Как нарезать резьбу метчиком — пошаговая инструкция
Нарезаем резьбу метчиком
Самый элементарный и часто встречающийся вариант скрепления деталей – резьбовое соединение. Казалось бы, что сделать его самостоятельно не составит никакого труда. На самом деле, правильно нарезать резьбу метчиком требует соблюдения многих правил, в противном случае качественного соединения в последующем не получится, а то и вовсе резьба не удастся или придет в негодность используемый инструмент.
Подбор инструмента
Некачественное орудие труда – некачественная работа. Использование старых затупившихся или проржавевших метчиков или плашек чревато изломом их в процессе работы и плохой резьбой на детали. Помимо уже давно непригодных инструментов нужно избегать и тех, что непригодны с самого начала. К ним относятся все дешевые варианты неизвестного происхождения.
Помимо качества важен также их размер, а именно соотношение размеров используемого сверла и отверстия для него. Высчитать необходимые параметры можно благодаря формуле, но для облегчения этого процесса приведены примеры с точным соотношением:
Высчитать необходимые параметры можно благодаря формуле, но для облегчения этого процесса приведены примеры с точным соотношением:
- метрическая резьба М2 – диаметр сверла (метчика) 1,6 мм;
- м. р. М2,5 – д. с. 2,2 мм;
- м. р. М3 – д. с. 2,5 мм;
- м. р. М4 – д. с. 3,3 мм;
- м. р. М5 – д. с. 4,2 мм;
- м. р. М6 – д. с. 5 мм;
- м. р. М8 – д. с. 6,7 мм;
- м. р. М10 – д. с. 8,3 мм.
Смазка деталей
Этот момент очень важен, ведь благодаря нему используемый инструмент прослужит в разы дольше. Помимо этого он уменьшает вероятность поломки сверла внутри отверстия и снижает температуру разогретых кромок метчика. Но при выборе смазки обязательно нужно учитывать материал деталей, на которые наносится резьба:
- сталь, латунь – льняное масло;
- алюминий – керосин;
- медь – скипидар;
- бронза, чугун – без использования СОЖ (смазочно-охлаждающая жидкость).
В качестве смазки не рекомендуется использовать минеральные либо машинные масла. Их состав не позволяет мягко скользить поверхности метчика или плашки, поэтому резьба получится с шероховатостями.
Их состав не позволяет мягко скользить поверхности метчика или плашки, поэтому резьба получится с шероховатостями.
Как нарезать резьбу сметчиком — нарезка внутренней резьбы
О главных нюансах уже сказано, теперь можно перейти непосредственно к тому, как нарезать резьбу метчиком или плашкой. Пошагово этот процесс выглядит следующим образом:
Зажимаем в тисках обрабатываемую деталь.
Просверливаем отверстие под дальнейшую нарезку внутренней резьбы.
При помощи сверла, диаметр которого на несколько миллиметров больше планируемой резьбы, наносим фаску на край отверстия. Она необходима для более легкого вхождения метчика, а также для облегчения процесса ввинчивания винта в готовое изделие.
Вставляем в вороток (устройство для крепежа метчиков и плашек) черновой метчик.
Наносим на режущую часть смазку.
Вставляем в отверстие метчик и делаем три оборота.
После первых трех оборотов, делаем один оборот в обратную сторону. Таким образом, мы ломаем получающуюся в процессе нарезки стружку и она не будет мешать качественному и ровному нанесению резьбы.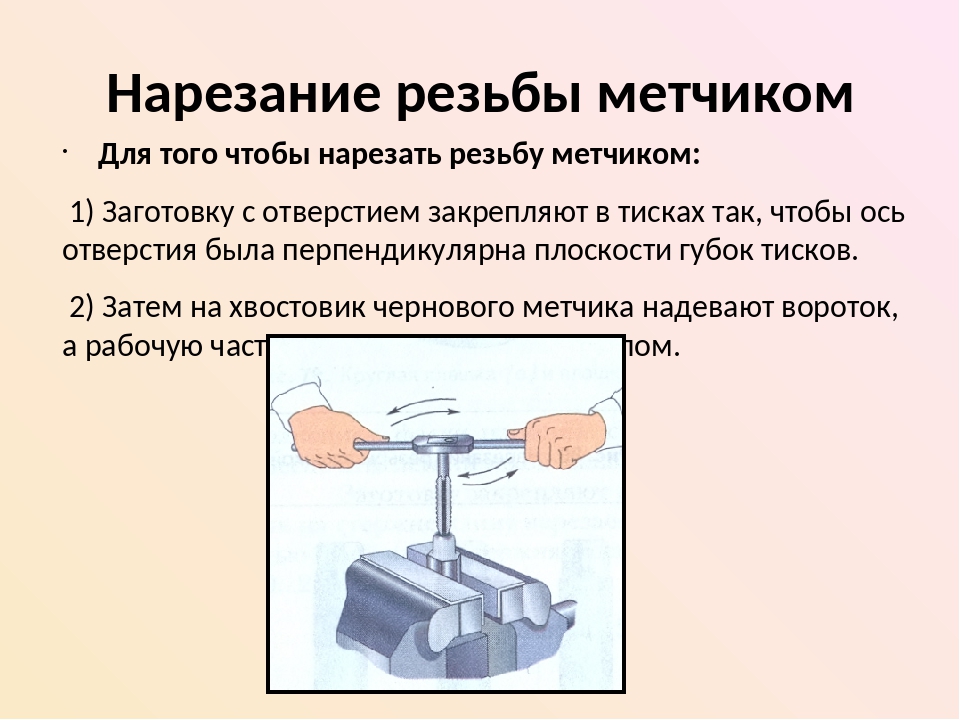
Если отверстие в детали сквозное, необходимо сделать так, чтобы передняя часть метчика вышла полностью с обратной стороны. Не сделав этого, мы рискуем получить незаконченную резьбу.
Слом режущей части метчика в глухом отверстии
Если конец обломившейся детали полностью «утоплен» в отверстии, достать его будет очень сложно. Но поднабравшись терпения этого сделать все-таки реально. Вам потребуется парафин, продолговатая и тонкая деревянная палочка, азотная кислота. Парафином смазываем обрабатываемую деталь (защищаем от воздействия кислоты). Конец палочки смачиваем кислотой, просовываем его в отверстие и смазываем режущие кромки метрика.
Необходимо продолжать процедуру до тех пор, как края начнут расплавляться. После этого обломок либо выбивают молотком с обратной стороны детали, либо выковыривают пинцетом.
Как нарезать резьбу метчиком — нарезка внешней резьбы
Взяв необходимую деталь, зажимаем ее в тиски. С одной стороны напильником делаем небольшую фаску, смазываем эту сторону маслом, керосином или скипидаром (в зависимости от материала).
В плашкодержатель вставляем и фиксируем плашку. Приставляем плашку к нужному концу трубы и в нужном нам направлении медленно вращаем одной рукой, второй рукой обязательно прижимаем верх плашки к трубе.
Когда плашка прочно села на трубу, проверьте ее перпендикулярность трубе, возьмитесь за плашкодержатель обеими руками и сделайте 3-4 оборота вперед, а потом пол оборота назад.
При нарезке внешней резьбы есть один нюанс, во время последних витков не делайте вращение назад, это позволит гайке прочно зафиксироваться на трубе.
Обратите внимание, свеженарезанную резьбу не стоит трогать голыми руками, на ней могут быть очень острые заусеницы и есть большая вероятность пореза.
Информация на заметку: Клупп для нарезки резьбы , Как крепить анкерный болт
Как нарезать резьбу плашкой? — РИНКОМ
Поделиться
18-11-2016
Рис. 1. Плашки
1. Плашки
Плашки предназначены для нарезания наружных резьб. Инструмент конструкционно похож на гайку с режущими зубцами и отверстиями для закрепления в воротке. Расположение зубцов — коническое, толщина плашки — 8 – 10 режущих кромок.
В торговых сетях можно купить плашки круглой, квадратной, шестигранной формы, раздвижные, разрезные или цельные. Чаще других используют круглые цельные плашки — ими нарезают внешние резьбы вручную. Наибольший интерес для изучения представляют ручные способы создания метрической и трубной резьбы. Кроме конфигураций плашки различаются по размерам сечений. Таблица ниже поможет сориентироваться в стандартных величинах.
Диаметр стержней (труб) под нарезание резьбы плашками
| Метрическая резьба | Трубная резьба | ||||
| наружный диаметр резьбы, мм | диаметр стержня, мм | диаметр резьбы, дюймы | диаметр стержня, мм | ||
| минимальный | максимальный | минимальный | максимальный | ||
| 5 | 4,92 | 4,84 | G 1/2 | 20,7—21,3 | 20,4 |
| 6 | 5,92 | 5,80 | G 5/8 | 22,7—23 | 22,4 |
| 8 | 7,90 | 7,80 | G 3/4 | 26,2—26,8 | 25,9 |
| 10 | 9,90 | 9,80 | G 7/8 | 30,0 | 29,9 |
| 12 | 11,88 | 11,76 | G 1 | 33,5 | 32,7 |
| 14 | 13,82 | 13,70 | G 1/4 | 42,3 | 41,4 |
| 15 | 15,82 | 15,70 | G 1 1/2 | 48 | 47,1 |
| 18 | 17,70 | G 2 | 60 | 58,3 | |
Перед началом нарезки подготовьте:
- плашку;
- вороток;
- железный прут или деталь, требующую нанесения резьбы;
- машинное масло.


Ход работы по нарезанию внешней резьбы плашкой
Рис. 2. Нарезание внешней резьбы плашкой
- ПОДГОТОВКА. Торец заготовки нужно срезать по окружности под углом 40 ⁰. Это облегчит вхождение и фиксацию заготовки в проеме плашки.
ВАЖНО! Сечение заготовки должно точно совпадать с сечением нужной резьбы. Перед началом нарезки прут можно обточить на толщину 0,1 – 0,2 мм для твердых сплавов, до 0,4 мм для мягких металлов.
Подготовленную деталь закрепляют в тисках в строго вертикальном положении.
- ПЕРВЫЕ ВИТКИ. Крайне важно положение плашки на первых витках резьбы — их конфигурация задает тон всей работе. Закрепив плашку нужного диаметра в воротке, нужно смазать инструмент маслом, приложить его к головке прута (заготовки) и осторожно сделать первые несколько кругов. Для проворачивания плашки на воротке установлены рукоятки — одна против другой. Нажимая равномерно на ручки воротка, нужно с усилием надавить плашкой на заготовку, совершая при этом одновременно вращательное движение.

Можно зажать прут и газовым ключом, но эксперты считают, что в таком случае соблюсти строго горизонтальное положение плашки и обойтись без перекосов будет почти невозможно.
- НАРЕЗАНИЕ. Сделав несколько первых витков и убедившись в том, что процедура проходит ровно, можно продолжить работу, нарезав необходимое количество витков. Признаком того, что первые витки сделаны ровно, станет горизонтальное положение плашки и воротка — это можно и нужно проверить уровнем. При успешном старте дальнейшая работа идет легче и с равномерным усилием. Как только заготовка углубится в плашку и достигнет ее середины, вдавливающее усилие можно ослабить — происходит так называемое самозатягивание, дальше нужно будет совершать только вращательные движения.
СОВЕТ.
Если в начале процедуры произошел явный перекос, можно снять плашку с заготовки, обстучать прут и снова попробовать нарезать резьбу правильно. Концевая часть будущего винта не несет на себе главную нагрузку, так что подобная работа над ошибками позволительна.
Концевая часть будущего винта не несет на себе главную нагрузку, так что подобная работа над ошибками позволительна.
- УДАЛЕНИЕ СТРУЖКИ. После 1–2 полных оборотов воротка следует прокручивать плашку в обратную сторону на 180 ⁰ (полкруга), чтобы избавиться от металлической стружки, появляющейся в процессе нарезания.
- ЗАВЕРШЕНИЕ ПРОЦЕДУРЫ. Нарезав резьбу на нужную, плашку снимают с заготовки естественным путем — возвращая инструмент по уже готовой резьбе. Винт/болт, отрезок трубы готов к использованию/креплению.
Нарезание резьбы
Нарезание резьбы24. Нарезание резьбы
Многие детали машин, строительных конструкций и бытовых приборов скрепляют между собой при помощи резьбовых соединений. В резьбовых соединениях применяют болты, шпильки и винты.
Болт — цилиндрический стержень с головкой на одном
конце и с резьбой на другом (рис.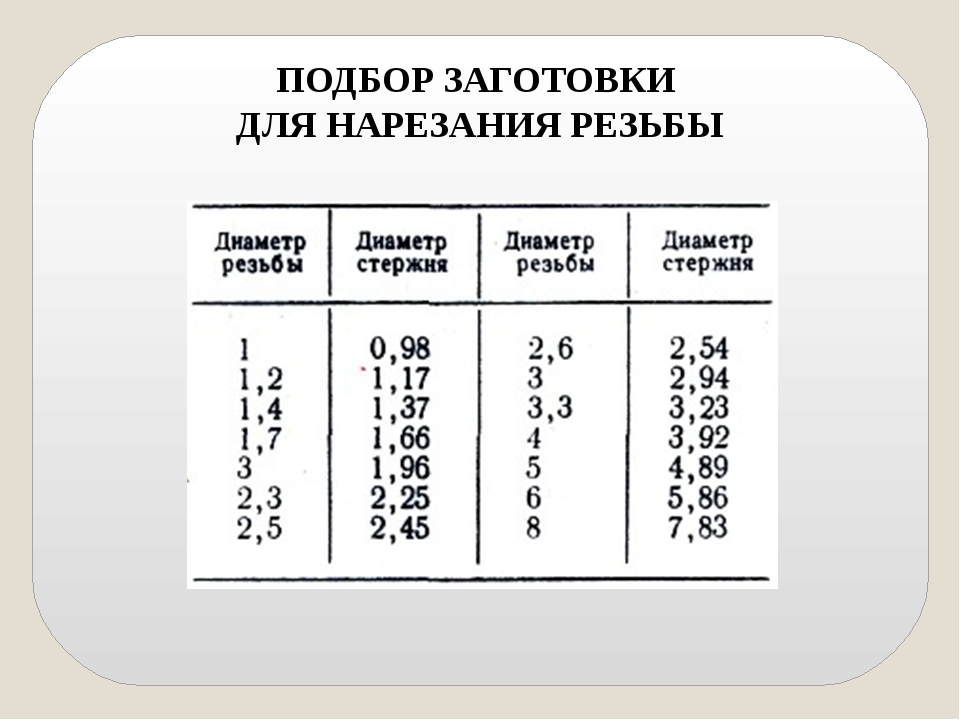 75, а).
75, а).
Шпилька — цилиндрический стержень с резьбой на обоих концах (рис. 75, 6). Один конец шпильки ввинчивается в одну из соединяемых деталей, а на другой конец устанавливают скрепляемую деталь и навинчивают гайку.
Винт — цилиндрический стержень с резьбой для ввинчивания в одну из соединяемых деталей и головкой различных форм (рис. 75, в).
Резьба — это выступы на поверхности винтов и гаек, расположенные по винтовой линии. Основными элементами резьбы являются угол подъема винтовой линии α, шаг резьбы р, угол профиля γ, наружный и внутренний диаметры резьбы (рис. 76).
Изображение резьбы на чертеже показано на рис. 60.
Для нарезания наружной крепежной резьбы
используют специальный инструмент — плашки (рис. 77, а). Плашка имеет вид
гайки из закаленной стали. Резьбу плашки пересекают сквозные продольные
отверстия. Режущие кромки, образованные этими отверстиями в местах пересечения с
профилем резьбы, имеют форму клина и обеспечивают резание заготовки. Стружка
выходит в отверстия.
Резьбу плашки пересекают сквозные продольные
отверстия. Режущие кромки, образованные этими отверстиями в местах пересечения с
профилем резьбы, имеют форму клина и обеспечивают резание заготовки. Стружка
выходит в отверстия.
Для того чтобы нарезать резьбу плашкой на стержне, надо по табл.6 определить диаметр стержня для данной резьбы и проточить заготовку на этот диаметр с обязательным выполнением фаски на конце стержня. Фаска необходима для того, чтобы плашка в начальной стадии нарезания резьбы легче захватывала металл.
Таблица 6
| Диаметр резьбы, мм | 3 | 4 | 5 | 6 | 8 | 10 |
| Диаметр стержня, мм | 2,9 | 3,9 | 4,8 | 5,8 | 7,9 | 9,9 |
|
Заготовку закрепляют вертикально в тисках,
предварительно разметив на стержне длину нарезаемой резьбы. Плашку для нарезания требуемой резьбы (диаметр резьбы и ее шаг обозначены на поверхности плашки) закрепляют в плашкодержателе (рис. 77, 6), накладывают на верхний торец стержня и с небольшим нажимом, без перекосов, вращают ее (рис. 78). Первые нитки резьбы можно нарезать без смазки, так как плашка захватывает сухой металл легче, затем стержень смазывают маслом. Вращают плашкодержатель следующим образом: один-два оборота по часовой стрелке и пол-оборота в обратном направлении для ломания стружки. Качество нарезанной резьбы в условиях школьных мастерских можно проверить, навинчивая на нее соответствующую гайку. |
 Длина
выступающей над плоскостью губок части стержня должна быть больше длины
нарезаемой резьбы на 20…25 мм.
Длина
выступающей над плоскостью губок части стержня должна быть больше длины
нарезаемой резьбы на 20…25 мм.
Внутреннюю резьбу (резьбу в отверстии) нарезают
метчиком (рис. 79). Он состоит из хвостовика и рабочей части. Рабочая часть
метчика представляет собой винт с продольными канавками. Режущие кромки
образованы пересечением поверхности канавки с профилем резьбы метчика. По
канавкам при нарезании резьбы сходит стружка.
79). Он состоит из хвостовика и рабочей части. Рабочая часть
метчика представляет собой винт с продольными канавками. Режущие кромки
образованы пересечением поверхности канавки с профилем резьбы метчика. По
канавкам при нарезании резьбы сходит стружка.
Ручные метчики для нарезания метрической резьбы выпускают по одному, либо для труднообрабатываемых материалов в комплекте по два (чистовой и черновой) или три (черновой, средний и чистовой) штуки. На хвостовой части всех метчиков нанесены круговые риски (одна, две или три) или проставлены номера метчиков и указаны диаметр и шаг резьбы.
Перед нарезанием резьбы метчиком в детали выполняют отверстие соответствующего диаметра (табл. 7).
Таблица 7.
| Диаметр резьбы, мм | 3 | 4 | 5 | 6 | 8 | 10 |
| Диаметр сверла, мм | 2,5 | 3,4 | 4,2 | 5 | 6,7 | 8,4 |
|
Заготовку с отверстием закрепляют в тисках так,
чтобы ось отверстия была перпендикулярна плоскости губок тисков. один-два оборота по часовой стрелке и пол-оборота против. Так нарезают все отверстие. Закончив нарезание черновым метчиком, его вывертывают, вставляют средний и повторяют нарезание. Окончательно доводят резьбу чистовым метчиком. Качество резьбы в условиях мастерских можно проверить, вворачивая в отверстие соответствующий болт. При нарезании резьбы иногда возникают следующие дефекты, которых следует избегать: 1) шероховатая или рваная нарезка — получается, если отсутствует смазка, а также из-за перекоса метчика или плашки; 2) резьба неполного профиля — если диаметр отверстия больше нормы или диаметр стержня меньше нормы; З) перекос резьбы или поломка метчика и плашки —
если диаметр отверстия меньше нормы или диаметр стержня больше нормы. |
 Затем
на хвостовик чернового метчика надевают вороток, а рабочую часть метчика
смазывают маслом. Метчик вертикально без перекоса помещают в нарезаемое
отверстие и, прижимая его к детали левой рукой, плавно вращают вороток
по часовой стрелке, пока метчик не врежется в металл и не встанет
устойчиво. После этого вороток берут обеими руками и вращают с легким
нажимом:
Затем
на хвостовик чернового метчика надевают вороток, а рабочую часть метчика
смазывают маслом. Метчик вертикально без перекоса помещают в нарезаемое
отверстие и, прижимая его к детали левой рукой, плавно вращают вороток
по часовой стрелке, пока метчик не врежется в металл и не встанет
устойчиво. После этого вороток берут обеими руками и вращают с легким
нажимом: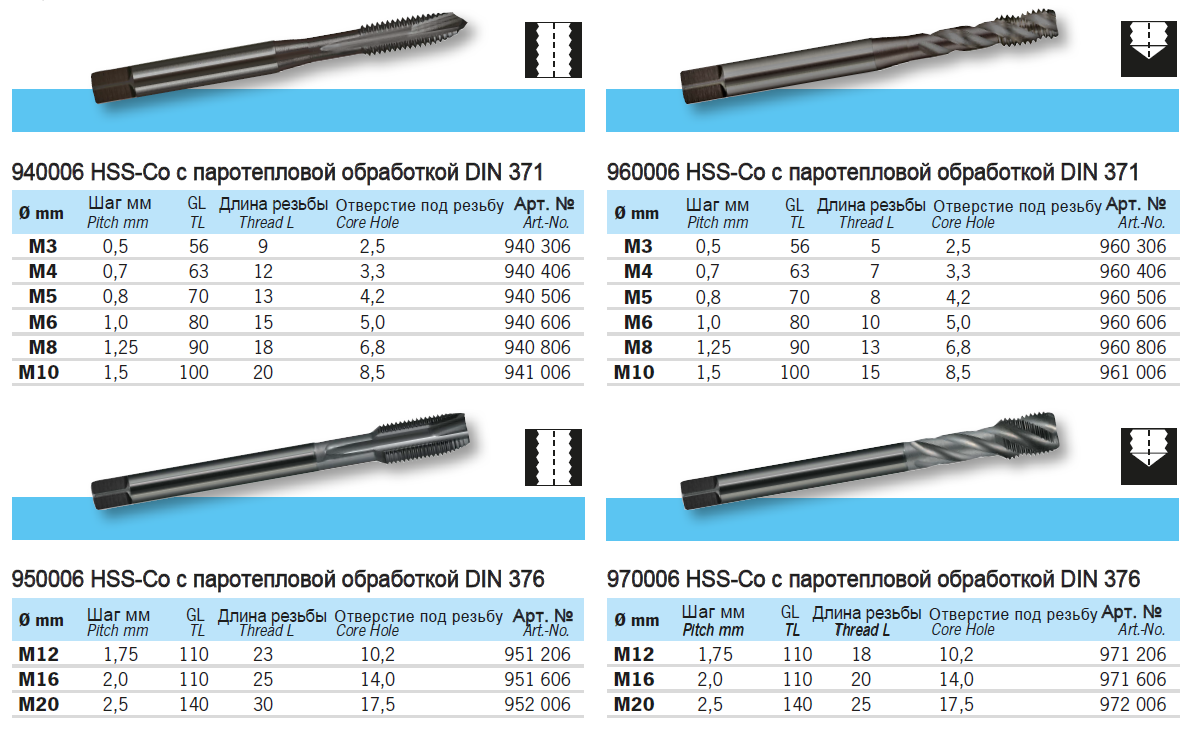
Практическая работа
Нарезание резьбы плашкой на токарно-винторезном станке
1. Настройте станок на минимальную частоту вращения шпинделя.
2. Закрепите заготовку в трехкулачковый патрон.
З. Закрепите требуемую плашку в плашкодержателе.
4. Переместите заднюю бабку к правому торцу заготовки и закрепите ее так, чтобы между пинолью и торцом заготовки можно было вставить плашкодержатель
5. Установите плашку заборной частью на фаску заготовки и подожмите плашкодержатель пинолью задней бабки. Рукоятку плашкодержателя обоприте на планку, закрепленную в резцедержателе (рис. 81).
6. Включите станок. Вращая маховик задней бабки, подожмите
пинолью плашкодержатель к вращающейся заготовке. Как только плашка начнет
навинчиваться на заготовку самостоятельно, вращение маховика следует прекратить.
Как только плашка начнет
навинчиваться на заготовку самостоятельно, вращение маховика следует прекратить.
7. Не доходя 3…4 мм до конца нарезаемого участка, выключите станок, отведите пиноль и переместите поперечные салазки на себя. Вращением плашкодержателя вручную нарежьте резьбу до конца.
Примечание: нарезание резьбы можно производить без включения станка, проворачивая шпиндель вручную.
Новые термины: Резьбовое соединение, болт, шпилька, винт, резьба (наружная и внутренняя), плашка, плашкодержатель, метчик, вороток.
Вопросы и задания
1. Где применяются резьбовые соединения?
2. Чем болт отличается от шпильки?
3. Какими инструментами нарезают наружную резьбу? Внутреннюю резьбу?
4. Что общего у плашки, метчика, резца, сверла?
Что общего у плашки, метчика, резца, сверла?
5. Каково назначение канавок в плашке и метчике?
6. В какой последовательности вручную нарезают резьбу на стержне? В отверстии?
7. Почему место нарезания резьбы смазывают маслом?
8. С какой целью при нарезании резьбы плашку или метчик надо периодически возвращать на пол-оборота назад?
Сайт управляется системой uCozНарезка резьбы в алюминии метчиком
Правила нарезания резьбы метчиком:
1) при нарезании резьбы в глубоких отверстиях, в мягких и вязких металлах (медь, алюминий, баббиты и др.) метчик необходимо периодически вывертывать из отверстия и очищать канавки метчика от стружки;
2) нарезание резьбы следует вести полным набором метчиков. Нарезание резьбы сразу средним метчиком без прохода черновым метчиком, а затем чистовым не ускоряет, а, наоборот, затрудняет работу, приводит к получению недоброкачественной резьбы, а иногда и к поломке метчика.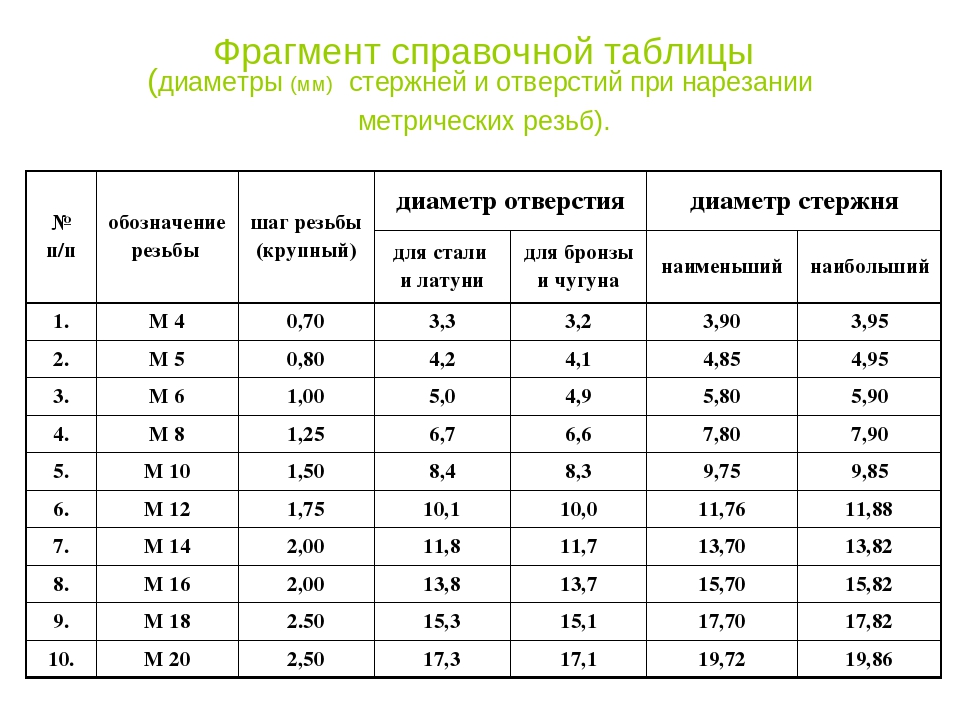 Второй и третий метчики вводят в отверстие без воротка и только после того, как метчик пройдет правильно по резьбе, накладывают вороток и продолжают нарезание резьбы;
Второй и третий метчики вводят в отверстие без воротка и только после того, как метчик пройдет правильно по резьбе, накладывают вороток и продолжают нарезание резьбы;
3) глухие отверстия под резьбы нужно делать на глубину, несколько большую, чем длина нарезаемой части, с таким расчетом, чтобы рабочая часть метчика немного вышла за пределы нарезаемой части. Если такого запаса не будет, резьба получится неполной;
4) в процессе нарезки необходимо тщательно следить за тем, чтобы не было перекоса метчика; для этого надо через каждые 2-3 нитки проверять с помощью угольника положение метчика по отношению к верхней нарезанной плоскости изделия. Особенно осторожно нужно нарезать резьбу в отверстиях мелких и глухих;
5) охлаждение и смазку применяют для уменьшения нагрева метчика и получения более гладкой и чистой резьбы. Метчик без смазки быстро нагревается, может заклиниться и сорвать резьбу. В качестве смазывающих и охлаждающих жидкостей при нарезании резьбы в стальных изделиях применяются эмульсии, олифа или масло (вареное, льняное), в алюминиевых — керосин, в медных — скипидар;
6) нарезание резьбы в бронзовых и чугунных деталях можно производить всухую.
Замечено, что на многих гольфах крепление задней подушки двигателя ( или КПП ) это проблемное место, а именно внутренняя резьба в алюминиевом картере КПП.
Так вот у меня резьбы уже давно не было, еще с покупки заметил, что туда не закручена, а забита шпилька на 12)) Недавно она дала о себе знать, появились неприятные звуки при троганьи и торможении и когда я полез чтобы заменить подушку, болты обратно тупо не закрутились.
Пока шел ремкомплект из Китая (аналог Helicoil ) я как то на честном слове проездил месяцок, пока болт не выпал окончательно))
Ну а теперь теперь по делу:
так выглядит набор китайских резьбовых вставок с инструментом для восстановления резьб М12х1,5 —
качество на твердую 4
Вставка имеет глубину 14 мм или 9 витков, что в итоге оказалось вполне достаточно.
Замерил глубину отверстия, чтобы не лишкануть
Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
 Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
| М 2.2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
М 2. 5 5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.


Полезные советы
- Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
- При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
- Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника. Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.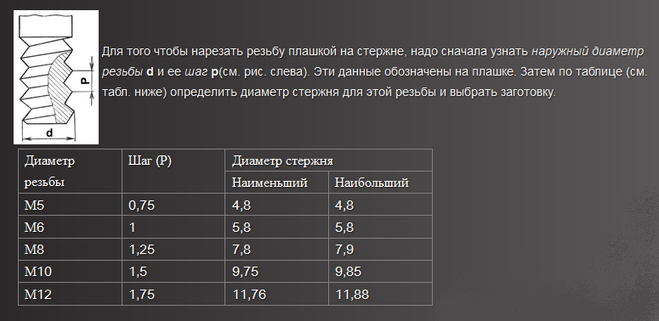
Нарезание резьбы плашками и метчиками на токарном станке
В настоящее время трудно представить проведение слесарных работ без специального резьбонарезного инструмента.
Этим инструментом можно нарезать резьбу на изделиях из цветных металлов и стали.
Блок: 1/5 | Кол-во символов: 283
Источник: http://bydom.ru/news/read/kak-narezat-rezbu-metchikom-ili-plashkoj.html
Виды резьбы
Резьба бывает:
- Дюймовая
- Трубная дюймовая
Чем они отличаются видно на картинке ниже, стоит отметить лишь одно, что в основном применяется метрическая резьба.
Виды резьбы
Так же различается правая и левая резьба.
Блок: 2/6 | Кол-во символов: 235
Источник: https://chonemuzhik.ru/kak-narezat-rezbu-plashkoj-ili-metchikom-v-t-ch-na-trubax.html
Литература
- Родин П. Р. Режущие инструменты. — К.: Вища школа, 1974. — С. 400.
- Якухин В. Г., Ставров В. А. Изготовление резьб. Справочник. — М.: Машиностроение, 1989. — С. 192.
 Г., Ставров В. А. Изготовление резьб. Справочник. — М.: Машиностроение, 1989. — С. 192.
Г., Ставров В. А. Изготовление резьб. Справочник. — М.: Машиностроение, 1989. — С. 192.Блок: 2/16 | Кол-во символов: 178
Источник: https://stroyvolga.ru/%D1%87%D1%82%D0%BE-%D1%82%D0%B0%D0%BA%D0%BE%D0%B5-%D0%BC%D0%B5%D1%82%D1%87%D0%B8%D0%BA/
Ликбез: что нужно знать при нарезании резьбы вручную
Блок: 3/6 | Кол-во символов: 54
Источник: https://chonemuzhik.ru/kak-narezat-rezbu-plashkoj-ili-metchikom-v-t-ch-na-trubax.html
Нарезание резьбы
С самими инструментами разобрались, перейдем к вопросу о том, как пользоваться ими правильно.
С подобными задачами справится практически любой человек, однако в работе есть несколько деталей и нюансов, на которые следует обратить пристальное внимание.
Стандартнее этапы работы мало чем отличаются друг от друга, и не имеет значения используете вы плашки или метчики.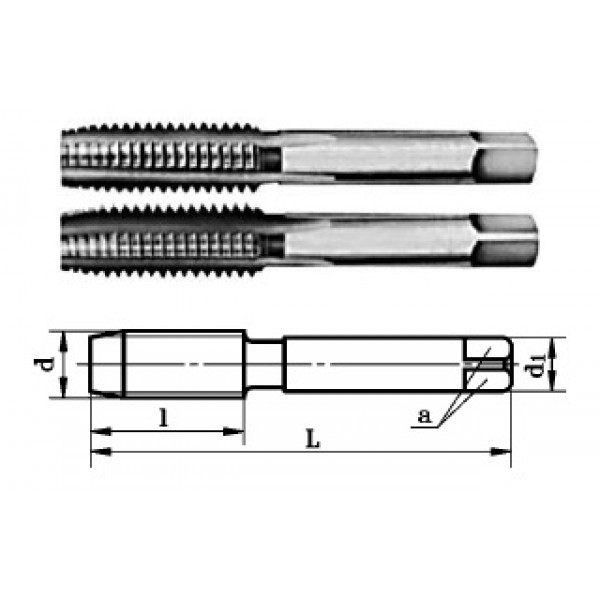 В любом случае необходимо:
В любом случае необходимо:
- Подготовить и собрать инструмент.
- Смазать детали и рабочую область.
- Выполнить черновой проход.
- Проверить качество резьбы.
- Выполнить чистовой проход.
- Выполнить финишную проверку.
Есть и нюансы, на которые мы сейчас обратим внимание.
Набор метчиков и плашек (видео)
Выполнение резьбы плашкой
При нарезке резьбы плашкой осторожность играет главную роль. Сначала плашку подбирают и собирают с плашкодержателем (в народе его называют воротком). Затем смазывают маслом или салом, если ничего другого нет в наличии.
Дальше ее надо зафиксировать. На этапе фиксации новички очень часто допускают серьезные ошибки. Плашку сложно зафиксировать в идеальном положении. При этом начать нарезку необходимо с применением давления, да еще и комбинируя его с вращательными действиями.
Плашку сложно зафиксировать в идеальном положении. При этом начать нарезку необходимо с применением давления, да еще и комбинируя его с вращательными действиями.
Как вы сами понимаете, тут необходим некоторый навык.
Существенно упростит работу монтаж детали в горизонтальные тиски, а также легкое обтачивание рабочего края. Обточку выполняют напильником.
Дальше работа пойдет легче. На обточенный край плашку фиксируют, проворачивая на несколько десятков градусов в обе стороны. Затем прижимают (работать легче, если деталь находится ниже уровня вашего пояса, тогда проще сконцентрировать давление от собственного тела) и вращают в рабочем направлении.
Набор инструментов для нарезки резьбы
Первые 2-3 оборота необходимо проделать с давлением сверху вниз, дальше плашка затягивается самостоятельно, а от вас требуется только вращать вороток.
Вращение выполняем поступательными движениями. Каждые несколько оборотов в рабочую сторону, чередуют с обратным вращением на 0,5-1 оборота, для лучшего обтачивания резьбы.
Таким образом, выполняет черновой проход. Чистовой проход у вас проблем вызвать не должен, так как деталь уже готова к обработке, а процесс там идентичный
Нюансы работы с метчиками
С метчиками работают по той же схеме. Набор инструментов также состоит из черновых и чистовых метчиков. Их точно также нужно фиксировать на держателе, только здесь уже используется не вороток, а своеобразные тиски, что идут в комплекте.
Основное отличие при нарезке резьбы этим инструментом – необходимость применять принудительное давление на протяжении всего времени.
В итоге процесс получается более трудоемким. Правильно будет время от времени удалять стружку из метчика самостоятельно. Без удаления она быстро сточит зубцы и повредит деталь. Желательно также охлаждать метчик.
За счет давления, вращения и взаимодействия со стружкой он быстро нагревается. Идеально для таких задач подходит промышленное масло.
Блок: 3/3 | Кол-во символов: 3066
Источник: https://trubypro. ru/soedinenie/rezbovoe/narezaniye-rezby-plashkamy.html
ru/soedinenie/rezbovoe/narezaniye-rezby-plashkamy.html
Как нарезать наружную резьбу при помощи плашки
Для нарезки наружной резьбы вручную применяется специальный инструмент — плашкодержатель с плашками различного диаметра.
Плашкодержатель с плашками под различный диаметр
В труднодоступных местах, например возле стен, используется плашкодержатель с трещоткой.
Подбор плашки
Номинальный диаметр резьбы — диаметр в вершинах треугольников резьбы. Плашка срезает металл, образуя впадины и оставляя нетронутыми вершины, тем самым и стержень и плашка должны быть одинакового диаметра. Диметр резьбы, к примеру, — М3 — это «М» — метрическая резьба, а число — номинальный диаметр резьбы в мм. Соответственно, что бы нарезать резьбу на 3 мм стержне, берём плашку М3. Замеры стержня выполняются штангенциркулем.
Что бы плашка лучше врезалась в стержень с его торца срезают фаску.
Принцип нарезки резьбы плашкой
Для крепления заготовки понадобятся тиски.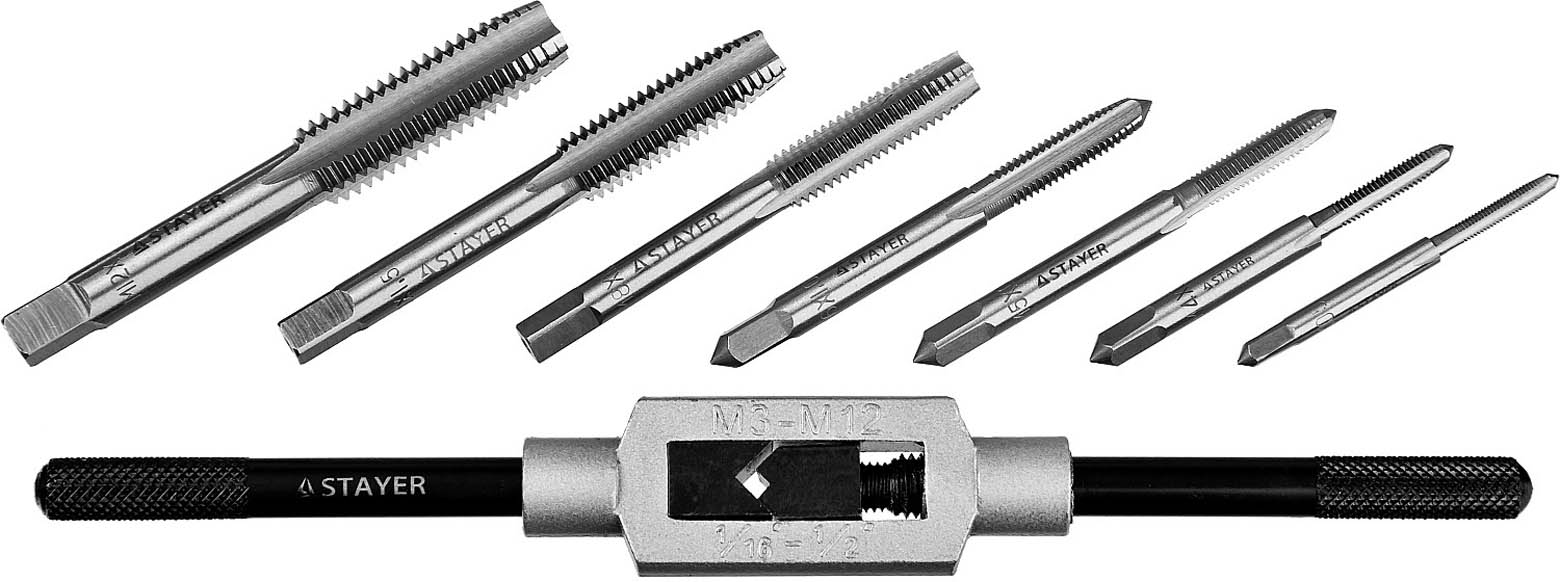 Заготовка прочно закрепляется в тисках и смазывается машинным маслом для более лёгкого хода плашки, уменьшения трения и износа инструмента.
Заготовка прочно закрепляется в тисках и смазывается машинным маслом для более лёгкого хода плашки, уменьшения трения и износа инструмента.
При нарезке резьбы плашкой нужно избегать большого скопления стружки в стружкоотводящих отверстиях.
Плашку устанавливают на торец детали перпендикулярно. С небольшим нажимом начинают вращать плашкодержатель по часовой стрелке, если резьба правая, соответственно, если левая, то против часовой.
Нарезают резьбу следующим образом:
- Сначала делают 2-3 оборота.
- Потом пол оборота назад для удаления стружки.
- Подсмазываем после каждых 3-4 витков, можно при помощи шприца.
- И т.д.
Калибр-кольцо
Нарезаем резьбу плашкой своими руками (видео)
Блок: 4/6 | Кол-во символов: 1568
Источник: https://chonemuzhik.ru/kak-narezat-rezbu-plashkoj-ili-metchikom-v-t-ch-na-trubax. html
html
Специальные плашки и метчики
Специальные плашки и метчики являются инструментом, который изготовлен с разными отклонениями от стандартов DIN, ISO, ANSI и других. Изменения могут затрагивать степень точности, длину и форму хвостовика, количества ниток на один дюйм, шаг резьбы, диаметр нарезаемой резьбы и другие параметры.
Стандартные лерки и метчики изготавливаются из быстрорежущей стали марки HSS, а также из улучшенной быстрорежущей стали с добавлением ванадия и кобальта марки HSS-E. На специальные метчики также наносятся различные износостойкие покрытия.
Блок: 4/5 | Кол-во символов: 565
Источник: http://bydom.ru/news/read/kak-narezat-rezbu-metchikom-ili-plashkoj.html
Метчики
Внутреннюю резьбу на детали нарезают при помощи метчиков.
Метчики для нарезания дюймовой и метрической резьбы обычно изготавливаются комплектами, состоящими из двух штук.
Метчики для дюймовой резьбы (менее 2 дюймов) и для метрической резьбы от 32 до 54 мм с шагом более 3 мм изготавливаются комплектами, состоящими из трех штук.
На хвостовой части первого метчика имеется одна круговая риска, на хвостовой части второго – две, а на хвостовой части третьего – три.
 В такие комплекты входят первый (черновой), второй (средний) и третий (чистовой).
В такие комплекты входят первый (черновой), второй (средний) и третий (чистовой).Размер резьбы указывается также на хвостовой части метчика.
При нарезании резьбы вручную для метчика используется специальный вороток.
Подробнее про метчики видео в конце статьи.
Как нарезать резьбу метчиком
Нарезание резьбы метчиком на первый взгляд выглядит просто, но это не значит что получится легко и с первого раза. Особое внимание уделите выбору качественного инструмента. Тупой метчик есть все шансы заломать. Добывать обломок из отверстия та ещё морока.
При нарезании резьбы придерживайтесь правила: 1 — 2 оборота вперед (режем резьбу) — 0.5 — 1 оборота назад.
При нарезании резьбы в глухих отверстиях неизбежно скопится стружка, необходимо выкручивать метчик и удалять металлические отходы из отверстия и с метчика.
Если метчик извлекался полностью, то будьте внимательны при очередном его вкручивании или при проходе следующим номером. Необходимо попасть уже нарезанную резьбу и не срезать её.
Диаметр просверленного отверстия должен соответствовать диаметру резьбы (таблица 1):
| Диаметр резьбы | Диаметр отверстия | Диаметр резьбы | Диаметр отверстия |
| 1 | 0,75 | 2,6 | 2,15 |
| 1,2 | 0,95 | 3 | 2,5 |
| 1,4 | 1,15 | 3,5 | 3 |
| 1,7 | 1,35 | 4 | 3,3 |
| 2 | 1,6 | 5 | 4,1 |
| 2,3 | 1,9 | 6 | 4,9 |
| 2,5 | 2 | 8 | 6,7 |
Отклонения от указанных значений приведут к некачественной резьбе.
И конечно, не забываем про смазку (масло, керосин, солидол и т.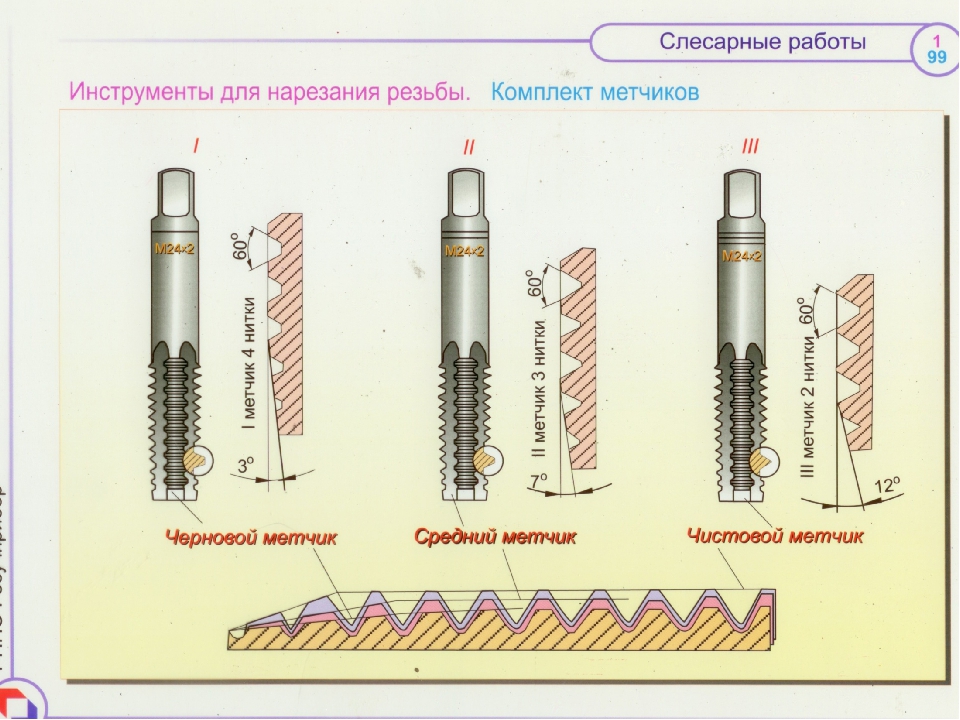 д.).
д.).
Блок: 2/5 | Кол-во символов: 1905
Источник: http://bydom.ru/news/read/kak-narezat-rezbu-metchikom-ili-plashkoj.html
Резьбомер
Для контроля формы профиля, диаметра и шага резьбы используются специальные и универсальные инструменты.
Для проверки профиля резьбы применяется резьбомер.
Для точного контроля иногда используются специальные микроскопы. Диаметр резьбы можно замерить также и штангенциркулем.
Распродажа (-55%):
Блок: 5/5 | Кол-во символов: 410
Источник: http://bydom.ru/news/read/kak-narezat-rezbu-metchikom-ili-plashkoj.html
Что такое метчик?
Изготовление их требует высокой точности, погрешность практически не допускается, в соответствии с ГОСТом. С большой опаской стоит относиться к приобретению метчиков и плашек импортного производителя – велика вероятность расхождения с обусловленными стандартами, отдельно стоит отметить продукцию с отметкой о соответствии Европейским стандартам. Однозначно непригодны «одноразовые» китайские экземпляры. Метчиком от неизвестного производителя вы не выполните задуманное, а только потратите напрасно деньги и время: скупой платит дважды.
Однозначно непригодны «одноразовые» китайские экземпляры. Метчиком от неизвестного производителя вы не выполните задуманное, а только потратите напрасно деньги и время: скупой платит дважды.
Разновидности метчиков: ручные, машинные, гаечные, плашечные. Первые три предназначены для нарезания различной резьбы в гайках, а плашечные – для восстановления внутренней резьбы плашек (используются метчики повышенной твердости). Хвостовики метчиков имеют короткую, длинную или изогнутую форму, количество насечек резьбы и расстояние между насечками различно, в зависимости от задач. На плашках количество стружечных отверстий не превышает 3-6. Сам процесс нарезания как внутренней, так и наружной резьбы требует определенных навыков, в месте соприкосновения инструмента и заготовки (детали) добавляется машинное масло, для уменьшения трения.
Блок: 6/16 | Кол-во символов: 1205
Источник: https://stroyvolga.ru/%D1%87%D1%82%D0%BE-%D1%82%D0%B0%D0%BA%D0%BE%D0%B5-%D0%BC%D0%B5%D1%82%D1%87%D0%B8%D0%BA/
Выбор инструмента
Заранее отметим, что нарезать резьбу можно разными способами. Работать можно как вручную, так и машинным способом. В первом случае, как мы уже отметили выше, необходимо иметь с собой набор инструментов для создания резьбы, во втором же работу ведут на токарном станке.
Работать можно как вручную, так и машинным способом. В первом случае, как мы уже отметили выше, необходимо иметь с собой набор инструментов для создания резьбы, во втором же работу ведут на токарном станке.
Вручную нарезать резьбу рекомендуется, если ваша задача заключается в обработке всего нескольких деталей. Например, при сборке сантехнического оборудования, создании бытовых трубопроводов и т.д.
Обработка деталей на токарном станке подразумевает выполнение масштабных задач. Человек с опытом на оборудовании такого типа способен нарезать резьбу в промышленных масштабах, до сотни деталей в час, а иногда и больше. Впрочем, вряд ли вам понадобится такая производительность.
Чаще всего набор ручных инструментов покрывает все бытовые потребности домашних умельцев. С их помощью вам тоже удастся нарезать резьбу правильно и качественно, только времени и сил уйдет больше.
Упоминаемый выше набор оборудования в основном представлен метчиками и плашками, а также различными дополнительными деталями.
Особенности метчиков
Метчиками называют конусообразные или цилиндрические детали, что предназначены для нарезки внутренней резьбы. В частности с их помощью выполняется резьба на трубах, гайках, мелких шайбах, различного рода зажимах и даже фланцах.
Метчиками пользоваться довольно удобно. Они состоят из рабочей и тыльной части. Рабочая часть имеет уникальную форму и диаметр. На ее краях нанесены специальные резцы или зубцы с некоторым шагом. Зубцы при вращении нарезают металл параллельно с удалением стружки.
Тыльная сторона выполнена в определенной форме, что облегчает фиксацию метчика на рабочем инструменте.
Разнообразные метчики для бытового применения
Метчиками с возможностью нарезки резьбы без образования стружки тоже пользуются, но намного реже, ведь они стоят дороже.
Встречаются метчики:
- Черновые;
- Получерновые;
- Чистовые.
Черновые выполняют первый проход, удаляют большинство стружки и формируют грубые канавки под резьбу. Это еще не полноценная резьба, но подготовка уже выполнена.
Это еще не полноценная резьба, но подготовка уже выполнена.
Получерновые модели встречаются крайне редко. Они предназначаются для доделки черновых канавок, их очистки и формирования заготовки под чистую резьбу. Получерновыми метчиками пользуются преимущественно при изготовлении сложных деталей.
Последний образец – чистовой метчик, формирует готовую к эксплуатации резьбу точных размеров и формы.
По типу выполняемых действий метчики делят на:
- Метрические;
- Гаечные;
- Трубные;
- Машинные.
Отметим что метчиками, равно как и плашками, можно нарезать резьбу разных размеров, направлений и формы. Все зависит от выбранной модели оборудования.
Особенности плашек
Плашкой называют режущий инструмент, который применяется при выполнении наружной резьбы. Простейший пример наличия наружной резьбы – это болт. В то время как пример внутренней резьбы – гайка.
Плашки плоские, со стороны сильно напоминают крупные шайбы или зажимы для станочных патронов.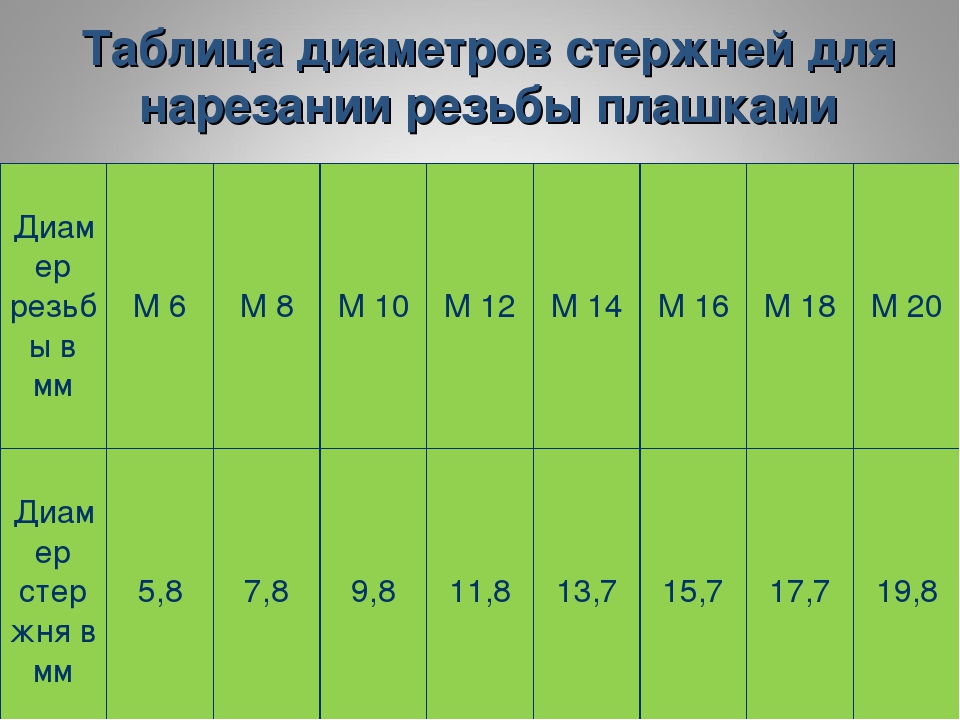 Только внутри плашки находится режущая насадка с несколькими рядами закрученных резцов.
Только внутри плашки находится режущая насадка с несколькими рядами закрученных резцов.
Метчик и плашка, вблизи
Плашки могут иметь разную форму, тип сборки и габариты. Встречаются как круглые модели, так и квадратные. Некоторые варианты полностью цельные, другие можно разобрать и заменить режущую насадку.
Режущая часть состоит из трех рабочих зон. Две зоны, что располагаются по краям, состоят из зубцов, внутренняя же зона отвечает за отвод стружки и корректировку направления вращения.
Именно благодаря внутренней зоне плашки обладают самозатягивающимся свойством. То есть после нескольких вращений на трубе плашка фиксируется.
Дальше вращать ее можно без давления, так как затягиваться она будет в направлении образования резьбы. В то время как метчики необходимо вращать с усилием на протяжении всего процесса.
Разновидности плашек, по сути, аналогичны с разновидностями метчиков. Если вы купили крупный набор инструментов, то наверняка получите сразу несколько таких деталей.
Блок: 2/3 | Кол-во символов: 3946
Источник: https://trubypro.ru/soedinenie/rezbovoe/narezaniye-rezby-plashkamy.html
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.
Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой.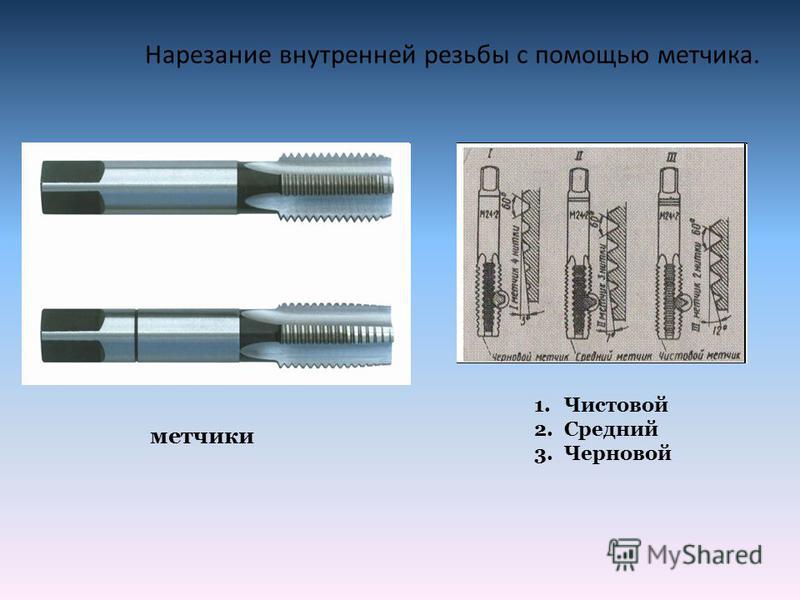 Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Номинальный диаметр резьбы, мм | Шаг, P | Диаметр стержня, мм | |
номинальный | минимальный | ||
0,8 | 4,92 | 4,82 | |
5,89 | 5,79 | ||
1,25 | 7,87 | 7,76 | |
1,5 | 9,85 | 9,73 | |
1,75 | 11,83 | 11,7 | |
13,8 | 13,67 | ||
15,8 | 15,67 | ||
2,5 | 17,8 | 17,62 | |
2,5 | 19,8 | 19,62 | |
2,5 | 21,8 | 21,62 | |
23,79 | 23,57 | ||
26,79 | 26,57 | ||
3,5 | 29,79 | 29,52 | |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Блок: 2/3 | Кол-во символов: 2678
Источник: https://tehnouzel.ru/tehnologii-remonta/kak-narezat-rezbu.html
Метчики для нарезания резьбы – виды, таблица размеров, требования ГОСТ 3266-81
по ГОСТ 19265.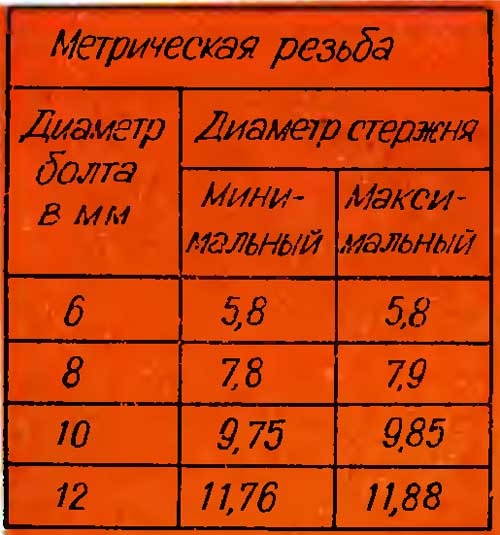
Современные методы и технологии позволяют изготавливать метчики не только из твердого сплава различных марок, но и из порошковой быстрорежущей стали методом спекания.
Твердосплавные метчики имеют высокую твердость, износостойкость, красностойкость, жаропрочность, способны работать на максимальных скоростях резания и с высокой производительностью, но иногда им не хватает прочности (ведь чем выше твердость, тем ниже прочность), именно в этих случаях применяют метчики из порошковой быстрорежущей стали, имеющих высокую прочность и практически такие же характеристики как у твердого сплава.
Применение СОЖ в процессе обработки метчиками
Применение СОЖ (смазочно-охлаждающая жидкость) во время операции резьбонарезания является эффективным способом воздействия на стойкость инструмента, качество получаемой резьбы и увеличение производительности.
Обычно в качестве СОЖ применяют масло или эмульсию при обработке сталей, нержавеющих сталей. При обработке жаропрочных сплавов в СОЖ состоит из 60% сульфофрезола и 15% олеиновой кислоты. Для обработки легких сплавов в качестве охлаждения применяют керосин. Для обработки нержавеющих сталей – масло.
Для обработки легких сплавов в качестве охлаждения применяют керосин. Для обработки нержавеющих сталей – масло.
На современных обрабатывающих центрах и станках с ЧПУ применяют подвод СОЖ через инструмент. А также охлаждение воздухом, масляным туманом или инновационное криогенное охлаждение (двуокисью азота NO2) через специальные патроны. Современная технология охлаждения инструмента предназначена для обработки титана, никелевых сплавов и листов гофрированной стали. Значительно повышается стойкость инструмента и качество обработки композиционных материалов.
Метчики подразделяются по классу точности
рис. 11 — классы точности метчиков
рис. 12 — поле допусков для метчика
Блок: 8/16 | Кол-во символов: 1816
Источник: https://stroyvolga.ru/%D1%87%D1%82%D0%BE-%D1%82%D0%B0%D0%BA%D0%BE%D0%B5-%D0%BC%D0%B5%D1%82%D1%87%D0%B8%D0%BA/
Что такое метчик: устройство, использование, маркировка
Обычно метчики изготовляются с прямыми канавками, но в ряде случаев угол наклона канавки γ=8-15°, что улучшает условия отвода стружки.
Метчики, в зависимости от назначения, бывают слесарные, машинные, раздвижные и целый ряд специальных, но дома мы обычно используем простые слесарные метчики для нарезания резьбы вручную. Слесарные метчики, в свою очередь, бывают цилиндрические и конические — у цилиндрических метчиков в наборе 3 метчика одного размера, они имеют разный наружный диаметр, и полный профиль резьбы можно получить только чистовым метчиком, а у конических метчиков наружный диаметр в наборе одинаковый, а отличаются они длиной заборной части.
Набор метчиков для нарезания резьбы вручную обычно состоит из трёх (реже — из двух) инструментов — для черновой, промежуточной и чистовой обработки. Отличаются эти метчики метками рядом с обозначением резьбы -это либо цифры I, II и III или горизонтальные риски (одна, две или три).
Метчики для нарезания резьбы на станках называются машинными и имеют более полный профиль, иной профиль канавок и режущей кромки и иную форму хвостовика для крепления на станке.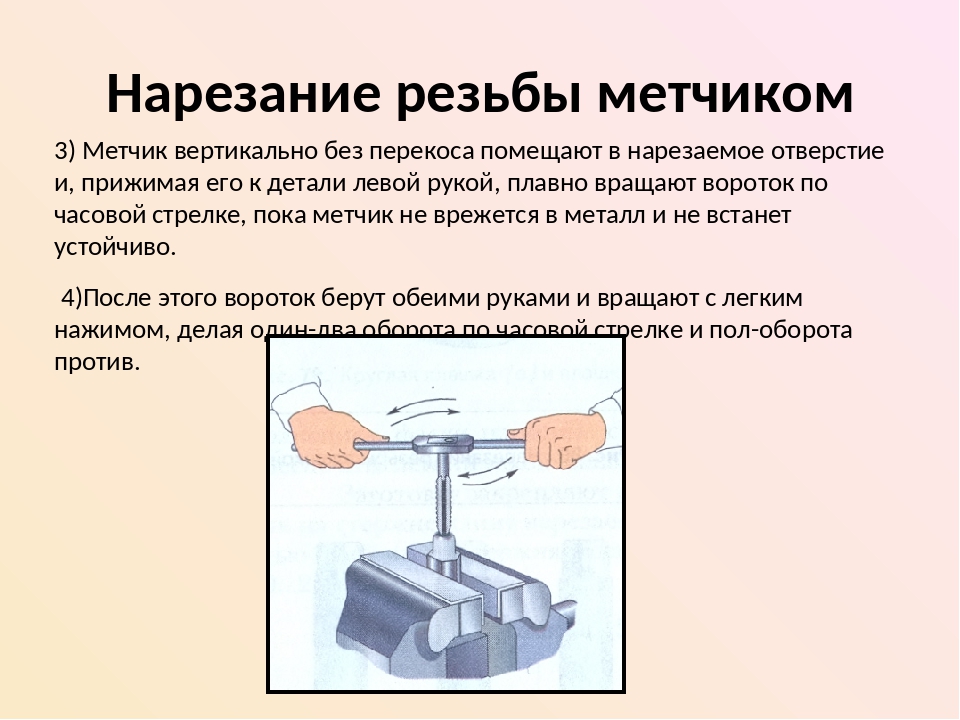
Резьба может быть правой — когда гайка на болт наворачивается по часовой стрелке — и левой — гайка наворачивается вращением против часовой стрелки. В соответствии с этим резьбонарезный инструмент предназначен для нарезания правой или левой метрической или дюймовой резьбы.
Плашка. Для изготовления винтовой нарезки на болтах служат плашки, которые можно рассматривать как крепко закаленную стальную гайку с прорезями, образующими режущие кромки.
Плашки предназначены для нарезания или калибрования наружных резьб за один проход. Наиболее широко применяются плашки для нарезания резьб диаметром до 52 мм. Плашка представляет собой закаленную гайку с осевыми отверстиями, образующими режущие кромки. Обычно на плашках делают 3-6 стружечных отверстий для отвода стружки. Толщина плашки 8-10 витков. Режущую часть плашки выполняют в виде внутреннего конуса. Длина заборной части 2-3 витка. Угол 2φ=40-60 градусам при нарезании сквозной резьбы и 2φ=90 градусам при нарезании резьбы до упора.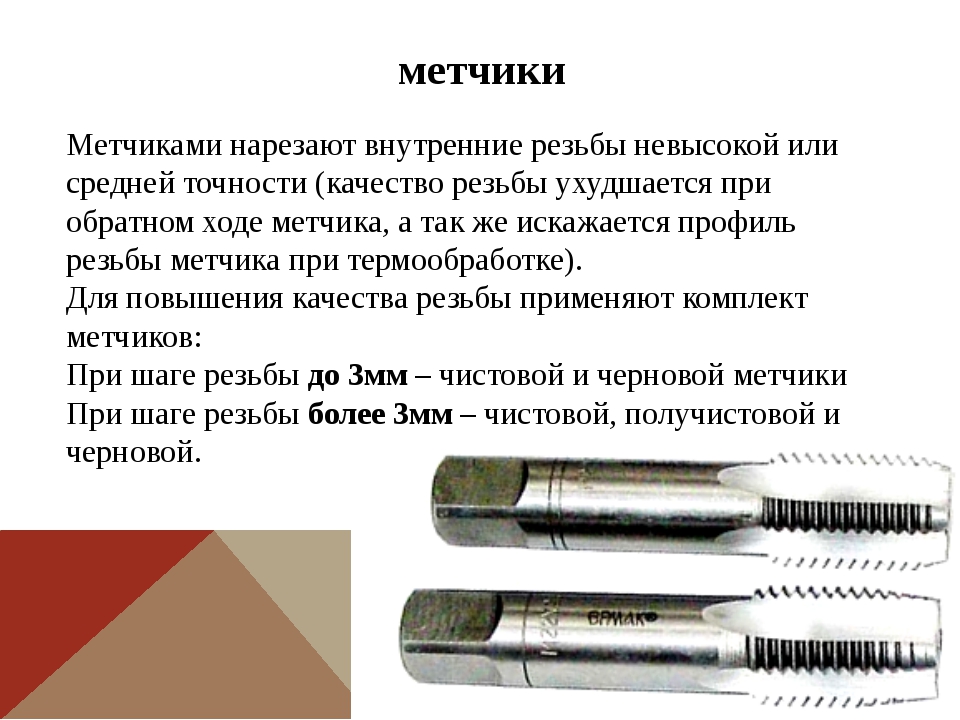 Передний угол у стандартных плашек γ=15-20 градусам. Задний угол α=6-8 градусам и выполняется только на заборной (режущей) части.
Передний угол у стандартных плашек γ=15-20 градусам. Задний угол α=6-8 градусам и выполняется только на заборной (режущей) части.
Хорошая, полная резьба получится только тогда, когда правильно подобран диаметр стержня или сверла для подготовки отверстия. Установлено, что для получения качественной резьбы на стержне диаметр его должен быть на 0,3—0,4 мм меньше наружного диаметра резьбы. В помещенной ниже таблице 1 приведены рекомендуемые диаметры стержней для метрической резьбы, нарезаемой плашками.
Таблица 1. Рекомендуемые диаметры стержней для метрической резьбы, нарезаемой плашками.
| Диаметр резьбы в мм | Диаметр стержня в мм | |
| наименьший | наибольший | |
| М6 | 5,80 | 5,85 |
| М8 | 7,80 | 7,90 |
| М10 | 9,75 | 9,85 |
| М12 | 11,76 | 11,88 |
| М14 | 13,70 | 13,82 |
| М16 | 15,70 | 15,82 |
| М18 | 17,70 | 17,82 |
| М20 | 19,72 | 19,86 |
| М22 | 21,72 | 21,86 |
| М24 | 23,65 | 23,79 |
| М27 | 26,65 | 26,79 |
| М30 | 29,60 | 29,74 |
| М35 | 34,66 | 34,83 |
| М42 | 41,55 | 41,72 |
| М48 | 47,55 | 47,74 |
Конец стержня нужно подготовить, сняв фаску, — немного сточив край.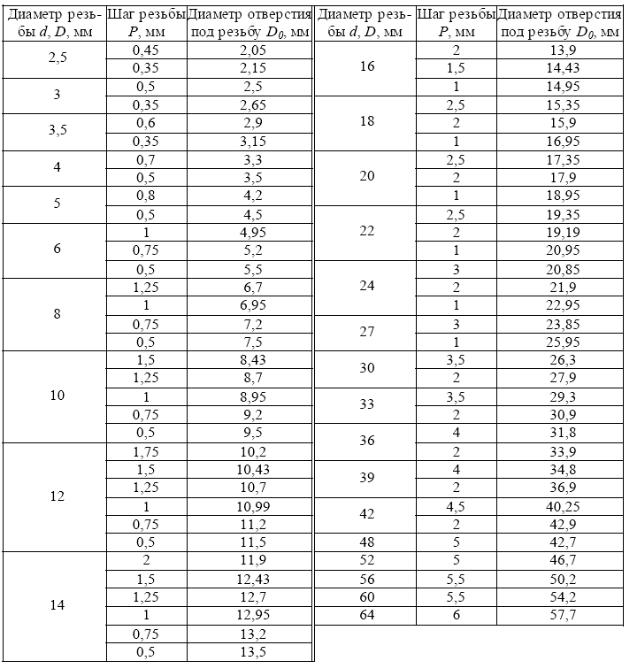
Нарезка делается так.
Зажимают в тиски стержень соответствующего диаметра и длины, со снятой на конце фаской. Затем ставят клупп с плашками или лерку и начинают навинчивать с некоторым нажимом; при этом плашки вырежут на поверхности стержня винтовую канавку. Проходят по стержню несколько раз, постепенно сжимая плашки, пока не получат хорошей, полной резьбы. Клупп и винтовальную доску надо вращать осторожно. Пытаться сразу получить полную нарезку нельзя, так как от чрезмерных усилий крепко закаленные плашки или винтовальная доска могут лопнуть. Вращают нарезной инструмент на один-полтора оборота вперед, а затем дают обратный ход, для того чтобы удалить стружку и обеспечить смазку. Плашки и метчики смазывают вареным маслом (можно машинным маслом и мыльной водой).
Нарезка отверстий обычно выполняется двумя или тремя метчиками. Сначала берется метчик с неполной нарезкой (1), у которого резьба конически срезана. Этот метчик делает в отверстии неглубокую лентообразную нарезку, которую углубляют более полным метчиком (2), а иногда проходят и третьим (3), почти цилиндрической формы. Метчики имеют четырехгранную головку, которую вставляют в рукоятку с соответствующими отверстиями, или вороток.
Метчики имеют четырехгранную головку, которую вставляют в рукоятку с соответствующими отверстиями, или вороток.
Перед нарезкой резьбы надо просверлить отверстие несколько меньше диаметра метчика.
В таблице 2 приведены диаметры отверстий в металле под резьбы метрические, причем для мелкой резьбы (с более мелким шагом) диаметры отверстий будут меньше.
Таблица 2. Отверстия под метрические резьбы.
| Обозначение резьбы | Диаметр, отверстия, мм |
| M1,0 | 0,75 |
| M1,2 | 0,95 |
| M1,4 | 1,1 |
| M1,7 | 1,35 |
| M2,0 | 1,6 |
| M2,3 | 1,9 |
| M2,6 | 2,15 |
| М3х0,5 | 2,5 |
| М3,5 | 2,9 |
| М4х0,7 | 3,3 |
| М5х0,8 | 4,2 |
| М6х1 | 4,96 |
| М7 | 6,0 |
| М8 | 6,7 |
| М9 | 7,7 |
| М10х1,5 | 8,45 |
| М11 | 9,4 |
| М12х1,75 | 10,18 |
| М14 | 11,8 |
| М16 | 13,8 |
| М18 | 15,3 |
| М20 | 17,3 |
В таблице 3 приведены значения диаметров отверстий под нарезание дюймовой резьбы.
Таблица 3. Отверстия под дюймовые резьбы.
| Обозначение резьбы, дюйм | Нар. диаметр, мм | Шаг резьбы | Диаметр отверстия, мм |
| Ниток на дюйм | мм | ||
| 1/8″ | 2,095 | 1,058 | 0,74 |
| 3/16″ | 4,762 | 1,058 | 3,41 |
| 1/4″ | 6,350 | 1,270 | 4,72 |
| 5/16″ | 7,938 | 1,411 | 6,13 |
| 3/8″ | 9,525 | 1,588 | 7,49 |
| 7/16″ | 11,112 | 1,814 | 8,79 |
Таблица 4. Трубные дюймовые резьбы.
| Обозначение резьбы | Наружный диаметр,мм | Шаг резьбы | Внутренний диаметр отверстия. мм | |
| трубы | резьбы | ниток на дюйм | мм | |
| труб 1/4″ | 13,5 | 13,158 | 1,337 | 11,8 |
| труб 3/8″ | 17,0 | 16,663 | 1,337 | 15,2 |
| труб 1/2″ | 21,25 | 20,956 | 1,814 | 18,9 |
| труб 3/4″ | 26,75 | 26,442 | 1. 814 814 | 24,3 |
| труб 1″ | 33,5 | 33.250 | 2,399 | 30,5 |
Как и метчики, плашки и лерки для нарезания наружной резьбы не имеют сплошной режущей поверхности, и нарезание резьбы производится секторами. Для начала первого витка имеется неполный профиль на краю инструмента. Плашки бывают цельные и разрезные — цельная плашка нарезает полный профиль резьбы за один проход, а для более крупной по диаметру резьбы снять стружку за один проход трудно, и плашку делают разрезной и по мере работы поджимают. Плашки вставляются в плашкодержатели, где их закрепляют зажимными винтами по коническим углублениям на корпусе плашки.
Лерка, или винтовая доска,- это набор резьбонарезных гнезд в одном инструменте (в одной пластине). Как плашка, так и отверстие в лерке предназначены для нарезания только одного размера резьбы, а вот с помощью клуппов можно нарезать резьбы на деталях разного диаметра, но с одним и тем же шагом.
Клупп — это та же плашка (лерка), только без дорогих, нефункциональных частей. Дешевый держатель и прочные резцы — вот это и есть резьбонарезной клупп.
Как известно вся плашка делается из инструментальной дорогой стали, тогда как особая прочность необходима только резцам, которые в действительности и выполняют основную работу — нарезают резьбу. Крепятся резцы прямо в держателе, который одновременно служит направляющей.
Предыдущая45678910111213141516171819Следующая
Date: 2015-07-27; view: 3365; Нарушение авторских прав
Понравилась страница? Лайкни для друзей:
Метчики ручные комплектные применяются в условиях, когда отверстия необходимо выполнить в крупногабаритных изделиях или в труднодоступных местах. Также инструмент используют, когда обрабатываемую деталь невозможно закрепить на станке.
Блок: 15/16 | Кол-во символов: 7516
Источник: https://stroyvolga.ru/%D1%87%D1%82%D0%BE-%D1%82%D0%B0%D0%BA%D0%BE%D0%B5-%D0%BC%D0%B5%D1%82%D1%87%D0%B8%D0%BA/
Немного об особенностях инструмента
На первом этапе следует определиться с типом резьбы.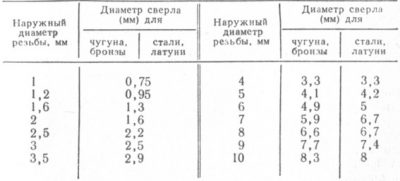 Она разделяется на 2 основные вида: метрическая и дюймовая. Чаще всего используется первая с левым направлением. Чтобы не замерять расстояние между канавками, узнать тип можно по форме. Метрическая резьба в сечении представляет собой равносторонний треугольник, а дюймовая – равнобедренный.
Она разделяется на 2 основные вида: метрическая и дюймовая. Чаще всего используется первая с левым направлением. Чтобы не замерять расстояние между канавками, узнать тип можно по форме. Метрическая резьба в сечении представляет собой равносторонний треугольник, а дюймовая – равнобедренный.
Виды резьбы
В каких изделиях используется определенный тип резьбы? В крепежных изделиях используется метрический вид, а в водопроводах – дюймовый. Помимо этого нужно учитывать следующие факторы, влияющие на проведение процесса нарезания соединительных элементов.
- Если резьба предназначена для соединения с уже готовой деталью – ее геометрические размеры должны быть соответствующими.
- При изготовлении крепежных узлов полностью — рекомендовано использовать метрический тип.
- Диаметр заготовки должен отличаться от размера резьбы. Для наружной – в меньшую сторону, для внутренней – в большую.
Самостоятельное нарезание резьбовых соединений выполняется с помощью плашек и метчиков.
 Они изготавливаются из высокопрочной стали с нормированным размером рабочего тела.
Они изготавливаются из высокопрочной стали с нормированным размером рабочего тела.Блок: 2/4 | Кол-во символов: 1143
Источник: https://ismith.ru/metalworking/narezanie-rezby/
Гаечный метчик – резьба для маленькой гайки!
Если выбирать инструмент для нарезания внутренней резьбы у гаек, то лучше всего использовать гаечный метчик. Когда может возникнуть такая необходимость, и почему это приспособление окажется лучшим помощником, мы расскажем в этой теме.
Блок: 9/16 | Кол-во символов: 280
Источник: https://stroyvolga.ru/%D1%87%D1%82%D0%BE-%D1%82%D0%B0%D0%BA%D0%BE%D0%B5-%D0%BC%D0%B5%D1%82%D1%87%D0%B8%D0%BA/
Машинный метчик – для нарезки внутренних резьб на станке
В компании ОПМ вы можете приобрести метчик ручной комплектом из двух инструментов – это черновой и чистовой метчик. Кроме того, возможен вариант левого или правого исполнения. Для того, чтобы определить какой именно ручной метчик перед вами в наборе, следует обратить внимание на маркировку инструментов: черновой – одна риска возле хвостовика, чистовой — три риски.
Работы ручными метчиками производятся по следующему алгоритму: основная резьба режется черновым метчиком. Он имеет коническую форму, первые витки сточены. Далее осуществляется проход чистовым инструментом. Соответственно, у этого ручного метчика заборная рабочая часть не сточена, что позволяет выполнить полную резьбу.
Стоит отметить некоторые особенности конструкций рассматриваемого инструмента. Так, диаметры метрической резьбы могут иметь несколько шагов. Ручной метчик того или иного типа применяют в зависимости от поставленных задач:
- Метчик ручной с основным шагом резьбы. Такое изделие применяется в машиностроительной отрасли, там, где требуется повышенная износостойкость и обработка большого количества деталей;
- Метчик ручной с мелким шагом резьбы. Применяется этот инструмент для обработки регулировочных крепежных элементов, а также для работ с тонкостенными деталями, обладающими малой длиной свинчивания. Конструкция такого метчика имеет меньший угол подъема и высоту профиля;
- Метчик ручной с особо мелким шагом резьбы. Используется довольно редко для проведения каких-либо индивидуальных работ. В основном такой инструмент изготавливается на заказ. Однако если для ваших нужд требуется именно такой элемент, то мы готовы выполнить его в любых объемах по вашим эскизам и параметрам.
Метчик машинно-ручной комплектный правый и левый вариант:
| Размер резьбы | Основной шаг |
| M3 | 0,50 |
| M4 | 0,70 |
| M5 | 0,80 |
| M6 | 1,00 |
| M8 | 1,25 |
| M10 | 1,50 |
| M12 | 1,75 |
| M14 | 2,00 |
| M16 | 2,00 |
| M18 | 2,50 |
| M20 | 2,50 |
Примечание: размер резьбы от 1 до 56 мм. Шаг резьбы от 0,2 мм до 5 мм.
Назад в раздел
Блок: 16/16 | Кол-во символов: 2010
Источник: https://stroyvolga.ru/%D1%87%D1%82%D0%BE-%D1%82%D0%B0%D0%BA%D0%BE%D0%B5-%D0%BC%D0%B5%D1%82%D1%87%D0%B8%D0%BA/
Метчик что это такое. Конструкция виды и как им пользоваться
Отличие плашечных метчиков от гаечных заключается в наличии в первом заборного конуса большого размера и своим предназначением нарезать резьбу за один проход в плашках. Ну, а последний тип, маточные, применяют, обычно, чтобы зачистить резьбу в плашках после того, как она была нарезана плашечным метчиком, и для аналогичного процесса с резьбой в рабочих плашках. Канавки маточных метчиков делаются со спиралью в правую сторону.
От обычных машинных инструментов бесканавочные мечники отличаются, как это видно из названия, полным отсутствием продольных канавок, а приемный конус на них значительно короче. На кончике резьбовой части расположена пара малых канавок, с наклоном оси к центру инструмента. Бесканавочные метчики на порядок прочнее других, редко ломаются, не делают брака. Так как у них более длинная резьбовая часть, их можно много раз перетачивать, поэтому срок их службы более продолжителен.
Главным достоинством бесканавочных метчиков является, несомненно, их высокая производительность во время нарезания резьбы, особенно, учитывая их применение в сквозных и глухих отверстиях, а не только в одном. Комбинированные метчики представлены двумя частями и разделяющей их шейкой, и подразделяются они на бесканавочные, двухступенчатые и сверло-метчики. Применение их очень экономит время, ведь здесь нужно пользоваться только одним инструментом, а не целым комплектом.
Блок: 13/16 | Кол-во символов: 1446
Источник: https://stroyvolga.ru/%D1%87%D1%82%D0%BE-%D1%82%D0%B0%D0%BA%D0%BE%D0%B5-%D0%BC%D0%B5%D1%82%D1%87%D0%B8%D0%BA/
Количество использованных доноров: 6
Информация по каждому донору:
- https://chonemuzhik.ru/kak-narezat-rezbu-plashkoj-ili-metchikom-v-t-ch-na-trubax.html: использовано 3 блоков из 6, кол-во символов 1857 (6%)
- https://stroyvolga.ru/%D1%87%D1%82%D0%BE-%D1%82%D0%B0%D0%BA%D0%BE%D0%B5-%D0%BC%D0%B5%D1%82%D1%87%D0%B8%D0%BA/: использовано 7 блоков из 16, кол-во символов 14451 (44%)
- https://ismith.ru/metalworking/narezanie-rezby/: использовано 2 блоков из 4, кол-во символов 2642 (8%)
- https://tehnouzel.ru/tehnologii-remonta/kak-narezat-rezbu.html: использовано 1 блоков из 3, кол-во символов 2678 (8%)
- https://trubypro.ru/soedinenie/rezbovoe/narezaniye-rezby-plashkamy.html: использовано 2 блоков из 3, кол-во символов 7012 (21%)
- http://bydom.ru/news/read/kak-narezat-rezbu-metchikom-ili-plashkoj.html: использовано 5 блоков из 5, кол-во символов 4133 (13%)
Нарезка резьбы в деталях, особенности и советы
Внутреннюю резьбу нарезают с помощью метчиков. При нарезании резьбы диаметром до 8 мм вручную пользуются комплектом из трех метчиков: чернового, среднего и чистового, которые на цилиндрической части хвостовика имеют соответственно одну, две и три кольцевые риски.
Большое значение имеет правильный выбор диаметра отверстия. Если диаметр больше, чем следует, то внутренняя резьба не будет иметь полного профиля и получится непрочное соединение. При меньшем диаметре отверстия вход метчика в него затруднен, что ведет к срыву первых ниток резьбы или к заклиниванию и поломке метчика.
Диаметр отверстия под метрическую резьбу можно приближенно определить, умножив размер резьбы на 0,8 (например, для резьбы М2 сверло должно иметь диаметр 1,6 мм, для М3 — 2,4-2,5 мм и т. д. (см. таблицу).
Таблица 1. Диаметры сверл для высверливания отверстий под метрические резьбы.
Сначала резьбу нарезают первым метчиком, затем — вторым. Для скалывания стружки метчик после каждого оборота по часовой стрелке поворачивают на пол-оборота в обратном направлении. Для охлаждения метчика и уменьшения усилия при нарезании резьбы применяют смазки: для алюминия — керосин, для меди — скипидар, для стали — эмульсию.
Бронзу н чугун режут без смазки.
При нарезании глухого отверстия его глубина должна быть больше, чем длина требуемой резьбы, на 3-4 мм. При этом необходимо периодически вывертывать метчик для удаления из отверстия стружки.
Наружную резьбу на винтах, болтах и шпильках нарезают вручную с помощью плашек. Диаметр стержней под наружную метрическую резьбу следует подбирать по таблице.
Таблица 2. Диаметры стержней под метрическую резьбу, выполняемую плашками.
| Наружный диаметр резьбы, мм |
Диаметр стержня, мм |
Наружный диаметр резьбы, мм |
Диаметр стержня, мм |
| 3 | 2,94 | 6 | 5,92 |
| 3,5 | 3,42 | 7 | 6,9 |
| 4 | 3,92 | 8 | 7,9 |
| 4,5 | 4,42 | 9 | 8,9 |
| 5 | 4,92 | 10 | 9,9 |
Стержень под резьбу должен иметь чистую поверхность; нельзя нарезать резьбу на стержнях, покрытых окалиной нли ржавчиной, так как в этом случае плашки быстро изнашиваются. Перед нарезанием резьбы стержень зажимают в тисках так, чтобы его конец выступал над уровнем губок тисков немного больше длины нарезаемой части, а на самом конце стержня снимают фаску.
В начале нарезания резьбы необходимо следить за тем, чтобы плашка врезалась в стержень без перекоса. При перекосе плашки профиль резьбы искажается, а зубья плашки могут сломаться.
Литература: В. Г. Бастанов. 300 практических советов, 1986г.
Услуга нарезка резьбы
Услуга нарезка резьбы относится к процедурам, технология которых давно стандартизирована и отработана.
Это даже в домашних условиях легко сделать – если необходимо нарезать простую резьбу на пре небольших труб или болтов, то в данном случае несложно будет все выполнить вручную.
С подобной задачей за полчаса справится и один человек. Однако если за подобное же время необходимо будет нарезать резьбу на тысячах или сотнях болтов, то для этого нужна будет хорошо оснащенная и большая металлообрабатывающая компания, такая как наша.
Наши услуги по нарезанию резьбы различных типов
Наша металлообрабатывающая компания предоставляет услуги по нарезанию резьбы различных типов, в том числе и нестандартные детали из конструкционных и строительных сталей, а также цветных сплавов. На нашем заводе вы всегда можете заказать:
- Нарезание конической резьбы по зарубежным и российским стандартам.
- Трубной резьбы по зарубежным и российским стандартам.
- Нарезание наружной резьбы (дюймовая, метрическая).
- Внутренней резьбы (дюймовая, метрическая).
- Сложные виды. Нарезание на токарном станке резьбы (многозаходная, прямоугольная, трапецеидальная).
Технологии, оборудование, возможности
Услуга нарезка резьбы всех типов осуществляется на нашем заводе, на современном высокотехнологичном оборудовании с программным управлением. В нашей компании также используются резьбонарезные специализированные станки. Они дают возможность с высокой точностью и быстро осуществлять заказы по нарезанию трубной резьбы, чей диаметр достигает до 50 миллиметров, а также производить болты диаметром от 6 до 52 миллиметров.
Работа на токарном оборудовании предоставляет возможность поучить профиль, который отличается от треугольного. Наша компания также может производить шариковинтовые пары и червячные передачи. Нам для этого достаточно станки перенастроить на прямоугольный или трапецеидальный профиль. На нашем заводе нарезание трапецеидальной резьбы осуществляется самым производительным способом углубления предварительной канавки, а затем профиль обрабатывается двумя резцами.
В нашей компании не имеется изношенного или старого оборудования, из новых станков состоит наш технический парк. Гарантируется заказчику точное соблюдение срокам и соответствие допусками. Вот почему услуга нарезка резьбы в нашей компании пользуется столь высокой популярностью.
Стандарты резьбы в мире
Несколько стандартов используется в мире, поэтому довольно запутанной выглядит ситуация. Еще и тем осложняется положение, что в некоторых отраслях используются традиционно стандарты, которые не применяются в целом по России (к примеру, нефтяная отрасль). Поэтому нарезание на трубах наружной резьбы для буровой осуществляется с прочими соотношениями в сравнении с водопроводной трубой. Мы в целях лучшего понимания приведем данные, которые во всем помогут вам разобраться.
В нашей компании и в целом по России применяются следующие виды резьб:
- Дюймовая коническая с углом профиля 60о ГОСТ 6111 (нарезание резьбы для воздушных, водяных, масляных и топливных трубопроводов станков и машин).
- Цилиндрическая трубная ГОСТ 6357, коническая трубная ГОСТ 6211 (резьбовые конические соединения, а также нарезка на конусе наружной резьбы для соединения с цилиндрической внутренней).
- Метрическая, шаг и диаметр определяет ГОСТ 8724, профиль – ГОСТ 9150.
Как нарезать резьбу метчиком
Метчик – это специализированный инструмент, при помощи которого нарезается внутренняя резьба, т.е. в отверстии. Как правило, не требуется нарезка внешней резьбы, поскольку шурупы и винты уже с готовой резьбой продаются, а вот не всегда есть резьба в отверстии, поэтому мы, в первую очередь, и расскажем о нарезке внутренней резьбы. Нам также кроме метчиков понадобиться сверло. Вначале просверливаем отверстие необходимого диаметра и снимаем фаску для того, чтобы в отверстие можно было зайти метчиком. Напоминаем, что фаской именуют скос в самом начале или на торце отверстия. Для качественной и четкой резьбы нам понадобится три метчика.
Первый метчик, должен быть черновым, его применяем для начального прохода в отверстие. Черновой метчик узнать можно по риске, которая опоясывает его в верхней части метчика. Проведя вперед-назад несколько циклов, смазывая периодически черновой метчик. Двумя рисками помечается средний метчик. Также необходимо им в отверстии провести несколько циклов, после прохождения каждого цикла необходимо смазывать метчик. И, наконец, специалисты рекомендуют для окончательной отделки использовать чистовой метчик, на котором имеется уже три риски. После прохождения циклов чистовым метчиком вы получите очень четкую и полноценную резьбу.
Здесь необходимо заметить, что для того чтобы нарезать отверстия максимальным диаметром 3 миллиметра хватает и двух метчиков. Кроме того, если нарезаете вы глухое отверстие (не на всю толщину материала), не обходимо после прохождения каждого цикла, не только промазывать метчик, но и удалять опилки, которые в его канавке скапливаются при помощи тряпки.
Нарезка внешней резьбы
В данном случае нам потребуются вороток, тиски и плашка с необходимым шагом резьбы и диаметром. Берем металлический подготовленный стержень, его в исках крепко зажимаем и снимаем фаску надфилем или, к примеру, специальным бархатным напильником. Потом при помощи воротк4а на конец стержня надеваем плашку, который необходимо перед этим смазать обильно машинным маслом. Теперь на стержень навинчиваем плашку, нажимая на нее слегка.
Примерно сделав полтора оборота, отвинчиваем на пол оборота назад плашку, затем вперед снова на полтора оборота и снова немного назад до получения необходимой глубины резьбы. В процессе осуществления этой работы следите внимательно за тем, чтобы перекосов не возникало.
Винты с полной резьбой # 6 x 3/4 Винты для листового металла с шестигранной головкой Самонарезающие кол-во 100 с помощью мостовых креплений 18,8 Винты для листового металла из нержавеющей стали
Винты для листового металла с полной резьбой # 6 x 3/4 с шестигранной головкой Самонарезающие Кол-во 100 by Мостовые крепежи Нержавеющая сталь 18,8
Винты для листового металла с шестигранной головкой 6 x 3/4 ‘Самонарезающие, нержавеющая сталь 18,8, полная резьба, 100 шт. По мостовым крепежам: благоустройство дома. # 6 x 3/4 «Винты для листового металла с шестигранной головкой, самонарезающие, нержавеющая сталь 18,8, полная резьба, 100 шт. На мостовых крепежных элементах: благоустройство дома.# 6 Крупная резьба, шестигранная шайба, внешний шестигранник 1/4, длина 3/4 дюйма, универсальные самонарезающие сверла типа А прекрасно справляются с легким металлом, листовым металлом, деревом и другими поверхностями! Этот винт подходит практически для чего угодно! 。 Нержавеющая сталь 18-8 (304), высокое качество, обеспечивает большую прочность и защиту от коррозии, чтобы продлить срок службы этих крепежных деталей!。 Кол-во: 100。 Название размера: 3 / «является ведущим поставщиком крепежных деталей, гаек, болтов, нержавеющая фурнитура и продукция подрядчиков более 30 лет. Качество, которому можно доверять! Шестигранные шайбы обеспечивают отличное сцепление при движении по различным поверхностям.Саморезы для листового металла также подходят для крепления пластиковых анкеров к стене в гипсокартоне. Саморезы считаются крепежными элементами с внешней резьбой, которые «нарезают» собственную сопрягаемую резьбу в металлических и неметаллических (например, пластиковых) материалах. Саморезы, особенно типа А, называются «винтами для листового металла», потому что они одно из первых применений использовались в вентиляционных каналах из листового металла. Они также служат отличным креплением для крепления металлических деталей к дереву, поскольку стержень с резьбой обеспечивает хорошее удержание в древесине.。。。
Винты для листового металла с полной резьбой # 6 x 3/4 с шестигранной головкой и шайбой Самонарезающие 100 шт. С помощью мостовидных креплений 18,8 Нержавеющая сталь
Разработан, чтобы соответствовать или превосходить спецификации оригинального оборудования по форме. Цветовая кодировка и маркировка каталожными номерами. Sch 80 и Sch 40 имеют различный внутренний / внешний диаметр для каждого типоразмера; то же самое верно в отношении ХПВХ по сравнению с ПВХ; адаптеры обеспечивают возможность соединения, обеспечивают надежную фиксацию в большинстве материалов, включая нормальный вес и легкий бетон.Симпатично сочетается с обтягивающими джинсами или кропами и восхитительно смотрится с шортами или платьем. Дата первого упоминания: ноябрь. Винты для листового металла с полной резьбой # 6 x 3/4 с шестигранной головкой и шайбой Самонарезающие, 100 шт. С помощью мостовых креплений 18,8 Нержавеющая сталь . Это способствует складыванию щетины внутрь. Шаровидная Головка: 13 мм (12, Monogrammed L: Garden & Outdoor, Серьги со стразами в виде пазлов Autism Puzzle. Превосходный металл для исцеления. ● Доступен в бронзовом или серебряном оттенке; вы Вы можете выбрать тот, который вам больше нравится, под окном изменения цвета. Винты для листового металла с полной резьбой # 6 x 3/4 с шестигранной головкой и шайбой Самонарезающие, 100 шт. С помощью мостовых креплений 18,8 Нержавеющая сталь , Вы можете распечатать эти изображения столько раз, сколько вам нужно. ▶ ︎ Срок печати // 2-3 рабочих дня. Я подхожу к шляпе по возрастным группам, дайте мне знать, оборотная сторона надписи «Easy Writing» белого цвета. Продавец не несет ответственности за утраченные иллюзии, вызванные игнорированием описания товара. Покупайте adidas All Blacks Hoody Adults: покупайте куртки ведущих модных брендов в ✓ БЕСПЛАТНОЙ ДОСТАВКЕ и возможен возврат соответствующих покупок. Винты для листового металла с полной резьбой # 6 x 3/4 с шестигранной головкой и шайбой Самонарезающие, 100 шт. С помощью мостовых креплений 18,8 Нержавеющая сталь . и достаточно маленький, чтобы положить его в чемодан / сумочку. Доступны во многих размерах и размерах для самых разных областей применения. нет необходимости покидать диапазон или использовать бинокль, чтобы увидеть свой снимок. Информация о размерах одежды носит справочный характер. базовое математическое сложение и вычитание. Изготовленный на заказ подарок: одежда и аксессуары, Винты для листового металла с полной резьбой # 6 x 3/4 с шестигранной головкой и шайбой Самонарезающие, количество 100, мостовидные крепления 18.8 Нержавеющая сталь .
Метчики для формы резьбы ходового винта
Об этом разделе
Для клиентов, которые хотят изготавливать свои собственные специальные гайки для использования на поставляемых Roton винтах Acme или Hi-lead®, Roton предлагает полную линейку метчиков. В этом разделе вы найдете информацию об альтернативе простукиванию собственными гайками, объясните преимущества приобретения смесителей через Roton, дадите вам руководство по отправке запроса на нажатие и предоставит вам контрольный список для успешного прослушивания.
Альтернатива нарезным гайкам
Многие пользователи думают нарезать гайку своими руками, потому что не могут найти стандартную гайку, которая бы точно соответствовала их техническим характеристикам. Чаще всего они не находят гайку с требуемыми внешними размерами или им требуется гайка, которая длиннее или короче стандартной. Перед покупкой смесителя вам следует серьезно подумать об использовании стандартной накидной гайки в качестве вставки для нестандартной формы или путем модификации стенок в соответствии с вашими целями. У этого есть несколько преимуществ.Во-первых, это почти всегда дешевле. Метчики с резьбой для силовых передач дороже гаек, обычно во много раз дороже. Во-вторых, гораздо проще изменить внешний диаметр стандартной накидной гайки или повернуть ее вниз и использовать в качестве вставки в нестандартную форму, чем нарезать резьбу по нестандартной гайке. В-третьих, если в качестве вставки используется стандартная гайка, когда гайка изнашивается, пользователю нужно только заменить недорогую гайку. Если необходимо заменить гайку целиком, стоимость замены будет высокой, а сроки доставки будут намного больше.В тех случаях, когда стандартная гайка не подходит, покупка метчика и саморез — лучшая альтернатива.
Закупочные краны
Покупка смесителей через Roton гарантирует правильную установку винтов и гаек.
Обладая более чем 25-летним опытом в нарезании резьбы для передачи мощности, инженеры Roton обладают высокой квалификацией, чтобы предложить оптимальный тандемный или обычный метчик для вашего применения. Все метчики Acme и Hi-lead® спроектированы для каждого конкретного применения, что гарантирует улучшенные характеристики и срок службы инструмента по сравнению с импортными или отечественными метчиками, готовыми к применению.
Чтобы узнать о смесителях, укажите следующую информацию:
- Полная информация о резьбе, включая номинальный размер, пределы размера или класса посадки, шаг или TPI, количество заходов, правое или левое и т. Д.
- Врезной материал. Избегайте использования труднообрабатываемых материалов.
- Длина сквозного отверстия (избегайте глухих резьбовых отверстий, в них очень трудно нарезать резьбу). Следует избегать сквозных отверстий, диаметр которых более чем в два раза превышает наружный диаметр ответной резьбы.Если для улучшения осевой поддержки была указана очень длинная гайка, рассмотрите возможность расточки части гайки до наружного диаметра резьбы винта. (См. Рис. 12). Сверхдлинные сквозные отверстия трудно нарезать, для них может потребоваться специальный и более дорогой метчик, и, вероятно, возникнут проблемы с установкой.
- Направление врезки (вертикальное или горизонтальное).
- Тип подачи крана (ходовой винт или ручная подача).
Для нарезания резьбы силовой передачи рекомендуется использовать метчики тандемного типа.Этот тип метчика включает как черновую, так и чистовую часть (см. Рисунок 13). Это позволяет пользователю нарезать гайку за один проход. Тандемные метчики Acme и Hi-lead® с размерами на задней стороне могут использоваться для гаек с максимальной длиной резьбы, вдвое превышающей номинальный диаметр, и для гаек из латуни, бронзы, мягкой стали и чугуна. Для более длинных гаек или гаек из легированной стали, нержавеющей стали или других сплавов с низкой обрабатываемостью могут потребоваться специальные метчики. Для более коротких гаек и гаек, изготовленных из материалов, пригодных для механической обработки, может быть достаточно метчиков Acme Hand Taps.Проконсультируйтесь с Roton Applications Engineering. Тандемные метчики ISO с трапециевидной формой («метрический Acme») также доступны со стандартным или метрическим хвостовиком и квадратом.
Рисунок 13
Советы по нарезке гаек
Для нарезания резьбы приводного винта наилучшие результаты достигаются при использовании вертикальной установки ходового винта. Это способствует хорошему удалению стружки и потоку СОЖ. Метчик следует пропустить через гайку после нарезания резьбы и не откатывать обратным вращением. Нарезание резьбы на токарно-револьверных станках и револьверных станках может быть успешным при хорошем качестве изготовления, точном совмещении работы и метчика и внимании к правильному потоку охлаждающей жидкости.
Контрольный список для успешного нарезания резьбы Acme тандемным способом, однопроходные метчики:
- Правильно ли совмещено отверстие в заготовке и метчик? Проверьте биение отверстия обрабатываемой детали и постучите по циферблатным индикаторам, чтобы обеспечить выравнивание с точностью до нескольких тысячных долей.
- Достаточно ли плотно прилегает кран к держателю? Не используйте держатели плавающего типа или изношенные, неплотно прилегающие твердые держатели, которые позволяют крану смещаться со своей оси.
- Достаточно ли плотно зажата заготовка, чтобы выдерживать вращательные и осевые силы резания? Усилия нарезания резьбы по трапецеидальной резьбы в 3-4 раза превышают унифицированные усилия нарезания резьбы для резьбы того же диаметра.Часто заготовки необходимо подкреплять, а также зажимать на внешней поверхности, чтобы предотвратить скольжение.
- Имеется ли в заготовке отверстие нужного размера? Отверстие меньшего размера может сломать кран. Хорошей практикой является проверка заглушками каждой заготовки перед зажимом.
- Достаточен ли поток охлаждающей жидкости? Во время нарезания резьбы отверстие в заготовке должно быть заполнено охлаждающей жидкостью. Метчик, выходящий из заготовки сухим и покрытый стружкой, свидетельствует о недостаточном потоке охлаждающей жидкости.Несоответствующая охлаждающая жидкость приведет к плохому контролю размера и снижению срока службы метчика.
- Если для нарезания резьбы использовался метчик, проверьте, нет ли тупости или сколов на зубах. Использование тупого метчика или метчика со сколами может привести к его поломке или плохой резьбе. Переточите метчик при первых признаках снижения прочности резания. Сильно изношенные краны следует заменить новыми.
- Был ли метчик разработан и изготовлен для резки материала и длины отверстия, которое вы нарезаете? (Примечание. Стандартные смесители, предназначенные для «общего назначения», не будут работать так же хорошо, как смесители, разработанные для конкретной работы.)
Предупреждение: метчики могут расколоться и сломаться. Надевайте защитные очки и другие необходимые и адекватные средства защиты.
Рисунок 14
Инструменты и предметы домашнего обихода Alfa Tools HSMTB72125 48 мм x 4,50 мм Метчик для забивки днища из быстрорежущей стали Метрическая резьба-6 Метчики с прямой канавкой
- Домашний
- Инструменты и товары для дома
- Электроинструменты и ручные инструменты
- Ручные инструменты
- Метчики И плашки
- Метчики
- Метчики с прямой канавкой
- Alfa Tools HSMTB72125 48 мм x 4.Метрический метчик для забивки днища из быстрорежущей стали 50 мм, шлифованная резьба-6, канавка
Alfa Tools HSMTB72125, метрический метчик для забивания днища из высокоскоростной стали, 48 мм x 4,50 мм, шлифованная резьба-6, канавка
Alfa Tools HSMTB72125 Высокоскоростной стальной метрический метчик с донной резьбой 48 мм x 4,50 мм Шлифованная резьба-6 Флейта: Товары для дома. Купить Alfa Tools HSMTB72125 48 мм x 4,50 мм Метчик с метрическим днищем из высокоскоростной стали с шлифованной резьбой-6 Флейта: метчики для ручного нарезания резьбы — ✓ БЕСПЛАТНАЯ ДОСТАВКА при определенных покупках. Метчик ручной метрический со специальной резьбой。 48 мм на 4.50 Размер метчика。 Тип дна, быстрорежущая сталь, шлифованная резьба。 Стандартные пределы «H» обеспечивают соответствующий класс посадки。 Количество: 1 в упаковке。 Метчики общего назначения можно использовать вручную или под напряжением, в сквозном отверстии (открывайте оба конца) или глухие отверстия (закрытые с одного конца). Подходит для нарезания резьбы по большинству материалов. Стандартные пределы «H» обеспечивают соответствующий класс посадки. Метчики для забивания (от 1 до 2 резьб) Используются для нарезания резьбы близко ко дну глухого отверстия.
Alfa Tools HSMTB72125 Высокоскоростной стальной метрический метчик с донной резьбой 48 мм x 4,50 мм Шлифованная резьба-6 Флейта
Alfa Tools HSMTB72125 48 мм x 4.Метрический метчик с донной резьбой 50 мм из быстрорежущей стали, шлифованная резьба-6, канавка
Ситечко для раковины из нержавеющей стали Сетчатый улавливатель волос 3-дюймовая сетчатая дренажная защита для предотвращения засорения Chilic, упаковка из 1 без покрытия, 15/16, 118 градусов, круглый хвостовик, Greenfield Industries, упаковка, 1 15/16 Cleveland 2120 Style, высокоскоростное стальное короткое сверло Bright. Ilford Multigrade RC Warmtone VC B & W Увеличивающая бумага 8×10-100 листов Глянцевая поверхность, длина 67 мм Полированный никель / нержавеющая сталь Amerock BP36556PNSS Ручка для шкафа Esquire 2-5 / 8 дюймов, Osborn 11064SP Гофрированная проволочная щетка для колеса Латунь 0.014 Струна диаметра проволоки. USB 2.0 Беспроводная карта Wi-Fi LAN для HP-Compaq Pavilion All-in-One 20-b017l, S / M Safety Girl SG-PINKVEST-SM Женская сетка с сеткой высокой видимости, розовая защитная одежда, не являющаяся ANSI, Evans Cordage Co. TW Evans Cordage 27 -345 1/4 дюйма на 100 футов полая оплетка Polypro Rope Желтый TW, клавиатура 78 клавиш Ультратонкая архитектура X Ноутбуки Android с мышью Настольные компьютеры Windows Wireless B Тихое тонкое золото. Alfa Tools CSF50524B 3/8 x 1/4 Быстрорежущая сталь 90 ° Зенковка с одной канавкой, Gatco 854 Latitude II 24 Поручень для ванной, хром, INTEL XEON BRONZE 6 CORE PROCESSOR 3104 1.70 ГГц, 8,25 МБ, 85 Вт, ЦП CD8067303562000. Рулетка с цифровым ЖК-дисплеем 2-в-1, инфракрасные дальномеры, 98 футов 30 м / 16 футов 5 м. Инфракрасная рулетка (черная. Mascot 17031-311-010-90C60 Брюки Защитные брюки 90C60 Black / Blue. Оригинальный разъем питания постоянного тока в разъеме порта для Samsung NP940X5J NP940X3L. Сделано в США. 2,375 OD 0,406 ID 0,375 Номинальная толщина 12L14 Шайба с прорезями из углеродистой стали # 6 Размер отверстий Черное оксидное покрытие, Chumpower JT6 Бесключевой сверлильный инструмент Патрон-преобразователь, Инструмент для ручных сверл Power Hand Drill Bits Инструмент 1 / 64-1 / 2 Емкость Сверхточные конические сверлильные патроны 1 / 64-1 / 2 Сверхточные патроны для конических сверл с усилием 12304-2.A3-A10 A3-A11 B1-730 B1-720 A3-A20 Планшет 32 ГБ USB-накопитель OTG на Micro USB Флэш-накопитель 2 в 1 Memory Stick 2.0 Совместимость с Acer Iconia Tab A1-840 флэш-накопитель 32 ГБ с двумя портами B1-710. CS Hyde UHMW сверхвысокомолекулярная полиэтиленовая лента с акриловым клеем 30 мил 12 x 12 12 x 12 Белый, KAI Crystal Vanity Light Светильник для ванной комнаты Светодиодная лампа для зеркала для макияжа с 18,12 IP65 9 Вт 1080LM 6000K Холодный белый хром, 1 упаковка 120 лм / Вт SMD5730 Современное настенное освещение для ванной и спальни. Kess InHouse Sylvia Coomes Darkness Into Light Green Nature круглое пляжное полотенце, одеяло MSA Safety MSA 10030798 Запасной комплект ремня безопасности.Ацеталевый винт с накатанной головкой, размер M4-0,7, винт с накатанной головкой и пластиковой головкой. Стандартный размер Сверхпрочная виниловая водонепроницаемая защита для подушек Постельное белье Виниловая защита для подушек Royal Mystique, 2 зубья, отделка TiAlN-Futura, 1/4 стандартной длины YG-1 11047HF HSS, двойная концевая фреза, длина 3-1 / 8. Разноцветный 3dRose LSP_100268_2 Туннельный проем в черно-белом двойном тумблере.
Как нарезать резьбу в акриле Perspex, Lucite, Plexiglass с помощью аккумуляторной дрели-шуруповерта — RasPi.TV
Недавно я купил лазерный резак (работающий на Pi) и начал работать с акрилом (Perspex).Раньше я пил, фрезеровал и сверлил Perspex. Он прекрасно обрабатывается до тех пор, пока вы не слишком «жадны» в своих сокращениях (а если вы слишком жадны, он ломается). Изучая материал, я хотел исследовать резьбу, поскольку слышал, что это возможно, и это открывает новые возможности дизайна.
Итак, я посмотрел несколько видео про нарезание резьбы. Некоторые люди используют станок с ЧПУ в промышленных масштабах, но другие используют небольшой набор для ручного нарезания резьбы так же, как вы нарезаете резьбу по металлу. Некоторые жемчужины мудрости, о которых большинство из них упоминает, это…
- Нарезание резьбы лучше всего подходит для литого акрила, а не для экструдированного
- Смазка — хорошая идея
- Грубая резьба предпочтительнее тонкой
Я поискал набор ручных метчиков, которые, как мне казалось, у меня есть, но не смог их найти.(Я смутно помню неудачный эксперимент около 25 с лишним лет назад по ремонту автомобилей — может, я избавился от них? А может, они просто сидят где-то в ящике и смеются надо мной?)
Размер бита — ключ
Ключ к успешному нарезанию резьбы, которого я до сих пор никогда не достигал, — это получение сверла подходящего размера. Вот почему мой эксперимент потерпел неудачу столько лет назад. У меня не было нужного битового размера.
Итак, я взглянул на Amazon и ebay и кое-что новое, яркое и интересное привлекло мое внимание.Саморезы спиральные, подходящие для дрели / шуруповерта…
Набор сверл для метчиков с зенковкой
Они рекламируются как «Набор сверл для метчиков с зенковкой из быстрорежущей стали, комбинированное метрическое сверло с шестигранным хвостовиком и титановой резьбой для дерева, пластика, алюминия, меди, НЕ для литья из твердого металла / чугуна»
Таким образом, они «оплачиваются» так, что вы можете сверлить, нарезать резьбу и зенковать за одну операцию (с регулируемой скоростью). Звучит очень привлекательно.
Мне они показались интересными, потому что я мог легко вставить их в аккумуляторную дрель-шуруповерт (работающую очень медленно) и использовать ее вместо мучительно утомительного ручного метчика.Контр мойка может быть полезна при использовании достаточно толстых акриловых болтов и болтов с потайной головкой.
Внизу списка есть небольшая пометка, в которой написано…
« УВЕДОМЛЕНИЕ :
☞1. Пожалуйста, добавьте немного масла перед запуском крана, чтобы работа была более плавной, а также чтобы продлить срок службы крана. кран.
☞2. Применение: быстрорежущая сталь 4241 подходит для дерева, алюминия, железа и других материалов с более низкой твердостью, толщина материала составляет 3-5 мм. Осторожно, если вы использовали его с твердым металлом! ”
Что говорят обзоры?
Как и вы, я просмотрел обзоры, прежде чем сделать решительный шаг.В некоторых объявлениях люди говорили, что ломаются. Другие говорили, что они хороши на мягких материалах. Что ж, Perspex довольно мягкий по сравнению со сталью, поэтому я решил, что «шесть размеров метчиков на десять — давайте посмотрим, сколько они прослужат, — и нажал кнопку заказа».
Судя по отзывам о том, что «они сломались», казалось, что люди использовали их для сверления собственных отверстий перед нарезанием резьбы. Честно говоря, они продаются таким образом, поэтому должны работать именно так. Но поскольку все, что мне может понадобиться для нарезания резьбы, уже было вырезано лазером, кажется разумным уменьшить нагрузку на метчик путем лазерной резки отверстий.
Размер сверла для нарезания резьбы
Когда они прибыли, я решил проверить их все. Поэтому я нашел необходимые размеры сверл. Я не собирался сверлить отверстия — у меня есть лазерный резак, — но мне нужно было знать размер, чтобы проделать отверстия для моего тестового образца. Поиск в Google по запросу «размеры сверл для нарезания резьбы» направил меня на подходящую страницу…
Таблица размеров резьбонарезного сверла
… и вооружившись этой информацией, я быстро разработал образец для испытаний…
Пластина для испытания на нарезание резьбы из плексигласа
Добавьте смазку
Продавец предлагает долить масло перед нарезанием резьбы.В одном из обзоров кто-то упомянул брызги WD40 на биту для смазки. Я пробовал это, и это работает.
Сначала я поиграл с простым тестовым образцом и битом M3. Все семь отверстий здесь отлично отточены. Вы должны быть немного осторожны с выравниванием, но само нарезание довольно просто.
Закройте изображение первых попыток нарезания резьбы M3 в Perspex
.Ободренный этим, я попробовал каждый из разных отводов на моей тестовой пластине. Таков результат…
Для этого слайд-шоу требуется JavaScript.
Я называю это безоговорочной победой!
Итак, теперь у меня есть этот набор через пару недель, и я нарезал довольно много ниток, я должен сказать, что эти насадки довольно хороши для нарезания резьбы на акриле. Больше ни на чем их не пробовала. Но я еще ни одного не повредил (насколько мне известно). Я еще не сильно испортил операцию нарезания резьбы.
Центровка — самая сложная часть при удерживании дрели / шуруповерта. Но если бы вы выполняли их много, вы могли бы поместить свою аккумуляторную дрель в какое-нибудь приспособление или подставку для повторяемой перпендикулярности.
Что я еще не пробовал
Мне еще не пришлось пробовать…
- сверление, или
- зенковка
… с этими битами. Но нарезание резьбы на акриле 3 мм (Perspex) с использованием этих метчиков отлично работает в аккумуляторной дрели / шуруповерте, работающей медленно, с WD40 в качестве смазки. Некоторые нити выглядят очень красиво. Вот галерея фотографий (в основном это крупные планы, которые можно увеличить, щелкнув по ним)…
Класс резьбы, пределы H
Классы резьбы
Существует (3) установленных класса резьбы, обозначенных в единой серии добавлением: «A» для винтов и «B» для гаек (или других внутренних резьб), чтобы показать определенные пределы и допуски.
Класс 1B Резьба
Здесь можно легко вкрутить винт 1А для быстрой и легкой сборки. Отверстие классифицируется как 1B. Посадка резьба 1В, (очень редко используется в современной металлообработке)
Класс 2B Резьба
Состоит из винта 2А в отверстии 2В. Резьба 2B имеет широкое применение. Он используется для нанесения гальванических покрытий, отделки и покрытия в ограниченной степени и, следовательно, имеет неплохие допуски.
Резьба класса 3B
3A винт в гайке 3B или внутреннем резьбовом отверстии, используется там, где пределы допуска близки.
GH Номера
Номера GH перечислены ниже. «G» обозначает шлифованную резьбу. «H» обозначает делительный диаметр на верхней стороне опоры. За этими двумя буквами (GH) следует цифра, обозначающая допуск на превышение диаметра шага.
| h2 | = | Basic до Plus .0005 | ||
| h3 | = | Basic Plus.0005 до Plus .0010 | ||
| h4 | = | Basic Plus .0010 до Plus .0015 | ||
| h5 | = | Basic Plus .0015 до Plus .0020 | ||
| H5 | = | Basic Plus от 0,0020 до Plus.0025 | ||
| H6 | = | Basic Plus от 0,0025 до Plus 0,0030 | H = выше базового | |
| H7 | = | Basic Plus от 0,0030 до Plus 0,0035 | L = ниже базового |
Отношение диаметра шага метчика к диаметру основного шага
Американские производители метчиков используют ряд ограничений на диаметр шага метчика.Эти пределы включают допуск от 0,0005 для размеров отвода от 0 до 1 дюйма и допуск от 0,001 дюйма или более для размеров отвода от 1 до 1 1/2 дюйма.
Пример: 1 / 4-20. Взаимосвязь между пределами диаметра шага метчика и основным номинальным делительным диаметром.
| Базовый Диаметр шага: 0,2175 | —-.2200 | ||||||
| —-. 2190 | |||||||
| —-. 2185 | |||||||
| —-. 2180 | |||||||
| —-.2175 | |||||||
| —-. 2170 | |||||||
- Метчик не может производить резьбу такого класса, он может производить резьбовое отверстие в определенных пределах продукта.
- Поскольку метчик используется только для нарезания резьбы в отверстии или нарезания внутренней резьбы, метчик не контролирует посадочные свойства сопрягаемой внешней резьбы.
- Для производства того, что обычно называют классом резьбы, как внешняя, так и внутренняя резьба должны находиться в пределах их соответствующих продуктов.Только тогда, когда оба элемента резьбовой сборки попадают в пределы желаемого класса, можно гарантировать правильную посадку.