сплавы способны выдержать температуру от 680 до 850°С;
- низкоуглеродистые — от 727 до 950°С;
- легированные сплавы могут устоять при температуре от 850 до 1150°С.
Как можно определить температуру нагрева дома? Пирометр, могущий помочь, в отличие от ножей, присутствует далеко не в каждом доме, но есть другой доступный метод — использование простейшего магнита. У всех металлов есть одно интересное свойство: каждый из них имеет свою точку Кюри: пройдя ее, он переходит из ферримагнитного состояния в парамагнитное. Если говорить человеческим языком, то он просто перестает «страстно» реагировать на магнит. Когда у разогретого лезвия к магниту «притяженья больше нет», значит, температура нагрева добралась до критической — точки Кюри.
Блок: 2/5 | Кол-во символов: 1231
Источник: https://dom-i-remont.info/posts/obshhie-voprosy/kak-zakalit-nozh-v-domashnih-usloviyah/
Лучшая ножевая сталь для каления
Чтобы результат термообработки соответствовал ожиданиям, следует узнать, из какого именно металла или сплава сделан нож. Это поможет подобрать оптимальные параметры для проведения рассматриваемой процедуры.
Самым распространенным материалом для режущих предметов является сталь – сплав железа с углеродом. Известно множество ее разновидностей, которые обладают своими достоинствами и недостатками. Например, нержавеющие сорта стали, которые характеризуются повышенным содержанием углерода и наличием дополнительных примесей, отличаются хорошими режущими свойствами и стойкостью кромки лезвия. Многие производители предпочитают использовать высокоуглеродистую сталь в качестве основного ножевого материала. Особой популярностью пользуется сорт 420 НС.
Стали с низким содержанием углерода отличаются высокой пластичностью и твердостью. Вместе с тем материал будет обладать низкой устойчивостью к износу и коррозии.
Вместе с тем материал будет обладать низкой устойчивостью к износу и коррозии.
Ведущие производители в качестве базового сырья используют следующие сорта стали:
- Ламинированная. Представляет собой сварной композитный материал. Сердцевину изготавливают из твердой высокоуглеродистой стали, которую снаружи покрывают более вязким и визуально привлекательным веществом. Например, дамаском.
- Гомогенная. Противоположность многокомпонентным материалам. Это сталь с высокой однородностью, для производства которой применяют порошковые технологии.
Любителям самостоятельной работы можно посоветовать использовать в качестве заготовки обычный напильник. Можно применять отработанный инструмент со сточенной поверхностью – это совершенно не повлияет на качество будущего изделия. В качестве основного материала советских напильников использовалась твердая нелегированная углеродистая сталь У10, которая является отличным сырьем для изготовления ножа.
Блок: 3/5 | Кол-во символов: 1799
Источник: https://WikiMetall. ru/metalloobrabotka/kak-zakalit-nozh.html
ru/metalloobrabotka/kak-zakalit-nozh.html
Закалка ножа: что это?
Чтобы обеспечить ножу данные характеристики, выполняются разные манипуляции при его производстве. Но самая важная – закалка. Она помогает сделать металл прочным. А как было сказано выше, это важный показатель, который определяет качество изделия.
Проверить прочность изделия несложно. Это можно сделать с помощью тисков. В них необходимо нож согнуть в вертикальном положении. При правильно проведенной закалке он будет стоек и только при достижении наклона 45 градусов может сломаться. Если же это произошло раньше, то была нарушена технология, и изделие низкого качества.
Как закалить нож, необходимо знать. Особенно если изделие формируется в домашних условиях. Данный процесс несложный, но требует ответственного подхода, так как определяет качество полученного изделия.
Выполнять закалку стоит после того, как с клинком выполнены уже определенные работы. Он имеет необходимую форму. После проведения отжига он намного податливее к проведению других процедур.
Значение процесса закалки ножа огромное. Особенно если он будет использоваться для различных задач. Так как нож должен не только иметь красивый внешний вид, но и быть прочным и твердым. И лишь закалка поможет сделать его таким.
Блок: 3/4 | Кол-во символов: 1216
Источник: http://metall.trubygid.ru/obrabotka/nozh-v-domashnih-usloviyah
Качественная закалка может быть успешно выполнена и дома, надо только иметь правильный подход к столь увлекательному процессу и вашему инструменту — складному или охотничьему ножу, самоделке из напильника или ножу бабочке. Проблема станет немного серьезнее, если ваше изделие выполнено из нержавейки, но и в этом случае решение найдется, надо лишь познакомиться с нюансами процедуры и подготовить необходимое оборудование для нагрева.
Пара абзацев об охлаждающих средах
Такой охлаждающей средой способны быть различные вещества. Наиболее же популярными, ввиду их доступности, являются масло и вода. Поэтому ознакомьтесь со скоростями охлаждения изделий из стали:
Поэтому ознакомьтесь со скоростями охлаждения изделий из стали:
- Вода. Если ее температура немного превышает отметку в 20°, то скорость охлаждения будет 450°/с. Когда она ледяная, то значение выше — 600°/с.
- Масло. Его комнатная температура позволить охладить клинок со скоростью 150°, если же его разогреть до 200°, то это значение возрастет вдвое.
Надо отметить и такое явление, как прокаливаемость. Она означает глубину закалки слоев. Если в качестве охлаждающей среды выступает вода, скорость прокаливания стали составляет 1 мм/с, если же используется масло, скорость уменьшается почти вдвое. Выход есть, однако, даже для обоюдоострого инструмента: сначала клинок нагревается до нашей точки, потом опускается на пару секунд в воду, после чего его перемещают в масло.
Графитовая закалка
Закалка в графите замечательно подойдет для закалки режущей кромки у ножа с довольно толстым лезвием. Такая технология позволяет сделать качественную обработку разнообразных моделей, а проведение этой процедуры в домашних условиях не составит особого труда. Ознакомиться с процессом можно, но лучше сделать это, посмотрев видео.
Ознакомиться с процессом можно, но лучше сделать это, посмотрев видео.
Отправляем нож в зонный отпуск
Возможна и зонная закалка ножа, если лезвия вас устраивают, но хочется, чтобы и средняя часть приобрела большую упругость. Тогда алгоритм обработки следующий:
- Берется прут, диаметр которого 10 мм. Он разогревается «до белого каления», после чего прикладывается к средней части ножа.
- После того, как эта часть основательно прогрелась, клинок отправляют в кипяток, в котором его оставляют на 2 часа.
- Когда выдержка подойдет к концу, нож следует опустить в ледяную воду.
Такая операция называется низким отпуском. То, что надо учесть для качественного резуль5ек4утата:
- Малый объем жидкости не сможет обеспечить должный результат: жидкость быстро нагреется, а из-за этого произойдет как изменение необходимой скорости охлаждения, так и нарушение температурного режима. Минимальное количество воды в этом случае составляет 20 литров.
- Положение клинка в охлаждающей среде должно быть зафиксированным, в ином случае возникнут проблемы с равномерностью теплоотдачи, что приведет к неутешительным для ножа последствиям.

Блок: 4/5 | Кол-во символов: 2852
Источник: https://dom-i-remont.info/posts/obshhie-voprosy/kak-zakalit-nozh-v-domashnih-usloviyah/
Правила качественной закалки
Существует еще несколько несложных правил, которые позволяют сделать закалку ножа в домашних условиях максимально качественной.
- Прежде чем приступать к поверхностной или глубокой закалке ножа, изготовленного из определенной марки стали, можно подобрать режимы выполнения такой технологической операции, воспользовавшись пластинками, выполненными из такого же материала. Первую пластинку используют, чтобы более точно подобрать требуемую температуру нагрева. Для этого металлическую пластину необходимо нагреть неравномерно: одну часть – до максимальной температуры, вторую – до минимальной. Затем нагретую пластину опускают в воду или масло и после полного остывания зажимают в тисках, ломают и смотрят на излом металла. Качественно закаленный металл, если температурный режим был подобран правильно, должен иметь крупнозернистую структуру.
- Следующим этапом экспериментов с металлическими пластинками является подбор оптимальной охлаждающей среды. Используя различные охлаждающие среды (вода, масло, жидкий свинец и др.), закалите пластину до такого состояния, чтобы она, будучи зажатой в тисках, ломалась при отклонении в 30°. После этого необходимо выполнить отпуск пластины, также подбирая различные охлаждающие среды и температурные режимы. В результате такой операции вы должны добиться того, чтобы пластина, зажатая в тисках, ломалась при угле ее отклонения в 45°.
- Чтобы избежать появления на лезвии закаливаемого ножа поверхностных трещин, изделие требуется предварительно отжечь. При выполнении такой технологической операции, для которой желательно использовать муфельную печь с регулятором температуры, надо придерживаться следующих правил: нагрев ножа выполняют как можно дольше, медленно и равномерно.

Следуя таким несложным рекомендациям, вы даже в домашних условиях сможете закалить нож правильно, получив в итоге прочный и долговечный инструмент с отличными режущими свойствами.
Блок: 4/4 | Кол-во символов: 1933
Источник: http://met-all.org/obrabotka/termo/zakalka-zakalit-nozh-domashnih-usloviyah-video.html
Как изготовить камеру для закаливания металла?
Если дома присутствует муфельная печь, то своими руками очень просто закалять стальной нож. В печи можно обрабатывать различные металлические изделия и придавать им необходимые характеристики. Для ее создания используют специальную глину, которая обязательно должна обладать огнеупорным свойством. Из нее лепят камеру и ее стенки не должны по толщине превышать 1 см. Размеры печки для комфортного домашнего использования составляют 210*105*75 мм.
Прежде чем изготавливать печь, необходимо создать картонную основу и тщательно пропитать ее парафином во избежание прилипания. Затем с изнанки формы начинают наносить глину, во избежание усадки во время сушки. Глина способна самостоятельно отсоединиться от картонной формы после того, как затвердеет. Точно так же изготовляется дверь для печки.
Затем с изнанки формы начинают наносить глину, во избежание усадки во время сушки. Глина способна самостоятельно отсоединиться от картонной формы после того, как затвердеет. Точно так же изготовляется дверь для печки.
Обе глиняные части сушатся на воздухе. Окончательно удалить остатки влаги возможно, подвергнув детали стоградусной температуре в печи, а затем поднимают нагрев до 900 градусов и обжигают камеру и дверь. Впоследствии их оставляют медленно остывать, не вынимая из печи.
Дверку при помощи напильника и петли присоединяют к камере. Она должна открываться горизонтально. Не стоит забывать про шлифовку.
На следующем этапе на камеру накручиваются 18 метров нихромовой проволоки, причем ее толщина должна составлять строго 0,75 мм. Первый и последний витки проволоки скручивают и, кроме этого, намазывают все расстояние между витками глиной, чтобы не было риска возникновения короткого замыкания.
После этого на дверцу необходимо установить керамическую деталь, используя болты и прокладки.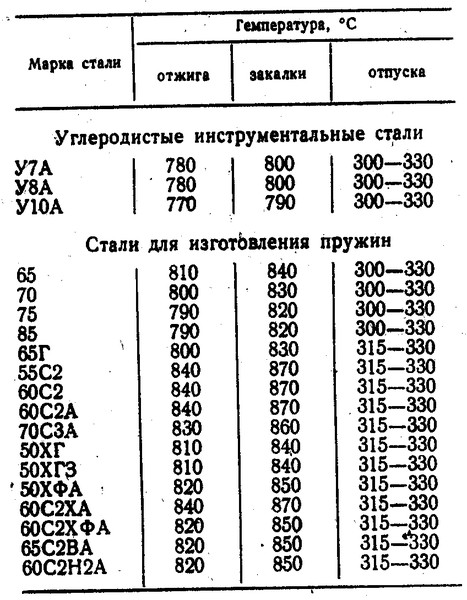 Необходимо использование асбестовой крошки для того, чтоб заполнить углубления и отверстия между элементами нагревания и каркасом.
Необходимо использование асбестовой крошки для того, чтоб заполнить углубления и отверстия между элементами нагревания и каркасом.
Кроме вышеперечисленного, нужно сделать разъем и шнур с вилкой стандартного размера.
Очень удобно просверлить в камере пару дырок диаметром 1 и 2 см и приделать к ним маленькие металлические шторки. Дырочки нужны для установления термопары, а также наблюдением за процессом нагрева.
В итоге созданная закалочная печка весит примерно 10 кг.
Для облегчения понимания можно посмотреть видео:
Блок: 4/6 | Кол-во символов: 2148
Источник: https://oxmetall.ru/termo/zakalka-nozha-v-domashnih-usloviyah
Как закалить металл в домашних условиях
Существует большое количество способов, подразумевающих различную технику и другие приспособления. Однако в данной статье мы рассмотрим два наиболее популярных, которые лучше всего подойдут для домашних условий: в печи или духовке и на костре.
Однако в данной статье мы рассмотрим два наиболее популярных, которые лучше всего подойдут для домашних условий: в печи или духовке и на костре.
Принципиального различия между данными способами не существует. Главное — поместить нож или другое изделие в печь или костер и следить за его температурой.
Первым делом происходит отжиг, то есть главный шаг термообработки. Важно следить за температурой стали и не допустить перегрева. Если нет специального прибора, которым можно измерить ее текущий показатель, можно оценивать его по цвету каления:
- Оранжевый — от 950 до 1000 градусов;
- Красно-оранжевый — от 900 до 950;
- Красный — от 800 до 900;
- Темновато-красный — от 750 до 800 градусов;
- Красно-бордовый — от 700 до 750;
- Бордовый — от 650 до 700;
- Коричнево-красный — от 550 до 650;
- Красновато-коричневый — от 500 до 550 градусов.
Также проверить готовность закалки можно с помощью обычного магнита. Если он перестал «липнуть» к металлу, то его температура составляет порядка 760 градусов, и необходимо как можно быстрее переходить к охлаждению.
Для более удобного отпуска также можно сверяться по цвету изделия, таким образом:
- Серый — 350 градусов;
- Голубой — 300−350 градусов;
- Синий — 300 градусов;
- Фиолетовый — 280 градусов;
- Красно-коричневый — 260 градусов;
- Желто-коричневый — 250 градусов;
- Соломенно-желтый — 240 градусов;
- Светло-желтый — 200−240 градусов.
Итак, как видите, довольно просто произвести закалку изделия из стали в домашних условиях. Однако всегда нужно помнить о мерах безопасности, а также иметь в виду инструкцию, описанную в данной статье.
Блок: 4/4 | Кол-во символов: 1722
Источник: https://tokar.guru/metally/sovety-po-zakalke-stali-v-domashnih-usloviyah.html
Количество использованных доноров: 6
Информация по каждому донору:
- http://met-all. org/obrabotka/termo/zakalka-zakalit-nozh-domashnih-usloviyah-video.html: использовано 1 блоков из 4, кол-во символов 1933 (13%)
- https://WikiMetall.ru/metalloobrabotka/kak-zakalit-nozh.html: использовано 1 блоков из 5, кол-во символов 1799 (12%)
- https://oxmetall.ru/termo/zakalka-nozha-v-domashnih-usloviyah: использовано 3 блоков из 6, кол-во символов 3075 (21%)
- https://tokar.guru/metally/sovety-po-zakalke-stali-v-domashnih-usloviyah.html: использовано 1 блоков из 4, кол-во символов 1722 (12%)
- https://dom-i-remont.info/posts/obshhie-voprosy/kak-zakalit-nozh-v-domashnih-usloviyah/: использовано 3 блоков из 5, кол-во символов 4804 (33%)
- http://metall.trubygid.ru/obrabotka/nozh-v-domashnih-usloviyah: использовано 1 блоков из 4, кол-во символов 1216 (8%)
 org/obrabotka/termo/zakalka-zakalit-nozh-domashnih-usloviyah-video.html: использовано 1 блоков из 4, кол-во символов 1933 (13%)
org/obrabotka/termo/zakalka-zakalit-nozh-domashnih-usloviyah-video.html: использовано 1 блоков из 4, кол-во символов 1933 (13%)Самостоятельная закалка металла | ЗМК
Закалка метала — трудоемкая, но выполнимая в домашних условиях задача, которая поможет повысить твердость металла в более чем 3 раза.
Этот процесс необходим в двух случаях:
- Для увеличения прочности материала, что часто необходимо в бытовых условиях, например для усиления режущего края у кухонных ножей, топоров или инструментов.
- Для придания мягкости металлу и упрощения дальнейшей работы с ним, особенно в кузнечном деле.
Тонкости выполнения закалки метала в домашних условиях
Закалка проводится в два этапа – нагрев предмета до высокой температуры и его охлаждение. Главное условие качественного выполненной закалки металла – равномерность его нагрева, и ярко-малиновый цвет раскаленной детали (ни в ком случае не стоит добиваться нагрева до «белого каления»). При выборе источника тепла следует ориентироваться на уровень температуры, требуемый для обработки выбранного металла. Это может быть электрическая печь, паяльная лампа, или собственноручно разведенный костер.
Выбор типа охлаждения также зависит от того, какого результата Вы хотите добиться закаляя металл.
Различают несколько видов охлаждения металла:
-
Быстрое охлаждение – производится в заранее установленной емкости (ведро, ванна) и подходит для закалки легированных и углеродистых сталей.
- Струйное охлаждение — используется при обработке фрагмента изделия, например режущей кромки.
- Комбинированное – двухступенчатое охлаждение обеспечивающее «отпуск» металла, как правило, первый этап проводится в воде, второй – в масле.
При работе с маслом следуют быть максимально осторожным, так как под воздействием высоких температур масло становится легко воспламеняемым.
К сведению! Некоторые виды стали от охлаждения в масле становятся хрупкими, поэтому при выборе второго охладителя стоит ориентироваться на состав металла. Опытные мастера иногда используют щелочные или высококонцентрированные растворы.
Полезные рекомендации
С помощью напильника можно проверить качество закаленного материала:
-
При обработке предмета напильник отскакивает? Вероятнее всего металл перекалился и стал хрупким.
- Если инструмент буквально прилипает к заготовке – сомнительная твердость металла, возможно, он стал мягким и податливым.

Существуют разновидности металла не предназначенные для закалки, поэтому перед работой уточните его состав.
Глубокие познания в металлообработке не являются столь важными, но, тем не менее, в зависимости от разновидности металла время обработки может варьироваться.
Видео Процесс закалки топора
твердость, режимы, время, температура, технология
При сильном нагреве практически все материалы изменяют свои физические характеристики. В некоторых случаях нагрев проводится целенаправленно, так как подобным образом можно улучшить некоторые эксплуатационные качества, к примеру, твердость. Термическая обработка на протяжении многих лет используется для повышения твердости поверхности стали.
 Выполнять закалку следует с учетом особенностей металла, так как технология повышения твердости поверхности создается на основании состава материала. В некоторых случаях провести закалку можно в домашних условиях, но стоит учитывать, что сталь относиться к труднообрабатываемым материалам и для придания пластичности нужно проводить сильный нагрев до высоких температур при помощи определенного оборудования. В данном случае рассмотрим особенности нагрева стали 40Х для повышения пластичности и проведения закалки или отпуска.
Выполнять закалку следует с учетом особенностей металла, так как технология повышения твердости поверхности создается на основании состава материала. В некоторых случаях провести закалку можно в домашних условиях, но стоит учитывать, что сталь относиться к труднообрабатываемым материалам и для придания пластичности нужно проводить сильный нагрев до высоких температур при помощи определенного оборудования. В данном случае рассмотрим особенности нагрева стали 40Х для повышения пластичности и проведения закалки или отпуска.Круг из стали 40Х
Особенности процесса закалки стали 40х
Особенности стали 40х, как указано выше, определяются богатым содержанием в ней примесей. Среди них, кроме основных рассмотренных, есть медь, марганец, никель, кремний, сера и фосфор. Все эти элементы в некотором смысле усложняют обработку такого металла, в том числе и термическую. Так, чтобы достичь нужной пластичности при закалке стали 40х, необходимо обеспечить сильный прогрев ее в муфельной печи до заданных температур.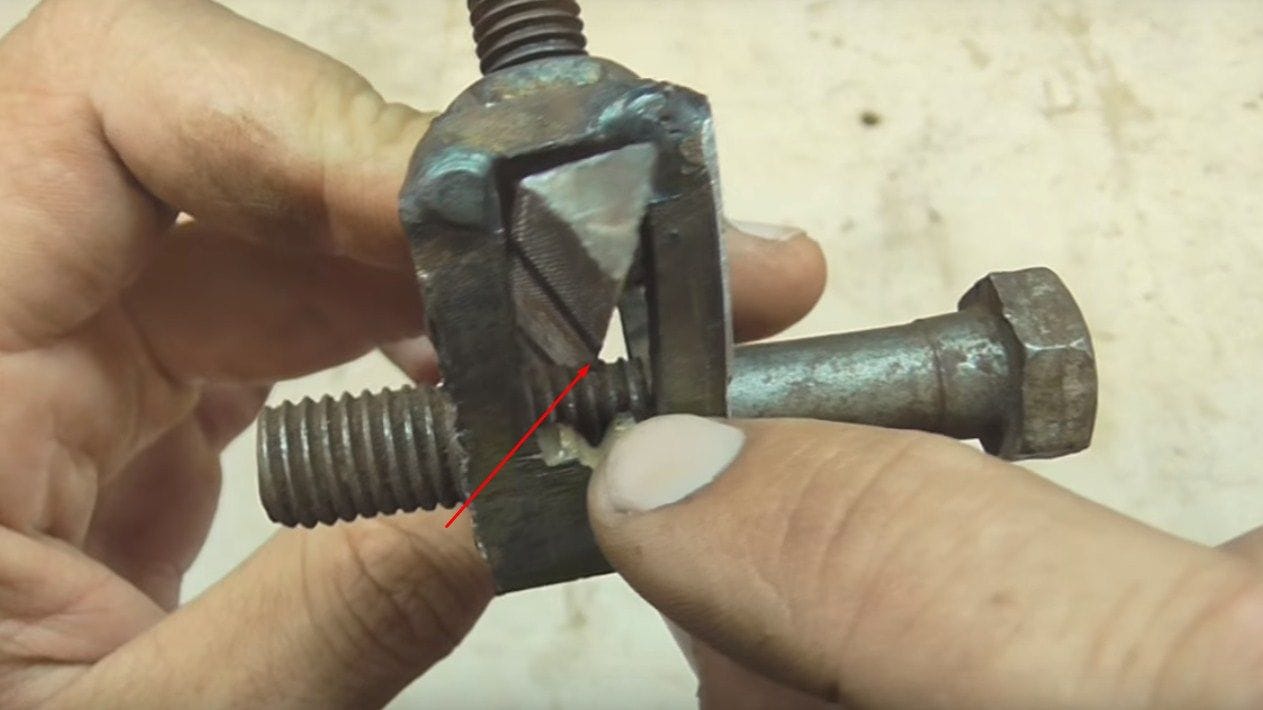 Остужать материал также нужно в определенном режиме для достижения необходимой твердости структуры.
Остужать материал также нужно в определенном режиме для достижения необходимой твердости структуры.
Так как сталь 40х используется при изготовлении деталей ответственных механизмов: шестерней, валов, реек, осей, втулок и болтов, – точности процесса ее закалки уделяют особое внимание.
Что нужно знать о материале, подбирая конкретный режим термообработки:
- Твердость металла в исходном состоянии, выраженная в мегапаскалях — HB 10-1 = 217.
- Температура так называемых точек критического значения. Это показатели нагрева до определенных градусов, после чего сталь 40х может потерять свои положительные качества: Ar1 = 693, Ar3(Arcm) = 730, Ac3(Acm) = 815, c1 = 743.
- Если температуру отпуска принять равной 200 градусов по Цельсию, то показатель твердости HB будет равен 552 МПа.
Закалка стали 40х однозначно ведет к увеличению ее твердости и снижению показателя пластичности. Но процентное соотношение этих показателей для такого металла будет зависеть от следующих факторов:
- Время, за которое будет нагрета деталь до заданной температуры, влияет на общие показатели скорости термической обработки.
- Интервал выдержки металла в разогретом состоянии. От этого показателя зависит равномерность прогрева всей структуры металла и приведение каждого звена кристаллической решетки в подвижное состояние.
- Скорость, с которой заготовка подвергается охлаждению. Важный параметр при формировании новой кристаллической решетки.

Химический состав
Каждый, кто имеет дело со сплавами, знает, что элементы, которые входят в их состав влияют на их характеристику. Сталь 45 – конструкционная углеродистая качественная. Из названия становится понятным, что в её состав входит углерод – 0,45%. Большая часть, конечно же, приходится на железо – 97%. В остальные же 2,55 % входят такие химические элементы, как марганец (0,7%), кремний (0,2-0,3%), никель (0,25%), хром (0,25%), медь (0,25%), мышьяк(0,08), сера(0,04) и фосфор(0,035%). Каждый из легирующих элементов влияет на характеристику стали 45. Например, марганец присутствует практически во всех марках стали. Он удаляет из неё кислород и уменьшает содержание серы. Кремний влияет на закаливаемость стали. Кроме того, он увеличивает предел текучести и упругости.
Кремний влияет на закаливаемость стали. Кроме того, он увеличивает предел текучести и упругости.
Оптимальный режим термической обработки
Существуют специальные таблицы, где указаны рекомендуемые температуры термической обработки стали 40х для достижения тех или иных свойств металла относительно его твердости и пластичности, ударной вязкости и других показателей. Если проводить операцию закалки не в производственных, а в домашних условиях, то здесь оптимальными режимами процесса будут следующие:
- Электропечь прогревают до температуры, близкой к 860 градусам по Цельсию. При стандартной мощности печи по времени это занимает около 40 минут.
- Время выдержки заготовки в камере принимают равным 10–15 минутам. Визуально цвет стали 40х должен приобрести однородный желтый оттенок.
- Для охлаждения чаще используют масляную среду, реже — воду.
Более точно рассчитать время нагрева изделия из металла можно, используя правило: на каждый кубический миллиметр нужно давать от 1.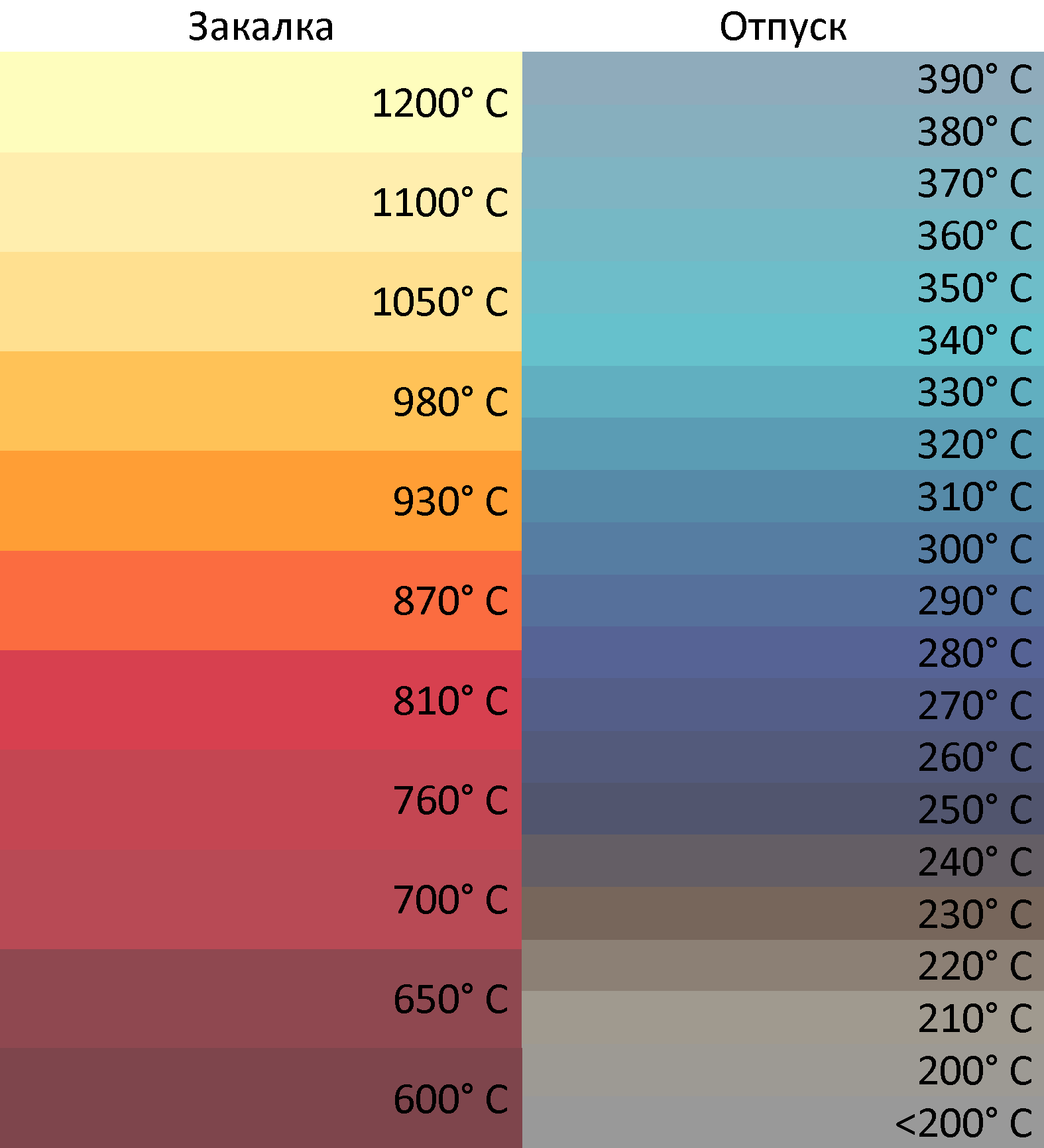 5 до 2 минут пребывания детали внутри камеры электропечи.
5 до 2 минут пребывания детали внутри камеры электропечи.
Как показала практика, для стали 40х наиболее эффективный способ закаливания — при разогревании металла токами высокой частоты (ТВЧ). Такой прогрев характеризуется быстрым достижением заданной температуры, а также улучшенными показателями прочности изделия при эксплуатации.
Использование специальных охлаждающих жидкостей
В ходе проведения технологического процесса для охлаждения деталей в основном используется вода. Качество охлаждающей жидкости можно изменить, добавив соду или специальные соли, что может повлиять на процесс охлаждения заготовки.
Для сохранения процесса закалки категорически запрещается использовать содержащуюся в нем воду для посторонних операций. Вода должна быть чистой и иметь температуру от 20 до 30 °С. Запрещено использовать для закалки стали проточную воду.
Состав смесей солей и щелочей, применяемых в качестве закалочных сред
Данный способ закалки применяется только для цементированных изделий или имеющих простую форму.
Изделия, имеющие сложную форму, изготовленные из конструкционной специальной стали охлаждаются в 5% растворе каустической соды при температуре 50-60 °С. Операция закалки, проводится в помещении, оснащенном вытяжной вентиляцией. Для закалки заготовок выполненных из высоколегированной стали применяют минеральные масла, причем скорость охлаждения в масленой ванне не зависит от температуры масла. Недопустимо смешивание масла и воды, что может привести к появлению трещин на металле.
При закалке в масляной ванне необходимо выполнять ряд правил:
- Остерегаться воспламенения масла.
- При охлаждении металла в масле происходит выделение вредоносных газов (обязательно наличие вытяжной вентиляции).
- Происходит образование налета на металле.
- Масло теряет свои свойства при интенсивном использовании для охлаждения металла.
При проведении процесса закалки стали 45 необходимо соблюдать технологический процесс с соблюдением всех операций.
Отпуск и нормализация
Чтобы в структуре стали не образовывались микротрещины, технологией процесса предусмотрена операция отпуска после закалки. На этом этапе изделие разогревают до температуры, которая имеет более низкое значение, чем температура критической точки. Здесь также происходит выдержка материала в течение определенного интервала времени в таком состоянии. Далее следует охлаждение изделия. Все внутренние напряжения после проведения этих мероприятий нейтрализуются, структура кристаллической решетки улучшается, пластичность увеличивается.
На этом этапе изделие разогревают до температуры, которая имеет более низкое значение, чем температура критической точки. Здесь также происходит выдержка материала в течение определенного интервала времени в таком состоянии. Далее следует охлаждение изделия. Все внутренние напряжения после проведения этих мероприятий нейтрализуются, структура кристаллической решетки улучшается, пластичность увеличивается.
Для марки стали 40х можно применить три вида отпуска:
- Отпуск на низких температурах предполагает прогрев детали до предела 250 градусов по Цельсию с выдержкой. Остужают заготовку на открытом воздухе. Термообработка такого характера способствует нейтрализации напряжений при минимальном увеличении пластичности без влияния на твердость. Используется метод редко, так как велика вероятность образования хрупкой структуры.
- Отпуск на средних температурах. Прогрев здесь идет до 500 градусов по Цельсию. За счет более высокой температуры возрастает вязкость изделия с пропорциональным снижением твердости. Метод подходит для изготовления автомобильных рессор, пружин, другого специфического инструмента.
- Отпуск на высоких температурах с увеличением прогрева до 600 градусов по Цельсию. В этом случае внутри кристаллической решетки распадается мартенсит, образуя при этом сорбит. На практике это лучший вариант пропорционального соотношения пластичности и твердости. Ударная вязкость при этом также возрастает. Детали, полученные таким образом, можно применять в механизмах, подверженных воздействию ударных нагрузок.
 Метод подходит для изготовления автомобильных рессор, пружин, другого специфического инструмента.
Метод подходит для изготовления автомобильных рессор, пружин, другого специфического инструмента.Чтобы избежать повышенной хрупкости при отпуске, охлаждение при этом процессе следует делать быстро в специальной вакуумной камере с системой продувки аргоном. Последние два условия помогут избежать возникновения внутренних дефектов в структуре материала, а именно образования раковин, полостей и деформаций.
Если после закаливания сталь 40х разогреть до критической точки, выдержать и охладить на воздухе, то внутренняя структура получит мелкозернистое строение – этот процесс носит наименование нормализация.
 Ее задача — повысить ударную вязкость металла и его пластичность.
Ее задача — повысить ударную вязкость металла и его пластичность.Структурные изменения металла
При нагревании конструкционной специальной стали 45 до аустенитного уровня, происходит изменение состояния структурной решетки железа с переходом из объемно-центрированной в гранецентрированную структуру. Осуществляется перемещение углерода входящего в перлит и представляющего собой мельчайшие кристаллы Fe3C (цементита) в гранецентрированную измененную решетку железа.
Структура стали 45 после отжига и закалки
В ходе охлаждения происходит быстрое снижение температуры обрабатываемой стали, но из-за замедления скорости перемещения атомов углерода они остаются внедренными в новую решетку железа, образуя твердую пересыщенную структуру, имеющую внутреннее напряжение. Решетка преобразуется в тетрагональную с ориентацией в одном направлении.
Происходит образование игольчатых мелких структур имеющих название мартенсит. Данный вид кристаллов придает металлу высокую прочность, твердость и улучшенные характеристики. Происходит образование одновременно двух видов кристаллов аустенита и мартенсита, которые воздействуют друг, на друга создавая внутреннее избыточное напряжение. При активном влиянии на металл внешних сил происходит взаимная компенсация двух видов кристаллов, придавая структуре прочность.
Происходит образование одновременно двух видов кристаллов аустенита и мартенсита, которые воздействуют друг, на друга создавая внутреннее избыточное напряжение. При активном влиянии на металл внешних сил происходит взаимная компенсация двух видов кристаллов, придавая структуре прочность.
Свойства стали после закалки
Если термическая обработка стали 40х (закалка и отпуск) проведены правильно, в соответствии с ГОСТ 4543–71, который регламентирует такие работы, то металл приобретает следующие свойства:
- Твердость повышенного характера с показателями НВ около 217.
- Прочность с пределом при разрыве 980 Н/м².
- Вязкость ударную 59 Дж/см².
Кроме всего прочего, закаленный металл лучше поддается ручной сварке при помощи дуги и электрошлаковой сварке.
Уважаемые посетители сайта: специалисты – технологи по закалке металла и все, кто не понаслышке сталкивался с вопросом термообработки стали 40х, – поделитесь своими знаниями в комментариях, поддержите тему! Всегда важно знать мнение профессионалов!
Применение улучшения
После улучшения из углеродистых сталей производятся детали, на которые, которые требуют увеличенной прочности. Это детали типа вал, втулка, шестерня, зубчатое колесо, втулка. Использование углеродистых сталей обусловлено дешевизной изготовления и технологичностью.
Улучшение стали применяется при изготовлении червячного вала
Материалы с высоким содержанием углерода (60, 65) после улучшения используются для изготовления пружинных и рессорных изделий.
Введенные легирующие элементы позволяют изготавливать из этих сталей ответственные детали большего диаметра испытывающие более сильные нагрузки. После проведения термообработки у них сохраняется вязкость и пластичность с повышением прочности и твердости, а также понижается порог хладноломкости.
Прокаливаемость
Механические свойства элементов конструкции зависят от однородности структуры металла, которая напрямую зависит от сквозной прокаливаемости, минимального диаметра. Данный параметр характеризует образование более половины мартенсита. Так в таблице приведены некоторые показатели, при которых выдерживается критический диаметр.
| Марка стали | Проведение закалки при температуре, °С | Критический диаметр, мм | |
| Среда интенсивного охлаждения | |||
| вода | масло | ||
| 45 | 840…850 | до 9 | до 25 |
| 45Г2 | 840…850 | до 18 | до 34 |
| 40ХН2МА | 840…850 | до 110 | до 142 |
| 38Х2МФА | 930 | до 72 | до 86 |
Как показывает практика, на прокаливаемость большое влияние оказывают легирующие элементы. Особенно это заметно при наличии никеля. Его присутствие позволяет закаливать детали большого диаметра. Так из стали 40ХН2МА можно выточить и подвергнуть термообработке ответственную деталь диаметром свыше 100 мм с сохранением приданных свойств по всему объему.
Улучшение стали при изготовлении деталей
Для примера можно рассмотреть маршрут изготовления детали шестерня из стали 40ХН. Для данного типа деталей требуются высокие значения твердости рабочей поверхности, а также хорошая пластичность и вязкость.
Для данного типа деталей требуются высокие значения твердости рабочей поверхности, а также хорошая пластичность и вязкость.
Технологический процесс выглядит так:
- Получение заготовки объемной штамповкой.
- Отжиг. Твердость НВ = 172…175.
- Улучшение. Калить в масле при t = 820-840°С. Отпуск при t = 600-620°С. Твердость НВ = 241…244.
- Механическая обработка.
- Термическая обработка. Калить не глубже 3 мм. Затем низкий отпуск при t = 220°С. Твердость HRC 56…62.
- Шлифование зубьев.
Выбирая режимы термической обработки при улучшении следует учитывать следующие факторы:
- степень легирования;
- диаметр и размер заготовки;
- переходы, являющиеся источниками напряжений;
- прилагаемые динамические нагрузки;
- условия работы;
- требуемая твердость.
Как закалить сталь в домашних условиях
Решение о том, как калить металл, принимается исходя из нескольких параметров:
- марки стали;
- требуемой твердости;
- режима работы детали;
- габаритов.
Не все способы термообработки доступны любителям. Следует выбирать наиболее простые
. Чаще всего в домашних условиях приходится закаливать нержавейку при изготовлении ножей и другого домашнего режущего инструмента.
Температура закалки хромсодержащих сталей 900–1100⁰C. Проверять нагрев следует визуально
. Металл должен иметь светло оранжевый – темно желтый цвет, равномерный по всей поверхности.
Окунать тонкую нержавейку можно в горячую воду, поднимая на воздух и вновь опуская. Чем выше содержание углерода, тем больше времени сталь проводит на воздухе
. Один цикл длится примерно 5 секунд.
Простые свариваемые стали греют до вишневого цвета и охлаждают в воде. Среднелегированные материалы должны перед окунанием в воду иметь красный цвет
. После 10–30 секунд перекладываются в масло, затем укладываются в печь.
При закалке получают максимальную твердость, которую дает сталь при данной технологии.
 Затем высокотемпературным отпуском понижают ее до требуемой.
Затем высокотемпературным отпуском понижают ее до требуемой.Оборудование
Нагрев металла производится различными способами. Нужно только помнить, что температура горения дерева не может обеспечить нагрев металла.
Если требуется улучшить качество 1 детали, достаточно развести костер. Его надо по периметру обложить кирпичами и после укладки заготовки частично закрыть сверху, оставив щели для доступа воздуха
. Лучше жечь уголь.
Отдельный участок и небольшую по размерам деталь греют газовой и керосиновой горелкой, постоянно водя пламенем и прогревая со всех сторон.
Изготовление муфельной печи требует много времени и ресурсов. Ее целесообразно строить при постоянном использовании.
Охлаждающая жидкость может находиться в ведре и любой другой емкости, которая обеспечит полное погружение детали с толщиной масла в 5 наибольших сечений детали:
- одна часть под закаливаемым изделием;
- две сверху.

Деталь необходимо медленно двигать в охлаждающей жидкости. В противном случае образуется паровая рубашка.
Самостоятельное изготовление камеры для закаливания металла
Наипростейшее подобие муфельной печи делается из огнеупорного кирпича, шамотной глины и асбеста:
- На оправку навить медную проволоку. Для домашнего напряжения подойдет сечение 0,8 мм
. Оставить длинные концы. - Расположить спираль внутри кирпичей и зафиксировать глиной, обмазав всю внутреннюю поверхность.
- Внутри сделать поддон — площадку для расположения заготовок. Для этого нужно смешать глину с асбестом.
- Теплоизолирующий материал можно расположить и снаружи, уменьшая теплоотдачу стенок.
- Подключить концы проволоки к проводам с вилкой.
- Сзади герметично заделать отверстие между кирпичами.
- Впереди соорудить крышку, которая будет открываться.
Высыхать все материалы должны при комнатной температуре. На это уйдет несколько дней. Затем можно укладывать деталь на изоляционный материал и греть.
На это уйдет несколько дней. Затем можно укладывать деталь на изоляционный материал и греть.
Защита изделия от внешних воздействий
Нередки ситуации, когда приходится решать проблему защиты стали от вредных воздействий, которые могут быть созданы в результате появления окалины или потери углерода. В качестве решения этой проблемы могут выступить
специальные газы
, которые подаются в печи, где размещена обрабатываемая деталь. Но следует помнить, что подобная процедура может быть выполнена при условии, что печь имеет герметичную конструкцию. Чаще всего в качестве источника газа используется специальный генератор, топливом для которого выступают углеводородные газы, например, метан.
При проведении полной закалки металлической заготовки важно обеспечить ей защиту. В некоторых ситуациях нет возможности подвести газ. Тогда эту операцию можно проводить в герметичной таре
.
Герметиком здесь может выступать глина, способная исключить проникновение внутрь воздуха
. Но еще до начала этой процедуры рекомендуется покрыть заготовку слоем чугунной стружки.
Но еще до начала этой процедуры рекомендуется покрыть заготовку слоем чугунной стружки.
Как превратить болт в красивый маленький сувенирный охотничий нож
Не всегда охотничьи ножи делаются для утилитарной цели. Иногда это просто сувенир или подарок, привлекающий, прежде всего, к себе внимание гармонией форм и качеством отделки.Давайте вместе превратим болт из нержавеющей стали в компактный шедевр, который, радуя глаз, будет очень стойким, острым и даже готовым к применению по прямому назначению.
Процесс изготовления
Порядок работы вполне определенный. Выбираем подходящий по размеру болт из нержавейки.
Зажимаем его в тиски и срезаем болгаркой с отрезным диском головку болта.
Немного подравниваем шлифовальным кругом место под головкой.
Удерживая болт пассатижами за резьбу, раскаляем до красна болт с другого края огнем газовой горелки.
Затем на наковальне тисков молотком формируем клинок ножа. Нагрев и ковку повторяем до тех пор, пока не будет достигнута исходная форма и размеры клинка.

Чтобы не ошибиться, прикладываем частично обработанную заготовку к рисунку ножа натуральных размеров. Проекция металлической заготовки должна во всех сечениях перекрывать рисунок.
После этого зажимаем заготовку в тиски и обрабатываем шлифовальным диском, убирая дефекты ковки, снятием лишнего металла с двух сторон.
Аккуратно вырезаем скальпелем из бумаги рисунок ножа, накладываем его на заготовку и обводим во всех деталях маркером.
Вновь зажимаем заготовки в тиски и болгаркой с обдирочным и отрезным диском вчерне формируем профиль ножа согласно нанесенной проекции.
Далее обработку продолжаем круглым напильником, и больше всего это относится к поперечному профилю рукояти ножа.
Боковой профиль рукояти обрабатываем дремелем с маленьким отрезным диском.
Излишний металл с обеих сторон заготовки снимаем на гриндере.
Сглаживаем острые кромки на заготовке круглым напильником, а профиль формируем небольшой фрезой, закрепленной на шпинделе мини-дрели.

Шлифовку и окончательную полировку ножа выполняем вручную наждачной бумагой с уменьшающейся зернистостью.
Из пропитанного маслом деревянного бруска вырезаем накладки для рукояти ножа лобзиковой пилой.
Доводим их до нужной формы и размера на гриндере, одновременно подправляя и части клинка.
Готовим двухкомпонентный клей. Приклеиваем накладки к рукояти с двух сторон. Для надежности соединения на некоторое время сжимаем их в слесарных тисках, наложив на губки деревянные защитные бруски.
Убедившись, что накладки прочно держатся на рукояти, производим ручным напильником окончательную их обработку.
Сверлим в накладках и рукояти два сквозных отверстия дрелью с подходящим сверлом.
Вставляем штифты, которые должны плотно входить в отверстия, и прочно там держаться. Отрезаем выступающие их части с двух сторон дремелем или болгаркой.
Торцы штифтов зачищаем на гриндере и формируем лезвие клинка, прижимая его к бесконечной наждачной ленте пробкой из-под вина для обеспечения равномерного и не жесткого прижима.

Окончательную доводку рукояти с накладками осуществляем на механическом наждаке с полировочным диском, заранее обработав на нем деревянную заготовку.
Остается лишь наточить лезвие клинка последовательно на трех брусках с уменьшающейся зернистостью, и помещенных в ванночку с водой.
Острота лезвия такова, что без труда срезает нежные и тонкие волоски на тыльной стороне руки.
Для сохранности заточки и уменьшения воздействия неблагоприятных факторов, а также для безопасного ношения или хранения, не помешает чехол. Сшить его можно из куска натуральной кожи.
Итог
Наш труд не пропал даром: нож получился красивым по профилю, пропорциональным по размерам и очень острым.
Смотрите видео
Термическая обработка болтов и крепежных деталей — Назначение термической обработки
Высокопрочные или термообработанные крепежные детали часто требуются для выдерживания растягивающих, сдвигающих или комбинированных нагрузок на болтовые соединения в сложных условиях. Во многих случаях применения требуются высокопрочные крепежные детали, чтобы выдерживать высокие растягивающие и сдвиговые напряжения, создаваемые приложенными нагрузками на болтовое или скрепленное соединение.
Во многих случаях применения требуются высокопрочные крепежные детали, чтобы выдерживать высокие растягивающие и сдвиговые напряжения, создаваемые приложенными нагрузками на болтовое или скрепленное соединение.
Нефтегазовые, нефтехимические, химические и энергетические установки содержат котлы, сосуды напорных трубопроводов, клапаны и технологическое оборудование, требующие высокопрочных болтовых соединений для поддержания герметичности фланцевых соединений, фитингов и затворов.Болты с термообработкой необходимы, чтобы выдерживать растягивающие напряжения внутри болтов. Промышленные смесители высокой мощности и приводные валы насосов часто требуют более высокой прочности на сдвиг, обеспечиваемой термообработанными болтами или штифтами.
Строительные анкерные болты, такие как J-образные болты, L-образные болты или клиновые анкеры, прикрепляют оборудование или конструктивные элементы к бетонным площадкам или фундаментам. Конструкционные анкерные болты изготавливаются из углеродистой или термообработанной среднелегированной стали.
Конструкционные анкерные болты изготавливаются из углеродистой или термообработанной среднелегированной стали.
Противоскользящие или фрикционные соединения зависят от зажимного усилия болтов, создаваемого давлением прессования.Для болтового соединения конструктивных элементов в строительном проекте требуются крепежные элементы ASTM A325 или ASTM A490 в сильно нагруженных конструкциях, таких как здания с высокопрочными стальными элементами. Конструкционные болты из низкоуглеродистой стали с меньшей прочностью в соответствии с ASTM A307 могут использоваться для крепления статически нагруженных конструкций с помощью легких элементов.
Термообработанные крепежные детали также необходимы в двигателях, транспортных средствах и гидравлических системах, где болты и крепежные детали подвергаются высоким нагрузкам. Например, высокопрочная головка, блок и другие болтовые соединения на больших дизельных морских двигателях и двигателях грузовиков имеют большой крутящий момент или предварительное напряжение, чтобы прокладки оставались герметичными. Фланцевые гидравлические соединения высокого давления и четыре болта (SAE J518) скрепляются закаленными болтами. Четыре болтовых соединения используются в гидравлических системах самолетов, морских нефтяных вышек, судов большой грузоподъемности, железнодорожных вагонов, промышленных прессов и формовочных машин. Полностью термообработанные U-образные болты используются в тяжелых внедорожниках, карьерных самосвалах и лесных прицепах для крепления листовых рессор или других компонентов.
Фланцевые гидравлические соединения высокого давления и четыре болта (SAE J518) скрепляются закаленными болтами. Четыре болтовых соединения используются в гидравлических системах самолетов, морских нефтяных вышек, судов большой грузоподъемности, железнодорожных вагонов, промышленных прессов и формовочных машин. Полностью термообработанные U-образные болты используются в тяжелых внедорожниках, карьерных самосвалах и лесных прицепах для крепления листовых рессор или других компонентов.
Механические нагрузки и напряжения являются одним из аспектов выбора крепежа.Экологические факторы, такие как температура и агрессивные среды, являются дополнительным фактором, влияющим на проект. В высококоррозионных средах с низкими напряжениями могут потребоваться крепежи из нержавеющей стали. Для конструкций, подверженных воздействию низких температур, могут потребоваться болты ASTM A320. ASTM A193 предоставляет спецификации для болтов из легированной и нержавеющей стали для работы при высоких температурах.
Около 90 процентов крепежных изделий изготавливаются на основе стали, и требуемый уровень прочности обычно достигается в стальных крепежных изделиях с помощью процессов закалки и отпуска.Соответственно, термины «высокая прочность», «термически обработанные» или «закаленные» часто являются двусмысленными в мире застежек. Однако термическая обработка включает в себя широкий спектр процессов. Некоторые виды термообработки, такие как отжиг, смягчают металл, а другие — упрочняют. Термическая обработка отжига используется для снятия остаточных напряжений, удаления холодной обработки, растворения легирующего элемента или сегрегации и получения более однородного материала.
Высокоуглеродистый против низкоуглеродистого упрочняемости Высокоуглеродистые стали можно закаливать, в то время как низкоуглеродистые стали считаются не закаливаемыми.Сталь в низкопрочных крепежных изделиях ASTM A307 или SAE Grade 2 является низкоуглеродистой, такой как AISI 1018 или 1020. Крепежные детали из аустенитной нержавеющей стали марки 304 или 316 содержат мало углерода и поэтому не могут быть упрочнены термической обработкой. Определенные марки мартенситной нержавеющей стали, такие как марки B6 и B5 по ASTM A193, могут быть упрочнены посредством термической обработки закалкой и отпуском. Марки B5 и B6 используются в условиях высоких температур и высокого давления и специального назначения. Термическая обработка нержавеющих болтов используется для растворения крупных частиц карбида хрома, что может снизить коррозионную стойкость и ударную вязкость.Обработка крепежных деталей из нержавеющей стали карбидным раствором может улучшить криогенную или низкотемпературную ударную вязкость и является частью спецификации ASTM A320. Крепежные детали ASTM A325, ASTM A490 SAE grade 5 и SAE grade 8 изготовлены из высокуглеродистых простых или легированных сталей, которые могут быть упрочнены посредством процесса закалки и отпуска. Термически обработанные болты класса SAE 8 имеют в два раза меньшую прочность на разрыв, чем болты класса SAE 2.
Крепежные детали из аустенитной нержавеющей стали марки 304 или 316 содержат мало углерода и поэтому не могут быть упрочнены термической обработкой. Определенные марки мартенситной нержавеющей стали, такие как марки B6 и B5 по ASTM A193, могут быть упрочнены посредством термической обработки закалкой и отпуском. Марки B5 и B6 используются в условиях высоких температур и высокого давления и специального назначения. Термическая обработка нержавеющих болтов используется для растворения крупных частиц карбида хрома, что может снизить коррозионную стойкость и ударную вязкость.Обработка крепежных деталей из нержавеющей стали карбидным раствором может улучшить криогенную или низкотемпературную ударную вязкость и является частью спецификации ASTM A320. Крепежные детали ASTM A325, ASTM A490 SAE grade 5 и SAE grade 8 изготовлены из высокуглеродистых простых или легированных сталей, которые могут быть упрочнены посредством процесса закалки и отпуска. Термически обработанные болты класса SAE 8 имеют в два раза меньшую прочность на разрыв, чем болты класса SAE 2.![]()
В процессе закалки и отпуска стальные крепежные детали сначала нагревают до температуры, при которой их структура превращается в аустенит, а затем закаливают или быстро охлаждают в воде, масле или воздухе до кристаллических структур, которые превращаются в мартенсит.Затем крепежные детали из мартенситной стали нагревают при промежуточной температуре отпуска, чтобы превратить мартенсит в феррит с очень мелкой дисперсией цементита. Стали, медленно охлаждаемые при температурах аустенизации, а также стали с низким содержанием углерода, не поддающиеся закалке, образуют более мягкую и грубую перлитную структуру из феррита и карбидов железа (цементита). Скорость охлаждения должна быть достаточно высокой, чтобы избежать образования перлита.
Степени прокаливаемости Даже среди закаливаемых сталей степень прокаливаемости зависит от содержания углерода и легирующих элементов, таких как хром, молибден, марганец, кремний, ванадий и никель, которые замедляют образование феррита и смещают вершину перлита, чтобы начать формирование кривой вправо. (Рисунок 4).Закаливаемость влияет на то, насколько глубоко в материале будут происходить изменения твердости в процессе термообработки. Стальные сплавы с более высоким содержанием углерода и легирующих элементов могут подвергаться закалке, и трансформации будут происходить по всей детали даже при более низких скоростях охлаждения, что снижает остаточные напряжения и деформации во время термообработки. В сплавах с низкой прокаливаемостью упрочнение будет происходить только частично в сплаве от поверхности.
(Рисунок 4).Закаливаемость влияет на то, насколько глубоко в материале будут происходить изменения твердости в процессе термообработки. Стальные сплавы с более высоким содержанием углерода и легирующих элементов могут подвергаться закалке, и трансформации будут происходить по всей детали даже при более низких скоростях охлаждения, что снижает остаточные напряжения и деформации во время термообработки. В сплавах с низкой прокаливаемостью упрочнение будет происходить только частично в сплаве от поверхности.
В то время как упрочняющая термообработка увеличивает прочность материала крепежа, закаленные сплавы имеют пониженную пластичность, что означает, что они ломаются при меньших деформациях или деформации по сравнению с отожженными крепежными изделиями.Цементационная закалка — это процесс упрочнения поверхностного или «поверхностного» слоя низкоуглеродистых и легированных сталей. Сталь сначала науглероживают или карбонитрируют, чтобы увеличить содержание углерода во внешнем слое, или болты класса SAE 8 имеют двойную минимальную прочность на разрыв, чем болты класса 2 SAE. В процессе закалки и отпуска стальные крепежные детали сначала нагревают до температуры, при которой их структура превращается в аустенит, а затем закалку или быстрое охлаждение в воде, масле или воздухе до кристаллических структур, которые превращаются в мартенсит.Затем крепежные детали из мартенситной стали нагревают при промежуточной температуре отпуска, чтобы превратить мартенсит в феррит с очень мелкой дисперсией цементита. Стали, медленно охлаждаемые при температурах аустенизации, а также стали с низким содержанием углерода, не поддающиеся закалке, образуют более мягкую и грубую перлитную структуру из феррита и карбидов железа (цементита). Скорость охлаждения должна быть достаточно высокой, чтобы избежать образования перлита. Даже среди закаливаемых сталей степень прокаливаемости зависит от содержания углерода и легирующих элементов, таких как хром, молибден, марганец, кремний, ванадий и никель, которые замедляют образование феррита и смещают перлитный носик, чтобы начать формирование кривой вправо ( Рисунок 4).
В процессе закалки и отпуска стальные крепежные детали сначала нагревают до температуры, при которой их структура превращается в аустенит, а затем закалку или быстрое охлаждение в воде, масле или воздухе до кристаллических структур, которые превращаются в мартенсит.Затем крепежные детали из мартенситной стали нагревают при промежуточной температуре отпуска, чтобы превратить мартенсит в феррит с очень мелкой дисперсией цементита. Стали, медленно охлаждаемые при температурах аустенизации, а также стали с низким содержанием углерода, не поддающиеся закалке, образуют более мягкую и грубую перлитную структуру из феррита и карбидов железа (цементита). Скорость охлаждения должна быть достаточно высокой, чтобы избежать образования перлита. Даже среди закаливаемых сталей степень прокаливаемости зависит от содержания углерода и легирующих элементов, таких как хром, молибден, марганец, кремний, ванадий и никель, которые замедляют образование феррита и смещают перлитный носик, чтобы начать формирование кривой вправо ( Рисунок 4). Закаливаемость влияет на то, насколько глубоко в материале будут происходить изменения твердости в процессе термообработки. Стальные сплавы с более высоким содержанием углерода и легирующих элементов могут подвергаться закалке, и трансформации будут происходить по всей детали даже при более низких скоростях охлаждения, что снижает остаточные напряжения и деформации во время термообработки. В сплавах с низкой прокаливаемостью упрочнение будет происходить только частично в сплаве от поверхности. В то время как упрочняющая термообработка увеличивает прочность материала крепежа, закаленные сплавы обладают пониженной пластичностью, что означает, что они ломаются при меньших деформациях или деформации по сравнению с отожженными крепежными изделиями.Цементационная закалка — это процесс упрочнения поверхностного или «поверхностного» слоя низкоуглеродистых и легированных сталей. Сталь сначала науглероживают или карбонитрируют, чтобы увеличить содержание углерода во внешнем слое или корпусе
Закаливаемость влияет на то, насколько глубоко в материале будут происходить изменения твердости в процессе термообработки. Стальные сплавы с более высоким содержанием углерода и легирующих элементов могут подвергаться закалке, и трансформации будут происходить по всей детали даже при более низких скоростях охлаждения, что снижает остаточные напряжения и деформации во время термообработки. В сплавах с низкой прокаливаемостью упрочнение будет происходить только частично в сплаве от поверхности. В то время как упрочняющая термообработка увеличивает прочность материала крепежа, закаленные сплавы обладают пониженной пластичностью, что означает, что они ломаются при меньших деформациях или деформации по сравнению с отожженными крепежными изделиями.Цементационная закалка — это процесс упрочнения поверхностного или «поверхностного» слоя низкоуглеродистых и легированных сталей. Сталь сначала науглероживают или карбонитрируют, чтобы увеличить содержание углерода во внешнем слое или корпусе
 Закаленная науглероженная сталь
Закаленная науглероженная сталь
Затем науглероженный стальной штифт или крепежный элемент обычно закаливают в процессе закалки и отпуска. Полученный в результате крепеж имеет внутренний сердечник из мягкой и прочной низкоуглеродистой стали с внешней поверхностью из цементированной высокоуглеродистой стали.Закаленная поверхность устойчива к истиранию, износу и порезам. T; мягкий и прочный внутренний сердечник предотвращает разрыв или срезание крепежа. Для штифтов и шурупов для листового металла часто используются цементированные поверхности. Болты, скобы и другое оборудование для замков часто закалены, потому что их нелегко распилить, и они обладают прочностью, чтобы противостоять разрушению от удара молотка.
Хотя крепежные детали из высокопрочной стали являются критически важным элементом и средством реализации многих сложных конструкций и высокотехнологичных механических конструкций, необходимо соблюдать осторожность при использовании крепежных элементов из закаленной стали. Высокопрочные крепежные детали с твердостью по Роквеллу C выше 35 подвержены водородной хрупкости. Водородное охрупчивание вызывает потерю или частичную потерю пластичности закаленной стали, что может привести к внезапным, катастрофическим и преждевременным выходам из строя крепежа в полевых условиях. Следует избегать воздействия водорода во время обработки или в полевых условиях. Атомарный водород может поглощаться стальными крепежными изделиями во время процессов фосфатирования, травления (кислотная очистка или удаление накипи), гальваники и гальваники.Хотя рекомендуются альтернативные защитные покрытия, можно использовать термообработку водородом для удаления остаточного водорода после гальванических или электрохимических процессов. Стандартные технические условия ASTM F1941 для электроосажденных покрытий на механических крепежных элементах, дюймовые и метрические, требуют отжига в водороде. Обжиг в водороде следует проводить через несколько часов после нанесения покрытия, обычно при температуре от 350 до 450 ° F в течение от двух до 24 часов. Воздействие на окружающую среду сернистого газа (водорода), условий гальванической коррозии и даже пара под высоким давлением в полевых условиях может вызвать «внешнее водородное охрупчивание или охрупчивание окружающей среды.«Сведение к минимуму начального количества водорода в стали может помочь избежать этих проблем. Гальванической коррозии из-за приложенных токов или пар разнородных материалов (например, стали, используемой для болтов из алюминия или сплавов меди / латуни) можно избежать, изолировав крепеж с помощью непроводящих шайб или гильз, или путем выбора совместимых материалов.
Высокопрочные крепежные детали с твердостью по Роквеллу C выше 35 подвержены водородной хрупкости. Водородное охрупчивание вызывает потерю или частичную потерю пластичности закаленной стали, что может привести к внезапным, катастрофическим и преждевременным выходам из строя крепежа в полевых условиях. Следует избегать воздействия водорода во время обработки или в полевых условиях. Атомарный водород может поглощаться стальными крепежными изделиями во время процессов фосфатирования, травления (кислотная очистка или удаление накипи), гальваники и гальваники.Хотя рекомендуются альтернативные защитные покрытия, можно использовать термообработку водородом для удаления остаточного водорода после гальванических или электрохимических процессов. Стандартные технические условия ASTM F1941 для электроосажденных покрытий на механических крепежных элементах, дюймовые и метрические, требуют отжига в водороде. Обжиг в водороде следует проводить через несколько часов после нанесения покрытия, обычно при температуре от 350 до 450 ° F в течение от двух до 24 часов. Воздействие на окружающую среду сернистого газа (водорода), условий гальванической коррозии и даже пара под высоким давлением в полевых условиях может вызвать «внешнее водородное охрупчивание или охрупчивание окружающей среды.«Сведение к минимуму начального количества водорода в стали может помочь избежать этих проблем. Гальванической коррозии из-за приложенных токов или пар разнородных материалов (например, стали, используемой для болтов из алюминия или сплавов меди / латуни) можно избежать, изолировав крепеж с помощью непроводящих шайб или гильз, или путем выбора совместимых материалов.
Перегрев во время обработки (ванны высокотемпературного цинкования), монтажа (прихватка, пайка) и применения в полевых условиях (реактор, печь и т. Д.)), может привести к отжигу или размягчению затвердевшей застежки, если температура и время выдержки слишком велики. ASTM F2329 требует испытаний на механические свойства, если процесс цинкования происходит при температурах, превышающих температуру отпуска стального сплава. Хорошо известным примером того, как температура влияет на прочность болта, является сравнение болтов из низкоуглеродистой борсодержащей стали SAE J429 класса 8.2 с болтами из среднеуглеродистой легированной стали класса 8. Обе марки обладают схожими свойствами при испытании при комнатной температуре.Более низкая температура отпуска (650 ° F) борсодержащей стали запрещает использование болтов класса 8.2 при более высоких температурах. Болты из легированной стали класса 8 имеют температуру отпуска 800 ° F, что позволяет использовать их при более высоких температурах.
Хорошо известным примером того, как температура влияет на прочность болта, является сравнение болтов из низкоуглеродистой борсодержащей стали SAE J429 класса 8.2 с болтами из среднеуглеродистой легированной стали класса 8. Обе марки обладают схожими свойствами при испытании при комнатной температуре.Более низкая температура отпуска (650 ° F) борсодержащей стали запрещает использование болтов класса 8.2 при более высоких температурах. Болты из легированной стали класса 8 имеют температуру отпуска 800 ° F, что позволяет использовать их при более высоких температурах.
Болты с термообработкой прочнее, но их нельзя сломать. Неправильное использование крепежных элементов может привести к их поломке и даже выходу из строя всего узла, оборудования или конструкции. Чрезмерная затяжка закаленных болтов сверх их прочности на скручивание может привести к выходу из строя.Недостаточно затянутые крепежи могут привести к преждевременному выходу из строя из-за истирания, усталости от истирания или изменений нагрузки и внутренних напряжений на крепежных элементах. Как и в случае любой системы крепления с резьбой, необходимо применять надлежащий уровень крутящего момента, чтобы в полной мере использовать уровни прочности болта. Если мягкая гайка без термической обработки используется с закаленным болтом, то гайка может выйти из строя. При болтовых соединениях следует использовать усиленные гайки класса ASTM A563 или ASTM A194 с уровнями прочности, сопоставимыми или совместимыми с выбранными высокопрочными болтами (Рисунок 5).Термообработанные болты не предназначены для использования в резьбовых отверстиях, поскольку стальные пластины или конструктивные элементы обычно представляют собой мягкую углеродистую сталь или незакаленную легированную сталь. Для резьбовых шпилек материал с резьбовым отверстием должен иметь уровни прочности, совместимые с термообработанным крепежным элементом. Шайбы также должны соответствовать спецификациям ASTM F436 для шайб из закаленной стали.
Как и в случае любой системы крепления с резьбой, необходимо применять надлежащий уровень крутящего момента, чтобы в полной мере использовать уровни прочности болта. Если мягкая гайка без термической обработки используется с закаленным болтом, то гайка может выйти из строя. При болтовых соединениях следует использовать усиленные гайки класса ASTM A563 или ASTM A194 с уровнями прочности, сопоставимыми или совместимыми с выбранными высокопрочными болтами (Рисунок 5).Термообработанные болты не предназначены для использования в резьбовых отверстиях, поскольку стальные пластины или конструктивные элементы обычно представляют собой мягкую углеродистую сталь или незакаленную легированную сталь. Для резьбовых шпилек материал с резьбовым отверстием должен иметь уровни прочности, совместимые с термообработанным крепежным элементом. Шайбы также должны соответствовать спецификациям ASTM F436 для шайб из закаленной стали.
Заключение
Использование термообработанных крепежей в конструкции может обеспечить структурные преимущества. Однако термообработанные болты будут иметь более высокую стоимость по сравнению с болтами из незакаленной низкоуглеродистой стали. Отказ оборудования является большой вероятностью, если термообработанные или высокопрочные болты заменяются более мягкими болтами во время капитального ремонта, модернизации или модернизации.
Однако термообработанные болты будут иметь более высокую стоимость по сравнению с болтами из незакаленной низкоуглеродистой стали. Отказ оборудования является большой вероятностью, если термообработанные или высокопрочные болты заменяются более мягкими болтами во время капитального ремонта, модернизации или модернизации.
В приложениях MRO следует учитывать маркировку на болтах при замене изношенных, поврежденных или заржавевших болтов. Если головка болта заржавела или повреждена до такой степени, что маркировка нечитаема, следует обратиться к руководству по эксплуатации оборудования или изготовителю оборудования для получения надлежащих характеристик крепежа.Если в ремонтном проекте болты находились в точке отказа, то было бы неплохо проконсультироваться с руководством по оборудованию, строительными спецификациями или OEM для выбора правильных марок болтов. Если маркировка не видна, руководства утеряны, а производитель неизвестен или закрыт, тогда в крайнем случае испытание болта на твердость может указать, подвергались ли заменяемые крепежи термообработке. Дополнительная информация доступна на веб-сайте Bayou City Bolt. Компания Bayou City Bolt and Supply может найти термообработанные крепежные материалы, отвечающие требованиям самых тяжелых условий эксплуатации.
Дополнительная информация доступна на веб-сайте Bayou City Bolt. Компания Bayou City Bolt and Supply может найти термообработанные крепежные материалы, отвечающие требованиям самых тяжелых условий эксплуатации.
навыков DIY: как ослабить застрявший болт с помощью паяльной лампы
Все мы сталкивались с упорным болтом. Вы знаете одно. Тот болт, который нужно оторвать, вроде бы сейчас, но без видимой причины гайка не поворачивается. Оказывается, есть простой трюк: добавить немного тепла и заставить его быстро вращаться. Вот как мне это удалось.
Почему это происходит?
Проблема с ржавым болтом заключается в том, что пространство между резьбой забивается минералами и окисленным металлом.Попытка повернуть гайку вокруг этих застрявших соединений может привести к зачистке, которая превращает простую задачу в настоящую головную боль… болта.
Вот тут и пригодится немного тепла. Металл немного расширяется при нагревании, поэтому, если немного нагреть гайку, она станет немного больше, ослабив хватку настолько, что она сможет вырваться. Важно помнить, что вы здесь нагреваете, убедитесь, что это только гайка, если возможно, или внутренняя резьба, а не наружная резьба болта.
Вот шаги:
Посмотрите вокруг. У всех нас есть туннельное зрение на такие вещи, поэтому легко упустить из виду такие вещи, как краска или провода, которые могут испортиться при нагревании. Используйте немного теплого экрана или листового металла, если вам нужно что-то защитить.
Подготовьте болт. Очистите гайку проволочной щеткой и добавьте немного смазки, чтобы облегчить процесс. Несколько капель должны сделать это; наденьте его и оставьте примерно на 15 минут.Кроме того, работайте в хорошо проветриваемом помещении или установите вентилятор, чтобы помочь вывести газ из процесса нагрева.
Думайте безопасно. Возможно, вы находитесь под автомобилем или в труднодоступном месте, поэтому всегда надевайте перчатки, очки и при необходимости защитную (негорючую) одежду на руки и шею.
Нагрейте. Зажгите резак и медленно нагрейте болт, не перегревая при этом резьбу. Не важно, чтобы они были раскаленными, просто постоянно тепло снаружи.На этом этапе несколько раз постучите по болту молотком, чтобы ослабить его.
Отвинтить и двигаться дальше. Для некоторых сильно застрявших болтов может потребоваться несколько нагреваний и простукиваний, чтобы полностью выломать их, но этот метод никогда не подводил меня.
Итак, вот мой трюк, как избавиться от застрявших болтов в магазине. Есть ли у вас какие-нибудь хитрости в магазине, о которых мы должны знать? Дайте нам знать.
Это сообщение в блоге спонсировано Bernzomatic.Спасибо за поддержку брендов, поддерживающих ManMade.
Закалка стали этими простыми методами
Иногда полезно знать, как закаливать сталь. Хотя токарно по дереву можно сделать с помощью очень небольшого количества инструментов, я никогда не устаю пробовать что-то новое.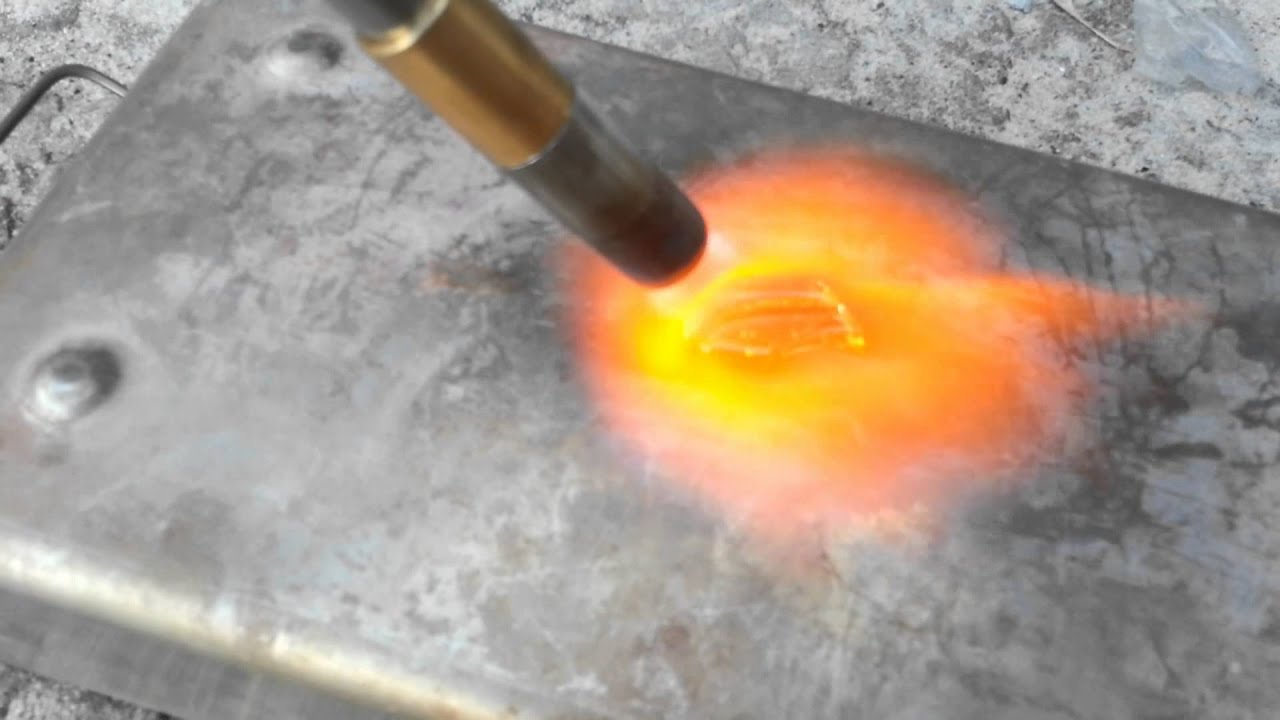 Иногда я покупаю инструменты, но часто делаю их сам. Еще до того, как стали доступны коммерческие инструменты, токари знали, как закаливать и отпускать сталь. Они сами делали инструменты из высокоуглеродистой стали или покупали их у местного кузнеца.Лучший способ закалить и отпустить сталь — это сделать это правильно современными методами. Для этого требуется сталь, подходящая для работы, с тщательным контролем температуры и времени, а также скорости нагрева и охлаждения. Но приемлемые результаты обычно можно получить, используя более грубые методы, описанные здесь.
Иногда я покупаю инструменты, но часто делаю их сам. Еще до того, как стали доступны коммерческие инструменты, токари знали, как закаливать и отпускать сталь. Они сами делали инструменты из высокоуглеродистой стали или покупали их у местного кузнеца.Лучший способ закалить и отпустить сталь — это сделать это правильно современными методами. Для этого требуется сталь, подходящая для работы, с тщательным контролем температуры и времени, а также скорости нагрева и охлаждения. Но приемлемые результаты обычно можно получить, используя более грубые методы, описанные здесь.
Инструментальная сталь
Токарный инструмент сейчас редко изготавливают из углеродистой стали, но он все еще используется для многих других целей. Даже для токарных инструментов он по-прежнему работает так же хорошо, как и тогда, когда старые токари зарабатывали им на жизнь.У владельцев стали можно купить высокоуглеродистую сталь различных марок, некоторые из которых подходят для закалки в воде, а другие — в масле.
Лом углеродистой стали найти легко. Если вы хотите закалить сталь для изготовления инструментов, пружины, напильники, пильные полотна, гвозди, ломы, стамески, стамески для деревообработки, старые отвертки, рубанки и многое другое — сталь, подходящая для переделки. Я использовал зубцы старой садовой вилки и кольца из старых гонок мячей. Имейте в виду, что если вы подвергнете инструмент значительным нагрузкам, сталь, которая имеет или может образовывать трещины, не подходит.Например, углубления между зубьями пилки — это слабые места, где могут начаться трещины.
Если вы используете лом, старая сталь часто является лучшим выбором, потому что некоторые современные стальные сплавы могут плохо подойти к этим основным процедурам термообработки. Один из способов узнать, что у вас есть, — это коснуться стали шлифовальной машиной. Множество ярких вспыхивающих искр, похожих на детский фейерверк, означают, что это, вероятно, высокоуглеродистая сталь. Для сравнения попробуйте немного мягкой стали, например, обычный гвоздь. Он также даст много искр, но будет меньше разрывов.Использование металла до того, как он стал ломом, является ключом к разгадке: если он подвергался большим нагрузкам, металл, вероятно, является высокоуглеродистой сталью. Но есть континуум содержания углерода — обязательно закалите деталь перед тем, как делать инструмент.
Он также даст много искр, но будет меньше разрывов.Использование металла до того, как он стал ломом, является ключом к разгадке: если он подвергался большим нагрузкам, металл, вероятно, является высокоуглеродистой сталью. Но есть континуум содержания углерода — обязательно закалите деталь перед тем, как делать инструмент.
Низкоуглеродистая низкоуглеродистая сталь
Обычная низкоуглеродистая низкоуглеродистая сталь не подходит для большинства режущих инструментов. Такую сталь нельзя закалить, и она не держит острого края. Для закалки стали металл должен иметь достаточно высокое содержание углерода. Металл тверже дерева, а лезвие из низкоуглеродистой стали может служить достаточно долго для одноразовой работы.Но если край тонкий, он просто поддается давлению. Вы можете закаливать низкоуглеродистую сталь. Это дает очень тонкий слой с более высоким содержанием углерода на поверхности. Затем вы можете использовать его для некоторых легких режущих инструментов, если вы не стачиваете затвердевшую кожу при заточке. Для цементирования перед нагревом покрыть металл специальным составом. Вы можете использовать низкоуглеродистую сталь в качестве держателя для вставных или напаянных фрез.
Для цементирования перед нагревом покрыть металл специальным составом. Вы можете использовать низкоуглеродистую сталь в качестве держателя для вставных или напаянных фрез.
Необходимое оборудование
Чтобы сталь закалилась, ее сначала нужно нагреть.Вы можете использовать магнит, чтобы убедиться, что он достаточно горячий для закалки — когда магнит перестанет притягивать его, сталь готова. Проще говоря, просто нагрейте его докрасна, что также является температурой, необходимой для горячей ковки. Чем крупнее кусок, тем больше тепла вам понадобится. Если изделие имеет небольшие размеры, закалить сталь можно с помощью горелки на газовой плите. Вы можете использовать древесный уголь с вентилятором для подачи воздуха. Вы можете сделать многое с достаточно мощной паяльной лампой. Более крупные куски стали могут рассеивать тепло так же быстро, как и наносить, но никогда не станут достаточно горячими.Если вы используете паяльную лампу, вы можете сложить несколько сухих кирпичей, чтобы сделать ограждение для сохранения тепла.
Простую кузницу, сжигающую твердое топливо или пропан, нетрудно импровизировать. На YouTube есть видео о создании простой, но очень эффективной пропановой кузницы. Я сделал кузницу, которая жгла антрацит и без особых проблем обработала стержень диаметром 7/8 дюйма. Совсем недавно я сделал пропановую кузницу, используя всего два изоляционных огнеупорных кирпича и паяльную лампу, и смог согнуть стальную полосу шириной около 2 дюймов и толщиной 3/8 дюйма.
Горячая штамповка
Если два куска стали раскалить добела, их можно сварить молотком. Еще более горячий металл будет гореть и портиться. Но таких температур труднее достичь с помощью описанного оборудования.
Если вы хотите произвести горячую ковку, вам понадобится что-нибудь, например, наковальня, молоток, тиски и тяжелые плоскогубцы. Также вам могут понадобиться ножовка, угловая шлифовальная машина, напильник, верстак и дрель. Для обработки толстой стали вам потребуются более тяжелые инструменты и кузница. Если она достаточно горячая, ее на удивление легко согнуть с помощью тисков или гаечных ключей или придать ей форму на наковальне. Таким же образом можно ковать обычную низкоуглеродистую сталь.
Если она достаточно горячая, ее на удивление легко согнуть с помощью тисков или гаечных ключей или придать ей форму на наковальне. Таким же образом можно ковать обычную низкоуглеродистую сталь.
Отжиг
Некоторый лом углеродистой стали слишком твердый для распиловки или придания формы. Вам придется отжечь его, чтобы он стал более мягким и работоспособным. Для этого первым делом нужно нагреть металл до докрасна. Пока он горячий, его можно подделать. Не пытайтесь обрабатывать металл, если он потерял красный цвет, иначе он может треснуть.Приходится бить горячим утюгом. После любой ковки снова нагрейте сталь докрасна, а затем отожгите ее, медленно охладив. Чем медленнее он остывает, тем лучше — традиционно металл оставляли охлаждаться в раскаленном золе. Если вы используете пропановую кузницу, вы можете просто оставить металл остывать в кузнице, чтобы остаточное тепло замедлило охлаждение. Вы хотите, чтобы весь кусок равномерно размягчился, поэтому постарайтесь равномерно нагреть и остудить его.
После охлаждения отожженная сталь должна быть достаточно мягкой для подпиливания.Убедитесь, что все детали мягкие, затем выполните все необходимые действия. Придайте инструменту форму, включая грубую шлифовку кромки.
Закалка стали
Для закалки стали снова нагрейте закалываемую деталь до ярко-красного цвета, если возможно, «вымочите» ее на некоторое время, затем закалите. Сталь твердеет благодаря быстрому переходу от горячего докрасна к холодному. Вы можете использовать различные закалочные жидкости, но обычно достаточно ведра с водой. Погрузите раскаленный металл прямо внутрь и покрутите его, чтобы охладить как можно быстрее.Если сталь коробится или треснет при закалке, попробуйте использовать масло вместо воды или другую сталь. При использовании масла необходимо соблюдать меры пожарной безопасности. Используйте металлический контейнер, а не пластиковое ведро. Раскаленная сталь нагревает и воспламеняет масло, поэтому приготовьте металлический кожух, чтобы погасить пламя.
Не всегда нужно закалывать все части инструмента в одинаковой степени. Если он должен выдерживать нагрузку при использовании, вы можете оставить большую часть его мягкой для прочности и прочности, закалкой только режущего наконечника.
После закалки сталь должна быть стекловидной, и напильник просто соскользнет с нее, не разрезая. Не пытайтесь слишком сильно с напильником, твердый металл скоро сделает его тупым.
Закалка
Только что закаленный инструмент будет хрупким. Если бы вы использовали его в этом состоянии, лезвие могло бы сломаться или расколоться. В большинстве случаев вам необходимо нагреть его еще раз, чтобы закалить перед использованием. Закалка убирает ломкость. Это делает металл прочнее, но мягче. Чем выше температура, достигаемая во время отпуска, тем мягче и менее хрупко становится сталь.Каждый инструмент имеет свой оптимальный компромисс между твердостью и вязкостью.
Перед отпуском очистить металл с помощью абразивов. Для этого этапа вам нужна яркая и блестящая сталь. Нагрейте инструмент очень осторожно над чистым пламенем, а не в нем. Внимательно наблюдайте за яркой металлической поверхностью, пока она нагревается. Пусть тепло начнется от края и потечет к нему, стремясь к равномерной температуре по всей поверхности. Край и любые другие тонкие детали будут нагреваться слишком быстро, если подвергнуть их прямому воздействию тепла.
Нагрейте инструмент очень осторожно над чистым пламенем, а не в нем. Внимательно наблюдайте за яркой металлической поверхностью, пока она нагревается. Пусть тепло начнется от края и потечет к нему, стремясь к равномерной температуре по всей поверхности. Край и любые другие тонкие детали будут нагреваться слишком быстро, если подвергнуть их прямому воздействию тепла.
Следите за изменением цвета
По мере того, как становится жарче, вы увидите, как яркая сталь меняет цвет. Он изменится от серебристого к бледно-желтому, через коричневый к синему, а затем к серому. Вы должны уловить момент, когда желаемый цвет достигнет края. Обычно бледно-желто-коричневый цвет на краю режущего инструмента подходит для резки дерева, но для разных инструментов могут потребоваться другие цвета. Синий цвет сделает сталь жесткой и прочной, но недостаточно твердой, чтобы оставаться режущей кромкой.(Пружины закалены до синего цвета, а некоторые стальные компоненты, такие как винты, вороненые для декоративных целей. )
)
Не допускайте перегрева
Если вы позволите металлу сильно нагреться, вам придется повторить стадию закалки. Вы можете повторить отжиг, закалку и отпуск без вреда для металла. Но слишком долгое время при высокой температуре может привести к выгоранию углерода из поверхностных слоев. Когда цвет станет подходящим, снова погасите инструмент. Затем он готов к окончательной очистке и заточке перед использованием.
Иногда требуется более точный отпуск, например, если требуется более крупный кусок с равномерным отпуском. Сделать это можно, нагрея изделие в духовке до заданной температуры или в масле. Для этих методов вам понадобится термометр. Они позволяют замачивать при правильной температуре, что может дать лучшие результаты.
СвязанныеСайт Bolt Science
Если я затягиваю болт / винт до текучести, могу ли я использовать его снова или он сломан ?? Этот вопрос задает многие инженеры по крепежу. и люди, которые все время используют застежки.Давайте посмотрим, что
происходит, когда вы затягиваете болт в зоне текучести стали
материал. Прежде всего, посмотрим на застежку крупным планом.
и личное!
и люди, которые все время используют застежки.Давайте посмотрим, что
происходит, когда вы затягиваете болт в зоне текучести стали
материал. Прежде всего, посмотрим на застежку крупным планом.
и личное!
Крепежный элемент с резьбой обычно представляет собой выпрямленный кусок стали.
проволока заданного диаметра и некоторой длины. Затем он отправляется
через калибровочную матрицу и вытягивают до конечного диаметра, а затем
отправляется в заголовок, который формирует и формирует голову путем холодной высадки.Теперь у нас есть цилиндр с шестигранной формой на одном конце для привода.
готовую застежку, чтобы ее затянуть. Затем он переходит в ветку
прокатная станция, на которой резьба накручивается на противоположную
конец. Затем он идет на термообработку для затвердевания (или стержень
могли быть закалены до накатывания резьбы, и резьба
прокатываются по закаленной заготовке. ) Когда резьба накручивается
они физически поддаются и осаждают сталь до окончательной резьбы
форма к разработанным размерам.
) Когда резьба накручивается
они физически поддаются и осаждают сталь до окончательной резьбы
форма к разработанным размерам.
Этот метод изготовления резьбы известен как холодная штамповка и
делает для очень прочных нитей. Полученные размеры
окончательный внешний диаметр (OD) крепежа, шаг
диаметр (PD) и диаметр впадины резьбы (RD). OD
понятно, PD — это диаметр, при котором шаг
резьбы измеряются, а также теоретическая точка
контакт с ответной резьбой гайки или резьбового отверстия.RD — это наименьший диаметр хвостовика стандартной
болт. (Рис.3 ниже)
ОК, теперь давайте посмотрим на резьбу на болте и посмотрим на
процесс урожая. Разверните одну резьбу от болта, и вы
в итоге получится прямоугольный треугольник. (Рис. 2) Самая короткая сторона будет
представляют шаг, гипотенуза будет примерно представлять
PD и сторона, прилегающая к полю, будут примерно представлять
РД. Помня, что RD — это наименьший диаметр на
болт логично предположить, что болт уступит
в РД (что и будет).
Помня, что RD — это наименьший диаметр на
болт логично предположить, что болт уступит
в РД (что и будет).
Если установить болт в приспособление и натянуть болт
пока он не станет текучим, вы увидите, что напряжение текучести отображается на
поверхность RD и значение текучести будет некоторым числом нагрузки.
Предел текучести определяется как точка, в которой нагрузка / удлинение
кривая выходит из линейного участка и входит в пластический диапазон
(Закон Гука — рис. 1).Нагрузка указывается как некоторое число
в фунтах-силах (фунтах силы). Эта точка, средняя, найденная после
несколько образцов были загружены до предела текучести, известно
как предел текучести крепежа при растяжении. Если мы тогда
использовать приспособление, которое измеряет зажимную нагрузку во время затяжки
крепежа гайкой или затягивая в блок
находят, что нагрузка текучести несколько ниже, чем растягивающая
тест. Эта нагрузка обычно будет примерно на 5-10% ниже, в зависимости от
от нескольких факторов, включая трение. Основная причина
разница заключается в добавлении поперечных сил, вызванных
вращением болта при затяжке и трением
в суставе. Все это указывает на то, что болт, который
затягивается до предела текучести не развивает растяжение
выходная нагрузка. Сочетание нагрузок кручения, создающих сдвиг
напряжение и растягивающая нагрузка, возникающая при растяжении болта
приведет к прогибу болта в корне резьбы при нагрузке
меньше, чем предел прочности при растяжении.(Когда я работал в застежке
лаборатории, это один из факторов, которые никогда не коррелировали и
мое оборудование всегда обвиняли в несоответствии, хотя
Калибровку проверил).
Эта нагрузка обычно будет примерно на 5-10% ниже, в зависимости от
от нескольких факторов, включая трение. Основная причина
разница заключается в добавлении поперечных сил, вызванных
вращением болта при затяжке и трением
в суставе. Все это указывает на то, что болт, который
затягивается до предела текучести не развивает растяжение
выходная нагрузка. Сочетание нагрузок кручения, создающих сдвиг
напряжение и растягивающая нагрузка, возникающая при растяжении болта
приведет к прогибу болта в корне резьбы при нагрузке
меньше, чем предел прочности при растяжении.(Когда я работал в застежке
лаборатории, это один из факторов, которые никогда не коррелировали и
мое оборудование всегда обвиняли в несоответствии, хотя
Калибровку проверил).
Теперь посмотрим на диаметр впадины резьбы и узнаем
как распределяется предел текучести. Напряженная длина (с
забота о текучести) болта воспринимается как длина
болта от первой полностью сформированной резьбы до первой
полностью зацепленная резьба гайки плюс резьба ½ из-за
изгиб резьбы под нагрузкой.(см. рис. 4). Собственно, потому что
первый выход происходит на поверхности корня диаметром,
длина намного больше, чем указанная выше.
Глядя на треугольник развернутой нити, мы видим
длина открытого диаметра корня больше, чем
подача. Таким образом, в действительности длина выхода становится диаметром корня.
окружность, умноженная на количество шагов от первого полного
сформированная резьба к первой резьбе, зацепленной гайкой.Я знаю
что это объяснение звучит как чушь, но рассмотрим катушку
пружина растягивается. Каждая катушка подвергается одинаковому напряжению
поэтому пружина может растягиваться намного дальше, чем твердый
планка с одинаковой начальной длиной.
Напряженная длина (с
забота о текучести) болта воспринимается как длина
болта от первой полностью сформированной резьбы до первой
полностью зацепленная резьба гайки плюс резьба ½ из-за
изгиб резьбы под нагрузкой.(см. рис. 4). Собственно, потому что
первый выход происходит на поверхности корня диаметром,
длина намного больше, чем указанная выше.
Глядя на треугольник развернутой нити, мы видим
длина открытого диаметра корня больше, чем
подача. Таким образом, в действительности длина выхода становится диаметром корня.
окружность, умноженная на количество шагов от первого полного
сформированная резьба к первой резьбе, зацепленной гайкой.Я знаю
что это объяснение звучит как чушь, но рассмотрим катушку
пружина растягивается. Каждая катушка подвергается одинаковому напряжению
поэтому пружина может растягиваться намного дальше, чем твердый
планка с одинаковой начальной длиной. Это не совсем то же самое
это происходит, потому что катушки свободны, а нити
нет, но я думаю, вы можете визуализировать идею.
Это не совсем то же самое
это происходит, потому что катушки свободны, а нити
нет, но я думаю, вы можете визуализировать идею.
Вначале я упомянул накатку резьбы после термообработки. болт.Это требует специальных резьбонарезных штампов и результатов. в очень прочных нитях из-за остаточного напряжения, оставшегося из-за к холодной обработке. Эти типы накатанной резьбы прочнее чем обычные катаные резьбы, прошедшие термообработку после прокатки и используются для специальных применений, требующих прочность и меньший размер. Например, шатуны в двигатели. Эти застежки обычно не выходят из строя в резьбе. скорее стержень или переходная область первой сформированной резьбы, при испытании на разрывной машине.
Еще одно замечание, которое следует учитывать, — это разница в напряжениях сдвига
вызвано затягиванием болта со стороны головки, а не
затягивать гайку. Я полагаю, что здесь вариация
установленного предела текучести исходит от.
Я полагаю, что здесь вариация
установленного предела текучести исходит от.
Я провел несколько тестов много лет назад и обнаружил, что если я настрою
где я давал болт, забивая голову, а затем повернул
еще на 20 градусов я мог выяснить, действительно ли
болт был многоразовым.Я настроил свое оборудование на автоматическое
затянуть до некоторой нагрузки, которая была средней из нескольких тестов
чтобы уступить, а затем повернуть еще на 20 градусов, я затем ослабил
болт и повторить испытание снова, используя тот же болт, пока
это не удалось. Среднее время затяжки болтов составляло
29 раз до отказа. Поэтому я пришел к выводу, что могу повторно использовать
один и тот же болт не менее 3-4 раз, прежде чем выбросить его.Конечно, решение о повторном использовании болта во многом зависит от
тип соединения, в котором он используется, например, шатун
болты — проблема безопасности, поэтому я бы больше не использовал их повторно
чем в два раза. Головки болтов или болтов возможно 2-3 раза. Другой
места, где болты затягиваются до упора, могут быть кулачковыми подшипниками
Ремни крепления ведущей шестерни масляного насоса, маховик к диску сцепления
узел и коленчатый вал к узлу сцепления, а также
гаситель колебаний на коленчатом валу и подшипник коленчатого вала
колпачок для блокировки болтов.
Головки болтов или болтов возможно 2-3 раза. Другой
места, где болты затягиваются до упора, могут быть кулачковыми подшипниками
Ремни крепления ведущей шестерни масляного насоса, маховик к диску сцепления
узел и коленчатый вал к узлу сцепления, а также
гаситель колебаний на коленчатом валу и подшипник коленчатого вала
колпачок для блокировки болтов.
Домашнее задание: Концевые болты разъема кабеля аккумулятора. Радоваться, веселиться!
Джордж Лоример, ВЫПУСКНОЙ GM POWERTRAIN
7 способов (ЛЕГКО) удалить заржавевший, закругленный или зачищенный болт
Примечание. Этот пост может содержать партнерские ссылки. Это означает, что мы можем бесплатно для вас заработать небольшую комиссию за соответствующие покупки.
Обновлено 28 января 2021 г.
Время от времени вы будете встречать болт, который просто не сдвинется с места. Обрезанные резьбы — еще одна распространенная проблема, с которой вы можете столкнуться.
Обрезанные резьбы — еще одна распространенная проблема, с которой вы можете столкнуться.
Однако существует множество уловок или приемов, которые можно использовать для ослабления застрявших болтов всех типов. Многие из этих решений можно сделать с помощью простых инструментов, лежащих в доме. Вы сможете возобновить работу, какой бы она ни была, в течение нескольких минут.
У профессиональных механиков обычно есть свой любимый метод. Вот семь наиболее распространенных способов удаления болта с зачищенными краями (закругленными, ржавыми или заедающими).
1.Сила удара
Сильный удар и сила — один из наиболее эффективных способов удаления заедания болта. В большинстве случаев проблему решают простое зубило или большая отвертка с плоским шлицем или молоток. Сильно заклинившие гайки или болты, возможно, придется удалить с помощью ударного пистолета. Использование смазки, например WD-40, может значительно упростить удаление застрявшей гайки или болта.
2. Нагрев
Если вы вспомните свойства металла, то температура сильно влияет на металл, заставляя его сжиматься и расширяться.Возьмите паяльную лампу (некоторые тепловые пушки тоже работают) и нагрейте замороженный болт, пока он не станет докрасна.
Этот экстремальный нагрев вызывает расширение металла. Как только он остынет, он начнет сокращаться до своей первоначальной формы или размера. Этот процесс расширения и сжатия разрушит ржавые связи между болтом и резьбой, что позволит легко удалить.
3. Разгрузочные разрезы
Один из безошибочных методов удаления почти всех прихваченных болтов или гаек — это разгрузочные разрезы. Просто сделайте два-три надреза в головке болта или гайке.Удары долотом и молотком должны ослабить натяжение.Рельефные насечки намного лучше подходят для гаек, поскольку они являются внешней частью. Однако для этого вам понадобится металлорежущий инструмент, например, хороший колебательный инструмент.
4.
 Встряхните болт
Встряхните болтЭтот процесс просто включает в себя храповой механизм, который надевается на головку болта или гайку, а затем быстро покачивается взад и вперед. Применение лубриканта значительно упростит задачу. Имейте в виду, что простое кредитное плечо тоже может помочь.
Металлическая труба может позволить вам получить экстремальные рычаги и усилия. Вы также можете попробовать покачать болт или гайку вертикально.
5. Drill It Out
Хотя этот метод практически гарантирует немедленное решение проблемы, чаще всего он может привести к повреждению резьбы.
Тем не менее, вы можете использовать более глубокий процесс, чтобы не повредить резьбу, постепенно увеличивая диаметр сверла до тех пор, пока вы не сможете вырезать оставшийся металл.
Скорее всего, вам понадобится специальное сверло для резки металла, в зависимости от материала гайки или заржавевшего болта. Вы также можете использовать этот метод для удаления закругленного болта. Если вам нужно отремонтировать повреждение резьбы, вам помогут метчик и штамп.
6. Съемник для болтов или винтов
Существует несколько различных типов наборов для снятия болтов и винтов, которые позволяют удалить срезанный болт довольно инновационными методами.В некоторых наборах используются закаленные биты, которые надежно захватывают внутреннюю часть болта, позволяя приложить достаточное усилие.Некоторые комплекты также по очень разумной цене.
Irwin Bolt-Grip и RocketSocket — два наших любимых набора для извлечения, доступные в настоящее время.
7. Установите новые болты или гайки на место
Иногда удаление заржавевшего болта может оказаться непрактичным в данной ситуации, особенно если срок выполнения работ истек. Просверлить новое отверстие и установить новый болт или гайку может быть намного проще.
Использование этого метода обычно является последней попыткой удалить застрявшую гайку или болт, особенно если поблизости нет необходимых инструментов.
В некоторых случаях также могут использоваться альтернативные фиксирующие устройства, такие как стяжки.
ОБЪЯСНЕНИЕ: Как завинчивать винты из синей стали традиционным способом — с пламенем и большим терпением
Во второй из серии обучающих статей Хенрика Корпела, соучредителя и главного инструктора Центра компетенции часового искусства K&H в Ле-Локле, пошагово объясняется искусство воронения стальных винтов и других компонентов с помощью сопроводительных фотографий.Воронение шурупов — это трудоемкий процесс, который является не только декоративным, но и функциональным, продлевая срок службы шурупов. (Вы можете прочитать первую статью Хенрика, которая объясняет черную полировку прямо здесь).
В то время как многие более дешевые современные часы полагаются на простые и экономичные методы окрашивания винтов в синий цвет, традиционный метод требует много времени и сложен, и для того, чтобы нагреть винт до нужного оттенка синего, требуется большой опыт.
______________________________
Винты из вороненой стали — одни из самых известных характеристик часового механизма высокого класса. Многие бренды заявляют, что используют винты из вороненой стали, но не все винты из вороненой стали воронены одинаково. Хотя винты из вороненой стали не являются жизненно важными для функционирования механизма, они являются индивидуальным подходом, как и многие другие методы декоративной отделки, используемые в механизмах, которые привносят в часы немного часовщика.
Многие бренды заявляют, что используют винты из вороненой стали, но не все винты из вороненой стали воронены одинаково. Хотя винты из вороненой стали не являются жизненно важными для функционирования механизма, они являются индивидуальным подходом, как и многие другие методы декоративной отделки, используемые в механизмах, которые привносят в часы немного часовщика.
Воронение или отпуск стального винта обычно является последней частью процедуры термообработки; помните, что тот же процесс и техника могут быть применены к любому другому стальному компоненту.Первым шагом является закалка поверхности винта с температурой, зависящей от состава стали. Поскольку воронение обычно является заключительным этапом, синий цвет винта обычно указывает на то, что винт прошел процедуру термообработки.
| A Механизм Unitas с воронеными винтами |
Но поскольку процедура закалки всегда делает деталь слишком твердой и, как следствие, хрупкой, ее необходимо размягчить — основная причина для отпуска или воронения (помимо очевидной эстетической мотивации). Синий цвет стали на самом деле представляет собой оксидный слой на поверхности стали, который появляется при нагревании до определенной температуры. Различные температуры приводят к другим цветам, таким как соломенный, коричневый, фиолетовый. На этой фотографии поясняются различные температуры отпуска и получаемые цвета.
Синий цвет стали на самом деле представляет собой оксидный слой на поверхности стали, который появляется при нагревании до определенной температуры. Различные температуры приводят к другим цветам, таким как соломенный, коричневый, фиолетовый. На этой фотографии поясняются различные температуры отпуска и получаемые цвета.
| Слева: темно-желтый 240 ° C, фиолетовый 270 ° C, темно-синий 290 ° C и серо-синий 320 ° C |
Дело не только в внешнем виде, ведь каждый цвет указывает на твердость стальной детали.Например, при доводке до соломы деталь будет намного тверже, чем при нагревании до синего цвета. Стальные инструменты, такие как сверла и фрезы, часто доводят до соломенного или коричневого цвета, чтобы сделать их сильнее, чем воронение. Фотография выше объясняет различные температуры отпуска.
Твердость детали соответствует температуре, используемой для ее закалки, поэтому при более низкой температуре поверхность становится более мягкой. Обычно компоненты часов, такие как винты, имеют закалку от среднего до темно-синего цвета, что делает их достаточно прочными, чтобы не сломаться под нагрузкой, например, при затягивании отверткой, но с твердостью поверхности, которая со временем изнашивается.
Обычно компоненты часов, такие как винты, имеют закалку от среднего до темно-синего цвета, что делает их достаточно прочными, чтобы не сломаться под нагрузкой, например, при затягивании отверткой, но с твердостью поверхности, которая со временем изнашивается.
Ниже описан традиционный способ воронения винтов и других стальных деталей, то есть вручную. Эта техника подходит для реставрации и только небольших партий часов, так как винты воронятся индивидуально. Хотя ручное воронение стальных деталей несложно и требует нескольких сложных инструментов, эта техника требует знания процесса, чтобы получить нужный цвет. Инструменты, необходимые для процедуры:
— Электрический нагреватель
— Латунная опилка
— Несколько винтов для практики на
— Контейнер из латуни
— Спиртовая лампа
— Различные очки
— Изопропанол
— Салфетка
— Латунная опора с отверстиями разного размера
— Пинцет
Закалка или воронение стальной детали
Существует несколько различных методов закалки деталей: над пламенем, поверх электрического нагревателя, в вороненой солях, внутри крышки или с помощью тепловой пушки. Здесь мы объясним процесс двумя способами: на электронагревателе и на пламени. Очень важно перед нагревом отполировать шурупы, подлежащие воронению, а затем тщательно очистить — на стальной поверхности не должно быть абсолютно никакого жира. Салфетку, пропитанную изопропанолом, можно использовать для очистки компонента.
Здесь мы объясним процесс двумя способами: на электронагревателе и на пламени. Очень важно перед нагревом отполировать шурупы, подлежащие воронению, а затем тщательно очистить — на стальной поверхности не должно быть абсолютно никакого жира. Салфетку, пропитанную изопропанолом, можно использовать для очистки компонента.
Шаг за шагом
1. Поместите несколько латунных опилок на латунный лоток и затем установите винт на них. Включите огонь и затем держите латунный поднос над пламенем.Подождите, пока поднимется температура. NB: убедитесь, что в пламя не кладут легковоспламеняющиеся предметы и не оставляют без присмотра.
2. Переместите лоток круговыми движениями вокруг пламени, чтобы все части шнека нагрелись равномерно. Следите за винтом и подождите, пока его цвет не изменится. Сначала он станет соломенным, затем желтоватым, затем коричневым, фиолетовым, темно-синим, синим, голубым и серо-синим.
3. Будьте готовы быстро выкрутить винт пинцетом, когда будет достигнут желаемый цвет. Винт должен почти сразу же остыть, когда вы снимаете его с нагревателя, сохраняя цвет, который он имел в момент вытаскивания.
Винт должен почти сразу же остыть, когда вы снимаете его с нагревателя, сохраняя цвет, который он имел в момент вытаскивания.
4. Другой метод воронения стальных деталей — нагревательная плита. Процесс похож на то, что происходит с пламенем.
При хорошей подготовке перед нагреванием винта, а именно правильной полировке и очистке, винт будет постоянно синего цвета, без пятен или вариаций синего цвета по всей поверхности.Если синий цвет неравномерный, с пятнами или другими дефектами, необходимо повторить полировку и чистку, а затем повторить попытку воронения. Помните, что залог хорошего воронения — хорошая подготовка. Правильно подготовленный и затем правильно обработанный винт будет выглядеть примерно так:
Процесс нагрева шнека быстрый, требуется всего несколько секунд после того, как нагревательный элемент достигнет нужной температуры. Большая часть работы связана с подготовкой с полировкой и очисткой винта или несколькими попытками добиться нужного оттенка синего.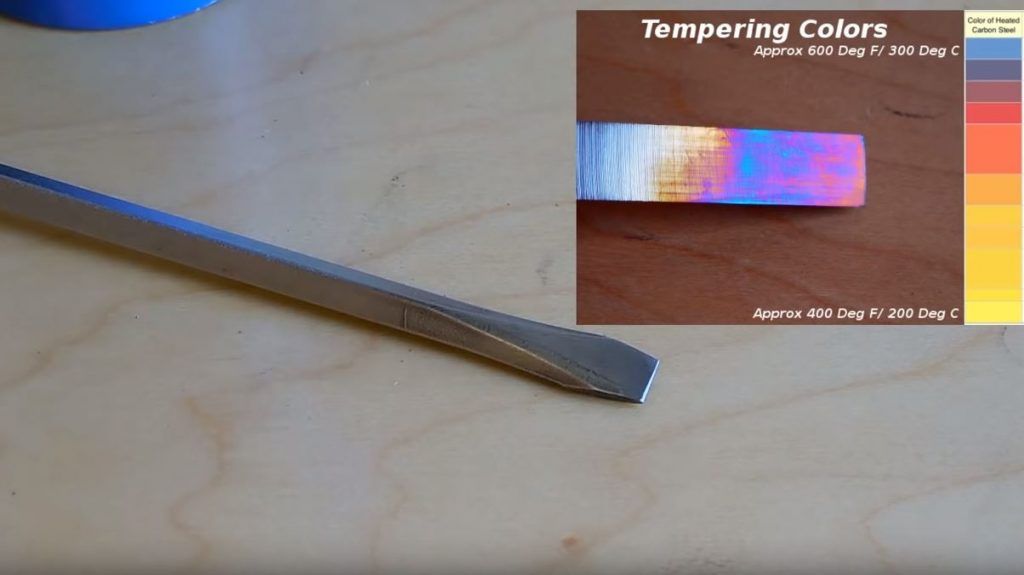 Очень часто невозможно узнать результат нагрева до его завершения. Есть очень много вещей, которые могут пойти не так, что приведет к несовершенному синему цвету.
Очень часто невозможно узнать результат нагрева до его завершения. Есть очень много вещей, которые могут пойти не так, что приведет к несовершенному синему цвету.
Пятна жира, частицы грязи или пыли на поверхности, невидимые пятна спирта от очистки и неравномерное распределение температуры по детали — вот некоторые из факторов, которые могут привести к неправильному синему цвету. Это означает, что винт, возможно, потребуется несколько раз воронить, прежде чем будет достигнут идеальный синий цвет, и с каждой попыткой винт необходимо полировать и снова очищать.Вот несколько примеров плохо подготовленных винтов, как они могут выглядеть.
| Волнистый неравномерный синий цвет из-за неправильной очистки перед воронением |
| Замечательные усилия, за исключением пятен, вероятно, из-за пыли на винте |
| Пятнистый цвет, возникающий из-за жирных пятен на поверхности перед нагреванием |
Повторите попытку. |
Но помните, что правый синий цвет относится ко всем другим винтам в механизме; каждый винт должен быть примерно одинакового цвета. Таким образом, даже если винт совершенно красивого синего цвета, возможно, потребуется переделать его из-за несоответствия в цвете. Иногда на исправление одного винта может уйти до получаса. Это наиболее очевидно при восстановлении старых часов, у которых внутри механизма уже есть вороненые винты, требующие того, чтобы новые винты соответствовали цвету.При создании новых движений это не проблема, так как винты могут ворониться в сотнях или тысячах за один проход с духовкой за несколько секунд.
В промышленной печи процент брака шнеков относительно низок, и те, которые не прошли контроль качества, могут быть повторно нагреты впоследствии. Промышленное воронение шурупов также можно проводить в химической ванне, что также является быстрым и безболезненным процессом. Химически вороненые винты обычно имеют плоский внешний вид без каких-либо характеров или глубины. Это пример вороненого винта из серийного механизма:
Это пример вороненого винта из серийного механизма:
Один из способов отличить ручные вороненые винты от тех, которые изготавливаются промышленным способом, — это исследовать весь механизм с помощью лупы, сравнивая каждый из винтов.Небольшая разница в синем цвете от винта к винту, вероятно, означает, что они были воронены вручную. Другие стальные детали часов также можно воронить таким же образом, как и винты. Но чем больше деталь, тем сложнее добиться однородного синего цвета по всей поверхности. Если деталь большая, одним из решений является использование термостойкой стеклянной чашки над компонентом, чтобы создать эффект печи, равномерно распределяя тепло по всей внутренней части чашки. Но в таком случае чашка должна быть чистой и прозрачной, чтобы можно было внимательно наблюдать за изменением цвета.
______________________________
Центр компетенции часового мастера K&H (KHWCC) в Ле-Локле, Швейцария, предлагает обучение классическим методам изготовления часов. Оборудованная независимая академия, предлагающая небольшие классы, KHWCC предлагает двухлетнюю комплексную программу. Учебная программа охватывает как современные, так и классические методы изготовления часов, включая все навыки, необходимые для изготовления, ремонта и восстановления часов. В настоящее время в школе учатся шесть учеников, новый учебный год начинается в апреле 2015 года.Дополнительную информацию о школе и ее программе можно найти на сайте KHWCC. И если вы еще этого не сделали, не забудьте прочитать объяснение Хенрика о черной полировке, еще одну удивительно поучительную статью о технике полировки стальных деталей.
Оборудованная независимая академия, предлагающая небольшие классы, KHWCC предлагает двухлетнюю комплексную программу. Учебная программа охватывает как современные, так и классические методы изготовления часов, включая все навыки, необходимые для изготовления, ремонта и восстановления часов. В настоящее время в школе учатся шесть учеников, новый учебный год начинается в апреле 2015 года.Дополнительную информацию о школе и ее программе можно найти на сайте KHWCC. И если вы еще этого не сделали, не забудьте прочитать объяснение Хенрика о черной полировке, еще одну удивительно поучительную статью о технике полировки стальных деталей.
Упрочнение крепежных деталей, болтов и винтов
В Nelson Heat Treating Co., Inc. мы разработали инновационные методы термообработки крепежных изделий, что является очень важным аспектом их производства.Задача состоит в том, чтобы добиться надежных и стабильных результатов на мелких деталях, которые мы часто обрабатываем в больших объемах. Благодаря нашему опыту в предоставлении качественных работ по очень разумным ценам, в нашем магазине в любой момент времени почти всегда есть крепежные детали, болты или винты.
Благодаря нашему опыту в предоставлении качественных работ по очень разумным ценам, в нашем магазине в любой момент времени почти всегда есть крепежные детали, болты или винты.
Поскольку они, как правило, изготавливаются из мягких сталей, мы используем процесс поверхностного упрочнения для крепежных изделий, поскольку мягкие стали обычно не подвергаются закалке из-за низкого содержания углерода.Наш процесс упрочнения включает диффузию углерода, азота или бора во внешний слой стали в условиях высокой температуры. Затем мы подвергаем термической обработке химически измененный поверхностный слой для достижения желаемой твердости. Стабильность нашего процесса позволяет нам поддерживать одинаковую глубину на всех поверхностях, включая такие элементы, как тонкие нити. Конечным результатом является крепеж с улучшенной износостойкостью и усталостной прочностью. Мы не только улучшаем механические свойства, но и сохраняем размерную целостность крепежных деталей даже на деталях с очень маленьким диаметром до 0. 0009 ».
0009 ».
очень совместима с массовым производством, но мы можем так же легко справиться с небольшими партиями, весящими всего несколько фунтов. У нас есть специализированное оборудование для испытания на микротвердость для проверки механических свойств небольших деталей крепежа. Если вы хотите узнать больше о поверхностном упрочнении или любой из наших методик термообработки, свяжитесь с нами сегодня.
Основные характеристики проекта крепежа, болтов и винтов
- Название и описание проекта
- Крепежные детали, болты, винты
- Применяемые возможности / процессы
- Термическая обработка
- Оборудование, используемое для производства Деталь
- Dow Integral Quench
- Габаритные размеры детали
- Мин. Диаметр: 0.00090 «
Макс.длина: 4 ½ «
- Используемый материал
- 1006-1022 Углеродистая сталь
- Промышленность
- Строительство и автомобилестроение
- Выполняются испытания / осмотр процесса Испытания на твердость по Роквеллу
-
Микротвердомер Tukon
- Объем
- 1 фунт.
