Как правильно работать сваркой — дуговая сварка ВИДЕО уроки
Для того чтобы научиться пользоваться сварочным аппаратом, необходима не только практика, но и специальные теоретические знания. В данной статье будут рассмотрены основные моменты того, как правильно работать сваркой, чтобы не только сделать красивый и качественный шов, но и обеспечить безопасность себе и окружающим. Дуговая сварка, видео уроки по которой даны на нашем сайте, — работа весьма серьезная. Перед тем, как приступить к обучению сварочным работам, необходимо приобрести средства защиты, электроды и специальную экипировку. Кратко остановимся на каждом из этих пунктов.
Экипировка
Как у профессионального сварщика, так и у любителя, должна быть спецодежда, в которой он будет проводить все работы. А именно:
- Комбинезон или халат со штанами должны быть выполнены из очень плотного материала. Опытные специалисты предпочитают плотный брезент.
- Перчатки из замши или брезентовые рукавицы защитят руки от термических ожогов, которые могут возникнуть в результате попадания раскалённых брызг на кожу.
- Маска сварщика или защитный щиток со специальными светофильтрами смогут обезопасить лицо от брызг, а глаза — от опасного излучения.
На месте, где проводятся сварочные работы, должно быть ведро с водой и большой кусок плотной ткани или плед, чтобы сбить пламя в случае случайного возгорания от искры. Перед работой следует убрать из зоны досягаемости все легко возгораемые предметы.
Электроды
Электроды при сварке выполняют функцию передачи тока ко шву. Новичкам рекомендуется начинать с применения электродов в виде твёрдых стержней с плавящим напылением диаметром 3 мм. Для электродов с большим диаметром нужно мощное оборудование, а изделия с диаметром 2 мм используются для сварки тонколистового металла.
Пользоваться отсыревшими, старыми или повреждёнными электродами запрещено.
Практические занятия
Для тех, кто первый раз берёт в руки сварочный аппарат, не лишним будет просмотреть «Дуговая сварка: видео уроки», чтобы ускорить процесс обучения и избежать ошибок.
Перед проведением любых сварочных работ рабочую поверхность металла необходимо очистить от грязи и ржавчины.
Взяв первый раз в руки сварочный аппарат, нужно сначала научиться делать ровные валики на металле, а уж потом переходить к освоению технологии выполнения соединительных швов.
Для этого:
- В держатель сварочного аппарата вставляется электрод.
- Для создания электрической дуги нужно несколько раз постучать им по заготовке или сделать чиркающие движения.
- Теперь электрод направить на заготовку и стараться сохранить между металлом и дугой расстояние от трёх до пяти миллиметров. Это умение является очень важным для выполнения красивого шва, так как при изменении величины зазора дуга прерывается, и качество работы снижается.
- Электрод направляют под углом 70 градусов к поверхности металла. По мере приобретения опыта этот наклон можно изменять в зависимости от специфики работы.
- Правильно подобрать силу тока можно только методом экспериментов. При слабой силе тока дуга будет гаснуть, а при сильной — расплавлять металл.
- Отрегулировать скорость перемещения электрода. При быстром передвижении (высокой скорости сварки) количества расплавленного металла может не хватать на образование шва. А вот медленная скорость приводит к перегреву основного металла и образованию его избытка и растеканию.
Освоив первые уроки, как правильно работать сваркой, можно приступать к следующему этапу.
Выполнение соединительных швов
Здесь представлена дуговая сварка (видео уроки), как правильно выполнять соединительные швы.
Как видим, начало процесса аналогично описанному выше. Разница состоит в том, что рука должна двигаться не по прямой линии, а по ломаной траектории, чтобы перераспределить расплавленный металл с одной части заготовки на другую. Для практики лучше использовать куски ненужного металла, и только, когда шов начнёт хорошо получаться, можно переходить к работе с рабочими заготовками.
Для практики лучше использовать куски ненужного металла, и только, когда шов начнёт хорошо получаться, можно переходить к работе с рабочими заготовками.
Остывший шов освобождают от шлака с помощью небольшого молоточка. После этого можно оценить качество своей работы.
Виды соединительных швов
Согласно ГОСТ Электродуговая сварка (5264-80) различают несколько способов разделки кромок заготовок, а также виды соединительных швов в зависимости от типов необходимых соединений. Швы бывают:
- стыковые;
- тавровые;
- внахлёст;
- угловые;
- вертикальные;
- горизонтальные.
Узнав, как варить дуговой сваркой (видео для новичков), можно приступать к более сложным работам. От конструкций для надворных построек и дач можно постепенно переходить к изгородям, решёткам, перилам и другим изделиям.
Но для освоения сложных приёмов и приобретения профессиональных навыков необходимо постоянно практиковаться и повышать уровень квалификации, изучая видео по дуговой сварке от специалистов, которые имеют большой опыт работы.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Как научиться работать сваркой самостоятельно
Электросварка для начинающих или как научиться сварке по металлу
ЭлектросварщикСварочные работы используются практически во всех отраслях промышленности. Сложно назвать какой-либо сегмент производства, где не требовался бы труд сварщика. В качестве профессии электросварка для начинающих предоставляет возможность получения перспективной работы. Сварщики работают на стройплощадках, создавая системы различных коммуникаций и конструкций, в промышленности, применяя свои навыки и опыт, в кораблестроении, машиностроении, энергетике, сельском хозяйстве, нефтеперерабатывающей промышленности.
В первую очередь сварщик в совершенстве должен владеть сварочным оборудованием. При этом от него, как специалиста, требуется доскональное знание принципов его действия, подготовки оборудования к работе и выявления возможных неисправностей. Сварщик должен владеть технологией проведения сварочных работ от подготовки соединяемых поверхностей до зачистки сварного шва и обнаружении дефектов сварных соединений.
Специалист, выполняющий сварочные работы, должен знать, как правильно сваривать электросваркой, определить оптимальный режим для сварки различных материалов, выставить значение тока. Сложность работы газоэлектросварщика также заключается в том, что в процессе проведения сварочных работ изменение режима сварки может отрицательно влиять на их качество, поэтому крайне важно с самого начала правильно определить скорость сварки. Квалифицированные сварщики выполняют ручную дуговую сварку, современную плазменную и могут создавать довольно сложные металлоконструкции и трубопроводы. Сварщик должен знать, как обращаться с разными видами металлов: сплавами, сталями, цветными металлами (в том числе с ограниченной свариваемостью).
Как научиться варить электросваркой
Профессии сварщика обучают в колледжах, профессионально-технических училищах, курсах. Обучение проводится три года на базе девятых и два года на базе одиннадцатых классов.
Если же вы не собираетесь работать сварщиком, но хотите узнать, как научиться работать электросваркой, чтобы самому, при необходимости, уметь что-либо заварить, можете воспользоваться советами этой статьи, или литературой из серии “Электросварка самоучитель”. Конечно при этом вы не станете сварщиком экстра класса, но этого ведь и не требуется. Главное – понять как правильно пользоваться электросваркой, изучить основы электросварки, научиться основным приемам работы.
Азы электросварки
Прежде всего, надо приобрести сварочный аппарат и электроды, которыми надо запастись в приличном количестве, так как в процессе обучения, их много придется испортить, прежде чем вы добьетесь первого положительного результата. Электроды для сварки своими руками выбирайте диаметром 3 мм. Для обучения в домашних условиях они самые подходящие, так как более тонкие подходят для очень тонкого металла, варить который могут только опытные сварщики, а более толстые сильно нагружают электросеть.
Электроды для сварки своими руками выбирайте диаметром 3 мм. Для обучения в домашних условиях они самые подходящие, так как более тонкие подходят для очень тонкого металла, варить который могут только опытные сварщики, а более толстые сильно нагружают электросеть.
Электросварка своими руками
Ручная дуговая сварка для начинающих – нелегкое, но вполне осуществимое дело, хотя и требует большой усидчивости. Нужно только побольше практиковаться. А процесс обучения лучше проводить под присмотром профессионалов, которые могут помочь советом и исправить ошибки.
Чтобы понять, как правильно варить металл, воспользуйтесь каким-нибудь ненужным металлическим куском. Заранее поставьте рядом ведро воды. Ни в коем случае не выполняйте работу на деревянном верстаке. Соблюдайте осторожность, так как даже маленькие остатки уже использованного электрода могут вызвать пожар.
Надежно прикрепите зажим “заземления” к детали. Кабель должен быть хорошо изолирован и заправлен в держатель. После этого можете выставить значение мощности тока на сварочном аппарате. Оно должно соответствовать диаметру электрода. Пространственные положения сварного шва
Теперь можно попробовать зажечь дугу. Для этого установите электрод под углом около 60 градусов по отношению к заготовке. Очень медленно проведите по поверхности электродом. После появления искр прикоснитесь электродом к заготовке и приподнимите его так, чтобы зазор не превышал 5 миллиметров. Если все сделано правильно, то зажжется дуга. Такой зазор нужно поддерживать на протяжении всего времени работы. Учтите, что электрод будет выгорать. Перемещать его надо медленно. Если произойдёт залипание электрода, то качните им в сторону. Если дуга длиной 2 – 3 миллиметра не зажигается, то необходимо увеличить силу тока на сварочном аппарате. Старайтесь получить устойчивую дугу длиной 3 – 5 миллиметров между деталью и концом электрода.
Если у вас все получилось с зажиганием и поддержанием дуги, то можете попробовать наплавить валик. Для этого надо зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения (подробнее смотрите ниже). Расплавленный металл как бы “подгребайте” к центру дуги. В итоге должен получиться красивый шов, имеющий маленькие волны из наплавленного металла.
Для этого надо зажечь дугу и плавно перемещать электрод по горизонтали, выполняя при этом колебательные движения (подробнее смотрите ниже). Расплавленный металл как бы “подгребайте” к центру дуги. В итоге должен получиться красивый шов, имеющий маленькие волны из наплавленного металла.
Технология ручной дуговой сварки
Для образования и удержания электрической дуги к свариваемому изделию и электроду от источника питания поступает сварочный ток (постоянный или переменный). Схема движения электрода
При подсоединении положительного полюса источника питания (анода) к изделию, производится ручная дуговая сварка прямой полярности. Если к изделию подключен отрицательный полюс, то выполняется сварка обратной полярности. Под действием дуги металлический стержень электрода (так называемый электродный металл), его покрытие и материал изделия (основной металл) расплавляются. Электродный металл, теперь представляющий собой отдельные капли, покрытые шлаком, поступает в сварочную ванну, в которой смешивается с основным металлом, при этом расплавленный шлак выходит на поверхность.
Величина сварочной ванны зависит от пространственного положения и режимов сварки, конструкции сварного соединения, скорости перемещения дуги на поверхности изделия, размеров и формы разделки соединяемых кромок и т. д. Она обычно колеблется в следующих пределах: ширина 8 – 15 мм, глубина до 6 мм, длина 10 – 30 мм.
Длиной дуги называется расстояние от одного активного пятна на поверхности сварочной ванны до другого на расплавленной поверхности электрода. При плавлении покрытия электрода над сварочной ванной и около дуги образуется газовая атмосфера, вытесняющая воздух из сварочной зоны сварки и предотвращающая его взаимодействие с расплавленным металлом. В ней также находятся пары легирующих элементов электродного и основного металлов.
Покрывающий поверхность сварочной ванны и капель расплавленного электродного металла, шлак препятствует их взаимодействию с атмосферным воздухом и способствует очищению от примесей расплавленного металла.
При постепенном удалении дуги металл в сварочной ванне кристаллизуется, образуя шов, соединяющий свариваемые детали. На его поверхности образуется слой застывшего шлака.
Техника ручной дуговой сварки
Залогом качественной сварки является правильное поддержание и перемещение электрической дуги. При слишком длинной дуге происходит окисление и азотирование расплавленного металла, разбрызгивание его капель и создание пористой структуры шва.
Ровный, красивый и качественный шов получается только при правильном размере дуги и ее равномерном перемещении. Оно может происходить по трем основным направлениям.
- Схема внахлест
Поступательное перемещение сварочной дуги происходит вдоль оси электрода. С помощью этого движения можно поддерживать необходимую длину дуги, зависящую от скорости плавления электрода. Его длина уменьшается по мере плавления одновременно с увеличением расстояния между ним и сварочной ванной. Чтобы этого не происходило, электрод надо перемещать вдоль оси, тем самым поддерживая постоянную длину дуги. При этом очень важно поддерживать синхронность укорочения электрода с его перемещением в сторону сварочной ванны.
- Потолочный шов
Продольное перемещение электрода по оси свариваемого шва способствует формированию так называемого ниточного сварочного валика, толщина которого находится в зависимости от диаметра электрода и скорости его передвижения. Как правило, ширина ниточного сварочного валика 2 – 3 мм превышает диаметр электрода. Строго говоря, это уже и есть сварочный шов, только очень узкий. Чтобы создать прочное сварочное соединение одного этого шва будет недостаточно. Поэтому, при перемещении электрода вдоль направления оси сварочного шва необходимо выполнять еще одно движение, с направлением поперек сварочного шва.
- Тавровый шов с односторонней разделкой
Применение поперечного движения электрода позволяет получить требуемую ширину шва. Его выполняют колебательными возвратно-поступательными движениями.
 Ширина таких поперечных колебаний электрода для каждого конкретного случая определяется индивидуально, и сильно зависит от положения и размера шва, свойств свариваемых материалов, формы разделки и требований, которые предъявляются к сварному соединению. Как правило, ширина шва колеблется в пределах от 1,5 до 5,0 диаметров электрода.
Ширина таких поперечных колебаний электрода для каждого конкретного случая определяется индивидуально, и сильно зависит от положения и размера шва, свойств свариваемых материалов, формы разделки и требований, которые предъявляются к сварному соединению. Как правило, ширина шва колеблется в пределах от 1,5 до 5,0 диаметров электрода.
 Ширина таких поперечных колебаний электрода для каждого конкретного случая определяется индивидуально, и сильно зависит от положения и размера шва, свойств свариваемых материалов, формы разделки и требований, которые предъявляются к сварному соединению. Как правило, ширина шва колеблется в пределах от 1,5 до 5,0 диаметров электрода.
Ширина таких поперечных колебаний электрода для каждого конкретного случая определяется индивидуально, и сильно зависит от положения и размера шва, свойств свариваемых материалов, формы разделки и требований, которые предъявляются к сварному соединению. Как правило, ширина шва колеблется в пределах от 1,5 до 5,0 диаметров электрода.В результате все три движения, накладываясь друг на друга, создают достаточно сложную траекторию движения электрода. На практике у каждого опытного мастера есть свои навыки выбора траектории перемещения электрода. Классические траектории движения электрода, выполняемые при ручной дуговой сварке, представлены ниже на рисунках. Но в любом случае, траектория перемещения дуги должна выбираться так, чтобы кромки соединяемых деталей проплавлялись, образуя необходимое количество наплавленного металла и заданную форму шва. Нижние многослойные швы
В процессе выполнения электродуговой сварки металлов электрод может выгорать почти полностью – остается только небольшой кусочек стержня в зажиме держателя. Если к этому моменту шов не удается закончить, то сварку следует временно прекратить. После замены электрода надо удалить шлак и снова возобновить сварку. Схема движения электрода при выполнение вертикальных швов
Чтобы завершить оборванный шов, дугу зажигают на расстоянии 12 миллиметров от углубления, которое образовалось на конце шва и называется кратером. Для этого электрод возвращают к кратеру с целью образования сплава нового и старого электродов, а потом снова начинают его перемещать по первоначально выбранной траектории. Горизонтальный шов на вертикальной плоскости
Преимущества ручной дуговой сварки:
- возможность выполнения работ в местах с ограниченным доступом;
- возможность сварки различных видов сталей благодаря очень широкому выбору выпускаемых типов электродов;
- возможность сравнительно быстрого перехода от одного соединяемого материала к другому;
- возможность проведения сварки из любых пространственных положений;
- простота и достаточно легкая транспортабельность сварочного оборудования.

К недостаткам электродуговой сварки металлов можно отнести:
- вредные условия процесса выполнения сварки;
- низкие производительность и КПД в сравнении с другими видами сварки;
- зависимость качества соединений от квалификации сварщика.
Видеоуроки по электросварке
В Интернете можно найти очень много инструкций, пособий, а также в сети доступны видео уроки электросварки, по основам выполнения данных работ. Ниже будет представлен отзыв на курс “5 уроков по электросварке”:
Посмотрев видео как варить металл электросваркой, вы сможете научиться сварке по металлу, и сделаете первый уверенный шаг в этом сложном и интересном ремесле.
elsvarkin.ru
Как научиться варить электросваркой: советы начинающим
Оглавление: Как научиться варить электросваркой: меры предосторожности Как варить металл электросваркой: учимся зажигать и держать дугу Как быстро научиться варить электросваркой: принцип соединения металлов
Несомненно, самый лучший способ решить вопрос, как научиться пользоваться электросваркой, это обратиться за помощью к уже искушенному в этом деле человеку. Здесь актуально правило, которое звучит примерно так – лучше один раз увидеть, чем сто раз услышать. Необходимо, чтобы обучающийся посмотрел через сварочную маску на наплавляемый металл, и ему рассказали, где, что и как нужно делать. Через это проходят практически все сварщики, поскольку невозможно освоить принцип сварки, не познав его на вид. Только после этого, зная, как происходит сам процесс, можно приступать к практическому освоению данного процесса – именно в практике и миллионах проваренных швов и заключается профессионализм. В этой статье вместе с сайтом stroisovety.org мы расскажем о том, как научиться варить электросваркой.
Как варить металл электросваркой фото
Как научиться варить электросваркой: меры предосторожности
Сразу хочу начать с того, что сказать несколько слов о чистоте и культуре этой работы. Сварка – дело грязное и, несмотря на то, что интересное, оно очень опасное. Все эти опасности связаны с тремя вещами – ожоги, потеря зрения и легкие, на которых накапливается со временем очень нехороший осадок, ведущий к неприятным заболеваниям. От всего этого придется защищаться и оберегать себя по мере возможности – так сказать, соблюдать некоторые правила безопасности.
Сварка – дело грязное и, несмотря на то, что интересное, оно очень опасное. Все эти опасности связаны с тремя вещами – ожоги, потеря зрения и легкие, на которых накапливается со временем очень нехороший осадок, ведущий к неприятным заболеваниям. От всего этого придется защищаться и оберегать себя по мере возможности – так сказать, соблюдать некоторые правила безопасности.
- Спецодежда – именно она в большей степени защищает от ожогов, вызванных попаданием на кожу как оплавленного металла, так и огромной дозы ультрафиолета. Сварщику приходится работать одетым, как говорится, с ног до головы, и одежда эта отнюдь не является тоненькой и легкой рубашкой – это плотный брезент, который одевается на слой нательного белья. Сами понимаете, летом это обмундирование вызывает, мягко говоря, некоторые затруднения – сказать, что работать жарко, это еще ничего не сказать. Со временем, конечно, привыкаешь, но поначалу это ужасно неприятно.
- Защита глаз – эту фразу нужно произносить громко. Ее нужно запомнить как дважды два. Без нее вопрос, как правильно научиться варить электросваркой, не решается. Клич (или предупреждение) «Глаза!» нужен для того, чтобы работающие с вами люди успели защитить свои органы зрения от воздействия яркой дуги – в народе говорят, от зайчиков, вылезающих бессонной ночью и дикой боли в глазах, с которой ничего поделать невозможно. Говорят, помогает картошка, но лично я сколько ни пробовал, толку от нее мало, лучший способ пережить эту неприятность – напиться и забыться до утра.
- Органы дыхания. К сожалению, защитить их практически не получится – можно, конечно, использовать респиратор, но это дополнительные неудобства в работе. В принципе, если речь идет о пяти-десяти минутах работы, это еще куда ни шло, а вот если говорить о полноценном рабочем дне, то тут, увы, респиратор будет не лучшим помощником.
Как самому научиться варить электросваркой фото
И, естественно, голова на плечах – если ее нет, то к вопросу, как сваривать металл электросваркой, лучше вообще не подходить даже близко. Бездумное обращение с электросваркой (да и вообще с любым видом сварки) чревато не очень хорошими последствиями как в работе, так и для человека лично.
Бездумное обращение с электросваркой (да и вообще с любым видом сварки) чревато не очень хорошими последствиями как в работе, так и для человека лично.
Как варить металл электросваркой: учимся зажигать и держать дугу
Научиться держать дугу это – наверное, самый главный момент. Не освоив его, к решению вопроса, как правильно научиться варить электросваркой, можно даже не приступать. В процессе работы со сварочным аппаратом дугу придется держать в любом положении тела и соединяемых металлов. Это дело практики, и теория здесь помочь практически ничем не сможет. Если же все-таки попытаться описать весь процесс теоретически, то выглядеть он будет следующим образом.
- Берем железо потолще (просто какую-либо болванку), устанавливаем на сварочном аппарате большой ток (по крайней мере, за половину его возможностей), подключаем к болванке массу, вставляем электрод, надеваем маску и пробуем касаться кончиком электрода болванки. Будет искрить, но ваша задача заключается в том, чтобы зафиксировать эту дугу и удерживать ее на протяжении длительного времени.
- Когда почувствуете и поймете, как это делается, можно пробовать двигать электрод в любом направлении, наблюдая за происходящим. Пока можно не уделять особого внимания самому процессу соединения металлов – главное дуга, а вернее ее удержание.
- Когда дуга будет получаться, на аппарате следует уменьшить ток и научиться зажигать дугу на малых токах. Здесь, опять-таки, все зависит от вас. Просто берем и учимся делать так, чтобы дуга не прерывалась, а если и прерывалась, то очень ненадолго, пока металл не остыл.
Как научиться варить электросваркой фото
Когда зажигание электрода и удержание дуги начнет более или менее получаться, львиную долю своего внимания можно будет перенести на металл, а вернее, разобраться с вопросом, где шлак, а где чистый металл. Шлак более темный, а металл светлее. Первый должен расходиться по краям, а второй оставаться на свариваемом стыке.
Как быстро научиться варить электросваркой: принцип соединения металлов
По большому счету, принцип соединения металлов не такой уж и сложный – электрическая дуга расплавляет края соединяемого материала и одновременно наносит на стык металл с электрода. Даже если просто вести электрод вдоль стыка, он будет завариться – как он это будет делать, это уже другой вопрос, и зависит он в большей степени от самого сварщика, а вернее от того, насколько правильно он освоил вопрос, как правильно варить шов электросваркой, и все его небольшие тонкости.
- Самое первое, что нужно понимать, это скорость наплавления металла – если вести электрод быстро, то шов будет проварен с пропусками. Если это делать медленно, то металл будет сильно оплавляться, а в некоторых случаях (при небольшой толщине соединяемых металлических элементов) даже пропаливаться. Опять-таки, этот момент нужно определять опытным путем.
- То же самое можно сказать и о силе тока, с которой производится сварка металлов – большой ток прожигает сталь, маленький проваривает не полностью (поверхностно). В принципе, сварщик сам для себя выбирает оптимальную силу тока и уже приспосабливается к ней. Спросите, как? Есть такое понятие, как сварка рваной дугой – то есть, в процессе работ, наблюдая за состоянием свариваемых поверхностей, вы просто на доли секунды прерываете дугу, давая тем самым металлу немного остыть. В большинстве случаев по такой технологии осуществляется сварка труб – металл накладывается на шов, так сказать, елочкой или короткими движениями электрода сначала слева направо, а потом справа налево. Вообще соединение труб электросваркой – это отдельная тема, требующая подробного изучения. Если говорить об этом процессе коротко, то осуществляется он в два этапа. Первый – это заполнение шва между двумя трубами (они не варятся стык в стык, между ними обязательно должен быть зазор в пару миллиметров). И второй этап – это усиление шва, которое выполняется большим током, на этом этапе работ удаляются все пропуски и огрехи первого этапа.
- Провар – если говорить по-простому, то глубина проплавления кромок свариваемых деталей. Опять же, здесь имеется тонкая грань, на которой и приходится балансировать сварщику. Переходя эту грань и сильно проплавляя металл, вы создаете с другой стороны шва наросты – они не критичные, если речь идет об изделиях, которые можно проваривать с двух сторон. А вот если вести разговор о трубах, то здесь эти наросты являются не чем иным, как уменьшением сечения трубы. Если речь идет о недогреве, то имеется в виду некачественная сварка. Определить плохо проваренный шов можно по тыльной стороне изделия – в процессе сварки металл (если он, конечно, не имеет толщину сантиметр и более) с обратной стороны должен раскаляться докрасна. После сварки в этом месте наблюдаются изменения в цвете металла и появляется окалина.
Как варить вертикальный шов электросваркой фото

Что еще можно сказать по поводу сварки, так это о вертикальных и горизонтальных стыках. Вертикальный стык варится немного проще, чего не скажешь о горизонтальном. Кстати, здесь наблюдается один небольшой парадокс – начинающим сварщикам почему-то легче дается горизонтальный шов, а вот с вертикальными стыками наблюдаются проблемы. Как варить вертикальный шов электросваркой? По методу рваной дуги – только в таком случае наплавляемый металл будет стекать вниз меньше.
И в завершение темы, как научиться варить электросваркой, скажу несколько слов о потолочном шве, который среди всех прочих вариантов стыков является наиболее проблематичным для начинающих сварщиков. Вся его сложность заключается, опять-таки, в стекании металла вниз. Чтобы этого не происходило, потолочный шов нужно варить быстро и слегка увеличенным током – здесь нужна набивка руки. Вообще рука сварщика – это самое главное, в процессе обучения она как бы затачивается под рукоять держателя электродов. Только постоянная практика дает возможность в совершенстве овладеть этим искусством. Можно даже сказать больше – длительные перерывы в работе сказываются даже на профессионалах. Выражаются они в неуверенном ходе электрода, что чревато некачественным швом. В быту это, конечно, не критично, но если вести разговор о серьезных металлоконструкциях, то здесь уже без твердой руки не обойтись.
Выражаются они в неуверенном ходе электрода, что чревато некачественным швом. В быту это, конечно, не критично, но если вести разговор о серьезных металлоконструкциях, то здесь уже без твердой руки не обойтись.
Автор статьи Александр Куликов
stroisovety.org
Электросварка — как правильно варить металл самостоятельно?
Среди гениальных изобретений человечества электросварка, бесспорно, занимает одну из ведущих позиций – настолько универсальным и многоплановым является метод соединения деталей посредством расплавления электрода под воздействием электрического тока.
Использование этого метода соединения металлических частей и конструкций уже давно вышел за пределы привычного понимания сварки, как метода соединения металлических деталей из черного металла.
Уже давно стали привычными такие разновидности электросварки как сварка алюминиевых конструкций, чугуна, соединение деталей под водой, в безвоздушном пространстве, и даже эксперименты в области медицины по соединению тканей организма.И все же наибольшего развития технология электросварки нашла в строительстве и машиностроении, при этом наибольшего распространения получила технология дуговой сварки в защитной среде (ММА).
Основные азы сварочных работ
Осваивая первые шаги в сварочном деле необходимо понимать, что успешное обучение является результатом усвоения как теоретических знаний, так и практических умений.
К теоретическим знаниям следует отнести:
- знание теоретических основ физических процессов электродуговой сварки;
- знание основных характеристик и принципа работы сварочного оборудования разных типов;
- знание порядка организации работ, привил техники безопасности;
- знание основных маркировок электродов, технологии сваривания различных материалов и компонентов.
Пошагово технологию сварки можно представить примерно так:
- электрический ток большой силы от 10 до 160 и даже 250 ампер образует электрическую дугу между электродом и свариваемыми поверхностями металла;
- вследствие создания электрической дуги происходит повышение температуры электрода и происходит горение обмазки, в горении участвуют вещества, которые выжигают вокруг себя кислород, образую небольшой объем пространства, защищенного от кислорода;
- образовавшийся газ высокой температуры плавит сердцевину электрода, которая образует сварочную ванну, в которой металл находится в жидком состоянии и заполняет шов между свариваемыми деталями.
Необходимые материалы/инструменты/защита
Переходя к практическому освоению навыков сварочных работ, следует выбрать сварочный аппарат:
- Трансформаторный сварочный аппарат – вид сварочного оборудования, который выдает переменный ток, ранее был самым распространенным видом сварочного оборудования, прост, неприхотлив в работе, но требует хорошей электропроводки и нормального напряжения в сети;
- Сварочный инвертор – относительно новый тип сварочного оборудования, легок как в смысле работы, так и в плане веса, может работать при довольно существенных перепадах напряжения, в отличие от трансформатора выдает постоянный ток на сегодняшний день является наиболее перспективным видом оборудования для любительского использования;
- Сварочные полуавтоматы – это оборудование, для различных видов сварочных работ проводимое сварочной проволокой в среде инертных газов, для работы полуавтоматической сваркой требуется использование баллона с инертным газом, это весьма дорогое оборудование, однако сварочным полуавтоматом можно проводить сварку даже очень тонких деталей.
К минимально обязательному набору инструментов сварщика нужно отнести:
- сварочный молоток;
- щетку по металлу;
- различные зажимы и струбцины;
- болгарку с набором отрезных и шлифовальных кругов.
Кроме этого, сварщику нужно иметь:
- Специальные термостойкие перчатки.
- Специальный костюм сварщика из брезента.
- Рекомендуется иметь и специальную обувь – ботинки с высоким берцем или сапоги, при этом брюки костюма должны быть выпущены поверх ботинок или голенища сапог. Такое может быть немодное решение, не допустит во время работ попадания окалины внутрь обуви.
- И если сварщик хочет иметь еще долгое время модную шевелюру на голове, то обязательным элементом одежды должна стать шапка или кепка.

Как выбрать правильное оборудование, электроды и экипировку
При выборе сварочного аппарата для освоения первоначальных навыков работы достаточно и сварочного трансформатора, сварочный инвертор как оборудование более высокого класса разумно приобретать с прицелом на постоянную работу.
Стандартные кабели к сварочному аппарату, чаще всего бывают длиной в 1,5 метра, чего явно недостаточно для работ на высоте или в небольших помещениях, поэтому рекомендуется приобрести кабели большей длины.
Сварочные аппараты последнего поколения, независимо от того трансформаторные или инверторные сегодня оборудуются системой принудительного обдува, поэтому при покупке нелишне проверить их работоспособность при включении оборудования в сеть.
Приобретая электроды для начального обучения, рекомендуется для более эффективного овладения навыками покупать не пачку в 5 кг, а купить несколько пачек электродов разного диаметра от 2 мм до 5 мм по 1 кг. Этого количества электродов вполне достаточно для того чтобы понять как варить.
Немаловажным моментом при покупке электродов является маркировка – УОНИ, марка электродов для постоянного тока, и пытаться положить правильный шов на трансформаторном аппарате будет бессмысленно. Электроды марки АНО-4 обладают универсальными качествами и могут использоваться для сварки любым аппаратом.При выборе защитной маски следует знать, что современные маски с автоматической защитой имеют наибольший эффект, они не требую постоянного держания в руке, фильтр автоматически включается при появлении дуги, но к сожалению, сегодня такие маски пока еще весьма дороги для многих начинающих мастеров.
Маски старого образца с неизменяемым светофильтром, а в особенности те, что стандартно продаются в комплекте сварки, требуют определенной доработки:
- Во-первых, они не имеют защитного стекла, такое самое обыкновенное стекло вставляется с наружной стороны маски и защищает светофильтр от искр и попадания окалины. Со временем, такое стекло просто снимается и заменяется новым.
- Во-вторых, сам светофильтр в таких масках идет с довольно большой степенью защиты, для новичка это не совсем правильно, ведь новичок только овладевает навыками работы, а не проводит сваривание 6 часов кряду. Поэтому рекомендуется заменить фильтр, на более прозрачный, например, на светофильтр №3 что дает намного лучший результат.
 Со временем, такое стекло просто снимается и заменяется новым.
Со временем, такое стекло просто снимается и заменяется новым.Пошаговая инструкция по проведению сварочных работ
Подготовка к проведению сварочных работ подразумевает не только подготовку материалов и оборудования, но и строгое соблюдение правил техники безопасности!
Следует знать, что сварочные работы это работы с повышенным риском, поэтому строгое соблюдение правил эксплуатации электроустановок, пожарной безопасности при работах должны быть соблюдены неукоснительно:
- рабочее место должно обеспечивать свободный доступ к свариваемым конструкциям;
- огнеопасные материалы должны быть убраны;
- сварочные работы должны проводиться в сухом помещении, при обеспечении правил электробезопасности;
- сварщик должен быть экипирован соответствующим специальным костюмом, перчатками, обувью.
Приступая к работам:
- свариваемые детали очищаются от ржавчины, краски, смазки и прочих веществ;
- места сварки тщательно подгоняются напильником или болгаркой зачищаются заусеницы;
- свариваемые детали прижимаются друг к другу и фиксируются;
- провод массы держателем прикрепляется к одной их деталей;
- включается в сеть сварочный аппарат;
- вставляется электрод в электрододержатель стороной свободной от обмазки;
- несколькими движениями электрод проводится по одной их деталей, для проверки наличия тока и розжига электрода;
- берется маска, электрод подносится к месту сварки, маска подносится к глазам и производится сваривание деталей несколькими небольшими швами по 3-5 мм;
- после сваривания швов проводится проверка правильности соединения, поскольку при дуговой сварке возможно смещение деталей и самого металла, вследствие чего образуются достаточно большие щели;
- через 1-2 минуты после прихватывания деталей сварочным молотком аккуратно, надев обычные защитные очки, легкими ударами оббивается шлак и окалина, проверяется качество шва;
- при удовлетворительном результате проводится сваривание непрерывным швом по всей длине деталей;
- через 3-5 минут молотком и щеткой по металлу очищается шов, проверяется качество;
- отключается аппарат, производится уборка рабочего места.

Как делать разные виды швов
Мастерство сварщика формируется постепенно, и не стоит ставить невыполнимую задачу научиться варить с после 1–2-х электродов. Мастерство появится тогда, когда сварщик научится не только правильно держать электрод, но и определять размер шва и ванны на ощупь.
Зажигая дугу, следует несколько раз провести в сторону шва электродом по поверхности, флюс начнет постепенно плавиться, при этом начнет образовываться ванна. Ведя электрод в сторону по шву внимание нужно обращать не на искры, а на образовавшуюся ванну, таким образом, контролируя процесс сварки.При сварке толстых деталей следует сначала 2-3 секунды прогреть металл, сформировать ванну и только после этого формировать шов.
Научившись держать дугу, следующим этапом овладения мастерством будет умение формировать шов. В зависимости от условий работы основными умениями будут считаться умения сварки:
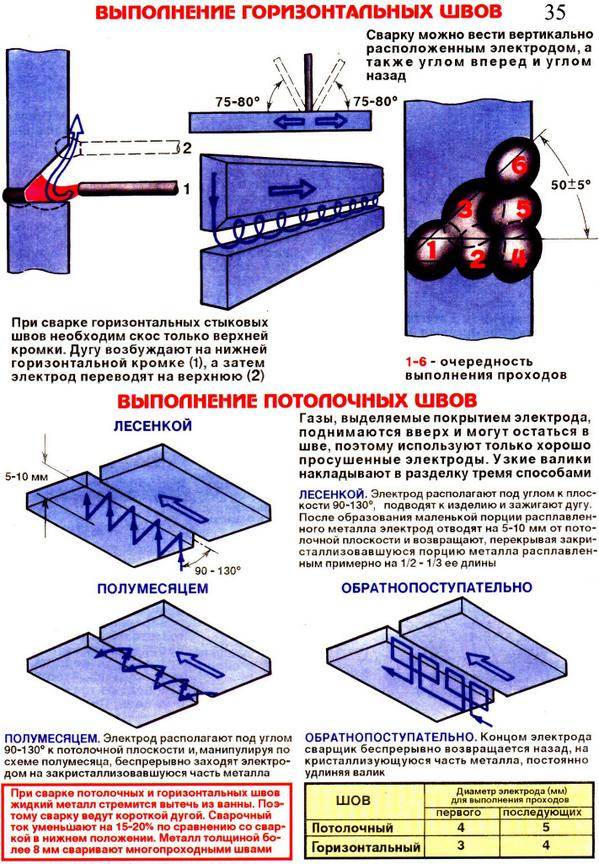
- горизонтального шва;
- вертикального шва;
- шва соединения труб;
- потолочного шва (сварщик находится под свариваемыми деталями, вся работа производится вверху).
На начальном этапе достаточно овладеть навыками создания простого горизонтального шва. Для этого:
- электрод держится на расстоянии 2–3 мм от поверхности, формируется ванна;
- легким движением электрода в сторону ванна тянется по шву;
- при движении кончик электрода описывает полукруг, наплавляя металл в виде чешуи.
После окончания сварки, очистив шов от шлака, в результате должен получиться ровный шов в виде полоски накрывающих один другого чешуек.
При сварке вертикальных швов шов ведется снизу вверх или сверху вниз, таким образом, чтобы электрод надежно держал ванну, для этого кроме описывания полукруга электродом его нужно, то приближать, то удалять от поверхности, проваривая металл на достаточную глубину.Потолочный шов формируется зигзагообразными движениями, но для таких видов работ используются специальные электроды, обмазка которых формирует внутри чашечку с расплавленным металлом. Такие электроды позволяют сваривать детали без растекания металла и создания большого количества искр.
Такие электроды позволяют сваривать детали без растекания металла и создания большого количества искр.
Особенности сварки труб
Сваривание труб в зависимости от расположения шва проводится следующим образом:
- на концах свариваемых труб формируется фаска;
- свариваемые концы совмещаются друг с другом;
- в нескольких точках прихватывается шов;
- при горизонтальном расположении от крайней нижней точки проваривается сектор до середины трубы с нижней части, после с верхней части.
При сварке труб большого диаметра и толщине стенок, больше 6 мм трубы сваривают в 2 слоя, чем больше диаметр и толщина стенок, тем больше слоев нужно проваривать, условно каждые 6 мм толщины добавляют один слой.
Условно тонким металлом считается металл толщиной до 2 мм. Основной проблемой при сварке таких изделий является прожиг электродом сквозного отверстия. Для этого используются электроды небольшого диаметра – 2 и 2,5 мм и небольшую силу тока.
Так, для сварки металла 1 мм достаточно электрода 2 мм и силу тока сварочного инвертора 30-35 ампер. Кроме этого, для сварки тонкого листового металла и более толстого основания используют различные накладки из более толстого листового металла, приваривая который проваривается и тонкий лист.
Советы и рекомендации
При сваривании деталей необходимо учитывать, что существует опасность тепловой деформации металла, особенно когда сами свариваемые детали не совсем плотно прилегают друг к другу в таком случае рекомендуется сначала прихватить конструкцию в нескольких местах, а после производить окончательную сварку.
Планируя сварочные работы необходимо просушить электроды при высокой температуре, влажная обмазка не позволяет формировать нормальный шов, она крошится, распадается, образует большое количество шлака.После остывания шва нужно обязательно проверить наличие раковин. Их необходимо очистить от шлака и вновь проварить.
Их необходимо очистить от шлака и вновь проварить.
househill.ru
Как правильно работать с горелкой для газовой сварки – Осварке.Нет
В горелках для газовой сварки и газопламенной обработки проходит процесс точного смешивания горючего газа с кислородом или воздухом. Поэтому для обеспечения качественных сварочных работ необходимо пользоваться хорошо работающими, справными горелками. Это очень важно еще и потому, что используемые газы могут образовывать взрывоопасные смеси.
Работая с горелкой необходимо придерживаться правил техники безопасности. Прежде всего не допускается работа неисправной горелкой. Перед работой сварщик должен хорошо ознакомиться с инструкцией по работе с газовыми горелками.
Квалифицированный сварщик должен знать строение горелки, уметь выявлять неисправности и быстро их устранять.
Штуцеры и гайки для подсоединения рукавов имеют левую резьбу и метки, а маховички надпись «Горючий газ», «Кислород».
Перед началом работы с газовой горелкой
- Перед началом работы необходимо проверить установлен ли правильный номер наконечника, соответствует ли он толщине металла.
- Проверить на герметичность все резьбовые соединения горелки и сальников вентилей.
- Проверить наличие разрежения на выходном ниппеле при пропускании кислорода. Прочищают ниппель медной или алюминиевой иглой. Для того чтобы проверить разрежение, пальцем руки торкаются к ацетиленовому ниппелю. Если палец прилипает — разрежение хорошее.
Правила работы газовой горелкой во время сварки
- Установить рабочее давление на редукторах кислорода и горючего газа.
- Открыть вентиль кислородного баллона.
- Открыть вентиль ацетиленового баллона (горючего газа).
- Зажечь горящую смесь.
- Отрегулировать мощность и состав газового пламя.
- Если во время работы возникают хлопки, сначала необходимо перекрывать вентиль с горючим газом, а потом и кислородный вентиль.
- При длительной эксплуатации и сильном нагревании мундштука его охлаждают в воде.

После окончания работы газовой горелкой
- По окончанию работы сначала закрывают ацетиленовый вентиль, а потом кислородный.
- Открутить винты на газовых редукторах.
- Проверить состояние мундштука. При наличии загрязнений очищают свинцом или твердым деревом.
- Прочистить внутренний канал мундштука иглой.
- Заменить мундштук при чрезмерному обгорании или сработанной поверхности.
Техника выполнения сварки, тонкости и порядок выполнения сварки
Существует ряд общих правил, которым необходимо следовать при выполнении любых сварочных работ. Рассмотрим основные из них.
Общие рекомендации по выполнению сварки
Перед началом любых сварочных работ необходимо тщательно проверить рабочее оборудовании. В первую очередь проверяется целостность силового и заземляющего кабеля, системы подачи газа, сварочной горелки, а также их соединение со сварочным аппаратом. Это – одно из первых требований техники безопасности. Если хоть один из перечисленных элементов поврежден или имеет неплотное соединение, высока вероятность поражения электрическим током или отравления газом.
Газ должен соответствовать типу сварки. Также стоит убедиться, что смесь подобрана правильно для каждого конкретного вида работ. Газовыпускное устройство должно работать корректно, что тоже следует проверить.
Проверяется также тип и прочность используемого присадочного материала. При полуавтоматической и автоматической сварке бухта проволоки в устройстве подачи должна быть правильно закреплена, а его колеса и направляющие должны соответствовать диаметру проволоки. Сварщик также должен проверить работу самих подающих колес механизма подачи. Также механизм подачи проволоки должен соответствовать размеру и типу сварочного пистолета. Чтобы в этом убедиться, нужно отсоединить пистолет от устройства подачи.
При проверке сварочного пистолета отдельно проверяется и чиститься газовое сопло от брызг металла и газораспылитель. Специально для этого предусмотрена возможность отсоединения сопла от пистолета. Проверяется тип контактного наконечника и его состояние. Держатель наконечника тоже нужно очистить перед началом работ.
Перед началом работы нужно проверить расход газа с помощью специального ротаметра. Проверку проводят до заправления проволоки в пистолет. Если проволока уже заправлена, нужно отключить возможность продвижения проволоки. Для этого удаляется винт регулирования давления прижима роликов из механизма подачи. Проверку расхода газа можно провести простым нажатием на пусковую кнопку пистолета и измерение расхода. В некоторых устройствах предусмотрена специальная функция «Проверка подачи газа». С ее помощью проверку можно провести проще без лишних манипуляций. Функция включает только подачу газа без подачи проволоки.
Выбор угла сварки
Выбор угла сварки во многом зависит от используемой проволоки. Сварка сплошной проволокой или проволокой из присадочного материала проводится при обратном направлении рукоятки пистолета по отношении к перемещению самого пистолета. Исключение делается при сварке в направлении «сверху вниз» и при сварке листов металла очень малой толщины. Сварка симметричных угловых швов проводится пистолетом под углом 45o к угловому шву. Соединения встык должны выполняться пистолетом, расположенным перпендикулярно канавке между разделанными кромками.
Иначе следует вести сварочный пистолет при сварке порошковой присадочной проволокой. В этом случае рукоятка пистолета по отношению к направлению перемещения должна быть обращена вперед. Если держать пистолет неправильно, материал проволоки начнется смешиваться с расплавленным материалом шва. В результате образуется шлак. Правильное ведение рукоятки предотвращает этот процесс за счет давления дуги, которая будет удерживать шлак позади расплавленного участка шва.
Некоторые виды сварных швов являются исключением из этого правила. Например, швы по направлению «снизу вверх». В этом случае образованию шлака препятствует сила тяжести, и можно вести рукоятку пистолета назад по отношению к направлению перемещения пистолета.
Влияние скорости перемещения сварочной горелки на эффективность сварки
Одним из самых важных факторов работы является правильный выбор скорости перемещения горелки. Скорость влияет на глубину проплавления металла, форму и толщину получаемого шва, скорость и величину подвода тепла. Фактическая толщина шва – кратчайшее расстояние от основания сварного соединения до поверхности шва. Неправильный выбор скорости негативно сказывается на качестве получаемого соединения.
Если перемещать горелку слишком медленно, расплавленный участок шва начинает разворачиваться перед дугой, а не позади нее. Это затрудняет управление сварочной ванной. Если горелка перемещается слишком быстро, невозможно соблюдать необходимую глубину проплавления и толщину шва.
Обычно в инструкциях по сварке указывается рекомендуемая скорость перемещения горелки. Но важно также оценивать скорость сварки в процессе. Зачастую это вызывает проблемы, особенно у неопытных сварщиков. Одним из эффективных способов определения скорости является оценка времени на практике. Для этого засекается время и выполняется небольшой сварочный шов, например, длиной 10 см. После остановки сварки оценивается время, затраченное на работу. В результате можно спрогнозировать скорость сварки в сантиметрах в минуту.
Функция замедленного пуска
Скорость подачи проволоки выбирается в зависимости от условий сварки. Но на первых этапах использование высокой скорости может затруднить старт процесса. Современное оборудование позволяет воспользоваться функцией замедленного пуска, чтобы упростить начало сварки.
При использовании функции замедленного пуска подача проволоки включается на малой скорости. Заданная скорость достигается только в тот момент, когда проволока касается заготовки и начинается подача тока.
Заданная скорость достигается только в тот момент, когда проволока касается заготовки и начинается подача тока.
Некоторые сварочные аппараты предлагают не только функцию замедленного пуска, но и возможность выбора стартовой скорости. В этом случае коэффициент замедления регулируется с помощью пульта управления на аппарате.
Горячий пуск и мягкий пуск
Многие металлы тяжело варить из-за их высокой теплопроводности. К таким относят, например, алюминий. При работе с такими металлами в начале сварки легко могут появиться дефекты шва. Для компенсации этого разработана функция горячего пуска. С использованием этой функции мощность в начале сварки сразу же возрастает, превышая предварительной заданный показатель. Продолжительность горячего пуска и мощность регулируются на сварочном аппарате.
В то же время для некоторых процессов необходим так называемый мягкий пуск. По своей сути мягкий пуск противоположен горячему. Мощность в начале сварки на мягком пуске снижается по сравнению с заданным показателем и постепенно возрастает до нужного значения. Такая функция будет полезна для стыковой сварки листов металла. Мощность и продолжительность мягкого пуска также регулируются отдельно.
Выбор других параметров сварки
Скорость подачи проволоки напрямую связана со сварочным током. При изменении скорости подачи соответственно изменяется и сварочный ток. Напряжение должно соответствовать сварочному току и скорости подачи проволоки. Только в этом случае возможно обеспечение стабильности сварки. Но при возникновении проблем часто очень сложно оценить, какой параметр подобран не верно и в какую сторону его необходимо изменить, чтобы добиться хороших результатов.
Существует ряд признаков, по которым можно оценить несоответствие параметров. Например, напряжение дуги слишком низкое, если:
- дуга издает слишком громкий шум,
- металл слишком сильно разбрызгивается,
- шов получается очень узким, а головка – высокой.
Напротив, слишком высокое напряжение дуги можно узнается по другим параметрам:
- шум, производимый дугой, приглушен или почти не слышен,
- образуется слишком длинная дуга,
- шов получается излишне широким и низким,
- при использовании присадочного материала образуются крупные капли,
- появляется большой подрез.
Для получения хороших результатов разработан ряд таблиц и руководств, помогающих в работе. Помощь сварщикам обеспечивают сварочные машины с встроенной функцией определения необходимого напряжения для заданной скорости и сварочного тока. Но даже с такой функцией иногда требуется дополнительная регулировка напряжения. Это связано с различиями характеристик присадочного материала у разных производителей.
В некоторых случаях невозможно точно отрегулировать напряжение дуги по отношению к скорости подачи проволоки. Точная регулировка выполняется изменением скорости подачи проволоки, а не изменением напряжения.
Другие рекомендации по повышению эффективности сварки
Эффективность сварочных работ можно повысить различными способами. В первую очередь следует тщательно планировать все этапы ручной сварки и эргономично организовать рабочее место. В случае единичного производства такое планирование поможет значительно повысить производительность, даже по сравнению с механизацией процесса.
Другим способом повышения эффективности является правильный выбор положения при выполнении шва. Самой эффективной является сварка в нижнем положении. Сварка в нижнем положении предполагает размещение заготовки на том уровне, который позволит обеспечить максимально естественное положение сварщика в процессе работы. Для этого используются специальные устройства. С их помощью можно поворачивать заготовки, добиваясь нижнего положения заготовки, удобного для работы сварщика.
Немаловажно для производительности правильно выбрать процесс сварки. Необходимо изучить все возможности повышения производительности сварки через изменение технологических процессов. Даже если это потребует дополнительных расходов, результат может значительно превзойти все затраты.
Необходимо изучить все возможности повышения производительности сварки через изменение технологических процессов. Даже если это потребует дополнительных расходов, результат может значительно превзойти все затраты.
Если все параметры сварки подобраны верно, эффективность выполнения работ повышается, а затраты на сварку и дополнительную рабочую силу снижаются. Например, удаление брызг металла – трудоемкий процесс, снижающий производительность. Вместо этого стоит снизить интенсивность образования брызг с помощью импульсной сварки или другими способами.
Заземление и безопасность при дуговой сварке
Насколько важно заземление??
Стандартные меры безопасности многих кодексов и норм требуют обязательного заземления электрических контуров. Системы электродуговой сварки часто имеют сразу несколько электрических контуров, поэтому для безопасной сварки и плазменной резки крайне важно организовать правильное заземление оборудования. В этой статье мы расскажем об основных правилах заземления в типичных рабочих условиях.
Заземление сварочного аппарата
Сварочные аппараты с питанием через гибкие кабели или постоянное подключение к системе питания имеют отдельный провод заземления. Он соединяет металлический корпус сварочного аппарата с заземлением. Если бы мы могли проследить этот контур в системе распределения электропитания, мы бы увидели, что он идет к земле, обычно через вкопанный металлический стержень.
Это делают для того, чтобы металлический корпус аппарата и земля имели одинаковый потенциал. Равный потенциал означает, что одновременное прикосновение к обоим объектам не приведет к удару током. Заземление корпуса также снизит напряжение поступающего на корпус тока в случае пробоя изоляции внутри аппарата.
Токонесущая способность провода заземления зависит от устройства защиты от максимальных токов в составе системы питания. Регулировка токовой нагрузки позволит сохранить провод заземления работоспособным даже в случае неполадки сварочного аппарата.
Некоторые сварочные аппараты имеют конструкцию с двойной изоляцией. В таком случае провод заземления не требуется. Для защиты сварщика от поражения током такие в таких аппаратах используется дополнительный метод изоляции. О наличии двойной изоляции можно узнать по символу «рамка в рамке» на паспортной табличке аппарата.
В случае компактных сварочных аппаратов, у которых на конце кабеля питания имеется вилка с контактом заземления, контур заземления образуется автоматически при включении аппарата в розетку. При этом настоятельно не рекомендуется использовать переходники без контакта заземления и снимать контакт заземления с вилки. Без этого контакта теряется смысл всего контура заземления.
Исправность контура заземления можно легко проверить с помощью тестера цепи. Тестеры для бытовых электросетей можно приобрести в любом магазине электротоваров или хозяйственных принадлежностей. При подключении к розетке эти приборы могут показать, имеет ли данная розетка контур заземления, и дать некоторые другие сведения. Если тестер покажет отсутствие контура заземления или какие-либо другие проблемы с цепью, мы рекомендуем вызвать электрика. Это достаточно простой тест и его стоит регулярно повторять. Для проверки цепей с напряжением выше 120 вольт также лучше обратиться к помощи профессионала.
Заземление рабочего изделия
Сварочный контур состоит из нескольких элементов цепи, через которые проходит ток. В них входят соединения сварочного аппарата, сварочные кабели, зажим на изделие, горелка или электрододержатель и рабочее изделие. Через сварочный аппарат этот контур не заземляется. Как тогда производится заземление?
Согласно документу ANSI Z49.1 «Безопасность при сварке, резке и сопутствующих процессах», необходимо заземлить рабочее изделие или сварочный стол, на котором оно расположено, например, на металлический каркас здания. Зажим заземления и зажим сварочного контура должны быть независимы.
Преимущества от заземления рабочего изделия аналогичны преимуществам от заземления корпуса аппарата. Заземленное рабочее изделие имеет равный потенциал с другими заземленными предметами. В случае пробоя изоляции сварочного аппарата или другого оборудования напряжение между рабочим изделием и землей будет минимальным. Следует отметить, что сварка при незаземленном рабочем изделии возможна, но на это требуется разрешение квалифицированного специалиста.
Зажим на изделие — это не зажим заземления
Многие сварщики пользуются терминами «зажим на изделие» и «разъем на изделие». Обычно рабочее изделие подключается к кабелю через пружинный или винтовой зажим. К сожалению, разъем и зажим на изделие часто неправильно называют «землей». Сварочный кабель не имеет заземляющего контакта для рабочего изделия. Зажим заземления никак не связан с зажимом на изделие.
Заземление высокочастотного заземления
В некоторых сварочных аппаратах используются контуры поджига и стабилизации, через которые проходит напряжение очень высокой частоты. Это особенно характерно для аппаратов для аргонодуговой сварки (TIG). Высокочастотное напряжение может иметь компоненты с частотой до мегагерца. Для сравнения, сварочное напряжение может составлять всего 60 герц.
Высокочастотное излучение имеет тенденцию рассеиваться из зоны сварки и вызывать помехи в работе близкорасположенного теле- и радиооборудования. Одним из способов сократить рассеивание ВЧ-сигналов является заземление сварочного контура. В инструкции по эксплуатации сварочного аппарата должны быть приведены подробные инструкции по правильному заземлению сварочного контура и других деталей с целью сокращения эффекта рассеивания.
Заземление автономных сварочных агрегатов
Многие автономные агрегаты для дуговой сварки способны вырабатывать ток вторичной сети питания напряжением 120 или 240 вольт. Такие агрегаты часто используются в монтажных условиях без доступа к сетям электропитания. Обычно в таких случаях бывает трудно обеспечить заземление. Обязательно ли при этом заземлять корпус аппарата?
Это зависит от конкретных условий эксплуатации и конструкции агрегата. Большинство случаев можно разделить на две категории:
1. При выполнении всех этих условий заземление корпуса агрегата не требуется:
- агрегат установлен в кузове автомобиля или на трейлере;
- питание вторичной сети происходит через кабель и вилку;
- розетки агрегата имеют контакт заземления;
- рама агрегата соединена или электрически связана с рамой автомобиля или трейлера.
2. При выполнении любого из этих условий заземление обязательно:
- сварочный агрегат подключен к проводке помещения, например, для аварийного электроснабжения дома; питание вторичной сети происходит напрямую без кабеля и вилки.
- вторичное питание осуществляется через постоянное подключение без кабелей и розеток.
Выше приведены только самые основные сведения, и мы советуем читателю познакомиться с действующими нормами по электробезопасности.
Заземление удлинителей
Удлинительные кабели должны проходить регулярную проверку неразрывности, так как чаще всего они располагаются на полу и подвергаются значительному износу. С помощью тестера Вы сможете убедиться, что все соединения в кабеле, вилке и розетке находятся в исправном состоянии.
Другие источники опасности
Правильное заземление при электродуговой сварке — это хорошая практика, но она не означает полной безопасности. Сварочный ток проходит по сварочному контуру. Если человек станет частью этого контура, он подвергнется опасности. Поэтому тело сварщика должно быть полностью изолировано от сварочного контура. Обязательно носите сухие изоляционные перчатки и другие средства индивидуальной защиты. Также следите за состоянием изоляции электрокабелей, электрододержателей и горелок.
Таким же образом можно устранить риск поражения током от сети питания. Исправное электрооборудование и кабели надежно защитят сварщика от большинства источников опасности.
Использованная литература
- American Welding Society, ANSI Z49.1:2005 «Safety in Welding, Cutting, and Allied Processes.»
- National Fire Protection Association, NFPA 70, «National Electrical Code», 2005.
- American Welding Society, Safety and Health Fact Sheet No. 29, «Grounding of Portable and Vehicle Mounted Welding Generators», июль 2004.
- American Welding Society, AWS A3.0-2001, «Standard Welding Terms and Definitions.»
Можно ли производить сварочные работы в дождь?
Мы гарантируем высокое качество услуг за разумную цену.
Выполняем задачи в кратчайшие сроки с гарантией результата.
УВАЖАЕМЫЕ КЛИЕНТЫ!
Наши специалисты с удовольствием предоставят Вам исчерпывающую информацию об этой услуге по телефону либо при встрече на объекте. Вы можете оставить заявку, и мы вам перезвоним, либо связаться с нами и договориться о встрече. Наши контакты:
063-786-00-39
г. Киев, ул. Лысогорская, 29А
При строительстве различных объектов используется сварка, позволяющая прочно прикрепить одни детали к другим. Работы могут проводиться в помещениях, на открытом воздухе и под водой. Для сварщиков очень важно учитывать, какие погодные условия в конкретный день на улице. От этого зависит безопасность специалиста, соблюдение правил техники безопасность и качество выполняемой работы.
Сварочные работы в условиях дождя: основные моменты
Специалисты не рекомендуют людям, которые не имеют достаточного опыта и знаний, проводить сварку под дождем. Ведь основная цель сварочных работ – создать надежную и прочную металлическую конструкцию, способной выдерживать различные нагрузки.
Осуществляя сварку под проливным дождем или под снегопадом, надо придерживаться всех правил безопасности работы в условиях повышенной влаги и непогоды.
К требованиям осуществления сварки на открытом воздухе во время дождя относятся такие требования, как:
- По возможности работать под навесами или тентами, чтобы сварщик и место сварки были защищены от прямых потоков дождя.
- Специалист по сварке надевает защитную одежду на тело, глаза и руки.
- Используется только исправное оборудование.
- Предпочтение надо отдать плазменной сварке, которая прекрасно подходит для сложных сварочных работ, в том числе в условиях непогоды.
Таким образом, можно не прерывать строительство или ремонт из-за дождя, только если это не ливень или сильный снегопад. Обязательно надо учесть следующий нюанс. Повышенная влага и атмосферное воздействие отрицательно влияют на качество получаемых швов. Обычно из-за непогоды сварочные швы быстро изнашиваются, имеют дефекты, что угрожает прочности создаваемой конструкции. Поэтому, если есть возможность отложить проведение сварки под дождем, тогда надо это сделать. Иначе существует риск того, что швы придется переделывать.
Техника безопасности
Рекомендуется во время сложных погодных условий не игнорировать ни одно правило охраны труда и техники безопасности. Во-первых, сварщик обязан надеть специальную одежду. Во-вторых, использовать маску и перчатки, которые защитят глаза, руки и кожу от попадания воды, искр и стружки.
В-третьих, проверить провода, чтобы убедиться в прочности соединений, надежности креплений, держака и массы.
В-четвертых, накрыть сварочный аппарат навесом, чтобы вода не попадала на него. Необходимо избавить оборудование от колебания температуры и атмосферных изменений.
Правила безопасности требуют того, чтобы рабочее место было правильно оборудовано. В частности, надо создать крышу над головой. Для этого подойдут мобильные укрытия, способные обеспечить комфортные условия работы во время сварочных работ. Необходимо убрать место сварки, а также проверить, чтобы возле оборудования не было стружки или другого мусора.
Сварщикам рекомендуется делать непродолжительные перерывы в работе. Отдых нужен не только людям, но и сварочным аппаратам. Создание качественных швов зависит от того, как работает оборудование. Если оборудование не будет «трудиться» на максимальную мощность, тогда швы будут кривыми и непрочными. На максимальном токе варить можно около 6 минут, остальное время аппарат отдыхает. Так и сварщик защищает себя от веществ, которые выделяются при горении флюса.
Чтобы не думать о таких особенностях, стоит обратиться к специалистам компании «Сварка-Стали» в Киеве. Они обладают необходимыми навыками, знаниями и умеют работать в разных погодных условиях. Заказчикам не надо переживать о навесах, установлении оборудовании, защитных костюмах, перчатках и масках.
- Проведение сварочных работ в домашних условиях
- Как изготовить летний навес для отдыха
Как можно научиться правильно варить сваркой
Сварка представляет собой прочнейшее соединение деталей, такое, что их впоследствии невозможно будет разнять друг от друга. В быту такой способ нашел очень широкое применение.
При обучение сварочным работам, сварочный ток с трансформатора следует увеличить на 15 – 20 %.
К примеру, сварку используют для изготовления:
- рабицы, являющейся видом сетки;
- каркасов для теплицы;
- различного рода печей, использующихся в банях и гаражах;
- каких угодно емкостей, которые будут весьма кстати на даче.
Стоит отметить, что научиться варить желательно каждому человеку, ведь только в этом случае есть возможность придать обычным вещам довольно-таки удивительный и интересный вид. Ведь ажурная ограда смотрится намного лучше, чем обычный забор.
Почему сварка столь надежна?
Таблица выбора сварочного тока.
Сварка используется только тогда, когда необходимо создать действительно крепкое и надежное соединение. Ее секрет кроется в электрической дуге, которая предназначена для того, чтобы нагреть сплавы самых разных металлов.
Под действием высоких температур они деформируются и могут принять абсолютно любую форму. И в то же время появляются связи, состоящие из молекул, которые и обладают огромнейшей прочностью.
В наши дни сварка бывает совершенно разной. Так, на рынке можно встретить аппараты, основанные на лазерных и электронных лучах, ультразвуке, а также такие, которые варят с помощью пламени газовой горелки.
Однако для обычной сварки в быту до сих пор применяется всем известное устройство, основанное на электрической дуге. И неспроста, ведь именно оно доступно большинству населения и обладает простым функционалом.
Вернуться к оглавлению
Способы, с помощью которых можно варить
Схема видов сварки электродом.
Для сварки можно применять множество различных способов. Самыми популярными из них являются:
- Газопрессовая, где используется пламя ацетилкислорода. Главный плюс этой сварки заключается в том, что она обладает огромнейшей производительностью. Именно поэтому этот вид широко применяется в таких отраслях современной промышленности, как нефтяная и газовая. Частными случаями ее использования является, к примеру, возведение каких-либо магистралей, предназначенных для перемещения полезных ископаемых, и машиностроение.
- Контактная. Этот вид сварки осуществляется с помощью электрического тока, который обладает достаточно низким напряжением, но тем не менее имеет высокую силу. Этот способ применяется при сварке встык, шок и точечной.
Помимо всего вышеперечисленного, иногда можно встретить и такие разновидности, как электрошлаковая и роликовая сварки, но применяются они довольно редко и только в определенных условиях.
Вернуться к оглавлению
Как правильно выбрать оборудование?
Схема окончания сварки электродом.
Для того чтобы научиться сварке, необходимо грамотно и ответственно подойти к выбору оборудования для этого действия. Можно как приобрести соответствующий аппарат, так и взять его в аренду на определенный срок.
Сейчас можно встретить самые разные современные приспособления, например, такие, которые могут поднимать или опускать силу тока. Для тех же, кто любит все делать своими руками, предлагается смастерить такого рода устройство из каких-либо подручных средств. Но сразу необходимо предупредить, что дело это весьма скрупулезное и даже немного нудное.
Если же рассматривать покупку сварочного аппарата, то лучше всего обратить внимание на такой вид, как инвертор. Он отличается от всех остальных своих собратьев тем, что обладает довольно высокой производительностью и при этом достаточно компактный и легкий. Плюс ко всему, научиться обращаться с ним сможет даже новичок в этом деле, а стоимость такого оборудования приятно удивляет. Помимо всего вышеперечисленного, он начинает работать буквально сразу же после включения, то есть процесс будет идти очень быстро.
Вернуться к оглавлению
Правильный выбор электродов для сварки
Схема процесса сварки.
Если необходимо правильно научиться варить сваркой, то обязательно следует обратить внимание на выбор электродов. Эти устройства предназначены для того, чтобы подводить ток к шву самой сварки. Нетрудно догадаться, что они выполняют важнейшую функцию во всем этом процессе, поэтому без таких приспособлений сварка просто-напросто не удастся.
Как правило, в качестве такого материала используется проволока, которая в своем составе имеет специальный порошок, при необходимости расплавляющийся. Но если приходится работать со сваркой впервые, лучше всего воспользоваться электродами, которые выглядят как твердые стержни с плавящимся покрытием. Все дело в том, что они позволят создать идеально ровный шов как специалисту, так и новичку в этой области.
Вернуться к оглавлению
Как обезопасить себя при проведении сварочных работ?
Те, кто научились варить, скажут, что этот процесс сам по себе является опасным. Ведь яркое излучение света, которым сопровождается данный процесс, может запросто посадить зрение, а брызги горячего металла – нанести существенные ожоги. Именно поэтому сварщики всегда находятся в щитке и маске, которые выполнены из специального материала, предохраняющего от подобных негативных последствий.
Следует позаботиться и о руках, которым также может достаться при проведении работ. В частности, необходимо обзавестись брезентовыми либо замшевыми рукавицами, которые смогут предохранить от ожогов. Вдобавок ко всему вышеперечисленному, нелишним будет надеть комбинезон, изготовленный из плотного брезента или резины.
Следует отметить и тот факт, что при проведении подобных работ может начаться возгорание чего-либо. Так что всегда нужно иметь при себе емкость с водой или же огнетушитель.
Вернуться к оглавлению
Как правильно выполнять сварочные работы?
Для того чтобы сварка увенчалась успехом, необходимо следовать специальной инструкции, в которой четко прописан порядок действий.
Схема манипулирования электродом.
Естественно, сделать это очень непросто, особенно на первых порах работы, но со временем этот навык выработается автоматически:
- Поверхность, на которой будет осуществляться процесс, необходимо тщательнейшим образом зачистить. В частности, она не должна иметь ржавчину и грязь. В противном случае металл не сможет нормально схватиться.
- Перед тем как приступить к выполнению подобных работ, необходимо поместить электрод в специально отведенное для этого место и сформировать электрическую дугу. Для того чтобы сделать это, необходимо чиркнуть вставленным стержнем по какому-либо металлу.
- После того как электрическая дуга полностью сформировалась, можно создавать зазор между поверхностью, которую необходимо соединить, и самой дугой. Следует отметить, что для достижения более-менее ровного шва это пространство должно оставаться неизменным во время всего процесса сварки.
- Угол, на который необходимо наклонять стержень, должен находиться в пределах 70 градусов. Однако его можно и менять, но только если это действительно необходимо. Ведь при выполнении подобных работ вымерять строгое отклонение невозможно, так как на первый план выходят комфорт и удобство в работе.
- Необходимо учитывать и такой факт, как стабильная подача электротока. В частности если его сила будет выше допустимой, металл просто-напросто проплавится, и в итоге выйдет совсем не то, что нужно. Если же эта самая сила будет заниженной, будет иметь место процесс гашения дуги, что, опять же, отрицательно скажется на результате проделанной работы. На первых порах будет довольно трудно выработать ту самую золотую середину, но со временем опыт придет.
Нужно сказать и о том, что начинать следует с простого и постепенно нарабатывать навык обращения с таким оборудованием. Потом, когда результат будет удовлетворять, можно переходить на создание более сложных и интересных вещей.
6 шагов для проверки работоспособности сварочного шлема »MidSouthSupply
Сварка — это процесс сплавления предметов, обычно металлов, при высокой температуре.
Его можно использовать в небольших проектах, таких как мебель, и работать вплоть до возведения мостов.
Независимо от проекта, процесс сварки невероятно опасен. При сварке используется сильное тепло, излучающее вредное ультрафиолетовое излучение.
Как проверить исправность сварочного шлема? Есть много способов проверить исправность сварочного шлема.Если шлем не работает эффективно, он может серьезно повредить ваше зрение и общее состояние здоровья. Меры предосторожности до и после очень важны.
Существуют разные шлемы, которые можно носить в зависимости от типа сварочного проекта, над которым они работают. Менять линзы можно часто, и главное — убедиться, что эти линзы надежны и вы можете защитить себя от света, искр и высокой температуры!
Продолжайте читать, чтобы узнать, как именно вы можете обезопасить себя!
6 шагов для проверки работоспособности сварочной маскиЕсть два основных типа шлемов: пассивные сварочные шлемы и шлемы с автоматическим затемнением.
Пассивный сварочный шлем изготавливается вручную и требует смены линз, в то время как автоматически затемняющийся шлем компьютеризирован для осветления или затемнения в зависимости от света, излучаемого во время сварки.
Оба типа шлема эффективно защищают вас. от вредного света и тепла. Однако, в зависимости от вашего шлема, шаги по проверка, работает ли он, будет немного отличаться.
Шаги по проверке шлема:
- Проверка кода
- Правильная установка
- Выбор линз и безопасность
- Проверка на солнце
- Видимость
- Усталость глаз
Независимо от типа шлема, который вы покупаете, все они должны соответствовать стандартам безопасности.
Перед использованием любого шлема или покупкой шлема убедитесь, что он соответствует правилам безопасности.
Проверка кодаANSI / ISEA Z87.1-2015 — это действующий стандарт, которому должен соответствовать ваш шлем.
Международная ассоциация защитного оборудования установила эти стандарты, чтобы гарантировать безопасность и эффективность сварочных шлемов.
Регламент может обновляться по мере появления на рынке новых технологий.Перед тем, как приступить к сварке, убедитесь, что ваш шлем соответствует этим характеристикам.
Шлемы, не соответствующие правилам, могут быть невероятно опасными для вашего здоровья и зрения.
Вы хотите убедиться, что ваш сварочный шлем хорошо сидит! Вы не хотите, чтобы он был слишком свободным или слишком узким, так как это может повлиять на ваше зрение, а также на безопасность.
Правильная установкаВы хотите убедиться, что ваш сварочный шлем хорошо сидит.
Вы не хотите, чтобы он был слишком свободным или слишком узким, так как это может повлиять на ваше зрение, а также на безопасность.
Если он слишком ослаблен, существует риск смещения, возможно, обнажить части шеи или потерять четкое зрение через линзу.
Слишком тесная каска может быть неудобной при длительной работе.
Всегда наклоняйтесь в сторону слишком плотно, а не слишком свободно, чтобы обеспечить безопасность.
Ваш шлем должен защелкнуться на месте с щелчком шеи.
Если шлем не опускается с защелкой на шее вниз, вы либо подтянули стороны, чтобы удерживать его на месте, либо у вас может быть неисправный шлем.
Это положение вниз очень важно, чтобы закрыть лицо во время сварки. Сварщики смотрят на свое рабочее место, щелкают шеей, чтобы установить шлем в правильное положение, а затем приступают к сварке.
Если ваше пламя встретится с металлом до того, как ваш шлем опустится, вы испытаете «вспышку». Это воздействие интенсивного света и ультрафиолетовых лучей.
Это может быть невероятно опасно и негативно повлиять на ваше зрение.
Выбор линз и защитаТип сварки, которую вы выполняете, часто определяет линзу, которая вам понадобится.
Линзычасто варьируются от №9 для более низкой силы тока (силы электрического тока) до №13 для применения с высокой силой тока.
Ваша сварочная работа определит, какой объектив вам нужен.
Шлем с автоматическим затемнением исключает необходимость выключения объектива, поскольку он предназначен для настройки на более высокую силу тока.
Вы также должны убедиться, что линза правильно установлена на место для пассивных шлемов.
Неправильное размещение может повредить глаза.
Sun TestВы можете проверить, работает ли шлем, как в пассивном режиме, так и в режиме автоматического затемнения, посмотрев на солнце снаружи.
Часто это лучший показатель качества шлема с автоматическим затемнением, чем любой другой тест.
Вы сможете увидеть, как быстро ваш объектив адаптируется к повышенной интенсивности света.
ВидимостьУбедитесь, что вы используете правильный объектив для вашего проекта.
Слишком много света может проникнуть через линзу и повлиять на здоровье глаз, а слишком сильная линза может повлиять на точность сварки из-за слишком темного освещения.
Определите, какой вид сварки вы выполняете, прежде чем выбирать соответствующий объектив.
Усталость глазСамый очевидный признак того, что ваш сварочный шлем не работает, — это утомление глаз.
Усталость глаз обычно возникает из-за того, что через линзу проходит слишком много света.
Усталость глаз может проявляться болью в глаза, головные боли, нечеткое зрение и / или двоение в глазах. Вам следует отрегулировать линзы немедленно, если у вас возникнут какие-либо из этих симптомов.
Многие сварщики также носят защитные прозрачные очки под сварочным шлемом. Это не блокирует видимость, а вместо этого создает еще один уровень защиты от вредных ультрафиолетовых лучей.
Краткий контрольный список для сварочных шлемов:
- Соответствует ли мой шлем коду?
- Использую ли я линзы подходящей светосилы для работы, над которой я работаю?
- Плотно ли закреплен мой объектив?
- Мой шлем полностью сломался до того, как я начал сварку?
- Болят ли глаза или голова после сварки? Если да, измените одно из вышеперечисленных!
Как работают каски с автозатемнением
Шлемы с автоматическим затемнением предназначены для затемнения при обнаружении сварки.
Шлемы обычно устанавливаются на линзу №3 или №4, чтобы обеспечить полную видимость в прозрачном стекле.
Каска распознает появление сварочной дуги и сразу затемняет линзы.
Это полезная функция для людей, которые во время работы работают с разными типами сварки и различной интенсивностью.
Люди часто покупают эти шлемы из-за их удобства и способности выполнять работу быстрее, чем пассивные шлемы.
Шлем не нужно снимать для смены линз, и не требуется защелкивать шею, что делает его намного более удобным в течение долгого дня сварки.
Эти каски бывают фиксированного и переменного типов.
Шлемы с фиксированным автоматическим затемнением затемняются до фиксированного оттенка. Это полезно для сварщиков, которые для большинства работ работают с одними и теми же материалами и с одними и теми же усилителями.
Различные типы будут темнеть в зависимости от сварочной дуги.
При покупке шлема с автоматическим затемнением вы должны выбрать тот, который имеет самое быстрое время реакции и самый большой просмотрщик линз.
Более быстрое время реакции на изменение интенсивности означает большую безопасность для ваших глаз.Для этого требуются датчики высшего качества в вашем шлеме.
Кроме того, большой размер обзора в объективе даст вам лучшее поле зрения для вашей работы.
В отличие от пассивного шлема, шлемы с автоматическим затемнением требуют батарей или источника питания.
Перед каждой сваркой убедитесь, что ваши батареи заряжены или находятся в хорошем состоянии.
В противном случае вы рискуете повредить зрение, так как шлем автоматически не потемнеет.
Перед использованием убедитесь, что ваш шлем включен.Это прекрасное время для «солнечного теста», чтобы убедиться, что свет регулируется.
Испорчены ли шлемы с автоматическим затемнением?
Некоторые шлемы с автоматическим затемнением не будут столь же эффективными, как другие, в течение длительного времени в зависимости от их качества.
Ваш шлем может не работать из-за:
- Качество
- Температура
- Батарея
Каски более низкого качества имеют больший риск потерять скорость реакции на изменение света, а также не полностью приспособиться ко всем ячейкам линзы.
Качество очень важно для вашего зрения.
Это означает, что, возможно, заплатить немного больше за качественную маску, это того стоит.
Время реакции очень важно, так как изменения в усилителях быстро излучают разные уровни света. Если шлем не может регулироваться достаточно быстро, здоровье ваших глаз находится под угрозой.
Если вы не использовали шлем какое-то время или оставляли его в холодном помещении, у вас может возникнуть задержка реакции и непостоянное покрытие линзы.
В этом случае попробуйте положить шлем на солнце на несколько часов или подержать его в теплом месте. Вы должны заметить, что линза восстановит свою быструю настройку и восстановит полную функциональность.
Сварочные маски абсолютно необходимы любому сварщику при работе с любой силой тока. Вредный свет, излучаемый во время сварки, представляет большую опасность для здоровья глаз.
Знание того, как правильно использовать сварочную маску, пассивную или автоматически затемняющую, обеспечит безопасное выполнение работ.
Сварщики предпочитают разные шлемы в зависимости от комфорта и типа работы, на которой они работают, так что выбор одного из них будет зависеть от того, что лучше всего подходит для вашей работы.
Методы сваркипалкой / Блог RodOvens.com
Эта запись была опубликована 28 марта 2015 г. автором admin.
В этой статье будут рассмотрены основные методы сварки при сварке штучной сваркой.
Методы сварки палкой Перед сваркой окончательно проверьте и удалите расходный материал.Выньте прикуриватель из кармана. Проверьте свою машину, чтобы убедиться, что она включена и настроена на приблизительные настройки. Очистите стык. Зажмите стержень в стингере под углом от 45 до 90 градусов. Предупредите окружающих. Поместите стержень примерно в двух дюймах от работы. Отрегулируйте капюшон так, чтобы он падал на лицо, когда вы киваете головой. Ударьте по дуге кончиком стержня на поверхности движением запястья, как если бы вы ударяли по деревянной спичке. Когда возникнет дуга, поднимите стержень примерно на 1/8 дюйма над основным материалом.Если стержень «заедает», отведите жало назад от направления работы. Станьте легкомысленными. Практикуйтесь на кусках металлолома.
Надлежащие методы сварки штангой
Выполните тренировочную бусину. Зажигайте дугу, перемещая сварочный стержень по пластине с постоянной скоростью и под наклоном около 20 градусов в направлении движения. Правша обычно сваривает слева направо. Прижмите локоть к телу, столу или работе. При необходимости используйте свободную руку, чтобы управлять жалом.Выполните бусинки, которые поглощают весь стержень. Дайте дуге проникнуть в основной металл и нанесите присадочный металл (из стержня) в соединение.
Продолжайте проложить дуги и пропустить валики по стыку, правильно регулируя, пока вы не начнете и не остановитесь по желанию, без проблем. Никаких дополнительных настроек не требуется. Прожгите стержень примерно на 1 и 1/2 дюйма от конца. Один сварочный стержень обычно дает сварной шов длиной около 1 дюйма.
Для продолжения или перезапуска борта:
Когда останавливаешься, появляется «кратер».«Отколите шлак и повторно зажгите дугу немного впереди кратера, а затем прогоните валик. Со временем этот метод позволит получить однородные сварные швы высокой прочности без захвата шлака в валике, который вызывает дефекты. В конце сварка или когда стержень израсходован, немного остановитесь, чтобы заполнить кратер, затем вытащите стержень. Удалите шлак и осмотрите сварной шов.
Хорошие сварные швы зависят от пяти методов: правильной настройки силы тока; правильная длина дуги; правильный подбор удилища и угол наклона к работе; правильная скорость движения; сварочные стержни, которые хранились и обслуживались надлежащим образом.
Когда электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить способность наплавки качественных сварных швов. Электроды со слишком высокой влажностью вызывают необъяснимое растрескивание, плохие рабочие характеристики и пористость. Если вы испытали эти условия, обычно это связано с вашими методами хранения или повторной сушкой. Все электроды, даже не относящиеся к категории «палочки», необходимо хранить, а затем сушить до нужного уровня, чтобы они хорошо работали. Например, даже небольшое количество влаги в электродах с низким содержанием водорода может привести к серьезным проблемам сварки, таким как внутренняя пористость и растрескивание сварного шва.
Слишком малая сила тока вызывает слабую дугу, которую трудно зажигать. Слишком большая сила тока приводит к образованию большой кратера или плоского валика с чрезмерным разбрызгиванием.
Из-за слишком короткой дуги стержень заедает. Слишком длинные и большие капли расплавленного металла будут стекать со стержня, и он будет «взлетать» и разбрызгиваться. Длинная дуга также дает неровный валик с плохим проплавлением.
Угол штанги влияет на проникновение. Важным методом сварки является удерживание стержня почти перпендикулярно стыку, что увеличивает проплавление, но может привести к попаданию шлака в сварной шов.Слишком низкое или низкое опускание штанги уменьшает проникновение и вызывает рябь.
Скорость влияет на количество нанесенного стержня и однородность борта. При правильной скорости получается около 1 дюйма сварного шва на стержень. Если двигаться слишком быстро, получается тонкий валик с небольшим проваром. Слишком низкая скорость позволяет валику нарастать краями, которые перекрывают основной металл. Слишком медленное движение по тонкому металлу приведет к образованию дыры. через.
Дополнительные методы сварки можно найти на http://www.ehow.com/list_7211907_steel-welding-techniques.html
A Руководство по охране труда и технике безопасности при сварке
Во время процесса сварщики должны быть осторожны с горячими поверхностями, чтобы не допустить ожогов. Это особенно важно для сварщиков, когда они носят защитное снаряжение, поскольку они могут не осознавать, насколько близко они находятся к этой горячей поверхности, что может быть проблематичным.
Сварщики работают на многих типах рабочих мест, от больших цехов с большим количеством сотрудников до узких мест, где достаточно места для одного человека.Каждое рабочее место уникально, а это означает, что невозможно предсказать все возможные опасности, с которыми могут столкнуться сварщики. Независимо от рабочего места существуют общие опасности и передовые методы, о которых следует знать всем сварщикам.
Перед сваркой
Перед началом любой работы важно изучить все опасности. Доступно ли соответствующее оборудование, особенно в том, что касается зажимных приспособлений, домкратов и приспособлений, удерживающих заготовку? Это оборудование в хорошем рабочем состоянии? Необходимо проверять все аспекты вспомогательного оборудования, а не только стандартное сварочное оборудование.
«Сварщики также должны искать любые острые металлические кромки, которые могут вызвать порезы, которые, возможно, потребуется удалить заранее», — сказала Джанет Маннелла, вице-президент по операциям Канадского центра гигиены и безопасности труда (CCOHS). «Также важно оценить, могут ли быть какие-либо травмы от другого оборудования на рабочем месте, есть ли поблизости шлифовальные машины, измельчители или дрели, которые можно переместить или закрепить».
Пожар также является серьезной проблемой во время сварочного процесса.Искры от сварки потенциально могут контактировать с предметами в рабочем пространстве.
«Сварщики обязательно должны удостовериться в отсутствии горючих веществ внутри или вокруг области», — сказал Маннелла. «Но они также должны знать обо всем остальном, что может создать потенциальную опасность пожара. Перемещение бумаги или металлолома из этой области имеет важное значение».
Во время сварки
Во время процесса сварщики должны обращать внимание на горячие поверхности, чтобы избежать ожогов. Если сварщик работал с одной частью заготовки, а затем переходит на другую, важно сохранять безопасное расстояние от горячей зоны.Это особенно важно для сварщиков, когда они носят защитное снаряжение, поскольку они могут не осознавать, насколько близко они находятся к этой горячей поверхности, что может быть проблематичным.
Также важно следить за искрами, поскольку они могут попасть на средства индивидуальной защиты (СИЗ) сварщика. Убедившись, что СИЗ находятся в хорошем рабочем состоянии и правильно носятся, можно предотвратить ожоги от искр, особенно в области глаз. Правильные СИЗ также снижают риск чрезмерного воздействия громких шумов и радиации.
«Эргономика — важная часть правильной сварки», — сказал Маннелла. «Есть ли у сварщика соответствующие средства индивидуальной защиты для работы? Обычно сварщики используют респиратор для контроля сварочного дыма, сварочный шлем, огнестойкий комбинезон и кожаные перчатки. Убедитесь, что они правильно подогнаны и сварщик может маневр, оставаясь в безопасности, — хорошее место для начала «.
Post-Weld
Mannella сказал, что одна из самых серьезных проблем, связанных с последующей сваркой, — это напряжение глаз.Сварщики должны носить подходящие линзы в сварочном шлеме для работы, но после сварки может потребоваться некоторое время, чтобы глаза пришли в норму.
Сварщики также могут испытывать лихорадку от паров металла, похожую на грипп, симптомы которой иногда проявляются сразу после сварки.
Дуговая сварка использует электричество для выработки тепла для соединения материалов. Этот процесс сварки обеспечивает более высокую температуру, чем газовая сварка, и обеспечивает более прочное соединение.
«Это чаще всего наблюдается после того, как сварщик провел некоторое время вдали от работы, например, на выходных», — сказала Маннелла. «Теперь сварщик возвращается к работе и снова знакомится с окружающей средой, что может вызвать симптомы. Как правило, они длятся недолго, но могут вызвать недомогание у сварщиков. горло и легкие, потому что газ и мелкие частицы сварочного дыма могут вызвать сухость в горле ».
Помимо оценки здоровья и безопасности сварщика, важно навести порядок на рабочем месте.Рабочие должны следить за любым возможным возгоранием. Оборудование следует вернуть и проверить, находится ли оно в хорошем рабочем состоянии.
Долгосрочные проблемы
Инфекции дыхательных путей, пневмокониоз, потеря слуха и некоторые заболевания центральной нервной системы — все это потенциальные риски для здоровья, связанные со сваркой. Правильно подобранные СИЗ помогут снизить или устранить эти риски.
Скрытое повреждение кожи и глаз может быть связано с воздействием интенсивного видимого ультрафиолетового и инфракрасного излучения, которое может испускаться при сварке, а также гамма- или рентгеновских лучей, которые испускаются на этапе проверки сварки.Ношение сварочного шлема с линзой, подходящей для данной области применения, может помочь снизить риск повреждения.
Дуговая сварка в сравнении с опасностями газовой сварки
Дуговая сварка использует электричество для выработки тепла для соединения материалов. Этот процесс сварки обеспечивает более высокую температуру, чем газовая сварка, и обеспечивает более прочное соединение.
«В этом типе сварки используется плавящийся электрод в сочетании с присадочным материалом», — сказал Маннелла. «Таким образом, риск, связанный с этим, будет заключаться в высоком уровне взрыва из-за напряжения, потому что он использует электричество, а не газ.Этот тип сварки может сильно нагревать. Также существует риск ультрафиолетового и радиационного повреждения ».
В качестве альтернативы газовая сварка использует топливные газы, такие как ацетилен, водород или аргон, для выработки тепла, но при более низкой температуре, чем электрическая дуга. Газовая сварка обычно используется для небольших сварных швов которые не требуют прочного соединения.
«По-прежнему существует риск взрыва из-за высокого давления газа в сжатых резервуарах, — сказал Маннелла. — Так что это немного другая опасность, чем при дуговой сварке. .Также существует риск неправильного использования химических веществ, поскольку газы находятся в сжатом состоянии. При неправильном обращении баллоны со сжатым газом могут взорваться и преодолеть довольно большое расстояние в рабочей среде ».
Общие опасности
Химические вещества. При работе с газом существует риск воздействия сварочного дыма или взрыва.
«Частью ограничения риска является наличие надлежащей программы обучения, чтобы сварщики знали, как использовать газ и как подключать его к машинам», — сказал Маннелла.«Они также должны знать правила WHMIS или любые другие параметры обращения с химическими веществами».
Пожар — большая проблема во время сварочного процесса. Искры от сварки потенциально могут контактировать с предметами в рабочем пространстве.
Электрооборудование. Опасность поражения электрическим током любого рода может привести к поражению электрическим током. При сварке сварщик может использовать однофазный ток, равный 120 вольт, или трехфазный, равный 575 вольт.
«Это много электричества», — сказала Маннелла.«Поэтому действительно важно, чтобы сварщики знали, как обращаться с оборудованием с точки зрения электричества. Им необходимо знать, как правильно подключить сварщика к розетке на 575 вольт. Некоторые люди могут не осознавать важность этого шага».
Маннелла добавил, что при сварке важно убедиться, что поблизости нет проводов. Если на улице идет дождь, им следует убедиться, что дверь закрыта. Если вода присутствует, им необходимо очистить ее, прежде чем продолжить.
Эргономичный. Это может представлять серьезную опасность для сварщиков, которые склонны к повторяющимся травмам от растяжения из-за необходимости поднимать тяжелые грузы и находиться в неудобном положении.
«Часто сварщики либо становятся на колени, либо сидят на корточках, либо лежат на спине и сваривают вверх», — сказал Маннелла. «Таким образом, они застревают в этом положении на довольно длительный период времени. Когда вы находитесь в статическом положении, вы не можете заставить кровоток течь к телу. Так что это создает много боли и напряжения. Убедитесь, что у сварщиков есть эргономичные инструменты, или поиск способов поднять сварочную деталь с пола, чтобы сварщик мог стоять, а не стоять на коленях и сидеть на корточках, может быть полезным.»
Если сварщики испытывают симптомы, важно, чтобы они выяснили проблему со своим руководителем.
Шум и вибрация. Помимо защиты сварщиков от чрезмерного шума, соответствующие СИЗ также защищают их от вибрации.
» Если сварщик работает над компонентом, который впоследствии потребует шлифовки, поэтому полезно иметь второго оператора для выполнения шлифовальных работ, чтобы ограничить количество вибрации, которой подвергается каждый рабочий », — сказал Маннелла.
Оценка рисков
Привычки на рабочем месте постоянно меняются, поэтому важно, чтобы работодатели и работники всегда осознавали опасности для безопасности. Один из способов сделать это — начать с оценки рисков, чтобы выяснить, каковы опасности работы.
«После выявления опасностей цех и рабочие могут принять меры по устранению, замене или обеспечению технического контроля над опасностью», — сказал Маннелла. «Вдобавок к этому должен быть ежедневный предпусковой контрольный список со всеми компонентами оценки рисков.Рабочий должен это делать ежедневно ».
Плохая эргономика может представлять серьезную опасность для сварщиков, которые склонны к повторяющимся травмам от растяжения из-за необходимости поднимать тяжелые грузы и находиться в неудобном положении, например, стоя на коленях или приседая.
Новое оборудование и изменения в окружающей среде происходят каждый день. Маннелла привел пример работы с новым металлическим сплавом; это требует новой оценки риска. Перед включением любого оборудования следует выполнять ежедневную оценку, чтобы определить, есть ли в нем какая-либо неисправность или отказ оборудования, требующий обслуживания.Любые проблемы должны быть выявлены и проверены до того, как сварщик фактически включит оборудование.
«Обучение — действительно важный компонент комплексной программы по охране здоровья и безопасности», — сказал Маннелла. «Обучение опасностям, которым подвергается рабочий, и способам их устранения, поможет снизить риски, а также выявит проблемные области при оценке рисков. Это также поможет работникам понять инструменты и ресурсы, необходимые для обеспечения безопасности на рабочем месте. . »
Текущие проблемы со здоровьем
При COVID-19 сварщики и все рабочие должны проявлять особую осторожность, когда речь идет об их здоровье и безопасности.
«Самое важное — это следовать советам, которые предоставляются Агентством общественного здравоохранения Канады, а также ассоциациями по безопасности, такими как CCOHS», — сказал Маннелла. «У нас есть много новых руководящих документов, которые берут эту научную информацию из агентств общественного здравоохранения и придают ей пристальное внимание, как руководящий документ, помогающий магазинам ориентироваться».
Ежедневные обсуждения между работниками и работодателями могут помочь снять любые опасения. Полная прозрачность необходима, чтобы лучше ориентироваться в пандемии COVID-19.
«Рабочие должны проходить медицинский осмотр при выходе на работу, а не только о температуре. Им следует задавать исчерпывающие вопросы о признаках и симптомах или контактировали ли они с кем-либо», — сказала Маннелла.
Несмотря на то, что выдерживание дистанции в таких условиях является сложной задачей, в сварочном рабочем пространстве можно сделать кое-что, что может помочь. Установка границ или световых завес для предотвращения входа других рабочих — не редкость в зоне сварки, и ее можно повторить по всему цеху, чтобы облегчить движение.
«Кроме того, делайте перерывы поочередно и обедайте, чтобы было меньше людей в этих помещениях с физическим дистанцированием», — сказала Маннелла. «Работодатели также должны убедиться, что есть адекватные средства для мытья рук, чтобы работники могли мыть руки на регулярной основе, а также дезинфицировать рабочую среду для удаления поверхностей, к которым часто прикасаются. Четкость и прозрачность протоколов лучше помогут работникам снизить риск для своих работников. пострадал от COVID-19 «.
С младшим редактором Линдси Луминосо можно связаться по адресу lluminoso @ canadianfabweld.com.
Канадский центр охраны труда и техники безопасности, www.ccohs.ca
Сварщик: OSH Answers
Опасности обычно попадают в одну из шести общих категорий, перечисленных ниже. Для получения дополнительной информации об этой проблеме, предотвращении или о том, как безопасно работать с химическим веществом или материалом, щелкните ссылки, если они есть.Биологический
Хотя это зависит от самого рабочего места, сварщики обычно не сталкиваются с биологическими опасностями.Химическая промышленность
При сварке могут образовываться пары, которые представляют собой сложную смесь оксидов металлов, силикатов и фторидов.Пары образуются, когда металл или другие материалы, такие как флюс или растворители, нагреваются выше точки кипения, и его пары конденсируются в очень мелкие частицы (твердые частицы). Сварочный дым обычно содержит оксиды свариваемых материалов и используемых электродов. Если на металле есть покрытие или краска, они тоже могут разложиться под воздействием тепла и стать частью дыма. Следует проявлять осторожность при работе вблизи этих паров, поскольку последствия для здоровья могут быть как немедленными, так и более поздними.
сварщиков также часто работают с и вокруг:
эргономики Многих травм сварщиков являются результатом штаммов, растяжения и связанными с работой опорно-двигательного аппарата (WMSDs). Сварщикам часто приходится:
- Поднимать или перемещать тяжелые предметы
- Работать в неудобных положениях в течение длительного времени
- Обращаться и удерживать тяжелые сварочные пистолеты
- Выполнять повторяющиеся движения
Подробнее см. В документе «Ответы OSH по сварке — эргономика» Информация.
Физическое состояние
Сварщики могут подвергаться воздействию:
- Чрезмерного уровня шума
- Чрезмерного тепла или холода
- Электромагнитных полей
- Лазерный свет
- Излучение
Сварочные дуги и пламя могут излучать интенсивное видимое (VIS), ультрафиолетовое излучение (УФ) и инфракрасное (ИК) излучение. Гамма- или рентгеновское излучение может испускаться контрольным оборудованием или сварочными аппаратами. Повреждения кожи и глаз, такие как «глаза сварщика» или катаракта, могут привести к определенным видам излучения.
Безопасность
Сварщикам часто приходится работать:
К другим угрозам безопасности относятся:
- Летящие частицы, которые могут попасть в глаза или на кожу.
- Режет и режет острыми металлическими краями.
- Травма от другого оборудования (например, от использования электроинструмента, такого как шлифовальные машины, измельчители, дрели и т. Д.).
- Поскользнулся, споткнулся или упал из-за местоположения или окружающей среды рядом с работой.
- Ожоги горячими поверхностями, пламенем, искрами и т. Д.
- Пожары от искр, пламени или горячих металлов (особая ситуация включает в себя, когда окружающая атмосфера становится обогащенной кислородом и, следовательно, легче воспламеняется.) Пожары также могут быть результатом воспоминаний или отказа оборудования. Учтите, что одежда, загрязненная маслом или жиром, может легче гореть. Кроме того, сложенные или закатанные рукава или манжеты могут «ловить» искры и увеличивать риск возгорания.
Психологический
Требования к работе и сроки могут способствовать возникновению стресса на работе. Кроме того, некоторым сварщикам может потребоваться работать посменно или в течение длительного рабочего дня, что может иметь последствия для здоровья.
Советы по сварке штангой, которые серьезно улучшат вашу работу: 10 наших лучших
Если вы новичок в сварке, то знакомство со сваркой штангой поможет вам начать работу с правильного пути.Это наиболее распространенный вид дуговой сварки, который используется сегодня.
Несмотря на то, что это распространенный вид сварки, для создания хорошего сварного шва требуется определенное количество навыков. Новички могут обнаружить, что на освоение техник, необходимых для создания хороших суставов, требуется некоторое время. В конце концов, это больше, чем просто сварочная система.
Ниже вы найдете несколько приемов и советов по сварке штучной сваркой, которые помогут вам с самого начала улучшить свои шансы на получение отличного сварного шва.Вы также найдете информацию, которая поможет вам выявить проблемы и быстро их исправить.
Лучшие приемы и советы по сварке стержнем
1. Всегда выбирайте «нормальную» сталь.
Ручная сварка лучше всего работает при использовании стали с минимальным содержанием серы и кремния. Вы обнаружите, что стали 1015 и 1025 лучше всего подходят для сварки штучной сваркой, поскольку в них содержание серы ниже 0,035%, а содержание кремния ниже 0,1%. Низколегированная сталь или сталь с высоким содержанием серы или кремния будут треснуть при сварке.Этим известны жесткие конструкции и тяжелые плиты.
Если вам необходимо сварить эти предметы с помощью сварочного аппарата, лучшим вариантом будет электрод с низким содержанием водорода и небольшим диаметром. Затем сваривайте с меньшей скоростью, чтобы сварочная лужа оставалась расплавленной. Это даст вам сварной шов с лучшей обработкой, даже если для его завершения потребуется дополнительное время.
2. Выберите правильное положение соединения и электрод.
Положение вашего стыка имеет большое влияние на качество готового сварного шва.Если вы свариваете листовую сталь толщиной от 18 до 10, оптимальная скорость движения достигается при работе под углом спуска не менее 45 градусов. Старайтесь не превышать 75 градусов, чтобы сохранить качество сварного шва. Убедитесь, что вы не перевариваете и не создаете слишком большой сварной шов, так как это приведет к его прожиганию.
Плоское положение рекомендуется для металлов толщиной 3/16 дюйма и более. Это упростит управление процессом сварки штангой в ваших интересах.Для высокоуглеродистой стали или низколегированных листов они лучше всего подходят для горизонтального положения.
3. Используйте правильную геометрию соединения.
При выборе размеров стыка для сварочных чертежей целью является поддержание сварных швов профессионального качества при одновременном повышении скорости сварки. Для создания правильной геометрии стыка ваша подгонка должна быть единообразной по всей площади. Любые скосы или зазоры необходимо контролировать по всему стыку, даже если стыки плотно зажаты. Любые изменения заставят вас снизить скорость сварки и увеличат вероятность прожига.
Для хорошей формы валика вам потребуется достаточный скос. Без него электрод будет изо всех сил пытаться добраться до сустава, над которым вы работаете, что увеличивает риск растрескивания. Для полного проплавления требуется хорошее отверстие в корне, но не стоит делать слишком много отверстия, так как это приведет к потере металла сварного шва. Отверстие в корне также должно соответствовать диаметру электрода.
Ваша сила тока также должна быть правильной.
4. Будьте активны в наращивании своего потенциала.
При хорошей сварке электродом толщина нароста не должна превышать 1/16 дюйма.Ваши галтели должны иметь равные ножки и практически ровную поверхность борта. Когда у вас есть накопление, вы зря тратите время и материалы. Если, например, вы удвоите размер скругления, вам потребуется 4 раза (или более) сварной металл для завершения работы. Ваши расходы могут почти удвоиться из-за чрезмерной сварки, даже если ваш лишний налет составляет 1/8 дюйма или меньше.
5. Не забудьте очистить каждое соединение перед сваркой.
Ручная сварка — это не сварка стержнем флюсом. Вы должны удалить лишнюю ржавчину, масло, краску, жир и окалину с металлических поверхностей, прежде чем пытаться сварить соединение.Если вы не можете удалить эти загрязнения, вы должны использовать электрод, который предназначен для их проникновения. Американское сварочное общество рекомендует для этого типа работ E6010 или E6011.
Если вы выполняете сварку в зоне с ржавчиной, влажностью или другими проблемами качества, убедитесь, что вы снизили скорость движения. Это даст пузырькам газа больше времени, чтобы выкипеть из сварочной ванны, прежде чем они замерзнут, что улучшит общее качество сварного шва.
6. Подберите электрод правильного размера.
Для вертикальной или потолочной сварки электроды размером 3/16 дюйма — это самый большой практичный размер, который вы можете использовать. В среде с низким содержанием водорода вы захотите перейти на электрод диаметром 5/32 дюйма. Размеры вашего сустава также могут ограничивать диаметр вашего электрода.
Однако, как правило, электрод большего размера будет сваривать при более высоком токе, а это означает, что ваши ставки депозита также будут выше. Для достижения наилучших результатов старайтесь использовать электрод самого большого размера, сохраняя при этом качество сварного шва.
7. Уменьшите ток, чтобы уменьшить разбрызгивание.
Брызги создают эстетическую проблему при сварке. Это не проблема, которая влияет на прочность сварного шва. Однако это увеличит ваши расходы на уборку. Один из самых простых способов уменьшить разбрызгивание — уменьшить ток. Убедитесь, что ваш ток находится в диапазоне, соответствующем размеру и типу электрода, который вы используете для сварки. Вы также захотите проверить правильность полярности.
Уменьшение длины дуги при сварке также снижает вероятность разбрызгивания.Если перед дугой течет расплавленный металл, попробуйте изменить угол наклона электрода. Вам нужно будет убедиться, что ваш электрод не влажный и что вы не позволяете дуге блуждать во время работы.
8. Поддерживайте приемлемый размер сварочной ванны.
Еще одна распространенная проблема, с которой сталкиваются новички при обучении сварному шву прилипанием, — это поднутрение. Хотя подрезы, как правило, являются проблемой эстетики, а не качеством, они могут привести к выходу сварного шва из строя, когда он подвергается нагрузке.Вы можете уменьшить количество подрезов, сохранив размер сварочной ванны контролируемого размера. Избавьтесь от ткацких тенденций в своей работе. Также поможет снижение скорости движения и уменьшение силы тока.
При появлении трещин попробуйте сваривать электродом с низким содержанием водорода. Вы можете использовать сильный предварительный нагрев для более тяжелых пластин, а также для жестких стыков.
9. Используйте обогреваемый шкаф для электродов.
Если дуга кажется беспорядочной, грубой или постоянно блуждает, то, скорее всего, у вас влажный электрод.Когда один электрод влажный, велика вероятность, что весь контейнер будет влажным. Попробуйте открыть новую емкость, чтобы проверить, есть ли у вас сухой электрод.
В зависимости от вашего климата вам может потребоваться приобретение переносного обогреваемого шкафа для электродов. Использование лампочки, как рекомендуют некоторые веб-сайты, не даст вам достаточно тепла для поддержания сухости. Если вы уже используете шкаф для хранения вещей, то установка постоянного обогревателя может оказаться немного дешевле, чем стоимость портативного обогревателя.
Если в вашем магазине хорошее внутреннее уплотнение, вам может быть выгодно иметь в магазине осушитель воздуха.
Дома и предприятия, живущие во влажном климате, например, на северо-западе Тихого океана или прибрежных районах на юге США, больше всего страдают от этой проблемы.
10. Более высокие токи уменьшают проблемы отсутствия термоядерного синтеза.
Когда соединение в стыке получает надлежащее сплавление, обе стенки обеспечивают прочность, создавая сплошной валик.Когда происходит недостаточное сращение, сустав не может быть прочным. Каждый раз, когда вы испытываете недостаток плавления при сварке, вы должны устранить его, чтобы сварка прошла успешно.
Чтобы исправить проблему плохого сплавления, может оказаться полезным применение стрингера и бусинки с более высоким током. Убедитесь, что ваши суставы чистые, края в хорошем состоянии и что вы используете электрод, предназначенный для устранения проблем с чистотой.
Некоторые проблемы с плохой сваркой также вызваны проблемами подгонки, поэтому постарайтесь создать лучшую подгонку, а затем снова сделайте более прочный сварной шов.
Если у вас плохая сварка из-за неглубокого проникновения, убедитесь, что вы замедлили время в пути. Вы также можете попробовать более высокий ток, чтобы решить эту проблему. Меньшие электроды также лучше подходят для проникновения в более глубокие узкие канавки, влияющие на сустав в целом.
Используя эти различные приемы и советы, вы сможете решить многие проблемы, с которыми сталкиваются новички при изучении процесса сварки штангой. Продолжайте практиковаться, оставайтесь преданными и проявляйте настойчивость, когда сталкиваетесь с проблемами.Каждая ошибка — это возможность учиться, а не отражение неудач.
Как решить 8 распространенных проблем сварки с помощью этих простых шагов
Сварка определяется как процесс, при котором два или более куска металла или термопласта скрепляются вместе с помощью тепла и давления. Используемый процесс сварки зависит от множества факторов, но форма и толщина материала обычно являются решающими факторами, для которых метод наиболее эффективен.Некоторые из наиболее распространенных сегодня типов сварки — это сварка металла в инертном газе (MIG) или газовая дуговая сварка металла (GMAW), дуговая сварка или дуговая сварка в среде защитного металла (SMAW), вольфрамовая сварка в инертном газе (TIG) или дуговая сварка вольфрамовым электродом (GTAW). ) и порошковой дуговой сваркой (FCAW).
С годами эти методы сварки были упрощены за счет использования превосходного сварочного оборудования. С таким оборудованием многие операторы могут забыть о важных этапах выполнения сварки. Однако, когда эти же операторы сталкиваются с проблемами, они не могут диагностировать и устранять проблемы.Вот несколько распространенных проблем со сваркой и способы их устранения.
1. Брызги
При газовой дуговой сварке (GMAW) частым нежелательным побочным эффектом является образование того, что сварщики называют разбрызгиванием. Это капли расплавленного материала, образующиеся возле сварочной дуги. Брызги возникают при слишком высоком сварочном токе, неправильной полярности или недостаточной газовой защите. Во избежание разбрызгивания рекомендуется уменьшить сварочный ток и длину дуги. Кроме того, сварщик может проверить правильность полярности расходных материалов.Наконец, рекомендуется проверить тип и расход защитного газа, а также очистить газовое сопло и увеличить угол между резаком и пластиной.
2. Пористость
Пористость вызывается абсорбцией азота, кислорода и водорода в расплавленной сварочной ванне, которая затем выделяется при затвердевании и захватывается металлом сварного шва. Причины пористости включают наличие влаги, ржавчины, смазки или краски на краях пластины, недостаточную защиту от газа или сварку небольших зазоров, между которыми находится воздух.Чтобы избежать образования пористости в сварном шве, сварщик должен повторно запечь или использовать свежие сварочные материалы и проверить сварочную горелку на герметичность. Также помогает наличие сухих и чистых краев тарелок. Также было бы неплохо проверить тип и расход защитного газа, очистить газовое сопло сварочного устройства и убедиться, что угол между горелкой и пластиной не слишком велик или мал.
3. Выточка
Подрезы возникают, когда напряжение дуги слишком высокое или дуга слишком длинная. Это также может произойти при неправильном использовании электрода или неправильном угле наклона, или если электрод слишком велик для толщины пластины.Кроме того, при слишком высокой скорости движения обычно возникают подрезы. Помимо наблюдения за скоростью, важно проверить правильность обращения с используемым электродом. Сварщикам не рекомендуется использовать электрод больше, чем необходимо, потому что, если количество расплавленного металла станет слишком большим, произойдет подрезание. Затем важно следить за тем, сколько переплетения используется. Наконец, не держите электрод рядом с вертикальной пластиной при выполнении горизонтального углового шва.
4.Деформация
Деформация происходит во время сжатия свариваемых металлов, когда он остывает и затвердевает. Это происходит, если последовательность сварки не подходит для предполагаемого сварного шва, слишком много тонких валиков, плохая подгонка пластины (недостаточный зажим) перед сваркой. Некоторые хорошие решения для предотвращения деформации — это сварка с обеих сторон соединения, сварка от центра кнаружи (в противоположных направлениях), с использованием электрода большего размера и надежного зажима. Изменение последовательности сварных швов или расположения стыка, или выполнение меньшего количества проходов также может помочь
снизить риск.
5. Трещины
В любой конструкции каждая трещина (независимо от размера) считается дефектом. Это может быть опасно, потому что маленькие трещины могут со временем стать больше. Это не так просто, как заполнить зазор материалом, потому что трещины необходимо зашлифовать, а затем выполнить новую сварку, чтобы исправить ошибку. Поскольку это утомительно, профилактика предпочтительнее лечения. Чтобы избежать трещин, необходимо потратить время на шлифовку, очистку, опиливание или удаление заусенцев с краев пластин, чтобы они легко стыковались.Было бы неплохо повторно нагреть обе стороны стыка, так как правильная температура имеет значение и скрепляет пластины вместе. И перед тем, как приступить к сварке, проверьте, набрано ли у вас необходимое количество тепла, проверив настройки машины.
6. Неполное проникновение и слияние
Неполное сращивание корня — это когда сварной шов не сваривается на одной стороне стыка в корне. Неполное проникновение корня происходит, когда корневая область сустава с обеих сторон не спаяна.Эти проблемы чаще возникают в процессах с плавящимися электродами (MIG, MAG, FCAW, MMA и SAW), где металл шва «автоматически» осаждается по мере того, как дуга поглощает электродную проволоку или стержень. Решения включают использование более широкого корневого зазора, электродов, диаметр которых приблизительно равен ширине зазора между корнем. При сварке было бы хорошо использовать меньшую скорость движения и переплетение кромок пластин.
7. Включения шлака
Включение шлака — это мелкие частицы флюса, которые застревают в металле сварного шва, что препятствует полному проплавлению сварного шва.Способ предотвратить это — иметь в хорошем состоянии расходные детали с флюсовым покрытием. Правильный ток, напряжение и хорошие характеристики дуги необходимы для обеспечения качественных сварных швов с полным сплавлением при прохождении через них.
8. Неправильная доставка перевода
Когда сварщики начинают слышать дребезжащий звук внутри кабеля горелки, возможно, проблема связана с системой подачи проволоки. В этом случае это всегда связано с обеспечением правильной настройки оборудования и технического обслуживания.Иногда сварщики делают ошибку, используя наконечники, которые слишком велики для применения, что может привести к некоторым другим проблемам сварки, перечисленным выше. Некоторые советы включают обеспечение правильного функционирования контактного наконечника пистолета и двойную проверку размера провода, который будет использоваться. Рекомендуется проверить кончик провода, чтобы убедиться, что он не изношен и нуждается в замене. Что касается приводных роликов, то их стоит проверить, так как они изнашиваются. Всегда следите за тем, чтобы ведущие ролики и направляющая труба находились в непосредственной близости.
Важность лучшего оборудования
В конце концов, наличие надлежащих знаний о том, как избежать сварочных ошибок и наличие лучшего и новейшего сварочного оборудования с самыми современными технологиями, действительно имеет значение, когда дело доходит до уменьшения шансов возникновения дефектов. Таким образом, наличие надежных поставщиков, известных своим превосходным качеством продукции, таких как Welding Industries Australia (WIA), имеет важное значение для предприятий, которые зависят от сварки как части своей основной структуры бизнеса.
Дата: 31 августа 2017 г.
Советы по ручной сварке, которые помогут улучшить вашу работу — плюс наши 12 советов по сварке
Процесс сварки, при котором электричество используется для создания тепла, плавления металлов и соединения этих металлов.
Сварка штучной сваркой имеет много недостатков, таких как низкая эффективность, необходимость в квалифицированных пользователях и непригодность для тонких металлов. При сварке штучной сваркой возникают некоторые очень распространенные проблемы, такие как разбрызгивание, частый и нежелательный побочный эффект, связанный с пористостью, поднутрением, деформацией, трещинами, включениями шлака, неполным плавлением и проплавлением, а также задержкой подачи проволоки.
Новым сварщикам, которые не сваривают каждый день аппараты для ручной сварки, известные как аппараты для дуговой сварки в экранированном металле (SMAW), действительно сложно научиться. Опытный сварщик, когда-то поработавший, делает сварку штангой простой.
Новичку и сварщику, желающим добиться лучших результатов при сварке штучной сваркой, необходимо обратить внимание на пять основных правил для улучшения результатов сварки. Это текущая настройка станка, длина дуги, угол перемещения, скорость перемещения и манипуляции с электродами.
Подготовка к сварке палкойНачнем с того, что сварка электродом сначала очищает поверхность проволочной щеткой или шлифовальным станком для достижения лучших результатов. Для рабочего зажима должно быть чистое место. Для поддержания лучшего качества дуги требуется стабильное, прочное и хорошее электрическое соединение.
Держите голову в стороне от сварочного дыма, чтобы обеспечить беспрепятственный обзор сварочной ванны. Вы гарантируете, что во время сварки в стыке дуга остается на краю сварочной ванны.Держитесь так, чтобы поддерживать электрод и манипулировать им.
Мы должны строго придерживаться следующего пункта, чтобы постоянно улучшать наш сварочный процесс с каждым следующим процессом дуговой сварки.
Шаг 1, установка тока в машинеПроизводитель электродов поставляет разные электроды, поэтому установка тока будет зависеть от того, какой электрод вы выберете для сварки. Выбор электрода будет зависеть от того, выберете ли вы положительный постоянный ток (DCEP), отрицательный постоянный ток (DCEN) или переменный / переменный ток.
Различные машины могут выполнять сварку в одном или обоих этих режимах, поэтому вы выбираете электрод в соответствии со спецификацией машины и совместимостью с сваркой.
Оба текущих типа дают разные характеристики дуги и используются для разных целей. Для более толстого материала требуется постоянный ток +, так как он дает большее проплавление, в то время как переменный ток + хорош при сварке тонких материалов из-за меньшего провара при том же токе.
После того, как ток установлен в вашей машине, необходимо установить силу тока.Начальная точка для ампера составляет 1 ампер / 0,001 дюйм диаметра электрода. Вам необходимо установить силу тока в соответствии с характеристиками вашей дуги. Вы можете увеличить или уменьшить силу тока в зависимости от необходимости.
Шаг 2, длина дугиОпределение длины дуги — это расстояние между электродом и сварочной ванной. Дуговая сварка также известна как процесс сварки постоянным током, поскольку регулирование сварочного напряжения пропорционально длине дуги.
Поддержание устойчивой дуги является отличительной чертой сварки штангой, и, как правило, длина дуги должна соответствовать диаметру электрода. Если вы заметите, что электрод застрял в сварочной ванне, значит, длина дуги мала. В случае длинной дуги можно получить чрезмерное разбрызгивание, слабое осаждение, поднутрение и пористость.
Новичкам в сварке стержневыми швами обычно бывает длинная дуга, чтобы лучше визуализировать сварочную ванну. Если сварочная ванна не видна, лучше наклонить головку, чем увеличивать длину дуги.Можно создать стабильную, плотную и контролируемую дугу, чтобы получить лучший валик, узкий валик и минимальное разбрызгивание.
Шаг 3, угол перемещенияПри сварке стержнем в плоском, горизонтальном и потолочном положениях используется техника сварки с протягиванием или обратной рукой. Обычно электрод удерживают перпендикулярно, а затем наклоняют верхнюю часть в направлении движения на 5-15 градусов.
Наилучший результат может быть достигнут, когда в процессе сварки штучной сваркой используется сопротивление 10-15 градусов.
Шаг 4, манипуляции с электродамиСварка — это искусство, и каждый эволюционирует по-своему: от движения по устойчивой линии до движения «хлыст» и «пауза» и т. Д. Каждый экспериментирует и разрабатывает метод, который ему больше подходит.
Иногда для сварки зазора требуется небольшая волновая дуга, поэтому управляющий электрод необходим для получения стабильного, небольшого и прочного валика с очень небольшим количеством брызг, минимальной пористостью и включениями шлака.
Шаг 5, скорость движенияМы должны попытаться установить скорость движения таким образом, чтобы дуга находилась в передней 1/3 сварочной ванны.Слишком низкая скорость приведет к получению широкого выпуклого валика с неглубоким проникновением и захватом холода. Более низкая скорость вместо этого создает узкий, поднутренный, увенчанный борт и непоследовательный.
Все приведенные выше советы, терпение и практика направят вас в правильном направлении к совершенствованию сварки штангой и получению более качественного, прочного и стабильного валика.
Советы и хитрости для улучшения сварки штангойЭти советы и рекомендации помогут вам решить проблемы, с которыми может столкнуться сварщик. « Продолжайте практиковаться, оставайтесь преданными делу и будьте настойчивыми » . Наконечники для сварки штангой и приемы:
1. Каждый раз выбирайте обычную сталь — Когда научится сваривать , выбирайте сталь с минимальным содержанием серы и кремния. Сталь марок 1015 и 1025 отлично подходит для сварки штангой из-за содержания серы менее 0,035% и кремния 0,1%.
Тяжелые и жесткие листы с высоким содержанием серы и кремния могут треснуть при сварке.Если действительно необходимо их сварить, используйте небольшой электрод с низкой скоростью, чтобы сварочная ванна расплавлялась в течение более длительного периода времени.
2. Выберите правильное положение соединения и электрода — Плоское положение лучше всего подходит для металлов толщиной 3/16 дюйма и более.
Лист из стали толщиной 18-10 сваривается лучше всего при работе под углом вниз 45 градусов, но никогда не превышайте этот угол больше 75 градусов для получения качественного сварного шва.
3. Используйте правильную геометрию соединения. — Требуется скос для лучшего борта, так как в противном случае электрод будет изо всех сил пытаться добраться до соединения.Когда вы научитесь сваривать прочным, чистым и полностью проплавленным швом, вы сможете добиться этого, следуя геометрии шва.
4. Очистите каждое соединение перед сваркой. — Лучше удалить с металла лишнюю ржавчину, краску, масло, окалину и жир, либо используйте электрод E6010 или E6011 в такой ситуации. При возникновении ржавчины, влажной сварке следует замедлить ход. Это позволит пузырьку газа вырваться из сварочной ванны до того, как он остынет и замерзнет.
5.Возьмите на себя ответственность за наращивание. — Качественная сварка палкой дает нарост толщиной не более 1/16 дюйма. Вы зря тратите время и материалы, не добавляя дополнительных преимуществ. Увеличение количества филе только увеличивает стоимость и приводит к потере времени. Это добавит лишнему весу и дополнительным затратам на проект.
6 Выберите правильный электрод — Правило большого пальца: сварка электродами большего диаметра с более высокой скоростью и высоким уровнем наплавки. Выберите для своего проекта электрод самого большого размера, сохраняя при этом качество сварного шва.Размеры стыка могут ограничивать диаметр электрода.
7. Снижение тока уменьшает разбрызгивание — Брызги — это эстетическая проблема, которая не влияет на прочность сварного шва, но увеличивает стоимость очистки. Уменьшите ток в зависимости от типа и размера электрода, чтобы уменьшить разбрызгивание. Уменьшение длины дуги также поможет уменьшить разбрызгивание.
8. Поддержание допустимого размера сварочной ванны — Выточка — еще одна эстетическая проблема, характерная для новичков.Это можно уменьшить, сохраняя управляемость сварочной ванны расплава. Уменьшение силы тока, замедление скорости движения, устранение тенденции к плетению поможет избежать подрезов.
9. Выберите обогреваемый шкаф для электродов. — Влажные электроды будут производить неустойчивую, грубую и непостоянную дугу. Желательно приобрести переносную печь / шкаф с подогревом, чтобы электроды оставались сухими.
10. Свести к минимуму отсутствие сварки — Отсутствие сварки означает неудачный сварной шов.В этом вопросе может помочь более высокий ток с использованием техники стрингера, отсутствие сплавления. Мы обеспечиваем чистые края, красивый внешний вид, прочный сварной шов.
Плохая сварка из-за неглубокого проникновения, уменьшенная за счет уменьшения времени прохождения и увеличения силы тока. Лучшая подгонка может решить проблему плохой сварки.
11. Выполните пробный прогон — это основная помощь, вы выполняете пробный прогон с электродом, прежде чем начинать сварку в узком месте. Это упражнение поможет устранить препятствие, которое вы чувствуете при дуговой сварке.Перед тем, как начать, определите угол, при котором дуговая сварка останется легкой. Стратегию можно спланировать заранее.
12. Сварка веселья — гордитесь своей работой. Ваша работа со сталью останется надолго. Восхититесь тем, что вы являетесь причиной этого творения. «Время сварки, время развлечений »
Каждая ошибка — это возможность научиться, а не отражение неудачи.
Часто задаваемые вопросыЧто заставляет сварочный электрод прилипать?
Непосредственной причиной прилипания сварочного электрода является то, что вместо плавления он просто прилипает.Возбудителю кажется, что нет достаточного тока, чтобы расплавить стержень. Лучше сразу оторвать стержень от основного металла.
Какой сварочный стержень самый простой в использовании?
Электрод номер 7018, имеющий толстый флюс и высокое содержание, был признан самым простым в использовании электродом. Эти сварочные стержни создают чистую, гладкую, стабильную и стабильную дугу с минимальным разбрызгиванием и хорошим проникновением дуги. Многие сварщики могут использовать их при формировании конструкций.
Под каким углом следует сваривать?
Идеальный угол для сварки составляет 60-70 градусов. Угловой шов — это самый распространенный тип сварного шва, и в плоском горизонтальном положении держите держатель под углом 45 градусов от сварочной детали.
Какой сварочный электрод используется чаще всего?
Существует шесть типов сварочных стержней 6010E, 6011E, 6012E, 6013E, 7018E и 7028E, но 6010 — это наиболее часто используемые сварочные стержни. Его прочность на разрыв составляет 60 000 фунтов / квадратный дюйм.Эту удочку можно с одинаковой легкостью использовать во всех четырех положениях: вертикальном, горизонтальном, плоском и над головой.
Какой сварочный электрод самый прочный?
Мы обнаружили, что сварочный электрод 6011 обеспечивает минимальную прочность на разрыв 60 000 фунтов на квадратный дюйм. С другой стороны, сварочный электрод 7018 обеспечивает более прочный сварной шов с минимальным пределом прочности на разрыв в пределах 70000 фунтов на квадратный дюйм.
В чем разница между сварочными электродами 6013 и 7018?
Основным материалом обоих электродов является низкоуглеродистая сталь, а покрытия разные.7018 имеет покрытие с низким содержанием водорода и калия, а 6013 имеет покрытие из титана-калия. Они отличаются скоростью падения при сварке и прочностью на разрыв, несомненно, 7018 имеет более высокую спецификацию.
Какой металл труднее всего сваривать?
Алюминий — самый твердый, а иногда и кошмар для сварщика. Прежде чем решиться на сварку, необходимо изучить химические и физические свойства. Форма сплава или руды требует тщательного осмотра металла для сварки.
Вы нажимаете или тянете сварку штангой?
Правило Лейснера гласит: «Если он производит шлак, вы тянете». Здесь, в аппарате для дуговой сварки / ручной сварки, вы тянете или тянете стержень или проволоку.Push — это техника сварки MIG.
Почему мой сварочный стержень продолжает прилипать?
Электроды для дуговой сварки прилипают к основному металлу из-за низкого тока / напряжения. Эта причина является преобладающей, но могут быть причины, такие как использование сварочного аппарата с низким OCV или неправильная техника сварки.
ЗаключениеКаждый сварщик стремится получить чистую, стабильную и стабильную дугу для точной сварки для своего сварочного проекта. Мы обсудили детали методов сварки штангой и обучение. Советы по дуговой сварке и уловки помогут вам выйти из самых сложных сварочных ситуаций. Начинающему сварщику следует соблюдать эту директиву, чтобы обеспечить наилучшую сварку штучной сваркой.