Как закаляют сталь для придания ей твердости и прочности?
Если твердости исходного металла для какого-либо изделия недостаточно, его закаляют. Это один из главных способов термообработки металла. Остановимся подробнее на том, как закаляют сталь, и какой эффект от этого процесса.
Суть процесса закаливания состоит в том, чтобы нагреть металл до определенной температуры, а затем – резко охладить. Физико-химические свойства железа таковы, что после таких процедур кристаллическая решетка вещества меняется. Как говорят металлурги, оно «приобретает структуру мартенсита».
Мартенситом называют особую микроструктуру сплавов, пресыщенный твердый раствор углерода в железе. Под микроскопом мартенсит имеет игольчатую форму. Его структура неравновесна, и в разных ее местах существуют большие внутренние напряжения. Это и придает закаленной стали ее основные свойства:
• твердость;
• износоустойчивость;
• низкую пластичность;
• сравнительную хрупкость.
Существуют самые различные режимы закаливания стали – в каждом случае он подбирается специалистом отдельно, исходя из химического состава сырья.
Вне зависимости от выбранного режима, сталь закаляют в следующей последовательности:
• Нагрев до определенной температуры.
• Выдержка.
• Охлаждение с контролируемой скоростью.
Нагрев, в зависимости от изделия, его формы и размеров производят в печах или соляных ваннах. Для некоторых сплавов обязательно присутствие газов, которые спасут металл от потери углерода при нагревании – допустить этого никак нельзя, иначе теряется весь смысл операции.
Охлаждение производится в разных средах, на их выбор тоже влияет марка стали. Какие-то стали охлаждаются в воде, какие-то в масле, какие-то в растворе селитры. Состав воды способен влиять на процесс охлаждения, т.е. замедлять и ускорять его. Поэтому в воду часто добавляют различные вещества, чтобы повлиять на процесс. Достаточно часто используется, например, сода.
Достаточно часто используется, например, сода.
Если это нужно, специалисты могут использовать прерывистую закалку, охлаждая металл в разных средах. Например, сначала в воде, а затем – в масле. На некоторых производствах используется воздушное охлаждение при помощи специального вентилятора.
В каком масле закаляют сталь
на огне, в масле или печи
Расскажем о трех способах закалки металла в домашних условиях, охлаждении и контроле качества. Как правильно провести закалку стали в масле и на открытом огне. Какое масло выбрать. Особенности закалки алюминия и меди.
Как можно закалить металл в домашних условиях, наверное, знает каждый мастер, работающий со слесарным или столярным инструментом. Считается, что для этого достаточно разогреть изделие докрасна, а затем охладить его в емкости с водой. Однако в домашней мастерской этим способом можно получить только твердый и хрупкий металл, который вполне подходит для стамесок и ножей, но непригоден для молотков, кернеров или зубил.
Способы бытовой закалки металла
Чтобы закалить изделие из металла в домашних условиях, в первую очередь следует определиться со способом его разогрева до необходимой температуры, а также подобрать емкости для охлаждающих жидкостей.
 Для наддува в кузнечном горне обычно используют промышленный фен, а в качестве топлива подойдет древесный уголь, который продается в любом супермаркете. Небольшую закрытую печь легко изготовить из пары десятков шамотных кирпичей. При этом в зависимости от метода закалки металла в ней можно не только закалить, но и провести отпуск с прогревом всего объема изделия. Проще всего с емкостями для охлаждения и зажимным инструментом. Для закалочной жидкости подойдет любой негорючий сосуд достаточного размера, а удерживать и перемещать деталь можно щипцами или крючьями с ручками подходящей длины. На видео ниже показано, как в домашних условиях можно закалить топор с использованием самодельного горна и двух емкостей с разными охлаждающими средами.
Для наддува в кузнечном горне обычно используют промышленный фен, а в качестве топлива подойдет древесный уголь, который продается в любом супермаркете. Небольшую закрытую печь легко изготовить из пары десятков шамотных кирпичей. При этом в зависимости от метода закалки металла в ней можно не только закалить, но и провести отпуск с прогревом всего объема изделия. Проще всего с емкостями для охлаждения и зажимным инструментом. Для закалочной жидкости подойдет любой негорючий сосуд достаточного размера, а удерживать и перемещать деталь можно щипцами или крючьями с ручками подходящей длины. На видео ниже показано, как в домашних условиях можно закалить топор с использованием самодельного горна и двух емкостей с разными охлаждающими средами.Закалка на открытом огне
Самый простой способ закалить небольшую деталь в домашних условиях — это нагреть ее на открытом пламени до нужной температуры, руководствуясь при этом цветовыми таблицами. В качестве источника нагрева в таких случаях можно использовать газовую горелку, паяльную лампу или даже конфорку домашней газовой плиты. Главный недостаток такой закалки — это сложность равномерного прогрева изделия по всему объему, т. к. пламя создает высокую температуру на узком, ограниченном участке. Этот способ подойдет, когда необходимо закалить торец удлиненного изделия, например режущую часть сверла или лезвие стамески, или же небольшую деталь размером в несколько сантиметров.

Распространенные среды для самостоятельного каления
Для закалки сталей в домашних условиях обычно используют следующие охлаждающие среды: воздух, воду и водные растворы, минеральное масло. В качестве водных растворов обычно используют 10-15%-й хлористого натрия (поваренной соли), а минеральное масло в домашних мастерских — это чаще всего обычная моторная отработка. Чтобы закалить отдельные части изделия с разной твердостью, используют закалку с последовательным охлаждением в двух средах. Каждая из этих закалочных сред характеризуется своей скоростью охлаждения, от которой напрямую зависит структура обрабатываемого металла. К примеру, воздух охлаждает сталь со скоростью 5÷10 °C в секунду, масло — 140÷150 °C, а вода (в зависимости от температуры) — 700÷1400 °C.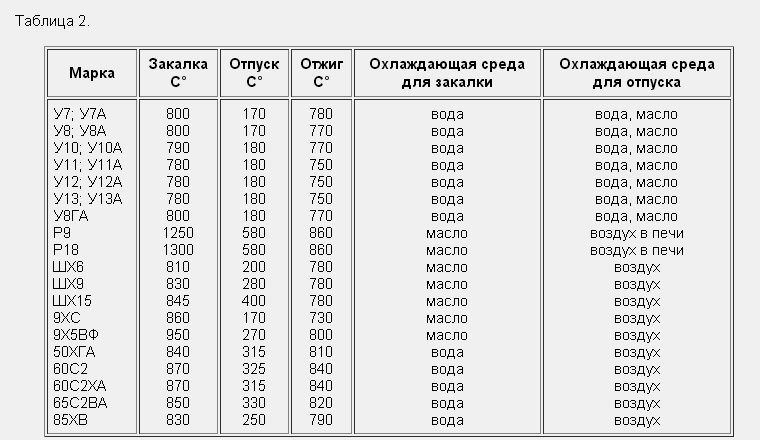
Чтобы правильно и без проблем закалить свое изделие, необходимо знать марку металла, из которого оно изготовлено, т. к. от этого зависит как температура нагрева, так и способ охлаждения. Народные умельцы для своих изделий в качестве исходных материалов чаще всего используют б/у изделия из быстрорежущих и инструментальных сталей, которые можно закалить в домашней мастерской. Ниже в таблице приведены рекомендуемые температурные режимы и среды охлаждения для различных сталей.
Закалка металла в масле
Масло довольно плохо проводит тепло, что способствует более медленному формированию структурных элементов стали. Поэтому, если ее закалить в масляной среде, она наравне с твердостью приобретет прочность и упругость. На производстве для закалки обычно используют индустриальное масло И-20 или современные закалочные масла типа «Термойл», «Термо» или «Волтекс». В домашних мастерских народные умельцы пользуются тем, что имеется в наличии. Чаще всего это новое или отработанное моторное масло.
 Чтобы безопасно закалить деталь в таком масле в домашних условиях, нужно помнить, что у него по сравнению с промышленными закалочными жидкостями гораздо более низкая температура вспышки, и при погружении в него раскаленного металла оно на короткий срок загорается с выделением едкого дыма. Поэтому закалочная емкость, применяемая в домашней мастерской, должна иметь минимальную открытую поверхность и использоваться только на открытом воздухе или в проветриваемом помещении. Помимо обычных ведер и жестяных банок, одна из самых распространенных конструкций такой емкости, которой пользуются домашние мастера — это удлиненный отрезок трубы подходящего диаметра с приваренным днищем.
Чтобы безопасно закалить деталь в таком масле в домашних условиях, нужно помнить, что у него по сравнению с промышленными закалочными жидкостями гораздо более низкая температура вспышки, и при погружении в него раскаленного металла оно на короткий срок загорается с выделением едкого дыма. Поэтому закалочная емкость, применяемая в домашней мастерской, должна иметь минимальную открытую поверхность и использоваться только на открытом воздухе или в проветриваемом помещении. Помимо обычных ведер и жестяных банок, одна из самых распространенных конструкций такой емкости, которой пользуются домашние мастера — это удлиненный отрезок трубы подходящего диаметра с приваренным днищем.Изготовление камеры для закаливания металла
Основным материалом для изготовления корпусов домашних печей для закалки стали являются твердые огнеупоры в виде блоков различных размеров и шамотная глина. В такой печи достигается температура свыше 1200 °C, поэтому в ней можно закалить изделия не только из углеродистой или инструментальной, но и из высоколегированной стали.
 При изготовлении домашних печей из шамотной глины сначала делают картонный каркас по форме и размеру рабочей камеры, который затем покрывают слоем шамота. Поверх его наматывают нагревательную спираль, а затем накладывают основной теплоизолирующий слой. При такой конструкции область нагрева изолирована от нагревательного элемента, что важно, когда необходимо закалить сталь, чувствительную к окислам и выгоранию углерода.
При изготовлении домашних печей из шамотной глины сначала делают картонный каркас по форме и размеру рабочей камеры, который затем покрывают слоем шамота. Поверх его наматывают нагревательную спираль, а затем накладывают основной теплоизолирующий слой. При такой конструкции область нагрева изолирована от нагревательного элемента, что важно, когда необходимо закалить сталь, чувствительную к окислам и выгоранию углерода.Самой же распространенной конструкцией домашних закалочных печей являются установки, тепловые корпуса которых выполнены из шамотного кирпича или аналогичных ему огнеупоров. Рабочая температура у таких материалов более 1400 °C, поэтому в подобных печах можно закалить практически любой вид стали и многие тугоплавкие сплавы. Конструктивно такая домашняя печь похожа на обычную печь на дровах, только имеет гораздо меньшие размеры. Нагрев металла в ней осуществляется с помощью электрической спирали, уложенной в пазы по периметру внутреннего пространства. Если необходимо качественно закалить сталь, ее необходимо нагреть до точно заданной температуры, поэтому большинство таких домашних самоделок оснащено терморегуляторами (их свободно можно приобрести на «Алиэкспресс»).![]()
На видео ниже показано устройство такой домашней печи с торцевой загрузкой и терморегулятором, который позволяет закалить сталь с точным соблюдением температурных режимов. Ее тепловой корпус изготовлен из муллитокремнеземистых огнеупорных плит ШПТ-450.
Подробное описание конструкции и рекомендации по созданию печи с верхней загрузкой, в которой можно закалить изделия длиной до 54 см, можно посмотреть в следующем видео.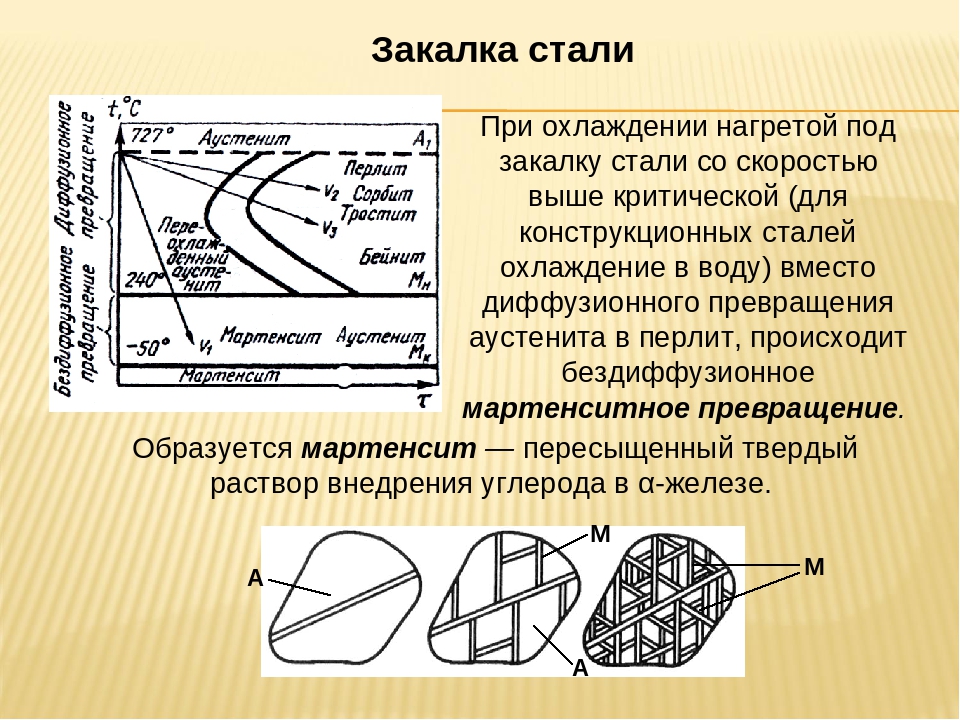 Здесь тепловой корпус печи изготовлен из шамотного кирпича (типа ШБ) и также используется терморегулятор. Кроме верхней загрузки, особенностью этого устройства является спираль из кантала, который служит во много раз дольше традиционного нихрома и фехраля.
Здесь тепловой корпус печи изготовлен из шамотного кирпича (типа ШБ) и также используется терморегулятор. Кроме верхней загрузки, особенностью этого устройства является спираль из кантала, который служит во много раз дольше традиционного нихрома и фехраля.
Как самостоятельно провести отпуск
Отпуск стали проводят для снижения ее хрупкости и повышения пластичности, что происходит во время ее нагрева до невысокой (по сравнению с закалкой) температуры с последующим медленным охлаждением.
 Для большинства сталей (углеродистых и низколегированных), которые можно закалить в домашней мастерской, отпуск проводится при температурах в интервале от 150 до 250 °C (см. таблицу выше). В отличие от закалки такой нагрев не требует специального оборудования, поэтому многие домашние мастера используют для этих целей духовки бытовых плит с терморегуляторами. Определить температуру нагрева при отпуске можно по цвету побежалости — разноцветной оксидной пленки, возникающей на поверхности стали при нагреве (см. рис. ниже). Если закалить сталь «на мартенсит», т. е. с быстрым охлаждением в воде, то получится очень твердая, но хрупкая структура. Поэтому отпуск является обязательной процедурой при термической обработке режущего инструмента.
Для большинства сталей (углеродистых и низколегированных), которые можно закалить в домашней мастерской, отпуск проводится при температурах в интервале от 150 до 250 °C (см. таблицу выше). В отличие от закалки такой нагрев не требует специального оборудования, поэтому многие домашние мастера используют для этих целей духовки бытовых плит с терморегуляторами. Определить температуру нагрева при отпуске можно по цвету побежалости — разноцветной оксидной пленки, возникающей на поверхности стали при нагреве (см. рис. ниже). Если закалить сталь «на мартенсит», т. е. с быстрым охлаждением в воде, то получится очень твердая, но хрупкая структура. Поэтому отпуск является обязательной процедурой при термической обработке режущего инструмента.Проверка качества закалки
Для того чтобы определить, удалось ли закалить изделие из стали до нужной твердости, у домашнего мастера не так уж и много способов. Традиционный — это попробовать поцарапать металл надфилем (не алмазным), который обычно имеет твердость 55÷60 HRC.
 Если на поверхности остаются бороздки, то это значит, что закалить сталь до нужного значения не получилось и ее твердость ниже этой величины. Если же надфиль скользит по поверхности закаленного металла, то его твердость в норме. Еще один способ проверки качества домашней закалки — это царапание закаленной сталью поверхности бутылочного стекла (см. фото ниже). Кроме твердости, в домашних условиях при наличии определенных навыков можно проверить и структуру металла. Для этого необходимо закалить несколько образцов одинаковой стали в разных режимах, а затем на глаз сравнить структуру и размер зерна.
Если на поверхности остаются бороздки, то это значит, что закалить сталь до нужного значения не получилось и ее твердость ниже этой величины. Если же надфиль скользит по поверхности закаленного металла, то его твердость в норме. Еще один способ проверки качества домашней закалки — это царапание закаленной сталью поверхности бутылочного стекла (см. фото ниже). Кроме твердости, в домашних условиях при наличии определенных навыков можно проверить и структуру металла. Для этого необходимо закалить несколько образцов одинаковой стали в разных режимах, а затем на глаз сравнить структуру и размер зерна.Особенности закалки алюминия
Необходимость закалить какое-либо изделие из алюминия в домашних условиях возникает достаточно редко, т. к. вся готовая продукция из литейных и деформируемых сплавов обычно проходят требуемую термообработку и в процессе эксплуатации практически не теряет своей твердости и жесткости. Такая потребность у домашнего мастера может возникнуть после сварки между собой деталей из алюминиевых сплавов, т.
 к. в этом случае они очень часто теряют жесткость в области, прилегающей к сварному шву. Но в домашних условиях закалить алюминий очень сложно, т. к. для этого нужно точно знать тип сплава и выдерживать термические параметры с точностью как минимум ±5 °C. Охлаждение тоже требует определенных навыков, т. к. при неточном соблюдении технологии изделие может повести. Если же все-таки хочется освоить этот вид термообработки для использования в домашних условиях, то в первую очередь необходимо обзавестись печью с точным терморегулятором, а также быть готовым к тому, что каждый раз придется закаливать поочередно несколько образцов для подбора нужных параметров термического процесса.
к. в этом случае они очень часто теряют жесткость в области, прилегающей к сварному шву. Но в домашних условиях закалить алюминий очень сложно, т. к. для этого нужно точно знать тип сплава и выдерживать термические параметры с точностью как минимум ±5 °C. Охлаждение тоже требует определенных навыков, т. к. при неточном соблюдении технологии изделие может повести. Если же все-таки хочется освоить этот вид термообработки для использования в домашних условиях, то в первую очередь необходимо обзавестись печью с точным терморегулятором, а также быть готовым к тому, что каждый раз придется закаливать поочередно несколько образцов для подбора нужных параметров термического процесса.Особенности закалки меди
Технологии термообработки стали и меди имеют принципиальные отличия. Нагрев меди до красного каления (свыше 600 °C) и быстрое охлаждение в воде приводит к ее отпусканию (т. е. она становится мягкой). Закалить медь в домашних условиях сложнее, чем отпустить, т. к. для этого ее нужно нагреть всего до 400 °C, при которых она не имеет свечения. После нагрева до указанной температуры медное изделие медленно остужается на воздухе, после чего оно приобретает твердость, как после нагартовки. Если все-таки есть насущная потребность закалить какое-то количество медных деталей в условиях домашней мастерской, придется обзавестись пирометром для контроля температуры нагрева.
После нагрева до указанной температуры медное изделие медленно остужается на воздухе, после чего оно приобретает твердость, как после нагартовки. Если все-таки есть насущная потребность закалить какое-то количество медных деталей в условиях домашней мастерской, придется обзавестись пирометром для контроля температуры нагрева.
Мы описали два способа проверки качества закалки в домашних условиях. А какие знаете вы? Поделитесь, пожалуйста, информацией в комментариях к этой статье.
Что такое закаленная и отпущенная сталь?
Примечание редактора: эта статья в блоге была первоначально опубликована в июне 2015 года и была обновлена для обеспечения точности и полноты в мае 2019 года.
Современные процессы производства стали за последние несколько десятилетий так значительно продвинулись вперед, что сейчас более чистая, компактная, прочная и обрабатываемая сталь, чем когда-либо прежде.
Раньше пластичность и свариваемость платили за прочность и вязкость. Теперь есть закаленная и отпущенная сталь, высокопрочная и устойчивая к истиранию сталь с улучшенными производственными качествами.
Теперь есть закаленная и отпущенная сталь, высокопрочная и устойчивая к истиранию сталь с улучшенными производственными качествами.
Прежде чем мы перейдем к списку преимуществ и областей применения, давайте сначала обрисуем, как производится закаленный и отпущенный стальной лист.
Что такое закалка и отпуск?
Закалка и отпуск — это процессы, которые упрочняют такие материалы, как сталь и другие сплавы на основе железа. Процесс закалки или закалочного упрочнения включает в себя нагрев материала с последующим его быстрым охлаждением, чтобы как можно быстрее установить компоненты на место.Процесс жестко контролируется, причем температура нагрева, метод охлаждения, охлаждающее вещество и скорость охлаждения зависят от типа закаливаемого материала и желаемой твердости. Типичный диапазон нагрева составляет от 815 до 900 градусов по Цельсию, при этом особое внимание уделяется поддержанию максимально стабильной температуры. Различия в степени нагрева, применяемого во время процесса, могут привести к деформации получаемого металла.
Точно так же температура охлаждающего элемента должна оставаться постоянной, иначе края металла могут стать хрупкими.За прошедшие годы все большую популярность приобрели различные охлаждающие элементы, начиная с воды, заканчивая минеральными маслами и даже инертными газами, такими как азот или гелий.
После закалки материала до наиболее твердого состояния используется процесс отпуска для достижения большей ударной вязкости и пластичности за счет снижения твердости. Закалка достигается путем нагрева закаленного материала до температуры ниже критической в течение заданного периода времени, а затем охлаждения на неподвижном воздухе. И температура, и время нагрева зависят от состава материала и определяют степень удаления твердости.
Преимущества закаленного и отпущенного листа
При отпуске закаленной стали она становится менее хрупкой и более пластичной, не жертвуя слишком большой твердостью. Комбинация этих двух процессов позволяет получить более твердую и прочную сталь, которая поддается сварке и пластичнее, чем обычная углеродистая сталь.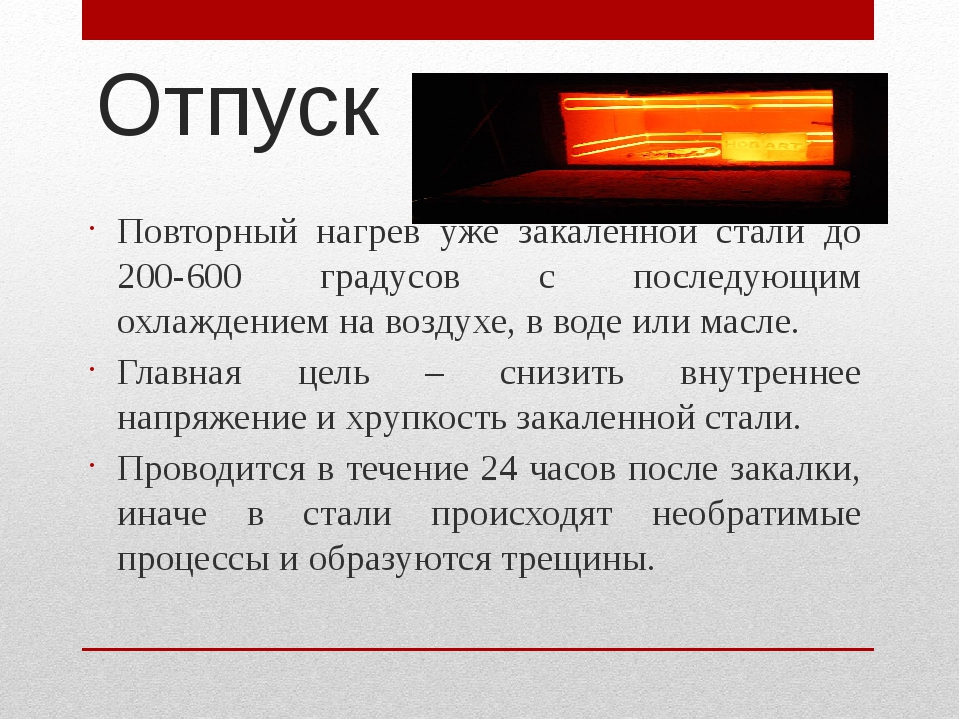 Хотя производителю требуется больше времени, увеличенная прочность компенсирует задержку. Если после закалки сталь станет слишком твердой, ее можно отпустить. Это включает в себя повторный нагрев элемента, но до точки, намного меньшей, чем температура, достигаемая на стадии закалки — обычно около 540 градусов по Цельсию.Время отпуска закаленного металла является определяющим фактором того, насколько удаляется твердость.
Хотя производителю требуется больше времени, увеличенная прочность компенсирует задержку. Если после закалки сталь станет слишком твердой, ее можно отпустить. Это включает в себя повторный нагрев элемента, но до точки, намного меньшей, чем температура, достигаемая на стадии закалки — обычно около 540 градусов по Цельсию.Время отпуска закаленного металла является определяющим фактором того, насколько удаляется твердость.
Коэффициент ударной вязкости означает большую устойчивость к износу и истиранию. Вот почему закаленная и отпущенная сталь особенно полезна в машинах и конструкциях, где необходимы более высокая стойкость к истиранию и более высокий предел текучести, например, в горнодобывающей промышленности, разработке карьеров, землеройных работах и строительстве.
Общие области применения
Листовая сталь, подвергнутая закалке и отпуску, бывает разных марок и толщин для различных областей применения.Некоторые из распространенных марок включают: марка 80 — высокопрочная низколегированная конструкционная сталь; Марка 400 400 — сталь повышенной твердости, износостойкая; и марка 500 — среднеуглеродистая, высокопрочная и устойчивая к истиранию сталь.
Вот несколько примеров применения закаленной и отпущенной листовой стали:
- Резервуары для хранения (класс 80)
- Мосты и высотные здания (класс 80)
- Ковши экскаваторов и погрузчиков (класс 80)
- Дефлекторные пластины (класс 400)
- Зубчатые колеса (класс 400)
- Режущие кромки (класс 500)
- Ковши для землеройных машин (класс 400 и 500)
- Износостойкие футеровки самосвалов (класс 500)
- Желоба (класс 80, 400 и 500)
- Низкорамные прицепы (класс 80)
Тщательное понимание того, как производится закаленная и отпущенная сталь, и свойств ее материала, помогает определить, как лучше всего резать, гнуть и обрабатывать сталь.В ShapeCUT у нас есть более 5000 тонн стали на складе, в том числе закаленный и отпущенный лист, а также технические ноу-хау и опыт, позволяющие придать ей любую вообразимую форму.
Свяжитесь с нами сегодня по телефону 1800 ShapeCUT (1800 742 732) и попросите нас доставить ваши потребности в резке стального профиля с точностью, надежностью и скоростью — независимо от объема работы.
износостойкие стали Закалка и отпуск Процесс закалки и отпуска листовая сталь с закалкой и отпуском закалка закалка сталь с закалкой и отпуском
.Зачем закалять закаленной стали
Представьте, что вы воин средневековья, и пора обзавестись новым мечом. Итак, вы идете к кузнецу, чтобы купить острый, блестящий длинный меч. Несколько недель спустя вы участвуете в битве, сражаясь у стены из щитов. Вы наносите огромный удар по врагу, который встречает ваш удар своим мечом, и ваш меч разлетается на несколько частей. К несчастью для вас, ваш кузнец передал партию мечей кузнецу на другом конце города, у которого не было времени закалить мечи.В результате мечи были крепкими, но хрупкими. Их недостаточная прочность означала, что они не могли поглотить большую часть удара до разрушения.
См. Курсы и вебинары по металлургии
Нужна помощь с вашим продуктом?
Закаленный мартенсит
Отпуск используется для повышения ударной вязкости стали, подвергшейся закалке, путем ее нагревания с образованием аустенита и последующей закалки с образованием мартенсита. В процессе отпуска сталь нагревается до температуры от 125 ° C (255 ° F) до 700 ° C (1292 ° F).При этих температурах мартенсит разлагается с образованием частиц карбида железа. Чем выше температура, тем быстрее разложение в течение любого заданного периода времени. На микрофотографии показана сталь после значительного отпуска. Черные частицы представляют собой карбид железа.
Незакаленный мартенсит — прочный, твердый, хрупкий материал. Чем он прочнее и тверже, тем он хрупче. Прочность и твердость обусловлены упругой деформацией внутри мартенсита, которая является результатом слишком большого количества атомов углерода в промежутках между атомами железа в мартенсите.По мере увеличения количества углерода в стали (примерно до 0,8 мас.% Углерода) прочность и твердость мартенсита возрастают.
В процессе отпуска атомы углерода выходят из пространств между атомами железа в мартенсите с образованием частиц карбида железа. Напряжение внутри мартенсита снимается, когда атомы углерода перемещаются между атомами железа в мартенсите. Это приводит к повышению ударной вязкости стали за счет снижения прочности.
Требуемый объем отпуска зависит от конкретного применения, в котором будет использоваться сталь. В некоторых случаях ударная вязкость не важна, поэтому отпуск при низкой температуре в течение короткого периода времени является приемлемым. В случаях, когда требуется очень прочная и вязкая сталь, может использоваться высокоуглеродистая сталь, отпущенная при высокой температуре.
Более подробную информацию о термообработке стали можно найти в нашем онлайн-курсе по запросу «Принципы металлургии или металлургия термообработки стали». Книга Джорджа Краусса «Сталь: обработка, структура и характеристики» дает всестороннее обсуждение термической обработки стали.
.Что такое термическое охрупчивание и как с ним бороться?
Хрупкость при отпуске относится к снижению ударной вязкости легированных сталей при нагреве или медленном охлаждении в температурном диапазоне от 400 ° C до 600 ° C. Температурное охрупчивание также может происходить в результате изотермического воздействия в этом диапазоне температур. Возникновение охрупчивания при отпуске может быть определено путем измерения изменения температуры перехода из пластичного в хрупкое состояние с помощью испытания на ударную вязкость стержня с надрезом до и после термообработки.В большинстве случаев твердость и свойства материала при растяжении не изменяются в результате охрупчивания, но температура перехода может быть увеличена на целых 100 ° C для термообработки с охрупчиванием.
Охрупчивание при отпуске вызвано присутствием в стали особых примесей, которые отделяются от границ зерен аустенита во время термообработки. Основными хрупкими элементами (в порядке важности) являются сурьма, фосфор, олово и мышьяк. Поверхность излома материала, охрупченного этими элементами, имеет межкристаллитный вид.
Обычная углеродистая сталь с содержанием Mn менее 0,5% не подвержена отпускной хрупкости. Однако добавление никеля, хрома и марганца приведет к большей склонности к отпускной хрупкости. Небольшие добавки W и Mo могут ингибировать охрупчивание при отпуске, но это ингибирование уменьшается при добавлении большего количества.
Первоначальная ударная вязкость стали, которая подверглась термическому охрупчиванию, может быть восстановлена путем нагрева до температуры выше 600 ° C, а затем быстрого охлаждения до температуры ниже 300 ° C. Однако лучший метод предотвращения — это уменьшить охрупчивание примесей за счет контроля над сырьем и производством стали.
Для оценки предрасположенности хромомолибденовых сталей к термическому охрупчиванию обычно используются два параметра состава: фактор Ватанабе J (1) и фактор Брускато X (2) .
J = (Mn + Si) (P + Sn) x10 4 (в мас.%), Применяется для основных сталей и металлов сварных швов.
X = (10P + 5Sb + 4Sn + As) / 100 (в ppm) применяется для сварки металлов.
Если J меньше или равно 180, или если X меньше 20, риск термического охрупчивания считается низким.Предел в этой форме может быть указан для закупок, если существуют опасения по поводу термического охрупчивания. Более общее выражение для охрупчивания металлов сварных швов было дано Сугиямой и др. (3) :
.P E = C + Mn + Mo + Cr / 3 + Si / 4 + 3,5 (10P + 5Sb + 4Sn + As)
Максимальное значение этого выражения, позволяющее избежать серьезного охрупчивания, зависит от процесса сварки, но задается как 2,8–3,0 в случае наличия крупнозернистого металла шва.
Ступенчатое охлаждение может выявить склонность стали к отпускной хрупкости.Энергия удара по Шарпи и температура перехода стали после охрупчивающей термообработки, включающей ступенчатое охлаждение, были связаны, чтобы дать математическое выражение, выполнение которого гарантирует, что материал не будет испытывать неприемлемую степень охрупчивания при отпуске при эксплуатации (4) .
AF + 2,5 (SC — AF) , где
AF = температура формования по Шарпи 54J
SC = ступенчатое охлаждение температура по Шарпи 54J
Это выражение используется при создании сосудов под давлением, которые могут работать в диапазоне температур охрупчивания или могут медленно проходить через этот диапазон температур при запуске или останове.
Одноступенчатый метод охлаждения с указанием времени выдержки и температуры приведен в ASTM A387, дополнительных требованиях [5] , хотя это дает более жесткие требования к приемлемой степени термического охрупчивания.
Температурное охрупчивание также связано с растрескиванием при повторном нагреве и трещинами при ползучести с низкой пластичностью, и был предложен ряд типов и механизмов с учетом выделения карбидов, а также элементов охрупчивания границ зерен.
Список литературы
- Исигуо, Т; Мураками, Й; Ониши К. и Ватанабэ Дж .: «2.Сталь для сосудов высокого давления с 25% Cr-1% Mo с улучшенным пределом прочности при ползучести «; Труды симпозиума по применению стали 2,25% Cr-1% Mo для толстостенных сосудов высокого давления, ASTM STP 755, 1980, стр. 129-147
- Bruscato, R. M: «Коэффициенты охрупчивания для оценки охрупчивания при отпуске для сталей 2.25Cr: 1Mo, 3.5Ni-1.75Cr-0.5Mo-0.1V и 3.5Ni»; Конференция ASTM, Майами, Флорида, 1987.
- Sugiyama, T; Hatori, N; Ямамото, S; Йошино, Ф. и Киучи, А: «Температурное охрупчивание металлов сварных швов Cr-Mo»; IIW Док.XII-E-6-81, IIW, 1981.
- Эрвин, W.E. и Керр, Дж. Дж .: «Использование закаленной и отпущенной стали 2¼Cr-1Mo для толстостенных корпусов реакторов в процессах нефтепереработки: обзор результатов 25-летних исследований и применения»; Бюллетень WRC 275, февраль 1982 г.
- ASTM A387: «Стандартные спецификации для пластин сосуда высокого давления, легированная сталь, хром-молибден»
См. Дополнительную информацию о материалах и борьбе с коррозией или свяжитесь с нами.
.Закаленная сталь — определение закаленной стали по The Free Dictionary
tem · per
(tĕm′pər)v. tem · pered , tem · per · ing , tem · pers
v тр. 1. Для изменения путем добавления модерирующего элемента; умеренный: «умерьте свою доктринерскую логику небольшим количеством практической мудрости» (Роберт Х. Джексон). См. «Синонимы» при умеренном.2. Чтобы довести до желаемой консистенции, текстуры, твердости или другого физического состояния путем смешивания, смешивания или замешивания: темперированная глина; краски, закаленные маслом.
3. Для упрочнения (металла или стекла) нагреванием или нагреванием и охлаждением.
4. Чтобы укрепиться через опыт или трудности; жесткий: солдаты, закаленные в бою.
5. Музыка Для настройки (высоты звука инструмента) на темперамент.
v. внутр.Быть или закаляться.
н.1. Состояние души или эмоции; нрав: уравновешенный.
2. Спокойствие ума или эмоций; самообладание: выходить из себя.
3.а. Склонность легко сердиться или раздражаться: вспыльчивый характер.
б. Гнев; ярость: приступ гнева.
4. Характерное общее качество; тон: герои, олицетворявшие средневековый нрав; политизированный нрав 1930-х годов.
5.а. Состояние закалки.
б. Степень твердости и эластичности металла, в основном стали, достигаемая отпуском.
6. Модифицирующее вещество или агент, добавленный к чему-либо еще.
7. Архаичный Средний курс между крайностями; среднее.
[Среднеанглийский temperen, от древнеанглийского temprian, от латинского temperāre, вероятно, от варианта tempus, tempor-, время, сезон ]. п.
темп. · Бл. прил.
темпер. n.
Словарь английского языка American Heritage®, пятое издание. Авторские права © 2016 Издательская компания Houghton Mifflin Harcourt. Опубликовано Houghton Mifflin Harcourt Publishing Company. Все права защищены.
закалка
(ˈtɛmpərɪŋ) n(металлургия) металлургия закалка металла посредством термообработки
английский словарь Коллинза — полный и полный, 12-е издание 2014 г. © HarperCollins Publishers 1991, 1994, 1998, 2000 , 2003, 2006, 2007, 2009, 2011, 2014
.Закалка топора
Кузнец Валерий Самович: «На примере топора, хочу рассказать о термообработке стали в домашних условиях, которая включает в себя три стадии: отжиг, закалку и отпуск. Потребность в закалке возникает в том случае, если производителем нарушена технология термообработки.
Закалка топора в домашних условиях
Если топор при работе быстро тупится, на острие появляются вмятины, то сталь мягкая. И это значит, что топор не закален. А если острие выкрашивается или растрескивается, то есть, сталь очень твердая и хрупкая, то это возможно в том случае, если не был проведен отпуск после закалки». Оценить твердость стали, а значит и качество закалки нам поможет незатертый напильник с мелкой насечкой.
Если твердость стали высокая, то напильник по ней скользит почти не цепляя. Если твердость стали средняя, то напильник ее чуть-чуть берет. И если твердость стали низкая и напильник ее спокойно берет, то значит, эта сталь не закалена, либо были нарушена технология термообработки. В случае с этим топором напильник берет его легко. В этом случае, а также в случае повышенной хрупкости, топор подвергаем полному циклу термообработки. Вначале отжиг, а затем закалка и отпуск. Правильной закалкой топора считается такая закалка, при которой разные части топора закалены по-разному. В районе лезвия, на расстоянии примерно трех сантиметров от острия твердость стали должна быть высокой. Твердость остальной части топора должна быть гораздо меньше. Такая закалка обеспечивает износоустойчивость лезвия и пластичность остальной части. И является гарантией того, что при работе не лопнет обух или не отломается полотно.
ГОСТ 18578 – 89 Топоры строительные
Следующий момент, который мы должны знать для проведения эффективной термообработки, это марка стали, из которой изготовлен топор. Все строительные топоры, которые изготавливались в Советском Союзе и изготавливаются сейчас на постсоветском пространстве, должны соответствовать ГОСТу 18578 – 89 Топоры строительные. Этот ГОСТ оговаривает марки сталей для изготовления топоров. Каждая из этих сталей имеет свои температурные режимы термообработки. И свои закалочные среды.
Узнать об этом можно в марочниках сталей или в справочниках термиста, которые есть в свободном доступе в библиотеке. Однако, хочу подчеркнуть тот факт, что основным материалом для изготовления топоров являются стали У7 и У7А. Топор, который я выбрал для экспериментов, имеет клеймо.
Сверху год выпуска — 1963. Слева – размер по ГОСТу А2. Справа – сталь. Из которой изготовлен топор. Это инструментальная, углеродистая сталь У7. Режимы термообработки для стали У7 следующие:
Перед термообработкой надо затупить режущую кромку топора, чтобы его толщина стала примерно один миллиметр.
Отжиг
Итак, приступаем к термообработке. Первая операция называется отжиг. Перед закалкой топора или любого другого инструмента необходимо выполнить отжиг. Отжиг — это своеобразное обнуление структурной памяти металла. Заключается он в нагревании всего инструмента до температуры 740-760 градусов и постепенном охлаждении до 550 градусов. Со скоростью примерно 30-50 градусов в час. Отжиг лучше всего проводить в кирпичной печи. Самый важный вопрос, как определить температуру металла. Профессионал легко определит температуру по цвету. Ну, а новичку на помощь придет обычный магнит.
Дело в том, что сталь, так же как и железо, перестает магнититься при температуре 768 градусов. По мере нагрева магнитом проверяем магнитится ли сталь. Когда магнит перестанет приставать к стали, это значит, что температура нашего топора превысила 768 градусов и больше нагревать его не нужно. Запоминаем цвет свечения для температуры 768 градусов. Он называется красно-бордовый. Это знание нам понадобится при закалке, которая производится при температуре 800-830 градусов, что соответствует переходу от темновато красного к красному цвету. На экране вы видите таблицу цветов каления и побежалости для углеродистой стали.
Хочу обратить ваше внимание на то, что камера искажает реальный цвет, делая его светлее. Итак, требуемая для отжига температура достигнута. Угли сдвигаем подальше от топора, печь закрываем, задвигаем главную задвижку и оставляем часов на 10. Пусть топор остывает вместе с печью. В процессе отжига улучшается микроструктура металла, снимается внутреннее напряжение и уменьшается твердость. После остывания отожженная сталь становится мягкой и легко берется напильником.
Закалка
Следующая операция термообработки – закалка. Как я уже говорил, закалка стали марки У7 производится при температуры 800-830 градусов. Нагревать топор можно на костре, в буржуйке или кирпичной печи. Как только металл перестанет магнититься, ждем еще несколько минут, а затем приступаем к закалке. Закалка производится в двух средах. Первая среда, это вода, подогретая до 30 градусов. Вторая – масло. В воду мы окунаем лезвие топора на 3-4 сантиметра. Интенсивно двигаем для того, чтобы паровая подушка не препятствовала охлаждению. Время нахождения в воде – порядка 3 секунд. Затем полностью окунаем топор в масло. Так как масло может загореться, держим наготове кусок плотной ткани. Для того, чтобы в случае возгорания закрыть ею ведро и прекратить доступ кислорода для горения. Контролируем твердость стали после закалки.
Лезвие после закалки получилось очень твердым, а значит и хрупким. Поэтому, путем отпуска его нужно будет сделать более мягким и пластичным. Для того, чтобы хорошо видеть цвета побежалости во время и после отпуска, зачищаем топор проволочным кругом. Вот, что имеем в итоге.
Отпуск
Последняя операция термообработки называется отпуск. Отпуск необходим для уменьшения хрупкости закаленной стали и снятия внутренних напряжений в металле, появившихся в процессе закалки. Отпуск я делаю в обычной духовке. Топор выдерживается один час при температуре 300 градусов, а затем остывает на воздухе. Вот такой красавчик у нас получился после отпуска. Цвет побежалости – синий, свидетельствует о том, что температура отпуска была примерно 300 градусов. Увидеть этот цвет можно, если повернуть определенным образом поверхность металла к освещению. Проверяем твердость металла после отпуска, и убеждаемся, что лезвие стало чуть мягче. Как мы уже знаем, температура закалки У7 стали 800-830 градусов. И уменьшать ее нельзя. При более низких температурах закалки может не произойти вообще. А что же делать в том случае, если после закалки нам необходимо получить пластичную сталь, с относительно невысокой твердостью? При такой ситуации закаляем сталь, как положено, но увеличиваем температуру отпуска. Чем выше температура отпуска, тем пластичнее и мягче будет сталь после отпуска. Данные о твердостях сталей после отпуска, в зависимости от температуры отпуска, есть на каждую марку в марочниках сталей.
Закалка с самоотпуском
Еще один способ закалки инструмента — это закалка самоотпуском. В начале инструмент разогревается в печи до температуры закалки. Затем, режущая часть охлаждается до температуры 150-170 градусов. После этого режущая часть зачищается от окалины для того чтобы видеть цвета побежалости. Смотрим, как идет фиолетовый цвет. Инструмент выдерживается на воздухе до тех пор, пока тепло от раскаленной части не нагреет охлажденную часть до температуры 250-300 градусов. Об этом мы судим по цвету побежалости. Все фиолетовое. Охлаждаем. В качестве закалочной среды используется вода. Только для охлаждения режущей части она нагрета до 30 градусов. А для окончательного охлаждения топора она нагрета до 50 градусов.
закалять сталь — это… Что такое закалять сталь?
- закалять сталь
- to temper/harden steel
Большой англо-русский и русско-английский словарь. 2001.
- закалять
- закалять стекло
Смотреть что такое «закалять сталь» в других словарях:
закалять — закаливать и закалять. В знач. «придавать металлическому изделию большую твердость» обычно закаливать. Закаливать сталь. В знач. «делать физически или нравственно стойким, выносливым» обычно закалять. Закалять здоровье, характер … Словарь трудностей произношения и ударения в современном русском языке
гарт — металлический сплав для типографских литер , гартовать закалять (сталь) , укр. гартувати, блр. гартоваць. Заимств. вероятно, через польск. hart закалка (стали) , hartowac закалять из нем. hart твердый , härten закалять ; см. Брюкнер 169; Преобр.… … Этимологический словарь русского языка Макса Фасмера
Список изобретений, сделанных в Китае — Колесница с зонтом в упряжке из четырёх лошадей из терракотовой армии … Википедия
закаливать — и закалять. В знач. «придавать металлическому изделию большую твердость» обычно закаливать. Закаливать сталь. В знач. «делать физически или нравственно стойким, выносливым» обычно закалять. Закалять здоровье, характер … Словарь трудностей произношения и ударения в современном русском языке
Строительные материалы — Эту статью следует викифицировать. Пожалуйста, оформите её согласно правилам оформления статей … Википедия
Промышленность — (Industry) История промышленности Основные отрасли промышленности в мире Содержание Содержание Раздел 1. История развития . Раздел 2. Классификация промышленности. Раздел 3. промышленности. Подраздел 1. Электроэнергетика. Подраздел 2. Топливная… … Энциклопедия инвестора
СТРЕЛКОВОЕ ОРУЖИЕ — ручное огнестрельное оружие, в котором для выбрасывания поражающего элемента из канала ствола используется сила давления газов, образующихся при сгорании пороха или специальной горючей смеси. Термин стрелковое оружие относится к всевозможным… … Энциклопедия Кольера
КАЛИТЬ — КАЛИТЬ, каливать что, раскалять, накалять, разжигать, сильно нагревать твердое тело в огне; | закаливать, закалять железо, сталь, погружать раскаленное в воду. Калеными ядрами стреляют по кораблям. Калить орехи, запекать в вольном духу. Калить… … Толковый словарь Даля
Победа (броненосец) — У этого термина существуют и другие значения, см. Победа. «Победа», с 17.10.1905 «Суо» (яп. 周防?) … Википедия
ЗАКАЛИТЬ — ЗАКАЛИТЬ, закалю, закалишь, совер. (к закаливать и к закалять). 1. (несовер. преим. закаливать) что. Придать какому нибудь телу большую твердость, упругость, вязкость, прочность путем нагревания до высокой температуры, а затем быстрого охлаждения … Толковый словарь Ушакова
закали́ть — лю, лишь; прич. страд. прош. закалённый, лён, лена, лено; сов., перех. (несов. закаливать и закалять). 1. Придать большую твердость, упругость, прочность путем нагрева до высокой температуры, а затем быстрого охлаждения. Закалить сталь. 2. перен … Малый академический словарь
Как закаляют сталь
В третье воскресенье июля в России отмечается один из самых почитаемых профессиональных праздников – День металлурга. В этом году – в юбилейный 60-й раз. В деятельности Атомэнергомаша металлургическое производство играет стратегически важную роль. Рассказываем о работе наших коллег-металлургов с ЭМСС, Атоммаша и Петрозаводскмаша.
Новые слитки
За последние три года благодаря модернизации и освоению новых технологий Энергомашспецсталь значительно расширила географию поставок. Сегодня ЭМСС тесно сотрудничает с ведущими компаниями более чем в 50 странах мира. Среди партнеров предприятия такие гиганты промышленности, как ArcellorMittal, Alstom, General Electric, BHEL, Siemens AG и многие другие.Ключевыми объектами поставок в 2017 году стали отгрузки для Индийской АЭС «Куданкулам» и Турецкой АЭС «Аккую». В 2018 году ЭМСС продолжает развивать производство уникального оборудования для АЭС «Куданкулам» (Индия), «Руппур» (Бангладеш), «Аккую» (Турция) и «Ханхикиви-1» (Финляндия). Кроме того, подписаны крупные контракты на поставку валковой продукции.
Изготовленные на ЭМСС валки поставляются на металлургические заводы Европы, Азии, Северной и Южной Америки. Опорные валки из крупнотоннажных слитков массой 355, 415 и 235 тонн были изготовлены и поставлены на предприятия Laiwu Steel Group (Китай), Voest Alpine Gmbh (Австрия), металлургический комбинат ArcelorMittal Galati (Румыния) и другие. В апреле текущего года завод «ЭМСС» выиграл крупный тендер на поставку валков в Мексику. В рамках масштабного проекта по строительству нового прокатного толстолистового стана «1700» меткомбината ArcelorMittal Lazaro Cardenas (Мексика), ЭМСС изготовит и поставит австрийской компании 1500 т валков. В этом же месяце Энергомашспецсталь заключила сделку с китайским производителем стали и металлопроката компанией Anyang Steel. Согласно договору ЭМСС изготовит два крупнотоннажных опорных валка общим весом 230 тонн. Цельнокованые опорные валки предназначены для эксплуатации в толстолистовом стане горячей прокатки «3500».
На ЭМСС постоянно идут работы по освоению новых видов продукции, расширению марочного сортамента, совершенствованию качества выпускаемого металла. В настоящее время металлургами ЭМСС освоено более 300 марок сталей различных стандартов ГОСТ, DIN и ASTM. С 2017 года на предприятии было произведено свыше 2500 т высоколегированных нержавеющих марок стали мартенситного и аустенитного класса для изготовления изделий АЭС, в том числе из марок стали, производимых в прошлые периоды, а также освоена новая марка стали по перспективному проекту EDF.
Кроме того, на ЭМСС было успешно освоено производство слитков из роторной высокохромистой азотированной стали, а также изготовление валов роторов из них с обеспечением технических требований заказчиков в полном объеме. Освоена новая номенклатура товарной продукции – слитки круглого сечения диаметром 1200 мм и весом 33,5 т.
«Практически каждый месяц на ЭМСС есть производственные достижения, о которых можно говорить с гордостью, — говорит начальник технологического отдела сталеплавильного производства ПАО «ЭМСС» Александр Прядко. — За последний год в электросталеплавильном цехе были успешно отлиты 10 крупных слитков весом от 205 до 290 т, а также слитки-гиганты весом 355 т и 415 т. Всего же от начала внедрения на ЭМСС производства слитков-гигантов и до сегодняшнего дня сталеплавильщиками ПАО «ЭМСС» было отлито уже 12 слитков весом 355 т и 5 слитков весом 415 т. На сегодняшний день Энергомашспецсталь – единственное предприятие на Украине, которое способно производить такую продукцию. Из слитков-гигантов были изготовлены массивные поковки как для металлургов, такие как опорные прокатные валки, так и для атомной индустрии – корпусные изделия атомного реактора».
Цифра25 455 тонн продукции было отгружено с производственной площадки ЭМСС в 2017 году.
Новые технологии
Только за 6 месяцев 18-го года металлурги Атоммаша освоили несколько новых технологий. При том, что в команде сегодня всего 14 человек.Новинка №1 — ядерная
Атоммаш производит первый в мире реактор по проекту ВВЭР-ТОИ (типовой оптимизированный и информатизированный). А значит и первое в мире днище такого реактора. Габаритные размеры детали превосходят предшественников ВВЭР-1200 и тысячников. В операции нужно задействовать абсолютно новый штамп. И усложняем задачу — марка стали, из которой выполнена поковка, еще никогда и нигде не применялась. Как с этим работать?
Металлурги решают, какие режимы нагрева применить, с какой силой надавить прессом и как вообще вести себя с металлом. Эти специалисты прорабатывают такие технологии, что сталь не крошится и не трещит под давлением, становится податливой, как пластилин, но не деформируется под градусом, а при остывании приобретает новые свойства и становится еще прочнее, чем была.
Успешная штамповка днища ВВЭР-ТОИ, конечно, заслуга большой команды сотрудников «АЭМ-технологий». Но без металлургов — никуда! «Такого еще никто не делал, и сначала это немного настораживало, — рассказывает главный металлург Атоммаша Евгений Заиграев. — На команде очень высокая ответственность. Мы получаем трубную заготовку, а выдаем почти готовое днище. Наша задача — весь передел: от разгибки кованой обечайки до термообработки уже отштампованного днища».
Новинка №2 — низкотемпературная
В 80-х годах трубный пучок (змеевики внутри парогенератора) развальцовывали методом взрыва. Конструкцию вывозили на полигон, взрывали заложенные внутри патроны, и все трубочки расширялись, герметично прилегая к отверстиям в коллекторах. После проводилась низкотемпературная обработка (НТО).
Со временем специалисты развили технологии и перешли к методу гидрораздачи. Теперь каждый змеевик расширяют с помощью жидкости под высоким давлением. В этом случае последующая термообработка не требуется.
Сейчас в производстве Атоммаша парогенераторы для двух блоков АЭС «Куданкулам». Теплообменники для первых двух блоков были изготовлены еще в советские годы с использованием взрыва и НТО. Теперь индийская сторона выдвинула требование в порядке референтности выполнить процедуру низкотемпературной обработки и на текущих парогенераторах.
Евгений Заиграев: «Как это выполнить, если с того времени допускаемый правилами АЭС температурный диапазон сократился: раньше было 400-520, а теперь всего 400-450 градусов. Как сохранить всего 50 градусов на таких толщинах?.. Металлурги «поскрипели мозгами», создали абсолютно новую нагревательную установку, откатали ее. Действительно добились того, чего казалось бы невозможно добиться». Сейчас металлурги Атоммаша готовятся провести операцию НТО на штатном парогенераторе. Операция совершенно уникальная, не имеющая аналогов.
Новинка №3 — зарубежная
Атоммаш впервые за свою историю изготовил ядерное оборудование зарубежного дизайна. Пока это только пробная деталь-демонстратор. Металлургам вновь поставили задачу проработать технологию работы с непривычной маркой стали и по новым для предприятия европейским требованиям.
«Это своеобразный пропуск к участию в тендере на производство ядерного оборудования для зарубежной станции, — рассказывает Евгений Заиграев. — Конкурс будет на прямые участки трубопровода. А «на пробу» представители Заказчика дали более сложное задание — гнутоштампованное колено. Мы смогли провести операцию в соответствии со всеми требованиями».
Новые продуктовые направления
Активно выходит на новые рынки дочернее общество АО «АЭМ-технологии» — ООО «Литейный завод «Петрозаводскмаш». Год назад машиностроительный дивизион Росатома, АО «Атомэнергомаш», заключил соглашение о намерениях с концерном DMG MORI. Документ подписали Андрей Никипелов, генеральный директор АО «Атомэнергомаш», Вадим Тряпичкин, директор ООО «Литейный завод «Петрозаводскмаш», Дирк Хулльманн, управляющий директор «ГИЛЬДЕМАЙСТЕР Бетайлигунген ГмбХ», и Алексей Антипин, генеральный директор ООО «Ульяновский станкостроительный завод».В Соглашении стороны заявили о заинтересованности в долгосрочном сотрудничестве и реализации совместных проектов по локализации производства станкоинструментальной продукции. Согласно подписанному документу, «Литейный завод «Петрозаводскмаш» будет поставлять чугунные отливки компонентов станков для Ульяновского станкостроительного завода и европейских заводов DMG MORI.
Первой партией изделий, которые петрозаводские металлурги поставили станкостроителям в Ульяновск, стали литые станины для токарного станка CTX-310. Станины были приняты к серийному производству, и стороны приняли решение расширить сотрудничество.
Сегодня завод расширяет поставки станкостроительного литья. По заказу компании «СТАН» была изготовлена партия оснований высокоточных пятикоординатных фрезерных обрабатывающих центров. В процессе изготовления находится основание токарно-карусельного станка. Это деталь диаметром 6 метров и весом около 40 тонн.
В этом году, после десятилетнего перерыва, Литейный завод возобновил работу по традиционному направлению — оборудование для целлюлозно-бумажной промышленности. Летом 2017 года был подписан контракт на изготовление 50 валов для бумагоделательной машины. Чугунные заготовки для валов отлили на кессонном участке литейного производства, механическую обработку, сборку крышек и цапф провели в механосборочном производстве ООО «Литейный завод «Петрозаводскмаш». Хорошее качество изделий и готовность предприятий к дальнейшему сотрудничеству позволили уже в этом году подписать ещё два контракта на поставку аналогичной продукции.
Основная специализация «Литейного завода «Петрозаводскмаш» — отливки из чугуна различных марок массой до 120 тонн, в том числе, высокопрочного чугуна с шаровидным графитом. Из чугуна именно этой уникальной марки, прочного и пластичного одновременно, были отлиты массивные кольца тепловой защиты для многоцелевого исследовательского реактора на быстрых нейтронах (МБИР), который строится в Димитровграде на площадке Государственного научного центра «НИИАР». Наружный диаметр толстостенных колец — 4,5 метра. Всего Литейный завод изготовил восемь чугунных отливок общей массой 265 тонн.
Новая продукция литейщиков Петрозаводска по атомному направлению — опорные стаканы системы предварительного натяжения бетона защитной оболочки (СПЗО) реакторного отделения АЭС. По заказу ООО «Следящие тест-системы» (ООО «СТС»), которое является главным конструктором и поставщиком оборудования, Литейный завод Петрозаводскмаша уже изготовил пилотную серию опорных стаканов для подтверждения технологии изготовления отливки и качества продукции, получил положительный результат. Первой станцией, на которой будут применены стаканы СПЗО, изготовленные карельскими металлургами, станет Курская АЭС. С учетом «дорожной карты» строительства АЭС, данное изделие может стать для Литейного завода серийным. Кроме того, это продуктовое направление открывает «Литейному заводу «Петрозаводскмаш» новые рынки изготовления современных строительных конструкций, которые используют системы предварительного натяжения бетона при возведении мостов, виадуков и других высоконагруженных бетонных конструкций.
Как закаляют металл
на огне, в масле или печи
Расскажем о трех способах закалки металла в домашних условиях, охлаждении и контроле качества. Как правильно провести закалку стали в масле и на открытом огне. Какое масло выбрать. Особенности закалки алюминия и меди.
Как можно закалить металл в домашних условиях, наверное, знает каждый мастер, работающий со слесарным или столярным инструментом. Считается, что для этого достаточно разогреть изделие докрасна, а затем охладить его в емкости с водой. Однако в домашней мастерской этим способом можно получить только твердый и хрупкий металл, который вполне подходит для стамесок и ножей, но непригоден для молотков, кернеров или зубил. Режимы термообработки зависят от марки стали и требуемых параметров изделия после закалки, а к ним относятся не только твердость, но и прочность, износостойкость, пластичность и вязкость. В домашних мастерских, как правило, отсутствуют измерительные приборы, с помощью которых можно узнать температуру детали. Поэтому для того, чтобы закалить деталь, границы нагрева и отпуска приходится распознавать по цвету металла или его побежалости. Кроме того, перед тем как закалить какое-либо изделие, мастер должен определить (хотя бы приблизительно) марку стали или сплава, из которого оно изготовлено. Со временем накапливаются и знания, и навыки, но начинающему термисту даже для того, чтобы в домашних условиях успешно закалить сверло, резец или какой-нибудь крепеж, сначала придется пополнить свой теоретический багаж, пообщаться с опытными специалистами и сделать несколько пробных закалок.
Способы бытовой закалки металла
Чтобы закалить изделие из металла в домашних условиях, в первую очередь следует определиться со способом его разогрева до необходимой температуры, а также подобрать емкости для охлаждающих жидкостей. Кроме того, необходимо выбрать домашнее помещение или место во дворе, где можно заниматься закалкой с соблюдением всех требований техники безопасности. Для нагревания можно использовать источники с открытым пламенем. Но таким способом удастся разогреть и закалить только небольшие по объему детали. К тому же открытое пламя вызывает окисление и обезуглероживание, которые негативно влияют на поверхностный слой металла. Температуру нагрева домашние мастера, как правило, определяют по цвету нагретой заготовки. На рисунке ниже приведена цветовая таблица, без которой невозможно правильно закалить изделие из углеродистой стали. Для легированных сталей температурный диапазон обычно сдвинут в сторону увеличения на 20÷50 °C.
Для того чтобы закалить изделие из стали с полным и равномерным прогревом, лучше всего воспользоваться такими источниками тепла, как кузнечные горны и закрытые печи. Это оборудование несложно изготовить самому в домашней мастерской, а эксплуатировать его можно как в помещении, так и на открытом воздухе. Для наддува в кузнечном горне обычно используют промышленный фен, а в качестве топлива подойдет древесный уголь, который продается в любом супермаркете. Небольшую закрытую печь легко изготовить из пары десятков шамотных кирпичей. При этом в зависимости от метода закалки металла в ней можно не только закалить, но и провести отпуск с прогревом всего объема изделия. Проще всего с емкостями для охлаждения и зажимным инструментом. Для закалочной жидкости подойдет любой негорючий сосуд достаточного размера, а удерживать и перемещать деталь можно щипцами или крючьями с ручками подходящей длины. На видео ниже показано, как в домашних условиях можно закалить топор с использованием самодельного горна и двух емкостей с разными охлаждающими средами.
Закалка на открытом огне
Самый простой способ закалить небольшую деталь в домашних условиях — это нагреть ее на открытом пламени до нужной температуры, руководствуясь при этом цветовыми таблицами. В качестве источника нагрева в таких случаях можно использовать газовую горелку, паяльную лампу или даже конфорку домашней газовой плиты. Главный недостаток такой закалки — это сложность равномерного прогрева изделия по всему объему, т. к. пламя создает высокую температуру на узком, ограниченном участке. Этот способ подойдет, когда необходимо закалить торец удлиненного изделия, например режущую часть сверла или лезвие стамески, или же небольшую деталь размером в несколько сантиметров. Еще одна проблема, с которой может столкнуться домашний мастер, решивший закалить углеродистую сталь открытым пламенем, — это сильное окисление и выгорание углерода в поверхностном слое железа, которые приводят к деградации его структуры.
Распространенные среды для самостоятельного каления
Для закалки сталей в домашних условиях обычно используют следующие охлаждающие среды: воздух, воду и водные растворы, минеральное масло. В качестве водных растворов обычно используют 10-15%-й хлористого натрия (поваренной соли), а минеральное масло в домашних мастерских — это чаще всего обычная моторная отработка. Чтобы закалить отдельные части изделия с разной твердостью, используют закалку с последовательным охлаждением в двух средах. Каждая из этих закалочных сред характеризуется своей скоростью охлаждения, от которой напрямую зависит структура обрабатываемого металла. К примеру, воздух охлаждает сталь со скоростью 5÷10 °C в секунду, масло — 140÷150 °C, а вода (в зависимости от температуры) — 700÷1400 °C.
Чтобы правильно и без проблем закалить свое изделие, необходимо знать марку металла, из которого оно изготовлено, т. к. от этого зависит как температура нагрева, так и способ охлаждения. Народные умельцы для своих изделий в качестве исходных материалов чаще всего используют б/у изделия из быстрорежущих и инструментальных сталей, которые можно закалить в домашней мастерской. Ниже в таблице приведены рекомендуемые температурные режимы и среды охлаждения для различных сталей.
Закалка металла в масле
Масло довольно плохо проводит тепло, что способствует более медленному формированию структурных элементов стали. Поэтому, если ее закалить в масляной среде, она наравне с твердостью приобретет прочность и упругость. На производстве для закалки обычно используют индустриальное масло И-20 или современные закалочные масла типа «Термойл», «Термо» или «Волтекс». В домашних мастерских народные умельцы пользуются тем, что имеется в наличии. Чаще всего это новое или отработанное моторное масло. Чтобы безопасно закалить деталь в таком масле в домашних условиях, нужно помнить, что у него по сравнению с промышленными закалочными жидкостями гораздо более низкая температура вспышки, и при погружении в него раскаленного металла оно на короткий срок загорается с выделением едкого дыма. Поэтому закалочная емкость, применяемая в домашней мастерской, должна иметь минимальную открытую поверхность и использоваться только на открытом воздухе или в проветриваемом помещении. Помимо обычных ведер и жестяных банок, одна из самых распространенных конструкций такой емкости, которой пользуются домашние мастера — это удлиненный отрезок трубы подходящего диаметра с приваренным днищем.
Изготовление камеры для закаливания металла
Основным материалом для изготовления корпусов домашних печей для закалки стали являются твердые огнеупоры в виде блоков различных размеров и шамотная глина. В такой печи достигается температура свыше 1200 °C, поэтому в ней можно закалить изделия не только из углеродистой или инструментальной, но и из высоколегированной стали. При изготовлении домашних печей из шамотной глины сначала делают картонный каркас по форме и размеру рабочей камеры, который затем покрывают слоем шамота. Поверх его наматывают нагревательную спираль, а затем накладывают основной теплоизолирующий слой. При такой конструкции область нагрева изолирована от нагревательного элемента, что важно, когда необходимо закалить сталь, чувствительную к окислам и выгоранию углерода.
Самой же распространенной конструкцией домашних закалочных печей являются установки, тепловые корпуса которых выполнены из шамотного кирпича или аналогичных ему огнеупоров. Рабочая температура у таких материалов более 1400 °C, поэтому в подобных печах можно закалить практически любой вид стали и многие тугоплавкие сплавы. Конструктивно такая домашняя печь похожа на обычную печь на дровах, только имеет гораздо меньшие размеры. Нагрев металла в ней осуществляется с помощью электрической спирали, уложенной в пазы по периметру внутреннего пространства. Если необходимо качественно закалить сталь, ее необходимо нагреть до точно заданной температуры, поэтому большинство таких домашних самоделок оснащено терморегуляторами (их свободно можно приобрести на «Алиэкспресс»).
На видео ниже показано устройство такой домашней печи с торцевой загрузкой и терморегулятором, который позволяет закалить сталь с точным соблюдением температурных режимов. Ее тепловой корпус изготовлен из муллитокремнеземистых огнеупорных плит ШПТ-450.
Подробное описание конструкции и рекомендации по созданию печи с верхней загрузкой, в которой можно закалить изделия длиной до 54 см, можно посмотреть в следующем видео. Здесь тепловой корпус печи изготовлен из шамотного кирпича (типа ШБ) и также используется терморегулятор. Кроме верхней загрузки, особенностью этого устройства является спираль из кантала, который служит во много раз дольше традиционного нихрома и фехраля.
Как самостоятельно провести отпуск
Отпуск стали проводят для снижения ее хрупкости и повышения пластичности, что происходит во время ее нагрева до невысокой (по сравнению с закалкой) температуры с последующим медленным охлаждением. Для большинства сталей (углеродистых и низколегированных), которые можно закалить в домашней мастерской, отпуск проводится при температурах в интервале от 150 до 250 °C (см. таблицу выше). В отличие от закалки такой нагрев не требует специального оборудования, поэтому многие домашние мастера используют для этих целей духовки бытовых плит с терморегуляторами. Определить температуру нагрева при отпуске можно по цвету побежалости — разноцветной оксидной пленки, возникающей на поверхности стали при нагреве (см. рис. ниже). Если закалить сталь «на мартенсит», т. е. с быстрым охлаждением в воде, то получится очень твердая, но хрупкая структура. Поэтому отпуск является обязательной процедурой при термической обработке режущего инструмента.
Проверка качества закалки
Для того чтобы определить, удалось ли закалить изделие из стали до нужной твердости, у домашнего мастера не так уж и много способов. Традиционный — это попробовать поцарапать металл надфилем (не алмазным), который обычно имеет твердость 55÷60 HRC. Если на поверхности остаются бороздки, то это значит, что закалить сталь до нужного значения не получилось и ее твердость ниже этой величины. Если же надфиль скользит по поверхности закаленного металла, то его твердость в норме. Еще один способ проверки качества домашней закалки — это царапание закаленной сталью поверхности бутылочного стекла (см. фото ниже). Кроме твердости, в домашних условиях при наличии определенных навыков можно проверить и структуру металла. Для этого необходимо закалить несколько образцов одинаковой стали в разных режимах, а затем на глаз сравнить структуру и размер зерна.
Особенности закалки алюминия
Необходимость закалить какое-либо изделие из алюминия в домашних условиях возникает достаточно редко, т. к. вся готовая продукция из литейных и деформируемых сплавов обычно проходят требуемую термообработку и в процессе эксплуатации практически не теряет своей твердости и жесткости. Такая потребность у домашнего мастера может возникнуть после сварки между собой деталей из алюминиевых сплавов, т. к. в этом случае они очень часто теряют жесткость в области, прилегающей к сварному шву. Но в домашних условиях закалить алюминий очень сложно, т. к. для этого нужно точно знать тип сплава и выдерживать термические параметры с точностью как минимум ±5 °C. Охлаждение тоже требует определенных навыков, т. к. при неточном соблюдении технологии изделие может повести. Если же все-таки хочется освоить этот вид термообработки для использования в домашних условиях, то в первую очередь необходимо обзавестись печью с точным терморегулятором, а также быть готовым к тому, что каждый раз придется закаливать поочередно несколько образцов для подбора нужных параметров термического процесса.
Особенности закалки меди
Технологии термообработки стали и меди имеют принципиальные отличия. Нагрев меди до красного каления (свыше 600 °C) и быстрое охлаждение в воде приводит к ее отпусканию (т. е. она становится мягкой). Закалить медь в домашних условиях сложнее, чем отпустить, т. к. для этого ее нужно нагреть всего до 400 °C, при которых она не имеет свечения. После нагрева до указанной температуры медное изделие медленно остужается на воздухе, после чего оно приобретает твердость, как после нагартовки. Если все-таки есть насущная потребность закалить какое-то количество медных деталей в условиях домашней мастерской, придется обзавестись пирометром для контроля температуры нагрева.
Мы описали два способа проверки качества закалки в домашних условиях. А какие знаете вы? Поделитесь, пожалуйста, информацией в комментариях к этой статье.
В чем разница между отпуском и отжигом?
- Металлические изделия
- Сталь холоднокатаная A109
- Товаров на складе
- Физические и химические свойства
- Отожженная пружинная сталь
- Товаров на складе
- Физические и химические свойства
- Бериллиевая медь
- Товаров на складе
- Физические и химические свойства
- латунь
- Товаров на складе
- Физические и химические свойства
- Холоднокатаная Сталь 1008/1010
- Товаров на складе
- Физические и химические свойства
- Медь
- Товаров на складе
- Физические и химические свойства
- Фосфорная бронза
- Товаров на складе
- Физические и химические свойства
- нержавеющая сталь
- 301 шт. Из нержавеющей стали
- Складские позиции из нержавеющей стали 302/304
- Физические и химические свойства
- Закаленная пружинная сталь
- Товаров на складе
- Физические и химические свойства
- Сталь холоднокатаная A109
- Услуги и возможности
- По длине
- Edge Conditioning
- Продольная
- О нас
- Отрасли, которые мы обслуживаем
- Ресурсы
- Блог
, 16 июля 2020 г. .
Закалка, закалка, отпуск в Metlab of Wyndmoor PA.
(щелкните миниатюру, чтобы увеличить)
Закалка металла / Закалка металла / Закалка металла
Три больших комплекта подшипников извлекаются из печи Metlab диаметром 180 дюймов и высокой науглероживанием 156 дюймов после температуры закалки (1550 ° F) для последующей закалки в горячее масло с перемешиванием. Детали были науглерожены до глубины корпуса более 0,200 дюймов ECD. Вес приспособления и компонентов составляет около 40 000 фунтов.
Закалка металлов | Закалка металлов | Закалка металлов | Удобства
Закалка металла
Использование этой обработки приведет к улучшению механических свойств, а также к повышению уровня твердости, в результате чего будет получено более прочное и долговечное изделие. Сплавы нагреваются выше критической температуры превращения материала, а затем охлаждаются достаточно быстро, чтобы мягкий исходный материал превратился в гораздо более твердую и прочную структуру.Сплавы могут охлаждаться на воздухе или охлаждаться путем закалки в масле, воде или другой жидкости, в зависимости от количества легирующих элементов в материале. Закаленные материалы обычно подвергаются отпуску или снятию напряжений для улучшения их размерной стабильности и прочности.
Стальные детали часто требуют термической обработки для получения улучшенных механических свойств, таких как увеличение твердости или прочности. Процесс закалки состоит из нагрева компонентов выше критической (нормализационной) температуры, выдержки при этой температуре в течение одного часа на дюйм толщины, охлаждения со скоростью, достаточно быстрой, чтобы позволить материалу трансформироваться в гораздо более твердую и прочную структуру, а затем отпуск .Сталь по сути представляет собой сплав железа и углерода; другие стальные сплавы содержат другие металлические элементы в растворе. Нагревание материала выше критической температуры приводит к переходу углерода и других элементов в твердый раствор. Закалка «замораживает» микроструктуру, вызывая напряжения. Затем детали подвергаются отпуску для изменения микроструктуры, достижения соответствующей твердости и устранения напряжений.
Закалка металла
Материал нагревается до подходящей температуры, а затем закаливается в воде или масле для затвердевания до полной твердости в зависимости от типа стали.
Материал нагревают до температуры, подходящей для затвердевания, затем быстро охлаждают, погружая горячую часть в воду, масло или другую подходящую жидкость для преобразования материала в полностью затвердевшую структуру. Закаленные детали обычно должны быть выдержаны, отпущены или сняты напряжения для достижения надлежащей ударной вязкости, окончательной твердости и стабильности размеров.
Сплавы могут охлаждаться на воздухе или охлаждаться закалкой в масле, воде или другой жидкости, в зависимости от количества легирующих элементов в материале и конечных механических свойств, которые должны быть достигнуты.Закаленные материалы подвергаются отпуску для повышения их размерной стабильности и прочности.
Закалка металла
Отпуск проводится для достижения требуемого сочетания твердости, прочности и вязкости или для уменьшения хрупкости полностью закаленных сталей. Стали никогда не используются в закаленном состоянии. Комбинация закалки и отпуска важна для изготовления прочных деталей.
Эта обработка следует за закалкой или охлаждением на воздухе.Отпуск обычно считается эффективным для снятия напряжений, вызванных закалкой, в дополнение к снижению твердости до определенного диапазона или соблюдению определенных требований к механическим свойствам.
Отпуск — это процесс повторного нагрева стали при относительно низкой температуре, приводящий к выделению и сфероидизации карбидов, присутствующих в микроструктуре. Температура и время отпуска обычно контролируются для получения конечных свойств, требуемых от стали.В результате получается компонент с соответствующим сочетанием твердости, прочности и вязкости для предполагаемого применения. Закалка также эффективна для снятия напряжений, вызванных закалкой.
Удобства
Открытая или закрытая печь — закалка, отжиг, нормализация, обработка раствором и т. Д. До 2200 ° F
- Шахтная печь — диаметр 144 дюйма, высота 96 дюймов
- Шахтная печь — диаметр 180 дюймов, высота 156 дюймов
- Шахтная печь (2) — диаметр 54 дюйма, высота 180 дюймов
- Колокольные печи (4) — диаметр 72 дюйма на высоту 84 дюйма
- Интегральные закалочные печи в масле — 24 «x 36» x 24 «в высоту, 18» x 24 «x 18» в высоту
- Печь с вращающимся подом и закалка под прессом — Детали диаметром до 16 дюймов
- Вакуумная печь — 24 «О.D. x глубина 24 дюйма
наверх
.Интерактивная история металлургии — Хронология процессов обработки металлов, термообработки, технологии обработки поверхностей
Пуаби (обычно называемый царицей Пуаби) был важным человеком в шумерском городе Ур во время Первой династии Ура. В ее могиле был найден золотой кубок с изготовленным для нее сосудом с двойными стенками. Паяное из сплава 25% серебра золото называлось «электрум». Золотая пайка была известна и умело практиковалась шумерами, первой цивилизацией в истории человечества в 3 веке до нашей эры.Кубок, созданный для Пуаби, был найден сэром Леонардом Вулли сэром Леонардом Вулли с зеленой краской для глаз на кладбище Ура (современный Ирак) между 1922 и 1934 годами и является одним из самых ранних сохранившихся примеров паяного соединения. Верхняя часть двустенная, а паяное соединение выполнено по периферии. В настоящее время кубок выставлен в Британском музее в Лондоне.
Другие примеры ранней пайки включают сосуды для питья с ручками, прикрепленными к телу с помощью техники пайки, возникшую в Трое около 2200 г. до н.Примерно в то время пайка также была обычным явлением в Египте. Современная пайка уходит своими корнями в работу ранних паяльных машин, однако этот процесс был усовершенствован и во многих случаях автоматизирован для массового производства паяных металлических изделий.
Пайка в настоящее время является обычным методом в металлургии, используемым для соединения двух металлических частей вместе путем плавления и заливки присадочного металла в соединение, причем этот присадочный металл имеет более низкую температуру плавления, чем прилегающий металл. В то время как первые металлурги выполняли пайку с использованием древесного угля и выдувной трубы, современные методы усовершенствованы, точны, масштабированы до промышленного уровня и могут быть автоматизированы или полуавтоматизированы.Пайка горелкой — это наиболее распространенная форма механизированной пайки, идеально подходящая для небольших производственных партий или специализированных операций.
Пайка в больших объемах осуществляется в печах. Это автоматизированный или полуавтоматический процесс, широко используемый в промышленных операциях, который особенно рентабелен. Пайка в печи имеет множество преимуществ, в том числе простоту изготовления большого количества мелких деталей, которые легко соединяются или устанавливаются самостоятельно, контролируемый тепловой цикл, который защищает детали, которые могут деформироваться от локального нагрева, низкая стоимость единицы, защитная Атмосфера в печи является либо инертной, либо восстановительной, либо вакуумной, что защищает деталь от окисления и, конечно же, позволяет паять несколько соединений одновременно.
Вакуумная пайка, в частности, дает значительные преимущества, обеспечивая очень чистые, превосходные пайки без флюса, высокую целостность и прочность. Пайка очень быстро превратилась из начальных методов обработки паяльной трубой и древесным углем, использовавшихся в древности, в современный научно обоснованный производственный процесс, управляемый компьютером. Он остается одной из опор используемых сегодня металлических соединений. подробнее »
.А вы знаете как закаляют сталь
Сталь, как известно, может быть разных марок, видов и размеров. Способ ее закалки определяется именно в зависимости от этих показателей. Это важнейший шаг, ведь, если, к примеру, углерода в составе стали мене, чем 20%, то она не может подвергаться обработке при высоких температурах.
Процедура закаливания
Также важно отметить, что данную процедуру как закаливание проводят для того, чтобы увеличить твердость и сохранить качество изделия. Прежде, чем начать закалять сталь, ее необходимо нагреть инертным газом и поместить в вакуум, ведь в момент разогрева важно предотвратить взаимодействие стальных элементов с кислородом. Если пренебречь данным правилом, то в результате воздействия стали с кислородом возникнет окалина, которая в последующем потребует дополнительной обработки.
После разогрева материла до необходимой температуры, его необходимо поместить в иную среду и охладить. Иной средой может выступить вода, масло, другой металл или расплавленная соль. Если закаливание проходит в режиме прерывания, то охлаждение должно проводиться в нескольких сферах. Сначала готовое изделие помещают в резкий охладитель, в качестве которого может выступить вода. Охлаждают изделие до 300 градусов, а после помещают в масло, т.к. оно считается более мягким. На первый взгляд, может показаться, что такой метод закаливания сложный, но его сложность в том, что иногда непросто определить наиболее подходящий момент для перемещения изделия из одной среды в иную.
Сегодня в сфере металлургии чаще всего акцент делают на изготовлении стальных труб, поэтому специалисты решают вопросы, которые связаны с решением временных затрат, а также со снижением финансовых расходов, необходимых для полноценного закаливания стали. Под влиянием данных факторов чаще всего используют масло и воду, поскольку они являются самыми дешевыми охладителями.
Конечно, такой метод самый экономически выгодный и распространенный
Что такое закалка? | Metal Supermarkets
Закалка — это процесс термообработки, который изменяет механические свойства (обычно пластичность и твердость) и снимает внутренние напряжения стали. Отпуск позволяет углю, захваченному в мартенситной микроструктуре, диспергироваться и позволяет снять внутренние напряжения со стали, которые могли быть созданы в результате предыдущих операций.
Процесс закалки
Отпуск выполняется путем повышения температуры стали до заданного значения ниже ее более низкой критической температуры, обычно после операции закалки.По достижении этой температуры она сохраняется в течение определенного времени. Точная температура и время зависят от нескольких факторов, таких как тип стали и требуемые механические свойства.
Чтобы довести сталь до критической температуры, необходимо использовать какое-либо нагревательное устройство. Обычные устройства включают газовые печи, электрические печи сопротивления или индукционные печи. Часто этот нагрев выполняется в вакууме или с помощью инертного газа, чтобы защитить сталь от окисления. Как только печь достигает желаемой температуры, наступает время выдержки.По истечении времени выдержки печь выключают, и стали дают остыть с заданной скоростью.
Почему сталь закаляется?
Закалка стали после процесса закалки позволяет достичь среднего уровня твердости и прочности. Это достигается за счет диффузии углерода внутри микроструктуры стали. Когда сталь закаляется, она может стать чрезмерно хрупкой и твердой. Однако, когда сталь не закалена, она может не обладать прочностью или стойкостью к истиранию, необходимой для предполагаемого применения.Отпуск также улучшает обрабатываемость и формуемость закаленной стали и может снизить риск растрескивания или разрушения стали из-за внутренних напряжений.
Когда используется темперирование?
- Закалка чаще всего используется после операции закалки. Нагревание углеродистой стали и быстрая закалка могут сделать ее слишком твердой и хрупкой. Закалка может частично восстановить его пластичность.
- Отпуск может снизить твердость и снять напряжение свариваемого компонента.Сварные швы могут образовывать локализованную зону, которая затвердевает из-за высокой температуры процесса сварки. Это может привести к нежелательным механическим свойствам и остаточным напряжениям, которые могут способствовать водородному растрескиванию. Темперирование помогает предотвратить это.
- Упрочненные материалы часто требуют отпуска. Материалы могут упрочняться в результате таких процессов, как штамповка, гибка, формовка, сверление или прокатка. Упрочненные материалы имеют большое количество остаточных напряжений, которые можно уменьшить с помощью процесса отпуска.
Metal Supermarkets — крупнейший в мире поставщик мелкосерийного металла с более чем 85 обычными магазинами в США, Канаде и Великобритании. Мы эксперты по металлу и обеспечиваем качественное обслуживание клиентов и продукцию с 1985 года.
В Metal Supermarkets мы поставляем широкий ассортимент металлов для различных областей применения. В нашем ассортименте: нержавеющая сталь, легированная сталь, оцинкованная сталь, инструментальная сталь, алюминий, латунь, бронза и медь.
Наша горячекатаная и холоднокатаная сталь доступна в широком диапазоне форм, включая пруток, трубы, листы и пластины.Мы можем разрезать металл в соответствии с вашими требованиями.
Посетите одно из 85 наших офисов в Северной Америке сегодня.
«Пейнфулл кузнец, с силой пылкого жара, До того, как были изобретены современные методы обработки металла, кузнецы использовали тепло для обработки металла. Как только металлу придана желаемая форма, нагретый металл быстро охлаждается. Быстрое охлаждение сделало металл более твердым и менее хрупким.Современная обработка металлов стала намного более сложной и точной, что позволяет использовать разные методы для разных целей.
Термическая обработка — это процесс нагрева и охлаждения металлов с целью изменения их микроструктуры и выявления физических и механических характеристик, которые делают металлы более желанными.Температуры нагрева металлов и скорость охлаждения после термообработки могут значительно изменить свойства металла. Термическая обработка работает только с металлами? А как насчет керамики? Или даже органические материалы? Можно ли термически обрабатывать металлы с очень низкой температурой плавления, такие как галлий или ртуть? |
Упрочнение стали: цели и компоненты
В этой статье мы обсудим: — 1.Значение закалки 2. Задачи закалки 3. Температура аустенизации для различных классов сталей 4. Время нагрева 5. Компоненты 6. Внутренние напряжения при закалке.
Состав:
- Значение закалки
- Цели упрочнения
- Температура аустенизации для различных классов сталей
- Время нагрева для затвердевания
- Компоненты для закалки
- Внутренние напряжения при закалке
1.Значение закалки:
Мартенсит — это самая твердая микроструктура, которая может быть получена в любой углеродистой стали, но она может быть получена только в том случае, если преобразование аустенита в смеси феррита и карбида предотвращается путем более быстрого охлаждения (закалки) стали.
Закалка состоит из нагрева стали до надлежащей температуры аустенизации, выдержки при этой температуре для получения мелкозернистого и однородного аустенита, а затем охлаждения стали со скоростью, превышающей ее критическую скорость охлаждения (рис.6.1 б). Такое охлаждение называется закалкой. Обычно углеродистые стали закаливают в воде, легированные стали — в масле (поскольку критическая скорость охлаждения легированных сталей намного меньше) и т. Д.
Мартенсит, имеющий структуру BCT (объемно-центрированная тетрагональная), твердый и хрупкий. Более высокая твердость мартенсита по сравнению с ферритно-перлитным или сфероидизированная микроструктура для обычных углеродистых сталей. Твердость закаленной стали зависит от образования в ней 100% мартенсита, а твердость мартенсита зависит от содержания углерода в стали.
Закалка проводится для сталей, содержащих более 0,3% углерода, поскольку прирост твердости наиболее значительный для этих сталей. Низкоуглеродистые стали (<0,3% углерода) имеют тенденцию к трудной закалке (с незначительным увеличением твердости), потому что критическая скорость охлаждения достигается с трудом, и это тоже в очень тонких сечениях с использованием резкого охлаждения, которое может вызвать деформацию и трещины. .
2. Задачи упрочнения сталей:
Закалка проводится для всех инструментов, деталей машин из углеродистой стали, работающих в тяжелых условиях, и почти всех деталей машин, изготовленных из легированных сталей.
Цели:
1. Основная цель закалочных инструментов — добиться высокой твердости. Режущие свойства инструмента прямо пропорциональны твердости стали.
2. Многие детали машин и все инструменты закалены для достижения высокой износостойкости. Чем выше твердость, тем выше износостойкость и стойкость к истиранию. Например, шпиндели, шестерни, валы, кулачки и т. Д.
3. Основной целью упрочнения деталей машин, изготовленных из конструкционных сталей перлитного класса, является достижение высокого предела текучести с хорошей вязкостью и пластичностью, чтобы допускать более высокие рабочие напряжения.Но более высокий предел текучести (и предел прочности на разрыв) с хорошей ударной вязкостью и пластичностью достигается не в закаленном состоянии, а после высокотемпературного отпуска закаленных сталей, т. Е. Производится закалка конструкционных сталей, чтобы подготовить структуру к определенным преобразованиям, которые происходят. во время отпуска. Закаленные конструкции обладают высокой вязкостью и пластичностью, значение которых в закаленном состоянии практически равно нулю.
3. Температура аустенизации для различных классов сталей:
И.Температура аустенизации для сталей перлитного класса:
Одним из основных требований к закалке стали является ее превращение перед первым нагревом в однородный и мелкозернистый аустенит. Температура аустенизации зависит от состава (углерод, а также легирующие элементы в стали) и толщины профиля (для более толстых участков используется более высокое значение указанного диапазона температур).
На рис. 6.1 (а) показано, что температура аустенизации зависит от содержания углерода и обобщается следующим образом:
Для доэвтектоидных сталей = Ac 3 + (20-40 ° C)
Для гиперэвтектоидных сталей и эвтектоидных сталей = Ac 1 + (20-40 ° C)
Вышеупомянутый диапазон температур аустенитизации для доэвтектоидных сталей приводит к однофазному, мелкозернистому и однородному аустениту, который при закалке превращается в мелкозернистый (очень мелкие иглы / пластины) твердый мартенсит, который желательно получить в закаливание.
Нагрев доэвтектоидных сталей только до критического диапазона, то есть выше Ac 1 , но ниже Av 3 , на практике избегают, поскольку в этом случае сталь имеет зерна аустенита и феррита. При закалке аустенит превращается в мартенсит, но в зернах феррита превращения не происходит, т.е. происходит неполное упрочнение.
Если закалка была направлена на высокую твердость, то наличие мягкого феррита не позволяет добиться высокой твердости, т.е. твердость должна быть низкой.Если закалка была направлена на подготовку структуры для получения высоких пределов прочности и текучести путем отпуска, то присутствие феррита, имеющего очень низкие пределы прочности и текучести, не позволяет их достичь.
Фактически, феррит образует легкий путь к разрушению. Закалка доэвтектоидных сталей при температурах, намного превышающих требуемые (рис. 6.1 a), когда произошло укрупнение зерна аустенита, приводит к образованию крупноигольчатой формы мартенсита (рис. 6.2 a). Такой мартенсит имеет высокую хрупкость и на единицу или два меньше твердости.Повышенная хрупкость делает сталь низкой ударной вязкостью даже после отпуска и более склонной к закалочной деформации и растрескиванию.
Гиперэвтектоидные стали при нагревании в указанном выше диапазоне, то есть чуть выше Ac 1 , имеют мелкие зерна аустенита и небольшие включения доэвтектоидного цементита (предполагается, что сеть цементита разорвана). При закалке аустенит превращается в мелкий мартенсит, но нерастворенные конкреции цементита остаются неизменными.Поскольку твердость цементита (≈ 800 BHN) больше, чем у мартенсита (650-750 BHN), такое неполное упрочнение приводит к структуре, которая имеет более высокую твердость и износостойкость по сравнению с только мартенситной структурой.
Если температура аустенизации гиперэвтектоидных сталей повышается, но все еще ниже температуры A см , соответственно повышенное количество цементита растворяется в аустените (содержание углерода в котором затем становится выше 0,77%), может происходить рост зерен аустенита. , поскольку цементитные барьеры, препятствующие движению границ зерен, необходимые для роста зерен, в значительной степени растворились.При закалке получается крупнозернистый мартенсит с небольшим количеством нерастворенного цементита и большим количеством остаточного аустенита.
Результирующая твердость стали после закалки меньше из-за:
1. Присутствует меньшее количество твердого цементита (нерастворенного).
2. Большое количество остаточного аустенита получается при понижении температуры M s и M f из-за повышенного содержания растворенного углерода в аустените. Аустенит — гораздо более мягкая фаза, чем мартенсит.
3. Крупнозернистый мартенсит более хрупкий и на 1-2 единицы менее твердый.
Если гиперэвтектоидные стали подвергаются аустенитизации при температуре выше см , то сталь имеет 100% аустенит. Растворение цементита приводит к очень быстрому росту зерна аустенита. Получающийся в результате мартенсит более крупно игольчатый, гораздо более хрупкий, с повышенной склонностью к деформации и даже растрескиванию. Тем более, что из-за закалки при более высокой температуре возникают гораздо более высокие термические напряжения.
Твердость после закалки также низкая из-за:
(i) Отсутствие более твердого цементита,
(ii) намного больше остаточного аустенита,
(iii) Мартенсит намного крупнее.
II. Температура аустенизации для высоколегированных сталей:
1. Аустенитный класс сталей,
2. Твердосплавный класс сталей.
1. Аустенитный класс сталей :
В этих легированных сталях аустенит является стабильной фазой от комнатной до высоких температур, т.е.е. аустенит не претерпевает фазовых превращений; ни при нагревании, ни при охлаждении, т.е. измельчение зерна за счет фазового перехода невозможно.
Основной целью нагрева является получение однофазного гомогенного аустенита при комнатной температуре, а термическая обработка, называемая закалкой-отжигом, ограничивается только аустенитным классом сталей. Фактически эта обработка представляет собой гомогенизирующий отжиг или, в некоторых случаях, рекристаллизационный отжиг. Эти стали при медленном охлаждении, например, в отливках, или даже при нагреве (до 500-800 ° C) выделяют карбиды, как правило, на границах зерен аустенита.
Рис. 6.3 (a) иллюстрирует структуру отливки из марганцевой стали Гадфилда с интенсивным выделением карбида, образовавшимся при охлаждении в форме от температуры литья:
Такие выделения карбида вызывают:
(i) Снижение пластичности и ударной вязкости.
(ii) Истощает области, близкие к границам зерен, например, хрома в нержавеющих сталях (18/8: Cr / Ni) (рис. 6.4b), снижая коррозионную стойкость участков, вызывающих межкристаллитную коррозию (рис.6.4 в).
(iii) Наличие двойной фазы вместо однофазного аустенита дополнительно ускоряет коррозию за счет образования микрогальванических ячеек.
Рис. 6.4 (a) иллюстрирует растворимость углерода в нержавеющих сталях. Поскольку растворимость углерода заметно снижается с понижением температуры, углерод выделяется в виде карбида, если охлаждение не является быстрым (рис. 6.4 b).
Поскольку присутствие карбидов в сталях аустенитного класса всегда нежелательно и ухудшает свойства, карбиды удаляются путем нагрева стали до более высоких температур (рис.6.4 а) для растворения этих карбидов и получения однородного аустенита при этой температуре.
Марганцевую сталь Гадфилдаобычно нагревают примерно до 1000–1100 ° C (обычно 1080 ° C), а затем закаливают в воде. Воздушное охлаждение тоже приводит к хорошей структуре тонких срезов. Быстрое охлаждение предотвращает повторное выделение карбидов из аустенита.
Поскольку измельчения зерна не происходит, обработка раствором может вызвать некоторое укрупнение зерна аустенита, который сохраняется при комнатной температуре за счет закалки в воде.По сравнению с двухфазной структурой наблюдается повышение ударной вязкости и ударной вязкости.
Такая обработка марганцевой стали марки «Хэдфилд» часто называется «обработкой для повышения водостойкости». Холоднодеформированные аустенитные нержавеющие стали при такой обработке рекристаллизуются, что приводит к низкой твердости, но хорошей коррозионной стойкости. В критически обработанных холоднодеформированных нержавеющих сталях при рекристаллизации могут образовываться нежелательные очень крупные зерна аустенита.
2. Твердосплавный класс сталей:
Эти стали в основном представляют собой легированные инструментальные стали, такие как быстрорежущая сталь с содержанием Fe-0.75% C, 18% W, 4% Cr, 1% V. Высокая твердость в красном цвете такой стали основана на вторичной твердости, в которой величина повышенной твердости зависит от тонкой и однородной дисперсии как можно большего количества карбидов сплава. блокировать движение дислокаций.
Преимущества добавления легирующих элементов в эти стали проявляются в том, что почти все легирующие элементы растворяются в аустените при высокой температуре аустенизации (1260-1290 ° C), оставляя карбид ванадия в нерастворенном состоянии (но мелкодисперсном, что становится возможным). ковкой и т. д.) для подавления роста зерен, а затем их осаждения в виде мелкодисперсных и однородно диспергированных карбидов сплава во время высокотемпературного отпуска (540-560 ° C).
В литом состоянии эти стали имеют карбиды, выделенные как эвтектические (такие стали имеют ледебуритную структуру — 0,75% углерода на рис. 6.5). Ковка разрушает сегрегацию, чтобы карбид имел более однородную глобулярную форму (это состояние хорошо для формования путем механической обработки).
Эти стали также претерпевают фазовое превращение и, таким образом, подвергаются термообработке для получения мартенсита.Низкая скорость и малая степень растворения карбидов легирующих элементов требует нагрева сталей до очень высоких температур (1260-1290 ° С).
Если температура аустенизации поддерживается немного выше Ac 1 (как в перлитном классе), то есть 850 ° C, а затем закалка, сталь имеет твердость 45 R c , что характерно для мартенсита, содержащего 0,22% углерода. .
Таким образом, необходима высокая температура, чтобы добавить больше углерода в раствор в аустените и получить твердый мартенсит с высоким содержанием углерода.Такие стали нельзя аустенизировать при температурах выше см / эвтектической температуры (как в сталях аустенитного класса), потому что эти стали в этом случае должны гореть и плавиться, поскольку они являются ледебуритными сталями.
Несмотря на более высокую температуру аустенизации, большее количество легирующих элементов растворяется и выделяется позже во время отпуска в виде мелкодисперсных карбидов сплава. Фактически, нагрев, близкий к температуре эвтектики, выполняется, но в течение нескольких минут (выполняется ступенчатый нагрев с первой ступенью до 850 ° C), чтобы избежать большого температурного градиента, окисления, обезуглероживания и роста зерен.
Поскольку невозможно растворить все карбиды в аустените, некоторые мелкодисперсные карбиды (например, карбид ванадия) могут оставаться нерастворенными, чтобы предотвратить рост аустенитных зерен при таких высоких температурах аустенитизации. В закаленном состоянии такие стали имеют легированный мартенсит, большое количество остаточного аустенита (легированного) — от 35 до 40% и мало нерастворенных карбидов сплава.
4. Время нагрева для отверждения:
Общее время нагрева должно быть достаточно, чтобы достичь однородной температуры по сечению детали, чтобы обеспечить не только завершение фазового превращения, но и получение однородного аустенита.Это не должно дольше вызывать рост зерна, окисление и обезуглероживание. Общее время нагрева включает также время замачивания.
Во время начальной стадии нагрева поверхность стали имеет более высокую температуру, чем центр. Чем ближе температура стали к текущей температуре (печи), тем меньше эта разница температур, т. Е. На практике можно предположить, что, когда поверхность достигает температуры печи, сталь нагревается. насквозь.
Исходя из расчетных значений, время нагрева до температуры закалки 850 ° C в муфельной печи на жидком топливе может быть получено из рис. 6.6. Эта диаграмма хороша для простых углеродистых и низколегированных сталей.
Время нагрева до температуры зависит от формы и размера деталей, состава и структуры стали, расположения деталей в печи и типа печи.
Время выдержки в основном зависит от состава стали и ее исходной структуры.Время замачивания зависит от желаемой степени растворения карбида. Поскольку количество карбида различается в разных типах сталей, время выдержки зависит от марки стали.
Таблица 6.6. приведем экспериментально определенное общее время нагрева до 800-850 ° C в различных типах печей:
Практический ориентир времени: когда компонент достиг требуемой температуры, цвет детали неотличим от цвета стенки печи (в противном случае деталь будет темнее).
Время замачивания начинается, когда поверхность достигает заданной температуры. В соляной ванне цвет детали также соответствует цвету прозрачной жидкой соли. Обычные углеродистые и низколегированные конструкционные стали содержат легко растворимые карбиды, поэтому время выдержки составляет 5-15 минут.
В таблице 6.7 указано время выдержки для некоторых сталей:
5. Компоненты для закалки:
Поверхности инструментов и компонентов должны быть чистыми и гладкими, на них не должно быть посторонних материалов, таких как окалина, песок и т. Д.очисткой проволочными щетками или в пескоструйной машине, поскольку их присутствие мешает процессу закалки и снижает твердость. Процесс очистки имеет особое значение для компонентов, требующих достижения однородной и высокой твердости поверхности. Масло, жир, воск и т. Д. Можно удалить путем ополаскивания в горячей воде с добавлением каустической соды.
Отверстия в компонентах и инструментах имеют повышенную тенденцию к растрескиванию, особенно при закалке в воде (поскольку именно там сначала происходит затвердевание). Такие отверстия могут быть заполнены вставками из влажного асбеста, глины или стали, чтобы избежать затвердевания внутри них.Резьбовые отверстия перекрываются ввинчивающимися в них заглушками.
Часто делаются специальные приспособления для удержания нагретых частей, которые должны быть погружены в охлаждающий бак, чтобы избежать деформации. Малогабаритные детали часто кладут в кастрюли или на металлические листы для нагрева, а затем просто выливают в охлаждающий резервуар, в который уже погружена сетчатая корзина, для легкого извлечения из охлаждающего резервуара.
Компоненты, имеющие малую площадь поперечного сечения и большую тонкую длину, такие как небольшие насадки для инструментов, метчики и т. Д.требует, чтобы закалка проводилась точно в вертикальном положении и должна быть закреплена в приспособлениях, подобных тому, который показан на рис. 6.11 (a).
Специальные клещи с острыми ударами или кернеры используются для извлечения крупногабаритных деталей из печи и помещения их в закалочную ванну. Обычные щипцы, если они используются, могут не только образовывать мягкие пятна, но в некоторых случаях, даже трещины на контактных площадках из-за большой разницы в скорости охлаждения.
Степень шероховатости обработанной поверхности существенно влияет на результаты закалки из-за различий в адгезии выделяющегося газа / пара, поскольку пузырьки газа имеют более сильную тенденцию прилипать к шероховатой поверхности и влияют на смачиваемость стали для охлаждающей жидкости.Прилипшая пленка газа / пара значительно снижает процесс охлаждения и приводит к общему снижению твердости или может привести к образованию мягких пятен по сравнению с отшлифованными частями.
Компоненты с большими отверстиями могут быть связаны проволокой, или в некоторых случаях могут использоваться специальные крючки или подвески для погружения компонентов в резервуар для закалки. Пружины большой длины могут быть плотно установлены на полые оправки (из тонкостенных труб) и затем закалены.
6. Внутренние напряжения при закалке:
Внутренние напряжения всегда возникают из-за неоднородной пластической деформации.При закалке сталей неоднородная пластическая деформация может быть вызвана термическими напряжениями или структурными напряжениями, но обычно комбинацией обоих факторов. Развитие внутренних напряжений — очень серьезная проблема при закалочной термообработке, так как они часто приводят к деформации, растрескиванию или даже преждевременному выходу из строя детали.
Если сталь охлаждается медленно, распределение температуры по сечению детали можно считать равномерным; Затем тепловые и структурные изменения объема происходят равномерно и одновременно по всему сечению.Следовательно, не создается никакого внутреннего напряжения.
Охлаждение при закалке происходит неравномерно, т.е. вызывает градиент температуры по сечению. Поверхностные слои сжимаются больше, чем центральная часть и в разное время, что приводит к неравномерным изменениям объема.
Усадке поверхностных слоев сопротивляется центральная часть. Он подвергает центральную часть сжимающим напряжениям, а поверхностные слои — растяжению. Если уровень напряжения становится больше, чем предел текучести стали (при этой температуре), происходит неравномерная пластическая деформация.Пластическая деформация не является ни одновременной, ни одинаковой во всех слоях поперечного сечения.
Поскольку центральная часть все еще сжимается, напряжения могут уменьшиться. Иногда поверхностные слои могут испытывать сжимающие напряжения после достижения нулевого уровня, в то время как центральная часть испытывает растягивающие напряжения. Напряжения, которые возникают в закаленной детали в результате неравномерного охлаждения, которое вызывает температурный градиент и, как следствие, неоднородные изменения объема, называются термическими напряжениями.
Структурные напряжения — это напряжения, которые возникают из-за неравномерного объемного расширения, из-за фазового перехода (в основном аустенита в мартенсит) и в разное время, когда сталь быстро охлаждается.
Структурные напряжения возникают по двум основным причинам:
(i) Аустенит и продукты его превращения имеют неодинаковые удельные объемы, что приводит к изменению объема при преобразовании.
(ii) Фазовые изменения происходят в разное время на поверхности и в центре и даже в разной степени.
В таблице 6.8 приведены удельные объемы различных фаз с примерным изменением объема в% и изменением длины в% при переходе аустенита в указанные там фазы. Превращение аустенита в мартенсит приводит к наибольшему расширению. Это расширение будет тем больше, чем ниже температура стали M s .
При правильных условиях оба типа напряжений накладываются друг на друга и становятся больше, чем предел текучести, что вызывает коробление, но когда растягивающие напряжения становятся больше, чем предел прочности, могут возникать трещины закалки.При закалке аустенизированной цилиндрической стальной детали сталь термически сжимается до достижения температуры M s .
Затем между температурой M s и M f происходит расширение из-за превращения аустенита в мартенсит. После температуры M f мартенсит подвергается нормальной усадке. Поверхность и центр претерпевают эти изменения в разной степени и в разное время.
Рассматриваются три случая:
И.Сталь сквозной закалки,
II. Сталь с неглубокой закалкой, в которой превращение происходит одновременно на поверхности и в центре,
III. Сталь с неглубокой закалкой, в которой превращение в перлит происходит раньше в центре, чем в мартенсит на поверхности. Пусть это будет сталь эвтектоидная с содержанием углерода 0,77%.
I. Сквозная закалочная сталь:
На рис. 6.7 показано охлаждение поверхности и центра цилиндра, наложенное на кривую CCT стали (0.77% С). Поскольку скорость охлаждения даже в центре превышает критическую скорость охлаждения, деталь полностью затвердевает до центра. На рис. 6.8 показаны объемные изменения в детали и распределение напряжений от поверхности к центру на разных этапах охлаждения.
На этапе I поверхность и центр быстро охлаждаются, что приводит к температурному градиенту. Возникают только термические напряжения, так как центр предотвращает сжатие поверхности в той мере, в которой она должна, в результате чего поверхность подвергается растяжению и сжатию центра, как показано на 6.8 б-я. На стадии II поверхность, достигшая M, температуры, превращается в мартенсит и расширяется, в то время как центр все еще сжимается из-за охлаждения, что приводит к небольшому снижению напряжений, как показано на b-II.
На стадии II под действием напряжения центр может пластически деформироваться, так как он все еще является пластичным аустенитом. После стадии II хрупкий и твердый мартенсит на поверхности термически сжимается, в то время как центр все еще сжимается. Это приводит к небольшому увеличению уровня стресса, как показано в b-III.
В начале стадии IV центр достиг температуры M s и начинает расширяться, образуя мартенсит, в то время как поверхность все еще медленно сжимается. Центр при расширении подвергает поверхность напряжению, и уровни напряжения значительно (возможно, максимальные) увеличиваются.
Поверхность имеет небольшую вероятность пластической деформации, так как она имеет хрупкий мартенсит (не податливый). Именно на этом этапе существует наибольшая опасность растрескивания (поэтому в промышленности используется правило большого пальца: поместите деталь в отпускную печь, чтобы минимизировать опасность растрескивания, поскольку отпуск вызывает пластичность поверхности до того, как центр превратится в мартенсит).Важный вывод состоит в том, что внутренние напряжения максимальны не в начале или после полного охлаждения, а когда центр превращается в мартенсит.
Рис.6.8 Объемные изменения при закалке и распределение напряжений от поверхности к центру.
На стадии V центр термически сжимается, и поверхность почти достигает комнатной температуры, что приводит к снижению уровня напряжения, а многие зубцы могут даже перевернуться (b-VI).Эти графики упрощены, поскольку фактическое распределение внутренних напряжений в различные моменты охлаждения более сложное. Разница напряжений, особенно на стадии IV, увеличивается по мере увеличения размеров детали и скорости охлаждения (при условии, что деталь подвергается сквозной закалке).
II. Мелкозернистые стали:
В нем на стадии II превращение происходит одновременно в мартенсит на поверхности и в перлит в центре.На стадии I. тепловое сжатие поверхности и центра приводит к тому, что поверхность растягивается, а центр — сжатию. На стадии II вся деталь расширяется, но поскольку расширение происходит в большей степени за счет поверхностных слоев из-за ее преобразования в мартенсит, то есть поверхность имеет тенденцию расширяться больше, чем центр. Это приводит к растяжению центра и сжатию поверхности.
На стадии III, когда центр термически сжимается, поверхность (образующийся мартенсит) находится почти при комнатной температуре, что предотвращает сжатие настолько, насколько это необходимо.Более высокие растягивающие напряжения возникают в перлитном центре с относительно низким пределом прочности. Наибольшая опасность в настоящее время заключается в образовании трещины растяжения во внутренней центральной части, которая не может выйти на поверхность из-за преобладающих сжимающих напряжений на поверхности.
III. Мелкозернистые стали:
На этом преобразование в центре завершается до 100% перлита, прежде чем поверхность начинает преобразовываться в мартенсит. Центр расширился на II этапе.На стадии III на поверхности начинает формироваться мартенсит, т.е. происходит расширение поверхностных слоев. В конечном итоге сжимающие напряжения значительно увеличиваются на поверхности, в то время как центр находится под растягивающими напряжениями.
Из трех случаев максимальные напряжения развиваются, когда сталь подвергается сквозной закалке для деталей того же размера.
На величину возникающих внутренних напряжений влияют несколько факторов. Расширение происходит, когда аустенит превращается в мартенсит, но это происходит в диапазоне температур (M s — M f ), и чем выше температура превращения, тем меньше расширение из-за соответствующего изменения параметров решетки аустенита. и мартенсит, т.е. Чем выше температура стали M s , изменения удельного объема меньше, и, таким образом, уменьшается опасность образования трещин при закалке.
Увеличение содержания углерода и легирующих элементов снижает температуру M s , делает сталь более склонной к закалочному растрескиванию. Присутствие большого количества углерода не только усугубляется понижением температуры M s , но также увеличивает хрупкость мартенсита, увеличивая тенденцию к образованию трещин при закалке.
Время выдержки закаленной стальной детали между комнатной температурой и 100 ° C, если оно увеличивается, то тенденция к образованию трещин при закалке возрастает.Вероятная причина в том, что дополнительная деформация возникает из-за образования мартенсита в результате изотермического превращения остаточного аустенита.
Нельзя полностью избежать развития внутренних напряжений во время закалки, но их можно уменьшить, используя различные методы охлаждения, такие как закалка и т. Д. В промышленной практике, где это практически возможно, предпочтение отдается поверхностной закалке или не закалке инструментов и деталей машин, если может дать хорошую жизнь приложениям.
Это связано с тем, что обычно сжимающий характер внутренних напряжений, получаемых этими методами, заставляет поверхностные слои выдерживать большее количество растягивающих напряжений, т.е.е. увеличивается прочность поверхности. Это преимущество, увеличивающее, таким образом, срок службы детали, используется, например, в пластинчатых рессорах путем дробового штифта поверхностей для создания сжимающих напряжений перед их вводом в эксплуатацию.
| PDF ФАЙЛ — НАЖМИТЕ ЗДЕСЬ ДЛЯ ПЕЧАТИ РАБОЧЕГО ЛИСТА | |
Сталь можно обработать интенсивным нагревом, чтобы разные свойства твердости и мягкости.Это зависит от количество углерода в стали (закаливать можно только высокоуглеродистую сталь и закаленный). СОДЕРЖАНИЕ УГЛЕРОДА В СТАЛИ: Мягкая сталь: 0,4% углеродистая, среднеуглеродистая сталь примерно 0,8% углерода, высокоуглеродистая сталь примерно 1,2% углерода (эта сталь также известна как инструментальная сталь и включает в себя серебряную сталь и калибровочную пластину). Низкоуглеродистая сталь и средняя углеродистая сталь не имеет достаточно углерода, чтобы изменить свою кристаллическую структуру и, следовательно, не могут быть закалены и улучшены.Середина углеродистая сталь может стать немного тверже, хотя ее нельзя закалить до место, где его нельзя подпилить или разрезать ножовкой (классический проверка того, была ли сталь закалена). Если сталь нагревается пока он не загорится красным и сразу не погаснет в чистой воде, он становится очень твердым, но при этом хрупким. Это означает, что он может сломаться или щелкнуть, если подвергнуть сильному давлению. С другой стороны, если докрасна стали дать медленно остыть, полученную сталь будет легче отрежьте, сформируйте и подпилите, так как он будет относительно мягким.Тем не менее промышленная термообработка стали — очень сложная и точная наука. | |
В школьной мастерской самая термообработка металлов происходит на паяльном поде. Вращающийся стол и огнеупорные кирпичи существенный. Огненные кирпичи отражают сильный жар обратно на металл. нагревается. Это достигается расположением кирпичей полукругом. за нагреваемым металлом.Без кирпичей тепло уходило бы и это ограничило бы достижимую температуру. | |
ЗАКАЛКА И ОТПУСК | |
Термическая обработка стали в школьной мастерской обычно двухэтапный процесс.Например, если высокоуглеродистая сталь или серебро изготовлено стальное лезвие отвертки, в какой-то момент оно будет должны быть закалены, чтобы предотвратить его износ при использовании. На С другой стороны, его придется закалить. Этот второй процесс нагрева немного снижает твердость, но делает сталь более жесткой. Это также значительно снижает хрупкость стали, так что она не легко ломается. Весь процесс называется закалкой и отпуском. | |
ПЕРВЫЙ ЭТАП: Винт приводное лезвие нагревается, сначала медленно, нагревая все лезвие. Затем тепло концентрируется на кончике лезвия. Этот постепенно становится докрасна. | |
ВТОРОЙ ЭТАП: Винт Отводное лезвие быстро извлекается из пайки, с помощью кузнецов щипцы и погрузили в чистую холодную воду.Пар выкипает из воды так как сталь быстро остывает. На этом этапе лезвие очень твердое, но хрупкие и легко ломаются. | |
ТРЕТЬЯ ЭТАП: Винт Отводное лезвие очищается наждачной бумагой и снова нагревается на пайке. очаг.Тепло сосредоточено на конце стального лезвия. Сталь за ним нужно очень внимательно следить, так как он довольно быстро меняет цвет. А синяя полоса тепла появится около конца лезвия, и оно движется по направлению к кончику по мере повышения температуры вдоль лезвия. Когда линия синего цвета достигает кончика паяльная горелка выключается. Синий указывает правильную температуру отпуска. | |
ЧЕТВЕРТАЯ ЭТАП: Винт Лезвие привода размещается на стальной поверхности, например на поверхности наковальни.Этот отводит тепло и обеспечивает медленное охлаждение отвертки лезвие. В холодном состоянии лезвие должно быть прочным, износостойким и вряд ли сломается или сломается. Это связано с процессом закалки. | |
ПОЛЕЗНЫЕ ЦВЕТОВЫЕ ПОКАЗАТЕЛИ ТЕМПЕРАТУРА | |
При нагреве стали на поде пайки цвет происходят изменения.Их можно использовать для обозначения температуры металл. Таблица напротив является приблизительным ориентиром. | |
В таблице напротив указаны температуры и соответствующие цвета, необходимые при закалке стали для определенных целей. Например, при изготовлении токарных инструментов по дереву их необходимо нагреть до коричневый цвет, при закалке. | |
ВОПРОСЫ: 1. Нарисуйте последовательность диаграмм, изображающих закалку и отпуск высокая углеродистая сталь. | |
НАЖМИТЕ ЗДЕСЬ ДЛЯ ОБОРУДОВАНИЯ И ИНДЕКС ПРОЦЕССОВ | |
Закалочная сталь — обзор
1.3.4 Фазовые равновесия и добавки сплава
Фазовые диаграммы были ключевым теоретическим нововведением этого периода и рассмотрены Смитом (1992) и Кайзером и Паттерсоном (1998). Джозайя Уиллард Гиббс (1875–78) опубликовал свою далеко идущую теорию гетерогенных фазовых равновесий в мало читаемом журнале, где эта плотная и недоступная работа будет бездействовать в течение четверти века. Джеймс Клерк Максвелл, переписывавшийся с Гиббсом, оценил значение его работы. Незадолго до смерти Максвелла в 1879 году он обсудил работу Гибба с Иоганнесом ван дер Ваальсом, который, в свою очередь, обратил на нее внимание Хендрика В.Б. Рузебум. (Если бы Максвелл прожил дольше, он бы сделал это более широко.)
Робертс-Остен (1899) нарисовал первую фазовую диаграмму Fe-C, причем почти правильную. Это побудило Рузебома (1900) переформулировать диаграмму Fe-C в соответствии с правилом фаз Гиббса. Это было большим достижением в смысле ограничения границ термодинамически допустимого. Однако практическое разграничение отдельных фаз по-прежнему было сложной задачей из-за ограничений методов определения характеристик и кинетической сложности сталей.
Добавки металлических сплавов также вызвали значительный интерес в этот период. Высоколегированные стали, содержащие Cr, Ni, W и другие элементы, производились на протяжении 1800-х годов, но новые знания, полученные с помощью термического анализа, металлографии и фазовых диаграмм, дали новый импульс этим исследованиям. 1880-е и 1890-е годы были отмечены первым успехом с разработкой Робертом Хэдфилдом первой аустенитной стали Fe-13Mn-1C для износостойких применений и магнитомягкого сплава Fe-3Si, используемого в электрических трансформаторах (рассказано Main, 1965, и Бехтольд и Винер, 1965).Хэдфилд проводил систематические исследования многочисленных легирующих элементов и сотрудничал с Джеймсом Дьюаром, Хайке Каммерлинг-Оннес и другими для измерения низкотемпературных свойств легированных сталей (Main, 1965).
В качестве другого примера, закаливаемая на воздухе сталь Fe-1.8C-9 W-2.5Mn была изобретена Робертом Мушетом в 1868 году и первоначально применялась для низкоскоростной резки других твердых сталей, например, для оружейных стволов. Начиная с 1894 года Фредерик Тейлор и Мансель Уайт с удивительным успехом применили этот материал для высокоскоростной обработки более мягких мягких сталей, положив начало современной эпохе «быстрорежущих» или «краснотвердых» инструментальных сталей. 2 В более широком смысле, нержавеющая сталь и другие сплавы, богатые Cr и Ni, претерпели значительное развитие в течение 1900–1920 годов во Франции, Англии и Германии, о чем говорит Бастьен (1965).
Наука еще недостаточно развита, чтобы предсказать реакцию на добавление любого данного элемента. Что-то вроде фальстарта произошло из классификации элементов сплава Осмонда (1890), основанной на точке зрения Робертса-Остена, согласно которой прочность сплава определяется атомным объемом растворенного вещества.Это было основано на эмпирических наблюдениях, согласно которым добавки сплава к золоту с более высокими атомными объемами ослабляли сплав, в то время как добавки с сопоставимыми или меньшими объемами имели незначительный эффект. Эта теория не применима к железу; Арнольд (1894) с радостью продемонстрировал несостоятельность гипотезы своего соперника-аллотропа. В любом случае, лучшая группировка по стабилизаторам аустенита и стабилизаторам феррита возникла после того, как тройные фазовые диаграммы Fe-C-M были подробно изучены, начиная с 1920-х годов, где M представляет собой замещающий, обычно металлический, элемент (ы) сплава.
Термическая обработка стали — закалка и отпуск: изделия для металлообработки
Закалка и отпуск
Как определить твердость металла? Можно ли поцарапать его карбидом? Можете ли вы ударить по нему молотком или другим твердым металлом?Это зависит от типа металла. «Твердый» алюминий примерно такой же твердый, как и мягкая сталь. Есть множество тестов. Как вы упомянули, скретч-тесты не очень специфичны, однако вы можете приобрести наборы градуированных файлов разной твердости.Они хороши для испытания обычных инструментальных сталей, но не тугоплавких металлов, таких как карбиды или более мягкие цветные металлы.
Большинство твердомеров либо делают вмятину на образце, затем измеряют ее размер, либо отталкивают объект от поверхности и измеряют отскок. Есть и другие тесты на прочность, которые зачастую более важны.
Может ли он поцарапать другие материалы, такие как стекло, нержавеющая сталь, карбид?
Да, но это опять же не очень специфические тесты.Стекло на самом деле является мягким хрупким материалом по сравнению с большинством закаленных сталей. По твердости карбид уступает только алмазу. Чаще всего красители, за исключением тех, которые используются для изготовления ножей, представляют собой мягкий клейкий материал.
Что делает этот металл твердым? железо, сталь, углерод, нагрев, закалка?
Твердость материалов делает сложный вопрос, связанный с внутренними кристаллическими структурами. Они, в свою очередь, выполняются термической обработкой или механической обработкой.Большинство цветных металлов можно закалить только путем «наклепа», ковки, прокатки, гибки. Но их можно размягчить с помощью «отжига», т.е. нагревания до красного каления с последующим быстрым охлаждением (в отличие от стали, см. Ниже).
Твердость стали определяется содержанием углерода. Нет углерода, и его нельзя упрочнить, кроме как механическим упрочнением. Увеличение содержания углерода с 0,01% до 0,10% увеличивает прокаливаемость и прочность. Затем это модифицируется добавлением легирующих металлов, а также металлов сплава, имеющих свои собственные свойства.
Для упрочнения большей части стали ее нагревают до средне-красного цвета или немного выше точки, в которой она становится немагнитной. Затем ее закаливают в воде, масле или воздухе, в зависимости от типа стали. Теперь сталь имеет максимальную твердость, но очень хрупкая. Чтобы уменьшить хрупкость, металл закаляют, нагревая его до температуры от 350 ° F до 1350 ° F. Это немного снизило твердость и сильно снизило хрупкость. Большинство сталей необходимо отпустить при температуре около 450 ° F для достижения максимальной твердости, но каждая сталь немного отличается.
Размягчение стали для холодной обработки и обработки называется отжигом. Для отжига сталь нагревают до температуры, немного превышающей температуру закалки, а затем как можно медленнее охлаждают. Охлаждение осуществляется в изолирующей среде, такой как сухая измельченная известь или вермикулит. Высокоуглеродистые и многие легированные стали можно охлаждать только достаточно медленно в печи с контролируемой температурой, поскольку скорость охлаждения должна составлять всего 20 градусов по Фаренгейту в час в течение нескольких часов.
Набор процессов, отжиг, закалка и отпуск, все вместе известны как «термообработка».Подробнее см. Ниже.
Мне нужно сделать штамп для моего молотка. Вы бы порекомендовали для этого 4140? Тогда, если возможно, вы могли бы объяснить разницу между отпуском и термообработкой, и какие из них будут использоваться для штампов силового молота?
Молотковые штампы: Несколько производителей используют SAE 4140. Промышленные оттяжки используют различные стали, включая SAE 4150, Bull Hammers использует h23, Big BLU использует S7. Также использовались простые углеродистые стали, такие как SAE 1075 или SAE 1095, но они требуют более тщательного отпуска.Часто рекомендуются современные стали серий H, O1, A2 и D2.
термообработка: Закалка — одна стадия термообработки. Последовательность для большинства сталей:
- Нормализация (или отжиг в зависимости от стали)
- Отвердить (нагреть до точки А3 и закалить)
- Закалка (нагрев для снижения хрупкости и уменьшения напряжений)
Закалка 4140 при 1550-1600 ° F Закалка в масле
Закалка 4150 при 1500-1600 ° F Закалка в масле
Закалка 4340 при 1475-1525 ° F Закалка в масле
Температуру от 440 до 480 Bhn, 45-50 Rc. Для вышеуказанных сталей требуется 500-600 ° F
Закал в 341 — 375 Bhn, 37-40 Rc.Для вышеуказанных сталей требуется 800-900 ° F
См. Термообработка штампов для молотка 4140, включая таблицу отпуска.
Отжиг — это размягчение металла термической обработкой.
Черные металлы отжигаются путем нагрева чуть выше точки A3 (точка выше немагнитной, которая зависит от содержания углерода), а затем медленно остывает. Для обычных углеродистых сталей охлаждение может осуществляться в сухой золе, известковом порошке или вермикулите. Для отжига высокоуглеродистых и легированных сталей требуется охлаждение в печи с контролем температуры, чтобы скорость охлаждения не превышала ~ 20 ° F / час.
Цветные металлы, такие как алюминий, латунь, медь и серебро, отжигаются путем нагревания до слабого красного цвета и закалки в воде (в отличие от стали).
— гуру — четверг, 02.08.01 19:55:04 GMT
Закалка стали для отжига на воздухе: Скорость охлаждения очень важна. В книге указано 40 ° F / ч с 1600 до 1650. Это 20-24 часа с постоянной скоростью, чтобы все еще было 200 ° F. Немагнитная точка, составляющая 1425 ° F, кажется слишком низкой. отжигать.. .
Поскольку критическое время — первые 8-10 часов, его, вероятно, нужно сбить в печи или солонке.
Скажем так: если слюна не шипит полтора дня спустя, вероятно, она остывает слишком быстро. Мне больше всего повезло с негашеной известью, но никогда не пробовал отжигать на воздухе.
У дедушки для этого может быть какая-то хитрость.
— гуру — четверг, 28.09.00 03:35:12 GMT
Гуру говорит правду.Чтобы получить D2 soft, сначала выдержите при критической температуре не менее 30 минут, затем очень медленно остыть до 1300 ° F. Снижение температуры от критической до 1300 ° F Для превращения всего аустенита в перлит требуется 10 часов.
дедушка (Дэрил Мейер) — четверг, 28.09.00, 04:47:51 GMT
Отжиг 0-1: Для отжига до температуры 1400-1450 ° F (760-790 ° C), охлаждение не быстрее 40 ° F (22 ° C) в час.Такую скорость нужно поддерживать от 4 до 5 часов. Температура меняется, но охлаждение коэффициент такой же для легированных инструментальных сталей. На небольшой части легко терять тепло слишком быстро и в конечном итоге твердая деталь без закалки. Если вы не будете осторожны, тонкий кусок стали, закаленной в воде, затвердеет на воздухе.
Чтобы проверить скорость охлаждения, указанную выше, нагрейте деталь до уровня выше немагнитного и поместите в среду для отжига (известь или вермикулит). Вернитесь через четыре часа, снимите деталь и понаблюдайте за ней при слабом освещении.Деталь по-прежнему должна быть слабый красный, но более горячий, чем пурпурный / красный. Если он остыл до пурпурного / красного или черного цвета, значит, он остыл слишком быстро.
Чтобы отжечь небольшой кусок инструментальной стали, вам может потребоваться закопать его большим куском стали, нагретым намного сильнее ( апельсин). Закопайте две части рядом друг с другом, но так, чтобы они не касались друг друга. Проверьте, как указано выше. Помните, что 40 ° F (22 ° C) в час — это максимальная скорость, чем медленнее отжиг, тем мягче сталь (до определенной точки).
— гуру — суббота, 28.10.00 01:22:40 GMT
Отжиг цветных металлов: Почти все цветные металлы отжигаются путем нагревания до некоторой температуры. ниже точки плавления, а затем охлаждают на воздухе или закалкой в воде. Закалка в воде — удобство.
Альфа-латуни (64-99% меди) отжигаются путем нагревания до 700-1400 ° F (чем горячее, тем мягче), а затем их можно подвергнуть отжигу. быть закаленным.
Альфа-бета-латуни (от 55 до 64% меди) отжигаются при той же температуре и могут слегка затвердеть. закалка от температуры отжига.
Ключевое слово выше — «немного». Холодная обработка дает гораздо большую твердость. Количество закалка настолько низка, что моя книга по медным сплавам не дает конкретных данных. Если гасить с нижнего конца температура отжига не будет заметной разницы.
Обычный припой:
Cu 56-60%
Sn 0,8 — 1,0
Fe .25 — 1.20
Следы Al, Si, Mg, Pb (не более 0,1% каждый)
Остаток цинка
Это делает его альфа-бета сплавом. — гуру — понедельник, 12/11/00 15:12:49 GMT
Закалка: Способность к закалке зависит от содержания углерода и сплава в стали. Чем выше содержание углерода, тем тверже может стать сталь.Низкоуглеродистая сталь имеет очень низкую закаливаемость, а кованое железо, не содержащее углерода, не закаливается.
Для закалки стали ее нагревают выше «точки превращения», до красного или чуть выше того места, где сталь становится немагнитной. Затем его закаливают в рассоле, воде, масле или даже воздухе. Затем закаляется повторным нагревом. Это значительно снижает хрупкость стали и немного снижает твердость. Температуры отпуска варьируются от 350 ° F до 1400 ° F в зависимости от стали.
Закалка зависит от типа стали. Как правило, закалка более сильным закалочным составом, чем необходимо, может вызвать трещины в стали. То же самое может сделать и перегрев перед закалкой.
В целом твердые детали всегда более хрупкие, чем мягкие. Использование слишком твердых деталей может быть опасным. На машинах это может означать детали, которые могут взорваться или расколоться.
Выше я оставил несколько открытых переменных. Такова природа игры.Начните с того, чтобы узнать, из какой стали вы работают с. Затем перейдите к справочнику, например, СПРАВОЧНИК ПО ОБОРУДОВАНИЮ, и найдите правильную термообработку. параметры. ЕСЛИ вы не знаете, какую сталь используете, тогда вам придется стать металлургом самому себе и делать какая-то детективная работа. Это требует большого количества проб и ошибок, внимания к деталям, а также больших знаний.
Не существует простой формулы или волшебной пули. Начните с такой книги, как « NEW Edge of the Anvil » Джека Эндрю и копии «РУКОВОДСТВА ПО ОБОРУДОВАНИЮ».Если вы начнете работать с различными сталями, вам также понадобится Справочник по металлу ASM , поскольку в нем есть более полные списки многочисленных сплавов.
— гуру — Пятница, 16.06.00 20:21:32 GMT
Серебро для закалки / отжига
Я мало что знаю о стерлинговом серебре, но я нашел его в ASM Metals Handbook vol 1 8th. изд. Стерлинговое серебро твердеет от старения, но температура раствора (1300-1350 ° F) близка к температуре ликвидуса. температура (1435 ° F).Осаждение фазы, богатой медью, осуществляется старением при 535 ° F в течение 2 часов или 575 ° F в течение 1 часа. Обычный отжиг, как делают ювелиры — нагревают до очень тускло-красного цвета (около 1200 ° F) в затемненном месте, затем охладите в растворе для травления.
дедушка (Дэрил Мейер) — среда, 25.10.00, 04:12:46 GMT
Работая с серебром, я довожу его до тускло-оранжевого цвета (1100 ° F) и закаливаю в воде, получая серебро. податливым, пока моя работа по измельчению / формованию не затвердеет.Вы можете услышать разницу в звуке, когда Изделие затвердевает и требует повторного нагрева. Чтобы закалить предмет после того, как вся работа сделана, я кладу поместите кусок в печь и доведите его до температуры 650 ° F, дайте ему постоять 6-7 часов, чтобы он остыл. Теперь изделие затвердело, и его нужно будет снова довести до температуры 1100 ° F и быстро закалить, чтобы продолжить работу.
Silversmith суббота, 28.10.00, 00:11:51 GMT
Закалочная жидкость может быть рассолом, водой, маслом или воздухом в зависимости от типа стали.Низкоуглеродистая сталь слегка затвердевает, но не до степени пружинной или инструментальной стали. Параметры последовательности термообработки определяются типом стали. После затвердевания деталь необходимо отпустить. Отпуск — это повторный нагрев детали до температуры значительно ниже температуры закалки для снижения твердости и повышения ударной вязкости. Она может варьироваться от 350 ° F до 1350 ° F в зависимости от стали и желаемой твердости. На очень твердых критических деталях рекомендуется двойная закалка (более одного раза).Отпуск помогает снизить напряжения при закалке, а двойной отпуск — дешевая страховка.
Закалочное масло: Минеральное масло наименее токсично. Для чего-то размером с матрицу отбойного молотка вам понадобится несколько галлонов. Масло имеет меньшую плотность, чем вода, имеет более низкую теплопроводность и мигает, а не испаряется при перегреве. Поэтому для закалки детали требуется немного больше масла, чем воды.
Если погасить слишком малым количеством воды, она просто закипит.Если у вас слишком мало масла, оно образует взрывной дым, который часто воспламеняется. горячей сталью. Если вам необходимо использовать автомобильные масла, используйте ATF. В нем меньше (возможно, токсичных) присадок, чем в обычных маслах. — гуру — понедельник, 19.06.00, 04:48:38 GMT
Великолепный кузнец Бернхэм-Кидвелл заметил, что когда он переходил с автомобильного сливного масла (старый стандарт закалочное средство с низкой арендной платой), чтобы использовать масло для жарки, его магазин превратился из паршивой автомастерской в дешевый гастроном…а значительное улучшение. Масло для жарки во фритюре (часто арахисовое масло) выбрано из-за его высокой температуры вспышки, оно довольно нетоксично, как масло. тушители идут, и обычно это бесплатно. Кажется, все работает нормально. . . . . эээ, избегайте жареной рыбы.
Пит Фелс — Понедельник, 19.06.2007, 07:26:37 GMT
Закалка неизвестной стали (лезвия): Когда вы используете стальной лом, вы должны сами стать металлургом. Возьмите кусок металлолома, выковайте сечение, похожее на ваше лезвие, и поэкспериментируйте.Для оценки твердости воспользуйтесь напильником или фрезой из быстрорежущей стали. Попробуйте заточить короткий кусок и посмотрите, как он работает. У вас есть выбор: методом проб и ошибок или приобрести известную сталь.
Точка превращения стали чуть выше точки, при которой она становится немагнитной, НО такая же или ниже для высокоуглеродистых сталей. Но к тому времени, когда вы протестируете (в кузнице), деталь достигнет точки трансформации. Многие легированные стали закалены в масле, и я начинаю с этого.Если он недостаточно затвердевает, попробуйте воду (она должна быть теплой или немного выше комнатной). О температуре отпуска легированной стали нельзя судить по цвету отпуска.
Лучший способ добиться равномерного закаливания — нагреть более крупный блок или кусок стали до известной температуры, а затем установить на него лезвие и позволить ему впитать тепло. Он должен оставаться при температуре отпуска столько, сколько вы можете поддерживать, или до часа. Если ваш темперирующий блок довольно большой, просто дайте ему остыть вместе с лезвием.Температура отпуска зависит от марки стали. Оно может быть как от 350 ° F до 1300 ° F. Большинство сталей подвергаются отпуску в диапазоне от 500 до 600 ° F. Вам действительно нужно найти копию СПРАВОЧНИКА МАШИНЫ или одну из ссылок на кузнечное дело, например, Edge of the Anvil , в которой есть данные о закалке. Если вы собираетесь продолжать заниматься ножевым бизнесом, вам следует приобрести один из (относительно дорогих) справочных материалов, таких как ASM Metals Reference Book .Здесь слишком много сталей и слишком много комбинаций обработок.
Тепловая обработка — Exact SAE 1095: Если вы точно не знаете, с какой сталью вы имеете дело, не существует «точных» и пробных и ошибка — это правило. Не думайте, что все предметы одинаковы. КАЖДЫЙ производитель выбирает сталь по своему усмотрению и может изменить их в любой момент. Если один производитель использует простую углеродистую сталь, другой может использовать легированную сталь.
ТОГДА есть вопрос контроля температуры.Если у вас нет откалиброванного оборудования для измерения температуры и контролируемых печей / соляных горшков, определение «правильной» температуры потребует дополнительных проб и ошибок.
Термообработка в кузнечном стиле настолько близка к алхимии или магии, насколько это возможно. Судя по цветам, описанным в ярких терминах, например, «красный восход солнца», который может варьироваться на 200 градусов в зависимости от окружающего освещения и работы со сталью неизвестного происхождения. . . .
Предполагая, что обычная высокоуглеродистая сталь, такая как 1095, вы должны нагреть до немагнитного состояния, а затем еще на 50 ° F до 1480 ° F.Затем тушите в теплой воде.
Немедленно (как можно скорее) закалять при температуре не менее 450 ° F в течение 2 часов для получения Rockwell 57-58. Это не больно удвоить нрав. Я бы пошел немного горячее (скажем, 500 ° F) для более прочного лезвия. Если это однолезвийный клинок, тогда вы можете прийти назад и еще больше разогреть спину. Лучше всего это делать с помощью стального блока, нагретого до желаемого температуры и наблюдая, как цвета «бегут» по чистой шлифованной поверхности лезвия. — гуру — Воскресенье, 09.07.00 02:24:59 GMT
Углеродистая инструментальная сталь SAE 1095:
Нормализация: Нагреть до 1575 ° F (855 ° C), охладить на воздухе. (обратите внимание на время выдержки).
Отжиг: «Как правило, для всех высокоуглеродистых сталей пруток поставляется станами в сфероидизированном состоянии … Когда детали изготавливаются из прутков в этом состоянии, нормализация или отжиг не требуется».
Поковки должны быть нормализованы.
Отжиг путем нагревания до 1475 ° F (800 ° C). Тщательно замочите. Печь охладите до 1200 ° F (650 ° C) со скоростью, не превышающей 50 ° F (28 ° C) в час. От 1200 ° F (650 ° C) до температуры окружающей среды скорость охлаждения не критична.
Закалка: Нагреть до 1475 ° F (800 ° C), закалить в воде или рассоле. Секции закалки в масле менее 3/16 дюйма (1,59 мм).
Закалка: Закаленная твердость достигает 66 HRC. Может быть уменьшена отпуском.
Руководство по термообработке — Стандартные методы и процедуры для стали. 1982, Американское общество металлов, стр.81.
— гуру — пятница, 17.08.01 03:06:02 GMT
Окончательная термообработка (SAE 5160 51200): Нет такого. Я могу дать вам температуру, которую требуют книги, и вам понадобится калиброванный пирометр и термостатированные печи и закалочные ванны. Но вам все равно придется ТЕСТ. Почему? Потому что каждая форма требует немного разного обращения. Чтобы получить ожидаемый результат, вы должны принять свою конкретную форму и заставить его пройти температурные преобразования в требуемый период времени.Время — важнейший элемент термообработки и кроме отжига и некоторых обобщений для отпуска опубликовано очень мало. Вам просто нужно найти правильный способ заставить процесс «соответствовать кривой». Затем протестируйте изделие и отрегулируйте свои методы.
Это не так плохо, как испытание неизвестной стали методом проб и ошибок, потому что вы начинаете понимать общий процесс, но если вы хотите быть разборчивым и хотите ТОЧНУЮ твердость или состояние материала, тогда вам придется протестировать.
5160
Отожгите при 1525 ° F, затем быстро охладите до 1300 ° F и охладите до 1200 ° F со скоростью не более 20 ° F / ч в течение 5 часов.52100Для закалки нагреть до 1525 ° F и охладить в масле. При необходимости закаляйте (минимум 350 ° F).
Аустемперирование при 1550 ° F и охлаждение в соляной бане при 600 ° F и выдержка в течение 1 часа. Охлаждение на воздухе, дальнейший отпуск не требуется.
Согласно Вифлеемской книге «Современные стали — Справочник 3310» ниже приведены ПРИБЛИЗИТЕЛЬНЫЕ значения твердости по шкале C по Роквеллу. закалки в масле 5160 для различных температур отпуска:
SAE 5160 Температура Твердость Температура Твердость 400 ° F 59 RC 900 ° F 42 RC 500 ° F 57 RC 1000 ° F 37 RC 600 ° F 54 RC 1100 ° F 32 RC 700 ° F 52 RC 1200 ° F 28 RC 800 ° F 49 RC 1300 ° F 20 Rc
Используйте таблицу цветов закалки, чтобы приблизиться к требуемой твердости.— Quenchcrack — Четверг, 27.03.03 13:21:32 GMT
Нормализуйте путем нагревания до 1625 ° F и охлаждения на воздухе.Справочник по металлам ASM и Руководство по термообработке ASM , Американское общество металлов Я рекомендую обе вышеперечисленные книги ВСЕМ производителям ножей, которые проводят термообработку самостоятельно. Обе книги включают графики и диаграммы с более подробной информацией, чем можно здесь нарисовать. Смотрите нашу ссылку на ASM на странице ссылок.Перлитная структура в этой стали нежелательна. Для отжига преимущественно спероидизированной структуры нагрейте до 1460 ° F и быстро охладите до 1380 ° F, затем продолжайте охлаждение со скоростью, не превышающей 10 ° F / ч. до 1250 ° F.
Для отверждения нагрейте до 1550 ° F в нейтральной солевой бане и охладите в масле.Закаливайте сразу после охлаждения до 100–120 ° F при температуре не менее 250 ° F. Обычная практика — закаливать при 350 ° F.
— гуру — пятница, 06.07.01 00:03:58 GMT
Н-13:
Согласно справочнику ASM Metals
Не нормализовать, отжигать при 845-900C / 1550-1650F— guru Среда, 04.07.99, 00:41:32 GMTОтвердите при 995-1040C / 1825-1900F (выдержка 15-40 мин.), Затем закалите на воздухе. Немедленно закалять при 540-650C / 1000-1200F.
На штампах для воздушной закалки я использую нержавеющую фольгу для защиты штампа при нагревании.При использовании немагнитный тест на температуру, затем используйте небольшой образец (не слишком маленький) того же сплава в кузница. Достаньте из кузницы / печи, снимите фольгу и дайте остыть на решетке (например, кусок решетчатой решетки), где воздух может циркулировать по всей детали. Обычно я выключаю газовую кузницу когда я снимаю нагретые плашки, чтобы они затвердевали. После затвердевания кладу обратно и использую остаточное тепло от огнеупорных кирпичей для закалки. Не очень научный, но работает.Используйте солевую ванну, если вам нужен идеальный контроль и низкое окисление.
H-13 (упрощенный):
Нагрейте, пока он не станет немагнитным, затем выньте его из огня и дайте остыть на
кирпич, пока вы не сможете с ним справиться (это закалка на воздухе, которая затвердевает), ЗАТЕМ разогрейте его до 1100
градусов по Фаренгейту. Чистый темперированный H-13 имеет приятный сливовый цвет.
— guru среда, 04.07.99 21:05:56 GMT
H-13: H-13 делает очень хорошие штампы Power Hammer.В настоящее время это то, что они используют в BULL. Эти матрицы подвергаются механической обработке, термообработке, а затем привариваются (с БОЛЬШИМ предварительным нагревом) к основанию из низкоуглеродистой стали.
Latrobe Steel продает термообработанную версию H-13 под торговой маркой Viscount-44. 44 — это твердость по Роквеллу. Эта сталь продается в виде штамповой стали, которую практически невозможно обработать на обычных станках. После термической обработки он приобретает приятный сливовый цвет. Наш семейный механический цех использовал довольно много этого материала, чтобы избежать термической обработки деталей.H-13 — сталь закалки на воздухе. Я бы вернул его в состояние, близкое к отожженному, для небольших штамповок.
— guru Понедельник, 29.11.99, 15:03:07 GMT
H 13: Хромомолибденовая сталь с высоким содержанием ванадия. Горячие работы. Все характеристики указаны по Фаренгейту. Кузница 1950-2100, не ниже 1650. Отжиг 1550-1650, охлаждение в час 40F макс. Затвердеть при медленном нарастании тепла до 1825-1900; закалить на воздухе. Темпера 1000-1200.
Фрэнк Терли — понедельник, 05.11.01, 20:47:22 GMT
D2 против D7:
Гуру среди нас.Я производитель инструментов для самолетов Cessna. У нас есть постоянный спор, на который, похоже, мы не можем найти ответы. Речь идет о спецификациях термообработки инструментальной стали D7. Кажется, что никто не может предложить никаких спецификаций для этой инструментальной стали. «Старожилы» говорят, что те же характеристики, которые используются для D2, будут такими же и для D7. «Молодые пушки» заявляют, что их недостаточно для правильной обработки этого вида стали. Что ты говоришь? также можете ли вы сказать мне, где искать спецификации термообработки для этого типа стали? Спасибо
Mike — вторник, 30.08.05, 22:42:36 EDT
Инструкции по термообработке для этой марки можно найти в Руководстве по термообработке ASM.В этой ссылке действительно указано, что для растворения всех карбидов в D7 необходимы более высокие температуры и более длительное время, чем в других инструментальных сталях серии D.
Существуют некоторые различия в способах закалки и отпуска стали в соответствии с Руководством по термообработке ASM , Стандартными методами и процедурами для стали . Это ссылка, которую должен иметь каждый магазин высоких технологий, если они проводят или предписывают термическую обработку.
— гуру — среда, 31.08.05, 08:27:33 EDTКак следует согнуть напильник? Попытка преобразовать некоторые файлы почти в риффлеры.Хотите изогнуть напильник, чтобы очистить ложку изнутри.
Rifflers: Я делал это несколько раз. Конец ручки полукруглых напильников редко изнашивается и отлично работает файлы ложки.
Я нагреваю на месте до слабого красного с помощью резака, в то время как дополнительный файл зажат в тисках, сгибаю щипцами или плоскогубцами, а затем выключить лишнее и погасить. Обожженный конец шлифуют для очистки.
При изгибе полукруглого напильника получается полусферическая поверхность.Поскольку я использовал дерево, я не выполнял отдельный термическая обработка. Я решил, что лучше не нагревать пилку и не обжечь зубы более одного раза. Вот почему это было нагревается, обжигается и закаливается одним быстрым нагревом.
Я использовал ту же технику, чтобы согнуть треугольные напильники. Если вы хотите подвергнуть термообработке, то, вероятно, лучше всего нагреть в нержавеющая фольга.
— гуру — четверг, 08.06.200 20:13:27 GMT
Ламинат SS:
Самая сложная часть ламинатов SS — это термообработка.У вас должны быть комбинации, которые можно усилить и смягчить с помощью процессов, которые работают с обоими или где одно не влияет на другое. Это настоящая головоломка, требующая исследования и серьезного размышления. ЗАТЕМ вы должны иметь возможность проводить термическую обработку в установленных пределах. Это требует тщательного измерения и контроля температуры.
— гуру — среда, 10.04.00 14:25:34 GMT
Соляные ванны:
Соляные ванны: У Дона Фогга на своем веб-сайте было несколько хороших статей о строительстве и использовании небольшой соляной ванны.Поваренная соль работает и довольно хороша во всех отношениях. Продаются специальные соли для термообработки. Единственный раз, когда вид соли критически важно, если ванна будет использоваться для закалки (да, они становятся такими горячими) ИЛИ если есть требование «не использовать хлориды» для применения.Из сообщения Гранта Сарвера на «странице гуру» в сентябре 1998 года: В «соляных» горшках (как их называют в жарком бизнесе) используются всевозможные соли. Для температур до 1000F натрия. можно использовать нитрат.Хлорид бария используется для высоких температур (например, 2500F). Для температур до 3000F фторид магния может быть использовал. Большинство жаропрочных соляных горшков нагреваются просто путем пропускания электрического тока, контролируемого термостатом. Heatreat В поставках есть ассортимент солей для этой цели.
Солевые ванны можно использовать для закалки, закалки или отжига.
| Термические соли | ||||
| Соль | Формула | Плавится | Макс | Действие |
| Хлорид натрия Поваренная соль | NaCl | 1473.8 ° F 801 ° C | 2575,4 ° F 1413 ° C | кипит |
| Хлорид калия | KCl | 1418 ° F 770 ° C | 2822 ° F 1550 ° C | Сублиматы |
| Нитрат калия (Селитра) | КНО 3 | 633 ° F 334 ° C | 752 ° F 400 ° C | Разлагается |
| Хлорид бария ТОКСИЧНО! | BaCl? | 1765 ° F 963 ° C | 2840 ° F 1560 ° C | кипит |
| фторид магния | MgFl? | ° F ° C | ° F ° C | ? |
Температура плавления поваренной соли достаточно высока для отжига и закалки углеродистых сталей.
Нитрат калия легче плавится, но имеет узкий рабочий диапазон. Органические вещества, смешанные с нитратами, могут создавать опасные ситуации. Небольшие количества серы могут привести к образованию взрывоопасных смесей, но селитра по-прежнему широко используется для обработки различных металлов. процессы.
Поставщики термообработки продают различные солевые смеси. Некоторые из них считаются «нейтральными», некоторые — науглероженными.
— гуру
Размер кузнечной печи и соляные ванны:
Буду очень признателен за ваш совет по следующим вопросам.Я как раз собираюсь создать свою первую кузницу и верю, что в конечном итоге буду использовать ее для создания относительно больших предметов, таких как мечи. Мне было интересно, какого размера я должен его сделать и насколько это важно. Я буду делать кузницу, работающую на пропане. Я знаю, что могу обработать меч и нормализовать его с помощью небольшой кузницы, но проблема в термической закалке. Если я просто буду перемещать меч в кузнице вперед и назад (при условии, что у него есть отверстия с обоих концов), будет ли он нагрет достаточно равномерно для закалки? Поверьте, я пытался найти ответ, но нигде не нашел.Я ценю вашу помощь,
Вы нашли суть проблемы с газовыми кузницами. Для разных работ вам нужны разные размеры. При изготовлении мечей вы не можете работать с длинным предметом, потому что, когда он горячий, он опускается и ведет себя как мягкая лапша. Таким образом, ковка выполняется в короткие плавки.
Термическая обработка длинных изделий — настоящая уловка. Когда мечи обстреляны в коротком огне, они двигаются вперед и назад, как вы подвели. При достаточном нагревании лезвие становится не настолько мягким, чтобы его можно было скользить вперед и назад, опираясь на угли в огне.ТОГДА, когда его вытаскивают из огня, это нужно делать быстрым плавным движением, чтобы оно не провисало при тушении. НАСТОЯЩЕЕ искусство и настоящий балет. Японский кузнец мечников избегал всего этого и закаливал лишь узкую полоску лезвия. Потребность в выпрямлении лезвия после термообработки не является чем-то необычным.
Современные кузнецы, использующие газовые и нефтяные кузницы, используют разные методы. Для горизонтального перемещения используются длинные стойки с опорами через каждые несколько дюймов.Проблема в том, что стеллажи нагреваются. Итак, горячее лезвие перекатывается в холодную стойку.
Метод, используемый многими мастерами-клинками, — это вертикальная печь или вертикальный соляной горшок. В этом методе лезвие подвешивается в печи через отверстие в хвостовике. Печи должны быть спроектированы таким образом, чтобы тепло попадало в нижнюю часть и выходило из верхней части без скопления с одного или другого конца, чтобы не было горячих точек. Соляные сосуды часто используются, потому что жидкая соль циркулирует в тигле и обеспечивает равномерное нагревание.Соляные ванны используются как для закалки, так и для отпуска.
Соль также защищает сталь от окисления. Высокие соляные горшки обычно изготавливаются из трубы из нержавеющей стали и нагреваются в специальной газовой печи. Также применяется контроль температуры (значительная стоимость). Из-за реакционной способности соли я бы порекомендовал встроить в емкость защитную гильзу. Однако многие просто заменяют термопары по мере необходимости. Подойдет поваренная соль, продаются специальные соли, некоторые очень токсичны.
Газовые кузницы ОЧЕНЬ эффективны, если рассчитаны на работу, но очень неэффективны, когда используются для работы, намного меньшей их мощности. Итак, вам понадобится более одной кузницы / печи и, возможно, специальные печи для термообработки.
-guru 6 июня 2004 г.
Криогеника:
Хотелось бы узнать, есть ли у вас информация о криогенном отпуске сухим льдом?Морозильные камеры (от -40 до -50 ° F) и сухой лед (-109.3 ° F) недостаточно холодные
О СУХОМ ЛЕДЕ
Сухой лед имеет температуру поверхности -109,3 ° F (-78,5 ° C). Можно получить сухой лед холоднее, чем этот, но передать этот холод другому объекту сложно. Баня с сухим льдом и ацетоном обычно обеспечивает -78 ° F (-61 ° C), что намного ниже криогенной температуры, необходимой для обработки стали.Не все стали улучшаются криогенной обработкой. Это также часть полной термообработки, а не замена или простая вторичная обработка.
Сухой лед твердый при -108,76 ° F (-78,2 ° C). Для большинства криогенных обработок требуются более низкие температуры и используется жидкий азот при температуре -328 ° F (-200 ° C). Так что не верьте этим проталкивающим продуктам, обработанным сухим льдом. Возможно, они выбрасывают CO2 в ваши шорты. . .
Со страницы ASM :
Криогеника: край гонщика: Криогенная обработка металлических деталей проводится при температуре ниже 185 ° C (300 ° F). Если все сделано правильно, это вызывает необратимые изменения в материале, которые могут повысить износостойкость.Эта статья посвящена применению в гоночных автомобилях и других транспортных средствах с высокими характеристиками. Роджер Шираделли и Фредерик Дж. ДикманASM Также продается книга под названием Cryogenics за 36,95 долларов. Я бы начал там.Криогенная обработка инструментальной стали; Во время криогенной обработки AISI D2 задействованы два механизма: преобразование остаточного аустенита и низкотемпературное кондиционирование мартенсита. Первое приводит к увеличению твердости (и снижению ударной вязкости), а второе повышает износостойкость (и увеличивает ударную вязкость). Вы можете выбрать желаемый результат, правильно подобрав аустенизирующую терапию.
— гуру — суббота, 19.01.02, 00:03:36 GMT
Замораживание и криогенная обработка стали.
Недавно я видел несколько вопросов по этому поводу и подумал, что добавлю немного к обсуждению. Криогенная обработка или «замораживание» стали жидким азотом стало очень распространенной практикой в промышленности для таких изделий, как режущие инструменты, стволы пистолетов, ножи и т. Д.Если вы поищете его в сети, вы найдете людей, утверждающих, что он может творить чудеса, например, продлевать жизнь колготкам. (На самом деле я обнаружил это, проводя исследования для школьного проекта). Основное преимущество использования цикла глубокой заморозки заключается в том, что любой остаточный аустенит в стали превратится в мартенстит.Справочная информация по быстрой металлургии:
При термической обработке стали повышается ее «температура аустенизации».Кузнецы часто судят об этом по магниту. Затем горячая сталь закаливается, превращая аустенинт в мартенсит. Однако во многих случаях, особенно в случае высоколегированных инструментальных сталей, часть аустенита не превращается в мартенсит, поэтому название сохранилось аустенинтом.В любом случае, охлаждая сталь значительно ниже комнатной температуры, остаточный аустенит можно превратить в неотпущенный мартенсит, который является очень хрупким. Поэтому за криогенной обработкой должен следовать дополнительный отпуск.По-прежнему существует множество противоречий относительно преимуществ криогенной обработки, потому что инструменты, прошедшие надлежащую термообработку с самого начала, имеют очень незначительное увеличение срока службы. Однако инструменты, которые не прошли надлежащую термообработку, часто значительно увеличивают срок службы инструмента. Что касается пользы от использования этого процесса для ножей, то это, вероятно, будет зависеть от материала. Если вы используете высоколегированные инструментальные стали, такие как A, D, M, и нержавеющие стали, это, вероятно, будет целесообразным.Если вы используете простые углеродистые стали и уже получаете хорошую закалку, то особых улучшений вы не увидите. То же самое и с Дамаском — он материально зависим.
Патрик Новак (инженер) 30.01.02
ПРИМЕЧАНИЕ: Проблема не только в том, что каждый сплав должен обрабатываться по-разному, но и в том, что термообработка перед криогенной обработкой часто отличается от нормальной, и постобработка также варьируется.
Есть книги с рекомендациями по этой теме, но даже в этом случае вы обнаружите, что не все сплавы были проверены.Если вы хотите обработать какой-либо материал, исследование которого еще не было проведено, ТО вам потребуется полная металлургическая лаборатория или средства для оплаты одного исследования.
Поскольку это метод проб и ошибок, тестирование может оказаться очень дорогим. Кто-нибудь может сказать: «Требуется государственный грант».
— гуру — среда, 30.01.02 17:01
416 Нержавеющая сталь
Есть 416 и 416Se. В тип Se добавлен селиний для дальнейшего улучшения обрабатываемости.Считается еще одним типом 410 СС. Может затвердевать до 42HRC или немного выше. Можно закалить.
При термообработке этих сталей требуется защитная атмосфера (вакуум, инертный газ или азот). Медленно нагрейте до 1700–1850 ° F, выдержите до 30 минут, охладите в масле. температура от 400 до 1400 ° F. Криогенная обработка улучшает эту сталь. Закалите (снова) сразу после этого.
— гуру — среда, 30.11.05
Источники и ссылки
- Цветовая таблица
- Temper anvilfire онлайн-таблица
- Таблица преобразования твердости Таблица преобразования значений твердости металла по шкале Бринелля в шкалы Роквелла A, B, C.
- Thermal Light Приложение для iPhone для измерения высоких температур.
- Часто задаваемые вопросы о свалке стали Использование переработанной стали или стали неизвестного происхождения.
- Alphabet Soup Что это за аббревиатура?
- Глоссарий Термины в кузнечном и металлообрабатывающем производстве
- Knives01 anvilfire 21st Century Page FAQ
- Наковальни V — испытание наковальни для испытания на отскок, склероскоп Шорса
- Часто задаваемые вопросы по тушащим веществам с рецептом супер гашения
- Справочник по металлам ASM , Международное американское общество металлов
- Руководство по термообработке черных металлов ASM , American Society for Metals International
- Tempil — Основное руководство по черной металлургии Таблица , подразделение Tempil, Big Three Industries, Inc.
- РУКОВОДСТВО ПО ОБОРУДОВАНИЮ, Промышленные прессы
- NEW Edge of the Anvil, Jack Andrews, Skipjack Press.
- MatWeb.com База данных on-line материалов
- Веб-страница Timken Latrobe Steels
Что такое закаленная и отпущенная сталь?
Примечание редактора: эта статья в блоге была первоначально опубликована в июне 2015 года и была обновлена для обеспечения точности и полноты в мае 2019 года.
Современные процессы производства стали за последние несколько десятилетий настолько продвинулись вперед, что теперь мы стали более чистыми. , более компактная, прочная и обрабатываемая сталь, чем когда-либо прежде.
Раньше пластичность и свариваемость платили за прочность и ударную вязкость. Теперь есть закаленная и отпущенная сталь, высокопрочная и устойчивая к истиранию сталь с улучшенными производственными качествами.
Прежде чем мы перейдем к списку преимуществ и областей применения, давайте сначала опишем, как производится закаленный и отпущенный стальной лист.
Что такое закалка и отпуск?
Закалка и отпуск — это процессы, которые упрочняют и упрочняют такие материалы, как сталь и другие сплавы на основе железа.Процесс закалки или закалочного упрочнения включает нагрев материала с последующим его быстрым охлаждением, чтобы как можно быстрее установить компоненты на место. Процесс жестко контролируется, причем температура нагрева, метод охлаждения, охлаждающее вещество и скорость охлаждения зависят от типа закаливаемого материала и желаемой твердости. Типичный диапазон нагрева составляет от 815 до 900 градусов по Цельсию, при этом особое внимание уделяется поддержанию максимально стабильной температуры. Различия в степени нагрева, применяемого во время процесса, могут привести к деформации получаемого металла.
Точно так же температура охлаждающего элемента должна оставаться постоянной, иначе края металла могут стать хрупкими. С годами все большее распространение получили различные охлаждающие элементы, начиная с воды и заканчивая минеральными маслами и даже инертными газами, такими как азот или гелий.
После закалки материала до наиболее твердого состояния используется процесс отпуска для достижения большей вязкости и пластичности за счет снижения твердости. Закалка достигается путем нагревания закаленного материала до температуры ниже критической в течение заданного периода времени, а затем охлаждения на неподвижном воздухе.И температура, и время нагрева зависят от состава материала и определяют степень удаления твердости.
Преимущества закаленной и отпущенной листовой стали
При отпуске закаленной стали она становится менее хрупкой и более пластичной без потери твердости. Комбинация этих двух процессов позволяет получить более твердую и прочную сталь, которая поддается сварке и пластичнее, чем обычная углеродистая сталь. Хотя производителю требуется больше времени, увеличенная прочность компенсирует задержку.Если после закалки сталь станет слишком твердой, ее можно отпустить. Это включает в себя повторный нагрев элемента, но до точки, намного меньшей, чем температура, достигаемая на стадии закалки — обычно около 540 градусов по Цельсию. Время отпуска закаленного металла является определяющим фактором того, насколько удаляется твердость.
Коэффициент ударной вязкости означает большую устойчивость к износу и истиранию. Вот почему закаленная и отпущенная сталь особенно полезна в машинах и конструкциях, где необходимы более высокая стойкость к истиранию и более высокий предел текучести, например, в горнодобывающей промышленности, разработке карьеров, земляных работах и строительстве.
Общие области применения
Листовая сталь с закалкой и отпуском бывает разных марок и толщин для различных областей применения. Некоторые из распространенных марок включают: марка 80 — высокопрочная низколегированная конструкционная сталь; Марка 400 400 — сталь повышенной твердости, износостойкая; и марка 500 — среднеуглеродистая, высокопрочная и износостойкая сталь.
Вот несколько примеров применения закаленной и отпущенной листовой стали:
- Резервуары для хранения (класс 80)
- Мосты и высотные здания (класс 80)
- Ковши экскаваторов и погрузчиков (класс 80)
- Дефлекторные пластины (класс 400)
- Зубчатые колеса (класс 400)
- Режущие кромки (класс 500)
- Ковши для землеройных работ (класс 400 и 500)
- Износостойкие футеровки самосвалов (класс 500)
- Желоба (класс 80, 400 и 500)
- Низкорамные прицепы (класс 80)
Тщательное понимание того, как производится закаленная и отпущенная сталь, и свойств ее материала, помогает определить, как лучше всего резать, гнуть и обрабатывать сталь.