видео инструкция, как работает паяльник, пайка проводов
Для эффективного соединения металлических поверхностей лучше всего прибегать к помощи температурных воздействий. Наиболее простым и распространенным способом является пайка паяльником. В этом случае материалы из металла соединяются под воздействием местного повышения температур и наплавки с более низкой температурой.Для того чтобы правильно соединить металлические детали при помощи паяльника, необходимо узнать основные моменты, которые характеризуют процесс пайки. Для этого достаточно будет прочитать статью, посмотреть видео урок и попробовать освоить технологию на практике.
Как работает паяльник
Излучающие тепло приспособления для пайки называют паяльниками. В зависимости от способа нагрева они бывают электрическими, газовыми, термовоздушными, индукционными. Чаще всего используются электрические приборы, мощность которых выбирается для пайки определенных материалов:
- для соединения электронных компонентов мощность паяльника должна быть до 40 В;
- для деталей с тонкими стенками до 1 мм необходима мощность в 80-100 Вт;
- заготовки с толщиной стенок от 2 мм и более требуют мощность приспособления выше 100 Вт.
К самым энергоемким паяльникам относятся молотковые устройства, мощность которых может достигать до 550 Вт. Они могут разогреваться до температуры в 600С. Применяются молотковые паяльники для соединения массивных деталей.
Акустический паяльник небольших размеров пригодится для электротехника. Приспособление отличается низкой теплоемкостью, поэтому его используют для тонкой паечной работы.
Кроме массивности металлических изделий, на требуемую мощность паяльника влияет теплопроводность самого обрабатываемого материала. Так, например, для медных изделий прибор следует нагревать намного сильнее, чем для работы с деталями из стали.
Оптимально необходимая температура жала приспособления для пайки может поддерживаться как вручную, так и автоматически. Используются для этого тиристорные регуляторы.
Используются для этого тиристорные регуляторы.
Подготовка к процессу пайки
Перед началом работ необходимо подготовить паяльник, материалы, инструменты и рабочее место.
Рабочий участок рекомендуется снабдить:
Подставкой , на которой будет располагаться разогретый прибор. На ней же нужно будет расположить флюс, «крокодил» и кусочки поролона, которые нужны для чистки жала.
Штативом, на котором будут размещены: держатель для паяльника, ванночка с канифолью, зажимы.
В набор необходимых инструментов входит:
- напильники;
- круглогубцы;
- кусачки;
- пассатижи;
- пинцеты;
- наждачная бумага;
- нож.
Подготовка паяльника
Перед работой с паяльником, его жалу придают определенную форму. Делается это с помощью напильника. Наиболее используемые формы – на срез и угловая. Ножевидная применяется для выпаивания выводов разъема или нескольких контактов микросхем.
Жало рабочего инструмента должно быть равномерно покрыто припоем. С «грязным» жалом паять будет затруднительно. Поэтому холодный паяльник с помощью напильника нужно почистить до меди, из которой изготовлено жало.
После этого прибор следует нагреть и последовательно касаться им то канифоли, то припоя. Делать так следует несколько раз, добиваясь равномерного покрытия жала припоем. После этого можно начинать пайкой соединять металлические детали.
Подготовка флюса
Выбор нужного флюса является решением одной из важных задач пайки. Необходим он для того, чтобы спаиваемые поверхности во время нагрева не окислялись. В противном случае спайка получится неустойчивой и рыхлой. Ее можно будет очень легко повредить. Поэтому качество флюса определяет трудность или легкость процесса пайки, и то, как прочно будет соединяться обрабатываемый материал.
Флюсы должны быть подобраны под подготовленный для пайки материал:
Для соединения проводов и микросхем применяется широко известная канифоль.
 Внешне это кристаллическое прозрачное вещество красно-коричневого, красного, желтого или оранжевого оттенка похоже на янтарь.
Внешне это кристаллическое прозрачное вещество красно-коричневого, красного, желтого или оранжевого оттенка похоже на янтарь.Для пайки труднодоступных или неудобно расположенных деталей используется канифольно-спиртовый флюс. Для его получения канифоль нужно раздробить до состояния песка и растворить в денатурате или техническом спирте. Наносится он на заготовки кистью, а хранится в плотно закрытой емкости.
Для оцинкованного железа применяется флюс ЛК-2, который состоит из хлористого аммония, хлористого цинка, этилового спирта и канифоли.
Для нержавейки используется ортофосфорная кислота.
Хорошо подготавливают поверхность стойких металлов активные кислые флюсы на основе хлорида цинка.
Для пайки стали эффективными флюсами считаются паяльные кислоты и водные растворы на основе хлористого цинка.
 Внешне это кристаллическое прозрачное вещество красно-коричневого, красного, желтого или оранжевого оттенка похоже на янтарь.
Внешне это кристаллическое прозрачное вещество красно-коричневого, красного, желтого или оранжевого оттенка похоже на янтарь.Следует знать, что для пайки нержавеющих сталей необходимы более активные флюсы, чем для обработки низколегированных и углеродистых материалов. Чугун нужно паять высокотемпературной пайкой, поэтому электрический паяльник с ним не справится.
Припои для пайки
Для электротехнических паек и радиомонтажных работ применяются легкоплавкие оловянно-свинцовые сплавы. Наиболее популярны припои — ПОС-61, ПОС-50, ПОС-40, ПСр-2, ПСр-2,5.С помощью чистого олова соединять детали очень дорого, так как это ценный материал, поэтому используют его довольно редко.
Самое лучшее качество пайки получается после применения припоев, которые содержат свинец. Однако этот материал является вредным.
Чтобы во время работы не держать в руке горячий припой, его удерживают плоскогубцами или размещают на специальном приспособлении.
Как правильно паять паяльником – советы, видео
Поверхности обрабатываемых деталей перед пайкой очищают наждачной бумагой и обезжиривают бензином или ацетоном. Затем их нужно установить и закрепить в исходном положении. После этого можно разогреть паяльник и приступать к пайке одним из двух основных способов.
После этого можно разогреть паяльник и приступать к пайке одним из двух основных способов.
При подаче припоя на детали с паяльника , на приборе сначала нужно расплавить некоторое количество припоя, а затем поднести жало к соединяющим заготовкам и прижать его. В это время флюс должен начать вскипать и испаряться. В это время наконечником прибора следует распределить припой по стыку.
При подаче припоя на соединяемые детали, сначала с помощью паяльника разогреваются сами заготовки. После того как они достигнут необходимой температуры, нужно будет подать припой в стык между деталью и паяльником или на деталь. Расплавляющийся припой начнет заполнять стык.
Выбор способа соединения зависит от характера выполняемой работы. Первый способ подойдет для пайки мелких деталей, а второй для соединения крупных изделий.
Во время работы с паяльником необходимо соблюдать некоторые требования:
- Хорошо прогревать прибор и соединяемые детали. Если припой размазывается, а не течет, значит нужно увеличить температуру нагрева паяльника.
- Остатки кислотных флюсов следует обязательно смывать после пайки. Иначе через некоторое время соединение может быть разрушено коррозией. В качестве моющего средства можно применить щелочные вещества.
- Нельзя во время процесса пайки вносить много припоя. Шов должен получиться слегка вогнутым. Лишний припой удаляется оплеткой или отсосом. Если жало прибора приобрело металлический блеск, значит припоя достаточно. О том, что припоя много, говорит измененная форма жала.
Качественный спай должен ярко блестеть. Пережженный припой выглядит матовым, однако в некоторых случаях он допустим. Губчатая зернистая структура спая говорит о недостаточной температуре и о явном браке.
Как паять провода
На подготовительном этапе провода следует зачистить, скрутить и залудить:
- провод опускается в ванночку с канифолью;
- капля припоя с помощью паяльника распределяется по медным жилам;
- чтобы покрытие было со всех сторон, в процессе лужения провод необходимо поворачивать и прогревать;
- залуженный конец провода окунается в разогретый припой, излишки которого удаляются.

Одножильные провода перед спайкой очищаются до блеска. После этого их нужно окунуть в канифоль, соединить, несколько секунд прогреть и нанести припой. Для обеспечения надежной изоляции на оголенный провод надевается термоусадочная трубка, которая должна быть большего диаметра. Под воздействием высокой температуры она уменьшится и образует изоляцию проводов.
Если из-за наличия эмали или лака проводник не хочет лудиться, то можно применить обычный аспирин. Для этого таблетку нужно положить на дощечку и, прижав к ней проводник, прогреть его несколько секунд. Таблетка должна начать плавиться, а выделяемая кислота разрушать лак.
Препятствовать лужению на старых проводах могут окислы, которыми они бывают покрыты. Справиться с ними поможет та же таблетка аспирина.
Для лужения провода из алюминия необходим «Флюс для пайки алюминия». Он является универсальным, поэтому использовать его можно для соединения металлов с химически стойкой окисной пленкой. При этом во избежание коррозии не нужно забывать после пайки очищать изделия от остатков флюса.
Следует знать, что недопустимо скручивать вместе алюминиевый и медный провода. Фиксировать их можно только через промежуточный элемент, в качестве которого можно применить другой металл, клеммный зажим, разделение шайбами.
Для правильной пайки с помощью паяльника требуется тщательная подготовка деталей и инструментов. Во время самого процесса слой припоя всегда должен быть защищен флюсом. Для различных материалов подбирается соответствующей мощности прибор и необходимой формы жало. При выдерживании оптимального температурного режима и правильном соединении деталей пайка получится надежной и будет долго служить.
Оцените статью: Поделитесь с друзьями!Как правильно паять в домашних условиях
Смотрите также обзоры и статьи:
Что нужно для пайки: необходимые составляющиеВсе мы знаем, что метод спаивания элементов между собой — один из самых надежных и крепких. Этот метод обеспечивает надежное соединение медных деталей с деталями из других сплавов, в том числе алюминиевых. Это довольно простой способ и широко применимый.
Этот метод обеспечивает надежное соединение медных деталей с деталями из других сплавов, в том числе алюминиевых. Это довольно простой способ и широко применимый.
Суть заключается в том, чтобы при нагревании определенной зоны заливать ее жидким припоем, который при застывании обеспечит надежное соединение.
Для проведения процесса спаивания понадобится тепло, обычно источником тепла является паяльник. Паяльники бывают разные по мощности, по типу и их выбор зависит также от вида работ, которые необходимо провести.
Обычный электрический паяльник прогревает соединяемые детали, разогревает припой до жидкого состояния, а также наносит его на элементы. Подключение осуществляется при помощи провода, который соединяет заднюю часть паяльника с вилкой. Паяльник оснащен рукояткой для удобства пользования.
Помимо главного агрегата, без которого не удастся ни одна пайка, нужны дополнительные составляющие, например, припой. Это сплав из олова и свинца, но допустимы и дополнительные добавки. Припой производится в виде катушки с намотанной проволокой, диаметр которой может быть различным. Также бывает трубчатый вид припоя, внутри которого находится канифоль, что придает удобство при работе.
Свинцовая добавка в сплаве позволяет сэкономить на нем, а количество может быть разным – от этого зависит марка. Например, один из самых распространенных припоев, ПОС-61: П — припой, ОС – оловянно-свинцовый, 61 – процент содержания олова. Чем больше эта цифра, тем меньше содержание свинца. Обычно используют сплавы с небольшим содержанием олова.
Припои бывают мягкими и твердыми: мягкие плавятся при температуре 450 градусов, остальные являются твердыми. Например, температура упомянутого ранее припоя ПОС-61 составляет 190 градусов. По причине проблем с разогревом припоев из твердой группы, ими не пользуются когда орудуют электрическими паяльниками.
Алюминиевые детали паяют припоями с добавлением алюминия или кадмия, но они токсичны, поэтому увлекаться ими особо не стоит.
Следующий нужный компонент – флюс.
Он улучшает растекание сплава тонким слоем по поверхности детали, обеспечивает более надежное сцепление между деталями и сплавом, а также растворяет имеющие тончайшие пленочки, находящиеся на поверхностях деталей.
Канифоль является наиболее используемым флюсом, но и составы с добавлением в нее глицерина, спирта или цинка также хороши. Температура размягчения канифоли составляет 50 градусов, температура кипения – 200 градусов. Сама по себе канифоль обладает таким свойством как гигроскопичность, насыщаясь водой, ее проводимость увеличивается. Флюс из канифоли может иметь вид раствора, порошка или твердого куска.
Небольшой лайфхак от мастеров: когда выполняется пайка проводов нагрев можно выполнить, используя таблетку простого аспирина, образовавшиеся пары будут выполнять функции флюса.
Для пайки в условиях стесненности лучше всего подойдет паяльная паста, которая представляет собой смесь из флюса и припоя. Ее нужно просто нанести на изделие и нагреть паяльником.
Для более удобной организации рабочего места, можно предусмотреть подставку, ее наличие не только облегчит работу, но и будет возможность использовать ее как подставку для всех сопутствующих материалов – припоя, канифоли, жал.
Подставку можно изготовить самостоятельно из куска деревяшки, там нет ничего сложного.
Основы пайки, или как научится паятьПрежде всего нужно проверить провод на целостность, недопустимы никакие механические повреждения – порезов, оголения и пр. кроме того, нужно исключить спутанность, загибы, чтобы при дальнейшей работе раскаленное жало не прикасалось к нему. Паяльник можно брать только за держатель, ни в коем случае нельзя притрагиваться к его корпусу.
Обратите внимание на освещение рабочего места, если освещения недостаточно, то можно установить дополнительный источник света на месте работы – это создаст благоприятные и комфортные условия. Вентиляция также должна хорошо работать, ведь при пайке очень важно обеспечить кондиционирование воздуха в помещении от возникающих паров.
Прежде чем начать непосредственно работу, нужно избавиться от заводской смазки, находящейся на корпусе, поскольку она при нагревании может дымить. Поэтому зачастую паяльник подсоединяют к удлинителю и выводят ненадолго на улицу. Затем нужно при помощи наждачной шкурки или напильника с мелкой насечкой очистить выбранное жало от пленочки. Для этого можно использовать канифоль, просто погрузил жало туда. Затем на поверхность наносят слой олова, и приступают к соединению деталей.
- Убирается изоляция на несколько сантиметров (если диаметр провода большой, то участок тоже должен быть больше)
- Зачищение и обезжиривание жил (если это необходимо)
- Формирование скрутки проводов
- Контакты обрабатываются флюсом
- На жало набирается припой, производится пайка до полного растекания. Если есть нужда, то процедуру можно повторить. Важно следить, чтобы припоем были заполнены все промежутки и полости
- Накладывание изоляционного материала.
Пайка алюминиевых и медных проводов практически не отличается. Да и, собственно, пайка любых других деталей друг с другом, имеет почти такой же алгоритм: подготовительные работы, обработка флюсом, воздействие температуры, работа с припоем.
Когда припой остынет, нужно оценить качество соединения: если есть неровности, пористые места, кривизна, значит работа некачественная вследствие недостаточной температуры, если имеются обуглености, значит, наоборот, температура была слишком высокой, а если место пайки отличается характерным блеском, значит все сделано правильно.
Как правильно паять микросхемыВ каждой радиодетали и в любом электронном изделии есть микросхема – это сложнейший элемент, где внедрены десятки или даже сотни мелких простых компонентов. Благодаря микросхемам все устройства имеют малогабаритные размеры и небольшой вес, но не малую стоимость из-за деталей. Если деталь будет испорчена при монтаже, то стоимость может вырасти из-за необходимости ее замены. Запаять провода или крупные элементы друг с другом не сложно, с этим справится и новичок, а вот если дело касается ремонта микросхемы, то здесь нужно действовать по-иному.
Благодаря микросхемам все устройства имеют малогабаритные размеры и небольшой вес, но не малую стоимость из-за деталей. Если деталь будет испорчена при монтаже, то стоимость может вырасти из-за необходимости ее замены. Запаять провода или крупные элементы друг с другом не сложно, с этим справится и новичок, а вот если дело касается ремонта микросхемы, то здесь нужно действовать по-иному.
Для этого понадобится помощь паяльного инструмента. Мощность паяльника в этом случае должна быть совсем небольшой и рассчитанной на напряжение около 12 Вольт, жало лучше выбрать острое конусное. Еще одним интересным прибором, который несомненно может пригодиться, является оловоотсос, который позволяет удалить припой с платы. Оловоотсос визуально похож на шприц, где поршень оснащен пружиной и находится наверху. Путем воздействия на кнопку и пружину поршень поднимается и собирает припой.
Более удобным признана термовоздушная станция, где пайка производится при помощи разогретого воздуха. В ней есть фен с возможностью регулировать температуру воздушного потока. Еще один интересный и нужный инструмент – термостол. Он греет плату снизу, а сверху производятся различные действия.
Если дома сломалась какая-либо бытовая техника или компьютер, то вероятность того, что здесь нужны будут паяльные работы, стремится к ста процентам. Эта работа производится паяльником или паяльным феном. Существует еще один метод пайки – это с использованием бессвинцового припоя. Его применение стало практиковаться не так давно: воздействие на организм гораздо меньшее, чем при использовании свинца, но температура плавления выше.
- Трафарет – пластина с отверстиями, предназначенными под выводы. Они могут и не пригодиться. Сейчас производят трафареты, которые являются универсальными, они подойдут под самые распространенные типы микросхем.
- Флюс – о нем уже было много сказано. Самый распространенный флюс – это канифоль в виде куска, но для микросхем он не подойдет. Здесь нужен жидкий флюс, который можно произвести самостоятельно, растворив канифоль в спиртовом составе, а также в кислоте.
- Припой – для микросхем лучше использовать в виде проволоки, внутри которой может быть флюс из порошковой канифоли.
 Здесь нужен жидкий флюс, который можно произвести самостоятельно, растворив канифоль в спиртовом составе, а также в кислоте.
Здесь нужен жидкий флюс, который можно произвести самостоятельно, растворив канифоль в спиртовом составе, а также в кислоте.В наше время очень сильно упрощаются многие сферы, вот и здесь можно приобрести готовый набор, где собрано все необходимое, включая кисточку, пинцет и несколько разных припоев.
Итак, прежде всего все инструменты должны быть подготовлены к работе, включая вспомогательные – каждая мелочь сразу должна быть под рукой. Пайка плат должна происходить молниеносно, недопустимы даже намеки на перегревы, для удобства нужно пользоваться пинцетом. Если работа производится при помощи паяльника, нужно внимательно отслеживать все колебания температуры и не допускать превышения 280 градусов. Можно воспользоваться антистатическим ковриком, подложить его под плату, ведь все радиодетали имеют чувствительность к статическому электричеству.
- Пинцетом немного отгибаются выводы;
- Сама деталь фиксируется неподвижно;
- Набирается немного припоя, погружается в канифоль, присоединяется к нужному элементу. Припой распределяется ровным слоем;
- Деталь закрепляют и ждут когда затвердеет припой;
- После этого нужно осторожно промыть плату спиртовым раствором
Олово при пайке играет роль припоя. Чтобы произвести спаивание двух деталей таких манипуляций как: подогреть одну поверхность и приложить к другой, недостаточно. Для этого лучше пользоваться паяльной станцией, поскольку преимущества при этом явно видны:
- Возможна регулировка температуры нагревания
- Выбранная температура не сбивается, а сохраняется на заданном уровне, жало не перегорает
- Паяльные станции имеют термостойкие жала.
Для пайки оловом пригодятся кусачки и нож. Сначала нужно, как и при любом другом виде пайки, приготовить рабочее место: проверить освещение, подготовить место, куда вы будете помещать ненужные мелочи, лишние элементы, залудить поверхности деталей. Затем подцепляем немного флюса и наносим олово посредством паяльника. Олово омоет контактную площадку при первом же легком касании. Остатки флюса можно аккуратно убрать.
Затем подцепляем немного флюса и наносим олово посредством паяльника. Олово омоет контактную площадку при первом же легком касании. Остатки флюса можно аккуратно убрать.
Для того, чтобы научиться паять, если не виртуозно, то хотя бы качественно, чтобы действительно приносить этим пользу, нужно практиковаться. Все приходит с практикой, и эти работы – не исключение.
ПОДХОДЯЩИЕ ТОВАРЫ
Поделиться в соцсетях
Как правильно паять | Сделай сам
О важности хороших, надежных электрических контактов между проводниками и деталями радиосхемы мы уже упоминали. Об этом напомним еще не один раз, ибо надежные соединения и прочность монтажа схемы обеспечиваются только при помощи пайки.
Об этом напомним еще не один раз, ибо надежные соединения и прочность монтажа схемы обеспечиваются только при помощи пайки.Основным инструментом для пайки является паяльник — стержень или кусок красной меди, нагреваемый на огне или электрическим током до температуры плавления припоя. Конец стержня запилен наподобие клина — это рабочая часть, или жало, паяльника.
Радиолюбители пользуются электрическим паяльником. Его стержень вставлен в железную трубку. Трубка обернута слюдой. поверх слюды намотана нихромовая проволока — это нагревательный элемент паяльника. Сверху проволока защищена слоем асбеста и металлическим кожухом. На другой конец трубки насажена деревянная ручка. при помощи вилки на шнуре, соединенном с проволокой нагревательного элемента, паяльник включают в штепсельную розетку электрической сети. Электрический ток раскаляет проволоку, а проволока отдает тепло медному стержню и нагревает его.
Желательно иметь два паяльника разных мощностей. Но если такой возможности нет, предпочтение надо отдать более удобному паяльнику.
Для пайки еще нужны припой и флюс.
Припоями называют легкоплавкие металлические сплавы, с помощью которых производят пайку. Иногда для пайки применяют чистое олово. Оловянная палочка имеет светлую серебристо-матовую поверхность и при изгибе или сжатии плоскогубцами издает хрустящий звук. Но чистое олово сравнительно дорого, поэтому применяют его только для залуживания и пайки посуды, предназначенной для приготовления и хранения пищи.
Для радиомонтажа обычно применяют оловянно-свинцовый припой, представляющий собой сплав олова и свинца. С виду он похож на чистое олово, но менее светлый — матовый.
Чем больше в припое свинца, тем он темнее. Однако, по прочности спайки оловянно-свинцовый припой не уступает чистому олову. Плавится он при температуре 180-200 градусов по цельсию. Удобнее пользоваться кусочком припоя в виде палочки.
Флюсами называют вещества, которые применяются для того, чтобы подготовленные к пайке места деталей или проводников не окислились во время прогрева их паяльником. Без флюса припой не будет «прилипать» к поверхности металла.
Без флюса припой не будет «прилипать» к поверхности металла.
Флюсы бывают разные. В мастерских, например, где ремонтируют металлическую посуду и другой домашний инвентарь, применяют «паяльную кислоту». Это раствор цинка в соляной кислоте. Для монтажа радиоаппаратуры такой флюс совершенно не пригоден, так как при прикосновении к нему паяльника он разбрызгивается и осаждается. загрязняет монтаж и со временем разрушает соединения, мелкие детали. Даже небольшая капелька кислоты, попавшая на тонкий обмоточный провод, через короткий промежуток времени переедает его.
Для радиомонтажа пригодны только такие флюсы, в которых совершенно нет кислоты. Одним из таких флюсов является канифоль. Если пайка производится в легко доступных местах, используется канифоль в кусочках. В тех случаях, когда трудно добраться до детали с кусочком канифоли, используют густой раствор канифоли в денатурированном или техническом спирте. Чтобы канифоль хорошо растворялась, ее нужно размельчать в порошок и всыпать в спирт. Так как спирт быстро улетучивается, такой флюс следует хранить в пузырьке с притертой пробкой, например из-под одеколона. Спиртово-канифольный флюс наносится на спаиваемые места предметов при помощи тонкой палочки или кисточки.
Рекомендуем для паяльника сделать подставку, а припой и канифоль держать в баночке (рис. 91) из алюминия. Эти простые приспособления создадут удобства в работе, а паяльник, припой и канифоль будут при этом содержаться в чистоте.
Умение хорошо паять — своего рода искусство, которое дается не сразу, а в результате некоторой практики. Секрет прочной и красивой пайки заключается в аккуратности и чистоте: если плохо зачищены проводники, загрязнен, плохо нагрет или перегрет паяльник, никогда не будет хорошей пайки.Недостаточно горячий паяльник превращает припой в кашицу, которой паять нельзя. Признаком достаточного прогрева паяльника являются вскипание канифоли и обильное выделение дыма при соприкосновении ее с паяльником. Нормально нагретый паяльник хорошо плавит припой и не окисляется.
Рабочий конец паяльника должен быть всегда горячим и хорошо залужен — покрыт тонким слоем припоя. Залуживают паяльник так. Его разогревают, зачищают жало напильником или наждачной бумагой, опускают в канифоль и прикасаются им к кусочку припоя. После этого жало быстро трут о дерево, чтобы вся его поверхность покрылась тонким слоем припоя. Если припой не пристает даже к хорошо прогретому жалу. его нужно еще раз зачистить и вновь залудить. Паяльник можно считать хорошо залуженым тогда, когда жало равномерно покрыто слоем припоя и с его кончика при нагреве свисает капелька припоя.
Рабочий конец любого паяльника со временем «выгорает», на нем образуются углубления — раковины. Придать ему правильную форму можно с помощью напильника. Наиболее правильная и удобная форма рабочей части паяльника показана на рис. 92.
Места проводников или деталей, предназначенные для спайки, должны быть зачищены до блеска и залужены. Пайка без залуживания отнимает больше времени и менее надежна. Залуживание проводников удобнее делать так: зачищенным проводником коснуться канифоли и хорошо прогреть паяльником рис. 93. Канифоль, расплавляясь, покрывает поверхность проводника, и припой, имеющийся на паяльнике, растекается по нему. Поворачивая проводник и медленно передвигая по нему жало паяльника, легко добиться равномерного покрытия поверхности проводника тонким слоем припоя.Если при пайке будешь использовать жидкий канифольный флюс, то смачивай залуживаемую деталь этим флюсом при помощи палочки или кисточки, а затем прогревай деталь паяльником до тех пор, пока припой не растечется по ее поверхности.
Чтобы спаять залуженные проводники или детали, их надо плотно прижать друг к другу и к месту их соприкосновения приложить паяльник с капелькой припоя на жале. Как только место пайки прогреется, припой растечется и заполнит промежуток между деталями. Плавным движением паяльника следует равномерно распределить припой по всему месту спайки, а излишек снять паяльником же. После этого паяльник можно удалить — припой быстро затвердеет и прочно скрепит детали. Очень важно, чтобы спаянные детали после удаления паяльника не сдвигались с места, пока затвердевает припой. Иначе пайка будет непрочной.
Очень важно, чтобы спаянные детали после удаления паяльника не сдвигались с места, пока затвердевает припой. Иначе пайка будет непрочной.
Если невозможно залудить поверхности спаиваемых деталей раздельно, их надо плотно прижать друг к другу, смазать место соприкосновения жидким канифольным флюсом (или поднести к нему кусочек канифоли) и прогреть паяльником, предварительно взяв на него припой. Прогревать детали следует до тех пор, пока припой не растечется по всему месту спайки.
Запомни: хорошей пайкой можно считать такую, при которой припой лежит не комком, а обливает место пайки со всех сторон.
Начинающие, еще не имеющие опыта радиолюбители иногда стараются «замазывать» место пайки припоем, а потом удивляются. почему не получается прочного соединения, хотя припоя израсходовано много. Искусство хорошей пайки заключается в том, чтобы сделать пайку при малом расходе припоя. А это достигается при хорошо прогретом и залуженном паяльнике. Только при этих условиях пайка получается прочной, аккуратной и красивой. На монтаж, выполненный таким образом, приятно смотреть самому и его не стыдно показать товарищам.
На сегодня у меня все. До скорых встреч, ждите обновлений. Надеюсь сегодняшний материал кому-нибудь пригодится.
Как правильно паять паяльником
Статья не совсем по теме, но думаю многим будет полезна и интересна, т.к. не редко случается, что возникает необходимость что-то припаять, будь то оборванный провод, сломанный разъем питания или сбитая деталь на печатной плате, но не каждый знает, как правильно паять паяльником.
Итак разберемся, как правильно паять паяльником, и что собственно нужно для пайки.
Для того, чтобы заниматься этим профессионально, запаивая мелкие радиоэлементы или микросхемы с мелким шагом ножек, вам понадобится паяльная станция с разными насадками и регулировкой температуры, но для более простых задач, таких как: запаять провод или припаять не очень мелкую деталь может подойти обычный дешевый паяльник.
К паяльнику также обязательно нужно приобрести припой и флюс или канифоль. Флюс — это жидкость, в основном, состоящая из спирта и канифоли, также есть активные флюсы (с кислотой), которые больше подходят для окисленных контактов или других поверхностей, которые тяжело паять.
Сам процесс пайки паяльником довольно простой. Достаточно подключить паяльник и дождаться, пока он нагреется до максимальной температуры. Если у вас паяльная станция, то нужно выставить температуру около 320 градусов Цельсии.
Для того, чтобы отпаять деталь, вам нужно будет слегка намазать контакт флюсом, и расплавить припой жалом паяльника, а затем разъединить спаянные детали.
Чтобы припаять, нужно снова намазать контакты флюсом, взять жалом паяльника немного припоя и после этого поднести жало к спаиваемым контактам.
Полезные советы как правильно паять:
- Если вы паяете деталь на однослойной плате, не держите паяльник слишком долго, могут отвалиться контактные площадки на печатной плате.
- Когда паяете, нет нужды водить паяльник по месту пайки, достаточно просто держать на месте и в нужный момент коротким быстрым движением убрать.
- Если контакт покрыт лаком, его лучше аккуратно зачистить скальпелем или ножом.
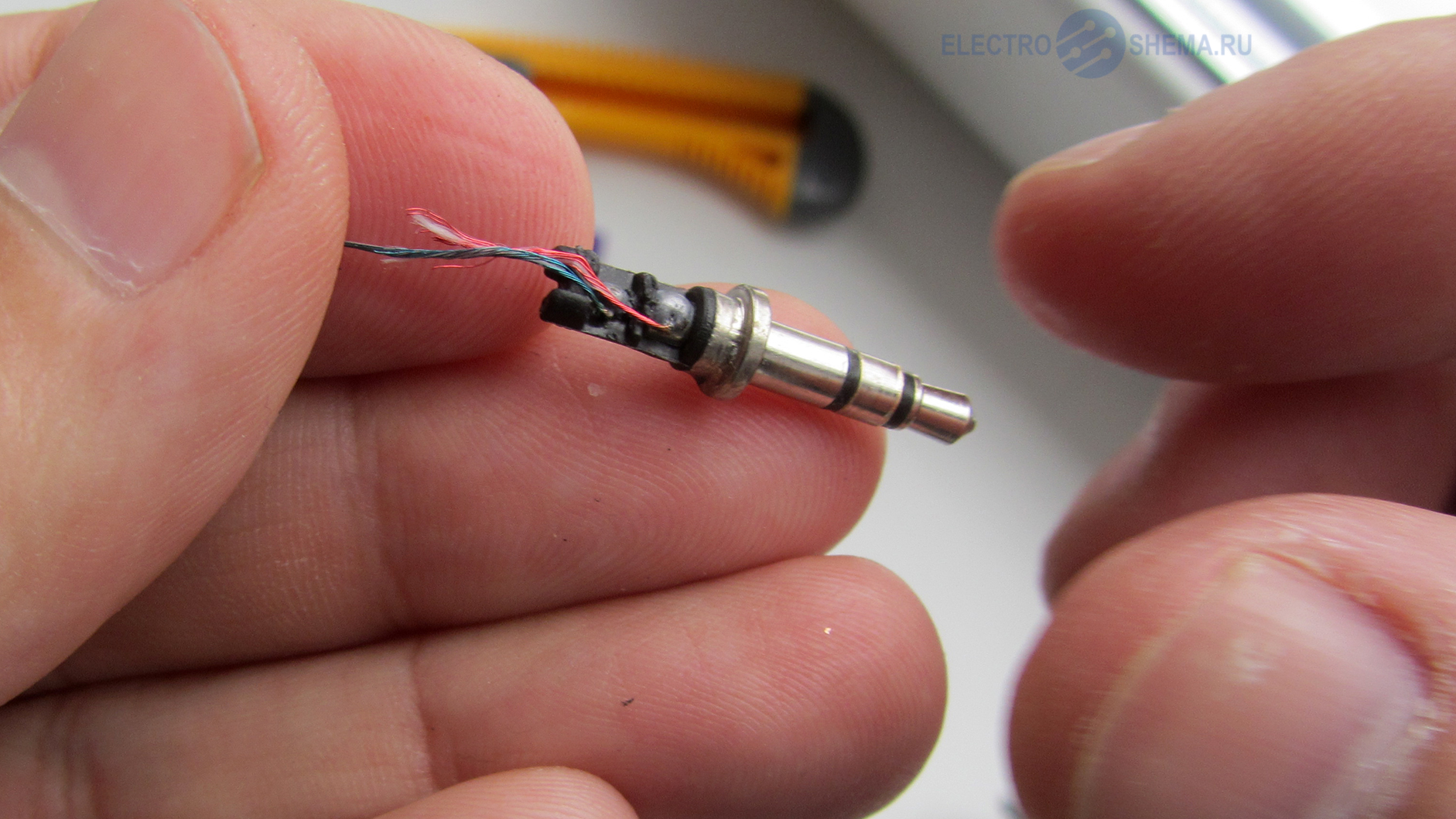
- Если вы хотите припаять провода наушников, и там тонкие провода которые не получается облудить (нанести на контакт припой), вам поможет активный флюс
- Прежде чем припаять два провода, сперва облудите каждый провод отдельно.
- Если вы хотите прочистить отверстие в печатной плате, для дальнейшей запайки туда детали, воспользуйтесь зубочисткой или заточенной спичкой, прочистив отверстие после нагрева.
Может возникнуть вопрос, зачем собственно нужен флюс или канифоль?
Если коротко, то он нужен, чтобы легче было паять.
С флюсом и канифолью пайка получается аккуратней, припой плавится быстрей. Также он нужен, чтобы облудить поверхность паяемого контакта.
Как паять? О том как правильно паять трубы паяльником расскажет Леруа Мерлен.

1Виды электрической пайки
Электрическая пайка позволяет соединять металлические детали, которые не подвержены сильным нагрузкам.
Она используется в следующих областях: электроника, радио, производство звуковой аппаратуры, пирогравюра, изготовление макетов… На самом деле, электропаяльник – это нагревательный элемент, окончание которого разогревается до температуры, способной плавить некоторые металлы.
4 Пайка электрических соединений
| Совет |
| Выберите паяльник, соответствующий виду работы: для пайки электрической схемы используйте паяльник низкой мощности с тонким наконечником. Если вы новичок, потренируйтесь на неисправной печатной схеме. Подготовьте свою работу таким образом, чтобы максимально сократить время нагревания схемы. Это позволит продлить срок службы схемы. Используйте небольшое количество припоя: излишки припоя могут привести к разрыву цепи или к возникновению короткого замыкания. |
Удалите старый припой
| Разогрейте припой окончанием стержня. Когда припой расплавится и станет блестящим, поднесите к нему оплетку для распайки, которая впитает в себя расплавленный припой | |
| Придерживая паяльник на месте, уберите оплетку и удалите припой. |
Пайка двух проводов
Зачистите провода от изоляции на длину около 1 см. Не трогайте провода, пока они не остынут. |
Пайка электрической схемы
Разогрейте паяльник в течение нескольких минут. Отлудите окончание стержня, обмакнув его в припой. | |
| Поместите окончание стержня на место пайки. Нагревайте его несколько секунд. Приложите проволоку припоя в месте контакта. Дайте пайке остыть. |
| Вся представленная информация имеет рекомендательный характер. Для установки, подключения и обслуживания электрических приборов и/или цепей обращайтесь только к профессионалам, прошедшим cоответствующее обучение и имеющим допуск к работам. |
Как правильно паять — ООО «УК Энерготехсервис»
ИНФОРМАЦИОННЫЙ САЙТ ПРО ЭЛЕКТРИКУ, СРЕДСТВА БЕЗОПАСНОСТИ И ОБОРУДОВАНИЕ ИНЖЕНЕРНО ТЕХНИЧЕСКИХ СИСТЕМ (ИТС)
Для того чтобы хорошо и правильно паять, следует знать несколько основных моментов, характеризующих процесс пайки паяльником, причем, безразлично — электрическим или газовым.
Здесь будет рассмотрено как паять припоем ПОС (сплав олова и свинца, в зависимости от пропорций содержания этих металлов меняется температура плавления припоя).
Припоем можно паять между собой различные металлы. Проще всего паять медь, латунь. Несколько сложнее — сталь, пайка других металлов, например алюминия, возможна, но требует применения специальных флюсов и присадок.
Давайте сразу про флюс.
Это вещество, препятствующее окислению металла при пайке.
Самый простой и известный флюс — сосновая канифоль. Используется в кусковой или жидкой (спиртовой раствор) формах для пайки меди, латуни.
Является пассивным флюсом, то есть только препятствует окислению металла при его нагреве паяльником, но уже имеющуюся окисную пленку удалить не может (для этого используются различные активные флюсы или тривиальная механическая зачистка).
Удаление оксидной пленки — процесс при пайке обязательный, поскольку расплавленный паяльником припой должен смочить поверхность металла, о окислы этому препятствуют равно как жир препятствует смачиванию водой любой поверхности. Думаю, при рассмотрении конкретных примеров Вам все будет ясно.
Как правильно подготовить паяльник
Перед тем как паять следует правильно подготовить паяльник. Его жало должно быть равномерно покрыто припоем. Смотрим фото:
Как паять провода
Соединение проводов пайкой
| Паять провода между собой можно различными способами, например, наложив предварительно залуженные провода друг на друга разогреть их паяльником до расплавления припоя. |
| Это результат. |
| Можно предварительно скрутить зачищенные провода. |
| Скрутку пропаять как при лужении. Кстати, во всех примерах используется твердая канифоль. Если применяется жидкий флюс, то он просто наносится кисточкой на нужное место. |
| Получится вот такое соединение. |
| Если Вы паяете какие либо радиоэлементы без применения печатного монтажа, то вот несколько способов пайки их выводов. |
| Слева проводник предварительно накручивается на вывод светодиода, справа — паяется «внахлест». Первый способ надежнее, второй — более быстрый, кроме того, при необходимости настройки схемы, многократной замены элементов, он удобнее. |
Это просто конечный результат. |
© 2012-2020 г. Все права защищены.
Представленные на сайте материалы имеют информационный характер и не могут быть использованы в качестве руководящих и нормативных документов
Как правильно паять паяльником: инструкция для чайников
Искусство пайки нужно постигать постепенно. Начиная от спаивания проводов и переходя к печатным платам — каждый из способов имеет свои тонкости как в подборе расходников для пайки, так и в технике. Сегодня мы поделимся с читателями азами паяльного дела и базовыми навыками работы.
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения.
В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой.
Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей.
Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру.
Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Флюсы и припои — как правильно подобрать
По описанным выше причинам правильный выбор флюса и припоя — это практически половина успеха в паяльном деле. К счастью, имеются вполне универсальные марки, подходящие для большинства задач. Отрасль применения почти всех флюсов и припоев вполне доходчиво указывается на этикетках, но некоторые аспекты их применения всё же нужно знать.
Начнём с флюсов. Их применяют для протравливания деталей, снятия и растворения оксидной плёнки с дальнейшей защитой металла от коррозии. Пока поверхность покрыта флюсом, можно быть уверенным в её чистоте, как и в том, что расплавленное олово будет хорошо её смачивать и растекаться.
Флюсы различают по типу металлов и сплавов соединяемых деталей. В основном это смеси металлических солей, кислот и щелочей, активно вступающих в реакцию при нагреве паяльником. Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.
Активный флюс для пайки
Условно флюсы для пайки делятся на два типа. Активные флюсы создаются на основе неорганических кислот, в основном хлорной и соляной.
Недостаток их в необходимости смывки сразу по завершении пайки, иначе остатки кислот вызывают довольно сильное корродирование соединения и сами по себе обладают достаточно высокой проводимостью, способной вызвать замыкание. Зато активными флюсами можно паять практически что угодно.
Второй тип флюсов создаётся, преимущественно, на основе канифоли, которая может использоваться и в чистом виде. Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве.
Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии.
Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.
Жидкая и твёрдая канифоль
С припоями всё несколько проще. В основном для пайки используются свинцово-оловянные припои марки ПОС. Цифра после маркировки означает содержание олова в припое.
Чем его больше, тем выше механическая прочность и электропроводность соединения и при этом ниже температура плавления припоя.
Свинец используется для нормализации процесса застывания, без него олово может растрескаться или покрыться иглами.
Припой ПОС-61 с канифолью внутри
Существуют специальные типы припоев, прежде всего — бессвинцовые (БП) и прочие нетоксичные, в них свинец заменён индием или цинком. Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии.
Есть также легкоплавкие припои, растекающиеся уже при 90–110 ºС. К таким относятся сплавы Вуда и Розе, используют их для пайки компонентов, чувствительных к перегреву.
Специальные припои находят главное применение при пайке радиоаппаратуры.
Сплав Розе
Мощность и виды паяльников
Главным отличием паяльного инструмента является тип источника его питания. Для обывателей наиболее знакомы сетевые паяльники, питающиеся от 220 В. Их используют главным образом для пайки проводов и более массивных деталей, ибо перегреть медный провод практически невозможно за исключением, разве что, оплавления изоляции.
Плюс сетевых паяльников в их высокой мощности. За счёт неё обеспечивается качественный и глубокий прогрев детали, плюс не требуется громоздкого блока питания для работы. Из недостатков можно выделить невысокое удобство работы: паяльник довольно тяжёлый, жало расположено далеко от ручки и для тонкой работы такой инструмент не годится.
Паяльные станции используют термоконтроль для поддержания стабильного уровня температуры. Такие паяльники не обладают значительной мощностью, обычно 40 Вт — это уже потолок. Однако для чувствительной к перегреву электроники и пайки мелких деталей этот инструмент подходит наилучшим образом.
Выбор жала и уход за ним
Жала для паяльников различают по форме и материалу. С формой всё просто: самым примитивным и в то же время универсальным является шиловидное жало.
Возможны вариации в форме лопаточки, конуса с затуплённым концом, со скосом и прочие.
Главная задача при выборе формы — добиться максимальной площади соприкосновения с конкретным типом спаиваемых деталей, чтобы нагрев был мощным и при этом непродолжительным.
Медные жала для паяльника
По материалу почти все жала медные, однако бывают с покрытием и без него. Покрывают медные жала хромом и никелем для увеличения жаростойкости и устранения окисления поверхности меди. Жала с покрытием очень долговечные, но несколько хуже смачиваются припоем и требуют бережного отношения. Для их чистки используют латунную стружку и вискозные губки.
Жала с никелевым покрытием
Жала без покрытия можно по праву отнести к расходникам для пайки. Такое жало при работе периодически покрывается слоем окислов и припой перестаёт к нему прилипать.
Рабочую кромку нужно заново зачистить и залудить, поэтому при интенсивном использовании жало стачивается достаточно быстро.
Для замедления обгорания жала его рекомендуется предварительно отковать, а затем обточить для придания нужной формы.
Пайка проводов
Провода паять наиболее просто. Концы жил окунаем в раствор флюса и проводим по ним паяльником, жало которого обильно смочено во флюсе. В процессе лужения излишки расплавленного припоя желательно стряхивать. После нанесения полуды из проводов формируют скрутку, а затем тщательно прогревают её с небольшим количеством припоя, заполняя свободное пространство между жилами.
Возможен и иной способ, когда перед скручиванием провода просто тщательно смачивают флюсом и паяют без предварительного лужения.
Особенно такой метод популярен при пайке многопроволочных жил и проводков небольшого диаметра.
Если флюс качественный, а паяльник обеспечивает достаточно сильный прогрев, даже скрутка из 3–4 «пушистых» жил по 1,5 мм2 хорошо пропитается оловом и будет надёжно спаяна.

Обратите внимание, что в электромонтаже, то есть внутри распределительных коробок, паять проводку не принято.
В первую очередь по причине неразъёмности соединения, плюс ко всему спайка обладает значительным переходным сопротивлением и всегда есть высокий риск её корродирования.
Провода паяют исключительно при соединениях внутри электроприборов или для лужения концов многопроволочных жил перед их затяжкой винтовыми клеммами.
Работа с электронными компонентами
Пайка электроники — наиболее обширная и сложная тема, требующая опыта, навыков и специального оборудования. Однако заменить неисправный элемент на печатной плате сможет и дилетант даже при наличии одного лишь сетевого паяльника.
Выводные элементы (которые с ножками) паять проще всего. Они предварительно неподвижно фиксируются (пластилином, воском) выводами в отверстиях платы.
Затем с обратной стороны паяльник плотно прижимается к хвосту для его прогрева, после чего в место спайки вводится проволочка припоя, содержащего флюс.
Слишком много олова не нужно, достаточно чтобы оно затекло в лунку со всех сторон и образовало некое подобие вытянутого колпака.
Если выводной элемент болтается и его нужно придерживать руками, то место спайки сперва смачивается флюсом. Его нужно очень небольшое количество, здесь оптимально использовать флаконы от лака для ногтей, предварительно промытые ацетоном.
Олово при такой технике пайки набирается на паяльник в небольшом количестве и его капелька аккуратно подносится к выводу элемента в 1–2 мм от поверхности платы.
По ножке припой стекает, равномерно заполняя лунку, после чего паяльник можно убирать.
Очень важно, чтобы соединяемые детали оставались неподвижными до полного остывания припоя.
Даже малейшее нарушение формы олова при кристаллизации приводит к так называемой холодной спайке — дроблению всей массы припоя на множество мелких кристаллов.
Характерный признак такого явления — резкое помутнение припоя. Его нужно разогреть заново и дождаться равномерного остывания в полной неподвижности.
Некачественная, холодная пайка
Для поддержания олова в жидком состоянии, достаточно чтобы паяльник контактировал залуженной поверхностью жала с любой точкой увлажнённого участка. Если паяльник буквально прилипает к спаиваемым деталям, это свидетельствует о недостатке мощности для нагрева. Для пайки чувствительных к нагреву полупроводниковых элементов и микросхем обычный припой можно смешивать с легкоплавким.
Пайка массивных деталей
Наконец, кратко расскажем о пайке деталей с высокой теплоёмкостью, таких как кабельные муфты, баки или посуда. Требование к неподвижности соединения здесь наиболее важно, крупные детали предварительно соединяют струбцинами, мелкие — комками пластилина, перед пропайкой соединения его прихватывают точечно в нескольких местах и снимают скрепы.
Паяют массивные детали как обычно — сперва полуда на месте соединения, затем заполнение шва жидким припоем. Однако припой в этих целях используют специальный, обычно тугоплавкий и способный сохранять высокую герметичность, а также хорошо выдерживающий частичный нагрев.
При такой пайке крайне важно поддерживать детали хорошо прогретыми.
Для этих целей паяльный шов непосредственно перед местом спаивания подогревают газовой горелкой, а вместо обычного электрического паяльника используют массивный медный топорик.
Его также постоянно подогревают в пламени горелки, попутно смачивая припоем, а затем заполняют соединение, частично расплавляя предыдущий шов на несколько миллиметров.
Подобная техника пайки с подогревом может использоваться и при работе обычным паяльником, например, при спайке толстых жил кабеля. Жало в этом случае выступает лишь оперативным инструментом для тщательного распределения олова, а основным источником нагрева служит газовая горелка.
рмнт. ру
ру
27.01.17
Как правильно паять паяльником с канифолью и оловом (припоем)
Что нам понадобится для пайки? Конечно же паяльник (в идеале – паяльная станция), оловянный припой, канифоль, в идеале – проволочный припой, который представляет из себя намотанную на катушку, длинную, тонкую оловянную трубку, похожую на проволоку, в полости которой находится канифоль. Т.е. при пайке, в этом случае, нам не нужно, как по-старинке, опускать жало паяльника, то в канифоль, то в припой, а все это происходит одновременно в одной точке. Об этом подробнее чуть ниже…
Приобрести все необходимые компоненты можно в ближайшем магазине радиотоваров.
Если у Вас не паяльная станция, которая изначально готова к пайке сразу же после включения, а обычный паяльник, то перед работой (особенно если он новый) его нужно специальным образом подготовить — залудить, иначе паять не будет. Что это такое «залудить», сейчас разберём.
Как залудить паяльник?
Берём напильник и прикладываем плашмя к срезу жала паяльника. Теперь точим в той же плоскости, периодически посматривая на жало, до тех пор, пока оно не станет плоским, гладким и блестящим.
После этого разогретое жало опускаем в канифоль и сразу в припой (в олово). Прилипать припой к жалу почти не будет, поэтому сразу же после этой процедуры прикладываем жало к небольшой дощечке, желательно природного происхождения (не ДСП) лучше еловой или кедровой (смолянистой), но в принципе сойдёт и любая, только возиться придется дольше.
Итак, повторяем эту процедуру (канифоль > припой > дощечка) до тех пор, пока подготовленный предварительно напильником срез жала из жёлто – с переливом сизого цвета разогретой меди, не станет серебристым и блестящим от покрывающего его равномерно припоя. Вот это и называется «залудить», в данном случае паяльник.
Примерно так должно выглядеть залуженное жало паяльника:
Теперь мы будем учиться припаивать проводок (предварительно его, залудив) к латунной жестянке, тоже залудив её с начала.
Окунаем жало паяльника в канифоль, потом в припой, и сразу же, плоскостью жала параллельно плоскости подносим вплотную к нашей латунной подопытной, не дав испариться канифоли, прижимаем, потом притираем, елозим, в общем – лудим.
Если канифоль испарилась или растеклась, процесс повторяем, и постепенно, постепенно наша жестянка покрывается качественно налипшим на неё припоем. Если материал чистый или без сильных окислов, то подобное лужение происходит быстро.
Если используется проволочный припой, то прислоняем жало паяльника к жестянке, а к точке их контакта подносим кончик проволочного припоя, стараясь больше прикасаться к залуженной части паяльника, и трём ею об эту часть, чтобы олово с канифолью обогатило собою место контакта.
Как залудить провод?
Теперь лудим проводок. Аккуратно снимаем изоляцию ровно настолько, чтобы нам хватило места для пайки, и для расположения термоусадочной трубки, (или другого изолятора) чтобы потом не возникло каких-нибудь «коротышей» (коротких замыканий)…
Провод лудить проще, т.к. обычно, под изоляцией металл чистый, не окисленный.
Его мы окунаем в канифоль, приложив сверху него жало разогретого паяльника и по-потихоньку вытаскиваем провод из под паяльника наружу, после того, как канифоль расплавится и задымится.
Это делается, как наверное поняли, для того, чтобы расплавленная канифоль обволокла контактную часть провода. Теперь обогащаем жало паяльника припоем, коснувшись олова, подносим жало к налипшей на проводке канифоли.
Если провод медный и чистый – лужение произойдёт сразу же.
Как припаять провод?
Есть у нас залуженная подопытная латунная жестянка и залуженный проводок, которые теперь мы обязаны соединить, запечатлеть разогретым припоем и потом остудить, чтобы навсегда сохранить их электрическую связь, что мы и делаем, поднеся залуженную часть провода к залуженной части жестянки.
К месту их контакта подносим обогащённое припоем жало паяльника так, чтобы припой качественно обволок залуженные части припаиваемых деталей. Этому будет способствовать участвующая в процессе канифоль.
Этому будет способствовать участвующая в процессе канифоль.
Если что-то не ладится — окунайте в неё. После того, как детали оказались в расплавленном припое, постарайтесь их больше не шевелить.
Можно слегка подуть на место пайки, пока блеск припоя слегка не потемнеет, что будет свидетельствовать о затвердевании пайки.
И наверное, последний штрих — можно ещё окунуть небольшую малярную кисть в растворитель и промыть остатки канифоли в местах пайки.
Источник: http://www.auditionrich.com
Советы для начинающих «паяльников»
- Старайтесь при пайке использовать как можно меньше припоя, соединение будет прочнее.
- Время пайки должно составлять одну — две секунды.
- Хорошая пайка блестит как отполированная, если цвет серый, то пайка не качественная.
Выводы деталей нельзя гнуть слишком близко к корпусу. Нельзя держать за деталь при изгибе, нужно держать за сам вывод пинцетом.
- Остатки канифоли нужно обязательно удалять, крупные куски с помощью шила или скальпеля, остальное смывать спиртом.
- При пайке важно не перегревать плату, иначе дорожки могут отслоиться.
- Что бы освободить отверстие в плате от припоя, используйте зубочистку или заточенную спичку.
- Тренируйтесь на старых платах, выпаивайте и впаивайте детали, умение паять приходит только с практическим опытом.
Как правильно паять?
Радиоэлектроника для начинающих
Прежде чем начать рассматривать вопрос: ”Как правильно паять?” Нужно обозначить одно но…
Пайка бывает разная. Нужно понимать, что существует большая разница в методике пайки здоровенного резистора мощностью 2 Ватта на обычную печатную плату и, например, микросхемы BGA на многослойную плату сотового телефона.
Если в первом случае можно обойтись простейшим электрическим паяльником мощностью 40 Ватт, твёрдой канифолью и припоем, то во втором случае потребуется применение таких приборов, как термовоздушная станция, безотмывочный флюс, паяльная паста, трафареты и, возможно, станция нижнего подогрева плат.
Как видим, разница существенная.
В каждом конкретном случае нужно выбирать тот метод пайки, который является наиболее подходящим для конкретного вида монтажа. Так для пайки микросхем в планарном корпусе лучше применять термовоздушную пайку, а для монтажа обычных выводных резисторов, крупногабаритных электролитических конденсаторов стоит применять контактную пайку электрическим паяльником.
Рассмотрим простейшие правила обычной контактной пайки
Для начала начинающему радиолюбителю вполне достаточно освоить обычную контактную пайку простейшим и самым дешёвым электрическим паяльником с медным жалом.
Сперва необходимо приготовить минимальный наборчик для пайки и паяльный инструмент. О том, как подготовить электрический паяльник к работе уже рассказывалось в статье о подготовке и уходе за паяльником.
Многие считают, что для пайки лучше использовать паяльник с невыгораемым жалом. В отличие от медного, невыгораемое жало не требует периодического затачивания и лужения, так как на его поверхности не образуются углублений – раковин.
Выгоревшее жало паяльника
(для наглядности медное жало предварительно обработано напильником).
На фото видно, что край медного жала неровный, а образовавшиеся углубления заполнены застывшим припоем.
Невыгораемое жало у широко распространённых паяльников, как правило, имеет конусообразную форму. Такое жало не смачивается расплавленным припоем, то есть с его помощью на жало нельзя брать припой. При работе таким паяльником припой к месту пайки доставляется с помощью тонкого проволочного припоя.
Понятно, что использовать припой в кусочках или стержнях при пайке паяльником с невыгораемым жалом затруднительно и неудобно.
Поэтому тем, кто хочет научиться паять, лучше начинать свою практику с обычного электрического паяльника с медным жалом.
Недостатки его использования легко компенсируются такими удобствами, как лёгкость использования припоев в любом исполнении (проволочном, стержневом, кусковом и т. п), возможность изменения формы медного жала.
п), возможность изменения формы медного жала.
Электрический паяльник с медным жалом удобен тем, что с его помощью можно легко дозировать количество припоя, которое необходимо донести к месту пайки.
- Чистота спаиваемых поверхностей.
Первое правило качественной пайки – это чистота спаиваемых поверхностей. Даже у новых радиодеталей, купленных в магазине, выводы покрываются окислами и загрязнениями. Но с этими незначительными загрязнениями, как правило, справляется флюс, который применяют в процессе пайки. Если же видно, что выводы радиодеталей или медные проводники сильно загрязнены или покрыты окислом (зеленоватого или тёмно-серого цвета), то перед пайкой их нужно очистить либо перочинным ножом, либо наждачной бумагой.
Особенно это актуально, если при сборке электронного устройства применяются радиодетали, бывшие в употреблении. На их выводах обычно образуется тёмный налёт. Это окисел, который будет препятствовать пайке. - Лужение.
Перед пайкой поверхность выводов необходимо залудить – покрыть тонким и ровным слоем припоя. Если обратить внимание на выводы новых радиодеталей, то в большинстве случаев можно заметить, что их выводы и контакты залужены. Пайка лужёных выводов происходит быстрее и качественнее, так как отпадает необходимость в предварительной подготовке выводов к пайке.
Лужение провода и выводов радиоэлементов легко проводить обычным электрическим паяльником с медным жалом. Как известно, при подготовке паяльника к работе также производят лужение медного жала.
Чтобы залудить медный проводник для начала удаляют с его поверхности изоляцию и очищают от загрязнений, если таковые имеются. Затем нужно обработать поверхность пайки флюсом. Если в качестве флюса применяется кусковая канифоль, то медный провод можно положить на кусок канифоли и коснуться провода хорошо прогретым жалом паяльника. Предварительно на жало паяльника необходимо взять немного припоя. Далее движением вдоль провода распределяем расплавленный припой по поверхности проводника, стараясь как можно лучше и равномернее прогреть сам проводник. При этом кусковая канифоль плавиться и начинает испаряться под действием температуры. На поверхности проводника должно образоваться ровное покрытие оловянно-свинцовым припоем без комочков и катышков.
Лужение медного провода
Расплавившаяся канифоль способствует уменьшению поверхностного натяжения расплавленного припоя и улучшает смачиваемость спаиваемых поверхностей. Благодаря флюсу (в данном случае – канифоли) обеспечивается равномерное покрытие проводника тонким слоем припоя. Также флюс способствует удалению загрязнений и предотвращает окисление поверхности проводников во время прогрева их паяльником. - Прогрев жала паяльника до рабочей температуры.
- Перед началом пайки необходимо включить электрический паяльник и подождать, пока его жало хорошо прогреется и температура его достигнет значения 180 – 2400 C.
- Так как у обычного паяльника нет индикации температуры жала, то судить о достаточном нагреве жала можно по вскипанию канифоли.
Для проверки нужно кратковременно коснуться кусочка канифоли нагретым жалом. Если канифоль плохо плавиться и медленно растекается по жалу паяльника, то он ещё недогрет. Если же происходит вскипание канифоли и обильное выделение пара, то паяльник готов к работе.
В случае пайки недогретым паяльником, припой будет иметь вид кашицы, будет быстро застывать, а поверхность паяного контакта будет иметь шероховатый вид с тёмно – серым оттенком. Такая пайка является некачественной и быстро разрушается.
Качественный паяный контакт имеет характерный металлический глянец, а его поверхность ровная и блестит на солнце.
 При этом кусковая канифоль плавиться и начинает испаряться под действием температуры. На поверхности проводника должно образоваться ровное покрытие оловянно-свинцовым припоем без комочков и катышков.
При этом кусковая канифоль плавиться и начинает испаряться под действием температуры. На поверхности проводника должно образоваться ровное покрытие оловянно-свинцовым припоем без комочков и катышков.Также при пайке различных радиодеталей стоит обращать внимание на площади спаиваемых поверхностей. Чем больше площадь проводника, например, медной дорожки на печатной плате, тем мощнее должен быть паяльник. При пайке происходит теплопередача и кроме самого места пайки происходит и побочный прогрев радиодетали или печатной платы.
Если от места пайки происходит существенный теплоотвод, то маломощным паяльником невозможно хорошо прогреть место пайки и припой очень быстро остывает, превращаясь в рыхлую субстанцию. В таком случае нужно либо дольше нагревать спаиваемые поверхности (что не всегда возможно или не приводит к желаемому результату), либо применять более мощный паяльник.
Для пайки малогабаритных радиоэлементов и печатных плат с плотным монтажом лучше использовать паяльник мощностью не более 25 Ватт.
Обычно в радиолюбительской практике используются паяльники мощностью 25 – 40 Ватт с питанием от сети переменного тока 220 вольт.
При эксплуатации электрического паяльника стоит регулярно проверять целостность изоляции сетевого шнура, так как в процессе работы нередки случаи её повреждения и случайного оплавления разогретыми частями паяльника.
При запаивании либо выпаивании радиодетали с печатной платы желательно следить за временем пайки и ни в коем случае не перегревать печатную плату и медные дорожки на её поверхности свыше 2800 C.
Если произойдёт перегрев платы, то она может деформироваться в месте нагрева, произойдёт расслоение или вздутие, отслоятся печатные дорожки в месте нагрева.
Температура свыше 240-2800 C является критической для большинства радиоэлементов. Перегрев радиодеталей во время пайки может вызвать их порчу.
При спайке деталей очень важно жёстко их зафиксировать. Если этого не сделать, то любая вибрация или смещение нарушит качество пайки, так как припою требуется несколько секунд для того чтобы затвердеть.
- Для того чтобы качественно производить пайку деталей “на весу” и избежать смещения или вибрации во время остывания паяного контакта можно использовать приспособление, которое в быту радиолюбителей называется “третья рука”.
- «Третья рука»
- Такое нехитрое устройство позволит не только легко и без особых усилий производить пайку деталей, но и избавит от ожогов, которые можно получить, если придерживать детали во время пайки рукой.
- «Третья рука» в работе

Меры безопасности при пайке
В процессе пайки довольно легко получить пусть и небольшой, но ожог. Чаще всего ожогам подвергаются пальцы и кисти рук. Причиной ожогов, как правило, является спешка и плохая организация рабочего места.
Нужно помнить, что в процессе пайки не стоит прикладывать больших усилий к паяльнику. Нет смысла давить им на печатную плату в надежде быстрого расплавления паяного контакта.
Нужно дождаться, когда температура в месте пайки достигнет необходимой. В противном случае возможно соскальзывание жала паяльника с платы и случайное касание раскалённым металлом пальцев рук или ладони.
Поверьте, ожоговые раны очень долго заживают!
Также стоит держать глаза подальше от места пайки. Нередки случаи, что при перегреве печатная дорожка на плате отслаивается с характерным вспучиванием, что ведёт к разбрызгиванию мельчайших капелек расплавленного припоя. Если есть защитные очки, то стоит применить их. Как только будет получен достаточный опыт пайки, то от защитных очков можно отказаться.
Производить пайку желательно в хорошо проветриваемом помещении. Пары свинца и канифоли вредны для здоровья. Если нет возможности проветривать помещение, то стоит делать перерывы между работой.
Главная » Радиоэлектроника для начинающих » Текущая страница
Также Вам будет интересно узнать:
Как правильно паять паяльником — как научится самостоятельно паять алюминиевые, медные провода паяльником?
Как паять паяльником?
Эта статья поможет вам узнать, как правильно паять паяльником, если вы не держали его в руках до этого. Паяльник – действительно нужная вещь, если вы радиолюбитель, системный администратор, хотите самостоятельно чинить домашнюю электронику или если хотите научиться чему-то новому и полезному.
Важно понимать, что если вам уже сегодня нужно перепаять провода в бытовой технике или спаять материнскую плату в компьютере, прочтения одной статьи будет явно недостаточно.
Несмотря на кажущуюся простоту, работа с паяльником – это почти искусство, требующие внимательности, опыта и наличия твердой руки.
Прежде чем что-то паять для провода, имеющего ценность, стоит изрядно попрактиковаться на расходном материале.
Принцип работы паяльника
Понять, как работает паяльник, не сложно. Нагревательный элемент разогревается до высокой температуры (300 и выше градусов). Паяние – это процесс всасывания специального вещества (припоя). Оно имеет температуру плавления ниже, чем у провода для спаивания.
Паяльник расплавляет припой, заполняющий собой все микропоры металла, взаимодействуя с ними на молекулярном уровне. При охлаждении он «прикипает» и образовывает устойчивую связь между двумя частями провода.
Паяльник и инструменты, необходимые для работы
Отвечая на вопрос «как паять паяльником», необходимо затронуть тему инструмента и расходных материалов, необходимых для осуществления пайки. Итак, чтобы правильно и качественно паять, вам понадобится:
- Сам паяльник
- Специальная подставка
- Припой
- Флюс
- Дополнительные инструменты
Паяльник
Есть много самых разных моделей, необходимых для решения широкого спектра технических проблем. Но главный критерий – мощность. По мощности они разделяются на несколько типов:
- 3-10 Вт. Это самые маломощные модели. Они предназначены для пайки самых маленьких и чувствительных микросхем
- 20-40 Вт. Относятся к категории «бытовых» или радиолюбительских. С их помощью можно как припаять провод, так и транзистор или другую деталь
- 60-100 Вт. Если провода, требующие пайки, очень толстые, подойдет именно этот тип. Он часто используется автолюбителями или профессиональными механиками
- 100 Вт и более. Таким паяльником можно спаять как толстый провод, так и кастрюлю или даже радиатор автомобиля. Они используются только профессионалами, и по понятным причинам неприменимы в быту
 Они используются только профессионалами, и по понятным причинам неприменимы в быту
Они используются только профессионалами, и по понятным причинам неприменимы в бытуЕсли вы планируете заниматься припайкой радиодеталей, достаточно будет 25 ватного инструмента. Чтобы припаять обычной провод, мощности должно хватить, но для использования в быту стоит подобрать модель в 35 Вт и выше.
Подставки часто продаются в комплекте. Они не только сохраняют рабочий стол от пятен припоя, но и позволяют всегда контролировать положение инструмента. В работе он должен находиться на краю стола. Важно следить за сетевым проводом.
Припой
В этом специальном легкоплавком сплаве, как правило, используются вещества:
Или любой другой металл с подходящей температурой плавления. Самые легкоплавкие имеют температуру плавления до 80 градусов, а наиболее устойчивые – свыше 900.
В быту рекомендуется использовать припой марки ПОС 61. Самый удобный вид – тоненькая проволочка.
Флюс
Так называется специальное вещество, выступающее связующим звеном между припоем и металлом провода. Он помогает адгезии (приставанию) припоя, и успешно защищает его от окисления и помогает обезжириванию. Наиболее популярная марка – ЛТИ 120.
При необходимости он делается самостоятельно. Для этого достаточно растворить канифоль в спирте (примерно 60 на 40%) и тщательно взболтать.
Дополнительный инструмент
Чтобы удобно и безопасно паять с паяльником, следует обзавестись предметами:
- Кусачки. Ими откусывается провод, снимается изоляция, поддерживается деталь при работе
- Напильник – для очистки нагревающейся части паяльника
- Скальпель с пинцетом. Они помогут не обжечь пальцы при работе с мелкими деталями
Приступая к работе
Новый паяльник необходимо зачистить и облудить. Следует включить его в сеть на 15-20 минут. При этом нередко начинает выгорать заводская смазка, и сам инструмент может немного дымить, это не страшно.
После прогрева следует аккуратно зачистить рабочую поверхность напильником, после чего сразу же обмакивают его в припое. Важно не дать ему окислиться. Теперь инструмент готов к работе.
Важно, если жало вашего инструмента из металлокерамики. Его нельзя обрабатывать напильником. Для этого есть специальная влажная ткань, и ей необходимо аккуратно протереть поверхность.
Как припаять провод: процесс
Очень важно подготовить поверхность. На ней не должно быть посторонних веществ, таких как жир, краска лак, остатки изоляции. От чистоты зависит успех всей работы. Если что-то есть, следует аккуратно зачистить скальпелем и протереть, чтобы не осталось пыли.
Далее вы берете кончиком немного припоя и аккуратно припаиваете в нужном месте. Это не слишком сложный процесс, но он требует «набитой» руки, и в самый первый раз у вас вряд ли получится красивая и аккуратная спайка.
Во время работы стоит помнить ряд правил:
- Спайка должна быть быстрой
- Если не вышло спаять провода сразу, стоит дать им остыть перед второй попыткой. Это вдвойне касается радиодеталей или микросхем
- Следует прикладывать окончание инструмента всей поверхностью, процесс будет наиболее эффективным
Как паять провода более надежно? Следует скрутить их перед началом процедуры. После остывания их изолируют при помощи изоленты, чтобы избежать коротких замыканий при работе.
Хорошая спайка отличается блеском, ровным слоем и отсутствием каких-либо трещин. Тогда она прослужит максимально долго, и у вас не возникнет проблем с прибором.
Техника безопасности
Как паять паяльником и не обжечься? Следует соблюдать технику безопасности. Работа с паяльником – не лучшее время, чтобы испытывать удачу с нарушением правил безопасности. Есть несколько простых советов:
- Освободите рабочую поверхность от посторонних предметов
- Уберите из комнаты излишне любопытных детей и животных
- Следите за шнуром – задев его ногой или рукой, есть риск ожога
- Если в комнате есть посторонние люди, предупредите их, что работаете с включенным паяльником
- Флюса – самую малость. Если использовать слишком много, он может брызнуть на руку, а в худшем случае – прямо в глаза
- Каждый раз следует брать припоя не больше, чем на 2 пайки. Если перестараться, он может капнуть на стол, руку или еще хуже – на паяемую микросхему
 Если использовать слишком много, он может брызнуть на руку, а в худшем случае – прямо в глаза
Если использовать слишком много, он может брызнуть на руку, а в худшем случае – прямо в глазаСоблюдая эти простые правила, вы убережете себя от крайне неприятных последствий. Если относится к работе серьезно и не оставлять паяльный аппарат без присмотра, проблем возникнуть не должно.
Качественно припаять провода
От того, как провод будет спаян, зависит дальнейшая работа всего прибора. Опытные мастера дают ряд советов для качественного и надежного паяния:
- Если припоя недостаточно, он не сможет как следует скрепить детали и заполнить все зазоры
- При недостаточном количестве флюса на жале, место спайки получается неоднородным и неровным, что негативно сказывается на результате. Это может быть при разогретом инструменте, тогда канифоль испаряется еще до окончания спайки
- Когда канифоли чересчур много, она может выплеснуться и задеть соседние контакты или провода, а в худшем случае – попасть на руку
С опытом приходит умение нагревать паяльник до нужной температуры и использовать ровно столько припоя, сколько необходимо. Соблюдая идеальный баланс, припой самостоятельно принимает нужную форму и правильно обтекает контакты. Нужно стремиться именно к этому.
Лучше всего использоваться паяльники, имеющие терморегулятор. Тогда легко поддерживать нужную температуру, что положительно сказывается на процессе и результате работы. Паяльник без регулятора может быстро перегреваться, а его жало –чернеть от окисления. Тогда его приходится периодически выключать. Поддерживать нужную температуру очень сложно, и пайка получается недостаточно качественной.
Как качественно паять паяльником?
Лучший способ научиться делать что либо – практиковаться. Паяние не исключение. Есть ряд упражнений, помогающих освоить этот, безусловно, сложный, но полезный инструмент.
Следует взять голый или изолированный провод (чтобы попрактиковаться в снятии изоляции) и разрезать его на 12 одинаковых кусков. Чтобы они получились не слишком мелкими, оптимальная длина – 30-40 сантиметров (до разрезки).
После нарезки следует взять паяльник и составить из этих заготовок куб, пользуясь только паяльником и плоскогубцами. Это позволит вам почувствовать инструмент и приловчится к сего использованию.
Потом готовый остывший куб следует взять в ладонь и сжать в кулак. Работа удовлетворительна, если спайки останутся целыми.
Это можно практиковать для поддержания навыков на высоком уровне, даже если вы – опытный специалист, и уверены в себе.
Второй способ тренировки работы с паяльником требует тонкой проволоки и зачищенного кабеля. Его нужно обмотать вокруг проволоки, а потом аккуратно спаять, пользуясь паяльником и плоскогубцами. Следует практиковаться, пока не получится паять качественно провода с первого раза. После этого стоит приступать к нормальной ответственной работе.
Регулярная практика позволит очень быстро достичь значительного прогресса в пайке. Уже в скором времени вы сможете самостоятельно починить радио, проводку (соблюдая правила осторожности) или другую домашнюю технику. Но до этого стоит доверить это дело специалистам, чтобы не рисковать дорогими предметами.
Как правильно нужно паять
Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Технология пайки
Основой любой пайки является качественное прогревание спаиваемых деталей с последующим закреплением их с помощью припоя. Технологически можно выделить два вида пайки: с использованием флюса или с канифолью.
Пайка с канифолью
Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Рассмотрим на примере пайки провода к плате. Сначала необходимо прогреть провод, для этого жало нагретого паяльника прикладываем плоскостью (лучше, если это будет жало в форме отвертки), максимально прижимая. Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Очищаем жало паяльника с помощью металлической губки или тряпочки и, коснувшись жалом канифоли, проводим пальником по плате, при этом остается тончайший слой канифоли на поверхности. Поверхности подготовлены. Обеспечивая максимальный контакт провода и платы, прижимаем к проводу жало с тонким слоем припоя и несколько раз «поглаживаем» место спайки паяльником для лучшего прогрева. После этого даем остыть и проверяем контакт на прочность.
Если пайка проведена правильно, то поверхность блестит, и соединение имеет максимальную прочность. Если же поверхность будет выглядеть матовой и рыхлой, значит, правила пайки паяльником были нарушены и соединение не такое прочное. Но в некоторых случаях и такой результат устраивает.
Пайка с флюсом
Для пайки с флюсом нужно всего лишь взять флюс, окунуть в него кисточку и нанести на спаиваемую поверхность. После этого можно наносить припой или сразу паять. Несмотря на кажущуюся простоту, работа с кислотой имеет много нюансов:
- Для каждого материала существует свой флюс и они не взаимозаменяемы, а в некоторых случаях даже дают противоположный эффект;
- Нельзя использовать слишком активные флюсы на микросхемах, поскольку они могут прожечь металл дорожки;
- Если после работы не удалить флюс с поверхности или сделать это неправильным реагентом, он будет продолжать разрушать металл;
- Медное жало паяльника, особенно если оно остро заточено, разрушается под воздействием кислоты, и приходится постоянно его подтачивать.

Помимо знаний, работа с паяльником требует аккуратности и точности, а, научившись паять простые детали, нетрудно будет переходить к пайке более тонких плат микросхем, или, наоборот, толстых проводов, различных элементов, страз, а впоследствии даже припаять между собой пластины.
Какие бы новшества ни предлагал современный рынок инструментов для ремонта радиотехники, паяльник остаётся одним из самых надёжных и безопасных устройств.
Процесс пайки проводов и микросхем считается эффективным, поскольку благодаря ему можно добиться максимально прочного соединения между проводами и мелкими деталями.
Достичь такого результата помогает добавление в область контакта специального материала — припоя, имеющего более низкую температуру плавления, чем у соединяемых деталей.
Таким образом, пайка при помощи паяльника представляет собой воздействие определённой температуры на разные металлические поверхности для их прочного и качественного соединения. Однако перед тем, как приступить к работе с паяльником, вначале следует разобраться в правилах пайки и прочих тонкостях данного процесса.
Что нужно для пайки паяльником
Чтобы что-то припаять, вначале необходимо подготовить все необходимые для данного процесса инструменты.
- Разумеется, потребуется сам паяльник. Для работы в домашних условиях оптимальным вариантом будет паяльник с мощностью от 15 до 30 ватт. Выбор мощности прибора напрямую зависит от того, что именно планируется паять. Для простых деталей подойдёт паяльник с минимальной или средней мощностью, в то время как для более профессиональной пайки наиболее практичным будет прибор в 40 ватт.
- Обязательно потребуется припой, который очень важно грамотно подобрать. Основная функция припоя состоит в создании неразъёмного соединения в процессе пайки. В настоящее время существует несколько типов припоя, которые предназначены для решения различных задач (медные, серебряные, оловянные, свинцовые и т. д. ). Однако для запайки контактов в микросхеме или для обычного соединения проводов вполне подойдёт канифоль. Использовать её в электротехнике не рекомендуется, поскольку кислоты, которые содержатся в канифоли, могут попросту разрушить контакты и уничтожить сложные части схемы. Следует помнить, что только правильно подобранный припой способен обеспечить наилучшее соединение деталей.
- При работе с паяльником для чистки и залуживания «жала» прибора потребуется использовать флюс — специальная смесь органического или неорганического происхождения, необходимая для удаления с наконечника инструмента частиц кислот, выделяемых припоем. Флюс бывает в виде порошка, жидкости или пасты. Несмотря на огромный выбор разных флюсов, самым универсальным и наиболее эффективным считается флюс, изготовленный из канифоли.
- Чтобы с максимальным удобством и комфортом можно было пользоваться паяльником, следует подготовить для него специальную подставку. Поскольку прибор имеет очень высокую температуру нагрева, чтобы не прожечь вещи или предметы обязательно нужно подготовить подставку, выдерживающую высокие температуры.
- Потребуется напильник. Чтобы процесс запаивания проходил просто, необходимо заточить и очистить наконечник паяльника напильником. Главное, чтобы «жало» инструмента было ровным и не имело признаков нагара.
- Также для работы с прибором понадобятся тиски или пассатижи — с их помощью можно чётко фиксировать провода или платы, направлять их в нужное положение в процессе запаивания. Если этих инструментов не оказалось под рукой, на крайний случай можно воспользоваться пинцетом.
- По окончании работы с инструментом нужно будет воспользоваться спиртом, при помощи которого можно смыть следы флюса.
 д. ). Однако для запайки контактов в микросхеме или для обычного соединения проводов вполне подойдёт канифоль. Использовать её в электротехнике не рекомендуется, поскольку кислоты, которые содержатся в канифоли, могут попросту разрушить контакты и уничтожить сложные части схемы. Следует помнить, что только правильно подобранный припой способен обеспечить наилучшее соединение деталей.
д. ). Однако для запайки контактов в микросхеме или для обычного соединения проводов вполне подойдёт канифоль. Использовать её в электротехнике не рекомендуется, поскольку кислоты, которые содержатся в канифоли, могут попросту разрушить контакты и уничтожить сложные части схемы. Следует помнить, что только правильно подобранный припой способен обеспечить наилучшее соединение деталей.Имея под рукой все необходимые инструменты, можно приступать к работе с паяльником.
Как правильно паять паяльником с канифолью
Канифоль обладает такими уникальными качествами, как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
- Вначале следует подготовить рабочее пространство, где планируется проводить запайку деталей. Для этого нужно открыть форточку, поскольку испарения, которые идут от припоя, сильно загрязняют воздух. Также следует взять любую губку, хорошенько смочить в воде и разместить как можно ближе к паяльнику. Ну, а чтобы не запачкать рабочее место каплями припоя, лучше всего поверхность, на которой предстоит работать, застелить плотным картоном или иным аналогичным покрытием.
- Под рукой обязательно должна находиться подставка для прибора.
- Затем нужно подключить паяльник в розетку и нагреть его. В процессе нагревания прибора может пойти специфический запах и заметный дым — это нормально. Прибор будет готов к использованию сразу же после того, как жало полностью накалится, а дым и неприятный аромат испарятся.
- После того как инструмент прокалился, его следует отключить. Это необходимо для того чтобы провести предварительную чистку жала от грязи и налёта. Чистить инструмент лучше всего пока он горячий. Для этого можно использовать подготовленную губку или тряпочку.
- Затем нужно снова включить паяльник и дать ему тщательно прогреться.
- После очистки и нагрева инструмента следует провести процесс лужения наконечника паяльника — покрытие жала лёгким слоем припоя, в данном случае — канифоли. Благодаря этой нехитрой манипуляции существенно увеличится теплообмен между деталями, которые предназначены для пайки.
- Далее необходимо наконечник нагретого прибора на некоторое время окунуть в канифоль, чтобы на жало набралось немного припоя. Следует чуть-чуть подождать, пока припой нагреется и начнёт размягчаться.
- Излишки канифоли можно снять при помощи картона или другого подручного инструмента.
- Если планируется паять одну медную деталь, то достаточно будет одного лужения — нужно один раз прикоснуться к канифоли, после этого приложить кончиком паяльника с припоем к рабочей поверхности и немного подождать, пока проводок не покроется припоем. В результате данных манипуляций начнёт дымиться канифоль, а припаиваемые детали обтекут расплавленным веществом.
- Для того чтобы качественно припаять две детали, их также необходимо по отдельности залудить, то есть, покрыть припоем. Следует помнить, что процесс лужения — это обязательная процедура, без которой не удастся качественно припаять нужные детали.
- После завершения работы с паяльником, пока он ещё не остыл, необходимо удалить остатки припоя. Для этого жало инструмента нужно просто протереть влажной тряпочкой, а лучше губкой, смоченной в спирте или любом другом составе, предназначенном для этих целей.

Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Спаивание проводов
Для того чтобы правильно припаять медные провода при помощи канифоли, необходимо соблюсти определённую последовательность действий.
- Вначале подготовить провода. Для этого концы проводов, которые нужно припаять, предстоит хорошенько зачистить от изоляции. Все сращиваемые между собой проводки, как правило, изолируются посредством специальной термоусадочной трубки. Если такая трубка присутствует, то её нужно обрезать при помощи острого ножа таким образом, чтобы длина выходила на 2−7 мм за пределы всех швов. Изоляционное покрытие должно быть около двух сантиметров с каждой стороны соединяемых проводов. Оголённые концы проводов необходимо обжечь, чтобы полностью освободить от изоляции.
- Затем соединяемым концам проводов нужно обеспечить качественное механическое соединение. Для этого два конца провода перекручиваются между собой так, чтобы их центры плотно пересекались друг с другом. После этого конец одного провода следует скрутить вдоль длины кабеля. Туже самую манипуляцию следует проделать и со вторым концом другого провода.
- Затем нужно поставить нагреваться паяльник, чтобы вначале залудить провода, а затем прогреть их. Для этого нагретый паяльник опускается в канифоль и берётся немного припоя, после чего прибором проводится пару-тройку раз по концам провода. В ходе лужения провод следует поворачивать и прогревать, что поможет обеспечить равномерное покрытие канифолью.
- По окончании работы готовый провод следует заизолировать. Для этого надо обратно одеть термоусадку на уже припаянные провода. Это поможет не только прикрыть соединение, но и нагреть его, благодаря чему спаянный провод будет прочным и гибким.
 Изоляционное покрытие должно быть около двух сантиметров с каждой стороны соединяемых проводов. Оголённые концы проводов необходимо обжечь, чтобы полностью освободить от изоляции.
Изоляционное покрытие должно быть около двух сантиметров с каждой стороны соединяемых проводов. Оголённые концы проводов необходимо обжечь, чтобы полностью освободить от изоляции.Как видно, особых трудностей с запаиванием проводов при помощи канифоли, не возникает. Главное — не забыть залудить провод и проверить качество спайки. В случае необходимости лужение нужно повторить несколько раз до тех пор, пока провода прочно не соединятся припоем.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
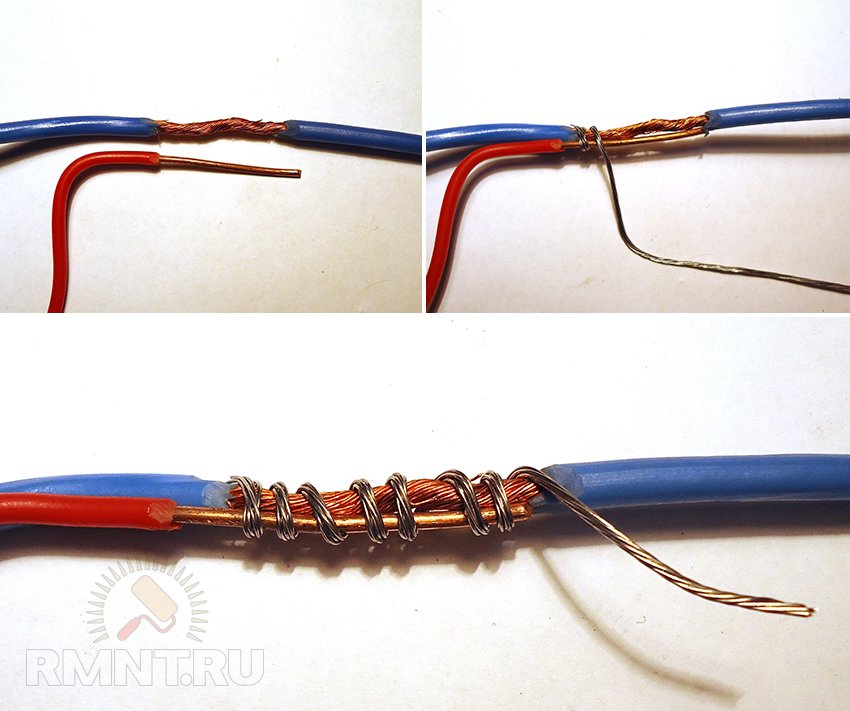
 Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Подводя итоги
Паяльник — это универсальный инструмент, при помощи которого можно оперативно соединить разорвавшиеся провода или контакты, а также быстро отремонтировать микросхему или соединить лёгкие металлические поверхности.
Простота эксплуатации прибора позволяет любому мужчине научиться им пользоваться в кратчайшие сроки.
И что немаловажно: для работы с паяльником не требуется наличие каких-либо профессиональных навыков.
Искусство пайки нужно постигать постепенно. Начиная от спаивания проводов и переходя к печатным платам — каждый из способов имеет свои тонкости как в подборе расходников для пайки, так и в технике. Сегодня мы поделимся с читателями азами паяльного дела и базовыми навыками работы.
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Флюсы и припои — как правильно подобрать
По описанным выше причинам правильный выбор флюса и припоя — это практически половина успеха в паяльном деле. К счастью, имеются вполне универсальные марки, подходящие для большинства задач. Отрасль применения почти всех флюсов и припоев вполне доходчиво указывается на этикетках, но некоторые аспекты их применения всё же нужно знать.
Начнём с флюсов. Их применяют для протравливания деталей, снятия и растворения оксидной плёнки с дальнейшей защитой металла от коррозии. Пока поверхность покрыта флюсом, можно быть уверенным в её чистоте, как и в том, что расплавленное олово будет хорошо её смачивать и растекаться.
Флюсы различают по типу металлов и сплавов соединяемых деталей. В основном это смеси металлических солей, кислот и щелочей, активно вступающих в реакцию при нагреве паяльником. Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.
Активный флюс для пайки
Условно флюсы для пайки делятся на два типа. Активные флюсы создаются на основе неорганических кислот, в основном хлорной и соляной. Недостаток их в необходимости смывки сразу по завершении пайки, иначе остатки кислот вызывают довольно сильное корродирование соединения и сами по себе обладают достаточно высокой проводимостью, способной вызвать замыкание. Зато активными флюсами можно паять практически что угодно.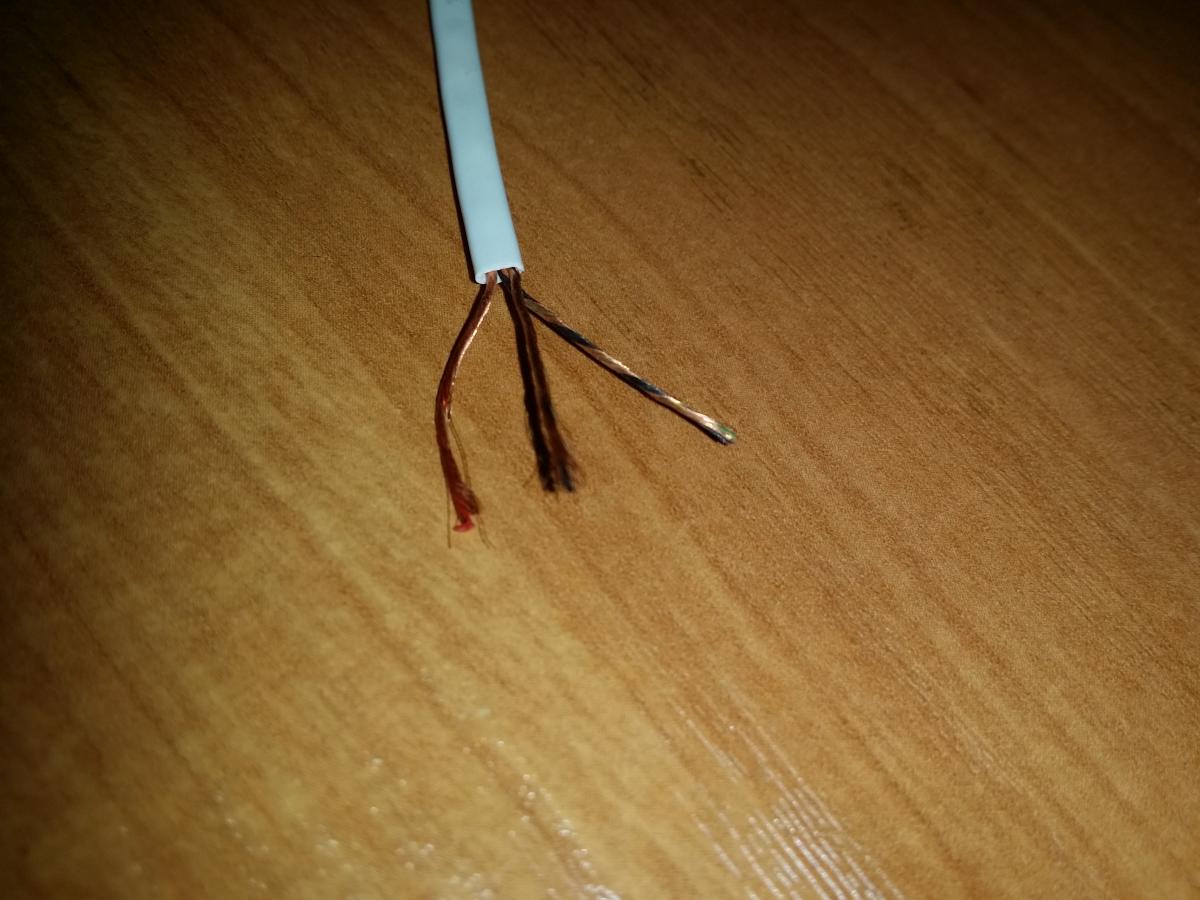
Второй тип флюсов создаётся, преимущественно, на основе канифоли, которая может использоваться и в чистом виде. Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве. Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.
Жидкая и твёрдая канифоль
С припоями всё несколько проще. В основном для пайки используются свинцово-оловянные припои марки ПОС. Цифра после маркировки означает содержание олова в припое. Чем его больше, тем выше механическая прочность и электропроводность соединения и при этом ниже температура плавления припоя. Свинец используется для нормализации процесса застывания, без него олово может растрескаться или покрыться иглами.
Припой ПОС-61 с канифолью внутри
Существуют специальные типы припоев, прежде всего — бессвинцовые (БП) и прочие нетоксичные, в них свинец заменён индием или цинком. Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии. Есть также легкоплавкие припои, растекающиеся уже при 90–110 ºС. К таким относятся сплавы Вуда и Розе, используют их для пайки компонентов, чувствительных к перегреву. Специальные припои находят главное применение при пайке радиоаппаратуры.
Сплав Розе
Мощность и виды паяльников
Главным отличием паяльного инструмента является тип источника его питания. Для обывателей наиболее знакомы сетевые паяльники, питающиеся от 220 В. Их используют главным образом для пайки проводов и более массивных деталей, ибо перегреть медный провод практически невозможно за исключением, разве что, оплавления изоляции.
Плюс сетевых паяльников в их высокой мощности. За счёт неё обеспечивается качественный и глубокий прогрев детали, плюс не требуется громоздкого блока питания для работы.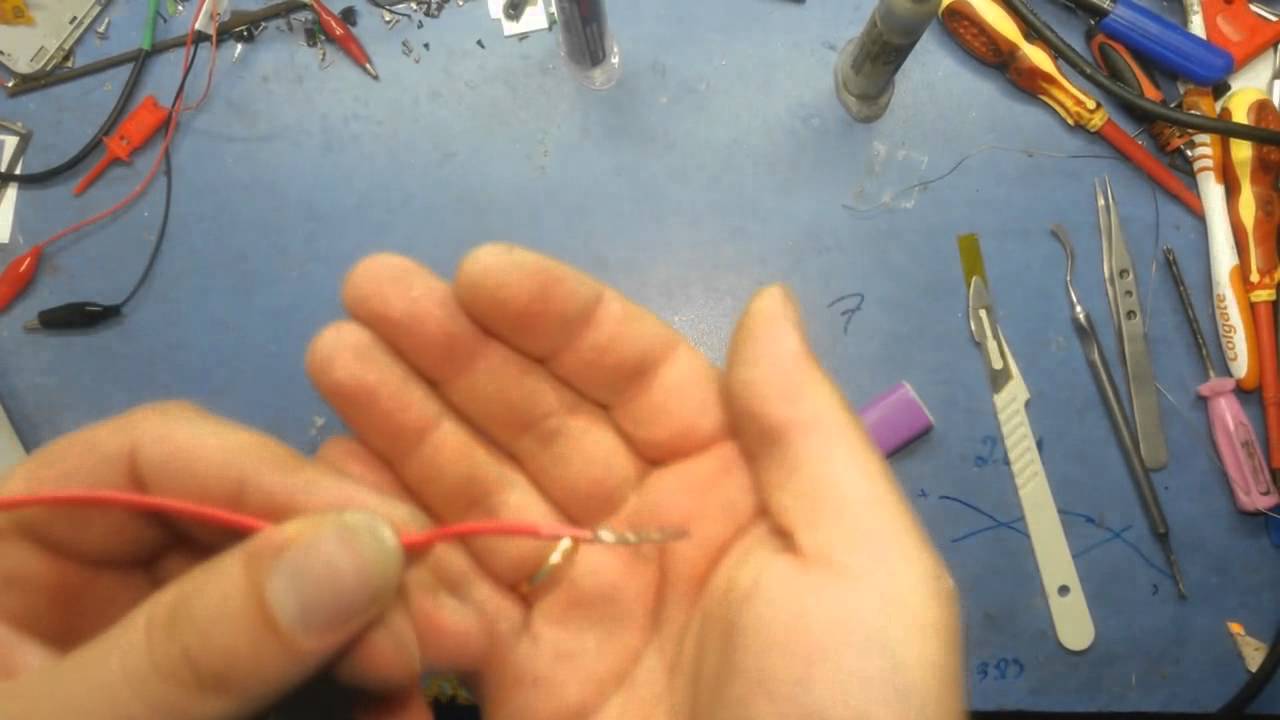 Из недостатков можно выделить невысокое удобство работы: паяльник довольно тяжёлый, жало расположено далеко от ручки и для тонкой работы такой инструмент не годится.
Из недостатков можно выделить невысокое удобство работы: паяльник довольно тяжёлый, жало расположено далеко от ручки и для тонкой работы такой инструмент не годится.
Паяльные станции используют термоконтроль для поддержания стабильного уровня температуры. Такие паяльники не обладают значительной мощностью, обычно 40 Вт — это уже потолок. Однако для чувствительной к перегреву электроники и пайки мелких деталей этот инструмент подходит наилучшим образом.
Выбор жала и уход за ним
Жала для паяльников различают по форме и материалу. С формой всё просто: самым примитивным и в то же время универсальным является шиловидное жало. Возможны вариации в форме лопаточки, конуса с затуплённым концом, со скосом и прочие. Главная задача при выборе формы — добиться максимальной площади соприкосновения с конкретным типом спаиваемых деталей, чтобы нагрев был мощным и при этом непродолжительным.
Медные жала для паяльника
По материалу почти все жала медные, однако бывают с покрытием и без него. Покрывают медные жала хромом и никелем для увеличения жаростойкости и устранения окисления поверхности меди. Жала с покрытием очень долговечные, но несколько хуже смачиваются припоем и требуют бережного отношения. Для их чистки используют латунную стружку и вискозные губки.
Жала с никелевым покрытием
Жала без покрытия можно по праву отнести к расходникам для пайки. Такое жало при работе периодически покрывается слоем окислов и припой перестаёт к нему прилипать. Рабочую кромку нужно заново зачистить и залудить, поэтому при интенсивном использовании жало стачивается достаточно быстро. Для замедления обгорания жала его рекомендуется предварительно отковать, а затем обточить для придания нужной формы.
Пайка проводов
Провода паять наиболее просто. Концы жил окунаем в раствор флюса и проводим по ним паяльником, жало которого обильно смочено во флюсе. В процессе лужения излишки расплавленного припоя желательно стряхивать. После нанесения полуды из проводов формируют скрутку, а затем тщательно прогревают её с небольшим количеством припоя, заполняя свободное пространство между жилами.
После нанесения полуды из проводов формируют скрутку, а затем тщательно прогревают её с небольшим количеством припоя, заполняя свободное пространство между жилами.
Возможен и иной способ, когда перед скручиванием провода просто тщательно смачивают флюсом и паяют без предварительного лужения. Особенно такой метод популярен при пайке многопроволочных жил и проводков небольшого диаметра. Если флюс качественный, а паяльник обеспечивает достаточно сильный прогрев, даже скрутка из 3–4 «пушистых» жил по 1,5 мм 2 хорошо пропитается оловом и будет надёжно спаяна.
Обратите внимание, что в электромонтаже, то есть внутри распределительных коробок, паять проводку не принято. В первую очередь по причине неразъёмности соединения, плюс ко всему спайка обладает значительным переходным сопротивлением и всегда есть высокий риск её корродирования. Провода паяют исключительно при соединениях внутри электроприборов или для лужения концов многопроволочных жил перед их затяжкой винтовыми клеммами.
Работа с электронными компонентами
Пайка электроники — наиболее обширная и сложная тема, требующая опыта, навыков и специального оборудования. Однако заменить неисправный элемент на печатной плате сможет и дилетант даже при наличии одного лишь сетевого паяльника.
Выводные элементы (которые с ножками) паять проще всего. Они предварительно неподвижно фиксируются (пластилином, воском) выводами в отверстиях платы. Затем с обратной стороны паяльник плотно прижимается к хвосту для его прогрева, после чего в место спайки вводится проволочка припоя, содержащего флюс. Слишком много олова не нужно, достаточно чтобы оно затекло в лунку со всех сторон и образовало некое подобие вытянутого колпака.
Если выводной элемент болтается и его нужно придерживать руками, то место спайки сперва смачивается флюсом. Его нужно очень небольшое количество, здесь оптимально использовать флаконы от лака для ногтей, предварительно промытые ацетоном. Олово при такой технике пайки набирается на паяльник в небольшом количестве и его капелька аккуратно подносится к выводу элемента в 1–2 мм от поверхности платы. По ножке припой стекает, равномерно заполняя лунку, после чего паяльник можно убирать.
По ножке припой стекает, равномерно заполняя лунку, после чего паяльник можно убирать.
Очень важно, чтобы соединяемые детали оставались неподвижными до полного остывания припоя. Даже малейшее нарушение формы олова при кристаллизации приводит к так называемой холодной спайке — дроблению всей массы припоя на множество мелких кристаллов. Характерный признак такого явления — резкое помутнение припоя. Его нужно разогреть заново и дождаться равномерного остывания в полной неподвижности.
Некачественная, холодная пайка
Для поддержания олова в жидком состоянии, достаточно чтобы паяльник контактировал залуженной поверхностью жала с любой точкой увлажнённого участка. Если паяльник буквально прилипает к спаиваемым деталям, это свидетельствует о недостатке мощности для нагрева. Для пайки чувствительных к нагреву полупроводниковых элементов и микросхем обычный припой можно смешивать с легкоплавким.
Пайка массивных деталей
Наконец, кратко расскажем о пайке деталей с высокой теплоёмкостью, таких как кабельные муфты, баки или посуда. Требование к неподвижности соединения здесь наиболее важно, крупные детали предварительно соединяют струбцинами, мелкие — комками пластилина, перед пропайкой соединения его прихватывают точечно в нескольких местах и снимают скрепы.
Паяют массивные детали как обычно — сперва полуда на месте соединения, затем заполнение шва жидким припоем. Однако припой в этих целях используют специальный, обычно тугоплавкий и способный сохранять высокую герметичность, а также хорошо выдерживающий частичный нагрев.
При такой пайке крайне важно поддерживать детали хорошо прогретыми. Для этих целей паяльный шов непосредственно перед местом спаивания подогревают газовой горелкой, а вместо обычного электрического паяльника используют массивный медный топорик. Его также постоянно подогревают в пламени горелки, попутно смачивая припоем, а затем заполняют соединение, частично расплавляя предыдущий шов на несколько миллиметров.
Подобная техника пайки с подогревом может использоваться и при работе обычным паяльником, например, при спайке толстых жил кабеля. Жало в этом случае выступает лишь оперативным инструментом для тщательного распределения олова, а основным источником нагрева служит газовая горелка.
Как паять — секреты хорошей пайки: 4 шага
Если у вас есть приличное железо, правильный припой и чистящая жидкость, вы на полпути, вам просто нужно обратить внимание на пару важных моментов, и вы получите хорошие паяные соединения.
Современные жала паяльника обычно имеют специальные покрытия, это хорошо, потому что предотвращает окисление так же быстро, как раньше. Это покрытие является причиной, по которой я говорю, что вы никогда не должны подпиливать или шлифовать наконечник для его очистки. Если вы начнете это делать, вам, вероятно, придется делать это время от времени, и наконечник будет довольно быстро изнашиваться.Если ухаживать за наконечником, он прослужит долго.
Это окисление происходит быстро, когда наконечник горячий. Вы можете это увидеть, потому что наконечник меняет цвет с блестящего серебристого на темный и тусклый, на самом деле он становится серого цвета и может почти стать черным. Теперь проблема в том, что этот слой окисления снижает теплопередачу. Некоторые люди не понимают, какой эффект это имеет, и продолжают пытаться паять железом в таком состоянии. Проблема в том, что вам будет сложно сделать одно паяное соединение с таким наконечником.Секрет в том, чтобы чистить его перед каждым стыком. Ну, иногда вы можете сделать несколько стыков сразу друг за другом, и я обычно, по крайней мере, выполняю, например, оба провода резистора, но вы не можете просто продолжать пайку, не очищая наконечник.
Теперь для очистки можно просто протереть кончик губкой пару раз, так что ничего страшного. Но если утюги просидели несколько минут, нужно пойти немного дальше. Вам нужно очистить, а затем «залудить» наконечник. «Лужение» предотвращает окисление наконечника, и для этого наконечник должен быть горячим и чистым. Итак, вы берете горячий утюг, протираете кончик губкой о губку для чистки несколько раз, а затем сразу же расплавляете припой на кончике, чтобы покрыть его оловом. Не стесняйтесь припоя, это дешево, и он будет выпадать из наконечника, когда вы это делаете, но некоторые прилипают, как бы « красят » наконечник припоем, а затем вытирают излишки на вашей промывке, а затем делают припой суставы сразу. Если вы положите утюг на минуту после лужения, вам, вероятно, придется снова протереть его о губку для чистки, а затем можно будет паять. Но подождите слишком долго, и вам нужно будет снова очистить и залудить его.Вот почему рекомендуется загрузить плату, скажем, всеми резисторами, а затем спаять их все сразу вместо того, чтобы вставлять один, паять, вставлять следующий и т. Д. Таким образом вы можете сделать несколько соединений, протрите начисто и сделайте еще несколько штук и т. д. Кстати, вы должны залудить новый наконечник при первом использовании, прежде чем утюг впервые нагреется, наконечник станет блестящим, нагреется и начнет темнеть, очистите это и залудить.
Итак, вы берете горячий утюг, протираете кончик губкой о губку для чистки несколько раз, а затем сразу же расплавляете припой на кончике, чтобы покрыть его оловом. Не стесняйтесь припоя, это дешево, и он будет выпадать из наконечника, когда вы это делаете, но некоторые прилипают, как бы « красят » наконечник припоем, а затем вытирают излишки на вашей промывке, а затем делают припой суставы сразу. Если вы положите утюг на минуту после лужения, вам, вероятно, придется снова протереть его о губку для чистки, а затем можно будет паять. Но подождите слишком долго, и вам нужно будет снова очистить и залудить его.Вот почему рекомендуется загрузить плату, скажем, всеми резисторами, а затем спаять их все сразу вместо того, чтобы вставлять один, паять, вставлять следующий и т. Д. Таким образом вы можете сделать несколько соединений, протрите начисто и сделайте еще несколько штук и т. д. Кстати, вы должны залудить новый наконечник при первом использовании, прежде чем утюг впервые нагреется, наконечник станет блестящим, нагреется и начнет темнеть, очистите это и залудить.
На самом деле это не так сложно, и с практикой это станет вашей второй натурой. Вы узнаете, когда вам нужно залудить наконечник, а когда можно просто протереть его.Будьте осторожны, протерев его, вы всегда сможете очистить его, но после протирания он должен быть блестящим, иначе он очень быстро окислится. Этот освежитель наконечника, о котором я упоминал, отлично подходит для этого: вместо того, чтобы долго лужить наконечник, вы просто окунаете его в твердый освежитель, он мгновенно тает, очищает и оловянет наконечник, и вы просто быстро протираете его щеткой и продолжать. Я считаю, что освежитель наконечников длится дольше между лужением, чем при использовании припоя, так что оно того стоит. Плюс его хватает надолго.Посмотрите на изображение наконечника крупным планом, верхний окислен, нижний — после лужения, он должен выглядеть так, когда вы пойдете паять.
Идея пайки заключается в том, что вы хотите, чтобы обе соединяемые детали были достаточно горячими, а затем ввести припой. Не нагружайте наконечник припоем и не пытайтесь перенести его на стык. Вы должны одновременно коснуться кончиком обеих частей, которые хотите соединить, и подержать там пару секунд, чтобы они нагрелись. Теперь лучший способ определить, что вам следует нагревать, — это запомнить простое правило.
Не нагружайте наконечник припоем и не пытайтесь перенести его на стык. Вы должны одновременно коснуться кончиком обеих частей, которые хотите соединить, и подержать там пару секунд, чтобы они нагрелись. Теперь лучший способ определить, что вам следует нагревать, — это запомнить простое правило.
Припой всегда течет навстречу теплу.
Так что подержите утюг на стыке на секунду или две, затем введите припой в стык, он расплавится, когда коснется утюга, как только вы увидите, как припой течет в стык, снимите паяльник. Не дергайте, просто поднимите.
Теперь, чтобы сделать это хорошо, вам нужно все закрепить на месте, чтобы вы могли держать утюг в одной руке, а припой — в другой. Никаких уловок с балансировкой (до тех пор, пока вы не поймете, что делаете, и не сможете избежать неприятностей).Для этого необходимо, чтобы все удерживалось на месте собственным весом, или под натяжением, или зажимом, или чем-то еще, не гоняясь за деталями вокруг скамьи горячим утюгом.
Между прочим, проверьте изображения, которые я поместил на этом этапе примерного соединения, он должен выглядеть примерно так (не очень хорошо, поскольку я пытался одновременно делать снимки) он должен иметь небольшую вогнутость по отношению к пайке и быть гладким. На втором снимке вы можете видеть, как я держу наконечник на медной площадке, а также на выводе резистора рядом с площадкой.Обратите внимание на размер наконечника, который я использую, это стандартный наконечник в комплекте с утюгом, не очень хороший. Но это не большой компонент, это небольшой (1/4 Вт) резистор.
Подводя итог: держите наконечник чистым и луженым для каждого соединения, припой всегда течет, чтобы нагреваться.
Узнайте, как паять за 5 минут .. Все, что вам нужно знать о базовых… | пользователя S Shyam | Shyam Cortex
Пайка — один из важнейших навыков, необходимых для работы в мире электроники.
Пайка и электроника идут рука об руку, как соль и перец. И хотя можно изучать и создавать электронику без необходимости брать в руки паяльник, вы скоро обнаружите, что с помощью этого простого навыка открывается целый новый мир.
И хотя можно изучать и создавать электронику без необходимости брать в руки паяльник, вы скоро обнаружите, что с помощью этого простого навыка открывается целый новый мир.
- Я считаю, что пайка должна быть в арсенале каждого.
В этом посте мы остановимся на основах пайки сквозных отверстий, также известных как пайка со сквозными отверстиями (PTH) , обсудим инструменты , необходимые для , рассмотрим методы для правильной пайки и дадим Вы, , несколько советов и уловок, которые сделают починку любой части электроники легким делом .
Этот пост предназначен как для новичков, так и для экспертов. Если вы никогда раньше не прикасались к паяльнику или хотите немного освежиться, в этом посте найдется что-то для всех.
- Хорошая техника пайки не сложна и на самом деле невероятно проста. Чтобы овладеть искусством пайки, не нужны годы и годы практики. Вам просто нужны подходящие инструменты и знание очень простых методов. Качественная пайка — это несложно, и каждый может справиться с ней за несколько попыток.
На самом деле плохо паять очень сложно. 🙂
«Искусство — это там, где работа встречается с любовью».
Припой, словом , можно использовать двумя разными способами.
- Припой как существительное относится к сплаву (веществу, состоящему из двух или более металлов), который обычно представляет собой длинную тонкую проволоку в катушках или трубках.
- Припой, как глагол, означает соединение двух металлических частей.
Итак, паяем припоем!
Сплавы свинца и олова обычно использовались в прошлом и до сих пор доступны. Бессвинцовые припои находят все более широкое применение из-за негативного воздействия свинца на здоровье и окружающую среду.
Паяльная проволока разной толщины доступна для ручной пайки и с сердечниками, содержащими флюс.
Припой состоял в основном из свинца (Pb), олова (Sn) и нескольких других металлов. Этот припой известен как свинцовый припой. Как всем известно, свинец вреден для человека и может привести к отравлению свинцом при воздействии больших количеств.
К сожалению, свинец также является очень полезным металлом из-за его низкой температуры плавления и способности создавать отличные паяные соединения.
• Бессвинцовый припой очень похож на свой свинцовый аналог, за исключением того, что, как указано в названии, он не содержит свинца.
• Однако бессвинцовый припой имеет недостаток: он имеет кристаллическую поверхность и не имеет зеркальной поверхности, в отличие от свинцового припоя. Таким образом, свинцовый припой все еще существует для получения надлежащего зеркального покрытия, а температура плавления припоя лучше, когда присутствует свинец.
как правильно паять — Hobby Electronics
Этот паяльник не так уж хорош, так как у него нет возможности регулировать температуру, и вы должны использовать его небольшими всплесками времени, иначе он перегреется (удерживайте спусковой крючок в течение 15-30 секунд, может быть, немного больше, затем дайте немного остыть)
Попробуйте купить жидкий флюс и качественный свинцовый припой 60/40 или 63/37, они облегчат вам жизнь.
Я не могу не подчеркнуть, насколько важно использовать дополнительный флюс с этим железом.Поскольку в нем практически нет контроля температуры, и такие паяльники обычно имеют наконечник при действительно высоких температурах, например, 400-500 градусов по Цельсию, из-за этой высокой температуры флюс внутри припоя, который вы используете, практически не имеет времени превращаться в жидкость и протекать по области, которую вы хотите припаять, и выполнять свою работу (очистить область, подготовить ее для работы с припоем и «склеить» два металла вместе)
За счет предварительного нанесения жидкого флюса на выводы и контактную площадку или любую другую деталь, к которой припаивается, ваш железный наконечник нагреет как флюс внутри припоя, так и нанесенный вами флюс, и у флюса будет больше времени для работы и очистки области. .
.
Первое видео, на которое я ссылаюсь, объясняет все, что связано с потоком.
Паяльная проволока, которую вы используете, подходит, но она не содержит свинца, а это означает, что для перехода в жидкое состояние требуется более высокая температура (217 ° C) по сравнению с свинцовыми припоями (180-183 ° C), а также хуже для новичков, поскольку у вас нет визуальных указаний на то, что вы сделали работа правильная (со свинцовыми припоями, если вы припаяли деталь правильно, припой на плате блестящий, если он плохой, то он выглядит некрасиво …. бессвинцовые припои не светятся, поэтому вы ничего не можете сказать)
Свинцовые припои безопасны в использовании, не избегайте их использования…. может ты думаешь, что отравишься свинцом, или что ты вдохнешь свинец, или что-то в этом роде … нет, действительно нет. Фактически, бессвинцовые припои в целом для вас хуже, так как флюсы внутри них должны быть сильнее, поэтому их пары бессвинцовых припоев могут повлиять на ваши легкие больше, чем флюсы для свинцовых припоев.
ИЗБЕГАЙТЕ от органических или водорастворимых флюсов или припоя проводов с этими типами флюсов. Водорастворимые флюсы очень трудно очистить от плат, и если их не удалить должным образом, со временем они могут разъесть следы на печатной плате.Органические флюсы часто более токсичны, их испарения могут быть хуже, чем у обычных канифольных флюсов или флюсов без очистки, и их также необходимо часто очищать растворителями.
Хотя инструменты в видео выглядят устаревшими, советы из этой серии видео по-прежнему очень актуальны (и, честно говоря, купленное вами железо не более продвинуто, чем то, что показано в видео). Пожалуйста, посмотрите хотя бы эти два видео ниже:
и этот, с упоминанием того, что вам действительно не нужно чистить выводы абразивным материалом (современные компоненты чище и имеют луженые выводы, поэтому меньше нужно чистить выводы перед пайкой)
а вот еще несколько хороших и подходящих руководств по пайке:
какие паяльные провода рекомендуются, флюсы, паяльные станции с правильной регулировкой температуры, другие инструменты и т. д. и в целом полезные советы.
д. и в целом полезные советы.
и актуальные примеры пайки:
Если вы хотите купить себе паяльник, Hakko FX 888 относительно дешев и отлично справляется со своей задачей, вы можете купить его у различных продавцов в США. У Фрая они часто есть в продаже, но попробуйте Amazon, Sparkfun, Adafruit и других торговых посредников.
Вот ссылка на Amazon: https://amzn.to/2Opafiw
Если вам нужно что-то подешевле, Newark (Фарнелл в Европе) проводит ребрендинг некоторых паяльных станций Atten и других китайских паяльных станций под своим брендом Tenma.
При цене 50 $ это, по сути, китайский клон паяльной станции Hakko 936, модель, которая продавалась hakko на протяжении десятилетий и недавно была заменена серией Hakko FX 888: https://www.newark.com/tenma/21-19800 / пайка с контролируемой температурой / dp / 84Y9255
вы можете найти подсказки для этого на ebay, что-то вроде 10 советов за 5-10 $ или что-то в этом роде, это в основном старые советы Hakko 936, они все клонировали.
Это вдвое дешевле, чем Hakko 888, и он работает, но недостатком является то, что это всего 35 Вт (по сравнению с ~ 70 Вт для настоящего hakko), что означает, что наконечнику может потребоваться немного больше времени для достижения желаемой температуры (несколько секунд. подробнее), а если вы паяете действительно толстые провода, это может не справиться.
Еще один хороший вариант — ребрендинг Atten: https://www.newark.com/tenma/21-10115/soldering-station-esd-safe-60w/dp/56T2208
Но за 88 $ …. приложите усилие, добавьте 10-15 $ и купите настоящий Hakko.
Как паять — Учебное пособие по пайке
Как паять — Учебное пособиеКак припаять
Пайка определяется как «соединение металлов плавлением сплавов с относительно низкими температурами плавления». Другими словами, вы используете металл с низкой температурой плавления, чтобы склеить склеиваемые поверхности. Учтите, что пайка больше похожа на склеивание расплавленным металлом, в отличие от сварки, при которой основные металлы фактически плавятся и соединяются. Пайка также является обязательным навыком для всех видов работ с электрикой и электроникой. Это также навык, которому нужно правильно обучать и развивать с практикой.
Другими словами, вы используете металл с низкой температурой плавления, чтобы склеить склеиваемые поверхности. Учтите, что пайка больше похожа на склеивание расплавленным металлом, в отличие от сварки, при которой основные металлы фактически плавятся и соединяются. Пайка также является обязательным навыком для всех видов работ с электрикой и электроникой. Это также навык, которому нужно правильно обучать и развивать с практикой.
В этом руководстве будут рассмотрены наиболее распространенные типы пайки, необходимые для работы с электроникой.Это включает в себя пайку компонентов на печатных платах и пайку сварного соединения проводов.
Паяльное оборудование
- Паяльник / пистолет
- Первое, что вам понадобится, это паяльник, который является источником тепла для плавления припоя. Утюги мощностью от 15 до 30 Вт подходят для большинства работ с электроникой и печатными платами. Если мощность выше, вы рискуете повредить компонент или плату. Если вы собираетесь паять тяжелые компоненты и толстую проволоку, вам нужно будет приобрести утюг большей мощности (40 Вт и выше) или один из больших паяльных пистолетов.Основное различие между утюгом и пистолетом заключается в том, что утюг имеет форму карандаша и разработан с точечным источником тепла для точной работы, в то время как пистолет имеет знакомую форму пистолета с большим наконечником высокой мощности, нагреваемым за счет протекания электрического тока непосредственно через него. .
Паяльник мощностью 30 Вт
A Паяльный пистолет 300 ВтДля использования электроники любителями паяльник, как правило, является предпочтительным инструментом, поскольку его небольшой наконечник и низкая теплоемкость подходят для работы с печатными платами (например, для сборочных комплектов).Паяльный пистолет обычно используется при пайке в тяжелых условиях, например, для соединения толстых проводов, пайки кронштейнов с шасси или витражей.
Выбирайте паяльник с трехконтактной заземляющей вилкой. Заземление поможет предотвратить накопление паразитного напряжения на жало паяльника и потенциально повредить чувствительные (например, CMOS) компоненты. По своей природе паяльные пистолеты довольно «грязны» в этом отношении, поскольку тепло генерируется за счет короткого замыкания тока (часто переменного тока) через наконечник из формованной проволоки.Оружие будет гораздо реже использоваться в электронике для любителей, поэтому, если у вас есть только один выбор инструмента, утюг — это то, что вам нужно. Для новичка лучше всего подходит диапазон от 15 Вт до 30 Вт, но имейте в виду, что на конце этого диапазона 15 Вт у вас может не хватить мощности для соединения проводов или более крупных компонентов. По мере роста вашего мастерства утюг мощностью 40 Вт станет отличным выбором, так как он способен выполнять несколько более крупных работ и очень быстро делает соединения. Имейте в виду, что часто лучше использовать более мощный утюг, чтобы не тратить много времени на нагревание соединения, которое может повредить компоненты.
Разновидностью основного пистолета или паяльника является паяльная станция, в которой паяльный инструмент подключается к источнику переменного тока. Паяльная станция может точно контролировать температуру паяльного жала, в отличие от стандартного пистолета или утюга, где температура жала будет увеличиваться в режиме ожидания и уменьшаться при нагревании соединения. Однако цена паяльной станции часто в десять или сто раз превышает стоимость базового паяльника и, таким образом, не подходит для рынка хобби.Но если вы планируете выполнять очень точную работу, например, поверхностный монтаж, или проводить 8 часов в день за паяльником, то вам следует подумать о паяльной станции.
В остальной части этого документа предполагается, что вы используете паяльник, так как это то, что требуется для большинства работ с электроникой. Методы использования паяльного пистолета в основном такие же, с той лишь разницей, что тепло выделяется только при нажатии на спусковой крючок.
- Припой
- Выбор припоя также важен.Доступно несколько видов припоя, но только некоторые из них подходят для работы с электроникой. Самое главное, вы будете использовать только припой для канифольных стержней . Кислотный припой с сердечником распространен в хозяйственных магазинах и магазинах товаров для дома, но предназначен для пайки медных водопроводных труб, а не электронных схем. Если в электронике используется припой с кислотным сердечником, кислота разрушит следы на печатной плате и разъедает выводы компонентов. Он также может образовывать проводящий слой, ведущий к коротким замыканиям.
Для большинства работ с печатными платами желателен припой диаметром от 0,75 мм до 1,0 мм. Можно использовать более толстый припой, который позволит вам быстрее паять более крупные соединения, но затруднит пайку мелких соединений и увеличит вероятность образования паяных перемычек между близко расположенными контактными площадками печатной платы. Сплав 60/40 (60% олова, 40% свинца) используется для большинства электронных работ. В наши дни также доступно несколько бессвинцовых припоев. Припой Kester «44» Rosin Core уже много лет является основным продуктом электроники и продолжает оставаться доступным.Он доступен в нескольких диаметрах и имеет неагрессивный флюс.
Для больших стыков, таких как пайка кронштейна к шасси с помощью паяльного пистолета высокой мощности, потребуется отдельное нанесение кисти на флюс и припой толщиной несколько миллиметров.
Помните, что при пайке флюс в припое выделяет пары при нагревании. Эти пары вредны для ваших глаз и легких. Поэтому всегда работайте в хорошо проветриваемом помещении и избегайте вдыхания образующегося дыма.Горячий припой тоже опасен. Удивительно легко плеснуть на себя горячий припой, а это очень неприятное занятие. Также рекомендуется защита глаз.


- Лужение паяльного жала
- Перед использованием новое или очень грязное паяльное жало необходимо залудить. «Лужение» — это процесс нанесения на жало паяльника тонкого слоя припоя.Это способствует теплопередаче между наконечником и компонентом, который вы паяете, а также дает припою основание, из которого он вытекает.
- Шаг 1. Разогрейте утюг
- Тщательно прогрейте паяльник или пистолет. Убедитесь, что он полностью нагрелся, потому что вы собираетесь расплавить на нем много припоя. Это особенно важно, если утюг новый, поскольку на него могло быть нанесено какое-либо покрытие для предотвращения коррозии.
- Шаг 2. Подготовьте немного места
- Пока паяльник разогревается, подготовьте немного места для работы. Смочите немного губки и поместите ее в основание подставки для паяльника или в посуду поблизости. Положите кусок картона на случай, если с вас потечет припой (возможно, так оно и будет), и убедитесь, что у вас есть место для комфортной работы.
- Шаг 3: Тщательно покройте кончик припоем
- Тщательно смажьте жало припоем.Очень важно покрыть весь наконечник. Во время этого процесса вы будете использовать значительное количество припоя, и он будет стекать, так что будьте готовы. Если вы оставите какую-либо часть наконечника непокрытой, он будет собирать остатки флюса и не будет хорошо проводить тепло, поэтому пропустите припой вверх и вниз по наконечнику и полностью вокруг него, чтобы полностью покрыть его расплавленным припоем.
- Шаг 4. Очистите паяльное жало
- Убедившись, что наконечник полностью покрыт припоем, протрите наконечник влажной губкой, чтобы удалить все остатки флюса.Сделайте это немедленно, чтобы флюс не успел высохнуть и затвердеть.
- Шаг 5: Готово!
- Вы только что залудили жало паяльника. Это необходимо делать каждый раз при замене наконечника или его чистке, чтобы утюг сохранял хорошую теплопередачу.
Вы также можете посмотреть процесс лужения на видео ниже (требуется Flash):
Подготовка к пайке
 «Лужение» — это процесс нанесения на жало паяльника тонкого слоя припоя.Это способствует теплопередаче между наконечником и компонентом, который вы паяете, а также дает припою основание, из которого он вытекает.
«Лужение» — это процесс нанесения на жало паяльника тонкого слоя припоя.Это способствует теплопередаче между наконечником и компонентом, который вы паяете, а также дает припою основание, из которого он вытекает.Пайка печатной платы
Пайка печатной платы, вероятно, является наиболее распространенной задачей пайки, которую выполняет любитель электроники. Базовые техники довольно легко усвоить, но для овладения этим навыком потребуется немного практики. Лучший способ попрактиковаться — купить простой комплект электроники или собрать простую схему (например, светодиодный чейзер) на монтажной плате. Не покупайте этот дорогой комплект и не погружайтесь в крупный проект после того, как спаяете всего несколько стыков.
Базовые техники довольно легко усвоить, но для овладения этим навыком потребуется немного практики. Лучший способ попрактиковаться — купить простой комплект электроники или собрать простую схему (например, светодиодный чейзер) на монтажной плате. Не покупайте этот дорогой комплект и не погружайтесь в крупный проект после того, как спаяете всего несколько стыков.
Пайка компонентов на печатную плату включает подготовку поверхности, размещение компонентов и затем пайку стыка.
- Шаг 1: Подготовка поверхности:
- Чистая поверхность очень важна, если вы хотите получить прочное паяное соединение с низким сопротивлением.Все паяемые поверхности должны быть хорошо очищены. Подушечки 3M Scotch Brite, приобретенные в магазине товаров для дома, в магазине промышленных товаров или в автомастерской, являются хорошим выбором, поскольку они быстро удаляют потускнение поверхности, но не истирают материал печатной платы. Обратите внимание, что вам понадобятся промышленные подушечки , а не подушечки для чистки кухни, пропитанные очистителем / мылом. Если у вас есть особенно твердые отложения на доске, то допускается использование тонкой стальной ваты, но будьте очень осторожны с досками с жесткими допусками, поскольку мелкая стальная стружка может застрять между подушками и в отверстиях.
После того, как вы очистили плату до блестящей меди, вы можете использовать растворитель, такой как ацетон, для очистки любых остатков чистящей салфетки, которые могут остаться, и для удаления химических загрязнений с поверхности платы. Метилгидрат — еще один хороший растворитель, который немного менее вонючий, чем ацетон. Имейте в виду, что оба эти растворителя могут удалить чернила, поэтому, если ваша доска покрыта шелкографией, сначала проверьте химические вещества, прежде чем промывать всю доску из шланга.
Несколько струй сжатого воздуха высушат доску и удалит весь мусор, который мог скопиться в отверстиях.
Также никогда не помешает быстро протереть выводы компонентов, чтобы удалить клей или потускнение, которые могли образоваться со временем.
- Шаг 2: Размещение компонентов
- После очистки компонента и платы вы готовы разместить компоненты на плате. Если ваша схема не проста и не содержит только несколько компонентов, вы, вероятно, не будете размещать все компоненты на плате и паять их сразу.Скорее всего, вы будете паять несколько компонентов за раз, прежде чем переворачивать плату и устанавливать новые. В общем, лучше всего начинать с самых маленьких и плоских компонентов (резисторы, ИС, сигнальные диоды и т. Д.), А затем переходить к более крупным компонентам (конденсаторы, силовые транзисторы, трансформаторы) после того, как мелкие детали будут готовы. Благодаря этому плата остается относительно плоской, что делает ее более устойчивой во время пайки. Также лучше всего сохранить чувствительные компоненты (полевые МОП-транзисторы, ИС без разъемов) до конца, чтобы уменьшить вероятность их повреждения во время сборки остальной схемы.
При необходимости согните выводы и вставьте компонент в соответствующие отверстия на плате. Чтобы удерживать деталь на месте во время пайки, вы можете согнуть выводы в нижней части платы под углом 45 градусов. Это хорошо работает с деталями с длинными выводами, такими как резисторы. Компоненты с короткими выводами, такие как гнезда для микросхем, можно удерживать на месте с помощью небольшой малярной ленты, или вы можете согнуть выводы, чтобы закрепить их на контактных площадках печатной платы.
На изображении ниже резистор готов к пайке и удерживается на месте слегка изогнутыми выводами.
- Шаг 3. Нанесите тепло
- Нанесите очень небольшое количество припоя на кончик утюга. Это помогает проводить тепло к компоненту и плате, но именно припой , а не припой , будет составлять соединение. Чтобы нагреть соединение, положите конец утюга так, чтобы он упирался в вывод компонента и плату . Очень важно нагреть вывод и плату, иначе припой просто скапливается и не прилипнет к неотапливаемому предмету.Небольшое количество припоя, нанесенного на наконечник перед нагревом соединения, поможет установить контакт между платой и выводом. Обычно требуется секунда или две, чтобы соединение стало достаточно горячим для пайки, но более крупные компоненты и более толстые контактные площадки / дорожки будут поглощать больше тепла и это время может увеличиться.
Если вы видите, что область под площадкой начинает пузыриться, прекратите нагрев и извлеките паяльник, потому что вы перегреваете площадку и она может подняться. Дайте ему остыть, затем осторожно нагрейте еще раз гораздо меньше времени.
- Шаг 4. Нанесите припой на соединение
- Как только вывод компонента и паяльная площадка нагреются, можно приступать к нанесению припоя. Прикоснитесь кончиком припоя к выводу компонента и контактной площадке, но не , а кончиком паяльника. Если все достаточно горячее, припой должен свободно течь по выводу и контактной площадке. Вы увидите, как расплав флюса также разжижается, пузырится вокруг стыка (это часть его очищающего действия), вытекает и выпускает дым.Продолжайте добавлять припой в соединение, пока площадка не будет полностью покрыта и припой не образует небольшой холмик со слегка вогнутыми сторонами. Если он начинает комковаться, вы использовали слишком много припоя или контактная площадка на плате недостаточно горячая.
Как только поверхность контактной площадки будет полностью покрыта, вы можете прекратить добавление припоя и удалить паяльник (в указанном порядке). Не перемещайте соединение в течение нескольких секунд, так как припою нужно время, чтобы остыть и снова затвердеть. Если вы переместите сустав, вы получите то, что называется «холодным суставом».Об этом свидетельствует его характерный тусклый и зернистый вид. Многие холодные стыки можно исправить, повторно нагревая и нанося небольшое количество припоя, а затем давая остыть, не трогая их.
- Шаг 5. Осмотр стыка и очистка
- После того, как соединение выполнено, вы должны его осмотреть. Проверьте, нет ли холодных стыков (описано немного выше и подробно ниже), шорт с соседними подушечками или плохой текучести. Если соединение подтвердилось, переходите к следующему.Чтобы обрезать вывод, используйте небольшой набор боковых ножей и разрежьте верхнюю часть паяного соединения.
После того, как вы выполнили все паяные соединения, рекомендуется удалить с платы все лишние остатки флюса. Некоторые флюсы гигроскопичны (они поглощают воду) и могут медленно поглощать достаточно воды, чтобы стать слегка проводящими. Это может быть серьезной проблемой во враждебной среде, например в автомобильной среде. Большинство флюсов можно легко очистить с помощью метилгидрата и тряпки, но для некоторых потребуется более сильный растворитель.Используйте соответствующий растворитель для удаления флюса, затем продуйте доску насухо сжатым воздухом.
- Посмотреть видео
- На видео ниже вы можете посмотреть, как паяется несколько стыков.
- Конформные покрытия
- Если печатная плата, которую вы только что припаяли, будет использоваться в агрессивной среде, где она подвергается воздействию влаги, грязи или химикатов, может быть хорошей идеей нанести защитное покрытие, например, изготовленное MG Chemicals.Эти покрытия наносятся на печатную плату для защиты от вредных воздействий окружающей среды. Покрытия обычно на основе лака, силикона или уретана наносятся на обе стороны платы после того, как она полностью собрана и протестирована .
Соединения холодной пайки
«Холодное паяное соединение» может возникнуть, когда компонент, плата или то и другое нагревается недостаточно сильно. Другой распространенной причиной является перемещение компонента до того, как припой полностью остынет и затвердеет.Холодный сустав хрупок и подвержен физическим повреждениям. Это также обычно соединение с очень высоким сопротивлением, которое может повлиять на работу схемы или привести к ее полному выходу из строя.
Холодные стыки часто можно распознать по характерному зернистому тускло-серому цвету, но это не всегда так. Холодное соединение часто может выглядеть как шарик припоя, сидящий на контактной площадке и окружающий вывод компонента. Кроме того, вы можете заметить трещины в припое, и соединение может даже сдвинуться.Ниже приведено шокирующее изображение каждого примера плохого паяного соединения, которое вы когда-либо видели. Похоже, что этот комплект FM-передатчика был собран с использованием техники «нанести припой на железо, а затем капнуть на стык». Если ваши суставы выглядят так, то прекратите и потренируйтесь после повторного прочтения этой страницы. Обратите внимание, что ни одно из этих соединений не является приемлемым, но, что удивительно, схема работала.
Большинство соединений холодной пайки легко фиксируются. Обычно все, что требуется, — это повторно нагреть соединение и нанести еще немного припоя.Если на стыке уже слишком много припоя, то стык придется распаять, а затем снова припаять. Для этого сначала удалите старый припой с помощью инструмента для распайки или просто нагрейте его и стряхните утюгом. Как только старый припой будет удален, вы можете спаять соединение, тщательно нагревая его и оставляя неподвижным, пока он остынет.
Пайка проводного соединения или сращивания
Другой очень распространенной задачей является пайка стыка между двумя или более проводами.В отличие от пайки печатной платы, где компонент обычно удерживается только самим паяным соединением, стык между проводами должен быть физически прочным перед пайкой. Обычно это означает правильное скручивание проводов, а затем их пайку. Области, где вы увидите паяные соединения проводов, — это ремонт кабелей и автомобильная проводка. В этих случаях стык также необходимо заизолировать после пайки.
- Шаг 1. Зачистите соединяемые провода, наденьте изоляцию
- Термоусадочные трубки обычно являются предпочтительным методом изоляции стыков проводов.Доступны два основных типа термоусадки; Клейкая подкладка и неклейкая подкладка. Неклейкая трубка образует только изолирующий барьер и поэтому подходит для использования только тогда, когда соединение не будет подвергаться воздействию влаги, химикатов или других агрессивных сред. Термоусадочные трубки с клеевым покрытием покрыты термочувствительным клеем, который плавится для герметизации соединения при нагревании трубки. Таким образом, он образует полностью герметичный стык и используется, когда стык будет подвергаться воздействию влаги или других элементов, которые могут повлиять на стык.Например, при ремонте шнура лампы вы можете использовать термоусадочную трубку без липкой пленки, а при установке автомобильной стереосистемы — использовать трубки с клейкой подкладкой.
Используйте термоусадочную трубку диаметром примерно в 1,5–2 раза больше диаметра соединяемых проводов. Отрежьте трубку до такой длины, чтобы она выходила за каждую сторону соединения не менее чем на 0,5 дюйма, а затем наденьте ее на один из концов проволоки.
Теперь снимите примерно 2,5 см изоляции с каждого конца провода.Если вы соединяете довольно толстый провод (толще, чем 12 калибр), вы можете снять немного больше изоляции, чтобы упростить скручивание провода.
- Шаг 2. Скрутите провода вместе
- Перед пайкой проводов необходимо прочное механическое соединение, поэтому их необходимо скрутить вместе. Провода будут скручиваться в так называемом «соединении обходчика», где провода соединяются по прямой линии, а не скручиваются вместе в форме буквы «V».
Удерживайте оголенные концы проводов вместе в форме «X», чтобы их середины пересекались друг с другом, а затем скрутите один из проводов по длине другого провода. Затем закрутите другую сторону, чтобы она соответствовала. В результате вы получите прочное проволочное соединение, которое обычно не намного толще самой проволоки.
- Шаг 3. Нанесите тепло
- Нагрейте нижнюю часть стыка проводов и используйте более толстую часть жала паяльника.Если вы нагреете верхнюю часть провода, вы получите большие потери тепла из-за его повышения. Более толстая часть паяльного наконечника будет проводить больше тепла в стыке проводов. Это также помогает слегка намочить кончик паяльника, чтобы улучшить теплопередачу. Чем толще стык проволоки, тем больше тепла потребуется. Будьте осторожны, потому что на тонких проводах с дешевой изоляцией вы можете немного расплавить их, если перегреете соединение. Как только соединение станет достаточно горячим (хорошая подсказка — когда припой, который вы использовали для смачивания кончика утюга, попадает в соединение), вы можете переходить к нанесению припоя.
После того, как вы припаяете несколько таких стыков, вы сможете определить, сколько тепла необходимо приложить, исходя из толщины провода.
- Шаг 4. Нанесите припой на соединение
- При полностью нагретом стыке нанесите припой на стык чуть выше жала паяльника. Если он не начнет таять сразу, вам понадобится больше тепла.Как только припой начнет плавиться, он потечет в стык вокруг паяльника. По мере того, как припой течет, перемещайте наконечник по стыку проводов, нанося припой. Соединение должно начать втягивать припой по мере его нанесения. Если вы обнаружите, что припой скапливается в месте соприкосновения с соединением, но не течет внутри, вам потребуется больше тепла. Продолжайте добавлять припой, пока соединение не будет полностью покрыто. Вы по-прежнему должны видеть очертания отдельных жил проводов, но не должно быть видно меди на проводе.Если вы добавите слишком много припоя в точку, где соединение превратится в каплю, вы получите хрупкое соединение, и излишки припоя необходимо будет удалить.
- Шаг 5: Очистите флюс
- Если стык проводов должен быть герметизирован или использоваться в зоне, где он будет подвергаться воздействию влаги, флюс необходимо удалить. Некоторые флюсы впитывают влагу или другие химические вещества и вызывают коррозию стыков. Хотя существуют химические вещества для удаления флюса, большинство флюсов можно очистить с помощью метилгидрата, доступного в любом хозяйственном магазине.Некоторые даже растворимы в воде.
- Шаг 6. Изолируйте стык
- Сдвиньте термоусадочную трубку так, чтобы она равномерно покрывала стык, и приложите тепло для ее усадки. В идеале для этого вам понадобится тепловая пушка, но можно использовать и простую зажигалку, если пламя продолжает двигаться, чтобы не поджечь трубку или провод. Если вы использовали термоусадочную пленку с клеевым покрытием, вам необходимо нагреть трубку до тех пор, пока она полностью не сожмется вокруг проволоки и на концах не вытечет немного клея.Термоусадку без футеровки можно нагревать до плотного прилегания к стыку. Вы можете перегреть эту фигню. Если используется слишком много тепла, изоляция под ним начнет разрушаться и может образовать пузырь. Пузырь может также возникнуть, если вы нагреете трубку с клеевым покрытием до точки, при которой она начнет кипеть.
- Готово! А теперь просто посмотрите видео
- Вот и все! Теперь ваше проволочное соединение готово. Вы можете посмотреть этот процесс на видео ниже:
Советы и хитрости
Пайка — это то, что нужно практиковать.Эти советы должны помочь вам добиться успеха, чтобы вы могли перестать заниматься и приступить к серьезному строительству.
- Используйте радиаторы. Радиаторы необходимы для выводов чувствительных компонентов, таких как микросхемы и транзисторы. Если у вас нет зажима на радиаторе, то вместо него можно использовать плоскогубцы.
- Держите наконечник утюга в чистоте. Чистый железный наконечник означает лучшую теплопроводность и лучшее соединение. Используйте влажную губку, чтобы очистить наконечник между стыками.Держите кончик хорошо луженым.
- Двойная проверка стыков. При сборке сложных схем рекомендуется проверять соединения после их пайки. Используйте увеличительное стекло, чтобы осмотреть соединение, и измеритель, чтобы проверить сопротивление.
- Сначала припаивайте мелкие детали. Припаяйте резисторы, перемычки, диоды и любые другие мелкие детали, прежде чем паять более крупные детали, такие как конденсаторы и транзисторы. Это значительно упрощает сборку.
- Устанавливайте чувствительные компоненты в последнюю очередь. Устанавливайте КМОП-микросхемы, полевые МОП-транзисторы и другие компоненты, чувствительные к статическому электричеству, в последнюю очередь, чтобы не повредить их во время сборки других деталей.
- Используйте соответствующую вентиляцию. Запрещается вдыхать большинство флюсов для пайки. Избегайте вдыхания образующегося дыма и убедитесь, что в помещении, в котором вы работаете, имеется достаточный воздушный поток для предотвращения скопления вредных паров.
Безопасность при пайке
Хотя пайка, как правило, не является опасным занятием, следует помнить о нескольких вещах.Первое и наиболее очевидное — это высокие температуры. Паяльники будут иметь температуру 350F или выше и очень быстро вызовут ожоги. Обязательно используйте подставку для поддержки утюга и держите шнур вдали от мест с интенсивным движением. Сам припой может капать, поэтому имеет смысл избегать пайки открытых частей тела. Всегда работайте в хорошо освещенном месте, где у вас есть место, где можно разложить детали и передвигаться. Избегайте пайки лицом непосредственно над стыком, потому что пары флюса и других покрытий будут раздражать дыхательные пути и глаза.Большинство припоев содержат свинец, поэтому не прикасайтесь к лицу во время работы с припоем и всегда мойте руки перед едой.
Вернуться на страницу электроники | Напишите мне | Поисккак правильно паять
как правильно паятьЕсли вы не знакомы с пайкой, вы сможете паять трубы любого диаметра после этого видео с легкостью и спокойствием. Вы ищете недорогой подход к поверхностной пайке? МОИ ОТЦЫ ВИНТАЖНЫЙ МАСТЕР ПАЯЛЬНИК С ДЕРЕВЯННОЙ РУЧКОЙ И АСБЕСТОВЫМ ШНУРОМ: Я помню, как видел, как мой отец паял, когда мне было всего пять.Также я никогда не убирал доску после завершения работы. Припой не остается на аккумуляторе. Хорошо, у меня есть небольшое короткое видео, которое покажет вам, как правильно спаять два провода вместе — обычно это первое, что люди хотят или должны делать, когда начинают паять электронику, и это базовый навык, который вам нужен. иметь, плюс это действительно не так просто и прямолинейно, как вы думаете, есть несколько вещей, которые вам нужно сделать, чтобы выполнить эту работу должным образом. В любом случае, как я уже сказал, для меня это имеет больше смысла.Есть «n» вещей, таких как ремонт дома или проекты ремонта в нашем доме, которые следует доверить обученным и опытным специалистам. Как правильно паять свой витраж. Обычно называется нагнетателем горячей воды из-за использования воздушной системы. В стандартном нагнетателе есть 2 настройки. Это не обычная проблема, и мне кажется, что она возникает у паяльщиков, которые по своей природе жесткие и хотят сэкономить, не используя достаточное количество припоя. Пытаюсь повторно нанести припой. Припой бывает разной формы, длины и размера для самых разных применений.Для соединений этого размера в течение 5-10 секунд достаточно, чтобы припой затвердел. В основном я пытаюсь починить разъем постоянного тока на своей материнской плате. Очень важно, чтобы припой, в котором вы используете канифольный припой, содержит канифольный флюс, который помогает металлам окисляться, что обычно происходит при высоких температурах. jr69 10 января 2013 г. Посмотреть урок. Использование слишком большого количества приведет к неаккуратному соединению и, возможно, плохому соединению из-за слишком большого количества флюса, препятствующего соединению, или короткого замыкания из-за чрезмерного перемычки припоя между соединениями.Играю 5 CQ. ЭТО ложная экономия, через некоторое время ваши суставы сломаются, и вы не будете счастливы. Но первое, что я подчеркну, когда дело доходит до пайки, — это всегда использовать «Осторожно» и следовать всем инструкциям и мерам предосторожности «Техника безопасности»… Всегда! 3. Тип припоя, который использовался для пайки компонента. Автор jenlangblog. Правило №4: [выделить] ВСЕГДА используйте только нужное количество припоя [/ highlight] (с практикой это становится все проще и легче). Вы произносите букву «твердо», верно? jr69 7 лет назад 24 комментария.бесплатный бутановый утюг с паяльным оборудованием заказы: goo.gl Демонстрация правильной техники пайки крупным планом. Пайка — лучший вариант для длительного ремонта, поэтому знание того, как правильно паять провода, может стать достойным навыком. Мне было интересно, могу ли я припаять трубы, чтобы они больше не протекали. Как и ПОЧЕМУ правильно паять. Если вы расплавите припой на кончике паяльника и нанесете его на соединение, вы, скорее всего, получите холодное паяное соединение. У меня ничего не работало. Но не могу заставить его лечь правильно.Вступление . Как ПРАВИЛЬНО паять медную трубу: Привет, в этой статье я подробно объясню, как припаять медную трубу, чтобы получить хорошее соединение без утечек. Я подумал, может быть, это мой флюс или припой, но я не могу найти рекомендации по использованию других. Я пробовал с разным количеством дополнительного флюса, без флюса, с припоем малого диаметра и большего размера, с максимальным нагревом, который я мог получить, и с меньшим нагревом, а также с использованием различных методов пайки. Facebook; Предыдущая статья Следующая статья. + 86-13567938048 | info @ Dowedo-Copper.com На главную Поделиться этим: Twitter; Facebook; Как это: Нравится Загрузка … Связанные. Они либо хромированные, либо из нержавеющей стали, и мне было интересно, какой тип пайки я мог бы использовать, чтобы исправить их правильно. Хотите научиться правильно паять? Противоположность этой проблеме. Я использую паяльник мощностью 60 Вт при 450 градусах по Фаренгейту с канифолью 63 фунтов / 37 фунтов. Я не хочу покупать новые трубы, потому что эти две трубы почти идеальны, единственные недостатки — утечки в каждой трубе. Надеюсь, этот пост поможет всем лучше паять, у вас будет меньше проблем, и если компонент большой, имеет большие контакты или имеет радиатор, для его нагрева требуется больше тепла.При окислении у вас практически невозможно правильно паять. Урок с CuriousInventor. Учитывая, что изготовление витражей, безусловно, является изящным искусством, большое внимание уделяется типу, цвету и качеству используемого стекла и / или калибру краски, используемой вокруг стекла. Skylanders 101 — Jet Vac. Для меня припой звучит так, как будто это каким-то образом происходит от слова «твердый», и мне не на что это подкрепить, но именно это происходит с припоем: он начинается как твердый и заканчивается твердым.12 мая 2015 — Радио и электроника — Как правильно паять (не такой уж краткий урок) — Многие люди имеют неправильные представления о пайке, другие дезинформированы, некоторые не знают, с чего начать, а многие плохо разбираются в пайке. знаете это или нет. Припои с сердцевиной из водорастворимого или кислотного флюса No-Clean могут вызвать коррозию наконечников даже при хранении. Глянец Halfords Appliance Gloss white обычно неплохо подходит для белых фюзеляжей. Очень информативно, отличные снимки крупным планом и отличные объяснения. При лужении наконечника для хранения используйте припои с сердечником из RMA или другого малоактивного флюса.Рейтинг видео: 4/5. Холодное паяное соединение происходит, когда горячий припой попадает на холодную проволоку, затвердевая. Хорошее обучающее видео по основам пайки с несколькими хорошими советами. Facebook; Предыдущая статья Следующая статья. Непослушный вес … Возможным решением этой проблемы было бы сокращение проводных соединений до абсолютного минимума или просто спаять провода вместе вместо использования соединительных кабелей, как мы.
Руководство по пайкеРуководство по пайке
Руководство по пайке Главная | Карта | Проекты | Строительство | Пайка | Исследование | Компоненты | 555 | Символы | FAQ | СсылкиКак паять | Консультации по компонентам | Что такое припой? | Демонтаж | Бернс
Информацию о паяльниках и других инструментах см. Инструменты Требуемая страница.
Скачать PDF-версию этой страницы
Как припаять
Сначала несколько мер предосторожности:
- Никогда не прикасайтесь к элементу или наконечнику паяльника.
Они очень горячие (около 400 ° C) и могут вызвать неприятный ожог. - Соблюдайте осторожность, чтобы не прикасаться кончиком утюга к сетевому шнуру.
Утюг должен иметь термостойкую пластину для дополнительной защиты.Обычный пластик flex сразу же расплавится, если к нему прикоснуться горячим утюгом, и возникнет серьезный опасность ожога и поражения электрическим током. - Всегда возвращайте паяльник на подставку, когда он не используется.
Ни на мгновение не кладите его на рабочий стол! - Работайте в хорошо вентилируемом помещении.
Дым, образующийся при плавлении припоя, в основном вызван флюсом и вызывает сильное раздражение. Не дышите им, держите голову сбоку от работы, а не над ней. - Вымойте руки после использования припоя.
Припой содержит свинец, который является ядовитым металлом.
Подготовка паяльника:
- Установите паяльник на подставку и подключите его.
Утюгом потребуется несколько минут, чтобы достичь своей рабочей температуры около 400 ° C. - Смочите губку в подставке.
Наилучший способ сделать это — приподнять подставку и подержать под струей холодной воды в течение на мгновение, затем нажмите, чтобы удалить лишнюю воду. Он должен быть влажным, а не мокрым. - Подождите несколько минут, чтобы паяльник нагрелся.
Вы можете проверить, готов ли он, попытавшись расплавить немного припоя на наконечнике. - Протрите кончик утюга влажной губкой.
Это очистит наконечник. - Расплавьте немного припоя на кончике утюга.
Это называется «лужение», и оно помогает теплу отводиться от кончика утюга. к суставу. Это нужно делать только тогда, когда вы подключаете утюг, и иногда во время пайки, если вам нужно протереть наконечник о губку.
Теперь вы готовы приступить к пайке:
- Держите паяльник как ручку рядом с основанием ручки.
Представьте, что вы собираетесь написать свое имя! Не прикасайтесь к горячему элементу или наконечнику. - Прикоснитесь паяльником к стыку, который нужно сделать.
Убедитесь, что он касается как вывода компонента, так и гусеницы. Держи кончик там на несколько секунд и … - Нанесите немного припоя на соединение.
Он должен плавно течь на свинец и гусеницу, чтобы сформировать форму вулкана, как показано на рисунке. на диаграмме. Наносите припой на соединение, а не на железо. - Удалите припой, затем утюг, сохраняя соединение неподвижным.
Дайте стыку остыть в течение нескольких секунд, прежде чем перемещать печатную плату. - Внимательно осмотрите соединение.
Он должен выглядеть блестящим и иметь форму «вулкана». Если нет, вам нужно будет разогреть его. и подайте еще немного припоя. На этот раз убедитесь, что и ведут впереди и следят за ним. полностью нагреваются перед нанесением припоя.
Использование радиатора
Некоторые компоненты, такие как транзисторы, могут быть повреждены нагревом при пайке, поэтому, если вы не специалист, разумно использовать радиатор, закрепленный на проводе между стыком и тело компонента. Можно купить специальный инструмент, но стандартный зажим «крокодил» работает так же, как ну и дешевле.Дополнительная информация
Более подробное руководство по пайке, включая поиск и устранение неисправностей, см. В Основное руководство по пайке на сайте журнала Everyday Practical Electronics Magazine.Вверх страницы | Как паять | Консультации по компонентам | Что такое припой? | Демонтаж | Первая помощь
Рекомендации по пайке компонентов
Очень заманчиво приступить к пайке компонентов на печатной плате прямо прочь, но сначала найдите время, чтобы определить все детали. Если вы сделаете это, у вас гораздо меньше шансов совершить ошибку!- Наклейте все компоненты на лист бумаги с помощью липкой ленты.
- Определите каждый компонент и напишите его имя или значение рядом с ним.
- При необходимости добавьте код (R1, R2, C1 и т. Д.).
Многие проекты из книг и журналов маркируют компоненты кодами. (R1, R2, C1, D1 и т. Д.), И вы должны использовать список частей проекта, чтобы найти эти коды, если они есть. - Значения резистора можно найти с помощью цветового кода резистора что объясняется на нашей странице резисторов.Вы можете распечатать и сделать свой собственный калькулятор цветовой кодировки резистора. чтобы помочь вам.
- Значения конденсатора может быть трудно найти, потому что есть
много типов с разными системами маркировки! Различные системы
объяснено на нашей странице конденсаторов.
Для получения дополнительной информации о конкретных компонентах см. Страница «Компоненты» или щелкните имя компонента в таблице.
Для большинства проектов лучше всего размещать компоненты на плате в порядке, указанном ниже:
| Компоненты | Изображения | Напоминания и предупреждения | |
| 1 | Держатели чипов (гнезда DIL) | Подключите правильно убедившись, что выемка находится на правильном конце. НЕ вставляйте пока микросхемы (микросхемы). | |
| 2 | Резисторы | Никаких особых мер предосторожности с резисторами не требуется. | |
| 3 | Конденсаторы малой емкости (обычно менее 1 мкФ) | Они могут быть подключены любым способом. Будьте осторожны с конденсаторами из полистирола, потому что они легко повреждается нагреванием. | |
| 4 | Электролитические конденсаторы (1 мкФ и больше) | Подключите правильно. Они будут отмечены знаком + или — рядом с одним отведением. | |
| 5 | Диоды | Подключите правильно. Будьте осторожны с германиевыми диодами (например,грамм. OA91), потому что они легко повреждается нагреванием. | |
| 6 | Светодиоды | Подключите правильно. Схема может быть помечена как a или + для анода и k или — для катода; да, для катода действительно k, а не c! Катод — это короткий вывод, и быть небольшой плоской на корпусе круглых светодиодов. | |
| 7 | Транзисторы | Подключите правильно. Транзисторы имеют 3 ножки (вывода), поэтому требуется дополнительная осторожность, чтобы гарантировать соединения правильные. Легко повреждается при нагревании. | |
| 8 | Проводные соединения между точками на печатной плате. | одножильный провод | Используйте одножильный провод, это цельный провод с пластиковым покрытием. Если нет опасности прикоснуться к другим частям, можно использовать луженую медную проволоку, он не имеет пластикового покрытия и выглядит как припой, но более жесткий. |
| 9 | Зажимы аккумулятора , зуммеры и другие детали с собственными проводами | Подключите правильно. | |
| 10 | Провода к частям от печатной платы, в том числе переключателей , реле , резисторы переменные и громкоговорители . | многожильный провод | Следует использовать гибкий многожильный провод с пластиковым покрытием. Не используйте одножильный провод, потому что он сломается при неоднократно сгибались. |
| 11 | ИС (микросхемы) | Подключите правильно. Многие ИС чувствительны к статическому электричеству. Оставьте микросхемы в антистатической упаковке до тех пор, пока они вам не понадобятся, а затем заземлите руки. прикоснувшись к металлической водопроводной трубе или оконной раме, прежде чем прикасаться к ИС. Осторожно вставьте ИС в держатели : убедитесь, что все контакты выровнены с затем сильно надавите на гнездо большим пальцем. |
Вверх страницы | Как паять | Консультации по компонентам | Что такое припой? | Демонтаж | Первая помощь
Что такое припой?
Припой представляет собой сплав (смесь) олова и свинца, обычно 60% олова и 40% свинца.Плавится при температуре около 200 ° C. Покрытие поверхности припоем называется «лужением» из-за содержания в припое олова. Свинец ядовит, поэтому после использования припоя всегда следует мыть руки.Припой для использования в электронике содержит крошечные сердечники из флюса, как провода внутри гибкого кабеля. Флюс вызывает коррозию, как кислота, и очищает металлические поверхности по мере плавления припоя. Вот почему вы должны плавить припой непосредственно на стыке, а не на наконечнике железа.Без флюс выйдет из строя, потому что металлы быстро окисляются, а сам припой не должным образом стечь на грязную окисленную металлическую поверхность.
Наилучший размер припоя для электроники — 22swg (swg = стандартный калибр проводов).
Вверх страницы | Как паять | Консультации по компонентам | Что такое припой? | Демонтаж | Первая помощь
Удаление припоя
На каком-то этапе вам, вероятно, потребуется распаять соединение, чтобы удалить или переместить провод или компонент.Удалить припой можно двумя способами:| С помощью демонтажного насоса (присоска для припоя) |
- Настройте насос, нажав на подпружиненный плунжер вниз до фиксации.
- Приложите к стыку сопло насоса и наконечник паяльника.
- Подождите секунду или две, пока припой расплавится.
- Затем нажмите кнопку на насосе, чтобы освободить поршень и всосать расплавленный припой в инструмент.
- Повторите, если необходимо, чтобы удалить как можно больше припоя.
- Время от времени необходимо опорожнять насос путем откручивания форсунки.
2. С фитилем для удаления припоя (медная оплетка)
- Приложите конец фитиля и кончик паяльника к стыку.
- По мере плавления припоя большая часть его будет стекать на фитиль в сторону от стыка.
- Снимите сначала фитиль, затем паяльник.
- Отрежьте и выбросьте конец фитиля, покрытый припоем.
После удаления большей части припоя из стыка (-ов) вы сможете удалить провод или компонентный провод (подождите несколько секунд, чтобы он остыл). Если соединение не разваливается, легко примените паяльник, чтобы расплавить оставшиеся следы припоя одновременно с разъединением стыка, снятием осторожность, чтобы не обжечься.
Вверх страницы | Как паять | Консультации по компонентам | Что такое припой? | Демонтаж | Первая помощь
Первая помощь при ожогах
В большинстве случаев ожоги от пайки незначительны, и их лечение несложно:- Немедленно охладите пораженный участок под слабой струей холодной воды.
Подержите ожог в холодной воде не менее 5 минут (рекомендуется 15 минут). Если лед легко доступен, это тоже может быть полезно, но не откладывайте первый охлаждение холодной водой. - Не применять кремы или мази.
Ожог лучше заживет без них. Сухая повязка, например, чистый носовой платок, может применяться, если вы хотите защитить участок от грязи. - Обратитесь за медицинской помощью, если ожог охватывает область больше, чем ваша рука.
- Всегда возвращайте паяльник на подставку сразу после использования.
- Дайте соединениям и компонентам примерно минуту остыть, прежде чем прикасаться к ним.
- Никогда не прикасайтесь к элементу или наконечнику паяльника, если не уверены, что он холодный.
Вверх страницы | Как паять | Консультации по компонентам | Что такое припой? | Демонтаж | Первая помощь
© Джон Хьюс 2007, Клуб электроники, www.kpsec.freeuk.com
Этот сайт был взломан с использованием ПРОБНОЙ версии WebWhacker. Это сообщение не появляется на лицензированной копии WebWhacker.
Step by Step PCB Жала для паяльников для новичков
Традиционный, старый тип припоя представляет собой смесь свинца (Pb) и олова (Sn). Этот тип припоя (60/40 — Pb / Sn) плавится при 200 ° C и обычно состоит из 60 процентов олова и 40 процентов свинца. Однако сегодня желательно использовать бессвинцовый припой, чтобы избежать токсичной окружающей среды.Бессвинцовый припой — это более современный сплав, который по-прежнему содержит олово, но заменяет свинец нетоксичными металлами, такими как медь и серебро. Типичный бессвинцовый припой плавится при 220 ° C. Свинец ядовит при проглатывании, вдыхании или всасывании через кожу. Свинец может в конечном итоге вызвать повреждение мозга или смерть, поэтому используйте вентилятор для вентиляции рабочего места и мойте руки после работы с припоем на основе свинца.
Рисунок 1: Пайка компонентов со сквозным отверстием на печатной плате. (Изображение: Эрик Арчер, CC BY-SA 2.0 через Wikimedia Commons.)Нужен приличный паяльник с терморегулятором . Убедитесь, что у выбранного вами утюга есть легко заменяемые наконечники. Если вы новичок в пайке, рекомендуется использовать термостойкий силиконовый кабель, чтобы он не расплавился при прикосновении к горячему утюгу. Кроме того, вам понадобится подставка для пайки, влажная губка для очистки паяльного жала и припой. Паяльная оплетка отводит излишки припоя в случае ошибки, а для «больших разливов припоя» есть ручной инструмент, называемый вакуумным насосом для удаления припоя или «присосой для припоя», который отсасывает излишки припоя.
Новички в пайке могут также захотеть использовать радиатор, так как тепло, вызванное процессом пайки, может повредить некоторые компоненты. Радиаторы устраняют некоторые проблемы, вызванные избыточным теплом, предотвращая чрезмерное повышение температуры таких компонентов, как герконы, транзисторы и интегрированные микросхемы (ИС). Даже простой зажим из кожи аллигатора предпочтительнее, чем ничего, так как он легко ложится на бумажник и рассеивает тепло, поэтому вы можете дольше прикладывать тепло во время пайки и не повредить компоненты.Чтобы использовать зажим, прикрепите его к проводу, который находится между корпусом компонента и предполагаемым паяным соединением.
Внутри припоя для электроники вы можете найти небольшую сердцевину из флюса, которая улучшает текучесть припоя, но также вызывает коррозию. Флюс также является химическим очищающим средством. [1] При плавлении припой очищает металлические поверхности. Припой может правильно стекать по чистой металлической поверхности (т. Е. Не окисляться). Если окисление является проблемой, перед пайкой вы можете взять мелкозернистую наждачную бумагу и аккуратно стереть окисленный материал, чтобы соединения, выполненные припоем, были надежными.Окисленные покрытия возникают естественным образом и могут создавать барьер между припоем и выводами или проводами, который может мешать потоку электронов, действуя как изолятор. Однако припой доступен не только для электроники. Водопроводчики используют его, чтобы «пропотеть» трубы и арматуру, а в витражах используется свинец, который попадает между кусками стекла, стыки которых необходимо спаять, чтобы скрепить стекла вместе. Припой для сантехники или витражей нельзя использовать для электроники.
Рис. 3. Припой для электроники имеет канифольный флюсовый сердечник, который улучшает текучесть.Изображение: Кевин Хэдли (собственная работа) [CC-BY-SA-3.0], через Wikimedia Commons Обратите внимание, что для электроники припой подходящего размера имеет диаметр около 1 мм и канифольный стержень. Водопроводный припой имеет кислотный припой, а припой для витражей имеет твердый сердечник диаметром 1/8 дюйма (~ 3 мм). Однако не используйте ни один из них для электроники.
Независимо от того, что вы паяете (сантехнику, витражи или электронику), не кладите паяльник ни на что, кроме подставки для паяльника.Можно сделать самодельную подставку, которая отталкивает наконечник от поверхностей, но паяльники могут вызвать серьезные ожоги, возгорание и появление токсичных паров горючих материалов.
Препарат
Для чистки кончика утюга можно использовать губку. Намочите губку на подставке для пайки и отожмите лишнюю воду, так как она должна быть влажной, а не насквозь мокрой. Если на вашей подставке нет губки, подойдет обычная губка из продуктового магазина. Не покупайте губку, пропитанную моющими средствами.Не покупайте губку типа «волшебный ластик» с мелкопористой поверхностью. Вам нужно немного трения, чтобы стереть мусор, образующийся при пайке. Натуральные губки приемлемы, но излишне дороги и не подходят для протирки жала паяльника. Губку некуда положить? Вы можете намочить дешевую губку, сложить ее пополам и положить в банку с кормом для тунца или кошки краями вверх. Наконечник припоя хорошо очистит эти края.
Поместите паяльник на подставку и подождите от 30 секунд до нескольких минут (в зависимости от вашего паяльника), чтобы он нагрелся до 400 ° C.Ваш паяльник достаточно горячий, когда немного припоя быстро тает на жало, что вы должны сделать перед запуском. Когда припой начинает плавиться, легкое лужение наконечника припоем способствует хорошей теплоотдаче при начале пайки.
Паяльные компоненты под заказ
Начните с какой-нибудь организации, разложив все свои компоненты и пометив их. Организация может сделать процесс менее напряженным. Многие компоненты имеют сквозное отверстие, что означает, что вы будете вставлять ножки компонентов через отверстие на печатной плате.
Перед тем, как приступить к пайке микросхем или других компонентов, которые также чувствительны к разряду статического электричества, обязательно заземлите себя и наденьте заземленный браслет, предназначенный для предотвращения накопления статического разряда. Это похоже на ремень безопасности; никто не хочет этого делать, но это должно быть привычкой ради безопасности. Большинство микросхем никогда не демонстрируют повреждения, вызванные статическим разрядом сразу после этого. Однако характеристики микросхем, безусловно, могут ухудшиться намного быстрее, если они будут повреждены изношенным, скользящим по ковру наполнителем для печатных плат.Если вы должны припаять ИС без браслета, по крайней мере, заземлите себя перед тем, как брать ИС. (По своим масштабам статический разряд может сделать с чипсами во многом то же, что микробы могут сделать с людьми. Вы не можете этого увидеть, но он может нанести серьезный ущерб.)
Когда вы припаиваете компоненты к печатной плате, это помогает начать с пайки компонентов, которые в наименьшей степени подвержены тепловыделению. Начните с пайки разъемов IC (еще не добавляя чип в разъем). Далее припаиваем резисторы.Следующими будут конденсаторы, начиная с конденсаторов ниже 1 мкФ. Затем припаяйте любые колпачки на 1 мкФ или выше, которые, скорее всего, будут электролитическими (которые очень похожи на крошечную жестяную банку).
Затем припаиваем диоды, светодиоды, затем транзисторы. Транзисторы более склонны к повреждению из-за чрезмерного нагрева, поэтому, чтобы быть осторожным, закрепите радиатор (зажим из крокодила) на ножке транзистора рядом, но не касаясь банки, если это возможно. Затем добавьте провода, перемычки и любые другие компоненты. Плата уже может быть захламлена, но вам нужно разместить свои ИС в последнюю очередь.Установите микросхему на место, затем плотно и равномерно надавите на нее. Обратите внимание, что некоторые ИС будут в антистатической упаковке из-за статической чувствительности, и вам следует оставлять их в упаковке до тех пор, пока они не понадобятся.
В процессе пайки
Держите паяльник за основание ручки, как карандаш, чтобы не обжечься наконечником. Паяльник должен контактировать с ножкой или выводом компонента и дорожкой на печатной плате. Затем подержите металлический наконечник на желаемом стыке / стыке на пару секунд и нанесите немного припоя на наконечник припоя, где он касается стыка.Припой должен плавиться и плавно течь. Используйте только столько припоя, чтобы образовалось крошечное соединение в форме вулкана. Затем удалите припой и утюг, оставив только что соединенные компоненты на несколько секунд, пока соединение не затвердеет. Стык должен быть конусообразным и блестящим. Если нет, повторно нагрейте и введите еще припой или средство для удаления припоя и попробуйте еще раз.
Удаление припоя
Если вы не являетесь хорошо испытанным роботом, вам нужно будет в какой-то момент удалить припой с соединения.Будь то изменение положения, удаление или добавление компонента, есть два способа выполнить работу.
Первый метод — использовать демонтажный насос с соплом электростатического разряда (ESD). Электростатический разряд защищает ИС, которые могут быть повреждены статическим электричеством. Для начала вы нажимаете подпружиненный поршень вниз до фиксации, настраивая насос. Затем приложите железный наконечник и сопло к стыку и подождите несколько секунд, пока припой не расплавится. Чтобы освободить плунжер и всосать расплавленный припой, просто нажмите кнопку на насосе для удаления припоя.Удалите как можно больше припоя и повторите при необходимости. Наконец, не забывайте время от времени опорожнять насос, откручивая насадку и выбрасывая маленькие деформированные шарики припоя в мусор. (Никогда, никогда не позволяйте детям или домашним животным есть красивые, блестящие маленькие шарики припоя.)
Другой способ распайки стыка — это наложить припойную оплетку или фитиль. Устройство для снятия паяльной оплетки действует как фитиль для расплавленного припоя; она стекает из стыка на тесьму.
Сначала приложите железный наконечник и конец медной оплетки к стыку.Затем, когда припой начнет плавиться, он потечет из стыка на оплетку. Затем просто снимаем оплетку и потом пайку. (Если оплетка будет последней, припой может быстро затвердеть и прилепить всю оплетку к стыку, который вы пытаетесь очистить.) Отрежьте и выбросьте покрытую припоем часть оплетки.
В большинстве случаев вы сможете легко удалить провод или компонент после того, как он остынет. Если нет, снова примените паяльник, чтобы расплавить оставшийся припой, осторожно потянув за компонент, чтобы освободить его.(Будьте осторожны, чтобы не обжечься.)
Чипы больше не большие, поэтому их легко паять
К сожалению, большие чипы PDIP, которые были распространены десять или два года назад, сейчас очень трудно найти. Многие производители сейчас вообще не делают свои микросхемы в упаковке PDIP, поскольку большая часть пайки выполняется машинами для набивки печатных плат в больших объемах. Любая компания, которая до сих пор производит чип в корпусе, достаточно большом, чтобы его можно было легко припаять вручную, — это святая. Никто не зарабатывает деньги на больших упаковках, поскольку большая часть электроники должна быть как можно меньше, чтобы сэкономить деньги, особенно при больших тиражах.Тем не менее не только любители должны создавать прототипы; Каждый продукт начинается с дюжины или около того прототипов, которые используются для тестирования и настройки в реальной жизни перед запуском в серийное производство.
Примечание. В этой статье вкратце описаны наиболее важные аспекты сквозной пайки. Однако на YouTube и на многих других сайтах есть сотни учебных пособий, демонстрирующих искусство пайки в видеороликах, которые невозможно описать в одной статье. Одной из наиболее сложных задач пайки является пайка очень маленьких устройств с крошечными ножками / выводами / контактами, которые расположены очень близко друг к другу и находятся на поверхности печатной платы, а не через отверстия в печатной плате, такие как устройства для поверхностного монтажа (SMD).
[1] https://en.wikipedia.org/wiki/Flux_ (металлургия)
.