Как паять сталь обычным оловом: надежный и проверенный способ пайки | Сварка и Пайка
Если кто не знает, то изделия из стали можно не только сваривать, но и паять. Однако в отличие от пайки меди и алюминия, пайка стали имеет свои особенности.
Наиболее просто пайке подвергается низколегированная сталь, что во многом обусловлено её характеристиками и составом. На поверхности изделий из низколегированной стали не такая прочная плёнка окислов, которая может быть устранена при помощи использования обычного флюса.
А вот паять конструктивную сталь, уже более сложно, за счет того, что в её составе содержится хром, в качестве легирующей добавки. Наличие хрома в стали значительно усложняет пайку деталей из неё, и требует использования особых припоев.
Чем лучше всего паять изделия из стали
Сразу нужно оговориться и сказать о том, что паять сталь можно и оловом. Однако если мы хотим получить достаточно прочное и надежное соединения, то предпочтительно использовать тугоплавкие припои с содержанием серебра и меди.
При использовании таких припоев сталь спаивается довольно при высокой температуре, начиная от 450 градусов. Поэтому использование обычного 100 ватного паяльника для этих целей здесь не совсем целесообразно. В основном применяются газовые горелки.
Также, следует знать, что флюсы для пайки бывают разные. Одни из них требуют смывания водой с мылом, другие нет. Смывать надо обязательно флюсы на основе соляной и ортофосфорной кислоты.
Как паять сталь обычным оловом
Пайка стали обычным оловом возможна с использованием ортофосфорной кислоты в качестве флюса. Обязательно после пайки следует смыть флюс водой. Это главное условие при использовании кислот в качестве активных флюсов при пайке металлов.
Перед тем как подвергать металл лужению, с его поверхности нужно полностью снять все загрязнения, в том числе ржавчину и следы масел. Для выполнения данной работы можно воспользоваться шлифовальной шкуркой, стальной щёткой или же напильником.
Для эффективности можно обработать места с ржавчиной, перед пайкой, специальным раствором-преобразователем ржавчины.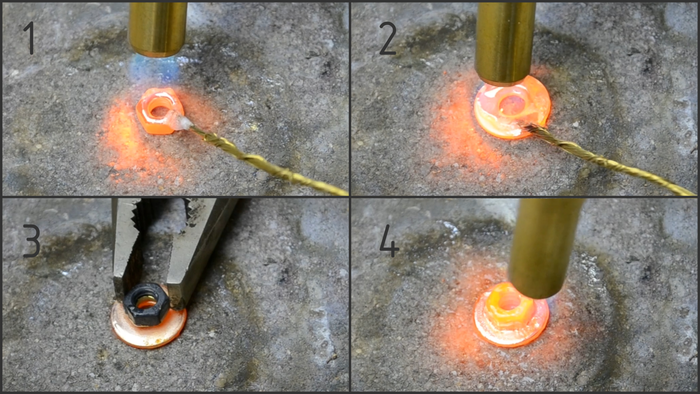 Кстати такие растворы также есть и на основе ортофосфорной кислоты. Жирные пятна с заготовок лучше всего смываются посредством щелочного раствора или растворителя.
Кстати такие растворы также есть и на основе ортофосфорной кислоты. Жирные пятна с заготовок лучше всего смываются посредством щелочного раствора или растворителя.
Только после тщательной подготовки стальных изделий на них можно наносить тонкий слой флюса. Перед соединением деталей из стали, если для пайки используется олово, то предварительно осуществляют лужение заготовок.
Лужением называется равномерное смачивание поверхности спаиваемых деталей с помощью расплавленного олова.
После выполнения лужения детали соединяются и надежно фиксируются в выбранном положении. Затем они тщательно прогреваются газовой горелкой до температуры, которая будет превышать температуру плавления припоя. Таким образом, происходит пайка стали.
При этом расплавленный припой сам затекает в зазор между заготовками и заполняет собой всё имеющееся пространство. При остывании он образует надежное и прочное соединение. Расплавление основного металла при этом не происходит.
Обязательно, как и было сказано выше, после пайки стали с оловом и ортофосфорной кислотой, нужно смыть все следы флюса в конце.
Вам также может понравиться:
Как паять стальные детали
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями. Но также имеются электротехнические марки, особо твердые и упругие, и применяемые для валов, точной механики. Здесь уже как повезет…
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Как выполняется соединение оловом – порядок действий
Все зависит от того, насколько удачно можно залудить данную деталь, насколько прочным окажется контакт оловянного припоя со сталью. Чтобы контакт оказался удовлетворительными, если это возможно вообще, нужно выполнить следующее:
- зачистку стали, химическую зачистка под припоем;
- разогрев детали до температуры плавления припоя, нахождение припоя на детали под флюсом некоторое время в текучем состоянии.
Зачистка стали выполняется сперва механически, — наждачной бумагой, убираются слои ржавчины и загрязнений. Затем в качестве флюса применяется состав, который хорошо реагирует с окислами железа.
Наиболее безобидной в применении, но эффективной в данном случае, оказывается ортофосфорная кислота, которую легко приобрести в автомагазине, как «очистку ржавчины».
Требуемая мощность разогревающих устройств полностью зависит от массы деталей.
Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.
- Зачищенная наждачкой сталь разогревается горелкой.
- На горячую деталь наносится ортофосфорная кислота и тут же подается паяльником расплавленный оловянный припой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,
- площадью соединения,
- направлением нагрузки по отношению к спаянным плоскостям.


Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.
Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
- 55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле.
Стальные детали, подлежащие пайке, разогреваются газовой горелкой.
В качестве флюса используется ортофосфорная кислота.
Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.
Но подобная пайка стали по сложности превосходит простую сварку….
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
Качественная пайка металлов
Сварка и пайка металлов относятся к неразъемным соединениям. Однако у таких способов существует важное отличие. При сварке происходит соединение металлов благодаря местному нагреву детали до температуры, когда он начинает плавиться. В результате образуется соединение двух деталей в одно целое. Паяльная операция подразумевает получение прочного соединения разных деталей или конструкций.
Схема сварки металлов.
Существующие методы пайки
Технология пайки классифицируется по нескольким показателям:
- температура;
- давление;
- припой.
Температурный показатель зависит от нагрева металла. В этом случае пайка бывает:
- высокотемпературная;
- низкотемпературная.
Разделяет эти два способа показатель температуры. Границей разделения считается 450 градусов.
Существует также определение пайки в зависимости от приложенного давления:
- пайка металла с применением фиксированного зазора;
- прессовая пайка.
Читайте также:
Экструдер: что это такое и как его используют.
Правила применения фена для пайки.
Об автогене читайте здесь.
Вернуться к оглавлению
Как паять вольфрам: особенности
Схема аргонодуговой сварки вольфрама.
Вольфрамовые изделия имеют высокую прочность, что дает возможность применять их в определенных отраслях:
- ракетостроении;
- электроламповой отрасли;
- радиотехнике.

Вольфрам может иметь чистый вид или входить в состав сплава.
Операция пайки делается при температуре, которая меньше температуры рекристаллизации материала. Обычно она равна 1450 градусам. Если температура намного выше, то начинает уменьшаться прочность металла. Намного легче паять вольфрамовые изделия с деталями из этого же материала. Пайка с различными материалами всегда проходит очень сложно, так как материалы имеют различные параметры линейного расширения.
Прежде чем начинать паяльные работы, поверхность вольфрамовых деталей подвергается тщательной очистке. Ее делают несколькими способами:
- механической очисткой;
- травлением в кислоте, при этом применяют азотную или фтористоводородную кислоту.
Если кислота отсутствует, ее заменяет сильно нагретый едкий натр.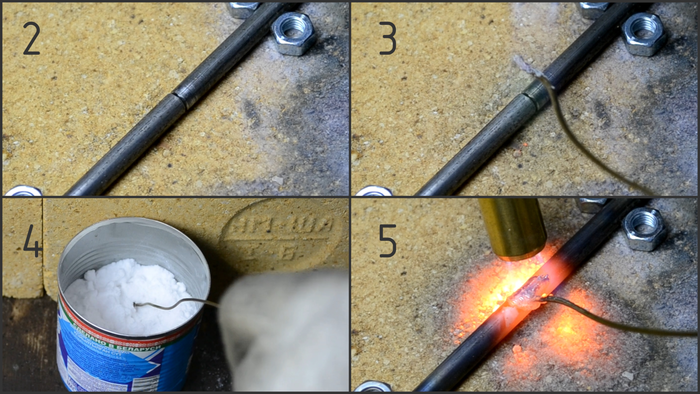 После очистки вольфрам протирается спиртом, можно промыть его горячей водой.
После очистки вольфрам протирается спиртом, можно промыть его горячей водой.
Чтобы достигнуть идеальной чистоты и высокой плотности шва, паяльные работы нужно проводить в вакууме. Существует также несколько других восстановительных сред, однако они требуют предварительного покрытия металла никелем. Таким образом получается высокое смачивание вольфрама текущим припоем.
Вернуться к оглавлению
Как проводить пайку дома: рекомендации
Инструменты и материалы для пайки.
В домашних условиях наиболее распространена пайка деталей радиотехники. Операция не вызывает никаких сложностей, ее может выполнять практически любой человек. Пайку всегда можно легко демонтировать, она отличается водоустойчивостью.
К негативной стороне можно отнести низкую прочность. Нет совместимости с другими металлами. Пайка плохо переносит холод и высокую температуру.
Чтобы выполнять паяльные работы, необходимо иметь припой из легкого плавкого металла.
Припой изготавливается из сочетаний свинца с оловом. Благодаря наличию конкретного материала припои могут иметь разную температуру плавления. Именно это обстоятельство и предопределяет основную сферу их работы. Чаще всего пользуются припоем, у которого температура плавления достигает 200 градусов.
Благодаря наличию конкретного материала припои могут иметь разную температуру плавления. Именно это обстоятельство и предопределяет основную сферу их работы. Чаще всего пользуются припоем, у которого температура плавления достигает 200 градусов.
В домашних условиях паяльные работы должны проводиться очень быстро.
Дело в том, что флюс, обеспечивающий текучесть припоя, начинает быстро обугливаться. Иногда требуется проведение дополнительной зачистки. Пока припой полностью не остынет и не станет твердым, запрещается двигать детали.
Высококачественным признается уровень пайки, когда припой тончайшим слоем обволакивает место пайки.
Вернуться к оглавлению
Как паять сталь: нюансы
Для того чтобы начать пайку стали, необходимо подобрать соответствующий способ. При этом учитывается:
- стойкость окисной пленки;
- взаимодействие стали и припоя;
- изменение характеристики стали, после термического процесса пайки.

Очень легко удаляются окислы, когда подвергается пайке углеродистая сталь. Намного сложнее удалить окисную пленку, когда работа проводится с легированной сталью, в состав которой входит хром, алюминий, титан и кремний.
Схема пайки твердым припоем.
Дело в том, что после нагрева на поверхности стали появляются трудно растворимые окислы Ме203, М203.
Чтобы паять сталь, пользуются припоями, в состав которых входит:
- олово;
- свинец;
- серебро;
- медь;
- никель;
- палладий.
Эти материалы оказывают небольшое влияние на свойства стали, они практически ее не растворяют.
Вернуться к оглавлению
Как паять детали из жести?
Стандартным способом спаивания жести является применение припоя, в котором содержится большое количество олова, флюса и паяльника, имеющего шило.
Профессионалы советуют использовать следующие марки припоя:
- ПОС 40;
- ПОС 30;
- ПОС 4-6.

Такой выбор припоя связан с химическими показателями материалов, когда выполняется пайка оловом. В этих припоях, кроме олова, содержится также:
Марки и свойства припоев.
- сурьма;
- мышьяк;
- медь;
- висмут.
Эти марки припоев отличаются показателем сопротивления срезу, благодаря определенному количеству примесей. Кроме того, они увеличивают сопротивление шва на разрыв после окончания пайки. Если в составе припоя недостаточно олова, то повышается количество сурьмы.
В некоторых случаях применяется ПОС 90 с большим количеством свинца. Для оцинкованного материала делается несколько другой подход.
Для пайки оцинкованного железа обязательно должен присутствовать флюс. Он играет роль химического окислителя и одновременно растворителя. Благодаря флюсу исчезает процесс окисления. Вдобавок ко всему, металл смачивается железом, и получается шов высокого качества. Чаще всего в качестве флюса используют соляную кислоту и канифоль.
В радиотехнике больше всего применяют канифоль. Только в некоторых случаях применяют хлористый цинк и борную кислоту.
Для работы используют паяльник, мощность которого должна превышать 40 Вт. Все работы желательно выполнять электрическим паяльником. Он позволяет проводить пайку в удобном положении, шов получается очень прочным и надежным.
Вернуться к оглавлению
Пайка жести: основные моменты
Когда нужно провести пайку металлических изделий и получить качественный шов, требуется выполнить следующие технологические операции:
- очистить поверхность;
- провести обезжиривание;
- нанести флюс;
- нагреть паяльник;
- залудить место пайки;
- припаять детали из жести;
- полученную поверхность очистить бензином;
- проверить получившийся шов.
Чтобы очистить поверхность, необходимо воспользоваться соответствующим инструментом (напильник, шабер).
Чтобы обеспечить появление капиллярных сил, между деталями оставляют зазор величиной 0,3 мм.
В некоторых случаях очень трудно очистить детали механическим путем, тогда на помощь приходит травление. Однако для работы с жестью подобное встречается очень редко.
Если на поверхности имеются жировые пятна, применяют 10% содовый раствор. Для обезжиривания в домашних условиях применяют ацетон, бензин, спирт и универсальный растворитель. Свойства этих материалов помогают получить отличную очистку.
О пайке, этом сложном физическом процессе, написано очень много научных работ. Рефераты, описывающие химию процесса, его результаты помогают лучше понять происходящие процессы и выбрать наиболее подходящий способ пайки.
Пайка стали, облуженной оловом (белая жесть)
Категория:
Пайка
Пайка стали, облуженной оловом (белая жесть)
Белая жесть выпускается в виде листов или полос из мягкой, малоуглеродистой стали, облуженной чистым оловом. Оловянное покрытие, наносимое путем горячего погружения или гальваническим способом хорошо сцепляется с основным металлом и делает его легко паяемым с применением некоррозионных флюсов. Белая жесть, получаемая способом горячего погружения, выпускается в виде листов с толщиной покрытия от 0,0015 до 0,02 мм. Гальваническая белая жесть выпускается в виде больших рулонов, которые часто режут на полосы одинаковой длины. Гальваническое покрытие имеет матовую или тусклую поверхность; его поверхность осветляют путем расплавления. Осветленная белая жесть хорошо сохраняется и обладает хорошими паяльными свойствами. Гальваническим способом можно наносить оловянные покрытия различной толщины, от 0,0003 до 0,0015 мм с каждой стороны листа. Этим же способом можно выпускать листы белой жести с различной толщиной покрытия каждой из сторон.
Оловянное покрытие, наносимое путем горячего погружения или гальваническим способом хорошо сцепляется с основным металлом и делает его легко паяемым с применением некоррозионных флюсов. Белая жесть, получаемая способом горячего погружения, выпускается в виде листов с толщиной покрытия от 0,0015 до 0,02 мм. Гальваническая белая жесть выпускается в виде больших рулонов, которые часто режут на полосы одинаковой длины. Гальваническое покрытие имеет матовую или тусклую поверхность; его поверхность осветляют путем расплавления. Осветленная белая жесть хорошо сохраняется и обладает хорошими паяльными свойствами. Гальваническим способом можно наносить оловянные покрытия различной толщины, от 0,0003 до 0,0015 мм с каждой стороны листа. Этим же способом можно выпускать листы белой жести с различной толщиной покрытия каждой из сторон.
Пайка
Детали, изготовленные из белой жести, с любой толщиной покрытия пригодны для пайки с применением некоррозионных флюсов. Чем толще покрытие, тем легче паять деталь. Поэтому белая жесть, полученная методом горячего погружения, применяется для всех изделий, кроме консервных банок.
Поэтому белая жесть, полученная методом горячего погружения, применяется для всех изделий, кроме консервных банок.
Так как припой растекается легко, нет необходимости в сильном нагреве; слишком сильное газовое пламя может разрушить покрытие и ухудшить паяемость.
Для пайки белой жести применяются оловянносвинцовые припои. Консервные банки запаиваются припоями, содержащими 2% олова и 98% свинца или 30% олова и 70% свинца. Если это необходимо для изготовления деталей из белой жести, применяют припои, содержащие 40, 50 и 60% олова, вследствие простоты применения, низкой температуры плавления и хорошей капиллярности.
Белая жесть не требует специальной подготовки поверхности под пайку, если не считать удаления таких поверхностных загрязнений как масло, жир и атмосферные загрязнения.
Для пайки белой жести применим любой из описанных в гл. 6 способов нагрева. Наиболее распространены пайка паяльником, индукционным нагревом и газовым пламенем. Применяемые при пайке канифолевые флюсы обеспечивают достаточную защиту металла и припоя. Если возникает необходимость в высокой производительности, можно также применять активированные канифолевые флюсы.
Если возникает необходимость в высокой производительности, можно также применять активированные канифолевые флюсы.
Для получения максимальной прочности соединений следует пользоваться рекомендациями по конструированию соединений из тонкого листового материала. Наиболее надежными являются соединения нахлесточного типа, особенно соединения в замок. Для пайки изделий из белой жести достаточен зазор в 0,025 мм, но допустимы и несколько большие зазоры.
Области применения
Современное оборудование консервной промышленности позволяет выпускать в минуту до 500 банок из белой жести. Жесть поступает в машину (рис. 11.1), где она сворачивается в цилиндр с замковым швом. Шов покрывается флюсом, и затем корпус консервной банки перемещается по направляющим. Здесь на шов наносится припой с помощью вращающегося стального ролика, погруженного в ванну с расплавленным припоем. Излишки припоя удаляются матерчатым полировальным кругом, показанным на рис. 2. Днище консервной банки закатывается на специальном станке с предварительной установкой резиновой прокладки для уплотнения.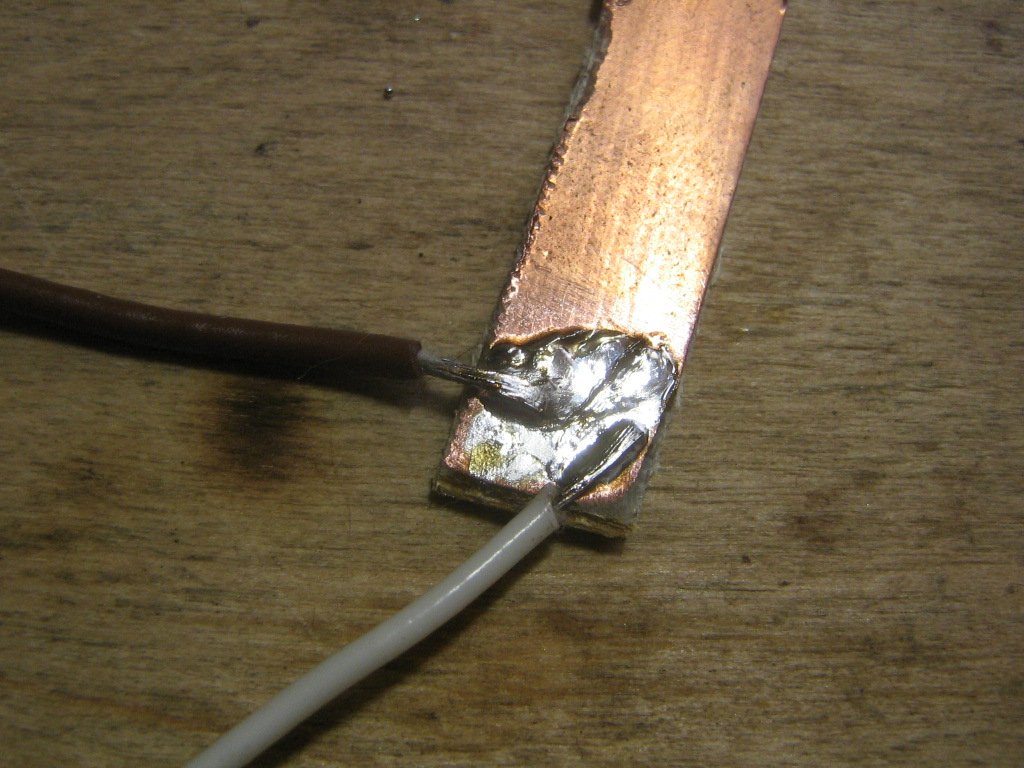 Банки для сгущенного молока изготавливаются аналогично, за исключением того, что оба днища соединяются с корпусом консервной банки с помощью пайки в процессе того, как она катится вдоль ролика, вращающегося в расплавленном припое. Небольшое отверстие в банке позволяет провести заполнение консервной банки. После заполнения отверстие запаивается каплей припоя.
Банки для сгущенного молока изготавливаются аналогично, за исключением того, что оба днища соединяются с корпусом консервной банки с помощью пайки в процессе того, как она катится вдоль ролика, вращающегося в расплавленном припое. Небольшое отверстие в банке позволяет провести заполнение консервной банки. После заполнения отверстие запаивается каплей припоя.
Другим примером пайки изделий из белой жести является изготовление корпуса газового счетчика. На сборочной линии применяются различные методы нагрева. Корпус счетчика состоит из двух боковых отбортованных секций и крышки.
Рис. 1. Машина для изготовления корпусов консервных банок. Виден вращающийся вал для нанесения припоя.
Рис. 2. Матерчатый полировальный круг для снятия излишков припоя.
Рис. 3. Пайка корпуса газового счетчика из облуженной стали.
Механизм счетчика устанавливается на раму с отбортовкой в 12,5 мм. Корпус счетчика собирают с предварительным покрытием поверхности отбортовки некоррозионным флюсом и последующим плотным соединением трех кромок. Вокруг прямоугольной отбортовки производится прихватка точечной сваркой с шагом в 75 мм. Запаивают соединение погружением кромок на 15 сек в ванну с расплавленным припоем из 50% свинца и 50% олова при температуре 290°. Устанавливают на место крышку и припаивают отбортовки при прохождении счетчика через ряд газопламенных горелок, применяя припой в виде проволоки. Небольшие исправления, если необходимо, производят паяльником. При изготовлении изделий из сталей, покрытых оловом, применяются флюсы некоррозионного типа. Это исключает воздействие остатков флюсов на механизм счетчика. При этом легко обеспечивается герметичность паяного соединения и получение хорошей основы под окраску.
Вокруг прямоугольной отбортовки производится прихватка точечной сваркой с шагом в 75 мм. Запаивают соединение погружением кромок на 15 сек в ванну с расплавленным припоем из 50% свинца и 50% олова при температуре 290°. Устанавливают на место крышку и припаивают отбортовки при прохождении счетчика через ряд газопламенных горелок, применяя припой в виде проволоки. Небольшие исправления, если необходимо, производят паяльником. При изготовлении изделий из сталей, покрытых оловом, применяются флюсы некоррозионного типа. Это исключает воздействие остатков флюсов на механизм счетчика. При этом легко обеспечивается герметичность паяного соединения и получение хорошей основы под окраску.
Облуженные стали применяются также во многих других отраслях промышленности. Из них изготовляют трубы для подвода сухого воздуха, корпуса конденсаторов, каркасы усилителей, воздушные фильтры, масляные фильтры, корпусы радиоламп, кухонные принадлежности.
Реклама:
Читать далее:
Пайка жести, облуженной оловянносвинцовым сплавом
Статьи по теме:
Паяется ли нержавейка оловом — Яхт клуб Ост-Вест
Бытует ошибочное мнение, что нержавейку оловом паять невозможно, так как процесс это трудоемкий и очень непростой. Но это далеко не так: такую работу можно сделать даже в домашних условиях, если обладать определенными знаниями, умениями и опытом.
Но это далеко не так: такую работу можно сделать даже в домашних условиях, если обладать определенными знаниями, умениями и опытом.
Итак, если вы приобрели высококачественную нержавеющую сталь в компании «МеталлСити», и вам нужно произвести ее пайку, то воспользуйтесь информацией и советами, которые приведены ниже.
Главное – паяльник!
Перед тем, как начать работу, подумайте, следует ли действительно выполнять пайку, а не использовать другие способы крепежа. Паяние целесообразно, если металлические детали нельзя сверлить или болтовое соединение ненадежно.
Основные факторы, которые влияют на процесс: хороший электропаяльник и правильный флюс, обеспечивающий соединение поверхностей на долгое время.
Обратите особое внимание на следующее:
- Мощность паяльника должна быть 60 -100 Вт, если она будет меньше, то хорошо нагреть и расплавить до нужного состояния металл не получится. Большая же мощность дома не нужна — она приводит к перерасходу энергии.
- Нужно приобрести паяльник с перманентным нагревом – служит он долго и экономит энергию.
- Лучше всего паяльник с жалом, которое не обгорает – такой будет работать дольше. Его нужно чистить от накипи периодически, а также затачивать для филигранности работы.
- Олово — почти идеальный припой для нержавейки. Оно не содержит свинец, как ПОС, и им можно работать с изделиями, контактирующими с продуктами питания.
- Без правильного выбора флюса нержавейку лудить невозможно, так как образовывается оксидная пленка. Лучший флюс в этом случае — ортофосфорная кислота.

Кто не работает, тот не ошибается
Для пайки олово должно достичь нужной консистенции — быть похоже на воду. Тогда шов получается качественным, ровным и «долгоиграющим».
Ошибками в достижении хорошего результата являются:
- паяльник не достиг нужной температуры;
- плохой прогрев спаиваемых деталей. Если они большие, то это можно сделать с помощью газовой горелки или на электроплите;
- неправильный выбор флюса, который не может растворить оксидную или жировую пленку на металле.

Все вышеописанные особенности нужно соблюдать при пайке нержавеющей стали оловом. После окончания работы соединенные поверхности нужно промыть водой с мылом. Дело в том, что используемые в процессе кислоты достаточно агрессивны, они ускоряют разрушение и коррозию металла, а мыло их нейтрализует.
Советы в статье «Как работает электронный динамометр » здесь.
Пайка нержавейки в видео:
Многими специалистами спаивание нержавеющей стали при помощи олова, считается весьма затруднительной процедурой, поскольку здесь присутствует особая роль в поведении подобного металла. Данный припой считается более эффективным вариантом в использовании, для спаивания нержавейки.
Подобный способ, считается популярным для большинства, кто сталкивается с такими процедурами, однако не всегда, получается, достичь требуемого по качеству результата. Такое спаивание в основном используется для соединения маленьких материалов, где необходимо скрепить небольшие детали, а так же применяется для заделки различных малых трещин, и других похожих дефектов. Здесь наличие требований не слишком большое, однако, спаивание необходимо производить на максимально высоком уровне по качеству. Припои для таких работ производятся в прутках, имеющих сходства с проволокой для сваривания. Спаивание нержавейки при помощи олова в промышленных сферах применяется довольно редко, в отличие от домашних условий. Не важно, чем осуществляется процесс спаивания, паяльником либо горелкой, все равно при воздействии температуры материал будет быстро растекаться, поэтому необходимо осуществлять аккуратные движения для получения наилучшего результата. Так же для качественного соединения потребуется правильно настраивать необходимые параметры и режимы при помощи регулировки, а так же выбирать соответственные расходные материалы. Такие работы осуществляются по техническим условиям, которые должны соответствовать ГОСТу 860-75.
Здесь наличие требований не слишком большое, однако, спаивание необходимо производить на максимально высоком уровне по качеству. Припои для таких работ производятся в прутках, имеющих сходства с проволокой для сваривания. Спаивание нержавейки при помощи олова в промышленных сферах применяется довольно редко, в отличие от домашних условий. Не важно, чем осуществляется процесс спаивания, паяльником либо горелкой, все равно при воздействии температуры материал будет быстро растекаться, поэтому необходимо осуществлять аккуратные движения для получения наилучшего результата. Так же для качественного соединения потребуется правильно настраивать необходимые параметры и режимы при помощи регулировки, а так же выбирать соответственные расходные материалы. Такие работы осуществляются по техническим условиям, которые должны соответствовать ГОСТу 860-75.
Преимущества процесса спаивания нержавеющей стали при помощи олова
- Благодаря такому процессу можно довольно просто и максимально быстро осуществить процесс по заделке маленьких поломок, не применяя сложные процедуры;
- Подобные работы не занимают много времени и длительных подготовительных процедур;
- Цены на расходные материалы соответственно не велики;
- Благодаря свойству олова, которое делает меньше текучесть при воздействии с большими температурами, процесс спаивания происходит более удобно и не проблематично в отличие от других припоев;
- Во всех вариантах спаивания окончательный результат владеет соответственно высоким уровнем качества.

Недостатки спаивания нержавеющей стали при помощи олова
- Процесс спаивания является не достаточно крепким по сравнению, с другими методами получения неразъемного соединения;
- При использовании олова, температурный диапазон эксплуатации изготовлений становится ниже, поскольку такой металл может расплавляться;
- Присутствуют неудобства в процессе соединения нержавеющей стали из-за большой текучести.
Оборудование и приспособления
В работах по спаиванию нержавеющей стали требуется иметь в наличии все необходимые приспособления, такие как:
- Паяльник или газовая горелка;
- Растворитель;
- Припой;
- Щетка по металлу;
- Флюс;
- Рукавицы для защиты;
- Материал для протирания.
Рекомендует приобретать паяльник, который имеет мощность в 100 Вт, поскольку модели с меньшей мощностью не смогут расплавить материал до необходимой стадии. Когда предстоит спаивание деталей с большими габаритами, то, скорее всего, понадобится паяльник мощнее. Жало приспособления должно быть несгораемым, благодаря этому значительно увеличится долгосрочность.
Жало приспособления должно быть несгораемым, благодаря этому значительно увеличится долгосрочность.
Необходимо помнить, что паяльник считается не достаточно универсальным приспособлением, поскольку его возможности в работе ограничиваются только теми припоями, которые легко плавятся. Здесь, для более правильного спаивания, подходят бруски, полностью состоящие из олова, либо прутки для сварки из серии ПОС. Вариант первого типа прекрасно подойдет для различной посуды и других подобных емкостей, поскольку в нем отсутствуют примеси. Вместо применения флюса, для данных процедур рекомендуется использовать ортофосфорную кислоту. Таким веществом требуется обработать поверхность будущего соединения, для наиболее высокого уровня качества.
Выбор припоя и прочих материалов
Для процесса спаивания нержавейки с помощью паяльника, необходимо правильно подбирать припой, поскольку от этого выбора зависит конечный результат. Одним из самых востребованных видов считается серия ПОС. Такая разновидность для спаивания в отличие от простого олова выпускается в форме брусков с наличием дополняющих вкраплений свинца, благодаря чему свойства материала меняются в положительную сторону. Существует несколько марок такой серии:
Такая разновидность для спаивания в отличие от простого олова выпускается в форме брусков с наличием дополняющих вкраплений свинца, благодаря чему свойства материала меняются в положительную сторону. Существует несколько марок такой серии:
Такие припои могут иметь в себе не только олово, еще кадмий, свинец и другие металлы. Если необходимо осуществить процесс спаивания изделий, которые будут использоваться для продуктов питания, то требуется проследить, что бы в материале не присутствовало ничего кроме олова, поскольку другие металлы могут принести вред для вашего организма.
Небольшим затруднением является выбор подходящего флюса, поскольку совсем не каждый подойдет. В подобном случае потребуется специальный активный флюс, в роле него выступает паяльная кислота, ортофосфорная кислота или хлористый цинк. Рекомендуется незамедлительно приступать к работе, после нанесения его на поверхность металла, поскольку флюс может совместиться с пленкой.
Технология спаивания нержавеющей стали при помощи олова
Перед осуществлением процесса спаивания нержавеющей стали оловом, требуется провести подготовительные процедуры с металлом. Вначале необходимо осуществить механический процесс, используя щетку по металлу или наждачную бумагу, в зависимости от толщины заготовки.
Вначале необходимо осуществить механический процесс, используя щетку по металлу или наждачную бумагу, в зависимости от толщины заготовки.
Затем потребуется удалить оксидную пленку, появляющуюся на поверхности металла, а еще от жировых появлений и других загрязнений с помощью растворителя, ацетона и прочих химических веществ. Потом, на чистую поверхность требуется нанести флюс, в случае, если комбинированный припой, в составе которого уже имеется подобное вещество, не используется. После выполнения всех подготовительных процедур, можно непосредственно переходить к процессу спаивания. Для этого потребуется осуществить нагрев детали с помощью горелки или паяльника. Если используется горелка, то нужно тщательно смотреть за уровнем кислорода, поскольку при его недостатке, металл начнет подвергаться окислению.
Что бы ни упустить такой важный нюанс, потребуется обращать внимание на цвет пламени, поскольку, если состав будет перенасыщен, оно станет светло-синим. Для расплавления припоя, понадобится произвести нагрев всей области соединения до необходимой температуры, поскольку его плавление зависит не от горелки, а от нагретого ею металла. Припой кладется на место, где детали соединяются, действуя не спеша, пока все место не будет наполнено.
Припой кладется на место, где детали соединяются, действуя не спеша, пока все место не будет наполнено.
Контроль качества
Такой процесс осуществляется согласно ГОСТ 19249-73. Тут могут применяться способы контроля с разрушением и без. Основными являются:
- Радиационный контроль;
- Технический осмотр;
- Метод радиоскопии.
Меры осторожности
Если спаивание нержавейки при помощи олова осуществляется в домашних условиях, то необходимо выполнять правила электробезопасности. Основная проблема в том, что можно получить ожог, от паяльника соприкоснувшись с ним, а еще с металлом или припоем. Требуется наличие необходимой металлической подставки, куда можно класть паяльник, что бы избежать его взаимодействия с различными предметами особенно с легковоспламеняющимися вещами. Рекомендуется производить работы в проветриваемых помещениях, поскольку испарения от металлов и самого припоя негативно влияют на дыхательную систему.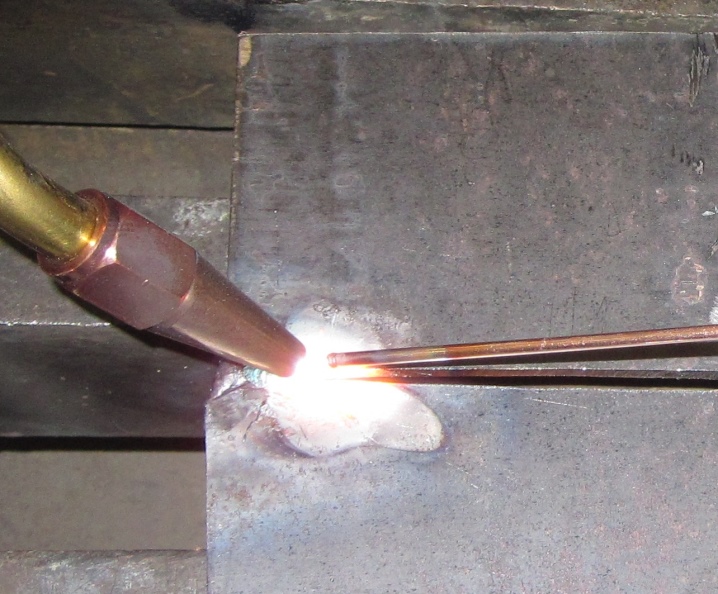
Иногда пайка нержавеющей стали предпочтительнее сварки. Пайку применяют для тонкостенных изделий, на которые нет сильной нагрузки, и в тех случаях, когда не хотят получить коробление от нагрева.
При этом надо учитывать, что некоторые виды нержавейки требуют к себе определенного подхода с учетом их состава и технологии изготовления. К примеру, наклепанные нержавеющие сплавы при высокой температуре растрескиваются, поэтому их пайку проводят без нагрузок, предварительно проведя отжиг металла. Есть и другие тонкости.
Особенности сплавов
Нержавейку не паяют с алюминиевыми и магниевыми сплавами. С другими металлами процесс проходит отлично, при этом само место соединение отличается повышенной прочностью.
Некоторые сплавы нержавейки, особенно это касается тех, в состав которых входит больше 25% никеля, при температуре +500-700 ℃ начинают выделять карбиды. Эти химические соединения снижают коррозионную стойкость металла.
И чем длительнее процесс пайки при таком температурном режиме, тем интенсивнее карбиды выделяются. Поэтому время пайки надо сокращать. Пайку в домашних условиях проводят паяльником или газовой горелкой, причем паяльник применяют чаще.
Поэтому время пайки надо сокращать. Пайку в домашних условиях проводят паяльником или газовой горелкой, причем паяльник применяют чаще.
Выбор припоя
Существует два фактора, влияющие на выбор припоя для нержавейки:
- условия, при которых производится процесс соединения;
- состав нержавейки.
Если приходится работать в обычных условиях (в любом помещении), то пайку лучше проводить серебряным припоем, в который входит небольшое количество никеля.
При печном проведении спаиваемого процесса, то есть, при полном отсутствии влажности, используются медные, серебряно-марганцовые или хромоникелевые припои.
Надо отметить, что твердые припои на основе серебра – лучший вариант для пайки деталей из нержавейки.
Ведь серебро так же не поддается коррозии, имеет такой же светлый цвет, как и нержавеющая сталь. Но необходимо отметить, что в чистом виде серебро в припоях не используют.
В сплав добавляют цинк или медь. Чем больше в процентном соотношении серебра, тем выше качество сплава. Правда, такой материал придется использовать при более высоких температурах. Оловянные припои используют редко, когда не требуется высокой прочности.
Чем больше в процентном соотношении серебра, тем выше качество сплава. Правда, такой материал придется использовать при более высоких температурах. Оловянные припои используют редко, когда не требуется высокой прочности.
Таблица 1. Состав и свойства серебряных припоев
Выбор флюса
Что касается флюса для пайки нержавейки, то оптимальный вариант здесь – бура. Она может быть использована в виде пасты или порошка. Порошок буры насыпают в зону пайки двух заготовок и нагревают до температуры +850 ℃. Это так называемая температура светло-красного каления.
Как только флюс расплавился, в зону вносят припой. Если следовать стандартам, то для работы с серебряными припоями берут флюсы № 209 или 284 согласно ГОСТ, а для припоев с содержанием меди и никеля – №200 или 201.
Остатки флюса после окончания пайки удаляют водой (холодной или горячей) или делают обдувку песком. Использовать для этого соляную или азотную кислоту не рекомендуется. Это сильнодействующий материал, который разъедает припойный слой и саму нержавейку.
Как правильно паять в домашних условиях
Чтобы правильно припаять между собой две заготовки из нержавейки, надо грамотно подготовиться к процессу. Для этого в качестве флюса лучше использовать ортофосфорную кислоту или хлорид цинка, который обычно называют паяльной кислотой. Паяльник нужен мощностью 100 Вт. Что касается припоя, то в домашних условиях проще паять нержавейку оловом.
Первый этап процесса – очистка кромок двух деталей из нержавейки. Для этого используется наждачная бумага или напильник с мелкими насечками. Затем надо провести облуживание подготовленных кромок.
Для этого соединяемые плоскости обрабатывают флюсом, затем паяльником разогревают припой, который наносят на концы двух заготовок. Припой должен остаться на жале паяльника, а уже от него должен быть перенесен на плоскости, которые предстоит залудить.
Если олово не прилипло к нержавейке, то процедуру надо повторить, предварительно нагрев концы соединяемых деталей.
 youtube.com/embed/FNJt43jOEm0″/>
youtube.com/embed/FNJt43jOEm0″/>
Как только облуживание произошло, можно переходить к пайке с внесением в зону соединения флюса и припоя. По окончанию процесс кислота смывается водой.
Соединение с другими металлами
К соединению двух разных металлов, к примеру, к пайке меди с нержавейкой, надо подходить с позиции изучения их свойств. Металлы имеют разные температуры плавления, поэтому процесс пайки считается одним из сложных.
Соединение меди и нержавейки в домашних условиях включает обработку заготовок, лужение кромок и непосредственно сам процесс пайки.
При этом необходимо отметить, что паять медь и нержавейку можно паяльником или горелкой. Первый инструмент является маломощным, поэтому с твердыми припоями он работать не может.
Паяльник также не используют для пайки больших площадей соприкосновения из-за длительности процесса. К тому же флюс будет окисляться еще до того, как успеет полностью прогреться.
Горелка – наилучший вариант.
 С ее помощью можно паять не только нержавейку с медью, но и с латунью.
С ее помощью можно паять не только нержавейку с медью, но и с латунью.Кстати, при выборе припоя надо обратить внимание именно на прутки из латуни. Это в первую очередь самый распространенный материал для пайки нержавеющей стали, его можно использовать даже в соединении без флюса.
Надо учитывать, что латунь по многим параметрам уступает серебру. Зато она дешевле. Использовать ее надо только для пайки простых неответственных соединений.
Чтобы получить соединения высокой прочности, лучше взять медно-фосфорный припой. Он дороже, но это гарантия высококачественного спаивания. Но лучше всего – серебряные сплавы.
Процесс пайки меди или латуни с нержавейкой ничем от других не отличается. Надо зачистить кромки двух металлов, обезжирить их, провести лужение каждой кромки по отдельности.
Далее на рабочем столе надо уложить две заготовки так, чтобы между ними остался зазор не более 3 мм. Наносят флюс, разогревают, а затем в зону пайки подают припой.
Наносят флюс, разогревают, а затем в зону пайки подают припой.
Он должен расплавиться и растечься по границе заготовок. Как только зазор будет полностью заполнен, пайка прекращается. Остывают металлы естественным путем. Остатки флюса смывают водой.
Пищевые припои
В технологии пайки пищевыми припоями нет никаких отличий от стандартных операций. Нельзя использовать материалы и сплавы, в состав которых входит свинец, к примеру, марки ПОС (оловянно-свинцовый). Свинец токсичен, и наблюдается тенденция резкого сокращения его применения в паяльных операциях.
Когда используется ортофосфорная кислота, то надо саму пайку проводить быстрее. Все дело в том, что уже через 10-15 секунд на поверхности соединяемых деталей появится фосфатная пленка.
Она затруднит пайку, придется заново очищать нержавейку, убирая этот слой. Так что оптимально, если флюс наносить прямо перед самой операцией.
Полезные советы
Специалисты, которые не раз имели возможность проводить пайку нержавеющей стали, уверяют, что данный процесс не так сложен. Вот несколько рекомендаций от них в случае использования паяльника:
Вот несколько рекомендаций от них в случае использования паяльника:
- использовать для пайки надо паяльник с необгораемым жалом;
- мощность инструмента варьируется в диапазоне 60-100 Вт, оптимально 100. Выше использовать не стоит, перегрев заготовок – это перегрев припоя, который начнет закипать. Ниже тоже не желательно, потому что не будут образовываться молекулярные связи между всеми металлами, которые участвую в процессе пайки;
- после каждой операции жало инструмента рекомендуется очищать. Иногда приходится его затачивать;
- паять лучше оловянными прутками или оловянно-свинцовыми. Второй вид для стыковки пищевой нержавейки не используются. Чисто оловянный припой придется хорошо разогреть, хотя бы до консистенции размякшего пластилина. Вообще, металл должен быть жидким, именно в таком состоянии он сможет прилипнуть к стали;
- в качестве флюса используется ортофосфорная кислота. Канифоль, в силу нейтральности, для нержавейки не применяют;
 youtube.com/embed/aW-YUNifxXM»/>
youtube.com/embed/aW-YUNifxXM»/>
Обязательно надо придерживаться техники безопасности, тем более, если пайка проводится в домашних условиях. Надо применять средства индивидуальной защиты, а так же организовать проветривание помещения или его вентиляцию.
Как видите, предостережений немало. Но учитывая их, можно говорить о высоком качестве конечного результата.
ПАЙКА, БЕЗ КОТОРОЙ НЕ ОБОЙТИСЬ
Паять можно оцинкованный металл, нержавеющий металл, свинец, медь, титанцинк. Говорится много о том, что можно паять алюминий (имеется в виду низкотемпературная пайка без применения инертных газов; на выставке в Германии, еще в 2000 г. видел выставочный образец), но в практике – на объекте – пока никто не паяет. Алюминий проще и легче проклеить. Львиная доля пайки кровельных материалов приходится все-таки на медь и титанцинк. В связи с появлением на рынке новых видов поверхностей меди и титан-цинка у кровельщиков по металлу часто возникают вопросы из-за неопределенности, связанные с тем, как, каким припоем, какой кислотой (флюсом) можно правильно паять тот или иной материал. На сегодня самой распространенной технологией соединения для кровельщиков по металлу является фальцевая техника (типичный пример). Она выступает, в зависимости от варианта выполнения, как безопасная при дожде, или даже как непроницаемая при дожде. Но фальцевое соединение не является водонепроницаемым. Водонепроницаемое соединение обеспечивает защиту от воды под давлением. Небольшое давление воды всегда существует, например – на плосконаклоненных кровлях при дожде, в разжелобках, кровельных желобах и водосточных трубах.
На сегодня самой распространенной технологией соединения для кровельщиков по металлу является фальцевая техника (типичный пример). Она выступает, в зависимости от варианта выполнения, как безопасная при дожде, или даже как непроницаемая при дожде. Но фальцевое соединение не является водонепроницаемым. Водонепроницаемое соединение обеспечивает защиту от воды под давлением. Небольшое давление воды всегда существует, например – на плосконаклоненных кровлях при дожде, в разжелобках, кровельных желобах и водосточных трубах.По существующим с 2009 г. правилам Немецкого союза кровельщиков по металлу водонепроницаемыми обязаны выполнять следующие соединения:
1. При установке водосточных труб при наклоне кровли < 10 °.
2. При соединениях (подводках) и в разжелобках при наклоне разжелобков < 15°.
3. При поперечных соединениях кровельных картин при наклоне кровли < 7°.
В зависимости от того, какое давление воды предполагается, водонепроницаемые соединения выполняются с помощью пайки (низко- или высокотемпературной), сварки, клепочного соединения и пайки/уплотнительной ленты или двойного фальца с уплотнительной лентой/уплотнительным гелем. При пайке необходимо обращать внимание на ряд важных моментов. Это, прежде всего, добросовестная подготовка соединяемых деталей – не зависимо от того, медь ли это или цинк. Сила сцепления припоя (адгезия) зависит от качества зачистки спаиваемых поверхностей. Это означает, что любые примеси и загрязнения на металле мешают полностью смачивать поверхности соединяемых деталей и уменьшают текучесть припоя так, что он не может полностью распределиться по поверхности. Во многих случаях это является причиной того, что не удается достичь удовлетворительного состояния пайки. Поверхности соединяемых мест должны быть очищены до ярко металлического цвета, поскольку неочищенная поверхность впоследствии может привести к неплотностям, протечкам и усложнению самого процесса пайки. Это относится также и к используемым в момент проката на поверхности металлов маслам и остужающим веществам. Для удаления масел, эмульсий можно использовать, например, средства для чистки или смыва. Толстые, жестко держащиеся оксидированные, загрязненные или защитные слои можно соскрести частично только с помощью абразива.
При пайке необходимо обращать внимание на ряд важных моментов. Это, прежде всего, добросовестная подготовка соединяемых деталей – не зависимо от того, медь ли это или цинк. Сила сцепления припоя (адгезия) зависит от качества зачистки спаиваемых поверхностей. Это означает, что любые примеси и загрязнения на металле мешают полностью смачивать поверхности соединяемых деталей и уменьшают текучесть припоя так, что он не может полностью распределиться по поверхности. Во многих случаях это является причиной того, что не удается достичь удовлетворительного состояния пайки. Поверхности соединяемых мест должны быть очищены до ярко металлического цвета, поскольку неочищенная поверхность впоследствии может привести к неплотностям, протечкам и усложнению самого процесса пайки. Это относится также и к используемым в момент проката на поверхности металлов маслам и остужающим веществам. Для удаления масел, эмульсий можно использовать, например, средства для чистки или смыва. Толстые, жестко держащиеся оксидированные, загрязненные или защитные слои можно соскрести частично только с помощью абразива. В связи с тем, что разные металлы имеют различные свойства, необходимо применять припои и флюсы, строго соответствующие нормам и рекомендациям производителей.
В связи с тем, что разные металлы имеют различные свойства, необходимо применять припои и флюсы, строго соответствующие нормам и рекомендациям производителей.
Только они обеспечивают постоянное и фиксированное соединение спаиваемых поверхностей. Перехлест шва для пайки должен иметь минимальную ширину – от 10 до 15 мм. Полностью пропаянный в перехлесте шов предоставляет наибольшую прочность и не позволяет попадать внутрь коррозионным остаткам. Перехлесты большой ширины усложняют возможность пропаять полностью данную зону. При пайке деталей, имеющих большую развертку, таких, например, как заглубленные желоба, или при толщине металла ≥ 0,8 мм необходимо предварительно пролудить места перехлеста/соединения. Эта операция облегчает правку капиллярного/паяльного шва, который не должен быть толще, чем 0,5 мм. В зависимости от области применения можно использовать для пайки «носик» молоточкового или шпицеобразного вида (далее – носик). Исходя из опыта, 500-граммовый носик для пайки обеспечивает высокое сохранение тепла, без того, чтобы быстро перегреться. В связи с тем, что медь при пайке очень хорошо отводит тепло, необходимо при пайке добавлять больше газа, а вот при пайке цинка, исходя из его низкой температуры плавления в 418°С, рабочую температуру при пайке необходимо удерживать в области 250°С. При этом широкая часть бойка носика молоточкового типа помогает передать тепло на шов быстро и равномерно. Также надо принимать во внимание, чтобы припой заливался только туда, куда направляется тепло молотка для пайки. После окончания процесса пайки остатки флюса необходимо обязательно промыть. Важно также эту процедуру произвести с двух сторон. При этом возможность появления коррозии будет уменьшена, а следы процесса оксидации не будут проявляться очень ярко. Все эти процедуры очень сильно влияют на окончательный внешний вид выполненных кровельных работ.
В связи с тем, что медь при пайке очень хорошо отводит тепло, необходимо при пайке добавлять больше газа, а вот при пайке цинка, исходя из его низкой температуры плавления в 418°С, рабочую температуру при пайке необходимо удерживать в области 250°С. При этом широкая часть бойка носика молоточкового типа помогает передать тепло на шов быстро и равномерно. Также надо принимать во внимание, чтобы припой заливался только туда, куда направляется тепло молотка для пайки. После окончания процесса пайки остатки флюса необходимо обязательно промыть. Важно также эту процедуру произвести с двух сторон. При этом возможность появления коррозии будет уменьшена, а следы процесса оксидации не будут проявляться очень ярко. Все эти процедуры очень сильно влияют на окончательный внешний вид выполненных кровельных работ.
Вы привели температуру плавления цинка, но есть ли такой же параметр для меди?
— Температура плавления меди – 1083,4°С, но в кровельной пайке это не имеет никакого значения. Указание на температуру плавления титан-цинка связано с тем, что она ниже, чем у других металлов, и, учитывая высокую температуру газового паяльника, существует опасность прожечь цинк. А медь – только с помощью кислорода. С нормальным газовым паяльником прожечь медь невозможно.
Указание на температуру плавления титан-цинка связано с тем, что она ниже, чем у других металлов, и, учитывая высокую температуру газового паяльника, существует опасность прожечь цинк. А медь – только с помощью кислорода. С нормальным газовым паяльником прожечь медь невозможно.
Есть ли различия в носиках при разных видах пайки, для разных видов материалов?
-Особо нет – основным требованием почти для всех видов пайки является наличие носика весом 500 г. Форма – к какой специалист привык. Но с помощью итальянского производителя A.F. di MARINI GIULIANO возможно производить пайку более легкими носиками за счет продуманных прорезей корпуса носика – носик получает больше тепла. За счет специального сплава покрытия медной оболочки носики данной конструкции НЕ ТРЕБУЮТ предварительной подготовки – их не надо ковать, зачищать, лудить. Надо помнить только несколько важных для жизни носика требований – не стучать им, не обрабатывать паяльником или корщеткой, НЕ ПЕРЕГРЕВАТЬ!! Обычные медные носики необходимо тщательно очищать корщеткой.
Чтобы получить прочное паяное соединение, необходимо убрать пленку окисла со спаиваемых поверхностей и защитить метал от дальнейшего окисления при пайке. Для этого существуют флюсы, которые представляют собой, как правило, многокомпонентные системы, выполняющие сразу несколько функций. Это очистка поверхности, удаление окисла, улучшение растекания припоя и, как следствие, увеличение прочности и плотности соединения. Условно флюсы можно подразделить на оржавляющие и неоржавляющие (коррозирующие и некоррозирующие, нейтральные), т.е. на те, которые требуют после пайки хорошей промывки паяного соединения, и те, которые не оржавляют пайку и даже могут в дальнейшем защищать ее от коррозии. При работе с кровельными флюсами промывка паяного соединения является обязательной.Качество и прочность пайки, физические параметры соединения зависят в большой степени от вида припоя. Низкотемпературные (до 450°С) припои, хоть и не дают повышенной прочности шва, зато позволяют вести пайку при температуре, которая мало влияет на прочность основного металла и не меняет его основные характеристики. Высокотемпературные (свыше 450°С) припои дают большую прочность шва, но требуют высокую квалификацию и соответствующий уровень оборудования, так как при этом происходит отжиг металла.
Высокотемпературные (свыше 450°С) припои дают большую прочность шва, но требуют высокую квалификацию и соответствующий уровень оборудования, так как при этом происходит отжиг металла.
Пайка меди
Такой металл, как медь, предлагает огромное разнообразие поверхностей. Параллельно с классической медью предлагаются химически обработанные поверхности, а также сплавы с цинком, оловом, алюминием. Здесь необходимо отметить различие в процедурах пайки всех этих вариантов. Вот несколько рекомендаций от фирмы КМЕ.
Чистая медь – пайку чистой (не легированной) меди необходимо производить на основе DIN EN 29453:
• Припой L-Pb60 Sn40 – олово с добавкой 60% свинца, свободный от сурьмы, температура расплава 183–235°С. При этом перехлест места пайки должен быть не менее 30 мм и для противодействия поперечным силам – проклепан одним рядом заклепок.
Пайка с использование заклепок
Припой L-Sn97 Cu3 – олово с добавкой 3% меди, температура расплава 230–250°С. При этом перехлест должен быть максимум 10 мм шириной и не нуждается в заклепках. 94 No3 2012
При этом перехлест должен быть максимум 10 мм шириной и не нуждается в заклепках. 94 No3 2012
Как флюс по DIN EN 29454-1 для меди необходимо использовать тип 3.1.1., например – Chemet Flux Copper, Z-02, Braztec Solderflux 7000.Такие медные поверхности, как TECU Oxid® (оксидированная медь), TECU Patina® (патинированная медь), разрешено паять ТОЛЬКО в технике низкотемпературной пайки. Поверхности перехлестов шва перед пайкой необходимо механически зачистить до ярко металлического блеска. Луженая медь TECU Zinn® также паяется ТОЛЬКО в технике низкотемпературной пайки. Поскольку поверхность этого металла состоит из чистого олова, для пайки можно использовать припой L-Sn97 Cu-3.
Работа со сплавами меди
Для низкотемпературной пайки сплавов меди TECU Brass® (латунь/медь-цинк), TECU Bronze® (бронза/медь-олово) применимы припои L-Pb60 Sn40 и L-Sn97 Cu3.
Как флюсы применимы типы 3.1.1; 3.1.2; 2.1.2. С помощью низкотемпературной пайки можно беспроблемно паять также медноалюминиевый сплав TECU Gold® . Для этого необходимы специальный припой L-Cd80 Zn20 (Кадмий – 80%, цинк – 20%, Solder Gold) и специальный флюс типа 2.1.2.А (Flux Gold). При пайке сплавов необходимо учитывать, что при нагреве происходит цветовое изменение поверхности металла, в связи с этим швы для пайки необходимо выполнять в местах, которые невидимы. Для пайки меди и сплавов наиболее подходящим является носик молоточкового типа весом в 500 г, желательно, чтобы боек был шириной 6–10 мм. Перед работой носик необходимо зачистить и облудить.
Для этого необходимы специальный припой L-Cd80 Zn20 (Кадмий – 80%, цинк – 20%, Solder Gold) и специальный флюс типа 2.1.2.А (Flux Gold). При пайке сплавов необходимо учитывать, что при нагреве происходит цветовое изменение поверхности металла, в связи с этим швы для пайки необходимо выполнять в местах, которые невидимы. Для пайки меди и сплавов наиболее подходящим является носик молоточкового типа весом в 500 г, желательно, чтобы боек был шириной 6–10 мм. Перед работой носик необходимо зачистить и облудить.
При работе спаиваемые детали предварительно необходимо точечно «прихватить», потом припой распределить и равномерно заполнить шов. Для этого боек носика необходимо вести плоско ко шву. После пайки остатки флюса необходимо с помощью мокрой ткани очень тщательно удалить. Важно! – Ткань необходимо регулярно промывать.
Пайка титан-цинка Производители цинка тоже не стоят на месте и с помощью химических процессов создают различные искусственно состаренные поверхности для разнообразной кровельной и фасадной архитектуры. Чтобы защитить материал от следов переработки, так же как и при хранении и транспортировке, на материал в последней фазе проката наносится специальный временный органический защитный слой. На это очень важно обращать внимание при пайке. Фирма RHEINZINK, например, рекомендует для поверхностей «vorbewittert pro blaugrau®» ( серо-голубая патина), «vorbewittert pro schiefergrau®» (шиферносерая патина) использовать флюс фирмы Felder ZD-pro. Для удаления временного защитного слоя на поверхностях «pro» фирма Felder предлагает специальный растворитель. Как часто применяемая альтернатива, возможно удаление защитного слоя с помощью чистящей губки для посуды (имеющей две стороны – мягкую и жесткую/абразивную). После чистки абразивной стороной губки металл обычно становится полностью готовым к пайке. Для пайки металла «walzblank®» фирмы RHEINZINK можно использовать флюс от фирмы Chemet – Z-04-S . Также производитель цинка Umicore Bausysteme предлагает кроме классического металлического титан-цинка (Blank-Zink) различные варианты предварительно состаренных поверхностей VM-Zink Anthra, VM-Zink Quartz, цветного (три цвета) VM-Zink Pigmento.
Чтобы защитить материал от следов переработки, так же как и при хранении и транспортировке, на материал в последней фазе проката наносится специальный временный органический защитный слой. На это очень важно обращать внимание при пайке. Фирма RHEINZINK, например, рекомендует для поверхностей «vorbewittert pro blaugrau®» ( серо-голубая патина), «vorbewittert pro schiefergrau®» (шиферносерая патина) использовать флюс фирмы Felder ZD-pro. Для удаления временного защитного слоя на поверхностях «pro» фирма Felder предлагает специальный растворитель. Как часто применяемая альтернатива, возможно удаление защитного слоя с помощью чистящей губки для посуды (имеющей две стороны – мягкую и жесткую/абразивную). После чистки абразивной стороной губки металл обычно становится полностью готовым к пайке. Для пайки металла «walzblank®» фирмы RHEINZINK можно использовать флюс от фирмы Chemet – Z-04-S . Также производитель цинка Umicore Bausysteme предлагает кроме классического металлического титан-цинка (Blank-Zink) различные варианты предварительно состаренных поверхностей VM-Zink Anthra, VM-Zink Quartz, цветного (три цвета) VM-Zink Pigmento. Для пайки Blank-Zink предлагается флюс VMZ Zinn 7, для пайки предварительно состаренных вариантов – VMZ-Deka. Для всех вариантов пайки может быть использован свинцово-оловянный припой S-Pb60 Sn40 (DIN EN ISO 29453). Этот припой полностью идентичен традиционному в Германии припою L-PbSn40(Sb). Припой S-Pb50 Sn50 (L-Sn50Pb50) с большим содержанием олова предпочтительнее при работе в цеху или при работе по созданию орнаментальных изделий. Чтобы выполнить квалифицированный, технически правильный паяный стык, необходимо для титан-цинка, так же как и для меди, использовать надлежащий носик для пайки. Стороны и боек должны быть для минимизации возможности появления оксида на поверхности носика «выглажены» напильником и облужены. С определенной периодичностью носик необходимо проковывать для создания правильной формы, для лучшей передачи тепла.
Для пайки Blank-Zink предлагается флюс VMZ Zinn 7, для пайки предварительно состаренных вариантов – VMZ-Deka. Для всех вариантов пайки может быть использован свинцово-оловянный припой S-Pb60 Sn40 (DIN EN ISO 29453). Этот припой полностью идентичен традиционному в Германии припою L-PbSn40(Sb). Припой S-Pb50 Sn50 (L-Sn50Pb50) с большим содержанием олова предпочтительнее при работе в цеху или при работе по созданию орнаментальных изделий. Чтобы выполнить квалифицированный, технически правильный паяный стык, необходимо для титан-цинка, так же как и для меди, использовать надлежащий носик для пайки. Стороны и боек должны быть для минимизации возможности появления оксида на поверхности носика «выглажены» напильником и облужены. С определенной периодичностью носик необходимо проковывать для создания правильной формы, для лучшей передачи тепла.
Пайка нержавеющей стали
Работу с нержавеющей сталью разберем на примере материала UGINOX – UGITOP Стыки пайки необходимо выпол. нять с шириной перехлеста в 10–15 мм. Желательно пайку выполнять, заполняя полностью всю ширину стыка. Для Uginox можно не использовать заклепки, если общая ширина пропаянного шва составляет 15 мм. В этом случае шов пайки может перенять на себя все появляющиеся силы. При пайке Ugitop применение заклепок настоятельно рекомендуется. На рынке присутствуют заклепки из нержавейки, луженые – с помощью которых можно на много легче пропаять заклепки. Если ширина перехлестов для пайки более чем 10–15 мм, появляется риск, что шов не сможет быть пропаян всплошную и в нем останутся остатки кислоты (флюса), которые при смеси с дождевой водой приведут к изменению цвета возле стыка (Uginox), к формированию коррозионной полосы на поверхности (Ugitop). Поскольку Uginox и Ugitop имеют низкую теплопроводность, они нуждаются в низкотемпературной пайке, и даже при этом работу необходимо проводить кусками, чтобы не перегревать место пайки. Uginox отличается от Ugitop тем, что изготавливается из нержавеющей стали, покрытой слоем олова, которое со временем покрывается патиной.
нять с шириной перехлеста в 10–15 мм. Желательно пайку выполнять, заполняя полностью всю ширину стыка. Для Uginox можно не использовать заклепки, если общая ширина пропаянного шва составляет 15 мм. В этом случае шов пайки может перенять на себя все появляющиеся силы. При пайке Ugitop применение заклепок настоятельно рекомендуется. На рынке присутствуют заклепки из нержавейки, луженые – с помощью которых можно на много легче пропаять заклепки. Если ширина перехлестов для пайки более чем 10–15 мм, появляется риск, что шов не сможет быть пропаян всплошную и в нем останутся остатки кислоты (флюса), которые при смеси с дождевой водой приведут к изменению цвета возле стыка (Uginox), к формированию коррозионной полосы на поверхности (Ugitop). Поскольку Uginox и Ugitop имеют низкую теплопроводность, они нуждаются в низкотемпературной пайке, и даже при этом работу необходимо проводить кусками, чтобы не перегревать место пайки. Uginox отличается от Ugitop тем, что изготавливается из нержавеющей стали, покрытой слоем олова, которое со временем покрывается патиной. Олово приглушает природный блеск нержавеющей стали и придает покрытию матовый атласный вид, однородный цвет которого позволяет использовать покрытие в любых местах. Ugitop хорошо подходит для сварочных работ. При этом Uginox не рекомендуется паять из-за разрушения при пайке луженого слоя. Перегрев приводит к тому, что с поверхностью нержавейки олово «стекает». После выполнения пайки остатки кислоты (флюса) необходимо удалить ЧИСТОЙ тряпкой с БОЛЬШИМ количеством воды. Остатки кислоты (флюса) приводят к появлению следов – впоследствии не удаляемых. Для пайки Uginox и Ugitop применяется флюс на базе фосфорной кислоты. Как припой используется оловянно-свинцовый сплав с минимальным содержанием олова – 30% (S-Pb70 Sn30). При пайке (кровельных) нержавеющих металлов разрешено использовать только свободный от хлоридов флюс, так как при использовании флюсов, содержащих хлориды, происходят процессы, приводящие к коррозии нержавейки.
Олово приглушает природный блеск нержавеющей стали и придает покрытию матовый атласный вид, однородный цвет которого позволяет использовать покрытие в любых местах. Ugitop хорошо подходит для сварочных работ. При этом Uginox не рекомендуется паять из-за разрушения при пайке луженого слоя. Перегрев приводит к тому, что с поверхностью нержавейки олово «стекает». После выполнения пайки остатки кислоты (флюса) необходимо удалить ЧИСТОЙ тряпкой с БОЛЬШИМ количеством воды. Остатки кислоты (флюса) приводят к появлению следов – впоследствии не удаляемых. Для пайки Uginox и Ugitop применяется флюс на базе фосфорной кислоты. Как припой используется оловянно-свинцовый сплав с минимальным содержанием олова – 30% (S-Pb70 Sn30). При пайке (кровельных) нержавеющих металлов разрешено использовать только свободный от хлоридов флюс, так как при использовании флюсов, содержащих хлориды, происходят процессы, приводящие к коррозии нержавейки.
Применима ли для всех вышеперечисленных случаев высокотемпературная пайка?
Практически для всех вариантов пайки вышеназванных металлов применяется вариант низкотемпературной пайки. Высокотемпературная пайка может применяться только для классической меди.
Высокотемпературная пайка может применяться только для классической меди.
Влияет ли температура окружающей среды на процесс пайки?
Это не правильно поставленный вопрос. Когда мы говорим о температуре окружающей среды в момент пайки, необходимо думать о температуре газа – пропана. Существует большое многообразие газов, которые используют для пайки. При сильном ветре и низкой температуре происходит уменьшение парообразования газа в баллоне и, как следствие, газ в баллоне есть, но он не испаряется, а течет. Паять в такой ситуации нельзя. То есть – при низких температурах с ветром паять категорически запрещено.
Необходимо ли учитывать соседство с какими-либо еще материалами на кровле при пайке (например, основание, пленки, уплотняющие ленты и т.п.)?
Низкотемпературная пайка позволяет проводить все работы на кровле, не опасаясь проблем, связанных с пожаробезопасностью. Скорость отдачи тепла в атмосферу значительно выше, чем в обрешетку или пленки. Поэтому практически все пленки сохраняют свои качества. Обрешетка в какой-то дополнительной защите не нуждается. К тому же, многие узлы можно легко выполнить в стороне и только после охлаждения и очистки поставить их для монтажа на место.
Поэтому практически все пленки сохраняют свои качества. Обрешетка в какой-то дополнительной защите не нуждается. К тому же, многие узлы можно легко выполнить в стороне и только после охлаждения и очистки поставить их для монтажа на место.
Какие основные правила техники безопасности при пайке?
Одним из самых опасных нарушений правил безопасности является переполнение баллонов сжиженным газом сверх установленных норм. Дело в том, что при увеличении температуры на одну и ту же величину пропан расширяется в 16 раз больше, чем вода, и в 3,2 раза больше, чем керосин (бутан, соответственно, в 11 и в 2,2 раза). Расчетные данные показывают, что давление в переполненном сжиженным газобаллоне увеличивается в среднем на 6,87 бар при нагревании газа на 1°С. Так, перепад температур от +20 до +35°С приводит к увеличению давления на 103 бара, что неминуемо вызовет раздутие, а затем и разрыв баллона, материал которого имеет сопротивление разрыву всего 38–40 кгс/см2 (то есть примерно рассчитан на 2,5-кратный запас по сравнению с рабочим давлением, не превышающим 15,7 бар). 96 No3 2012 Поэтому баллоны заполняются не полностью, а с оставлением некоторого объема для паров сжиженных газов. При наличии такой воздушной подушки (паровая фаза) расширение сжиженных газов (жидкая фаза) не вызовет опасных для стен баллона напряжений, а приведет только к уменьшению объема (сжатию) этой подушки. Степень заполнения баллонов зависит от плотности сжиженного газа и разности его температур во время заполнения и при последующем использовании (хранении). Существующие правила безопасности определяют предельное заполнение баллона в зависимости от разности указанных температур в пределах 80–90% от его емкости. При пайке газовой горелкой перед началом работы необходимо проверить герметичность шлангов и аппаратуры. Баллоны с газом должны храниться в вертикальном положении. Необходимо принимать тщательные меры предосторожности при использовании низкотемпературного медного припоя, содержащего кадмий, в связи с отравляющим воздействием паров кадмия. При пайке необходимо обеспечить соответствующую вентиляцию, так как может появиться вредный для здоровья дым фтористых соединений из флюса, в котором используется фтор. Чтобы избежать вреда, рекомендуется проводить все работы в хорошо проветриваемом помещении или на улице, убедиться в том, что данная продукция произведена в соответствии с действующими нормами, установленными в отношении токсичных веществ, внимательно изучить описание свойств, которое имеется на этикетке.
Чтобы избежать вреда, рекомендуется проводить все работы в хорошо проветриваемом помещении или на улице, убедиться в том, что данная продукция произведена в соответствии с действующими нормами, установленными в отношении токсичных веществ, внимательно изучить описание свойств, которое имеется на этикетке.
Пайка бронз металлов — Энциклопедия по машиностроению XXL
При пайке некоторых металлов и сплавов, покрытых устойчивыми окис-ными пленками, обычно применяемые способы удаления этих пленок (флюсование, применение восстановительных и нейтральных газовых сред и т. п.) могут оказаться недостаточными. К таким металлам относятся алюминий, алюминиевая бронза, высоколегированные стали, чугун и Др. В этих случаях для успешного затекания припоя в зазор применяют предварительное покрытие поверхности паяемых деталек припоем или металлом, на которых при пайке образуются менее стойкие и, следовательно, легче паяемые окислы металла или сплава. Для этой цели применяют олово, медь, серебро, кадмий, железо, никель и сплавы олово—свинец, олово— цинк и олово—медь. Способы нанесения металлических покрытий на поверхности деталей приведены на рис. 6.
[c.221]
Для этой цели применяют олово, медь, серебро, кадмий, железо, никель и сплавы олово—свинец, олово— цинк и олово—медь. Способы нанесения металлических покрытий на поверхности деталей приведены на рис. 6.
[c.221]
Латунь ЛОК 59-1-0,3 — пайка соединений из меди, углеродистых сталей, латуней, бронз пайка разнородных металлов. [c.788]
Пайка тугоплавкими припоями. Для соединения деталей из черных металлов применяют медные припои марок М1, М2 с температурой плавления 1083° С. Пайку латуни производят медно-цинковым припоем марки ПМЦ-Зб с температурой плавления 800—825° С, а для пайки бронзы применяют припой ПМЦ-42 с температурой плавления 833—848° С. [c.68]
Контакт бронз с другими цветными металлами (с цинком, свинцом, алюминием и др.) нежелателен вследствие большой разности потенциалов между ними. По этой причине не рекомендуется пайка бронзы оловом или третником. Недопустим также контакт бронзы с углеродистой сталью.
[c.223]
Недопустим также контакт бронзы с углеродистой сталью.
[c.223]
Окисная пленка на поверхности меди и ее наиболее распространенных сплавов — латуней, оловянистых бронз и медноникелевых сплавов — легко восстанавливается в газовых средах или удаляется флюсами, поэтому процесс пайки этих металлов возможен всеми известными способами. [c.195]
Припоем для пайки черных металлов обычно служит латунь, флюсом — прокаленная бура. Латунь — твердый припой, температура плавления — свыше 500 С. Высококачественные паянные соединения получают, используя припои на основе серебра. Для пайки стали, меди, латуни и бронзы наиболее предпочтителен [c.45]
Флюсы особенно эффективны при пайке обычными электропаяльниками алюминиевых проводов, фольги и ряда монтажных деталей из различных металлов (меди, ее сплавов, бериллиевой бронзы и стали). [c.276]
Для крупных изделий и значительной толщины металла может успешно применяться особый своеобразный процесс, занимающий промежуточное положение между пайкой и сваркой, впервые освоенный в США и названный сварка бронзой .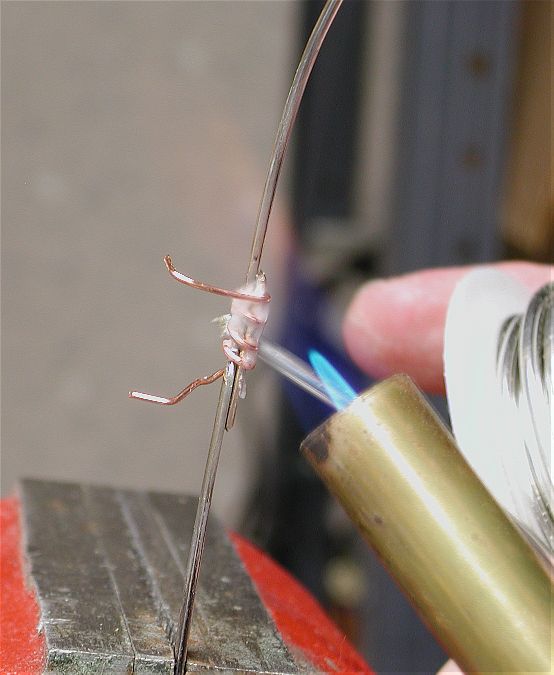 Этот процесс, существенное отличие которого от сварки заключается в отсутствии расплавления основного металла, широко используется в ремонте крупных стальных и чугунных изделий. При-
[c.446]
Этот процесс, существенное отличие которого от сварки заключается в отсутствии расплавления основного металла, широко используется в ремонте крупных стальных и чугунных изделий. При-
[c.446]
Вторичный виток изготовляется из проката меди (марок М1, М-2 или М-3) в виде листов, труб, фольги, лент, плетёных из тонких медных проволок, либо из отливок меди, алюминия, бронзы. С точки зрения уменьшения внутренних потерь в машине предпочтение следует отдавать медному прокату как металлу, обладающему высокой электропроводностью. Однако применение медного проката выгодно в случаях, когда это не связано с появлением добавочных контактов (отдельные части витка могут быть соединены путём сварки или высококачественной пайки). По трудоёмкости при крупносерийном производстве контактных машин наиболее приемлемыми оказываются литые витки из меди и бронзы высокой электропроводности. [c.271]
Бронза Бр.
 АЖ9-4 подвергается пайке мягкими и твердыми припоями с применением предварительного омеднения спаиваемых поверхностей. Она сваривается газовой сваркой и электросваркой с присадкой из основного металла и применением флюсов, содер-
[c.424]
АЖ9-4 подвергается пайке мягкими и твердыми припоями с применением предварительного омеднения спаиваемых поверхностей. Она сваривается газовой сваркой и электросваркой с присадкой из основного металла и применением флюсов, содер-
[c.424]Серебряные припои можно применять при пайке всех черных и цветных металлов, кроме алюминия в цинка. Медно-цинковые припои используются преимущественно для пайки стали, чугуна, медн, бронзы и никеля. Лучшие результаты дает припой ЛОШ-06-04. [c.141]
Отмечается, что в цинковых припоях, предназначенных для пайки алюминия и алюминия с медью, бронзой, железом и др. и содержащих 0,5—4,5% А1 0,1—4% Си 0,005—0,08% Mg до 0,5% Ni, до 0,5% Сг, Zn — остальное, примеси, образующие с цинком легкоплавкие эвтектики, имеют отличный от цинка электродный потенциал и поэтому ускоряют точечную коррозию припоя. Содержание примеси олова, свинца и кадмия в подобных цинковых припоях не должно превышать 0,01 %. Железо не влияет на коррозионную стойкость, прочность и смачиваемость цинковых припоев его содержание как примеси допустимо до 0,1%. Для обеспечения высокой коррозионной стойкости цинковых припоев их изготовляют из достаточно чистых металлов.
[c.100]
Для обеспечения высокой коррозионной стойкости цинковых припоев их изготовляют из достаточно чистых металлов.
[c.100]
Контакт жидких припоев с паяемым металлом при наличии в нем заметных растягивающих напряжений приводит к местному образованию трещин. Подобные случаи разрушения наблюдались при пайке фосфористых бронз, кремниевых бронз, латуней, медноникелевых сплавов и других медных сплавов, особенно способных к большой пластической деформации и наклепу. Для устранения склонности к образованию самопроизвольных трещин при пайке (преимущественно при высокотемпературной пайке) необ ходимо снимать в паяемых изделиях остаточные локальные растягивающие напряжения, образующиеся в результате особенностей конструкции изделий, их неравномерного наклепа, нагрева и охлаждения. [c.267]
Важной характеристикой паяльника является масса его наконечника, увеличение которой при прочих равных условиях обеспечивает повышенную стабильность температуры наконечника, что приводит к более интенсивному нагреву при пайке и, в итоге, к повышению производительности процесса. Наконечники паяльников чаще всего изготовляют из красной меди, имеющей высокую теплопроводность, которая должна содержать минимальное количество примесей (особенно водорода), поскольку они являются причиной повышенного изнашивания наконечников. Недостаток медных наконечников — склонность к окислению при нагреве. Медь полностью или частично (например, железный стержень с медной сердцевиной) заменяют другими металлами (бронзой, никелем, нейзильбером), на ее поверхность наносят защитные слои стойких к окислению металлов (никель, нихром, серебро). Замену меди на никель и нейзильбер производят при пайке припоями, содержащими цинк.
[c.451]
Наконечники паяльников чаще всего изготовляют из красной меди, имеющей высокую теплопроводность, которая должна содержать минимальное количество примесей (особенно водорода), поскольку они являются причиной повышенного изнашивания наконечников. Недостаток медных наконечников — склонность к окислению при нагреве. Медь полностью или частично (например, железный стержень с медной сердцевиной) заменяют другими металлами (бронзой, никелем, нейзильбером), на ее поверхность наносят защитные слои стойких к окислению металлов (никель, нихром, серебро). Замену меди на никель и нейзильбер производят при пайке припоями, содержащими цинк.
[c.451]
Наряду с покрытиями чистыми металлами уже давно была показана возможность осаждения разнообразных бинарных и более сложных сплавов. Ряд давно известных сплавов в связи с новыми требованиями промышленности получил широкое применение. Так, например, латунные покрытия применяются для улучшения сцепления резины с металлами, а покрытия из малооловянистой бронзы хорошо защищают сталь от воздействия горячей воды. Покрытия бронзой с большим содержанием олова (40—50%) хорошо полируются, отличаются высоким блеском и твердостью, коррозионной стойкостью, немагнитны и могут в ряде случаев успешно конкурировать с никелевыми и хромовыми покрытиями. Сплавы олова и свинца стали широко применяться для покрытия контактов, подлежащих пайке. Такие сплавы имеют более низкую температуру плавления по сравнению с чистым оловом и значительно дешевле.
[c.3]
Покрытия бронзой с большим содержанием олова (40—50%) хорошо полируются, отличаются высоким блеском и твердостью, коррозионной стойкостью, немагнитны и могут в ряде случаев успешно конкурировать с никелевыми и хромовыми покрытиями. Сплавы олова и свинца стали широко применяться для покрытия контактов, подлежащих пайке. Такие сплавы имеют более низкую температуру плавления по сравнению с чистым оловом и значительно дешевле.
[c.3]
Припой ПОЦ 70 — пайка алюминия с луженым железом, цинком, медью, латунью, бронзой или указанных металлов между собой. [c.788]
При обыкновенной температуре олово на воздухе не окисляется, вода на него не влияет, а разведенные кислоты действуют очень медленно. Олово используется в качестве защитных покрытий металлов (лужение) оно входит в состав бронз и сплавов для пайки. [c.288]
Олово используют в качестве защитных покрытий металлов (лужение) оно входит в состав бронз и сплавов для пайки. Тонкая оловянная фольга (6—8 мк), применяемая в производстве некоторых типов конденсаторов, обычно содержит присадки до 15% свинца и до 1% сурьмы для облегчения прокатки и улучшения механической прочности. Оловянно-свинцовую фольгу толщиной 20—40 мк применяют в качестве обкладок в слюдяных конденсаторах.
[c.308]
Тонкая оловянная фольга (6—8 мк), применяемая в производстве некоторых типов конденсаторов, обычно содержит присадки до 15% свинца и до 1% сурьмы для облегчения прокатки и улучшения механической прочности. Оловянно-свинцовую фольгу толщиной 20—40 мк применяют в качестве обкладок в слюдяных конденсаторах.
[c.308]
Пайка токоведущих деталей из меди, латуни, бронзы и других металлов Пайка деталей из серебра, платины и вольфрама [c.208]
Примерный химический состав латуни и бронзы, применяющихся в качестве присадочного металла при газовой пайке чугуна (в %) [c.568]
При применении бронз следует иметь в виду, что контакт бронз с другими цветными металлами (с цинком, свинцом, алюминием и др.) нежелателен вследствие возникновения больщой разности потенциалов между ними. По этой причине не рекомендуется пайка бронзы оловом или третником. Недопустим также контакт бронзы с углеродистой сталью. [c.252]
[c.252]
Ферритный ковкий чугун может подвергаться в дефектных места.х (трещины, раковины) электросварке стальными электродами с последующим отжигом (прохождение второй стадии графитизации). На обрабатываемых местах можно устранять дефекты автогенной пайкой монель-металлом, тобин-бронзой пли латунью. [c.76]
При высокотемпературной пайке бронз ввиду их красноломкости следует обра1цать внимание на конструирование фиксирующих приспособлений и добиваться, чтобы они не препятствовали расширению деталей при нагреве и, следовательно, не создавали в них напряжений, могущих вызвать растрескивание металла в процессе пайки. [c.253]
Диэтиламин хлористый — 5 кани-фо.пь — 25 спирт этиловый — 68. (Пайка меди медных сплавов углеродистой стали пайка бронзы с медью, оцинкованных металлов между собой.) [c.121]
Вакуум создается путем откачки газа насосами из контейнера или печи, в которых производится пайка. Вакуум разделяют на низкий, средний (форвакуум) и высокий. Границей между высоким и средним вакуумом принято считать давление 10 мм рт. ст. Область давлений ниже жлг рт. ст. относят к низкому вакууму. Низкий вакуум для пайки, как правило, не применяют. Средний вакуум, от Ю — до мм рт. ст., используют для пайки сталей, бронз и никелевых сплавов. Высокий вакуум крайне желателен для пайки таких активных металлов, как титан, цирконий, ниобий, тантал, но на оборудовании, применяемом для пайки крупногабаритных изделий, он трудно достижим. При отсутствии промышленного оборудования, необходимого для создания высокого вакуума, пайку активных металлов можно производить в среднем вакууме, но при условии предварительной промывки пространства контейнера или вакуумной печи чистым аргоном. Первой операцией такой промывки является создание вакуума 10″ —10″ мм рт. ст., после чего ваку-умированное пространство заполняют чистым аргоном, который вновь откачивают до указанного вакуума. В результате этого парциальное давление кислорода, азота и паров воды снижается до значений, соответствующих высокому вакууму, что практически полностью исключает окисление металлов при пайке и обеспечивает получение вакуум-плотиых и прочных паяных соединений.
Вакуум разделяют на низкий, средний (форвакуум) и высокий. Границей между высоким и средним вакуумом принято считать давление 10 мм рт. ст. Область давлений ниже жлг рт. ст. относят к низкому вакууму. Низкий вакуум для пайки, как правило, не применяют. Средний вакуум, от Ю — до мм рт. ст., используют для пайки сталей, бронз и никелевых сплавов. Высокий вакуум крайне желателен для пайки таких активных металлов, как титан, цирконий, ниобий, тантал, но на оборудовании, применяемом для пайки крупногабаритных изделий, он трудно достижим. При отсутствии промышленного оборудования, необходимого для создания высокого вакуума, пайку активных металлов можно производить в среднем вакууме, но при условии предварительной промывки пространства контейнера или вакуумной печи чистым аргоном. Первой операцией такой промывки является создание вакуума 10″ —10″ мм рт. ст., после чего ваку-умированное пространство заполняют чистым аргоном, который вновь откачивают до указанного вакуума. В результате этого парциальное давление кислорода, азота и паров воды снижается до значений, соответствующих высокому вакууму, что практически полностью исключает окисление металлов при пайке и обеспечивает получение вакуум-плотиых и прочных паяных соединений. [c.58]
[c.58]
Меднофосфористые припои применяются в электропромышленности в качестве заменителей серебряных припоев при пайке меди, латуни и бронзы. При пайке меди эти припои не требуют флюса. Для пайки черных металлов меднофосфористые припои непригодны вследствие отсутствия у них достаточной смачиваемости и образования хрупкой зоны на границе шов — основной металл. По прочности спая меднофосфористый припой близок к серебряным, но является более хрупким, вследствие чего может применяться лишь в конструкциях, не претерпевающих ударных нагрузок. Припои этой группы чрезвычайно жидкотекучи. Наиболее употребительный меднофосфористый припой содержит 7—8% фосфора, остальное — медь. Предел прочности этого припоя на растяжение равен 17 кГ/мм , на срез 28 кГ мм . [c.267]
Наплавка. Процесс наплавки (напайки) одного материала на другой близок к пайке, так как тоже основан на взаимодействии жидкого металла с твердым в присутствии флюса. Возможны различные способы индукционной панлавки расплавление частиц одного металла на подложке из другого, заливка жидкого металла па подогретую основу, внедрение частиц твердого материала в оплавляемую поверхность подложки, Наплавка производится для восстановления деталей или чаще для получения биметаллов. Обычно наплавляется (или вплавляется) на основу материал, обладающий особо ценными свойствами (баббит, бронза, стеллит,
[c.220]
Обычно наплавляется (или вплавляется) на основу материал, обладающий особо ценными свойствами (баббит, бронза, стеллит,
[c.220]
Литий — серебристо-белый очень мягкий металл, легко окисляющийся на воздухе. По ГОСТ 8774—75 устанавливаются три марки лития ЛЭ-1 (содержание чистого лития не менее 99,5%), Л9-2(98,8%) и ЛЭ-3 (98,0%). Применяется в машиностроении для дегазации и раскисления стали, чугуна, бронз и латуни, в баббитах — вместо олова для повышения температуры плавления и апти-фрикгцгонных свойств. Повышает качество алюминиевых, магниевых, медных, свинцовых и других сплавов, улучшает их антикоррозионные и литейные свойства и т. д., образует твердые припои для пайки без флюсов. Поставляетс.ч в виде чушек массой до 2,5 кг и хранится в плотно закрытых (запаянных) банках из белой жести (по 12—20 чушек — до 50 кг), залитых смесью трансформаторного масла (50%) и парафина (50%) с надписью Осторожно, от воды загорается . [c.170]
Алюминиевые брснзы выделяются высокими механическими свойствами среди медных сплавов, в связи с чем их широко применяют в машиь острое-нии. В промышленности используют как двойные сплавы меди с алюминием (простые бронзы), так и более сложные по составу бронзы с добавками марганца, железа, никеля и других элементов. На поверхности алюминиевой и кремнистой бронз образуется окис-ная пленка, которая трудно удаляется с использованием обычных флюсов. Изделие перед пайкой необходимо обрабатывать во фтористс-водородпой или плавиковой кислоте. При пайке оловянно-свинцовыми припоями применяют активные флюсы с повышенным содержанием соляной кислоты. Рекомендуются предварительная очистка и флюсование поверхности алюминиевой бронзы смесью борной кислоты с хлористыми солями металлов. Марганцевые бронзы следует паять с использованием ортофосфорной кислоты.
[c.253]
В промышленности используют как двойные сплавы меди с алюминием (простые бронзы), так и более сложные по составу бронзы с добавками марганца, железа, никеля и других элементов. На поверхности алюминиевой и кремнистой бронз образуется окис-ная пленка, которая трудно удаляется с использованием обычных флюсов. Изделие перед пайкой необходимо обрабатывать во фтористс-водородпой или плавиковой кислоте. При пайке оловянно-свинцовыми припоями применяют активные флюсы с повышенным содержанием соляной кислоты. Рекомендуются предварительная очистка и флюсование поверхности алюминиевой бронзы смесью борной кислоты с хлористыми солями металлов. Марганцевые бронзы следует паять с использованием ортофосфорной кислоты.
[c.253]
Олово (Sn) — мягкий и вязкий металл, при изгибе создает характерный хруст удельный вес 7,3, температура плавления 232°С. В чистом виде олово применяется для изготовления фольги, для лужения, а также для пайки (чаще всего в сплаве со свинцом).
 В основном олово применяется как составная часть в сплавах цветных металлов (бронзы). Олово при температуре ниже нуля (от —15 до —18°С) становится хрупким, легко рассыпающимся в порюшок. Этот процесс превращения называется оловянной чумой . Поэтому пайку оловом или лужение металлических деталей, работающих при низких температурах, производить нельзя. Олово весьма дефицитно, так как руды его редко встречаются и запасы их ограничены.
[c.21]
В основном олово применяется как составная часть в сплавах цветных металлов (бронзы). Олово при температуре ниже нуля (от —15 до —18°С) становится хрупким, легко рассыпающимся в порюшок. Этот процесс превращения называется оловянной чумой . Поэтому пайку оловом или лужение металлических деталей, работающих при низких температурах, производить нельзя. Олово весьма дефицитно, так как руды его редко встречаются и запасы их ограничены.
[c.21]Недостаток медных паяльников — склонность их к окислению при нагреве. В связи с этим появилось большое количество патентов, в которых предлагаются различные способы уменьшения окисляемости паяльников при пайке. В одних патентах ориентировались на полную или частичную замену меди в паяльнике другими металлами, в других — на покрытие медных паяльников слоем металла, предохраняюш,им медь от окисления. Так, например, при изготовлении паяльников вместо меди предложено использовать никель или нейзильбер. Такие паяльники особенно рекомендуют для пайки припоями, содержащими цинк и сильно растворяющими медь. Применяли паяльники из малоокисляемых бронз. Для паяльников использовали и мягкое железо, но из-за недостаточно высокой теплопроводности железа оказалось удобнее применять пустотелые же.тезные паяльники с медной сердцевиной. Среди металлических покрытий, предохраняющих медь от окисления и рекомендуемых для медных паяльников, известны также никель, нихром и серебро.
[c.220]
Применяли паяльники из малоокисляемых бронз. Для паяльников использовали и мягкое железо, но из-за недостаточно высокой теплопроводности железа оказалось удобнее применять пустотелые же.тезные паяльники с медной сердцевиной. Среди металлических покрытий, предохраняющих медь от окисления и рекомендуемых для медных паяльников, известны также никель, нихром и серебро.
[c.220]
Большинство металлов и сплавов сваривают нормальным пламенем с небольшим избытком кислорода. Нормальным пламенем осуществляется и качественная резка металлов, пайка и металлизация. Окислительное пламя применяют при сварке латуни, бронзы и чугуна для получения защитной окисной пленки, а также при поверхностной закалке и огневой очистке поверхности металла. У конца науглероживающего пламени появляется зеленый ореол, и ядро не имеет резких очертаний. Науглероживающее пламя используют при наплавке твердых сплавов и сварке высокоуглеродистой стали. Ниже, в табл. 23 приведена характеристика ацетилено-кислородного пламени. [c.302]
[c.302]
Наиболее прочное соединение из бериллиевой бронзы (содержащей 1,8—2,0% Ве), паянное припоем, содержащим 63% Ад, 27% Си и 10% 1п, получается в условиях, когда основной металл и шов образуют между собой твердые растворы, а литая структура шва, особенно содержащая включения интерметаллидов, исчезает [210]. При наличии однородной структуры предел прочности паяного соединения равен 735 Мя/лг (75 кГ1мм ), тогда как при образовании неодородной структуры шва предел прочности равен 382 Мн мР- ( 40 кГ1мм ). Однородная структура шва достигалась при диффузионной пайке, неоднородная — при обычной капиллярной пайке с кристаллизацией шва при охлаждении из жидкого состояния. [c.162]
Органические соединения применяют во флюсах чаще всего в качестве составной части, например для активирования флюсов, содержащих канифоль. Растворителем в этих флюсах обычно служат метиловый и этиловый спирт или глицерин. Спиртовой раствор ортофосфорной кислоты, примененный в качестве флюса при пайке легкоплавкими припоями нержавеющей хромистой стали и некоторых бронз, разрушает окисные пленки. Действие его точно не установлено, но, по-видимому, оно основано на реакции обмена с образованием соли ортофосфорной кислоты (фосфаты) и воды. Если взять окисел в виде МегОз, предполагая, что металл трехвалентный, то эту реакцию можно записать следующим образом
[c.253]
Действие его точно не установлено, но, по-видимому, оно основано на реакции обмена с образованием соли ортофосфорной кислоты (фосфаты) и воды. Если взять окисел в виде МегОз, предполагая, что металл трехвалентный, то эту реакцию можно записать следующим образом
[c.253]
Для меди, бронзы и подобных нм металлов при пайке пая.чьной лампой Не рекомендуется для пайки во влажной среде всг.едствие подверженности корроЕии [c.293]
Для мели, бронзы и по.тобных им металлов при пайке с паяльной лампой [c.293]
Сварка алюминиевых бронз вызывает загрязнение металла шва включениями А12О3. Образование прочных оксидных слоев требует подготовки кромок для сварки и пайки изделий. [c.329]
Сварка и пайка. Возможна электросварка стальными электродами с последующим отжигом на обрабатываемых местах возможно устранение дефектов автогенной пайкой моне.чь-металлом, тобин-бронзой и латунью.
[c. 693]
693]
Как паять олово и жестяные банки
Образование, Алоха и большинство
весело вы можете получить в отделке
№1 в мире по отделочным материалам с 1989 года
Вход в систему не требуется: звоните прямо сейчас
2003
В. Как спаять олово из жестяных банок? Могу ли я использовать паяльник или мне нужен мини-фонарик?
Какой припой и флюс мне следует использовать? Я хочу спаять швы маленькой лодки (длиной 6 дюймов), которую вырезал из старой жестяной банки.
Спасибо за внимание.
С уважением,
Уолт Лизак— Виннипег, Манитоба, Канада
Q. Hi: Хотелось бы узнать, как спаять жестяные банки вместе. Может кто-нибудь дайте мне знать! Спасибо! В. Я хотел бы узнать больше о пайке олова. Q. |
 Я хочу спаять жестяные банки вместе. Какие материалы и источник тепла для этого лучше всего. Я новичок в работе с металлом.
Я хочу спаять жестяные банки вместе. Какие материалы и источник тепла для этого лучше всего. Я новичок в работе с металлом. 2006 г.
А. Искал какой припой можно использовать для олова и нашел вот это. Я просто хотел передать это всем присутствующим.
Возьмите 4 части олова, 1 олова и 1 висмута, расплавьте их и растопите тонкими пластинами. В этом припое также используется смола.
Надеюсь, это поможет.
Мэри Маккалоу, художник, Кутцтаун, Пенсильвания,
, 2006 г.
A. Хорошо, во-первых, в мире осталось не так много консервных банок. Большинство «жестяных» банок сегодня изготовлено из алюминия. Если вы поищете в Интернете «Алюминиевый припой», то найдете множество сайтов. Алюминий довольно сложно паять, но есть новые продукты, которые делают это немного проще. Новые припои и флюсы, которые позволят новичку добиться хороших результатов.
Удачи
Пол Каро— Гилберт, Аризона
2007
А. Оловянную пластину паять проще всего, потому что металл уже «лужен», просто используйте хлорид цинка или пасту из смолы для флюса и припой с припоем 50/50. Эти банки до сих пор широко используются для супов и овощей.
Оловянную пластину паять проще всего, потому что металл уже «лужен», просто используйте хлорид цинка или пасту из смолы для флюса и припой с припоем 50/50. Эти банки до сих пор широко используются для супов и овощей.
При пайке любого листового металла используйте паяльные котлы (утюг), а не горелку. Просто поищите в Интернете дополнительную информацию.
— Оттава, Онтарио, Канада
13 марта 2009 г.
A. Привет!
Я прошел недавний семинар по этому поводу и вот ответ: во-первых, как уже говорилось ранее, настоящих консервных банок уже не так много.большинство из алюминия или стали. Чтобы проверить, является ли металл, который вы хотите припаять, сталью или алюминием, используйте магнит.
Используйте эти инструкции только для пайки стали —
использование:
бессвинцовый припой (можно найти в разделе сантехники в хозяйственном магазине)
паяльный пистолет (также можно найти в хозяйственном магазине)
флюс (используйте тот тип припоя, который вы покупаете; спросите, какой использовать)
эти расходные материалы могут также можно найти в магазинах товаров для витражей, и эти люди, вероятно, могут помочь вам больше, чем люди из хозяйственных магазинов.
для пайки:
очистите всю краску от швов, которые вы хотите соединить, напильником или наждачной бумагой [affil. ссылка на информацию / продукт в Rockler].
убедитесь, что соединяемые кромки хорошо подходят друг к другу … этот тип припоя ЗАПОЛНЯЕТ небольшие зазоры, но это не компенсирует плохое качество изготовления.
хорошо разглаживает суставы. попробуйте обработать флюсом как внешнюю, так и внутреннюю часть шва.
отрежьте припой и расположите по швам
используйте пистолет для горячей пайки, чтобы направить тепло на обе части металла, поскольку припой будет течь навстречу теплу.
* Поскольку многие паяльные пистолеты не имеют индикаторов «ВКЛ», подключите лампу (и включите ее) к тому же удлинителю, что и паяльный пистолет. Используйте выключатель удлинителя только для подачи питания, чтобы вы и другие знали, что, когда лампа горит, пистолет горячий.
Это основные инструкции … практика ведет к совершенству, и вот хорошая книга, к которой можно обратиться:
ИСКУССТВО КОНДИЦИОНЕРА Бобби Ханссона =>
получайте удовольствие!
Мэри Слотер
— Нагс Хед, Северная Каролина
6 февраля 2010 г.
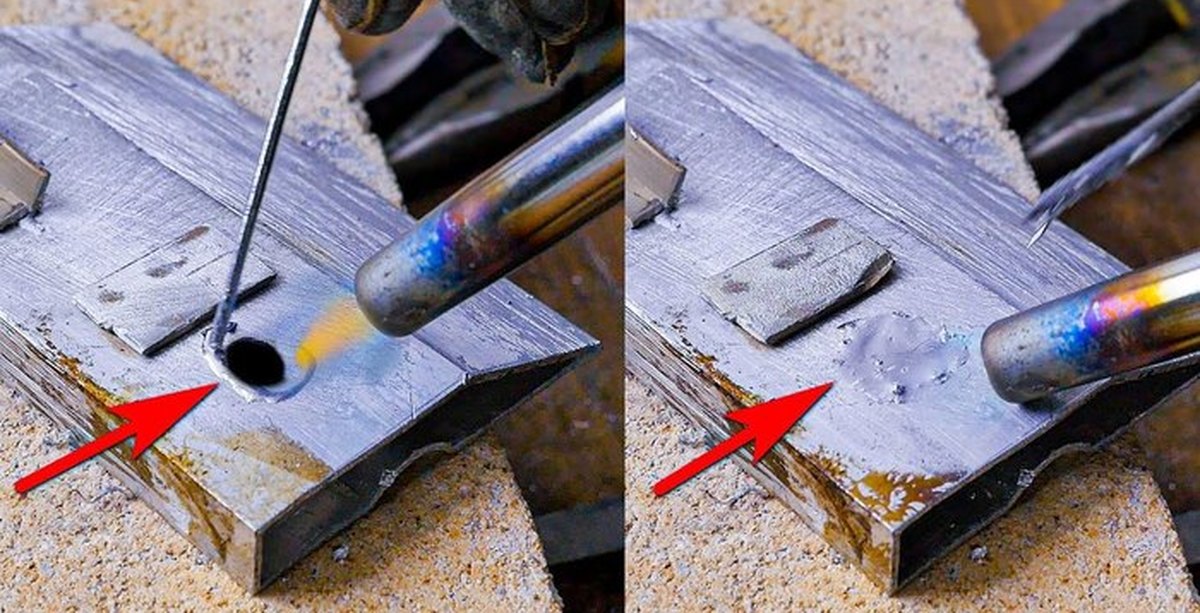
А.Тщательно очистите оба края нагрева флюсом для паяльной лампы и добавьте припой и протрите тряпкой. Обе части теперь луженые; Теперь вы можете спаять две части вместе.
Мос Шоу— британец, Великобритания
15 февраля 2011 г.
A. В этой книге 1919 года содержится много информации о пайке, полностью представленной здесь в Интернете. Это делает современную пайку похожей на мечту: www.lostcrafts.com/Tin-Toys/Tin-Toys-Main.html
Кроме того, я считаю, что многие «жестяные» банки на самом деле являются лужеными легкими стальными банками.
Элейн ХардманКерамика из каменных цветов — Уэллсвилл, Нью-Йорк
24 апреля 2011 г. — эта запись добавлена к этой теме редактором вместо создания дублирующейся темы.
В. Я недавно купил несколько мощных паяльников. Они имеют мощность 175 Вт или больше и пару фунтов за штуку. Хочу попробовать свои силы в пайке неоцинкованного листового металла. Я не хочу, чтобы паяные соединения ржавели, поэтому какой флюс и припой мне следует использовать?
Том
Tom MetalHobbyist — Бостон, Массачусетс
отделка.
 com стало возможным благодаря …
com стало возможным благодаря … этот текст заменяется на bannerText
Заявление об ограничении ответственности: на этих страницах невозможно полностью диагностировать проблему отделки или опасности операции. Вся представленная информация предназначена для общего ознакомления и не отражает профессионального мнения или политики работодателя автора. Интернет в основном анонимный и непроверенный; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, посетите эти каталоги:
О нас / Контакты — Политика конфиденциальности — © 1995-2021 finish.com, Пайн-Бич, Нью-Джерси, США
Пайка и металлические кровельные покрытия | Новости металлического строительства
Пайка — это процесс обработки металлов, при котором металлы соединяются вместе с припоем посредством нагрева. Припой — это наполнитель, цветной металл, который плавится при температуре ниже на 840 F ниже температуры соединяемых металлов.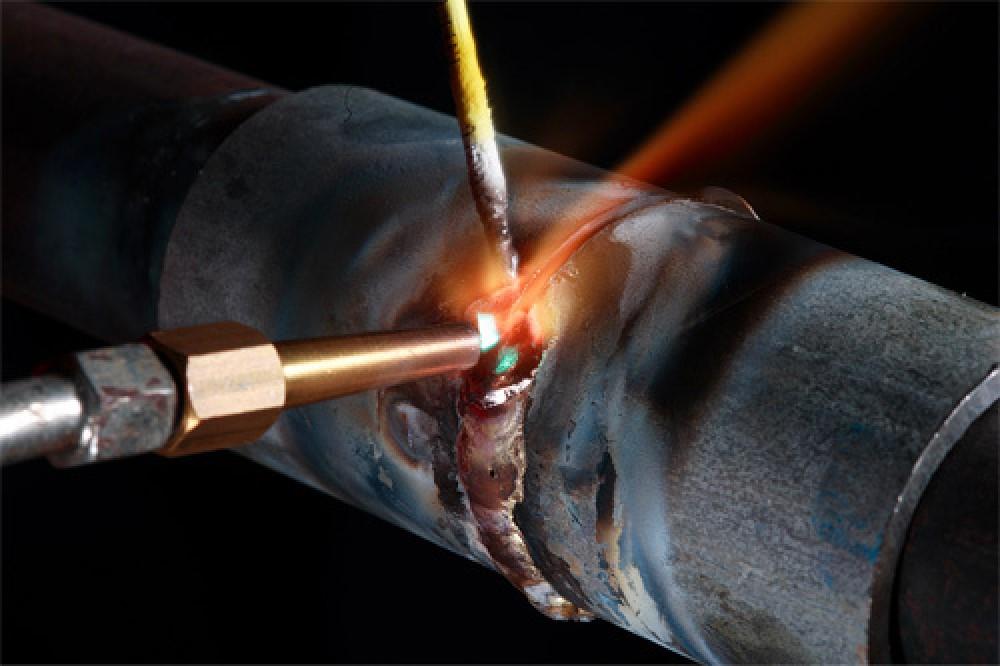 После нагрева и плавления он быстро затвердевает, что закрепляет его на стали. Наполнитель распределяется между плотно прилегающими поверхностями стыка за счет капиллярного притяжения.
После нагрева и плавления он быстро затвердевает, что закрепляет его на стали. Наполнитель распределяется между плотно прилегающими поверхностями стыка за счет капиллярного притяжения.
Пайка для кровли соединяет два куска металла вместе для создания прочного и герметичного шва. «Пайка может быть спорной темой, поскольку многие старинные европейские детали требуют техники складывания, не требующей припоя», — говорят Том и Джефф Сторц, John Stortz & Son, Филадельфия. «Тем не менее, пайка — это эффективный и быстрый метод создания водонепроницаемых швов. Часто спаянные участки крыши включают грунтовые трубы, выступы дымохода, выступы или швы в впадинах, косынки или отводные участки.Все это пятна с высокой вероятностью утечки или скопления воды ».
Джеймс Валас, менеджер по архитектуре в Revere Copper Products Inc., Рим, Нью-Йорк, согласен с тем, что для многих критических узлов требуются паяные соединения, чтобы гарантировать, что система остается жесткой или водонепроницаемой, например, участки пологих или плоских крыш, стыки в перекрытии покрытия вокруг отверстий в крыше, таких как дымоходы, служебные входы и водосточные желоба. «Эти условия требуют наличия опытного ремесленника», — добавляет он.
«Эти условия требуют наличия опытного ремесленника», — добавляет он.
Перед пайкой
Подготовьте стальные поверхности с помощью стальной проволочной щетки или металлической мочалки, энергично взбалтывая или протирая поверхность. «Отшлифуйте область соединения механической шлифовкой и плотно соедините все медные детали, оптимальным является зазор от 0,004 до 0,007 дюйма», — говорит Стивен Кнапп, директор по листам, полосам и пластинам Ассоциации развития меди, Нью-Йорк. Соединяемые металлы необходимо очистить от грязи, коррозии, масла, жира, пленок или оксидов.Припой не прилипает к оксидам.
Также флюс может обеспечить полное сцепление и полную прочность стыков. Жидкий паяльный флюс представляет собой смесь неорганических солей в воде. Флюсы очищают область соединения, предотвращают окисление, увеличивают смачиваемость припоя за счет уменьшения поверхностного натяжения и позволяют припою правильно течь и заполнять предполагаемое соединение. Канифоль и органические флюсы не разрушают оксидное покрытие. Используйте кислотный флюс, предназначенный для пайки стали. Правильный флюс зависит от материала пайки.Некоторым металлам потребуется более агрессивный или кислотный флюс для получения надлежащего соединения.
Полностью пропотевший водонепроницаемый шов невозможен, если очищенный шов находится в атмосфере более чем на несколько часов, является влажным или содержит грязь или масла. «Удаление окисления непосредственно перед флюсованием и пайкой является критическим фактором для правильной пайки», — говорит Кнапп. «Готовьте только то количество кастрюль, которое можно приготовить за текущий день».
Кнапп говорит, что флюсы также обеспечивают чистоту паяльной пластины.«Припой лучше всего работает, когда в нем нет примесей», — говорит он. «Время от времени погружение кончика паяльной меди в раствор флюса поможет счистить излишки окисления. После завершения, если необходимо, немедленно обработайте флюсом и повторно припаяйте все области, где припой не заполнил шов. Затем очистите соединение и нейтрализуйте флюс, так как излишний остаточный флюс обесцвечивает медь ».
Безопасная пайка
Пайка подвергает рабочих опасности, в том числе очень горячим материалам.При пайке и обращении с горячим оборудованием и емкостями, такими как закалочные ведра, надевайте перчатки, защитные очки или защитные очки, рубашки с длинными рукавами и другие устройства, предназначенные для предотвращения ожогов и травм глаз. Работайте в хорошо проветриваемом помещении.
«Защитное оборудование имеет решающее значение, поскольку некоторые из используемых компонентов, такие как нагретый флюс и расплавленные припои, могут« плеваться »в жидкой форме, особенно когда они слишком горячие», — говорит Кнапп. «Воздействие дыма, с другой стороны, значительно снижается из-за того, что большинство архитектурных применений из меди находятся на открытом воздухе, что обеспечивает естественную вентиляцию.Том и Джефф Сторц подчеркивают, что меры предосторожности всегда имеют первостепенное значение при пайке, даже когда они говорят, что наличие воды поблизости является хорошей практикой. «Пожар — главная проблема при пайке металлических крыш», — говорят они. «Использование горелки с открытым пламенем, как правило, не одобряется в промышленности, поскольку увеличивает вероятность возгорания. Горелки с закрытым пламенем уменьшают риск и направляют источник тепла в сторону от поверхности крыши. Всегда имейте доступ к огнетушителю на месте и дайте 30-минутное пожарное дежурство после завершения.Другой риск — вдыхание токсичных химикатов ».
Техника пайки и насадки
Слепая пайка сводит к минимуму открытые участки припоя в готовых соединениях. Для этого «припой наносится на заднюю или скрытую кромку медных поверхностей», — говорит Валас. «Часто используемый припой представляет собой обычный припой оловянно-свинцовый стержень 50/50 для меди без покрытия. Для тех, кто предпочитает бессвинцовую установку, доступны альтернативные припои на основе олова. Следует избегать непрерывных и длинных участков паяных швов, чтобы ограничить поломку под напряжением.”
Бессвинцовые варианты, в основном на основе олова, доступны для бессвинцовых применений. Однако эти материалы имеют более высокую температуру плавления и менее пригодны для обработки, особенно при более низких температурах окружающей среды. «В то время как бессвинцовые припои требуются в некоторых сантехнических системах, где припой контактирует с питьевой водой, оловянно-свинцовый припой 50/50 по-прежнему является предпочтительным выбором для кровельных и архитектурных применений», — говорит Валас. «Он долговечен, обладает отличными характеристиками текучести и формуемости, а также обладает отличной прочностью при правильной установке.”
Другой важный метод пайки — постоянный нагрев. «Отсутствие надлежащего нагрева приводит к тому, что швы заполняются только частично и могут протекать или треснуть», — говорит Кнапп.
«Нагрев обратной стороны шва от отверстия помогает обеспечить полное протекание припоя через шов». Кроме того, для правильной пайки крыши не используйте плоские сковороды с замком и пайкой, которые превышают рекомендованное максимальное поперечное сечение. Кнапп говорит, что это часто приводит к появлению напряженных и потрескавшихся швов.Используйте максимальное поперечное сечение 18 на 24 дюйма, края луженые от 1 1/2 до 1 3/4 дюйма перед формированием швов 3/4 дюйма.
Как паять олово — Обсуждение ювелирных изделий
А теперь еще один вопрос ... Я наткнулся на какой-то лист олово .... Я знаю, что олово очень мягкое и очень легко плавится, может это хлам припаять? Я не пробовал и не буду, пока не получу ОК...
Припои прекрасно сочетаются с «мягкими» припоями олова / серебра.Возможно, лучший
— это Stay-brite, используемый с флюсом, изготовленным для него, или любым жидким флюсом для мягкого пайки
(по сути, это цинк, растворенный в HCL для получения хлорида цинка
. Это кислота, поэтому относитесь к нему как к такому) или даже с более мягкой канифолью
и т. д., свинцовыми паяльными флюсами. Эти припои иногда
даже продаются в хозяйственных магазинах, или иначе, Рио-Гранде, Гессвайн или
других подобных поставщиков ювелирных изделий обычно продают их. Помните, что олово
— это, по сути, олово с небольшим количеством меди.Вы обрабатываете его
как чистое олово, и его температура плавления такая же: намного ниже, чем
для любых сплавов на основе серебра или меди, и слишком низка для припоев из серебра или золота
. Таким образом, припои из олова / серебра (которые похожи на припои из олова / свинца
, но не выглядят тусклыми и потускневшими, как припои из олова / свинца. Вы
МОЖЕТЕ использовать олово / свинец (например, припои для электроники или старые водопроводные припои) припой на олово, если хотите, но бессвинцовые выглядят лучше.
При пайке олова помните, что он не только плавится при низкой температуре (
), но и плохо проводит тепло. Это означает, что если вы оставите резак
в любом месте более чем на мгновение, вы его расплавите.Потренируйте
на ломе, чтобы почувствовать себя первым. Во время практики намеренно дайте
тоже немного растаять, чтобы вы тоже почувствовали ЭТО.
Один интересный эффект состоит в том, чтобы взять серебро, медь или другие подобные
расплавы с более высокой температурой плавления, поместить их в контакт с оловянным оловом или на нем,
вместе с мягким флюсом для пайки и нагреть этот другой металл до тех пор, пока
оловянный олово, касаясь его, не плавится. Это. Вы можете «утопить» серебряную или медную проволоку
или латунную проволоку в оловянной посуде для получения интересных эффектов.При некоторой практике
и управлении горелкой оловянная оловянная оловянная олова может даже получить сетчатую поверхность
вокруг той поверхности, которая оседала в более плавящемся металле. Начиная с
, олово — это олово, как припой на основе олова, когда он плавится до латуни
, серебра или чего-то еще, он прекрасно склеивается. Вам не понадобится дополнительный мягкий припой
, хотя вы можете использовать его, если хотите.
Кроме того, олово можно соединить сваркой / плавлением без пайки.
Он довольно плохо проводит тепло, поэтому, если вы оставите небольшой зазор (например,
, может быть, миллиметр или около того, в вашем шве, или наклоните края так, чтобы шов
встал встык внизу, но имеет канал в форме av вверху, для сварки
вы можете просто положить ряд небольших кусочков олова
поверх шва.С помощью крошечного пламени вы можете уговорить
ваш факел дать вам. Вы вплавляете их в щель шва,
быстро «клюет» стружки, затем быстро отрывает, а затем снова возвращает
(идея состоит в том, чтобы нагреть стружку, не лист, много, и вы
отодвигаете, чтобы избежать перегрева. Я маленький фонарик прекрасно работает с этим
, но то же самое и с более крупными горелками, настроенными на небольшое мягкое пламя. типа фонарик, наверное, подойдет даже Blazer
.Попробуйте, и вы поймете идею.
В результате вы получите сварной шов из последовательных, соединенных небольших кусков
сварных швов. Затем вы слегка вдавите их и пропилите.
Вуаля: Никакого видимого шва. А поскольку олово не затвердевает,
, но фактически смягчает некоторые, когда вы работаете с ним, вы получаете шов, который
не только не показывает, но и имеет те же рабочие характеристики, что и оригинальный металл
. Если вы аккуратно выровняете / подпилите шов до исходной толщины
, а не истончаете его, вы можете без проблем многократно накладывать
этих сварных швов на одни и те же участки.Этот
можно также использовать для создания сложных форм. например… Загнуть конус
, сварить шов. приберись. Сделайте несколько надрезов
в форме клина поперек конуса. Согните конус, чтобы закрыть их, и приварите. Если
вы можете получить стержень или что-то внутри конуса, чтобы поддержать внутреннюю часть
, а затем выровняете и сгладите, вы можете сформировать плавные очень сложные кривые
из листового металла таким образом, и все это без работы и беспокойства
по «поднятию» или кузнечные методы, которые в противном случае могли бы понадобиться.Мягкость олова
также означает, что вам не понадобится дорогая сталь для формовки молотков или кольев
. Самодельные молотки, сделанные из делрина или нейлона, или даже из твердой древесины
, такой как клен, прекрасно подходят для формования материала и имеют на
меньше следов поверхности, чем стальные молотки.
Окончательная отделка поверхности может варьироваться от ровно отшлифованной поверхности,
слегка сглаженной стальной мочалкой, до тонкой полировки, если хотите,
с любым промежуточным слоем. Но помните, что его мягкость
означает, что менее изысканная обработка поверхности будет лучше сохранять свой внешний вид
, так как даже обращение пальцами может повредить тонкий полироль.Таким образом,
популярность более мягких покрытий, таких как стальная вата. Если вам нужно немного антиквариата
, разбавленная азотная кислота отлично подойдет. Затем выделите стальной мочалкой
.
Надеюсь, это поможет.
Питер Роу
Паяльные сплавы и проволока для припоя
Припои для алюминия, литья под давлением, Zamak и белого металлаПрипои KappAloy ™
KappAloy ™ Олово-цинковые припои — это среднетемпературные сплавы, используемые для пайки алюминия с алюминием и алюминия с медью, демонстрирующие превосходную коррозионную стойкость и прочность на растяжение.Они используются в нагревательных панелях, компонентах высокого напряжения, звуковом оборудовании, радиаторах, а также для распыления форм, узоров, трофеев и конденсаторов.
Припои KappRad ™
KappRad ™ — это смесь олово-цинк-кадмий, специально разработанная для соединения и ремонта алюминиевых и алюминиевых / медных радиаторов.
Alumite ™ Припои
Alumite ™ Цинк-алюминиевые высокотемпературные припои используются для изготовления, обслуживания и ремонта алюминиевых, цинковых сплавов, литых под давлением, металлических горшков и сплавов белого металла.Эти припои также являются отличными высокопрочными припоями общего назначения.
KappCad ™ Припои
KappCad ™ Кадмиево-цинковые припои — это средне- и высокотемпературные сплавы, обеспечивающие прочные коррозионно-стойкие соединения с большинством металлов. Эти припои особенно хорошо подходят для соединений алюминия с алюминием и алюминия с медью. Состав Kapp Alloy KappTecZ ™ отлично подходит для соединения нержавеющей стали с медью и алюминием.
Припои для меди, латуни и нержавеющей стали
KappZapp ™ Припои
Припои KappZapp ™ олово-серебро — это стандарт электронной промышленности для соединения большинства черных и цветных металлов. Они используются для обработки меди, латуни и нержавеющей стали, где прочность и устойчивость к вибрации являются первоочередными требованиями при конечном использовании. Припои KappZapp ™ сертифицированы NSF и не содержат свинца для трубопроводов и систем питьевого водоснабжения.
Припой KappFree ™
KappFree ™ — это отраслевой стандарт сантехнического оборудования для соединений без свинца и кадмия. По сравнению с припоями KappZapp ™ он обеспечивает более высокую электропроводность, меньшую прочность, вибростойкость и стоимость.
KappTec ™ Припои
KappTec ™ Кадмий-серебряные припои — это жаропрочные сплавы, которые исключительно хорошо работают в условиях высокой вибрации и высоких напряжений.Их высокая электропроводность по сравнению с другими припоями делает их отличным выбором для электрооборудования в жестких условиях окружающей среды.
Припои KappCu ™
KappCu ™ Припои олово-медь заменяют припои KappLead ™ в сантехнике, пайке нержавеющей стали и в тех случаях, когда необходимо удалять свинец.
Припои KappLead ™
KappLead ™ оловянно-свинцовые припои используются там, где допускается использование свинца.Они являются отраслевым стандартом для проектов витражей. Низкие рабочие температуры и отличные характеристики текучести предотвращают потерю свойств и сводят к минимуму деформацию критически важных электронных компонентов. Припои KappLead ™ превосходно подходят для использования в производственных процессах, таких как пайка волной печатных плат и пайка вручную хрупких электронных компонентов.
Припой Kapp Electric Eutectic ™
KappEE ™ — это экономичный состав олова-свинца-серебра, соответствующий стандарту автомобильной промышленности, разработанный для пайки электрических / электронных компонентов, где допускается использование свинца.Низкая температура плавления (355 ° F / 179 ° C) означает меньшую вероятность теплового повреждения окружающих деталей и печатных плат. Его содержание серебра обеспечивает отличную проводимость и устойчивость к вибрации.
Припой KappAnt ™
KappAnt ™ Припой на основе олова и сурьмы заменяет оловянно-свинцовый припой при пайке электрооборудования, соединениях медных трубок и охлаждающих змеевиках для холодильников. Высокое содержание олова обеспечивает более высокую электропроводность в электрических / электронных устройствах и больше подходит для использования при более высоких температурах, чем припои KappLead ™.
Припои для ремонта гальванических покрытий на сталиGalvRepair ™ Олово-цинк-свинец общего назначения и припои для ремонта гальванизированной поверхности — это экономичные припои для ремонта и соединения большинства металлов, включая алюминий и чугун. При ремонте оцинкованных покрытий он металлургически соединяется со сталью, образуя бесшовный защитный барьер. GalvRepair ™ превосходит эксплуатационные стандарты, указанные в стандарте ASTM A780 для ремонта оцинкованных покрытий.
Припой Galvanite ™ — это новый бессвинцовый припой, разработанный специально для высококачественного ремонта поверхностей из оцинкованной стали. Этот припой прост, эффективен и удобен как в производстве, так и в полевых условиях. Как и оригинальное гальваническое покрытие, Galvanite ™ металлургически соединяется со сталью, образуя бесшовный защитный барьер. Galvanite ™ превосходит эксплуатационные стандарты, указанные в стандарте ASTM A780 для ремонта оцинкованных покрытий.
Припои для ремонта и сборки кузовов автомобилей
KappAutoLead ™ — это оригинальный состав олово-цинк-свинец для экономичного ремонта и отложений на поверхностях кузова автомобилей. Припой металлургически связывается со сталью, а содержание цинка обеспечивает повышенную коррозионную стойкость по сравнению с припоями на основе оловянно-свинцового корпуса.
Припой KappAutoBody ™ — это новый бессвинцовый припой, разработанный специально для высококачественного ремонта и образования отложений на поверхностях кузова автомобилей.Его широкий диапазон слякоти позволяет значительно нарастать под любым углом. Припой имеет более высокую прочность сцепления, устойчивость к коррозии и истиранию, чем исходный припой KappAutoLead ™.
Пора отказаться от свинца с оловянного покрытия и припоя металлических банок для пищевых продуктов
Том Нелтнер, J.D. — директор по политике в области химических веществ.
В октябре 2019 года, согласно результатам тестирования Управления по санитарному надзору за качеством пищевых продуктов и медикаментов, мы обнаружили удивительное количество образцов консервов, содержащих свинец.Почти половина из 242 образцов содержала обнаруживаемый свинец, в том числе ошеломляющие 98% из 70 образцов консервированных фруктов.
Мы подозреваем, что высокие показатели обнаружения свинца являются результатом присутствия свинца в олове, добавляемого для изготовления сплава или в качестве загрязнителя, используемого для покрытия стали или соединения стальных деталей в банках. Затем этот свинец может вымываться из покрытия или припаиваться к продуктам питания. Светлые фрукты и фруктовые соки с большей вероятностью будут загрязнены свинцом, согласно отчету, указывающему, что они обычно упаковываются в стальные банки с оловянным покрытием без синтетического покрытия внутри, изолирующего пищу от банки.Обнаружение свинца в других консервированных продуктах в исследовании FDA могло быть результатом дефектных синтетических покрытий.
В декабре 2020 года EDF и десять медицинских, потребительских и экологических групп [1] подали прошение в FDA о запрете использования свинца в материалах, контактирующих с пищевыми продуктами, таких как олово. Мы также указали, что FDA должно исходить из того, что свинец использовался намеренно, когда уровни в материалах, контактирующих с пищевыми продуктами, составляют 100 частей на миллион (ppm) или выше, и предоставили агентству возможность специально разрешить использование только в том случае, если:
- Часть изделия, контактирующего с пищевыми продуктами, содержащая добавленный свинец, не контактирует с пищевыми продуктами при предполагаемых условиях использования; или
- Свинец не попадает в пищу из изделия, контактирующего с пищевыми продуктами, при предполагаемых условиях использования.
Наша петиция демонстрирует, что, поскольку свинец является канцерогеном, который небезопасен на любом уровне в крови, его использование в оловянных покрытиях и припое для консервных банок должно быть прямо запрещено. Агентство опубликовало петицию для общественного обсуждения и должно принять решение о том, как поступить, к июню 2021 года. Крайнего срока для комментариев нет, но лучше всего подать их до 1 апреля, чтобы они могли повлиять на решение агентства.
Данные тестирования FDA консервов
FDA’s Total Diet Study (TDS) — важный источник данных как для агентства, так и для общественности, позволяющий оценивать воздействие, отслеживать тенденции и устанавливать приоритеты для химических веществ, таких как тяжелые металлы, в пищевых продуктах.В 2017 году EDF проанализировала результаты проб, собранных агентством в период с 2003 по 2013 год, и обнаружила широко распространенное загрязнение в 20% образцов детского питания и 14% в других продуктах питания с обнаруживаемым уровнем свинца.
Когда мы оценили данные TDS FDA за 2014-17 годы, которые были протестированы с использованием более чувствительного аналитического метода, чем использованный для данных за 2003-13 годы, мы обнаружили, что свинец обнаружен в 29% проб детского питания и 26% — в других продуктах питания. Многие продукты, в которых часто обнаруживается свинец, такие как сладкий картофель, виноград, морковь, персики, кабачки и груши, могут быть связаны с загрязнением поля, на котором они выращиваются.
Мы также заметили относительно высокий процент консервов с обнаруживаемым свинцом. [2] Когда мы посмотрели на три консервированных продукта — персик, груша и ананас — в сыром или замороженном виде, мы обнаружили, что только 1 из 31 сырых или замороженных образцов этих фруктов содержал обнаруживаемый свинец по сравнению с 41 из 42 для их консервированных версий. См. Рисунок 1.
Мы увидели аналогичные, хотя и не столь существенные различия, когда мы посмотрели на данные за 2003-13 гг., В которых использовался старый, менее чувствительный метод.[3]
Очевидно, что свинец попадает в пищу из процесса консервирования, а не из самих фруктов.
Источники свинца в процессе консервирования
Наиболее вероятным источником является припой свинца и олова, используемый для соединения стали. FDA впервые одобрило использование этого материала в 1939 году. Агентство запретило пайку свинца в банках в 1995 году, после того как компании сообщили о прекращении внутреннего использования этого материала четыре года назад. Однако агентство не смогло определить термин «свинцовый припой» в § 189.240 и не установило максимальное количество свинца, которое может содержать припой.
Пищевой кодекс FDA от 2017 года, руководство для предприятий пищевой промышленности по обеспечению безопасности пищевых продуктов, в частности, допускает содержание свинца в припое до 0,2% или 2000 частей на миллион. При этом предельном уровне выщелачивания в пищу потребуется лишь крошечная фракция припоя, чтобы превысить суточный максимальный уровень потребления свинца [4] , установленный Управлением по контролю за продуктами и лекарствами для ребенка, в 3 микрограмма.
Свинцово-оловянный припой также использовался для соединения медных труб в системах питьевого водоснабжения. В 1986 году Конгресс ограничил содержание свинца в припое до 0,2% — или 2000 частей на миллион — и назвал его «бессвинцовым припоем» — вводящее в заблуждение название того, что все еще может содержать свинец.Мы предполагаем, что Пищевой кодекс FDA основывался на ограничении припоя для питьевой воды.
Помимо соединения стали, олово использовалось и до сих пор используется для покрытия металлических банок с целью предотвращения коррозии и порчи. Мы ожидаем, что олово, используемое в покрытии, также может содержать некоторое количество свинца — будь то добавленное или загрязняющее вещество.
Материалы, контактирующие с пищевыми продуктами, к которым применяются более строгие стандарты безопасности, чем питьевая вода
Когда FDA запретило пайку свинца в банках, оно, похоже, не рассматривало возможность установления численного ограничения на количество свинца, которое может содержать сменный припой.Хотя мы не знаем наверняка, мы думаем, что промышленность в 1990-х годах могла непреднамеренно рассмотреть «бессвинцовый припой», разрешенный для использования с питьевой водой, не осознавая, что ситуация совершенно иная. В пищевых банках пища находится в контакте с контейнером в течение длительного времени, что позволяет вымыть больше свинца из покрытия, в то время как для питьевой воды контакт намного короче. А начиная с 1994 года питьевую воду часто обрабатывали, чтобы ограничить вымывание свинца.
Для питьевой воды Конгресс прямо разрешил 0.2% свинца в припое для питьевой воды и 0,25% в других материалах. Напротив, для материалов, контактирующих с пищевыми продуктами, в Поправке о пищевых добавках 1958 года Конгресс не установил ограничения на свинец; скорее требовалось, чтобы FDA одобрило использование только после применения более строгого стандарта безопасности. Эти стандарты требуют, чтобы добавки не использовались, если нет достаточной уверенности в отсутствии вреда от их предполагаемого использования после учета соответствующих веществ в рационе. Он также запрещает использование канцерогенов.Свинец небезопасен при обоих этих ограничениях, потому что он является канцерогеном, и не было обнаружено безопасного порога содержания свинца в крови для предотвращения вреда для неврологического развития у детей и сердечных заболеваний у взрослых.
Для достижения прогресса в защите детей и взрослых от рисков, связанных со свинцом, необходимы согласованные усилия по сокращению всех источников воздействия. Не нужно использовать свинец в оловянных покрытиях и припое; доступны более безопасные альтернативы. Мы ожидаем, что FDA незамедлительно примет меры для принятия нашей петиции.
[1] Партнеры по профилактике рака груди, Центр безопасности пищевых продуктов, Проект чистой этикетки, Consumer Reports, Defend Our Health, Рабочая группа по окружающей среде, Healthy Babies Bright Futures и Врачи штата Юта за здоровую окружающую среду.
[2] Консервы, в которых в 2014–2017 годах было обнаружено не более 1 из 14 случаев обнаружения свинца, включают свеклу, кукурузу, стручковые бобы, свинину и бобы, тунец и некоторые разновидности супов.
[3] Обнаруженный процент: персик — консервированный 78% против сырого 4%; Груша консервированная 59% об.4%; Ананас консервированный 55% об. Сок 0%
[4] FDA называет его промежуточным контрольным уровнем на основе терминологии Центров по контролю и профилактике заболеваний для свинца в крови. В качестве основы для расчетов FDA см. Временные контрольные уровни воздействия свинца с пищей у детей и женщин детородного возраста Flannery BM et al., Управление по санитарному надзору за качеством пищевых продуктов и медикаментов США. 2020. Нормативная токсикология и фармакология 110: 104516, https://doi.org/10.1016/j.yrtph.2019.104516.
Пять правил успешной пайки
Что такое пайка?
Пайка — это процесс соединения двух металлических частей припоем, сплавом серебра, цинка и других металлов.Припой нагревается до расплавленного состояния, а затем образует прочную связь между двумя металлами, когда он снова охлаждается до твердой формы. Как только вы поймете основные правила пайки, процесс станет на свои места.
Эти
5 правил успешной пайки помогут вам понять процесс и добиться успеха при пайке. Правило №1. Металл должен быть чистым.Припой не растекается по грязной или жирной поверхности. Перед пайкой убедитесь, что металл чистый.Очистите металл, нанеся его быстрым скрабом с помощью очищающего средства без отбеливателя, такого как «Bar Keepers Friend», или средства для чистки металла, такого как «Penny Brite», или поместите его в горшок для маринада и оставьте на несколько минут. Тщательно промойте все детали под проточной водой и вытрите насухо чистой мягкой тканью.
Правило №2. В швах нет зазоров.Все швы должны плотно прилегать друг к другу. Припой не потечет, чтобы заполнить зазор в металле. Избегайте плохо подогнанных швов, разрезая их ножницами по металлу с гладкой кромкой, подходящим пильным полотном или кусачками заподлицо, в зависимости от материала.Файлы обычно используются для доводки кромок среза перед пайкой.
Правило № 3. Используйте флюс для предотвращения образования накипи и облегчения растекания припоя.При использовании проволочного или листового припоя нанесите флюс на все области, подлежащие пайке. Флюс позволяет припою течь и соединять соединение в процессе пайки. Флюс также предотвращает окисление металлической поверхности во время пайки. Паста для припоя не требует использования флюса, но при желании вы можете нанести его, чтобы предотвратить образование накипи.
Правило №4. Тепло металла заставляет припой течь.При пайке металл должен нагреться до температуры, необходимой для растекания припоя. Помните, что это тепло металла, а не пламя горелки, которое нагревает припой до точки текучести. Сначала сконцентрируйте тепло на окружающей поверхности, а затем на стыке, который нужно паять. Равномерно нагрейте все части изделия. Припой будет стекать в самую горячую часть поверхности и двигаться вместе с теплом пламени.
Правило №5. Очищайте кусок между шагами.Рассол удаляет окалину, вызванную высокой температурой горелки. Используйте небольшую мультиварку, чтобы согреть рассол. Чтобы смешать маринад, используйте примерно 1 стакан воды на 1/8 стакана гранулированного огурца и перемешайте. Ваш припаянный элемент необходимо протравить между каждым шагом пайки. В растворе используйте только медные щипцы, так как стальные инструменты загрязняют травление.
В случае неудачной пайки протравите деталь, повторите эти шаги и начните заново с самого начала.
НАЖМИТЕ ЗДЕСЬ, чтобы вернуться к НАЧАЛУ РАБОТЫ С ПАЙКОЙ
EVS International Мировые лидеры в области восстановления припоя
Global SMT & Packaging Март 2006 г.
Факты и вымыслы о бессвинцовой пайке — Часть I
Переход электронной промышленности к бессвинцовой пайке характеризовался неправильным представлением о свойствах, которые важны для бессвинцового припоя, и о последствиях для процессов пайки и надежности паяных соединений.В этой статье рассматриваются реалии, возникшие в результате практического внедрения бессвинцовой пайки, и рассматривается их значение для выбора сплава. Особое внимание уделяется преимуществам замены олова-свинца, который ведет себя как почти идеальная эвтектика, на бессвинцовые припои, которые также ведут себя как эвтектика. Кейт Свитман, Nihon Superior, Осака, Япония — [email protected]
Заблуждения и дезинформация
Рисунок 1. |
Травма, возможно, понятна, учитывая, что промышленность попросили отказаться от материала, который служил основой для сборки электронных схем, поскольку существовала такая вещь, как электронные схемы.Хотя он был далек от идеального материала для создания соединений между отдельными компонентами схемы, он был для электронной промышленности «дьяволом, которого вы знаете», и за многие годы его использования были найдены способы компенсации или устранения его слабых мест, а также устранение недостатков. преимущество его сильных сторон.
Оглядываясь назад, однако, можно сказать, что заблуждения и дезинформация были результатом непонимания некоторых важных особенностей припоев и процессов пайки.Именно по этой причине многие люди считают, что электронная промышленность выйдет из перехода на бессвинцовые технологии сильнее, чем раньше; это изменение вынудило промышленность взглянуть на припои и процессы пайки более внимательно, чем раньше, и, следовательно, узнать больше о том, что является важным.
Следует также признать, что некоторые заблуждения и дезинформация были результатом преднамеренного вреда со стороны тех, кто выступал против изменений, как еще один нетарифный барьер, созданный европейскими бюрократами.Такие люди были заинтересованы в том, чтобы эти изменения казались как можно более трудными, дорогостоящими и опасными.
Напротив, хотя проблема, с которой она столкнулась, была не менее сложной, японская электронная промышленность добровольно решила исключить свинец из своих припоев, не из-за каких-либо законодательных требований, которые требовали этого, а потому, что она понимала, что если электроника будет экономически переработана, то присутствие свинца было бы дорогостоящим осложнением. В такой стране, как Япония, с ограниченными возможностями по удалению отходов в электронной промышленности в целом поддерживалось законодательство о рециркуляции, которое было введено в 2002 году, несмотря на необходимость устранения свинца.
Некоторые заблуждения
Важно, чтобы температура плавления бессвинцового припоя была как можно ближе к температуре плавления оловянно-свинцового припоя, который он заменяет.
Когда промышленность начала рассматривать проблему поиска бессвинцового припоя, некоторую тревогу вызвало осознание того, что в Периодической таблице нет элемента, который снизил бы плавление олова до такой степени, как свинец, т.е.е. от 232 ° C до 183 ° C, что не привело к нежелательным осложнениям. Эти сложности включают ограниченную доступность, что отражается на стоимости, уменьшении возможности повторного использования и пониженной надежности. На самом деле не было другого выбора, кроме олова в качестве основного компонента бессвинцового припоя — его относительно низкая температура плавления и его способность образовывать интерметаллические соединения со всеми металлами, которые нужны промышленности для пайки, сделали олово очевидным выбором. Висмут на уровне 57% может снизить температуру плавления еще больше до 139 ° C, но полученный сплав трудно использовать.Цинк на уровне 9% снижает температуру плавления до 198 ° C, и, хотя было несколько успешных коммерческих применений сплавов на основе этой эвтектики, проблемы возникают из-за относительно высокой реакционной способности этого элемента.
Добавка с наименьшими сложностями, которая позволяет получить сплав со многими свойствами, очень похожими на свойства оловянно-свинцового припоя, медь снижает температуру плавления всего на несколько градусов до 227 ° C, что на 44 ° C выше, чем у припоя олово-свинец.
Добавление серебра к олово-меди снижает температуру плавления еще на 10 ° C до 217 ° C, но это все еще на 34 ° C выше, чем у припоя олово-свинец.Согласно исследованию влияния перехода на бессвинцовое топливо на окружающую среду, спонсируемого Агентством по охране окружающей среды США, снижение температуры плавления на 10 ° C происходит за счет большей части экологических преимуществ устранения свинца, но с вариациями олово-серебро-медь. Сплавы были широко признаны в качестве предпочтительного бессвинцового варианта. Те, кто был обеспокоен тем, что температура 217 ° C все еще была слишком высокой для практической замены олова на свинец, добавляли дополнительные элементы, такие как висмут и индий, но это увеличивало стоимость и / или ухудшало другие свойства или возможность вторичной переработки, что было одной из основных причин. для устранения свинца.Однако практический опыт показал, что температура плавления, близкая к температуре плавления олова-свинца, не так важна, как предполагалось вначале.
Температура процесса с бессвинцовым припоем будет намного выше, чем с оловянно-свинцовым припоем.
Рисунок 2. |
Что не было понято, так это то, что существует температура, которой должна достичь поверхность металла, прежде чем может протекать реакция смачивания, необходимая для образования соединения, которая не связана напрямую с температурой плавления припоя. Таким образом, рабочие температуры, используемые с оловянно-свинцовым припоем, определялись больше этой температурой, чем какой-либо концепцией «перегрева».Таким образом, пайка волной припоя бессвинцовых сплавов может происходить примерно при тех же температурах, что и при использовании оловянно-свинцового припоя, обычно около 255-260 ° C как для сплавов олово-серебро-медь, так и для модифицированных сплавов олово-медь, а пиковая температура оплавления составляет обычно на 10 ° C ниже прогнозируемого.
Для бессвинцовой пайки необходимо новое оборудование.
Более высокая температура плавления бессвинцовых припоев не полностью лишена последствий для процессов пайки.Разница между температурой процесса и точкой плавления для бессвинцовых припоев намного меньше, чем для оловянно-свинцовых припоев, и это означает, что существует гораздо меньшее «технологическое окно», в котором можно работать. Однако по причинам, не имеющим ничего общего с какими-либо будущими переходами на бессвинцовый припой, самое современное паяльное оборудование, которое было разработано для оловянно-свинцового припоя, уже имело возможность поддерживать параметры процесса в более узком диапазоне, необходимом для бессвинцовых процессов.Некоторое старое оборудование с ограниченными возможностями управления технологическим процессом может не подходить, но во многих случаях оказалось возможным запускать бессвинцовые процессы с помощью простых обновлений, например добавление дополнительных модулей предварительного нагрева в машину для пайки волной припоя.
Спорным аспектом совместимости оборудования с бессвинцовой пайкой является эрозия припоя. Расплавленное олово будет реагировать и растворять большинство металлов, включая металлы, используемые для изготовления паяльного оборудования. Агрессивность олова в этом отношении значительно снизилась за счет его разбавления на одну треть свинцом в обычном оловянно-свинцовом припое, но эрозия нержавеющей стали все еще может происходить, если защитная оксидная пленка проникает механически или химически.Будет ли расплавленный бессвинцовый припой разъедать детали машин из нержавеющей стали, зависит от его состава, и практический опыт показывает, что в этом отношении между сплавами существует значительная разница. Присутствие серебра в припое, по-видимому, нарушает защитную оксидную пленку, делая эти сплавы более склонными к эрозии деталей машин. Если, как это обычно бывает, сплав олово-серебро-медь также содержит фосфор в качестве антиоксиданта, то защитная оксидная пленка быстро проникает, и следует разрушающая эрозия.Если используются эти сплавы, необходимо использовать оборудование, в котором детали из нержавеющей стали, подверженные воздействию расплавленного припоя, обрабатываются или покрываются, чтобы сделать их более устойчивыми к такому воздействию, или которое покрыто или изготовлено из металлов, таких как титан, которые являются более стойкими. к такому нападению.
Не важно, что припой ведет себя как эвтектика.
Учитывая, что многие люди, все еще работающие в отрасли, помнят, что производители электроники согласились на увеличение стоимости примерно на 5% для перехода с «60/40» (60% олова, 40% свинца) на «63/37». Чтобы получить сплав, который ведет себя как эвтектический сплав, удивительно, что при переходе к бессвинцовой технологии не уделялось больше внимания поиску сплавов, которые ведут себя как истинная эвтектика.Пуристы отметят, что истинная эвтектика олово-свинец на самом деле составляет 61,9% олова, но, учитывая тенденцию к потере олова в результате окисления и реакции с субстратами немного быстрее, чем свинец, было обнаружено, что стоит немного ошибиться в отношении высокого содержания олова. Безусловно, отраслевые консорциумы в Европе и Северной Америке остановились на двух сплавах номинального эвтектического состава: Sn с примерно 0,7% Cu и Sn с примерно 3,8-3,9% Ag и 0,7-1% Cu (существуют некоторые расхождения во мнениях о составе эвтектики Sn-Ag-Cu).Однако в неизмененном виде ни один из этих сплавов не ведет себя как эвтектик. Чтобы понять последствия неэвтектического поведения, необходимо учитывать разницу в способах затвердевания эвтектических и неевтектических сплавов. Отличительной чертой эвтектики является то, что две или три (или более) составляющих фазы вымерзают из расплава одновременно и изотермически в процессе, известном как «связанный рост». Поскольку замораживание является изотермическим, эвтектика ведет себя как чистый металл, за исключением того, что образующееся твердое тело состоит из нескольких различных фаз, а не из элементарного металла.Из каждого зародыша твердого вещества, которое образуется в жидкости при температуре плавления, отдельные твердые фазы растут почти параллельно микроструктуре, контролируемой скоростью, с которой элементы в жидкости могут отделяться друг от друга. Классической двойной эвтектикой является олово, поскольку богатая свинцом и оловянная фазы растут в виде близко расположенных параллельных пластин. Наглядным проявлением этой эвтектической микроструктуры является соединение с гладкой блестящей отделкой без трещин хорошо выполненного паяного соединения олово-свинец.
Когда сплав в эвтектической системе имеет неэвтектический состав, затвердеванию эвтектики предшествует выделение первичной фазы, которая имеет более низкое содержание легирующих элементов, чем расплав, из которого она затвердевает. Следствием этого является обогащение оставшейся жидкости этими элементами до тех пор, пока она не достигнет эвтектического состава при замерзании. Внешним проявлением полученной микроструктуры является шероховатая зернистая поверхность, оставшаяся по мере удаления эвтектики от сети первичных дендритов или интерметаллических кристаллов.В зависимости от того, как фронт затвердевания движется через припой, могут остаться глубокие усадочные полости, которые при испытании на вибрацию оказались точками зарождения трещин.
Рисунок 3. |
Ни один из двух сплавов, рекомендованных отраслевыми консорциумами в Европе и Америке, олово-медь и олово-медь, а также олово-медь и олово-медь не замораживаются как истинные эвтектики в неизмененном виде, и в результате получается ожидаемая зернистость и часто растрескивание.
В рецептуре бессвинцового припоя не может быть ничего, кроме смешения основных составляющих элементов.
Рисунок 4.
Внешний вид эвтектики
и невтектические паяные соединения.
Рисунок 5.
(а) Неэвтектическая микроструктура немодифицированного
Sn- 0,7Cu.
(б) Эвтектическая микроструктура
Sn0.7Cu, модифицированный контролируемым добавлением Ni.
Возможно, из-за того, что сплав олово-свинец так хорошо работает как припой без каких-либо дополнительных модификаций, электронная промышленность изначально не учитывала возможность того, что «неидеальное» поведение потенциальных бессвинцовых припоев может быть улучшено.Однако в литейной промышленности концепция улучшения характеристик сплава за счет добавления следовых количеств была прочно обоснована и широко использовалась. Например, алюминиевые двигатели внутреннего сгорания возможны только благодаря успешной модификации эвтектического сплава алюминия и кремния, на котором они основаны.
Чтобы понять, как можно модифицировать бессвинцовые сплавы-кандидаты для улучшения их характеристик в качестве припоев, необходимо более внимательно изучить, чем они отличаются от оловянно-свинцового припоя.Существенная разница между этими бессвинцовыми припоями и оловянно-свинцовым припоем состоит в том, что другие фазы в их эвтектике представляют собой интерметаллические соединения, а не простые металлические твердые растворы. Хотя фазы с высоким содержанием олова и свинца в эвтектике олово-свинец являются кристаллическими, они не растут в форме, которая распознается как кристаллическая. В отличие от интерметаллических соединений в системах Sn-Cu и Sn-Ag-Cu, Cu6Sn5 и Ag3Sn растут фасетно, образуя отчетливо кристаллические структуры, иглы в первом случае и пластины во втором.Вероятно, из-за того, что этот фасеточный рост трудно зародить, связанный рост, характерный для эвтектической Америки, замораживание олово-медь и олово-серебро-медь как истинные эвтектики в их неизмененной форме, и в результате получается предсказанная зернистая и часто потрескавшаяся поверхность.