Как правильно варить сварочным аппаратом
В данной статье рассмотрим 4 основных части:
- Как пользоваться сварочным аппаратом (основные принципы).
- Как правильно варить сварочным трансформатором ручной дуговой сварки штучными электродами (MMA), об электродах для заземления подробно здесь.
- Как правильно варить сварочным инвертором.
- Как правильно варить сварочным аппаратом- полуавтоматом.
- Как пользоваться сварочным аппаратом (основные принципы)
- Как правильно варить сварочным аппаратом ручной дуговой сварки штучными электродами (MMA)
- Небольшое видео, где дилетант-самоучка делится опытом с новичками:
- Как правильно варить сварочным инвертором
- Как правильно варить сварочным аппаратом- полуавтоматом
Как пользоваться сварочным аппаратом (основные принципы)
Перед началом работы убедитесь что:
• Вы прочитали и поняли все требования по безопасности, изложенные в настоящем руководстве.
• Все легковоспламеняемые материалы и емкости убраны с места сварочных работ.
• Место работы хорошо проветривается, особенно с передней и задней сторон аппарата.
• Соответствующие средства пожаротушения находятся в доступном месте.
Как правильно варить сварочным аппаратом ручной дуговой сварки штучными электродами (MMA)
Сварочные работы по металлу являются чрезвычайно распространенными в настоящее время. Однако, для того чтобы правильно их выполнять, необходимы соответствующие навыки. И необходимость получения данного опыта является очень актуальной, поскольку от того, насколько качественно выполняются сварочные работы, зависит долговечность и надежность соединения отдельных частей различных предметов из металла, в том числе и кованых элементов.
В настоящее время, для того чтобы узнать, как правильно варить сварочным аппаратом, можно воспользоваться специальной литературой. Кроме того, существуют курсы для обучения сварочным работам. При освоении правил того, как осуществлять сварочные работы самостоятельно, необходимо достаточно четко представлять алгоритм их выполнения и технику безопасности.
При освоении правил того, как осуществлять сварочные работы самостоятельно, необходимо достаточно четко представлять алгоритм их выполнения и технику безопасности.
Много практических статей по вопросам «как варить», «как приварить» то или иное, смотрите в рубрике «Как варить»
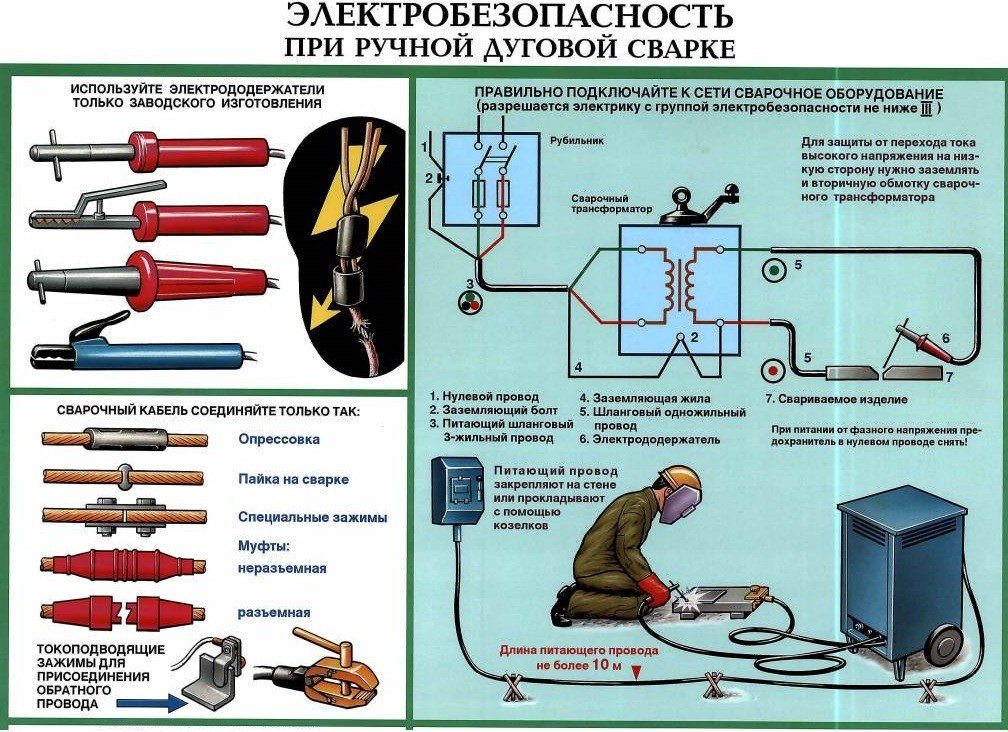
Прежде всего, очевидно, необходимо начинать с изучения правил техники безопасности. Она начинается с того, что нужно знать, как выбирается специальная одежда и защитные приспособления для сварочных работ. Самым главным предметом, конечно, является защитная маска, либо сварочный щиток. Маска должна быть максимально надежной и защищать от излучения электрической дуги сетчатку глаз. Также потребуется защитная куртка и брюки для того, чтобы защитить одежду от повреждений искрами, которые образуются во время сварочных работ.
Далее необходимо переходить к изучению непосредственно самого алгоритма выполнения сварочных работ. Вначале необходимо установить зажим заземления на свариваемой детали.
Затем выбирается режим электрического тока в соответствии с типом электрода и его диаметром.
Далее можно будет попробовать сам процесс. Вначале нужно провести электродом по металлической заготовке. Касание должно быть кратковременным, и если все нормально с электрической цепью, привести к вспышке искр. А далее нужно поднести электрод к детали, сделать ту же процедуру и отдалить его на расстояние 3-5 мм. Этого достаточно, чтобы электрическая дуга возникла между электродом и свариваемой деталью. Самое сложное, это удерживать электрическую дугу и не давать ей погаснуть, допустив слишком большой или маленький зазор между свариваемой поверхностью и электродом. При этом нужно сваривать между собой металл детали и электрода в одно целое в виде аккуратного сварного шва. Практиковаться можно на каких-либо ненужных металлических изделиях. И только, когда будет получаться, можно переходить к свариванию настоящих деталей.
Небольшое видео, где дилетант-самоучка делится опытом с новичками:

И еще один ролик о том, с чего начинать учиться варить.
Также может быть полезным просмотреть следующие материалы:
- Техника выполнения сварочных швов
- Как варить вертикальный шов
Как правильно варить сварочным инвертором
Для просмотра этой темы перейдите, пожалуйста, сюда.
Как правильно варить сварочным аппаратом- полуавтоматом
- 1. Подсоедините заземленную клемму к свариваемому металлу.

- 2. Установите мощность и скорость подачи проволоки используя регуляторы режимов, в соответствии с типом и толщиной металла и проволоки.
- 3. Подключите аппарат и включите его.
- 4. Отрежьте лишнюю проволоку, оставив З мм от конца держака.
- 5. Держите защитную маску перед глазами.
- 6. Нажмите триггер и когда появится дуга, медленно двигайте держак в нужном направлении.
- 7. Если дуга производит шум и оставляет сгустки на конце проволоки — скорость подачи проволоки недостаточна и должна быть увеличена. Если дуга производит прерывающийся шум и создается впечатление, что проволока опережает скорость сварки и происходит разбрызгивание капель металла, значит скорость подачи проволоки слишком велика. Когда скорость установлена корректно звук дуги становится ровным, устойчивым с потрескиваниями. Если место сварки пористое, значит недостаточный поток газа, необходимо увеличить.
- 8. Проверьте установленную мощность аппарата по таблице, расположенной на корпусе.


Аппарат может быть настроен на разный выходной ток мощности(выражаемый в %).
Процентное выражение представлено в 10-минутном сварочном цикле, например, 60% означает сварочное время 6 минут, время покоя 4 минуты.
Если аппарат используется с превышением сварочного цикла, то температура составных частей повышается, наступает перегрев. В этом случае встроенная термозащита отключает аппарат. Если это произошло, дайте аппарату остыть. Термозащита отключится автоматически после короткого периода остывания, и тогда можно продолжать работу.
Более подробно про сварку полуавтоматом >>>
Смотрите также:
как подключить сварочный аппарат;
как приварить нержавку к стали;
как варить тонкий металл к толстому;
приваривание гаражных петель;
как варить (распространенные вопросы);
сварочные швы.
Как пользоваться и варить сварочным аппаратом: подготовка к сварке
Технология сварки известна человечеству сравнительно недавно, но вместе с этим работа со сварочным аппаратом совершила настоящую революцию в технике, строительстве и производстве. Современные технологические аппараты представлены в широком диапазоне, где предусмотрены основные и вспомогательные функционалы работоспособности оборудования, и вы можете точно узнать, как пользоваться сварочным аппаратом, но перед этим необходимо помнить некоторые правила, прежде чем приступить к работе:
Современные технологические аппараты представлены в широком диапазоне, где предусмотрены основные и вспомогательные функционалы работоспособности оборудования, и вы можете точно узнать, как пользоваться сварочным аппаратом, но перед этим необходимо помнить некоторые правила, прежде чем приступить к работе:
- Сварщик должен до начала работы с рабочим оборудованием детально изучить устройство, а также технику безопасности проведения сварочных работ.
- Рабочее место сварщика должно быть полностью освобождено от предметов и вещей, которые имеют свойство воспламеняться или представляют прямую угрозу для работы с технологическим оборудованием.
Необходимо убрать рабочее место перед сваркой
- Помещение должно иметь высокий уровень вентиляции и проветриваться в определённых условиях эксплуатации оборудования.
- Прежде чем понять, как варить сварочным аппаратом, в шаговой доступности должны располагаться доступные и эффективные средства пожаротушения.
Применение сварочного аппарата
Прежде чем приступить к работе, специалист рабочего оборудования должен знать и уметь все правила использования техники и как правильно варить сварочным аппаратом с использованием различных материалов металла и пластика. Мастер должен знать некоторые нюансы:
Мастер должен знать некоторые нюансы:
- Технологические основы производства сварочной технологии.
- Конструктивную часть оборудования, режимные настройки работы сварки, при помощи которой будет осуществляться технологическая основная часть работы.
Регламент производственных работ для сварщика предусматривает выполнение следующих операций:
- Для каждой конкретной работы подбирается соответствующая модель оборудования, а также расходных материалов (электродов по типу и по количеству).
- Необходимо умение правильно обеспечить рабочий процесс всей технологии сварки, обработки поверхности свариваемых деталей.
- Грамотное и правильное применение теории как работать сварочным аппаратом, для создания ровных и идеальных швов.
Помните, мастер может обеспечить достойное качество работы, если правильно будет подобран аппарат для сварки и на практике реализована теоретическая часть производственных работ.
Начало работы сварочным аппаратом
Категории сварочного оборудования и их предназначение
Для дугового варианта сварки используются специальные аппараты с плавящимися электродами. Процесс работы рабочим аппаратом предусматривает перемещение в ручном варианте электродов, которые являются основным технологическим инструментом проведения производственных работ.
Процесс работы рабочим аппаратом предусматривает перемещение в ручном варианте электродов, которые являются основным технологическим инструментом проведения производственных работ.
Сварка плавящимся электродом
Основные преимущества работы полуавтоматических аппаратов
Полуавтоматика остаётся приоритетным оборудованием для тех, кто хочет знать, как научиться варить сварочным инвертором, при этом положительные стороны такого оборудования в следующем:
- Высокий КПД по параметрам производительности труда.
- Сварные швы имеют идеально ровную поверхность.
- Свариваемые поверхности не должны подвергаться коррозии.
- Допускается сварка металлов, с тонкими размерными данными по толщине.
Устройство полуавтомат для проведения промышленных работ, включает в себя такие узлы и компоненты:
- Для преобразования тока используется выпрямитель.
- Мощная горелка прямого действия.
- Вилка и электрический удлинитель для подключения к обще сети электропитания.
- Комплект сварочных кабелей для присоединения источника подаваемого тока к свариваемой части поверхности, в комплект входят держатели и зажимы.
- Механизм, который приводит в действие эффект подачи плавящегося элемента.
- Баллонная конструкция для газа.
- Для подключения баллона к источнику инертного газа в конструктивной части используется рукав.
- Для общей настройки рабочего режима сварки используется встроенный блок управления.

Компоновка и прочие характеристики сварочного оборудования
Далее, чтобы понять, какой полярностью варить инвертором, укажем типы полуавтоматического аппарата по способу формирования швов:
- Для инертного газа, в т.ч. аргон, гелий и другие варианты.
- Подвид работы в сфере инертных газов – порошковая проволока.
- Под слоем компонента флюса (применяется очень редко).
Компоновка промышленного оборудования также имеет различные варианты исполнения, и как пользоваться сварочным аппаратом для полипропиленовых труб и фитингов, скажем, что есть однокорпусный вариант исполнения, который включает в себя стандартную сборку. Двухкорпусный тип сварочного оборудования предусматривает конструкцию источника выпрямленного тока с встроенным блоком управления, которые помещены в одну часть конструкции аппарата, а механизмы подачи проволоки встроены в отдельный блок конструкции промышленного оборудования. Точно такие же параметры имеет вариант установки аппарата на рабочем месте. Стационарный тип – не перемещается во время работы, то есть, установлен и закреплён в отдельном месте. Передвижной механизм имеет колеса или шасси, предназначенные для перемещения по определённой части территории.
Двухкорпусный тип сварочного оборудования предусматривает конструкцию источника выпрямленного тока с встроенным блоком управления, которые помещены в одну часть конструкции аппарата, а механизмы подачи проволоки встроены в отдельный блок конструкции промышленного оборудования. Точно такие же параметры имеет вариант установки аппарата на рабочем месте. Стационарный тип – не перемещается во время работы, то есть, установлен и закреплён в отдельном месте. Передвижной механизм имеет колеса или шасси, предназначенные для перемещения по определённой части территории.
По основным характеристикам подводимого к аппарату источника питания, подразделяют на однофазные и трёхфазные варианты исполнения. Непосредственно ток подачи имеет характеристики – пульсирующий, а также импульсный или постоянный тип.
«Важно!
Полярность подключения также имеет разный вариант исполнения, чаще всего используют прямой тип полярности, а обратная схема по полярности используется крайне редко.
 »
»Подготовительные работы для аппарата сварки
Если мы хотим узнать, как правильно варить сварочным инвертором, рассмотрим имеющиеся варианты способа подачи плавящегося компонента устройства, который может быть представлен одним из вариантом:
- Тянущийся, проволока подаётся к основному источнику плавления из специально встроенной катушки.
- Толкающийся. Проволока встроена в катушку, механизм толкания продавливает проволоку в горелку.
- Комбинированный тянуще-толкательный механизм. Устанавливается не на всех типах сварочного оборудования.
Процесс начала работы на производственном оборудовании, предусматривает проведение следующих операций:
- Настройка оборудования, согласно технического паспорта и прочим регламентам положениям обеспечения безопасности эксплуатации сварочного оборудования. Правильно устанавливаем соответствующие параметры силы тока для устройства.
- Регулируем скоростной режим подачи инертного газа, в соответствии с техпаспортом устройства.
- Настраиваем требуемый уровень подачи газа. Неправильная настройка вызывает неровный шов поверхности обрабатываемого изделия.
- Устанавливаем механизм регулятора подачи плавящегося варианта электрода в рабочее положение.
- Выбираем способ защиты обработки поверхности (емкость, порошковый материал, флюсовый компонент, открываем клапанный механизм подачи инертного газа).
- Выполняем сварочный процесс по шву: подводим на определённое расстояние к требуемому места возможного шва до 4 мм и нажать на механизм запуска « пуск» (данную опцию необходимо держать включённой до конца процесса не более 3 сек)
- Для алюминиевых материалов используем иные рабочие настройки сварочного оборудования.

Для работы с инверторной и иной сваркой, необходимо соблюдать высокие требования безопасности, которые включают в себя:
- Подготавливаем рабочее место, используем меры предосторожности проведения сварочных работ, путём размещения поблизости гасящих материалов.
- Используем специальную одежду, и обувь, которые не подвержены продуктам горения сварочного оборудования.
- Проверяем исправность оборудования перед началом работы, выявляем проблемы до того, как начнётся процесс сварки.

Запрещено осуществлять сварочные работы в дождливую и снежную погоду. Используем специальную маску с защитными стёклами, которые сохраняют зрение и лицо от эффекта горения пламени сварки.
Видео: рекомендации по использованию сварочного аппарата
Как пользоваться сварочным аппаратом?
1. Регулировка сварочного аппарата
Для каждого аппарата существуют разные регулировки, но в принципе следующие три параметра: ток дуги, количество газа защиты, количество газа охлаждения. Эти параметры контролируются независимо на панели управления и работают до включения питания.
2. Обращайтесь с предохранителями:
Поскольку в сварочном аппарате имеется много соединений между сварочным аппаратом – подачей оборудования – сварочной горелкой, необходимо соблюдать следующие правила:
– Выполнение редукционного клапана и расходомеров защитных газов, таких как редукционные клапаны при газовой сварке.
– Перед подключением оборудования убедитесь, что машина выключена, а вентили полностью закрыты.
– Электрические соединения должны быть чистыми и затянутыми.
– Удалите всю воду в безопасное место, чтобы вода не попадала на пол и аппарат
– Проводник должен быть расположен в правильном положении, чтобы не воспламениться от дуговой искры, избегая пути сварщика, чтобы чтобы не пинали.
3. Эксплуатация основного сварочного аппарата:
– При включении аппарата поместите горелку подальше от сварочного материала, чтобы они не вызвали неожиданную дугу
– Откройте клапан охлаждающей воды.
– Медленно откройте газовый клапан, чтобы не повредить предохранительный клапан.
– Убедитесь, что сварочная горелка включена и запустите аппарат.
– Когда сварочный аппарат включен, проверьте обратную линию, чтобы убедиться, что линия охлаждающей воды работает правильно.
Затем проверьте подачу аргона, перекрыв газовый вентиль.
— После того, как воздушный клапан был открыт, отрегулируйте поток воздуха, чтобы он соответствовал требуемому потоку воздуха.
После выполнения вышеуказанных шагов проверьте возможность безопасного отключения устройства, прежде чем приступать к наведению дуги.
4. Выключите аппарат:
Сварщик должен знать процесс безопасного отключения, включая следующие этапы:
– Сварочная горелка устанавливается в положение, при котором дуга не возникает.
– Вручную затяните защитный газовый клапан на газовом баллоне.
— Откройте газовый клапан на сварочном аппарате, чтобы выпустить весь газ из трубы.
– Отсоединить охлаждающую жидкость.
– Откройте водяной клапан на машине, чтобы слить все.
– Выключите сварочный аппарат, отключив питание или выключив аппарат.
Практическая сварка алюминия:
Запрос:
– Знать, что такое сварка и сварка алюминия
– Понимать правила сварки.
Сварка применяется в основном для сварки алюминия толщиной 0,8 — 3,2 мм. Большую толщину также можно припаивать TIG, но экономический эффект невелик. Сварщики TIG должны уметь пользоваться фрезерным станком, особенно двумя руками одновременно.
Сварщики TIG должны уметь пользоваться фрезерным станком, особенно двумя руками одновременно.
Подготовка сварочного аппарата:
Сварочные аппараты переменного тока следует использовать, поскольку дуги переменного тока выталкивают оксидный слой на поверхность.
Выбор электродов:
При сварке алюминия следует выбирать циркониевые электроды – вольфрамовые хороши тем, что они меньше загрязняются и устойчивы к более высоким токам, несмотря на более высокую цену.
Подготовьте горелку:
– При сварке слабым током (менее 100 А) используйте сварочную горелку с воздушным охлаждением. В случае использования больших сварочных токов (100 – 250 А) следует использовать сварочные иглы с водяным охлаждением и специальные рукоятки.
Газовая защита:
При сварке алюминия аргон считается лучшим защитным газом. В местах с недостаточным количеством защитного газа сварной шов будет черным из-за проникновения воздуха. Следовательно, сварщики должны поддерживать достаточный поток воздуха, даже когда сварка отключена.
Этап очистки:
Сварщикам необходимо очистить алюминиевую поверхность перед тем, как зажечь дугу, чтобы гарантировать, что сварной шов не смешается с оксидом. Обычно применяются методы очистки щетками из нержавеющей стали или антикоррозионными покрытиями.
Обеспечение безопасности при сварке:
Должна быть полностью обеспечена средствами защиты труда, такими как: длинные рукава, перчатки, головные уборы, защитная маска. Маске нужен хороший цветовой фильтр.
Палка
Некачественная сборка приводит к тому, что припой в процессе сварки отклоняется, не приваривается, что делает качество сварки невысоким. Поэтому перед полной сваркой необходимо проварить несколько точек, следя за тем, чтобы кромки швов при сварке удерживались параллельно.
Поза при пайке и вскрытии:
Лучшая позиция по-прежнему солдатский живот. Это положение удобно для сварщиков, которым легко манипулировать, что обеспечивает экономию средств и хорошее качество сварки.
Инструкции по работе с аппаратом для дуговой сварки (5 шагов по совершенствованию техники дуговой сварки)
Аппарат для дуговой сварки используется в производстве и сварочной промышленности. Пользователь несет ответственность за свою и чужую безопасность. Пользователь должен знать угрозы при использовании этой машины и в самой отрасли. Он должен следовать всем инструкциям, прилагаемым к устройству.
Мы разделяем работу аппарата для дуговой сварки следующим образом: Проверка безопасности перед началом работы- Мы должны проветрить помещение, открыть его, очистить, привести в порядок, обеспечить безопасность и пригодность для выполнения сварочных работ. Никаких жиров, масел и других легковоспламеняющихся и горючих материалов. Никаких других работ во избежание поражения электрическим током, дыма, шума, летящих шлаков и радиации в помещении.
- Проверьте машину и кабели на наличие трещин и размотайте провода перед работой.
- Подготовьте средства индивидуальной защиты (СИЗ) для работы.

- Дуговой сварочный аппарат с правильным током и напряжением. Электрододержатель и заземляющий зажим затянуты. Ослабленный зажим создает короткое замыкание. Случайная УФ-вспышка при сварке вредна для глаз и кожи. Установите УФ-экран/завесу на сварочном участке.
- Заготовка очищена от краски, ржавчины и оксидного слоя для лучшего электрического контакта.
- Проверить работающий сварочный аппарат и его принадлежности. Никогда не оставляйте сварочный аппарат без присмотра.
- После прерывания или завершения сварки зафиксируйте электрододержатель, отключите электропитание.
- Избегайте этого места, пока заготовка не остынет.
- Убедитесь, что сварочный аппарат выключен. Вытяжка дыма при повторном использовании для остановки.
- Подвесьте электрододержатель и зажим заземления в специально отведенном месте.
- Проверка точки контакта на наличие повреждений/коррозии.
- Очистите рабочую зону, сварочный стол, принадлежности и приведите все в порядок для следующего использования.

- Защита ног защитной обувью.
- Защита рук перчатками.
- Защита глаз шлемом/очками.
- Защита кожи с помощью сварочного костюма.
- Защита лица с помощью лицевой маски.
- Повреждения глаз и кожи сварочным фонариком. Шлем, защитные очки, маски и надлежащие инструкции могут снизить этот риск.
- Поражение глаз горячими шлаками. Надлежащее использование очков и масок для удаления остатков полезно.
- Часто встречаются ожоги кожи. Защитная одежда, маска, защитная обувь помогают сократить ущерб.
- Возможны взрыв и пожар. Поддержание чистоты области может помочь избежать этого.
Все процессы дуговой сварки требуют безопасного напряжения. Он нужен им для зажигания и поддержания дуги. Плавление основного металла и электрода требует достаточной силы тока. Процесс дуговой сварки прост, надежен и недорог в течение многих лет. В сварочной и производственной промышленности используется множество дуговых процессов.
Наиболее распространенными процессами дуговой сварки являются:
- MMAW (ручная дуговая сварка металлическим электродом)
- GMAW (дуговая сварка металлическим электродом в газе)
- GTAW (дуговая сварка вольфрамовым электродом)
- FCAW (дуговая сварка порошковой проволокой 906 90 Arc107) SAW (дуговая сварка под флюсом)
Сварщик надел защитную обувь, сварочный костюм, перчатки, кепку, маску, защитные очки и шлем. Выполните полные инструкции по технике безопасности перед сваркой и сваркой.
Зажигание дуги : Мы приводим электрод в контакт с заготовкой из металла. Этот контакт устанавливается при постукивании и отводе электрода с зазором от 1,5 мм до 3,0 мм. Этот контакт создает дугу.
Поддержание дуги : Зазор между дугой и заготовкой, который создает дугу, необходимо поддерживать. Упорное, устойчивое движение электрода в одном направлении продолжается. Постоянный ток проходит через электрод через дуговой промежуток. Ток выделяет тепло для расплавления электрода и защитного флюса. Электрод плавится над заготовкой под защитным шлаком от флюса. Удалите остатки при остывании металла отбойным молотком или остроконечным инструментом.
Остановите дугу: Вытащите электрод из металлического предмета и разомкните цепь. Электрическая дуга плавит заготовку и электрод одновременно. Таким образом, мы получаем проплавление, когда расплавленный металл электрода оседает на горячую металлическую заготовку. Плавка электродного металла завершается вместе с заготовкой.
Выбор электрода: Выбор — очень сложный процесс, так как для него нет фиксированных критериев. Это зависит от сварки и толщины заготовки.
Предупреждение и рекомендации по процессу дуговой сваркиПользователь аппарата для дуговой сварки должен следовать рекомендациям в руководстве. Чтобы сделать процесс сварки гладким и безопасным, мы делимся несколькими предупреждениями и рекомендациями.
Обучение оператора : Руководство по эксплуатации аппарата не описывает процесс сварки. Человеку необходимо пройти обучение работе со сварочным аппаратом. Квалифицированный или опытный сварщик добросовестности выбор.
Проветрить зону сварки: Проветрить зону сварки, чтобы избежать паров флюса. Пары и газы опасны для здоровья. Оператор может включать или выключать основное питание.
Обращение с заготовкой: Держите заготовку только с помощью перчаток, плоскогубцев и щипцов. Он остается горячим довольно долго. Требуется время, чтобы остыть для удержания голыми руками.
Он остается горячим довольно долго. Требуется время, чтобы остыть для удержания голыми руками.
Опасность возгорания: Генерирует дым, искры, капли расплавленного металла, шлак и метательные снаряды. Они могут вызвать сильный пожар на рабочем месте. Избегайте любых легковоспламеняющихся материалов. Всегда располагайте огнетушители в зоне сварки.
Металлические поверхности для сварки: Поверхности должны быть очищены от краски, лака и покрытий. Они могут выделять опасные пары. Никогда не сваривайте трубы и емкости, заполненные легковоспламеняющимися газами и жидкостями.
Удлинители: Лучше избегать удлинителей. При необходимости он должен иметь соответствующий номинал и заземление. Сварочные кабели должны находиться вдали от зоны сварки и горячих предметов.
Защита от поражения электрическим током: Используйте устройство защитного отключения (УЗО) на 30 мА.
Электрическая изоляция: Надежная изоляция электрода и принадлежностей. Никогда не прикасайтесь к сварочному контуру.
Никогда не прикасайтесь к сварочному контуру.
Рабочая среда: Зона сварочных работ должна быть освещена и не выполнять сварку в дождливых или влажных местах.
Правильная одежда: Используйте подходящую одежду и избегайте УФ-излучения дуги машины. В комплект входят куртка, брюки, перчатки, маска, очки, каска. Сварщик защищен от металлических снарядов, искр и шлака.
Изолировать поврежденную деталь : Найдите поврежденную деталь. Это может повлиять на работу и результаты сварки. Немедленно замените или отремонтируйте.
Безопасность окружающих, детей и животных: Удалите детей и животных из зоны сварки. Никто не имеет доступа к рабочему месту.
Выключение сварочного аппарата: После работы выключите сварочный аппарат и отключите питание. Держите горелку, электрододержатель и зажим заземления на месте. Позаботьтесь о горячей заготовке, прежде чем покинуть станок.
Вентиляция сварочного аппарата: Убедитесь, что вентиляция сварочного аппарата включена с помощью достаточного прохода воздуха с помощью вентилятора. Он переключится после нагрева выше предела.
Сварочный аппарат для поверхностного удерживания: Горизонтальная поверхность идеальна для устройства. Никогда не кладите устройство на наклонные, неровные поверхности или на спину во время сварки.
Не работает Ситуация: Замена тефлона, направляющей проволоки и ролика электродной проволоки не рекомендуется. Никогда не поднимайте машину, когда она подключена к сети.
Significant Hazards of Arc Welding Machine- Electric Shock
- Fumes
- Radiations
- Fire & Explosion
- Burns
The welder may experience convulsions, muscle spasms, and , в редких случаях паралич или даже смерть. Меры безопасности исключают возможность поражения электрическим током. Сварщику нужны сухие перчатки, сухая защитная обувь в хорошем состоянии и качестве.
Меры безопасности исключают возможность поражения электрическим током. Сварщику нужны сухие перчатки, сухая защитная обувь в хорошем состоянии и качестве.
Держите оборудование изолированным и обслуживайте его. Выключите машину при замене проводов. Резиновый коврик или деревянный лучше во избежание поражения электрическим током. Пот сварщика является отличным проводником электричества. Поддерживайте температуру и вентиляцию в разумных пределах, чтобы предотвратить потоотделение.
2. ДымСварщик подвергается воздействию дыма при дуговой сварке. Дымы – это атмосферные газы, защитные газы, пары металлов, флюсовые газы. Такие металлы, как бериллий, кадмий, цинк, свинец и алюминий, опасны. Они вредны для печени, почек, легких, крови и центральной нервной системы. Концентрация дыма держится в безопасных пределах. Операторы могут работать в течение ограниченного периода времени, чтобы избежать передержки.
Очистить сварочную заготовку от любых загрязнений. Вентиляция является основой для выравнивания паров на допустимом уровне. Вентиляция является значительным усилием для паров. Для этого необходима естественная вентиляция, потолочный вытяжной вентилятор, местная вентиляция.
Вентиляция является основой для выравнивания паров на допустимом уровне. Вентиляция является значительным усилием для паров. Для этого необходима естественная вентиляция, потолочный вытяжной вентилятор, местная вентиляция.
Подвергает сварщика воздействию видимого излучения, ультрафиолетового излучения, инфракрасного излучения. Видимое излучение высокой интенсивности вызывает ослепляющее состояние. Инфракрасное излучение вызывает ожоги и дискомфорт, а ультрафиолетовое излучение исключительно интенсивное и вызывает повреждения роговицы и кожи.
УФ-излучение вызывает воспаление роговицы, называемое кератитом сварочного фонарика. Кератит проходит сам по себе. Он оказывает пагубное воздействие на роговицу. Индивидуальная защита является ответом на радиацию. Сварщик может использовать защитные очки, шлем, перчатки, маски и сварочный костюм, чтобы защититься от воздействия радиации.
4. Пожар и взрыв Бумага, синтетические материалы, масла, краски, изделия из дерева и масла воспламеняются. Брызги, летящие металлы и шлак могут вызвать воспламенение материала. Баки с жидким топливом представляют собой потенциальную опасность взрыва в непосредственной близости от сварщика.
Брызги, летящие металлы и шлак могут вызвать воспламенение материала. Баки с жидким топливом представляют собой потенциальную опасность взрыва в непосредственной близости от сварщика.
Очистите и удалите все легковоспламеняющиеся и горючие материалы из зоны сварки. Сварщик надевает приличную одежду и берет с собой огнетушитель, вещь всегда под рукой.
5. ОжогиСварка может вызвать поверхностные, средние и тяжелые ожоги в зависимости от степени тяжести. Ультрафиолетовое излучение, инфракрасное излучение, искры, шлак, нагретая заготовка и летящие металлы вызывают травмы.
Используйте защитные предметы одежды, защитную обувь, маски и другие средства защиты. Используйте щипцы, чтобы удерживать горячую заготовку, и избавьтесь от горячей металлической детали, чтобы предотвратить ожоги.
Машины для дуговой сварки и электричествоКаждый процесс дуговой сварки состоит из трех сегментов.
- Источник питания для плавки
- Защита от атмосферных загрязнений
- Присадочный материал для зоны сварки
Нам нужно тепло для плавления металлов при достаточной силе тока. Для зажигания дуги требуется высокое напряжение. Напряжение должно быть достаточно низким для безопасности сварщика. Сварщику нужно средство для управления током. Питание от сети не подходит для сварки.
Для зажигания дуги требуется высокое напряжение. Напряжение должно быть достаточно низким для безопасности сварщика. Сварщику нужно средство для управления током. Питание от сети не подходит для сварки.
Напряжение очень высокое, а сила тока низкая. Основное питание от переменного тока преобразуется для сварки. Специальный генератор или генератор переменного тока может подавать ток для сварки.
Типы токаДоступны переменный и постоянный ток.
Переменный ток : Они берут его из основного источника питания. Течение циклично. Существует цикл, когда ток течет от плюса к минусу. Это следует за циклом тока от отрицательного к положительному. 50-кратное изменение тока в секунду. Циклический ток равномерный. Переменный ток генерирует тепло между электродом и заготовкой.
Постоянный ток : Постоянный ток в одном направлении. Ток течет от отрицательного к положительному полюсу. У него больше всего тепла на положительном полюсе./1b5110983168889.s.siteapi.org/img/8c023344c01021e5a5bc469c69ddb46d43f39375.jpeg) Лучшим примером постоянного тока является аккумуляторная батарея, имеющая положительные и отрицательные клеммы.
Лучшим примером постоянного тока является аккумуляторная батарея, имеющая положительные и отрицательные клеммы.
Портативность : Машины переменного тока являются статическими, трансформаторными и рассчитаны на тяжелые условия эксплуатации. Машины постоянного тока очень портативны.
Источник питания : Машина переменного тока ограничивает доступ к основному источнику питания, в то время как машина постоянного тока работает где угодно.
Полярность : Нет полярности для машины переменного тока, в то время как полярность необходима для машин постоянного тока.
Электрическая эффективность : Машины переменного тока имеют 70-90% энергоэффективности. Машины постоянного тока составляют всего 40-50%.
Техническое обслуживание : Машины переменного тока статичны и стабильны и нуждаются в меньшей поддержке. Машины постоянного тока перемещаются с места на место и требуют большего обслуживания.
Машины постоянного тока перемещаются с места на место и требуют большего обслуживания.
Arc Blow : Не влияет на машины переменного тока, пока присутствует на машинах постоянного тока. Взрыв дуги более 300 ампер трудно контролировать.
Стоимость установки : Цена машины переменного тока меньше, в то время как установка машины постоянного тока стоит дорого.
Эксплуатационные расходы : Машины переменного тока дешевле в эксплуатации, так как требуют электропитания. Машина постоянного тока нуждается в перемещении двигателей и топлива.
Сварочные позиции1G – Flat Butt Weld
2G – Horizontal Butt Weld
3G – Vertical Butt Weld
4G – Overhead Butt Weld
5G – Fix Horizontal Pipe Weld
6G – Fix Pipe 45-grade Axis Weld
Вот ссылка на различные символы сварки.
Низкое напряжение и большой ток создают дугу между кончиком электрода и заготовкой. Он выделяет тепло для расплавления заготовки и кончика электрода. Покрытие электрода плавится от тепла. Флюс при плавлении создает защитную зону, предохраняющую сварочную ванну от атмосферного загрязнения и окисления.
Электрод плавится до капель. Капли металла добавляются к расплавленному основному металлу. Зона сварки охлаждается для создания надежного соединения, покрытого шлаком. Теперь удалите шлак отбойным молотком.
Дуговая сварка используется для сварки конструкций, сосудов высокого давления, изготовления, строительных площадок, обслуживания трубопроводов, общего изготовления. Это низкая стоимость, надежность, простота, универсальность, низкие эксплуатационные расходы и широкий спектр применения.
Это низкая стоимость, надежность, простота, универсальность, низкие эксплуатационные расходы и широкий спектр применения.
Процесс сварки характеризуется низким рабочим циклом оператора и меньшим количеством наплавок. Время требует перемен; электрод испортился. Этот процесс не подходит для высокопроизводительного приложения. Отмечаются шлаковые включения, пористость, непровар, подрез, блуждающая дуга, чрезмерное разбрызгивание.
Сварка МИГ (GMAW)Процесс сварки МИГ подходит для высокопроизводительного изготовления металлических листов. Для сварки MIG требуется электричество для выработки тепла, наполнителя и защитного газа, а оператор держит курок горелки и заряжает электрод.
Механизм подачи проволоки продолжает подавать электрод. Защитный газ проходит через пистолет. Прикосновение электрода к металлу запускает дугу. Дуга производит тепло для расплавления электрода и основного металла. Защитный газ предотвращает окисление от примесей воздуха.
Сварочный процесс MIG подходит для высокопроизводительного производства. В выбранной ситуации сварки MIG используется робот. Сварка MIG подходит для сварки углеродистой стали, нержавеющей стали и алюминия. Сварка алюминия требует замены механизма подачи проволоки и горелки. Самый мягкий металл — алюминий.
Сварка ВИГ (GTAW)
Для сварки ВИГ требуется тепло, присадочный материал и защитный газ. Приток тепла от сварочной дуги. Дуга возникает в результате контакта вольфрама с металлом при прохождении электрического тока. При срабатывании горелки TIG подается защитный газ для защиты зоны сварки. Это техника, которая требует больше практики.
Одна рука обеспечивает непрерывное движение резака, а другая рука подает присадочный материал. Это тепло расплавляет присадочный материал и основной металл. Расплавленный наполнитель осаждается на нагретом основном металле. Зона охлаждающей сварки может обеспечить прочное и красивое соединение.
Вольфрамовый инертный газ (TIG) использует нерасходуемый электрод. Это выбор сварки тонких листов из нержавеющей стали и процессов сварки цветных металлов, таких как магний, алюминий и медные сплавы.
Это выбор сварки тонких листов из нержавеющей стали и процессов сварки цветных металлов, таких как магний, алюминий и медные сплавы.
FCAW, полуавтоматический процесс, во многих аспектах является процессом дуговой сварки, подобным сварке MIG. Оборудование в принципе одинаковое. Наполнитель здесь пустотелый. Полость имеет флюсовый материал. Этот флюс помогает предотвратить окисление в сварочной ванне.
Этот процесс используется в судостроении, сварке трубопроводов, подводной сварке, ремонте и техническом обслуживании. Это более быстрый и универсальный процесс, и здесь не нужно носить с собой газовый баллон. Имеет встроенную защиту.
Дуговая сварка под флюсом (SAW)SAW — это процесс дуговой сварки. Между подвижным электродом и заготовкой образуется дуга.
Мы используем флюс в качестве защитного экрана.
Флюс предотвращает окисление и действует как шлак для защиты зоны сварки.
Этот универсальный процесс сварки используется для продольной и кольцевой стыковой сварки. Этот процесс подходит для сварки сосудов под давлением и трубопроводов.
Часто задаваемые вопросы: о лучшей марке сварочного аппарата в ИндииКакой тип сварки лучше?
МиГ является наиболее универсальным и адаптируемым методом сварки, который лучше всего подходит для начинающих.
Какой процесс сварки наиболее распространен?
Металлический инертный газ является наиболее распространенным процессом сварки в производстве.
Какие пять основных суставов?
Пять основных соединений при сварке: стыковое соединение, соединение внахлестку, тройниковое соединение, угловое соединение и краевое соединение.
Какой процесс сварки самый прочный?
Сварка электродуговой или дуговой сваркой является самой прочной сваркой.
Какой процесс сварки является точным?
Процесс сварки TIG является наиболее точным.