Сварка чугуна со сталью: какие электроды использовать
Содержание
- Характеристики свариваемости металлов
- В чем сложность сварки чугуна и стали
- Какие технологии используются
- С плавящимися электродами
- Холодная сварка
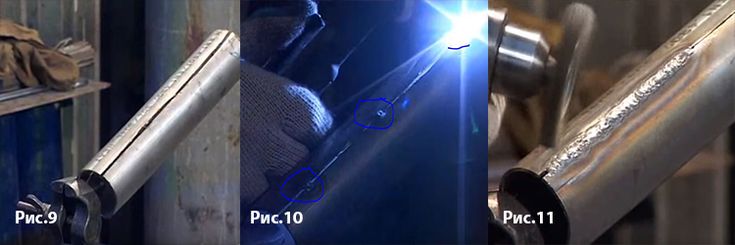
- При помощи аргонодуговой сварки
- Как выбирать электроды для стали и чугуна
- Методы избежания основных ошибок
- Инструкция по сварке чугуна со сталью
- Метод холодной сварки
- Сварка при помощи плавящихся электродов
- Применение аргонодуговой технологии
- Сварка толстостенных элементов с легированными вставками
- Сравнение методов: какой лучше
Сварка чугуна со сталью применяется вынужденно, в основном для ремонта. При соблюдении технологии удается получить соединение с необходимой прочностью, позволяющее на какое-то время продлить эксплуатацию конструкции. При первой возможности поврежденные детали следует заменить.
Сложность сварки чугуна и стали заключается в том, что структура у этих металлов разная.
Характеристики свариваемости металлов
Оба материала представляют собой сплав железа с углеродом. Различие состоит в количестве карбона:
- сталь – до 2,14%;
- чугун – от 2,14%.
С ростом содержания углерода свариваемость сплава ухудшается. Наиболее сложным в этом отношении является чугун.
Количество карбона в нем превышает порог растворимости, поэтому избыточный элемент выделяется в виде различных структур:
- В сером чугуне – чешуек.
- В ковком – дендритных образований, напоминающих снежинки.
- В сверхпрочном – шариков.
Каждая структура является разновидностью графита. При нагреве до +750°С и последующем резком охлаждении он превращается в цементит. Такой вид чугуна называют белым. Из-за внутренних напряжений он склонен к раскрытию трещин.
Чугун представляет собой сплав железа с углеродом.Трудносвариваемость чугуна объясняется следующим:
- Графитовые включения представляют собой концентраторы напряжения.
 Поэтому сплав плохо работает на растяжение. Нагрузки такого рода возникают при остывании шва, что приводит к появлению трещин.
Поэтому сплав плохо работает на растяжение. Нагрузки такого рода возникают при остывании шва, что приводит к появлению трещин. - Под действием высокой температуры дуги углерод выгорает. Вследствие этого в шве возникают поры.
- Образуются окислы с более высокой температурой плавления, чем у основного материала.
- Жидкий чугун обладает высокой текучестью.
 Поэтому сплав плохо работает на растяжение. Нагрузки такого рода возникают при остывании шва, что приводит к появлению трещин.
Поэтому сплав плохо работает на растяжение. Нагрузки такого рода возникают при остывании шва, что приводит к появлению трещин.Стали по свариваемости делят на 4 категории. Наиболее надежно соединяются низкоуглеродистые марки, наименее – высоколегированные.
В чем сложность сварки чугуна и стали
Главная проблема заключается в трудносвариваемости чугуна. Кроме того, влияние оказывают различия в следующих параметрах:
- Температуре плавления. Для стали этот показатель составляет +1300…+1500°С, для чугуна – +1100…+1300°С. К моменту расплавления первого материала второй становится чрезмерно жидким. Поэтому приварить сталь к чугуну можно только в нижнем положении.
- Коэффициенте теплопроводности. Он равен 16 Вт/м*С у нержавеющей стали, 54 – у низкоуглеродистой и 80 – у чугуна. Материалы остывают с разной скоростью, в результате чего могут появляться трещины.
- Электропроводимости. Показатель зависит от характера распределения углерода. У стали он составляет 7-12% IACS, у чугуна – 2-3,45%. Разница влияет на положение дуги, искажает распределение плотности тока в ней.
- Пластичности.
 Он равен 16 Вт/м*С у нержавеющей стали, 54 – у низкоуглеродистой и 80 – у чугуна. Материалы остывают с разной скоростью, в результате чего могут появляться трещины.
Он равен 16 Вт/м*С у нержавеющей стали, 54 – у низкоуглеродистой и 80 – у чугуна. Материалы остывают с разной скоростью, в результате чего могут появляться трещины.Коэффициенты температурного расширения у обоих материалов равны.
Из-за большого количества естественных препятствий следует уделить особое внимание устранению прочих негативных факторов. К ним относятся окисление наплавки, насыщение ее азотом (вызывает охрупчение материала) и водородом (является причиной пористости).
Какие технологии используются
Сварку материалов осуществляют несколькими способами. Выбор зависит от толщины заготовок, марки стали, имеющегося в наличии оборудования.
С плавящимися электродами
Такие расходники предназначены для ручной дуговой сварки. В процессе работы металл сердечника плавится и переносится в сварочную ванну.
В процессе работы металл сердечника плавится и переносится в сварочную ванну.
С целью предотвращения контакта соединяемых материалов с азотом и кислородом атмосферного воздуха на стержни наносят обмазку. При сгорании она продуцирует облако газов, окружающее сварочную ванну. Для соединения чугуна и стали используют электрод с обмазкой основного типа. В отличие от других покрытий, содержащих органику, она не выделяет водород.
Плавящиеся электроды предназначены для ручной сварки.Холодная сварка
По способу предварительной подготовки деталей различают 3 вида сварки:
- С нагревом до +600…+700°С (горячая технология). Небольшие заготовки помещают в печь целиком, у крупных кромку разогревают паяльной лампой. По достижении указанной температуры чугун излучает малиновое свечение.
- С нагревом до +200…+300°С (полугорячая).
- Без предварительного нагрева (холодная).
Первый метод позволяет получить самое надежное соединение. Предварительный нагрев уменьшает неравномерность распределения температур в массиве заготовки и этим снижает риск раскрытия трещин.
Более низкая температура (второй метод) допускается при большом количестве легирующих элементов в материале заготовок. Они повышают прочность и пластичность шва.
Холодная сварка наименее энергозатратна. Но соединение получается малонадежным. Данный метод допускается применять только в случае, если шов будет работать на сжатие.
При помощи аргонодуговой сварки
Данный способ предполагает использование тугоплавких электродов.
Аргонодуговая сварка происходит в среде инертного газа.Их делают из следующих материалов:
- Вольфрама.
- Прессованного графита искусственного происхождения.
- Электротехнического угля.
Неплавящийся расходник не имеет обмазки и не служит источником металла для сварочной ванны. Поэтому в рабочую зону подают:
- Защитный газ. В большинстве случаев это аргон, иногда его смешивают с углекислотой.
- Присадочный материал в виде проволоки или пластин. В первом варианте изделие может быть полым с содержанием внутри флюса.

Сварка чугуна со сталью электродом неплавящегося типа осуществляется одним из следующих способов:
- Полуавтоматическим. Сварщик одной рукой удерживает горелку, второй – подает присадочный материал.
- Автоматическим. Процесс сваривания обходится без участия человека.
Сопло для подачи защитного газа встроено в горелку. В него устанавливают тугоплавкий расходник.
Как выбирать электроды для стали и чугуна
Сплавы соединяют с помощью расходников следующих марок:
- ЦЧ-4. Имеет основное покрытие, прокалка ведется при температуре +160…+200°С в течение часа. Электрод используется для сварки с нагревом и без, наплавки, напайки, устранения дефектов на отливках. Параметры процесса: постоянный ток обратной полярности, нижнее пространственное положение шва. Коэффициент наплавки составляет 10 г/А*ч.
- ОЗЧ-2. Расходник с кислым покрытием, содержащим железный порошок. Благодаря этому обеспечивается высокая производительность: коэффициент наплавки составляет 13,5 г/А*ч. Дуга хорошо зажигается из-за содержания в покрытии легко ионизируемых компонентов. Обмазка кислого типа выделяет опасные для здоровья марганцовистые соединения, поэтому работы необходимо проводить в проветриваемом помещении. Параметры процесса: постоянный ток обратной полярности, пространственное положение шва – нижнее.
- МНЧ-2. Расходник с особым составом покрытия, разработанным специально для сварки чугуна. Коэффициент наплавки составляет 11,5 г/А*ч. Заготовки предварительно нагреваются до температуры в +600…+700°С.
- Ficast. Расходник зарубежного производства. Для сварки чугуна предлагается 3 варианта: NiFe (чисто никелевый), NiFe K (железно-никелевый) и NiFe B (с омеднением). Цветные металлы растворяют избыточный углерод и размягчают пришовную зону. В результате получается прочное пластичное соединение, способное работать на изгиб и кручение.
- 5 Zeller-855 и Zeller-866. Железно-никелевые изделия с графитовым покрытием. Обеспечивается хорошая газовая защита сварочной ванны. По характеристикам идентичны Ficast NiFe K. Модель 855 подходит для холодной сварки.
 Дуга хорошо зажигается из-за содержания в покрытии легко ионизируемых компонентов. Обмазка кислого типа выделяет опасные для здоровья марганцовистые соединения, поэтому работы необходимо проводить в проветриваемом помещении. Параметры процесса: постоянный ток обратной полярности, пространственное положение шва – нижнее.
Дуга хорошо зажигается из-за содержания в покрытии легко ионизируемых компонентов. Обмазка кислого типа выделяет опасные для здоровья марганцовистые соединения, поэтому работы необходимо проводить в проветриваемом помещении. Параметры процесса: постоянный ток обратной полярности, пространственное положение шва – нижнее. По характеристикам идентичны Ficast NiFe K. Модель 855 подходит для холодной сварки.
По характеристикам идентичны Ficast NiFe K. Модель 855 подходит для холодной сварки.Это наиболее распространенные расходники. Есть и другие с аналогичными характеристиками, например ОЗЛ-25.
Методы избежания основных ошибок
Соединяя стальную деталь с чугунной, необходимо соблюдать следующие рекомендации:
- Режим и материалы подбирают по наиболее трудносвариваемому сплаву, т.е. по чугуну.
- При отсутствии повышенных требований к прочности соединения используют присадочный материал из чистого никеля.
- Следует избегать перегрева заготовок. Размеры сварочной ванны должны быть минимальными. Перегретый сплав при остывании потрескивает, в шве появляются трещины.
- Не рекомендуется пытаться сварить сталь и чугун с наибольшим содержанием углерода. Он склонен к появлению трещин и потому считается несвариваемым. Необходимо прибегнуть к альтернативным вариантам соединения.
- При ремонте конструкций, подвергающихся высоким нагрузкам, сталь напрямую к чугуну не приваривается. Сначала на него наплавляют никелевый присадочный материал, формируя т.н. буферную зону.
- Работы надо вести с умеренной скоростью. При быстрой сварке образуются горячие и холодные разломы.
 Сначала на него наплавляют никелевый присадочный материал, формируя т.н. буферную зону.
Сначала на него наплавляют никелевый присадочный материал, формируя т.н. буферную зону.Наиболее надежными швы получаются при следующих условиях:
- использовании электродов малого диаметра;
- нанесения наплавки отрезками по 5 см, давая чугуну остыть.
Дуге придают уклон в сторону заваренного участка, стараясь не затрагивать основной металл.
Инструкция по сварке чугуна со сталью
Каждый способ имеет свои особенности. Неукоснительное соблюдение технологии обеспечит высокое качество соединения.
Метод холодной сварки
Из-за своей низкой надежности данный способ предъявляет повышенные требования к подготовке соединяемых деталей. Их подвергают тщательной зачистке, особое внимание уделяют участкам со ржавчиной, окалиной и масляными пятнами.
Метод холодной сварки имеет низкую надежность.
Поверхностный слой чугунного изделия отличается пористостью. Он хорошо впитывает масла и грязь, поэтому простой обработки обезжиривателем будет мало. Материал снимают абразивным инструментом до плотного металла.
Из-за существенного перепада температур между холодной деталью и горячим швом в нем возникают большие усадочные напряжения. Их снимают т.н. проковкой: свежую наплавку уплотняют ударами молотка с округлым бойком. Операция считается завершенной, когда глухой звук сменится звонким.
Сварка при помощи плавящихся электродов
Перед началом работы настраивают сварочный аппарат. Параметры зависят от его мощности, характеризуемой напряжением холостого хода:
- Менее 55 вольт. Инвертор переключают в режим постоянного тока, электрододержатель подсоединяют к «плюсу» (обратная полярность). Причина в том, что основным расходникам свойственна низкая стабильность дуги. Входящий в состав обмазки фтор является деионизатором.
- Более 55 В. Можно заваривать стык на переменном токе.

Устанавливают минимальную силу тока из диапазона, допустимого для расходника данного диаметра. Чтобы чугун не вытекал из сварочной ванны в случае сквозного проплавления металла, под стык подкладывают графитовую пластину.
Соединение выполняют короткими участками длиной 3-5 см. Швы большой толщины варят в несколько подходов. После каждого осуществляют проковку наплавки.
По завершении процесса следует обеспечить плавное остывание стыка. Есть 3 способа:
- Заготовки закутывают в минераловатный теплоизоляционный материал.
- Соединение периодически подогревают паяльной лампой.
- Кладут детали в печь, где осуществлялся их нагрев, и дают остыть вместе с ней.
Третий вариант применяют в случаях, когда сварка ведется по горячей технологии.
Если стальная деталь имеет вид трубы, в нее рекомендуется засыпать песок или керамическую крошку. Теплоемкий материал уравняет скорость остывания обеих заготовок.
Применение аргонодуговой технологии
Данный метод предполагает предварительный нагрев заготовок до +600…+700°С. Автоматы выполняют сплошной шов, и при сварке по холодной технологии он разрушится при остывании из-за усадочных напряжений.
Присадочный материал подбирают по размерам и условиям работы заготовок:
- В большинстве случаев применяется порошковая проволока ПП АНЧ-3 с никелем и другими легирующими элементами. Она выпускается с покрытием, но его необходимо удалить. При нагреве заготовок до 300°С используется модификация ПП АНЧ-2.
- При сварке тонкостенных заготовок в качестве присадочного материала используют чугунные пластины.
- Если соединение будет испытывать только сжимающие нагрузки – сплав на основе никеля.
Расход аргона устанавливается на уровне 20-25 л/мин.
Сварка толстостенных элементов с легированными вставками
Соединение таких заготовок выполняют по следующим правилам:
- Применяют холодную сварку.
- Шов набирают короткими прихватками длиной 2,5 мм.
- Каждую последующую выполняют после остывания предыдущей.

Несмотря на то что прихватки следуют одна за другой, данная технология не обеспечивает герметичности соединения. Это объясняется тем, что новый шов ложится на уже отвердевший, поэтому они не сливаются воедино.
Кроме того, соединение получается хрупким. По этой причине способ не подходит, если в дальнейшем предполагается механическая обработка шва.
Сравнение методов: какой лучше
Наибольшие прочность и надежность обеспечивает сварка тугоплавким электродом (аргонодуговой метод) с предварительным нагревом заготовок. Она используется при ремонте ответственных конструкций.
Если доступен только аппарат для ручной дуговой сварки, используют плавящиеся стержни. Заготовки также лучше нагреть. Холодная технология допускается только для устройства соединений, работающих на сжатие.
Заготовки также лучше нагреть. Холодная технология допускается только для устройства соединений, работающих на сжатие.
надежная и доступная по цене
Вопросы, рассмотренные в материале:
- В чем заключаются проблемы и особенности сварки чугуна со сталью
- Что предусматривает технология сварки чугуна со сталью
- Какие необходимы материалы для сварки чугуна со сталью
Сварка чугуна со сталью – операция, которая сегодня пользуется высокой популярностью. Данная технология применяется во многих отраслях промышленности, включая машиностроение, производство станков, металлургию и т. д. Железоуглеродистые сплавы (чугун) широко используются для производства различных изделий и конструкций. Продукция из этого материала отличается доступной ценой и рядом положительных характеристик.
Проблемы и особенности сварки чугуна со сталью
Чугун представляет собой углеродистый сплав железа, в котором углерода содержится более 2,11–2,14 %. Этот материал может включать различные примеси: кремний (до 3 %), марганец (менее 1 %), серу, фосфор и легирующие добавки (хром, никель, ванадий, алюминий, магний и т. д.). Содержание специальных добавок и термическая обработка позволяют увеличить прочность и пластичность чугуна.
Этот материал может включать различные примеси: кремний (до 3 %), марганец (менее 1 %), серу, фосфор и легирующие добавки (хром, никель, ванадий, алюминий, магний и т. д.). Содержание специальных добавок и термическая обработка позволяют увеличить прочность и пластичность чугуна.
Железоуглеродистые сплавы могут эффективно сглаживать вибрации. Этот материал отличается устойчивостью к износу и обладает отличными литейными характеристиками. Широкое применение чугуна для производства разных деталей приводит к тому, что такие сплавы часто приходится сваривать с различными металлами.
Технология такого сваривания особенно широко используется на чугунно-литейных предприятиях. Кроме того, чугунные изделия получили применение на заводах, которые ориентированы на ремонт различных видов оборудования. Кроме того, такие операции позволяют устранить разные дефекты железоуглеродистых отливок.
Особенность чугуна заключается в том, что он по своему составу напоминает сталь, но его строение затрудняет процесс сваривания. Это обусловлено повышенным содержанием углерода, который может находится в сплаве в форме зерен разного размера.
Это обусловлено повышенным содержанием углерода, который может находится в сплаве в форме зерен разного размера.
При сваривании изделий из чугуна, в структуре которого содержаться крупные зерна углерода, очень трудно добиться надежного соединения. Большие сложности возникают и при сваривании железоуглеродистых сплавов со сталью, что обусловлено разнородностью этих материалов.
Проблематичность этого процесса обусловлена особенностями структуры чугуна. Его химический состав способствует текучести при достижении температур плавления. Из-за этого невозможно при сваривании создать однородный прочный шов. После продолжительного нагревания чугун может вытекать из сварочной ванны. Чугунные сплавы в сравнении со сталью имеют более низкую температуру плавления и меньшую пластичность. Такие особенности могут стать причиной растрескивания сплава в ходе остывания после сваривания.
Углерод, содержащийся в чугуне, в процессе нагревания при его сваривании со сталью вступает во взаимодействие с кислородом из окружающего воздуха.
VT-metall предлагает услуги:
Сварка чугуна со сталью, технология которой учитывает описанные выше особенности, обеспечивает формирование сварного шва нормального качества. Для устранения текучести чугуна в местах соединения металлов нужно подложить платину из графита. Это позволит предотвратить вытекание расплавленного металла в случае его прожигания.
Третью проблему сваривания деталей из стали и чугуна можно решить за счет выполнения такой операции в среде, содержащей инертные газы. К примеру, можно использовать CO₂. Этот газ будет вытеснять воздух из зоны сварки. При
В зависимости от температуры разогрева соединяемых деталей различают три способа сварки стали и чугуна:
- Горячая сварка – основной метод, который считается самым «правильным». Перед началом сваривания детали нужно нагреть до температур от +600 °С до +650°C.
- При полугорячем сваривании детали из чугуна разогревают до +300…+350 °C.
- Технология холодной сварки не предполагает нагревания соединяемых изделий.
 Перед началом сваривания детали нужно нагреть до температур от +600 °С до +650°C.
Перед началом сваривания детали нужно нагреть до температур от +600 °С до +650°C.Нужно отметить, что при разных методах сваривания деталей из стали и чугуна используются различные электроды. Важно строго соблюдать технологические нормы и требования для каждого способа.
Технология сварки чугуна со сталью
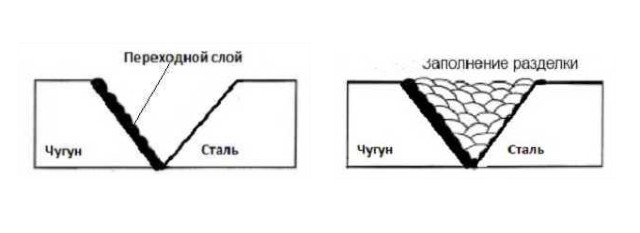
Необходимо следить, чтобы в процессе сваривания различных металлов в наплавляемом материале не формировались интерметаллидные структуры, которые отличаются хрупкостью. Это очень важное условие для получения надежного соединения деталей из стали и чугуна. Для сварки таких материалов используется технология с применением буферного слоя.
При этом не нужно стремиться к использованию металлов, которые по прочности и устойчивости к коррозии в большей степени надежны, чем более «слабый» материал соединяемой пары (в нашем случае это чугун).
- Чтобы предотвратить водородное растрескивание соединяемого элемента со стальной кромкой, используются электроды с фтористо-кальциевым покрытием.
- Для сварки деталей из разнородных металлов их кромки следует предварительно разогреть.
- В процессе сварки чугуна со сталью полуавтоматом
Сварка стальных и чугунных деталей производится путем установки сварочного тока обратной полярности. Это условие применимо к сварочным аппаратам, у которых напряжение обычного тока холостого хода составляет около 54 Вольт.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
В любом случае сварка чугуна со сталью полуавтоматом предполагает предварительный нагрев деталей до +600 °C. Это необходимо для предотвращения чрезмерного расширения материала в зоне сварки. Если сваривать разнородные металлы без такого нагрева, то в ходе сваривания и последующего остывания деталей могут произойти необратимые деформации. При соблюдении такого условия всего за один проход получается полностью герметичный шов между сталью и чугуном.
Если детали имеют большие габариты либо они включают легкоплавкие элементы, а также в других случаях, которые приводят к невозможности предварительного нагрева до требуемой температуры, то сварка должна производиться по другой методике. При этом сваривание выполняется валиками длиной до 0,25 см. Перед тем как нанести очередной валик, необходимо обеспечить остывание предыдущего.
При этом сваривание выполняется валиками длиной до 0,25 см. Перед тем как нанести очередной валик, необходимо обеспечить остывание предыдущего.
Долговечность швов, наложенных на чугунные детали, зависит от правильно подобранного типа электродов. Нужно учитывать, что из-за хрупкости чугуна конструкции из этого материала могут иметь много разных дефектов.
После завершения сварки соединение не должно быстро остывать. Особое внимание этому условию следует уделять при приваривании патрубков из стали к батареям из чугуна. Скорость остывания стальных сплавов гораздо выше, поэтому нужно уровнять время остывания свариваемых элементов.
Если метод сваривания чугуна со сталью выбран правильно, а сварщик имеет соответствующую квалификацию, то поврежденные чугунные детали несложно восстановить. Им можно вернуть необходимое состояние без ущерба для долговечности изделий.
Специалисты по сварке могут применять и другие технологии для работы с рассматриваемыми материалами. В этой статье мы приводим только проверенные методики. С их помощью выполнять
До того, как начать сваривать чугун со сталью инвертором, необходимо провести подготовительные мероприятия. Вначале место соединения чугунной детали следует зачистить болгаркой с лепестковым кругом или другой насадкой, которая может применяться для таких работ. Зачистка верхнего пласта производится до слоя металла, который еще не окислен.
Зачищенное место нужно обязательно обезжирить бензином или другим растворителем. Сварка чугуна со сталью инвертором для заделки трещин предполагает зачистку металла на всю глубину дефекта. Затем в этом месте следует засверлить отверстие диаметром 10 мм.
Сварка чугуна со сталью инвертором для заделки трещин предполагает зачистку металла на всю глубину дефекта. Затем в этом месте следует засверлить отверстие диаметром 10 мм.
Дуговая сварка чугунных и стальных изделий может выполняться с помощью шпилек из стали или послойно без применения опорных элементов. Размеры шпилек строго регламентированы. К примеру, их диаметр должен быть менее 40 % от толщины чугуна. При этом выступ шпильки над свариваемым изделием допускается до 4–6 мм. Рекомендованный промежуток между шпильками должен составлять более 6 диаметров. Число шпилек определяется размерами соединения, но не должно превышать 1/4 площади излома.
Сварка чугуна со сталью в домашних условиях требует соблюдения некоторых требований. Кромки деталей не должны иметь острых срезов в месте соединения (оптимальная форма кромок – сферическая). Для такой сварки используются специальные электроды. Нужно применять марки электродов с медью, хромом, никелем и других лигатур (соединений), которые обеспечивают возможность наплавления стали на чугун.
Что нужно учесть перед началом работ по сварке чугуна и стали:
- полярность подключения должна быть обратной;
- выбирайте минимально допустимую мощность сварочного аппарата для определенной толщины электрода;
- непрерывный сварной шов не должен быть длиннее 3–5 см;
- для предотвращения перегрева чугуна используют частые перерывы;
- первый и последний слои в многослойных швах нужно проковать молотком (при минимальном усилии).
Необходимые материалы для сварки чугуна со сталью
Как было отмечено ранее, для сваривания чугунных и стальных изделий необходимо использовать особые марки электродов. Их покрытие должно содержать ферросилиций, который обеспечивает формирование однородного шва. Сварка чугуна со сталью электродом такой марки позволяет получать швы, поддающиеся механической обработке.
Производители выпускают в широком ассортименте электроды для сварки чугуна со сталью. Важно сделать правильный выбор, так как от этого зависит долговечность сварного соединения. Существует определенный перечень марок, которые используются на промышленных предприятиях. Чаще всего на производстве сварка чугуна со сталью выполняется электродами ОЗЧ-2, ЦЧ-4, МНЧ-2, ОЗЧ-4 и т. д. Если рассматривать продукцию российских компаний, то это могут быть изделия марки ЦЧ-4.
Существует определенный перечень марок, которые используются на промышленных предприятиях. Чаще всего на производстве сварка чугуна со сталью выполняется электродами ОЗЧ-2, ЦЧ-4, МНЧ-2, ОЗЧ-4 и т. д. Если рассматривать продукцию российских компаний, то это могут быть изделия марки ЦЧ-4.
Основное назначение электродов ЦЧ-4 – сварка чугуна по холодной и горячей технологии. Кроме того, их используют для ремонтных наплавок, напаек и заваривания дефектов, полученных в результате литья. Электродами данной марки можно варить ковкий чугун высокой прочности, а также чугунные и стальные детали. Технология сварки ими предполагает нижнее положение сварного шва, который формируется токами обратной полярности. Электроды данной марки обеспечивают высококачественное сваривание стальных и чугунных изделий.
Марка электродов ОЗЧ-2 может применяться для решения тех же задач, что и изделия ЦЧ-4. Сварка ими выполняется при нижнем или вертикальном формировании шва. Для этого также используется постоянный ток обратной полярности. Электроды данной марки больше подходят для сваривания тонкостенных изделий.
Электроды данной марки больше подходят для сваривания тонкостенных изделий.
Чтобы получить шов высокого качества, следует обязательно зачистить кромки деталей. На них не должно быть посторонних веществ, включая масляных пятен. Поскольку структура чугуна способствует впитыванию масел и различных технических жидкостей, то участок сваривания следует обработать до совершенно чистой поверхности.
Сварка чугуна со сталью аргоном или в среде других инертных газов, так же как сваривание неплавящимися электродами, может выполняться с помощью специальной проволоки, которая маркируется как ПП АНЧ-1, ПП АНЧ-2 и ПП АНЧ-3.
Каждая отдельная марка проволоки предназначается для определенной технологии сваривания (горячей, полугорячей или холодной сварки). Конструкционно проволока изготавливается в форме металлической трубки, в которой находится флюс. С ее помощью можно выполнять полноценные швы, прочность которых будет такой же, как и у свариваемых чугунных изделий.
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Можно ли сваривать чугун со сталью? И как это сделать — WeldPundit
В то время как сталь является наиболее распространенным металлом для сварки, чугун — нет. Часто возникает вопрос, можно ли сваривать чугун со сталью, поскольку эти два металла совершенно разные.
Большинство типов чугуна можно сваривать со сталью с помощью соответствующих сварочных материалов и четко определенной процедуры, учитывающей их механические и химические различия. Однако соединение этих металлов вместе не рекомендуется для критических работ, поскольку они очень разные. Процедура похожа на обычную сварку чугуна, поскольку сваривать его труднее, чем сталь.
Сварка чугуна со сталью не рекомендуется для сварных швов, которые должны выдерживать сильные или частые механические или термические нагрузки. Но вы можете сваривать их для простых проектов, например, для ремонта простых отливок или изготовления каких-либо произведений искусства из этих материалов.
Если вы новичок в сварке чугуна, на Weldpundit есть статья о свариваемости чугуна для начинающих.
Содержание
- В чем разница между чугуном и сталью?
- Как лучше всего сваривать чугун со сталью?
- Можно ли использовать сварку MIG?
- Можно ли использовать сварку TIG?
- Как приварить чугун к стали?
- Альтернативный способ сварки чугуна со сталью
- Заключение
- Можно ли сваривать чугун с нержавеющей сталью?
- Можно ли сваривать чугун с оцинкованной сталью?
В чем разница между чугуном и сталью?
Основное различие между чугуном и сталью заключается в содержании углерода. Чугун имеет 1,7-4% углерода, а сталь 0,05-1,7%. Кроме того, чугун имеет большее количество кремния, а также большее количество примесей. Эти различия влияют на такие характеристики, как литейность, свариваемость, твердость, пластичность, температура плавления и скорость усадки.
Чугун имеет 1,7-4% углерода, а сталь 0,05-1,7%. Кроме того, чугун имеет большее количество кремния, а также большее количество примесей. Эти различия влияют на такие характеристики, как литейность, свариваемость, твердость, пластичность, температура плавления и скорость усадки.
1. Наиболее существенным отличием является содержание углерода
Углеродистые стали представляют собой простые сплавы. Их свариваемость зависит от содержания углерода:
- Наиболее распространенным типом стали является низкоуглеродистая или мягкая сталь . Он содержит всего 0,05-0,30% углерода и, безусловно, является самым легким металлом для сварки.
- После этого идет среднеуглеродистая сталь с содержанием углерода 0,30-0,50%, которую трудно сварить. Это потому, что при остывании он становится твердым и ломким и может треснуть. Во избежание растрескивания среднеуглеродистая сталь нуждается в предварительном нагреве.
- Далее следует высокоуглеродистая сталь с содержанием углерода 0,50-0,90%, которую очень трудно сваривать. Высокоуглеродистая сталь требует более высокого предварительного нагрева и дополнительной термической обработки после сварки, чтобы предотвратить ее хрупкость.
- Наконец, сталь с сверхвысоким уровнем содержания углерода 0,90-1,70% редко сваривается. Это потому, что он используется для закаленных инструментов и оборудования, а металлургические изменения, вызванные сварочным теплом, не позволят ему служить своей первоначальной цели.
 Высокоуглеродистая сталь требует более высокого предварительного нагрева и дополнительной термической обработки после сварки, чтобы предотвратить ее хрупкость.
Высокоуглеродистая сталь требует более высокого предварительного нагрева и дополнительной термической обработки после сварки, чтобы предотвратить ее хрупкость.Поскольку высокоуглеродистые стали очень трудно свариваются, легко понять, что чугун, который обычно содержит 3-3,5% углерода, исключительно трудно сваривается. Существует четыре основных типа чугуна:
- Серый чугун является наиболее распространенным. Он очень хрупок и почти не обладает пластичностью (эластичностью). Это делает серый чугун очень легко растрескивающимся, особенно когда он остывает. Чтобы избежать растрескивания, вы предварительно нагреваете отливку и предотвращаете ее быстрое охлаждение после сварки. Однако в некоторых случаях, упомянутых ниже, вы можете сваривать серый чугун без предварительного нагрева.
- Белый чугун слишком твердый и хрупкий и практически не поддается сварке. То же самое относится ко всем высоколегированным чугунам .
- Ковкий чугун представлял собой белый чугун, который прошел термообработку и приобрел пластичность. По этой причине он поддается сварке с меньшей вероятностью растрескивания, чем серый чугун. Однако без дополнительной термической обработки тепло сварки сделает ковкий чугун более твердым и лишит пластичность зоны термического влияния (ЗТВ). ЗТВ – это область рядом со сварным соединением.
- Ковкий (или шаровидный) чугун приобретает пластичность за счет добавления легирующих элементов, таких как магний. Подобно ковкому чугуну, он имеет меньшую вероятность растрескивания, но теряет пластичность в ЗТВ.
 Однако в некоторых случаях, упомянутых ниже, вы можете сваривать серый чугун без предварительного нагрева.
Однако в некоторых случаях, упомянутых ниже, вы можете сваривать серый чугун без предварительного нагрева. Огромное количество углерода делает чугун хрупким еще до его сварки. В результате быстрое расширение, вызванное теплом сварки, может привести к его растрескиванию.
В результате быстрое расширение, вызванное теплом сварки, может привести к его растрескиванию.
После сварки горячее железо становится еще тверже, по мере остывания становится еще более хрупким. Если он сжимается быстро, он треснет в нескольких точках.
Содержащийся в нем углерод также может мигрировать в металл сварного шва, делая его твердым и хрупким.
2. Их температура плавления также различается
Еще одно различие между двумя металлами заключается в их температуре плавления .
Чугун имеет более низкую температуру плавления 2200 °F (1205 °C). С другой стороны, углеродистая сталь плавится при температуре от 2600 ° F (1425 ° C) до 2800 ° F (1540 ° C) в зависимости от состава.
Эта разница огромна, и вы должны помнить об этом, когда будете сваривать эти металлы вместе.
3. Они имеют различное изменение объема при высоких температурах
Изменения объема от расширения и сжатия при сварке также различны.
Серый чугун остается прежним, и если силы расширения или сжатия станут достаточно сильными, он сломается. Ковкий и ковкий чугун незначительно расширяется и сжимается. Это снизит риск взлома.
С другой стороны, сталь расширяется и сжимается гораздо сильнее, чем чугун. Эти движения добавят дополнительную нагрузку на чугунную сторону и увеличат вероятность растрескивания. Это основной недостаток стального компонента.
4. Чугун содержит много примесей
По своей природе чугун, особенно низкокачественные отливки, содержат различные примеси, такие как:
- Свободный углерод.
- Сера и фосфор.
- Масло и смазка.
- Песок.
- Воздушные зазоры.
Эти примеси смешиваются в луже и вызывают множество дефектов, таких как пористость и горячее растрескивание. Сталь намного чище по сравнению с ней.
Чугун также обладает более высокой износостойкостью, стойкостью к истиранию и коррозии. Он также может поглощать вибрации намного лучше, чем сталь.
Как лучше всего сваривать чугун со сталью?
Процесс сварки электродами (SMAW) в сочетании с никелевыми сварочными прутьями является лучшим процессом для сварки чугуна со сталью. Кроме того, надлежащий нагрев до и после сварки с последующим медленным охлаждением дает наилучшие шансы избежать растрескивания. Тем не менее, для легких работ можно обойтись без предварительного и послесварочного нагрева.
Сварка стержнем имеет много преимуществ, которые в целом делают ее лучшим методом сварки чугуна со сталью:
- Сварка стержнем обеспечивает отличный ручной контроль тепла, поступающего в металл.
- Имеет различные сварочные стержни, предназначенные для сварки чугуна со сталью.
- Все чугунные присадочные металлы дороги, но вы можете купить небольшую упаковку стержней весом 1 фунт (450 г).
- При сварке электродом (и других процессах дуговой сварки) можно обойтись без предварительного нагрева, если вы используете чугунные никелевые стержни.
- Это переносной процесс, более удобный для полевых работ.

Вот статья о том, как сварить чугун.
Лучшие электроды для сварки стержнями
Лучшим электродом для сварки чугуна со сталью является ENiFe-CI. После этого вы можете использовать ENi-CI или ENiCu. Стальной стержень ESt и обычные сварочные стержни не рекомендуются, потому что они не обеспечивают пластичность металла шва и высокую степень усадки. В результате они не могут противостоять сжимающим силам, исходящим от стального компонента.
Сварочные прутки для чугуна имеют проволоку на основе никеля и флюсовое покрытие, обеспечивающее:
- Сварной металл с малым расширением и усадкой.
- Низкое проникновение.
- Низкое поглощение углерода.
- Кроме того, их металл сварного шва поддается механической обработке, поэтому его можно сверлить или резать.
Электрод ENiFe-CI или ENi55 e содержит никель ( Ni ), железо ( Fe ) и изготовлен для чугуна ( CI ). В целом, это лучший стержень, поскольку он препятствует поглощению углерода чугуном, предотвращая затвердевание металла сварного шва. Кроме того, наплавленный металл ENi55 обладает высокой пластичностью и устойчив к растрескиванию, вызванному попаданием примесей в отливку.
В целом, это лучший стержень, поскольку он препятствует поглощению углерода чугуном, предотвращая затвердевание металла сварного шва. Кроме того, наплавленный металл ENi55 обладает высокой пластичностью и устойчив к растрескиванию, вызванному попаданием примесей в отливку.
Стержень ENi-CI или ENi99 также может сваривать разнородные металлы, но он не так эффективен, как ENiFe-CI. Кроме того, он дороже и может треснуть, если в отливке есть примеси. Преимущество этого стержня в том, что он оставляет мягкий и поддающийся механической обработке металл сварного шва.
Стержень ENiCu обладает высокой пластичностью, но меньшей прочностью и более чувствителен к поглощению углерода.
Можно ли использовать стержни из мягкой стали?
При сварке чугуна со сталью стержнем из ЭСт или обычными стержнями, такими как Е7018, Е6013 или, что еще хуже, Е6011, высок риск образования трещин. Эти стержни будут начинаться как низкоуглеродистые стержни и заканчиваться высокоуглеродистым наплавленным металлом без пластичности. В результате наплавленный металл сильно усаживается, растягивая и растрескивая чугун.
В результате наплавленный металл сильно усаживается, растягивая и растрескивая чугун.
Стержень EST изготовлен из чугуна, но наплавленный металл не обладает пластичностью. Он подходит для небольших ремонтных сварных швов на сером чугуне, но может треснуть, если одна из частей стальная.
Было бы лучше использовать эти стержни для небольших ремонтных сварных швов или малоценных проектов. Если вы решите их использовать, вам потребуется более высокий предварительный и послесварочный нагрев, чем обычно, и безупречная процедура сварки.
В Weldpundit уже есть подробная статья о электродах для сварки чугуна.
Если вы хотите избежать высокой стоимости никелевых стержней, постарайтесь приобрести хотя бы один или два. Во-первых, используйте их для сварки поверхности чугунной детали. Это называется намазывание маслом . Этот метод герметизирует чугунную сторону, поэтому углерод или примеси не могут выйти за пределы новой никелевой поверхности. После этого вы можете использовать другие более дешевые стержни, такие как ESt или даже E7018, чтобы сварить его со стальным компонентом.
После этого вы можете использовать другие более дешевые стержни, такие как ESt или даже E7018, чтобы сварить его со стальным компонентом.
Можно ли использовать сварку MIG?
Вы можете сваривать чугун со сталью MIG, используя: режим переноса короткого замыкания, никелевую проволоку, предназначенную для чугуна, защитный газ 75 % аргона и 25 % гелия, а также соответствующую процедуру. Большим недостатком сварки MIG является высокая стоимость никелевой проволоки и дополнительного газа.
Проволока ERNiFe-CI лучше всего подходит для сварки чугуна со сталью. Но самая маленькая двухфунтовая (900 г) никелевая катушка обойдется вам более чем в 100 долларов.
Кроме того, вы должны добавить дополнительные расходы на соответствующий защитный газ. Для режима короткого замыкания производители проводов рекомендуют использовать газовую смесь 75% аргона и 25% гелия.
Но вы также можете использовать тримикс для нержавеющей стали, если он у вас уже есть. В любом случае, оба они стоят больше, чем обычные защитные газы для стали.
В любом случае, оба они стоят больше, чем обычные защитные газы для стали.
Использование проволоки из мягкой стали , такой как ER70S-6, не рекомендуется даже для легких работ, поскольку она имеет высокий риск растрескивания, аналогичный или более серьезный, чем стержни для дуговой сварки.
Однако, если вы хотите попробовать, используйте 75% аргона и 25% газа CO2, так как он обеспечивает более низкое проникновение, чем 100% CO2.
Можно ли использовать сварку TIG?
Вы можете сваривать чугун со сталью методом TIG, используя никелевые стержни, изготовленные для чугуна, такие как ERNiFe-CI или ERNi-CI, и соответствующую процедуру. При сварке TIG очень важно, чтобы как основной металл (особенно чугун), так и присадочный металл были абсолютно чистыми.
Использование стержней из мягкой стали , таких как ER70S-6, не рекомендуется, поскольку они имеют высокий риск растрескивания, аналогичный или более серьезный, чем стержни для дуговой сварки.
Полное удаление флюса с никелевого сварочного стержня и сварка TIG с его использованием является лучшим вариантом.
Как сварить чугун со сталью?
Наиболее распространенный сценарий — это когда у вас есть декоративная отливка из серого чугуна со сломанной частью, и вы хотите заполнить недостающую часть мягкой сталью, так как ее легко найти и с ней легко работать. Перед началом убедитесь, что на вас надеты все необходимые средства индивидуальной защиты.
1. Идентификация металлов
Первым шагом является определение металлов. Наиболее распространенным железом является серое железо, но может быть шанс, что у вас есть ковкое или шаровидное железо. Важно быть уверенным в природе чугунной детали.
Если вы ошибетесь при определении стального компонента, процедура, которую вы будете использовать, все равно будет работать с большинством сталей.
Есть еще одна причина проверить чугунную деталь. Это может быть литая сталь, а не чугун. Это хорошо, потому что литая сталь гораздо лучше поддается сварке, и вам не нужна строгая процедура и дорогие присадочные металлы, которые нужны железу.
Это хорошо, потому что литая сталь гораздо лучше поддается сварке, и вам не нужна строгая процедура и дорогие присадочные металлы, которые нужны железу.
В Weldpundit уже есть подробная статья о том, как идентифицировать металлы. Если вы не уверены, какой у вас чугун, сварите его с присадочным металлом NiFe-CI.
2. Очистите оба металла
Металлы, трудно свариваемые, требуют чистых соединений, а чугун часто содержит множество различных примесей. Очистите не менее 1 дюйма (2,5 см) рядом с соединением до блеска металла.
Можно использовать болгарку или пескоструй. Наконец, используйте напильник для удаления остатков углерода или абразивного материала.
Если чугунный компонент впитал масло, вы можете использовать газовую горелку и предварительно нагреть ее, чтобы сжечь масло. Или вы можете использовать обезжириватели без хлора для удаления масла.
Никогда не используйте продукт, содержащий хлор, при сварке, поскольку электрическая дуга или газовое пламя могут выделять из него различные ядовитые газы.
Вот статья о том, как защитить себя от сварочного дыма и газов.
3. Подготовьте стык
Если вы используете никелевый присадочный металл, скосы должны быть не менее 35 градусов, чтобы улучшить текучесть вялого металла шва.
Лучший способ снять фаску с чугунной стороны – молотком и долотом. Таким образом, вы избежите загрязнения пористого литья абразивами.
Вторым лучшим способом является использование прямошлифовальной машины с твердосплавными жерновами. Но будьте осторожны с любым летящим мусором.
Наконец, можно использовать угловую шлифовальную машину малого диаметра. Будьте осторожны, чтобы не нагреть чугун слишком сильно. Не должно быть обесцвечивания. Затем с помощью напильника удалите остатки абразивного материала.
4. Предварительный нагрев соединения
Предварительный нагрев предотвратит неравномерность температуры в чугуне и снизит риск растрескивания, особенно при остывании. Вы можете предварительно разогреть духовку или газовую горелку.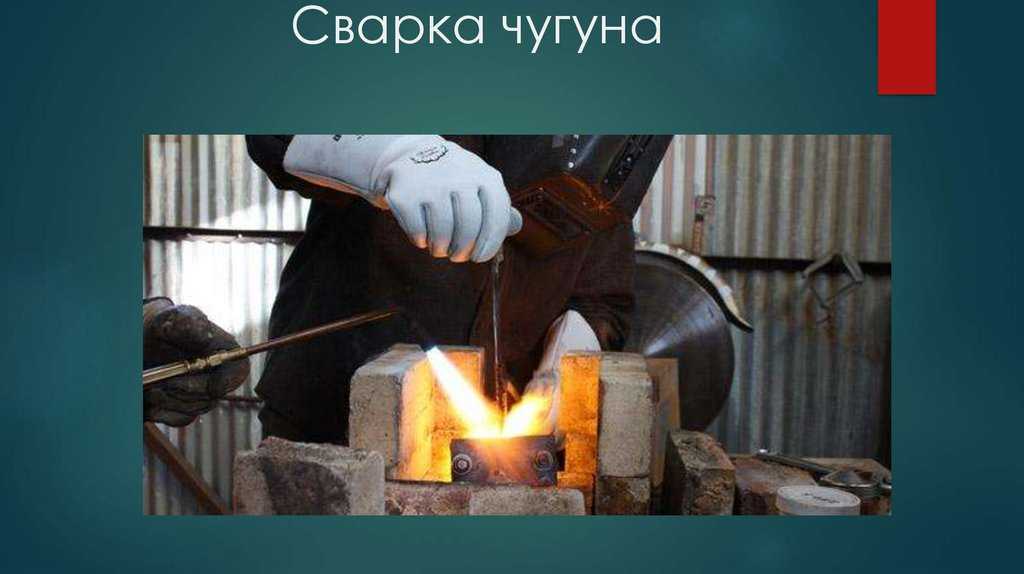
Вы можете проверить температуру с помощью палочек для измерения температуры сварки. Типичная температура предварительного нагрева серого чугуна составляет 500 ° F (260 ° C). Вы можете использовать цифровой инфракрасный термометр, но они не так надежны.
Пока вы не закончите сварку, следите за тем, чтобы температура оставалась неизменной. При необходимости снова нагрейте металлы.
5. Наварить мелкие валики, разбросанные по стыку
Вы не можете начать сварку сплошного валика, даже если предварительно нагрели металлы. Чугунная деталь будет поглощать слишком много тепла и заполнится многочисленными трещинами. Вместо этого приварите маленькие валики размером 1 дюйм (2,5 см) , разбросанные по стыку, а не рядом с предыдущим.
Некоторые дополнительные советы:
- Так как одна сторона из чугуна, а другая из стали, дугу или пламя следует сфокусировать немного больше на компоненте из мягкой стали, если вы используете газокислородное оборудование. Таким образом, вы:
- Меньше тепла поступает в чугун, что защищает его от быстрого расширения, а при охлаждении возникает меньшее остаточное напряжение.
- Предотвращает попадание большого количества углерода и примесей в ванну.
- Подать больше тепла стальному компоненту, так как он имеет более высокую температуру плавления.
- Лучше всего приварить прямые валики (или стрингеры) без плетения.
- Скорость перемещения должна быть высокой, чтобы чугун не перегревался.
- Сохранить короткую дугу .
- Используйте наименьшую возможную силу тока .
- Избегайте запуска дуги на чугуне, но на стыке или на предыдущих валиках.
- Всегда засыпать кратер . Если есть зазор, усадочные силы могут его расколоть.
- Если появится трещина , остановите и просверлите отверстия на обоих концах, чтобы она не расширялась. Затем скосите его и сварите.
- Если заброс нерегулярный, Сначала сварите более толстые участки.
- Наденьте рабочий (или заземляющий) зажим на отливку для лучшего соединения, особенно при сварке MIG.
 Таким образом, вы:
Таким образом, вы: Затем скосите его и сварите.
Затем скосите его и сварите.6. Зачеканить каждую бусину
Зачеканка – это процесс многократного удара по каждой бусине небольшим закругленным молотком со средней силой.
Проклевка предотвращает усадку металла сварного шва и очень важна, поскольку одна сторона стальная. Как уже упоминалось, сталь будет тянуть чугун, и он может треснуть.
Если вы не используете присадочные металлы на основе никеля, упрочнение имеет первостепенное значение, и вы никогда не должны забывать об этом.
7. Повторный нагрев перед тем, как дать металлам остыть
После завершения сварки необходимо убедиться, что металлы имеют по крайней мере одинаковую температуру предварительного нагрева и равномерно распределены. Проверьте температуру и при необходимости подогрейте металлы.
8. Защитите металлы, чтобы они могли медленно остывать
Наиболее важным шагом для предотвращения растрескивания чугунной детали является покрытие ее изоляцией по мере остывания. Если вы использовали печь для предварительного нагрева, используйте ее снова, чтобы медленно охладить металлы.
В противном случае вы можете использовать сварочные покрытия, аналогичный материал из стекловолокна или сухой песок. Сварка небольшой детали из мягкой стали с чугуном с помощью сварочного аппарата и стержня ENiFe-CI
Можно ли сваривать их без предварительного нагрева?
Если вы не можете или не хотите использовать предварительный нагрев для сварки чугуна со сталью, то вы должны: использовать только присадочный металл на основе никеля, наваривать очень короткие валики, разбросанные по всему стыку, и никогда не забывать проковывать их. Наконец, дайте каждому валику полностью остыть перед повторной сваркой.
Имейте в виду, что холодная сварка не дает наилучших результатов. Но этого вполне достаточно, так как сварка чугуна со сталью предназначена для некритичных проектов.
Но этого вполне достаточно, так как сварка чугуна со сталью предназначена для некритичных проектов.
Наиболее важные этапы здесь:
- Всегда используйте никелевый присадочный металл, чтобы получить преимущества от отсутствия усадки, высокой пластичности и низкого поглощения углерода.
- Перед повторной сваркой каждый валик должен остыть. Вы должны касаться шарика голой рукой , но не допускать, чтобы она опустилась ниже 100 °F (38 °C).
Не рекомендуется пропускать этап предварительного нагрева, если вы хотите использовать обычный присадочный металл. Чугунная деталь и металл сварного шва почти наверняка заполнятся трещинами при остывании.
Без предварительного нагрева вы также пропустите шаги 7 и 8.
Альтернативный способ сварки чугуна со сталью
Сварка обеспечивает проникновение в основной металл, обеспечивая прочное соединение. Но это также основная причина появления трещин. Если вашему проекту не нужна эта сила, вы можете использовать метод сварки припоем для соединения чугуна со сталью.
Сварка пайкой похожа на сварку плавлением, но использует другой присадочный металл на основе меди. Оборудование и конструкция соединения одинаковые.
Этот метод плавит только присадочный металл, но не основной металл. Это значительно улучшает сцепление чугуна со сталью без образования трещин. Это также дешевле, чем использование никелевых стержней.
Но ему не хватает прочности и термостойкости сварки плавлением. Кроме того, он всегда оставляет золотистую бусину.
У Weldpundit есть статья, в которой обсуждается, когда лучше паять или сваривать чугун.
ОбъявленияЗаключение
Чугун и сталь очень разные. Поэтому соединение их не рекомендуется для критических работ, поскольку соединение может выйти из строя в тяжелых условиях эксплуатации.
Для достижения наилучших результатов используйте никелевый наполнитель, такой как NiFe-CI. Предварительный нагрев хотя бы чугунной детали повысит вероятность успеха. Всегда обеспечивайте медленное охлаждение чугуна.
Если ваш проект не требует прочности или термостойкости сварки, пайка пайкой является отличной альтернативой.
Вопросы по теме
Можно ли сваривать чугун с нержавеющей сталью?
Можно сваривать чугун с нержавеющей сталью. Тем не менее, это не рекомендуется для каких-либо критических работ, потому что эти два металла имеют очень разные механические и химические свойства. Но вы можете сваривать эти металлы вместе для простых проектов, например, для художественных работ.
Существует три основных типа нержавеющей стали. Аустенитные, ферритные и мартенситные. Аустенитная сталь является наиболее популярной и свариваемой. Если магнит не прилипает к нержавеющей стали, значит, она аустенитная. Популярными являются марки 304 и 316.
Сварка чугуна с нержавеющей сталью затруднена, поскольку они очень разные:
- Чугун – хрупкий металл. Даже ковкие чугуны не могут конкурировать с пластичностью аустенитной нержавеющей стали.
- Нержавеющая сталь обладает гораздо более высокой прочностью на растяжение (насколько вы можете тянуть ее, прежде чем она сломается) и коррозионной стойкостью.
- Чугун остается твердым под воздействием тепла сварки и сохраняет свою форму. Нержавеющая сталь, с другой стороны, имеет огромную скорость расширения и сжатия, которая создаст огромную нагрузку на чугунную сторону и расколет ее.

Лучшим присадочным металлом для сварки чугуна с нержавеющей сталью является NiFe-CI, а затем Ni-CI. Они имеют самую низкую степень усадки и помогают противостоять изменениям объема компонентов из нержавеющей стали.
Так как нержавеющая сталь сильно расширяется и сжимается, лучше избегать предварительного нагрева и холодной сварки деталей.
Можно ли использовать присадочный металл из нержавеющей стали?
Плохая идея сваривать чугунную деталь с использованием присадочного металла из нержавеющей стали, такого как 309 или 312. Они популярны для сварки разнородных металлов, но чугун содержит слишком много углерода.
При образовании лужи углерод в железе и хром в присадочном металле химически соединяются с образованием карбидов хрома. Это очень твердый и хрупкий материал, который сразу же треснет, когда бусина начнет остывать.
Кроме того, поскольку хром больше не является свободным для предотвращения коррозии, буртик и стальная ЗТВ будут ржаветь.
Сварка нержавеющей стали с чугуном методом намазывания
Техника намазывания очень полезна для защиты нержавеющей стали от углерода. Сначала вы свариваете поверхность чугунной детали никелевым присадочным металлом.
После этого вы можете использовать более дешевый присадочный материал из нержавеющей стали, такой как 309L, для приваривания никелевой поверхности к детали из нержавеющей стали.
Так как эти два металла очень разные, вы можете рассмотреть другие методы соединения, такие как сварка пайкой. Или даже использовать болтовые или эпоксидные изделия, если они могут удерживать металлы в зависимости от их размера, формы и условий эксплуатации.
Можно ли сваривать чугун с оцинкованной сталью?
Чугун можно сваривать с оцинкованной сталью, если предварительно удалить цинковое покрытие. После этого это похоже на сварку чугуна с типичной сталью. В качестве альтернативы вы можете использовать метод сварки пайкой, так как он дает хорошие результаты, не повреждая цинковое покрытие.
Оцинкованная сталь имеет прочно прикрепленный к поверхности слой цинка для предотвращения ржавчины. Цинк имеет низкую температуру кипения . Если его сварить, он испарится, создав большой шлейф вредных паров. Если вы вдохнете эти пары, вы заболеете металлической лихорадкой (ссылка на pubmed).
Кроме того, если цинк попадет в ванну, это может вызвать горячее растрескивание вдоль борта. Даже если не произойдет немедленного растрескивания, полученный валик будет иметь много дефектов, таких как пористость, что сделает его более слабым.
Поэтому, если вы хотите сваривать оцинкованную сталь, вы должны снять покрытие не менее чем на 2 дюйма (5 см).
После этого лучше всего использовать присадочный металл NiFe-CI, так как он допускает наличие остаточного цинка в стали.
Сварка твердым припоем очень эффективна при соединении разнородных металлов. Он не плавит основной металл и не повреждает цинковое покрытие. Полученный шарик достаточно прочен, чтобы удерживать небольшие и средние проекты для некритической работы.
Если металлы, которые вы соединяете, большие и тяжелые, лучшим вариантом будет сварка.
Другие статьи Weldpundit
- Как сваривать чугун в среде инертного газа: с предварительным подогревом и без него
- Как сваривать чугун в среде инертного газа: с предварительным нагревом и без него
- Можно ли сваривать нержавеющую сталь с углеродистой сталью? Руководство для начинающих.
- Как приклеить нержавеющую сталь к углеродистой стали: шаг за шагом.
- Можно ли научиться сварке самостоятельно? Что вам нужно.
- Сварочная маска Запотевает? 10 способов предотвратить это.
- Устройства понижения напряжения (VRD) при сварке: Руководство для начинающих.

Блог Welders Warehouse
« Вернуться на главную страницу блога
Дуговая сварка, общая техническая информация
Четверг, 19 марта 2020 г.
Почему сварка чугуна проблематична
Основной причиной проблем со сваркой чугуна является высокое содержание углерода. В процессе сварки этот углерод мигрирует в металл шва и/или в зону термического влияния, примыкающую к металлу шва, вызывая повышенную твердость/хрупкость. Вот как чугун получил свою репутацию в отношении растрескивания после сварки.
Процесс сварки чугуна
Газовая сварка нагревает чугун медленнее, чем дуговые процессы, а пламя имеет более низкую температуру, чем дуга. Это означает, что миграция углерода обычно не является проблемой. Очень важно использовать запатентованный электрод для газовой сварки чугуна. Единственным реальным недостатком газосварки чугуна является количество тепла, необходимое для больших компонентов. Газовая сварка также является медленным процессом.
Газовая сварка также является медленным процессом.
Дуговая сварка/сварка электродом , возможно, является лучшим универсальным процессом для сварки чугуна при условии использования подходящих сварочных электродов. Чугунные сварочные стержни имеют специальный флюс с высоким содержанием графита, этот графит химически связывает углерод в чугуне, ограничивая миграцию в металл сварного шва и зону термического влияния. Существует два распространенных типа чугунных сварочных электродов: ферроникелевый сплав и чистый никель. Ферроникель обычно состоит из 53% стали и 47% никеля. Ферроникелевые стержни дешевле чистого никеля и идеально подходят для сварки чугуна со сталью. Чистый никель дает более мягкий и пластичный наплавленный металл. Я бы рекомендовал использовать ферроникель, если для работы не требуется чистый никель.
Mig Welding , на мой взгляд, не лучший способ сварки чугуна. Несмотря на то, что доступны специальные порошковые проволоки, если у вас нет повторяющегося приложения, для которого вы можете создать процедуру, я бы не стал поддерживать сварку чугуна Mig.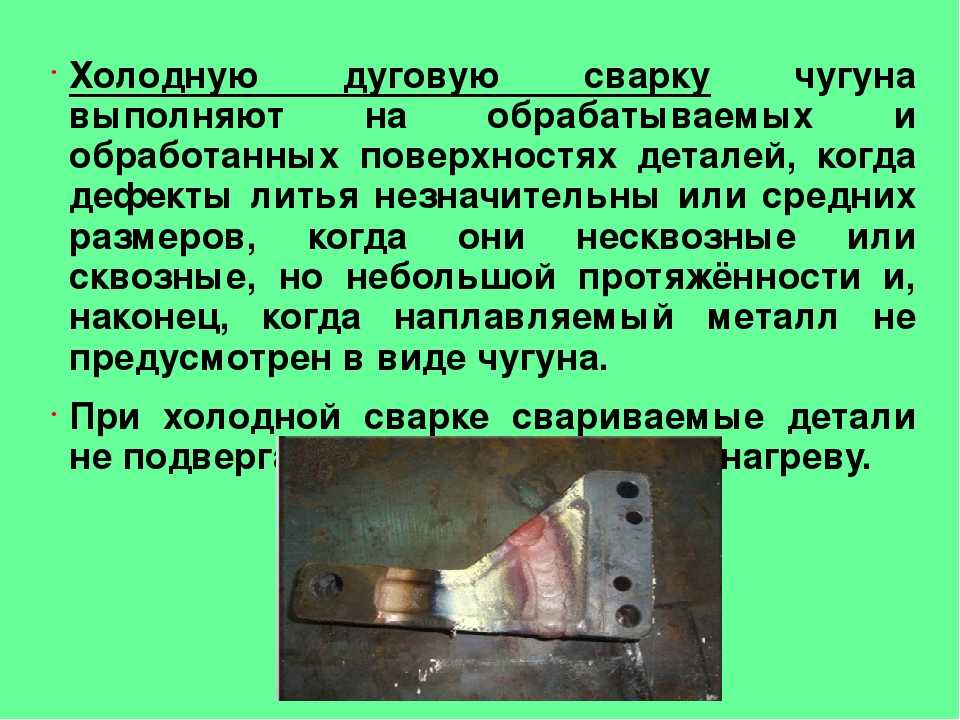
Tig Welding не считается подходящим процессом для сварки чугуна. Процесс с открытой дугой, такой как TIG, не дает возможности уменьшить миграцию углерода.
Техника сварки
Газовая сварка — Нет особых методов, которые необходимо использовать.
Дуговая/дуговая сварка – Все нижеперечисленное важно:
- Подготовьте работу с U-образной канавкой, избегайте острых углов, так как это может привести к накоплению тепла, что усугубит миграцию углерода.
- Используйте правильный тип сварочной проволоки.
- Убедитесь, что компонент ПО КРАЙНЕЙ МЕРЕ имеет комнатную температуру. Небольшой предварительный нагрев поможет, но вам нужно, чтобы компонент был теплым на ощупь.
- Ограничение количества сварок, выполняемых за один проход. Как показывает опыт, не оставляйте непрерывный участок, длина которого более чем в 10 раз превышает диаметр используемого сварочного электрода. Сказав это, можно разместить несколько прогонов в разных частях компонента (см.
