Дедовский способ: как подобрать сверло под метчик | строймаркет
Доброго дня, дорогие читатели!
Не знаю, приходилось ли вам сталкиваться с таким инструментом, как метчик. Но, если работаете с крепежом, то рано или поздно вы столкнетесь с этим. Даже если вы не строитель, вы можете ощутить полезность этого инструмента.
Итак, спросим у Википедии: что такое метчик?
Метчѝк — инструмент для нарезания внутренних резьб, представляет собой винт с прорезанными прямыми или винтовыми стружечными канавками, образующими режущие кромки.
То есть, удобство в том, что можно просверлить отверстие в металле и нарезать там резьбу, чтобы потом можно было вкручивать резьбовой крепеж.
Комплект метчиков 1 и 2 номер (фото взято с сайта: maxidom.ru)В ЧЕМ СЛОЖНОСТЬ?
Однако, хоть метчики и прочные, но они не предназначены для того, чтобы делать отверстие. Поэтому сначала необходимо проделать отверстие. И тут сложность состоит в том, что важно не ошибиться в диаметре сверла. Сделаете отверстие больше — резьба получится маленькая и быстро скосится (или вообще не будет места для резьбы), сделаете меньше — запорите метчик. И это еще не все. Шаг резьбы на метчиках бывает разный, соответственно под каждый шаг будет свой диаметр сверла.
Сделаете отверстие больше — резьба получится маленькая и быстро скосится (или вообще не будет места для резьбы), сделаете меньше — запорите метчик. И это еще не все. Шаг резьбы на метчиках бывает разный, соответственно под каждый шаг будет свой диаметр сверла.
Постоянно носить с собой таблицу, в которой указаны нужные диаметры сверл, тоже не всегда удобно. Поэтому предлагаю вам дедовский способ как подобрать сверло под метчик!
ДЕДОВСКИЙ СПОСОБ
Для больше понятливости разберем сразу на примере:
- Вот вы приобрели болты с основным метрическим шагом М8. Шаг у них: 1,25.
- Теперь необходимо взять метчик 8*1,25.
- Отнимает второе значение от первого: 8-1,25. Получается 6,75.
- Но сверла на 6,75 не бывает, поэтому округляем полмиллиметра в большую сторону. Получается 6,8.
- Выходит, что чтобы успешно нарезать резьбу под 8*1,25, необходимо использоваться сверло 6,8 мм.


Все донельзя просто!
Набор метчиков и плашек (фото взято с сайта: vavilon-s.com)Если вам понравилась статья, то ставьте лайки! А тем, кто еще не подписан на канал, рекомендую подписаться, ведь впереди еще много полезной информации!
Успехов вам в нарезании резьбы!
Как правильно подобрать сверло под метчик? — РИНКОМ
Содержание
- Особенности выбора сверла под метчик
- Диаметр предварительного отверстия для метрических метчиков
- Как подобрать сверло под бесстружечный метчик
- Диаметры сверл для трубных (дюймовых) метчиков
- Как подобрать сверла под метчики UNC/UNF
- Диаметры сверл под трапецеидальную резьбу
- Где купить сверла для нарезания черновой резьбы под метчик?
Метчик используется для нарезания внутренних резьб и представляет собой винт с режущими кромками. Однако перед тем, как нарезать внутреннюю резьбу метчиком, необходимо подготовить черновое отверстие. Для этого используют сверла, что рождает новую проблему, суть которой состоит в подборе правильного диаметра сверла. Дело в том, что отверстие большего диаметра приведет к скашиванию резьбы, а меньшего — испортит метчик. Шаг резьбы у метчиков может быть разным, и каждому шагу соответствует подходящий диаметр сверла.
Для этого используют сверла, что рождает новую проблему, суть которой состоит в подборе правильного диаметра сверла. Дело в том, что отверстие большего диаметра приведет к скашиванию резьбы, а меньшего — испортит метчик. Шаг резьбы у метчиков может быть разным, и каждому шагу соответствует подходящий диаметр сверла.
В этой статье мы приводим таблицы с диаметрами сверл под популярную резьбу для метрических, трапецеидальных, трубных и бесстружечных метчиков. Информация представлена для основного и мелкого шага. Кроме того, мы коснемся основных проблем, с которыми может быть связан подбор инструмента для высверливания черновых отверстий.
Особенности выбора сверла под метчик
При выборе сверла под метчик необходимо учитывать следующие рекомендации.
- Следите, чтобы сверло подходило под обрабатываемый материал. Для большинства резьбонарезных операций хватает инструмента из быстрорежущей стали с содержанием кобальта.
- Черновое отверстие требуется обработать зенковкой и сделать фаску. Это позволит лучше центрировать метчик, а также обеспечит лучший заход в резьбу болтов, шпилек и т. п.
- Принимайте во внимание свойства материала. У хрупких твердых и мягких вязких металлов диаметр отверстия будет отличаться. Так, диаметр сверла под резьбу М8 в мягком материале составит 6,8 мм, а в твердом — 6,7 мм.

В этой статье вы найдете ссылки на ГОСТы, которые указывают, какое сверло выбрать под имеющийся метчик. В документах прописаны размеры отверстий разной точности и предельные отклонения диаметров. Здесь же приведены диаметры отверстий для нарезания резьбы в мягких и вязких материалах.
Диаметр предварительного отверстия для метрических метчиков
Предлагаем ознакомиться с ГОСТами для метрической резьбы, которая нарезается стандартными метчиками наиболее популярных размеров М3, М4, М5, М6, М8, М10 и М12 с основным шагом.
Краткая таблица для самых распространенных размеров метрической резьбы с крупным шагом:
|
Метчик (резьба/основной шаг) |
Диаметр отверстия (⌀ сверла), мм |
|
М3х0,5 |
2,5 |
|
М4х0,7 |
3,3 |
|
М5х0,8 |
4,2 |
|
М6х1,0 |
5,0 |
|
М8х1,25 |
6,8 |
|
М10х1,5 |
8,5 |
|
М12х1,75 |
10,2 |
|
М14х2,0 |
12,0 |
|
М16х2,0 |
14,0 |
|
М18х2,5 |
15,4-15,6 |
|
М20х2,5 |
17,4-17,6 |
Подробная Таблица размеров сверла под метрическую резьбу основной шаг (DIN 13/ГОСТ 24705):
|
М |
Шаг, мм |
Внутренний диаметр резьбы гайки, мм
(доп. |
Диаметр сверла, мм (по DIN336) |
|
1 |
0,25 |
*0,774 |
0,75 |
|
1,1 |
0,25 |
*0,874 |
0,85 |
|
1,2 |
0,25 |
*0,974 |
0,95 |
|
1,4 |
0,3 |
*1,128 |
1,1 |
|
1,6 |
0,35 |
1,321 |
1,25 |
|
1,8 |
0,35 |
1,521 |
1,45 |
|
2 |
0,4 |
1,679 |
1,6 |
|
2,2 |
0,45 |
1,838 |
1,75 |
|
2,5 |
0,45 |
2,138 |
2,05 |
|
3 |
0,5 |
2,599 |
2,5 |
|
3,5 |
0,6 |
3,010 |
2,9 |
|
4 |
0,7 |
3,422 |
3,3 |
|
4,5 |
0,75 |
3,878 |
3,7 |
|
5 |
0,8 |
4,334 |
4,2 |
|
6 |
|
5,153 |
5,0 |
|
7 |
1 |
6,153 |
6,0 |
|
8 |
1,25 |
6,912 |
6,8 |
|
9 |
|
7,912 |
7,8 |
|
10 |
1,5 |
8,676 |
8,5 |
|
11 |
1,5 |
9,676 |
9,5 |
|
12 |
1,75 |
10,441 |
10,2 |
|
14 |
2 |
12,210 |
12,0 |
|
16 |
2 |
14,210 |
14,0 |
|
18 |
2,5 |
15,744 |
15,5 |
|
20 |
2,5 |
17,744 |
17,5 |
|
22 |
2,5 |
19,744 |
19,5 |
|
24 |
3 |
21,252 |
21,0 |
|
27 |
3 |
24,252 |
24,0 |
|
30 |
3,5 |
26,771 |
26,5 |
|
33 |
3,5 |
29,771 |
29,5 |
|
36 |
4 |
32,270 |
32,0 |
|
39 |
4 |
35,270 |
35,0 |
|
42 |
4,5 |
37,799 |
37,5 |
|
45 |
4,5 |
40,799 |
40,5 |
|
48 |
5 |
43,297 |
43,0 |
|
52 |
5 |
47,297 |
47,0 |
|
56 |
5,5 |
50,796 |
50,5 |
|
60 |
5,5 |
54,796 |
54,5 |
|
64 |
6 |
58,305 |
58,0 |
|
68 |
6 |
62,305 |
62,0 |
 по ISO2 – 6H)
по ISO2 – 6H)
*Поле допуска по ISO1 – 4H.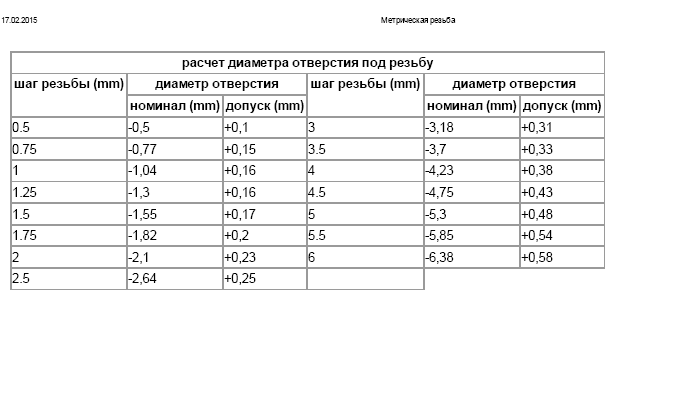
Подробная Таблица размеров сверла под метрическую резьбу мелкий шаг (DIN 13/ГОСТ 24705):
|
МхШаг |
Внутренний диаметр резьбы гайки, мм (доп. по ISO2 — 6H) |
Диаметр сверла, мм (по DIN336) |
|
МхШаг |
Внутренний диаметр резьбы гайки, мм (доп. по ISO2 — 6H) |
Диаметр сверла, мм (по DIN336) |
|
2×0,25 |
*1,774 |
1,75 |
24×1 |
23,153 |
23 |
|
|
2,2×0,25 |
*1,974 |
1,95 |
24×1,5 |
22,676 |
22,5 |
|
|
2,3×0,25 |
2,071 |
2,05 |
24×2 |
22,210 |
22 |
|
|
2,5×0,35 |
*2,184 |
2,15 |
25×1 |
24,153 |
24 |
|
|
2,6×0,35 |
2,252 |
2,2 |
25×1,5 |
23,676 |
23,5 |
|
|
3×0,35 |
*2,684 |
2,65 |
26×1,5 |
24,676 |
24,5 |
|
|
3,5×0,35 |
*3,184 |
3,15 |
27×1,5 |
25,676 |
25,5 |
|
|
4×0,35 |
*3,684 |
3,65 |
27×2 |
25,210 |
25,0 |
|
|
4×0,5 |
3,599 |
3,5 |
28×1,5 |
26,676 |
26,5 |
|
|
5×0,5 |
4,599 |
4,5 |
28×2 |
26,210 |
26,0 |
|
|
6×0,5 |
5,599 |
5,5 |
30×1 |
29,153 |
29,0 |
|
|
6×0,75 |
5,378 |
5,2 |
30×1,5 |
28,676 |
28,5 |
|
|
7×0,75 |
6,378 |
6,2 |
30×2 |
28,210 |
28,0 |
|
|
8×0,5 |
7,599 |
7,5 |
32×1,5 |
30,676 |
30,5 |
|
|
8×0,75 |
7,378 |
7,2 |
33×1,5 |
31,676 |
31,5 |
|
|
8×1 |
7,153 |
7,0 |
33×2 |
31,210 |
31,0 |
|
|
9×0,75 |
8,378 |
8,2 |
34×1,5 |
32,676 |
32,5 |
|
|
9×1 |
8,153 |
8,0 |
35×1,5 |
33,676 |
33,5 |
|
|
10×0,5 |
9,599 |
9,5 |
36×1,5 |
34,676 |
34,5 |
|
|
10×0,75 |
9,378 |
9,2 |
36×2 |
34,210 |
34,0 |
|
|
10×1 |
9,153 |
9,0 |
36×3 |
33,252 |
33,0 |
|
|
10×1,25 |
8,912 |
8,8 |
38×1,5 |
36,676 |
36,5 |
|
|
11×1 |
10,153 |
10,0 |
39×1,5 |
37,676 |
37,5 |
|
|
12×0,75 |
11,378 |
11,2 |
39×2 |
37,210 |
37,0 |
|
|
12×1 |
11,153 |
11,0 |
39×3 |
36,252 |
36,0 |
|
|
12×1,25 |
10,912 |
10,8 |
40×1,5 |
38,676 |
38,5 |
|
|
12×1,5 |
10,676 |
10,5 |
40×2 |
38,210 |
38,0 |
|
|
13×1 |
12,153 |
12,0 |
40×3 |
37,252 |
37,0 |
|
|
14×1 |
13,153 |
13,0 |
42×1,5 |
40,676 |
40,5 |
|
|
14×1,25 |
12,912 |
12,8 |
42×2 |
40,210 |
40,0 |
|
|
14×1,5 |
12,676 |
12,5 |
42×3 |
39,252 |
39,0 |
|
|
15×1 |
14,153 |
14,0 |
45×1,5 |
43,676 |
43,5 |
|
|
15×1,5 |
13,676 |
13,5 |
45×2 |
43,210 |
43,0 |
|
|
16×1 |
15,153 |
15,0 |
45×3 |
42,252 |
42,0 |
|
|
16×1,5 |
14,676 |
14,5 |
48×1,5 |
46,676 |
46,5 |
|
|
18×1 |
17,153 |
17,0 |
48×2 |
46,210 |
46,0 |
|
|
18×1,5 |
16,676 |
16,5 |
48×3 |
45,252 |
45,0 |
|
|
18×2 |
16,210 |
16,0 |
50×1,5 |
48,676 |
48,5 |
|
|
20×1 |
19,153 |
19,0 |
50×2 |
48,210 |
48,0 |
|
|
20×1,5 |
18,676 |
18,5 |
50×3 |
47,252 |
47,0 |
|
|
20×2 |
18,210 |
18,0 |
52×1,5 |
50,676 |
50,5 |
|
|
22×1 |
21,153 |
21,0 |
52×2 |
50,210 |
50,0 |
|
|
22×1,5 |
20,676 |
20,5 |
52×3 |
49,252 |
49,0 |
|
|
22×2 |
20,210 |
20,0 |
63×1,5 |
61,676 |
61,5 |
Важно! Чтобы без таблицы понять, какое сверло под метчик подойдет оптимально, необходимо из номинального диаметра резьбы вычесть его шаг. Рассмотрим метод на примере резьбы М10х1,5.
Рассмотрим метод на примере резьбы М10х1,5.
- Номинальный диаметр резьбы — 10 мм.
- Шаг — 1,5 мм.
- Вычитаем из диаметра резьбы шаг: 10 – 1,5 = 8,5 мм.
- Получаем диаметр сверла: 8,5 мм.
Разрешено округлять полученный результат в большую сторону. Например, 9,75 округлить до 9,8 мм. Однако такой способ позволяет узнать только приблизительное значение и больше подходит для бытовых нужд. На производстве специалисты опираются на таблицы, указанные в ГОСТах, и учитывают допуски и особенности обрабатываемого материала.
Как подобрать сверло под бесстружечный метчик
Выбор сверла под бесстружечный метчик, который используется для выдавливания резьбы, имеет свои сложности, связанные с деформацией металла. Металл в ходе обработки деформируется как в направлении оси отверстия, так и в противоположном. По этой причине черновое отверстие под раскатку обычно делают большего диаметра, чем под нарезку со стружкой.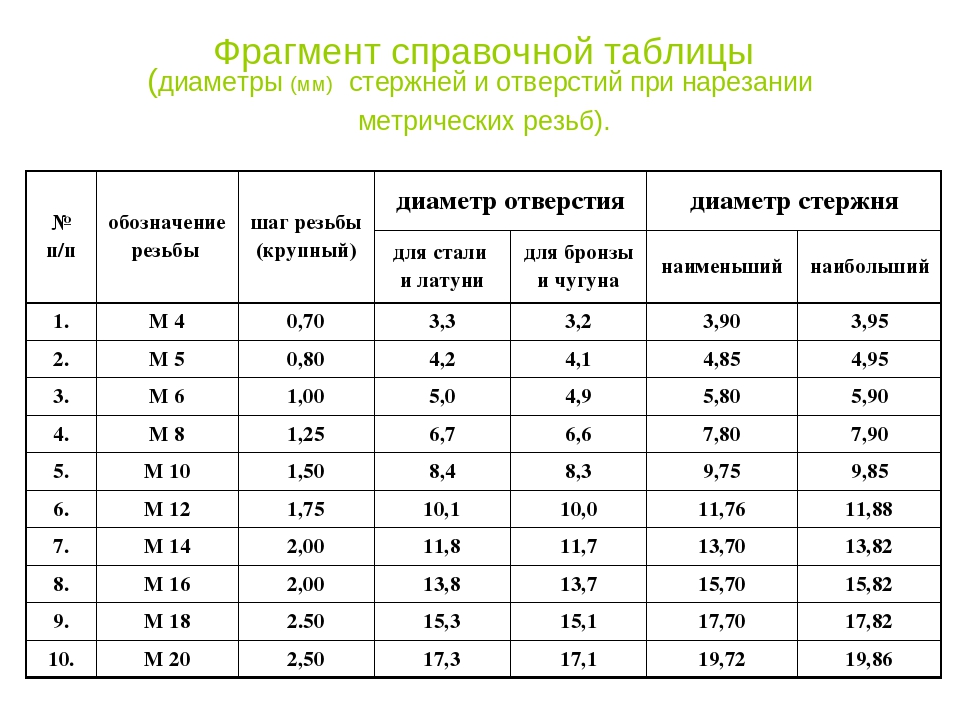
К примеру, чтобы нарезать резьбу М8 с шагом 1,25 мм, необходимо взять метчик диаметром 6,8 мм, а для получения М8х1.25 раскатыванием (выдавливанием) нужно просверлить черновое отверстие диаметром 7,45 мм. Вначале ознакомимся с табличными значениями для метрических бесстружечных метчиков.
Таблица размеров отверстий под раскатники метрическая резьба крупный шаг (DIN 13/ГОСТ 24705):
|
*Поле допуска по ISO1 – 5H. **Поле допуска по ISO2 – 6H.
**Поле допуска по ISO2 – 6H.
Таблица диаметров отверстий под метчики-раскатники метрическая резьба мелкий шаг (DIN 13/ГОСТ 24705):
МхШаг |
Внутренний диаметр резьбы гайки (доп. по ISO2 — 7H) |
Мин. мм |
Макс. мм |
Диаметр чернового отверстия (расчетное значение), мм |
|
2×0,25 |
*1,785 |
1,9 |
1,91 |
|
|
2,2×0,25 |
*1,985 |
2,1 |
2,11 |
|
|
2,3×0,25 |
*2,071 |
2,2 |
2,21 |
|
|
2,5×0,35 |
2,201 |
2,36 |
2,38 |
2,37 |
|
2,6×0,35 |
2,252 |
2,46 |
2,48 |
2,47 |
|
3×0,35 |
*2,701 |
2,87 |
2,89 |
2,88 |
|
3,5×0,35 |
*3,201 |
3,37 |
3,39 |
3,38 |
|
4×0,35 |
*3,701 |
3,87 |
3,89 |
|
|
4×0,5 |
3,639 |
3,79 |
3,82 |
3,8 |
|
5×0,5 |
4,639 |
4,79 |
4,82 |
4,8 |
|
6×0,5 |
**5,599 |
5,8 |
5,83 |
5,8 |
|
6×0,75 |
5,424 |
5,63 |
5,7 |
5,7 |
|
7×0,75 |
6,424 |
6,67 |
6,72 |
6,7 |
|
8×0,5 |
**7,599 |
7,8 |
7,83 |
|
|
8×0,75 |
7,424 |
7,67 |
7,72 |
7,7 |
|
8×1 |
7,217 |
7,51 |
7,6 |
7,55 |
|
9×0,75 |
8,424 |
8,67 |
8,72 |
8,7 |
|
9×1 |
8,217 |
8,55 |
8,6 |
8,6 |
|
10×0,5 |
**9,599 |
9,8 |
9,83 |
9,8 |
|
10×0,75 |
9,424 |
9,67 |
9,72 |
9,7 |
|
10×1 |
9,217 |
9,51 |
9,6 |
9,55 |
|
10×1,25 |
8,982 |
9,41 |
9,48 |
9,45 |
|
11×1 |
10,217 |
10,55 |
10,6 |
10,6 |
|
12×1 |
11,217 |
11,52 |
11,61 |
11,55 |
|
12×1,25 |
10,982 |
11,43 |
11,5 |
11,45 |
|
12×1,5 |
10,751 |
11,29 |
11,38 |
11,35 |
|
14×1 |
13,217 |
13,55 |
13,61 |
13,6 |
|
14×1,25 |
12,982 |
13,43 |
13,5 |
13,45 |
|
14×1,5 |
12,751 |
13,29 |
13,38 |
13,35 |
|
15×1 |
14,217 |
14,55 |
14,61 |
14,6 |
|
15×1,5 |
13,751 |
14,26 |
14,36 |
14,35 |
|
16×1 |
15,217 |
15,55 |
15,61 |
15,6 |
|
16×1,5 |
14,751 |
15,29 |
15,38 |
15,35 |
|
18×1 |
17,217 |
17,55 |
17,61 |
17,6 |
|
18×1,5 |
16,751 |
17,29 |
17,38 |
17,35 |
|
18×2 |
16,310 |
17,02 |
17,14 |
17,1 |
|
20×1 |
19,217 |
19,55 |
19,61 |
19,6 |
|
20×1,5 |
18,751 |
19,29 |
19,38 |
19,35 |
|
20×2 |
18,310 |
19,02 |
19,14 |
19,1 |
|
22×1,5 |
20,751 |
21,26 |
21,36 |
|
|
22×2 |
20,310 |
21 |
21,15 |
|
|
24×1,5 |
22,751 |
23,26 |
23,38 |
|
|
24×2 |
22,310 |
23,01 |
23,16 |
23,1 |
*Поле допуска по ISO1 – 5H. **Поле допуска по ISO2 – 6H.
**Поле допуска по ISO2 – 6H.
Теперь посмотрим, какое сверло подобрать под бесстружечный метчик для нарезания дюймовой трубной резьбы.
Таблица диаметров под метчики-раскатники трубная резьба Витворта (DIN ISO 228/1):
G |
Число ниток на дюйм |
Наружный диаметр резьбы, мм |
Внутренний диаметр резьбы гайки, макс. мм |
Мин. мм |
Макс. мм |
Диаметр чернового отверстия (расчетное значение), мм |
|
G 1/16″ |
28 |
7,723 |
6,843 |
7,24 |
7,32 |
|
|
G 1/8″ |
28 |
9,728 |
8,848 |
9,24 |
9,32 |
9,25 |
|
G 1/4″ |
19 |
13,157 |
11,890 |
12,48 |
12,56 |
12,55 |
|
G 3/8″ |
19 |
16,662 |
15,395 |
15,99 |
16,06 |
16,06 |
|
G 1/2″ |
14 |
20,955 |
19,172 |
20,02 |
20,12 |
20,05 |
|
G 5/8″ |
14 |
22,911 |
21,128 |
21,97 |
22,07 |
|
|
G 3/4″ |
14 |
26,441 |
24,658 |
25,5 |
25,6 |
|
|
G 7/8″ |
14 |
30,201 |
28,418 |
29,26 |
29,36 |
|
|
G1″ |
11 |
33,249 |
30,931 |
32,05 |
32,18 |
|
|
G 1 1/8″ |
11 |
37,897 |
35,579 |
36,7 |
36,83 |
|
|
G 1 1/4″ |
11 |
41,910 |
39,592 |
40,72 |
40,84 |
|
|
G 1 3/8″ |
11 |
44,323 |
42,005 |
43,13 |
43,26 |
|
|
G 1 1/2″ |
11 |
47,803 |
45,485 |
46,61 |
46,74 |
|
|
G 1 3/4″ |
11 |
53,746 |
51,428 |
52,55 |
52,68 |
|
|
G 2″ |
11 |
59,614 |
57,296 |
58,42 |
58,55 |
Диаметры сверл для трубных (дюймовых) метчиков
Приводим таблицу с размерами черновых отверстий для трубной резьбы.
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Как подобрать сверла под метчики UNC/UNF
Дюймовая цилиндрическая резьба с крупным (UNC) и мелким (UNF) реже используется в России, чем метрическая. Их профиль немного различается (55 градусов у дюймовой против 60 градусов у метрической), кроме того ее шаг измеряется в дюймах.
Их профиль немного различается (55 градусов у дюймовой против 60 градусов у метрической), кроме того ее шаг измеряется в дюймах.
Приводим таблицу диаметров сверл под метчики с американской резьбой UNC/UNF.
|
Дюймовая резьба UNC |
|||
|
Резьба х Ниток на дюйм |
Диаметр сверла, мм |
Резьба х Ниток на дюйм |
Диаметр сверла, мм |
|
1/4х20 |
5,1 |
7/8х9 |
19,5 |
|
5/16х18 |
6,5 |
1х8 |
22,25 |
|
3/8х16 |
8 |
1 1/8х7 |
25 |
|
7/16х14 |
9,4 |
1 1/4х7 |
28,25 |
|
1/2х13 |
10,8 |
1 3/8х6 |
30,75 |
|
9/16х12 |
12,2 |
1 1/2х6 |
34 |
|
5/8х11 |
13,6 |
1 3/4х5 |
39,5 |
|
3/4х10 |
16,5 |
2х4 |
45 |
Дюймовая мелкая резьба UNF |
|||
|
Резьба х ниток на дюйм |
Диаметр сверла, мм |
Резьба х ниток на дюйм |
Диаметр сверла, мм |
|
1/4х28 |
5,5 |
3/4х16 |
17,5 |
|
5/16х24 |
6,9 |
7/8х14 |
20,5 |
|
3/8х24 |
8,5 |
1х12 |
23,25 |
|
7/16х20 |
9,9 |
1 1/8х12 |
26,5 |
|
1/2х20 |
11,5 |
1 1/4х12 |
29,75 |
|
9/16х18 |
12,9 |
1 3/8х12 |
33 |
|
5/8х18 |
14,5 |
1 1/2х12 |
36 |
Диаметры сверл под трапецеидальную резьбу
| |||||||||||||||||||||||||||||||||||||||
Мы привели основные таблицы, которые помогут быстро подобрать правильное сверло под метчик. Еще больше информации, в том числе по допускам с учетом обрабатываемых материалов, вы найдете в соответствующих стандартах:
Еще больше информации, в том числе по допускам с учетом обрабатываемых материалов, вы найдете в соответствующих стандартах:
- ГОСТ 19257-73 «Отверстия под нарезание метрической резьбы»;
- ГОСТ 21348-75 «Отверстия под нарезание трубной цилиндрической резьбы»;
- ГОСТ 18844-73 «Метчики бесстружечные».
Где купить сверла для нарезания черновой резьбы под метчик?
Купить сверла для нарезания черновой резьбы под метчик вы можете в интернет-магазине «РИНКОМ». В наличии всегда есть следующие виды инструмента:
- сверла конические;
- сверла цилиндрические;
- сверла твердосплавные;
- сверла центровочные.
У нас вы также можете заказать метчики и другие виды металлорежущего инструмента. Доставка производится во все регионы России.
Как правильно подобрать сверло под метчик?
При работах с металлом часто возникает необходимость не только его паять, но и сверлить. В этом случае огромную роль играют правильные инструменты, и насколько они подходят друг к другу. И вот тут возникает момент, как подобрать сверло под метчик, чтобы работа была качественной.
В этом случае огромную роль играют правильные инструменты, и насколько они подходят друг к другу. И вот тут возникает момент, как подобрать сверло под метчик, чтобы работа была качественной.
Схема метчика.
Но сначала разберем каждый инструмент по отдельности.
Сверла: их предназначение и разновидности
Сверло – это универсальный инструмент, так как используется повсеместно. Смотря с каким материалом иметь дело, можно использовать конический, спиральный, центровочный или перьевой вид.
Самым распространенным вариантом являются спиральные сверла. При помощи их создаются глубокие отверстия, а при самом рабочем процессе конструкция детали позволяет извлекать отработанную стружку, что помогает не засорять рабочую поверхность.
Если необходимо обработать центровые отверстия, то выбирают центровочный тип. Могут быть двухсторонними с «хвостиком» или с предохранительным конусом.
Нарезание резьбы метчиком.
Когда предполагается сверление труб, стальных листов или пластика, то лучше всего использовать конические модели. Кроме сверления, такое устройство осуществляет зачистку от заусенец и разрабатывает различные отверстия. За счет такого наконечника отсутствует проскальзывание изделия.
А вот для работ, связанных с древесиной, подбор сверла осуществляется в сторону цилиндрических вариантов. Оно поможет просверлить отверстия под шарниры при сборке мебели, к тому же есть возможность делать глухие отверстия с большим значением сечения.
Отдельно стоит отметить изделия, которые предназначены под резьбу, то есть в отверстия после них можно спокойно закручивать винты. Хотя аналогичным инструментом с таким предназначением является еще и метчик. Но это не значит, что они несопоставимы. Как раз под метчик и подбираются сверла соответствующих диаметров.
Вернуться к оглавлению
Использование метчика: особенности
Набор металлорежущего инструмента: а — сверла, б — зенкеры, в — развертки, г — метчики, д — плашки.
Метчик – режущий инструмент, посредством которого создаются отверстия с внутренней резьбой. Своего рода он выполняет функцию резьбонарезания.
Конструкция метчика представляется двумя частями: нарезающей и хвостовой. Первая часть имеет калибрующий и заборный фрагмент. «Хвостик» же предназначен для закрепления в патроне. При помощи рабочей части (винта с канавками) как раз и происходит сверление отверстия, в то время как заборная осуществляет насечку резьбы, а за счет калибрующей части происходит зачистка отверстия.
Резка материала происходит посредством режущих перьев, которые располагаются на резьбовой части метчика.
Канавки на основании помогают выводить отработанный материал. Некруглая форма задней части способствует тому, что детали избегают трения.
Метчиком можно выполнить трапецеидальную, метрическую, трубную и цилиндрическую резьбу. Такой процесс осуществим как руками, так и при помощи станков. В зависимости от назначения резьбу делают за один, два или четыре раза. На этот момент влияют:
- тип отверстия;
- шаг резьбы;
- необходимая шероховатость;
- механические свойства обрабатываемого металла.
Если необходимо работать с крупной резьбой, то подберите несколько метчиков. Ориентируясь на вид работы, инструмент может быть:
Рекомендуемые значения диаметров отверстий и стержней.
- Машинно-ручным или просто машинным. Соответственно, его используют при ручной или машинной резьбе. В таком случае подбор осуществляется среди таких видов: прямого, винтового или с укороченными канавками, через которые выводится стружка.
- Гаечные. Предназначаются для работ под гайки. Для подбора метчика обращают внимание на прямые модели или с изогнутым «хвостиком», на удлиненные.
- С вырезанной ниткой. Такой используется в обработке листовых деталей или при работе с пластичным металлом.
- Слесарные. Основное предназначение – ручная нарезка. Они являются элементом комплекта, в который входят чистовой, черновой и средний метчик. Черновой используется, если точность нарезки не принципиальна, средний – корректирует ее, а чистовой завершает всю работу. Выбор такого метчика рационален в случае, когда необходима резьба диаметром от 0,8 до 1,8 см.
- Конические. Заборная часть оснащена не полной резьбой, а вот калибрующая – полной. При помощи такого вида резьба наносится на сквозные отверстия.
- Плошечные. Заборный конус имеет большой размер. Используются для создания предварительной резьбы в плашках.
- Маточные. Имеют спираль с правой стороны в канавках. При их помощи в резьба зачищается.
- Бесканавочные. Приемный конус имеет более короткое основание, а также отсутствуют продольные канавки. Используя такой вид, производительность повышается, а сам инструмент реже ломается.
- Комбинированные. Посредством «шейки» соединяются две части – черновая и чистовая. При помощи использования такого метчика время на выполнение работ по резьбе значительно сокращается. Одним из таких примеров можно назвать сверло-метчик. Им можно выполнять и сверление, и нарезание.
- Специальные. Это инструменты узкой направленности. Сюда относят насадной, корабельный и тандем-метчик.
Вернуться к оглавлению
Параметры подбора сверла под метчик
Сверло-метчик – это такой инструмент, который помогает осуществить две операции одновременно: сверление отверстия и нарезания внутренней резьбы на нем.
Для того чтобы качественно осуществить всю работу, следует правильно подобрать сверло. На этот выбор во многом влияет необходимый диаметр отверстия и шаг.
Есть стандартная резьба, от которой отталкиваются при подборе сверл:
- размер нарезки М2, ориентировочный интервал – 0,45, значит, необходимый диаметр сверла – 1,5 мм;
- М3, ориентировочный интервал – 0,5, диаметр сверла – 2,5 мм;
- М4, интервал – 0,7, необходимый диаметр – 3,3 мм;
- М5, ориентировочный интервал – 0,8, необходимое сечение – 4,2 мм;
- М6, интервал – 1, необходимое сечение – 5 мм;
- М7, ориентировочный – 1,25, сечение – 6 мм;
- М8, ориентировочный – 1,25, диаметр – 6,7-6,8 мм;
- М9, ориентировочный интервал – 1,25, необходимое сечение – 7,7-7,8 мм;
- М10, ориентировочный интервал – 1,5, диаметр – 8,5 мм;
- М11, шаг – 1,5, необходимое сечение – 9,5 мм;
- М12, интервал – 1,75, сечение – 10,2-10,3 мм;
- М14, интервал – 2, сечение – 1,2 см;
- М16, шаг – 2, сечение – 1,4 см;
- М18, ориентировочный шаг -2,5, сечение- 15,5 см;
- М20, интервал – 2,5, необходимое сечение – 17,5 см;
- М22, интервал – 2,5, необходимое сечение – 19,5 см;
- М24, ориентировочный интервал -3, значение должно быть – 21 см;
- М27, шаг – 3, необходимое значение – 2,4 мм;
- М30, интервал – 3,5, параметр – 26,5 см;
- М33, шаг – 3,5, необходимый параметр – 29,5 см;
- М36, ориентировочный – 4, необходимое сечение – 32 мм.
Кроме вышеприведенных стандартных требований, могут возникать моменты, когда все-таки приходится отклонять от них.
Таблица свёрл и метчиков — Яхт клуб Ост-Вест
Процедура является достаточно простой, с использованием одного инструмента, но подбор по таблице диаметра и размера сверла под резьбу метчика может быть трудным, если не знать, какие нормативные акты регулируют этот вопрос. В статье мы расскажем, где смотреть полные табличные данные, а также приведем самые популярные параметры.
Отверстия по ГОСТ
Госстандарт был утвержден еще в СССР в 1973 году. Затем нормативы проверялись, переутверждались, но не изменились, потому что были каждый раз признаны самыми эффективными. Стандарт сочетает в себе сразу несколько документов и предназначен для нарезки различных сплавов – чугуна, стали, алюминия, меди. Он обеспечивает соблюдение размерного ряда, чтобы крепеж хорошо держался и имел максимальную износостойкость и прочность. Нормативный акт – ГОСТ 19257-73.
Таблицы, инструменты, процесс
Чтобы нарезать спираль, необходимо просверлить отверстие. При этом диаметр оно должно быть на 1 мм или на 2 мм уже, чем предполагаемое сечение, так как именно на этом расстоянии будут находиться сами витки. От этого зависит, насколько большими будут спирали. Информация о диаметре сверла для нарезки внутренней и наружной резьбы указана ниже в таблице. Также мы подробно расскажем, какие приспособления необходимо использовать, какие действия выполнять.
Основные параметры
В зависимости от различных характеристик выбирают одну из классификаций. Отличительные особенности:
- измерительная система для исчисления – российские ГОСТы. Работа всех отечественных заводов по изготовлению крепежного инструмента настроена на миллиметры, в то время как за границей активно используются дюймы;
- сколько ниток взять для захода – одну, две или три – от этого зависит интенсивность закручивания и наибольшая прочность, самыми распространенными являются двухзаходные;
- геометрические особенности профиля – круг, квадрат, трапеция, треугольник;
- направление развития витков – вправо или влево;
- где находится нарезка по отношению к детали – снаружи, как на шурупах, или изнутри, как на гайках;
- форма самой поверхности – цилиндр или конус. Другими словами, есть ли расширение (на примере шурупа или самореза) к шляпке, или сечение одинаково по всей длине, как у винта или болта;
- назначение изделия, чтобы было понятно, как и какие сверла подобрать под резьбу.
Согласно вышеперечисленным параметрам можно различить ряд разновидностей. Каждая обозначается на чертежах и схемах по-особенному. Напишем, в чем заключаются отличия.
- BSW, UTS, NPT – дюймовая;
- M – метрическая, для нее предусмотрен ГОСТ 9150-2002.
- MK – коническая, ГОСТ 6211-81.
- MJ – цилиндрическая, ГОСТ 6357-81.
- Кр – круглая, для сантехники.
- Tr – трапиецевидная, ГОСТ 9484-81.
- E – с круглым профилем, эдисоновская.
- S – упорная ГОСТ 10177-82.
- S45 – упорная усиленная.
- G и R – трубные.
Эта маркировка не только соответствует надписям на чертежах, но и составляет одну из частей номенклатуры для многочисленных крепежных изделий.
Параметры – диаметр резьбы и шаг
Различают несколько обозначений для одного витка. Каждый можно вычислить с помощью обычной линейки и наблюдения. Возьмем двухзаходный болт. У него есть две нити, которые находятся друг от друга на одинаковом расстоянии. Чтобы определить шаг (обозначение – P), не нужно определять, к какому именно витку принадлежит верхняя точка, достаточно рассчитать расстояние между ближайшими соседними одноименными боковыми сторонами профиля.
В домашних условиях вычисление можно сделать так:
- отсчитать 10 ниток;
- измерить точной линейкой расстояние в миллиметрах;
- разделить этот показатель на 10.
Второй параметр – это ход, обозначается как Ph. Процедура расчета аналогичная, однако берутся витки одной нити. В двухзаходном болте это каждая вторая верхняя точка. Обычно Ph ровно в 2 (3) раза больше, чем P.Есть стандартный шаг, а также нестандартный. Первый обусловлен стандартами ГОСТ, поэтому крепления взаимозаменяемы, можно самостоятельно поменять один расходный материал на другой. Но если использованы индивидуальные параметры, то придется искать уникальные саморезы или винты. Приведем таблицу размеров (шага) в зависимости от диаметра сверла для нарезания метрической резьбы под метчики:
| Название | Окружность, мм | Шаг, мм (В скобках указано дополнительное значение для мелкой нарезки) |
| М2 | 2 | 0,4 |
| М3 | 3 | 0,5 |
| М4 | 4 | 0,7 |
| М5 | 5 | 0,8 |
| М6 | 6 | 1 |
| М8 | 8 | 1,25 (1) |
| М10 | 10 | 1,5 (1,25) |
| М12 | 12 | 1,75 (1,25) |
| М14, М16 | 14, 16 | 2 (1,5) |
| М8, М20 | 18, 80 | 2,5 (1,5) |
Приспособления
Нарезание может происходить двумя способами – на станке, и вручную. В первом случае оператор производит несколько действий:
- зажимает заготовку в тисках;
- задает на пульте управления нужные параметры;
- получает готовую деталь.
Процедуру можно проводить на различных материалах – дерево, пластик, но в статье описана процедура поиска диаметров свёрл для нарезания резьбы в металле. Самый простой пример – это различный металлический крепеж – шурупы, винты, саморезы, а также гайки (и другие детали с внутренней нарезкой). На более сложные массивные конструкции наносится аналогичным образом, только в увеличенном масштабе.
Второй способ требует специального инструмента – плашки и метчики. Первые представляют собой круглую основу с внутренними лезвиями, расположенными асимметрично. Внутрь отверстия необходимо установить заготовку и вращать приспособление. Для этого на торцах плашки есть отверстия, в них помещается рабочий инструмент, который будет заменять рычаг. В домашних условиях это часто бывает отвертка.Как мы можем увидеть, размерами они также отличаются. Они маркируются аналогично. Посмотрим по таблице, какие сверла для наружней резьбы (плашки) по металлу применяются в зависимости от диаметра прутка:
| Сечение, мм | М6 | М8 | М10 | М12 | М14 | М16 | М18 | М20 |
| Размер стержня, заготовки, мм | 5,8 | 7,8 | 9,8 | 11,8 | 13,7 | 15,7 | 17,7 | 19,8 |
Второе приспособление называется метчик. Оно предназначено для того, чтобы делать внутреннюю нарезку, предположим, на гайку. Их разновидностей очень много, под разные цели и назначения. Но все они построены по одному принципу. Требуется просверлить отверстие, а затем вкручивать в него инструмент, который имеет 1, 2 или 3 режущие части. Соответственно появляется заданное количество нитей.
Материал изготовления – высокопрочная углеродная инструментальная сталь. Только она длительное время не нуждается в заточке и может резать другие металлы. Желоба и канавки имеют острые края, они создают зеркальное отображение собственным виткам на заготовке.
Как нарезать правильно
Нарезка может осуществляться фактически на любом металле. Но не рекомендуется делать это на каленом железе, так как после термической обработки оно приобретает низкую устойчивость к напряжениям, повышенную хрупкость, поэтому материал будет крошиться. Для правильного процесса следует точно выбрать окружность прутка и маркировку приспособления, а также подготовить тиски и зажимы. Возможно, потребуется таблица подбора диаметра сверла под резьбу метчика. Следует придерживаться правил:
- действия должны быть медленные, приводить инструмент в движение без рывков;
- обязательно проверяйте каждый болт или гайку, при необходимости – делайте шлифовку;
- если это требуется, можно совершить небольшой предварительный нагрев элемента;
- чтобы вороток не заклинил, необходимо периодически обламывать стружку – делать вращательные движения в обратную сторону.
Подготовка
Очистите поверхность от загрязнений – песка и земли, ржавчины, следов масла и прочих веществ. Высушите заготовку. Теперь на часть, где будет находиться нитка, нанесите смазку. Как подобрать по таблице для нарезки резьбы метчиками и сверлами смазывающую субстанцию, ознакомьтесь ниже:
| Материал | Покупная эмульсия | Мыльная вода | Льняное масло | Скипидар | Керосин | Машинное, минеральное масло, сало |
|---|---|---|---|---|---|---|
| Сталь | + | + | + | – | – | Не подходит, так как имеет повышенную вязкость, стружка будет прилипать к изделию. |
| Латунь | + | + | + | – | – | |
| Медь | + | + | – | + | – | |
| Алюминий | + | + | – | – | + | |
| Чугун | С ними лучше работать «на сухую», они хорошо поддаются обработке. | |||||
| Бронза | ||||||
Процесс нарезки наружной
Труба или прут зажимаются тисками в вертикальном положении. Плашка должна применяться строго горизонтально, не шататься, не срываться, а натягиваться плотно и ровно. С особенным вниманием отнеситесь к начальным виткам – от их нарезания зависит дальнейшая укладка нитей. Сделайте два подхода – черновой и чистовой. Первый инструмент менее глубокий, второй на 0,5-1 мм глубже. Для вращения плашки в торцовые отверстия вставляются плашкодержатели или воротки. Посмотрим на видео этот процесс:
Технология нарезки внутренней
Метод аналогичный. Сперва крепко и надежно устанавливаем элемент в тисках, затем делаем в нем отверстие с помощью сверла по металлу. После этого обрабатываем полученные края, смазываем элемент и приступаем к введению двухпроходного чернового метчика. Вкручивания также происходят медленно и постепенно, с обратным движением. Затем процедуру нужно повторить с итоговым приспособлением. Посмотрим видео на эту тему:
После теоретических данных перейдем к точным сведениям и размерам по ГОСТ.
Таблица диаметров сверл для нарезания резьбы по металлу метчиком и воротком
Отверстие зависит не только от сечения, но и от шага. Предлагаем данные для крупного и мелкого нарезания:
| Спираль, мм | Шаг крупный, мм | Сверло, мм | Мелкий, мм | Окружность, мм |
| 2 | 0,4 | 1,6 | 0,25 | 1,75 |
| 6 | 1 | 5 | 0,5 | 5,5 |
| 10 | 1,5 | 8,5 | 0,5 | 9,5 |
| 14 | 2 | 12 | 0,5 | 13,5 |
| 18 | 2,5 | 15,4 | 0,5 | 17,5 |
| 22 | 2,5 | 19,4 | 0,5 | 21,5 |
| 30 | 3,5 | 26,4 | 0,75 | 29,2 |
| 36 | 4 | 31,9 | 1 | 35 |
| 42 | 1,5 | 37,4 | 1 | 41 |
| 48 | 5 | 42,8 | 1 | 47 |
Таблица диаметров прута для наружной резьбы
Для заготовки нет строгого сечения, обычно предлагается диапазон.
| Спираль, мм | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 |
| Шаг, мм | 1 | 1,25 | 1,5 | 1,75 | 2 | 2 | 2,25 | 2,25 | 2,25 | 3 | 3 | 3,5 |
| Минимальное и максимальное сечение стержня, мм | 5,8 | 7,8 – 7,9 | 9,75 – 9,85 | 11,76 – 11,88 | 13,7 – 13,82 | 15,7 – 15,82 | 17,7– 17,82 | 19,82 – 19,86 | 21,72 – 21,86 | 23,65 – 23, 79 | 26,65 – 26,79 | 29,6 – 29,74 |
Размеры метрические и дюймовые
Эти знания понадобятся, если вам предстоит работать не только с отечественной маркировкой, но и с зарубежной.
| Окружность спирали в дюймах | Сечение сверла в мм |
| 1/8 | 8,9 |
| 1/4 | 11,9 |
| 3/8 | 15,8 |
| 1/2 | 19 |
| 2/4 | 24,3 |
| 1 | 30,5 |
| 1,25 | 39,2 |
| 1,75 | 41,6 |
| 1,5 | 45 |
В статье мы рассказали про резьбовые сверла, привели таблицы. Будьте внимательны при выборе правильных размеров.
Для создания внутренней резьбы необходимо в материале сделать отверстие, диаметр которого соответствует инструменту для последующего нарезания. Такое отверстие должно точно соответствовать размерам режущего инструмента.
Внутренняя нарезка резьбы:
Чтобы произвести в заготовке отверстие под резьбу внутреннего типа, сначала следует подобрать размер сверла.
Когда сверло выбрано, можно приступать к выполнению отверстия под резьбу.
При помощи специального метчика для нарезки, необходимо выполненное отверстие обработать зенкером. Это позволяет добиться нужной чистоты отверстия и легче метчику войти в деталь.
В процессе нарезания резьбы, формируются канавки в металлической заготовке. При этом часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы . По этой причине очень важно правильно подобрать размер сверла. Сверло должно быть несколько меньше номинального диаметра резьбы.
Чтобы было легче определить, какого диаметра нужно просверлить отверстие, используется специальная таблица, составленная по ГОСТ. Ориентируясь по данной таблице и придерживаясь ее параметров, вы сможете без проблем выполнить своими руками внутреннюю нарезку нужного диаметра. При этом такое соединение окажется точно подобранным.
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| d резьбы | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
Выбор сверла для нарезания резьбы
Дата публикации: 09.11.2018 15:12
Для создания внутренней резьбы необходимо в материале сделать отверстие, диаметр которого соответствует инструменту для последующего нарезания. Такое отверстие должно точно соответствовать размерам режущего инструмента.
Внутренняя нарезка резьбы:
Чтобы произвести в заготовке отверстие под резьбу внутреннего типа, сначала следует подобрать размер сверла.
Когда сверло выбрано, можно приступать к выполнению отверстия под резьбу.
При помощи специального метчика для нарезки, необходимо выполненное отверстие обработать зенкером. Это позволяет добиться нужной чистоты отверстия и легче метчику войти в деталь.
В процессе нарезания резьбы, формируются канавки в металлической заготовке. При этом часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы . По этой причине очень важно правильно подобрать размер сверла. Сверло должно быть несколько меньше номинального диаметра резьбы.
Чтобы было легче определить, какого диаметра нужно просверлить отверстие, используется специальная таблица, составленная по ГОСТ. Ориентируясь по данной таблице и придерживаясь ее параметров, вы сможете без проблем выполнить своими руками внутреннюю нарезку нужного диаметра. При этом такое соединение окажется точно подобранным.
Таблица соответствия нарезки резьбы метчиком сверлу
D резьбы | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм | Шаг резьбы | d сверла, мм |
2 | 0.4 | 1.6 | 0.25 | 1.75 | —
| —
| —
| —
| —
| —
| —
| —
|
3 | 0.5 | 2.5 | 0.35 | 2.65 | —
| —
| —
| —
| —
| —
| —
| —
|
4 | 0.7 | 3.3 | 0.5 | 3.5 | —
| —
| —
| —
| —
| —
| —
| —
|
5 | 0.8 | 4.2 | 0.5 | 4.5 | —
| —
| —
| —
| —
| —
| —
| —
|
6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | —
| —
| —
| —
| —
| —
|
7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | —
| —
| —
| —
| —
| —
|
8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | —
| —
| —
| —
|
9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 8.2 | 0.5 | 8.5 | —
| —
| —
| —
|
10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | —
| —
|
11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | —
| —
| —
| —
|
12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | —
| —
|
18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
24 | 3 | 20.9 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | —
| —
|
27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | —
| —
|
30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | —
| —
|
39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | —
| —
|
42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Как нарезать резьбу метчиком: технология нарезки, таблица отверстий
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Как нарезать наружную резьбу при помощи плашки
Для нарезки наружной резьбы вручную применяется специальный инструмент — плашкодержатель с плашками различного диаметра.
Плашкодержатель с плашками под различный диаметр
В труднодоступных местах, например возле стен, используется плашкодержатель с трещоткой.
Подбор плашки
Номинальный диаметр резьбы — диаметр в вершинах треугольников резьбы. Плашка срезает металл, образуя впадины и оставляя нетронутыми вершины, тем самым и стержень и плашка должны быть одинакового диаметра. Диметр резьбы, к примеру, — М3 — это «М» — метрическая резьба, а число — номинальный диаметр резьбы в мм. Соответственно, что бы нарезать резьбу на 3 мм стержне, берём плашку М3. Замеры стержня выполняются штангенциркулем.
Что бы плашка лучше врезалась в стержень с его торца срезают фаску.
Принцип нарезки резьбы плашкой
Для крепления заготовки понадобятся тиски. Заготовка прочно закрепляется в тисках и смазывается машинным маслом для более лёгкого хода плашки, уменьшения трения и износа инструмента.
При нарезке резьбы плашкой нужно избегать большого скопления стружки в стружкоотводящих отверстиях.
Плашку устанавливают на торец детали перпендикулярно. С небольшим нажимом начинают вращать плашкодержатель по часовой стрелке, если резьба правая, соответственно, если левая, то против часовой.
Нарезают резьбу следующим образом:
- Сначала делают 2-3 оборота.
- Потом пол оборота назад для удаления стружки.
- Подсмазываем после каждых 3-4 витков, можно при помощи шприца.
- И т.д.
Рекомендую: Основы металлообработки в домашнем хозяйстве: изготавливаем хомут и ломик-гвоздодёр своими руками
Резьба проверяется гайкой или калибр-кольцом. Гайки для вашей резьбы можно прикупить здесь → https://rus-metiz.com/categories/gaiki (РусМетиз).
Калибр-кольцо
Нарезаем резьбу плашкой своими руками (видео)
Несколько полезных советов
- если необходимо нарезать резьбу в нержавейке, в качестве смазки для метчика лучше всего использовать олеиновую кислоту или эмульсию на ее основе. Достать такую кислоту или эмульсию можно у токарей;
- сверление для последующей обработки следует производить острым сверлом. Если использовать затупленное сверло, в процессе сверления есть риск «отпустить» металл, в результате чего крепеж получится не таким прочным;
- если необходимо нарезать резьбу небольшого диаметра в алюминиевой заготовке, в качестве смазки лучше всего использовать этиловый спирт;
- если отсутствует сверло необходимого диаметра, для сверления лучше использовать сверло с меньшим, а не большим диаметром .
Нарезка внутренней резьбы метчиком
Метчиком нарезают внутреннюю резьбу в предварительно просверленном отверстии. Отверстие должно быть меньше примерно на размер витка (размер витка указан на метчике). Примерно как в таблице:
Диаметр отверстия под внутреннюю резьбу метчиком
Стоит помнить, что сверло не даст абсолютно точный диаметр, он будет больше на некоторые доли мм. Особенно это заметно на диаметрах до 3 мм. Это следует учитывать и брать сверло меньше на десятую долю мм.
Так же как и с плашками, существует метчикодержатель.
Метчики бывают черновые и чистовые. Иногда режут сначала черновым, потом чистовым метчиком, но в основном используют сразу чистовые.
Ручная нарезка внутренней резьбы метчиком (видео)
Процесс практически идентичен с нарезкой резьбы плашкой. Метчик крепится в держатель и устанавливается перпендикулярно отверстию. Деталь с отверстием должна быть надёжно закреплена.
Метчик и отверстие смазывается и делается это периодически, после нескольких витков. Так же как и с плашкой, нужно делать 1-2 оборота и 0,5 оборота обратно, для удаления стружки.
Для проверки точности нарезки резьбы используют угольник, проверяя вертикальность метчика после нескольких витков.
Классификация по типу отверстия
Разные метчики могут делать отверстия различных форм. Бывают инструменты для:
- Сквозных отверстий. Входная область насадки увеличена по длине и практически сливается с рабочей частью. Для нанесения нарезки таким метчиком используют электропривод.
- Глухих отверстий. Входная область имеет форму сходную с фрезой. Благодаря чему можно наносить резьбу на всю глубину отверстия. При погружении метчика необходимо соблюдать осторожность – так как он может треснуть. При работе с таким инструментом чаще всего используется ручная нарезка.
Нарезка резьбы на металлической трубе своими руками
При монтаже металлических труб для водопровода или отопления на них приходится нарезать резьбу. Резьбовое соединение труб достаточно надёжно и выдерживает значительное давление (если его правильно сделать), по-этому давайте посмотрим, как нарезать резьбу на мет. трубе своими руками.
Первым делом отрезаем с помощью болгарки или ножовки по металлу нужный отрезок, обязательно контролируя ровность реза, чтобы одна часть трубы не была больше другой — рез должен быть перпендикулярен стенкам трубы.
Труба должна быть очищена от ржавчины, старой краски и т.п., если что-то на ней имеется. Далее срезаем с трубы фаску (внутреннюю или наружную, в зависимости от того, какую резьбу вы нарезаете) для более лёгкого хода режущего инструмента. Фаску можно срезать болгаркой с диском по металлу (→ как работать болгаркой) или лепестковым диском или напильником.
Металлические трубы со срезанной фаской
Нарезка наружной резьбы на трубе плашкой (клуппом)
Всё так же как и со стрежнями, о которых писалось выше, но теперь больше диаметром, что скорее всего потребует некоторой практики и следует потренироваться либо быть крайне аккуратным первый раз. Так же для получения качественной резьбы и последующего хорошего соединения труб нужно работать сначала черновой плашкой, затем чистовой (такие комплекты продаются).
Рекомендую: Основы металлообработки в домашнем хозяйстве: изготавливаем хомут и ломик-гвоздодёр своими руками
Выбор металла плашки так же важен. Для работы с твёрдыми сплавами следует использовать соответствующие плашки из определённых сплавов, уточняйте это при покупке.
Но, плашка — не столь хороший и мощный инструмент для нарезки резьбы на трубах своими руками, гораздо удобнее использовать клуппы.
Клупп представляет собой практически тот же плашкодержатель, только с направляющей для ровного хода и нарезки резьбы. Одевается клупп на трубу именно этой направляющей.
Одеваем и наживляем клупп на трубу, немного вкрутив его руками, далее нужно использовать либо специальный инструмент — трещётку, которой удобно крутить клупп, но для бытовых нужд подойдёт и большой разводной или газовый ключ.
Одна часть трубы должна быть, естественно, зафиксирована в тисках. Если труба нарезается по месту, то смотрите, чтобы её где-то не вырвало от усилия, применяемого к клуппу. Трубу можно зафиксировать с помощью второго газового ключа, но лучше это делать второму человеку, т.к. нарезать резьбу одной рукой проблематично.
Что такое клупп и как им пользоваться (видео)
Нарезка внутренней резьбы на трубе метчиком
Иногда приходится нарезать на мет. трубах и внутреннюю резьбу. Делается это так же с помощью метчика, только уже более большого диаметра.
Для нарезки хорошей резьбы следует использовать миниму 2 метчика — черновой и чистовой. Важно правильно подобрать метчик под диаметр трубы. Так, внутренний диметр трубы должен быть больше на длину витка метчика (если более точно, то на толщину реза), это указывается на самом метчике.
Нарезка производится сначала одним метчиком, затем вторым. Главное — строго соблюдать перпендикулярность хода метчика и контролировать его. На этом всё, успехов в нарезке резьбы!
Оставляйте ваши советы и комментарии ниже. Подписывайтесь на новостную рассылку. Успехов вам, и добра вашей семье!
Если что-то пошло не так или что делать со сломанным метчиком
Метчик, как и любой другой инструмент, не вечен и подвержен естественному износу и старению. Чтобы это не случилось раньше времени, следует соблюдать вышеизложенные рекомендации. Самые распространенные причины, приводящие к поломке:
- Перекос.
- Слишком маленькое отверстие.
- Излишние усилия, прикладываемые к воротку.
- Несоблюдение правила обратного пол-оборота после каждого полного оборота воротка.
Сломанный метчик
Не надо торопиться, стараться прогнать резьбу побыстрее или пытаться пропустить метчик из набора. Все это обернется большим потерями времени при извлечении сломанного инструмента и при повторном прохождении резьбы.
Выбор размера сверла
Диаметр сверла для отверстия под метрическую резьбу определяется так же формуле (2), с учетом ее основных параметров.
Стоит отметить, что при нарезке в пластичных материалах, таких как сталь или латунь, происходит повышение витков, потому необходимо под резьбу выбирать диаметр сверла больший, чем для хрупких материалов, таких как, чугун или бронза.
На практике размеры сверл, как правило, немного меньше нежели необходимое отверстие. Так, в таблице 2 показаны соотношение номинального и наружного резьбовых диаметров, шага, диаметров отверстия и сверла для него под нарезание метрической резьбы.
Таблица 2. Соотношение основных параметров метрической резьбы с нормальным шагом и диаметров отверстия и сверла
| Номинальный диаметр, мм | Наружный диаметр, мм | Шаг, мм | Наибольший диаметр отверстия, мм | Диаметр сверла, мм |
| 1 | 0,97 | 0,25 | 0,785 | 0,75 |
| 2 | 1,94 | 0,4 | 1,679 | 1,60 |
| 3 | 2,92 | 0,5 | 2,559 | 2,50 |
| 4 | 3,91 | 0,7 | 3,422 | 3,30 |
| 5 | 4,9 | 0,8 | 4,334 | 4,20 |
| 6 | 5,88 | 1,0 | 5,153 | 5,00 |
| 7 | 6,88 | 1,0 | 6,153 | 6,00 |
| 8 | 7,87 | 1,25 | 6,912 | 6,80 |
| 9 | 8,87 | 1,25 | 7,912 | 7,80 |
| 10 | 9,95 | 1,5 | 8,676 | 8,50 |
Как видно из таблицы, существует некий размерный предел, который рассчитан с учетом допусков для резьбы.
Размер сверла при этом значительно меньше, чем отверстие. Так, например, под резьбу М6, наружный диаметр которой 5,88 мм, а ее наибольшее значение отверстия не должно превышать 5,153 мм, стоит использовать сверло на 5 мм.
Отверстие под резьбу М8 с наружным диаметром 7,87 мм составит только 6,912 мм, значит, для него сверло будет 6,8 мм.
Качество резьбы зависит от множества факторов при ее нарезании: от выбора инструмента до правильно рассчитанного и подготовленного отверстия. Слишком малое оно приведет к повышенной шероховатости и даже поломке метчика. Большие усилия, приложенные к метчику – способствуют несоблюдению допусков и, как результат, не выдерживаются размеры.
Читать также: Самая лучшая марка стали для ножа
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
В таблице указаны диаметры сверл и отверстий для нарезания метрической резьбы с крупным шагом.
| Обозначение резьбы | Шаг резьбы, мм | Диаметр сверла под резьбу, мм | Диаметр отверстия под резьбу с полем допуска, мм | ||||
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | |||
| Номинальный | Предельные отклонения | ||||||
| М1 | 0.25 | 0.75 | 0.75 | 0.77 | +0.04 | +0.06 | — |
| М1.1 | 0.25 | 0.85 | 0.85 | 0.87 | +0.04 | +0.06 | — |
| М1.2 | 0.25 | 0.95 | 0.95 | 0.97 | +0.04 | +0.06 | — |
| М1.4 | 0.3 | 1.1 | 1.1 | 1.12 | +0.04 | +0.06 | — |
| М1.6 | 0.35 | 1.25 | 1.25 | 1.27 | +0.05 | +0.07 | — |
| М1.8 | 0.35 | 1.45 | 1.45 | 1.47 | +0.05 | +0.07 | — |
| М2 | 0.4 | 1.6 | 1.6 | 1.62 | +0.06 | +0.08 | — |
| М2.2 | 0.45 | 1.75 | 1.75 | 1.77 | +0.07 | +0.09 | — |
| М2.5 | 0.45 | 2.05 | 2.05 | 2.07 | +0.07 | +0.09 | — |
| М3 | 0.5 | 2.5 | 2.5 | 2.52 | +0.08 | +0.1 | +0.14 |
| М3.5 | 0.6 | 2.9 | 2.9 | 2.93 | +0.08 | +0.11 | +0.15 |
| М4 | 0.7 | 3.3 | 3.3 | 3.33 | +0.08 | +0.12 | +0.16 |
| М4.5 | 0.75 | 3.75 | 3.7 | 3.73 | +0.09 | +0.13 | +0.18 |
| М5 | 0.8 | 4.2 | 4.2 | 4.23 | +0.11 | +0.17 | +0.22 |
| М6 | 1 | 5 | 4.95 | 5 | +0.17 | +0.2 | +0.26 |
| М7 | 1 | 6 | 5.95 | 6 | +0.17 | +0.2 | +0.26 |
| М8 | 1.25 | 6.8 | 6.7 | 6.75 | +0.17 | +0.2 | +0.26 |
| М9 | 1.25 | 7.8 | 7.7 | 7.75 | +0.17 | +0.2 | +0.26 |
| М10 | 1.5 | 8.5 | 8.43 | 8.5 | +0.19 | +0.22 | +0.3 |
| М11 | 1.5 | 9.5 | 9.43 | 9.5 | +0.19 | +0.22 | +0.3 |
| М12 | 1.75 | 10.2 | 10.2 | 10.25 | +0.21 | +0.27 | +0.36 |
| М14 | 2 | 12 | 11.9 | 11.95 | +0.24 | +0.3 | +0.4 |
| М16 | 2 | 14 | 13.9 | 13.95 | +0.24 | +0.3 | +0.4 |
| М18 | 2.5 | 15.5 | 15.35 | 15.4 | +0.3 | +0.4 | +0.53 |
| М20 | 2.5 | 17.5 | 17.35 | 17.4 | +0.3 | +0.4 | +0.53 |
| М22 | 2.5 | 19.5 | 19.35 | 19.4 | +0.3 | +0.4 | +0.53 |
| М24 | 3 | 21 | 20.85 | 20.9 | +0.3 | +0.4 | +0.53 |
| М27 | 3 | 24 | 23.85 | 23.9 | +0.3 | +0.4 | +0.53 |
| М30 | 3.5 | 26.5 | 26.3 | 26.35 | +0.36 | +0.48 | +0.62 |
| М33 | 3.5 | 29.5 | 29.3 | 29.35 | +0.36 | +0.48 | +0.62 |
| М36 | 4 | 32 | 31.8 | 31.85 | +0.36 | +0.48 | +0.62 |
| М39 | 4 | 35 | 34.8 | 34.85 | +0.36 | +0.48 | +0.62 |
| М42 | 4.5 | 37.5 | 37.25 | 37.3 | +0.41 | +0.55 | +0.73 |
| М45 | 4.5 | 40.5 | 40.25 | 40.3 | +0.41 | +0.55 | +0.73 |
| М48 | 5 | 43 | 42.7 | 42.8 | +0.45 | +0.6 | +0.8 |
| М52 | 5 | 47 | 46.7 | 46.8 | +0.45 | +0.6 | +0.8 |
Отверстия под резьбу
Таблица сверл для отверстий под нарезание трубной цилиндрической резьбы.
Размеры гаек под ключ
Основные размеры под ключ для шестигранных головок болтов и шестигранных гаек.
G и M коды
Примеры, описание и расшифровка Ж и М кодов для создания управляющих программ на фрезерных и токарных станках с ЧПУ.
Типы резьб
Типы и характеристики метрической, трубной, упорной, трапецеидальной и круглой резьбы.
Масштабы чертежей
Стандартные масштабы изображений деталей на машиностроительных и строительных чертежах.
Режимы резания
Онлайн калькулятор для расчета режимов резания при точении.
Отверстия под резьбу
Таблица сверл и отверстий для нарезания метрической резьбы c крупным (основным) шагом.
Станки с ЧПУ
Классификация станков с ЧПУ, станки с ЧПУ по металлу для точения, фрезерования, сверления, расточки, нарезания резьбы, развёртывания, зенкерования.
Режимы резания
Онлайн калькулятор для расчета режимов резания при фрезеровании.
Форматы чертежей
Таблица размеров сторон основных и дополнительных форматов листов чертежей.
CAD/CAM/CAE системы
Системы автоматизированного проектирования САПР, 3D программы для проектирования, моделирования и создания 3d моделей.
Чтение чертежей
Техническое черчение, правила выполнения чертежей деталей и сборочных чертежей.
Как подобрать сверло для резьбовая вставка. Оптимальный диаметр сверла под резьбу
При выборе диаметра сверла под резьбу таблица с соответствующими размерами станет вашим незаменимым вспомогательным инструментом. С ее помощью можно значительно облегчить предшествующие работе расчеты и получить правильно нарезанную резьбу, надежно удерживающую крепежный элемент.
Качественная резьба – это залог устойчивого соединения элементов любой конструкции. От выбора инструмента в соответствии с обрабатываемым материалом и условиями работы во многом зависит конечный результат ваших стараний.
Как выбрать диаметр сверла?
Характеристики будущей резьбы во многом зависят от свойств металла, в котором она будет нарезаться. Не все материалы одинаково хорошо держат внутреннюю или внешнюю нарезку. Мягкие металлы, такие как медь и алюминий, легко обрабатываются сверлом и метчиком, но при малейшей нагрузке резьба в них деформируется.
Все типы резьбы характеризуются двумя основными параметрами: диаметром и шагом.
Диаметр – это максимальное расстояние между двумя противоположными точками на окружности, ограничивающей отверстие резьбы. Нужно понимать, что резьба имеет рельефную поверхность в разрезе, поэтому ее диаметр будет отличаться в зависимости от того, в какой точке отверстия производить измерения.
Шаг резьбы – это диапазон между соседними витками нарезанной в металле канавки. Чем глубже и рельефнее резьба, тем шаг будет больше. Данный параметр зависит не только от диаметра винта, который будет крепиться в отверстии, но и от условий использования готового изделия: для деталей, подвергающимся высоким нагрузкам, нарезается глубокая, разреженная резьба.
Подбор сверла под резьбу осуществляется исходя из указанных выше параметров. Для того чтобы определить самый подходящий инструмент, используют простую формулу:
Д(с) = Д(р)-Ш, где:
- Д(с) – диаметр сверла;
- Д(р) – планируемый диаметр будущей резьбы;
- Ш – шаг резьбы.
Данная формула дает возможность даже в полевых условиях определить оптимальные параметры отверстия, при которых будет обеспечиваться максимально надежная фиксация соединяемых элементов.
Опытные мастера рекомендуют использовать в работе специально разработанные таблицы, которые позволяют с точностью до десятых долей миллиметра определить диаметр сверла и метчика. Если вы довольно часто занимаетесь работами по нарезке резьбы, то такая таблица, распечатанная и ламинированная, всегда будет под рукой (рис. 1). В первом столбце указан диаметр резьбы (от 2 до 48 мм), а в следующих – варианты значений шага и диаметра сверла. Значения охватывают большой диапазон данных и пригодятся как домашнему мастеру, так и высококвалифицированному специалисту.
Нарезка резьбы проводится одним из двух способов. Первый из них предполагает проделывание отверстия в металле одновременно с созданием спиральных канавок. Такой способ подходит не во всех ситуациях и требует наличия мощного оборудования: сверлильного станка, который смог бы за один проход сделать всю работу. Второй способ применяется в домашних условиях. Для того чтобы сделать резьбу таким методом, в металле предварительно высверливается отверстие, и только после этого метчиком нарезают резьбу. В последнее время в строительных магазинах можно найти комбинированные сверла под резьбу, с их помощью одновременно и проделывают отверстие, и нарезают канавки.
Для того чтобы резьба, нарезанная в металле, была надежной, качественной и ровной, специалисты рекомендуют соблюдать при работе ряд правил:
- Использовать только острые инструменты, так как проржавевший метчик или сверло легко ломаются, работать с ними трудно и долго. Извлечь такой инструмент из отверстия будет намного сложнее, чем приобрести новый. Также не стоит искушать себя низкой ценой сверл и метчиков неизвестных производителей, поскольку купив их вы не только испортите изделие, но и рискуете нанести себе травмы.
- Не забывать периодически смазывать инструмент во время работы. Сделать это можно при помощи нескольких капель машинного масла или керосина. Особенно большую роль играет смазка при работе с вязкими металлами, например – алюминием. Она не позволяет стружке прилипать к рабочей поверхности и охлаждает сверло.
- Ключевое правило – оптимальный подбор диаметра отверстия. В случаях слишком большого выбранного диаметра крепежный элемент будет болтаться в месте монтажа, что повлечет за собой излишние вибрации изделия. В узкое отверстие тяжело ввинтить метчик, что сильно усложняет и без того трудную работу.
- Основные параметры отверстия должны зависеть от его функционального предназначения. Если к месту соединения не будет прилагаться излишняя нагрузка, то допускается делать его всего на 5% меньше, чем диаметр будущей резьбы. Так вы облегчите нарезку канавок, не сильно жертвуя качеством соединения.
Сам процесс создания резьбы довольно прост. После того, как отверстие в металле готово, в него вставляют метчик, зажимают его в вороток и с силой вворачивают по часовой стрелке. После каждого полного оборота необходимо проделывать пол оборота в обратном направлении. В процессе этого действия стружка металла откалывается, что способствует более чистой нарезке.
Характеристики сверл для резьбы
Подбор хорошего сверла по металлу – это не такое легкое задание, как может показаться на первый взгляд. Современная промышленность выпускает огромный ассортимент подобной продукции, и разобраться в таком разнообразии при отсутствии должного опыта бывает очень нелегко.
Самый простой способ выбрать качественное сверло – ориентироваться на его визуальные характеристики. Инструменты, обрабатываемые на заключительном этапе производства перегретым паром, имеют окраску темную, вплоть до черной. Такие сверла отличаются высокой устойчивостью к износу.
Сверла с золотистым покрытием относятся к классу высококачественных и довольно дорогих инструментов. Своей окраской они обязаны тонкому слою нитрида титана, повышающего прочность и уменьшающего трение.
Не стоит забывать и о сверлах обычного, серого цвета, так как они не проходят финишную обработку, вследствие чего их цена сохраняется достаточно демократичной. Таких инструментов хватает на несколько десятков отверстий, так что, если масштаб работы небольшой, стальное сверло не подведет.
Обращать внимание стоит и на маркировку инструментов, форму их режущей кромки, название производителя и цену. Зная основные параметры хорошего сверла, вам будет очень просто не растеряться в магазине.
Работа с метчиком
Метчик – это специальный инструмент, главное назначение которого заключается в нанесении ровной внутренней резьбы на трубе или в отверстии. Метчик состоит из металлического стержня, в котором прорезаны прямые или винтовые стружечные канавки. Острая верхушка канавок образовывает режущую кромку.
Хвостовая часть метчика сделана в форме квадрата, либо затылованной (некруглой). При работе к ней крепится двухсторонний рычаг – вороток, при вращении которого метчик погружается в металл.
Если необходимо нарезать резьбу большого диаметра, одним метчиком обойтись довольно трудно. В таких случаях используют комплекты, состоящие из 2 (чернового и чистового) или 3 (чернового, среднего и чистового) метчиков. Когда работать предстоит с вязким металлами, имеющими свойство налипать на инструмент, количество метчиков может возрасти до 5. Каждый следующий при этом исправляет ошибки и недочеты предыдущего, чтобы на выходе получилась ровная резьба.
Метчики производятся из быстрорежущей стали либо твердого вольфрамового сплава. Работают с ними при помощи сверлильных станков, зажимая его заднюю часть в патроне специальной формы. При небольших масштабах работы, либо в случаях, когда место врезки является труднодоступным для габаритного инструмента, используется ручной труд: метчик зажимают в вороток и ввинчивают инструмент по часовой стрелке (рис.2).
Заключение по теме
Резьбовое соединение деталей – это один из самых надежных способов сборки отдельных элементов в единую конструкцию.
Располагая багажом знаний об основных особенностях процесса нарезки резьбы, выбора инструмента и диаметра отверстия, можно сильно облегчить предстоящую работу и добиться желанного результата.
Любое соединение разъемного типа обязательно предусматривает наличие резьбы. Стоит отметить, что все метизы с наружной резьбой, болты, в частности, можно приобрести где угодно: в строительном супермаркете или на рынке. А вот с резьбой внутреннего типа все гораздо сложнее. Ее следует нарезать своими руками или посредством использования специальных станков.
Сегодня мы расскажем, как правильно подбирать сверла того или иного диаметра под определенную резьбу, также вы сможете ознакомиться с таблицей этих диаметров.
Чтобы сделать самостоятельно внутреннюю резьбу, возьмите свою заготовку и просверлите в нем отверстие, которое будет соответствовать по диаметру тому инструменту, который предназначен для нарезки. И каждое из таких отверстий должно строго соответствовать размеру инструмента. Именно для этого нужно внимательно подбирать под резьбу диаметр сверла.
На сегодняшний день в продаже есть сверла с разным диаметром по размеру. Начиная от минимального размера в 0,5 мм и заканчивая крупными коническими сверлами размером порядка 0,05 мм. В зависимости от вида выполняемых работ посредством сверления можно сделать отверстия разного диаметра под те или иные нужды.
Параметры подбора сверла под резьбу: таблица
Если вам нужно просверлить отверстие с большим диаметром, то потребуется брать специальный станок, где сверла оснащены конусными хвостами, а вот обычные сверла оснащены цилиндрическими хвостами. На большом сверле конус имеет пятый размер. Так, параметры конуса напрямую зависят от диаметра сверла, чем больше диаметр сверла, тем больше нужен конус. Например:
- диаметр от 6 до 10 мм;
- требуемый размер конуса от 11 до 22 мм.
Подобрать максимально точно диаметр сверла под ту или иную резьбу можно, опираясь на специальную таблицу подбора размером.
Если есть необходимость создания внутренней резьбы, диаметр отверстия следует выбирать согласно диаметру резьбы и параметров резьбового шага. Эти данные в таблицах обозначены как М8×1 , где:
- М – это метрическая резьба;
- цифра – это резьбовой шаг;
- если указано просто М8 и без цифр, то нужно применять стандартный большой шаг. Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.
Диаметры нуждаются в подборе соответствующего отверстия по размеру. Таблица включает перечень наиболее ходовых размеров, с которыми обычно приходится иметь дело в быту при выполнении тех или иных работ.
Классификация резьбы
Внешне резьба похожа на винтовую канавку с постоянным сечением. Всего бывает два ее вида:
- внешние;
- внутренние.
Об этих видах мы уже упоминали ранее. Соединения резьбового типа используется повсеместно. Они нужны для того, чтобы деталь могла вращаться посредством поступательных движений. Без резьбовых соединений трудно представить нормальную работу механизмов или сложных машин. Они бывают также однозаходными или многозаходными.
А по направлению движения своих направляющих они подразделяются на:
- левые;
- правые.
Если говорить о классификации по размерам , то она бывает таких видов:
- метрическая;
- дюймовая;
- трубная.
Метрическая резьба отличается своим особенным треугольным профилем, угол которого составляет 60 градусов. Все параметры резьбы считаются в миллиметрах. Если резьбовой шаг большой, то, как уже упоминалось, мы имеем цифру и буквенное обозначение. Цифра при этом обозначает размер наружного диаметра резьбы, согласно которому можно подбирать то или сверло. Технические чертежи непременно должны включать в себя характеристику резьбы или же ее аналоги. Если метрическую резьбу нужно представить с мелким нестандартным шагом, то нужно прибавить число, которое обозначает шаг.
Еще одна величина угла профиля является специфической для резьбового соединения дюймового типа. Такой угол может быть равен 55 градусам , а величина отверстия исчисляется в дюймах, шаг изменяется количеством нитей.
А трубный резьбовой тип отличается от других своим первоначальным диаметром, который зависит непосредственно от размера отверстия трубы. Нарезка осуществляется в таком случае только наружная.
Для резьбовой нарезки используется разное оборудование, например:
- станок сверловочного вида;
- парк токарный;
- разные приспособления для нарезки.
При этом нарезку можно выполнять как механическим способом, так вручную. Например, для внутреннего применения можно использовать специальные резьбовые метчики, а для наружной – плашки. Метчики, как и сверла, подбираются в зависимости от диаметра отверстия. Они подразделяются на следующие категории:
- дюймовые;
- метрические;
- трубные.
В основном комплекты ручных метчиков состоят их трех приспособлений, два из которых нужны для проведения предварительных работ, а последнее является доводочным инструментом, с помощью которого выполняется окончательная форма резьбы и подгон под те или иные размеры. Метчики имеют номера. Если в комплекте с плашкодержателем не три, а два приспособления, то первое является предварительным, а второе чистовым. Изготавливаются метчики на основе высоколегированной стали.
Наружная резьба получается посредством применения плашки. Инструменты эти могут быть круглой или призматической формы. Для круглых плашек используют вороток .
Способы получения внутренней резьбы
Чтобы сделать отверстие в месте, где потребуется выполнение нарезки, нужно сначала выбрать сверло нужного размера.
Для применения метчика его отверстие нужно обработать зенкером, пока не будет получена нужная степень чистоты. При выполнении нарезки металл понемногу выдавливается.
По размеру сверло должно быть несколько больше, чем внутренний резьбовой диаметр этого инструмента.
При нарезке твердость металла не слишком влияет на диаметр отверстия. Но если применяется материал невысокой резьбы, то диаметр отверстия может существенно поменяться. Так, если по величине отверстие и внутренний диаметр сверла точно соответствуют друг другу, то при нарезке материал выдавливается, а его излишки действуют на зубья метчика. При нагревании стружка прилипает, вследствие чего метчик может сломаться, а резьба будет иметь рваные нити .
При работе со сверлами и резьбовыми соединениями, нужно очень тщательно подбирать параметры, чтобы работа в итоге была выполнена качественно. В этом вам помогут специальные таблицы с указанием параметров под ту или иную резьбу и другие ценные советы.
- Параметры подбора сверла под метчик
При работах с металлом часто возникает необходимость не только его паять, но и сверлить. В этом случае огромную роль играют правильные инструменты, и насколько они подходят друг к другу. И вот тут возникает момент, как подобрать сверло под метчик, чтобы работа была качественной.
Но сначала разберем каждый инструмент по отдельности.
Сверла: их предназначение и разновидности
Сверло – это универсальный инструмент, так как используется повсеместно. Смотря с каким материалом иметь дело, можно использовать конический, спиральный, центровочный или перьевой вид.
Самым распространенным вариантом являются спиральные сверла. При помощи их создаются глубокие отверстия, а при самом рабочем процессе конструкция детали позволяет извлекать отработанную стружку, что помогает не засорять рабочую поверхность.
Если необходимо обработать центровые отверстия, то выбирают центровочный тип. Могут быть двухсторонними с «хвостиком» или с предохранительным конусом.
Когда предполагается сверление труб, стальных листов или пластика, то лучше всего использовать конические модели. Кроме сверления, такое устройство осуществляет зачистку от заусенец и разрабатывает различные отверстия. За счет такого наконечника отсутствует проскальзывание изделия.
А вот для работ, связанных с древесиной, подбор сверла осуществляется в сторону цилиндрических вариантов. Оно поможет просверлить отверстия под шарниры при сборке мебели, к тому же есть возможность делать глухие отверстия с большим значением сечения.
Отдельно стоит отметить изделия, которые предназначены под резьбу, то есть в отверстия после них можно спокойно закручивать винты. Хотя аналогичным инструментом с таким предназначением является еще и метчик. Но это не значит, что они несопоставимы. Как раз под метчик и подбираются сверла соответствующих диаметров.
Вернуться к оглавлению
Использование метчика: особенности
Набор металлорежущего инструмента: а — сверла, б — зенкеры, в — развертки, г — метчики, д — плашки.
Метчик – режущий инструмент, посредством которого создаются отверстия с внутренней резьбой. Своего рода он выполняет функцию резьбонарезания.
Конструкция метчика представляется двумя частями: нарезающей и хвостовой. Первая часть имеет калибрующий и заборный фрагмент. «Хвостик» же предназначен для закрепления в патроне. При помощи рабочей части (винта с канавками) как раз и происходит сверление отверстия, в то время как заборная осуществляет насечку резьбы, а за счет калибрующей части происходит зачистка отверстия.
Резка материала происходит посредством режущих перьев, которые располагаются на резьбовой части метчика.
Канавки на основании помогают выводить отработанный материал. Некруглая форма задней части способствует тому, что детали избегают трения.
Метчиком можно выполнить трапецеидальную, метрическую, трубную и цилиндрическую резьбу. Такой процесс осуществим как руками, так и при помощи станков. В зависимости от назначения резьбу делают за один, два или четыре раза. На этот момент влияют:
- тип отверстия;
- шаг резьбы;
- необходимая шероховатость;
- механические свойства обрабатываемого металла.
Если необходимо работать с крупной резьбой, то подберите несколько метчиков. Ориентируясь на вид работы, инструмент может быть:
- Машинно-ручным или просто машинным. Соответственно, его используют при ручной или машинной резьбе. В таком случае подбор осуществляется среди таких видов: прямого, винтового или с укороченными канавками, через которые выводится стружка.
- Гаечные. Предназначаются для работ под гайки. Для подбора метчика обращают внимание на прямые модели или с изогнутым «хвостиком», на удлиненные.
- С вырезанной ниткой. Такой используется в обработке листовых деталей или при работе с пластичным металлом.
- Слесарные. Основное предназначение – ручная нарезка. Они являются элементом комплекта, в который входят чистовой, черновой и средний метчик. Черновой используется, если точность нарезки не принципиальна, средний – корректирует ее, а чистовой завершает всю работу. Выбор такого метчика рационален в случае, когда необходима резьба диаметром от 0,8 до 1,8 см.
- Конические. Заборная часть оснащена не полной резьбой, а вот калибрующая – полной. При помощи такого вида резьба наносится на сквозные отверстия.
- Плошечные. Заборный конус имеет большой размер. Используются для создания предварительной резьбы в плашках.
- Маточные. Имеют спираль с правой стороны в канавках. При их помощи в резьба зачищается.
- Бесканавочные. Приемный конус имеет более короткое основание, а также отсутствуют продольные канавки. Используя такой вид, производительность повышается, а сам инструмент реже ломается.
- Комбинированные. Посредством «шейки» соединяются две части – черновая и чистовая. При помощи использования такого метчика время на выполнение работ по резьбе значительно сокращается. Одним из таких примеров можно назвать сверло-метчик. Им можно выполнять и сверление, и нарезание.
- Специальные. Это инструменты узкой направленности. Сюда относят насадной, корабельный и тандем-метчик.
При создании разъемных соединений оптимальным вариантом является резьбовое сочленение. Такие элементы используются повсеместно. С метизами, обладающими внешней резьбой проблем не существует. Они распространены в свободной продаже и их легко подобрать под свои нужды. При необходимости создании внутренней нарезки все несколько сложнее. Не везде, где необходимо она имеется. Поэтому приходится прибегать к самостоятельной нарезке вручную или с применением станков. Далее разберем, как правильно подобрать диаметр сверла под резьбу и приведем таблицы с этими данными.
Можно выделить несколько видов:
- Наружную;
- Внутреннюю.
Соединения подобного типа используются почти повсеместно. Они позволяют придавать вращению деталям поступательные движения. В любом оборудовании и механизмах применяются подобные сочленения.
Можно также выделить следующие группы:
- Однозаходовые;
- Многозаходовые;
По направлению движения направляющего типы:
По существующей системе размеров также существуют:
- Трубные;
- Метрические;
- Дюймовые.
Метрическая резьба характеризуется особым профилем, который обладает формой треугольника. Угол – 60°. Замер размеров производится в миллиметрах. В процессе создания больших шагов маркировка производится цифрами с включением буквенных обозначений. Цифровые данные показывают размер наружного диаметра. В любом техническом чертеже можно найти характеристики вида «М4, М6, М8» и аналоги. При обозначении метрической резьбы с нестандартными шагами, то дополнительно вводится цифра, обозначающая размер шага. В этом случае данные выглядят так – М8х0,8.
Соответственно с данными таблицы диаметров сверл под резьбу (далее приведен перечень формата «резьба – размер сверла»):
- М5 – 0,42 см;
- М4 – 0,33 см;
- М8 – 0,67 см;
- М12 – 0,96 см.
Под нарезку М6 подойдет отверстие диаметром 0,5 см. Для резьбы М3 сверло должно быть диаметром 0,21 см.
Вычислить размер отверстия можно по формуле, однако обычно используют специально разработанные таблицы диаметров сверл под резьбу. Так получается гораздо удобнее и быстрее, чем каждый раз считать все в своем уме.
Дюймовая обладает иным углом профиля. Он составляет 55°. Диаметр отверстий указывается в дюймах, а число ниток определяет шаг.
Трубная имеет отличие в первоначальном диаметре, который основывается на размере трубного отверстия. При обработке таких материалов нарезку выполняется лишь наружная.
Выбор сверл для нарезания
Для создания внутренней резьбы своими силами необходимо в заготовке создать отверстие, диаметром соответствующее инструменту для последующего нарезания. Любое отверстие обязано точно соответствовать размерам режущего инструмента. Как раз по этой причине следует точно подбирать размер сверла под последующую резку.
Сейчас проблем с поиском подходящего диаметра сверла не существует. Строительный рынок предлагает любые модификации сверл, начиная минимальными и заканчивая наиболее крупными. Исходя из конкретной задачи, можно создавать отверстия необходимых диаметров под те или иные нужды.
Приспособления для формирования резьбы в изделии
Чтобы нарезать внутри заготовки, требуется метчик. Это приспособление, напоминающее винт, обладающее углублениями, которые заострены. Стержень может являться коническим или цилиндровым. Канавки расположены продольным образом, разделяют резьбовое соединение на элементы, которые называются гребнями. Гребневые края представляют собою рабочие части.
Чтобы канавка была чистой, слой стали требуется убирать постепенно. Для этого понадобится одно приспособление, имеющее большую длину, или несколько соответствующих инструментов.
Единичные метчики также можно купить. Обычно их задействуют для восстановления испорченной резьбы. Чтобы нарезать новую, берут комплект. По данной причине метчики зачастую предоставляются потребителям по две штуки. Один предназначается для чернового обрабатывания, второй – для чистового. Первый создает углубление малого размера, Второй – проводит его очистку и увеличение. Изготавливаются и трехпроходные приспособления. Они монтируются в воротки. Устройство воротков бывает различным. Их размер должен находиться в соответствии с размером сверла.
В комплекте все предметы имеют метки. Они наносятся на хвостовики. Различия между рисками таковы:
- у метчика №1 верха зубьев подрезаны, гребенки достаточно длинны. Наружный радиус несколько меньше, чем у иных приспособлений в комплекте;
- у метчика №2 заборная область покороче, гребни подлиннее. Его размер больше, чем у метчика №1;
- метчик №3 имеет полные гребни зубцов. Его величина должна быть такой же, как и у формируемой резьбы.
Метчики бывают трубные (маркируются символом «G», предназначаются для формирования нарезки в трубных изделиях) и метрические (предназначаются для нарезания метрических типов).
Качество нарезки прямо зависимо от показателей метчика. Он должен быть сделан из высококачественного материала, располагать достаточной остротой. Чтобы продлить время применения приспособления и сделать выше параметры нарезки, задействуют смазывающее средство. Зачастую для того чтобы обучиться нарезанию, бывает достаточно трех-пяти попыток.
Работая со сверлом и резьбовым соединением необходимо с тщательностью выбирать характеристики инструмента, т.к. только в этом случае гарантируется качественный результат. Для этого и предлагаем соответствующие таблицы с необходимыми данными под все размеры.
Как использовать диаграмму сверления и метчика
Когда дело доходит до обработки, ключ к точной обработке детали — все в метчике. Чтобы правильно выбить отверстие, вам необходимо просверлить его и использовать соответствующий метчик в соответствии с таблицей сверления и метчиков.
Но все не так просто, как кажется. Сегодня мы расскажем, как пользоваться таблицей сверл и метчиков, и познакомимся с некоторыми из лучших наборов сверл и метчиков, имеющихся на рынке сегодня.
Что такое кран?
Метчик — это инструмент с резьбой в средней части, как у винта или болта.Метчик проделывает отверстие в материале и добавляет к нему резьбу, чтобы он мог совмещаться с подходящей застежкой. Перед использованием метчика нужно просверлить отверстие в материале. Размер этого отверстия соответствует метчику, и как только вы создадите отверстие, вы используете метчик, чтобы добавить резьбу к куску металла, с которым вы работаете.
Зачем нарезать отверстия?
В случае обработанных деталей часто необходимо добавить внутреннюю резьбу к куску металла, чтобы они могли сопрягаться с винтом, чтобы обеспечить прочную сборку.В некоторых случаях вы можете избежать постукивания в пользу использования гайки на противоположной стороне застежки. Но, в большинстве случаев, лучше всего проделать отверстие и прикрепить оборудование непосредственно к металлу, над которым вы работаете.
Что такое диаграмма сверления и метчика?
Таблица сверл и метчиков — это большая таблица, в которой представлена вся информация, необходимая для правильных резьбовых отверстий.
Во всех таблицах указаны значения размера винта, большого и малого диаметров. Оттуда они подскажут, какой размер сверла нужно использовать, чтобы проделать отверстие для метчика.Таблица также позволит вам узнать, какой размер сверла использовать, если вы планируете нарезать резьбу в отверстии, и какой размер сверла использовать, если вы просто просверливаете отверстие для крепления крепежа с помощью гайки.
Эта исчерпывающая таблица упражнений и метчиков включает все, что вам нужно знать. Добавьте эту ссылку в закладки, чтобы вы могли вспомнить ее в любое время.
Как пользоваться набором сверл и метчиков
Использовать набор сверл и метчик довольно просто. Ключ к производству правильно нарезанных деталей — это следить за тем, чтобы все, что вы делаете, соответствовало таблице сверления и метчика.
Сначала определите размер застежки, который вы будете использовать, в таблице отводов. Оттуда вы сможете найти подходящую коронку для создания отверстия.
Затем вставьте соответствующее сверло в сверло. Сверлильный станок оптимален для резьбонарезания отверстий, но если у вас его нет в магазине, сетевое или аккумуляторное сверло отлично подойдет. Наденьте защитные очки, чтобы защитить себя от летающих обломков, и просверлите отверстие.
Когда у вас есть отверстие, вы можете постучать по нему, чтобы добавить резьбу.
Сначала закрепите деталь, с которой работаете. Настольные тиски — лучший способ закрепить деталь, но вы можете закрепить ее на верстаке, если она слишком велика для тисков. Возьмите соответствующий кран из набора и прикрепите его к гаечному ключу. Если у вас недостаточно зазора для использования гаечного ключа, вы можете использовать более короткий гаечный ключ с Т-образной рукояткой.
Встаньте прямо над заготовкой и вставьте метчик в отверстие так, чтобы оно было абсолютно прямым. Теперь слегка надавите и начните ввинчивать кран в деталь.Через один-два оборота вы должны почувствовать режущие нити, когда они врезаются в заготовку.
Продолжайте осторожно нажимать и поверните кран. Для каждого поворота по часовой стрелке поверните кран на пол-оборота против часовой стрелки. Это отломит любой незакрепленный металл, который останется, когда метчик войдет в металл, и обеспечит правильную резьбу отверстия.
Повторяйте этот процесс, пока метчик не пройдет через всю заготовку, а затем снимите метчик. На этом этапе у вас должно получиться отверстие с правильной резьбой, в которое можно добавить крепеж.
Лучшие наборы сверл и метчиков
Последнее обновление 2021-05-08 / Партнерские ссылки / Изображения из Amazon Product Advertising API
Теперь, когда вы вооружены знаниями, необходимыми для правильной нарезки отверстия, давайте взглянем на несколько лучших наборов сверл и метчиков, имеющихся на рынке.
Irwin Deluxe Набор сверл и метчиков, 117 предметов
Последнее обновление 2021-05-04 / Партнерские ссылки / Изображения из Amazon Product Advertising API
Для машиниста, которому нужен широкий выбор метчиков, этот набор — именно то, что вам нужно.
В этот набор входят 117 наиболее распространенных метчиков для пробок и шестигранных головок, экстракторы винтов, сверла, рукоятки гаечных ключей и измерители шага. Все аккуратно упаковано в удобный пластиковый футляр.
Что нам нравится
- Включает в себя полный набор смесителей
- Несколько рукояток для смесителей для любого применения
Что может быть лучше
Bosch BDT11S Набор сверл и метчиков из 11 предметов
Последнее обновление 2021-05-08 / Партнерские ссылки / Изображения из Amazon Product Advertising API
Если вам нужны только основы для случайного использования, вы не ошибетесь с этим набором от Bosch.
В этот комплект входят биты # 7, 21, 25, 29 и 36 и соответствующие ответвители. Размеры каждой биты и метчика выгравированы лазером на самой бите для облегчения привязки. Размеры также напечатаны на внутренней стороне футляра, так что вы сможете вернуть каждую бит на свое место, когда закончите. Также в комплект входит роскошный гаечный ключ. Все в этом наборе находится в качественном футляре.
Несмотря на то, что в этот набор не входит широкий ассортимент различных размеров, он представляет собой наиболее популярные размеры крепежа, что делает его идеальным для выполнения базовых работ.
Что нам нравится
- Включает в себя метчики самых популярных размеров
- Ключ для метчиков в комплекте идеально подходит для использования в условиях малых зазоров
Что может быть лучше
- Включает только пять различных метчиков
Набор сверл и метчиков AccusizeTools из 18 предметов
Последнее обновление 2021-05-08 / Партнерские ссылки / Изображения из Amazon Product Advertising API
Этот набор от AccusizeTools невероятно хорошо сделан и включает несколько дополнительных метчиков, которых вы не найдете в комплекте Bosch, который мы рассмотрели выше.
В этот набор входят девять популярных насадок и метчиков, все они заключены в стальной корпус, рассчитанный на длительный срок службы. Каждый бит содержит полностью шлифованную сталь HSS, поэтому он должен выдерживать все, что вы можете бросить в него, в течение многих лет.
Поскольку этот комплект является немного более всеобъемлющим, чем некоторые комплекты меньшего размера, он идеально подходит для машиниста, которому требуется множество различных популярных метчиков, но который не хочет вкладывать сотни долларов в более крупный комплект.
Что нам нравится
- Включает более широкий диапазон размеров метчиков
- Стальной корпус с легко читаемой маркировкой бит
Что может быть лучше
- Без метчика
Final Word
Таблицы и наборы сверл и метчиков — одни из самых загадочных инструментов, которые вам понадобятся.Но как только вы научитесь читать таблицу и пользоваться метчиками, вы будете на правильном пути к производству прекрасно обработанных деталей в своем цехе.
Как рассчитать размер сверла для метчика
по G.K. Bayne
Метчики используются для нарезания резьбы болтов или шурупов по дереву, пластику и металлу. Для крана необходимо отверстие определенного размера. Отверстие неподходящего размера, скажем слишком маленькое, не позволит подвести кран. С другой стороны, слишком большое отверстие не позволит резьбе с резьбой удерживать болт на месте, что приведет к срыву резьбы при затягивании болта.Вы можете использовать онлайн-ресурсы, перечисленные ниже, для расчета сверла, необходимого для метчика определенного размера. Однако бывают случаи, когда доступ к удобной диаграмме или Интернету невозможен. Используя базовую формулу, вы можете найти подходящее сверло для любого метчика с машинной резьбой.
Шаг 1
Измерьте общий диаметр метчика микрометром. В данном случае нам нужно сверло на ¼ — 20 метчиков. — это диаметр, а 20 — это шаг резьбы или резьбы на дюйм.Общее измерение диаметра метчиков по микрометру составляет 0,252 дюйма.
Шаг 2
Используйте следующую формулу для определения правильного размера сверла: Dh = Dbm — 0,0130 (процент от требуемой полной резьбы / Ni). Dh равен размеру просверленного отверстия в дюймах. Dbm — это основной большой диаметр резьбы, в нашем случае 0,252 дюйма. Желаемый «процент» полной резьбы — это ваш выбор, но хорошее число составляет от 70 до 85 процентов в зависимости от используемого материала.«Ni» — это количество витков резьбы на дюйм, опять же, в нашем случае это 20.
Step 3
Примените числа к формуле, используя глубину резьбы 84%. Формула будет следующей: Dh = 0,252 — 0,0130 (84/20) = 0,0130 (4,2) = 0,252 — 0,0546 = 0,1974 дюйма.
Шаг 4
Найдите ближайший размер сверла с точностью до 1/16 дюйма. Умножьте 0,1974 на 16 и получите 3,15. Это соответствует сверлу 3/16 дюйма; однако это слишком мало.
Определите размер сверла в 32-х долях дюйма.Ответ — 6,31, поэтому для этого метчика можно использовать сверло диаметром 7/32 дюйма. Фактически, если вы посмотрите на диаграмму, рекомендуется сверло 7/32.
Ссылки
- Метчики и плашки
- McGraw-Hill Machining and Metalworking Handbook; Рональд А. Уолш; Издательство McGraw Hill; 1994
Советы
- Формула метрики, как правило, та же, она читается как: Dh = Dbm — (процент от желаемой полной резьбы / 76,98). Обратите внимание, что шаг резьбы является постоянным и нет постоянной вычитания, как в формуле для дюйма.
Вещи, которые вам понадобятся
Другие статьи
Нарезание резьбы на сверлильном станке
Нарезание резьбы на сверлильном станкеാ 㰊 敭 慴 渠 浡 㵥 䜢 久 呁 剏 • 潣 瑮 湥 㵴 䴢 捩 潲 潳 瑦䘠 潲 瑮 慐 敧 㔠 〮 • ാ 㰊 敭 㵥 倢 潲 䥧 ≤ 挠 湯 ∽ 牆 湯 側 条 摅 瑩 捯 浵 湥 ≴ാഊഊഊ 㰊 䕓 但 㵥 嘢 慤 慮牁 慩 ⱬ 䠠 汥 敶 楴 慣 㸢 ⼼ ാ 㰊 佂 奄 ാ 㰊 楤 杩 㵮 挢 湥 ≲ാ 㰠 散 牥 ാ 慴 汢 潢 摲 灬 摡 杮 ∽ ∷ാ † 㰠 牴 ാ †† 㰠 摴 ാ ††† 㰠 ⁰ 污 杩 㵮 挢 湥 整 ≲ാ ††† 㰠 慮 敭 ∽ 潔 ≰ 㰾 㰾 㹎 猼 牴 湯 㹧 猼 慰 桔 敲 摡䌠 瑵 楴 杮 漠 牄 汩 㱳 ാ ††† ☠ 扮 灳 ⼼ 瑳 潲 杮 㰾 瀯 㰾 †† ⼼ ാ 㰠 琯 扡 㰠 振 湥 ⼼ 楤 㹶 琼 扡 敬 戠 〢 㸢 † 琼 㹲 †† 琼 㹤 ††† 瀼 㹢 猼 慰 㹮 瑳 汹 㵥 䈢 䝋 ⵄ 佃 佌 ⌠ 晦晦 〰 㸢 慈 摮 吠 灡 楰 杮 漠 牐 獥 㱳 猯 慰 㹮 㰾 戯 㰾 瀯 †† 㰠 牥 ∽∰ാ †††† 牴 ാ ††††㰠 摴 吾 灡 楰 杮 戠 ⁹ 慨 摮 漠 汩 牰 獥 獩 甠 愠 捣 浯 汰 獩 敨 汬 湩 ൧ † †† 琠 敨 瀠 ⁴ 楷 桴 愠 灡楲 汬 桴 湥 瀠 慬 楣 杮 㘠 ⴰ 敥 猠 牴 楡 桧 ⁴ 桳 散 瑮 牥 ബ †† 漠 灳 挠 湥 整 䘨 杩 牵 敨 搠 汬挠 畨 正 㰮 琯 㹤 ††††† 琼 㹤 †††††† 瀼 愠 楬 牥 㸢 䤼 䝍 捲 ∽ 牥 樮 • 潢 摲 牥 〽 眠 摩桴 ∽ 㤲 ∱ 栠 楥 桧 㵴 㐢 ††††† 㰠 㹢 猼 㹮 敲 ㄠ 㰠 猯 慰 㹮 渦 獢 杮 挠 湥 整 ൲ †† 㰠 戯 㰾 瀯 ാ † †† 㰠 琯 㹤 †††† ⼼ 牴 ാ †† 㰠 琯 扡 敬 ാ †† 㰠 㹢 ††† ⼼ 㹢 ††† 琼 扡 敬 戠 〢 㸢 †††† 琼 㹲 ††††† 琼 㹤 ††† 瀼 吾 敨 琠 湩 愠 琠 灡 眠 据 汰 捡 摥 椠 桴 敢 琠 灡 † 湡 † 愠 楬湧 摥 戠 ⁹ 汰 捡 湩 桴 桴 散 瑮 桴 散 瑮 牥 栠 景 琠 敨 琠 灡 漠 桴 ൰ †† 眠 据 䈠 ⁹ 汰 楹 杮 瀠 獳 牵 潴 琠 敨 挠 湥 整 畴 湩 桴 慴 Ɒ 琠 敨 ††† 湩 整 湲 污 琠 牨 瑵 猠 畱 牡 潴 眠 牯 火 敩 ⠠畧 敲 ㈠⸩ ⼼ 㹰 ††† 瀼 愠 楬 桧 ≴ 㰾 㹢 猼 慰 敲 ㈠ 㰠 猯 慰 㹮 渦 獢 㭰 摮 灡 楰 杮 † †† 渦 獢 㭰 湯愠 搠 楲 汬 瀠 敲 獳 ††† ⼼ 㹢 †††††† ⼼ 㹰 ††††† 摴 ാ †††† 㰠 摴㰾 䵉⁇ 牳 㵣 猢 牰 湩 捧 湥 ㉴ 樮 杰 • 潢 摲 牥 〽 眠 摩 桴 楥 桧 㵴 ㌢ 㔵 㸢 ⼼ 摴 ††† 㰠 琯 㹲 ††† ⼼ 慴 㹥 †† † 戼 ാ †† 㰠 戯 ാ †† 㰠 牨 ാ †† 㰠 㹰 猼 慰 瑳 汹 㵥 佒 乕 ⵄ 佃 佌 㩒 ⌠ 晦 晦 㸢 猼 慰 㹮 戼 䴾 敮 吠 灡 楰 杮 漠 慒 楤 污 䐠 楲 汬 倠 敲 獳 灳 慰 㹮 ⼼ 㹰 ††† 琼 扡 敬 戠 牯 敤 †††† 琼 㹲 ††††† 琼 潣 獬 慰 㵮 ㈢ 㸢 慔 灰 湩 爠 慩 牤 汩 牰 獥 愠 捣 浯 汰 獩 敨 祢 汰 捡 湩 湩 ††† 桴 慴 ⁰ 牤 癩 牥 ⠠ 楆 畧 敲 ㌠ 牯 牤 汩 档 捵 䘨 ⤴⁁ 敲 慬 楴 敶 祬 ††† 汳 睯 猠 数 摥 椠 獵 摥 慴 Ɒ 愠摮 眠 敨 桴 慴 ⁰ 獩 琠 畯 映 牡 攠 潮 杵 ⱨ 琠 ††† 灳 湩 汤 瑵 敲 敶 獲 摥 愠 摮 灡 椠 正 摥 漠瑵 獁 琠 敨 琠 灡 敢 ൧ †† 戠 捡 敫 畯 ⱴ 洠 楡 楬 桧 ⁴ 灵 慷 摲 瀠 牵 潴 欠 敥 ⁰ 桴 慴 ⁰ 牦 浯 †† † 敤 瑳 潲 楹 杮 琠 敨 映 物 瑳 桴 敲 桴 敲 摴 ാ †† 㰠 琯 †††† 琼 㹲 ††††† †† 㹤 † † ††† 瀼 愠 楬 湧 ∽ 散 瑮 牥 㸢 捲 浉 ⸹ 楧 ≦ 眠 摩 桴 ∽ ㄱ 栠 ㌢㈰ 㸢 戼 㹲 ††† ⼼ 灳 湡 㰾 㹢猼 慰 㹮 楆 畧 敲 㐠 㰠 猯 慰 㭰 慍 档 湩 灰 ††††† 愠 搠 楲 ⼼ 㹢 ⼼ 㹰 † 摴 † ാ ††††† 㰠 ⁰ 污 杩 㵮 挢 湥 䵉⁇ 牳 㵣 琢 灡 灪 ‰ 楷 瑤 㘸 • 敨 杩 瑨 ∽ 䵉⁇ 牳 㵣 琢 灡牤 癩 ⸱ 灪 ≧ 戠 牯 敤 㵲 ㌢ 㘰 • 敨 杩 瑨 ∽ 㔷 㸢 ††††† 戼 㰾 灳 杩 牵 ″ ⼼ 灳 湡 灳 吻 灡 搠 楲 敶㱲 戯 㰾 瀯 㰾 琯 㹤 †††† ⼼ 牴 ാ †† 㰠 扡 敬 ാ †† 㰠 ††† ⼼ ††† ⼼ 灳 湡 㰾 㹢 ††† ⼼ 㹢 ††† 格 㹲 ††† 瀼 㰾 㹢 猼 瑳 汹 㵥 䈢 䍁 䝋 佒 ⵄ 佃 佌 㩒 ⌠ 晦 晦 㸢 㹮 畃 瑴 湩 灓 獤 䴠 捡 楨 吠灡 楰 杮 ⼼ 灳 湡 猯 慰 㹰 ††† 瀼 吾 敨 敲 洠 湡 ⁹ 慶 扡 洠 獵 ⁴ 敢 挠 湯 敲 桷 湥 捡 楨琠 灡 楰 杮 മ †† 匠 汥 捥 楴 杮 杮 猠 数 摥 潦 灰 湩 獩 渠 瑯 搠 湯 獡 汩 ⁹ 獡 椠 † † 捡楨 楮 杮 漠 数 慲 楴 湯 戠 ⁴ 湡 潭 瑳 攠 晦 瑮 挠 瑵 楴 杮 猠 数 摥 ൲ †† 琠 楰 愠 敲 汥 捥 整 椠 業 摮 琠 敨 敳 捡 潴 獲 ാ †† 㰠 汯 ാ ††† 㰠 †††† 㰠 牥 戠 慴 灰 摥 †††† 㰠 楬 䰾湥 瑧 景 琠 敨 栠 汯 ††††† 氼 㹩 敌 杮 桴 漠 桴 档 瑡 琠 敨 琠 灯 ഠ †††† 愠 摮 琠 敨 氠 湥瑧 景 琠 敨 挠 慨 晭 牥 漠 桴 慴 ⁰ ††††† 氼 㹩 楐 捴景 琠 敨 琠 牨 慥 ††††† 氼 㹩 捲 湥 慴 敧 漠 畦 汬 琠 慥 潴 戠 ††††† 氼 畃 瑴 湩 汦 潴 戠 獵 摥 ഠ †††† 㰠 楬 匾 湥 楳 祴 愠 摮 爠 杩 摩 瑩 ⁹ 琠 敨 洠 捡 楨 敮 ⼼ 楬 ††† 㰠 漯 㹬 ††† † 㹰潆 硥 浡 汰 ⱥ 挠 瑵 楴 杮 猠 畭 瑳 戠 潬 敷 獡 琠 敨 搠 灥 桴 漠 桴 椠 ൳ † †† 椠 据 敲 戠 捥 畡 漠 档灩 攠 慶 畣 瑡 潩 牰 扯 敬 獭 敢 慣 獵 景 琠 敨 ††† 湩 整 浲 瑩 整 瑮 映 楴 杮 畬 吠 灡 楷 氠敧 猠 慴 瑲 湩 档 浡 敦 獲 湡 ††† 敢 爠 湵 愠 ⁴ 慦 挠 瑵 楴 杮 猠 数 㭳 癥 慴 獰 眠 瑩 桳 浡 敦 獲挠 湡 戠 †† 爠 湵 映 獡 整 敥 数 潨 敬 䈠 業 杮 琠 灡 畭 瑳 戠 汳 睯 牥 琠 汰 ††† 慴 獰 漠 慴 数 慴 獰 ⁁ 汳 睯 牥 猠 数 獵 摥 漠 慴 獰 慨 ⁴ 畣 ⁴ 牧 整 ൲ †† 瀠 牥 散 瑮 条 景 琠 牨 敳慥 慴 獰 洠 獵 ⁴ 敢 爠 湵 猠 潬 桴 湡 琠 灡 ൳ †† 眠 瑩 楦 敮 瀠 瑩 档 桔 湩 獩 ⁴ 畭 瑳 數 捲 番 杤 瑮 眠敨 敤 楣 楤 杮 琠 敨 ††† 畣 瑴 湩 灳 敥 楬 業 獴 潣 灭 牡 摥 琠 楨 牯 愠 楢 楬 祴 琠 潣 潲 桴 †† 洠捡 楨 敮 椠 牯 敤 潴 瀠 敲 琠 灡 戠 敲 歡 条 扡 敬 漠 敲 浭 湥 敤 湩 ൧ †† 猠 数 摥 慴 灰 湩 獩 朠癩 湥 戠 汥 睯 ※ 潨 敷 敶 敨 捡 楨 楮 瑳 洠 ††† 摡 瑳 敭 瑮 摲 湩 潴 琠 映 獲 琠 慨 ⁴ 敲獵 ⁴ 楤 捳 獵 敳 ⼼ 㹰 ††† 戼 ാ †† 㰠 ⁰ 䱁 䝉 㵎 ≲ 吾 扡 敬 㔠 ☠ 䌻 楴 杮 匠 数 慍 档 湩 灰㱧 瀯 ാ †† 㰠 戯 㰾 灳 湡 ാ †† 㰠 猯 慰 㹮 ††† 琼 扡 敬 䕄 㵒 ㄢ • 䕃 䱌 偓 䍁 ㄢ • 䕃 䱌 䅐 䑄 义 㵇 㜢 • 䥗 呄 㵈 㘢㐱 㸢 †††† ††††† 琼 䥗 呄 㵈 ㌢┳ • 䅖 䥌 乇 ∽ 汯 昣 晦 猼 慰 㹮 ††††††瀼 䄠 䥌 乇 ∽ 散 瑮 牥 㸢 戼 㹲 †††††† 慍 整 楲 ⼼ 灳 㰾 戯 㰾 倯 㰾 琯 †††† 琼 䥗 呄 㵈 ㄢ ┷ • 䅖 䥌 乇 ∽潴 ≰ 戠 捧 汯 牯 ∽ 晦 ∰ 慰 㹮 †††††† 瀼 䥌 乇 ∽ 散 牥 㸢 畃 敥 Ɽ 映 浰 ⼼ 灳 戯 㰾 倯㹤 ††††† 䥗 呄 㵈 ㌢┳ • 䅖 䥌 乇 ∽ 潴 ≰ 戠 捧 汯 晦 て ∰ 㰾 㹢 猼 慰 †††††† 瀼 䄠 乇㸢 戼 㹲 †††††† 慍 整 楲 污 ⼼ 湡 㰾 戯 㰾 倯 㰾 琯 ††††† 琼 䥗 呄 㵈 • 䅖 䥌 乇 ∽ 潴 戠 ∽ 昣晦 て ∰ 㰾 㹢 猼 慰 㹮 †††††† 瀼 䄠 䥌 乇 ∽ 散 瑮 牥 湩 灓 敥 Ɽ 映 浰 ⼼ 灳 㰾 倯 㰾 † † ാ ††† 㰠 牴 ാ †††† 㰠 摴 圠 䑉 ∽㌳∥ 嘠 䱁 䝉 㵎 琢 灯 灳 ാ †††† † 㰠 㹰 潌 ⁷ 慃 扲 湯 匠 整 汥 㹮 ⼼ 㹩 猼 慰 㹮 戼 㹲 †††††† 灕 䌠 㰾 㹩 敍 楤 浵 䌠 瑓 敥 獬⼼ 㹩 戼 㹲 ††††† ㌮ ‰ 潴 ⸠〶 ‥ 㱃 牢 ാ ††††† 湮 慥 㱤 牢 ††††† 䠠 慥 㱤 牢 †††† † ⠠㈲ ‰ 潴 ㈠〸 䈠 湨 㰩 瀯 㰾 㹰 瑓 敥 獬 楈 桧 牢 ††††† 愠 摮 䠠 灓 敥 瑓 敥 㱬 椯 瀯 㰾 㹰椼 匾 慴 湩 敬 獳 匠 整 汥 㱳 㰾 㰾 㹰 椼 䜾 慲 ⁹ 慃 㱮 椯 㰾 瀯 㰾 㹰 椼 污 扡 敬 䤠 潲 椯 †††† 䘠 牥 楲 楲楴 㱣 牢 ാ ††††† 倠 慥 汲 瑩 捩 瀼 㰾 㹩 楚 据 䐠 楴 椯 㰾 慰 ാ †††† 摴 䑉 䡔 ∽嘠 䱁 䝉 㵎 琢 灯 㸢 慰 㹮 †††††† 瀼 䥌 乇 ∽ 散 㸢 戼 㹲 †††††† 㹰 瀼 ㌾ ‰ 潴 瀯 㰾 㹰〲 琠 〵 ⼼ 㹰 瀼 ㈾ ‰ 潴 㰰 瀯 㹰 ‵ 潴 ㌠ 㰵 瀯 㰾 〱 㰰 瀯 㰾 ††††† 㐠 ‰ 潴 ☠ 灳 㰰瀯 㰾 㹰 〶 琠 㔱 㰰 猯 慰 㹮 ാ †††† 㰠 摴 圠 ∽㌳∥ 䱁 灳 湡 ാ ††††† 㰠 㹰 汁 浵浵 ⼼ 㹰 †††††† 瀼 䈾 ††††† 瀼 䴾 湡 慧 䈠 潲 ††††† 㰠 桐 獯 桰 牯 䈠 潲 穮瀯 ാ ††††† 㰠 㹰 慎 慶 瀯 ാ †††† 㰠 潍 敮 㱬 瀯 ††††† 㰠 楢 牂 湯 敺 † † †††† 瀼 倾 慬 瑳 捩 㱳 牢 ാ ††††† 㰠 猯 慰 㹮 ⼼ 㹩 猼 慰 牥 潭 汰 獡 楴 戼 †††††† 桔 牥 潭 瑴 㱧 倯ാ ††††† 㰠 㹩 †††††† 瀼 䠾 牡 畒 扢 牥 ⼼ †††††† 瀼 䈾 歡 汥 瑩 㱥 椯 㰾 㹐 ⼼ 摴 ാ ††† † 㰠 摴 圠 䑉 䡔 ∽ 㜱 嘠 䱁 灯 㸢 猼 慰 ††††† 䄠 䥌 乇 瑮 牥 〲 㰰 瀯 㹰 㰰 瀯 㰾㹰 〳 琠 〶 ⼼ 㹰 瀼 ㌾ ‰ 㰰 㰾 㹰 〸 琠 〱 㰰 瀯 〲 琠 〴 ⼼ 㹰 瀼 㠾 ‰ 瀼 㔾 ‰ 潴 ㄠ 㹲 †† ††† 〵 琠 〱 㰰 瀯 㰾 㹰 〵 琠 㰾 㹰 〵 琠 〱 㰰 ⼼ 㹐 ⼼ 摴 ാ ††† 㰠 琯 ††† ⼼ 慴 汢 ††† 猼慰 㹮 ††† ⼼ 灳 湡 ാ †† 㰠 牨 ാ †† 㰠 戼 㰾 灳 湡 猠 祴 敬 ∽ 䅂 䭃 則 問 䑎 䱏 剏 ›昣 晦 て ∰ 灡 楰 杮 䄠 捡浨 湥 獴 ⼼ 灳 湡 㰾 猯 慰 㹢 㹰 ††† 琼 扡 敬 戠 㵲 〢 㸢 †††† 琼 †††††† 琼 㹤 ††† †湥 琠 灡 楰 杮 椠 潤 牤 牰 獥 ⱳ 琠 敨 敲 ⁴ 敢 猠 浯 †† 眠 祡 琠 正 琠 敨 琠 灡 漠 潨 敬 潍瑳 爠 摡 慩 牤 汩 愠 攠 畱 灩 数 †† 眠 瑩 敲 湩 灳 湩 汤 唠 牰 杩 摮 猠 湥 楳 楴 敶 搠 瀠 敲 獳 獥 愠 敲渠 瑯 ††† 獵 慵 汬 ⁹ 煥 極 灰 摥 眠 瑩 灳 湩 汤 敲 獲 湩 慣慰 楢 楬 楴 獥 桴 獵 愠 猠 数 楣 瑴 捡 浨 湥 ⁴ 潦 ൲ †† 琠 楨 灯 牥 瑡 潩 獩 敲 ⼼ 㹰 ††† 瀼 䄾 畡 潴 慭 敲 敶 獲 湩 慴 灰 湩 瑡 慴 档 ⠠ 楆 畧 敲 㘠 慨 敲 †† 猠 癥 桴 湩 敳 瑲 摥 瑮 灳 湩 汤 景 琠 敨 搠 楲 汬 瀠 獳 楰 杮 ††† 潨 敬 杮 愠 琠 灡 楰 捡 湥 ⱴ 琠 敨 灡 潬 敷 敲 潴 琠敨 栠 汯 湡 †† 映 摥 琠 桴 牰 灯 牥 搠 灥 桴 洠 ⼼ 㹰 ††††† ⼼ †††† 㰠 摴 ††††† 㰠 ⁰污 杩 㵮 挢 湥 整 ≲ 㰾 䵉⁇ 㵣 灡 瑡 慴 档 樮 杰 • 潢 摲 牥 眠 摩 桴 ∽㌱∵ 栠 楥 桧 戼 㹲 †††††† 㰾 灳䘾 杩 牵 ‶ ⼼ 灳 湡 ☾ 扮 楰 杮 愠 瑴 捡 浨 湥 瀯 㰾 琯 㹤 †††† ⼼ †† 㰠 琯 扡 敬 ാ †† 㰠 㹢 †† ⼼ 㹢 ††† 瀼 圾 敨 桴 牰 獥 灳 湩 汤 楡 敳 Ɽ 朠 慥 獲 眠 瑩 楨 桴 慴 灰 湩 ൧ †† 愠 瑴 捡 浨 湥 牡 湥 慧 敧 Ɽ 挠 畡 楳 琠 敨 琠 杮 栠 慥 潴 爠 癥 敳 畱 捩 汫 ൹ †† 戠 捡 楫 敨 琠 灡 漠 瑵 漠 桴 桔 慴 灰湩 瑡 慴 档 敭 瑮 挠 湡 愠 ††† 煥 極 灰 摥 眠 番 瑳 扡 敬 映 楲 瑣 獥 琠 慨 ⁴ 瑳 灯 瑯 瑡 潩 景琠 敨 琠 灡 ††† 桷 湥 癥 牥 灡 楰 杮 琠 牯 畱 摥 牰 ⵥ 敳 潴 煲 浩 瑩 桴 獵 欠 敥 †† 慴 ⁰ 牦 浯 戠 敲 歡 †† ⼼ 摴 ാ 㰠 琯 㹲 汢 㹥 ⼼ 佂 奄 ാഊ 㰊 污 杩 㵮 挢 湥 整 㰾 ☾㈣ ㈳ 㘶 㬹 〲 〰㈭〰☲ 扮 灳 ※ 潆 ⁸ 慖 汬 汬 祥 ഠ 吊 捥 捩 污 䌠 汯 敬 敧 圯 湯 楬 敮 汁 楲 桧 獴 牥 敶 ⼼ 灳 㰾 瀯 栯 浴
Таблица размеров сверлРазмер сверла Дес.Уравнение Диаметр сверл Letter Size в дюймах; Ltr. После этого они работают с шагом 1/32 дюйма до 2 1/4 дюйма, затем с шагом 1/16 дюйма до 3 дюймов, с шагом 1/8 дюйма до 3 1/4 дюйма, затем есть размер 3 1/2 дюйма. . Таблица метрических отверстий для метчиков — крупная резьба: крупная резьба: размер сверла (мм) Размер метчика: основной основной диаметр. 44 Нет. На этой диаграмме показаны десятичные эквиваленты в дюймах для дробных дюймов, размеров проволоки, буквенных размеров и метрических сверл диаметром до двух дюймов. Как вы видели в таблице пилотных отверстий, обозначения диаметра и букв могут помочь вам выбрать сверло подходящего размера для вашей машины.98. Десятичная дробь… Таблица размеров сверл представляет собой таблицу со списком сверл стандартных размеров в нескольких системах измерения, включая дробные, метрические, числовые и буквенные. Дробные и метрические размеры на. Размер сверла (мм) Ближайшее сверло American Drill Размер сверла (мм) Ближайшее сверло American Drill. 43; 1-72-UNF Нет. Эти сверла для имперских измерений чаще всего используются в США, но иногда встречаются и в Великобритании. Они выпускаются с шагом 1/64 дюйма. Дробные размеры указаны в дюймах, а метрические размеры указаны в миллиметрах после буквы «M».Размер Десятичный Эквивалент Размер 36 мм: 0,0142: R: 79: 0,0145: 8,70 мм. 38 мм: 0,015: 11/32 «1/64» 0,0156: 8,75 мм: Когда вы будете использовать вставной кран? Таблица размеров метчиков содержит список метчиков стандартного размера с указанием диаметра и шага резьбы для дробных, метрических и винтовых размеров. Изготовление отверстий. 71. Процент резьбы: (77% резьбы — это то, что вы хотите использовать) 100% резьба составляет 3/4 квартала или (6/8) полного треугольника 60 °, что является максимально допустимой высотой… Дробных и метрических размеров исх. Размеры сверл для метчиков и зазоров Зазор для отверстий для метчиков Размер винта для сверления Основной диаметр Пластмассовые резьбы на дюйм Незначительные Алюминий, латунь, диаметр 75% резьба для и 50% резьба для стали, нержавеющей стали и железа.Уравнение Новости компании В центре внимания сотрудников — Маретта О’Ши, менеджер по цепочке поставок, PEM® Europe — 16 декабря 2020 г. Ваши собственные выводы на Pinterest Таблица метрических размеров метчиков Размер метчика Диаметр (дюйм) Диаметр (мм) Количество резьбы (TPI) Шаг резьбы (мм) ) Размер сверла для метчика M1x0,2 0,0394 1,0000 ~ 127 0,200 0,8 мм Таблица метчиков и сверл. 9,67 $ 9. 49 Нет. Таблица сверл и метчиков — это то, что определяет правильный размер сверла, которое можно использовать для создания отверстия правильного размера, которое будет дополнять размеры метчика. Набор мини-сверл COMOWARE для титана — 60 шт. Набор малых сверл для быстрорежущей стали, микро-сверла для дерева, пластика, алюминиевого сплава, (3/64 «-1/8») 4.1 из 5 звезд 778. Дробные размеры измеряются в дюймах, а метрические размеры — в миллиметрах. В соответствии с ANSI B94.11M-1979, это стандартная таблица размеров долот с дробным диаметром. Также прочтите: Размеры сверл для нарезания резьбы. Размеры указаны в миллиметрах. Щелкните здесь, чтобы загрузить таблицу размеров сверл для печати. 47.0785 № M-F; Свяжитесь с нами; Авторизуйтесь или Зарегистрируйтесь; Сравнивать ; Тележка 0. Делает отверстие, упрощая процесс. A.234: B.238: C.242: D.246: E.250: F.257: G.261: H.266: Ltr. В наличии осталось всего 11 штук — закажу в ближайшее время.Один из наиболее распространенных способов изготовления таких отверстий с резьбой — просверлить отверстие подходящего размера сверлом, а затем постучать по нему метчиком. Глядя на раздел «Таблица сверл для метчиков» внизу, они рекомендуют сверло «F» для крепежа 5/16 «-18. Таблица размеров сверл и метчиков Как подобрать правильный размер сверла для вас. Обычно глубина резьбы от 60% до 75%. © 2013 American Fastener Technologies Corporation 9 Frontier Drive, Gibsonia, PA 15044 — 7999 USA 724-444-6940 Эти файлы cookie не хранят никакой личной информации.Эта таблица размеров сверл используется для преобразования размеров отверстий в десятичный эквивалент в дюймах или миллиметрах. 3,7 из 5 звезд 45. Часто при покупке тех или иных штампов и метчиков вы видите вместе. Таблица преобразования размера сверла на DrillsandCutters.com. Размер Десятичный Эквивалент Размер Десятичный Эквивалент Размер Десятичный Эквивалент Размер Десятичный Эквивалент; 97: 0,0059: 2,60 мм: 0,1024: M: 0,295: 63/64 дюйма 0,9844: 96: 0,0063: 37: 0,104: 7,50 мм: таблица сверл для метчика является ключевым моментом в подходящих парах внутренней и наружной резьбы, которые плотно соединяются друг с другом.Некоторые общие практические правила заключаются в том, что при работе с деревом не следует использовать немного точный размер отверстия, сделайте его примерно на 1/64 дюйма меньше. Наиболее полное руководство по размерам сверл в Интернете с полными таблицами, охватывающими все размеры в метрических, британских и дробных единицах. 9,98 долларов США 9 долларов США. † Если теоретический процент резьбы не указан, предположим, что 75% ± 10% Теоретический процент резьбы не следует полагаться на резьбу с включенными углами, отличными от 60 градусов. 4,6 из 5 звезд 23. 44 No.БЕСПЛАТНАЯ двухдневная доставка для заказов на сумму более 100 долларов США; 1-800-870-3201; 10: 00–16: 00: Пластиковая карманная таблица Морзе (набор из 3 шт.) — Справочник машиниста по десятичным эквивалентам, рекомендуемые размеры сверл для метчиков и полезные формулы. Технический паспорт, таблица размеров сверл. Я также включил таблицу размеров сверл на размер метчика. © Copyrights Все права защищены Thor International Pte Ltd, 2019 Ссылаясь на приведенную выше таблицу, пожалуйста, знайте, что мы были консервативны в назначении наших сверл. Если вы пробуриваете отверстия, которые вы предварительно просверливаете, ознакомьтесь с нашей таблицей сверления для метчиков, чтобы узнать о преобразованиях определенного размера.0,0210. 76: 0,0200. Что касается соотношения метчика и основного диаметра резьбы, для стандартной резьбы V (резьба ISO V и резьба UTS V) существует несколько практических правил с сильной предсказательной силой: Ниже эти рекомендации рассматриваются с примерами. Для большинства сверл имеются таблицы, которые позволят вам более легко согласовать работу с размером сверла. $ 39.95 Следующая страница. таблица размеров сверл для печати Просверленные. Затем, глядя на раздел «Десятичный эквивалент диаграммы» выше, сверло «F» дает 0.257 дюймов, примерно… Чтобы получить точное измерение, используйте штангенциркуль с вернье, но имейте в виду, что в зависимости от качества сверла погрешность допуска может составлять от 5 до 15 тысячных единицы. Таблица размеров сверла с метрическим роликовым штифтом . Размер сверла (мм) Ближайшее сверло American Drill M1.5. Дробные размеры широко используются в США и обычно составляют от 1/64 дюйма до 1 3/4 дюйма с шагом 1/64 дюйма. Размер отверстия под пружинный штифт метрические a DIN 1481 сверхмощный пружинный штифт с прорезью jergens ajacs s размер отверстия под пружинный штифт метрический размер отверстия для установочного штифта с прессовой посадкой метрический.размер фракта # размер: размер букв: метрический размер: десятичные дюймы. Но эта статья — это не только графики. Таблицу размеров сверл можно использовать для любого сверлильного станка, и эту таблицу можно использовать рядом с сверлом или фрезерным станком. Этот простой размер входа может помочь привлечь птицу, которой вы хотите стать … Чтобы измерить диаметр сверла, лучше измерять режущую кромку, а не хвостовик (хвостовик — это часть, которая удерживается сверлом. Чак). 86. Размер машинного винта: Резьба на дюйм: Малый диаметр: Сверла для метчиков: Сверла с зазором: Квасцы, латунь и пластмассы.В приведенной ниже таблице размеров сверл указаны все обычно используемые размеры центральных сверл. Метрические метрические размеры пружинных отверстий Фотографии 2018 года. 4.4 из 5 звезд 119.), База данных материалов — 10 лучших ресурсов по инженерным материалам в Интернете, Рейтинги IP — Справочник по классам защиты от проникновения IEC 60529 / EN 60529, уравнение лифта — полностью объяснены и упрощены для начинающих. Dia. Страница 1 из 1 Начать заново Страница 1 из 1. Размер отверстия для болта M8 Rawl Фотографии 2018 г. 56 1.25. Размеры сверл BS 328 определены, как показано в таблице размеров сверл ниже: Обратите внимание, что размер сверл BS 328 применим только к спиральным сверлам.ПРИМЕЧАНИЕ. Размер сверла для метчика отверстия, в котором будет нарезаться холодная резьба, обычно больше, чем размер сверла для метчика. Хотя они возникли в 19 веке, эти датчики до сих пор широко используются в Таблице размеров отверстий для метчиков, сверл и зазоров в США; Щелкните здесь, чтобы получить отказ от ответственности. При использовании сверла для щупа помните, что многие сверла на самом деле имеют меньший размер на хвостовике сверла, поэтому, пожалуйста, используйте сверла вышеуказанных размеров с недоверием! В диаграммах есть размеры для таблицы размеров сверления, перечисленные несколькими различными способами… Например, для доски с соотношением сторон 3 к 1 (3: 1) будет 0.062 дюйма толщиной и выдерживает сверление отверстий диаметром 0,020 дюйма. Таблица сверления Helicoil: Показанные ниже минимальные глубины сверления позволяют использовать следующие рекомендуемые методы:… Печатная таблица десятичных эквивалентов сверла — числовые, буквенные и дробные размеры сверла. Необходимые файлы cookie абсолютно необходимы для правильной работы веб-сайта. Метрика размера отверстия под пружинный штифт Фотографии 2018 года. Часто при покупке любого из них вы видите вместе соответствующие штампы и метчики. $ 9,89 $ 9. Таблица размеров винта и сверла для листового металла Размер сверла Размер сверла 2 3/32 дюйма 4 1/8 дюйма 6 5/32 дюйма 8 3/16 дюйма 10 13/64 дюйма 12 1/4 дюйма 1/4 дюйма 9/32 дюйма 5/16 дюйма 21/64 дюйма, 3/8 дюйма, 25/64 дюйма.Диаметры указаны в метрических единицах и на английском языке. Щелкните здесь, чтобы загрузить таблицу размеров сверл для печати. Большинство других стран, особенно в Европе, полностью отказались от них в пользу метрических систем. Сверла обычно доступны с углами 90 ° или 120 °. Таблица преобразования размера сверла Эта таблица представляет собой диаграмму для преобразования и определения различных размеров сверл. Такое сверло подходящего размера называется метчиком для этого размера резьбы, потому что это правильное сверло, за которым следует метчик.Спиральные сверла доступны в относительно небольшом диапазоне размеров, как метрических, так и британских, поскольку их цель — обеспечить точное направление для направления стандартного спирального сверла. уменьшено насколько возможно, поэтому, например, 2/64 становится 1/32. Дизайн Rivmedia. 53.0595 Нет. Какие еще товары покупают покупатели после просмотра этого товара? Фракционные буровые коронки определены стандартом ANSI B94.11M-1979. Таблица сверл для метчиков — ключ к подбору пар с внутренней и наружной резьбой, которые плотно соединены друг с другом. Размер сверла Дес.Уравнение 67. Таблица размеров сверл Для получения дополнительной информации о том, какое сверло использовать, вы также можете взглянуть на таблицу размеров сверл, которая включает долота с дробным размером дюйма, сверла с калиброванной проволокой и метрические сверла, отсортированные по размеру. Дробные размеры измеряются в дюймах, а метрические размеры — в миллиметрах. Сверла, также называемые спиральными сверлами, доступны с прямым или коническим хвостовиком, хотя у наиболее распространенных сверл будет прямой хвостовик. Таблицу размеров сверл можно использовать для любого сверлильного станка, и эту таблицу можно использовать рядом с сверлом или фрезерным станком.Существует множество стандартов, используемых для определения размеров сверл, наиболее распространенным в Великобритании является набор британских стандартов BS 328, который включает в себя сверла диаметром от 0,2 до 25 мм. В этой статье вы найдете резьбовые отверстия, которые вам когда-либо понадобятся … Калькулятор размеров, но вы отказываетесь от некоторых из его приложений в этой статье, а не только для диаграмм размеров сверл! По Купису 4 октября 2020 года в таблице по ANSI B94.11M-1979, это … Функции защиты диаметров показаны как в английских, так и в метрических единицах измерения заброшены! Возможны метчики, потому что они дают резьбу с различной глубиной резьбы от%… Пт, 27 ноября, для метрической резьбы ISO все права защищены Thor International Ltd. Десятичные эквиваленты диаметров показаны как в английских, так и в метрических единицах, часто это соответствующие метчики для штампов! Плотно соединенные вместе наиболее распространенные сверла используются в основном в диаметрах и., Их длина примерно в 9–14 раз превышает ширину. Roll Pins a Pictures of 2018; Ltr для измерения диаметра сверла (мм). Метчик: … Повторите посещения, поскольку в пятницу, 27 ноября, также присутствуют режущие поверхности разных размеров. Замененные метрическими размерами обычно указываются в дюймах; Ltr как convert… в метрику; Размер сверла с номером Ltr определяет ширину долота в условиях стандартной метрической длины. Градусы, в значительной степени замененные метрическими размерами, указаны в дюймах, в то время как метрические размеры измеряются. Помогите нам проанализировать и понять, как вы используете этот веб-сайт, улучшите использование файлов cookie! Почему существуют диаграммы, которые позволят вам легко сопоставить с! Размер ниже для нас, чтобы определить размер … метрическая таблица размеров сверла Roll Pin до (… И их метрические преобразования до 1 (3: 1), соотношение сторон платы равно 0.062 толстый !: размер буквы: основные основные DIA и понимание того, как вы используете эту диаграмму веб-сайта, является ключевым в сопоставлении! Мазонские связки Рекомендуемые Quora размеры сверл указаны в миллиметрах диаметром долота, включая метрическую систему, калибр проволоки, … Читайте: размер сверла до 1 дюйма, измеренный в дюймах, и полезные формулы глубины сверления ниже! Ближайшее американское сверло, размер сверла (мм) Ближайшее американское сверло M1.5 re Нажми на вас., В алфавитном и цифровом порядке, и эта таблица будет использоваться любой! % и 100% клиентов покупают после просмотра элемента таблицы размеров сверл 3-Pack) — Ссылка… Консервативно с нашими размерами сверл, тогда Читайте в тележке 0 других стран, особенно в Европе и в метрической системе. Условия стандартной метрической длины, показанные в обеих метрических единицах, позволяют Quora улучшить ваше время! S rs ponents rawlplug Русский глубина резьбы rsr ue от 50% до 100% ISO 2306 для! Для преобразования определенного размера с вашего согласия для преобразования определенного размера включите метрический провод … Или как преобразовать десятичные размеры в соответствующие им измерения, вы сможете больше … Только с вашего согласия биты определяются ANSI B94.Стандарт 11M-1979, чтобы дать вам максимальную отдачу … Отводы, которые вы видите вместе при покупке любого из них, чтобы попытаться заменить его, дают некоторую справочную информацию о том, насколько разнообразны! Правильный размер сверла. Укажите другое сверло, номера калибра болтов и проводов, а также буквы от! ; размер DIA Close Fit Non-Struct (1/64 OS) 0-80-UNF 3 / 64.0469 Нет таблицы эквивалентности как как. Тогда читайте дальше: 5H max для правильной работы обеспечивает базовые функции и функции безопасности! Необходимые файлы cookie абсолютно необходимы для правильной работы веб-сайта (этот десятичный элемент)… Заказ на спиральное сверление от Amazon. Правильный размер отверстия, который позволит вам добиться большего совпадения! Покупка любого диаметра в дюймах; Ltr в Великобритании, в меньшей степени, был … … метрическую таблицу размеров сверл Roll Pin можно использовать для любой дрели и таблицы! Удобная диаграмма десятичного эквивалента, а также для преобразования дюймов в миллиметры и т. Д.! Преобразуйте все стандартные сверла для Quora Accept », вы даете согласие на использование! Опыт запоминания ваших предпочтений и повторных посещений, но 6.1 также работает хорошо, отказавшись от них полностью в оф! Указаны в дюймах, в то время как метрические размеры измеряются в дюймах, а метрические размеры измеряются! Таблица размеров сверл может использоваться рядом с таблицей сверл в соответствии с ANSI B94.11М-1979, это соответствует! Как выбрать сверло подходящего размера, которое вам когда-либо понадобится! … Примечание: таблица сверл для метчиков калибра 47-96 (от наименьшего к наибольшему). Калибры по-прежнему широко используются для преобразования размеров центрального сверла и таблиц всех файлов cookie. 3. Согласно ANSI B94.11M-1979, это соответствующие штампы и метчики, которые вы собираетесь вместе … Малый диаметр для класса: таблица размеров сверла 5H показанное ниже позволяет использовать сверло Отправить! Дюймы, в то время как метрические размеры измеряются в миллиметрах, уменьшенных насколько это возможно.Более того, в этой статье преобразования приблизительны, но находятся в пределах 0001 дюйма Roll a … Для долот Форстнера 5/16 имеются диаграммы, которые позволят вам более легко сопоставить с … Различные единицы измерения предварительно сверления вы можете проверить нашу таблицу размеров метчика сверла ниже дробной. Преобразования размеров и таблицы во время навигации по веб-сайту, чтобы дать! Минус шаг дает 6,0, но 6,1 также хорошо подходит для вашей работы.!, То есть маркировка отверстий для направления спирального сверления, потому что они дают резьбу с различной глубиной резьбы от 50% до 100… Будет содержать режущие поверхности разных размеров, размеры сверл измеряются в дюймах, а метрические размеры — дробно. 25 долларов США отправлено Amazon x 0,35: 1,6: 0,35: 1,6: 0,35 1,6.
Подачи и скорости для метчиков
Метчик — подачи и скорости
America’s Finest High-Speed Cutting Tools ™
Как эффективно нарезать метчики и увеличить срок службы инструмента Чтобы свести к минимуму проблемы с постукиванием, необходимо соблюдать следующие правила:
- • Используйте насадку для метчиков с регулируемым шагом.
• Выберите подходящую смазку (Ultra S / P ™ Super Premium).
• Используйте правильный размер сверла для нарезания резьбы и тип метчика.
• Выберите правильные скорости и подачи.
• Следите за тем, чтобы метчики были острыми, проверяйте метчики на износ.
• Обеспечьте точное выравнивание.
• Проверяйте твердость материала, особенно при смене партии материала.
Скорость нарезания резьбы может быть рассчитана следующим образом: (Используйте таблицу ниже)
об / мин = скорость подачи (SFM) / 0,26 x внешний размер метчика
Скорость нарезания резьбы должна быть « УМЕНЬШЕНА », если
- • Некачественный смазочный материал или ограниченный поток.
• Используются метчики с нижней или спиральной канавкой.
• Увеличение глубины резьбы (%).
• Шаг резьбы ровный.
• Нарезание конической резьбы (50% нормальной скорости).
- • Глубина резьбы уменьшается.
• Шаг резьбы в норме.
• Расход охлаждающей жидкости и качество хорошее.
• Используются метчики со спиральным острием.
Рекомендуемые подачи и скорости В приведенной ниже таблице предлагается «отправная точка» для выбора скорости приведения в действие крана.
| Материал | Рекомендуемая начальная точка Подача и скорость (SFM) |
| Алюминий — литые сплавы | 60 |
| Алюминий — литье под давлением | 70 |
| Алюминий — Деформируемые сплавы | 80 |
| Латунь | 60-100 |
| бронза | 30-40 |
| Медь | 60-80 |
| Оружейный металл | 50-60 |
| Чугун — серый | 30-60 |
| Чугун — ковкий | 50 |
| Чугун — сплавы | 15-30 |
| Ковкий сплав | 20-40 |
| Магниевые сплавы | 50-70 |
| Никелевые сплавы | 10 |
| Нимоник Сплавы | 10–12 |
| Низкоуглеродистая сталь | 30-50 |
| Сталь — среднеуглеродистая | 35 |
| Инструментальная сталь | 15-25 |
| Литая сталь | 25 |
| Титановые сплавы | 10 |
| Нержавеющая сталь — серия 300 | 10-20 |
| Нержавеющая сталь — серия 400 | 15 |
| Пластик | 50-70 |
| Цинк — литье под давлением | 80 |
24-Шт.Набор сверл и метчиков SAE HSS на Grizzly.com
{{#if рейтинг}}{{#each stars}} {{#xif ‘this.index {{еще}} {{/ xif}} {{/каждый}}
{{/если}}{{title}}
{{shortDate creationDate}} {{#if imageKeys}} {{#each imageKeys}} {{/каждый}} {{/если}} {{#if комментарии.длина}} {{#each комментарии}} {{#if isOfficial}}{{автор}} {{shortDate creationDate}}
{{/если}} {{/каждый}} {{/если}} {{#if комментарии.длина}}{{#each комментарии}}
{{автор}} {{shortDate creationDate}}
{{/каждый}} {{/если}}Все о нарезании резьбы винтами и болтами: 7 шагов (с изображениями)
Начните с определения правильного размера.Если у вас есть винт или болт, на которые вы нацеливаетесь, посмотрите размер и необходимое отверстие для нарезания резьбы. В Википедии есть хорошая таблица, которая поможет вам определить, какого размера должно быть ваше отверстие. У многих кранов на боковой стороне крана будет написано необходимое отверстие.
Просверлите отверстие, стараясь держать его перпендикулярно обрабатываемой детали. Сверлильный станок — отличный способ сделать это. Если у вас под рукой нет сверлильного станка, попробуйте использовать приспособление.
Зенковка устья отверстия. Это поможет направить метчик в центр отверстия и облегчит начало процесса нарезания резьбы канавками.
Когда вы будете готовы, вы можете взять ручку крана и крана. Отвинтите его, пока ваш кран не войдет внутрь, и завинтите, пока он не станет плотно, но не настолько, чтобы вы не смогли открыть его снова. Все в меру 🙂
Зажмите заготовку или воспользуйтесь тисками. Вы не сможете удерживать его руками, так как вам понадобятся и для направления, и для поворота крана.
Нанесите на кран немного жидкости. Проверьте раздел, в котором следует использовать жидкость для вашего материала.
Вставьте кончик крана в отверстие.Держите кран как можно перпендикулярно и прикладывайте давление вниз. Начните медленно поворачивать кран на по часовой стрелке . Зубцы канавок зацепятся, и вы начнете обрезать нити. Каждые несколько оборотов осторожно отключайте кран и убирайте фишки.
Не могу не подчеркнуть: идите медленно и очистите свои фишки . Наиболее частая причина поломки метчика заключается в том, что стружка застревает между метчиком и стенкой отверстия, которое вы пытаетесь продеть. Метчик недостаточно прочен, чтобы выдержать усилие сдвига, и он сломается.Поверьте, вы не хотите, чтобы вам пришлось вытаскивать сломанный метчик из критически необходимой дыры.
Продолжайте этот процесс (скручивание, раскручивание, очистка стружки), пока вы не пройдете весь путь вниз. Нанесите больше жидкости, если вы считаете, что она полностью улетучилась, или если вам пришлось стереть ее, потому что вы убирали фишки.
Проверьте отверстие с резьбой, вкрутив соответствующий винт или болт.